Обозначение сварных швов на чертежах — Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа —
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60.
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е .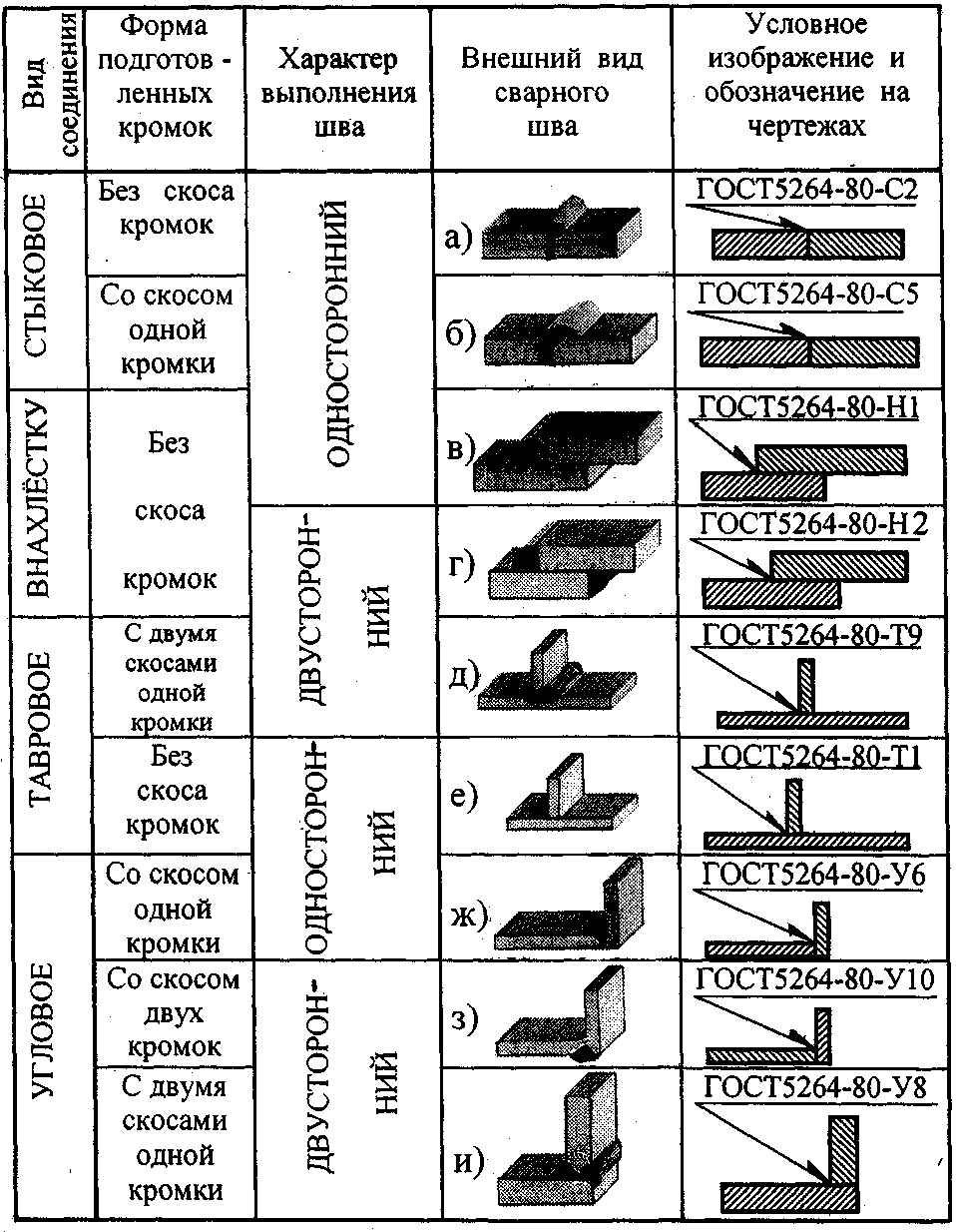 Welded structure
Welded structure
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D.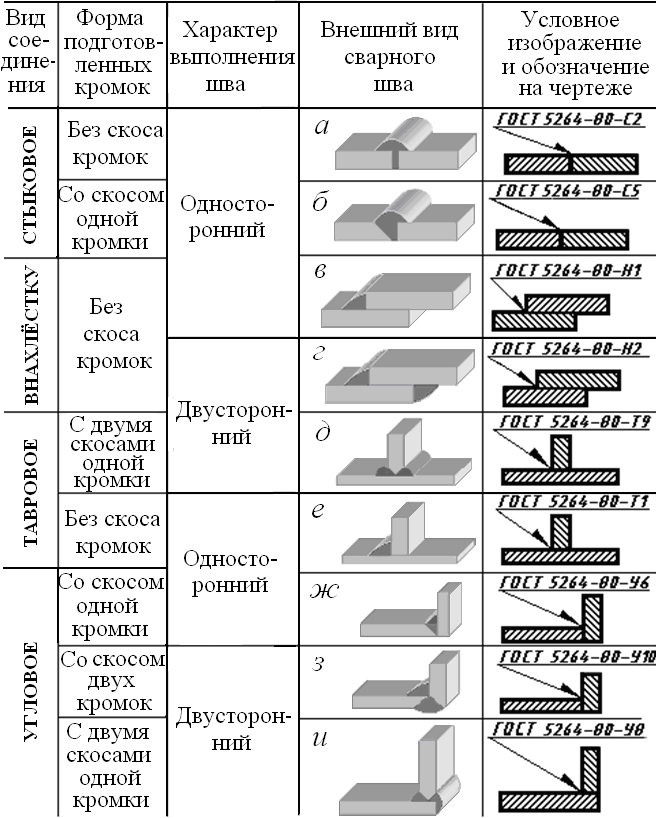 Punktschweissung
Punktschweissung
Е . Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D.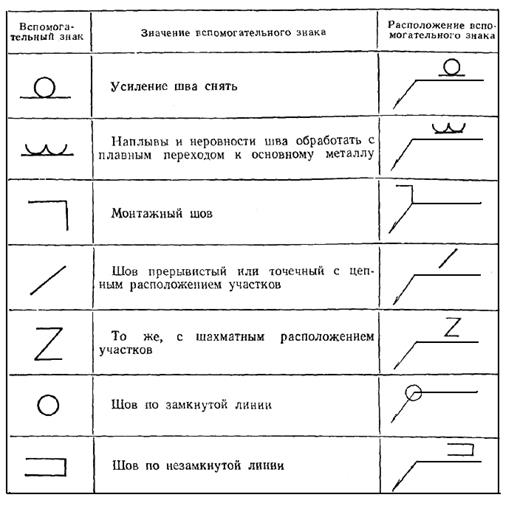 Symmetrisch unterbrochene Naht
Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
—
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D.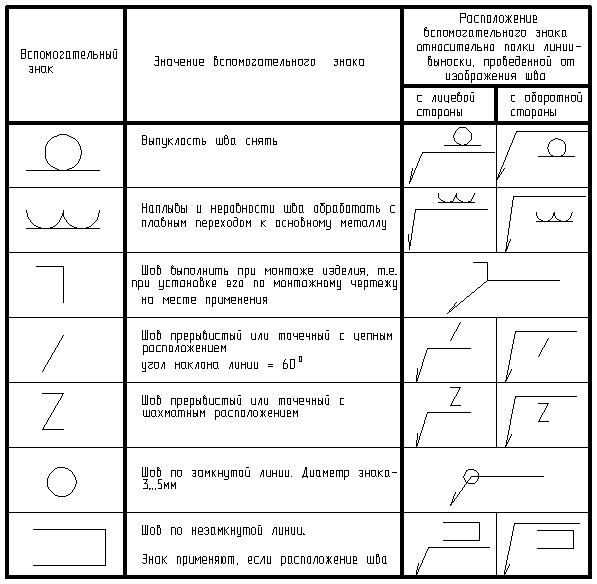 Heftnaht
Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп. Усиление шва
Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D. Rechnerische Nahtdicke
Rechnerische Nahtdicke
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D. Aufwärtsschweissen
Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D.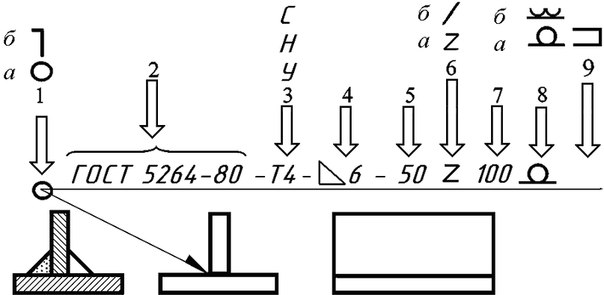 Schweissen mit schleppen der Brennersteilung
Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами.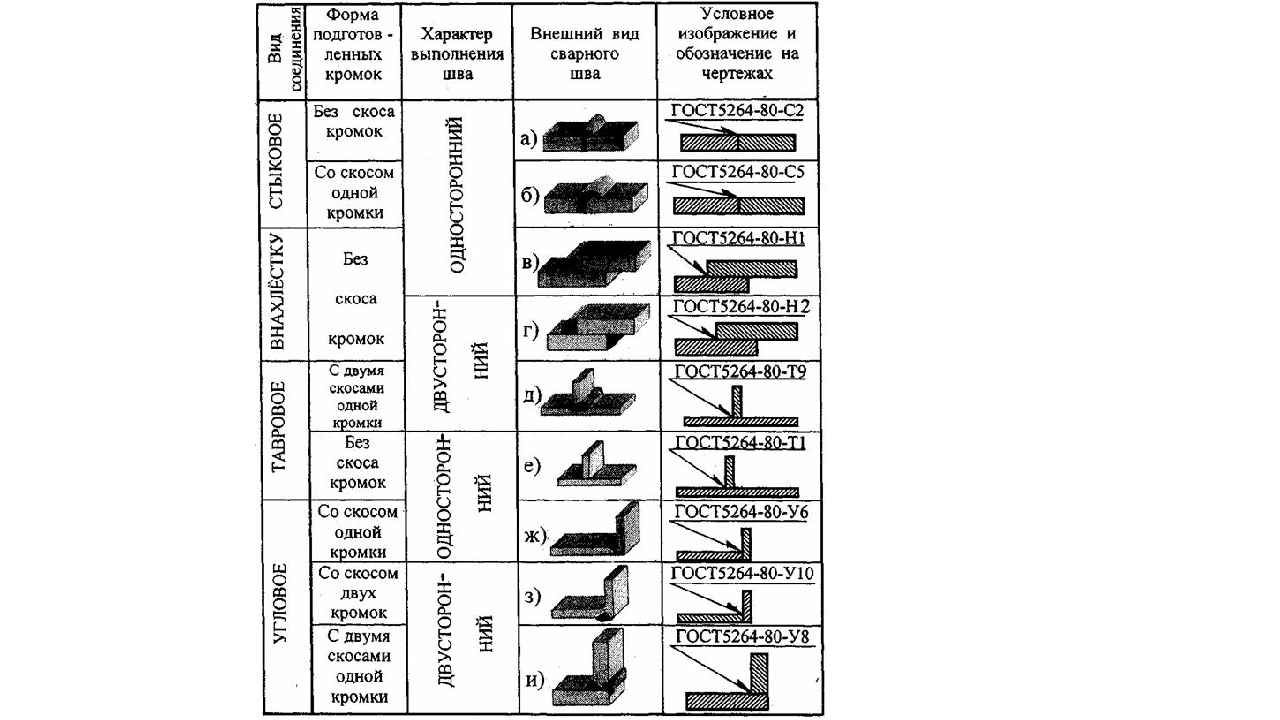 Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швовВиды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.

- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.

Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТамВариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Обозначение сварных швов на чертежах — виды швов и соединений
При строительстве зданий или сооружении конструкций проектировщик должен обеспечить соблюдение прочности и объяснить последовательность и технологию соединения металлических элементов. Кратко и доходчиво донести до сварщика, как выполнить работу, помогают обозначения сварных швов на рабочих чертежах. Они показывают метод сваривания узлов, задают угол и количество проходов, а также способ стыковки заготовок. В небольшом, но информативном условном обозначении по ГОСТам заключены основные характеристики сварочных швов, их значение мы и постараемся подробно объяснить.
