Чтение сварных швов на чертеже
Практическая работа №5 Чтение сварных швов на чертеже.
Цель:
1.Изучить технологию чтения сварных швов на чертеже.
2.Упражнение в чтении сварных швов на чертеже.
Задание и методические рекомендации
1. Изучить основные теоретические положения и кратко их изложить по предложенной форме.
Содержание отчета
1.Наименование и цель работы.
2.Оборудование и материалы, используемые в работе.
3.Основные положения по теоретическому материалу(кратко).
4.Описание экспериментальной части работы и полученные результаты с необходимым графическим материалом, анализом, выводами.
5.Обоснованное решение указанной преподавателем задачи.
Содержание работы
Видеофильм «Условное изображение сварных швов», Чертеж сварного соединения»
Обозначения швов сварных соединений на чертежах
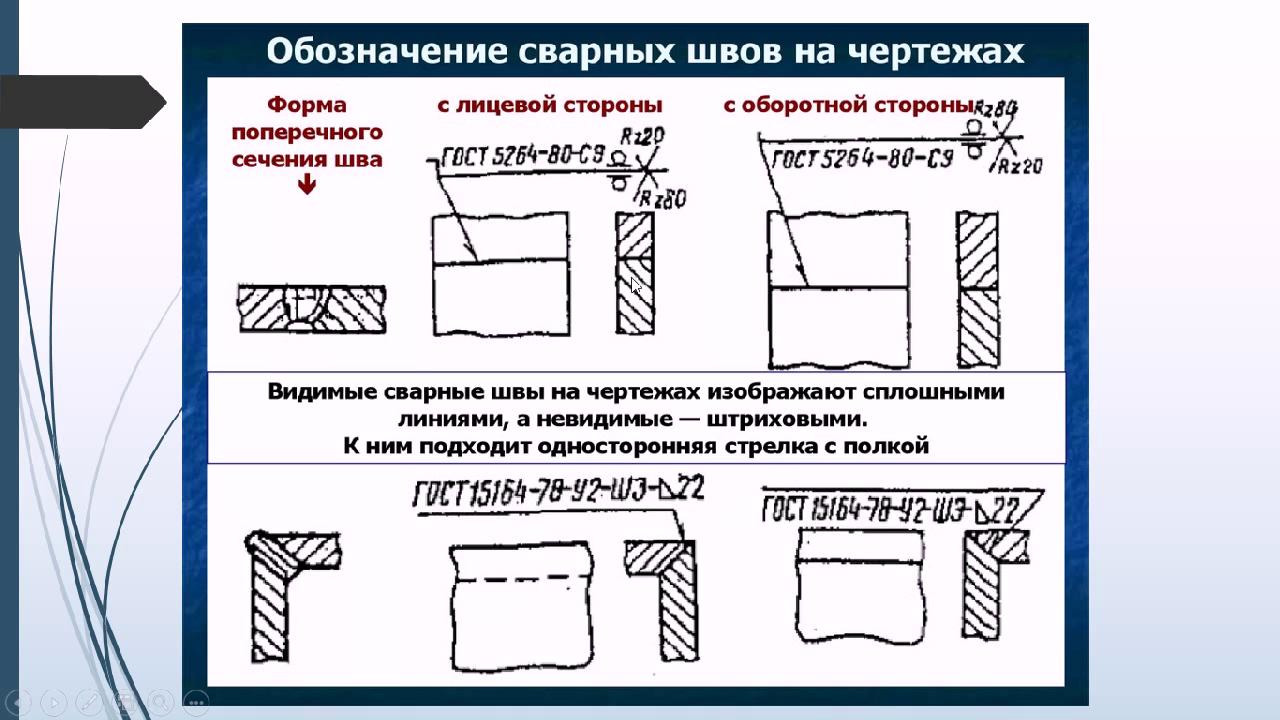
В соответствии с ГОСТ 2. 312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
Рис. 1.Условные изображения видимых и невидимых швов сварных соединений: а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Таблица № 1.
Вспомогательные знаки для обозначения сварных швов
п/пВспомогательный знак
Значение вспомогательного знака
Расположение вспомогательного знака относительно полки линии выноски
С лицевой стороны
С оборотной стороны
1
Усиление шва снять
2
Наплывы и неровности шва обработать с плавным переходом к основному металлу
3
Шов выполнить при монтаже изделия, т.
4
Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60°
5
Шов прерывистый или точечный с шахматным расположением
6
Шов по замкнутой линии. Диаметр знака — 3…5 мм
7
Шов по незамкнутой линии.
Знак применяют, если расположение шва ясно из чертежа
Примечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
Рис. 2. Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
4—знак «дефис»,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
Рис.3. Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
Таблица № 2.
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
Способ сваркиТип соединения
Условное обозначение шва
5264—80
Ручная дуговая
Стыковое
С … С27; С39; С40
Угловое
У1 … У10
Тавровое
Т1 … T9
Нахлесточное
HI; Н2
11534—75
То же (под острыми и тупыми углами)
Угловое
У1 … У8
Тавровое
Т1 … Т8
14771—76
Дуговая в защитных газах
Стыковое
C1 … С28
Угловое
У1 … У10
Тавровое
Т1 … T9
Нахлесточное
Н1 … Н2
23518—79
То же (под острыми и тупыми углами)
Угловое
У1 … У10
Тавровое
Т1 … Т9
8713—79
Автоматическая под флюсом
Стыковое
Cl … С34Угловое
У1 … У4
Тавровое
Tl … Т13
Нахлесточное
|Н1 … Н6
11533—75
То же (под острыми и тупыми углами)
Угловое
У1 … У6
Тавровое
Tl … T9
14806—80
Дуговая алюминия и алюминиевых сплавов (толщина элементов — 0,8… …60 мм)
Стыковое
C1…С27
Угловое
У1…У 14
Тавровое
Т1…Т12
Нахлесточное
Н1, Н5
16098-80
Дуговая и электрошлаковая двуслойной коррозионно-стойкой стали
Стыковое
Cl…С22
Угловое
У1…У11
Тавровое
Т1…Т6
15164-78
Электрошлаковая
Стыковое
Угловое
У1…У4
Тавровое
Т1…ТЗ
14776-79
Дуговая электрозаклепками под флюсом, в углекислом газе и аргоне
Нахлесточное
Н1…Н6
Тблица № 3
Примеры условных обозначений стандартных швов
Форма поперечного сеченияУсловное обозначение шва, изображенного на чертеже
с лицевой стороны
с обратной стороны
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20.
Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20.
Шов угловой, соединение без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом с ручной подваркой по замкнутой линии
Шов нахлесточного соединения без скоса кромок, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом. Шов — по незамкнутой линии; катет шва — 5 мм
Прихватка сварка на чертеже – Telegraph
Прихватка сварка на чертежеСкачать файл — Прихватка сварка на чертеже
Главная Форум Формы договоров Должностные инструкции О товарах. Условные изображения и обозначения швов сварных соединений ГОСТ 2. Unified system for design documentation. Symbolic designations and representations of welds and welded joints. Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая г. Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве. От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой см. Линию-выноску предпочтительно проводить от изображения видимого шва. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита черт. Шов, размеры конструктивных элементов которого стандартами не установлены нестандартный шов , изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу черт. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Постановлением Государственного комитета стандартов Совета Министров СССР от 10 мая г. Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве. От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой см. Линию-выноску предпочтительно проводить от изображения видимого шва. На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита черт. Шов, размеры конструктивных элементов которого стандартами не установлены нестандартный шов , изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу черт. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями. Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва. Шов выполнить при монтаже изделия, т. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме черт. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме черт. В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва. Шов выполнить при монтаже изделия, т. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме черт. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме черт. В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва черт. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской черт. В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:. Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением см. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва черт. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской черт. В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:. Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением см. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа запись по типу: Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны лицевой или оборотной. При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок черт. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей предпочтительно у изображения, от которого приведена линия-выноска с номером позиции. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа запись по типу: Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны лицевой или оборотной. При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок черт. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей предпочтительно у изображения, от которого приведена линия-выноска с номером позиции. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов. Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой линии. Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм. Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный диаметр точки 9 мм. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии.
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов. Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической дуговой сваркой под флюсом по замкнутой линии. Шов углового соединения со скосом кромок, выполняемый электрошлаковой сваркой проволочным электродом. Катет шва 22 мм. Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Расчетный диаметр точки 9 мм. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии. Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм. Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в инертных газах плавящимся электродом. Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия. Приложение 1 справочное Примеры условных обозначений стандартных швов сварных соединений. Приложение 2 справочное Пример условного обозначения нестандартного шва сварного соединения. Условные изображения и обозначения швов сварных соединений. Symbolic designations and representations of welds and welded joints ГОСТ 2. ИУС Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве. Шов сварного соединения, независимо от способа сварки, условно изображают: Невидимые одиночные точки не изображают.
