Обозначение сварных швов на чертежах: структура, ГОСТы, примеры
Железо повсеместно используется при строительстве и производствах. Для соединения используется сварочный стык, к сегодняшнему дню возможно производить до 150 видов работ. Для грамотного выполнения конструкции, перед началом работ, используют чертежи, включенные в состав системы конструкторской документации. Регламентом определены основные требования к конструкциям сварочных соединений.
Обозначение сварных швов на чертежах
Содержание
Что такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.
Сварной стык
Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.

- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
 com/embed/ifzBBzH0PsU?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
com/embed/ifzBBzH0PsU?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
Полное обозначение шва на чертежах
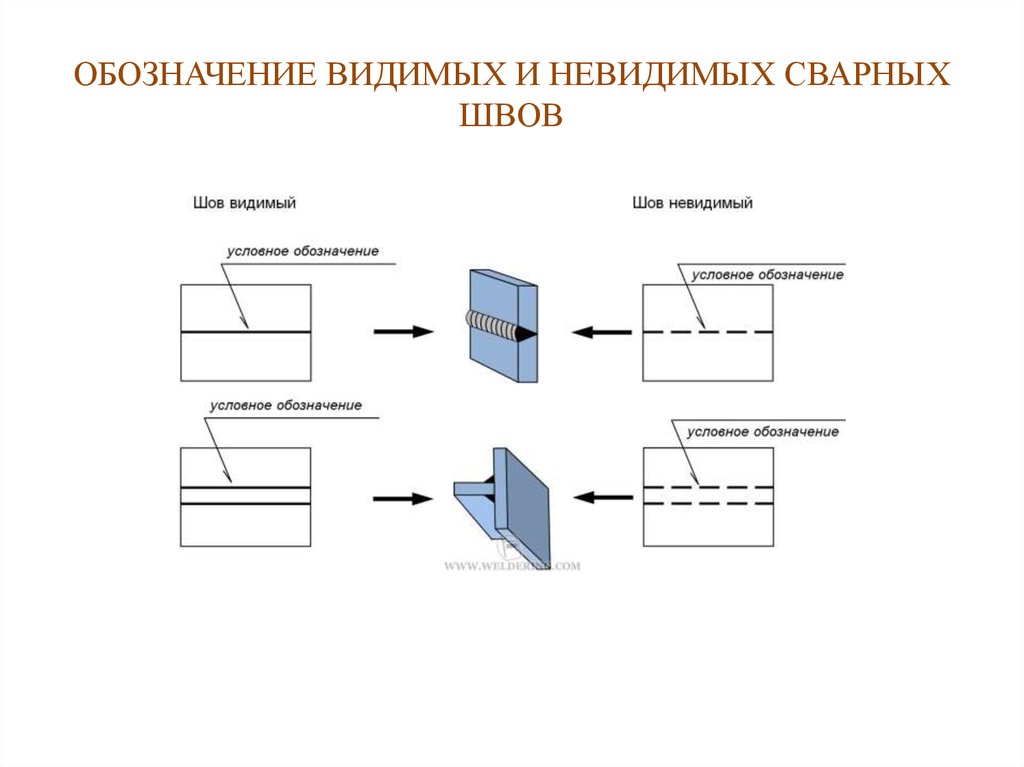
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.
Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали.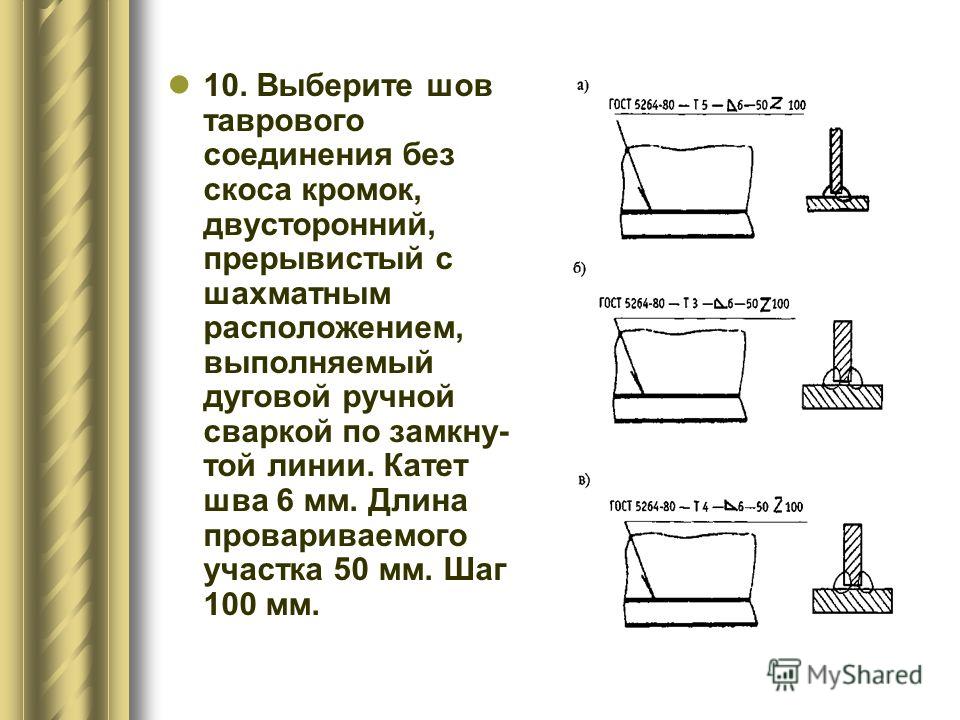 Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.
Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Скачать ГОСТ 2.312-72
Вспомогательные знаки
Отображение вспомогательных знаков для обозначения сварных швов производится для более точной информации, предназначения работ. Примеры знаков:
- — Сварной шов, выполнение которого происходит при монтаже изделия;
- — Исполнение производится по замкнутой линии;
- — Стык по незамкнутой линии сварки;
- — Шахматное расположение прерывистого шва;
- — Требование к выпуклости, которую необходимо снять после выполнения работ;
- — Неровности обрабатываются переходом к металлу.

Структура обозначения
Наименование происходит в последовательности стандартов, по которым выполняются сварные процессы.
Структура обозначения
Применяется как выноска к образцу изделия, состоит из следующих параметров:
- Вспомогательные знаки, обозначают дополнительные действия со стяжками при сварке.
- Стандарт, обозначаемый по ГОСТу.
- Обозначение по стандарту, в зависимости от типа конструктивных элементов или соединений.
- Разделение на подкатегории по стандарту происходит знаком «дефис».
- Способ сварки, подразделяющийся на автоматическую, механизированную под флюсом или электродом, а также электрошлаковую.
- Размеры катета и его выражения при соответствии с элементами конструкции.
- Дополнительные параметры.
- Вспомогательные знаки, состояние шероховатости готового изделия.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.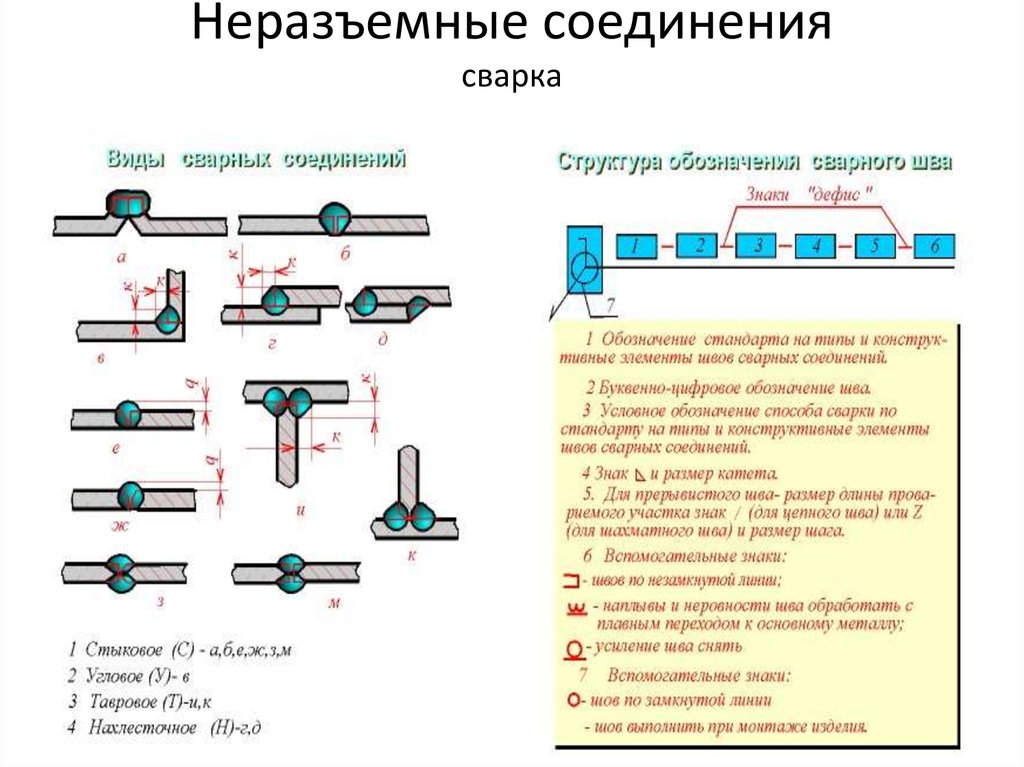
Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.
Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Сварные швы на чертежах | Tekla User Assistance
- Главная
- Tekla Structures
- Create drawings
- Edit drawings
- Building objects in drawings
- Сварные швы на чертежах
Tekla Structures
2020
Tekla Structures
Tekla Structures отображает добавленные в модель сварные швы в виде собственно швов и меток сварных швов на чертежах. На чертежи можно вручную добавлять и метки сварных швов модели, и метки сварных швов чертежа. Метки сварных швов модели относятся к сварным швам, которые были созданы в модели. Метки сварного шва чертежа не имеют связанных с ними физических сварных швов в модели.
Метки сварных швов модели относятся к сварным швам, которые были созданы в модели. Метки сварного шва чертежа не имеют связанных с ними физических сварных швов в модели.
Tekla Structures отображает добавленные в модель сварные швы в виде собственно швов и меток сварных швов на чертежах. Метки сварных швов также можно вручную добавлять на открытые чертежи.
Понятия, связанные со сварными швами
Сварные швы модели отображаются на чертежах в виде меток сварных швов или сварных швов. Сварными швами и метками сварных швов можно управлять отдельно. Например, можно отобразить сварные швы на одном виде чертежа, а метки сварных швов — на другом.
Сварные 3D-швы модели являются представлениями сварных швов на практике.Твердотельные элементы сварных швов на чертежах — это представления сварных швов в моделях. Сварной стык — это часть сварного шва, где вычерчивается твердотельный элемент. Сварной шов может состоять из нескольких сварных стыков.
Твердотельные элементы сварных швов отображаются на чертежах в следующих случаях.
Твердотельные элементы сварных швов отображаются на чертежах для тех типов сварных швов, для которых имеются соответствующие твердотельные объекты. Если у сварного шва нет соответствующего твердотельного объекта, в модели он будет показан в виде шестиугольного местозаполнителя и изображаться на чертежах в виде твердотельного элемента он не будет.
Сварные швы с пользовательскими поперечными сечениями также поддерживаются.
Твердотельные элементы сварных швов могут отображаться в виде контуров или кривых со скрытыми линиями или без них.
В первом примере сварные швы справа и посредине изображены с контурами и собственными скрытыми линиями. Сварной шов слева изображен в виде траектории сварки со скрытыми линиями:
Второй пример — поперечное сечение конструкции. Сварные швы слева и посредине изображены с контурами, а сварной шов справа изображен в виде траектории.
Символы сварки внутри меток сварных швов указывают на свойства, заданные для сварного шва в модели или для метки сварного шва на чертеже. Ниже приведен пример сварного стыка модели (обозначен красным цветом) и метки сварного шва модели (обозначен зеленым цветом) на чертеже.
Помимо символов сварки, метка сварного шва также содержит опорную линию и стрелку. Стрелка соединяет опорную линию со стороной соединения со стрелкой. Сварные швы на стороне стрелки и на другой стороне детали могут иметь разные свойства сварки.
Размещение сварных швов
При сваривании деталей сварные швы можно размещать:
только на сторонах стрелок;
только на других сторонах;
на сторонах стрелок и на других сторонах.
На приведенных ниже рисунках описываются основные принципы размещения сварных швов.
(1) Над линией
(2) Под линией
(3) Сторона стрелки сварного шва
(4) Другая сторона сварного шва
По умолчанию Tekla Structures помещает сварные швы над линией в соответствии со стандартом ISO.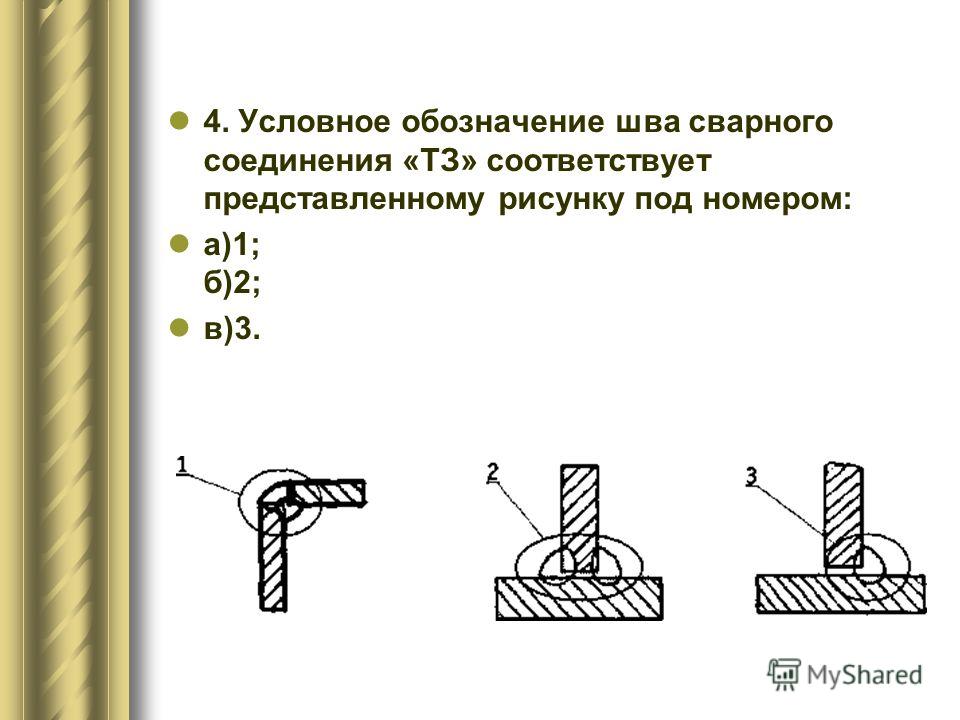 Изменить эту настройку и размещать стрелки под линией в соответствии со стандартом AISC можно с помощью расширенного параметра
Изменить эту настройку и размещать стрелки под линией в соответствии со стандартом AISC можно с помощью расширенного параметра XS_AISC_WELD_MARK.