Кратко и доходчиво донести до сварщика, как выполнить работу, помогают обозначения сварных швов на рабочих чертежах. Они показывают метод сваривания узлов, задают угол и количество проходов, а также способ стыковки заготовок. В небольшом, но информативном условном обозначении по ГОСТам заключены основные характеристики сварочных швов, их значение мы и постараемся подробно объяснить.
Стандарты и виды швов на чертежах
В целях единого ведения строительной документации существует общая система стандартизации для обозначения типа сварных швов на чертежах. Эти правила помогают конструкторам и производственникам понять друг друга и не оставляют места для двойного толкования идеи проектировщика. Существуют специальные работы, для которых условные обозначения могут видоизменяться, но в основном швы на чертеже выглядят и обозначаются единообразно. В перечне нормативных документов присутствуют стандарты европейских норм и правил, американские стандарты, а также межгосударственные стандарты, называемые ГОСТами и принятые в РФ. Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
Для обозначения сварных швов и способов их изготовления существуют несколько общепринятых норм, а именно:
- единая система конструкторской документации по ГОСТ 2.312-72;
- для сварных соединений при дуговой сварке – ГОСТ 5264-80;
- для сварки в защитных газах имеется ГОСТ 14771-76.
Принятые в этих документах буквенно-цифровые и символьные сочетания определяют способ прохода шва, место и метод сварочных работ, а также угол и тип соединения. Символы стилизованы под стрелки, указывающие места швов, порядок их проведения и способ провара – внутренний или внешний. Шов может быть видимым, и тогда на чертеж он наносится сплошной линией, или невидимым – изображение в виде штриховой линии. Точечную сварку принято обозначать знаком «+». Если она невидима, то ее не обозначают, затем от места соединения проводится односторонняя стрелка с верхней полкой, над которой указывается параметр внешнего шва, а вид внутреннего пишется под верхней полкой односторонней стрелки.
Для разъяснения способа прохождения, съёма фаски или нестандартных швов на чертеже необходимо наносить изображение в разрезе, с указанием конфигурации и точных размеров мест и видов их стыковки. Сварные швы по типу соединения обозначают буквами русского алфавита, и означают они следующее:
- под буквой «С» подразумевается стыковое соединение, продольное или торцовое;
- буква «У» означает угловой способ с внутренним, внешним или двусторонним свариванием;
- символ «Т» говорит о тавровом двустороннем или одностороннем способе сварки;
- под знаком «Н» понимают нахлёсточную сварку.
Следующие за буквенными символами цифровые значения указывают на способ подготовки стыковочных кромок к рабочему процессу, наличие подшовных подкладок, вид чистовой обработки и количество проходов.
Важно понимать, что в буквенно-цифровом символьном сочетании не существует лишних или незначительных обозначений, каждый знак имеет свой смысл и указывает на последовательность технологических операций.

Условные обозначения и их структура
Сочетание символов, букв и цифр для сварщика является руководством к действию и соблюдению параметров и последовательности производственного процесса. Для проектировщика обозначение сварных швов имеет основополагающее значение, это результат конструкторского расчёта, от которого зависит прочность здания или сооружения. Поэтому на чертежах указывается вид сварки, состоящий из следующих буквенных обозначений:
- символ «З» означает сварку в среде защитного газа;
- буквы «Кт» говорят о контактном способе сварочных работ;
- сварка автоматическая без использования подкладок, но под флюсом − «А», на подушке флюса − «Аф»;
- работа в инертном газе TIG без присадочного металла − «ИН», а с присадкой − «ИНп»;
- сварка плавящимся электродом в среде инертного газа − «ИП», а в углекислом газе − «УП»;
- газовую сварку обозначают символом «Г»;
- буква «Э» символизирует электродуговую сварку.
Кроме вида сварки в условном обозначении присутствует и ряд других параметров, который можно отнести к способам обработки заготовок и характеру шва с зачисткой наплывов и неровностей. Иногда обозначение многократного прохождения шва служит для снятия остаточной термической деформации заготовок и используется для повышения качества соединяемого стыка.
Запись имеет вид:
❶ ❷-❸-❹-❺-❻-❼
Условно структура обозначения сварочного шва выглядит таким образом и обозначает порядок выполнения сварочных операций, заключающихся в следующем.
❶ − Здесь косая односторонняя стрелка или линия-выноска с горизонтальной полкой и размещением на ней информации о способе сварки по замкнутой линии «О» или монтажу по месту стыковки «┌».
❷-❸-❹ − Информация о способе стыковки и сварки по стандарту, например ГОСТ 5264-80-Т7, означает, что это тавровое соединение с двусторонним угловым швом и со скосом одной кромки.
❺ − Параметры шва, выполненные в виде прямоугольного треугольника с размерами катетов сварных швов по стандартам.
❻ − Указывается длина провариваемого участка для прерывистой сварки «/» или шахматного порядка «Z», а также параметры их разновидностей, например 50Z100.
❼ − Размещаются вспомогательные знаки, которые указывают способ зачистки и чистоту обработки лицевого и внутреннего шва.
В структуре условного обозначения на чертеже могут присутствовать указания на точечную сварку или газосварку с соответствующими буквенными сокращениями.
Разновидности швов и примеры обозначения на чертежах
Многообразие соединений металлов, включая нестандартное, должно иметь чёткое и ясное обозначение сварного шва, которое включает в себя чертёж разреза узла стыковки. Детали разной толщины при сварке приобретают внутреннее напряжение. Чтобы это явление не приводило к деформации заготовок, либо используют несколько проходов, либо срезают кромки стыка под разными углами перед проведением работ. Соединительные кромки бывают следующих видов:
- прямоугольные при одно- и двусторонней сварке и толщине заготовок до 8 мм;
- с асимметричной или симметричной V-образной кромкой для листов от 8 до 25 мм толщиной;
- кромки, обработанные Х-образно с двух сторон при заготовках от 15 до 45 мм;
- снятие кромок с углами от 40 до 65о при условии толщины больше 25 мм, с подложкой или без неё.
Важно, чтобы чертёж разреза сварного соединения был снабжён точными размерами с указанием углов и характеристик шва.
Буквенно-цифровое символьное написание включает в себя все необходимые для производственного процесса данные. Например, запись «ГОСТ 5264-80-Н2-Э-Z-6х50/100» обозначает сварку нахлёстом, с двойным швом, электродуговой сваркой, в шахматном порядке. Проваривается с шириной в 6 мм, длина шва 50 мм, через 100 мм.
Следующим примером может послужить запись «ГОСТ 15164-78-У2-А», которая означает угловое соединение с применением автоматической сварки под флюсом. Соединение деталей производится двусторонним швом без предварительной обработки кромок и при отсутствии дополнительных требований к зачистке готового изделия. Таким образом, вся необходимая информация доводится до исполнителей монтажно-строительных работ, которые могут по чертежам правильно проделать весь процесс.
Заключение
Требования стандартизации меняются со временем, и в ГОСТы вносятся изменения и дополнения, поскольку прогресс не стоит на месте. Необходимые новые данные находят отражение в проектной документации, а конструкторы вносят изменения в обозначение сварных швов на монтажных чертежах. Опытный сварщик всегда сможет грамотно воспользоваться информацией и безошибочно провести работу.
Методические указания к выполнению практической работы «Обозначение сварных швов на чертеже»
Лабораторная работа №17
Обозначение сварных швов на чертеже
ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
МДК 01.01. Технология сварочных работ
Цель работы: систематизировать знания и умения при чтении условных обозначений сварных швов на чертежах.
Оборудование и дидактические материалы: чертежи деталей и сборочные чертежи.
Краткие теоретические сведения.
В соответствии с ГОСТ 2.312-72 видимый шов сварного соединения на чертеже деталей изображают сплошной основной линией, невидимый -штриховой. Одиночную сварную точку обозначают знаком «+». От изображения шва или одиночной точки проводят линию выноску, закачивающуюся односторонней стрелкой. На полке линии-выноски приводят условное изображение сварного шва (рис. 1,2).
Условное изображение сварных швов в общем случае должно содержать следующее:
1. Вспомогательные знаки из группы:
— шов выполняется при монтаже изделия;
— шов по замкнутой линии;
— шов по незамкнутой линии.
2. Обозначение стандарта на типы и конструктивные элементы швов
сварных соединений, например:
а) ГОСТ 5264-80 — основные типы и конструктивные элементы швов, выполненных ручной дуговой сваркой;
б) ГОСТ 8713-79 — то же, что и ГОСТ 5264-80, но швы выполнены
автоматической или полуавтоматической сваркой под флюсом;
в) ГОСТ 11533-75 — основные типы, конструктивные элементы и
размеры швов при расположении свариваемых элементов под острыми и
тупыми углами; швы выполнены автоматической или полуавтоматической
сваркой под флюсом;
г) ГОСТ 11534-75 — то же, что и ГОСТ 11533-75, швы выполнены ручной дуговой сваркой;
д) ГОСТ 15878-79 — соединения, выполненные контактной сваркой.
3. Обозначение шва, состоящее из буквы, обозначающей вид
соединения, и цифры, обозначающей форму подготовки кромок (с отбортовкой, без отбортовки, со скосом), например С8 — шов стыкового, У4 — углового, Т8 — таврового, Н2 — нахлесточного соединений. В табл. 4 приведена выборка буквенно-цифровых обозначений швов.
4. Условное обозначение способа сварки. (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
5. Знак и размер катета шва.
6. Условное обозначение и цифровые характеристики прерывистого шва с цепным расположением отдельных элементов выполняется знаком « / », а для прерывистого шва с шахматным расположением элементов знаком «Z».
7. Дополнительные вспомогательные знаки:
— усиление шва снять;
-наплывы и неровности обработать с плавным переходом к основному металлу;
— шероховатость поверхности шва после механической обработки. Примеры условных обозначений сварных швов приведены на рис. 1
Рис. 1 Шов выполнен при монтаже( ) ручной дуговой сваркой по ГОСТ 5264-80, тип шва )С9), усилие шва снято с двух сторон обработкой резанием ( ), шероховатость обработанной поверхности с лицевой стороны , с обратной стороны мкм.
Рис. 2 Шов выполнен по замкнутой кольцевой линии (О), сварка в защитном газе по ГОСТ 14771-76, соединение тавровое двустороннее без разделки кромок (ТЗ), в углекислом газе плавящимся электродом (УП), катет шва 6мм ( 6), шов прерывистый с длиной проваренных участков 50мм (50), с шахматным расположением (Z), с шагом 100мм (100).
Порядок выполнения работы.
Расшифровать и заполнить таблицу.
№ п/п | Условное обозначение шва на чертеже | Характеристика шва |
1 | ||
2 | ||
3 | ||
4 | ||
5 | ||
6 | ||
7 | ||
8 | ||
9 | ||
10 |
Прочтите чертеж (рис.3).
2.1 Прочитать основную надпись чертежа (соединение сваркой, масштаб, марка)
2.2. Какие виды, разрезы даны на чертеже (фронтальный разрез)
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу (4)
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения(200, 530)
Прочтите чертеж (рис. 4).
Письменно ответьте наследующие вопросы к чертежу.
Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
Рис. 3 Чертеж для чтения Рис. 4 Чертеж для чтения
Содержания отчёта
Расшифровать условные обозначения сварных швов и заполнить таблицу1.
2. Прочтите чертеж (рис.3).
2.1 Прочитать основную надпись чертежа .
2.2. Какие виды, разрезы даны на чертеже.
2.3. По спецификации разобрать количество деталей входящих в сборочную единицу.
2.4. Расшифровать условное обозначение сварных швов.
2.5. Расшифровать G1 ½
2.6. Указать габаритные размеры сварного соединения.
3.Прочтите чертеж (рис. 4).
3.1.Письменно ответьте наследующие вопросы к чертежу.
3.2.Как называется деталь?
Из какого материала изготовляют деталь?
В каком масштабе выполнен чертеж?
Чему равна масса детали?
Как называются изображения, приведенные на чертеже (фронтальный разрез)?
Прочитать технические требования
Расшифровать условное обозначение сварных швов.
Контрольные вопросы:
1.Условное обозначение сварных швов в сварных конструкциях.
