Обработка кромок металла. | МеханикИнфо

Для обработки кромок профильного и листового металлопроката существует много различных способов автоматических и ручных. Все зависит от технических условий, характера производства и назначения материала.
Обработка кромок производится для получения надлежащей их чистоты и точности. Кромки подготовляются под сварку, чеканку для точной пригонки деталей, для удаления слоя металла вдоль кромок в случае его повреждения при резке на ножах или автогенной резке.
Инструмент для обработки кромок.
Ручная обработка кромок выполняется зубилом (рис. 1) или крейцмейселем (рис. 2).
Форма и материал зубила.
Зубила, изготовленные из углеродистой и инструментальной сталей марок У7А или У8А овального или многогранного сечения представляют собой стержень, один конец которого оттягивается и затачивается. Заточенная кромка зубила называется лезвием. Второй конец зубила, который имеет форму, слегка сведенную на конус, называется головкой.
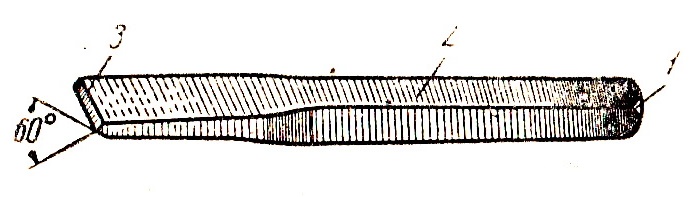
Рис. 1. Зубило:
1 — головка; 2 — стержень; 3 — лезвие.
Длина зубила.
По величине зубило должно иметь длину от 100 до 200 мм, при толщине от 8 до 20 мм и длине режущей кромки от 5 до 25 мм.
Длина крейцмейселя.
Крейцмейсель имеет длину от 150 до 200 мм, при длине режущей кромки от 2 до 15 мм.
Какие работы выполняют крейцмейселем?
Крейцмейсель предназначается для прорубания узких канавок и, так же как и зубило, состоит из стержня, лезвия и головки. Во избежание заклинивания лезвие делается шире оттянутой части стержня.
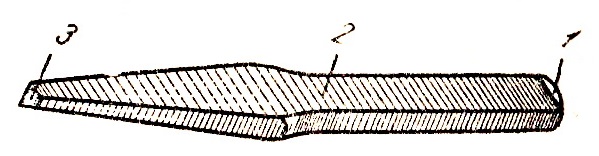
Рис. 2. Крейцмейсель:
1—головка; 2 — стержень; 3 — лезвие.
Как сделать зубило?
Рабочие должны следить за исправным состоянием головок зубил и круйцмейселя, иначе это может привести к травматизму рук. Чтобы этого не произошло, нужно правильно сделать зубило. Для этого необходимо произвести отжиг, а после опилить режущие части и головки. Угол режущей части проверяется по шаблону. Затем проводят закалку до необходимой твердости путем нагрева до 700 — 800°, с охлаждением в воде.
Заточка зубила.
Угол заточки зубила применяют для рубки чугуна и стали (твердой) в 70 — 750, для твердой бронзы до 70°, для стали средней твердости 60° и для меди и латуни 45°.
Для нанесения ударов при рубке применяется молоток. Молоток должен быть исправным и плотно насажен на ручку.
При вырубании из листов деталей, имеющих фигурные очертания, или при разрубке профильного металла прорубают крейцмейселем канавку в несколько проходов (в зависимости от толщины металла), снимая за каждый проход слой стружки толщиной от 1.5 по 2.5 мм.
Ручная обработка кромок применяется в исключительных случаях.
Резка и другие способы подготовки кромок
Резка материалов — процесс разъединения материала на части, размеры которых являются основой для получения элемента конструкции, а также для удаления некоторых объемов материала для получения заданной формы и размеров детали. Одной из разновидностей резки материалов является подготовка кромок материала под сварку. Как правило, для наиболее широкого применяемых методов сварки для подготовки металлических элементов под сварку разделку кромок осуществляют, если их толщина превышает 5 мм. При толщине до 5 мм сварку могут осуществлять без разделки кромок с зазором (для лучшего провара) или без зазора, если тепловая энергия источника нагрева достаточна для провара материала. Резка материалов может осуществляться механическим оборудованием (гильотинные и вибрационные ножницы, токарные, строгательные и фрезерные станки, механические ножницы), газопламенным способом, электродуговыми, газоэлектрическими и лучевыми методами.