Свойства сварных швов модели
Для изменения свойств сварных швов модели необходимо изменить сварной шов в модели. При обновлении модели объекты и метки сварных швов обновляются на чертеже в соответствии с изменениями модели. На чертежах можно изменить содержимое и внешний вид меток сварных швов, созданных в модели, а также видимость, представление и внешний вид объектов сварки, созданных в модели.
Твердотельные элементы сварных швов можно отображать на чертежах отдельных деталей, сборок и чертежах общего вида. На чертежах общего вида можно изменять представление сварочных швов только на уровне вида и объекта, но не на уровне чертежа.
Добавленные вручную метки сварных швов
Чтобы добавить метки сварных швов на открытом чертеже:
Выберите сварные швы и добавьте метку сварного шва, созданного в модели, с помощью команды Добавить метку сварного шва в контекстном меню.
Добавьте метку сварного шва, созданного на чертеже, с помощью команды Метка сварного шва на вкладке Аннотации.
На открытый чертеж можно вручную добавить метки сварных швов. Tekla Structures создает метки сварных швов, используя текущие свойства в диалоговом окне Свойства метки сварного шва.
- Удерживая клавишу SHIFT на вкладке Аннотации нажмите Метка сварного шва, чтобы открыть свойства метки сварного шва.
- Введите или измените содержимое и внешний вид метки сварного шва.
- Чтобы поместить метку сварного шва точно в указанное место и зафиксировать ее там, нажмите кнопку Поместить… и выберите фиксированная в списке Размещение.
- Нажмите кнопку Применить или ОК, чтобы сохранить свойства.
- Укажите местоположение метки сварного шва.
Созданную метку сварного шва чертежа можно свободно перетащить в более подходящее место за ручку базовой точки выноски.
На первом рисунке ниже в этом примере показано диалоговое окно Свойства метки сварного шва на чертеже. Свойства метки сварного шва в диалоговом окне пронумерованы. На втором рисунке показано, как свойства метки сварного шва отображаются в метке сварного шва на чертеже. Номера элементов в метке сварного шва соответствуют номерам свойств в диалоговом окне. Под рисунками приведены описания обозначенных номерами свойств.
(1) Префикс сварного шва
(2) Размер сварного шва
(3) Тип сварки
(4) Угол сварки
(5) Значок контура сварного шва
(6) Значок обработки сварного шва
(7) Эффективная толщина
(8) Зазор между кромками
(9) Кромка/периметр; в данном случае обозначение сварки по периметру
(10) Заводской/монтажный; в данном случае обозначение монтажного сварного шва
К созданным в модели сварным швам можно добавить метки на открытом чертеже. Tekla Structures создает метки сварных швов модели, используя свойства, заданные для сварного шва в модели. Вы можете откорректировать настройки видимости и внешнего вида метки сварного шва на чертеже.
Tekla Structures создает метки сварных швов модели, используя свойства, заданные для сварного шва в модели. Вы можете откорректировать настройки видимости и внешнего вида метки сварного шва на чертеже.
- Откройте чертеж, содержащий сварные швы, созданные в модели.
- Выполните одно из следующих действий:
- Щелкните правой кнопкой мыши и выберите Добавить метку сварного шва.
- Чтобы изменить видимость и внешний вид метки сварного шва модели:
Пример 1
В этом примере на первом рисунке ниже показан пример свойств сварного шва в модели. Сварные швы добавляются в модель с помощью команд сварки на вкладке Металл на ленте. Некоторые из свойств сварки на рисунке пронумерованы; на втором рисунке показано, как эти свойства отображаются в метке сварного шва на чертеже. Номера элементов в метке сварного шва соответствуют номерам свойств в диалоговом окне.
Некоторые из свойств сварки на рисунке пронумерованы; на втором рисунке показано, как эти свойства отображаются в метке сварного шва на чертеже. Номера элементов в метке сварного шва соответствуют номерам свойств в диалоговом окне.
(1) Кромка/периметр; в данном случае обозначение сварки по периметру
(2) Заводской/монтажный; в данном случае обозначение монтажного сварного шва
(3) Префикс сварного шва
(4) Тип сварки
(5) Размер сварного шва
(6) Угол сварки(7) Значок контура сварного шва
(8) Значок обработки сварного шва
(9) Эффективная толщина
(10) Зазор между кромками
Пример 2
В примере ниже показан шахматный прерывистый шов. Длина установлена равной 50, а шаг — равным 100.
(1) Шахматный прерывистый шов
(2) Длина сегмента сварного шва
(3) Шаг (расстояние между центрами) сегментов сварного шва
Пример 3
В примере ниже показан нешахматный прерывистый шов. Длина установлена равной 50, а шаг — равным 100. Шаг указывается в метке сварного шва, если величина шага больше 0.0.
Пример 4
Ниже приведен пример непрерывного сварного шва.
Пример 5
В этом примере выбран шахматный прерывистый шов, а расширенный параметр FALSE для создания метки сварного шва по стандарту ISO.
Пример 6
В этом примере выбран шахматный прерывистый шов, как в предыдущем примере, однако расширенный параметр, XS_AISC_WELD_MARK установлен в значение TRUE для создания метки сварного шва по стандарту AISC.
Совет:
Инструкции по настройке символов сварки см. в разделе «Пользовательская настройка символов типа сварки» ниже в этой статье справки.
Свойства сварного шва задаются в модели. Выбрать свойства сварки, которые должны отображаться в метках сварных швов модели на чертежах, и откорректировать внешний вид этих меток можно в свойствах Метка сварного шва.
Чтобы выбрать, какие свойства сварных швов модели должны отображаться, и изменить свойства меток сварных швов на уровне вида чертежа:
- На открытом чертеже дважды щелкните рамку вида, чтобы открыть диалоговое окно Свойства вида.
- Выберите Метка сварного шва, чтобы перейти к свойствам метки сварного шва.
- Укажите, должен ли отображаться номер сварного шва Номер сварного шва (Нет/Да).
- В области Видимость:
- В областях Над линией, Под линией и Прочее снимите флажки в столбце Отображается рядом со свойствами, которые вы хотите скрыть из меток сварных швов.
Обратите внимание, что если скрыть свойство Размер, будет также скрыто свойство Префикс, а если скрыть свойство Длина, будет также скрыто свойство Шаг.
- Чтобы откорректировать свойства размещения, нажмите кнопку Поместить….
- Нажмите кнопку Изменить.
- Перейдите на вкладку Внешний вид и откорректируйте внешний вид текста и линий меток сварных швов.
- Нажмите кнопку Изменить.

Пример
В первом примере показана метка сварного шва, в которой отображается целый ряд свойств:
Во втором примере все свойства в метке сварного шва скрыты, за исключением свойства Тип из областей Над линией и Под линией, а также свойства Примечание из области Прочее.
Совет:
Также можно исключить сварные швы из чертежей по типу сварного шва; это делается с помощью расширенного параметра XS_OMITTED_WELD_TYPE.
В этом случае сначала необходимо задать значение свойства Предельный размер сварного шва.Некоторые типы символов сварки можно настраивать в соответствии со своими потребностями.
 В этом случае сначала необходимо задать значение свойства Предельный размер сварного шва.
В этом случае сначала необходимо задать значение свойства Предельный размер сварного шва.Представление и внешний вид объектов «сварной шов модели» можно изменять вручную на уровне объекта.
- На открытом чертеже дважды щелкните сварной шов модели.
Выбрать сварной шов модели будет легче, если активировать только переключатель выбора Выбрать чертежные сварные швы .
- На вкладке Содержимое выберите желаемое Представление. Возможные варианты — Путь и Контур.
- Укажите, требуется ли отображать Скрытые линии и Собственные скрытые линии.
- На вкладке Внешний вид измените цвет и тип линий в областях Видимые линии и Скрытые линии.
- Нажмите кнопку Изменить.
Примеры
В первом примере ниже сварные швы справа и посредине изображены с контурами и скрытыми линиями. Сварной шов слева отображается как траектория со скрытыми линиями.
Сварной шов слева отображается как траектория со скрытыми линиями.
Второй пример — поперечное сечение конструкции. Сварные швы слева и посредине изображены с контурами, а сварной шов справа изображен в виде траектории. Сварные швы справа и слева огибают угол детали. Размеры сварных швов проставлены вручную.
Совет:
Перед созданием чертежа можно задать автоматические свойства сварных швов для сварных швов модели. Также можно изменить свойства сварного шва на уровне вида на открытом чертеже. Для этого дважды щелкните рамку вида чертежа, содержащего объекты — сварные швы, и выберите Сварной шов в дереве параметров. На уровне чертежа и на уровне вида можно также изменить настройки видимости.
Сварные швы модели можно перетаскивать вдоль шва за базовую точку линии выноски метки сварного шва. Это позволяет оптимально располагать метки сварных швов для повышения читаемости чертежей. Метки сварных швов, добавленные на чертеж вручную и не связанные со сварными швами модели, можно перетаскивать произвольно.
Совет:
Если установить флажок Перетаскивание на чертежах (менюФайл > Настройки), выбрать базовую точку линии выноски и перетаскивать ее будет гораздо легче.
Ограничение. Перетащить базовую точку линии выноски на заднюю сторону двустороннего сварного шва нельзя.
- Щелкните метку сварного шва рядом с базовой точкой линии выноски.
Если флажки Интеллектуальный выбор и Перетаскивание на чертежах установлены, щелкать линию выноски не нужно, достаточно навести на нее указатель.
- Удерживая левую кнопку мыши, перетащите базовую точку в новое место за ручку базовой точки линии выноски, которая находится на острие стрелки.
Пример
На первом рисунке ниже показаны сварные швы в модели.
На втором рисунке показаны метки сварного шва модели на чертеже. Темно-зеленым цветом обозначена область, в пределах которой можно перетаскивать базовую точку линии выноски меток сварных швов.
Чтобы на чертеже Tekla Structures для одинаковых сварных швов использовалась одна и та же метка и символ, можно объединить метки сварных швов.
- Откройте чертеж.
- Удерживая клавишу Ctrl, выберите метки сварных швов для объединения.
- Щелкните правой кнопкой мыши и выберите Объединить в контекстном меню.
Tekla Structures объединяет метки.
- При необходимости объединенные метки сварных швов можно разделить, щелкнув метку правой кнопкой мыши и выбрав Разделить в контекстном меню.
Описание | Пример |
|---|---|
Исходный чертеж | |
После объединения меток сварных швов |
Большинство символов типа сварки жестко закодированы, однако некоторые из них можно редактировать в редакторе символов.
Последние семь символов в списке Тип в свойствах объекта Сварной шов в модели и в диалоговом окне Свойства метки сварного шва на чертеже (см. рисунок ниже) берутся из файла TS_Welds.sym. Любой из этих семи символов можно отредактировать в редакторе символов, чтобы создать пользовательский символ сварки. Остальные символы сварки жестко закодированы. Обратите внимание, что символ в списке Тип в диалоговом окне при обновлении символа не изменяется.
- Откройте редактор символов от имени администратора.
- Выберите Файл > Открыть и перейдите к папке, в которой находится файл TS_Welds.sym.
- Выберите файл и нажмите ОК.
- Измените требуемый символ.
При изменении символа необходимо, чтобы символ оставался в том же масштабе, что и другие символы. Если символ слишком велик и не помещается в поле, он может выходить за его границы:
- Сохраните символ, выбрав Файл > Сохранить.
Дополнительные сведения о редакторе символов см.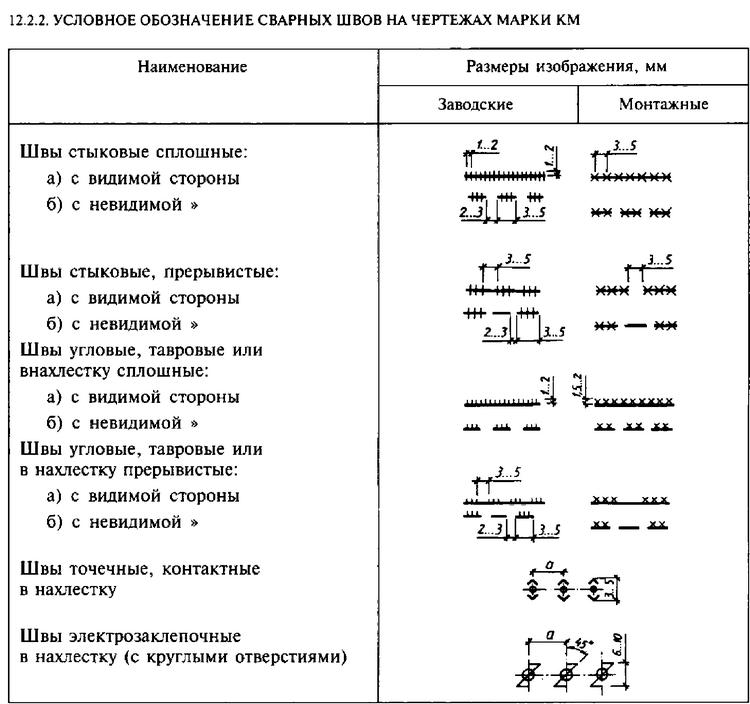 в документе Symbol Editor User’s Guide.
в документе Symbol Editor User’s Guide.
What is missing?
