Обозначение сварных швов на чертежах — Справочная информация
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72
СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84
http://docs.cntd.ru/…ment/1200004380
Выдержка из ГОСТа —
57. Сварное соединение
Неразъемное соединение, выполненное сваркой
D. Schweissverbindung
Е . Welded joint
F. Joint soudé; Assemblage soudé; Soudure
58. Стыковое соединение
Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
D. Stumpfstoss; Stumptschweissverbindung
Е . Butt joint
F. Assemblage en bout; Joint en bout
59. Угловое соединение
Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
D. Eckstoss; Eckverbindung
Е . Corner joint; Fillet weld
F. Joint d’angle; Soudure en corniche
60. Нахлесточное соединение
Нахлесточное соединение
Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
D. Überlappstoss; Überlappverbindung
Е . Lap joint; Overlap joint
F. Assemblge à recouvrement; Joint a recouvrement
61. Тавровое соединение
Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
Ндп. Соединение впритык
D. T-Stoss; T-Verbindung
E. Tee joint; T-joint
F. Assemblage en T; Joint en T
62. Торцовое соединение
Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
Ндп. Боковое соединение
D. Stirnstoss
E. Edge joint; Flange joint
F. Joint des plaques juxtaposées; Joint à bords relevées
63. Сварная конструкция
Металлическая конструкция, изготовленная сваркой отдельных деталей
D. Schweisskonstruktion
Е .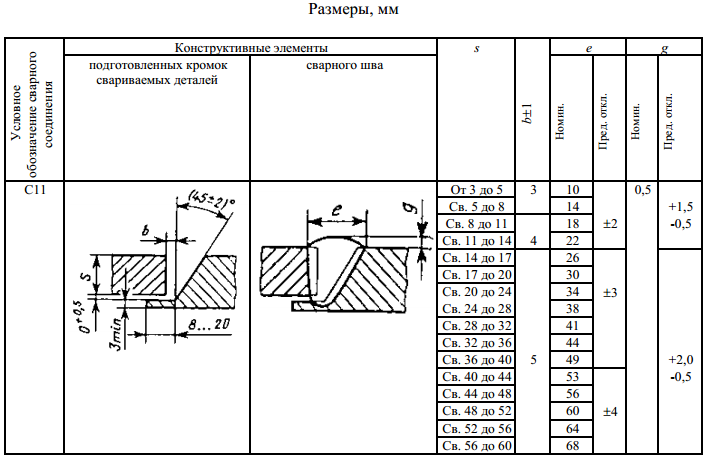
F. Construction soudée
64. Сварной узел
Часть конструкции, в которой сварены примыкающие друг к другу элементы
D. Schweissteil; Schweisseinheit
Е . Welded assembly
F. Ensemble soudé; Assemblage soude.
65. Сварной шов
Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации
Шов
D. Schweissnaht
E. Weld
F. Soudure
66. Стыковой шов
Сварной шов стыкового соединения
D. Stumpfnaht; Slossnalit
Е . Butt weld
F. Soudure en bout; Soudure bout à bout
67. Угловой шов
Сварной шов углового, нахлесточного или таврового соединений
D. Kehlnaht
Е . Fillet weld
F. Soudure d’angle
68. Точечный шов
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками
D. Punktschweissung
Е .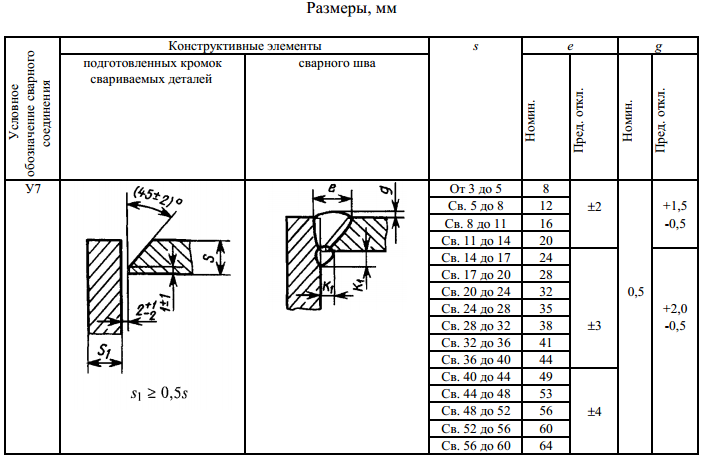 Spot weld
Spot weld
F. Soudure par points
69. Сварная точка
Элемент точечного шва, представляющий собой в плане круг или эллипс
D. Schwelsspunkt
Е . Weld spot; Weld point
F. Point de soudure; Point soudé
70. Ядро точки
Зона сварной точки, металл которой подвергался расплавлению
D. Schweisslinse
Е . Weld nugget; Spot weld nugget
F. Noyau de soudure; Lentille de soudure
71. Непрерывный шов
Сварной шов без промежутков по длине
Ндп. Сплошной шов
D. Durchlauiende Naht
Е . Continuous weld; Uninterrupted weld
F. Soudure continue
72. Прерывистый шов
Сварной шов с промежутками по длине
D. Unterbrochene Naht
Е . Interrupted weld; Intermittent weld
F. Soudure discontinue; Soudure intermittente
73. Цепной прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
Цепной шов
D. Symmetrisch unterbrochene Naht
Symmetrisch unterbrochene Naht
Е . Chain intermittent weld; Chain intermittent fillet weld
F. Soudure discontinue symmétrique
74. Шахматный прерывистый шов
Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
Шахматный шов
D. Unterbrochene versetzte Naht
Е . Staggered intermittent weld
F. Soudure discontinue alternée
75. Многослойный шов
—
D. Mehrlagennaht
Е . Multi-run weld; Multi-pass weld
F. Soudure en plusieurs passes;
Soudure à couches multiples;
Soudure à plusieurs couches
76. Подварочный шов
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва
D. Gegennaht
Е . Sealing bead
F. Cordon support; Cordon à l’envers
77. Прихватка
Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей
D. Heftnaht
Heftnaht
Е . Tack weld
F. Soudure de pointage
78. Монтажный шов
Сварной шов, выполняемый при монтаже конструкции
D. Baustellenschweissnaht; Montageschweissungs
Е . Site weld
F. Soudure de montage
79. Валик
Металл сварного шва, наплавленный или переплавленный за один проход
D. Schweissraupe
Е . Weld bead; Bead
F . Cordon
80. Слой сварного шва
Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва
Слой
D. Lage
Е . Layer
F . Couche
81. Корень шва
Часть сварного шва, наиболее удаленная от его лицевой поверхности
D. Nahtwurzcl; Wurzel
Е . Weld root
F. Racine de la soudure
82. Выпуклость сварного шва
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
Выпуклость шва
Ндп.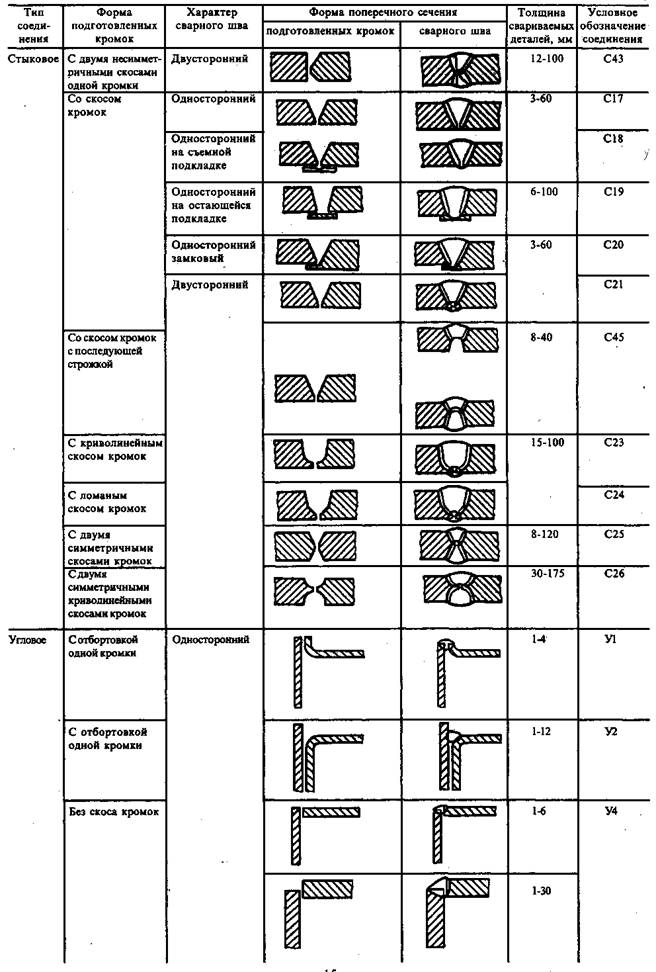 Усиление шва
Усиление шва
D. Nahtüberhöhung
Е . Weld reiniorcemcnt; Weld convexity
F.Surépaisseur de la soudure
83. Вогнутость углового шва
Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
Вогнутость шва
Ндп. Ослабление шва
D. Konkavität der Kehlnaht
Е . Fillet weld concavity
F. Concavité de la soudure
84. Толщина углового шва
Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
D. Nahthöhe; Kehlnahtdicke
Е . Fillet weld throat thickness
F. Epaisseur à clin; Epaisseur d’une soudure en angle
85. Расчетная высота углового шва
Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
Расчетная высота шва
D.
Е . Desipn throat thickness
F. Epaisseur nominale de la soudure
86. Катет углового шва
Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
Катет шва
D . Schenkell ä ng у; Nahtschenkel
Е . Fillet weld leg
F. Côte de la soudure d’angle
87. Ширина сварного шва
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением
Ширина шва
D . Nahtbreite
Е . Weld width
F. Largeur de la soudure
88. Коэффициент формы сварного шва
Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине
Коэффициент формы шва
D. Nahtiormfaktor
Е . Weld shape factor; Weld geometry factor
F. Facteur géométrique de la soudure
89. Механическая неоднородность сварного соединения
Различие механических свойств отдельных участков сварного соединения
Механическая неоднородность
D . Mechanische Inhoniogenit ä t
Mechanische Inhoniogenit ä t
Е . Mechanical heterogeneity
F. Hétérogénéité mécanique
90. Мягкая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Мягкая прослойка
D. Weiche Zwischenlage
Е . Soft interlayer
F. Couche intermédière douce
91. Твердая прослойка сварного соединения
Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков
Твердая прослойка
D. Harte Zwischenlage
Е . Hard interlayer
F. Couche intermédière dure
92. Разупрочненный участок сварного соединения
Участок зоны термического влияния, в котором произошло снижение прочности основного металла
Разупрочненный участок
D. Infestigte Zone
E. Weakened zone
F. Zone affaibliu
93. Контактное упрочнение мягкой прослойки
Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями
Контактное упрочнение
D. Lokale Verfestigung
Lokale Verfestigung
Е . Local strengthening
F. Raffermissement locale
ТЕХНОЛОГИЯ СВАРКИ
94. Направление сварки
Направление движения источника тепла вдоль продольной оси сварного соединения
D. Schweissrichtung
Е . Direction of welding
F. Sens de la soudure; Direction de la soudure
95. Обратноступенчатая сварка
Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
D. Pilgerschrittschweissen
Е . Back-step sequence; Back-step welding; Step-back welding
F. Soudage à pas de pélerin
96. Сварка блоками
Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
D. Absatzweises Mehrlagenschweissen
Е . Block sequence
F. Soudage par blocs successifs
97. Сварка каскадом
Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
D. Kaskadenschweissung
Kaskadenschweissung
Е . Cascade welding
F. Soudage en cascade
98. Проход при сварке
Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке
Проход
D. Schweissgang
Е . Pass; Run
F . Passe
99. Сварка напроход
Сварка, при которой направление сварки неизменно
D. Einrichtungschweissen
Е . One direction welding
F. Soudage dans un sens
100. Сварка вразброс
Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине
D. Absatzweises Schweissen
E. Skip welding
F. Soudage fractionné
101. Сварка сверху вниз
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз
D. Fallnahlschweissen; Abwärtsschweissen
E. Downhill welding
F. Soudage descendant
102. Сварка снизу вверх
Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх
D.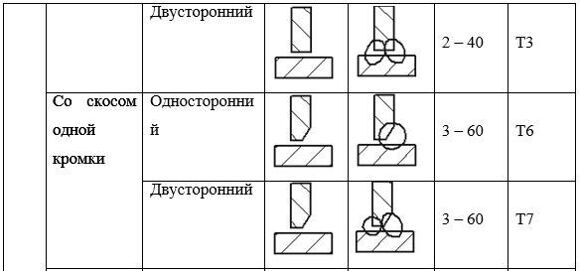 Aufwärtsschweissen
Aufwärtsschweissen
E. Uphill welding
F. Soudage montant; Soudage ascendant
103. Сварка на спуск
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз
D. Bergabschweissen
E. Downward welding (in the inclined position)
F. Soudage descendant (en position inclinée)
104. Сварка на подъем
Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх
D. Schrägaufwärtsschweissen Bergautschweissen
E. Upward welding (in the inclined position)
F. Soudade montant (en position inclinée )
105. Сварка углом вперед
Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки
D. Schweissen mit stechendcr Brennerstellung
E. Welding with electrode inclined under acute angle
F. Soudage avec électrode inclinése en avant
106. Сварка углом назад
Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки
D.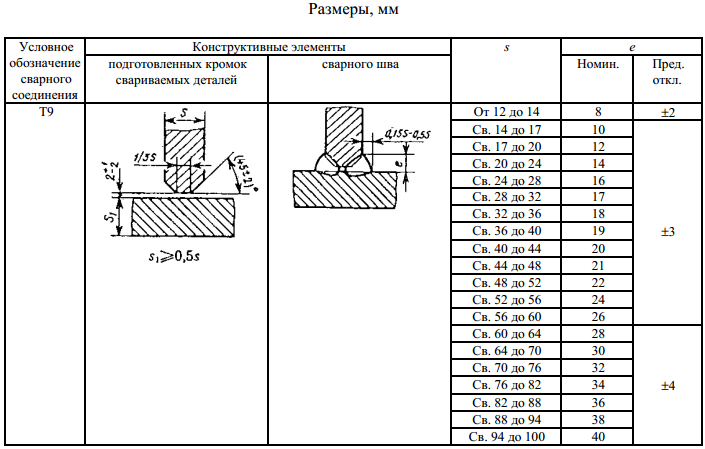 Schweissen mit schleppen der Brennersteilung
Schweissen mit schleppen der Brennersteilung
E. Welding with electrode in dined under obtuse angle
F. Soudage avec électrode inclinése en arriére
107. Сварка па весу
Односторонняя спарка со сквозным проплавлением кромок без использования подкла
https://internet-law…gosts/gost/851/
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Содержание: [скрыть]
- 1 Виды сварочных швов
- 2 Разбираем квадраты №2 и 3, виды швов по ГОСТам
- 3 Квадрат №4, способы сварки
- 4 Квадрат №5, размеры шва
Виды сварочных швов
Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.
 312-72 под названием «Условные изображения и обозначения швов сварных соединений».
312-72 под названием «Условные изображения и обозначения швов сварных соединений». - ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
 312-72 под названием «Условные изображения и обозначения швов сварных соединений».
312-72 под названием «Условные изображения и обозначения швов сварных соединений».Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:
Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.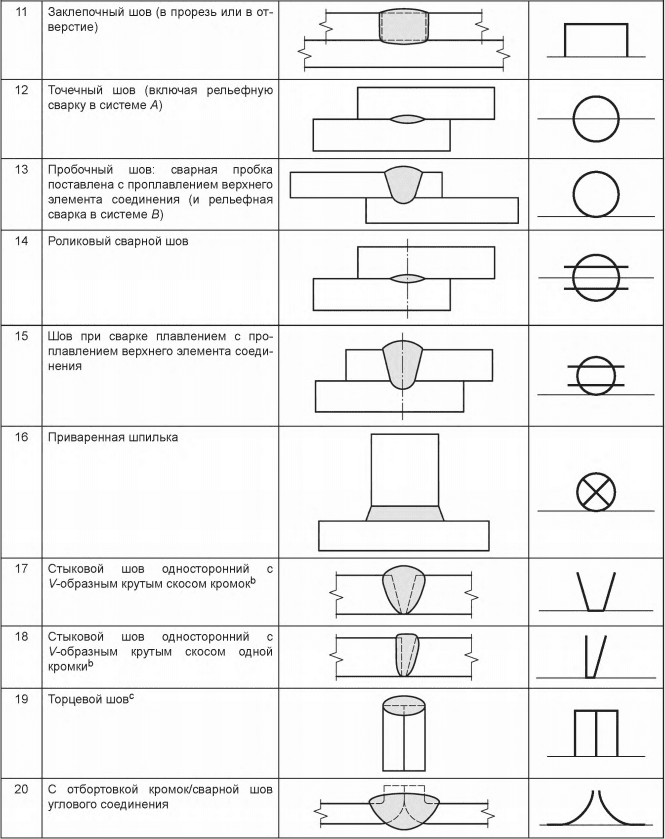
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.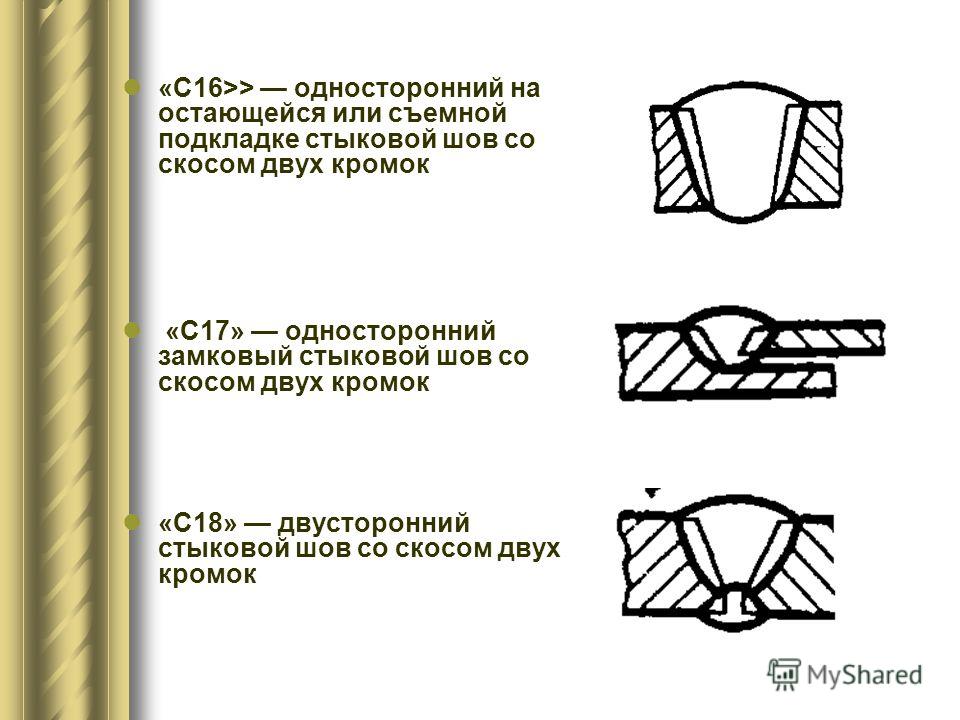
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки
Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Классификация сварных швов.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.

Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
1
Первый слайд презентации
Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ 2.312-72* – Условные изображения и обозначения швов сварных соединений;
Изображение слайда
2
Слайд 2
Какое из приведенных ниже обозначений соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм? ГОСТ 5264 -80- Т1- 6 ГОСТ 5264 -80- Т1- 6 6 ГОСТ 5264 -80- ГОСТ 5264 -80- Т1-6 ГОСТ 5264 -80- Т1- 6
Изображение слайда
3
Слайд 3
ГОСТ 5264 -80- Т1- 6 ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
4
Слайд 4
ГОСТ 5264 -80- Т1 — 6 Ответ неверный Правильное обозначение выглядит следующим образом 6 ГОСТ 5264 -80- Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм? Т1
Изображение слайда
5
Слайд 5
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом ГОСТ 5264 -80- Т1- 6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
6
Слайд 6
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом ГОСТ 5264 -80- Т1-6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
7
Слайд 7
ГОСТ 5264 -80- Т1- 6 Правильное обозначение выглядит следующим образом 6 Ответ неверный Какое обозначение соответствует сварному тавровому соединению, выполненному ручной дуговой сваркой в заводских условиях с катетом шва 6 мм?
Изображение слайда
8
Слайд 8
ГОСТ 15878-79-К т -7
Какое из приведенных ниже обозначений соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм. ГОСТ 15878-79-К т -7 /27
27
ГОСТ 15878-79-К р -7
ГОСТ 15878-79-К т -7-2
ГОСТ 15878-79-К т -2-7
ГОСТ 15878-79-К т -7 /27
27
ГОСТ 15878-79-К р -7
ГОСТ 15878-79-К т -7-2
ГОСТ 15878-79-К т -2-7
Изображение слайда
9
Слайд 9
Правильное обозначение выглядит следующим образом ГОСТ 15878-79- К т -7 27 ГОСТ 15878-79-К р -7 Ответ неверный Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
10
Слайд 10
Правильное обозначение выглядит следующим образом
ГОСТ 15878-79-К т -7
ГОСТ 15878-79-К т -7 /27
27
Ответ неверный
Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
11
Слайд 11
Правильное обозначение выглядит следующим образом ГОСТ 15878-79-К т -7 27 ГОСТ 15878-79-К т -7-2 Ответ неверный Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
12
Слайд 12
Правильное обозначение выглядит следующим образом
ГОСТ 15878-79-К т -7
27
ГОСТ 15878-79-К т -2-7
Ответ неверный
Какое обозначение соответствует сварному нахлесточному соединению из металла 2+2 мм, выполненному контактной точечной сваркой (ГОСТ 15878-79) ? Расчетный диаметр литого ядра точки — 7 мм.
Изображение слайда
13
Слайд 13
Какое из приведенных ниже обозначений соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм. ГОСТ 14771 -76 — Н3 — УП — 8- 50 100 ГОСТ 14771 -76 — Т3 — ИН — 8- 50 150 ГОСТ 14771 -76 — Т3 — УП — 8- 50 150 ГОСТ 14771 -76 — Т3 — УП — 8- 50 100 50 150 100
Изображение слайда
14
Слайд 14
ГОСТ 14771 -76 — Т3 — УП —
8-
50 150
ГОСТ 14771 -76 — Т3 — ИН —
8-
50 150
Правильное обозначение выглядит следующим образом
Ответ неверный
Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм.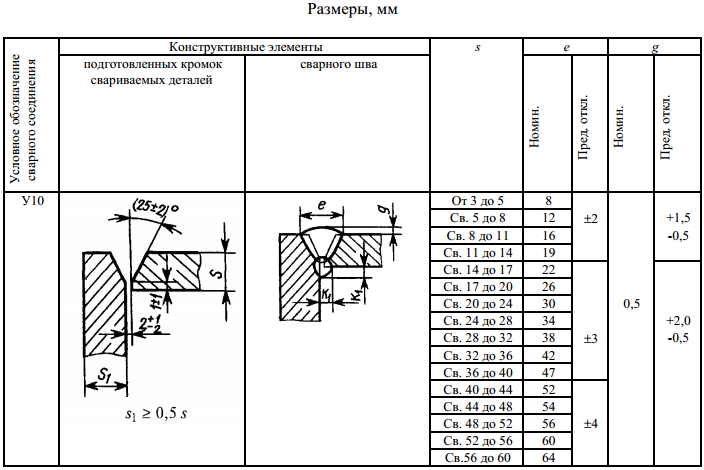 цепной
инертн. неплав.
цепной
инертн. неплав.
Изображение слайда
15
Слайд 15
ГОСТ 14771 -76 — Т3 — УП — 8- 50 150 ГОСТ 14771 -76 — У3 — УП — 8- 50 100 Правильное обозначение выглядит следующим образом Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм.
Изображение слайда
16
Слайд 16
ГОСТ 14771 -76 — Т3 — УП —
8-
50 150
ГОСТ 14771 -76 — Т3 — УП —
6 —
50 100
Правильное обозначение выглядит следующим образом
Ответ неверный
Какое обозначение соответствует сварному тавровому соединению без скоса кромок, выполненному механизированной сваркой в среде СО 2 ? Катет шва -8 мм.
Изображение слайда
17
Слайд 17
Какое из приведенных ниже обозначений соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом? ГОСТ 14771-76 С1-ИНп ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 С1-Инп- 4 ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 У2-ИН
Изображение слайда
18
Слайд 18
ГОСТ 14771-76 С1 -ИН п ГОСТ 14771-76 У2-ИН Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
19
Слайд 19
ГОСТ 8713-79 С1-ИНп ГОСТ 14771-76 С1-ИНп Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
20
Слайд 20
ГОСТ 14771-76 С1-ИНп ГОСТ 8713-79 С1-ИНп Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
21
Слайд 21
ГОСТ 14771-76 С1-ИНп ГОСТ 14771-76 С1-ИНп- 4 Правильное обозначение выглядит следующим образом Ответ неверный Какое обозначение соответствует сварному стыковому соединению металла толщиной 4 мм, выполненному сваркой в инертном газе неплавящимся электродом с присадочным материалом?
Изображение слайда
22
Слайд 22
ISO 2553 -92 Условные обозначения типа шва
Изображение слайда
23
Слайд 23
Изображение слайда
24
Слайд 24
Изображение слайда
25
Слайд 25: ГОСТы СВАРНЫХ ШВОВ
ГОСТ 5264-80 Ручная дуговая сварка ГОСТ 14771-76 Дуговая сварка в защитном газе ГОСТ 8713-79 Сварка под слоем флюса ГОСТ 15878-79 Контактная сварка
Изображение слайда
26
Слайд 26: ГОСТы СВАРНЫХ ШВОВ
ГОСТ 5264-80 Ручная дуговая сварка
Изображение слайда
27
Слайд 27
ГОСТ 14771-76 Дуговая сварка в защитном газе
Изображение слайда
28
Слайд 28
В стандарте приняты следующие обозначения
способов сварки :
ИН — в инертных газах неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом.
Изображение слайда
29
Слайд 29: ГОСТ 8713-79 Сварка под слоем флюса
Изображение слайда
30
Слайд 30: ГОСТ 15878-79 Контактная сварка (прутка)
Изображение слайда
31
Слайд 31
ГОСТ 14111-90 Контактная точечная сварка
Изображение слайда
32
Слайд 32
Изображение слайда
33
Слайд 33
Изображение слайда
34
Слайд 34: Шов по замкнутой линии
Изображение слайда
35
Слайд 35: Шов по незамкнутой линии
Изображение слайда
36
Слайд 36: 50 /100 (длина привариваемого участка 50 мм, шаг 200 мм)
Шов прерывистый или точечный с цепным расположением
Изображение слайда
37
Слайд 37: 50 z 100 (длина привариваемого участка 50 мм, шаг 200 мм)
Шов прерывистый или точечный с шахматным расположением
Изображение слайда
38
Слайд 38
Изображение слайда
39
Слайд 39: Шов выполнен при монтаже изделия
Изображение слайда
40
Слайд 40
Изображение слайда
41
Слайд 41
Изображение слайда
42
Слайд 42
Изображение слайда
43
Слайд 43
Изображение слайда
44
Последний слайд презентации: Практические занятия № 2 Обозначение сварных соединений на чертежах ГОСТ: Расшифруйте самостоятельно
Изображение слайда
Сварные соединения — презентация онлайн
Похожие презентации:
Основы архитектуры и строительных конструкций. Основы проектирования
Основы проектирования
Конструктивные схемы многоэтажных зданий
Стадии проектирования зданий. Маркировка строительных чертежей (лекция №2)
Правила выполнения архитектурно-строительных чертежей
ЕСКД. Общие правила оформления чертежей. (Лекция 1.1)
задачи на построение (геометрия 7 класс)
Выполненный вариант контрольной работы по разделу «Техническое черчение». (Приложение 3)
Параллельность в пространстве. (Графическая работа 2)
Строительное черчение. Графическое оформление и чтение строительных чертежей
Правила оформления чертежей ЕСКД. Форматы, масштабы, линии, шрифты
1. Сварные соединения
Сварное соединение – совокупность деталей, соединенныхмежду собой с помощью сварки.
Сварной шов – затвердевший после расплавления металл,
соединяющий свариваемые детали.
Швы сварных соединений классифицируются:
а) по виду сварных соединений;
б) по форме поперечного сечения кромок свариваемых деталей;
в) по характеру выполнения шва.

Стыковое — С
Угловое — У
Тавровое — Т
Нахлесточное — Н
С отбортовкой кромки
Без скоса кромки
Со скосом кромки
С двумя симметричными скосами кромки
С двумя несимметричными скосами кромки
С криволинейным скосом кромки
С двумя симметричными криволинейными
скосами кромки
• Характер выполнения швов:
• односторонний
двусторонний
• Различают швы:
непрерывные и прерывистые, при которых сварка
выполняется отдельными участками.
В двусторонних прерывистых швах провариваемые
участки могут быть расположены в цепном или
шахматном порядке.
6. ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений
• Устанавливает условные изображения иобозначения швов сварных соединений в
конструкторских документах изделий всех
отраслей промышленности
7. 1. Изображение швов сварных соединений
1.1. Шов сварного соединения, независимо от способа сварки,условно изображают:
видимый – сплошной основной линией;
невидимый – штриховой линией.
Видимую одиночную сварную точку, независимо от способа
сварки, условно изображают знаком «+» (5 … 10 мм), который
выполняют сплошными линиями. Невидимые одиночные
точки не изображают.
От изображения шва или одиночной точки проводят линиювыноску, заканчивающуюся односторонней стрелкой. Линиювыноску предпочтительно проводить от изображения
видимого шва.
8. Нанести линию-выноску для сварного шва и одиночной сварной точки
9. 2. Условные обозначения швов сварных соединений
• 2.1. Вспомогательные знаки для обозначения сварных швов:• Усиление шва снять
• Наплывы и неровности шва обработать с плавным переходом к
основному металлу
• Шов выполняется при монтаже изделия
• Шов прерывистый или точечный с цепным расположением
• Шов прерывистый или точечный с шахматным расположением
• Шов по замкнутой линии
• Шов по незамкнутой линии
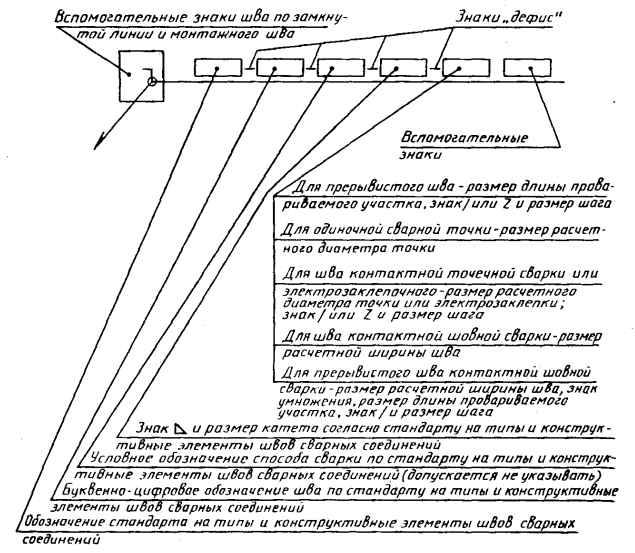
• 2.2. Структура условного обозначения стандартного шва
или одиночной сварной точки приведены на схеме:
• Поле 1 – вспомогательные знаки шва по замкнутой линии и
монтажного шва;
• Поле 2 – обозначение стандарта на типы и конструктивные
элементы швов сварных соединений;
• Поле 3 – буквенно-цифровое обозначение шва по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 4 – условное обозначение способа сварки по стандарту на
типы и конструктивные элементы швов сварных соединений;
• Поле 5 – знак и размер катета согласно стандарту на типы и
конструктивные элементы швов сварных соединений;
• Поле 6 – для прерывистого шва – размер длины провариваемого
участка, знак / или Z и размер шага;
• Поле 7 – вспомогательные знаки.