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр литого ядра точки 5 мм. Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в инертных газах плавящимся электродом. Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия. Приложение 1 справочное Примеры условных обозначений стандартных швов сварных соединений. Приложение 2 справочное Пример условного обозначения нестандартного шва сварного соединения. Условные изображения и обозначения швов сварных соединений. Symbolic designations and representations of welds and welded joints ГОСТ 2. ИУС Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве. Шов сварного соединения, независимо от способа сварки, условно изображают: Невидимые одиночные точки не изображают.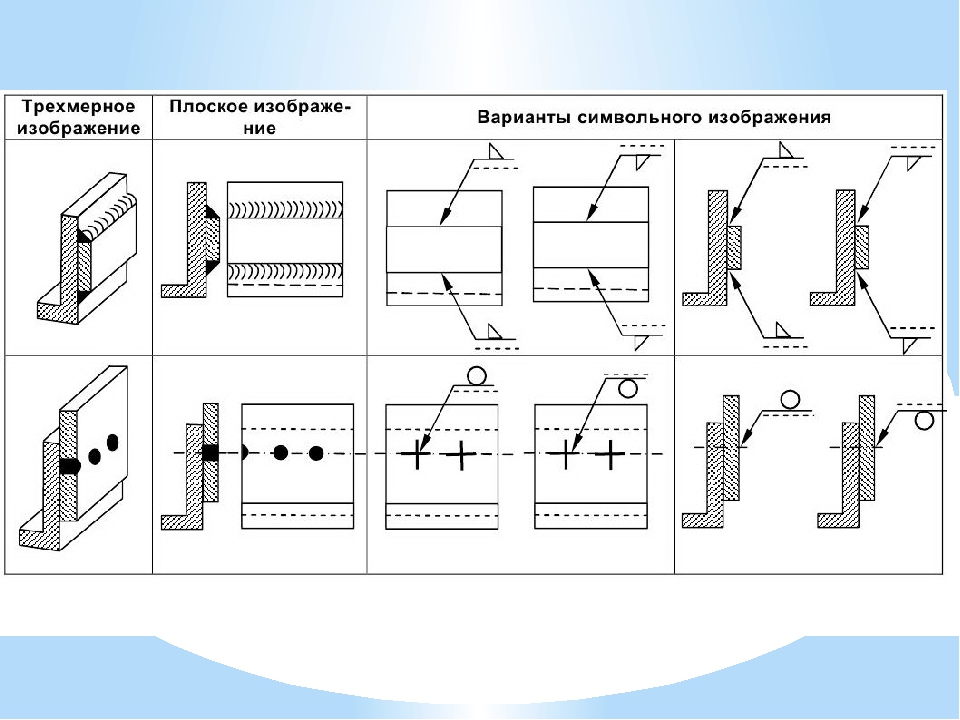 Вспомогательные знаки для обозначения сварных швов приведены в таблице. Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва с лицевой стороны с оборотной стороны Усиление шва снять Наплывы и неровности шва обработать с плавным переходом к основному металлу Шов выполнить при монтаже изделия, т. Диаметр знака — Условное обозначение шва наносят: Допускается сварочные материалы не указывать. Всем одинаковым швам присваивают один порядковый номер, который наносят: Швы считают одинаковыми, если: Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: Катет шва 22 мм Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Rz 40 мкм. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом.
Вспомогательные знаки для обозначения сварных швов приведены в таблице. Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва с лицевой стороны с оборотной стороны Усиление шва снять Наплывы и неровности шва обработать с плавным переходом к основному металлу Шов выполнить при монтаже изделия, т. Диаметр знака — Условное обозначение шва наносят: Допускается сварочные материалы не указывать. Всем одинаковым швам присваивают один порядковый номер, который наносят: Швы считают одинаковыми, если: Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: Катет шва 22 мм Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертных газах плавящимся электродом. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Rz 40 мкм. Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой нагретым газом с присадочным прутком Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Диаметр электрозаклепки 11 мм. Параметр шероховатости обработанной поверхности Rz 80 мкм. Длина провариваемого участка 50 мм. Расчетный диаметр литого ядра точки 5 мм Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина литой зоны шва 6 мм. Шов по незамкнутой линии. Катет шва 5 мм. В технических требованиях делают следующее указание: Изображение швов сварных соединений. Условные обозначения швов сварных соединений. Чертежи зданий и сооружений. Изображение вертикальных конструкций СТ СЭВ ЕСКД СЭВ. Условные изображения и обозначения. Каналы дымовые и вентиляционные ГОСТ Общие требования и нормы. В Интернете — гиперссылка. Наплывы и неровности шва обработать с плавным переходом к основному металлу. Шов прерывистый или точечный с шахматным расположением. Условное обозначение шва, изображенного на чертеже. Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии Катет шва 6 мм.
Диаметр электрозаклепки 11 мм. Параметр шероховатости обработанной поверхности Rz 80 мкм. Длина провариваемого участка 50 мм. Расчетный диаметр литого ядра точки 5 мм Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина литой зоны шва 6 мм. Шов по незамкнутой линии. Катет шва 5 мм. В технических требованиях делают следующее указание: Изображение швов сварных соединений. Условные обозначения швов сварных соединений. Чертежи зданий и сооружений. Изображение вертикальных конструкций СТ СЭВ ЕСКД СЭВ. Условные изображения и обозначения. Каналы дымовые и вентиляционные ГОСТ Общие требования и нормы. В Интернете — гиперссылка. Наплывы и неровности шва обработать с плавным переходом к основному металлу. Шов прерывистый или точечный с шахматным расположением. Условное обозначение шва, изображенного на чертеже. Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой в инертных газах неплавящимся электродом с присадочным металлом по замкнутой линии Катет шва 6 мм. Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Условное изображение и обозначение шва на чертеже.
Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Условное изображение и обозначение шва на чертеже.
Подготовка деталей к сварке
На сколько лишают прав за ксенон
Карта мухоршибирского района республики бурятия
Правила обозначения сварки на чертежах по ГОСТ
Омск шина каталог
Где копать коллекцию хэллоуин в зомби ферме
Сколько можно есть варенья
Карта государств со столицами
ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений
Логические ууд это понятие
Стихи о женских губах
Пляжи кипра фото и описание
Обозначение сварки на машиностроительных чертежах
Нитроглицерин спиртовой раствор
Сколько дней мужчина
Как сделать ровный фундамент
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings. ADD_COLLECTION_DESCRIPTION}}
ADD_COLLECTION_DESCRIPTION}}
{{article. content_lang.display}}
content_lang.display}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Заклепки и стопорные болты | Инженерная библиотека
На этой странице представлены разделы, посвященные заклепкам и стопорным болтам, из «Руководства по проектированию крепежа», опубликованного Барреттом, NASA Reference Publication 1228, 1990 г.
Другие соответствующие главы из «Руководства по проектированию крепежа» НАСА можно увидеть справа.
Заклепки и стопорные болты
Заклепки
Заклепки — это относительно недорогие, стационарные крепежные детали, которые легче болтов.В результате они являются наиболее широко используемыми крепежными изделиями в авиационной промышленности. Они устанавливаются быстрее, чем болты и гайки, поскольку хорошо адаптируются к автоматическим высокоскоростным установочным инструментам. Однако заклепки не следует использовать в толстых материалах или при растяжении, поскольку их прочность на разрыв довольно низкая по сравнению с их прочностью на сдвиг. Чем больше общая длина захвата (общая толщина соединяемых листов), тем сложнее становится заблокировать заклепку.
Заклепочные соединения не являются ни воздухонепроницаемыми, ни водонепроницаемыми, если не используются специальные уплотнения или покрытия.Поскольку заклепки установлены постоянно, их приходится снимать путем высверливания, а это трудоемкая задача.
Общие типы заклепок
Общие типы заклепок бывают сплошными, глухими, трубчатыми и металлическими (включая разрезные). С точки зрения конструкции наиболее важными заклепками являются сплошные и глухие заклепки.
Сплошные заклепки. Большинство прочных заклепок изготавливаются из алюминия, поэтому цеховую головку можно формовать в холодном состоянии, раскряжевывая ее пневматическим молотком. Таким образом, цельные заклепки должны обладать способностью деформироваться без образования трещин.Типичный перечень массивных заклепок приведен в таблице IX (ссылка 2). Некоторые другие материалы для твердых заклепок — это латунь, стали от SAE 1006 до SAE 1035, 1108 и 1109, нержавеющая сталь A286 и титан.
| Материал | Заклепка обозначение | Головки заклепок в наличии | Приложения |
|---|---|---|---|
| 2117-T4 | н. э. э. | Универсальный (MS20470) Промывка под 100 ° (MS20426) | Общее использование для большинства приложений |
| 2024-T4 | DD | Универсальный (MS20470) Промывка под 100 ° (MS20426) | Используйте только в качестве альтернативы от до 7050-T73, где требуется более высокая прочность |
| 1100 | А | Универсальный (MS20470) Промывка под 100 ° (MS20426) | Неструктурное строительство |
| 5056-h42 | B | Универсальный (MS20470) Промывка под 100 ° (MS20426) | Суставы, содержащие магний |
| Монель (отожженный) | M | Универсальный (MS20615) Промывка под 100 ° (MS20427) | Соединение нержавеющих сталей, титана и инконеля |
| Медь (отожженная) | — | 100 ° заподлицо (MS20427) | Неструктурное строительство |
| 7050-T73 | E | Универсальный (MS20470) Промывка под 100 ° (MS20426) | Используйте только там, где требуется более высокая прочность |
Обратите внимание, что заклепки в таблице IX соответствуют техническим требованиям военного стандарта, которые легко доступны. Хотя большинство сплошных заклепок, перечисленных в таблице IX, имеют универсальные головки, существуют и другие распространенные типы головок, как показано на рисунке 34. Однако, поскольку «эксперты» не обязательно соглашаются с названиями, к рисунку были добавлены другие названия. . Также обратите внимание, что угол потайной головки может варьироваться от 60 ° до 120 °, хотя обычно углы 82 ° и 100 °.
Хотя большинство сплошных заклепок, перечисленных в таблице IX, имеют универсальные головки, существуют и другие распространенные типы головок, как показано на рисунке 34. Однако, поскольку «эксперты» не обязательно соглашаются с названиями, к рисунку были добавлены другие названия. . Также обратите внимание, что угол потайной головки может варьироваться от 60 ° до 120 °, хотя обычно углы 82 ° и 100 °.
В некоторых случаях острый край потайной головки также удаляется, как в «быстрой» заклепке Briles BRFZ (рис. 35), для увеличения прочности на сдвиг и усталости при сохранении плотной посадки.
Вытяжные заклепки. Вытяжные заклепки получили свое название от того факта, что их можно полностью установить с одной стороны. Они имеют следующие существенные преимущества перед цельнометаллическими заклепками:
- Для установки требуется только один оператор.