Назад Далее|
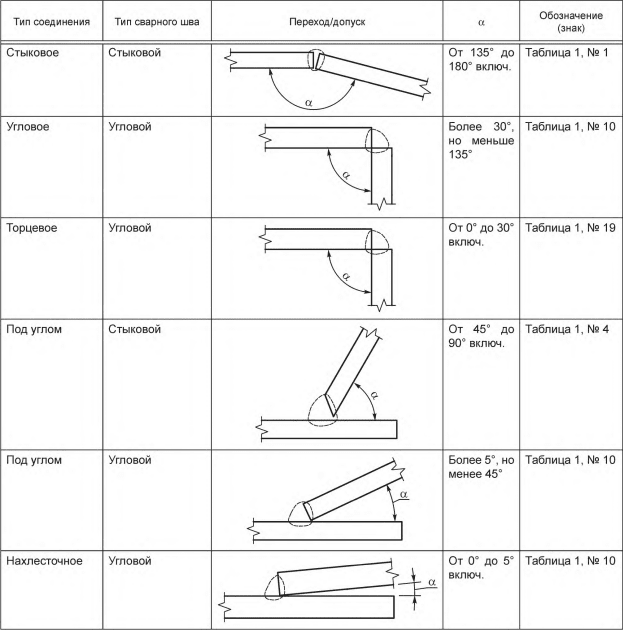
⇐ ПредыдущаяСтр 14 из 23Следующая ⇒ Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок. В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
Рисунок 1. Виды соединений С1 — шов с отбортовкой двух кромок, односторонний; С2 — без скоса кромок, односторонний; СЗ — то же, на остающейся или съемной подкладке; С4 — без скоса кромок, двусторонний; С5 — со скосом одной кромки, односторонний; С6 — то же, на остающейся или съемной подкладке; С7 — со скосом одной кромки, односторонний замковый; С8 — со скосом одной кромки, двусторонний; С9 — с криволинейным скосом одной кромки, двусторонний; СЮ — с ломаным скосом одной кромки, двусторонний, СП — с двумя симметричными скосами одной кромки, двусторонний; С12 — с двумя симметричными криволинейными скосами одной кромки, двусторонний; С13 — с двумя несимметричными скосами одной кромки, двусторонний; С14 — со скосом одной кромки с последующей строжкой, двусторонний; С15 — со скосом двух кромок, односторонний; С16 — то же, на остающейся или съемной подкладке; С17 — то же, замковый; С18 — со скосом двух кромок, двусторонний; С19 — с криволинейным скосом двух кромок, двусторонний; С20 — с ломаным скосом двух кромок, двусторонний; С21 — с двумя симметричными скосами двух кромок, двусторонний; С22 — с двумя симметричными криволинейными скосами двух кромок, двусторонний; С23 — с двумя симметричными ломаными скосами двух кромок, двусторонний; С24 — с двумя несимметричными скосами двух кромок, двусторонний; С25 — со скосом двух кромок с последующей строжкой, двусторонний. В таблице 1 приведены данные по стыковым сварным соединениям листовой стали Таблица 1. Стыковые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала; ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод; УП – в углекислом газе и его смеси с кислородом плавящим электрод; ГОСТ 8713-80 АФ — автоматическая на весу; МФ – механическая на весу АФф — автоматическая на флюсовой подкладке; АФо – автоматическая на остающейся подкладке; МФо – механическая на остающейся подкладке; АФп – автоматическая на медном ползуне; АФк – автоматическая с предварительной подваркой корня шва; МФк – механическая с предварительной подваркой корня шва; Угловое соединение У1 — шов с отбортовкой одной кромки, односторонний; У2 — без скоса кромок, односторонний, впритык; УЗ — без скоса кромок, двусторонний, впритык; У4 — без скоса кромок, односторонний; У5 — то же, двусторонний; У6 — со скосом одной кромки, односторонний; У7 — то же, двусторонний; У8 — с двумя скосами одной кромки, двусторонний; У9 — со скосом двух кромок, односторонний; У10 — то же, двусторонний. В табл. 2 приведены данные по угловым сварным соединениям листовой стали. Таблица 2. Угловые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка ГОСТ 8713-80 АФш – автоматическая с предварительным наложением подварочного шва; МФш – механическая с предварительным наложением подварочного шва; Тавровые соединения: Т1 — шов без скоса кромок, односторонний; Т2 — то же, односторонний прерывистый; ТЗ — то же, двусторонний; Т4 — то же, двусторонний шахматный; Т5 — то же, двусторонний прерывистый; Т6 — со скосом одной кромки, односторонний; Т7— то же, двусторонний; Т8 — с криволинейным скосом одной кромки, двусторонний; Т9 — с двумя симметричными скосами одной кромки, двусторонний; Т10 — то же; Т11 — с двумя симметричными криволинейными скосами одной кромки, двусторонний. В табл. 3 приведены данные по тавровым сварным соединениям листовой стали Таблица 3. Тавровые сварные соединения листовой стали
Обозначение способа сварки ГОСТ 5264-80 Р – ручная дуговая сварка; ГОСТ 8713-80 АФ — автоматическая на весу; МФ – механическая на весу; АФш – автоматическая с предварительным наложением подварочного щва. Соединения внахлест: HI — шов без скоса кромок, односторонний прерывистый; Н2 — то же, двусторонний; НЗ — с удлиненным отверстием, односторонний с несплошной заваркой. В табл. 4 приведены данные по нахлесточным сварным соединениям листовой стали. Таблица 4. Нахлесточные сварные соединения листовой стали.
Обозначение способа сварки ГОСТ 5264-80 — Р – ручная дуговая сварка; ГОСТ 8713-80 АФ — автоматическая на весу; МФ – механическая на весу. 2. Условные обозначения способов сварки Автоматическая: А — под флюсом без применения подкладок, подушек и подварочного шва; Аф — на флюсовой подушке; Ам — на медно-флюсовой подкладке; Ас — на стальной подкладке; Апш — с предварительным наложением подварочного шва; Апк — с предварительной подваркой корня шва; Ар — с ручной подваркой с одной стороны; Ан-3 — в защитных газах неплавящимся электродом — однофазная; Ан-Зтф — то же трехфазная; А-3 — плавящимся электродом в защитных газах; Ан-З/А-3 — первый проход неплавящимся электродом в защитных газах, последующие -плавящимся электродом в защитных газах. Полуавтоматическая: П — под флюсом без применения подкладок, подушек и подварочного шва; Пс — на стальной подкладке; Пр — с ручной подваркой; П-3 — в защитных газах плавящимся электродом; Пф — под флюсом; Ппш — с предварительным наложением подварочного шва; Ппк -с предварительной подваркой корня шва. Ручная электродуговая: Рн-3 — неплавящимся электродом в защитных газах; Рн-З/П-3 -первый проход неплавящимся электродом в защитных газах, последующая полуавтоматическая-плавящимся в защитных газах. Контактная электросварка: Кт — точечная; Кр — роликовая; Кв — рельефная; Кс — стыковая; Ксо — стыковая сплавлением; Ксс — стыковая сопротивлением. Электрошлаковая сварка: Шэ — проволочным электродом; Шм — плавящимся мундштуком; Шп — электродом большого сечения, соответствующим форме сечения сварного пространства. Электрозаклепочная сварка: ЭФЗ — под флюсом; ЭУФ — в углекислом газе; ЭПлЗ — в аргоне плавящимся электродом; ЭНн — в аргоне неплавящимся электродом. Электросварка: ИН — в инертных газах неплавящимся вольфрамовым электродом без присадочного материала; ИНп — та же, с присадочным материалом; ИП — в инертных газах и смесях с активными газами плавящимся электродом; УП — в углекислом газе плавящимся электродом; НГП — нагретьм газом с присадкой; ЭП — с экструдированной присадкой. Виды и методы сварки обозначают следующими буквами: Г — газовая; Э — электросварка дуговая; Ф — электросварка дуговая под флюсом; 3 — электросварка дуговая в защитных газах; Ш — электрошлаковая; Кт — контактная; Уз — ультразвуковая; Тр — трением; X — холодная; Пз — плазменная дуговая; Эл — электронно-лучевая; Дф — диффузионная; Лз — лазером; Вз — взрывом; И — индукционная; Гп — газопрессовая; Тм — термитная. ⇐ Предыдущая9101112131415161718Следующая ⇒ |

Типы сварных соединений и классификация сварных швов
Основные типы сварных соединений. Сварным соединением называется неразъемное соединение деталей, выполненное сваркой. В металлических конструкциях встречаются следующие основные типы сварных соединений:
- стыковые;
- нахлесточные;
- тавровые;
- угловые;
- торцовые.
Стыковое соединение — это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Нахлесточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Угловое — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
Классификация и обозначение сварных швов. Сварной шов — это участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. Сварные швы могут быть стыковыми и угловыми.
Стыковой — это сварной шов стыкового соединения. Угловой — это сварной шов углового, нахлесточного или таврового соединений (ГОСТ 2601—84).
Сварные швы подразделяются также по положению в пространстве (ГОСТ 11969—79):
- нижнее — в лодочку — Л;
- полугоризонтальные — Пг;
- горизонтальные — Г;
- полувертикальные — Пв;
- вертикальные — В;
- полупотолочные — Пп;
- потолочные — П.
По протяженности швы различают сплошные и прерывистые. Прерывистые швы могут быть цепными или шахматными. По отношению к направлению действующих усилий швы подразделяются на:
- продольные;
- поперечные;
- комбинированные;
- косые.
По форме наружной поверхности стыковые швы могут быть выполнены нормальными (плоскими), выпуклыми или вогнутыми. Соединения, образованные выпуклыми швами лучше работают при статических нагрузках. Однако чрезмерный наплыв приводит к лишнему расходу электродного металла и поэтому выпуклые швы неэкономичны. Плоские и вогнутые швы лучше работают при динамических и знакопеременных нагрузках, так как нет резкого перехода от основного металла к сварному шву. В противном случае создается концентрация напряжений, от которых может начаться разрушение сварного соединения.
По условиям работы сварного узла в процессе эксплуатации изделия сварные швы подразделяются на рабочие, которые непосредственно воспринимают нагрузки, и соединительные (связующие), предназначенные только для скрепления частей или деталей изделия. Связующие швы чаще называют нерабочими швами. При изготовлении ответственных изделий выпуклость на рабочих швах снимают электрическими шлифмашинками, специальными фрезами или пламенем аргонодуговой горелки (выглаживание).
Основные типы, конструктивные элементы, размеры и условия обозначения швов сварных соединений для ручной электродуговой сварки углеродистых и низколегированных сталей, регламентированы ГОСТ 5264—80.
Конструктивные элементы сварных соединений. Форму разделки кромок и их сборку под сварку характеризуют три основные конструктивные элемента: зазор, притупление кромок, и угол скоса кромки.
Тип и угол разделки кромок определяют количество необходимого электродного металла для заполнения разделки, а значит, и производительность сварки. X-образная разделка кромок, по сравнению с V-образной, позволяет уменьшить объем наплавленного металла в 1,6—1,7 раза. Кроме того, такая разделка обеспечивает меньшую величину деформаций после сварки. При X-образной и V-образной разделке, кромки притупляют для правильного формирования шва и предотвращения образования прожогов.
Зазор при сборке под сварку определяется толщиной свариваемых металлов, маркой материала, способом сварки, формой подготовки кромок и т. п. Например, минимальную величину зазора назначают при сварке без присадочного металла небольших толщин (до 2 мм) или при дуговой сварке неплавящимся электродом алюминиевых сплавов. При сварке плавящимся электродом зазор обычно составляет 0—5 мм, увеличение зазора способствует более глубокому проплавлению металла.
Шов сварного соединения характеризуется основными конструктивными элементами в соответствии с ГОСТ 2601—84: шириной; выпуклостью; глубиной проплавления (для стыкового шва) и катетом для углового шва; толщиной детали.
Основные элементы сварного шва показаны на рис. 1.
Рис. 1. Основные элементы сварного шва: а — угловой шов; б — стыковой шов
Технологическая прочность сварного шва. Термин «Технологическая прочность» применяется для характеристики прочности конструкции в процессе ее изготовления. В сварных конструкциях технологическая прочность лимитируется в основном прочностью сварных швов. Это один из важных показателей свариваемости стали.
Технологическая прочность оценивается образованием горячих и холодных трещин.
Горячие трещины — это хрупкие межкристаллические разрушения металла шва и зоны термического влияния. Возникают в твердо-жидком состоянии на завершающей стадии первичной кристаллизации, а так же в твердом состоянии при высоких температурах на этапе преимущественного развития межзернистой деформации.
Наличие температурно-временного интервала хрупкости является первой причиной образования горячих трещин. Температурно-временной интервал обуславливается образованием жидких и полужидких прослоек, нарушающих металлическую сплошность сварного шва. Эти прослойки образуются при наличии легкоплавких, сернистых соединений (сульфидов) FeS с температурой плавления 1189 °C и NiS с температурой плавления 810 °C. В пиковый момент развития сварочных напряжений по этим жидким прослойкам происходит сдвиг металла, перерастающего в хрупкие трещины.
Вторая причина образования горячих трещин — высокотемпературные деформации. Они развиваются вследствие затрудненной усадки металла шва, формоизменения свариваемых заготовок, а так же при релаксации сварочных напряжений в неравновесных условиях сварки и при послесварочной термообработки, структурной и механической концентрации деформации.
Холодные трещины. Холодными считают такие трещины, которые образуются в процессе охлаждения после сварки при температуре 150 °C или в течении нескольких последующих суток. Они имеют блестящий кристаллический излом без следов высокотемпературного окисления.
Основные факторы, обуславливающие появление холодных трещин:
- образование структур закалки (мартенсита и бейнита) приводит к появлению дополнительных напряжений, обусловленных объемным эффектом;
- воздействие сварочных растягивающих напряжений;
- концентрация диффузионного водорода.
Водород легко перемещается в незакаленных структурах. В мартенсите диффузионная способность водорода снижается, он скапливается в микропустотах мартенсита, переходит в молекулярную форму и постепенно развивает высокое давление, способствующее образованию холодных трещин. Кроме того, водород, адсорбированный на поверхности металла и в микропустотах, вызывает охрупчивание металла.
Свариваемость — свойство металла и сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. Сложность понятия о свариваемости материалов объясняется тем, что при оценке свариваемости должна учитываться взаимосвязь сварочных материалов, металлов и конструкции изделия с технологий сварки.
Показателей свариваемости много. Показателем свариваемости легированных сталей, предназначенных например, для изготовления химической аппаратуры, является возможность получить сварочное соединение, обеспечивающее специальные свойства — коррозионную стойкость, прочность при высоких или низких температурах.
При сварке разнородных металлов показателем свариваемости является возможность образования в соединении межатомных связей. Однородные металлы соединяются сваркой без затруднений, тогда как некоторые пары из разнородных металлов совершенно не образуют в соединении межатомных связей, например, не сваривается медь со свинцом, или титан с углеродистой сталью.
Важным показателем свариваемости металлов является отсутствие в сварных соединениях закаленных участков, трещин и других дефектов, отрицательно влияющих на работу сварного соединения.
Единого показателя свариваемости металлов пока нет.
Просмотров: 1 462
Руководство по символам сварки сварки — значения, примеры + бесплатная диаграмма PDF
Быстрая навигация
- Общие символы сварки
- Элементарные символы
- Комплементарные символы
- Структура Символа сварки
- 1. Стрелка , 2. Стремление. Линия
- 3. Хвост
- 1. Пример галтеля – длина сварного шва не определена
- 2. Пример скругления – определена длина сварного шва
- 3. Пример скругления – определена длина сварного шва и расстояние между ними
- 4. Размер высоты/ширины углового сварного шва не равен
- 5. Пример нумерации V-образных канавок
8 Ориентация сварного шва
- 1. Символ сварного шва ниже базовой линии
- 2. Символ сварного шва выше базовой линии
- 3. Выше и ниже базовой линии
- Угловые швы
- Groove Welds
- Символы сварки сварки и сварки сварки
- Около
- Флагшток
- Плавильный и подкладочный стержень
- Обозначение спинки/подложки
- Расходуемая вставка
- Распорка
- Многопроцессный режим
- Дополнительная информация о хвосте
- 1. Стандартные термины и определения в области сварки, включая термины для склеивания, пайки, пайки, термической резки и термического напыления
- 2. Стандартные символы для сварки, Пайка и неразрушающий контроль
- 3. Краткая таблица символов сварки
Общие символы сварки
В таблице представлены некоторые из наиболее часто используемых символов сварки. - Угловой шов – Наиболее часто используемый шов.
- Канавка – вторая по частоте использования. Обычно это включает в себя подготовку кромок для формирования одной из форм сварного шва с разделкой кромок, таких как V, скос, U, J, развальцовка V, развальцовка скоса, или вообще без подготовки с квадратными кромками для формирования квадратной канавки.