Характеристика шва | Поперечное сечение шва | Условное обозначение шва на чертеже | |||||
Шов с лицевой стороны | Шов с оборотной стороны | ||||||
Двусторонний шов стыкового сварного соединения с криволинейным скосом одной из кромок, выполняемый дуговой сваркой вручную при монтаже изделия. Усиление снято с обеих сторон. Значение шероховатости шва с лицевой стороны составляет Rz 20 мкм, а с оборотной стороны Rz 80 мкм. | |||||||
Двусторонний шов углового соединения без скоса кромок, который выполняется автоматической сваркой по замкнутой линии с подачей флюса. | |||||||
Сварной шов углового соединения со скосом прилегающих кромок, выполняемый электрошлаковой сваркой с проволочным электродом. Катет шва равен 22 мм. | |||||||
Соединение, выполняемое дуговой сваркой внахлестку точечным швом, в инертном газе с применением плавящегося электрода. Расчетный диаметр точки составляет 9 мм. Расположение точек в шахматном порядке с шагом 100 мм. Шероховатость должна соответствовать Rz 40 мкм. Усиление снять. | |||||||
Односторонний шов соединения встык без скоса кромок, выполненный на оставляемой подкладке с использованием нагретого газа и присадки. | |||||||
Соединение одиночными сварными точками, выполняемое дуговой сваркой с использованием флюса. Диаметр электрозаклёпки равен 11 мм. Усиление должно быть снято. Шероховатость обработанной поверхности должна соответствовать Rz 80 мкм. |
| ||||||
Двусторонний шов таврового соединения без скоса кромок, выполняемый в шахматном прерывистом порядке, ручной дуговой сваркой в защитных газах неплавким электродом по замкнутой линии. Катет шва равен 6 мм. Длина провариваемого участка 50 мм с шагом 100 мм. | |||||||
Соединение внахлестку, образуемое одиночными сварными точками, выполняется контактной точечной сваркой. Расчетный диаметр используемой точки 5 мм. | |||||||
Прерывистый шов соединения внахлестку, выполняемый специальной контактной шовной сваркой. Длина провариваемого участка 50 мм с шагом 100 мм при ширине шва 6 мм. | |||||||
Односторонний шов соединения внахлестку без скоса кромок, выполняется полуавтоматической дуговой сваркой в защитных газах плавким электродом. Шов проваривается по незамкнутой линии с катетом 5 мм. | |||||||
Обозначение сварных швов по ГОСТ
Любые металлоконструкция состоят из отдельных частей, которые соединены путем сварки. Место сварки обладает характерными параметрами. Для инженера важно иметь полную информацию о прочности соединения, о размерах и форме стыка, его герметичности и времени выполнения работ. В ГОСТ оговорены строгие требования, которые должны соблюдаться. Их нарушение, в частности, чертежей, приводит к тяжелым последствиям, вплоть до техногенных катастроф. Обозначения на чертеже — это пояснения по стыковке, формы сварного соединения, его выполнение и другие необходимые сведения. Маркировка сварочного стыка регламентируется стандартами: ГОСТ 2.312-72, 5264-80, 14771-76 по которым должны выполняться все современные чертежи. На основе государственных стандартов и от показателей металла устанавливаются нормы сварки. Кроме того, присваиваются буквенно – цифровые обозначения: стыковые, угловые, тавровые, нахлёсточные.
Угловой называют сварку, если два элемента, расположены под углом в месте примыкания. Таких видов насчитывается 10: от У1 до У10.
Тавровой называют сварку при которой торец элемента приварен к боковой поверхности другого элемента. По документации предусмотрено несколько видов сварки: от Т1 до Т9.
Нахлесточной называют сварку при которой угловые швы элементов, расположенные параллельно друг друга, соединяют в единую конструкцию. Таких видов сварки несколько: от HI до Н2.
Сварные соединения должны соответствовать ГОСТ 2312-72 и обязательно отмечаются . Шов сварного соединения, называемый видимым, изображаются сплошной линией и невидимый – штрихованной.
Обозначение шва отмечают линией — выноской, заканчивающейся стрелкой. Характеристики шва проставляют над полкой – для лицевой стороны шва – или под полкой – для обратной сварного соединения.
Цифры совпадают с номером конкретного стандарта.
Существует несколько обозначений способов сварки Р, ЭЛ, Ф, ПЛ, УП, ИП, ИН, Г,
Обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны. Линия-выноска заканчивается односторонней стрелкой.
Обозначение сварного соединения должно быть в следующем порядке:
1 – знак шва: по замкнутой линии или монтажного;
2 – стандарт: ГОСТ 5264-80; 11533-75; 11534-75; 15878-79; 23792-79; 23518-79.
3 – тип шва по стандарту (буква обозначает вид соединения, а цифра – форму кромок элементов в соединении), например: С– шов стыкового, У – углового, Т –таврового; Н– нахлесточного соединений.
Важно знать, в отношении сварочного дела действуют определенные требования, которые должны соблюдаться, так как могут дорого обойтись при их нарушений.
Главным документом для сварных соединений, является государственный стандарт. Знания которого помогают не допустить ошибок и неточностей и рассчитывать на реализацию успешного проекта из металлоконструкций.
04.10.2019Просмотров: 1225
Обозначение сварных швов на чертежах. — КиберПедия
В соответствии с ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый и штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков.
Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей.
В зависимости от взаимного расположения свариваемых деталей различают следующие типы сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
· стыковое – «С»
· торцевое – «С»
· нахлесточное – «Н»;
· тавровое – «Т»;
· угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу. Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга. Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой. Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
В соответствии с ГОСТ 147771-76 катетом сварного шва К является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет принимается любой из равных катетов, при несимметричном шве — меньший.
При катете шва до 5 мм допуск составляет +1,0 -0,5 мм; при катете шва 5-8 мм допуск составляет +2,0 мм -1,0 мм.
Вспомогательные знаки.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
· А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
· Аф – автоматическая сварка под флюсом на флюсовой подушке;
· ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
· ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
· ИП – сварка в инертных газах плавящимся электродом;
· УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия ( ). Усиление снято с обеих сторон ( ). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533-75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533-75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторонний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6), длина провариваемого участка 50 мм, шаг 100 мм (Z).
Tш — длина провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии ( ). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии ( круговой шов). Катет шва 5 мм (Δ5).
Обозначение сварки на чертежах по ГОСТ
Сварка – это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Единая Система Конструкторской Документации – это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.
ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Обозначения сварочных швов по ГОСТ 2.312-72
Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- ГОСТ
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва ( для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.
Пункты, начиная со второго, разделяются дефисом.
Катет шва – характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом способе сварки используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную. Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80. Стандарт предусматривает следующие типы соединений:
- стыковое. Обозначается буквой “С” с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение – “У”;
- тавровое. Буква “Т”;
- нахлёсточное -“Н”.
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
ГОСТ 14771-76 “Дуговая сварка в защитном газе”.
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся – стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП.
ГОСТ 8713-79 “Сварка под флюсом. Соединения сварные”
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы “М”.
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
На чертежах угловые швы обозначаются буквой “У”. ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т.д.
ГОСТ 14776-79 “Соединения сварные точечные”.
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
ГОСТ 16037-80 “Соединения сварные стальных трубопроводов”
Принятые стандартом обозначения:
- ЗП – дуговая сварка в защитном газе плавящимся электродом
- ЗН – дуговая сварка в защитном газе неплавящимся электродом
- Р – ручная дуговая сварка
- Ф – дуговая сварка под флюсом
- Г – газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Сварные соединения — презентация онлайн
1. Сварные соединения
Сварное соединение – совокупность деталей, соединенныхмежду собой с помощью сварки.
Сварной шов – затвердевший после расплавления металл,
соединяющий свариваемые детали.
Швы сварных соединений классифицируются:
а) по виду сварных соединений;
б) по форме поперечного сечения кромок свариваемых деталей;
в) по характеру выполнения шва.
Стыковое — С
Угловое — У
Тавровое — Т
Нахлесточное — Н
С отбортовкой кромки
Без скоса кромки
Со скосом кромки
С двумя симметричными скосами кромки
С двумя несимметричными скосами кромки
С криволинейным скосом кромки
С двумя симметричными криволинейными
скосами кромки
• Характер выполнения швов:
• односторонний
двусторонний
• Различают швы:
непрерывные и прерывистые, при которых сварка
выполняется отдельными участками.
В двусторонних прерывистых швах провариваемые
участки могут быть расположены в цепном или
шахматном порядке.
6. ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
• Устанавливает условные изображения иобозначения швов сварных соединений в
конструкторских документах изделий всех
отраслей промышленности
7. 1. Изображение швов сварных соединений
1.1. Шов сварного соединения, независимо от способа сварки,условно изображают:
видимый – сплошной основной линией;
невидимый – штриховой линией.
Видимую одиночную сварную точку, независимо от способа
сварки, условно изображают знаком «+» (5 … 10 мм), который
выполняют сплошными линиями. Невидимые одиночные
точки не изображают.
От изображения шва или одиночной точки проводят линиювыноску, заканчивающуюся односторонней стрелкой. Линиювыноску предпочтительно проводить от изображения
видимого шва.
8. Нанести линию-выноску для сварного шва и одиночной сварной точки
9. 2. Условные обозначения швов сварных соединений
• 2.1. Вспомогательные знаки для обозначения сварных швов:• Усиление шва снять
• Наплывы и неровности шва обработать с плавным переходом к
основному металлу
• Шов выполняется при монтаже изделия
• Шов прерывистый или точечный с цепным расположением
• Шов прерывистый или точечный с шахматным расположением
• Шов по замкнутой линии
• Шов по незамкнутой линии
• 2.2. Структура условного обозначения стандартного шва
или одиночной сварной точки приведены на схеме:
• Поле 1 – вспомогательные знаки шва по замкнутой линии и
монтажного шва;
• Поле 2 – обозначение стандарта на типы и конструктивные
элементы швов сварных соединений;
• Поле 3 – буквенно-цифровое обозначение шва по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 4 – условное обозначение способа сварки по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 5 – знак и размер катета согласно стандарту на типы и
конструктивные элементы швов сварных соединений;
• Поле 6 – для прерывистого шва – размер длины провариваемого
участка, знак / или Z и размер шага;
• Поле 7 – вспомогательные знаки.
• Знак
выполняют сплошными тонкими линиями.
• Высота знака = высоте цифр обозначения.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва
с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения
шва с обратной стороны.
Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1-
С лицевой стороны
5
С оборотной стороны
• 2.8. При наличии на чертеже одинаковых швов обозначение
наносят у одного из изображений, а от изображений остальных
одинаковых швов проводят линии выноски с полками.
• Всем одинаковым швам присваивают один порядковый №,
который наносят:
• а) на линии-выноске, имеющей полку с нанесенным
обозначением шва;
• б) на полке линии-выноски, проведенной от изображения шва,
не имеющего обозначения, с лицевой стороны;
• в) под полкой линии-выноски, проведенной от изображения
шва, не имеющего обозначения, с оборотной стороны.
15. Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ 5264-80-С15
16. 3. Упрощения обозначений швов сварных соединений
• 3.1. При наличии на чертеже швов, выполненных по одномуи тому же стандарту, обозначение стандарта указывают в
тех. требованиях чертежа или таблице.
• 3.2. Допускается не присваивать порядковый номер
одинаковым швам, если все швы на чертеже одинаковы и
изображены с одной стороны. При этом швы, не имеющие
обозначения, отмечают линиями-выносками без полок.
• 3.3. На чертеже симметричного изделия, при наличии на
изображении оси симметрии, допускается отмечать
линиями-выносками и обозначать швы только на одной из
симметричных частей изображения.
Задание. Обозначить швы сварного изделия. Сварные швы
Выполнены ручной дуговой сваркой по ГОСТ 5264-80:
— шов таврового соединения, выполненный при монтаже
изделия;
— шов углового соединения, наплывы и неровности шва
обработать с плавным переходом к основному металлу.
Подготовку кромок и катеты швов подобрать по таблице
27. ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
28. 2. Соединения паяные и клееные
• 2.1. В соединениях, получаемых пайкой и склеиванием,место соединения элементов следует изображать
сплошной линией толщиной 2s.
• 2.2. Для обозначения паяного и клееного соединения
следует применять условный знак, который наносят на
линии-выноске сплошной основной линией:
• для пайки
• для склеивания
• 2.3. Швы, выполняемые по замкнутой линии, следует
обозначать окружностью диаметром 3 … 5 мм,
выполненной тонкой линией.
• 2.6. Обозначение припоя или клея по соответствующему
стандарту или техническим условиям следует проводить в
технических требованиях чертежа записью по типу:
«ПОС 40 ГОСТ ….» или «Клей БФ-2 ГОСТ ….».