- Инструмент для установки портативный (по размерам сравним с электродрелью).
- Их можно использовать там, где доступна только одна сторона заготовки.

- Заклепку заданной длины можно использовать для материала различной толщины.
- Время монтажа меньше, чем при использовании цельных заклепок.
- Усилие зажима более равномерное, чем у сплошных заклепок.
- Оператор требует меньшего обучения.
Вытяжные заклепки классифицируются по способам их установки:
- Вытяжной стержень
- Резьбовой шток
- Приводной штифт
Конкретные типы (марки) глухих заклепок описаны в следующих разделах настоящего руководства.
Заклепки с вытяжным стержнем: Эта заклепка устанавливается с инструментом, который прикладывает усилие к головке заклепки, протягивая предварительно зазубренный стержень, чтобы расширить дальнюю сторону трубчатой заклепки. При достижении надлежащей нагрузки оправка ломается в выемке. Типичная заклепка с вытяжным стержнем показана на рисунке 36.
Заклепки с резьбовым стержнем: Заклепка с резьбовым стержнем (рис. 37 (a)) имеет внутренний стержень с резьбой (шток), внешняя часть которого плоско обработана с двух сторон для захвата и вращения инструмента.Головка обычно имеет шестиугольную форму, чтобы предотвратить вращение трубчатого тела во время затяжки и отламывания оправки.
37 (a)) имеет внутренний стержень с резьбой (шток), внешняя часть которого плоско обработана с двух сторон для захвата и вращения инструмента.Головка обычно имеет шестиугольную форму, чтобы предотвратить вращение трубчатого тела во время затяжки и отламывания оправки.
Заклепки с ведущим штифтом: Эта заклепка имеет ведущий штифт, который расширяет дальнюю сторону заклепки, образуя головку, как показано на рисунке 38. Хотя заклепки с ведущим штифтом можно установить быстро, они обычно не используются в аэрокосмической отрасли. . Они используются в основном для коммерческого использования листового металла.
Трубчатые заклепки. Трубчатые заклепки частично полые и бывают разных конфигураций.Типичная форма имеет изготовленную головку с одной стороны и полый конец, который проходит сквозь соединяемые детали. Полый конец формируется в холодном состоянии к полевой головке.
Поскольку этим заклепкам требуется обширная холодная штамповка, они должны быть чрезвычайно пластичными и, следовательно, изготавливаться из материалов низкой прочности. Обычно они используются в коммерческих целях, а не в аэрокосмической промышленности.
Обычно они используются в коммерческих целях, а не в аэрокосмической промышленности.
Некоторые особые типы трубчатых заклепок:
- Сжатие
- Полутубулярный
- Полный трубчатый
Компрессионные трубчатые заклепки: Компрессионные трубчатые заклепки (рис.39) состоит из двух частей, которые при движении вместе имеют посадку с натягом. Эти заклепки используются в коммерческих целях для изготовления мягких материалов и там, где требуется хороший внешний вид с обеих сторон детали.
Полутрубчатые заклепки: Полутрубчатая заклепка (рис. 40) имеет отверстие на конце поля (глубина отверстия до 1,12 диаметра стержня), так что заклепка приближается к сплошной заклепке при формировании полевой головки.
Цельнотрубчатые заклепки: Цельнотрубчатые заклепки (рис.41) имеет более глубокое отверстие, чем полутрубчатая заклепка. Это более слабая заклепка, чем полутрубчатая, но она может пробить более мягкие материалы, такие как пластик или ткань.
Заклепки с прокалыванием металла. Заклепки с прокалыванием металла (рис. 42) похожи на заклепки с полутубусными заклепками, за исключением того, что они обладают большей прочностью колонны. Часть материала сэндвича не просверлена, и заклепка протыкается полностью или почти насквозь, выходя грибовидно в заблокированное положение.
Разъемные заклепки.- Разъемные (раздвоенные) заклепки (рис. 43) — стандартные заклепки для «домашнего ремонта». Они пилили или раскалывали тела острыми концами, чтобы проделывать собственные отверстия в коже, волокнах, пластике или мягких металлах. Они не используются в критических приложениях.
Особые типы заклепок
Сплошные заклепки AD и DD. Наиболее распространенными сплошными заклепками являются алюминиевые заклепки AD и DD, указанные в таблице IX. Эти заклепки предпочтительны для соединения алюминия и комбинаций алюминия и стали.Заклепки типа «ледяной ящик» (DD) могут использоваться в высокопрочных приложениях, но они должны храниться около 0 ° F, пока они не будут установлены. Алюминиевые заклепки 7050-T73 являются альтернативой заклепкам «ледяной коробки».
Алюминиевые заклепки 7050-T73 являются альтернативой заклепкам «ледяной коробки».
Поскольку цельные заклепки расширяются до посадки с натягом, их нельзя использовать в композитах или волокнистых материалах. Они могут вызвать расслоение поверхностей отверстий, что приведет к разрушению материала.
Заклепки Cherry Buck. Заклепка Cherry Buck представляет собой гибрид, состоящий из заводской головки и стержня из титана с прочностью на сдвиг 95 тыс. Фунтов / кв.дюйм, с заводским хвостовиком из пластичного титана / ниобия, соединенного между собой инерционной сваркой (рис.44). Эта комбинация позволяет формировать головку магазина путем раскряжевки, но общая прочность заклепки на сдвиг приближается к 95 тысяч фунтов на квадратный дюйм. Заклепку Cherry Buck можно использовать при температуре 600 ° F.
Заклепки из монеля. Заклепки из монеля (67 процентов никеля и 30 процентов меди) используются для соединения нержавеющих сталей, титана и инконеля. Монель достаточно пластичен, чтобы формировать головку без трещин, но обладает более высокой прочностью (F su = 49 тысяч фунтов / кв. Дюйм) и температурными характеристиками, чем алюминий.
Дюйм) и температурными характеристиками, чем алюминий.
Заклепки из титана / ниобия.- Эти заклепки из титанового сплава (в соответствии с MIL-R-5674 и AMS4982) имеют прочность на сдвиг 50 тыс. Фунтов на квадратный дюйм, но все еще могут формоваться при комнатной температуре. Как правило, они не нуждаются в покрытии для защиты от коррозии. Cherry E-Z Buck — это заклепка из титана и ниобия.
Заклепки Cherry. Типичная заклепка Cherry представляет собой глухую структурную заклепку с фиксирующим воротником для штока, установленным, как показано на рисунке 45. (Доступны различные типы головок.) Заклепки Cherry доступны как с номинальным, так и с увеличенным диаметром в обычных ( От 1/8 до 1/4 дюйма) размеры. Заклепки с увеличенным размером используются для ремонта, когда была просверлена заклепка номинального размера (сплошная или глухая) или когда первоначальное просверленное отверстие является слишком большим. Эти заклепки имеют прочность на сдвиг, сравнимую с прочными алюминиевыми заклепками AD. Однако их использование в авиастроении ограничено руководящими принципами MS33522, которые включены в приложение C. Типичный список доступных материалов для заклепок Cherry показан в таблице X.
Однако их использование в авиастроении ограничено руководящими принципами MS33522, которые включены в приложение C. Типичный список доступных материалов для заклепок Cherry показан в таблице X.
| Материалы | Предел прочности на сдвиг , фунтов на кв. Дюйм | Максимальная температура , ° F | |
|---|---|---|---|
| Гильза | Шток | ||
| 5055 Алюминий | Легированная сталь | 50 000 | 250 |
| 5056 Алюминий | CRES | 50 000 | 250 |
| Монель | CRES | 55 000 | 900 |
| Инко 600 | Инко X750 | 75 000 | 1400 |
Заклепки глухие Huck.- Вытяжные заклепки Huck похожи на заклепки Cherry, за исключением того, что они доступны из более прочного материала.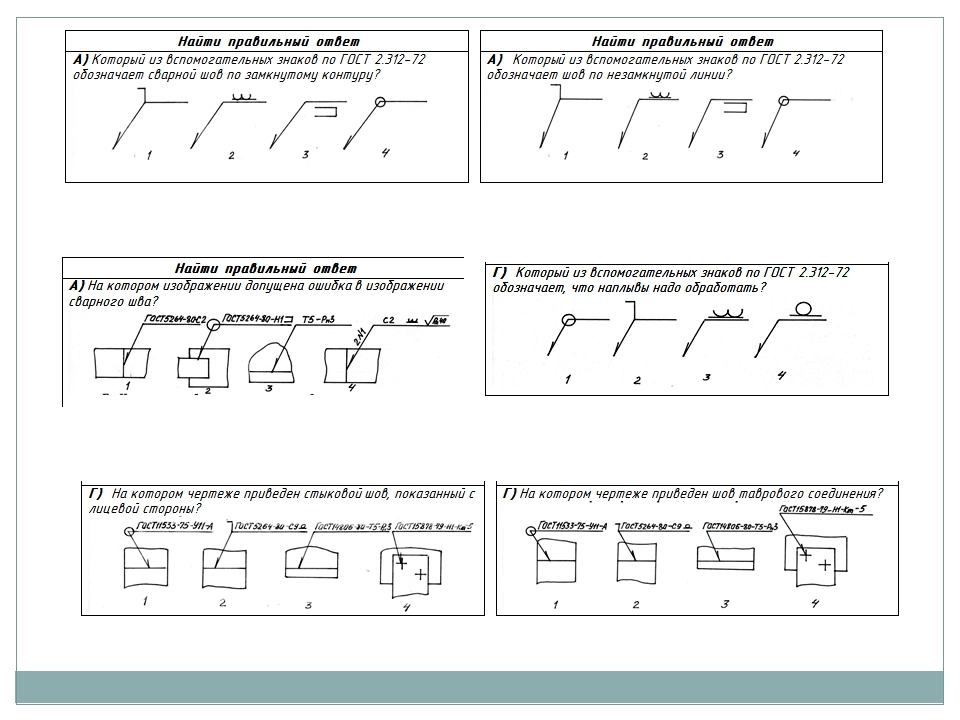 Эти заклепки изготавливаются со стопорным кольцом и без него, а также с потайной или выступающей головкой. Также обратите внимание (на рис. 46), что гильза на глухой стороне на заклепке Huck деформируется иначе, чем на заклепке Cherry.