Обзор процессов подготовки кромок
Механическая резка материалов основана на преодолении их сопротивления противостоять воздействию более твердого материала (инструмента). Механическая резка отличается от других методов резки более точным изготовлением детали нужных размеров и форм. С увеличением толщины характеризуется снижением производительности и низкой экономичностью. Механическая резка практически не используется применительно к деталям криволинейной и сложной формы. При подготовке кромок может использоваться на заключительной стадии, когда производится доводка детали до нужного размера и формы или для удаления продуктов других процессов с поверхности, которая подлежит сварке.
Пламенная резка является самим распространенным видом обработки металлов. Особенно получила распространение кислородная резка металлов, широко применяющаяся в металлургической и машиностроительной промышленности. Процесс кислородной резки основан на сгорании металла (стали и сплавы титана) в струе кислорода и удалении этой струёй образующихся окислов. При этом осуществляется непрерывный подогрев металла газовым пламенем. Процесс резки начинается с нагревания металла в начальной точке реза до температуры, достаточной для воспламенения (начала интенсивного окисления) данного металла в кислороде, которая несколько ниже температуры его плавления. Так для низкоуглеродистой стали температура воспламенения составляет 1350°С – 1360°С. С повышением содержания углерода или других легирующих элементов эта температура понижается. Нагрев осуществляется подогревающим пламенем, образуемым при сгорании горючего газа или жидкости в кислороде. Когда температура нагрева металла достигает требуемой величины, пускается струя технически чистого (98 — 99 %) кислорода. Время нагрева зависит от вида горючего газа или жидкости. Наименьшее время подогрева у ацетиленово-кислородного пламени. Струю кислорода, выходящего обычно из центрального канала мундштука и идущего непосредственно на сжигание металла и удаление окислов, принято называть струёй режущего кислорода в отличие от кислорода подогревающего пламени, выходящего в смеси с горючим газом из дополнительных сопел для подогрева. Направленный на нагретый участок металла режущий кислород вызывает немедленное интенсивное окисление верхних слоев металла, которые, сгорая, выделяют значительное количество теплоты и нагревают до воспламенения в кислороде лежащие ниже слои. Таким образом, процесс горения металла в кислороде распространяется по всей толщине разрезаемого листа или заготовки. Образующиеся при сгорании металла окислы, будучи в расплавленном состоянии, увлекаются струёй режущего кислорода и выдуваются ею из зоны реакции. Стекая в образуемый в металле разрез и соприкасаясь с лежащими ниже слоями металла, окислы отдают металлу часть своей теплоты, производя дополнительный подогрев его и способствуют непрерывности процесса резки.
Газовой резке поддаются не все металлы, а только те из них, которые удовлетворяют следующим основным условиям:
1. Температура плавления металла должна быть выше температуры его воспламенения в кислороде. Считается, что сталь, содержащая до 0,45% С и его эквивалента, хорошо поддается газокислородной резке, свыше 0,45% С и до 0,7 % Сэкв удовлетворительно и нуждается в подогреве, свыше 0,7 % С экв плохо режется.
2. Температура плавления окислов металла должны быть ниже температуры плавления самого металла и температуры, которая развивается в процессе резки данного металла. Примером таких металлов, окислы которых имеют температуру плавления на много выше температуры плавления самого металла, могут служить высокохромистые и хромоникелевые стали, на поверхности которых образуется окисел хрома Cr2O3 с температурой плавления 2000°С; сплавы алюминия, образующие окисел алюминия Аl2О3 с температурой плавления 2050°. Все эти металлы обычному процессу газовой резки не поддаются.