- Заглушка/паз — это сварные швы, используемые для образования соединений внахлест с использованием отверстий, в которые наплавляются сварные швы.
- Фланцевые или кромочные швы .
- Сварные швы – Изготавливаются с использованием высокой тепловложения и имеют линейную форму.
- Точечная сварка – Выполняется аналогично шву, за исключением того, что эти сварные швы выполняются в единственном месте.
- Обратная сторона/Подложка – Они используют один и тот же символ, но отличаются. Подварочный шов наплавляется перед фактическим сварным швом в канавке. Что-то вроде предварительной сварки. Задний сварной шов с другой стороны идет после фактического сварного шва. Что-то вроде того, чтобы дать сварке хорошую обратную связь.
- Проплавление — указывает на необходимость усиления корня сварного шва.
- Наплавка — указывает сварные швы, которые выполняются по всей поверхности детали.
- Опорный стержень – Обозначает опорный стержень, который будет использоваться на обратной стороне сварного шва. Если в нем есть R, его следует удалить после сварки.
- Прокладка — этот символ указывает на тип и размер прокладки, которая вставляется между свариваемыми деталями.
- Сварка по всему периметру – Сигнализирует о том, что сварка должна выполняться по всей окружности.
- Символ флага – сварка на месте/изготовление на месте.
- Контур – Эти символы обозначают окончательный контур сварного шва.
Выучить все символы сварки может быть сложно, так как их много. Тем не менее, вы должны знать, как читать схему сварки, так как это гораздо важнее, чем пытаться запомнить их все наизусть. Наиболее важные символы, которые вы должны запомнить, — это символ углового сварного шва и символ сварного шва с разделкой кромок.
Скорее всего, вы встретите сварные швы на инженерных и производственных чертежах. Это набор символов, которые описывают сварной шов, размер сварного шва, а также дают информацию о обработке и отделке. Соединение является основой для обозначения сварки.
Полный набор символов сварки опубликован Американским национальным институтом стандартов (ANSI) и Американским обществом сварщиков (AWS).
Элементарные символы
Элементарные символы обычно добавляются к опорной строке. Их назначение — указать тип сварного шва. Обычно вы можете найти их отмеченными в середине.
Эти символы объединены для передачи определенных конфигураций. Если символы недостаточно четкие, а это означает, что они не могут предоставить необходимую информацию, может быть рисунок поперечного сечения сварного шва с его размерами. Обозначения двусторонних стыковых швов наносят на противоположных сторонах друг друга.
Дополнительные символы
Дополнительные символы существуют в качестве дополнительной информации. Их цель — добавить информацию о чем-то вроде формы основного сварного шва и о том, как он должен быть выполнен.
Структура символа сварки
Символы сварки снабжены стрелкой, указывающей направление на чертеже, где должен быть выполнен сварной шов. Линия стрелки соединяется с линией выноски, которая пересекается с горизонтальной базовой линией.
Вы также можете найти хвост на противоположном конце опорной линии, которая затем разветвляется в двух разных направлениях. Хвост является необязательным элементом.
1. Стрелка
Стрелка является основным элементом обозначения сварки. Линия стрелки указывает на место, которое предполагается сваривать. Стержень стрелы не должен изображаться на чертеже горизонтальной линией.
Так как символы сварки определяют соединение, на которое указывает стрелка, а также изменение направления и изменение геометрии конца соединения, можно добавить символ сварки с несколькими стрелками.
2. Контрольная линия
Опорные линии — это важные обозначения сварки, нарисованные в виде прямой горизонтальной линии поперек чертежа. Стрелка опорной линии также содержит дополнительные сведения о самой сварке. Он может содержать некоторую ценную информацию, такую как конструкция стыка, рисунок сварного шва, размер сварного шва и т. д.
И верхняя, и нижняя контрольные линии имеют одинаковые элементы для обеих сторон. Основное отличие заключается в информации о том, где на самом деле нужно сваривать. Нижняя часть представляет собой узкую сторону, где стрелка указывает, какую сторону сваривать на основе предоставленных элементов. Элементы, приведенные в верхней части, описывают другую сторону сустава.
Эта информация очень полезна, когда каждая сторона имеет разные детали сустава. Кроме того, это помогает сократить использование слишком большого количества символов сварки в одном соединении.
3. Хвост
Хвост — это третья часть символа сварки. Он наносится в конце опорной линии напротив стрелки. Обычно он содержит информацию, для которой нет других положений. Хвост может предоставить информацию о процессе сварки, справочном документе и процессе проверки.
Однако хвоста быть не обязательно, это зависит от потребности в дополнительной информации. Если предварительная информация не имеет значения, хвост опускается.
Расположение элементов символа сварки
На приведенном выше рисунке показано, как может быть построен типичный символ сварки. Это может немного отличаться от региона к региону, но в большинстве случаев это делается именно так. Этот график является наиболее важным, когда вы читаете символы или запоминаете, что означает каждая из его частей. Со временем вы все это запомните, и это станет для вас второй натурой. Теперь давайте посмотрим, что означают все показанные выше элементы:
- Дизайн канавки – Существует так много различных дизайнов канавок, которые вы можете использовать. Любой символ сварки не будет полным без специального символа, указывающего, какой метод соединения деталей следует использовать. Большую часть времени вы будете работать с каким-либо типом канавки или угловым сварным швом, но есть и другие символы, которые можно использовать и здесь, как вы скоро узнаете.
- Размер сварного шва – Эти размеры очень важны, поскольку они напрямую отвечают за способность соединения выдерживать необходимую нагрузку. S (размер) в основном используется для угловых швов и сварных швов с разделкой кромок, а также E (эффективный размер разделки или эффективное сечение). Размер представляет собой размер стороны сварного шва в угловых швах. Он также представляет глубину подготовки в разделочных швах. E используется для обозначения фактической глубины проплавления в сварных швах с разделкой кромок.
- Длина и шаг сварного шва L и P – Эти числа не являются общими, но определенно бывают случаи, когда они необходимы. В некоторых угловых швах необходимо оставлять некоторые части несваренными, чтобы предотвратить деформацию и трещины. Вот почему число L указывает фактическую длину сварки, а число P — шаг или расстояние между сварными швами (от центра к центру). Это также используется для других типов сварных швов, таких как шпильки и пробочные швы, но немного по-другому. Все это будет показано на подробных примерах ниже.
- Корневое отверстие R – Это довольно просто. Корневое отверстие представляет собой небольшой зазор между двумя отдельными металлами, которые вы свариваете вместе. Это делается в различных сварных швах и чаще всего в сварных швах с разделкой кромок. Корневое отверстие также может иметь подкладочный стержень, который необходимо удалить или сохранить после завершения сварки.
- Угол скоса A – Информация об угле скоса говорит вам, какой угол должен быть между двумя скошенными деталями или между одной скошенной деталью и другой, имеющей прямую кромку. Или, другими словами, между сторонами V-образной канавки (двойной скос) или соединения с одинарным скосом. Это важный показатель, который должен быть выполнен в соответствии с требованиями инженера.
- Контур (представлен над номером угла на приведенной выше схеме символов) – Эта информация представлена в графической форме в виде прямой линии, выпуклой или вогнутой формы. Он представляет собой контур готовой сварной формы валика после процесса манипулирования, в результате которого получается желаемый контур. Часто две соединенные металлические детали должны быть частью более сложной конструкции, и сварной шов может быть проблемой. Вот почему необходимо произвести контур, которого требует символ. Это приводит нас далее к…
- Финишная обработка F – Чтобы сделать желаемый контур, вам нужно знать, какой процесс использовать. Достижение желаемого контура часто достигается просто с помощью шлифовальной машины. Для этого есть символ, как вы узнаете позже в статье, но есть и другие способы получения контура, такие как строжка или механическая обработка и другие.
Цифры в обозначениях сварки
1. Пример скругления – длина сварного шва не определена
2. Пример скругления – длина сварного шва определена
3. Пример углового шва – определена длина сварного шва и расстояние между ними
4. Размеры высоты/ширины углового шва не равны
5. Пример нумерации V-образных канавок
Числа представляют собой ценную часть символов сварных швов. Они предоставляют информацию о кератине, расположенную выше и ниже контрольной линии. Сварные швы, за исключением сварки пробкой и точечной сварки, имеют компонент длины. Это может относиться к длине всего сустава или определенной его части. А вот если относится ко всей длине сустава, то вообще не дается.
Ширину шва обычно можно найти слева от символа сварки, а длину — справа. Что касается сварных швов с разделкой кромок, помимо символа сварки, длины, шага и размера, может быть добавлена информация о глубине проплавления, угле разделки, раскрытии корня и степени фаски на основном металле.
Ориентация сварного шва
Если вы видите, что тип сварного шва расположен ниже контрольной линии, это означает, что сварной шов должен быть на той же стороне соединения, что и сторона, указанная стрелкой. Но если она размещена выше линии, то предполагается, что она проходит с противоположной стороны сустава. Однако, если символ появляется как сверху, так и снизу, необходимо сваривать обе стороны соединения.
1. Обозначение сварного шва ниже контрольной линии
2. Обозначение сварного шва над контрольной линией
3.
Над и под контрольной линиейТипы сварных швов и их символы обычно находится в центре опорной линии. Его также можно разместить выше или ниже линии, поскольку это зависит от того, на какой стороне сустава он находится. Эти символы сварки обычно отображаются в виде поперечного сечения сварного шва.
Угловые сварные швы
Вы уже видели несколько примеров угловых сварных швов выше.
Угловой сварной шов используется для создания соединений внахлестку, угловых и тавровых соединений. Этот сварной шов имеет близкое к треугольному поперечное сечение, подобное тому, как выглядит его символ. Но имейте в виду, что его форма также может отклоняться от прямоугольного или равнобедренного треугольника.
При выполнении углового шва металл шва наплавляется в углу, образованном двумя соединяемыми элементами. Затем сварной шов проникает и сплавляется с элементами, образуя прочное соединение.
1. Угловой сварной Т-образный шов Пример
2. Угловой сварной шов внахлест Пример
Сварные швы с разделкой кромок
Сварка канавок является одним из наиболее распространенных сварных швов, с которыми вы столкнетесь в своей профессии сварщика. Его часто используют для сварки стыковых соединений, но на этом его применение не заканчивается. Эту конфигурацию соединения можно использовать с Т-образными соединениями, угловыми соединениями, соединениями, связывающими плоские и изогнутые элементы, и т.д. Знание того, как это сделать хорошо и как читать символы, имеет первостепенное значение для того, чтобы быть качественным сварщиком.
Существует множество способов выполнения этого сварного шва, и в основном они различаются по геометрии и подготовке кромок. Теперь давайте посмотрим на различные типы и их примеры!
Сварные швы с квадратными канавками
Сварные швы с прямоугольными канавками означают, что вы вообще не будете срезать кромки. Этот сварной шов выполняется путем плотного прилегания краев деталей или путем создания корневого отверстия (слегка разделяя их, как указано на символе).
1. Квадратная канавка без отверстия в основании Пример
2. Квадратная канавка с корневым отверстием Пример
Сварные швы с V-образной канавкой
Теперь ситуация немного усложняется. Края V-образного сварного шва должны быть скошены, чтобы сделать V-образное отверстие между деталями, где будет наплавляться сварной шов. Символ может содержать несколько переменных, таких как угол между деталями, раскрытие корня, проплавление и подготовка сварного шва и, конечно же, любую дополнительную информацию в конце.
1. Пример простой V-образной канавки
2. V-образная канавка с корневым отверстием Пример
3. Двойная V-образная канавка неравной глубины Пример
Сварные швы со скошенными канавками
Этот сварной шов выполняется путем снятия фаски с одной детали и оставления кромки другой прямоугольной формы. Имейте в виду, что перпендикулярная линия символа фаски всегда остается на левой стороне символа независимо от ориентации сварного шва.
Мы можем иметь боковое значение или не иметь боковых предпочтений при сварке под углом.
Если определенная сторона предназначена для скоса, инженер укажет это в символе, разорвав линию стрелки и указав ее на деталь, с которой должен быть снят скос. Если сторона не имеет значения, выбор стороны скоса остается за сварщиком.
Подобно V-образной канавке, символ сварки может содержать такую информацию, как угол раскрытия, глубина проплавления, подготовка и раскрытие корня.
1. Скошенная канавка с корневым отверстием, без значения стороны
2. Скошенная канавка с указанной стороной
Сварной шов с U-образной канавкой
Этот сварной шов менее распространен, чем два приведенных выше, но вы должны знать, как читать его символ. Он похож на сварной шов с V-образной канавкой, но, в отличие от V-образной канавки, детали с U-образной канавкой должны быть обработаны вогнутой поверхностью. Символ сварки может иметь все элементы символа V-образной канавки.
1. Простой сварной шов с U-образным пазом Пример
Сварной шов с J-образным пазом
Сварной шов с J-образным пазом относится к сварному шву со скосом так же, как U-образный паз к сварному шву с V-образным пазом. Он очень похож на косой шов. Обрабатывается только одна сторона, а другая остается квадратной. Обработанная сторона имеет вогнутую форму, отсюда и название J.
Как и в случае со сварным швом со скосом, перпендикулярная линия рисуется с левой стороны, а линия стрелки прерывается, если необходимо указать сторону обработки.
1. Простой сварной шов с J-образной канавкой, сторона не указана
2. Пример J-образной канавки. «Глубина подготовки» зависит от металла, потому что эта глубина образуется за счет наложения одной детали на другую. Затем размер зависит от их размеров. Однако фактическая глубина проникновения имеет здесь наибольшее значение и, как обычно, приводится в скобках.
Сварные швы с развальцовкой и фаской
Этот сварной шов чаще всего используется при соединении закругленной детали с плоской. Как и в случае раструба V выше, глубина канавки образована двумя поверхностями, при этом глубина проникновения является наиболее важным показателем.
Обозначения сварных швов с заглушками и прорезями
Сварные швы с заглушками и прорезями используются для соединения деталей, которые перекрывают друг друга. Одна из этих частей будет иметь отверстия (пробочные сварные швы имеют круглые отверстия, а щелевые сварные швы имеют удлиненные отверстия). В процессе сварки отверстия заполняются наплавленным металлом, который проникает в две детали и сплавляет их, образуя прочное соединение.
1. Пример условного обозначения сварных швов
2. Пример условного обозначения сварных швов
Наплавочные сварные швы
Наплавочные швы используются, когда необходимо наложить сварные швы на всю поверхность свариваемой детали (или ее части). Обычно используется для усиления детали или ремонта изношенных элементов. Он может быть выполнен с использованием однопроходных или многопроходных сварных швов.
Точечная сварка
Точечная сварка — это просто сварка, наносимая на поверхность одного соединения, которая вплавляется в поверхность обшивки, образуя металл из-за высокого тепловложения. Символ представляет собой простой круг, который может располагаться в центре опорной линии или располагаться над или под ней.
1. Пример простой точечной сварки
2. Точечная сварка без значения сторон, выполненная с использованием аппарата для точечной контактной сварки
Шовная сварка
Шовная сварка очень похожа на точечную сварку с одним существенным отличием. Он не сосредоточен в одном месте, а имеет линейную форму.