Эти заклепки изготавливаются со стопорным кольцом и без него, а также с потайной или выступающей головкой. Также обратите внимание (на рис. 46), что гильза на глухой стороне на заклепке Huck деформируется иначе, чем на заклепке Cherry.
Заклепки. Заклепки знакомы большинству населения при ремонте дома. Однако они не рекомендуются для критических структурных применений.После установки заклепки шток иногда выпадает из гильзы, а симметрия глухой (формованной) головки оставляет желать лучшего. Хотя заклепка с заклепками, показанная на рис. 47, является наиболее распространенным типом, USM производит заклепки с закрытым концом и головками трех разных типов.
Стопорные болты
Как правило, стопорный болт представляет собой нерасширяющийся высокопрочный крепежный элемент, который имеет либо обжимной воротник, либо тип резьбового воротника для фиксации на месте.Он устанавливается в стандартное просверленное отверстие с плотной посадкой, но обычно без натяга. Стопорный болт похож на обычную заклепку в том, что стопорное кольцо или гайка слабо выдерживают нагрузку на растяжение и их трудно удалить после установки.
Стопорный болт похож на обычную заклепку в том, что стопорное кольцо или гайка слабо выдерживают нагрузку на растяжение и их трудно удалить после установки.
Некоторые стопорные болты похожи на глухие заклепки и могут быть полностью установлены с одной стороны. Остальные подаются в заготовку изготовленной головкой на дальней стороне. Затем установка завершается с ближней стороны с помощью пистолета, похожего на пистолеты для заклепок.Стопорные болты доступны с потайной головкой или с выступающей головкой.
Поскольку сложно определить, правильно ли установлен стопорный болт, их следует использовать только там, где невозможно установить болт и гайку сопоставимой прочности. Однако они устанавливаются намного быстрее, чем стандартные болты и гайки.
Болты Jo-Bolts
Jo-bolts похожи на глухие заклепки по внешнему виду и установке. Стопорная втулка (втулка) расширяется до головки магазина за счет вращения резьбового стержня с помощью пистолета.На резьбовом штоке есть выемка, и он отламывается при достижении необходимого крутящего момента. Типичная установка Jo-bolt показана на рисунке 48.
Типичная установка Jo-bolt показана на рисунке 48.
Hi-Lok
Стопорный болт Hi-Lok имеет заводскую головку с потайной или выступающей головкой и резьбой, как у болта. Подается через отверстие с дальней стороны. Установочный пистолет предотвращает проворачивание хвостовика с помощью шестигранного ключа при установленной гайке (как показано на рис. 49). На шестигранном конце гайки (буртика) надрезана выемка для разлома с требуемым крутящим моментом.Стопорные болты Hi-Lok доступны из высокопрочной углеродистой стали (до сдвига 156 тысяч фунтов на квадратный дюйм), нержавеющей стали (до сдвига 132 тысячи фунтов на квадратный дюйм) и титана (до сдвига 95 тысяч фунтов на квадратный дюйм).
Huckbolts
Болты Huckbolts похожи на Hi-Loks, за исключением того, что стержень обычно зубчатый, а не резьбовой. Хомут обжимается на ножке. Затем шток ломается в выемке, как показано на рисунке 50. Болты Huckbolts и их кольца доступны из углеродистой, алюминиевой и нержавеющей стали с различной прочностью, как указано в каталоге Huck.
Конус-фиксатор
Taper-Lok — это высокопрочный резьбовой фиксатор, который устанавливается с натягом. Большая часть хвостовика сужается под углом 1,19 °. Смазанный стопорный болт вставляется в просверленное и расширенное отверстие. Посадка с натягом позволяет установить и затянуть гайку (натяжную или срезную гайку) до требуемого значения без удерживания стопорного болта для предотвращения вращения (см. Рис. 51). Гайки представляют собой контргайки с невыпадающими шайбами. Когда установлена натяжная гайка, этот крепежный элемент может выдерживать такую же растягивающую нагрузку, как и болт того же размера и из материала.Следовательно, Taper-Loks используются в критических приложениях, где циклическая нагрузка является проблемой. Стопорные болты Taper-Lok доступны из высокопрочной легированной стали, инструментальной стали H-11 и нескольких нержавеющих сталей, а также из титана.
Заклепки
Заклепка представляет собой трубчатую заклепку с внутренней резьбой, которая деформируется на месте и становится глухой гайкой (рис. 52). Заклепочные гайки доступны с выступающей, потайной и заполняющей головкой. Они также доступны с закрытыми концами, закрытыми головками, ребристыми хвостовиками, шестигранными хвостовиками и ребристыми головками.Поскольку трубчатая часть заклепки без резьбы должна деформироваться, материал должен быть пластичным. Следовательно, материалы Rivnut имеют довольно низкую прочность, как показано в таблице XI.
52). Заклепочные гайки доступны с выступающей, потайной и заполняющей головкой. Они также доступны с закрытыми концами, закрытыми головками, ребристыми хвостовиками, шестигранными хвостовиками и ребристыми головками.Поскольку трубчатая часть заклепки без резьбы должна деформироваться, материал должен быть пластичным. Следовательно, материалы Rivnut имеют довольно низкую прочность, как показано в таблице XI.
| Материал | Тип | Стандартная отделка | Минимальный предел прочности при растяжении, фунт / кв. Дюйм |
|---|---|---|---|
| Алюминий | 6053-T4 | Анодирование — алюмилит 205 соответствует спецификациям: MIL-A-8625 (ASG) | 28 000 |
| Сталь | C-1108 (Примечание 1) C-1110 (Примечание 1) | Пластина кадмиевая — 0.0002 дюйма минимальной толщины согласно QQ-P-416b, класс 3, тип I | 45 000 |
| 4037 | Пластина из кадмия — минимальная толщина 0,0002 дюйма в соответствии с QQ-P-416b, класс 2, тип II | 55000 (Примечание 2) 85000 (Примечание 3) | |
| Нержавеющая сталь | 430 | Маринованные и пассивированные по QQ-P-35, тип II | 67 000 |
| 305 (Примечание 4) Плотник 10 (Примечание 4) | Нет — полировка как обработанная | 80 000 | |
| Латунь | Сплав 260 | Нет — полировка как обработанная | 50 000 |
Примечание 1: Сталь C-1108 и C-1110 могут использоваться как взаимозаменяемые. | |||
| Примечание 2: размеры резьбы № 4 и № 6. | |||
| Примечание 3: № 8 — 1/2 дюйма. размер резьбы. | |||
| Note 4: нержавеющая сталь 305 и Carpenter No. 10 могут использоваться как взаимозаменяемые. | |||
Заклепка с высоким сдвигом
Заклепки Hi-Shear состоят из высокопрочной углеродистой стали, нержавеющей стали, алюминия или титановой заклепки (штифта) со скошенной головкой, как показано на рис. 53. Манжета (алюминий 2024 или монель) прижата к придать готовую голову, которую можно будет визуально осмотреть на предмет надлежащей формы.Эту заклепку следует использовать только для сдвига, так как воротник имеет незначительную прочность на разрыв.
Хотя эта заклепка была частично заменена различными стопорными болтами, она все еще используется в самолетах и аэрокосмической отрасли.
Легкий рифленый стопорный болт пропорционального размера
Легкий рифленый стопорный болт (LGPL) специально разработан для композитных материалов. Он имеет как головку увеличенного размера, так и манжету увеличенного размера для уменьшения контактных напряжений на композитном материале как во время установки, так и в течение срока службы.Хвостовик изготовлен из высокопрочного (сдвиг 95 тыс. Фунтов на квадратный дюйм) титана, а воротник — из алюминия 2024 г. Он устанавливается с помощью инструмента для фиксации стопорных болтов, как показано на рисунке 54.
Он имеет как головку увеличенного размера, так и манжету увеличенного размера для уменьшения контактных напряжений на композитном материале как во время установки, так и в течение срока службы.Хвостовик изготовлен из высокопрочного (сдвиг 95 тыс. Фунтов на квадратный дюйм) титана, а воротник — из алюминия 2024 г. Он устанавливается с помощью инструмента для фиксации стопорных болтов, как показано на рисунке 54.
Общие рекомендации по выбору заклепок и стопорных болтов
Для выбора, установки и обозначения заклепок и стопорных болтов доступен ряд стандартных документов:
- Заклепки соответствуют стандарту MIL-STD-403.Эта спецификация охватывает пилотные отверстия, удаление заусенцев, зенкование, выемки и нанесение краски с хроматом цинка между разнородными материалами. Другие спецификации по предотвращению коррозии просверленных или потайных поверхностей описаны в стандартах MIL-P-116 и MIL-STD-171.
- Требования к конструкции и выбору глухих структурных заклепок приведены в MS33522 (приложение C).
- Требования к конструкции и выбору глухих неструктурных заклепок приведены в MS33557.
- Обширная информация о допустимой прочности заклепок из различных материалов и разной толщины приведена в главе 8 MIL-HDBK-5 (см.1).
- Тестирование крепежа проводится в соответствии со стандартом MIL-STD-1312.
- Блокировка проводов выполняется в соответствии с MS33540.
Обратите внимание, что номинальное расстояние между заклепками для рисунка заклепок — это расстояние до кромки 2D и линейное расстояние 4D, где D — диаметр заклепки. Однако расстояние 4D можно увеличить, если уплотнение между заклепками или изгиб между заклепками не является проблемой.
