Обозначение сварных швов по ГОСТ г. Москва
Любые металлоконструкция состоят из отдельных частей, которые соединены путем сварки. Место сварки обладает характерными параметрами. Для инженера важно иметь полную информацию о прочности соединения, о размерах и форме стыка, его герметичности и времени выполнения работ. В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф. Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Угловой называют сварку, если два элемента, расположены под углом в месте примыкания.
Тавровой называют сварку при которой торец элемента приварен к боковой поверхности другого элемента. По документации предусмотрено несколько видов сварки: от Т1 до Т9.
Нахлесточной называют сварку при которой угловые швы элементов, расположенные параллельно друг друга, соединяют в единую конструкцию. Таких видов сварки несколько: от HI до Н2.
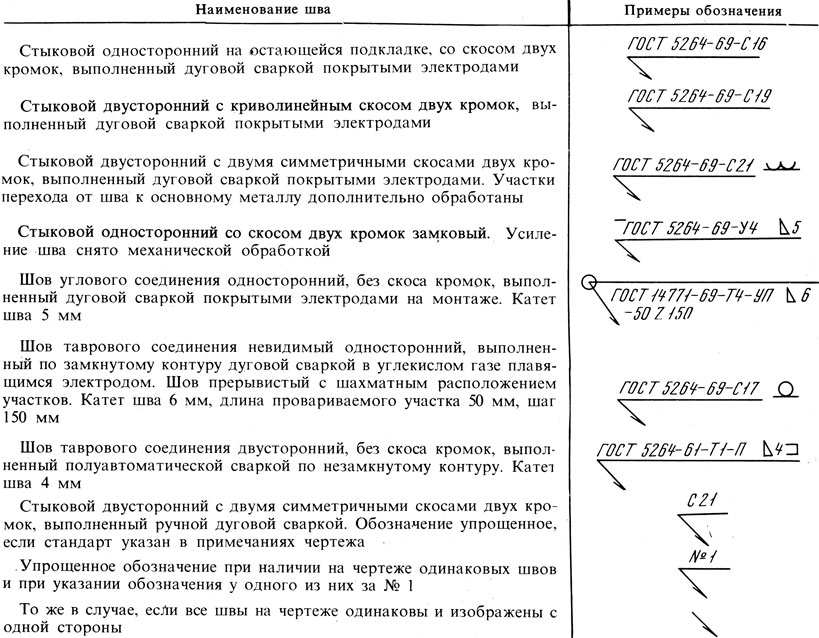
Сварные соединения должны соответствовать ГОСТ 2312-72 и обязательно отмечаются . Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Обозначение шва отмечают линией — выноской, заканчивающейся стрелкой. Характеристики шва проставляют над полкой – для лицевой стороны шва – или под полкой – для обратной сварного соединения.
Цифры совпадают с номером конкретного стандарта.
Существует несколько обозначений способов сварки Р, ЭЛ, Ф, ПЛ, УП, ИП, ИН, Г,
Обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны. Линия-выноска заканчивается односторонней стрелкой.
Линия-выноска заканчивается односторонней стрелкой.
Обозначение сварного соединения должно быть в следующем порядке:
1 – знак шва: по замкнутой линии или монтажного;
2 – стандарт: ГОСТ 5264-80; 11533-75; 11534-75; 15878-79; 23792-79; 23518-79.
3 – тип шва по стандарту (буква обозначает вид соединения, а цифра – форму кромок элементов в соединении), например: С– шов стыкового, У – углового, Т –таврового; Н– нахлесточного соединений.
Важно знать, в отношении сварочного дела действуют определенные требования, которые должны соблюдаться, так как могут дорого обойтись при их нарушений.
Главным документом для сварных соединений, является государственный стандарт. Знания которого помогают не допустить ошибок и неточностей и рассчитывать на реализацию успешного проекта из металлоконструкций.
Чтобы заказать проектирование или связаться с нами.
04.10.2019
Просмотров: 3503
| Оценка читателей: 40% | 8 | 12 |
Обозначение сварочного шва на чертеже по ГОСТ
Существуют законодательно установленные ГОСТы, в которых прописаны все обозначения для сварочных швов. Знание всех особенностей, записи обозначений позволят быстро и качественно выполнить всю работу по сварке деталей. Чертежи имеют массу особенностей, например, одинаковое обозначение разных швов, или же нумерация сварных элементов. Только знание всех «подводных камней» проекта позволит быстро понять его суть.