В таблице ниже приведены температуры плавления наиболее распространенных в технике металлов и их окислов.
| Металл | Температура плавления металла (°С) | Окись металла | Температура плавления окиси металла (°С) |
| Железо | 1535 | Закись железа | 1370 |
| Малоуглеродистая сталь | 1500 | Закись железа | 1370 |
| Высокоуглеродистая сталь | 1300-1400 | Закись железа | 1370 |
| Высокохромистые и хромоникелевые стали | Окись хрома Cr2O3 | 2000 | |
| Серый чугун | 1200 | Закись железа | 1370 |
| Медь | 1083 | Окись меди | 1230 |
| Алюминий | 660 | Окись алюминия | 2050 |
| Цинк | 419 | Окись цинка | 1800 |
Примечание. Для сплавов приведенные температуры являются ориентировочные.
3. Количество теплоты, выделяющейся при сгорании металла в кислородной струе, должно быть достаточно для поддержания непрерывного процесса резки. При резке листовой малоуглеродистой стали количество теплоты развивающейся при сгорании железа и его примесей, составляет 70 % , а количество теплоты, вводимой в металл подогревающим ацетилено-кислородным пламенем, всего лишь 30% общего количества теплоты, выделяемой в процессе резки.
4. Теплопроводность металла не должна быть слишком высокой. В противном случае теплота подогревающего пламени будет недостаточной для воспламенения металла и процесс или не начнется, или будет прерываться. Примером могут служить такие теплопроводные металлы как медь и алюминий и их сплавы, резка которых затруднена.
5. Образующиеся окислы должны быть жидкотекучими. В противном случае шлак — продукт резки будет плохо удаляться из зоны резки и будет тормозить процесс резки. Так, например, чугун, содержащий кремний, плохо поддается резке в том числе и по причине образования окисла кремния SiО2, обладающего значительной тугоплавкостью и большим температурным промежутком изменения вязкости.
6. В металле, подвергаемом газовой резке, должно быть ограниченно количество примесей, препятствующих процессу резки (С, Сr, Si, и др.) и повышающих закаливаемость стали (Мо, W и др.).
При содержании углерода свыше 0,7% процесс газовой резки протекает с трудом, требует предварительного подогрева стали до Т = 400 — 700 °С, и делается совершенно невозможным при содержании углерода более 1..1,2%. Препятствие процессу резки высокоуглеродистых сталей и чугунов возникает также из-за значительного образования СО и CO
Подогрев металла до его воспламенения может быть осуществлен любым способом, при котором поверхность изделия на небольшом участке может быть нагрета за возможно короткий срок до температуры 1300 — 1350°С. Требование к подогревающему пламени и эффективность подогрева им металла в начале и в процессе резки определяются такими параметрами:
Кислородно — флюсовая резка (КФР)
Применяют КФР при резке высоколегированных сталей, чугуне, сплавов меди и алюминия, зашлакованного металла, а также огнеупоров и железобетона. Процесс КФР основан на введении в зону реакции порошкообразного флюса, выделяющего дополнительное количество теплоты в резе за счет сгорания в кислородной струе металлических порошков.
Флюс из бункера подается к месту реза или непосредственно режущей струёй кислорода или кислородной струёй низкого давления, а затем в головке резака эта струя приходит инжектор и увлекается кислородом более высокого давления.
Дуговая резка
Дуговой или электрической резкой называют способы проплавления материала по заданной траектории с использованием теплоты, выделяемой электрическими источниками энергии. При этом могут быть применены нагрев электрической дугой (угольным, графитовым или металлическим электродом), контактным сопротивлением индукционный (резка с растяжением безгазовым способом или с применением кислорода или воздуха).
Плазменная резка
Сущность способа состоит в плавлении металла обрабатываемого объекта сжатой плазменной дугой и интенсивном удалении расплава струёй плазмы. Поток плазмы получают в плазмотронах. Для возбуждения плазмогенерирующей дуги служит электрод, располагаемый в дуговой камере. Столб дуги ориентируется по оси формирующего канала и заполняет практически все его сечения. В дуговую камеру подают рабочий газ (плазмообразующую среду). Газ, поступая в столб дуги, заполняющий формирующий канал, превращается в плазму. Вытекающий из сопла поток плазмы стабилизирует дуговой разряд. Газ и стенки формирующего канала ограничивают сечение столба (сжимают его), что приводит к повышению температуры плазмы до 20000…30000°С. Применяют две схемы плазмообразования с использованием дуги прямого действия и косвенную дугу, когда объект обработки не включают в электрическую цепь.