Сварной шов выступает через верхнюю поверхность и, как и в случае точечной сварки, вплавляется в материал шва под ним, образуя прочный шов с высокой погонной энергией. Кроме того, как и в случае с угловым швом, в некоторых случаях для него могут быть заданы длина шва и расстояние между швами.
Приварные шпильки
Приварные шпильки обычно выполняются с помощью сварочного аппарата, который является ручным или автономным устройством. Эти сварные швы обычно производятся во многих сварочных мастерских, поэтому вам следует ознакомиться с этим символом.
Краевые сварные швы
Краевые сварные швы чаще всего применяются для листового или калибровочного металла. Они могут использоваться как минимум на двух листах, сваренных по краю, или могут использоваться с несколькими листами металла. Для них определена глубина проплавления, а также длина сварного шва и расстояние между сварными швами.
1. Пример простого фланцевого сварного шва
2. Тройной сварной шов с заданной длиной и расстоянием между листами
Дополнительные символы
Дополнительные символы — это дополнительные символы, которые предоставляют дополнительную информацию о конечном продукте и добавляются к символу сварки сам.
Контур сварного шва
Контур сварного шва показывает, как должна выглядеть поверхность сварного шва в конечном итоге. В нем указано, должна ли она быть гладкой, вогнутой или выпуклой. На это указывает прямая, выпуклая или вогнутая линия вместе с символом, представляющим тип сварного шва, или углом разделки разделки на символе. См. приведенный ниже пример символа и еще один прикладной пример в следующем подзаголовке о символах отделки.
Символы чистовой обработки
Символы чистовой обработки объясняют, как получить желаемый контур сварного шва. Они указывают на конкретный процесс, который необходимо использовать. Это обозначено на символе сварки буквой, и каждая буква представляет собой процесс. Буквы и их значения можно увидеть здесь:
- C = стружка
- M = механическая обработка
- G = шлифовка
- H = ударная обработка
- P = строгание
- R = неспецифицированная прокатка
08
Некоторые символы отделки Примеры
Сварка по всему периметру
Окружность сварки по всему периметру означает, что угловой шов должен располагаться по всему стыку. Как следует из названия! Символ простой. Окружность размещается там, где пересекаются линия стрелки и опорная линия.
Флагшток
Если вы видите флагшток на символе сварки, знайте, что сварка должна производиться на месте, а не в сварочном цехе. В основном это означает «подпилить сварку — сделать на месте». Если на символе сварки нет флагштока, то его следует изготовить в мастерской.
1. Без флажка – Сделано в цехе
2. Пример обозначения сварных швов в пазах
Проплавление и подкладочный стержень
Проплавление и подкладочный стержень часто используются для обозначения сварных швов с разделкой кромок, и оба они обозначают полное соединение проплавление односторонним разделочным швом.
Проплавление
Что касается символа проплавления, корень должен быть усилен наплавленным металлом с обратной стороны сварного соединения. Если указана высота армирования, то следует убедиться, что она достигнута. Если он указан, он будет слева от символа проплавления, расположенного поперек контрольной линии от основного символа сварного шва. См. пример ниже.
Подкладочный стержень
Когда этот символ используется для полного проплавления стыка, он располагается поперек контрольной линии от основного символа точно так же, как символ проплавления. Если буква «R» находится внутри символа опорного стержня, то стержень необходимо удалить после сварки. Если буквы нет, то полоса должна оставаться на месте.
Обозначение сварного шва на спине/подложке
Эти два одинаковых сварных шва используют один и тот же символ, но отличаются друг от друга. Подкладочный шов наплавляется перед основным швом в канавке. Что-то вроде предварительной сварки.
Задний шов на другой руке идет после фактического шва. Вы переворачиваете сваренную деталь и привариваете ее в канавке.
Пример подварного шва
Пример подварного шва
Плавающая вставка
Если вставка используется в сварном соединении, которое должно стать частью сварного шва, она обозначается с помощью символа сварки плавящейся вставки. Этот символ должен иметь заданную форму, размер и материал. Как и два вышеприведенных, этот символ также размещается на противоположной стороне от символа сварного шва с разделкой кромок.
Распорка
Распорки можно использовать при сварке с двойной разделкой. В случае этих сварных швов нижняя и верхняя часть подготавливаются в соответствии с указанными для них углом и глубиной подготовки, а прокладка добавляется в середину паза.
Этот символ разрывает контрольную линию в виде прямоугольника, который располагается между сварными швами с двойной разделкой. Если глубина проплавления больше, чем глубина подготовки, сварной шов должен проникать в прокладку, как показано в примере ниже. Спецификация прокладки должна быть указана в хвостовой части. Корневое отверстие представляет собой ширину самой распорки.
Многопроцессная операция
Если в производстве определенного сварного шва задействовано несколько этапов, может быть несколько контрольных линий. Эти линии соединены одной стрелкой. Каждая строка представляет свою собственную операцию, и они выполняются в последовательности, которая начинается со строки, ближайшей к стрелке.
Дополнительная информация о хвосте
Во время сварки сварщику может понадобиться дополнительная информация об угловом шве или процессе сварки, который необходимо использовать для надлежащего завершения проекта. Эта информация предоставляется в виде хвоста в конце опорной строки. Тип информации, которую можно добавить в хвост, включает информацию о допуске, которая может варьироваться в зависимости от размера. Перед началом следует ознакомиться с таблицей символов сварки.
Полезная литература для понимания символов
Понимание символов сварки и терминов, таких как символы сварки с разделкой кромок, может быть довольно сложным для новичка. К счастью, есть несколько очень полезных книг и таблиц, которые помогут вам понять все это.
AWS (Американское общество сварщиков) является лучшим источником подробной отраслевой литературы. Ниже представлены две их лучшие книги по сварке, когда речь заходит о символах и терминологии. Эти книги по возможности должны быть у каждого сварщика или хотя бы знать о них и их содержании. Изучение того, что в них представлено, значительно повлияет на ваши сварочные характеристики, причем в хорошем смысле.
1. Стандартные термины и определения в области сварки, включая термины для склеивания, пайки, пайки, термической резки и термического напыления
Эта книга очень полезна для понимания всех технических терминов, используемых в сварочной отрасли. его основная цель — помочь понять основной глоссарий и терминологию, используемые для установления лучшего общения.
Эта книга также включает нестандартные термины, которые используются в сварочной промышленности, и все термины расположены в алфавитном порядке.
В этой книге вы найдете много полезной информации. Он содержит схему метода соединения, основную схему процессов сварки и соединения, типы соединений, корни, канавки, схемы положения сварки, испытательные положения, типы валиков, пояснения к свариваемым частям и размерам, различные профили сварки, разрывы сварки, полярность тока, различные номенклатура сварки, различные типы трещин, типы пламени… Вы называете это, оно есть.
Я даже не могу обобщить все, что есть в книге. Вы обязательно должны подумать о том, чтобы получить его и прочитать. Вы вряд ли будете постоянно применять эту информацию, но наличие ее на полке для быстрого доступа имеет неоценимое значение в сварочном деле.
2. Стандартные символы для сварки, пайки и неразрушающего контроля
Это стандарт, который показывает определенные системы, которые позволяют понять требования к сварке, пайке и неразрушающему контролю.
Он также включает графические изображения включенных систем.
Это серьезная книга, посвященная только символам. Эта публикация создана, чтобы помочь в общении между проектными, производственными и инспекционными группами. Если все вовлеченные стороны знают объем символов, как того требует их должность, и символы хорошо обозначены, тогда производственный процесс должен протекать правильно.
Эта книга развивалась на протяжении многих лет с момента ее первого выпуска в 1958 году. В настоящее время она находится в седьмом издании, что говорит о том, сколько раз она пересматривалась и улучшалась. Вы вряд ли найдете более подробное руководство по стандартным символам. Настоятельно рекомендуемая книга.
3. Краткая таблица символов сварки
Если вы сомневаетесь в понимании сварного шва с разделкой кромок, сварного шва с V-образной разделкой, монтажной сварки или чего-либо еще, вы можете обратиться к таблице символов сварки, в которой представлены некоторые из часто используемых символов и Технические характеристики сварки в помощь.
Расшифровка символов — Производительность сварки
Напоминая какие-то иероглифы или старые английские руны, загадочные символы сварки могут сбить с толку любого непрофессионала, глядящего на чертеж или план. Но ни один сварщик не смог бы выполнять свою работу, не зная, по крайней мере, что обозначают наиболее распространенные и важные символы.
Технические и производственные чертежи содержат символы сварки, которые описывают тип сварного шва, его размер и другую соответствующую информацию. Необходимость единообразия в сварке привела к разработке системы указания требований к сварке. Создан Американским обществом сварщиков в 1929, последней версией является AWS A2.4:2012 Символы американского национального стандарта для сварки, пайки и неразрушающего контроля. Часть А этого стандарта охватывает полный набор символов сварки.
«Сварщики, получающие надлежащее образование в области сварки, должны знать символы сварки и уметь их читать, — говорит Чарли ЛаРиш, инструктор школы сварки CWI/CWE компании Lincoln Electric Co. — Если они не знают символов, они не будет знать тип сварного шва, где его разместить, какого размера он должен быть и так далее. Каждый сварщик должен быть знаком с символами, и они необходимы для выполнения своей работы».
Хотя запомнить все символы сварки в стандарте AWS практически невозможно, большинство сварщиков довольно быстро знакомятся с теми, которые им нужны.
«В зависимости от того, где вы работаете, одни из них встречаются чаще, чем другие», — добавляет ЛаРиш. «Если вы много работаете в сфере строительства, например, слесарь, вы выполняете больше разделочных швов, соединений внахлестку и Т-образных соединений. Если вы работаете в районе с большим количеством контактной сварки, это будут совершенно другие символы».
Структура символа Неотъемлемой частью всех символов сварки является контрольная линия, которая представляет собой прямую горизонтальную линию и точку привязки для всех других символов. Инструкция по выполнению сварного шва вывешивается вдоль линии отсчета (см. рис. 1).
Другой важной частью символа сварки является стрелка, которая соединяется с контрольной линией и указывает на место, где требуется сварка. Стрелка может быть соединена с любым концом опорной линии и указывать вверх или вниз. Сторона сустава, на которую указывает стрелка, называется «стороной стрелки» сустава. Противоположная сторона сустава является «другой стороной» сустава.
Чтобы свести к минимуму количество требуемых символов сварки, можно использовать более одной стрелки в одном символе, если каждое соединение, на которое указывает стрелка, должно быть сварено одним и тем же способом.
Хвост символа сварки, который требуется не всегда, используется для добавления любой дополнительной информации о выполнении сварки. Хвост рисуется в виде знака больше (>) или меньше (<), соединенного в конце опорной линии напротив стрелки.
«Хвост — это ориентир для предоставления дополнительной информации», — говорит ЛаРиш. «Скажем, вы делаете угловой сварной шов, хвост может содержать инструкции по использованию сварки GTAW. Это может включать в себя тип используемого присадочного металла. Это может включать рентген, ультразвук или другой неразрушающий метод для его проверки. Или хвост может сказать, чтобы увидеть легенду для разбивки того, что нужно».
Каждый тип сварного шва имеет свой собственный базовый символ сварки (не путать со всем символом сварки), который обычно размещается рядом с центром контрольной линии, а также над или под ней, в зависимости от того, с какой стороны расположено соединение . Если символ появляется ниже контрольной линии, сварка выполняется на стороне соединения, указанной стрелкой. Если символ появляется над контрольной линией, сварка выполняется с другой стороны соединения. Если символ появляется с обеих сторон контрольной линии, сварка выполняется с обеих сторон соединения.
Существует множество символов сварки, обозначающих различные типы сварных швов. Вот некоторые из наиболее распространенных, с которыми знакомы сварщики.
Угловой шов Угловой шов используется для выполнения соединений – нахлесточных, стыковых, угловых, краевых и тавровых. Металл осаждается в углу, образованном соединением двух элементов для образования соединения. Символ углового сварного шва представляет собой треугольную фигуру, расположенную по одну сторону от базовой линии, при этом вертикальная сторона всегда располагается слева.
Размер углового шва указан слева от символа сварного шва (независимо от ориентации). Он представляет собой длину ног. Если две стороны сварного шва должны быть одинакового размера, указывается только один размер; если сварной шов должен иметь неравные стороны, указывается размер каждой стороны и указывается, какая сторона длиннее.
Угловые сварные швы часто указываются как прерывистые, а не как одиночный длинный шов. Для прерывистой сварки длина каждого сегмента сварного шва отображается справа от символа сварного шва, за которым следует размер шага с дефисом между ними. Шаг — это расстояние между центрами каждого сегмента сварного шва (не пустое пространство между сегментами; см. рис. 2).
Когда прерывистые сварные швы располагаются с обеих сторон соединения, они могут располагаться прямо напротив друг друга (цепочка) или со смещением (в шахматном порядке). Прерывистая сварка распространена на тонких термочувствительных металлах или особенно длинных соединениях.
Сварка с разделкой кромок обычно используется для соединения встык. Металл осаждается внутри канавки и сплавляется с основным металлом, образуя соединение. Символ сварного шва с разделкой кромок размещается с той же стороны от контрольной линии.
Существует множество способов сварки разделки, о чем свидетельствует разнообразие символов сварки разделкой. Тип используемого шва с разделкой кромок зависит в первую очередь от геометрии кромок и соединяемых деталей.
Различные типы сварных швов с разделкой кромок включают (см. рис. 3):
- Квадратная разделка
- V-образный паз
- Коническая канавка
- U-образный паз
- J-образный паз
- V-образный раструб
- Скошенный V-образный паз
Общие дополнительные символы, используемые со сварными швами с разделкой кромок, включают проплавление, опорный стержень, а также символы обратного сварного шва и подложки. В случае проплавления канавка армируется швом с обратной стороны стыка, сваренного с противоположной стороны. Проплавленная форма представляет собой черный полукруг (см. рис. 4).
В качестве опоры перед выполнением разделки швов к обратной стороне соединения можно приварить опорную полосу или стержень. Подложку можно удалить после сварки или оставить, чтобы она стала частью готового соединения. Его прямоугольный символ размещается поперек контрольной линии от символа сварного шва. Если стержень должен быть удален после завершения сварки, используется буква R (см. рис. 4).
Задний шов — это когда шов создается на обратной стороне соединения после выполнения разделки. Подварочный шов наносится на корень канавки перед сваркой канавки. Для обратных сварных швов и подкладочных швов используется один и тот же символ, который выглядит как незаштрихованный полукруг (см. рис. 4). Поэтому примечание в конце символа сварки может указывать, какой тип сварки требуется, или это может быть указано в легенде.
Обозначения канавочного и углового сварного шва являются наиболее распространенными, но есть и много других, например пробка и паз, шов, точка, наплавка, кромка и шпилька.
Игра с числамиЧисла также являются важной частью спецификации сварки, и о них многое сообщается выше и ниже опорной линии.