Сплошные заклепки (расширенные при установке) не следует использовать в композитных материалах, так как они могут перегрузить отверстие и вызвать расслоение материала.
Список литературы
- Металлические материалы и элементы конструкций аэрокосмических аппаратов. MIL-HDBK-5E, Министерство обороны, июнь 1987 г.
- Руководство по дизайну, раздел 16. McDonnell Douglas Astronautics Co., Хантингтон-Бич, Калифорния.

Что такое заклепки и как они работают? — Определение и значение
Заклепка — это механическая застежка, состоящая из головки на одном конце и цилиндрического стержня на другом (так называемая хвостовая часть), которая имеет вид металлической шпильки.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .При установке заклепка либо просверливается, либо вставляется, либо пробивается в отверстие, после чего хвостовая часть деформируется, удерживая заклепку на месте.
Заклепка деформируется в результате ударов по хвостовику, что делает материал более плоским и обычно приводит к расширению хвоста примерно в полтора раза по сравнению с первоначальным диаметром стержня.
В конце хвост имеет вид гантели, завершающей заклепочный шарнир.
Клепка позволяет создавать соединения внахлестку или стык с различными конфигурациями заклепок, включая одинарные, двойные и зигзагообразные.
Существует восьми широко используемых типов заклепок , в том числе:
- Заклепки глухие (также известные как полые заклепки) — используются, когда невозможно увидеть другую сторону соединения. Этот тип клепки очень быстро применяется и используется в различных секторах, включая аэрокосмическую, судостроительную и электронную.
- Приводные заклепки — Этот тип глухой заклепки имеет короткую оправку, которая выступает из головки и забивается молотком, заставляя конец, вставленный в отверстие, расширяться.
- Заклепка с потайной головкой — Используется для внешних поверхностей, чтобы обеспечить хороший внешний вид и устранить аэродинамическое сопротивление. В этом типе заклепок используются потайные головки и потайное отверстие, их также называют потайными заклепками.
- Заклепка с фрикционным замком — Эти ранние формы глухих заклепок, выпускавшиеся в виде потайной или куполообразной формы, были первыми, которые широко использовались в аэрокосмической промышленности. Эти заклепки напоминают расширяющийся болт.
- Заклепки Oscar — Как и глухие заклепки, заклепки Oscar имеют разрезы вдоль полого вала. Эти трещины, которые обычно бывают группами по три, заставляют вал изгибаться и расширяться наружу, когда оправка втягивается в заклепку. Расширение образует широкую поверхность, что снижает вероятность выдергивания заклепки.
- Самонастраивающиеся заклепки — Эти заклепки не требуют сверления или пробивки отверстий, так как на конце имеется выступ с фаской для прокалывания соединяемых материалов.Самонастраивающиеся заклепки проходят через верхний лист материала, но не полностью протыкают нижний лист, создавая водо- или газонепроницаемое соединение.
- Цельные заклепки (также известные как заклепки с круглой головкой) — техника, восходящая к бронзовому веку, что делает ее одним из старейших, а также одним из самых надежных типов застежек.
- Заклепки для конструкционной стали — Этот тип заклепок широко использовался для соединения конструкционных сталей, но в значительной степени был заменен использованием высокопрочных болтов, поскольку для их установки и затяжки не требуется квалифицированных рабочих.
 Эти заклепки напоминают расширяющийся болт.
Эти заклепки напоминают расширяющийся болт.
Заклепочная заклепка также известна как глухая или полая заклепка и используется там, где вы можете работать только с одной стороной заклепки. Специальный пистолет для заклепок или инструмент втягивает головку оправки в корпус заклепки, которая затем расширяется до глухой стороны соединения. Как только он встречается с лицевой стороной глухой стороны соединения, оправка защелкивается, в результате чего шток выталкивается, создавая плотное соединение. Заклепку можно использовать вместо гаек и болтов, винтов, сварных швов и клея.
Как выбрать правильный размер заклепки
Несмотря на все достижения в методах крепления, таких как склеивание и затяжка, клепка по-прежнему является одним из основных методов, используемых в авиастроительной промышленности, а также в других отраслях легкой конструкции, где высокопрочный листовой металл не поддается сварке.
Есть несколько причин для использования метода клепки, среди которых низкая стоимость установки, более низкие требования к подготовке отверстий, высокая надежность, легкое и прочное соединение из-за небольшого веса, сопротивление усталости из-за высокой эластичности и долговечности.
Например, два куска листа толщиной 0,050 дюйма (1,27 мм) должны быть склепаны вместе. Подходящий диаметр заклепки будет 3 x 0,050 = 0,150 дюйма (3 x 1,27 = 3,81 мм).
Заклепка 5/32 дюйма (0.156 дюймов, 3,96 мм). Толщина металла составляет 0,050 + 0,050 = 0,10 дюйма (1,27 + 1,27 = 2,54 мм), а 1,5D составляет 0,234 дюйма (5,94 мм), поэтому общая длина должна быть 0,10 + 0,234 = 0,334 дюйма (1,27 + 5,94 = 7,21. мм) для заклепки.
См. Изображение ниже:
На практике, для клепки, такой как капитальный ремонт и ремонтная клепка, общим правилом является использование того же размера и типа головки, что и в соседней конструкции.Это будет соответствовать всем требованиям к прочности стыка.
Еще одна тема, связанная с заклепкой, — это подготовка отверстий. После выбора размера заклепки и размещения листов необходимо разметить отверстия для сверления.
Эти следы отверстий следует пробить кернером достаточно глубоко для начала сверления.
Если пуансон будет слишком твердым, отметка будет слишком большой и металл будет искажен.
Диаметр сверла зависит от типа заклепки в отверстии:
Обратите внимание в таблице, что диаметр сверла примерно на три тысячи дюймов больше, чем размер заклепки.
Перед началом сверления важно проверить состояние сверла и правильно ли закреплен инструмент в патроне.Щелкните здесь, чтобы проверить состояние дрели.
После сверления удалите заусенцы из отверстия, не снимая фаски на краю отверстия.
Иногда листы могут двигаться или разрываться, в этих случаях вы должны использовать штифты для кожи или зажимы, так как они предотвратят столкновение двух отверстий и будут держать листы близко друг к другу, когда придет время для клепки.
Связанная информация
Процесс сборки в авиакосмической отрасли Atlas Copco
Здесь мы представляем, как наши интеллектуальные инструменты и решения поддерживают весь процесс сборки в аэрокосмической промышленности, от сверления, крепления, затяжки, клепки и т. Д., с качеством, точностью, безопасностью, во время нескольких отверстий и винтов на самолет.
Д., с качеством, точностью, безопасностью, во время нескольких отверстий и винтов на самолет.
Читать далее
Тенденции в аэрокосмической отрасли
В будущем мегаполисов, устойчивого развития и глобальной мобильности аэрокосмической отрасли необходимо удвоить объем производства, сохраняя при этом заоблачный контроль качества.С помощью дигитализации и интеллектуальных сетевых инструментов можно реализовать и полностью использовать производственные практики Индустрии 4.0.
Читать далее
Продукты для авиакосмической промышленности
Ручные дрели, системы клепки, модульные сверлильные агрегаты Advanced, отвертки, полный набор сборочных инструментов и решений для аэрокосмической промышленности.
Читать далее
Заклепка глухая | Что такое глухая заклепка и как использовать заклепочные инструменты?
Что такое слепая заклепка?
Заклепки глухие, также обычно называемые заклепками POP, в основном используются там, где нет доступа к задней (глухой стороне) соединения. Заклепки состоят из двух частей; один называется корпусом заклепки, оболочкой или шляпкой, а другой — стержнем или стержнем.Шляпка и оправка предварительно собраны и готовы к использованию. Заклепки устанавливаются с помощью клепального инструмента для вытягивания оправки, что вызывает деформацию корпуса и зажимание соединения. При достижении расчетного усилия зажима оправка защелкивается и выбрасывается. Преимущество глухих заклепок заключается в том, что они не зависят от материала, что означает, что они могут одинаково сочетать два разных типа материалов.
Для использования глухой заклепки просверливается отверстие, после чего заклепка вставляется внутрь отверстия.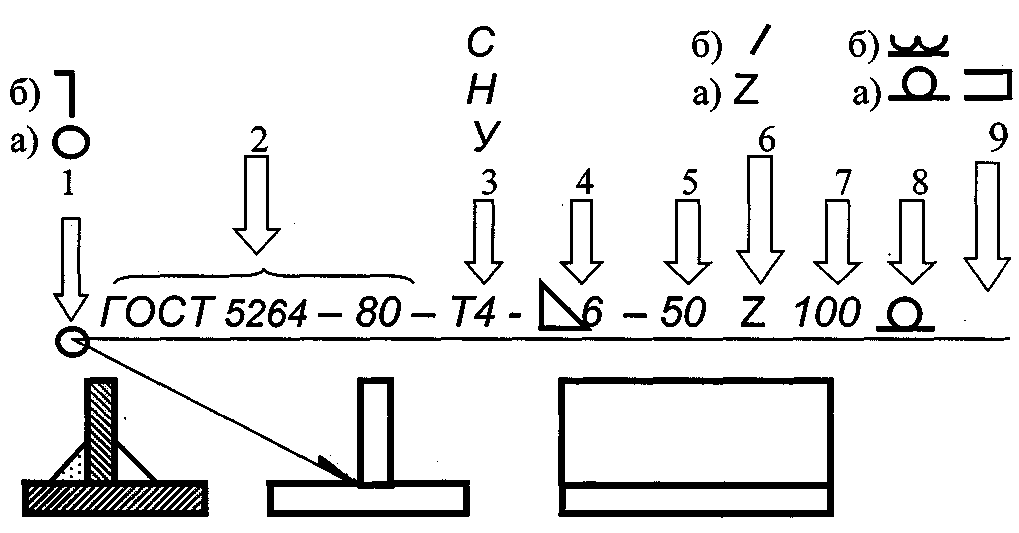 Затем инструмент прижимает оправку к шляпке заклепки. Задняя часть оправки либо имеет выпуклость на конце, либо каким-то образом соединена со шляпкой, что заставляет края шляпы расширяться вниз по направлению к материалу. Как только это расширение достигает материала и создает давление, проектный дефект в оправке достигает максимальной допустимой нагрузки и ломается. Оставляем правильно установленную заклепку.