• Знак
выполняют сплошными тонкими линиями.
• Высота знака = высоте цифр обозначения.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва
с лицевой стороны;
б) под полкой линии-выноски, проведенной от изображения
шва с обратной стороны.
Нанести условное обозначение сварного шва ГОСТ 5264-80-Н1-
С лицевой стороны
5
С оборотной стороны
• 2.8. При наличии на чертеже одинаковых швов обозначение
наносят у одного из изображений, а от изображений остальных
одинаковых швов проводят линии выноски с полками.
• Всем одинаковым швам присваивают один порядковый №,
который наносят:
• а) на линии-выноске, имеющей полку с нанесенным
обозначением шва;
• б) на полке линии-выноски, проведенной от изображения шва,
не имеющего обозначения, с лицевой стороны;
• в) под полкой линии-выноски, проведенной от изображения
шва, не имеющего обозначения, с оборотной стороны.
15.
 Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ 5264-80-С15
Обозначить количество одинаковых сварных швов: №1 – ГОСТ 16310-83-С5, №2 – ГОСТ 5264-80-С1516. 3. Упрощения обозначений швов сварных соединений
• 3.1. При наличии на чертеже швов, выполненных по одномуи тому же стандарту, обозначение стандарта указывают в
тех. требованиях чертежа или таблице.
• 3.2. Допускается не присваивать порядковый номер
одинаковым швам, если все швы на чертеже одинаковы и
изображены с одной стороны. При этом швы, не имеющие
обозначения, отмечают линиями-выносками без полок.
• 3.3. На чертеже симметричного изделия, при наличии на
изображении оси симметрии, допускается отмечать
линиями-выносками и обозначать швы только на одной из
симметричных частей изображения.
Задание. Обозначить швы сварного изделия. Сварные швы
Выполнены ручной дуговой сваркой по ГОСТ 5264-80:
— шов таврового соединения, выполненный при монтаже
изделия;
— шов углового соединения, наплывы и неровности шва
обработать с плавным переходом к основному металлу.

Подготовку кромок и катеты швов подобрать по таблице
27. ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений
28. 2. Соединения паяные и клееные
• 2.1. В соединениях, получаемых пайкой и склеиванием,место соединения элементов следует изображать
сплошной линией толщиной 2s.
• 2.2. Для обозначения паяного и клееного соединения
следует применять условный знак, который наносят на
линии-выноске сплошной основной линией:
• для пайки
• для склеивания
• 2.3. Швы, выполняемые по замкнутой линии, следует
обозначать окружностью диаметром 3 … 5 мм,
выполненной тонкой линией.
• 2.6. Обозначение припоя или клея по соответствующему
стандарту или техническим условиям следует проводить в
технических требованиях чертежа записью по типу:
«ПОС 40 ГОСТ ….» или «Клей БФ-2 ГОСТ ….».
• При необходимости в том же пункте технических
требований следует приводить требования к качеству шва.
Ссылку на номер пункта следует помещать на полке
линии-выноски, проведенной от изображения шва.

• 2.7. При выполнении швов припоями или клеями
различных марок всем швам, выполняемым одним и тем
же материалом, следует присваивать один порядковый
номер, который следует наносить на линии выноске.
• При этом в технических требованиях материал следует
указывать записью по типу: «ПОС 4 ГОСТ …. (№1), ПМЦ
36 ГОСТ …. (№2), клей БФ-2 ГОСТ …. (№3)».
English Русский Правила
ГОСТ 5264-80 / Ауремо
ГОСТ Р ИСО 2553-2017 ГОСТ Р ИСО 6947-2017 ГОСТ Р ИСО 13920-2017 ГОСТ Р 55554-2013 ГОСТ Р ИСО 6520-1-2012 ГОСТ Р ИСО 14174-2010 ГОСТ Р ИСО 14175-2010 ГОСТ Р ЕН 13479-2010 ГОСТ Р ЕН 12074-2010 ГОСТ Р ИСО 2560-2009 ГОСТ Р 53689-2009 ГОСТ Р ИСО 3581-2009 ГОСТ Р ИСО 3580-2009 ГОСТ 10543-98 ГОСТ 19249-73 ГОСТ 21449-75 ГОСТ 5264-80 ГОСТ 9467-75 ГОСТ 21448-75 ГОСТ 23178-78 ГОСТ 15164-78 ГОСТ 14806-80 ГОСТ 16038-80 ГОСТ 9087-81 ГОСТ 25445-82 ГОСТ 26271-84 ГОСТ 26101-84 ГОСТ 27580-88 ГОСТ 28915-91 ГОСТ 2246-70 ГОСТ 5.917-71 ГОСТ 5.1215-72 ГОСТ 10051-75 ГОСТ 11533-75 ГОСТ 10052-75 ГОСТ 11534-75 ГОСТ 7871-75 ГОСТ 23518-79 ГОСТ 14776-79 ГОСТ 15878-79 ГОСТ 16037-80 ГОСТ 23949-80 ГОСТ 26467-85 ГОСТ 16130-90 ГОСТ 30430-96 ГОСТ 30242-97 ГОСТ 30482-97 ГОСТ Р 52222-2004 ГОСТ 28555-90 ГОСТ 30756-2001 ГОСТ 14771-76 ГОСТ 9466-75 ГОСТ 8713-79
- гост-5264-80. pdf (873,86 КиБ)
ГОСТ 5264-80
 pdf (873,86 КиБ)
pdf (873,86 КиБ) ГОСТ 5264-80
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СВАРНЫЕ СОЕДИНЕНИЯ
Основные типы, элементы конструкции и размеры
Ручная дуговая сварка. Сварочные швы. Основные типы, конструктивные элементы и размеры
ИКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981−07−01
Постановлением Госстандарта СССР от 24.07.80 N 3827 Дата введения установлена 01.07.81
Ограничение действий по протоколу № 5−94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИиС Н 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с изменением № 1, утвержденным в январе 1989 г. (ИУС 4- 89), Поправка (стандарт ICS 9−2009).
1. Настоящий стандарт устанавливает основные виды, конструктивные элементы и размеры сварных соединений сталей и железоникелевых сплавов и на основе никеля, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные виды сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2−54.
Таблица 1
| Тип соединения | Форма подготовлена кромки | Характер сварного шва | Профиль поперечного сечения | Толщина сварочного вращателя- разрабатываемых деталей, мм | Условное обозначение- включение Соединенных | |
| подготовленные кромки | сварной шов | |||||
| стык | С фланцами | Односторонний | 1−4 | С1 | ||
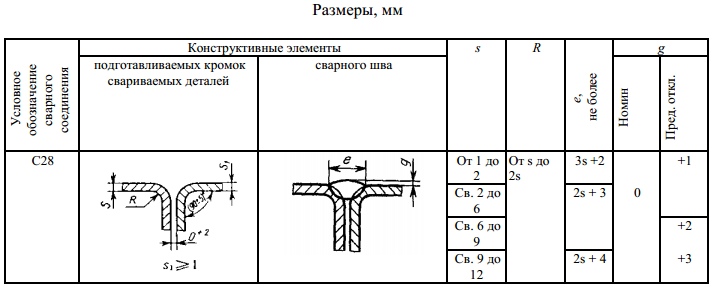
| 1−12 | C28 | |||||
| С отбортовкой с одной кромки | 1-4 | Размер | ||||
| Скос | S2 | |||||
| Односторонняя съемная подкладка | 1−4 | С4 | ||||
| Односторонний в оставшейся накладке | С5 | |||||
| Односторонняя блокировка | 1−4 | S6 | ||||
| Двусторонний | 2−5 | C7 | ||||
| Фаска с последующей строжкой | 6−12 | С42 | ||||
| С фаской | Односторонний | 3−60 | C8 | |||
| Односторонняя съемная подкладка | С9 | |||||
| Односторонний в оставшейся накладке | C10 | |||||
| Односторонний замок | С11 | |||||
| Двусторонний | C12 | |||||
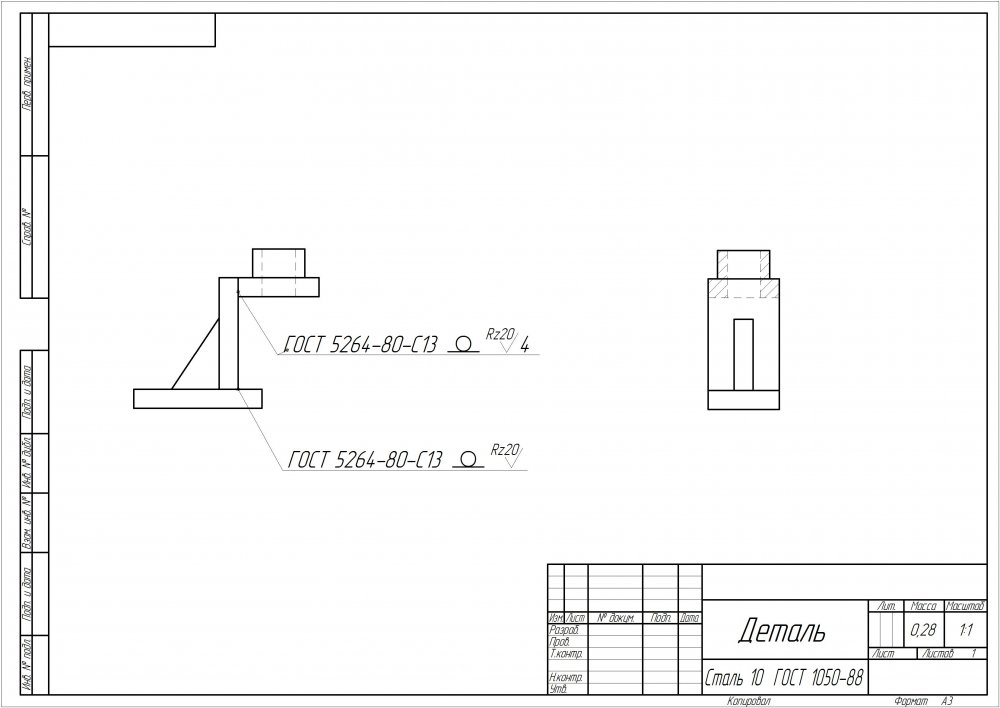
| Изогнутая кромка | 15−100 | C13 | ||||
| С наклонной кромкой | C14 | |||||
| С двумя симметричными скосами на одной кромке | 8−100 | C15 | ||||
| С двумя симметричными изогнутыми скосами на одной кромке | 30−120 | C16 | ||||
| С двумя асимметричными скосами на одной кромке | 12−100 | С43 | ||||
| Скошенные края | Односторонний | 3−60 | C17 | |||
| Односторонняя съемная подкладка | С18 | |||||
| Односторонний в оставшейся накладке | 6−100 | C19 | ||||
| Односторонний замок | 3−60 | С20 | ||||
| Двусторонний | C21 | |||||
| Скошенные кромки с последующей выемкой | 8−40 | C45 | ||||
| Изогнутая кромка со скошенной кромкой | 15−100 | C23 | ||||
| С наклонными кромками | C24 | |||||
| С двумя симметричными скошенными кромками | 8−120 | C25 | ||||
| С двумя симметрично изогнутыми кромками | 30−175 | С26 | ||||
| С двумя симметрично скошенными кромками | 30−175 | С27 | ||||
| С двумя асимметричными скосами кромок | 12−120 | С39 | ||||
| C40 | ||||||
| Угловой | С отбортовкой с одной кромки | Односторонний | 1−4 | У1 | ||
| 1−12 | U2 | |||||
| Скос | 1−6 | Y4 | ||||
| 1−30 | ||||||
| Двусторонний | 2−8 | В5 | ||||
| 2−30 | ||||||
| С фаской | Односторонний | 3−60 | Y6 | |||
| Двусторонний | U7 | |||||
| С двумя симметричными скосами на одной кромке | 8−100 | U8 | ||||
| Скошенные края | Односторонний | 3−60 | U9 | |||
| Двусторонний | У10 | |||||
| Т — | Фаска | Односторонний | 2−40 | Т1 | ||
| Двусторонний | T3 | |||||
| С фаской | Односторонний | 3−60 | T6 | |||
| Двусторонний | T7 | |||||
| Изогнутая кромка | 15−100 | T2 | ||||
| Симметричный с двумя скосами одной кромки | 8−100 | Т8 | ||||
| 12−100 | T9 | |||||
| С двумя симметричными изогнутыми скосами на одной кромке | 30−120 | Т5 | ||||
| Круг | Фаска | Односторонний | 2−60 | h2 | ||
| Двусторонний | h3 | |||||
Таблица 2
Размеры, мм
| Условное обозначение сварной шов | Конструктивные элементы | не более | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин.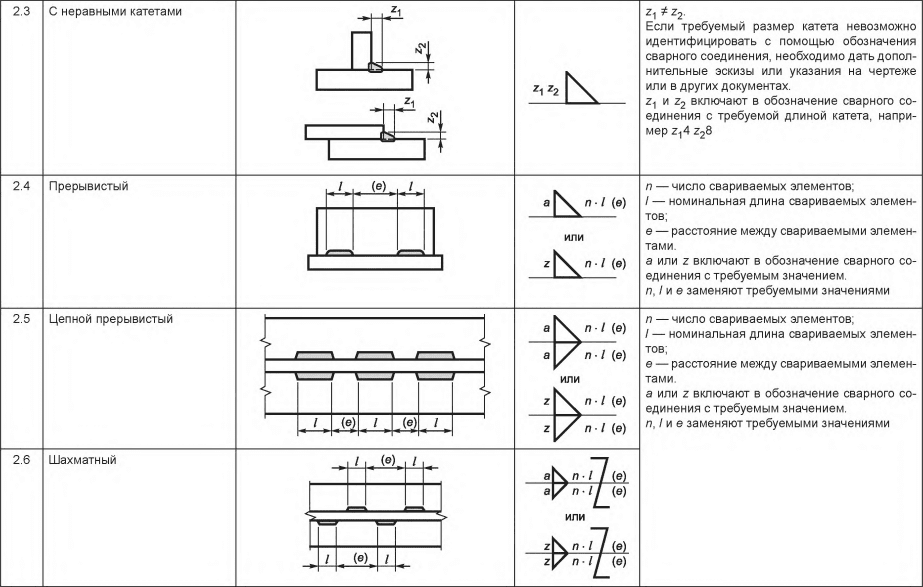 | Пред. выключенный. | |||||
| С1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 | ||
| СВ. от 2 до 4 | +1,0 | ||||||
______________
* Размер для справки.
Таблица 3
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | не более | |||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | ||||
| С28 | От 1 до 2 | От до | 0 | +1 | |||
СВ. от 2 до 6 от 2 до 6 | |||||||
| СВ. от 6 до 9 | +2 | ||||||
| СВ. с 9 до 12 | +3 | ||||||
Таблица 4
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | не более | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | |||||
| С3 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 | ||
| СВ. от 2 до 4 | +1,0 | |||||||
_______
* Размер для справки.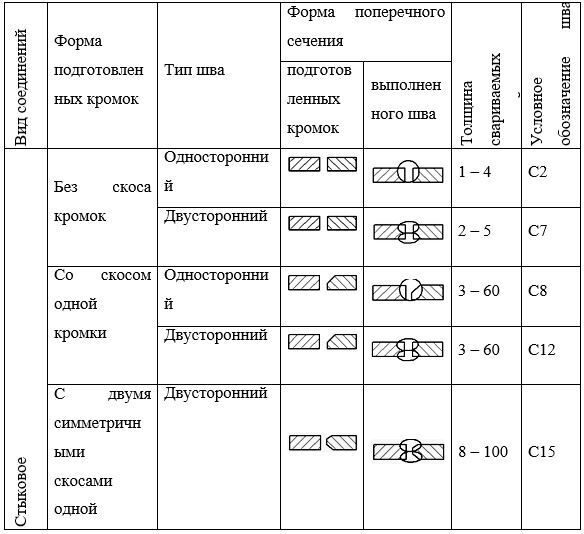
Таблица 5
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | не еще | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| СВ. от 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
| СВ. от 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Таблица 6
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | , | не более | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин.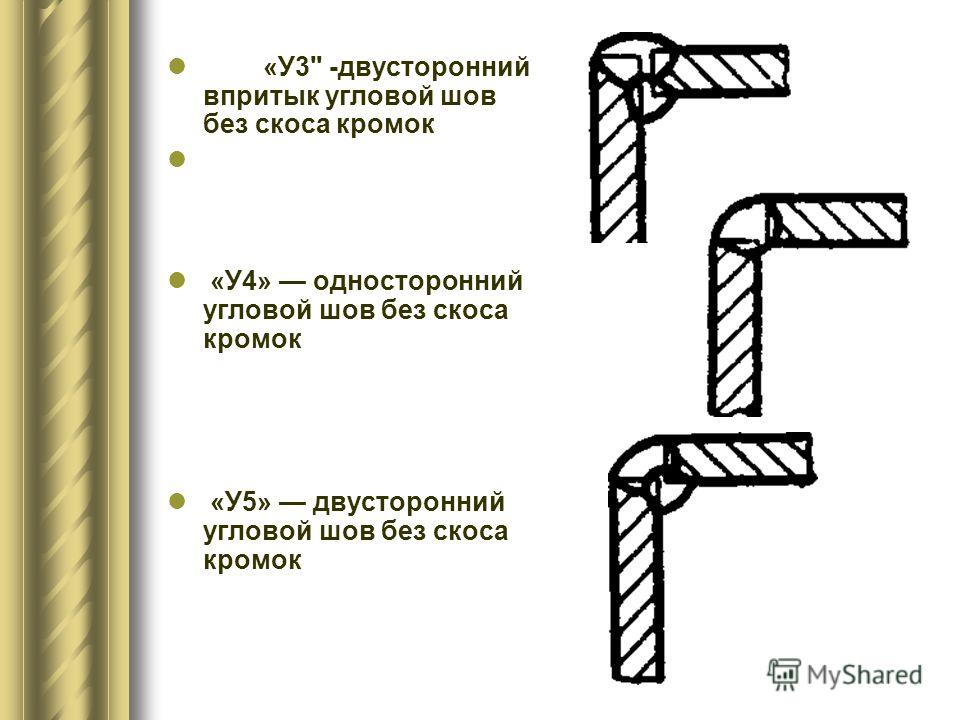 | Пред. выключенный. | Номин. | Пред. выключенный. | ||||
| С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 | ||
| СВ. от 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 | |||
| СВ. от 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | |||||
Табл.7
,
не более
сварные детали
 от 1,5 до 3,0
от 1,5 до 3,0 -0,5
Таблица 8
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | , | ||||||
| подготовленные кромки свариваемых деталей | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | |||
| С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 | ||
| СВ. от 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |||
СВ. от 3,0 до 4,0 от 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 | ||||
Табл.
,
не более
± 1
сварные детали
А 1,0
Таблица 10
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | | | , | , | ||
| подготовленные кромки сварные детали | сварной шов | ||||||
| С42 | от 6 до 8 | 4 | 7 | 10 | 12 | ||
СВ. от 8 до 10 от 8 до 10 | 6 | 9 | 12 | 14 | |||
| СВ. от 10 до 12 | 8 | 11 | 14 | 16 | |||
Таблица 11
Размеры, мм
| Обозначение сварного соединения | Конструктивные элементы | ||||||
| подготовленные кромки сварные детали | сварной шов | Номин. | Пред. выключенный. | Номин. | Пред. выключенный. | ||
| С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 | ||
| СВ. от 5 до 8 | 12 | ||||||
| СВ. с 8 по 11 | 16 | ||||||
| СВ. с 11 до 14 лет | 20 | ||||||
СВ. от 14 до 17 лет от 14 до 17 лет | 24 | ±3 | +2,0 -0,5 | ||||
| СВ. от 17 до 20 лет | 28 | ||||||
| СВ. от 20 до 24 | 32 | ||||||
| СВ. с 24 по 28 | 35 | ||||||
| СВ. от 28 до 32 | 38 | ||||||
| СВ. от 32 до 36 | 41 | ||||||
| СВ. от 36 до 40 | 44 | ||||||
| СВ. от 40 до 44 | 49 | ±4 | |||||
| СВ. от 44 до 48 | 53 | ||||||
| СВ. от 48 до 52 | 56 | ||||||
| СВ. от 52 до 56 | 60 | ||||||
| СВ. от 56 до 60 | 64 | ||||||
Стандартные ручные паллетные стеллажи | Полезная информация
Сегодня практически в каждой стране существуют свои стандарты работы ассоциации производителей паллетного стеллажного и стеллажного оборудования (например, в Великобритании это SEMA). Более 10 лет назад Федерация европейских производителей (отдел стеллажного оборудования) рекомендовала использовать стандарты проектирования и эксплуатации стеллажей. Паллетные стеллажи ФЭМ 10.2.02. – Стандартный дизайн и МКЭ 10.3.01 – компоненты допуска.
Более 10 лет назад Федерация европейских производителей (отдел стеллажного оборудования) рекомендовала использовать стандарты проектирования и эксплуатации стеллажей. Паллетные стеллажи ФЭМ 10.2.02. – Стандартный дизайн и МКЭ 10.3.01 – компоненты допуска.
В России производство и эксплуатацию паллетных стеллажей регламентируют следующие стандарты:
— ГОСТ 14757_81 Cтеллажи сборно-разборные. Типы, основные параметры и размеры (с изменением N 1, 2) — Постановление Госстандарта СССР от 10.07.1981 N 3323
— Стандарт от 10.07.1981 N 14757-81;
– ГОСТ 16140_77 Полки разборные. Технические условия Постановления Госстандарта СССР от 28.10.1977 N 2528 ГОСТ от 28.10.1977 N 16140-77;
– ГОСТ 28766_90 Стеллажи. Основы расчета – Постановление Госстандарта СССР от 03.12.1990 N 3007 ГОСТ от 03.12.1990 N 28766-90.
Однако перечисленные стандарты не распространяются на стеллажи специального назначения. Это означает, что производство и поставка паллетных стеллажей может осуществляться на основании собственных технических условий, без соблюдения требований вышеуказанных нормативных документов.
ГОСТ 16140-77 на изготовление и эксплуатацию полок разборных.
СОДЕРЖАНИЕ
Типы, основные параметры и размеры
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Требования к безопасности
Пакет
Принятие терминов
Методы испытаний
Маркировка, упаковка, транспортировка и хранение
Типы, основные параметры и размеры стеллажей — по ГОСТ 14757-81.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Полки должны быть сооружены в соответствии с требованиями типовых рабочих чертежей, утвержденных в установленном порядке.
2.2. Конструкция стеллажей должна быть рассчитана на использование на механизированных складах.
2.3. Механические свойства материалов деталей и сборочных единиц полок должны позволять воспринимать нагрузки, предусмотренные ГОСТ 14757-81, с учетом условий эксплуатации стеллажей.
2.4. Кривизна стоек и полок в сборе с балками должна быть не более 3 мм при длине 1000 мм и 0,1 % от общей длины (см. рис. 1).
2.5. Скручивание стоек и балок относительно их продольной оси не должно быть больше 0,5 мм на длину 1000 мм и 0,05 % от общей дин (см.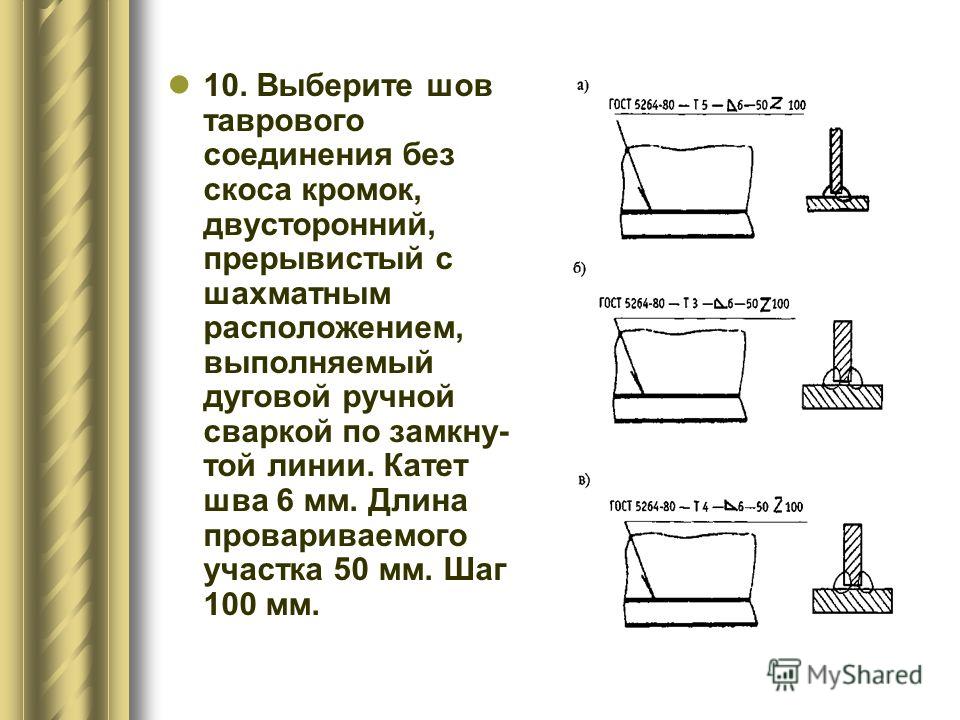 рис. 2).
рис. 2).
2.6. На поверхностях деталей стеллажей не допускаются трещины, задиры, расслоения, закаты и заусенцы.
2.7. параметры шероховатости по ГОСТ 2789-73 обрабатываемых металлических поверхностей должны быть Ra? 50 микрон.
(Измененное издание, Изменение. Номер 1).
2.8. Типы элементов конструкций и сварных швов — по ГОСТ 8713-79, ГОСТ 5264-80, ГОСТ 11533-75, ГОСТ 11534-75, ГОСТ 14771-76.
Места сварки должны быть очищены от грязи, масла, окалины и коррозии.
2.9. В швах сварных соединений не допускаются:
непровары;
Местные узелки;
шлаковые включения и поры диаметром более 1 мм;
подрезы основного металла более 0,5 мм;
перелом всех видов.
2.10. Размеры деталей и сборочных единиц стоек следует выполнять с недопустимыми отклонениями грубее 14 класса качества по ГОСТ 25347-82.
2.11. Каркас стеллажа допускается изготавливать из двух и более разъемных частей по высоте.
2. 12. Поверхность стоек необходимо загрунтовать и покрасить в серый или серебристый цвет.
12. Поверхность стоек необходимо загрунтовать и покрасить в серый или серебристый цвет.
Краски и покрытия должны соответствовать внешнему виду класс V ГОСТ 9.032-74, условия эксплуатации — группа У2 ГОСТ 9.104-79.
Допускается по согласованию с заказчиком изготавливать стеллажи только грунтованные.
Крепеж должен иметь защитное покрытие по ГОСТ 9.306-85.
(Измененное издание, Изменение. Номер 1).
2.13. Перпендикулярность стоек стеллажей в сборе должна быть не более 1 мм без нагрузки к горизонтальным полкам длиной 1000 мм, а под действием горизонтальной нагрузки не более 4 мм при длине 1000 мм и длине 6 мм.
Перпендикулярность опорной поверхности ячейки к стойкам стеллажа без нагрузки должна быть не более 5 мм на длину 1000 мм. 2.14. Полки должны быть испытаны на прочность и устойчивость к действию вертикальных и горизонтальных нагрузок.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Конструкция стоек и деталей их крепления должна обеспечивать жесткость, прочность, устойчивость, безопасность и простоту монтажа и обслуживания. Элементы стеллажей не должны иметь острых углов, ребер и поверхностей с неровностями.
Элементы стеллажей не должны иметь острых углов, ребер и поверхностей с неровностями.
3.2. Полки должны иметь защитное заземление по ГОСТ 12.2.007.0-75.
4. УПАКОВКА
4.1. В комплект должны входить элементы стеллажа и сборочные единицы, количество которых указывается на чертежах конструкции.
4.2. Каждая стойка должна сопровождаться инструкцией по установке и эксплуатации, а также паспортом по ГОСТ 2.601-68.
5. ПРИНЯТИЕ УСЛОВИЙ
5.1. Для проверки соответствия стеллажей требованиям настоящего стандарта изготовитель должен проводить приемочные испытания и периодические испытания.
5.2. При приемочных испытаниях на соответствие требованиям пп. 2.1-2.14 Должны быть проверены сборочные единицы в деталях каждого вида стеллажей, взятых наугад в количестве, необходимом для сборки трехсекционного стеллажа.
5.3. Периодические испытания на соответствие требованиям пп. 2.1-2.14 следует проводить один раз в год. Периодическим испытаниям подвергаются сборочные единицы и детали каждого вида стеллажей, отобранные произвольно в количестве, необходимом для сборки трехсекционного стеллажа и прошедшие приемочные испытания.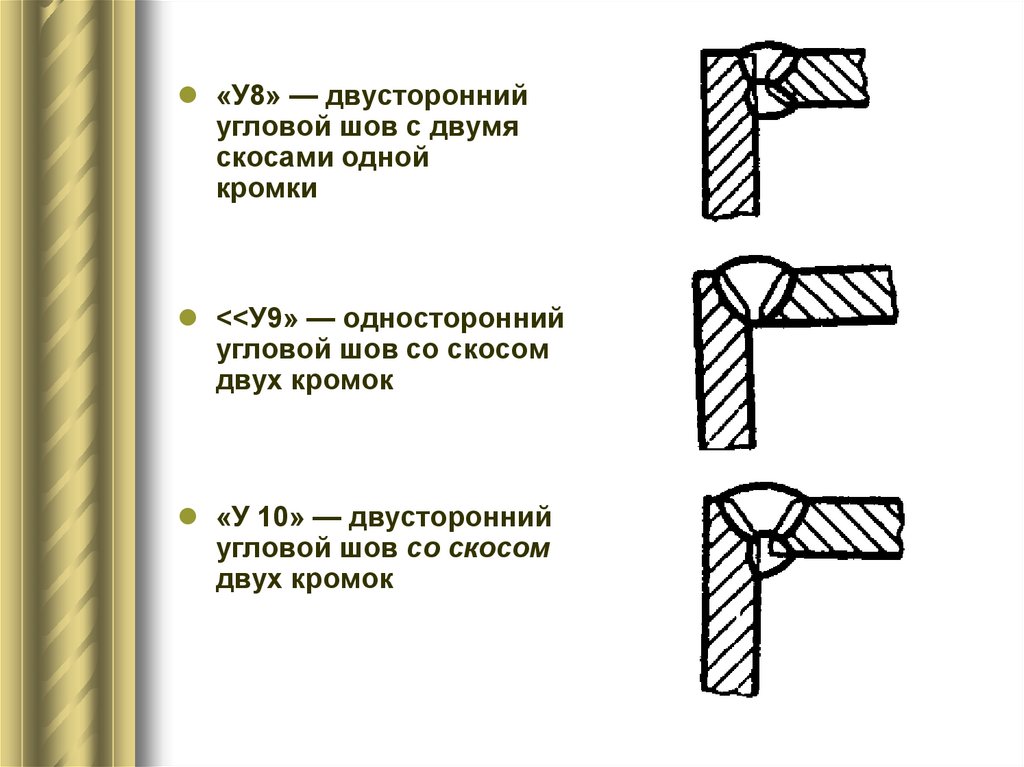
5.4. Результаты приемочных испытаний отражают в паспорте на стеллаж.