Каждый сварной шов, за исключением точечных и электросталеплавильных, имеет составляющую длины. Длина сварного шва может составлять всю длину соединения или некоторую его часть. Длина не указывается, если сварной шов должен быть по всей длине соединения. В большинстве случаев ширина (или диаметр) сварного шва указывается слева от условного обозначения сварного шва, а его длина записывается справа.
Если для изменения направления требуется сварка, следует использовать дополнительный символ или символ с несколькими стрелками.
Для сварного шва с разделкой кромок, в дополнение к обозначению сварного шва, размеру, длине и шагу, обозначение может включать глубину проплавления, раскрытие корня, угол разделки и степень любой фаски, требуемой на основном металле.
Окружность сварного шва указывает на то, что угловой шов должен охватывать весь стык. Символ состоит из круга, который размещается над пересечением, где конец опорной линии встречается со стрелкой. В случае круглого соединения символ сварки по периметру не требуется (см. рис. 5).
Флагшток указывает на сварку в полевых условиях, что просто означает, что сварка должна выполняться на месте, а не в цехе. Символ состоит из флажка, который размещается на пересечении, где конец базовой линии встречается со стрелкой. Любой символ сварки без флажка указывает на то, что сварка должна производиться в цеху (см. рис. 6).
Если операция сварки состоит из нескольких этапов, к одной и той же стрелке может быть подключено несколько контрольных линий. Каждая строка представляет собой отдельную операцию и выполняется последовательно, начиная с ближайшей к стрелке строки (см. рис. 7).
На инженерных чертежах и планах передается множество других деталей. Среди наиболее распространенных — инструкции по чистовой обработке и контуру, шлифовке или другой механической обработке, а также информация о расходных материалах.
Информация, представленная здесь, является лишь верхушкой айсберга, когда речь идет о сварочных символах AWS. Даже для тех, кто знаком со сварочными символами, полезно иметь справочную таблицу, содержащую символы и чертежи того, как будет выглядеть готовый сварной шов.
ЛаРиш вводит символы сварки примерно на 10-й неделе своего курса. «Я предлагаю учащимся построить зуб ковша и использовать символы сварки, чтобы они начали их подбирать», — говорит он. «Когда вы начинаете учиться, это может быть немного сложно, но по мере того, как вы учитесь и практикуетесь, становится легче. Но вы должны изучить основы. Если вы никогда не собираетесь заниматься контактной сваркой, нет смысла учить эти символы. Но вы должны знать символы, которые будете видеть каждый день».
Для новых сотрудников, не прошедших обучение сварке, компания должна предоставить инструкции по символам сварки. В то время как идеальный наемный работник уже должен иметь некоторое знание символов, сегодняшняя нехватка сварщиков делает это непрактичным. К счастью, чтение сварочных обозначений — это навык, который легко освоить, а для многих — развлечение.
The Lincoln Electric Co.
1.7: Символы сварки канавками — Workforce LibreTexts
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 5153
Сварной шов с разделкой кромок используется, когда детали соединяются в одной плоскости. Эти сварные швы будут применяться в стыковом соединении и могут иметь или не иметь подготовку перед сваркой. По этой причине существует несколько типов символов разделочной сварки.
Символы для этих канавок почти идентичны символам, которые их обозначают.
Когда сварной шов должен применяться только к одной стороне соединения, он будет называться сварным швом с разделкой кромок. Например, ниже показан символ сварки одного сварного шва с V-образной канавкой на другой стороне. Все сварные швы с одинарной разделкой следует считать полным проплавлением (CJP), если не указано иное.
Если сварной шов должен быть нанесен на обе стороны соединения, это называется сварным швом с двойной разделкой. Например, ниже приведено обозначение сварного шва с разделкой кромок под двойным скосом.
Теория, лежащая в основе сварки с одинарной разделкой и сварки с двойной разделкой, применима ко всем символам сварки разделкой. Воссоздавать все эти образы было бы излишним.
К чему призывают эти символы? В некоторых случаях вы увидите неровную стрелку. Это называется разрывом в стрелке, которая будет обозначать, с какой стороны сустава потребуется подготовка к нему. Например, если одиночный скос должен быть применен к левой стороне соединения, пунктирная стрелка будет указывать именно на эту сторону соединения.
Если бы не было указывающей стрелки, сварщик или слесарь, исходя из своих знаний, выбирали бы, какую сторону следует подготовить. Это может быть проблемой, если у инженера есть особые потребности в детали или сварном шве.
Викторина
Нарисуйте символ, представляющий канавку ниже, и назовите ее (не забудьте указать, какая сторона соединения подготовлена):
Нарисуйте символ V-образной канавки на другой стороне ниже:
Определение размеров разделки под сварку
Есть несколько размеров, которые могут быть добавлены к сварному шву с разделкой кромок, если это необходимо. Это может включать угол разделки, раскрытие корня, радиус разделки, глубину подготовки разделки и размер сварного шва разделки. Бывают случаи, когда эта информация может быть вообще не включена. Это означало бы, что сварщик сам решает, как деталь будет подготовлена и сварена.
Угол канавки показан в градусах и будет включать всю канавку, если это V-образная канавка, это будет размер от одной поверхности канавки до другой. Его можно спутать с углом наклона. Угол скоса составляет только половину V-образной канавки. Этот размер показан внутри самого символа сварки. Существует возможность для двух разных углов, если вы применяете сварной шов с двойной разделкой. Стрелка и другая сторона не обязательно должны совпадать по углам.
Сварной шов с разделкой кромок является наиболее распространенным сварным швом с корневым отверстием. Это зазор, который должен быть между двумя свариваемыми элементами. Корневое отверстие есть не всегда, и этот размер можно не указывать в символе сварки. Обычно в детали делают корневое отверстие, чтобы обеспечить полное проникновение или даже проплавление. Символ проплавления включен в дополнительные символы сварки.
Канавки, связанные с подготовкой U и J, представляют собой особый сварной шов. Эти сварные швы, если они выполнены в соответствии со стандартами, обрабатываются с определенным радиусом канавки, а также с притупленной поверхностью. Эти размеры должны быть показаны на виде детали или в разрезе, которые отмечены в конце символа сварки.
Подготовка канавки может быть вызвана тем, насколько глубоко вы должны подготовить деталь. Это называется глубиной канавки. V-образные канавки, j-канавки и u-образные канавки являются наиболее часто используемыми размерами сварных швов по глубине. Хотя это не означает, что его нельзя применять к другим. Размер будет показан слева от символа сварки.
Когда мы начинаем добавлять больше элементов, символы становятся довольно сложными. Проще всего замедлиться, посмотреть на каждый отдельный фрагмент и применить его к тому, что мы узнали. Например, сварной шов ниже представляет собой сварной шов с V-образной канавкой на другой стороне. Этот сварной шов имеет глубину канавки ½ дюйма, корневое отверстие 1/16 дюйма и 9Угол паза 0 градусов.
При использовании глубины канавки, которая не соответствует полной глубине детали, мы оставляем плоскую область в корне. Эта область называется корневой поверхностью. Более распространенный термин, который вы услышите, — это земля. На приведенной выше диаграмме у нас есть канавка глубиной ½ дюйма, а у нас есть часть ¾ дюйма. Это оставляет нам корневую грань размером ¼ дюйма.
Размер сварного шва часто ассоциируется со сварным швом с разделкой кромок. Этот размер сварного шва представляет собой глубину провара, которую вы получите при наложении сварного шва. Когда применяется сварка, мы должны плавить в корень детали, поэтому наш сварной шов должен быть больше по размеру, чем подготовка соединения. Этот размер будет отображаться слева от символа сварки. В сочетании с глубиной разделки размер сварного шва будет указан в скобках. Если размер сварного шва не указан, сварной шов должен быть с полным проплавлением.
В случае канавки, которая показывает глубину подготовки канавки, но не показывает размер сварного шва. Шов должен быть не менее глубины разделки. Если вы не выполнили сварной шов хотя бы этого размера, вы не получите достаточного сплавления или сварной шов не заполнит канавку.
Бывают случаи, когда размеры канавок не отображаются. Если соединение симметричное, то сварной шов должен быть с полным проплавлением. Это легко изобразить с помощью двойной v-образной канавки.
На изображении выше показан сварной шов с двойной V-образной канавкой. Глубина канавки не указана, поэтому по усмотрению сварщика детали подготавливаются на ¼ дюйма с обеих сторон для создания симметричного соединения.
При работе с двойной канавкой, имеющей одинаковые размеры с обеих сторон, необходимо, чтобы размеры были указаны с обеих сторон от базовой линии. Это важно, потому что если не указать один размер, размер будет неизвестен, и это может повредить сварной шов.
Также бывают случаи, когда сварной шов не требуется для проникновения на глубину канавки. Самый простой способ добиться этого — поместить размер размера сварного шва слева от символа сварного шва, размер которого меньше толщины материала.
С обеих сторон может быть нанесен сварной шов для обеспечения провара через толщину канавки без подготовки детали. Это будет ограничено меньшей толщиной материала в зависимости от процесса, который используется для сварки.
Две раструбные канавки, включая скошенную и V-образную, будут очень распространены при работе с листовым металлом, а также при сварке труб, которые могут иметь большой радиус на углах. Это довольно часто встречается в трубах толщиной ¼ дюйма и выше. При работе с листовым металлом обычно делают соединение такого типа, чтобы сплавить детали вместе. Вместо использования наполнителя материал, из которого сделана фаска раструба, может иметь ножку 1/8 дюйма или около того, и он компенсирует наполнитель.
При использовании любого из этих символов важно знать разницу между подготовкой глубины разделки и размером сварного шва. Подобно обычному скосу или V-образному вырезу, подготовка глубины канавки будет слева от символа сварного шва, а также слева от размера сварного шва, который будет показан в скобках. Длину можно добавить в размере справа от символа сварки.
Спинка, Основа Сварной шов , Наплавочный шов
Символ реверса или реверса одинаков для обоих, вы должны искать дополнительную информацию в конце, чтобы различать их.
Задний сварной шов — это когда сварной шов выполняется в канавке соединения, за которым следует сварной шов, применяемый к корневой стороне. Это чаще всего используется для обеспечения полного проникновения в канавки CJP. Задний сварной шов обычно применяется после того, как корень был отшлифован или выдолблен, чтобы убедиться, что сварной шов выполнен из достаточного количества материала. Пытаясь запомнить разницу между обратным и подварным швом, вы всегда должны возвращаться назад, чтобы выполнить задний шов.
Подварочный шов делается на корневой стороне канавки, чтобы гарантировать, что сварной шов, который будет выполняться в канавке, не проплавится через заднюю сторону. Это также может помочь обеспечить CJP.
Ниже представлен подварочный шов.
Ниже представлен задний сварной шов.
Бывают случаи, когда хвост будет опущен на чертеже, а в хвосте будет примечание, в котором может быть указано, в каком порядке должны быть выполнены сварные швы. Это может быть что-то простое, например, «сначала делается сварка с другой стороны», или может включать в себя истинные термины, такие как «сварка канавки со скосом с другой стороны перед обратным сварным швом со стороны стрелки».
Наплавка сварных швов
Наплавочные швы выполняются за один или несколько проходов к деталям по разным причинам. Они могут включать накопление изношенного материала, наплавку детали или увеличение размеров детали. Этот символ может быть только на стороне соединения со стрелкой. Важно, чтобы стрелка указывала именно на то место, где должно быть добавлено покрытие.
Эти сварные швы могут включать толщину сварного шва, которая будет располагаться слева от символа сварного шва, а также может указывать длину справа от символа. С этим типом сварки он, скорее всего, будет иметь подробный вид с размерами для сварки.
Когда для поверхностного сварного шва может потребоваться несколько слоев, это может быть указано в примечании к чертежу или также может быть определено опорными линиями. Бывают случаи, когда может быть более одной опорной линии, которая определяет порядок работы. Например, если вы думаете о подкладочном шве, он будет указан на опорной линии, ближайшей к стрелке, а сварной шов с разделкой кромок будет размещен на второй опорной линии.
Чтобы показать это в наплавочных швах, может потребоваться определенный размер для первого слоя наплавки, а затем другой размер для второго или последующих слоев. Если есть изменение направления, это может быть показано в хвостовой части многопозиционного символа сварки.
Наплавочный шов будет проходить по всей длине детали, если нет размера, примечания или других указаний, что он не заполнен. Это также играет роль при сварке вала или другого круглого объекта. С круглым объектом, а не продольным (длинный размер) или боковым (короткий размер) детали, вы можете увидеть осевое (длина вала) или окружное (вокруг вала). Когда сварка будет выполняться на валу или другая круглая часть должна быть вызвана, иначе может быть применена неправильная процедура.
1.7: Символы сварки канавок распространяются по лицензии CC BY и были созданы, изменены и/или курированы LibreTexts.
- Наверх
- Была ли эта статья полезной?
- Тип изделия
- Раздел или страница
- Лицензия
- СС BY
- Показать оглавление
- нет
- Теги
СИМВОЛЫ СВАРКИ
СИМВОЛЫ СВАРКИ
Специальные символы используются на чертеже, чтобы указать, где должны быть сварные швы. расположение, тип используемого соединения, а также размер и количество сварных швов. металл, который должен быть помещен в соединение. Эти символы были стандартизированы Американское общество сварщиков (AWS). Вы соприкоснетесь с этими символами каждый раз, когда вы выполняете сварочные работы по набору чертежей. Вам нужно иметь знание основных символов сварки и стандартного расположения всех элементы сварочного символа.
Стандартный символ сварки (рис. 3-43) состоит из контрольной линии, стрелки,
и хвост. Базовая линия становится основой символа сварки. Это
используется для нанесения символов сварки, размеров и других данных на сварку. Стрелка
просто соединяет контрольную линию с соединением или областью, подлежащей сварке.
направление стрелки не имеет отношения к значению линии отсчета. Хвост символа сварки используется только тогда, когда необходимо включить
спецификацию, процесс или другую справочную информацию.
Символы сварки
Термин «символ сварного шва» относится к символу определенного типа сварного шва. В качестве обсуждалось ранее, скругление, канавка, наплавка, заглушка и паз — все это типы сварные швы. Основные обозначения сварных швов показаны на рис. 3-44. Сварной шов
Рисунок 3-44.-Основные символы сварки.
Рисунок 3-45.- Обозначения сварного шва, нанесенные на базовую линию.
Рисунок 3-46.-Указание мест сварки.
Рисунок 3-47.-Стрелка указывает на скошенную пластину.
Символ— это только часть информации, необходимой для обозначения сварки. термин сварочный символ относится к общему символу, который включает в себя всю информацию требуется для указания сварных швов.
На рис. 3-45 показано, как символ сварки наносится на базовую линию. Уведомление
что вертикальная сторона символа сварки показана нарисованной слева от
наклонная нога. Независимо от того, предназначен ли символ для скругления, фаски, J-образной канавки,
или сварной шов с развальцовкой, вертикальная сторона всегда направлена влево.
На рис. 3-46 показано значение позиций символов сварки. положение на опорной линии. На виде А символ сварки находится на нижней стороне. опорной линии, которая называется стороной стрелки. Вид B показывает символ сварки на верхней стороне контрольной линии, которая называется другой стороной. При сварке символы размещаются по обе стороны от контрольной линии, сварные швы должны быть выполнены на обе стороны сустава (вид C).