• При необходимости в том же пункте технических
требований следует приводить требования к качеству шва.
Ссылку на номер пункта следует помещать на полке
линии-выноски, проведенной от изображения шва.
• 2.7. При выполнении швов припоями или клеями
различных марок всем швам, выполняемым одним и тем
же материалом, следует присваивать один порядковый
номер, который следует наносить на линии выноске.
• При этом в технических требованиях материал следует
указывать записью по типу: «ПОС 4 ГОСТ …. (№1), ПМЦ
36 ГОСТ …. (№2), клей БФ-2 ГОСТ …. (№3)».
видов швов и стыков
В процессе выполнения сварочных работ различные соединения. Сварные швы способны соединять не только металлы, но и другие разнородные материалы. Элементы, состыкованные в единый блок, представляют собой соединение, которое можно разделить на несколько секций.
Зоны сварных швов
Соединение, полученное в процессе сварки, делится на следующие зоны:
- Место сплавления — граница между основным металлом и полученным металлом швом.В этой зоне находятся зерна, которые по своей структуре отличаются от состояния основного металла. Это связано с частичным оплавлением в процессе сварки.
- Зона термического влияния — это зона основного металла, которая не подвергалась плавлению, хотя ее структура изменилась в процессе нагрева металла.
- Сварка — участок, образовавшийся при кристаллизации в процессе охлаждения металла.
Типы сварных соединений
В зависимости от расположения стыкуемых изделий относительно друг друга, соединения делятся на следующие типы:
- Стык.Стыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от разной толщины соединяемых деталей концы могут перемещаться по вертикали относительно друг друга.
- ластовица. В этом случае совмещение концов производится под углом. Процесс сварки ведется по смежным краям деталей.
- Соединение внахлест. Детали под сварку параллельны с частичным перекрытием.
- Торцевое соединение. Сварные элементы выровнены параллельно друг другу и состыкованы по концам.
- Тавровой связи. В этом случае конец одной детали примыкает к стороне другой под углом.
Сварные соединения также характеризуют типы сварных швов, которые можно квалифицировать по определенным критериям.
Значения сварного шва
Есть несколько параметров, с помощью которых можно охарактеризовать все полученные сварные швы:
- ширина — это размер между краями шва, которые нарисованы видимыми линиями сплавления;
- корень шва — его обратная сторона, которая находится на максимальном удалении от лицевой части;
- выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа.
- вогнутость — этот показатель актуален, если он имеет место в сварном шве, т.к. факт, это дефект; этот параметр определяется в том месте, где шов имеет наибольший прогиб — размер вогнутости измеряется от него до плоскости основного металла;
- шовная ножка — имеет место только в углу и тройнике; этот показатель измеряется наименьшим расстоянием от боковой поверхности одной детали, подлежащей сварке, до границы шва на поверхности второй.
Виды швов по способу выполнения
- Швы сварочные односторонние. Выполняются с полным проплавлением металла по всей длине.
- Двустороннее исполнение. По технологии после односторонней сварки корень шва удаляется, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняется однопроходной сваркой одним наплавленным валиком.
- Многослойные швы. Их использование целесообразно при большой толщине металла, то есть когда выполнить сварку за один проход по технологии невозможно.Слой шва будет состоять из нескольких валиков (проходов). Это ограничит распространение зоны термического воздействия и позволит получить прочный и качественный шов.
Типы сварных швов по пространственному положению и длине
Существуют такие положения сварки:
- внизу, когда сварной шов находится в нижней горизонтальной плоскости, т.е. под углом 0º относительно земли;
- горизонтально, направление сварки горизонтальное, деталь может располагаться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, а сварка ведется в вертикальном направлении;
- потолок, когда работы ведутся под углом 120-180 º, то есть сварные швы расположены выше мастера;
- «в лодке», это положение распространяется только на угловые или тройники, деталь ставится под углом, а сварка ведется «в углу».»
Разбивка по длине:
- непрерывная, почти все швы выполняются таким образом, но есть исключения;
- прерывистые швы, они встречаются только в угловых стыках; двусторонние швы этого типа могут выполняться как в шахматном порядке, так и в цепочке.
Кромка
Данная конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, превышает 7 мм. Кромка — это снятие металла с кромок определенной формы. пройти стыковые швы.Это необходимо для получения правильного сварного шва. Что касается толстого материала, то резка необходима для того, чтобы сначала расплавить корень, а затем следующими роликами, равномерно заполняя полость, вскипятить металл по всей толщине.Кромка может производиться при толщине металла не менее 3 мм. Потому что его меньшее значение приведет к прожогу. Резка характеризуется такими конструктивными параметрами: зазор — R; угол резания — α; притупление — с. Расположение этих параметров показано на чертеже сварного шва.
Кромка увеличивает количество расходных материалов. Поэтому они стараются минимизировать это значение. Делится на несколько типов конструкции:
- V-образная;
- Х-образный;
- Y-образный;
- П-образный;
- щель.
Особенности режущих кромок
Для небольших толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная резка. Фаска может выполняться на обоих концах или на одном из них. Металл толщиной 12-60 мм, желательно сваривать двусторонней Х-образной резкой.Угол α при резке в форме X, V равен 60º, если скашивание выполняется только на одной кромке, то значение α будет равно 50º. Для толщины 20-60 мм расход наплавляемого металла П-образной резкой будет наиболее экономичным. Фаска также может выполняться на одном или обоих концах. Мутность составит 1-2 мм, а зазор — 2 мм. При большой толщине металла (более 60 мм) наиболее эффективным способом будет щелевидная бороздка. Эта процедура очень важна для сварного шва; это влияет на несколько факторов шва:
- производительность соединения;
- прочность и качество сварного шва;
- эконом.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварные швы и соединения по ГОСТ 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Это касается не только стальных трубопроводов.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные виды, режущие кромки, конструктивные размеры при механизированном способе сварки.
- Сварка трубопроводов из меди и медно-никелевых сплавов.ГОСТ 16038-80.
- Дуговая сварка алюминия. Сварные швы. ГОСТ 14806-80 — форма, размер, подготовка кромок под ручную и механизированную сварку алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 — сварочные швы и стыки выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Наносится на металл толщиной от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 — стандарт на ручную, полуавтоматическую и автоматическую сварку.Выполняется неплавящимся электродом в инертных газах с добавкой материала и распространяется на алюминий толщиной от 0,8 до 60 мм.
Обозначение сварного шва
Согласно нормативным документам наличие сварных швов показано на сборочных чертежах или в целом. Изображаются сварные швы сплошными линиями, если они видны. А если наоборот — то отрезки пунктирные. От этих строк убираются листовки с односторонними стрелками. Обозначение сварных швов вынесено на полку с выноски.Надпись делается над полкой, если шов находится на лицевой стороне. В противоположном варианте обозначение будет под полкой. Сюда входит информация о шве в следующей последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может находиться значок:
○ — закрытый шов;
┐ — сварной шов выполняется при монтаже.
- Обозначение сварных швов, их конструктивных элементов и соединений ГОСТ.
- Название шва по стандарту.
- Метод сварки согласно нормативным требованиям.
- Обозначена ножка, этот пункт относится только к угловым соединениям.
- Прерывистый шов, если есть. Это указывает шаг и расположение сварных сегментов.
- Значки дополнительных вспомогательных значений. Считайте их отдельным предметом.
Вспомогательное обозначение
Эти отметки наносятся также на верхней части полки, если сварной шов на чертеже виден, и под ним, когда не виден:
- удаление усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив прогибы и неровности;
- шов выполняется по открытой линии; этот знак относится только к видимым на чертеже сварным швам;
- Обработка поверхности сварного шва.
Для простоты, если все строительные швы выполнены по одному ГОСТу, имеют одинаковые режущие кромки и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В дизайне может быть не весь, а большое количество одинаковых швов. Затем они делятся на группы и присваивают им порядковые номера в каждой группе отдельно. На одном стежке указать полный символ. На остальном ставим только серийные номера. Количество групп и количество петель в каждой из них следует указывать в нормативной документации.
ГОСТ 5264-80
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения.Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,.. , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные типы, элементы конструкции и размеры
5264-80,. . , Ручная дуговая сварка. Сварочные соединения. Основные виды, элементы конструкции и размеры
Сварные швы: виды швов и стыков
В процессе выполнения сварочных работ возможны различные соединения.Сварочные швы способны соединять не только металлы, но и другие разнородные материалы. Элементы, состыкованные в единый узел, представляют собой соединение, которое можно разделить на несколько участков.
Зоны сварки
Соединение, полученное в процессе сварки, делится на следующие зоны:
- Точка плавления — это граница между основным металлом и металлом полученного сварного шва. В этой зоне находятся зерна, которые по своей структуре отличаются от состояния основного металла.Это связано с частичным оплавлением в процессе сварки.
- Зона термического влияния — это зона основного металла, которая не подвергалась оплавлению, хотя ее структура изменилась во время нагрева металла.
- Сварной шов — участок, образовавшийся при кристаллизации при остывании металла.
Типы сварных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга, соединения делятся на следующие типы:
- Стык.Стыковка элементов конструкции производится в одной плоскости торцами друг к другу. В зависимости от разной толщины соединяемых деталей концы могут смещаться по вертикали друг относительно друга.
- ластовица. В этом случае концы выравниваются под углом. Процесс сварки ведется по прилегающим краям деталей.
- Соединение внахлестку. Детали сварного шва располагаются параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы выравниваются параллельно друг другу и состыковываются по концам.
- Тройник. В этом случае конец одной детали примыкает к стороне другой под углом.
Сварные соединения также характеризуют типы сварных швов, которые можно квалифицировать по некоторым критериям.
Индикаторы сварного шва
Есть несколько параметров, с помощью которых можно охарактеризовать все полученные сварные швы:
- ширина — это размер между границами шва, которые нарисованы видимыми линиями сплавления;
- корень шва — его обратная сторона, которая находится на максимальном расстоянии от лицевой;
- выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость — этот показатель актуален, если он возникает в сварном шве, потому что, по сути, это дефект; этот параметр определяется в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
- шовная ножка — имеет место только в углу и тройнике; измеряется этот показатель по наименьшему расстоянию от боковой поверхности одной свариваемой детали до граничной линии шва на поверхности второй.
Виды швов по способу исполнения
- Швы сварочные односторонние. Их делают с полным проплавлением металла по всей длине.
- Двухстороннее исполнение. По технологии после выполнения односторонней сварки корень шва удаляется, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняется однопроходной сваркой одним наплавленным валиком.
- Многослойные швы. Их использование целесообразно при большой толщине металла, то есть когда по технологии невозможно выполнить сварку за один проход.Шовный слой будет состоять из нескольких бисеринок (проходов). Это ограничит распространение зоны термического влияния и позволит получить прочный и качественный сварной шов.
Типы сварных швов по пространственному положению и длине
Существуют такие положения сварки:
- внизу, когда свариваемый шов находится в нижней горизонтальной плоскости, то есть под углом 0º относительно земли;
- горизонтально, направление сварки горизонтальное, деталь может располагаться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, а сварка ведется в вертикальном направлении;
- потолок, когда работа ведется под углом 120-180º, то есть сварочные швы расположены выше мастера;
- «В лодке» это положение распространяется только на угловые или тавровые соединения, деталь обнажается под углом, а сварка выполняется «до угла».
Разбивка по длине:
- непрерывная, так выполняются практически все швы, но есть исключения;
- прерывистые швы, встречаются только в угловых швах; двусторонние швы этого вида могут выполняться как в шахматном порядке, так и в цепочке.
Подготовка кромок
Обрезка кромок может производиться при толщине металла не менее 3 мм. Потому что меньшее значение приведет к прожогу. Канавка характеризуется следующими конструктивными параметрами: зазор — R; угол канавки — α; притупление — с.Расположение этих параметров показано на чертеже сварного шва.
Кромка увеличивает количество расходных материалов. Поэтому эту величину стараются всячески минимизировать. По конструкции он подразделяется на несколько типов:
- V-образный;
- Х-образный;
- Y-образный;
- П-образный;
- щель.