Результаты периодических испытанийрегистрируются в протоколах в соответствии с ГОСТ 15.001-88.
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Качество материалов защитного покрытия и поверхностей стеллажей деталей (№ 2.6 и 2.12) проверяют осмотром.
6.2. Качество сварных соединений (№ 2.8 и 2.9) проверяют по ГОСТ 3242-79.
6.3. При испытании на прочность и устойчивость к вертикальным и горизонтальным нагрузкам (п. 2.14) стойка, имеющая все элементы, предусмотренные рабочими чертежами, собирается из трех секций и подвергается действию статических нагрузок. стеллажная опора должна иметь жесткое соединение с основанием, закрепленным на полу.
6.4. При испытании на вертикальную нагрузку (см. рис. 3, 4) к каждой ячейке укладывают через жесткие балки длину приложенной нагрузки
2qB = 1,25Q,
, где q – интенсивность распределения нагрузки;
Q – датчик допустимых нагрузок по ГОСТ 14757-81.
Нагрузка на стеллаж – 1,25 Qn, где n – количество ячеек в стеллаже.
Продолжительность загрузки – 10 мин.
После снятия вертикальной нагрузки произведено испытание горизонтальной статической нагрузкой (см. рис. 5, 6). В точке B/H 2 на высоте одной полки торцевые секции через брус фиксированной длины V прикладывают в течение 10 минут при горизонтальной нагрузке P=Q/2
Затем измеряют перпендикулярность полки стойки к горизонтальной плоскости и снимают нагрузку Р. После этого через жесткую балку длиной L в течение 10 мин прикладывают нагрузку Р в точке L/2 того же сечения, измеряют перпендикулярность стоек секций стойки к горизонтальной плоскости Р и нагрузку снимают.
Стеллаж с настилом
Стеллаж консольный
6.5. После испытаний влияние вертикальной и горизонтальной стеллажной нагрузки должно соответствовать требованиям п. 2.13. Швы сварных соединений — требования п. 2.9.. Детали стойки не должны иметь повреждений и остаточной деформации.
Стеллаж с настилом
Стеллаж консольный
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
7.1. На видном месте первого шпангоута стойки должны быть установлены в соответствии с ГОСТ 12970-67 и ГОСТ 12971-67, в составе:
товарный знак изготовителя;
стойка типа;
размер стеллажа ячейки в плане;
грузоподъемность, ячейка и сечение;
дата выдачи.
7.2. Каркасы стеллажей должны быть надежно уложены в пачке, крепежные элементы — дощатыми в ящиках по ГОСТ 16536-84 и ГОСТ 15623-84. Каждая пачка или коробка должны содержать детали и сборочные единицы штабеля одного типа и размера.
7.3. Полная масса упаковки – не более 5 м.
7.4. Связки должны быть надежно перевязаны в поперечном направлении проволокой или лентой не менее чем в двух местах, обеспечивающих сохранность пачек от просыпи и сохранность деталей и сборочных единиц от деформации в области перевязки. Монтажные пакеты должны гарантировать надежную транспортировку и хранение.
К каждой пачке и коробке прикрепляется этикетка с указанием товарного знака изготовителя, условного обозначения, количества деталей и сборочных единиц стеллажа, массы брутто.
7.5. В упаковке деталей, отправляемых одному заказчику, вкладывается одна коробка документации в соответствии с требованиями п.п. 4.2.
7.6. Маркировка пакетов – по ГОСТ 14192-77.
7.7. Транспортирование, хранение деталей и сборочных единиц стеллажей — на групповых условиях хранения Ж1 ГОСТ 15150-69.
При хранении и транспортировании деталей и сборочных единиц стеллажи не должны испытывать ударных нагрузок, приводящих к остаточной деформации.
8. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
8.1. Полки на объекте должны быть установлены в соответствии с инструкцией по установке и инструкцией по эксплуатации.
8.2. Стеллажи следует устанавливать на ровных площадках с твердым покрытием, уклоном с учетом ровности 0,002.
8.3. С целью проверки технического состояния и соответствия требованиям настоящего стандарта стеллажи на объекте должны быть осмотрены и испытаны статической нагрузкой в соответствии с требованиями эксплуатационной документации.
9. ГАРАНТИЯ
9.1. Изготовитель должен обеспечить соответствие стеллажей требованиям настоящего стандарта при эксплуатации, транспортировании и хранении.
9.2. Гарантийный срок – 24 месяца. с момента ввода в эксплуатацию стека. (Измененная редакция, Изменение. Номер 1).
10. ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством автомобильной промышленности СССР
РАЗРАБОТЧИКИ
Антонов Р.Д., Серов Р.Д., Новиков С.Г., Рындин Г.П., Балякин А.В., Лагункова В.И.
2 утвержден и введен в действие Госстандартом СССР от 28.10.77 № 2528
3. Дата проверки – I квартал 1994 года
Периодичность проверки – 5 лет
4. Вместо ГОСТ 16140-70
5. Справочные нормативные и технические документы
Обозначение NTD, указанный пункт №
GOST 2.601-68 4.2
GOST 9.032-74 2.12
GOST 9.104-79 2.12
GOST 9.306-85 2,12
7.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.07.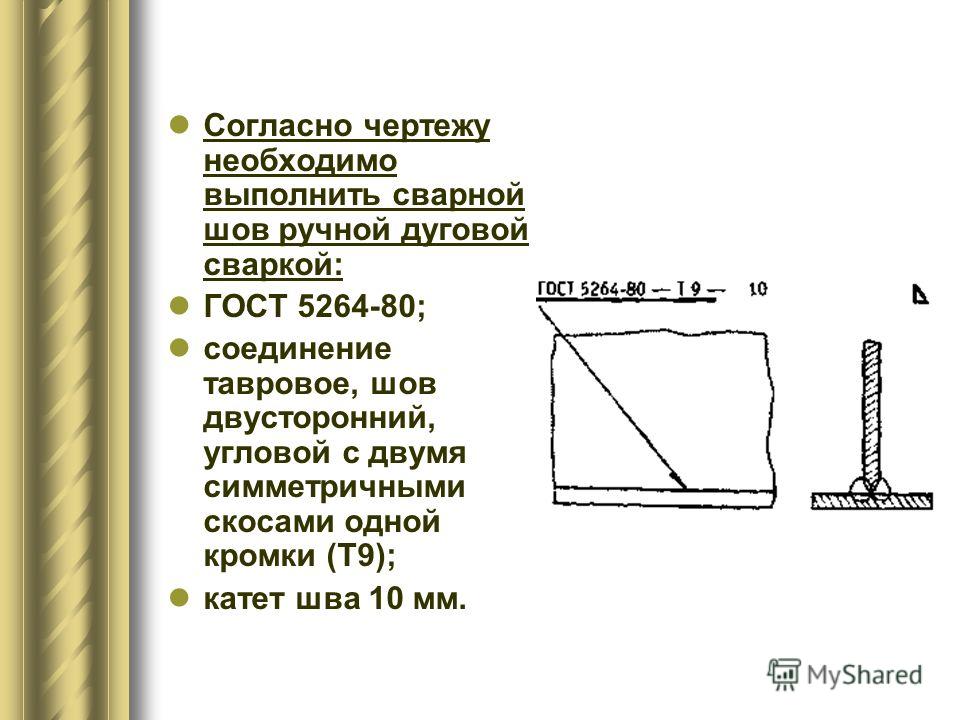 07.07.07.07.07.07.07.07.07.07.07. 75 3,2
07.07.07.07.07.07.07.07.07.07.07. 75 3,2
ГОСТ 15.001-88 5,4
GOST 2789-73 2.7
GOST 3242-79 6.2
GOST 5264-80 2.8
GOST 8713-79 2.8
GOST 11533-75 2.8
GOST 11534-75 2.8
GOST 12970-67 7.1
GOST 12971-67 7.1
GOST 14192-77 7,5
ГОСТ 14757-81 1,1; 2,3; 6.4
ГОСТ 14771-76 2.8
ГОСТ 15150-69 7.7
ГОСТ 15623-84 7.2
ГОСТ 16536-84 7.2
ГОСТ 25347-82 2.10
7. Переиздание (19 января92) Изменения № 1, 2, утвержденные в январе 1984 г. по июнь 1989 г. (ИУС 4-84, 8-89).
для Парапет, крепление перекрытий, установка
В устройстве кровли используется множество специфических видов креплений, например, Т — образный костыль для кровли на фальцах. В этом случае использование костылей является единственно возможным способом укрепления карниза и постановки отводов. Несмотря на простоту и даже архаичность конструкции, костыли для крыши и сегодня активно используются при устройстве крыш и кровельных покрытий больших площадей с парапетами, тонкими карнизами и сложными схемами водостоков.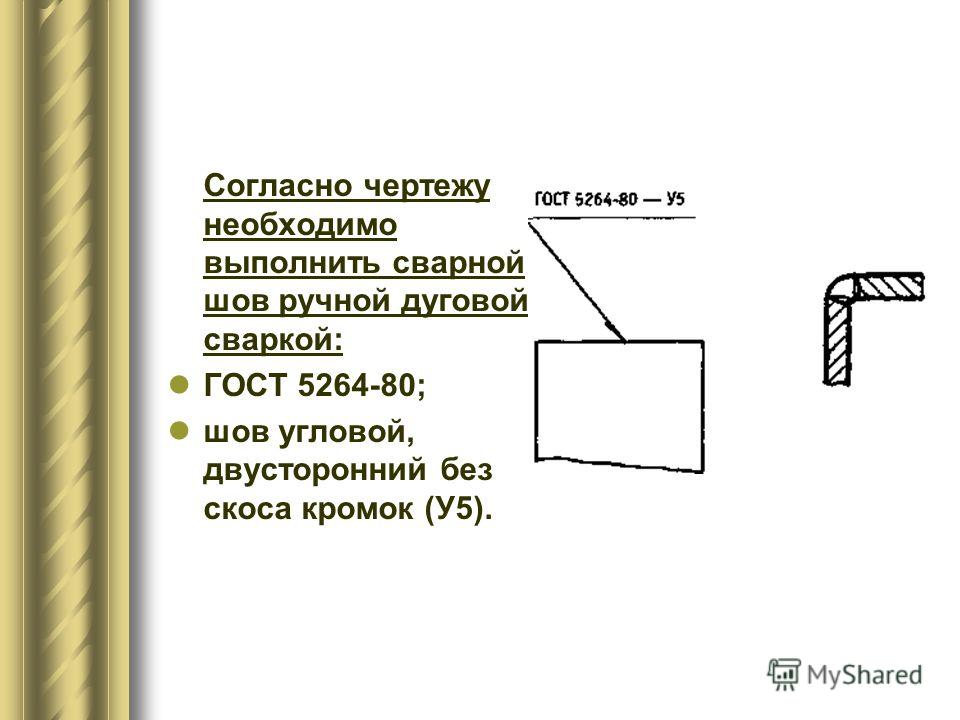
Что такое костыль кровельный
В бытовом понимании и у большинства столяров и плотников термин костыль ассоциируется с коваными М-образными креплениями для бруса бруса в клиньях и местах стыковки. Металлический костыль для кровли представляет собой Т-образное крепление двухслойных плоских лент из стали специальной обработки с высоким содержанием углерода.
Для нужд благоустройства кровли используется несколько Т-образных костылей:
- Стандартный плоский вариант с горизонтальной полкой, приваренной с одной стороны;
- Крепления двусторонние, полки приварены к концам «ножек» параллельно друг другу;
- Схемы Т-образных креплений с профилированной «ножкой» или изогнутыми под 90-ю полками.
Металл, используемый для изготовления костылей, должен иметь антикоррозийное покрытие. Для оцинкованных фальцевых крыш со стандартными скатами применяют т-костыли с нанесенным слоем цинка. Если кровельный металл достаточно тонкий или сделан из меди, то лучше использовать с покрытием из ПВХ или специальной краской.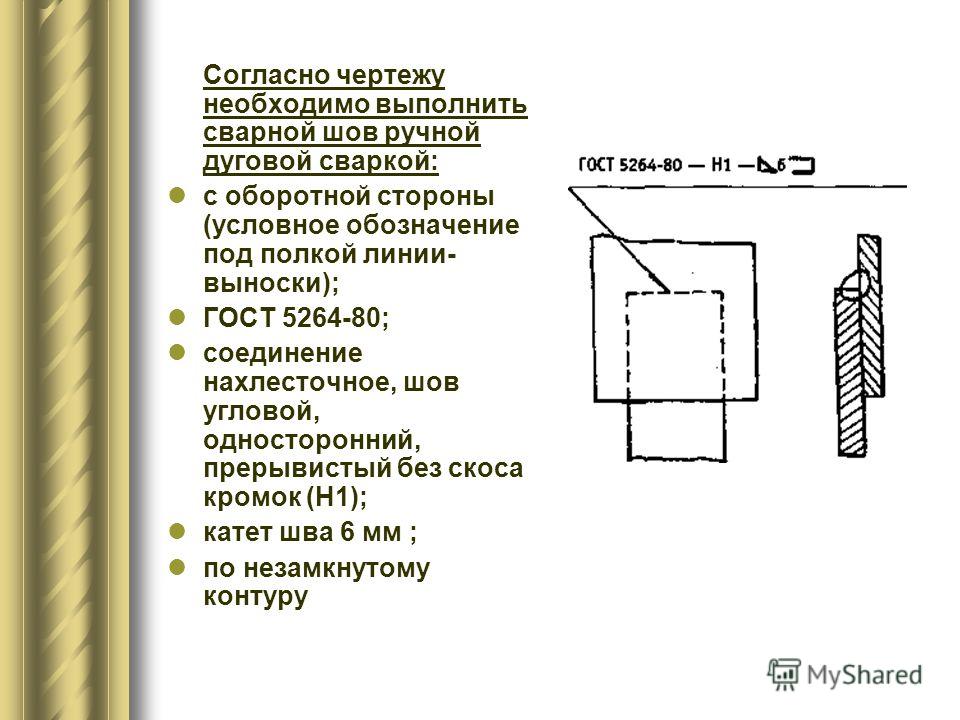 Медные складные крыши нельзя крепить оцинкованными или стальными костылями.
Медные складные крыши нельзя крепить оцинкованными или стальными костылями.
Для информации! Конструкция Т-образного костыля регламентирована ГОСТ 5264-80. При составлении чертежей кровельного пирога и скатной части кровли обязательно ориентироваться на схему костыля и его размеры.
Например, обозначение костыля кровельного 4х40х400 означает:
- Расстояние от верхней кромки горизонтальной полки до базовой линии ноги 400 мм;
- Толщина «ножек» 4 мм, ширина 40 мм.
В целом размер полки может быть от 100 до 200 мм, «ножка» делается в пределах 300-450 мм. В кровельном деле примерно в 80% случаев применяется стандартный кровельный Т-образный костыль 400х200 мм, но это только статистика, на практике устройство может быть изготовлено даже самостоятельно по своим размерам. Размеры Т-образного костыля определяются устройством кровли, массой и вылетом мойки.
Что вам нужно кровельные костыли
Приспособление в виде таврового профиля используется для усиления края карниза. Металл, используемый для обустройства кровли, не имеет жесткости, как у металлочерепицы, профилированной поверхности, как в случае с профнастилом, или волн, как у шифера. В результате край карниза, даже если установлена капельница или влагозащитный фартук, получается слабым, нежестким.
При увеличении вертикальной нагрузки от ветра, чаще из-за снежного покрова и сосулек, металл деформируется и отрывается от обрешетки.
Поэтому приходится дорабатывать конструкцию, устанавливая накладные Т-образные костыли, поддерживающие край крыши.
Крестовина для парапета
Т-образное приспособление является обязательным элементом парапеля крыши. Обычно фартук или, проще говоря, накладка цвета оцинковки из тонкого металла предназначена для закрытия оголовка парапеля и птенца кровельного покрытия от дождя и конденсата влаги.
Фартуки изготавливаются в виде отдельных сегментов П-образного сечения с капельницами, загнутыми по нижним кромкам подкладки. Рассчитать фартук на каменном или бетонном парапете можно только с помощью скоб или Т-образных двойных костылей с отогнутыми горизонтальными полками.
После установки фартук оказывается приподнятым над горизонтальной поверхностью парапета, а капли отодвигаются от его вертикальных стенок. Поэтому конденсат находится за пределами места расположения шва кровли кровли, а влага, оставшаяся под обшивкой, хорошо размывается и удаляется даже слабым ветерком.
Для герметизации парапета высотных зданий, Т-образных костылей и кронштейнов с изогнутыми полками, изогнутыми более чем на 90°, это дает возможность поставить фартук так, чтобы его поверхность не была горизонтальной, был уклон в сторону крыша. Таким образом, с помощью изогнутого кронштейна или Т-образного костыля можно предотвратить сток воды на внешний край парапета и тем самым заблокировать образование сосулек.
Костыль для крепления
Еще сложнее обстоит дело с фальцевыми крышами многоэтажных домов. Размеры карниза крыши могут иметь длину в несколько десятков метров, дождевая вода из-за ветра может неравномерно перемещаться по кровельному покрытию и переливаться через дренажные желоба и трубы.
Поэтому сливы фальцевой кровли должны быть профилированы таким образом, чтобы образовался естественный уклон поверхности к линии водосбора, как на схеме.
Это возможно сделать регулировкой вылета и высоты установки каждой планки или рисунка складной крыши на Т-образных кровельных костылях РУФ. Подъем плоскости и вылет кронштейна регулируется при укладке листового металла с помощью строительного уровня и монтажных шнуров.
Изготовление кровельных костылей
Для укрепления свесов двухскатного дома 7х6 м угара потребуется не меньше. Устройство можно купить в готовом виде, но чаще всего разработчики предпочитают сделать необходимое количество кронштейнов самостоятельно.
К сведению! Причин такого решения может быть довольно много, но чаще всего строители отказываются от готовой продукции из-за некачественной сварки полос.
Кроме того, для скоб используется металл с высоким содержанием углерода, такой материал практически не деформируется под нагрузкой и хорошо сваривается даже в кустарных условиях.
Подготовка металла
Для изготовления скоб необходимо купить полосу стальную 4х40 мм, материал обычно реализуется пятиметровыми нитями или для оптовых покупателей в виде бухт. Так как Т-образный костыль представляет собой сваренные два металлических сегмента, то перед началом работы нужно сделать два шаблона для вырезания «ножек» и полочек.
Пятиметровая нить очищается от окалины с помощью дрели и щетки с бронзовой щетиной. Резка заготовок выполняется обычной болгаркой.
Кронштейны Т-образные сварные
Перед соединением деталей в готовый костыль Т-образный, свариваемые кромки обрезаются болгаркой так, чтобы срез сварки формировался под углом 30-40°. Материал сваривают с двух сторон и после остывания отбивают шлак.
Наилучшее качество соединения достигается при использовании электрода из нержавеющей стали и сварки постоянным током. После линии шва ее зачищают абразивом и обрабатывают водным раствором ортофосфорной кислоты. Через сутки костыли можно поставить на крышу.
Установка кровельных кронштейнов
Перед установкой Т-образных кронштейнов на обрешетку необходимо определиться со схемой сверления отверстий под крепеж. В готовых покупных изделиях есть три отверстия с расчетом, что одно место под самодостаточность обязательно попадет в зазор между раскладками обрешетки.
В самодельных костылях сверлят две точки на расстоянии не менее 100 мм, и только в исключительных случаях выполняют дополнительное отверстие. Монтаж Т-образных светильников выполняется с шагом 70 см. Вылет горизонтальной полки над краем мойки выбирают в пределах 10-30 мм.
Перед наметкой «ножки» подкладки выравнивают по натянутому шнуру и уровню, после чего фиксируют саморезами.
Аналогичным способом установить Т-образную накладку на бетонный парапет. С помощью «ножки» с отверстиями, как у кондуктора, пробивают отверстия, забивают пробки и заворачивают дюбель в толщу кирпича или бетона.
Заключение
Т-образный костыль для кровли не требует специальной подготовки обрешетки. Благодаря небольшому весу устройство практически не оказывает давления на канаты, а высокая прочность стала обеспечивать долговечность и прочное удержание желобов и краев. Простое устройство скобы позволяет без труда произвести необходимое количество креплений своими силами, и тем самым сэкономить на покупных материалах. Исключением могут быть кронштейны для фальцевых видов крыш многоэтажных домов, в этом случае изготовление и монтаж лучше доверить профессионалам.
Основные виды сварных соединений
Популярное
Сварка металлов используется во многих отраслях промышленности. От того, как будут проведены эти работы, зависит долговечность любой конструкции. На качество сварки влияет то, насколько правильно подобраны тип стыка и шва. Существует ряд классификаций и типов суставов. Следует рассмотреть основные виды, элементы сварных соединений.
Меры безопасности
Сварка является опасным для здоровья и жизни человека видом деятельности. Поэтому без использования средств индивидуальной защиты для таких работ не обойтись. Сварка сопровождается рядом вредных факторов: излучением, газами, каплями расплавленного металла. Поэтому потребуется следующий комплект СИЗ:
- Костюм. Изготавливается из брезентовых тканей.
- Туфли или ботинки сварщика. При этом шнурки должны быть закрыты.
- Очки, маска сварщика.
- Сварочный респиратор.
- Рукавицы брезентовые.
Как видите, нужен достаточно серьезный набор. Но именно он поможет защитить от ожогов, потери зрения, отравления. Поэтому его использование необходимо.
Определение сварки
Очень часто на строительной или производственной площадке требуется соединение металлических плоскостей и деталей в одно целое. Для этого используется сварка, в ходе которой формируется шов. Такое соединение становится неразъемным за счет процесса сплавления самого металла и присадочных материалов (электродов). Основные виды сварных соединений состоят из самого шва, зоны сплавления, зоны термического влияния и прилегающего материала. Детали соединяются на межмолекулярном или межатомном уровне под воздействием высоких температур. Существуют различные виды сварных соединений. ГОСТ 5264-80 содержит подробную информацию о каждом из них. Ниже мы рассмотрим все это подробнее.
Приклад
Этот вид является самым популярным. Он используется повсеместно. Причем сварку можно проводить с любыми видами кромок. Он может быть односторонним и двусторонним, со съемной подкладкой, несъемной и без нее. Применяется для следующих вариантов кромки: отбортовка двух частей или одной, без нее, а также при отсутствии скоса кромок. Но это еще не все. Кромка также может быть замковой, с односторонними и двусторонними, симметричными и асимметричными, криволинейными и ломаными скосами и так далее. Стыковые виды сварных соединений разнообразны и универсальны. Важно соблюдать технологию работы, чтобы получить качественный шов.
Угол
Данная стыковка деталей используется при работе с угловыми элементами конструкции. Иногда возникают затруднения с заживлением труднодоступных мест. Следовательно, существует некоторое ограничение на ребра, которые необходимо соединить. Сварка может быть односторонней и двухсторонней. Применяется для следующих типов кромок:
- Без фаски.
- Отбортовка одной кромки.
- С односторонней и двусторонней фаской.
- С фаской по обоим краям.
Как видим, ряд соединительных элементов исчезает из-за сложности или невозможности их крепления угловыми видами сварных соединений.
Таврический
Этот вид выреза представляет собой Т-образное соединение деталей. Но это характерно и для деталей, при соединении которых использовался малый угол наклона одной поверхности к другой. Сварка может быть односторонней и двухсторонней. При работе с таким соединением готовят следующий ряд кромок:
- Без фаски.
- С односторонним и двусторонним исполнением по одной кромке. Причем они могут быть симметричными и асимметричными.
- С криволинейным односторонним и двусторонним скосом одной плоскости. Типы сварных соединений
Tauri также позволяют работать с ограниченным обзором плоскостей.
Соединение внахлестку и встык
Первая стыковка применяется в случаях, когда требуется крепление деталей внахлест. Кромки без скосов предпочитают мастера, использующие этот вид. Тип сварного соединения, торцевой, применяется редко. Но все же он выделен в отдельную группу. Таким способом соединяются торцы деталей. Помните, что для каждого соединения может применяться свой тип шва. Для удобства работы с таблицей, в которой прописаны все виды сварных соединений, ГОСТ ввел их буквенное обозначение. Каждый сварщик должен ознакомиться с их основными характеристиками.
Классификация швов
Существует несколько вариантов классификации:
- По расположению относительно поверхности — односторонние и двусторонние.
- По назначению — рабочие (эксплуатация свариваемых поверхностей под нагрузкой), нерабочие (без нее).
- По длине — короткие (до 250 мм), средние (до 1 м), длинные (свыше метра).
- По конфигурации — прямолинейные, изогнутые.
- По ширине — резьба (ширина равна диаметру электродов или она значительно меньше), уширенная (полученная вибрационными движениями электродов).
Виды сварных швов и соединений имеют еще несколько классификаций, которые следует рассмотреть подробно.
По положению в космосе
В этой классификации выделяются следующие пункты:
- Нижний. Угол работы относительно горизонта от 0 до 60°.
- Вертикальный. Угол относительно земли от 60 до 120°.
- Потолок. Угол срабатывания находится в пределах от 120 до 180°.
Положение в пространстве может влиять на качество шва и выбор типа соединения.
По степени непрерывности
По данной классификации различают следующие виды сварных швов и соединений: сплошные (не имеют разрывов по всей длине) прерывистые (выполняются с перерывами). Второй вариант более характерен для угловых и тавровых соединений. Прерывистый в свою очередь может быть:
- Цепочка, когда с обеих сторон выполняются одинаковые прерывистые цепочки швов.
- Шахматная, когда швы с одной и другой стороны накладываются со сдвигом относительно друг друга.
- Заостренный. Пунктиром в шахматном порядке с двух сторон.
Непрерывные швы выдерживают большие нагрузки. Они менее подвержены коррозии, поэтому чаще всего используются для рабочих поверхностей.
По типу сварного шва
В данной классификации различают следующие виды швов:
- Приклад.
- Угловой. Используется в тавровых соединениях, стыковках, угловых соединениях.
- Гладкая. Он характерен для тавровых и нахлесточных соединений. При этом толщина поверхностей должна быть не более 10 мм.
- Электрозаклепка. Также используется для тройников и соединений внахлестку. Сначала сверлится первая поверхность. Через него хватают второй. Если толщина первой поверхности не более 3 мм, ее не сверлят. Такие листы штампуются с помощью сварки. Конструкции прочные, но не герметичные.
- Приклад. Их применяют для захвата боковых поверхностей деталей (торцов).
Как видите, виды сварных швов и соединений связаны между собой такой классификацией. У них даже есть ряд одинаковых названий.
По данным профиля сечения
Если разрезать любой стык, можно точно определить вид шва по этой классификации:
- Выпуклая. Применяется для изделий, испытывающих статическую нагрузку. Считается усиленным. При выполнении такого шва используется большое количество электродов.
- Подбарабанье. Он характерен для конструкций с динамической и знакопеременной нагрузкой. Считается ослабленным.
- Обычный. Рекомендуемое использование, как для конкейва.
Тавровые и угловые виды сварных соединений предполагают еще один вид сварного шва — специальный. Если рассматривать в разрезе, то будет видно, что один из катетов будет больше, т. е. получается равнобедренный треугольник. Используется для изделий с переменной нагрузкой. Снижает стресс.
В направлении усилий
Эта классификация относится к технологии сварки. Итак, швы:
- Продольный. Сила направлена вдоль оси шва.
- Поперечный. Направление усилий поперек.
- Комбинированный. Иногда конструкции требуют сочетания нескольких видов усилий. Например, как поперечные, так и продольные.
- Косой. Сила приложена под углом.
По количеству слоев
В рамках данной классификации существует только два типа швов: однослойные и многослойные. Кроме того, они бывают одноходовыми и многоходовыми. Если с первым вариантом все понятно, то второй характеризуется наличием нескольких новых определений:
- Пасс. Простыми словами, это одноразовый проход через муфту сваркой.
- Ролик. Так называется часть расплавленного металла, полученная за один проход. Кстати, шовный слой может состоять из одного или нескольких валиков, выполненных на одном уровне.
- Корень шва. Это самый дальний валик от уровня облицовки.
Многослойный многопроходный тип сварного соединения используется для соединения толстых материалов и уменьшения зоны нагрева. Эта же классификация определила дополнительные типы сварных швов и соединений. ГОСТ обозначал их как:
- Сварка. Меньшая часть подготовительного двустороннего шва. Проводится для того, чтобы не допустить прогорания на других уровнях. Либо последнее накладывается на корень шва.
- Облицовка. Само название говорит само за себя. Выполняется для лицевой части многоуровневого шва. Улучшает внешний вид.
Многорядные швы обычно сложные. Они требуют аккуратности и профессионализма.
Недопустимые ошибки
Виды сварных соединений и виды сварных швов должны выполняться по технологии. Качество работы напрямую связано с дальнейшей эксплуатацией изделий и конструкций. При сварке нельзя допускать следующих ошибок:
- Подрез, прожог. Образуется при длительном термическом воздействии на одну точку.
- Отсутствие проникновения. Недостаточно длительное тепловое воздействие, в результате чего образуется плохо очищенная основа. Конструкция ненадежная.
- Шлаковые включения. Может появиться из-за некачественных электродов.
- пор. Они образуются в результате появления брызг раскаленного металла. Температура сварки должна быть отрегулирована.
- Трещины. Может появиться при стыковке разных видов металла. Они могут различаться по температуре плавления.
- Полости. Образование под наплывом пустот. Это чревато растрескиванием в процессе эксплуатации.
- Неплавкий. Причины: недостаточная температура для сварки, плохо очищенная поверхность, непровар.
Все это может дополнительно сказаться на качестве металлоконструкций и изделий.
Контроль качества
Сварочные работы требуют контроля качества. Есть несколько способов его реализации:
- Визуальный осмотр Поможет выявить видимые дефекты: поры, трещины, шлаковые включения.
- Измерение. С помощью измерительных приборов контролируют длину и ширину шва. Проверяет соответствие техническому заданию и ГОСТу.
- Тест на герметичность Требуется для некоторых типов конструкций. Проверяется с помощью специального обжима.
- Инструментарий. Новые технологии нашли свое применение в этой области.
- Лабораторные исследования. Проверяется физическими и химическими реакциями.
Безусловно, качество работы зависит от опыта и квалификации самого сварщика. Он легко определит возможность выполнения того или иного вида работ, совместимость материала, подберет нужный стык и шов и выполнит работу на должном уровне. Хороший сварщик всегда был и будет в цене. Но это изучается и теоретически, и практически. У некоторых на это уходят годы.