В качестве рабочих плазмообразующихся сред при плазменно-дуговой резке используют азот, его смеси с водородом, кислород и его смеси с азотом, в особенности — сжатый воздух, иногда применяют гелий, углекислый газ, аммиак и воду.
Для резки стали наиболее целесообразно применение кислородосодержащих газов, в особенности сжатого воздуха. В результате поглощения кислорода металлом на поверхности реза в стали происходит растворение кислорода, снижающее температуру ее плавления, и развиваются экзотермические реакции окисления железа, обеспечивающие дополнительный приток теплоты.
Наряду с этим, расплавленный металл на кромках реза заметно насыщается другими газами, содержащимися в плазмообразующей и, отчасти, в окружающей среде. При этом может происходить выгорание легирующих элементов, заметное снижение их содержания у кромок и снижение прочностных, антикоррозионных и других свойств металла. Резка в водородсодержащих средах нередко сопровождается насыщением металла у кромок водородом. При воздушно-плазменной резке металл литого участка на кромках разрезаемой стали существенно насыщается азотом. Эти факты приводят к тому, что при последующей сварке таких кромок в сварных швах может возникнуть пористость.
Электронно-лучевая и лазерная резка
Находят применение и лучевые методы резки. Если в пятне нагрева концентрируется удельная мощность порядка 1х103 — 1х107 Вт/см2 то в нем происходит интенсивный разогрев металла выше его температуры плавления. Электронно-лучевая и лазерная резка металлов основана на эффекте воздействия концентрированного потока энергии на поверхность тел. При этом часть потока энергии частично отражается от поверхности, а остальная часть энергии поглощается в тонком поверхностном слое, вызывая его нагрев, последующее плавление, горение, испарение и удаление расплава из зоны реза.
Резка водяной струей — альтернативный вид резки материалов, использующий кинетическую и динамическую энергию водяного потока. Поток формируется в специальном устройстве, основным элементом которого является сопло равного сопротивления. Вода подается в резак под возможно большим давлением. При резке развивается реактивная сила отдачи. В связи с этим резаки комплектуются различными устройствами для уравновешивания или скользящими креплениями к разрезаемому материалу. Могут использоваться различные — активные жидкости или добавки твердых дисперсных частиц, которые повышают производительность процесса.
Строжка дуговая и пламенная
Поверхностная резка находит весьма широкое применение в металлургической и металлообрабатывающей промышленности, в частности при удалении местных поверхностных дефектов в стальном литье и полупрокате, где производится снятие слоя металла с поверхности нагретых блюмов или слябов, а также в сварочном производстве при удалении местных дефектов в сварных швах, для подготовки кромок под сварку. При газопламенной строжке (струя кислорода подается к поверхности обработки под острым углом 20 — 30 °).На поверхности реза остается канавка, имеющая в поперечном сечении полукруглую или параболическую форму. Газопламенную строжку выполняют одной кислородной струёй в несколько проходов или в один проход одновременно несколькими струями. Для поверхностной резки хромистых сталей используют кислородно-флюсовую резку. Для этой цели используется дуговая воздушно — дуговая резка.
Здоровье и безопасность
При резке металлов воздушная среда производственных помещений может загрязняться аэрозолями, содержащими пыль, вредные газы и пары (газообразные фтористые и хлористые соединения, окись углерода, окислы азота, озона), а также окислы металлов. Применение открытого газового пламени, открытых дуг и струй плазмы, наличие брызг жидкого металла и шлака при резке не только создают возможность ожогов, но и повышают опасность возникновения пожаров. Работа электронно-лучевых установок связана с образованием мягкого рентгеновского излучения.
Мощное ультрафиолетовое или световое излучение сварочной дуги и плазмы при воздействии на глаза работающего может вызвать электроофтальмию, а при длительном воздействии инфракрасного излучения может развиться помутнение хрусталика — катаракта.
При выполнении резки металлов необходимо знать условия и требования, предъявляемые по охране труда и техники безопасности, изложенные в «системе стандартов безопасности труда», в правилах техники безопасности и производственной санитарии при выполнении всех видов работ в сварочном производстве.