Особенности нарезания канавок
Для небольших толщин свариваемого материала от 3 до 25 мм обычно используется односторонняя V-образная канавка.Срезание можно выполнять с обоих концов или с одного из них. Металл толщиной 12-60 мм желательно сваривать с двухсторонним Х-образным пазом. Угол α при нарезании канавок по X, V составляет 60º, если скашивание выполняется только на одной кромке, то значение α будет 50º. Для толщины 20-60 мм наиболее экономичным будет расход наплавленного металла с П-образным пазом. Фаска также может быть сделана по одной или с обоих концов. Затупление составит 1-2 мм, зазор — 2 мм.Для металла большой толщины (более 60 мм) наиболее эффективным методом будет обработка канавок. Эта процедура очень важна для сварного соединения, она влияет на несколько факторов шва:
- исправность соединения;
- прочность и качество сварного шва;
- эконом.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварные швы и соединения по ГОСТ 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях.Это касается не только стальных трубопроводов.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные типы, проточки, конструктивные размеры для механизированной сварки.
- Сварка трубопроводов из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. Сварные швы. ГОСТ 14806-80 — форма, размеры, подготовка кромок под ручную и механизированную сварку алюминия и его сплавов, процесс осуществляется в защитной среде.
- Дуга под флюсом. ГОСТ 8713-79 — Сварка швов и стыков выполняется автоматической или механизированной сваркой на весу на флюсовой подушке. Применяется для металла толщиной от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 — стандарт на ручную, полуавтоматическую и автоматическую сварку. Выполняется с неплавящимся электродом в инертных газах с присадочным материалом и распространяется на алюминий толщиной от 0,8 до 60 мм.
Обозначение сварного шва
Согласно нормативным документам наличие сварных швов указывается на сборочных чертежах или на общем виде.Сварные швы показаны сплошными линиями, если они видны. А если наоборот — то пунктирными линиями. Выноски с односторонними стрелками удаляются из этих линий. Обозначение сварных швов выполняется на выступе от лидера. Надпись делается над полочкой, если шов находится на лицевой стороне. В противном случае обозначение будет под полкой. Сюда входит информация о шве в следующей последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может находиться значок:
○ — закрытый шов;
┐ — шов заваривается при установке.
- Обозначение сварных швов, их конструктивных элементов и соединений ГОСТ.
- Название шва по стандарту.
- Метод сварки по нормативным стандартам.
- Обозначена ножка, этот пункт относится только к угловым соединениям.
- Обрыв шва, если таковой имеется. Здесь указывается шаг и расположение сварочных участков.
- Дополнительные значки вторичного значения. Рассмотрим их как отдельный предмет.
Вспомогательное обозначение
Эти отметки также наносятся на верх полки, если сварной шов виден на чертеже, и под ним, когда он не виден:
- удаление усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив провисание и неровности;
- шов выполняется по открытой линии; этот знак применяется только к видимым сварным швам на чертеже;
- Обработка поверхности сварного шва.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые пазы и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, а большое количество одинаковых швов. Затем их разбивают на группы и присваивают порядковые номера в каждой группе отдельно. Один шов показывает полное обозначение. На остальном ставятся только серийные номера. Количество групп и количество швов в каждой из них необходимо указать в нормативной документации.
видов сварных швов и стыков
Однослойный однопроходный шов выполняется за один проход. При сварке металла большой толщины шов выполняют послойно, каждый из которых накладывают за один проход ( слоистых ) или за несколько проходов ( многопроходных многопроходных ).
Сварка за один проход предпочтительна при ширине шва не более 14-16 мм, так как дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого «проходного» слоя нежелательна.Первый слой успевает остыть, и в нем появляются трещины
МНОГОСЛОЙНЫЙ
чаще для стыковых соединений
I — VI — последовательность нанесения слоев
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для уголка и тройника
I — III — последовательность нанесения слоев; 1-8 — последовательность наложения швов
Для равномерного прогрева металла по всей длине швов накладывают:
- двухслойный
- городская вечеринка
- каскад
- поперечный
- блоков
- слайд
При двухслойном методе второй слой наносится по первому, не остывшему, после удаления сварочного шлака в обратном направлении на длине 200-400 мм
ЗАШИВКА МЕТАЛЛА ТОЛЩИНОЙ БОЛЕЕ 15 ММ
КАСКАДНЫМ МЕТОДОМ шов разделен на участки по 200 мм.После сварки первого слоя первого участка, не останавливаясь, продолжаем укладывать первый слой на соседнем участке. Затем каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя
GORKA WELDING — Разновидность каскадного метода. Выполняется двумя сварщиками одновременно от середины к краям
Оба метода — это обратная сварка не только по длине, но и по сечению шва, при этом зона сварки всегда остается горячей
УСТАНОВКА СВАРКИ шов заполняется отдельными ступенями по всей высоте участка шва.Применяется при соединении деталей из сталей, закаленных при сварке
. При сварке образуются наиболее надежные стыки. Сварными швами можно соединять различные материалы. Помимо металла, можно приготовить стекло, пластик, керамику. Сварочные работы можно проводить в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сваривать.
По способу исполнения швы бывают:
- односторонний;
- двусторонний;
- однослойный;
- многослойный.
Подробнее о классификации сварных соединений читайте в. По расположению в пространстве и длине различают следующие виды сварки:
- В нижнем положении. Когда сварной шов находится под углом 0 ° к поверхности земли;
- По горизонтали. Сварка ведется горизонтально, а деталь ставится под углом от 0 до 60 °;
- В вертикальном положении. Сварка ведется вертикально, а конструкция располагается в плоскости от 60 до 120 °;
- В потолке.Шов располагается над сварщиком, а работа ведется под углом 120-180 °;
- В «лодке». Сварка производится «в углу», а деталь располагается под углом.
Сварочные работы в нижнем положении даже новичку не составит труда. Было рассказано, как они выполняются. Всем остальным нужны технологические знания.
Сварка вертикальных швов
Как приготовить вертикальный шов? При сварке вертикальных стыков металл подготавливается с учетом типа соединения и толщины элементов.Затем их фиксируют в нужном положении, прихватывают небольшими поперечными стежками, не позволяющими деталям двигаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. При работе снизу вверх легче получить высококачественный вертикальный шов, поскольку сварочная ванна поднимается по дуге и предотвращает ее опускание.
Сварка вертикального шва снизу вверх без разрыва дуги предполагает перемещение электрода в одном направлении без горизонтального смещения.Он наклоняется к самолету под углом 80-90 °. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Сварка Algotirm:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности равной сечению шва — движение электрода: серп, «елочка» или зигзаг;
- Удержание сварочной ванны осуществляется давлением дуги, которое регулируется наклоном электрода.
Движение электродов должно производиться достаточно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает протекать с одного края, переходите к другому, одновременно перемещая его вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, что может стать причиной ожога.
Сварка углового вертикального шва имеет свои особенности. Сначала оплавляется полка, затем медленные манипуляции с металлом оплавляют металл.Готовый шов образуется при прохождении «лесенки». Те. приподняли электрод вверх вправо, между краями застывает капля расплавленного металла, затем перемещаем кончик электрода по краю шва влево и вверх, образуя тем самым «твердые» надежные стыки.
При сварке с отрывом дуги движения осуществляются с одной стороны на другую небольшими поперечными стежками или петлями.
Дуговая сварка
Форма соединения сильно зависит от силы тока.Ток, чаще всего, на 5-10А меньше рекомендуемых значений для определенного типа электродов и толщины материала. Хотя это не всегда так. Поэтому лучше всего определять его экспериментальным путем и брать средние значения.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности сваривают справа налево и наоборот. В этом случае ванна также будет иметь тенденцию стекать в нижний край. Электрод наклоняется под большим углом, который зависит от параметров тока.Ванна должна оставаться на месте.
При сварке толстого металла происходит скос (срез) только верхней кромки, а нижняя удерживает расплавленный металл в сварочной ванне.
- желательно готовить слева направо, чтобы сварочная ванна была лучше видна;
- положение электрода немного назад, на шве;
- возбуждение дуги происходит на нижнем крае, затем передается на верхний;
- путь электрода осуществляется по спирали.
Движение электрода по спирали
При стекании металла необходимо увеличить скорость движения и уменьшить нагрев металла. Вы можете выполнять обрыв дуги. В эти промежутки времени металл немного остывает и его стекание прекращается. Такой же эффект дает уменьшение силы тока. Просто используйте эти техники поэтапно.
Совет! Если приготовление горизонталей для вас в новинку, не стоит бороздить много металла, постарайтесь сделать качественно тонкий шов.Затем, если необходимо, сделайте переход по первому.
Горизонтальные угловые швы внахлестку свариваются достаточно легко, техника повторяет сварку в нижнем положении.
Сварка потолков
Как правильно сварить потолочный шов электросваркой? Такие ситуации могут сбить с толку неопытных новичков.
Сварщик в этом случае находится в неудобном положении, и капли раскаленного металла с потолка снесут. Электрод в этом виде работы располагается перпендикулярно поверхности.Он должен совершать круговые движения с небольшой скоростью, чтобы расширить связь. Электрическая дуга обязательно короткая. При длинной дуге образуются поднутрения.
Способы выполнения потолочных швов
Сварка стыков потолка выполняется по такому же принципу — металл должен как можно быстрее затвердеть. Для этого вида работ используются электроды со специальным огнеупорным покрытием.
Наряду с круговыми движениями электроды также вертикальные.При отходе от ванны дуга гаснет. Энергия перестает течь. Металл остывает и кристаллизуется, сварочная ванна уменьшается. Таким образом, плавка осуществляется по короткому замыканию.
Сварка потолка применяется в экстренных случаях, когда нет возможности более удобно расположить свариваемые детали. Металл нагревается снизу, при этом пузыри, поднимающиеся из сварочной ванны, оказываются в основании шва, ослабляя его.
Угловые швы
Сварка угловых швов имеет свои особенности.Процесс сварки, состоящий из наложенного соединения друг с другом, осуществляется без предварительной подготовки кромок. Стыки делают с двух сторон от угла.
Когда детали соединяются встык и образуют угол, то торцевая поверхность срезается на одном элементе.
Т-образное соединение
Для получения идеального шва одна плоскость должна располагаться горизонтально, а вторая — вертикально. Сварка углового стыка обязательна под углом 90 °. Когда толщина изделия, расположенного вертикально, не более 12 мм, то в дополнительной обработке нет необходимости.Если его толщина от 12 — 25 мм, необходимо делать подготовку V-образной формы.
С 25-40 мм выполняется односторонняя обрезка П-образных скосов.
Свыше 40мм — двусторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезан равномерно, ширина шва не более 2 мм.
Для того, чтобы угловой стык был выполнен хорошо, необходимо уметь правильно зажигать дугу. Он воспламеняется перед началом процесса сварки.Повторно проводится в перерыве.
При использовании электродов с толстым покрытием образуются большие участки расплавленного металла. Из-за стекания металла вниз не получается сделать правильный шов поверхности уголка.
Свариваемые поверхности должны располагаться под наклоном 45 °, а сварка должна выполняться с лодки.
Внахлестку
Свариваемые листы, наложенные друг на друга на расстоянии 3-5 толщин этих листов, кипятят по периметру, а также по краю образующегося при укрытии угла.Окантовка не требуется. Но стоимость материала увеличивается, а соединение тяжелее. Несмотря на это, этот вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов необходима при соединении труб, различных частей арматуры. Это комбинированный вид.
Электродуговая сварка сваривает вертикальный шов, расположенный сбоку трубы. По окружности накладывается горизонтальный шов. Также выполняется сварка шва потолка и днища, которые расположены соответственно.
Трубы стальные чаще всего сваривают встык. Во избежание провисания внутри труб электрод наклоняют не более чем на 45 ° к горизонту, стык имеет высоту 3 мм и ширину 8 мм.
Перед выполнением кольцевой сварки необходимо подготовить поверхность:
- Деталь тщательно очищена;
- Деформированные концы обрезают и поправляют;
- На расстоянии 10 мм от края края зачищаются щеткой до блеска.
При сварке стыки непрерывно обрабатываются, а угловые стыки провариваются в несколько слоев.Каждое соединение очищается от шлака перед нанесением следующего. При нанесении первого — полностью оплавляются все края. В случае обнаружения трещин их вырезают и фрагмент снова уваривают.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало следующего слоя смещают на 15-30 мм.
Финальный слой обязательно красивый, с ровной поверхностью.
стыковые швы
Стыковая сварка выполняется разными способами:
- В космосе;
- На съемной накладке из меди;
- С предварительным швом.