Заключение
Как было сказано ранее, сварка – это сложный технологический процесс, требующий профессиональных навыков и знаний. Также не стоит забывать о средствах индивидуальной защиты. Они помогут избежать ожога роговицы глаза, вредного для кожи термическим воздействием. Если вы хотите применить сварку к сложным конструкциям, лучше довериться профессионалу. А все потому, что от качества выполненных работ в дальнейшем будет зависеть надежность самой конструкции. Чтобы набраться опыта, лучше начинать с простых продуктов. При этом необходимо строго соблюдать технологию сварки и технику безопасности. Следует понимать, что важную роль играет и подготовка кромок. Поэтому перед началом работы следует тщательно очистить поверхность. Также в конце шов следует очистить от шлака. Иногда получается неравномерно. Этого не видно за слоем шлака, оставшимся от электрода. Итак, мы выяснили основные виды сварных швов и соединений.
- 0
- 0
- Деловые статьи
Поделись этим:
Читайте также
- Производство сварных конструкций
- Стрелочные переводы: схема, виды, элементы. Неудачи явки
- Оборудование для производства металлических бочек: параметры и эксплуатационные свойства
- Как выбрать сварочный инвертор? Какой сварочный инвертор выбрать? Рейтинг сварочных инверторов
- Свой бизнес: баночное производство. Технология и оборудование для производства жестяных изделий
- Системы уравнивания потенциалов — основная (ОСУП) и дополнительная (ДСУП). Заземление
- Теплообменник своими руками: устройство системы, схема, инструкция
Новости партнеров
Все ГОСТы — Лаборатория в консалтинге
Хороший совет может дать только по-настоящему бескорыстный человек.
02141 Украина, г. Киев, ул. Руденко, 6а, оф. 630
тел.: 067-2-316-316; 044-536-4-666
тел.: многоканальный 091 48-10-416
[email protected]
- Трубы металлические ГОСТ 10006-80. Метод испытания на растяжение.
- ГОСТ 10025-78 Прутки из оловянно-фосфорной бронзы. технические характеристики
- ГОСТ 10051-75 Электроды покрытые для ручной дуговой сварки поверхностных слоев со специальными свойствами. Типы.
- ГОСТ 10052-75 Электроды покрытые для ручной дуговой сварки высоколегированных сталей со специальными свойствами. типы
- ГОСТ 10092-2006 Трубы мельхиоровые для теплообменников. технические характеристики
- ГОСТ 10096-76 Пудра алюминиевая комкованная. Технические условия.
- ГОСТ 10145-81 Металлы. Метод испытания на длительную прочность.
- ГОСТ 10155-75 Провод манганиновый неизолированный. технические характеристики
- ГОСТ 10160-75 Сплавы прецизионные магнитомягкие. технические характеристики
- ГОСТ 1018-77 Лента алюминиевая, медная, латунная, мельхиор для капсюлей. технические характеристики
- ГОСТ 1020-97 Слитки латунные литейные. марки
- ГОСТ 10234-77 Рулон стальной ленточный средней прочности. технические характеристики Сталь
- ГОСТ 10243-75. Методы испытаний и оценка макроструктуры.
- ГОСТ 10284-84 Вкладыши заготовки из твердых сплавов для обжимного инструмента. Формы и размеры.
- ГОСТ 10285-81 Вкладыши осадочные для заготовки и инструментальные пластины-заготовки для нарезных ножей из твердых спеченных сплавов. Технические условия.
- ГОСТ 10297-94 Индия. технические характеристики
- ГОСТ 10298-79 селен технический. технические характеристики Сталь горячекатаная Ст
- 103-2006 для стальной полосы. Ассортимент
- ГОСТ 10446-80 Проволока Метод испытания на растяжение.
- ГОСТ 10447-93 Проволока. Метод испытания обмотки.
- ГОСТ 1048-79 Лента из алюминиевой бронзы для пружин. технические характеристики
- ГОСТ 1049-74 Проволока марганцево-никелевая. технические характеристики
- ГОСТ 1049Трубы бесшовные 8-82 из сверхтонкостенной коррозионностойкой нержавеющей стали. технические характеристики
- ГОСТ 1050-88 Прокат калиброванный, со специальной отделкой поверхности качественная конструкционная углеродистая сталь. Общие характеристики
- ГОСТ 10505-76 Канаты стальные подъемные закрытые. Технические условия.
- ГОСТ 10506-76 Канаты стальные подъемные закрытые. Ассортимент.
- ГОСТ 1051-73 Прокат калиброванный. Общие характеристики
- ГОСТ 10510-80 Металлы. Метод испытания на прессование листов и полос Эриксена.
- ГОСТ 10533-86 Лента холодная из термостатических биметаллов. технические характеристики
- ГОСТ 10543-98 Наплавка стальной проволокой. технические характеристики
- ГОСТ 10551-75 Профиль стальной гнутый, рифленый. Ассортимент
- ГОСТ 1060-83 Трубы стальные бесшовные холоднокатаные для судостроения. технические характеристики
- ГОСТ 1066-90 Проволока латунная. технические характеристики
- ГОСТ 10692-80, трубы стальные, чугунные и фасонные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
- ГОСТ 10702-78 Прокат из высококачественной углеродистой конструкционной стали и легированной стали для холодного прессования и посадки. технические характеристики
- ГОСТ 10703-73 Листы алюминиевые для полиграфии. технические характеристики
- ГОСТ 10704-91 Трубы стальные электросварные. Ассортимент
- Трубы стальные ГОСТ 10705-80. технические характеристики
- ГОСТ 10706-76 Трубы стальные электросварные. Технические требования
- ГОСТ 10707-80 Трубы холоднокатаные. технические характеристики
- ГОСТ 1071-81 Проволока стальная термически обработанная пружинная. технические характеристики
- ГОСТ 1077-79 Горелки однопламенные универсальные для кислородно-ацетиленовой сварки, пайки и нагрева. Типы, основные параметры и размеры и общие технические характеристики
- ГОСТ 10772-78 Покрытия литейные водостойкие. Основные Характеристики.
- ГОСТ 10791-2004 Колеса цельнокатаные. Технические условия.
- ГОСТ 10796-74 Ножи продольно-резательные воздушного распыления. Типы и основные параметры.
- ГОСТ 10821-2007 Проволока из платины и платинородиевых сплавов для термоэлектрических преобразователей. технические характеристики
- ГОСТ 10884-94 Сталь армированная термоупрочненная для железобетонных конструкций. технические характеристики
- ГОСТ 10885-85 Стали Стали горячекатаные двухслойные коррозионно-стойкие. технические характеристики
- ГОСТ 1089-82 Сурьма. Технические условия. методы анализа
- ГОСТ 10922-90 Изделия арматурные и закладные, соединения сварные арматурные и вставки сварные для железобетонных конструкций.
- ГОСТ 10928-90 Висмут. технические характеристики
- Стержни ВФК ГОСТ 10988-75 для электровакуумной промышленности. технические характеристики
- ГОСТ 10994-74 Сплавы прецизионные. марки
- ГОСТ 11017-80 Трубы стальные бесшовные высокого давления. технические характеристики Сталь
- ГОСТ 11036-75 электротехническая нелегированная. технические характеристики
- ГОСТ 11068-81 Трубы электросварные из коррозионностойкой стали. технические характеристики
- ГОСТ 11069-2001 Первичный алюминий. марки
- ГОСТ 11070-74 Чушки алюминия первичные. технические характеристики
- ГОСТ 11150-84 Металлы. Методы испытаний Растяжение при пониженных температурах.
- ГОСТ 11249-80 Трубы стальные паяные двухслойной наплавки. технические характеристики
- ГОСТ 11268-76 Сталь листовая нержавеющая легированная конструкционная специального назначения. технические характеристики
- ГОСТ 11269-76 Прокат листовой и универсальный широкополосный специального назначения из конструкционной легированной стали. технические характеристики
- ГОСТ 1131-76 Сплавы алюминиевые деформируемые в слитках. технические характеристики
- ГОСТ 1133-71 Сталь кованая круглая и квадратная. Ассортимент
- ГОСТ 11378-75 Пластины заготовочные из твердых спеченных сплавов для режущих ножей. Типы и размеры.
- ГОСТ 11383-75 Трубы медные и латунные тонкостенные. технические характеристики
- ГОСТ 11474-76 Профиль стальной гнутый. технические характеристики
- ГОСТ 1150-72 Плиты котельные цинковые. технические характеристики
- ГОСТ 11533-75 Сварка автоматическая и полуавтоматическая под флюсом. Соединения свариваются под острыми и тупыми углами. Основные типы, элементы конструкции и размеры
- ГОСТ 11534-75 Сварка дуговая ручная. Соединения свариваются под острыми и тупыми углами. Основные типы, элементы конструкции и размеры
- ГОСТ 11701-84 Металлы. Методы испытаний на растяжение тонких листов и лент.
- Трубы ГОСТ 11706-78. Метод испытания на распределение кольцевого конуса.
- ГОСТ 1173-2006 фольга, лента, лист и пластина из меди. технические характеристики
- ГОСТ 1180-91 Аноды цинковые. технические характеристики
- ГОСТ 11850-72 Проволока стальная для пружинных шайб. технические характеристики
- ГОСТ 11861-91 Ферросиликохром. Технические характеристики и условия поставки.
- Сталь аустенитная ГОСТ 11878-66. Методы определения содержания ферритных фаз в стержнях.
- ГОСТ 11930.0-79 Материалы наплавочные. Общие требования к методам анализа.
- ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода.
- ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама.
- ГОСТ 11930.11-79 Материалы наплавочные. Метод определения молибдена.
- ГОСТ 11930.12-79 Материалы наплавочные. Метод определения сурьмы.
- ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы.
- ГОСТ 11930.3-79 Материалы наплавочные. Метод определения кремния.
- ГОСТ 11930.4-79материалы для наплавки. Метод определения хрома.
- ГОСТ 11930.5-79 Материалы наплавочные. Методы определения марганца.
- ГОСТ 11930.6-79 Материалы наплавочные. Методы определения никеля.
- ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа.
- ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора.
- ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора.
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения.
- ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
- Трубы ГОСТ 1208-90 бронзовые прессованные. технические характеристики
- ГОСТ 1209-90 Кальций баббит свиней. технические характеристики
- Сталь электротехническая ГОСТ 12119.0-98. Методы определения магнитных и электрических свойств. Общие требования Трубы стальные бесшовные ГОСТ 12132-66
- и бесшовные для мотовелопромышленности. технические характеристики
- ГОСТ 12135-75 Накладки шипового крепления железнодорожных рельсов Р50. Дизайн и размеры.
- ГОСТ 1215-79 Отливки из высокопрочного чугуна. Общие характеристики
- ГОСТ 12169-82, заготовка стальная, отрезок кислородной резки. надбавки
- ГОСТ 12221-79 Оборудование для плазменно-дуговой резки металлов. Типы и основные параметры
- ГОСТ 12247-80 Баллоны стальные бесшовные большого объема для газов Fp 31,4 и 39,2 МПа (320 и 400 кгс/см кв. ). Технические условия.
- ГОСТ 123-2008 Кобальт. технические характеристики
- ГОСТ 12338-81 Порошок иридий. технические характеристики
- ГОСТ 12339-79 Осмий порошок. технические характеристики
- ГОСТ 12340-81 Палладий в слитках. технические характеристики
- ГОСТ 12341-81 Платина в слитках. технические характеристики
- ГОСТ 12342-81 Родий порошок. технические характеристики
- ГОСТ 12343-79 Рутений порошок. технические характеристики
- ГОСТ 12344-2003 Легированные и высокопрочные. Методы определения углерода.
- ГОСТ 12345-2001 Легированные и высокопрочные. Методы определения серы.
- ГОСТ 12346-78 Сталь легированная и высокопрочная. Методы определения кремния.
- ГОСТ 12347-77 Сталь легированная и высокопрочная. Методы определения фосфора.
- ГОСТ 12348-78 Сталь легированная и высокопрочная. Методы определения марганца.
- ГОСТ 12349-83 Стали легированные и высокопрочные. Методы определения вольфрама.
- ГОСТ 12350-78 Сталь легированная и высокопрочная. Методы определения хрома.
- ГОСТ 12351-2003 Легированные и высокопрочные. Методы определения ванадия.
- ГОСТ 12352-81 Сталь легированная и высокопрочная. Методы определения никеля.
- ГОСТ 12353-78 Сталь легированная и высокопрочная. Методы определения кобальта.
- ГОСТ 12354-81 Сталь легированная и высокопрочная. Методы определения молибдена.
- ГОСТ 12355-78 Сталь легированная и высокопрочная. Методы определения меди.
- ГОСТ 12356-81 Сталь легированная и высокопрочная. Методы определения титана.
- ГОСТ 12357-84 Сталь легированная и высокопрочная. Методы определения алюминия.
- ГОСТ 12358-2002 Легированные и высокопрочные. Методы определения мышьяка.
- ГОСТ 12359-99 Сталь углеродистая, легированная и высоколегированная. Методы определения азота.
- ГОСТ 12360-82 Сталь легированная и высокопрочная. Методы определения бора.
- ГОСТ 12361-2002 Легированные и высокопрочные. Методы определения ниобия.
- ГОСТ 12362-79Сталь легированная и высокопрочная. Методы определения следов сурьмы, свинца, олова, цинка и кадмия.
- ГОСТ 12363-79 Сталь легированная и высокопрочная. Методы определения селена.
- ГОСТ 12364-84 Сталь легированная и высокопрочная. Методы определения церия.
- ГОСТ 12365-84 Сталь легированная и высокопрочная. Методы определения циркония.
- ГОСТ 12492.0-90 Прокат сельскохозяйственных машин. Основные Характеристики.
- Трубы ГОСТ 12501-67. Метод испытания крутящего момента. Сталь
- ГОСТ 12503-75. ультразвуковые методы контроля. Общие требования.
- ГОСТ 12601-76 Порошок цинковый. Технические условия.
- ГОСТ 12635-67 Материалы магнитомягкие высокие. Методы испытаний в диапазоне частот от 10 кГц до 1 МГц.
- ГОСТ 12636-67 Материалы магнитомягкие высокие. Методы испытаний в диапазоне частот от 1 до 200 МГц.
- ГОСТ 12637-67 Материалы магнитомягкие высокие. Методы испытаний в диапазоне частот от 200 до 2000 МГц.
- ГОСТ 12766.1-90 Проволока из прецизионных сплавов с высоким электрическим сопротивлением. технические характеристики
- ГОСТ 12766.2-90 Струя из прецизионных сплавов с высоким электрическим сопротивлением. технические характеристики
- ГОСТ 12766.3-90 Сплавы калиброванные прецизионные с высоким электрическим сопротивлением. технические характеристики
- Стандартный прокат из прецизионных сплавов 12766.4-90 с высоким электрическим сопротивлением. технические характеристики Лента
- ГОСТ 12766.5-90 Прокат прецизионный из сплава с высоким электрическим сопротивлением.
- ГОСТ 12797-77 Галлий технический. технические характеристики
- ГОСТ 1292-81 Сплавы свинец-сурьма. технические характеристики Проволока латунная для холодной высадки
- ГОСТ 12920-67. технические характеристики
- ГОСТ 13020. 1-85 Хром металлический. Метод определения хрома.
- ГОСТ 13020.11-85 Хром металлический. Методы определения цинка, свинца и висмута.
- ГОСТ 13020.12-85 Хром металлический. Метод определения мышьяка.
- ГОСТ 13020.13-85 Хром металлический. Метод определения сурьмы.
- ГОСТ 13020.14-85 Хром металлический. Методы определения меди.
- ГОСТ 13020.15-85 Хром металлический. Методы определения олова.
- ГОСТ 13020.16-85 Хром металлический. Метод определения кобальта.
- ГОСТ 13020.4-85 Хром металлический. Метод определения фосфора.
- ГОСТ 13020.5-85 Хром металлический. Методы определения кремния.
- ГОСТ 13020.6-85 Хром металлический. Методы определения общего алюминия.
- ГОСТ 13020.7-85 Хром металлический. Методы определения азота.
- ГОСТ 13020.8-85 Хром металлический. Методы определения железа.
- ГОСТ 13073-77 Проволока цинковая. технические характеристики
- ГОСТ 13083-77 Прутки никелевые и кремненикелевые. технические характеристики
- ГОСТ 13084-88 Порошки высоколегированных сталей и сплавов. Технические условия.
- ГОСТ 13098-2006 Родий. Бренд.
- ГОСТ 13099-2006 Иридий. марки
- ГОСТ 13114-75 Плиты заготовочные без полок для штамповочных штампов. Конструкция и размеры
- ГОСТ 13151.1-89 Ферро. Метод определения молибдена.
- ГОСТ 13151.10-82 Ферро. Метод определения сурьмы.
- ГОСТ 13151.11-77 Ферро. Метод определения содержания мышьяка.
- ГОСТ 13151.2-82 Ферро. Методы определения вольфрама.
- ГОСТ 13151.5-89 Ферро. Метод определения кремния.
- ГОСТ 13151.6-94 Ферро. Метод определения фосфора.
- ГОСТ 13151.7-82 Ферро. Методы определения меди.
- ГОСТ 13151.8-77 Ферро. Методы определения цинка, свинца и висмута.
- ГОСТ 13151.9-82 Ферро. Методы определения олова.
- ГОСТ 1320-74 Баббиты оловянно-свинцовые. технические характеристики
- ГОСТ 13201. 1-93 Ферросиликохром. Метод определения хрома.
- ГОСТ 13201.2-77 Ферросиликохром. Метод определения содержания кремния.
- ГОСТ 13201.6-77 Ферросиликохром. Метод определения фосфора.
- ГОСТ 13217.1-90 Феррованадий. Метод определения ванадия.
- ГОСТ 13217.11-90 Феррованадий. Методы определения мышьяка.
- ГОСТ 13217.4-90 Феррованадий. Методы определения кремния.
- ГОСТ 13217.5-90 Феррованадий. Методы определения фосфора.
- ГОСТ 13217.6-90 Феррованадий. Методы определения марганца.
- ГОСТ 13217.7-90 Феррованадий. Методы определения общего алюминия.
- ГОСТ 13217.8-90 Феррованадий. Методы определения хрома.
- ГОСТ 13217.9-90 Феррованадий. Методы определения меди.
- ГОСТ 13229-78 Профиль стальной гнутый Зетас. ассортимент
- ГОСТ 13230.1-93 Ферросилиций. Методы определения кремния.
- ГОСТ 13230.4-93 Ферросилиций. Метод определения фосфора.
- ГОСТ 13230. 5-93 Ферросилиций. Методы определения марганца.
- ГОСТ 13230.6-93 Ферросилиций. Методы определения хрома.
- ГОСТ 13230.7-93 Ферросилиций. Методы определения алюминия.
- ГОСТ 13230.8-93 Ферросилиций. Методы определения кальция.
- ГОСТ 13230.9-93 Ферросилиций. Методы определения титана.
- ГОСТ 13345-85 Олово. технические характеристики
- ГОСТ 13462-79 Палладий и палладиевые сплавы. Бренд.
- ГОСТ 13498-79 Платина и сплавы платины. марки
- ГОСТ 13548-77 Трубы тонкостенные из никеля и никелевых сплавов. технические характеристики Сталь
- ГОСТ 13585-68. Методика определения раската образцов разрешенных режимов дуговой сварки и наращивания.
- ГОСТ 13603-89 Проволока фильтровальная скрученная с шестигранными ячейками. Технические условия.
- ГОСТ 13616-97 Лента прессованная прямоугольного сечения из алюминия, алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13617-97 Прессованные колбочки углового сечения из алюминия, алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13618-97 Штуцер косой прессованный уголков из алюминия, алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13619-97 Профиль прямоугольный прессованный из алюминия, алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13620-90 Профили прямоугольные равносторонние прессованные дзета из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13621-90 Прессованные прямоугольного равностороннего двутавра из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13622-91 Профиль прямоугольный равносторонний тавровый штампованный из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13623-90 Швеллер прессованный прямоугольного равностороннего сечения из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13624-90 Швеллер прямоугольный прессованный фланцевый из алюминиевых и магниевых сплавов. Ассортимент Трубы стальные профильные
- ГОСТ 13663-86. Технические требования
- ГОСТ 13726-97 Ленты из алюминия и алюминиевых сплавов. технические характеристики
- ГОСТ 13737-90 Профили прессованные прямоугольные равнобедренные угловые из алюминиевых и магниевых сплавов. ассортимент
- ГОСТ 13738-91 Профили прессованные прямоугольные неравнополочные угловые из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 13813-68 Металлы. Метод испытания на гибку листов и полос толщиной менее 4 мм.
- ГОСТ 13833-77 Диски твердосплавные для дисковых пил. Дизайн и размеры.
- ГОСТ 13834-77 Пластины твердосплавные для фрез и сверл по дереву. Дизайн и размеры.
- ГОСТ 13840-68 Канаты стальные арматурные 1х7. Технические условия.
- ГОСТ 13843-78 Прокат алюминиевый. технические характеристики
- ГОСТ 13861-89 Редукторы для пламенной обработки. Общие характеристики
- ГОСТ 13898-1-2006 Сталь и чугун. Атомно-эмиссионная спектрометрия с индуктивно-связанной плазмой для определения никеля, меди и кобальта. Часть 1: Общие требования
- ГОСТ 13898-2-2006 Сталь и чугун. Атомно-эмиссионная спектрометрия с индуктивно-связанной плазмой для определения никеля, меди и кобальта. Часть 2: Определение никеля
- ГОСТ 14019-2003 Материалы металлические. Метод испытания на прочность на изгиб.
- ГОСТ 14021.1-78 Ферробор. Методы определения бора.
- ГОСТ 14021.4-78 Ферробор. Методы определения кремния.
- ГОСТ 14021.5-78 Ферробор. Метод определения фосфора.
- ГОСТ 14021.6-78 Ферробор. Методы определения марганца.
- ГОСТ 14021.7-78 Ферробор. Методы определения меди.
- ГОСТ 14021.8-78 Ферробор. Методы определения алюминия.
- ГОСТ 14080-78 Струя из прецизионных сплавов с заданным температурным коэффициентом линейного расширения. технические характеристики
- ГОСТ 14081-78 Проволока из прецизионных сплавов с заданным температурным коэффициентом линейного расширения. технические характеристики
- ГОСТ 14082-78, прутки и листы из прецизионных сплавов с заданным температурным коэффициентом линейного расширения. технические характеристики
- ГОСТ 14086-68 порошки распыленные из нержавеющих хромоникелевых сталей и никеля.
- ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
- ГОСТ 14113-78 Сплавы алюминиевые антифрикционные. марки
- ГОСТ 14117-85 ленты из прецизионных сплавов для упругих элементов. технические характеристики
- ГОСТ 14118-85 Проволока из прецизионных сплавов для упругих элементов. технические характеристики
- ГОСТ 14119-85 Прутки из прецизионных сплавов для упругих элементов. технические характеристики
- ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. марки
- ГОСТ 1414-75 Прокат из конструкционной стали повышенной обрабатываемости. технические характеристики
- ГОСТ 1415-93 Ферросилиций. Технические характеристики и условия поставки
- ГОСТ 14162-79 Трубки стальные малых размеров (капиллярные). технические характеристики
- ГОСТ 14192-96 Маркировка грузов.
- ГОСТ 14250.1-90 Ферротитан. Метод определения титана.
- ГОСТ 14250.10-80 Ферротитан. Методы определения олова.
- ГОСТ 14250.11-80 Ферротитан. Методы определения циркония.
- ГОСТ 14250.12-85 Ферротитан. Методы определения хрома.
- ГОСТ 14250.13-85 Ферротитан. Методы определения марганца.
- ГОСТ 14250.4-90 Ферротитан. Метод определения фосфора.
- ГОСТ 14250.5-90 Ферротитан. Методы определения меди.
- ГОСТ 14250.6-90 Ферротитан. Метод определения алюминия.
- ГОСТ 14250.7-90 Ферротитан. Метод определения кремния.
- ГОСТ 14250.8-80 Ферротитан. Методы определения ванадия.
- ГОСТ 14250.9-80 Ферротитан. Методы определения молибдена.
- ГОСТ 14311-85 Корд стальной. Технические условия. технические характеристики
- ГОСТ 1435-99 Прутки, полосы из рулонной инструментальной нелегированной стали. Общие характеристики
- ГОСТ 14350-80 Профили прокатные гнутые. Термины и определения
- ГОСТ 14635-93 Профиль стальной гнутый, специальный для вагоностроения. Ассортимент
- ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. технические характеристики
- ГОСТ 14638.1-81 Ферровольфрам. Методы определения вольфрама.
- ГОСТ 14638.11-84 Ферровольфрам. Метод определения свинца.
- ГОСТ 14638.12-84 Ферровольфрам. Метод определения сурьмы.
- ГОСТ 14638.13-84 Ферровольфрам. Методы определения олова.
- ГОСТ 14638.14-84 Ферровольфрам. Методы определения висмута.
- ГОСТ 14638.15-84 Ферровольфрам. Метод определения мышьяка.
- ГОСТ 14638.3-81 Ферровольфрам. Метод определения фосфора.
- ГОСТ 14638.4-81 Ферровольфрам. Метод определения кремния.
- ГОСТ 14638.5-81 Ферровольфрам. Метод определения марганца.
- ГОСТ 14638.6-84 Ферровольфрам. Метод определения алюминия.
- ГОСТ 14638.8-84 Ферровольфрам. Метод определения молибдена.
- ГОСТ 14638.9-84 Ферровольфрам. Методы определения меди.
- ГОСТ 1467-93 Кадмий. Технические условия. Аноды кадмиевые
- ГОСТ 1468-90. Технические условия.
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Суставы. Основные типы, элементы конструкции и размеры
- ГОСТ 14776-79 Сварка дуговая. Сварное место соединения. Основные типы, элементы конструкции и размеры
- ГОСТ 14782-86 Контроль неразрушающий. Суставы. Ультразвуковые методы.
- ГОСТ 14792-80 Детали и заготовки, резка и кислородно-плазменная резка. Прецизионная, качественная режущая поверхность
- ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в среде инертного газа. Суставы. Основные типы, элементы конструкции и размеры
- ГОСТ 14836-82 Палладий порошок. Технические условия.
- ГОСТ 14837-79 порошок платины. Технические условия.
- ГОСТ 14838-78 Проволока из алюминия и алюминиевых сплавов для холодной высадки. технические характеристики
- ГОСТ 14848-69 Ферробор. технические характеристики
- ГОСТ 14858.3-81 Силикокальций. Метод определения фосфора.
- ГОСТ 14858.4-91 Силикокальций. Метод определения кремния.
- ГОСТ 14858.5-81 Силикокальций. Метод определения содержания железа.
- ГОСТ 14858.6-91 Силикокальций. Метод определения кальция.
- ГОСТ 14858.7-91 Силикокальций. Методы определения алюминия. Сталь листовая оцинкованная ГОСТ 14918-80
- с непрерывными линиями. технические характеристики
- Канат двойной свивки ГОСТ 14954-80 типа ЛК-Ф 6х29 состава (1+6+6/6)+7х7(1+6). Ассортимент. Сталь
- ГОСТ 14955-77 качественная круглая со специальной отделкой поверхности. технические характеристики
- ГОСТ 14957-76 Магниевые сплавы деформируемые. Бренд.
- ГОСТ 14959-79 Автомобиль из рессорной, углеродистой и легированной стали. технические характеристики
- ГОСТ 14963-78 Проволока стальная легированная пружинная. технические характеристики
- ГОСТ 1497-84 Металлы. Методы испытаний на растяжение.
- Трубы ГОСТ 15040-77 OFC. технические характеристики
- ГОСТ 15146-69 Ремни стальные термически обработанные для язычков музыкальных инструментов. Технические условия.
- ГОСТ 15150-69 Машины, инструменты и другие изделия промышленного назначения. Версии для разных климатических регионов. Категории, эксплуатация, хранение и транспортировка воздействия климатических факторов окружающей среды
- ГОСТ 15164-78 Сварка электрошлаковая. Суставы. Основные типы, элементы конструкции и размеры
- ГОСТ 1525-91 Прутки, монель. технические характеристики
- Проволока стальная оцинкованная ГОСТ 1526-81 для резервирования электрических проводов и кабелей. технические характеристики
- ГОСТ 1535-2006 Катанка медная. Ассортимент
- ГОСТ 1545-80 Проволока. Метод испытания на скручивание.
- ГОСТ 15467-79 Менеджмент качества. Основные понятия. Термины и определения
- ГОСТ 15471-77 Медь полосовая и бескислородная для электронной аппаратуры. технические характеристики
- ГОСТ 15497-91 Опоки литейные из алюминиевых и магниевых сплавов прямоугольных размеров: длина от 800 до 900 мм, ширина от 500 до 700 мм, высота от 150 до 200 мм. Дизайн
- ГОСТ 15515-70 Питание никеля электролизное. технические характеристики
- ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обработанные давлением. марки
- Проволока стальная ГОСТ 15598-70. технические характеристики
- ГОСТ 1577-93 Прокат толстолистовой и широкий из конструкционной качественной стали. технические характеристики
- ГОСТ 1579-93 Проволока. Метод испытания на изгиб.
- ГОСТ 1583-93 Сплавы алюминиевые литейные. технические характеристики
- ГОСТ 15830-84 Обработка металлов давлением. Штампы. Понятия и определения.
- ГОСТ 15834-77 Проволока из бериллиевой бронзы. технические характеристики
- ГОСТ 15835-70 Прутки из бериллиевой бронзы. технические характеристики
- ГОСТ 15846-2002 Продукция для районов Крайнего Севера и приравненных к ним местностей. Упаковка, маркировка, транспортировка и хранение
- ГОСТ 1585-85 Чугун антифрикционный для отливок. марки
- Баллоны стальные сварные для сжиженного нефтяного газа на давление до 1,6 МПа ГОСТ 15860-84. Технические условия.
- ГОСТ 15878-79 Сварка сопротивлением. Суставы. Элементы дизайна и размеры
- ГОСТ 15885-77 Ленты и полосы из оловянно-цинково-свинцовой бронзы. технические характеристики
- ГОСТ 15891-70 Лента стальная горячекатаная для формованных двухслойных лемехов. технические характеристики
- ГОСТ 15892-70 Проволока стальная оцинкованная разделочная для воздушных линий. технические характеристики
- ГОСТ 15933.11-70 Феррониобий. Метод определения содержания азота.
- ГОСТ 15933.12-70 Феррониобий. Метод определения содержания кобальта.
- ГОСТ 15933.13-70 Феррониобий. Метод определения содержания висмута.
- ГОСТ 15933.14-70 Феррониобий. Метод определения содержания олова.
- ГОСТ 15933.15-70 Феррониобий. Метод определения содержания мышьяка.
- ГОСТ 15933.16-70 Феррониобий. Метод определения содержания сурьмы.
- ГОСТ 15933.17-70 Феррониобий. Метод определения содержания цинка.
- ГОСТ 15933.18-70 Феррониобий. Метод определения содержания свинца.
- ГОСТ 15933.3-90 Феррониобий. Метод определения фосфора.