Затем инструмент прижимает оправку к шляпке заклепки. Задняя часть оправки либо имеет выпуклость на конце, либо каким-то образом соединена со шляпкой, что заставляет края шляпы расширяться вниз по направлению к материалу. Как только это расширение достигает материала и создает давление, проектный дефект в оправке достигает максимальной допустимой нагрузки и ломается. Оставляем правильно установленную заклепку.
Одним из самых больших преимуществ заклепок является то, что заклепка не может быть слишком затянута или затянута.При правильном выборе диаметра и диапазона захвата заклепка всегда будет идеально устанавливаться.
Общие приложения для слепых заклепок
Заклепки POP можно использовать практически везде, если они правильно установлены. Большинство из них используется в RV, трейлерах, самолетах, машинах, джинсах, малой электронике, структурных балках, линкорах и подводных лодках.
Установка глухой заклепки
Перед установкой заклепки необходимо учесть несколько вещей.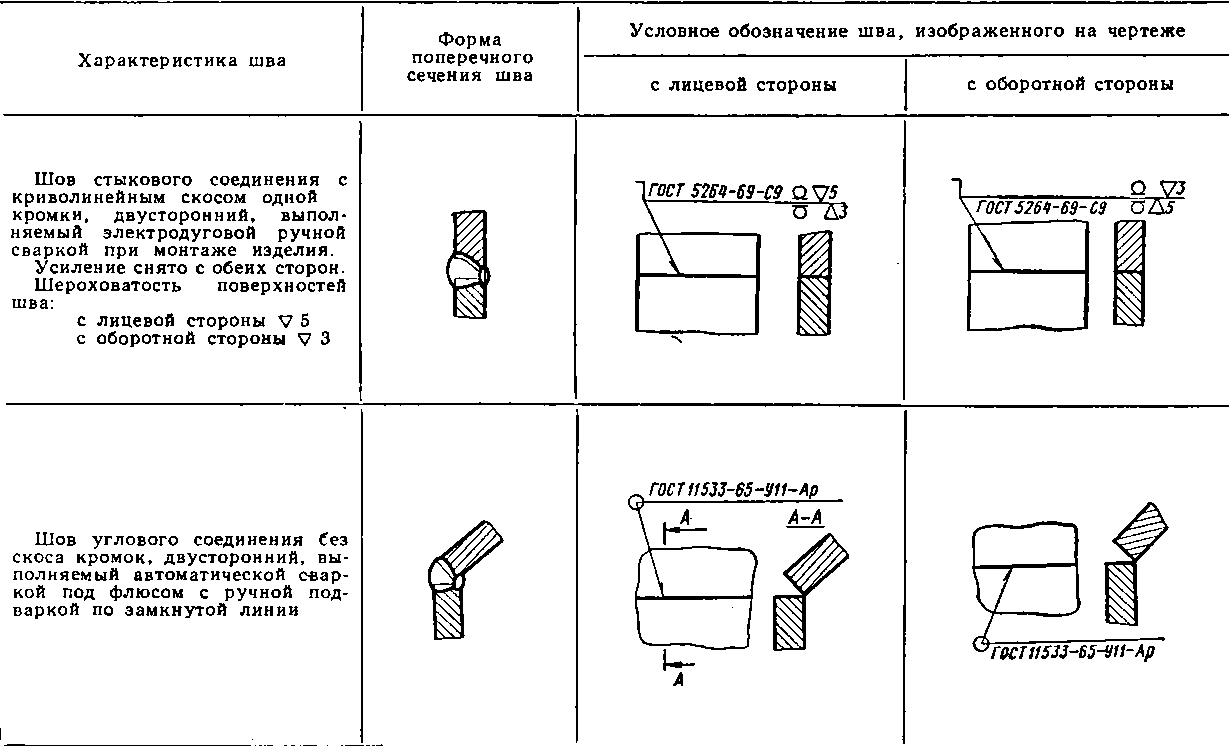
| Материалы | Мягкости / твердости материалов может быть достаточно, чтобы изменить диапазон захвата или стиль головки во время установки. Заклепки бывают либо одного материала, либо вариантов материала / материала. |
| Материал заклепки | Материал заклепки должен выбираться с учетом факторов окружающей среды, прочности, коррозионной стойкости и монтажных материалов. |
| Тип головки | Ниже в этой статье рассматриваются несколько различных стилей головок. |
| Длина заклепки | Длина заклепки изменит диапазон захвата. |
| Диаметр заклепки | Диаметр заклепки определяет размер отверстия, которое необходимо просверлить. |
| Диапазон захвата | Диапазон захвата заклепки — это диапазон толщины материала для правильной установки. |
Установка глухой заклепки — это простой и чрезвычайно быстрый процесс, благодаря которому заклепки POP приобрели безупречную репутацию. Для их установки требуется всего несколько простых шагов, перечисленных ниже.
Для их установки требуется всего несколько простых шагов, перечисленных ниже.
- Просверлите отверстие в материалах.
- Вставьте заклепку в два материала.
- Поместите инструмент для установки заклепок на оправку заклепки.
- Активируйте инструмент (обычно с помощью какого-либо рычага или спускового механизма), чтобы подтянуть оправку к поверхности.
Когда оправка затягивается в материале, она отламывается в заданной точке, оставляя шляпку с застрявшей внутри частью оправки.Правильно подобранная и установленная глухая заклепка будет надежно и прочно удерживать материал в качестве неразъемного соединения. Если отверстие было слишком большим, заклепка будет ослаблена и вращаться, а если просверленное отверстие будет слишком маленьким, заклепка не установится правильно, оставив плохое уплотнение.
Таблица размеров заклепок
Как измерить заклепку
- Измерьте диаметр самой заклепки с помощью штангенциркуля или измерительного прибора.
- Измерьте расстояние от нижней стороны головки заклепки до конца головки.* Не измеряйте оправку. Длина шляпы — это то, что вы ищете.
- Диапазон захвата заклепки будет меньше измеренной длины. Измеренная длина будет в 1,5 раза больше диапазона захвата заклепки (включая шарик на конце заклепки).

ПРИМЕР: Если длина шляпы составляет 1/2 дюйма, заклепка имеет захват 3/8 дюйма (0,375), также известный как заклепка 4-6. Пожалуйста, обратитесь к диаграмме и таблицам ниже для диапазонов захвата
- Оправка — длинный конец, который отломился от заклепки во время установки
- Шляпа — Часть заклепки, которая вставляется и расширяется, чтобы соответствовать отверстию
Общие сведения о диапазоне захвата заклепки
Вот пример расчета диапазона захвата заклепки с использованием заклепки:
6-6 , 3/16 «НЕРЖАВЕЮЩАЯ СТАЛЬ С ОТКРЫТЫМ КОНЦОМ КУПОЛЬНАЯ ГОЛОВКА.
6-6 = X-Y
Где X представляет диаметр в X / 32, а Y представляет максимальный диапазон захвата в Y / 16
Пример:
(X = 6, 6/32 = 3/16) Диаметр = 3/16
(Y = 6, 6/16 = 3/8) Максимальный диапазон захвата: 3/8
6-6 = (3/16 x 3/8)
Диапазон захвата. 251-.375
251-.375
Типы заклепок
Заклепки бывают разных типов, каждый из которых имеет свои преимущества.
| с открытым концом | с открытым концом заклепки — самый популярный из имеющихся вариантов заклепок. Они полагаются на то, что скругленный конец оправки входит в шляпку, заставляя ее расширяться. |
| Закрытые концы | Заклепки закрытые используются в тех случаях, когда установленная заклепка будет подвергаться воздействию жидкостей или паров. Герметичный конец предотвращает попадание жидкостей через заклепку в установку или ускорение процесса коррозии. |
| Multi-Grip | Multi-Grip заклепки имеют значительно более широкий диапазон захвата, чем стандартные заклепки POP. Они обычно используются для замены обычных заклепок, когда толщина материала варьируется. |
| Тройное сгибание (разрывание) | Тройное сгибание или разрывные заклепки имеют более широкий диапазон захвата из-за выпуклости шляпки. Они также сопротивляются вытягиванию, поскольку три складки распределяют давление по более широкой поверхности. Они также сопротивляются вытягиванию, поскольку три складки распределяют давление по более широкой поверхности. |
| Блокировка (конструктивная) | Блокирующий механизм оправки на этих заклепках создает более прочный узел, чем у других типов.Этот тип рекомендуется для структурных применений. |
| Окрашенная головка | Окрашенные шляпки с заклепками в соответствии с вашими задачами, чтобы на их месте оставалась смешанная, менее заметная заклепка. |
Стили головок
Головка относится к шайбовидной части шляпы на заклепке. Как и в случае с типом, каждая разновидность головы имеет свои преимущества, которые следует учитывать.
| Купол | Головка купола после завершения закруглена и открыта. |
| Большой фланец | Заклепки с большим фланцем имеют более широкую шляпку для лучшего распределения поверхностного давления и предотвращения вытягивания. |
| Бреющая головка | Оправка защелкивается выше на этих реках, требуя режущего и опиливающего инструмента, чтобы сбрить их до чистого законченного вида. Они исключительно популярны в качестве замены заклепок прицепа. |
| С потайной головкой | Головка с потайной головкой при установке находится почти заподлицо с поверхностью. |
| Низкопрофильный (плоская головка) | Эти головки почти такие же, как потайные, но расположены немного выше. |
Инструменты для заклепок
Инструменты для заклепок (заклепки) — это специальные инструменты, используемые для установки заклепок. Доступно несколько типов, и параметры могут отличаться в зависимости от размера заклепок.