При сварке швов в космосе очень сложно сварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая благодаря высокой теплопроводности и техническим характеристикам предотвращает плавление футеровки в момент контакта с расплавленным металлом. По окончании работы легко снимается.
Недостатком таких составов является высокая вероятность непровара. Чтобы избежать этого дефекта, перед сваркой обратной стороны в металле вырезается бороздка глубиной 2-3 мм.После этого его покрывают сварочным роликом, затем стык укрепляют снаружи.
Сварные многослойные швы
Каждый слой очищается от шлаков перед нанесением нового и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используются электроды диаметром 3-4 мм, а для остальных — 5-6 мм. Последний слой является выпуклым, а также проводит термообработку предыдущих слоев.
Сварной шов — важный компонент многослойного соединения.Выполняется после обрезки и, возможно, частичного снятия первого стежка, в месте, где высока вероятность скопления дефектов. От того, насколько качественно будет выполнен шов, зависит надежность всего стыка.
Заключение
Подведем итог, чтобы научиться правильно готовить сваркой, нужно начать с самого простого:
- для отработки необходимого наклона электродов, при этом совершая коллективные движения для соединения деталей.
- научитесь выбивать шлак из стыков, что с каждым разом будет все лучше и лучше.
Как правильно приготовить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов немного сложнее горизонтального. Сначала его захватывают в нескольких местах, а затем постепенно заполняют снизу вверх. Таким образом, весь зазор заполнен жидким металлом.
Практикуйте навыки, купите сварочный аппарат, электроды, начните учиться делать красивые швы.
Сварочный шов — это линия расплавленного металла на краях двух сопрягаемых конструкций, возникающая в результате воздействия на сталь электрической дуги. Тип и конфигурация сварных швов подбирается индивидуально для каждого случая, его выбор зависит от таких факторов, как мощность применяемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов возникает и при сварке полипропиленовых труб паяльником.
В данной статье рассматриваются виды сварных швов и технология их выполнения.Мы изучим вертикальные, горизонтальные и потолочные швы, а также научимся их чистить и проверять на наличие дефектов.
1 Классификация сварных швов
Классификация швов на разновидности осуществляется по многим факторам, основным из которых является тип соединения. По этому параметру швы делятся на: стыковые
- ;
- шов внахлест;
- тройник шовный.
Рассмотрим каждый из представленных вариантов более подробно.
1.1 Стыковое соединение
Этот способ соединения используется для сварки торцевых частей труб, квадратных профилей и листового металла. Соединительные детали размещают так, чтобы между их краями оставался зазор 1,5-2 мм (желательна фиксация деталей хомутами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов укладывают только с одной стороны, в листах 4-12 мм он может быть как двойным, так и одинарным, толщиной от 12 мм и более, только двойной.
Если толщина стенок деталей составляет 4-12 мм, необходима механическая очистка кромок и герметизация кромок одним из следующих способов.Соединение особо толстого металла (от 12 мм) рекомендуется выполнять с помощью X-образной зачистки, другие варианты невыгодны из-за необходимости большого количества металла для заполнения сварного шва, что увеличивает расход электродов. .
Однако в некоторых случаях сварщик может решить приготовить толстый металл с одним швом, что требует заполнения его за несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов показана на изображении.
1,2
Соединение внахлестку используется исключительно для сварки листового металла толщиной 4-8 мм, при этом лист прокаливается с двух сторон, что исключает возможность попадания влаги между листами и их последующей коррозии.
Технология такого шва чрезвычайно требовательна к соблюдению правильного угла наклона электрода, который должен изменяться в диапазоне 15-40 градусов. В случае отклонения от нормы металл, заполняющий шов, сместится от линии стыка, что значительно снизит прочность стыка.
1.3 Тройник
Тройник выполнен в виде буквы «Т», может выполняться как с двух, так и с одной стороны. Количество швов и необходимость обрезки торца детали зависит от ее толщины:
- до 4 мм — односторонний шов без обрезки концов;
- 4-8 мм — двойной, без обрезки;
- 4-12 мм — одинарные с односторонней резкой;
- более 12 мм — двусторонняя, двухсторонняя резка.
Одной из разновидностей тройников является угловое соединение, используемое для соединения двух листов металла перпендикулярно или наклонно друг к другу.
2 типа швов в пространственном положении
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которым они бывают:
- вертикальные
- горизонтальные
- потолочные.
Проблема с вертикальными стыками — это соскальзывание расплавленного металла вниз под действием силы тяжести. Здесь необходимо применить короткую дугу — чтобы конец электрода держался как можно ближе к металлу.Сварка вертикальных стыков требует выполнения предварительных работ — зачистки и резки, которые выбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в необходимом положении и производится грубое соединение поперечными «захватами», предотвращающими перемещение заготовок.
Сварка вертикального шва может выполняться как сверху вниз, так и снизу вверх; с точки зрения удобства использования последний вариант предпочтительнее. Электрод необходимо держать перпендикулярно соединяемым деталям, допустимо упираться им в края сварной воронки.Движение электрода выбирается исходя из необходимой толщины шва, наиболее прочное соединение достигается при боковом смещении электрода из стороны в сторону и при петлеобразных колебаниях.
На вертикальных плоскостях швы горизонтального типа отображаются слева направо или справа налево. Сварка горизонтальных швов осложняется сливом ванны вниз, что требует выдерживания значительного угла наклона электрода — от 80 до 90 0.Чтобы предотвратить наплыв металла в таких положениях, необходимо перемещать электрод без поперечных колебаний, используя узкие ролики.
Скорость электрода выбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур ванны расплава не доходил до верхнего конца предыдущего ролика. Особое внимание стоит уделить верхнему краю, наиболее подверженному образованию различных дефектов. Перед сваркой последнего ролика необходимо очистить образовавшийся шов от шлака и нагара.
Самыми сложными в выполнении являются швы потолка. Поскольку в этом пространственном положении ванна расплава удерживается исключительно за счет поверхностного натяжения металла, сам шов должен быть как можно более узким. Стандартная ширина валика не более чем в два раза превышает ширину используемых электродов, при этом в работе необходимо использовать электроды диаметром до 4 мм.
При наложении шва электрод необходимо держать под углом от 90 до 130 0 к стыкуемым плоскостям. Ролик образуется колебательными движениями электрода от края к краю, при этом в крайнем боковом положении электрод задерживается, что помогает избежать подрезов.Учтите, что сварщики, не имеющие опыта работы с потолочными швами, не рекомендуются.
2.1 Технология сварки стыков потолков (видео)
2.2 Очистка и осмотр дефектов
После образования шва на поверхности соединяемых деталей остается шлак, капли расплавленной стали и окалины, а сам шов может образоваться. выпуклой формы и выступают над металлической плоскостью. Устранить эти недостатки позволяет зачистка, которая проводится поэтапно.
Вначале с помощью молотка и долота необходимо удалить окалину и шлак, затем с помощью болгарки с абразивным диском или шлифовального станка выравниваются соединяемые плоскости.Зернистость абразивного круга подбирается исходя из необходимой гладкости поверхности.
Дефекты сварного шва, с которыми часто сталкиваются неопытные специалисты, обычно являются результатом неравномерного движения электрода или неправильно подобранной силы и величины тока. Некоторые дефекты критичны, некоторые можно исправить — в любом случае контроль шва на предмет их наличия обязателен.
Рассмотрим, что такое дефекты и как они проверяются:
Также дефекты могут образовываться в виде трещин, которые появляются на стадии остывания металла.Трещины бывают двух конфигураций — направлены поперек шва или вдоль него. В зависимости от времени образования трещины делятся на горячие и холодные, последние появляются после закалки соединения из-за чрезмерных нагрузок, которые не выдерживает тот или иной вид сварного шва.
Холодные трещины — критический дефект, который может привести к полному разрушению стыка. В случае их образования необходимо заново заварить поврежденные участки, если их слишком много, шов необходимо отрезать и сделать заново.
Многослойная сварка обеспечивает сварному шву и прилегающей зоне основного металла необходимые механические свойства. Как уже отмечалось, это происходит из-за теплового воздействия наложенного валика на ранее наложенный металлический слой.
Многослойная сварка из-за множественного воздействия цикла термической сварки на основной металл в зоне термического влияния изменяет структуру и структуру зоны термического влияния. При сварке на длинных участках после каждого последующего прохода предыдущий шов проходит своего рода отпуск.
Многослойная сварка выполняется короткими участками, стыки роликов в разных слоях не должны совпадать. При нанесении каждого последующего слоя поверхность предыдущего тщательно очищается металлической щеткой до блеска.
Многослойная сварка обеспечивает хороший провар корня шва и значительно увеличивает плотность сварного шва.
Многослойная сварка короткими участками может выполняться секциями, каскадным методом или методом горки.
Многослойная сварка также позволяет получить менее хрупкую структуру сварного шва.
Многослойная сварка из-за множественного воздействия цикла термической сварки на основной металл в зоне термического влияния изменяет структуру и структуру зоны термического влияния. При сварке на длинных участках после каждого последующего прохода предыдущий шов проходит своего рода отпуск. При сварке на коротких участках шов и зона термического влияния длительное время находятся в нагретом состоянии. Помимо структурных изменений, это также увеличивает протяженность зоны термического влияния.
Форма сварочной ванны в зависимости от ее нагрева.- холодный, б-перегретый, б-нормальный. Многослойная сварка чугуна применяется редко и только в тех случаях, когда невозможно поддерживать всю ванну в жидком состоянии.
Двухсторонний шов. Многослойная сварка применяется при сварке толстых листов, когда мощность сварочного аппарата недостаточна для заполнения шва за один проход. Иногда из технологических соображений применяют многослойную сварку. При многослойной сварке необходимо делать обрезку краев.
Многослойная сварка осуществляется каскадным методом.При сварке трубопроводов с толщиной стенки более 6 мм и содержанием углерода в металле более 0,18% следует применять предварительный подогрев, обеспечивающий при сварке температуру металла шва в зоне термического влияния не ниже 200 С. Шов следует сваривать без перегрева. В случае перегрева необходимо обеспечить медленное охлаждение и нагрев перед возобновлением сварки до 200 C. Металл сварочной ванны должен быть в плотном состоянии, чтобы предотвратить выцветание хрома и молибдена.Рекомендуется предварительный нагрев до 250 — 300 С. Применяется однослойная и многослойная сварка с наименьшим количеством перерывов. После сварки пламя горелки медленно отводится вверх, что способствует более полному выделению газов из расплавленного металла. Хромомолибденовые и молибденовые стали подвергаются термической обработке.
Двухсторонний шов. Многослойная сварка применяется при сварке толстых листов, когда мощность сварочного аппарата недостаточна для заполнения шва за один проход. При многослойной сварке необходимо делать обрезку краев.
Многослойная сварка выполняется путем укладки трех или более электродов в канавку или угол при установке на лодке. Ток на электроды подается от нескольких источников. Для устойчивости процесса электроды покрыты стальной пластиной, облицованной слоем листовой меди (рис. IX.9, в), под которой укладывается слой бумаги, предохраняющий пластину от пригорания. При сварке одиночными электродами со стандартным покрытием также необходимо использовать указанные накладки.
Многослойная сварка выполняется короткими участками, стыки роликов в разных слоях не должны совпадать. При нанесении каждого последующего слоя поверхность предыдущего тщательно очищается металлической щеткой до блеска.
Схемы сварки под наклоном (а. Многослойная сварка выполняется путем укладки электродов в канавке или под углом при нахождении в лодке. Ток на электроды подается от нескольких источников.
Отжигательный ролик. Многослойная сварка элементов толщиной 6 мм. — 15 мм при средней и большой длине швов выполняется методом обратного шага, от середины к концам шва.При многослойной сварке каждый предыдущий слой шва отжигается, как при сварке следующего слоя.
Многослойная сварка элементов толщиной 6-15 мм со средней и большой длиной швов выполняется обратным шагом от середины шва к концам. №
Ручную многослойную дуговую сварку конструкций из стали 16Г2АФ толщиной более 16 мм рекомендуется выполнять с использованием так называемого мягкого слоя. При двусторонней сварке стыковых соединений первый шов следует укладывать на стороне, противоположной прихваткам, в этом случае при обязательной обрезке корня шва прихватки снимаются.
Многослойная сварка часто сваривает конструкции из легированных сталей, в которых влияние термического цикла может повлечь за собой значительные изменения свойств металла. Для таких конструкций наибольший интерес представляет определение теплового цикла и его регулирование.