- ГОСТ 15933.4-90 Феррониобий. Метод определения кремния.
- ГОСТ 15933.5-90 Феррониобий. Метод определения количества ниобия и тантала.
- ГОСТ 15933.6-90 Феррониобий. Метод определения тантала.
- ГОСТ 15933.7-90 Феррониобий. Метод определения алюминия.
- ГОСТ 15933.8-90 Феррониобий. Метод определения титана.
- ГОСТ 1595-90 и полосы из алюминиево-марганцовистой бронзы. технические характеристики
- ГОСТ 16016-79 Болты концевые для рельсовых скреплений железнодорожного пути. Дизайн и размеры. Технические требования.
- ГОСТ 16017-79Болты закладные для рельсовых скреплений железнодорожного пути. Дизайн и размеры. Технические требования.
- Гайки ГОСТ 16018-79 Болты концевые и закладные рельсовые скрепления железнодорожного пути. Дизайн и размеры. Технические требования.
- ГОСТ 16037-80 Соединения труб стальных сварных. Основные типы, элементы конструкции и размеры
- ГОСТ 16038-80 Дуга сварочная. Соединения сварных труб из меди и медно-никелевого сплава. Основные типы, элементы конструкции и размеры
- ГОСТ 16098-80 Соединения сварные двухслойные из коррозионно-стойкой стали. Основные типы, элементы конструкции и размеры
- ГОСТ 16099-80 Слитки ниобия. технические характеристики
- ГОСТ 16100-79 Прутки ниобиевые. технические характеристики
- ГОСТ 16130-90 Проволока и прутки из меди и сплавов на основе меди для сварки. технические характеристики
- ГОСТ 16135-70 Проволока стальная для вычислительной техники. технические характеристики
- ГОСТ 16153-80 Германий монокристаллический. технические характеристики
- ГОСТ 16277-93 Подкладки раздельные крепления железнодорожных рельсов типа Р50, Р65 и Р75. Технические условия.
- ГОСТ 1628-78 Катанка бронзовая. технические характеристики
- ГОСТ 16358-79 Пояса медные для коаксиальных магистральных кабелей. технические характеристики
- ГОСТ 1639-93 Лом и отходы цветных металлов и сплавов. Общие характеристики
- ГОСТ 16482-70 Металлы вторичные черные. Понятия и определения.
- ГОСТ 16504-81 Изделия системы государственных испытаний. Тестирование и контроль качества. Основные термины и определения
- ГОСТ 16523-97 Прокат листовой из углеродистой стали обыкновенного качества и качества общего назначения. технические характеристики
- ГОСТ 16591.3-94 Ферросиликомарганец. Методы определения марганца.
- ГОСТ 16591.4-87 Силикомарганец. Методы определения кремния.
- ГОСТ 16591.5-94 Ферросиликомарганец. Метод определения фосфора.
- Проволока стальная оцинкованная ГОСТ 1668-73 для ВЛ. технические характеристики
- ГОСТ 16698.1-93 Марганец металлический и нитрид марганца. Метод определения марганца.
- ГОСТ 16698.10-71 Марганец металлический и нитрид марганца металлического. Метод определения алюминия.
- ГОСТ 16698.11-71 Марганец металлический и нитрид марганца металлического. Метод определения титана.
- ГОСТ 16698.12-84 Марганец металлический и нитрид марганца металлического. Метод определения кальция и магния.
- ГОСТ 16698.13-93 Марганец металлический и нитрид марганца. метод определения азота.
- ГОСТ 16698.4-93 Марганец металлический и нитрид марганца. Методы определения фосфора.
- ГОСТ 16698.5-93 Марганец металлический и нитрид марганца. Методы определения кремния.
- ГОСТ 16698.6-93 Марганец металлический и нитрид марганца. Методы определения железа.
- ГОСТ 16698.7-71 Марганец металлический и нитрид марганца металлического. Методы определения никеля.
- ГОСТ 16698.9-71 Марганец металлический и нитрид марганца металлического. Методы определения меди.
- Трубы ГОСТ 167-69 свинцовые.
- ГОСТ 16773-2003 Феррониобий. Технические характеристики и условия поставки
- ГОСТ 16774-78 Трубы медные прямоугольные и квадратные. технические характеристики
- ГОСТ 16827-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК-ПО конструкции 12х46 (1 + 7 + 7/7 + 14) + 6х46 (1 + 7 + 7/7 + 14) + 1 ос Ассортимент.
- ГОСТ 16828-81 Канат двойной свивки многопрядный малокрутящийся типа ЛК и ЛК-О-П структуры 12х7(1+6)+6х29(1+6+6/6)+1ос Ассортимент.
- ГОСТ 16853-88 Канаты стальные талевые для эксплуатационного и глубокого разведочного бурения. Технические условия.
- ГОСТ 16931-71 Проволока медная луженая для электротехнических целей. Метод определения качества оловянного покрытия
- ГОСТ 16971-71 Швы сварные соединения из винипласта, поливинилхлорида и полиэтилена. методы контроля качества. Общие требования
- ГОСТ 17001.4-86 Ферросиликоцирконы. Методы определения циркония.
- ГОСТ 17001.5-86 Ферросиликоцирконы. Методы определения фосфора.
- ГОСТ 17001.6-86 Ферросиликоцирконы. Метод определения кремния.
- ГОСТ 17001.7-86 Ферросиликоцирконы. Методы определения меди.
- ГОСТ 17001.8-86 Ферросиликоцирконы. Метод определения алюминия.
- ГОСТ 17051-82 Сталь легированная и высокопрочная. Методы определения тантала.
- ГОСТ 17066-94 Прокат листовой из стали повышенной прочности. технические характеристики
- ГОСТ 17152-89 Профили стальные горячекатаные для ножей землеройных машин. Общие характеристики
- ГОСТ 17163-90 Пластины твердосплавные напаянные тип 13. Конструкция и размеры.
- Трубы ГОСТ 17217-79 из медно-никелевого сплава марки МНЖ5-1. технические характеристики
- ГОСТ 17232-99 Листы из алюминия и алюминиевых сплавов. технические характеристики
- ГОСТ 17260-87 Ферросплавы металлические хромовые и марганцевые. Общие требования к отбору и подготовке проб для химического анализа.
- ГОСТ 17293-93 Ферровольфрам. Технические характеристики и условия поставки
- ГОСТ 17305-91 Проволока из углеродистой конструкционной стали. технические характеристики
- ГОСТ 17325-79 Пайка и лужение. Основные термины и определения
- ГОСТ 17328-78 Слитки бронзовые безоловяные литейные. технические характеристики
- ГОСТ 17349-79 Щука. методы классификации
- ГОСТ 17359-82 Металлургия порошковая. Понятия и определения.
- ГОСТ 17367-71 Металлы. Метод испытания на истирание при трении закрепленных абразивных частиц.
- ГОСТ 17410-78 Контроль неразрушающий. металлическая бесшовная цилиндрическая труба. Методы ультразвуковой дефектоскопии
- ГОСТ 17431-72 Материалы порошковые. Листы из сплава марки М-ИП. технические характеристики
- ГОСТ 17432-72 Материалы порошковые. Прутки и поковки из сплава марки М-ИП. технические характеристики
- ГОСТ 17507-85 Рельсы Острякова ОР65. Габаритные размеры.
- ГОСТ 17508-85 Рельсы Острякова ОР50. Габаритные размеры.
- ГОСТ 17575-90 Прессованные таврошвеллерного сечения прямоугольного сечения из алюминиевых и магниевых сплавов. ассортимент
- ГОСТ 17576-97 Прессованные косые фланцевые трапециевидного сечения из алюминия, алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 1761-92 Полосы и полосы из оловянно-фосфористой и оловянно-цинковой бронзы. технические характеристики
- ГОСТ 17614-80 Теллур технический. технические характеристики Сталь
- ГОСТ 1763-68. Методы определения глубины обезуглероженного слоя.
- ГОСТ 17711-93 Сплавы медно-цинковые (латунные) литейные. марки
- ГОСТ 17745-90 Стали и сплавы. Методы определения газа.
- ГОСТ 17746-96 Титан губчатый. технические характеристики Сталь
- ГОСТ 1778-70. Металлографические методы определения неметаллических включений.
- ГОСТ 17809-72 Материалы-магнитные сплавы. марки
- ГОСТ 1789-70 и полосы из бериллиевой бронзы. технические характеристики
- ГОСТ 1791-67 Проволока из никеля и медно-никелевых сплавов для удлинения проводов к термоэлектрическим преобразователям. технические характеристики
- ГОСТ 18130-79 Полуавтомат для дуговой сварки плавящимся электродом. Общие характеристики
- ГОСТ 18143-72 Проволока из стали повышенной коррозионной стойкости и жаропрочности. технические характеристики
- ГОСТ 18169-86 Процессы технологические литейные. Термины и определения
- ГОСТ 18175-78 Бронза безоловянная обработанная давлением. марки
- ГОСТ 18227-98 Материалы металлические спеченные, кроме твердых сплавов. Образцы для испытаний на растяжение
- ГОСТ 18232-83 Рельсы контррельсовые. технические характеристики
- ГОСТ 18295-72-Упрочнение. Понятия и определения.
- ГОСТ 18296-72 Обработка поверхностной пластической деформацией. Понятия и определения.
- ГОСТ 18326-87 Листы из низколегированных цинковых сплавов для одноэтапного и многостадийного травления. технические характеристики
- ГОСТ 18327-73 Ленты общего назначения цинковые. технические характеристики
- ГОСТ 18337-95 Таллий. Технические условия.
- ГОСТ 18351-73 Прутки прессованные из магниевого сплава. технические характеристики
- ГОСТ 18389-73 Проволока из платины и ее сплавов. технические характеристики
- ГОСТ 18390-73 Проволока из палладия и его сплавов. технические характеристики
- ГОСТ 18394-73 Фольга свинцовая луженая и луженая. технические характеристики
- Трубы ГОСТ 18475-82 холоднокатаные из алюминия и алюминиевых сплавов. технические характеристики
- Трубы ГОСТ 18482-79 прессованные из алюминия и алюминиевых сплавов. технические характеристики
- ГОСТ 18576-96 Контроль неразрушающий. Железнодорожные рельсы. Ультразвуковые методы.
- ГОСТ 18591-91 Профили алюминиевые специальные. Ассортимент. Технические требования Сталь
- ГОСТ 18661-73. Измерение твердости методом вдавливания.
- ГОСТ 18662-83 Профили СВП горячекатаные для горных выработок. Ассортимент
- ГОСТ 18834-83 Провода магнитные для записи гармонических сигналов. технические характеристики
- ГОСТ 18835-73 Металлы. Метод измерения твердости пластмасс.
- ГОСТ 18846-73 Фольга цинковая. технические характеристики 9Сталь 0005 ГОСТ 18895-97. фотоэлектрический спектральный метод анализа.
- ГОСТ 18899-73 Канаты стальные. Канатные закрытые держатели. Технические условия.
- ГОСТ 18901-73 Канаты стальные. Канат крытый несущий с двухслойной зетообразной проволокой и сердечником типа ТК. Ассортимент.
- ГОСТ 18903-73 Проволока вольфрамовая. Ассортимент
- ГОСТ 18905-73 Проволока молибденовая. Ассортимент
- ГОСТ 18907-73 Прутки нагартованные, термообработанные и полированные из стали повышенной коррозионной стойкости. технические характеристики
- ГОСТ 18968-73 Прутки и полосы из коррозионностойкой и жаропрочной стали для лопаток паровых турбин. технические характеристики
- ГОСТ 18970-84 Обработка металлов давлением. кузнечно-штамповочные работы. Термины и определения
- ГОСТ 18978-73 Лом и отходы черных металлов и сплавов. Понятия и определения.
- Трубы металлические ГОСТ 19040-81. Метод испытаний на растяжение при повышенных температурах.
- ГОСТ 19042-80 индексируемая многогранная. Классификация. Обозначение. Форма.
- ГОСТ 19043-80 Пластины режущие твердосплавные сменные многогранные треугольной формы. Дизайн и размеры.
- ГОСТ 19044-80 Пластины режущие твердосплавные сменные многогранные треугольной формы с отверстием. Дизайн и размеры.
- ГОСТ 19045-80 Пластины многогранные твердосплавные режущие с треугольной формой с задним углом 11°. Дизайн и размеры.
- ГОСТ 19046-80 Пластины многогранные твердосплавные режущие с вставками треугольной формы и канавкой со стружколомом с одной стороны. Дизайн и размеры.
- ГОСТ 19047-80 Пластины твердосплавные режущие с вставками гранеными шестигранной формы с углом 80° и отверстием. Дизайн и размеры.
- ГОСТ 19048-80 Пластины твердосплавные режущие пластины граненые шестигранной формы с углом наклона 80° со стружколомом, канавкой и отверстием. Дизайн и размеры.
- ГОСТ 19050-80 Пластины многогранные твердосплавные режущие с квадратным задним углом 11°. Дизайн и размеры.
- ГОСТ 19051-80 Пластины многогранные твердосплавные режущие с вставками квадратной формы. Дизайн и размеры.
- ГОСТ 19052-80 Пластины многогранные твердосплавные режущие с вставками квадратной формы и канавкой со стружколомом с одной стороны. Дизайн и размеры.
- ГОСТ 19053-80 Пластины многогранные твердосплавные режущие с вставками квадратной формы и со скошенной вершиной. Дизайн и размеры.
- ГОСТ 19056-80 Пластины твердосплавные режущие со вставками многогранной ромбической формы с углом 80°. Дизайн и размеры.
- ГОСТ 19057-80 Пластины режущие твердосплавные сменные многогранные ромбовидные с углом 80 градусов. и дырка. Дизайн и размеры
- ГОСТ 19059-80 Пластины многогранные твердосплавные режущие пластины ромбической формы с углом 80°, с отверстием и стружколомающими канавками с одной стороны. Дизайн и размеры.
- ГОСТ 19061-80 Пластины твердосплавные режущие с вставками многогранной параллелограммной формы с углом 84° и фасками на режущих кромках. Дизайн и размеры.
- ГОСТ 19062-80 Пластины многогранные твердосплавные режущие с пластинами параллелограммной формы с углом наклона 55° и стружколомным пазом на одной стороне. Дизайн и размеры.
- ГОСТ 19063-80 Пластины режущие твердосплавные сменные многогранной пятигранной формы. Дизайн и размеры.
- ГОСТ 19064-80 Пластины режущие твердосплавные сменные многогранной формы пятиугольника с отверстием. Дизайн и размеры.
- ГОСТ 19065-80 Пластины многогранные твердосплавные режущие с вставками пятиугольной формы и стружколомающими канавками с одной стороны. Дизайн и размеры.
- ГОСТ 19067-80 Пластины режущие твердосплавные сменные многогранной шестигранной формы с отверстием. Дизайн и размеры.
- ГОСТ 19068-80 Пластины многогранные твердосплавные режущие пластины с шестигранным отверстием и стружколомающими канавками с одной стороны. Дизайн и размеры.
- ГОСТ 19069-80 Пластины твердосплавные режущие с вставками гранеными круглой формы. Дизайн и размеры.
- ГОСТ 19070-80 Пластины твердосплавные режущие с вставками многогранной формы с круглым отверстием. Дизайн и размеры.
- ГОСТ 19071-80 Пластины твердосплавные режущие пластины многогранной формы с круглым отверстием и стружколомной канавкой с одной стороны. Дизайн и размеры.
- ГОСТ 19072-80 Пластины твердосплавные режущие пластины многогранной формы с круглым задним углом и стружколомным канавкой с отверстием с одной стороны. Дизайн и размеры.
- ГОСТ 19073-80 Пластины несущие сменные многогранные жестко-треугольной формы. Дизайн и размеры.
- ГОСТ 19074-80 Пластины подшипниковые сменные многогранные твердосплавные треугольной формы с задним углом. Дизайн и размеры.
- ГОСТ 19075-80 Пластины опорные многогранные сменные твердосплавные шестигранной формы с углом 80°. Дизайн и размеры.
- ГОСТ 19076-80 Пластины опорные твердосплавные многогранные сменные квадратной формы. Дизайн и размеры.
- ГОСТ 19077-80 Пластины подшипниковые сменные многогранные твердосплавные квадратной формы с задним уголком. Дизайн и размеры.
- ГОСТ 19078-80 Пластины опорные многогранные сменные твердосплавные ромбической формы с углом 80°. Дизайн и размеры.
- ГОСТ 19079-80 Пластины сменные многогранные твердосплавные в форме параллелограмма. Дизайн и размеры.
- ГОСТ 19080-80 Пластины подшипников сменные многогранные твердосплавные пятигранные. Дизайн и размеры.
- ГОСТ 19081-80 Пластины подшипников сменные многогранные твердосплавные шестигранной формы. Дизайн и размеры.
- ГОСТ 19083-80 Пластины опорные твердосплавные многогранные сменные круглой формы. Дизайн и размеры.
- ГОСТ 19084-80 Стружколом сменный многогранный жестко-треугольной формы. Дизайн и размеры.
- ГОСТ 19085-80 Стружколом твердосплавный сменный многогранной квадратной формы. Дизайн и размеры.
- ГОСТ 19086-80 Твердый сплав режущий многогранный. Технические условия.
- ГОСТ 19106-73 Вкладыши из твердых спеченных сплавов для разделки и гибки штампов (заготовка). Накладки головные
- ГОСТ 19127-73 к рельсам типа Р43. Дизайн и размеры. Накладки головные
- ГОСТ 19128-73 к рельсам Р50. Дизайн и размеры.
- ГОСТ 19140-94 Вращатели сварочные горизонтальные двухколонные. Типы, основные параметры и размеры
- ГОСТ 19141-94 Вращатели сварочные вертикальные. Типы, основные параметры и размеры Вращатели сварочные универсальные
- ГОСТ 19143-94. Типы, основные параметры и размеры
- ГОСТ 19200-80 Отливки из чугуна и стали. Термины и определения дефектов.
- ГОСТ 19240-73 Рельсы наземные и подвесные. Ассортимент
- ГОСТ 19241-80 Никель и никелевые сплавы низколегированные, обрабатываемые давлением. марки Припои
- ГОСТ 19248-90. Классификация и обозначение.
- ГОСТ 19249-73 Соединения припой. Основные типы и параметры.
- Флюсы припойные ГОСТ 19250-73. Классификация.
- ГОСТ 19265-73 и прутки из быстрорежущей стали полосовой. технические характеристики
- ГОСТ 19277-73 Трубы стальные бесшовные для маслопроводов и топливопроводов. технические характеристики Прокат стальной повышенной прочности
- ГОСТ 19281-89. Общие характеристики
- ГОСТ 193-79 Слитки медные. технические характеристики
- ГОСТ 19351-2006 Проволока из иридия и родия. технические характеристики
- ГОСТ 19424-97 Сплавы цинковые для литья в слитки. технические характеристики
- ГОСТ 19425-74 Двутавр и швеллер из стали специальной. Ассортимент
- ГОСТ 19437-81 Слитки флюминиевые цилиндрические. технические характеристики
- Трубы ГОСТ 19441-74 прессованные из магниевого сплава. технические характеристики
- ГОСТ 19442-74 Профили стержни для лопаток и тяги для соединения лопаток паровых турбин из нержавеющей и жаропрочной стали. технические характеристики
- ГОСТ 19521-74 сварка металлов. Классификация
- ГОСТ 19657-84 Прессованные из магниевых сплавов. технические характеристики
- ГОСТ 19658-81 Кремний монокристаллический слиток.
- ГОСТ 19671-91 Проволока вольфрамовая для источников света. технические характеристики
- ГОСТ 19703-79 Проволока латунная марки ЛС 63-3. технические характеристики Припои серебряные
- ГОСТ 19738-74. марки Ленты из серебряного припоя
- ГОСТ 19739-74. технические характеристики
- ГОСТ 19746-74 Проволока из серебряных припоев.
- ГОСТ 19771-93 Уголки стальные гнутые равнобедренные. Ассортимент
- ГОСТ 19772-93 Уголки стальные гнутые неравнополочные. Ассортимент
- ГОСТ 19807-91 Титан и титановые сплавы деформируемые. марки
- ГОСТ 19851-74 Лента углеродистая сталь хлад. технические характеристики
- ГОСТ 19903-74 Лист горячекатаный. Ассортимент
- ГОСТ 19904-90 Прокат листовой холоднокатаный. Ассортимент
- ГОСТ 19905-74 Упрочнение поверхности металлических изделий химико-термической обработкой. Общие требования к составу
- ГОСТ 20072-74 Сталь жаропрочная. технические характеристики
- Трубы стальные сварные для магистральных нефтепроводов ГОСТ 20295-85. технические характеристики
- ГОСТ 20312-90 Пластины твердосплавные напаянные типа 51. Конструкция и размеры.
- ГОСТ 20415-82 Контроль неразрушающий. Акустические методы. Общие положения
- ГОСТ 20426-82 Контроль неразрушающий. методы радиационной дефектоскопии. Область применения.
- ГОСТ 20485-75 Щука. Метод определения затекания припоя в зазор.
- ГОСТ 20487-75 Щука. Метод испытаний для оценки влияния жидкости на механические свойства припоя припаиваемого материала.
- ГОСТ 20495-75 Термохимическая обработка поверхности упрочняющих металлических деталей. Характеристики и свойства диффузионного слоя. Термины и определения
- ГОСТ 20515-75 Феррониобий алюминотермический. Способ отбора и подготовки проб для химического анализа.
- ГОСТ 20559-75 Сплавы твердые, керамические инструментальные материалы. Правила приемки и методы отбора проб.
- ГОСТ 2060-2006 Прутки латунные. технические характеристики
- ГОСТ 20707-80 Ленты медные и латунные радиаторные. технические характеристики
- ГОСТ 20771-82 Коронки твердосплавные напаянные тип 35. Конструкция и размеры.
- Трубы ГОСТ 20900-75 волноводные медно-латунные прямоугольные. технические характеристики
- ГОСТ 20967-75 Прокат из алюминиевых сплавов. технические характеристики
- ГОСТ 21007-75 из платиновой проволоки на термическое сопротивление. технические характеристики
- ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефекты поверхности. Хромистая сталь
- ГОСТ 21022-75 для подшипников прецизионных. технические характеристики
- Швеллер стальной ГОСТ 21026-75 горячекатаный с гнутыми реечными тележками. Ассортимент
- ГОСТ 21073.0-0-Черные металлы. Определение зерна. Общие требования.
- ГОСТ 21073.1-75 Металлы черные. Определение размера зерна путем сравнения с микроструктурами окалины.
- ГОСТ 21073.2-75 Металлы черные. Определение ценности зерна путем подсчета зерен.
- ГОСТ 21073.3-75 Металлы черные. Определение зерна зерносчетчиками пересечений.
- ГОСТ 21073.4-75 Металлы черные. Определение зерна планиметрическим методом.
- ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвукового контроля.
- ГОСТ 21125-75 Заготовки из твердого сплава под гладкие калибры. Формы и размеры.
- ГОСТ 2132-90 Аноды никелевые. технические характеристики
- ГОСТ 21357-87 Отливки из хладостойких и износостойких сталей. Общие характеристики
- ГОСТ 21399-75 Слитки транспортировочные, катоды и слитки цветных металлов. Общие требования.
- ГОСТ 21427.1-83 Сталь электротехническая холоднокатаная анизотропная. технические характеристики
- ГОСТ 21427.2-83 Сталь электротехническая изотропная холоднокатаная. технические характеристики
- ГОСТ 21427.4-78 Лента стальная электротехническая холоднокатаная анизотропная. технические характеристики
- ГОСТ 21437-95 Сплавы цинковые антифрикционные. Знаки, технические требования и методы испытаний
- ГОСТ 21438-95 Сплавы цинковые антифрикционные в чушках. технические характеристики
- ГОСТ 21448-75 Порошки сплавов для наплавки. Технические условия.
- ГОСТ 21449-75 Прутки для наплавки. Технические условия.
- ГОСТ 21488-97 Прутки прессованные из алюминия и алюминиевых сплавов. технические характеристики
- ГОСТ 21547-76 Щука. Метод определения температуры пайки.
- ГОСТ 21548-76 Щука. Способ обнаружения и определения толщины межслойного соединения.
- ГОСТ 21549-76 Щука. Метод определения эрозии припоя.
- ГОСТ 21600.17-83 Феррохром. Методы определения хрома.
- ГОСТ 21600.18-83 Феррохром. Методы определения общего алюминия.
- ГОСТ 21600.3-83 Феррохром. Метод определения кремния.
- ГОСТ 21600.4-83 Феррохром. Метод определения фосфора.
- ГОСТ 21600.6-83 Феррохром. метод определения азота.
- ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. технические характеристики
- ГОСТ 21639.0-93 Флюсы для электрошлакового переплава. Общие требования к методам анализа.
- ГОСТ 21639.1-90 Флюсы для электрошлакового переплава. Методы определения влажности.
- ГОСТ 21639.10-76 Флюсы для электрошлакового переплава. Метод определения серы.
- ГОСТ 21639.11-76 Флюсы для электрошлакового переплава. Метод определения свинца, цинка, титана, сурьмы.
- ГОСТ 21639.12-87 Флюсы для электрошлакового переплава. Методы определения оксида марганца.
- ГОСТ 21639.2-93 Флюсы для электрошлакового переплава. Методы определения оксида алюминия.
- ГОСТ 21639.3-93 Флюсы для электрошлакового переплава. Методы определения оксида кальция и оксида магния.
- ГОСТ 21639.4-93 Флюсы для электрошлакового переплава. Методы определения общего железа.
- ГОСТ 21639.5-93 Флюсы для электрошлакового переплава. Метод определения диоксида титана.
- ГОСТ 21639.6-93 Флюсы для электрошлакового переплава. Метод определения фосфора.
- ГОСТ 21639.7-93 Флюсы для электрошлакового переплава. Методы определения фторида кальция.
- ГОСТ 21639.8-93 Флюсы для электрошлакового переплава. Методы определения диоксида кремния.
- ГОСТ 21639.9-93 Флюсы для электрошлакового переплава. Метод определения углерода.
- Трубы ГОСТ 21646-2003 медные и латунные для теплообменников. технические характеристики
- ГОСТ 2169-69 Технология кремния. технические характеристики
- ГОСТ 21694-94 Аппараты сварочные механические. Общие характеристики
- ГОСТ 2170-73 Ленты из никеля и никелевых сплавов низколегированные. технические характеристики
- ГОСТ 2172-80 Канат стальной авиационный. Технические условия.
- Трубы теплодеформированные ГОСТ 21729-76 конструкционные холоднодеформированные и из углеродистых и легированных сталей. технические характеристики
- ГОСТ 2179-75 Проволока никелевая и кремненикелевая. технические характеристики
- Ферромарганец ГОСТ 21876.1-76. Метод определения марганца.
- Ферромарганец ГОСТ 21876.4-76. Методы определения кремния.
- Ферромарганец ГОСТ 21876. 5-76. Методы определения фосфора.
- ГОСТ 21910-76 Металлы. Характеристики термостойкости. Здесь определение, расчетные значения и единицы измерения формулы
- ГОСТ 21930-76 Припои оловянно-свинцовые в слитках. технические характеристики
- ГОСТ 21931-76 Припой оловянно-свинцовый в изделиях. технические характеристики
- ГОСТ 21937-76 Секции термобаллонные для судостроения дебалансные. Ассортимент
- Трубы ГОСТ 21945-76 бесшовные горячедеформированные из сплавов на основе титана. технические характеристики
- ГОСТ 21990-76 пластины из магниевых сплавов. технические характеристики
- ГОСТ 21996-76 Сталь холоднокатаная ленточная термообработанная. технические характеристики
- ГОСТ 21997-76 Прокат стальной ленточный повышенной прочности. технические характеристики
- ГОСТ 22025-76 Сплавы кремниевые резистивные. Технические условия.
- ГОСТ 2205-71 Лента и ленты томпаковые для обшивки. технические характеристики
- ГОСТ 2208-2007 Фольга, лента, листы и плиты латунные. технические характеристики
- ГОСТ 2209Режущий инструмент из карбида напа -90 пластин. технические характеристики
- ГОСТ 22178-76 Листы из титана и титановых сплавов. технические характеристики
- ГОСТ 22233-2001 Сплав алюминиевый прессованный для светопрозрачных ограждающих конструкций. технические характеристики Металлы
- ГОСТ 22306-77 и высокой чистоты. Общие требования к методам анализа.
- ГОСТ 22310-93 Ферросплавы. Метод определения гранулометрического состава.
- ГОСТ 22343-90 Концевое раздельное рельсовое скрепление железнодорожного пути. Технические условия.
- ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
- ГОСТ 22411-77 Прутки из горячекатаных и кованых сплавов. Ассортимент
- ГОСТ 2246-70 Проволока стальная сварочная. технические характеристики
- ГОСТ 22517-77 Гафния йодид. технические характеристики
- ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа.
- ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита.
- ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия.
- ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана.
- ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия.
- ГОСТ 22536.14-88 Сталь углеродистая и чугун нелегированный. Метод определения циркония.
- ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы.
- ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора.
- ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния.
- ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца.
- ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка.
- ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома.
- ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди.
- ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля.
- ГОСТ 22635-77 Листы из магниевых сплавов. технические характеристики
- ГОСТ 22663-77 Материалы термопарные для низкотемпературных термопар. Метод испытания на однородность.
- ГОСТ 22666-77 Проволока из медных сплавов низкотемпературных термоэлектрических копелей и преобразователей. технические характеристики
- ГОСТ 22706-77 Металлы. Метод испытаний на растяжение при температуре от минус 100 до минус 269°С.
- ГОСТ 22727-88 Прокат листовой. ультразвуковые методы контроля.
- ГОСТ 22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю переносной статической твердостью.
- ГОСТ 22762-77 Металлы и сплавы. Метод измерения твердости на пределе текучести шарового отпечатка.
- ГОСТ 22786-77 Трубы биметаллические бесшовные для судостроения. технические характеристики
- ГОСТ 2283-79 Лента холоднокатаная из инструментальной стали и пружинная. технические характеристики
- ГОСТ 22838-77 Сплавы тугоплавкие. Методы контроля и оценки макроструктуры.
- ГОСТ 2284-79 Лента стальная холоднокатаная углеродистая конструкционная. технические характеристики
- ГОСТ 22848-77 Металлы. Метод испытания на ударную вязкость в диапазоне температур от минус 100 до минус 269 °С
- ГОСТ 22860-93 Кадмий особой чистоты. технические характеристики
- ГОСТ 22861-93 Свинец особой чистоты. технические характеристики
- Трубы ГОСТ 22897-86 бесшовные холоднокатаные из сплавов на основе титана. технические характеристики
- ГОСТ 22957-78 Профили литые стеновые цельнолитые стальные и чугунные опочные. Конструкция и размеры
- ГОСТ 22974. 14-90 Флюсы сварочные расплавленные. Метод определения влажности.
- Металлы и сплавы ГОСТ 22975-78. Метод измерения твердости по Роквеллу при малых нагрузках (Супер-Роквелл).
- ГОСТ 23046-78 Соединения припой. метод испытаний на удар.
- ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных швов по результатам радиографического контроля.