Если необходимо скосить только одну кромку соединения, необходимо указать, какая член должен быть скошенным. Когда такое соединение указано, стрелка символ сварки указывает с определенным разрывом в сторону элемента, подлежащего скашиванию. Это показано на рис. 3-47.
На рис. 3-48 показаны другие элементы, которые можно добавить к символу сварки.
информация, наносимая на опорную линию символа сварки, читается слева
вправо независимо от направления стрелки.
Размеры
Обратите внимание, что на рис. 3-48 обозначены места для размеров, длины, шаг (расстояние между центрами), угол разделки и раскрытие корня сварного шва. Эти местоположения определяются стороной опорной линии, на которой ставится символ сварки. Рисунок 3-49показывает, как размеры применяются к символам.
Рисунок 3-48.-Элементы символа сварки.
Рисунок 3-49.-Размеры, применяемые к символам сварки.
Рисунок 3-50.-Размеры сварных швов.
Рисунок 3-51.- Дополнительные символы.
На рис. 3-50 показано значение различных символов размеров сварки. Уведомление
что размер сварного шва указан слева от символа сварного шва (рис. 3-50,
вид А). Длина и шаг углового шва указаны справа
символа сварки. На виде B показано тройниковое соединение с 2-дюймовым прерывистым закруглением.
сварные швы на расстоянии 5 дюймов друг от друга по центру. Размер сварного шва с разделкой кромок показан на
вид C. Обе стороны 1/2 дюйма, но обратите внимание, что 60-градусная канавка находится на
другая сторона соединения, а канавка под углом 45 градусов находится на стороне стрелки.
Дополнительные символы
В дополнение к основным символам сварки может быть установлен набор дополнительных символов. добавлен к символу сварки. Некоторые из наиболее распространенных дополнительных символов: показано на рис. 3-51.
Символы контура используются с символами сварки, чтобы показать, как поверхность сварного шва предстоит сформировать. В дополнение к символам контура, символы отделки используются для указать способ формирования контура сварного шва.
Когда используется символ финиша, он показывает метод финиша, а не степень
отделки; например, C используется для обозначения отделки путем сколов, M означает
механическая обработка, а буква G указывает на шлифовку. На рис. 3-52 показано, как контур и чистовая обработка
символы применяются к символу сварки. На этом рисунке показано, что сварной шов должен быть
смыв земли. Также обратите внимание, что символы расположены на одной стороне
контрольная линия в качестве обозначения сварного шва.
Рисунок 3-52.-Обозначения отделки и контура.
Рисунок 3-53.-Указание дополнительной информации о сварке.
Другим дополнительным символом, показанным на рис. 3-51, является сварной шов символ. Когда этот символ помещается на символ сварки, сварка должна продолжаться. все вокруг сустава.
Сварные швы, которые не могут быть выполнены в цеху, идентифицируются как монтажные. Вдали символ сварки показан на рис. 3-51. Этот символ представляет собой черный флаг, указывающий к концу символа сварки.
Указание дополнительной информации
Иногда необходимо указать определенный процесс сварки, тип
электрод или какой-либо эталон, необходимый для завершения сварки. В этом
В этом случае заметка может быть помещена в конце опорной строки. (См.
Рисунок 3-55.-Пример использования символа сварки.
рис. 3-53.) Если дополнительная информация не нужна, то хвостик опущено.
Символы нескольких сварных швов
При изготовлении металлической детали иногда требуется несколько тип сварного шва нужен на одном и том же стыке; например, для сустава могут потребоваться оба сварной шов с разделкой кромок и угловой шов. Два метода иллюстрации этих сварных швов символы показаны на рис. 3-54. Обратите внимание, что в каждом символе сварки скос Сначала должен быть выполнен шов с разделкой кромок, а затем угловой шов.
Нанесение символа сварки
На рис. 3-55 показан пример того, как символ сварки может выглядеть на чертеже. На этом рисунке показан
Рисунок 3-56.-Устройства защиты глаз.
Стойка из стальной трубы, привариваемая к опорной плите. Символ говорит о
сварщик, что труба должна быть скошена под углом 30 градусов, а затем скос
сварка канавкой по всему стыку. Затем следует угловой шов 1/2 дюйма.
который также приварен по всему стыку. Наконец, закончите угловой шов,
шлифовка его до ровного контура. Как указывает символ монтажной сварки, все сварные швы
предстоит выполнить в полевых условиях.
Дополнительную информацию о символах сварки см. в разделе Символы для сварки. Сварка и неразрушающий контроль, ANSI/AWS A2.4-86.
9 основных шагов для чтения символов сварки
Комментарий 18 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | emailУмение интерпретировать символы сварки очень важно, но подавляющему большинству сварщиков это трудно. Очень небольшой процент компаний требует, чтобы кандидаты в сварщики умели читать символы. При нехватке сварщиков на современном рынке навязывание этого условия было бы невыполнимым.
Компании должны обучать своих сварщиков. Проблема в том, что во многих случаях у изготовителей нет в штате сотрудников, которые могли бы это сделать. Обычно это происходит в малых и средних компаниях. Однако, если вы нуждаетесь в таком обучении, вы можете рассчитывать на помощь извне. Этими знаниями должны обладать поставщики, в основном промышленные дистрибьюторы и представители производителей сварочного оборудования. По крайней мере, высококвалифицированные. Как правило, они могут предложить этот тип обучения бесплатно или за небольшую плату.
9 шагов ниже представляют собой очень базовое введение в символы сварки . Это только поверхностное изучение символов сварки. Если у вас есть вопросы, дайте нам знать, ответив на сообщение.
Основы обозначения сварки
- Каждое обозначение сварки должно состоять из стрелки и опорной линии.
- Стрелка может указывать вверх или вниз
- Стрелка не обязательно должна указывать на сторону свариваемого соединения. Иногда из-за ограниченного пространства на чертеже стрелка не помещается с одной стороны, поэтому информация, размещенная на опорной линии, будет указывать, идет ли сварка со стороны стрелки или с противоположной стороны.
- Тип сварного соединения обозначается специальным символом. У Американского общества сварщиков есть очень хорошая таблица с подробным описанием этих символов. Ниже приведен его фрагмент.
В дальнейшем мы останемся с угловыми швами, так как следующая информация отображается по-разному в зависимости от типа сварного соединения.
- Такая информация, как размер, длина и другие особенности, будет отображаться рядом с символом сварки. Расположение этой информации имеет значение. Ниже мы видим пример символа углового сварного шва.
Символы углового сварного шва ВСЕГДА будут иметь вертикальную линию символа слева.
- Длина углового шва, если это не вся длина соединения, отображается справа от символа.
- Прерывистые сварные швы обозначаются с помощью длины и шага. Как отмечалось выше, число справа от диагональной линии символа скругления представляет собой длину (в США это будет в дюймах, если не указано иное). Шаг отображается справа от длины и указывает расстояние между центрами.
- ОЧЕНЬ ВАЖНО: если вы когда-нибудь увидите флажок на пересечении контрольной линии и стрелки, НЕ выполняйте этот сварной шов, если вы находитесь в магазине. Этот флажок указывает, что этот сварной шов должен выполняться в полевых условиях.
Обозначение в виде круга означает, что сварной шов должен проходить по всему периметру.
- На некоторых из приведенных выше диаграмм показана конфигурация основного материала (графическое изображение соединения, показывающее, как соединяются две части). Это почти никогда не происходит на реальном чертеже, и поэтому важно знать различные символы сварных швов, показанные в таблице символов AWS. Рисунок, скорее всего, будет выглядеть примерно так: .
Детальные чертежи деталей могут содержать множество обозначений сварки.
Это было очень простое знакомство с символами сварки. Программы обучения, которые мы прошли или проводим для клиентов, варьируются от 4 до 16 часов. Программы, как правило, разрабатываются с учетом потребностей клиентов и, таким образом, сильно различаются по продолжительности.
Хотите узнать о символах сварки разделочных швов? Ознакомьтесь с 9 основными шагами по чтению символов сварки для сварных швов с разделкой кромок.
Источник: Руководство по обучению символам сварки
Комментарий 18 | Поделиться | Твитнуть | Поделиться | Приколи это | Распечатать | электронная почта
Опубликовано
Категории: Теория и образование, Символы сварки
Раскрытие информации о связи материалов: Некоторые ссылки в сообщении выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Типы символов сварки, схемы, размеры, преимущества
Символы сварки представляют собой уникальные руководства и инструкции в виде графиков, диаграмм и изображений. Они являются необходимыми элементами машиностроения и сварки. Символы сварки специфичны по своему характеру для определенных типов сварных швов. Сварщики используют различные типы сварных швов и соединений в соответствии с требованиями клиентов и обозначенной структурой проекта. Таким образом, необходимость точности сварки имеет решающее значение. В этой статье начинающие студенты, сварщики, инженеры и другие специалисты сварочной отрасли могут прочитать важную информацию о символах сварки.
Основные моменты сообщения:
- Символы сварки Значение
- Символы сварки Необходимость
- Стандарты сварки
- Элементы обозначения сварки
- Типы символов сварки
- Расположение символов сварки
- Размеры символов сварки
- Точечная и шовная сварка
- Приварные шпильки
- Символ поверхностного сварного шва
- Символы неразрушающего контроля (AWS)
- Символы сварки Преимущества
Символы сварки Значение
Символы сварки представляют собой наглядные и графические способы отображения предписанной информации о сварном соединении . Символ сварки содержит более подробную информацию , которую могут легко понять сварщик, мастер, руководитель, инженер и архитектор. Символы сварки широко используются в технических чертежах для пояснения такой информации, как размер, тип, расположение сварного шва и другой дополнительной информации.
Необходимость символов сварки
Основной целью сварки является получение правильного результата после наложения сварных швов. Для этого недостаточно просто выполнить сварку. В нем важны точность и дизайн. Нам нужны сварочные символы, чтобы сваривать любой металл в соответствии с предписанными инструкциями. См. следующее изображение (a, b, c, d) ниже-
Изображение (a): Учтите, что это изображение дано сварщику. Инструкция «сварить здесь» можно интерпретировать по-разному, или показывают разные интерпретации . Поэтому за такими сообщениями всегда следуют определенные инструкции.
Изображение (b): Это изображение означает одиночный угловой шов и самый простой сварной шов из всех. Применение дешево с , но может иметь серьезные недостатки в производительности.
Изображение (c): Это указывает на двойной угловой шов , и для его нанесения требуется немного больше времени. Чтобы сварка прошла успешно, должен быть обеспечен доступ к обеим сторонам соединения.
Изображение (d): Это означает Т-образный стык или шов с разделкой кромок. Этот сварной шов является более сложным и дорогим, так как горизонтальный объект требует подготовки кромок. Тем не менее, это может быть необходимо для определенных условий эксплуатации.
Следовательно, нам нужны символы сварки. Потому что иногда это может быть рискованно, потому что размер и тип сварного шва должны соответствовать основному материалу и условиям эксплуатации изготовления, а также требуемой информации.
Стандарты сварки
ISO 2553 и ANSI/AWS A2.4-98 являются двумя основными стандартами для определения терминов, символов и т. д. сварки/пайки. Международная организация по стандартизации наказала ISO 2553 и ANSI/AWS A2.4- 98 Американского общества сварщиков. Символы и термины могут различаться в обоих стандартах.
Ознакомьтесь с некоторыми деталями этих стандартов, а также других, упомянутых в
| Стандарты | Артикул |
| ANSI/AWS A2.4-98 | Стандартные символы для сварки, пайки и неразрушающего контроля |
| ANSI/AWS.A3.0-85 | Стандартные термины и определения по сварке |
| ANSI/AWS.D1.1-2000 | Сварка конструкций, код |
| АМС 2.1 DC | Таблица символов сварки (настольный размер) |
| AWS 2.1-WC | Таблица символов сварки (настенная) |
| БС 499-С: 1999 | Европейские символы дуговой сварки – символическое изображение на чертежах (настенная диаграмма на основе BS EN 22553: 1995). |
| BS 499 Часть 1: 1991 | Сварочные термины и символы. Часть 1. Глоссарий по сварке, пайке и термической резке. |
| ISO 2553: 1992 и BS EN 22553: 1995 | Сварные, паяные и паяные соединения – условное обозначение на чертежах. |
| ИСО 9692-1: 2003 и BS EN 29692-1: 2003 | Сварка и родственные процессы – рекомендации по подготовке соединений – ручная дуговая сварка металлическим электродом, дуговая сварка металлическим электродом в среде защитных газов, сварка ВИГ и лучевая сварка сталей. |
| ISO 4063: 1990 и BS EN 24063: 1992 | Сварка, пайка, пайка и сварка твердым припоем. Номенклатура процессов и номера ссылок для символического изображения на чертежах. |
Элементы обозначения сварки
Элементы символа сварки несут определенную информацию, которую передает символ. Существуют элементы, которые могут быть частью типичного символа сварки. Они следующие:
- Справочная линия
- Стрелка
- Базовый символ сварки
- Размеры
- Символы отделки
- Спецификации, Процесс
- Дополнительные обозначения сварных швов
- Хвост
изображение ниже иллюстрирует расположение элементов символа сварки по отношению друг к другу.
Базовая линия – Это важная часть законченного символа сварки. Опорная линия (горизонтальная линия) переносит всю связанную информацию о сварном шве. Линия обычно проводится близко к сварному шву из-за наличия важной информации.
Стрелка — еще одна необходимая часть готового символа сварки. Стрелка соединяет опорную линию со стороной стрелки сустава. Его можно разместить на одном или другом конце опорной линии. Стрелка может указывать влево, вправо, вверх и вниз, в том числе в сторону хвоста. Символ сварки может содержать несколько стрелок.
Узнав немного об элементах символов сварки, взгляните на различные символы сварки. Он состоит из основных обозначений сварки и дополнительных обозначений сварки . Первый чаще всего используется на чертежах, а позже его можно использовать для передачи дополнительной информации о сварном шве.
1. Основные символы сварки
Символы сварки состоят из символов для различных типов сварных швов с разделкой кромок или стыковых швов . Кроме того, он включает 9
Они также состоят из углового сварного шва , наиболее часто используемого типа сварного шва, кромочного сварного шва, точечного сварного шва, пробки. /Сварной шов и т. д.