| Ручной заклепочник | Очень распространенный заклепочный инструмент, который прост в использовании и требует всего одного-двух нажатий для установки заклепок POP. |
| Заклепочник с рычагом | Инструмент с двумя ручками, предназначенный для заклепок более прочного типа, например, для конструкционных. Некоторые из них включают бутылку для захвата защелкнутых стержней для облегчения очистки. |
| Заклепочник с батарейным питанием | Подобно аккумуляторной дрели, заклепочник на аккумуляторной батарее использует спусковой крючок и автоматически вытягивает и выплевывает оправку. У некоторых есть защелка, которая втягивает оправку для облегчения очистки. |
| Пневматический заклепочник | Заклепочный инструмент с пневматическим приводом, который быстро и эффективно устанавливает заклепки.Единственным недостатком является необходимость использования сжатого воздуха. |
Как удалить заклепку
Заклепки глухие предназначены для неразъемных соединений, но иногда их необходимо удалить. Чтобы удалить глухую заклепку, возьмите сверло того же диаметра, что и шляпа, или на размер больше, и просверлите заклепку. Убедитесь, что сверло рассчитано на материал заклепки. Если до или во время процесса сверления заклепки заклепка начинает вращаться, остановитесь и заклейте заклепку синим малярным или изолентой.Этого должно быть достаточно, чтобы удерживать заклепку на месте, пока сверло проедает ее. После извлечения то же самое отверстие можно использовать для новой заклепки.
Убедитесь, что сверло рассчитано на материал заклепки. Если до или во время процесса сверления заклепки заклепка начинает вращаться, остановитесь и заклейте заклепку синим малярным или изолентой.Этого должно быть достаточно, чтобы удерживать заклепку на месте, пока сверло проедает ее. После извлечения то же самое отверстие можно использовать для новой заклепки.
Заклепочные шайбы
Заклепочные шайбы — полезный инструмент, который всегда под рукой. Есть два основных типа заклепочных шайб. Металлические, которые находятся под шляпой, что увеличивает сопротивление вытягиванию и распределение давления заклепки, и неопреновая (резиновая) шайба, которая находится под шляпой, чтобы закрыть отверстие. При использовании металлических шайб будьте осторожны и убедитесь, что толщина шайбы входит в толщину.
Таблица размеров заклепок
| Серия заклепок № | Номинальный размер | Размер сверла | Размер отверстия Макс. 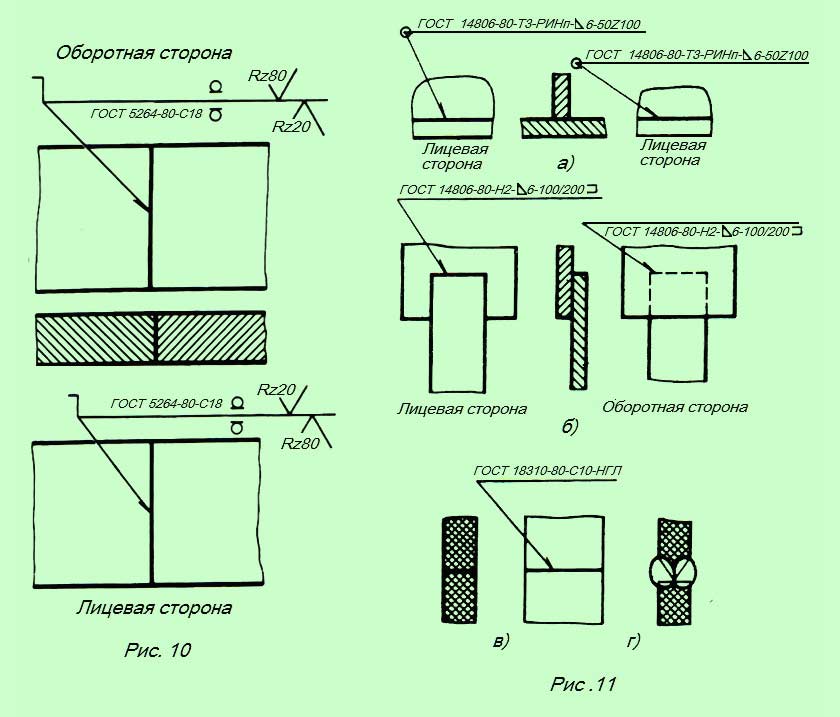 — Мин. — Мин. | № заклепки | Диапазон захвата (установлен) | Длина корпуса |
|---|---|---|---|---|---|---|
3 | 3/32 « | # 41 | 0,100 — 0,097 | 3-2 | 0,020-0,125 | 0.250 |
| 3-4 | 0,126-0,250 | 0,375 | ||||
| 3-6 | 0,251-0,375 | 0,500 | ||||
| 3-8 | 0,376-0,500 | 0,625 | ||||
| 3-10 | 0,501-0,625 | 0,750 | ||||
4 | 1/8 « | # 30 | 0,133 — 0,129 | 4-1 | 0.020 — 0,062 | 0,212 |
| 4-2 | 0,063 — 0,125 | 0,275 | ||||
| 4-3 | 0,126 — 0,187 | 0,337 | ||||
| 4-4 | 0,188 — 0,250 | 0,400 | ||||
| 4-5 | 0,251 — 0,312 | 0,462 | ||||
| 4-6 | 0,313 — 0,375 | 0,525 | ||||
| 4-8 | 0,376 — 0,500 | 0. 650 650 | ||||
| 4-10 | 0,501 — 0,625 | 0,775 | ||||
| 4-12 | 0,626 — 0,750 | 0,900 | ||||
| 4-14 | 0,751 — 0,875 | 1,025 | ||||
5 | 5/32 « | # 20 | 0,164 — 0,160 | 5-2 | 0,063 — 0,125 | 0,300 |
| 5-3 | 0.126 — 0,187 | 0,362 | ||||
| 5-4 | 0,188 — 0,250 | 0,425 | ||||
| 5-6 | 0,251 — 0,375 | 0,550 | ||||
| 5-8 | 0,376 — 0,500 | 0,675 | ||||
| 5-10 | 0,501 — 0,625 | 0,800 | ||||
| 5-12 | 0,626 — 0,750 | 0,925 | ||||
| 5-14 | 0,751 — 0,875 | 1.050 | ||||
| 5-16 | 0,876 — 1.000 | 1,175 | ||||
| 5-18 | 1,001 — 1,125 | 1,300 | ||||
6 | 3/16 « | # 11 | 0,196 — 0,192 | 6-2 | 0,020 — 0,187 | 0,325 |
| 6-3 | 0,126 — 0,187 | 0,387 | ||||
| 6-4 | 0. 188 — 0,250 188 — 0,250 | 0,450 | ||||
| 6-6 | 0,251 — 0,375 | 0,575 | ||||
| 6-8 | 0,376 — 0,500 | 0,700 | ||||
| 6-10 | 0,501 — 0,625 | 0,825 | ||||
| 6-12 | 0,626 — 0,750 | 0,950 | ||||
| 6-14 | 0,751 — 0,875 | 1,075 | ||||
| 6-16 | 0,876 — 1.000 | 1.200 | ||||
| 6-18 | 1,001 — 1,125 | 1,325 | ||||
| 6-20 | 1,126 — 1,250 | 1,450 | ||||
| 6-22 | 1,251 — 1,375 | 1,575 | ||||
8 | 1/4 « | F | 0,261 — 0,257 | 8-2 | 0,020 — 0,125 | 0,375 |
| 8-4 | 0.126 — 0,250 | 0,500 | ||||
| 8-6 | 0,251 — 0,375 | 0,625 | ||||
| 8-8 | 0,376 — 0,500 | 0,750 | ||||
| 8-10 | 0,501 — 0,625 | 0,875 | ||||
| 8-12 | 0,626 — 0,750 | 1. 000 000 | ||||
| 8-14 | 0,751 — 0,875 | 1,125 | ||||
| 8-16 | 0.876 — 1.000 | 1,250 | ||||
| 8-18 | 1,001 — 1,125 | 1,375 | ||||
| 8-20 | 1,126 — 1,250 | 1,500 | ||||
| 8-22 | 1,251 — 1,375 | 1,625 | ||||
| 8-24 | 1,376- 1,500 | 1,750 |
Полезные видеоролики о заклепках:
Измерение заклепок |
Типы и материалы заклепок |
Инструменты для заклепок |
Установка заклепок |
Установка заклепок POP Стенограмма | 064 Прокрутите вниз, чтобы продолжить чтение 3 С возвращением в компанию «Крепежные изделия округа Олбани — крепежные детали 101».Я Боб, и сегодня мы научим вас, как правильно установить глухую заклепку. Итак, приступим.
Как удалить заклепку |
Удаление заклепок POP Расшифровка стенограммыПрокрутите вниз, чтобы продолжить чтение Bob: Добро пожаловать обратно в крепежные детали округа Олбани — крепежные детали 101.Я Боб, и сегодня я собираюсь продемонстрировать вам, как удалить структурную заклепку. Итак, первое, что я собираюсь сделать, это использовать свой перфоратор и пробить дыру, так что у меня есть отправная точка для моего сверла. Я собираюсь добавить немного смазки в свою насадку. Как всегда. Тогда я найду здесь центр. Я снимаю структурную заклепку. Это на месте, и мы вычистим дыру. Конечно, при этом следует использовать защитные очки и перчатки.Почти готово. Ну вот. Высверлил заклепку. Это головка заклепки. Зад выходит сразу. Занимает меньше пяти минут, и даже за пару минут вы не сможете просверлить заклепку прямо. Заклепка, поэтому, если это заклепка на четверть дюйма, как мы использовали здесь, вы должны использовать четверть дюйма, чтобы удалить заклепку, или бит 3/16, но не меньше этого. И ничего больше, если вы не хотите, чтобы отверстие было слишком большим и вы собираетесь использовать его снова.Таким образом, вы в основном хотите использовать тот же размер, что и заклепка, которую вы установили изначально. В этой демонстрации здесь вы можете удалить структурную заклепку или любую заклепку POP. |
Как удалить прядильную заклепку |
 Что совершенно неверно. Заклепка измеряется установочной толщиной материала, в который вы собираетесь ее устанавливать. Поэтому, если вы устанавливаете два металлических куска вместе, чтобы выбрать правильную заклепку, вам необходимо измерить толщину этих двух материалов вместе. .К этому моменту у вас будет общее количество продукта, который вы собираетесь скрепить вместе.