- ГОСТ 23118-99 Конструкции металлические строительные. Общие характеристики
- ГОСТ 23137-78 Припои медно-цинковые. марки
- ГОСТ 23178-78 Флюсы высокотемпературные паяльные торборатно и борно-галогенные. технические характеристики
- ГОСТ 23240-78 Конструкции сварные. Метод оценки реакции при возгорании дуги хладностойкой контактной сварки.
- Трубы ГОСТ 23270-89-заготовки под мехобработку. технические характеристики
- ГОСТ 23273-78 Металлы и сплавы. метод измерения твердости отбойным штифтом (по Шору).
- ГОСТ 2330-76 Штампы заготовочные из твердоспеченных сплавов для волочения труб круглого сечения. Формы и размеры. Технические условия. Проволока стальная
- ГОСТ 2333-80. типы
- ГОСТ 23338-91 Сварка металлов. Методы определения диффузионного водорода в металле шва и металле шва.
- ГОСТ 23518-79 Дуговая сварка металлическим газом. Соединения свариваются под острыми и тупыми углами. Основные типы, элементы конструкции и размеры
- ГОСТ 23522-79 Лента холодная для полотен ручных пил. технические характеристики
- ГОСТ 23556-95 Стойки для сварочных аппаратов. Типы, основные параметры и размеры
- ГОСТ 23677-79 Металлы твердости. Общие технические требования.
- ГОСТ 23697-79 Сварка сварная из алюминиевого сплава. технические характеристики
- ГОСТ 23705-79стержни и горячекованые из жаропрочных сплавов. технические характеристики
- ГОСТ 23755-79 Плиты из титана и титановых сплавов. технические характеристики
- ГОСТ 23786-79 Трубы бурильные из алюминиевых сплавов. технические характеристики
- ГОСТ 23855-79 Слитки цилиндрические из алюминиевого сплава АД31. технические характеристики
- ГОСТ 2387-80 Канаты стальные. Метод испытания на выносливость.
- ГОСТ 23870-79 свариваемость. Метод оценки воздействия сварки плавлением на основной металл
- ГОСТ 23886-91 Листы и плиты кадмиевые. технические характеристики
- ГОСТ 23904-79 Щука. Метод определения смачиваемости припоев.
- ГОСТ 23912-79 Лигатура меднобериллиевая. Технические условия.
- ГОСТ 23916-79 Хром металлический. Методы отбора и пробоподготовки для химического и физико-химического анализа.
- ГОСТ 23949-80 Электроды сварочные неплавящиеся вольфрамовые. технические характеристики
- ГОСТ 24018.0-90 жаропрочные сплавы на основе никеля. Общие требования к методам анализа.
- ГОСТ 2402-82 Агрегаты сварочные с двигателями внутреннего сгорания. Общие характеристики
- ГОСТ 24030-80 Трубы бесшовные из нержавеющей стали для энергетики.
- ГОСТ 24045-94 Профили стальные листовые гнутые с трапециевидными гофрами для строительства. технические характеристики
- ГОСТ 24167-80 Соединения припой. Метод испытания на изгиб.
- ГОСТ 2419-78 Прецизионные сплавы с высоким электрическим сопротивлением для нагревательных элементов. Метод определения живучести.
- ГОСТ 24231-88 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа.
- ГОСТ 24244-80 Прокат листовой холоднокатаный из малоуглеродистой стали для эмалированной посуды. технические характеристики
- ГОСТ 24247-80 Пластины многогранные твердосплавные режущие с вставками треугольной формы и канавкой со стружколомом с двух сторон. Дизайн и размеры.
- ГОСТ 24248-80 Пластины многогранные твердосплавные режущие с вставками квадратной формы и канавкой со стружколомом с двух сторон. Дизайн и размеры.
- ГОСТ 24249-80 Пластины многогранные твердосплавные режущие пластины ромбической формы с углом наклона 80°, с отверстием и стружколомающими канавками с двух сторон. Дизайн и размеры.
- ГОСТ 24250-80 Пластины режущие твердосплавные сменные многогранные треугольной формы с задним углом и стружколомным пазом. Дизайн и размеры.
- ГОСТ 24251-80 Пластины многогранные твердосплавные с режущими пластинами треугольной формы с задним углом 20°. Дизайн и размеры.
- ГОСТ 24252-80 Пластины многогранные твердосплавные режущие пластины с квадратной формой и задним углом стружколома канавки. Дизайн и размеры.
- ГОСТ 24253-80 Пластины многогранные твердосплавные режущие пластины квадратной формы с задним углом 20°. Дизайн и размеры.
- ГОСТ 24254-80 Пластины опорные сменные твердосплавные ромбической формы с углом наклона 55°. Дизайн и размеры.
- ГОСТ 24255-80 Пластины многогранные твердосплавные режущие с вставками ромбической формы с углом 55° и отверстием. Дизайн и размеры.
- ГОСТ 24256-80 Пластины твердосплавные с режущими пластинами многогранной орторомбической формы с углом c 55°, c расточкой и стружколомающими канавками с одной стороны. Дизайн и размеры.
- ГОСТ 24257-80 Пластины многогранные твердосплавные режущие с пластинами ромбической формы с углом 55°, с отверстием и стружколомающими канавками с двух сторон. Дизайн и размеры.
- ГОСТ 24301-93 Прутки и трубы из бронзы и латунных сплавов. технические характеристики
- ГОСТ 24353-80 Фольга листовая из платины, палладия и их сплавов. технические характеристики
- ГОСТ 24507-80 Контроль неразрушающий. Ковка черных и цветных металлов. Методы ультразвукового контроля.
- ГОСТ 24552-81 Фольга из золота, серебра и их сплавов. технические характеристики
- ГОСТ 24648-90 Чугун для отливок. Отбор и подготовка образцов для механических испытаний.
- ГОСТ 24715-81 Соединения припой. методы контроля качества.
- ГОСТ 24718-81 Полосы из платины, палладия и их сплавов, иридия и родия. технические характеристики
- ГОСТ 24723-81 Трубопроводы морской воды из оцинкованной стали. Расчет элементов прочности.
- ГОСТ 24767-81 Профили холоднодеформированные из алюминия и алюминиевых сплавов для ограждающих строительных конструкций. технические характеристики
- ГОСТ 24890-81 Сварные из титана и титановых сплавов. технические характеристики
- ГОСТ 24950-81 Изогнутые отводы и закругления в вводной части отводов линейных стальных магистральных трубопроводов. технические характеристики
- ГОСТ 24982-81 Прокат листовой из коррозионно-стойких, жаропрочных и жаропрочных сплавов. технические характеристики
- ГОСТ 24991-81 Феррохром, ферросиликохром, ферросилиций, ферросплавы, ферромарганец. Методы отбора проб и пробоподготовки для химических и физико-химических анализов
- ГОСТ 25.001-78 Расчеты и испытания на прочность в машиностроении. Комплекс технической и нормативно-методической документации. Общие положения
- ГОСТ 25.101-83 Расчеты и испытания на прочность. Методы схематического случайного нагружения процессов элементов машин и конструкций и статистического представления результатов.
- 25.502-79 Стандартные методы Механические испытания металлов. Методы испытаний на усталость.
- ГОСТ 25.503-97 Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытания на сжатие.
- ГОСТ 25.504-82 Расчеты и испытания на прочность. Методы расчета характеристик сопротивления усталости.
- ГОСТ 25.505-85 Расчеты и испытания на прочность. Методы механических испытаний металлов. Метод испытаний на малоцикловую усталость при термомеханическом нагружении.
- ГОСТ 25.506-85 Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении.
- ГОСТ 25.507-85 Расчеты и испытания на прочность в машиностроении. Методы испытаний Усталостные режимы работы. Общие требования
- ГОСТ 25001-81 Заготовки для теплообменников листовые прокатные и сварные алюминиевые. технические характеристики
- ГОСТ 25003-81 Пластины режущие сменные многогранные керамические. технические характеристики
- ГОСТ 25054-81 Поковки из коррозионностойких сталей и сплавов. Общие характеристики
- ГОСТ 25095-82 Сплавы спеченные твердые. Метод определения модуля упругости (модуля Юнга).
- ГОСТ 25140-93 Сплавы цинковые литейные. марки
- ГОСТ 25172-82 Сплавы спеченные твердые. Метод определения твердости по Виккерсу.
- ГОСТ 25207-85 Ферровольфрам, силикокальций и ферробор. Методы отбора проб и пробоподготовки для химических и физико-химических анализов.
- ГОСТ 25225-82 Контроль неразрушающий. Швы сварного соединения труб. Метод магнитной ленты.
- ГОСТ 25282-93 Порошки металлические. Метод определения прочности агломератов.
- ГОСТ 25393-90 пластин напаянный твердосплавный режущий инструмент. Типы.
- ГОСТ 25394-90 Пластины твердосплавные напаянные тип 50. Конструкция и размеры.
- ГОСТ 25395-90 Вставки твердосплавные напаянные типов 01, 02, 61, 62. Конструкция и размеры.
- ГОСТ 25396-90 Пластины твердосплавные напаянные типов 10, 70. Конструкция и размеры.
- ГОСТ 25397-90 Пластины твердосплавные напаянные типов 06, 66. Конструкция и размеры.
- ГОСТ 25398-90 Вставки твердосплавные напайные типа 11. Конструкция и размеры.
- ГОСТ 25399-90 Пластины твердосплавные напаянные тип 14. Конструкция и размеры.
- ГОСТ 25400-90 Пластины твердосплавные напаянные тип 21. Конструкция и размеры.
- ГОСТ 25401-90 Пластины твердосплавные напаянные тип 23. Конструкция и размеры.
- ГОСТ 25402-90 Пластины твердосплавные напаянные типа 09. Конструкция и размеры.
- ГОСТ 25403-82 Пластины твердосплавные с режущими пластинами многогранной формы с круговым задним углом 6° и вогнутой передней поверхностью. Дизайн и размеры.
- ГОСТ 25404-90 Вставки твердосплавные напаянные типа 15. Конструкция и размеры.
- ГОСТ 25405-90 Пластины твердосплавные напаянные тип 16. Конструкция и размеры.
- ГОСТ 25406-90 Пластины твердосплавные напаянные тип 17. Конструкция и размеры.
- ГОСТ 25407-90 Вставки твердосплавные напаянные типа 18. Конструкция и размеры.
- ГОСТ 25408-90 Пластины твердосплавные напаянные тип 20. Конструкция и размеры.
- ГОСТ 25409-90 Пластины твердосплавные напаянные тип 24. Конструкция и размеры.
- ГОСТ 25410-82 Пластины твердосплавные напаянные типа 27. Конструкция и размеры.
- ГОСТ 25411-90 Пластины твердосплавные напаянные тип 31. Конструкция и размеры.
- ГОСТ 25412-90 Пластины твердосплавные напаянные тип 32. Конструкция и размеры.
- ГОСТ 25413-82 Пластины твердосплавные напаянные типа 34. Конструкция и размеры.
- ГОСТ 25414-90 Пластины твердосплавные напаянные тип 36. Конструкция и размеры.
- ГОСТ 25415-90 Вставки твердосплавные напайные типа 38. Конструкция и размеры.
- ГОСТ 25416-90 Пластины твердосплавные напаянные типа 39. Конструкция и размеры.
- ГОСТ 25417-82 Пластины твердосплавные напаянные типа 41. Конструкция и размеры.
- ГОСТ 25418-82 Стружколом многогранный твердосплавный съемный круглой формы. Дизайн и размеры.
- ГОСТ 25419-90 Пластины твердосплавные напаянные типа 43. Конструкция и размеры.
- ГОСТ 25420-90 Пластины твердосплавные напаянные типа 44. Конструкция и размеры.
- ГОСТ 25421-90 Пластины твердосплавные напаянные тип 47. Конструкция и размеры.
- ГОСТ 25422-90 Пластины твердосплавные напаянные типа 48. Конструкция и размеры.
- ГОСТ 25423-90 Пластины твердосплавные напаянные типа 49. Конструкция и размеры.
- ГОСТ 25424-90 Пластины твердосплавные напаянные тип 25. Конструкция и размеры.
- ГОСТ 25425-90 Пластины твердосплавные напаянные тип 26. Конструкция и размеры.
- ГОСТ 25426-90 Пластины твердосплавные напаянные типов 07, 67. Конструкция и размеры.
- ГОСТ 25442-82 Ленты молибденовые отожженные для глубокой вытяжки. технические характеристики
- ГОСТ 25444-90 Электроды прямые и электрод для точечной сварки. Коническая посадка. размеры
- ГОСТ 25445-82 Катушки, бобины и сердечники для сварочной проволоки. Основные размеры. Аноды серебряные
- ГОСТ 25474-82. технические характеристики
- ГОСТ 25475-82 Аноды золотые. Технические условия.
- ГОСТ 25501-82 Полуфабрикаты из цветных металлов и сплавов. Понятия и определения.
- ГОСТ 25536-82 Металлы. Увеличение изображений при металлографических методах исследования.
- ГОСТ 25577-83 Профиль стальной гнутый закрытый сварной квадратного и прямоугольного сечения. технические характеристики
- ГОСТ 25616-83 Источники тока для дуговой сварки. Методы испытаний сварочных свойств.
- ГОСТ 25639-83 Магнит литой постоянный. Технические условия.
- ГОСТ 25712-88 Бандажи чистые к трамвайным вагонам. Технические условия.
- ГОСТ 2581-78 Сплавы магниевые в слитках. технические характеристики
- ГОСТ 2590-2006 Сталь горячекатаная. Ассортимент
- ГОСТ 25905-83 Фольга алюминиевая для конденсаторов. технические характеристики
- ГОСТ 2591-2006 Прокат стальной горячекатаный квадратный. Ассортимент
- ГОСТ 25948-83 Арсенид галлия и монокристалл фосфида галлия. Измерение удельного электрического сопротивления и коэффициента Холла.
- ГОСТ 25997-83 Сварка металлов плавлением. Статистическая оценка качества результатов неразрушающего контроля.
- ГОСТ 26007-83 Расчеты и испытания на прочность. Методы механических испытаний металлов. Методы испытаний на релаксацию напряжения.
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий.
- ГОСТ 26020-83 Балка стальная горячекатаная двутавровая с параллельными гранями полок. Ассортимент Сплав железа
- ГОСТ 2604.1-77. Методы определения углерода. Сплав железа
- ГОСТ 2604.10-77. Метод определения титана. Сплав железа
- ГОСТ 2604.11-85. Методы определения мышьяка. Сплав железа
- ГОСТ 2604.13-82. Методы определения алюминия. Сплав железа
- ГОСТ 2604.14-82. Методы определения кобальта. Сплав железа
- ГОСТ 2604.2-86. Методы определения серы. Сплав железа
- ГОСТ 2604.3-83. Методы определения кремния. Сплав железа
- ГОСТ 2604.4-87. Методы определения фосфора. Сплав железа
- ГОСТ 2604.5-84. Методы определения марганца. Сплав железа
- ГОСТ 2604.6-77. Методы определения содержания хрома. Сплав железа
- ГОСТ 2604.7-84. Методы определения ванадия. Сплав железа
- ГОСТ 2604.8-77. Методы определения никеля. Сплав железа
- ГОСТ 2604.9-83. Методы определения меди.
- ГОСТ 26047-83, Конструкции строительные стальные. Символы (знаки)
- ГОСТ 26054-85 Роботы промышленные для контактной сварки. Основные Характеристики.
- ГОСТ 26056-84 Роботы промышленные для дуговой сварки. Общие характеристики
- ГОСТ 26101-84 Проволока порошковая наплавочная. технические характеристики
- ГОСТ 26110-84 Рельсы контррельсовые РК75. Габаритные размеры.
- ГОСТ 26126-84 Контроль неразрушающий. Паяные соединения. Ультразвуковые методы контроля качества.
- ГОСТ 26131-84 Поковки из жаропрочных и жаропрочных сплавов. Общие характеристики
- ГОСТ 26168-84 Рельсы Острякова ОР75. Габаритные размеры.
- ГОСТ 26178-84 Ленты магнитные. Методы испытаний физико-механических свойств.
- ГОСТ 26201-84 Ферротитан, ферромолибден и феррованадий. Методы отбора проб и пробоподготовки для химических и физико-химических анализов.
- Трубы ГОСТ 2622-75 Манометрические бронзовые марки БрОФ4-0,25 и латуни марки Л63. технические характеристики
- ГОСТ 2624-77 Трубы медные и латунные капиллярные. технические характеристики
- ГОСТ 26250-84 Трубы бурильные для снарядов со съемным керноприемником. технические характеристики
- ГОСТ 26252-84 Ниобий порошок. Технические условия.
- ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие характеристики
- ГОСТ 26358-84 Отливки из чугуна. Общие характеристики
- ГОСТ 26366-84 Проволока стальная латунная для боковых шин колес. технические характеристики
- Соединения ГОСТ 26388-84. Методы испытаний на стойкость к образованию холодных трещин при сварке плавлением.
- Соединения ГОСТ 26389-84. Методы испытаний на стойкость к горячему растрескиванию при сварке плавлением.
- ГОСТ 26408-85 Столбы сварочные полуавтоматические. Типы, основные параметры и размеры.
- ГОСТ 26429-85 Металлоконструкции подвесных транспортных путей. технические характеристики
- ГОСТ 26446-85 Соединения припой. Методы испытаний на усталость.
- ГОСТ 26467-85 Лента порошковая наплавленная. Общие характеристики
- ГОСТ 26468-85 Сплавы деформируемые на основе ниобия. марки
- ГОСТ 26469-85 Проволока из палладий-вольфрамового сплава. технические характеристики
- ГОСТ 26492-85 Катанка из титана и титановых сплавов. технические характеристики
- ГОСТ 26530-85 Сплавы спеченные твердые безвольфрамовые. Бренд.
- ГОСТ 26590-85 Ферросплавы. Упаковка, маркировка, транспортировка и хранение.
- ГОСТ 26630-85 Материалы керамические инструментальные. Бренд.
- ГОСТ 26645-85 Литье из металлов и сплавов. Допуски на размеры, вес и припуски на обработку
- ГОСТ 26719-85 Материалы антифрикционные порошковые на основе меди. Бренд.
- ГОСТ 26802-86 Материалы антифрикционные порошковые на основе железа. марки
- ГОСТ 26877-91 Металл. Методы измерения отклонений формы.
- Канат двойной свивки ГОСТ 2688-80 типа ЛК-Ф 6х29 состав (1+6+6/6)+1ос Ассортимент.
- ГОСТ 26999-86 Марганец металлический и нитрид марганца металлического. Методы отбора проб и пробоподготовки для химических и физико-химических анализов
- ГОСТ 27041-86 Ферросплавы металлические хромовые и марганцевые. Методы определения серы.
- ГОСТ 27069-86 Ферросплавы металлические хромовые и марганцевые. Методы определения углерода.
- ГОСТ 27130-94 Феррованадий. Технические характеристики и условия поставки
- ГОСТ 2715-75 Сита металлические проволока. Типы, основные параметры и размеры.
- ГОСТ 27208-87 Отливки из чугуна. Методы механических испытаний.
- ГОСТ 27265-87 Проволока сварочная из титана и титановых сплавов. технические характеристики
- ГОСТ 27266-87 Проволока молибденовая для источников света. технические характеристики
- ГОСТ 27301-87 Пластины режущие сменные многогранные с упорным радиусом одностороннего тороидального отверстия. Дизайн и размеры.
- ГОСТ 27302-87 Пластины режущие твердосплавные сменные многогранные со фаской наверху без отверстий. Дизайн и размеры.
- ГОСТ 27333-87 Контроль неразрушающий. Измерение электропроводности цветных металлов вихретоковым методом.
- ГОСТ 27387-87 Роботы промышленные для точечной сварки. Основные параметры и размеры.
- ГОСТ 27450-87 Трубы из меди и медно-цинковых сплавов. Метод определения загрязнения внутренней поверхности.
- ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в среде инертного газа. Соединения свариваются под острыми и тупыми углами. Основные типы, элементы конструкции и размеры
- ГОСТ 27611-88 Чугун. фотоэлектрический спектральный метод анализа.
- ГОСТ 27674-88 Трение, износ и смазка. Термины и определения
- ГОСТ 2771-81 Проволока круглая холоднотянутая. Ассортимент
- ГОСТ 27772-88 Прокат для строительных металлоконструкций. Общие характеристики
- ГОСТ 27776-88 Модуль изготовления гибкой дуговой сварки и плазменной обработки. Основные параметры.
- ГОСТ 27809-95 Чугун и сталь. Методы спектрографического анализа.
- ГОСТ 27861-88 Полуфабрикаты из цветных металлов и их сплавов. Маркировка.
- ГОСТ 2787-75 Металлы вторичные черные. Общие характеристики
- ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики Сталь
- ГОСТ 28033-89. Метод рентгенофлуоресцентного анализа.
- ГОСТ 28058-89 Золото в слитках. технические характеристики
- ГОСТ 28106-89 Катоды медные. Отбор и подготовка проб и образцов для определения удельного электрического сопротивления
- ГОСТ 28277-89 Контроль неразрушающий. Суставы. Электрорадиографический метод. Общие требования.
- ГОСТ 283-75 Гвозди проволочные. Технические условия.
- ГОСТ 28332-89 Модуль производственный гибкой дуговой сварки. Нормы надежности и основные требования к методам контроля
- ГОСТ 28334-89 Проволока и тросы стальные для армирования предварительно напряженных железобетонных конструкций. Метод испытания на релаксацию при постоянном напряжении
- ГОСТ 28370-89 Крестовины сборные марок 1/11 и 1/9. Основные размеры.
- ГОСТ 28377-89 Порошки для термического напыления и сварки. Типы.
- ГОСТ 28378-89 Материалы конструкционные порошковые на основе железа. Бренд.
- ГОСТ 28393-89 Прутки и прутки из быстрорежущей стали, полученные методом порошковой металлургии. Общие характеристики
- ГОСТ 28394-89 Чугун с уплотненным графитом для отливок. марки
- ГОСТ 28426-90 Термодиффузионное упрочнение и защита металлических изделий. Общие требования к технологическому процессу
- ГОСТ 28473-90 Чугун, сталь, сплавы черных металлов, хром, марганец металлический. Общие требования к методам анализа.
- ГОСТ 285-69 Профнастил колючий одноосновный. технические характеристики
- ГОСТ 28515-97 Медь. Метод испытаний образцов на удлинение спирали. Трубы стальные
- ГОСТ 28548-90. Понятия и определения.
- ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие характеристики
- ГОСТ 2856-79 Литейное производство магниевых сплавов. марки Серебряный слиток
- ГОСТ 28595-90. технические характеристики
- ГОСТ 28782-90 Ферросплавы. Экспериментальные методы проверки точности уменьшения выборки.
- ГОСТ 2879-2006 Прокат стальной горячекатаный под шестигранник стальной. Ассортимент
- Трубы металлические ГОСТ 28800-90. Метод определения влажности на внутренней поверхности труб.
- ГОСТ 28830-90 Соединения припой. Методы испытаний Прочность на растяжение и разрыв.
- ГОСТ 28831-90 Прокат толстолистовой. ультразвуковые методы контроля.
- ГОСТ 28845-90 Машины для испытания материалов на длительную прочность и релаксацию. Общие характеристики
- ГОСТ 28868-90 Металлы и цветные сплавы. Измерение твердости методом вдавливания. Сталь
- ГОСТ 28870-90. Методы испытаний Растяжение катаного листа в направлении толщины.
- ГОСТ 28873-90 сплавы на основе тяжелых цветных металлов, выдерживающие давление. единый бренд
- ГОСТ 28915-91 Сварка лазерная импульсная. Сварное место соединения. Основные типы, элементы конструкции и размеры
- ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры.
- ГОСТ 28944-91 Аппараты сварочные механические. Методы испытаний.
- ГОСТ 29012-91 Металлургия порошковая. Метод определения изменения размеров прессовок после снятия давления прессования при спекании.
- ГОСТ 29090-91 Материалы, применяемые в оборудовании для газовой сварки, резки или аналогичных процессов. Общие требования
- ГОСТ 29091-91 Материалы, применяемые в оборудовании для газовой сварки, резки или аналогичных процессов. Общие требования
- Стандарт 29095-1 Сплавы порошки и тугоплавкие, коррозионно-стойкие, прецизионные на основе никеля. Методы определения железа.
- ГОСТ 29117-91 Сталь легированная и высокопрочная. Методы определения висмута.
- ГОСТ 29121-91 Канаты стальные углеродистые для лифтов. технические характеристики
- ГОСТ 29273-92 свариваемость. определение
- ГОСТ 29278-92 Изделия порошковые. Структурные элементы. Общие требования.
- ГОСТ 29296-92 Профили прессованные прямоугольные неравнополочные из алюминиевых и магниевых сплавов. ассортимент
- ГОСТ 29297-92 Сварка, высокотемпературная и низкотемпературная пайка, сварка металлов припоем. Список соглашений и процессов
- ГОСТ 29303-92 Прессованные прямоугольного неравнополочного двутавра из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 2936-75 Трубы плоскоовальные бесшовные радиаторные. технические характеристики
- ГОСТ 295-98 Алюминий для раскисления, производства ферросплавов и алюминотермии. технические характеристики
- ГОСТ 297-80 Машины контактные. Основные Характеристики.
- ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу.
- ГОСТ 30003-93 Металлы. Испытание на изгиб намотанных листов и полос толщиной менее 2,5 мм.
- ГОСТ 30062-93 Стержень арматурный для железобетонных конструкций. Прочностные характеристики метода вихретокового контроля
- ГОСТ 30136-94 Прокат из стали углеродистой обыкновенного качества. технические характеристики
- ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры.
- Оси чистовые ГОСТ 30237-96 для железнодорожного подвижного состава колеи 1520 мм. технические характеристики
- ГОСТ 30242-97 Дефекты при сварке металлических соединений плавлением. Классификация, обозначение и определение
- ГОСТ 30245-2003 Профиль стальной гнутый закрытый сварной квадратного и прямоугольного сечения для строительных конструкций. технические характеристики
- ГОСТ 30246-94 Прокат листовой рулонный с защитно-декоративными покрытиями для строительных конструкций. технические характеристики
- ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры.
- ГОСТ 30261-96 Оборудование для сварки кольцевых швов. Типы, основные параметры и размеры
- ГОСТ 30272-96 Оси черновые (глухой профиль) для железнодорожного подвижного состава 1520 мм. Общие характеристики
- ГОСТ 30275-96 Манипуляторы для контактной точечной сварки. Основные Характеристики.
- ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры.
- ГОСТ 30311-96 Титан губчатый. Метод определения твердости по Бринеллю.
- ГОСТ 304-82 Генераторы сварочные. Основные Характеристики. Сталь
- ГОСТ 30415-96. Метод неразрушающего контроля механических свойств и микроструктуры магнитных металлов.
- ГОСТ 30430-96 Чугун сварочный дуговой конструкционный. Требования к процессу
- Трубы металлические ГОСТ 30432-96. Методы отбора проб, заготовок и образцов для механических и технологических испытаний.
- ГОСТ 30456-97 Металл. Листовой прокат и стальные трубы. методы испытаний на ударный изгиб.
- ГОСТ 30482-97 Сварка электросталей. Требования к процессу
- Трубы ГОСТ 30563-98 бесшовные холоднокатаные из углеродистых и легированных сталей со специальными свойствами. технические характеристики
- Трубы ГОСТ 30564-98 бесшовные горячекатаные из углеродистых и легированных сталей со специальными свойствами. технические характеристики Профили стальные
- ГОСТ 30565-98 горячекатаные специальные для химического и нефтяного машиностроения. Общие характеристики
- ГОСТ 3062-80 Канат одинарной свивки типа ЛК-О конструкции 1х7 (1+6). Ассортимент. Сплавы алюминиевые
- ГОСТ 30620-98 для производства поршней. Технические условия.
- ГОСТ 3063-80 Канат одинарной свивки ТК 1х29 строения (1+6+12). Ассортимент. Канат
- ГОСТ 3064-80 одинарной скрутки ТК 1х47 состава (1+6+12+18). Ассортимент.
- Сплавы на основе ГОСТ 30649-99, ювелирные изделия из драгоценных металлов. марки
- Канат двойной свивки ГОСТ 3066-80 типа ЛК-О конструкции 6х7 (1+6)+1х7(1+6). Ассортимент.
- Канат стальной двойной свивки ГОСТ 3067-88 6х29 типа ТК структуры (1+6+12) + 1х29 (1+6+12). Ассортимент.
- Канат стальной двойной свивки ГОСТ 3068-88 6х47 ТК типа строения (1+6+12+18)+1х47 (1+6+12+18). Ассортимент.
- ГОСТ 3069-80 Канат двойной свивки типа ЛК-О 6х7 конструкции (1+6) 1 ос Ассортимент.
- Канат стальной двойной свивки ГОСТ 3070-88 6х29 ТК типа сооружение (1+6+12)+1 ос Ассортимент.
- Канат стальной двойной свивки ГОСТ 3071-88 6х47 ТК типа состав (1+6+12+18)+1 ос Ассортимент.
- ГОСТ 30756-2001 Флюсы для электрошлаковых технологий. Общие характеристики
- Канат двойной свивки ГОСТ 3077-80 типа ЛК-О конструкции 6х29 (1+9+9)+1ос Ассортимент.
- ГОСТ 3079-80 Канат двойной скрутки типа ТЛК-О 6х47 состав (1+6+15+15)+1ос Ассортимент.
- Канат двойной свивки ГОСТ 3081-80 типа ЛК-О конструкции 6х29 (1+9+9)+7х7(1+6). Ассортимент.
- ГОСТ 30829-2002 Генератор ацетиленовый передвижной. Основные Характеристики.
- Канат двойной свивки ГОСТ 3083-80 типа ЛК-О структуры 6х30 (0+15+15)+7ос Ассортимент.
- ГОСТ 3085-80 Канат двойной скрутки трехграннопрядный конструкции 6х30 (6+12+12)+1 ос Ассортимент.
- ГОСТ 3088-80 Канат двойной скрутки многопрядный типа ЛК-Р 18х29 состав (1+6+6/6)+1ос Ассортимент.
- ГОСТ 3089-80 Канат скрутки тройной типа ЛК-Р 6х7х29 состав (1+6+6/6)+1ос Ассортимент.
- ГОСТ 3090-73 Канаты стальные. Канат крытый несущий в один слой зетообразной проволоки и сердечника типа ТК. Ассортимент. Канат
- ГОСТ 3091-80 8х5х7 плоской структуры (1+6). Ассортимент.
- Канат плоский конструкции ГОСТ 3092-80 8х5х9(0+9)+32ос Ассортимент.
- ГОСТ 3093-80 Канаты двухпрядные типа ЛК-О конструкции 3х7 (1+6), конструкции типа ТК 3х37 (3+9+15), конструкции ТК 3х47 конструкции (1+6+12+18). Ассортимент.
- Канаты двойной свивки ГОСТ 3097-80 ТК конструкции 8х16 (0 + 5 + 11) +9 ос, типа ЛК-О 8х6 конструкции (6 + 0) 9 ос. Ассортимент. Спица стальная
- ГОСТ 3110-74. технические характеристики
- ГОСТ 3120-75 Канат стальной авиационный. метод предварительного рисования.