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции.
— «С» стыковочное;
— «С» торцевое;
— «У» угловое;
— «Н» нахлестное;
— «Т» тавровое.
Стыковой сварочный шов на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.
Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.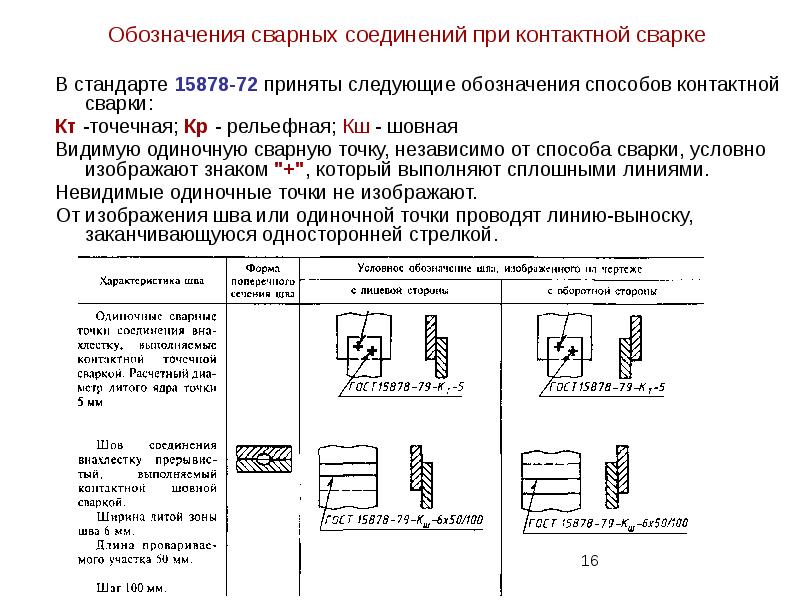
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу.
Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Видимый тип шва обозначается сплошной линией, невидимый шов обозначают пунктирной линией. Одиночная сварная точка, которая является видимой, на чертежах обозначается знаком «+», невидимая не имеет никаких обозначений.
Особенности указания швов на чертеже
Если чертеж имеет швы, которые были выполнены по одним и тем же стандартам, то сварочные чертежи, обозначения будут иметь одни и те же, но это следует указать в технических требованиях данного чертежа.
На чертежах одинаковые швы могут быть пронумерованы, но только в том случае, если все швы идентичны друг другу и имеют одностороннее изображение, например, только с лицевой или с обратной стороны. Если шов не имеет никакого обозначения, на чертеже он должен быть отмечен как линия – выноска, не имеющая полок.
Обозначение сварочного шва на чертеже симметричного изделия должно представлять собой линии – выноски, а сами швы должны быть изображены только на какой-то одной из симметричных частей изделия. Но это возможно только в случае, если присутствует ось симметрии.
Чертежи: требования ГОСТ
Сварка, обозначение на чертеже ГОСТ, где есть одинаковые составные элементы одной детали, которые были сварены швами одинакового типа, могут быть обозначены в качестве линий-выносок. Обозначение швов может быть только у какой-то одной части детали, наиболее оптимальным вариантом является изображение, рядом с которым находится линия – выноска.
Некоторые сварочные швы могут на чертеже не отмечаться линиями – выносками, а указываться в качестве сварочных пояснений в технических требованиях и записках к чертежу. Обозначение сварочного шва на чертеже – обязательное условие, это находится в техническом требовании, оно должно содержать информацию о типе сварочного шва, размерах деталей и их конструктивных особенностях, расположениях сварочных швов в поперечном сечении.
Обозначение сварочного шва на чертеже – обязательное условие, это находится в техническом требовании, оно должно содержать информацию о типе сварочного шва, размерах деталей и их конструктивных особенностях, расположениях сварочных швов в поперечном сечении.
Ко всем швам или группе швов на чертеже приводится одинаковый ряд требований, который должен располагаться либо в таблице, либо в техническом описании.