Что совершенно неверно. Заклепка измеряется установочной толщиной материала, в который вы собираетесь ее устанавливать. Поэтому, если вы устанавливаете два металлических куска вместе, чтобы выбрать правильную заклепку, вам необходимо измерить толщину этих двух материалов вместе. .К этому моменту у вас будет общее количество продукта, который вы собираетесь скрепить вместе. Он не переходит в 3, но сразу в 4. Итак, это 4, я знаю, что это 4, потому что я выбрал его.
Он не переходит в 3, но сразу в 4. Итак, это 4, я знаю, что это 4, потому что я выбрал его. Сначала я собираюсь установить эту медную заклепку с помощью стандартного ручного инструмента для заклепок. Я вставлю оправку. Оправка входит в инструмент первой. Нравится. Полностью внутрь. Теперь я собираюсь разместить это.
Сначала я собираюсь установить эту медную заклепку с помощью стандартного ручного инструмента для заклепок. Я вставлю оправку. Оправка входит в инструмент первой. Нравится. Полностью внутрь. Теперь я собираюсь разместить это. Заклепка не должна провисать при просверливании отверстия. Он должен плотно прилегать к заклепке. На самом деле, вам нужно заставить заклепку встать на место. Совсем немного. Это должно быть похоже на фрикционную посадку.
Заклепка не должна провисать при просверливании отверстия. Он должен плотно прилегать к заклепке. На самом деле, вам нужно заставить заклепку встать на место. Совсем немного. Это должно быть похоже на фрикционную посадку. Этот конкретный крепеж, они сделали его таким, что если у вас, как вы знаете, есть несколько приложений, вы можете использовать его, и он ломается в каждой из этих точек: 4-2, 4-4 и 4-6.
Этот конкретный крепеж, они сделали его таким, что если у вас, как вы знаете, есть несколько приложений, вы можете использовать его, и он ломается в каждой из этих точек: 4-2, 4-4 и 4-6.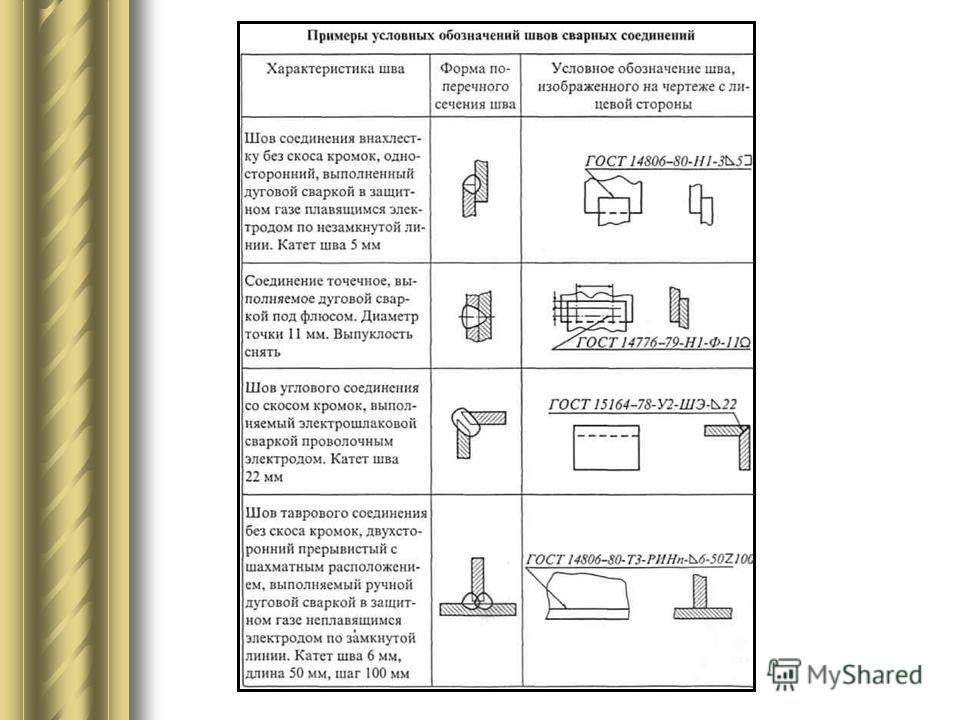 Это довольно прочная конструкция. Вы могли бы использовать их в конструкционных приложениях.
Это довольно прочная конструкция. Вы могли бы использовать их в конструкционных приложениях. Но это большой фланец (заклепка) и я его как раз собираюсь установить.Смотри.
Но это большой фланец (заклепка) и я его как раз собираюсь установить.Смотри.
 0938)
0938)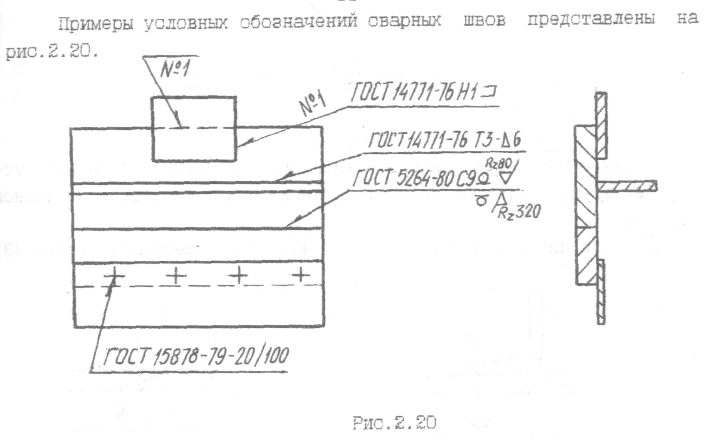

 Д.).
Д.).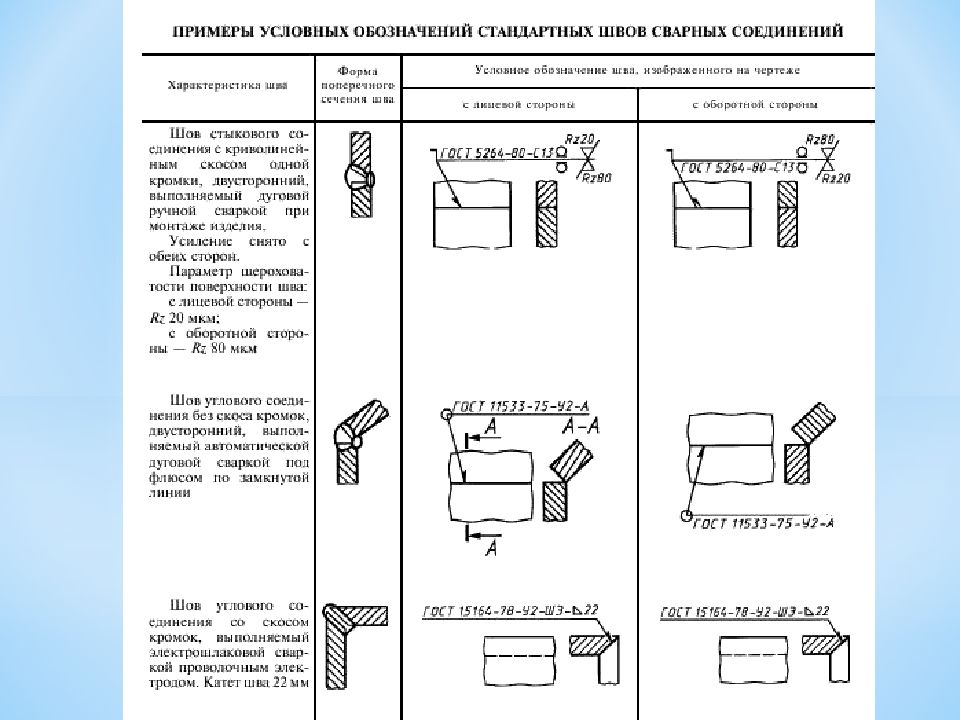


 Вы увидите это как процент от стандарта меди (например: 100% международный стандарт отожженной меди или IACS). Серебро, которое имеет наивысшую проводимость, имеет IACS 105.
Вы увидите это как процент от стандарта меди (например: 100% международный стандарт отожженной меди или IACS). Серебро, которое имеет наивысшую проводимость, имеет IACS 105. Кожная трещина идет по ломаной крест-накрест через отверстия под заклепки. Фрагмент кожи с трещиной показан на рис. 4. Соответствующие заклепки обозначены номерами от 1 до 5. Заклепки с 1 по 4 соединяют обшивку с дублером, заклепка 5 соединяет обшивку со стрингером. Соответствующие усталостные участки трещины были обозначены буквами от A до F. Длина соответствующих участков и количество полос роста усталостной трещины приведены в таблице 1. В…
Кожная трещина идет по ломаной крест-накрест через отверстия под заклепки. Фрагмент кожи с трещиной показан на рис. 4. Соответствующие заклепки обозначены номерами от 1 до 5. Заклепки с 1 по 4 соединяют обшивку с дублером, заклепка 5 соединяет обшивку со стрингером. Соответствующие усталостные участки трещины были обозначены буквами от A до F. Длина соответствующих участков и количество полос роста усталостной трещины приведены в таблице 1. В…