- ГОСТ 31334-2007 Оси железнодорожного подвижного состава колеи 1520 мм. Технические условия.
- ГОСТ 31366-2008 Прутки латунные для механической обработки на автоматах. технические характеристики
- 3183-1-2007 Труба стальная стандартная для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А.
- 3183-2-2007 Труба стальная стандартная для трубопроводов. Технические условия. Часть 2. Требования к трубам класса В.
- 3183-3-2007 Труба стальная стандартная для трубопроводов. Технические условия. Часть 3. Требования к трубам класса С.
- ГОСТ 3187-76 Сетка фильтровальная проволочная. технические характеристики
- ГОСТ 3193-74 Сетки катализаторные из платиновых сплавов. Технические условия. Комплекты моделей
- ГОСТ 3212-92. Откосы формирующие, стержневые знаки, допуски на размеры
- ГОСТ 3241-91 Канаты стальные. Технические условия.
- Соединения ГОСТ 3242-79. Методы контроля качества
- ГОСТ 3248-81 Металлы. Метод испытания на ползучесть.
- Трубы стальные для воды ГОСТ 3262-75. технические характеристики
- ГОСТ 3280-84 Подкладки костылей скрепления железнодорожного пути. Технические условия.
- Проволока стальная ГОСТ 3282-74 Низкоуглеродистая общего назначения. технические характеристики
- ГОСТ 3306-88 с квадратной сеткой рабицы из стальной гофрированной проволоки. технические характеристики Сетка проволочная (семянка)
- ГОСТ 3339-74. технические характеристики
- ГОСТ 3443-87 Отливки из чугуна с различными формами графита. Методы определения структуры.
- ГОСТ 3559-75 Ленты стальные для армирования тросов. технические характеристики
- ГОСТ 3560-73 Лента стальная упаковочная. технические характеристики
- ГОСТ 3565-80 Металлы. Метод испытания на кручение.
- ГОСТ 3640-94 Цинк. технические характеристики
- Трубы ГОСТ 3728-78. Метод испытания на изгиб.
- ГОСТ 3778-98 Свинец. технические характеристики
- ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. марки
- Проволока стально-медная биметаллическая ГОСТ 3822-79. технические характеристики Сетка проволочная с квадратными ячейками
- ГОСТ 3826-82. технические характеристики
- ГОСТ 3836-83 Прокат стальной и изоленты нелегированной. технические характеристики
- Трубы металлические ГОСТ 3845-75. Метод испытания гидравлическим давлением.
- Проволока стальная кардная ГОСТ 3875-83. технические характеристики
- ГОСТ 3882-74 Сплавы твердые спеченные. марки Трос стальной луженый
- ГОСТ 3920-70. технические характеристики
- ГОСТ 4004-64 чушки проволока алюминиевая.
- ГОСТ 4028-63 Гвозди строительные. Дизайн и размеры.
- ГОСТ 4029-63 Гвозди толевые круглые. Дизайн и размеры.
- Гвозди кровельные ГОСТ 4030-63. Дизайн и размеры.
- ГОСТ 4032-63 Гвозди отделочные круглые. Дизайн и размеры.
- ГОСТ 4033-63 Гвозди обойные круглые. Дизайн и размеры.
- ГОСТ 4034-63 Гвозди тарные круглые. Дизайн и размеры.
- ГОСТ 4035-63 Гвозди формовочные круглые. Дизайн и размеры.
- ГОСТ 4041-71 Прокат листовой для холодной штамповки из конструкционной качественной стали. технические характеристики
- ГОСТ 4121-96 Рельсы крановые. технические характеристики
- ГОСТ 4133-73 Чехлы рельсовые головные для железных дорог широкой колеи. Технические требования.
- ГОСТ 4134-75 Профили из медных сплавов для коллекторов электрических машин. технические характеристики
- ГОСТ 434-78 Проволока прямоугольная и прутки медные для электротехнических целей. технические характеристики
- ГОСТ 4405-75 Ленты стальные горячекатаные и инструмент кованый. ассортимент
- ГОСТ 4411-79 Изделия твердосплавные для горного инструмента. Технические условия.
- ГОСТ 4417-75 Песок кварцевый для сварочных материалов.
- ГОСТ 4421-73 Концентрат плавиковый для сварочных материалов. технические характеристики
- ГОСТ 4442-72 Ленты и полосы из свинцовистой латуни. технические характеристики
- ГОСТ 4515-93 Сплавы медно-фосфорные. технические характеристики
- ГОСТ 4529-78 Реактивы. Хлорид цинка. Технические условия.
- ГОСТ 4543-71 Прокат легированный конструкционный. технические характеристики
- ГОСТ 4658-73 Ртуть. Технические условия.
- ГОСТ 4727-83 Проволока подшипниковая. технические характеристики
- ГОСТ 4748-92 Полосы и ленты из кремнемарганцовистой бронзы. технические характеристики
- ГОСТ 4752-79 Проволока медная крешерная. технические характеристики
- Ферромарганец ГОСТ 4755-91. Технические характеристики и условия поставки
- ГОСТ 4756-91 Ферросиликомарганец. Технические характеристики и условия поставки
- ГОСТ 4757-91 Феррохром. Технические характеристики и условия поставки
- ГОСТ 4759-91 Ферро. Технические характеристики и условия поставки
- ГОСТ 4761-91 Ферротитан. Технические характеристики и условия поставки
- ГОСТ 4762-71 Силикокальций. технические характеристики
- ГОСТ 4781-85 Профили стальные горячекатаные для шпунтовых свай. технические характеристики
- ГОСТ 4784-97 Алюминий и алюминиевые деформируемые сплавы. марки
- ГОСТ 4832-95 Чугун литейный. технические характеристики
- ГОСТ 4872-75 Изделия для режущего инструмента из твердых спеченных сплавов. Технические условия.
- ГОСТ 492-2006 Никель, никелевые и медно-никелевые сплавы, обрабатываемые давлением. марки
- ГОСТ 493-79 Бронза литейная безоловянная. марки
- Трубы ГОСТ 494-90 латунные. технические характеристики
- ГОСТ 495-92 Листы и полосы медные. технические характеристики
- ГОСТ 4960-75 Порошок медный электролитический. Технические условия.
- ГОСТ 4986-79 Лента стальная холоднокатаная из коррозионно-стойкой и жаропрочной. технические характеристики
- ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки низкоуглеродистых конструкционных сталей. Требования к качеству сертифицированной продукции
- ГОСТ 5.917-71 Горелки ручные для сварки ВИГ типа 150-WGA и DSA-400. Требования к качеству сертифицированной продукции
- ГОСТ 5000-83 Черновики вагонов и тендеров железных дорог 1520 мм. Габаритные размеры. Трубы стальные
- ГОСТ 5005-82 для холодных карданных валов. технические характеристики
- ГОСТ 5017-2006 Бронза оловянная, обработанная давлением. марки
- ГОСТ 503-81 Лента стальная холоднокатаная низкоуглеродистая. технические характеристики
- ГОСТ 5063-73 Ленты из медно-никелевых сплавов. технические характеристики
- ГОСТ 5157-83 Прокат стальной горячекатаный различного назначения. Ассортимент
- ГОСТ 5187-2003 Ленты из нейзильбера, нейзильбера и монеля. технические характеристики
- ГОСТ 5189-75 Лента константан. технические характеристики
- ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
- ГОСТ 5210-95 Прокат качественный из инструментальной стали для напильников, рашпилей, стамесок и крейцмейселей. Общие характеристики
- ГОСТ 5220-78 Проволока мельхиоровая. технические характеристики
- ГОСТ 5221-2008 Проволока из оловянно-цинковой бронзы. технические характеристики
- ГОСТ 5222-72 Проволока из кремнемарганцовой бронзы. технические характеристики
- ГОСТ 5257-89 Бандажи черновые из углеродистой стали для рельсового подвижного состава. Технические условия.
- ГОСТ 5264-80 Сварка дуговая ручная. Суставы. Основные типы, элементы конструкции и размеры
- ГОСТ 5267.0-90 Профили горячекатаные для вагоностроения. Общие характеристики
- ГОСТ 5267.1-90 Швеллеры. Ассортимент
- Профиль ГОСТ 5267.3-90 для подоконника Zeta. Ассортимент
- ГОСТ 5272-68 Коррозия металлов. Условия.
- ГОСТ 529-78 Трубы радиаторные. технические характеристики
- ГОСТ 5307-77 Константановый провод неизолированный. технические характеристики
- ГОСТ 5336-80 Сетка стальная плетеная одинарная. Технические условия.
- 535-2005 Стандартный прокат и профили из углеродистой стали обыкновенного качества. Общие характеристики
- ГОСТ 5362-78 Ленты латунные. технические характеристики
- ГОСТ 5422-73 Профили стальные горячекатаные для тракторов. технические характеристики
- ГОСТ 5426-76 Плашки заготовочные из твердоспеченных сплавов для волочения шестигранных стержней. Формы и размеры.
- ГОСТ 5437-85 Проволока бердная. технические характеристики
- ГОСТ 546-2001 Катоды медные. технические характеристики
- ГОСТ 5468-88 Игла проволочная. технические характеристики
- ГОСТ 5494-95 Пудра алюминиевая пигментная. Технические условия.
- ГОСТ 5497-80 Лента стальная холоднокатаная для пильных хлопкоочистительных машин. технические характеристики
- ГОСТ 550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности. технические характеристики
- ГОСТ 5520-79Прокат листовой из легированной углеродистой и низколегированной стали для котлов и сосудов, работающих под давлением. технические характеристики
- ГОСТ 5521-93 Прокат стальной для судостроения. технические характеристики
- ГОСТ 5525-88 Детали соединительные чугунные, изготавливаемые литьем в песчаные формы для труб. Технические условия.
- ГОСТ 5529-75 Проволока латунная круглая для обувной промышленности. технические характеристики
- ГОСТ 5582-75 Прокат листовой коррозионно-стойкий, жаропрочный и жаропрочный. технические характеристики
- ГОСТ 5614-74 Машины для термической резки металлов. Типы, основные параметры и размеры
- ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаропрочные и жаропрочные. марки
- ГОСТ 5638-75 Фольга медная в рулонах технического назначения. технические характеристики
- Стали и сплавы ГОСТ 5639-82. Методы обнаружения и определения размера зерна. Сталь
- ГОСТ 5640-68. Металлографический метод оценки микроструктуры листов и лент.
- ГОСТ 5654-76 Трубы стальные бесшовные горячекатаные для судостроения. технические характеристики Сталь
- ГОСТ 5657-69. Метод испытания на прокаливаемость. Проволока стальная
- ГОСТ 5663-79 для холодной высадки углеродистая. технические характеристики
- ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. технические характеристики
- Кости ГОСТ 5812-82 для железных дорог широкой колеи. Технические условия.
- ГОСТ 5876-82 Рельсы железнодорожные узкоколейные типа Р18 и Р24. Технические требования
- ГОСТ 5905-2004 Хром металлический. Технические характеристики и условия поставки
- ГОСТ 5949-75 и калиброванной стали на коррозионно-стойкую, жаростойкую и жаростойкую. технические характеристики
- ГОСТ 5950-2000 Прутки, полосы из рулонной инструментальной легированной стали. Общие характеристики
- ГОСТ 598-90 Листы цинковые общего назначения. технические характеристики
- ГОСТ 6008-90 Марганец металлический и нитрид марганца. технические характеристики
- ГОСТ 6009-74 Ленты стальные горячекатаные. технические характеристики
- ГОСТ 6012-98 Никель. Методы химико-атомно-эмиссионного спектрального анализа.
- ГОСТ 6032-2003 Стали и коррозионностойкие сплавы. Методы испытаний на стойкость к межкристаллитной коррозии
- ГОСТ 613-79 Бронзы оловянные литейные. марки
- ГОСТ 6130-71 Металлы. Методы определения теплостойкости.
- ГОСТ 614-97 Бронзы литейные в чушках. технические характеристики
- ГОСТ 6143-78 Ось уборочная трамвайная. технические характеристики
- ГОСТ 617-2006 Трубы медные круглого сечения общего назначения. технические характеристики
- ГОСТ 618-73 Фольга алюминиевая для технических целей. технические характеристики
- ГОСТ 6235-91 Листы и ленты никелевые. технические характеристики
- ГОСТ 6238-77 Обсадные и колонковые буры для геологоразведочного бурения и ниппели к ним.
- ГОСТ 631-75 Трубы бурильные с высаженными концами и муфтами. технические характеристики
- ГОСТ 632-80 Трубы обсадные и муфты. технические характеристики
- ГОСТ 633-80 Трубы насосно-компрессорные и муфты. технические характеристики
- ГОСТ 6368-82 Рельсы железнодорожные узкоколейные типов Р8, Р11, Р18 и Р24. Конструкция и размеры
- ГОСТ 6511-60 Прутки из оловянно-цинковой бронзы. технические характеристики
- ГОСТ 6563-75 Изделия технические из драгоценных металлов и сплавов. Технические условия. Сетка проволочная с квадратными ячейками
- ГОСТ 6613-86. Технические условия.
- ГОСТ 6688-91 Прутки латунные прямоугольного сечения. технические характеристики
- ГОСТ 6713-91 Прокат низколегированный конструкционный для мостостроения. технические характеристики
- ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования бетонных конструкций. технические характеристики
- ГОСТ 6750-75 Гвозди медные для судостроения. Технические условия.
- ГОСТ 6765-75 Прокат стальной листовой горячекатаный трехслойный и широкополосный (универсальный). технические характеристики
- ГОСТ 6835-2002 Золото и его сплавы. Бренд.
- ГОСТ 6836-2002 Серебро и его сплавы. марки Трубы стальные специальных профилей
- ГОСТ 6856-54.
- ГОСТ 6902-75 Сусальное золото и серебро. Технические условия.
- ГОСТ 6942-98 Трубы железные канализационные и фасонные части к ним. технические характеристики
- ГОСТ 6981-94 Купол железный технический. Технические условия.
- ГОСТ 6996-66 Соединения сварные. Методы определения механических свойств.
- ГОСТ 7056-77 Накладки шипового крепления рельсов типа Р43. Дизайн и размеры.
- ГОСТ 7062-90 Поковки из углеродистой и легированной стали. изготавливаются на кузнечных прессах. Припуски и допуски
- ГОСТ 7122-81 Швы сварные и наплавленный металл. Методы отбора проб для определения химического состава.
- ГОСТ 7173-54 Рельсы типа Р43 для промышленного транспорта. Конструкция и размеры
- ГОСТ 7174-75 Рельсы Р50. Дизайн и размеры
- ГОСТ 7221-80 Ленты из золота, серебра и их сплавов. технические характеристики
- ГОСТ 7222-75 Проволока из золота, серебра и их сплавов. технические характеристики
- ГОСТ 7237-82 Преобразователи сварочные. Основные Характеристики. Сталь
- ГОСТ 7268-82. Метод определения склонности к механическому старению Испытание на ударную вязкость.
- ГОСТ 7293-85 Отливки из высокопрочного чугуна. марки
- ГОСТ 7347-94 Ферросплавы. Экспериментальные методы контроля систематических ошибок отбора и пробоподготовки.
- Проволока стальная углеродистая ГОСТ 7348-81 для армирования предварительно напряженных железобетонных конструкций. технические характеристики
- ГОСТ 7350-77 Прокат стальной коррозионностойкий, жаростойкий и жаростойкий. технические характеристики
- ГОСТ 7370-98 Крестовины рельсовые типа Р75, Р65 и Р50. Технические условия.
- Канат стальной ГОСТ 7372-79. технические характеристики Сталь калиброванная круглая
- ГОСТ 7417-75. Ассортимент
- ГОСТ 7419-90 Сталь горячекатаная рессорная. ассортимент
- ГОСТ 7480-73 Проволока полиграфическая. технические характеристики
- ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и поковочные напуски Профили стальные
- ГОСТ 7511-73 для окон и створок фонарей и оконных полотен промышленных зданий.
- ГОСТ 7512-82 Контроль неразрушающий. Суставы. Радиографический метод.
- ГОСТ 7524-89 Шары стальные помольные для шаровых мельниц. технические характеристики
- ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.
- ГОСТ 7565-81 Чугун, сталь и сплавы. Отборный метод определения химического состава.
- ГОСТ 7566-94 Металл. Приемка, маркировка, упаковка, транспортирование и хранение.
- ГОСТ 7665-80 Канат двойной свивки типа ЛК-3 6х35 Состав (1+6 6+12) 1 ос Ассортимент.
- ГОСТ 7667-80 Канат двойной свивки типа ЛК-3 6х35 состава (1+6 6+12)+7х7(1+6). Ассортимент.
- ГОСТ 7668-80 Канат двойной свивки типа ЛК-ПО 6х46 конструкции (1+7+7/7+14)+1ос Ассортимент.
- ГОСТ 7669-80 Канат двойной свивки типа ЛК-ПО конструкции 6х46 (1+7+7/7+14)+7х7(1+6). Ассортимент.
- ГОСТ 767-91 Аноды медные. технические характеристики
- ГОСТ 7675-73 Канаты стальные. Канат крытый несущий с одним слоем и одним слоем клиновой проволоки и зетобразной сердцевиной типа ТК. Ассортимент.
- ГОСТ 7676-73 Канаты стальные. Канат крытый несущий с двумя слоями, одним слоем из клиновой проволоки и зетобразной сердцевиной типа ТК. Ассортимент.
- ГОСТ 7681-80 Канат двойной скрутки многопрядный типа ЛК-О 18х7 состав (1+6) 1 ос Ассортимент.
- Чугун легирующий ГОСТ 7769-82 для отливок со специальными свойствами. марки
- ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски
- ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. технические характеристики
- ГОСТ 7909-56 Трубы бурильные геологоразведочные и муфты. технические характеристики
- ГОСТ 792-67 Проволока качественная низкоуглеродистая. технические характеристики
- Трубы ГОСТ 800-78 подшипники. технические характеристики
- Сталь подшипниковая ГОСТ 801-78. технические характеристики
- ГОСТ 803-81 Лента горячекатаная для наплавки из качественной углеродистой и нержавеющей стали. технические характеристики
- ГОСТ 8036-79 Лента Томпакова. технические характеристики
- ГОСТ 804-93 Слитки магния первичные. технические характеристики
- ГОСТ 805-95 Чугун. технические характеристики
- ГОСТ 808-70 Ремни стальные для подшипников сплющенных витых роликов. технические характеристики
- ГОСТ 8141-56 Скрепление рельсовое узкоколейных железных дорог. Оболочка. Основные Характеристики. Прокладки
- ГОСТ 8142-89 для рельсов типа Р18, Р24, Р33. Технические условия. Прокладки
- ГОСТ 8193-73 к рельсам головкам типов Р65 и Р75. Дизайн и размеры.
- ГОСТ 8194-75 Накладки шипового крепления железнодорожных рельсов типа Р65 и Р75. Дизайн и размеры.
- ГОСТ 82-70 Сталь горячекатаная универсальная широкополосная. Ассортимент
- ГОСТ 8213-75 Машины для дуговой сварки плавящимся электродом. Основные Характеристики. Сталь
- ГОСТ 8233-56. Стандарты микроструктуры.
- ГОСТ 8239-89 Сталь двутавровая горячекатаная. Ассортимент
- ГОСТ 8240-97 Прокат стальной швеллерный горячекатаный. Ассортимент
- ГОСТ 8278-83, швеллер стальной равносторонний гнутый. Ассортимент
- ГОСТ 8281-80 Швеллеры стальные гнутые неравнополочные. ассортимент Профили стальные
- ГОСТ 8282-83 гнутые С-образные равносторонние. Ассортимент
- ГОСТ 8283-93 Профиль стальной гнутый Корытный равносторонний. Ассортимент
- ГОСТ 8319.0-75 Профили стальные горячекатаные периодической продольной прокатки. Технические условия.
- ГОСТ 8320.0-83 Профили периодической винтовой прокатки. Основные Характеристики.
- ГОСТ 839-80 Провода неизолированные для воздушных линий электропередач. технические характеристики
- ГОСТ 8467-83 Трубы стальные бурильные ниппельные соединения для разведочного бурения. технические характеристики
- ГОСТ 8478-81 Сетки сварные для армирования бетона. Технические условия.
- ГОСТ 8479-70 Поковки из конструкционных углеродистых и легированных сталей. Общие характеристики
- ГОСТ 849-2008 Никель первичный. технические характеристики
- ГОСТ 8509-93 Уголок горячекатаный равносторонний. Ассортимент
- ГОСТ 8510-86 Уголок горячекатаный неравнополочный. Ассортимент
- ГОСТ 8559-75 сталь квадратная калиброванная. Ассортимент
- ГОСТ 8560-78 Прокат калиброванный шестигранный. ассортимент
- ГОСТ 8568-77 Листовой прокат с ромбическим и чечевичным рифлением. технические характеристики
- ГОСТ 859-2001 Медь. марки
- ГОСТ 860-75 Жесть. технические характеристики
- ГОСТ 8617-81 Прессованные алюминий и алюминиевые сплавы. технические характеристики
- Трубы стальные каплевидные ГОСТ 8638-57. Ассортимент
- ГОСТ 8639-82 Трубы стальные квадратные. Ассортимент Трубы стальные овальные
- ГОСТ 8642-68. Ассортимент Трубы стальные плоскоовальные
- ГОСТ 8644-68. ассортимент
- Трубы стальные прямоугольные ГОСТ 8645-68. Ассортимент
- Трубы стальные ГОСТ 8646-68 с полыми ребрами. Ассортимент
- Трубы металлические ГОСТ 8693-80. Метод испытания на отбортовку.
- Трубы ГОСТ 8694-75. Метод тестирования для распространения.
- Трубы ГОСТ 8695-75. Метод испытания на сплющивание.
- ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения. технические характеристики
- ГОСТ 8713-79 Сварка под флюсом. сварные соединения. Основные типы, элементы конструкции и размеры
- ГОСТ 8731-87 Трубы стальные бесшовные горячекатаные. Технические требования
- ГОСТ 8732-78 Трубы стальные бесшовные горячекатаные. Ассортимент
- ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
- ГОСТ 8734-75 Трубы стальные бесшовные хлад. Ассортимент
- ГОСТ 8774-75 Ли. Технические условия.
- ГОСТ 8776-99 Кобальт. Методы химико-атомно-эмиссионного спектрального анализа. Шканты стальные
- ГОСТ 8786-68 для чистотянутого сегмента. Ассортимент.
- ГОСТ 8787-68 Сталь чистотянутая для дюбелей. Ассортимент
- ГОСТ 880-75 Изделия твердосплавные для горно-шахтного инструмента. Формы и размеры.
- ГОСТ 8803-89 Проволока круглая из прецизионных сплавов с высоким электрическим сопротивлением для тончайших резистивных элементов. технические характеристики
- ГОСТ 8817-82 Металлы. Метод испытания тяги.
- ГОСТ 8818-73 Металлы. Метод испытания на сплющивание.
- ГОСТ 8851-75 Лента из стали марок 11кп и 11ЮА. технические характеристики
- ГОСТ 8856-72 Оборудование для газопламенной обработки. Горючие газы под давлением.
- ГОСТ 89-73 Роли главные. Технические условия.
- ГОСТ 8943-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Номенклатура.
- ГОСТ 8944-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Технические требования.
- ГОСТ 8946-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Квадраты общаются. Основные размеры.
- ГОСТ 8948-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Тройники прямые. Основные размеры.
- ГОСТ 8949-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Тройник. Основные размеры.
- ГОСТ 8950-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами. Основные размеры.
- ГОСТ 8951-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Прямо пересекает. Основные размеры.
- ГОСТ 8952-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Пересекает переход. Основные размеры.
- ГОСТ 8953-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами. Основные размеры.
- ГОСТ 8954-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. прямой короткий рукав. Основные размеры.
- ГОСТ 8955-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. длинная прямая муфта. Основные размеры.
- ГОСТ 8956-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Деформационные швы. Основные размеры.
- ГОСТ 8957-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. соски. Основные размеры.
- ГОСТ 8958-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Соски двойные. Основные размеры.
- ГОСТ 8959-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. соединительные гайки. Основные размеры.
- ГОСТ 8960-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Фитинги. Основные размеры.
- ГОСТ 8961-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Контргайки. Основные размеры.
- ГОСТ 8962-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Шапки. Основные размеры.
- ГОСТ 8963-75 Детали соединительные из ВЧШГ с цилиндрической резьбой для трубопроводов. Пробки. Основные размеры.
- Соединения стальные с цилиндрической резьбой ГОСТ 8965-75 для трубопроводов Р = 1,6 МПа. Технические условия.
- Соединения стальные с цилиндрической резьбой ГОСТ 8966-75 для трубопроводов Р = 1,6 МПа. прямое сцепление. основные размеры
- Соединения стальные с цилиндрической резьбой ГОСТ 8967-75 для трубопроводов Р = 1,6 МПа. Соски. Основные размеры.
- Соединения стальные с цилиндрической резьбой ГОСТ 8968-75 для трубопроводов Р = 1,6 МПа. Контргайки. Основные размеры.
- ГОСТ 9.005-72 Единая система коррозии и старения. Металлы, сплавы, металлические и неметаллические неорганические покрытия. Допустимый и недопустимый контакт с металлами и неметаллами
- ГОСТ 9.019-74 Единая система коррозии и старения. Сплавы алюминия и магния. Методы ускоренных испытаний на коррозионное растрескивание
- ГОСТ 9.021-74 Единая система коррозии и старения. Алюминий и алюминиевые сплавы. Методы ускоренных испытаний на межкристаллитную коррозию
- ГОСТ 9.039-74 Единая система коррозии и старения. Атмосфера агрессивности.
- ГОСТ 9.040-74 Единая система коррозии и старения. Металлы и сплавы. Расчетно-экспериментальный метод определения потерь от ускоренной коррозии в атмосферных условиях
- ГОСТ 9.316-2006 Единая система коррозии и старения. Термодиффузионное цинкование. Общие требования и методы контроля.
- ГОСТ 9.517-2003 Единая система коррозии и старения. Средства временной защиты от коррозии. Методы испытаний.
- ГОСТ 9.901.1-89 Единая система коррозии и старения. Металлы и сплавы. Общие требования к методам испытаний на коррозионное растрескивание под напряжением
- ГОСТ 9.901.3-2007 Единая система коррозии и старения. Металлы и сплавы. Общие требования к использованию U-образных образцов для испытаний на коррозионное растрескивание
- ГОСТ 9.901.4-89 Единая система коррозии и старения. Металлы и сплавы. Испытания образцов на коррозионное растрескивание при одноосном растяжении.
- ГОСТ 9.903-81 Единая система коррозии и старения. Стали и высокопрочные сплавы. Методы ускоренных испытаний на коррозионное растрескивание.
- ГОСТ 9.904-82 Единая система коррозии и старения. Сплавы алюминия. Метод ускоренных испытаний на эксфолиативную коррозию.
- ГОСТ 9.905-2007 Единая система коррозии и старения. Методы коррозионных испытаний. Общие требования.
- ГОСТ 9.907-2007 Единая система коррозии и старения. Металлы, сплавы, металлические покрытия. Методы удаления продуктов коррозии после коррозионного испытания
- ГОСТ 9.908-85 Единая система коррозии и старения. Металлы и сплавы. Методы определения скоростей коррозии и коррозионной стойкости.
- ГОСТ 9.909-86 Единая система коррозии и старения. Металлы, сплавы, металлические покрытия и неметаллические неорганические. Методы испытаний станций климатических испытаний
- ГОСТ 9.911-89 Единая система коррозии и старения. Сталь атмосферостойкая. Метод ускоренных коррозионных испытаний
- ГОСТ 9.912-89 Единая система коррозии и старения. Стали и коррозионностойкие сплавы. Методы ускоренных испытаний на стойкость к питтинговой коррозии
- ГОСТ 9.913-90 Единая система коррозии и старения. Алюминий, магний и их сплавы. Методы ускоренных коррозионных испытаний
- ГОСТ 9.914-91 Единая система коррозии и старения. Коррозионностойкая аустенитная сталь. Электрохимические методы определения стойкости к межкристаллитной коррозии
- ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю.
- ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу.
- ГОСТ 9045-93 Прокат листовой из низкоуглеродистой холоднокачественной стали для холодной штамповки. технические характеристики
- ГОСТ 9074-85 Сетки прорезные на штифт соединительный. Технические условия.
- Флюсы сварочные ГОСТ 9087-81. технические характеристики
- Бандаж стальной проволочный луженый ГОСТ 9124-85. технические характеристики
- ГОСТ 9161-85 Жгуты проводов. технические характеристики
- ГОСТ 9234-74 Листы стальные гнутые профильные с трапециевидным гофром. Ассортимент
- ГОСТ 9235-76 Профили термобаллонные для судостроения симметричные. Ассортимент
- ГОСТ 931-90 Листы и ленты латунные. технические характеристики
- Проволока стальная ГОСТ 9389-75 Пружина углеродистая. технические характеристики
- ГОСТ 9450-76 Измерение микротвердости вдавливанием алмазных наконечников.
- ГОСТ 9453-75 Штампы заготовочные из твердоспеченных сплавов для волочения проволоки и прутков круглого сечения.
- ГОСТ 9454-78 Металлы. Метод испытания на ударную вязкость при пониженных, комнатных и повышенных температурах.
- ГОСТ 9466-75 Электроды покрытые для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
- ГОСТ 9467-75 Электроды покрытые для ручной дуговой сварки конструкционных и жаропрочных сталей. типы
- ГОСТ 949-73 Баллоны стальные малого и среднего объема для газов до Рр = 19,6 МПа (200 кгс/см кв.). Технические условия.
- ГОСТ 9498-79 Слитки из алюминия и алюминиевых сплавов деформируемые плоские для прокатки. технические характеристики
- ГОСТ 9559-89 Листы свинцовые. технические характеристики
- Трубы стальные прецизионные ГОСТ 9567-75. Ассортимент
- ГОСТ 9583-75 Трубы, рукава напорные чугунные, изготовленные методом центробежного и полунепрерывного литья. технические характеристики
- ГОСТ 9651-84 Металлы. Метод испытания на ударную вязкость при пониженных, комнатных и повышенных температурах.
- ГОСТ 9721-79 порошок кобальтовый. Технические условия.
- ГОСТ 9722-97 Никель порошок. Технические условия.
- ГОСТ 9723-73 порошок оловянный. Технические условия.
- ГОСТ 9731-79 Баллоны стальные бесшовные большого объема = 24,5 МПа (250 кгс/см кв.) пп для газов. Технические условия.
- ГОСТ 977-88 Отливки стальные. Общие характеристики
- ГОСТ 9797-85 Рельсы контррельсовые РК50. размеры
- ГОСТ 9798-85 Рельсы контррельсовые РК65. размеры
- Порошок железный ГОСТ 9849-86. Технические условия.
- ГОСТ 9Проволока стальная 850-72, оцинкованная проволока для сердечников. технические характеристики
- ГОСТ 9870-61 Гвозди проволочные оцинкованные для кровли асбоцементной. Технические условия.
- Трубы бесшовные ГОСТ 9940-81 из жаропрочной стали. технические характеристики
- ГОСТ 9941-81 Трубы бесшовные холоднодеформированные и теплодеформированные из коррозионностойкой стали. технические характеристики
- ГОСТ 9960-85 Рельсы остряковые. технические характеристики
- ГОСТ 50065-92 Ферро. Экспериментальные методы оценки разброса качества и методы контроля точности выборки.