Многослойная сварка обеспечивает повышенную прочность металла шва и всего сварного шва по сравнению с однослойной: меньшая часть перегретого металла получается в зоне термического влияния сварного соединения, нормализация (отжиг) нижележащих слоев достигается при последующей наплавке.Толщина слоя подбирается так, чтобы металл предыдущего слоя приобретал мелкозернистую структуру. Для сварки незакалывающейся стали толщина слоя многослойного шва составляет 3-8 мм в зависимости от толщины и размеров изделия. Металл верхнего слоя шва рекомендуется отжигать газовым пламенем без присадочного металла.
Схемы сварки роликовой толщиной металла, мм. | Сварка в лотках. Однако многослойная сварка менее производительна и требует более высокого расхода газа, чем однослойная сварка.Поэтому его используют только при сварке ответственных изделий. Сварка ведется короткими участками. При наложении слоев необходимо следить за тем, чтобы стыки швов в разных слоях не совпадали. Перед нанесением нового слоя необходимо проволочной щеткой очистить поверхность предыдущего слоя от окалины и шлака.
Определение доли металла при формировании шва. При многослойной сварке, когда последующий валик (рис. 66, б) накладывается в канавку на основной металл (F0 M) и предыдущий валик (P 1 — g), их доля в формировании металла n-го валика должна также следует принять во внимание.
Типы подключений.
К многослойной сварке коротких участков прибегают в тех случаях, когда они имеют тенденцию продлевать время пребывания металла выше определенной температуры и предотвращать его быстрое охлаждение ниже этой температуры. Тепловые эффекты сваренных коротких слоев складываются и замедляют скорость охлаждения отдельного слоя.
При многослойной сварке каждый слой необходимо очистить от шлака и металлических брызг перед нанесением следующего. На металле шва должна загореться дуга.Кратер должен быть заплавлен при коротком замыкании электрода. Доведение кратера до основного металла не допускается. После сварки необходимо удалить заусенцы, металлические отложения, брызги и шлак. Шлак удаляется после остывания шва.
Зависимость работы зарождения (а и работы распространения трещины (б) в зоне термического влияния однослойного сварного шва от. При многослойной сварке, особенно автоматической дугой под флюсом, за счет приложения температурных полей каждое слой создает опасность перегрева металла.
При многослойной сварке необходимо организовать работу таким образом, чтобы при нанесении первого слоя сварщик переходил к следующей заготовке или зоне шва, а помощник удалял шлак с первого слоя. После нанесения первого слоя на второй продукт или участок шва сварщик наносит второй слой на первый продукт или участок шва, а помощник очищает шов на втором изделии.
При многослойной сварке необходимо организовать работу так, чтобы после нанесения первого слоя сварщик переходил к следующему изделию или участку шва, а прихвостень очищал первый слой от шлака.После нанесения первого слоя на второй продукт или участок шва сварщик наносит второй слой на первый продукт или участок шва, а помощник очищает шов на втором изделии.
При многослойной сварке отдельные ролики должны быть как можно более однородными. Это условие продиктовано необходимостью уменьшения упрочнения свариваемой стали в зоне термического влияния сварного шва. Зона закалки от наложения последующих валков частично проходит через зону закалки предыдущих валков и освобождает ее.В результате вся зона термического влияния может быть равномерно освобождена.
При многослойной сварке необходимо организовать работу таким образом, чтобы после нанесения первого слоя сварщик переходил к следующей заготовке или зоне шва, а помощник снимал первый слой шлака. После нанесения первого слоя на второй продукт или участок шва сварщик наносит второй слой на первый продукт или участок шва, а помощник очищает шов на втором изделии.
При многослойной сварке отдельные ролики должны быть как можно более однородными. Это условие продиктовано необходимостью уменьшения упрочнения свариваемой стали в зоне термического влияния сварного шва. Зона отпуска от наложения последующих валков частично проходит через зону закалки предыдущих валков и освобождает ее. В результате вся зона термического влияния может быть равномерно освобождена.
При многослойной сварке необходимо организовать работу таким образом, чтобы после нанесения первого слоя сварщик переходил к следующей заготовке или зоне шва, а помощник снимал первый слой шлака.После нанесения первого слоя на второй продукт или участок шва сварщик наносит второй слой на первый продукт или участок шва, а помощник очищает шов на втором изделии.
При многослойной сварке необходимо тщательно очищать каждый валик от оксидной пленки, характеризующейся появлением обесцвечивания. Сварку продольных швов следует начинать и заканчивать на выходных технологических полосах из того же металла, что и свариваемые изделия. После окончания сварки подается инертный газ (до полного остывания нагретых участков.Техника сварки импульсной и непрерывной дугой одинакова.
При многослойной сварке после завершения корневого шва все последующие слои кованы.
При многослойной сварке после нанесения каждого слоя необходимо зачистить швы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
Схематическое изображение сварочных работ разн. При многослойной сварке каждый слой тщательно очищается. Количество слоев определяется диаметром электрода.
При многослойной сварке каждый слой должен быть тщательно очищен от шлака и металлических брызг; если в слое есть поры, раковины и трещины, их необходимо срезать.
При многослойной сварке после нанесения каждого слоя необходимо очистить швы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
При многослойной сварке слои сваривают поочередно с двух сторон или, если невозможно повернуть изделие, сварку проводят в вертикальном положении одновременно с двух сторон.
При многослойной сварке каждый предыдущий шов должен быть очищен от шлака и брызг перед нанесением следующего слоя шва.
При многослойной сварке каждый последующий слой направлен в направлении, противоположном предыдущему, закрывающие участки каждого слоя разнесены друг от друга. Это улучшает качество сварки.
При многослойной сварке каждый слой сваривается только после охлаждения предыдущего. В качестве источников тока для дуговой сварки используются сварочные преобразователи, трансформаторы и выпрямители.
При многослойной сварке каждый слой тщательно очищается. Количество слоев определяется диаметром электрода.
В процессе выполнения сварочных работ получаются различные, способные соединять не только металлы, но и другие разнородные материалы. Элементы, состыкованные в единый блок, представляют собой соединение, которое можно разделить на несколько секций.
Зоны сварки
Соединение, полученное в процессе сварки, делится на следующие зоны:
- Место сплавления — это граница между основным металлом и металлом полученного сварного шва.В этой зоне находятся зерна, которые по структуре отличаются от состояния основного металла. Это связано с частичным оплавлением в процессе сварки.
- Область теплового воздействия — это зона основного металла, который не был расплавлен, хотя при нагреве металла его структура изменилась.
- Сварочный шов — участок, образовавшийся при кристаллизации при остывании металла.
Виды сварных швов
В зависимости от расположения стыкуемых изделий относительно друг друга, соединения делятся на следующие типы:
- Стыковка стыковочных элементов конструкций осуществляется в одной плоскости торцами на друг с другом.В зависимости от различной толщины соединяемых деталей концы могут смещаться вертикально друг относительно друга.
- ластовица. В этом случае совмещение концов производится под углом. Процесс сварки ведется на смежных краях деталей.
- Соединение внахлестку. Детали для сварки расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы выравниваются параллельно друг другу и соединяются на концах.
- Тройник.В этом случае торец одной детали примыкает к стороне другой под углом.
Сварные соединения также характеризуют типы сварных швов, которые можно квалифицировать по некоторым критериям.
Скорость сварки
Есть несколько параметров, с помощью которых можно охарактеризовать все полученные сварные швы:
- ширина — это размер между границами шва, которые нарисованы видимыми линиями сплавления;
- корень шва — его обратная сторона, которая находится на максимальном удалении от лицевой части;
- выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость — этот показатель актуален, если он возникает в сварном шве, потому что, по сути, это дефект; этот параметр определяется в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется вогнутость;
- ножка приварная — имеет место только в угловых и тройниковых соединениях; Этот показатель измеряется наименьшим расстоянием от боковой поверхности одной свариваемой детали до граничной линии шва на поверхности второй.
Виды швов по способу выполнения
Виды сварных швов в пространственном положении и длине
Различают такие положения сварки:
- нижнее, когда сварной шов находится в нижней горизонтальной плоскости, то есть под углом 0º относительно земли;
- горизонтально, направление сварки горизонтальное, деталь может располагаться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, а сварка ведется в вертикальном направлении;
- потолок, когда работы ведутся под углом 120-180º, то есть сварные швы расположены выше мастера;
- «в лодке», это положение касается только угловых или тройниковых соединений, деталь ставится под углом, а сварка ведется «в углу».
Разбивка по длине:
- сплошная, так что почти все швы выполняются, но есть исключения;
- швы узловые; они возникают только в угловых стыках; двусторонние швы этого вида могут выполняться как в шахматном порядке, так и в цепочке.
Обрезка кромок
Эта конструктивная особенность применяется, когда толщина металла, используемого для сварки, превышает 7 мм. Кромка — это снятие металла с краев определенной формы.Этот процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварной шов. Что касается толстого материала, то резка необходима для того, чтобы сначала расплавить корневой проход, а затем следующими плавкими роликами, равномерно заполняя полость, вскипятить металл по всей толщине.
Обрезка кромок может производиться при толщине металла не менее 3 мм. Потому что его меньшее значение приведет к выгоранию. Резка характеризуется такими конструктивными параметрами: зазор — R; угол режущих кромок — α; тупость — п.Расположение этих параметров показано на чертеже сварного шва.
Обрезка кромок увеличивает количество расходных материалов. Поэтому они всячески стараются минимизировать это значение. Делится на несколько типов конструкции:
- V-образная;
- Х-образный;
- Y-образный;
- П-образный;
- щель.
Кромка Характеристики
Для небольших толщин свариваемого материала от 3 до 25 мм обычно используется односторонний V-образный паз.Снятие фаски можно выполнять на обоих концах или на одном из них. Металл толщиной 12-60 мм желательно сваривать двусторонней Х-образной резкой. Угол α при резке в форме X, V составляет 60º, если скашивание выполняется только на одной кромке, то значение α будет 50º. Для толщины 20-60 мм наиболее экономичным будет расход наплавленного металла при П-образной резке. Фаска также может быть сделана по одной или с обоих концов. Притупление составит 1-2 мм, а зазор — 2 мм.При большой толщине металла (более 60 мм) наиболее эффективным способом будет щелевая обрезка кромок. Для сварного соединения эта процедура очень важна, она влияет на несколько факторов шва: Стандарты
и ГОСТ
- Ручные швы и соединения по ГОСТ 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных позиции. Это касается не только стальных трубопроводов.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные виды, режущие кромки, конструктивные размеры при механизированном способе сварки.
- из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. ГОСТ 14806-80 — форма, размеры, подготовка кромок под ручную и механизированную сварку алюминия и его сплавов, процесс осуществляется в защитной среде.
- Под флюсом. ГОСТ 8713-79 — сварочные швы и стыки выполняются автоматической или механизированной сваркой на весу, на подушке из флюса. Он распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертном газе.ГОСТ 27580-88 является стандартом для ручного, полуавтоматического и выполняется неплавящимся электродом в инертном газе с присадочным материалом и распространяется на алюминий толщиной от 0,8 до 60 мм.
Обозначение сварного шва
Согласно нормативным документам наличие сварных швов отображается на или на общем виде. Сварные швы показаны сплошными линиями, если они видны. А если наоборот — то штриховыми отрезками. От этих линий отводятся отведения с односторонними стрелками. Обозначение сварных швов вынесено на полку от выноски.Надпись делается поверх полочки, если шов находится на лицевой стороне. В противном случае обозначение будет под полкой. Сюда входит информация о шве в следующей последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может быть значок:
○ — шов закрытый;
┐ — сварка шва выполняется при монтаже.
- их конструктивные элементы и соединения ГОСТ.
- Название шва по стандарту.
- Метод сварки согласно нормативным требованиям.
- Обозначена ножка, этот пункт относится только к угловым соединениям.
- Прерывистый шов, если есть. Здесь указывается шаг и расположение сварных сегментов.
- Дополнительные значки вспомогательного значения. Рассмотрим их как отдельный предмет.
Вспомогательное обозначение
Эти знаки наносятся также сверху полки, если сварной шов на чертеже виден, и под ним, когда не виден:
- — снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по открытой линии; этот знак применяется только к сварным швам, видимым на чертеже;
- чистота обработки поверхности сварного шва.