Символы разделочной/стыковой сварки | ||
| Символ | Имя | Иллюстрация |
| Одинарная V-образная сварка встык/паз | Наиболее распространенная форма подготовки кромок для этого типа сварки | |
| Квадратный сварной шов встык/паз | Этот сварной шов ограничен максимальной толщиной сечения в зависимости от процесса сварки | |
| Сварка встык/паз с одинарной фаской | Процесс подготовки кромки обычно используется, когда для подготовки доступна только одна кромка смежных секций. | |
| Одиночный U-образный сварной шов встык/паз | Секции толщиной более 12 мм, этот сварной шов используется для ограничения количества требуемого металла сварного шва. | |
| Одинарная J-образная сварка встык/паз | В секциях толщиной более 16 мм для подготовки доступна только одна кромка смежных секций, тогда этот сварной шов используется для ограничения количества требуемого металла шва. | |
| Фланцевая кромка с канавкой под сварку | Стандарт ISO— это сварной шов с разделкой кромок между пластинами с приподнятыми краями. Стандарт AWS — здесь показан кромочный сварной шов на фланцевом соединении с канавкой. | |
| Угловой фланцевый сварной шов | Пластины для сварки кромок с одной приподнятой кромкой. | |
| Одинарная V-образная стыковая сварка с широким основанием | Стандартный символ ISO для одинарного V-образного сварного шва с широкой передней поверхностью. | |
| Стыковой сварной шов с одинарным скосом и широким основанием | Стандартный символ ISOдля одиночного сварного шва с разделкой кромок и широким основанием. Несмотря на то, что эти два параметра упоминаются в ISO 2553, их лучше избегать. | |
| Раструбный сварной шов с V-образной канавкой | Стандартный символ AWSпоказывает сварной шов с разделкой кромок, образованный двумя криволинейными поверхностями. | |
| Раструбный сварной шов со скошенной кромкой | Стандартный символ AWS Подсказки Сварной шов с разделкой кромок, образованный одной изогнутой поверхностью и одной плоской поверхностью. | |
| Стыковой сварной шов с одинарным V-образным вырезом и крутым флангом | Стандартный символ ISOдля сварного шва с V-образным пазом и углом наклона кромки 5⁰-20⁰ для подготовки кромок. | |
| Стыковой сварной шов с одинарным скосом и крутым флангом | Стандартный символ ISO для сварного шва с кромкой под углом 15⁰-30⁰ для подготовки кромок. | |
| Скругление, кромка, другие обозначения сварного шва | ||
| Символ | Имя | Иллюстрация |
| Угловой сварной шов | Наиболее часто используемый вид сварки. Длины ног равны, если не указано иное. | |
| Краевой сварной шов | Обычно наносится только с одной стороны | |
| Приварной шов/паз | Образует соединения внахлест с использованием круглых или удлиненных отверстий. То есть полностью заполнен наплавленным металлом. | |
| Дуговая точечная сварка | Символ показывает, что он сделан с одной стороны соединения. Это сделано с использованием высокой тепловложения в одном месте. | |
| Точечная сварка сопротивлением | Символ показывает, что к нему требуется доступ с обеих сторон. | |
| Сварной шов сопротивлением | Аналогично точечной сварке. Он выполнен в линейной форме, а не в одной точке. Символ требует доступа с обеих сторон соединения. | |
| Дуговой сварной шов | Изготавливается только с одной стороны сустава. Обычно называется контактной шовной сваркой. | |
| Наплавка | Линия стрелки (символ) указывает на всю поверхность, которая должна быть покрыта наплавленным металлом. | |
2. Дополнительные обозначения сварки
Дополнительные обозначения сварки предоставляют дополнительную информацию о сварных соединениях. Иногда один и тот же символ используется в стандартах AWS и ISO.
| Дополнительные обозначения сварки | ||
| Символ | Имя | Иллюстрация |
| Плоский (заподлицо) | Используется для обозначения плоской поверхности сварного шва, расположенной заподлицо с поверхностью. Также показана окончательная форма сварного шва (контур сварного шва) | |
| Выпуклая | Показывает выпуклый контур. | |
| Подбарабанье | Показывает вогнутый контур. Используется в особых случаях, когда свариваемые поверхности должны быть гладкими для очистки или покраски. | |
| Гладкие смешанные пальцы | Стандартный символ ISO, используемый для указания на то, что выступы сварных швов должны быть отшлифованы, чтобы удалить любые включения шлака на краях сварных швов. | |
| Распорка | Указывает на использование прокладки в соединении | |
| Задний/подварочный шов | Используется как для подварки, так и подварки. Задний сварной шов – на противоположной/обратной стороне сварного шва с разделкой кромок после отделки основного шва. Подварочный шов – делается перед основным швом. | |
| Съемная подложка | Показывает соединение со съемной подложкой. | |
| Постоянная основа | Показывает несъемную подложку. | |
| Расходуемая вставка | Стандартный символ AWSпоказывает, что конец символа сварки состоит из типа вставки. | |
| Сварка со всех сторон | Периферийный сварной шов или Сварной шов по всему периметру указывает на сварной шов, который должен выполняться по всей окружности. | |
| Монтажная сварка | Field Weld или Site Weld показывает сварные швы, которые выполняются не на начальном месте изготовления, а на месте. | |
| Растопить насквозь | Указывает на необходимость полного проплавления сварных швов с одной стороны на другую. | |
Расположение символов сварки
Расположение символов сварки играет важную роль в процессе. Он состоит из сварных швов встык/разделку и угловых сварных швов .
1. Сварные швы встык/разделка (расположение)
На следующем рисунке показано расположение символа сварки разделкой. Символы на изображении показаны для ссылок на стандарты ISO и AWS.
На первом изображении ниже показан сварной шов с одинарной V-образной канавкой. На нем показано, что символы сварки расположены на опорной линии, а стрелка указывает на одну сторону соединения. Так, сварной шов может быть в плоскости или в поперечном сечении. Здесь стрелка используется для указания на сварной шов в поперечном сечении.
На втором изображении ниже показан сварной шов с одинарной канавкой под углом . На нем показано, что стрелка указывает на край соединения, которое должно быть подготовлено для скоса.
2. Угловые сварные швы (местоположение)
Символы для угловых сварных швов аналогичны символам для сварных швов с разделкой кромок. Они также расположены на контрольной линии, которая соединена со стрелкой и указывает на одну сторону сустава. Тройник и крестообразный шарнир (сварные соединения) демонстрируют то же самое и обнаруживают значение местоположения.
На первом изображении ниже показан вид с торца Т-образного соединения с одним угловым сварным швом . Форма сварного шва обычно не отображается на инженерном чертеже.
Второе изображение ниже показывает вид с торца крестообразного соединения с двумя одинарными угловыми сварными швами . Оба сварных шва находятся на разных соединениях; что означает, что они не образуют двойной угловой шов. Вот почему для обозначения двух одиночных угловых швов требуются две отдельные стрелки.
На третьем изображении ниже показан вид с торца на крестообразный шарнир с двойной угловой шов с левой стороны и одинарный угловой шов с правой стороны. Символ углового сварного шва всегда изображается так, чтобы вертикальная сторона была слева.
На четвертом изображении ниже показано, что необходимо показать два символа , по одному с каждой стороны вертикального элемента (используйте две стрелки с одной базовой линией). Этот метод может использоваться в соответствии со стандартами AWS (AWS A2.4-98), но не разрешен специально в ISO 2553.
Обозначения сварных швов Размеры
Для некоторых сварных швов размер может быть указан . Как в стандартах ISO, так и в стандартах AWS есть свои особые способы определения необходимых размеров сварных швов. Подготовка кромок зависит от таких факторов, как расходные материалы, процессы сварки, параметры и другие детали. Проверьте размеры обозначения сварного шва как для сварных швов с разделкой кромок, так и для угловых швов .
1. Сварные швы (размеры)
a) Сварные швы с полным проплавлением с разделкой кромок
На двух изображениях ниже показаны иллюстрации символа ISO и символа AWS для сварных швов с полным проплавлением с одинарной V-образной канавкой и симметричных стыковых швов и . символическое обозначение.
i) Сварные швы с одинарным V-образным пазом с полным проплавлением
ii) Сварные швы с двойным симметричным пазом с V-образным пазом
b) Сварной шов с частичным проплавлением
Стандарты ISO и AWS могут указывать размер сварного шва с помощью числа. Он размещается слева от символа сварки. В стандарте AWS число помещается в скобки, а размер указывается в дюймах. В стандарте ISO число указывается непосредственно, а размер обычно указывается в миллиметрах.
На первом изображении ниже показано частичное проплавление сварного шва с одиночной V-образной канавкой .
второе изображение ниже показан сварной шов с квадратной канавкой с частичным проплавлением . В стандартах AWS может быть указана дополнительная информация для подготовки кромки. Между сторонами условного обозначения сварного шва указывается величина зазора между пластинами. Размеры AWS указаны в дюймах, а размеры ISO — в миллиметрах.
c) Размеры сварного шва с разделкой
Стандарт AWS может указывать все детали размеров сварного шва с разделкой кромки, такие как размеры сварного шва с каждой стороны соединения, притупление, углы скоса и корневой зазор . На изображении ниже показана 5/8-дюймовая пластина с углом скоса 60°. Глубина фаски составляет 1/4 дюйма, а размер сварного шва — 3/8 дюйма. Это дает перекрытие в центре 1/8 дюйма.
d) Длина сварного шва с разделкой кромок
Если не указана длина сварного шва с разделкой кромок, то шов должен быть проварен по всей длине. Но иногда длина шва меньше длины стыка и может состоять из прерывистых швов. В этом случае конкретные длины сварных швов и их расположение могут быть указаны справа от условного обозначения сварного шва и на чертеже.
На изображении ниже показан стандартный символ AWS, раскрывающий информацию о прерывистых сварных швах с квадратной канавкой вместе со штриховкой.
2. Угловые сварные швы (размеры)
a) Угловые сварные швы (поперечные)
Стандарт ISO – можно указать размер угловых швов (z) и толщину шва (z) а). Размер размещается слева от символа сварки. Это зависит от того, нужно ли указать длину ноги или толщину горловины.
Стандарт AWS – размер углового шва указывает длину полки, а размер (число) помещается слева от символа сварного шва.
На изображении ниже показан угловой сварной шов по стандартам ISO и AWS с длиной стороны 6 мм (1/4 дюйма).
b) Сварные швы с глубоким проплавлением
Стандарт ISO может определять сварные швы с глубоким проплавлением. Эффективное сечение шва обозначается буквой «S», которая ставится перед толщиной (размером) шва. Далее следует номинальная толщина горловины, которой предшествует буква «А». Смотрите в image ниже-
c) Двойной угловой шов
Размеры двойного углового шва повторяются, даже если они идентичны. Размеры ISO указаны в миллиметрах, а размеры AWS — в дюймах. См. изображение ниже-
d) Угловые сварные швы с разной длиной сторон
Если короткая или длинная сторона не ясна, инструкции (в хвостовой части контрольной линии) могут указать идентификацию. В системе ISO используется закрытый хвост с рекомендательным письмом.
e) Продольные угловые швы
Если шов прерывистый, а не сплошной, то можно указать длину шва, а также зазоры между швами. На изображении ниже показан вид в плане и поперечное сечение прерывистого углового сварного шва для символов стандарта ISO и AWS.
Точечная и шовная сварка
а) Точечная сварка сопротивлением
Точечная сварка сопротивлением требует доступа к обеим сторонам соединения, а символ сварки располагается по центру контрольной линии. См. изображение ниже:
b) Дуговая точечная сварка
При размещении символа сварки на одной стороне контрольной линии дуговая точечная сварка выполняется с одной стороны соединения. На изображении ниже показаны различные способы указания количества сварных швов в стандартах ISO и AWS.
c) Выступающие сварные швы
Как в стандартах ISO, так и в стандартах AWS обозначения точечных и выступающих сварных швов идентичны, но с дополнительными обозначениями. Буква P ставится перед размером сварного шва в системе ISO. буквы PW помещаются в конце справочной строки в стандарте AWS. Ссылка на размер проекции указывается отдельным эскизом в конце в системе AWS. См. подробности на изображении ниже.
d) Сварные швы
Единственная разница в значении букв заключается в том, что
В системе AWS буква e обозначает шаг сварных швов (от центра к центру). А в стандарте ISO буква в квадратных скобках (е) относится к расстоянию между сварными швами.
На изображении ниже показаны обозначения размеров и интервалов между сварными швами с прерывистым швом.
Приварные шпильки
Процесс приварки шпилек используется для прикрепления шпилек к компоненту с целью размещения или закрепления других деталей. Обычно применяется для шпилек диаметром от 1,6 мм (1/16 дюйма) до 19 мм.мм (3/4 дюйма) в диаметре. Для более крупных шпилек используется ручная сварка покрытыми электродами для наплавки углового шва. Эти сварные швы на чертеже обозначаются символами углового сварного шва и сварного шва по периметру. См. изображение ниже.
Наплавка Обозначение сварки
Обозначение сварки наплавки может использоваться для обозначения коррозионно-стойкого покрытия, твердосплавного покрытия износостойкими материалами или наращивания поверхностей до требуемых размеров. Символ наплавки должен указывать на поверхность, на которую должен быть наплавлен наплавочный шов. Поместив размер слева от символа сварки, можно указать толщину сварного шва. А площадь, которую нужно обработать, указывается на чертеже.
a) Несколько слоев
Несколько опорных линий могут указывать несколько слоев наплавочных швов, при этом толщина каждого слоя указывается путем размещения его размера слева от символа сварного шва.
Символы неразрушающего контроля (AWS)
На изображении ниже показаны буквенные обозначения AWS для (неразрушающего контроля) NDT.
| Тип теста | Символы |
| Акустическая эмиссия | АЕТ |
| Электромагнитный | ЭТ |
| Утечка | ЛТ |
| Магнитные частицы | МТ |
| Нейтронная рентгенография | НРТ |
| Пенетрант | ПТ |
| Доказательство | ПТС |
| Рентгенографический | РТ |
| Ультразвуковой | UT |
| Визуальный | ВТ |
Символы сварки Преимущества
Символы сварки являются необходимыми и важными графическими изображениями, содержащими сам процесс сварки. Без символа сварщики, изготовители и инженеры не могут достичь заданных рамок проекта. Эти символы являются их ориентиром при выполнении сварочных процессов.
1. Символы сварки обеспечивают постоянное качество и производительность для изготовления металлоконструкций на заказ. Символы сварки указывают сварщикам такие вещи, как расположение сварного шва, размер сварного шва и тип сварного шва, которые следует применять для получения общего качества.
2. Они помогают операторам сварочных аппаратов при программировании сварочных последовательностей, когда символы четко обозначены на расчетной схеме. Это позволяет оператору программировать и гарантирует, что каждое сварное соединение выполняется в соответствии с точными стандартами, указанными в проектной документации.
3. Символы экономят время, необходимое для завершения рисунка , и улучшают ясность. Используйте набор символов сварки при подготовке кромки для стыкового/раздельного шва, а также формы/размера углового шва.
4. Использование символов сварки позволяет сократить потери материала . Потому что они ведут исполнителя к точке без потерь.
5. Символы сварки облегчают сварщикам/инженерам работу со сложной формой .
6. Выполнение сварных швов с использованием символов обеспечивает максимальную эффективность .
7. Они также обеспечивают гладкий внешний вид, прочность и легкость сварных соединений .
Заключение
Символы сварки являются важной частью выполнения сварных швов в соответствии с требованиями. Это глаза для сварщиков и инженеров, чтобы понять структуру. Существует множество обозначений сварки, основными из которых являются основные и дополнительные обозначения сварки. Другими аспектами символов сварки являются элементы, размеры, расположение, стандарты и т.