Сварка (обозначение на чертеже ГОСТ) должна полностью соответствовать всем установленным требованиям. Грамотно составленный чертеж – это залог быстрой и эффективной работы сварщиков. Чертеж, который выполнен не в соответствии с требованиями ГОСТ, не будет принят органами.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
ISO Weld Symbols – Structural Detailer
Широко используются два сварочных символа – Американское общество сварщиков (AWS), которое до 1992 года было общим стандартом – затем ISO представила ISO 2553, который в значительной степени был принят ЕС и аффилированными странами.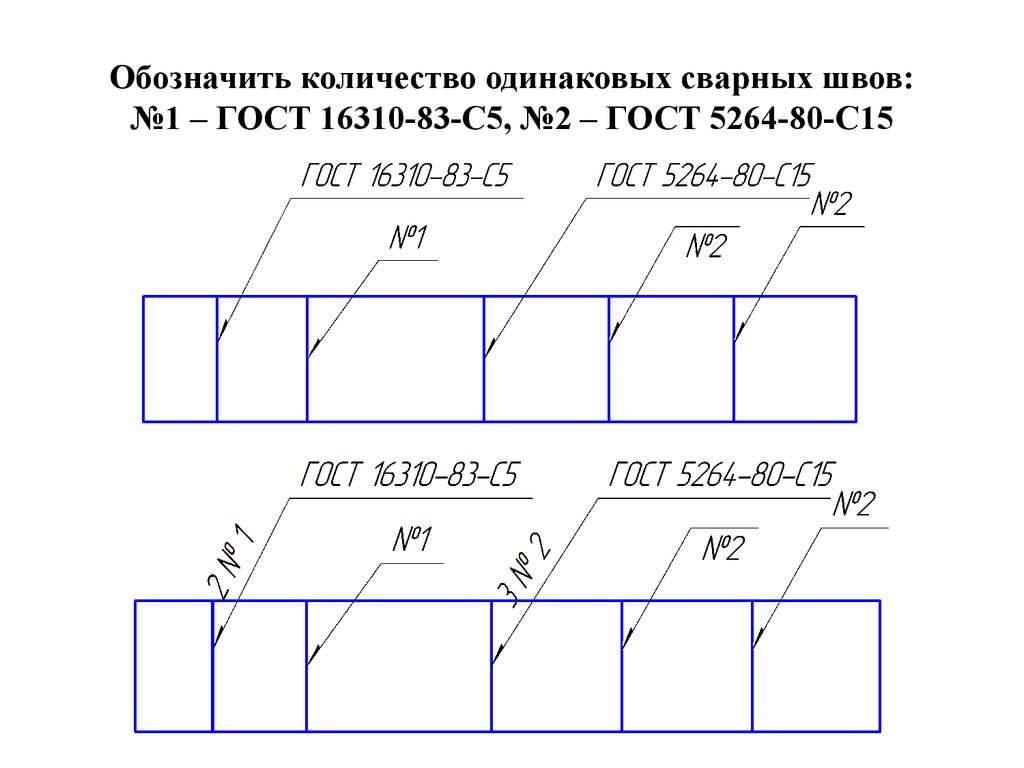
Основной символ сварки ISO
Основной символ сварного шва состоит из:
- Полная справочная линия
- Пунктирная опорная линия
- Линия Стрелы
- Символ сварки
- Хвост
Обозначения сварных швов на полной контрольной линии относятся к сварным швам на стороне, указанной стрелкой, привариваемого листа. Символы сварного шва на пунктирной линии относятся к сварному шву на дальней стороне листа. Если швы симметричны с обеих сторон пластины, пунктирную линию опускают.
Если пунктирная линия находится выше сплошной линии, то символ сварного шва ближней стороны наносится ниже базовой линии, а символ сварного шва дальней стороны — над пунктирной линией
Калибровка углового сварного шва
В системе ISO размер сварного шва помещается слева от символа сварного шва и ему предшествуют буквы: ( z ) / ( a ) / или ( s
 Если не указано иное, обычно указывается длина ноги, и в этом случае необходимо добавить только поле ( z ) . Если требуется указать толщину горловины, то только ( a ) необходимо добавить поле.