- ГОСТ 50066-92 Швеллер прессованный прямоугольного неравнополочного сечения из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 50067-92 Прессованные прямоугольного сечения из неравнополочных алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 50077-92 Профили угловые прессованные косоугольные из алюминиевых и магниевых сплавов. Ассортимент
- ГОСТ 50278-92 Трубы бурильные сварные с замками. технические характеристики
- ГОСТ 50379-92 Герметичность оборудования и устройств для газовой сварки, резки или аналогичных процессов. Допустимые скорости внешних утечек газа и метод их измерения
- ГОСТ 50402-92 Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, применяемые при газовой сварке, резке и подобных процессах. Основные понятия, общие требования и методы испытаний
- ГОСТ 50424-92 Сталь и чугун. Метод определения кальция.
- ГОСТ 50542-93 Металлы черные для верхнего строения пути. Термины и определения Проволока стальная
- ГОСТ 50566-93 для механических пружин. Общие требования
- ГОСТ 50567-93 стальная проволока для механических пружин из углеродистой холоднотянутой стали.
- ГОСТ 50575-93 Сварка. цинковое покрытие требованиям и методам испытаний покрытия.
- ГОСТ 50630-93 Висмут-207, Кадмий-109, Кобальт-57 циклотрон. марки
- ГОСТ 50664-94 Ультразвуковая техника. Рабочие частоты. Проволока
- ГОСТ 50708-94. Метод испытания на переменное кручение.
- ГОСТ 50724.1-94 Ферро. Материалы. Понятия и определения.
- ГОСТ 50724.2-94 Ферро. Отбор и подготовка образцов. Понятия и определения.
- ГОСТ 50724.3-94 Ферро. Ситовой анализ. Понятия и определения. Рельсы
- ГОСТ 50865-96. Метод испытаний на коррозионно-усталостную долговечность.
- ГОСТ 51013-97 Сплавы жаропрочные, коррозионностойкие, на никелевой основе прецизионные. Методы определения титана.
- ГОСТ 51045-97 Рельсы типов РП50, РП65 и РП75 для путей промышленного железнодорожного транспорта. Основные Характеристики.
- ГОСТ 51056-97 и высоколегированные стали. Атомно-эмиссионный спектроскопический метод определения вольфрама и молибдена
- ГОСТ 51164-98 Трубопроводы стальные. Общие требования к защите от коррозии.
- ГОСТ 51245-99 Трубы бурильные стальные универсальные. Общие характеристики
- ГОСТ 51285-99 Проволока фильтрующая скрученная с шестигранными ячейками для габионных конструкций. Технические условия.
- ГОСТ 51381-99 Заготовки из коррозионностойких сплавов на основе кобальта для ортопедической стоматологии. Общие характеристики
- ГОСТ 51393-99 Прокат листовой и холодногнутый из нержавеющей стали вагонного назначения. технические характеристики
- ГОСТ 51394-99 Прокат из нержавеющей стали для хирургических имплантатов. технические характеристики
- ГОСТ 51395-99 Стержни литые из сплава ХК62М6Л для искусственных суставов. технические характеристики
- ГОСТ 51396-99 Проволока из специального сплава для соединения силовых элементов и имплантируемых изделий для тела кости. Общие характеристики
- ГОСТ 5139Лента 7-99 и проволока из специальных сплавов для соединительных элементов и имплантируемых изделий для сердечно-сосудистой хирургии. Общие характеристики
- ГОСТ 51510-99 Трубы буровые разведочные. Типы и основные размеры
- ГОСТ 51568-99 Сита из металлической сетки. Технические условия.
- ГОСТ Р 51572-2000 Золото слитки мерные. Технические условия.
- ГОСТ Р 51573-2000 Трубы легированные латунные для теплообменников. технические характеристики
- ГОСТ Р 51682-2000 Обсадные и керновые для геологоразведочного бурения. технические характеристики
- ГОСТ Р 51685-2000 Рельсы железнодорожные. Общие характеристики
- ГОСТ Р 51704-2001 Слитки измерительные платины. Технические условия.
- ГОСТ Р 51713-2001 Слитки черных и цветных металлов. Допустимые уровни удельной активности гамма-излучающих радионуклидов. метод радиационного контроля.
- ГОСТ Р 51753-2001 Баллоны высокого давления для сжатого природного газа, используемого в качестве топлива для автомобильной техники. Общие характеристики
- ГОСТ Р 51767-2001 Заготовки из никелевых сплавов для ортопедической стоматологии. Общие характеристики
- ГОСТ Р 51776-2001 Трубы колонковые двойные для геологоразведочного бурения. Типы и основные параметры
- ГОСТ Р 51784-2001 Серебро мерное слитки. технические характеристики
- ГОСТ Р 51834-2001 Прутки прессованные из алюминиевого сплава повышенной прочности и повышенной пластичности. технические характеристики
- ГОСТ Р 52005-2003 Контроль неразрушающий. Метод магнитной памяти металла. Общие требования.
- ГОСТ Р 52079-2003 Трубы стальные сварные для магистральных трубопроводов, нефтепроводов и нефтепроводов. технические характеристики
- ГОСТ Р 52132-2003 Изделия из сетки для габионных конструкций. Технические условия.
- ГОСТ Р 52145-2003 Материалы композиционные на основе алюминиевой фольги. технические характеристики
- ГОСТ Р 52146-2003 Прокат листовой холоднокатаный и горячекатаный холоднокатаный с покрытием с непрерывными линиями. технические характеристики
- ГОСТ Р 52203-2004 Трубы насосно-компрессорные и муфты. технические характеристики
- ГОСТ Р 52204-2004 Жесть холодная черная и белая. технические характеристики
- ГОСТ Р 52222-2004 Флюсы сварочные для автоматической сварки. технические характеристики
- ГОСТ Р 52246-2004 Прокат листовой оцинкованный. технические характеристики
- ГОСТ Р 52318-2005 Трубы медные круглого сечения для воды и газа. технические характеристики
- ГОСТ Р 52366-2005 Чертежи локомотивов широкой колеи железных дорог. Типы и размеры.
- ГОСТ Р 52544-2006 Прокат арматурный сварной периодического профиля для армирования железобетонных конструкций. технические характеристики
- ГОСТ 52568-2006 Трубы стальные с наружным защитным покрытием для магистральных нефтегазопроводов. технические характеристики
- ГОСТ Р 52597-2006 Прутки латунные для механической обработки на станках. технические характеристики
- ГОСТ Р 52727-2007 Диагностика техническая. Акустико-эмиссионная диагностика. Общие требования.
- ГОСТ Р 52731-2007 Контроль неразрушающий. Акустический метод контроля стресса. Общие требования.
- ГОСТ Р 52764-2007 Материалы металлические. Метод испытаний на изгиб листов и лент толщиной 3 мм и менее.
- ГОСТ Р 52793-2007 Металлы драгоценные. Понятия и определения.
- ГОСТ Р 52802-2007 Сплавы никелевые жаропрочные гранулированные. Бренд.
- ГОСТ Р 52890-2007 Контроль неразрушающий. Метод контроля акустического напряжения в материале трубы. Общие требования
- ГОСТ Р 52891-2007 Контроль технологических процессов остаточных напряжений методом лазерной интерферометрии. Общие требования
- ГОСТ Р 52922-2008 Фитинги из меди и медных сплавов для соединения медных труб методом капиллярной пайки. Технические условия.
- ГОСТ Р 52927-2008 Прокат стальной для судостроения нормальной, повышенной и повышенной прочности. технические характеристики
- ГОСТ Р 52948-2008 Фитинги из меди и медных сплавов для соединения медных труб методом опрессовки. Технические условия.
- ГОСТ Р 52949-2008 — Фитинги переходные из меди и медных сплавов для соединения труб. Технические условия. Припои
- ГОСТ Р 52955-2008 для пайки капиллярных фитингов из меди и медных сплавов для соединения трубопроводных систем. Бренд.
- ГОСТ Р 53204-2008 Контроль неразрушающий. Акустический метод контроля переменных напряжений. Общие требования
- ГОСТ Р ИСО 10124-99 Трубы стальные бесшовные для работы под давлением и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Пучки ультразвукового контроля методом
- ГОСТ Р ИСО 10332-99 Трубы стальные бесшовные для работы под давлением и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности.
Технология фасонного вырезания кромок под сварку. Подготовка металла к сварке
TO Категория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264-80 («Ручная дуговая сварка. Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса а — острый угол между плоскостью скоса кромки и плоскостью торца. Когда обе кромки скошены, она устанавливается в пределах a=25±2°. При скашивании одной кромки угол скоса принимается равным а=45±2°. Скос кромок может быть односторонним и двусторонним, прямолинейным и криволинейным.
Угол скоса ((3) образован скошенными поверхностями двух стыкуемых частей изделия. Угол скоса выполняется при толщине металла более 3 мм. Отсутствие угла скоса может привести к отсутствию оплавления по сечению сварного соединения, а также к перегреву и выгоранию металла
Рис. 1. Элементы подготовки кромок под сварку:
а — угол скоса;П — угол разделки кромок;в — притупление кромки; в — зазор между соединяемыми кромками; s — толщина листа (детали)
При сварке толстого металла угол разделки позволяет производить сварку отдельными слоями, что улучшает структуру шва и снижает сварочные напряжения и деформации.
Притупление кромки (с) — нескошенная часть конца свариваемой кромки. Проводится для обеспечения стабильного процесса сварки при первом (корневом) слое шва. Отсутствие притупления кромок будет способствовать течению металла при сварке (прожогам). Величину притупления кромки чаще всего принимают равной 2 ± 1 мм.
Зазор между соединяемыми кромками (в) обеспечивает полное проплавление по сечению шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к плохому проплавлению корня и способствовать увеличению сварочных напряжений. Большое значение для качества сварки имеет равномерность зазора по всей длине шва, т. е. соблюдение параллельности свариваемых кромок. Величину зазора чаще всего принимают равной 2 ± 1 мм.
Сварку стыковых соединений деталей неодинаковой толщины с разностью, не превышающей значений, указанных в таблице, следует производить так же, как и деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для плавного перехода одной детали в другую допускается наклонное расположение поверхности шва.
Если разница в толщине свариваемых деталей превышает значения, указанные в таблице, скос должен быть выполнен с одной или обеих сторон большей толщины детали на толщину тонкой детали.
Рис. 2. Сварка и подготовка кромок листов неодинаковой толщины:
а — наклонное расположение поверхности шва; б — односторонний скос листа; в — двусторонний скос листа; г — скос листа с последующей обрезкой кромок
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Скос кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, снижая напряжения в сварной конструкции.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между соединяемыми кромками (в) до 4 мм с одновременным уменьшением угла скоса а) на 3°.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
, но не более 3 мм — для деталей толщиной 10-100 мм.
Технология — совокупность технологических процессов и значений их параметров при производстве продукции. Различают технологии изготовления сварных конструкций, включающие все этапы от раскроя заготовок до приемо-сдаточных испытаний, и технологию сварки, включающую процессы подготовки кромок, сборки, сварки и термической обработки.
Подготовка кромок . Вид подготовки кромок (табл. 9.1) зависит от толщины свариваемых деталей. При толщине металла 0,5…2 мм подготовка сводится к зачистке или отбортовке кромок. Стыковая сварка осуществляется без присадочного материала. При толщине 1…4 мм обрезанные кромки собираются с зазором и сварка осуществляется с использованием присадки. При толщине металла более 5 мм выполняется V-образная разделка кромок. Для металла толщиной более 10 мм применяют Х-образную резку.
Таблица 9.1
Варианты подготовки кромок
Подготовка кромок — придание свариваемым кромкам требуемой формы. Обработка кромок, осуществляемая механической или газотермической резкой, должна обеспечивать определенные параметры их фаски и притупления.
Скос кромки — прямолинейный косой срез свариваемой кромки.
Притупление кромки — нескошенная часть конца кромки, подлежащая сварке.
Форма кромок с V-образным пазом показана на рис. 9.1.
Рис. 9.1. Параметры V-образной канавки:
а — угол наклона режущих кромок; р — угол скоса кромки; б — зазор между свариваемыми деталями; в — притупление кромки
Угол скоса α — угол между скошенными кромками свариваемых деталей.
Угол скоса β заключен между плоскостью скоса кромки и плоскостью торца.
Перед сборкой участок шириной 20…30 мм, расположенный у свариваемых кромок, необходимо очистить от ржавчины, грязи, краски и окалины.
Сборка . Сборку изделия под сварку производят либо в специальных приспособлениях — кондукторах, жестко фиксирующих взаимное положение деталей (рис. 9.2), либо путем наложения прихваток.
Рис. 9.2. Сборка стыка труб в проводнике: 1 — эксцентрик; 2 — муфта; 3 — ручка; 4 — упоры; 5 — трубы сварные
прихватки — это короткий шов, предназначенный для фиксации свариваемых деталей в определенном положении относительно друг друга.
Правила соединения деталей прихватками:
- прихватки должны наноситься сварщиком, который впоследствии будет сваривать конструкцию;
- прихватки выполняются на тех же режимах, что и сварка;
- прихватки должны быть нанесены снаружи изделия;
- прихватки не должны иметь подрезов, трещин, пор, непроваров и других дефектов;
- дефектные прихватки удаляют механическим способом и заменяют новыми;
- перед сваркой прихватки очищают от шлака, флюса и других загрязнений;
- при сварке прихватки должны быть удалены или переплавлены;
- последовательность прихваток для различных конструкций показана на рис. 9.3.
Рис. 9.3. Прихваточная последовательность (1-8):
а — швы малой и средней длины; б — окружные швы; в — длинные швы
Взаимное сочетание свариваемых элементов определяет существующие виды сварных соединений.
Соединение встык применяется при необходимости изготовления плоской конструкции заданных размеров из отдельных листов. Иногда такую конструкцию после сварки формируют штамповкой или прокаткой в цилиндрическое или эллиптическое изделие.
Кромки встык готовят различными стандартными способами (табл. 2.1, рис. 2.1) в зависимости от толщины свариваемых листов и вида сварки.
Рис. 2.1. Виды подготовки кромок стыковых соединений: а — с отбортовкой; б — без нарезки; в — с V-образной нарезкой; Г — с Х-образной нарезкой; д — с П-образной разделкой
При соединении металла толщиной до 3 мм кромки завальцовывают (рис. 2.1, а), и затем их сваривают, как правило, без присадочного материала неплавящимся электродом — графитовым или вольфрамовым, в зависимости от свойств металла. Этот метод применяется при изготовлении неответственных конструкций, не воспринимающих значительных усилий и нагрузок в процессе эксплуатации (коробки, воздуховоды, корпуса вентиляторов, электрические шины и т.п.).
Государственные стандарты на основные виды сварных швов и сварных соединений, их конструктивные элементы и размеры
Таблица 2.1
Стандарт | ||
Дуга в защитном газе Электрошл- | ГОСТ 14771-76 «Дуговая сварка в защитных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры» ГОСТ 15164-78 Сварка электрошлаковая. Соединения сварные. Основные типы, конструктивные элементы и размеры» | |
Стали и сплавы на железоникелевой и никелевой основе | Ручная дуга | ГОСТ 5264-80 «Сварка ручная дуговая. Соединения сварные. |
погруженный в воду | ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры» | |
То же, под острыми и тупыми углами | Дуга в защитных газах | ГОСТ 23518-79 «Дуговая сварка в защитных газах. Соединения свариваются под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» |
Углеродистые и низколегированные стали | Автоматические и полуавтоматические погружные под острыми и тупыми углами | ГОСТ 11533-75 «Автоматическая и полуавтоматическая сварка под флюсом. Соединения свариваются под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» |
Конец таблицы. 2.1
Свариваемые соединительные материалы | Стандарт | |
Углеродистые и низколегированные стали (толщиной до 60 мм включительно) | Расходуемый электрод с ручной дугой во всех пространственных положениях | ГОСТ 11534-75 «Сварка дуговая ручная. |
Арматура и закладные изделия из сортовой и проволочной арматурной стали диаметром от 3 до 10 мм, листового проката в производстве ЖБИ, монолитных и сборных железобетонных конструкций | Контакт и дуга | ГОСТ 14098-91 «Арматура сварная и закладные железобетонных конструкций. Типы, конструкции и размеры» |
Стали, медные, алюминиевые и никелевые сплавы | точка, | ГОСТ 14776-79 «Сварка дуговая. Сварные точечные соединения. Основные типы, конструктивные элементы и размеры» |
Трубопроводы стальные (кроме соединений, применяемых для изготовления труб из листового или полосового металла) | ГОСТ 16037-80 «Соединения трубопроводов стальные сварные. Основные типы, конструктивные элементы и размеры» | |
Двухслойная коррозионностойкая сталь | ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионностойкой стали. |
Перечислены в табл. 2.1 нормы регламентируют для металла разной толщины вид соединения, форму и размеры подготовки кромок, характер сварного шва, форму и конструктивные элементы его поперечного сечения, условное обозначение сварного соединения. Стандарты определяют конструктивные элементы кромочной подготовки и возможные отклонения их основных размеров, а также размеры швов и предельные отклонения их параметров.
При возможности полной сварки с одной или обеих сторон разделку не выполняют (рис. 2.1, б) но при невозможности надежно заварить корень шва с обеих сторон выполняют разделку кромок ( рис. 2.1, в, д) механическими или термическими методами (электровоздушная, газовая или плазменная обработка). Его основные параметры показаны на рис. 2.2.
Иногда резку выполняют для того, чтобы разместить в ней лишний электродный металл, особенно при сварке. угловые швы.
Рис. 2.2. Параметры разделки клиновидного стыка: а — зазор; б — тупость; а — угол раскрыва кромки
-фасонная разделка осуществляется при небольшой толщине свариваемых листов (до 20 мм) в случае невозможности двусторонней сварки, например, при выполнении продольного или кольцевого шва в труба небольшого диаметра. Затем для качественного формирования корня шва применяют сменные или остающиеся прокладки. Провар корня шва используется также в положении «на весу» вольфрамовым электродом без добавки. Недостатком такой резки являются повышенные напряжения и деформации в конструкции.
Крестообразный разрез выполняют при сварке металла толщиной 20-40 мм. При этом достигается более высокая производительность (требуется меньше наплавленного электродного металла, чем при V-образной канавке). Преимуществом также является снижение напряжений и деформаций за счет симметричной формы паза.
У фасонная резка применяется для сварки металла толщиной более 40 мм. Этот раздел самый сложный. Сварка металла таких толщин осуществляется в основном механизированными способами.
Сварку деталей разной толщины выполняют как для деталей одинаковой толщины, если разность толщин не превышает значений, приведенных в ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 4771-76, ГОСТ 16098- 80. Так, при ручной дуговой сварке (ГОСТ 5264-80) для тонких деталей толщиной 1-20 мм допустимая разница составляет 1-2 мм, а для толщин 21-30 мм этот показатель достигает 3 мм. При автоматической сварке под флюсом (ГОСТ 8713-79) для толщин тонкой детали 5-30 мм допускается разница 2 мм, а при сварке в среде защитных газов (ГОСТ 14771-76) для толщин тонкой детали часть от 4 до 40 мм, соответственно от 2 до 4 мм.
При сварке деталей неодинаковой толщины конструктивные элементы подготовки кромок и размеры сварного шва необходимо выбирать по большей толщине. При больших перепадах на деталях большей толщины необходимо делать фаску с одной или двух сторон на толщину тонкой детали. При этом конструктивные элементы подготовленных кромок и размеры сварного шва выбирают по меньшей толщине.
При сварке стыковых соединений (за исключением труб) по ГОСТ 5264-80, ГОСТ 8713-79и ГОСТ 14771-76 допускаются смещения свариваемых кромок относительно друг друга. Смещение 5 равно 0,5 мм при толщине детали от 5 до 4 мм и 6 = 1,1 мм при 4-10 мм. Если толщина S = 10-100 мм, то смещение равно 0,15, но не более 3 мм и 5 = 0,01S + 2 при S > 100 мм, но не более 4 мм.
Соединение внахлестку Металл сварного шва толщиной до 20 мм. Такое соединение применяют вместо стыкового, когда ставится заплатка небольшой площади или затруднена подгонка листов, например, при сварке под водой. Производительность такого соединения ниже, чем у стыкового, из-за дополнительного изгибающего момента. Соединения внахлестку применяют при установке армирующих дублирующих листов, толщина которых не меньше основных, под механизмы и устройства, при футеровке емкостей и других элементов аппаратов коррозионностойким металлом. В этих случаях выполняется шов по периметру листа, а также прорезные швы или электрические заклепки для фиксации по всей поверхности.
Фасонка (рис. 2.3, а) выполняют, когда необходимо сформировать объемную конструкцию типа котла, короба, бака, балки большого сечения и т.п. При этом угол между соединяемые части могут быть прямыми, тупыми или острыми. При необходимости провара на всю толщину выполняется резка, как и при стыковых соединениях.
Рис. 2.3. Угловое (а) и тройниковое (б) соединения
Тройниковое соединение (рис. 2.3, б) применяют для усиления плоских листовых панелей ребрами жесткости и придания им устойчивости (профили, образующие корпус корабля, прямостенные цистерны и др.). Ребра жесткости в виде уголка или клейма следует устанавливать на лист только стеной и приваривать к нему односторонним сплошным швом или двусторонним прерывистым швом, выполненным цепочкой или в шахматном порядке. Не рекомендуется использовать в качестве ребер жесткости такие профили, как двутавр, швеллер или уголок, сваренный с полкой. Это увеличивает объем сварочных работ, приводит к утяжелению конструкции и развитию коррозионных процессов под полкой профиля.
При сварке угловых швов регламентируются допускаемая вогнутость и выпуклость швов; ГОСТ 5264-80, ГОСТ 8713-79 и ГОСТ 14771-76 ограничивают вогнутость шва до 30% катета шва К, , но не более 3 мм, выпуклость шва допускается такой же, при условии, что это не уменьшает предполагаемую длину ноги. По ГОСТ 16098-80 при сварке в нижнем положении вогнутость в зависимости от катета шва ЛГ не должна превышать 1,5 мм на К 5 мм; 2,5 мм при 5 мм до 10 мм; 3,5 мм у ДО > 10 мм. Если сварку выполняют в других пространственных положениях, допускается увеличение вогнутости на 1 мм.
Высота катетов углового шва по ГОСТ 5264-80 и ГОСТ 8713-79 определяется на стадии проектирования сварной конструкции, но не должна превышать 3 мм для деталей толщиной до 3 мм и не более в 1,2 раза больше толщины более тонкой детали при сварке металла толщиной более 3 мм. Предельные отклонения размеров каждой из сторон углового шва от номинального значения должны составлять 1 мм при К 5 мм и 2 мм при К > 6 мм.
Минимальные размеры угловых швов по ГОСТ 5264-80 и 8713-79 приведены в табл. 2.2.
Минимальные размеры участков угловых швов для более толстого сварного элемента
В таблице 2.2
ГОСТ 11969-93 установлены основные пространственные положения сварки (нижний, вертикальный, горизонтальный, потолочный и наклонный) и их обозначения для сварных швов которые выполняются сваркой плавлением в один или несколько слоев.
Контрольные вопросы
- 1. Какие виды сварных соединений применяются? Где они применяются?
- 2. Как подготавливаются кромки к сварке? Перечислите достоинства и недостатки отдельных видов подготовки.
- 3. Для чего нужны режущие кромки?
- 4. Какие параметры разделки кромок зависят от вида сварки?
- 5. Что такое угол скоса? Чему оно равно?
- 6. Почему края собраны с зазором?
- 7. От чего зависит степень притупленности?
- 8. Почему не рекомендуется использовать для ребер жесткости профили типа швеллера, двутавра или уголка, приваренного полкой к панели?
- 9. Как выбирается размер участка углового сварного шва?
Основными видами соединений, выполняемых электродуговой сваркой, являются стыковые (С), угловые (У), тавровые (Т) и внахлестку (Н). Основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной сваркой металлическими электродами при толщине свариваемого изделия до 175 мм, регламентирует ГОСТ.
Итак, на рис. 4.1 показаны примеры стыковых и угловых соединений. Стыковое соединение характеризуется следующими параметрами: ширина шва е , глубина проплавления h , высота прироста q , толщина шва H . Угловой шов k .
а — соединение встык; б — угловое соединение
Рисунок 4.1 — Сечение сварного шва
Условные изображения и обозначения сварных соединений на чертежах устанавливаются ГОСТ. Согласно ГОСТ в зависимости от толщины свариваемого металла для каждого вида соединения устанавливается определенная форма подготовки кромок под сварку (форма разделки).
На рис. 4.2, например, показаны основные разновидности формы для подготовки кромок стыковых соединений по ГОСТ. Основными конструктивными элементами кромочной подготовки являются: угол раскрытия, величина притупления из , величина зазора из (рис. 4.2).
Ф с и
а — с отбортовкой; б — без скошенных кромок; в — со скосом
одна кромка; г — с криволинейным скосом одной кромки;
д — с двумя скосами одной кромки; д — с двумя криволинейными
скосами одной кромки; г — со скошенными краями; з — с двумя
симметричными скошенными кромками; а — с двумя симметричными
криволинейными скошенными кромками
Рисунок 4.2 — Форма подготовки кромок стыковых соединений
подготовка кромок, швов и стыков постоянно решается. В общем виде подготовка кромок необходима для получения качественных швов и стыков. Сюда относится, прежде всего, получение сварных швов заданной формы, т. е. с геометрическими размерами, соответствующими размерам, указанным ГОСТом. Подготовка кромок под сварку, сборка без фаски кромок с обязательным зазором применяются для обеспечения провара свариваемых элементов на всю их толщину.
Технология электродуговой сварки заготовок без специальной подготовки кромок во многих случаях является более прогрессивной и экономичной, так как в этом случае не требуется механической обработки кромок, связанной с выносом металла в отходы и трудозатрат; при последующей сварке, как правило, швы имеют меньшую площадь поперечного сечения и, следовательно, меньшую массу наплавленного металла, поэтому требует минимального расхода покрытых электродов, электроэнергии и минимального ручного труда сварщика.
В связи с этим в качестве основных показателей при оценке эффективности выбора формы подготовки кромок следует рассматривать:
— площадь поперечного сечения или массу снимаемого с кромок металла и трудоемкость обработки;
— площадь поперечного сечения или погонная масса наплавленного металла шва.
Чем меньше масса снимаемого с кромок металла и масса наплавленного металла шва при заданном качестве сварного соединения, тем экономичнее вид подготовки кромок.
Сварное соединение по ГОСТу имеет условное буквенное обозначение, в котором буква указывает на вид соединения, цифра или цифра — порядковый номер, соответствующий определенной подготовке кромок. Например, условное обозначение С17 обозначает стыковое соединение с V-образным односторонним скосом кромок, применяемое при толщине металла 3…60 мм. Если в таком соединении применяется шов с корневой сваркой, то его обозначают С18 и т. д. ГОСТ устанавливает сорок разновидностей стыковых (С1 — С40), десять угловых (У1 — У10), восемь тавровых (Т1 — Т8) и две стыки внахлест.
Каждый метод сварки плавлением имеет свою проварную способность и максимальную толщину металла, свариваемого за один проход без разделки кромок. Например, при ручной дуговой сварке покрытыми электродами за один проход можно расплавить 5…7 мм. При сварке деталей большей толщины необходимо разделывать кромки, чтобы иметь возможность расплавить сначала корневой слой, а затем, заполняя остальную часть разделки, сваривать стык по всей толщине, а также при необходимости регулировать химический состав сварного шва. Обрезка кромок — придание свариваемым кромкам необходимой формы путем удаления части металлических кромок. Но и разделку кромок приходится делать для обеспечения качественной изнаночной стороны шва при односторонней сварке без подкладок в весе.
Форма кромочной заготовки с прямолинейным наклонным срезом кромок и сборка их под сварку характеризуются четырьмя основными конструктивными параметрами (рис. 4.1): зазор — б , тупость — из (нескошенная часть торца кромки), угол скоса — (острый угол между плоскостью скоса кромки и плоскостью обуха) и угол скоса — ( угол между скошенными кромками свариваемых деталей), равный или 2. Проточка кромок обеспечивает доступ электрода и дуги вглубь шва для полного проплавления кромок на всю их толщину. Поскольку форма канавки определяет количество дополнительного металла, необходимого для заполнения канавки, цель состоит в том, чтобы сделать площадь канавки как можно меньше. Сварные соединения с Х-образный паз для двухсторонней сварки имеют преимущества перед соединениями с клиновым пазом для односторонней сварки, так как при одинаковой толщине свариваемого металла объем наплавленного металла и расход сварочных материалов (электроды, электродная проволока и флюс ). Параметры подготовки кромок являются важными характеристиками сварного соединения, от которых зависят качество, экономичность, прочность и работоспособность свариваемого изделия, поэтому для каждого способа сварки и для каждой группы изделий (объектов) они определяются ГОСТами, отраслевыми стандартами. и нормативные документы на выполнение сварочных работ на заданном объекте.
Рис. 4.1. Конструктивные параметры разделки кромок и сборки под сварку: б — зазор; в — притупление кромки; — угол скоса кромки; — угол скоса
Конструктивные элементы швов . Швы сварных соединений стандартизированы. Шов, размеры которого стандартом не установлены, называют нестандартным и изображают на чертеже с указанием размеров и допусков (рис. 4.2).
Нестандартные швы обычно рассчитываются. Границы шва — сплошные толстые линии, а структурные элементы паза — сплошная тонкая линия. Стандартные швы изображают на чертеже (рис. 4.2) сплошной толстой линией (видимой) и ломаной линией (невидимой). В разрезе стандартный шов не показан.
Размеры и допуски стандартных швов указаны в соответствующих ГОСТах. Стандарты подразделяются: по видам сварки, по материалам, по взаимному расположению свариваемых деталей и по конструктивным особенностям деталей.
По видам сварки:
ГОСТ 5264-80 — ручная дуговая сварка (ДРС) устанавливает основные виды, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основе, выполняется ручной дуговой сваркой покрытыми электродами толщиной от 1 до 175 мм во всех пространственных положениях. Настоящий стандарт не распространяется на сварные соединения стальных трубопроводов.
ГОСТ 8713-79 — «Дуговая сварка под флюсом. Соединения сварные» распространяется на соединения сталей, а также сплавов на железоникелевой и никелевой основе, выполняемые дуговой сваркой под флюсом, и устанавливает основные виды, элементы конструкции и размеры сварных соединений.
Стандарт распространяется на автоматическую и механизированную сварку под флюсом на массе, на флюсе, флюсовой меди и оставшейся футеровке, на медном ползунке и на подкладочном шве стыковых, нахлесточных, угловых и тавровых соединений толщиной от 1,5 до 160 мм.
ГОСТ 14771-79 — «Дуговая сварка в защитных газах. Сварные соединения» устанавливает основные виды, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основе, выполняемых дугой. сварка плавящимся электродом в углекислом газе и его смесях с кислородом, в инертных газах и их смесях с углекислым газом и кислородом, а также неплавящимся электродом в инертных газах с присадочным металлом и без него.