Для упрощения, если все стыки конструкции выполнены по одному ГОСТу, имеют одинаковые размеры резки кромок и конструктивные размеры, в технических требованиях указывается обозначение и норма сварки. В дизайне может быть не весь, а большое количество одинаковых швов. Затем они делятся на группы и присваивают им порядковые номера в каждой группе отдельно. На одном шве указывают полное обозначение. На остальном ставят только серийные номера. Количество групп и количество швов в каждой из них следует указывать в нормативной документации.
Что такое сварка швов? — TWI
Шовная сварка — это соединение деталей из одинаковых или разнородных материалов вдоль непрерывного шва. Сварку швов можно разделить на два основных метода: сварку контактным швом и сварку трением.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Контактная сварка швов
Сварка контактным швом — это разновидность контактной точечной сварки, основное отличие которой состоит в том, что сварочные электроды представляют собой колеса с приводом от двигателя, а не неподвижные стержни.Этот метод сварки, идеально подходящий для изготовления листового металла, пропускает электрический ток через соединяемые металлические листы, удерживая их вместе за счет механической силы в конфигурации нахлеста между профилированными медными электродами. Как и в случае с другими типами контактной сварки, плавление происходит там, где поверхности листов соприкасаются, поскольку это точка наибольшего электрического сопротивления и, следовательно, место, где выделяется наибольшее количество тепла.
Тепло от дискообразных электродных колес создает непрерывный сварной шов, поскольку детали проходят между ними, что приводит к сварке сопротивлением качению или негерметичной сварке шва.
Сварка контактным швом может использовать либо прерывистое движение, когда скорость ролика не определена заранее, либо шовную сварку непрерывным движением, когда скорость электродного ролика предварительно определяется до подачи тока.
Сварка сварочного шва сопротивлением расходуемых материалов
Альтернативный метод, называемый сваркой контактным швом плавящимся электродом, аналогичен стандартной сварке контактным швом, за исключением того, что на электродном колесе есть канавки, так что между колесом и соединяемым материалом можно ввести профилированную медную проволоку.Эта медная проволока подается с катушки и проходит вокруг электродного колеса со скоростью сварки, а затем выгружается в контейнер для отходов. Это гарантирует, что для работы всегда будет чистая, незагрязненная поверхность.
Подходит для сварки стали с покрытием и нержавеющей стали, этот процесс очень надежен и позволяет достигать скорости сварки более 70 метров в минуту. Хотя расходная проволока увеличивает стоимость этого типа сварки, эти расходы компенсируются возвращаемой стоимостью лома меди.
Меры предосторожности при сварке контактным швом
Как и в любом процессе, в котором используется электрический ток, следует принимать меры предосторожности в отношении силы тока, подаваемого сварочным оборудованием. Если сила тока слишком высока, поверхность раздела между роликом и материалами будет слишком горячей. Тепло, выделяемое электродами, можно уменьшить, промывая зону сварки водой, которая поддерживает охлаждение роликов во время процесса соединения.
Также важно следить за скоростью сварки, чтобы обеспечить хорошее качество соединения по всему шву.
Преимущества контактной сварки швов
Сварка контактным швом дает преимущество в получении чистых сварных швов без образования газов или сварочного дыма. Также не требует использования присадочных материалов для соединения , которое может быть выполнено как газонепроницаемое, так и непроницаемое для жидкости , предлагая ряд применений.
Процесс может быть полностью автоматизирован , что делает его очень повторяемым процессом. Кроме того, контактная сварка позволяет одновременно создавать как одинарный, так и параллельный шов.
Недостатки контактной сварки швов
В то время как контактная сварка подходит для выполнения соединений по прямой линии, ролики не могут выполнять более сложные криволинейные сварные швы. Сварка также невозможна во внутренних углах или там, где другие элементы компонентов затрудняют доступ к электродам колеса.
Этот процесс также не подходит для соединения металлических листов толщиной более 3 мм. . Из-за скорости ролика для обеспечения качества сварки может потребоваться высококвалифицированный оператор, а сварочное оборудование также стоит дорого.
Применения для контактной сварки швов
Благодаря способности выполнять герметичные соединения для газа или жидкости, этот процесс хорошо подходит для создания таких элементов, как стальные топливные баки для транспортных средств, а также консервные банки, радиаторы или стальные бочки. Сопротивление сварным швам также можно найти на многих типах стволов и выхлопных систем.
Этот процесс широко используется для соединения баков самолетов, холодильников и масляных трансформаторов, а также для сварки нержавеющей стали, никелевых и магниевых сплавов.
Сварка трением
В этом методе соединения вместо электродов используется трение для нагрева сварного шва. Как и в случае других процессов сварки трением, детали соединяются в твердой фазе без плавления материалов, что означает отсутствие плавления и, таким образом, практически отсутствие взаимной диффузии между расходным материалом и подложкой.
Идеально подходит для соединения материалов, которые трудно сваривать с использованием традиционных методов дуговой сварки. Сварка трением создает тепло за счет вращающегося расходуемого стержня, который в осевом направлении вдавливается в V- или U-образную канавку.Заготовки перемещаются под вращающийся расходный материал, поскольку в канавке откладывается осадок.
видов швов и стыков
В процессе выполнения сварочных работ различные соединения. Сварные швы способны соединять не только металлы, но и другие разнородные материалы. Элементы, состыкованные в единый блок, представляют собой соединение, которое можно разделить на несколько секций.
Зоны сварки
Соединение, полученное в процессе сварки, делится на следующие зоны:
- Место сплавления — граница между основным металлом и полученным металлом шва.В этой зоне находятся зерна, которые по своей структуре отличаются от состояния основного металла. Это происходит из-за частичного плавления в процессе сварки.
- Зона термического влияния — это зона основного металла, которая не подвергалась плавлению, хотя ее структура изменилась в процессе нагрева металла.
- Сварка — участок, образовавшийся при кристаллизации в процессе охлаждения металла.
Типы сварных соединений
В зависимости от расположения стыкуемых изделий относительно друг друга, соединения делятся на следующие типы:
- Стык.Соединение элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от разной толщины соединяемых деталей концы могут перемещаться по вертикали относительно друг друга.
- ластовица. В этом случае совмещение концов производится под углом. Процесс сварки ведется по смежным краям деталей.
- Соединение внахлест. Детали под сварку параллельны с частичным перекрытием.
- Торцевое соединение. Сварные элементы выровнены параллельно друг другу и состыкованы по концам.
- Тавровой связи. В этом случае конец одной детали примыкает к стороне другой под углом.
Сварные соединения также характеризуют типы сварных швов, которые можно квалифицировать по определенным критериям.
Значения сварного шва
Есть несколько параметров, с помощью которых можно охарактеризовать все полученные сварные швы:
- ширина — это размер между краями шва, которые нарисованы видимыми линиями сплавления;
- корень шва — его обратная сторона, которая находится на максимальном удалении от лицевой части;
- выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость — этот показатель актуален, если есть место в сварном шве, поскольку, по сути, является дефектом; этот параметр определяется в том месте, где шов имеет наибольший прогиб — размер вогнутости измеряется от него до плоскости основного металла;
- шовная ножка — имеет место только в углу и тройнике; Этот показатель измеряется наименьшим расстоянием от боковой поверхности свариваемой детали до границы шва на поверхности второй.
Виды швов по способу выполнения
- Швы сварочные односторонние. Выполняются с полным проплавлением металла по всей длине.
- Двустороннее исполнение. По технологии после односторонней сварки корень шва удаляется, и только после этого выполняется сварка с другой стороны.
- Однослойные швы. Выполняется однопроходной сваркой одним наплавленным валиком.
- Многослойные швы. Их использование целесообразно при большой толщине металла, то есть когда сварка за один проход по технологии невозможна.Слой шва будет состоять из нескольких валиков (проходов). Это ограничит распространение зоны термического воздействия и позволит получить прочный и качественный шов.
Типы сварных швов по пространственному положению и длине
Существуют такие положения сварки:
- внизу, когда сварной шов находится в нижней горизонтальной плоскости, т.е. под углом 0º относительно земли;
- горизонтально, направление сварки горизонтальное, деталь может располагаться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, а сварка ведется в вертикальном направлении;
- потолок, когда работы ведутся под углом 120-180 º, то есть сварные швы расположены выше мастера;
- «в лодке», это положение распространяется только на угловые или тройники, деталь ставится под углом, а сварка ведется «в углу».»
Разбивка по длине:
- непрерывная, почти все швы выполняются таким образом, но есть исключения;
- прерывистые швы, они встречаются только в угловых стыках; двусторонние швы этого типа могут выполняться как в шахматном порядке, так и в цепочке.
Кромка
Данная конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, превышает 7 мм. Кромка — это снятие металла с кромок определенной формы. пройти стыковые швы.Это необходимо для получения правильного сварного шва. Что касается толстого материала, то резка необходима для того, чтобы сначала расплавить корень, а затем следующими роликами, равномерно заполняя полость, вскипятить металл на всю толщину.Кромка может производиться при толщине металла не менее 3 мм. Потому что его меньшее значение приведет к прожогу. Резка характеризуется такими конструктивными параметрами: зазор — R; угол резания — α; притупление — с. Расположение этих параметров показано на чертеже сварного шва.
Кромка увеличивает количество расходных материалов. Поэтому они стараются минимизировать это значение. Делится на несколько типов конструкции:
- V-образная;
- Х-образный;
- Y-образный;
- П-образный;
- щель.
Особенности режущих кромок
Для небольших толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная резка. Фаска может выполняться на обоих концах или на одном из них. Металл толщиной 12-60 мм, желательно сваривать двусторонней Х-образной резкой.Угол α при резке в форме X, V равен 60º, если скашивание выполняется только на одной кромке, то значение α будет равно 50º. Для толщины 20-60 мм расход наплавляемого металла П-образной резкой будет наиболее экономичным. Фаска также может выполняться на одном или обоих концах. Мутность составит 1-2 мм, а зазор — 2 мм. При большой толщине металла (более 60 мм) наиболее эффективным способом будет щелевидная бороздка. Эта процедура очень важна для сварного шва; это влияет на несколько факторов шва:
- производительность соединения;
- прочность и качество сварного шва;
- эконом.
Стандарты и ГОСТы
- Ручная дуговая сварка. Сварные швы и соединения по ГОСТ 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Это касается не только стальных трубопроводов.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные виды, режущие кромки, конструктивные размеры при механизированном способе сварки.
- Сварка трубопроводов из меди и медно-никелевых сплавов.ГОСТ 16038-80.
- Дуговая сварка алюминия. Сварные швы. ГОСТ 14806-80 — форма, размер, подготовка кромок под ручную и механизированную сварку алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 — сварочные швы и стыки выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Наносится на металл толщиной от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 — стандарт на ручную, полуавтоматическую и автоматическую сварку.Выполняется неплавящимся электродом в инертных газах с добавкой материала и распространяется на алюминий толщиной от 0,8 до 60 мм.
Обозначение сварного шва
Согласно нормативным документам наличие сварных швов показано на сборочных чертежах или в целом. Изображаются сварные швы сплошными линиями, если они видны. А если наоборот — то отрезки пунктирные. От этих строк убираются листовки с односторонними стрелками. Обозначение сварных швов вынесено на полку с выноски.Надпись делается над полкой, если шов находится на лицевой стороне. В противоположном варианте обозначение будет под полкой. Сюда входит информация о шве в следующей последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может находиться значок:
○ — закрытый шов;
┐ — сварной шов выполняется при монтаже.
- Обозначение сварных швов, их конструктивных элементов и соединений ГОСТ.
- Название шва по стандарту.
- Метод сварки согласно нормативным требованиям.
- Обозначена ножка, этот пункт относится только к угловым соединениям.
- Прерывистый шов, если есть. Это указывает шаг и расположение сварных сегментов.
- Значки дополнительных вспомогательных значений. Считайте их отдельным предметом.
Вспомогательное обозначение
Эти отметки наносятся также на верхней части полки, если сварной шов на чертеже виден, и под ним, когда не виден:
- удаление усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив прогибы и неровности;
- шов выполняется по открытой линии; этот знак относится только к видимым на чертеже сварным швам;
- Обработка поверхности сварного шва.
Для простоты, если все строительные швы выполнены по одному ГОСТу, имеют одинаковые режущие кромки и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В дизайне может быть не весь, а большое количество одинаковых швов.