Если не указано иное, обычно указывается длина ноги, и в этом случае необходимо добавить только поле ( z ) . Если требуется указать толщину горловины, то только ( a ) необходимо добавить поле. ( s ) относится к эффективной толщине шва для сварных швов с глубоким проплавлением и помещается перед размером толщины шва ( a ).
Следовательно, если необходимо указать эффективную толщину горловины ( s ), необходимо добавить оба значения ( a ) и ( s ). толщина
s = эффективная толщина шва — для сварных швов с глубоким проплавлением
Прерывистая сварка
Прерывистые швы даны в следующем порядке: количество швов х длина шва х расстояние между швами (указано в скобках), например 3 x 75 (150)
Если количество сварных швов неизвестно или не требуется, просто оставьте поле пустым, например, 75 (150)
(Обратите внимание, что размеры сварных швов приведены только для справки – размер на чертеже указывать не нужно)
Ступенчатые прерывистые сварные швы
Ступенчатые прерывистые сварные швы обозначаются символом Z в шахматном порядке. Перед символом укажите количество сварных швов, а затем длину сварного шва — после символа укажите расстояние между сварными швами (в скобках) 3 x 75 / (150)
Перед символом укажите количество сварных швов, а затем длину сварного шва — после символа укажите расстояние между сварными швами (в скобках) 3 x 75 / (150)
Опять же, если количество сварных швов либо неизвестно, либо не обязательно, просто оставьте пустым, например. — 75 /
Добавление дополнительных символов
Дополнительные символы включают контуры поверхности сварного шва, шероховатость поверхности. Они также определяют, будет ли сварка производиться в мастерской или на месте.
В этом примере сварной шов показан как одиночный угловой шов с выпуклым контуром.
Дополнительные сведения о дополнительных обозначениях сварных швов см. в разделе Стыковые, тройниковые и другие сварные швы с основными обозначениями сварных швов.
На нем показано, что сварной шов со скосом должен быть отшлифован заподлицо с пластиной.
Сварной шов со скосом является «Подготовленным» сварным швом, и в этом случае должны быть указаны корневой зазор и корневая поверхность.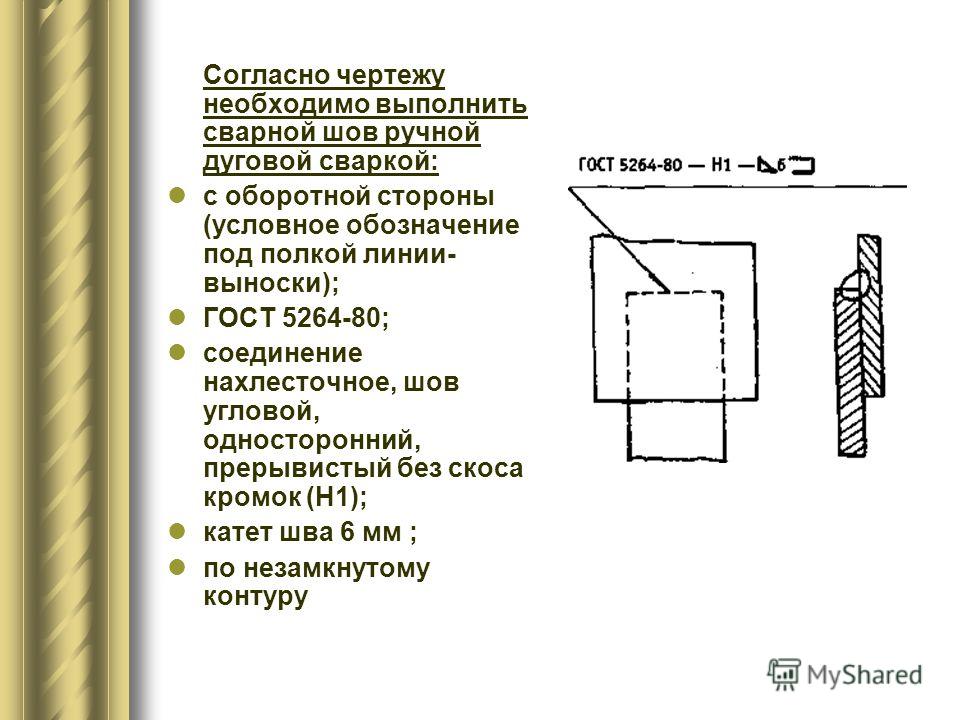 Эти размеры указаны в ISO 2553, или они могут быть указаны деталировщиком со ссылкой на данные, указанные в конце символа сварного шва.
Эти размеры указаны в ISO 2553, или они могут быть указаны деталировщиком со ссылкой на данные, указанные в конце символа сварного шва.
Дополнительную информацию см. в разделе Подготовка к сварке.
Место сварки обозначено флажком на стыке ссылочной линии и линии стрелки.
Сварка по всему периметру (Периферийный) обозначен кружком на том же стыке — это означает, что детали должны быть сварены в цеху
Эти символы могут быть объединены для обозначения сварки по всему периметру на месте.
Хвост
В конце ISO рекомендует помещать ссылку на процесс сварки и класс сварки.
Процесс сварки относится к способу, которым должен быть выполнен сварной шов (например, дуговая сварка / сварка ERW и т. д.), и представлен в виде числового кода, как указано в EN ISO 4063. (См. Таблицу ниже)
Класс сварки относится к качеству сварного шва, который обозначен B / C / и D.
Это список сварочных процессов, разделенных на соответствующие категории.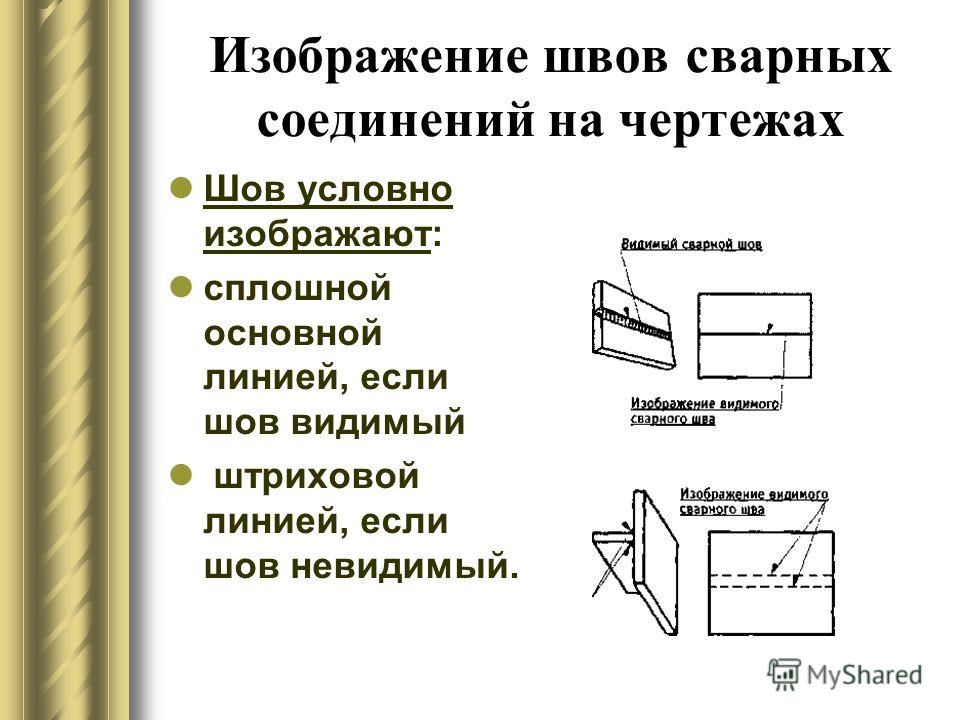 Соответствующие ссылочные номера N указаны в стандарте ISO 4063 (в Европейском союзе опубликован как EN ISO 4063)
Соответствующие ссылочные номера N указаны в стандарте ISO 4063 (в Европейском союзе опубликован как EN ISO 4063)
| Описание | Н | Характеристики | Применение |
| Дуговая сварка порошковой проволокой | 136 137 | Непрерывный расходуемый электрод, заполненный флюсом | Промышленность, строительство |
| Газовая дуговая сварка | 131 135 | Непрерывный расходуемый электрод и защитный газ | Промышленность |
| Газовая вольфрамовая дуговая сварка | 141 | Неплавящийся электрод для медленной высококачественной сварки | Аэрокосмическая промышленность, строительство (трубопроводы), инструмент и штамп |
| Плазменная дуговая сварка | 15 | Неплавящийся электрод, сжатая дуга | Трубки, приборы |
| Дуговая сварка в защитном металле | 111 | Расходуемый электрод, покрытый флюсом, может сваривать любой металл, если у них есть правильный электрод | Строительство, наружные работы, техническое обслуживание |
| Дуговая сварка под флюсом | 121 | Автоматическая дуга, погруженная в гранулированный флюс | |
| Дуговая стыковая сварка с использованием магнитного поля | 185 | Оба конца трубки являются электродами; нет защитного газа; дуга быстро вращается вдоль края за счет приложенного магнитного поля | Трубопроводы и трубки |
Обозначения сварных швов – интерпретация чертежей Metal Fab
Сварка пробкой представляет собой круглый сварной шов, который выполняется внутри существующего отверстия, чаще всего в одном куске металла, приваривая этот кусок к другому элементу. Символ сварного шва представляет собой прямоугольник с символом диаметра, расположенным слева от символа, а также числом, связанным с этим диаметром.
Символ сварного шва представляет собой прямоугольник с символом диаметра, расположенным слева от символа, а также числом, связанным с этим диаметром.
На некоторых чертежах отверстие не указывается на печати, поэтому использование размеров играет роль при определении места, где будет выполняться сварка пробкой. Местоположение будет указано осевой линией, проходящей через деталь.
Выше указано смещение сварного шва ½ дюйма на 1 дюйм от края к центру сварного шва.
Некоторые сварные швы могут включать зенковку отверстия сварного шва. Это называется включенным углом зенковки. Этот угол показан под прямоугольником самого символа или, если сварной шов должен быть на другой стороне, он будет помещен над символом сварного шва. При расчете размера отверстия помните, что диаметр будет сужением отверстия у основания сварного шва.
Без зенковки в комплекте необходимо будет следовать стандартам и процедурам цеха, чтобы указать, какой она должна быть, если есть угол. В большинстве магазинов есть процедура для часто выполняемых задач. Если это необходимо, это может быть указано в процедуре сварки для сварки электрозаклепками, которые завершаются.
В большинстве магазинов есть процедура для часто выполняемых задач. Если это необходимо, это может быть указано в процедуре сварки для сварки электрозаклепками, которые завершаются.
Если необходимо несколько сварных швов, к символу будет добавлен еще один элемент. Это будет число, заключенное в круглые скобки, например (6).
При применении электродугового шва важно знать требуемую глубину заполнения. Если сварной шов заполняет предусмотренное отверстие, символ остается пустым. Это означает, что внутри прямоугольника не будет никакого измерения. Если отверстие должно быть заполнено только до определенной степени, то оно будет помещено внутри прямоугольника. Этот размер будет в дробях и указывает количество в дюймах, на которое будет заполнено отверстие, а не обязательно то, насколько отверстие будет заполнено.
Другим элементом, который можно добавить к этому символу сварки, может быть шаг (расстояние) для нескольких сварных швов. Он расположен справа от символа и представляет собой число, представляющее расстояние между центрами места сварки.
Сварные швы могут иметь символ контура, который будет добавлен под символом или углом зенковки, если он находится на стороне стрелки, и выше, если он находится на другой стороне базовой линии. Существует много типов контуров и обозначений отделки, они обозначены дополнительными символами сварки.
Этот символ представляет:
ГОДА. Обозначение сварки с прорезью
Обозначение сварки с прорезью такое же, как и для сварки электрозаклепками. Однако символ не будет отображать символ диаметра перед размером. Вместо этого размер сварного шва будет шириной паза. Это показано слева от символа так же, как это показано для сварных швов.
Сварной шов шириной 1/2 дюйма
Длина шва с щелевым швом будет указана справа от символа. Это может также включать шаг, показывающий расстояние между центрами сварных швов. При наличии шага в скобках под символом со стороны стрелки или над символом на другом боковом шве будет указано количество сварных швов с прорезями.