Сборник металла под сварку. Для чего выполняется обработка кромок при сварке? Выбор режима сварки
Сварка была использована в различных отраслях промышленности для составления металла более 100 лет. Хотя методы и материалы улучшаются ежегодно для повышения эффективности; одно остается неизменным. Такое значение сварочного подготовки. Несмотря на попытку использования сварочной станции, оснащенной передовой технологии, наиболее важными являются стадии к сварке. Было обнаружено, что сварщики часто пренебрегают или выполняют этот шаг с использованием ненадлежащих методов, которые могут привести к неудовлетворительным результатам.
Чистые сварные швы начинаются с подготовки шва. В магазинах грязь и грязь накапливаются достаточно быстро, что может загрязнить чистоту сварного шва. Затем очистки материала становится главным приоритетом, так как это помогает обеспечить чистый сварной шов.
б) Затем выполняют разметку путем переноса размеров с чертежа на металл. Эта операция выполняется с помощью чертилки, линейки, угольника, кернера, циркуля.
в) Затем выполняется резки на ножницах, автомашинами или резаками, или сжатой дугой (плазменная резка).
г) обрабатываем кромки, устраняя неровности с помощью напильников.
Пористость при сварке является загрязнением в виде захваченного газа. Защитные газы или газы, высвободившиеся в результате использования факела обработанном металле, поглощаются в расплавленный металл и высвобождаются при затвердевании. В других случаях защитный газ в полном объеме достигает сварочной ванны, а атмосферный воздух в свою очередь влияет на сварной шов.
Сварка пористость может быть вызвана загрязненной поверхностью. Любая смазка, масло или влажность на поверхности может способствовать загрязнению. Во время сварки сталей окисление происходит в сварном шве, если кислород достигает этой области беспрепятственно. Когда металл загрязнен окислением, он больше не является коррозионностойким, и необходима дальнейшая обработка. Одним из способов предотвращения окисления является использование монитора кислорода при продувке сварного шва.
д) При необходимости использовать холодную гибки металла или в нагретом состоянии.
е) В зависимости от толщины свариваемого металла и формы разделки кромок готовят обрезкой на ножницах, рубкой, газовой резкой, кислородной резкой, что обеспечивает высокую производительность и точность подготовки кромок.
2) Составление заготовок под сварку.
Он всемирно известен своими высокоразвитыми функциями и недорогими. Это самокалибруемый кислородный шнековый монитор с внутренним насосом, который точно измеряет до 0,1% разрешения, что делает его идеальным для очистки и других применений сварки. Хотя есть много других проблем, когда дело доходит до производства чистого шва, правильная подготовка сварочных материалов до начала улучшит качество окончательного сварного шва.
Должны быть выполнены следующие Периодические проверки на каждую марку электродов. Периодические контрольные испытания состоят из выбора испытаний, предложенных Правилами 95 и 97, и они должны повторяться с интервалом не более 6 месяцев, чтобы представить доказательства того, что производимые в настоящее время электроды продолжают иметь свойства, зафиксированными в начальных испытаниях.
а) Основной металл в сборник в местах сварки должен быть очищен от ржавчины, масла, влаги и др. загрязнений, которые могут привести к выходу из строя в шве.
б) Перед сваркой прожигают место сварки газовым пламенем или продувают сухим сжатым воздухом.
в) Если толще металла до 3 мм, то разделки кромок не производится. Если толще более 4 мм, то выполняется обработка кромок.
Испытания на растяжение при сварке всех образцов с любыми двумя размерами электродов в пределах, определенных в пункте Регламента. Один тест на склеивание с помощью сварного шва на тройной шов, как предписано в пункте 95 правила. Для электродов с глубокой пропиткой для стыковой сварки должен быть подготовлен и испытан один испытательный образец с поперечным растяжением и два испытательных образца с поперечным изгибом, как предписано в правиле 96, и образцы должны показать, что достигнуто полное проникновение.
Для электродов с глубоким проникновением в филе сварки необходимо провести испытания на растяжение крестообразной закругления в соответствии с предписаниями, изложенными в правилах 97, а два внешних отвала из образцов должны иметь минимальное проникновение за пределы корня, как нужно в соответствии с правилом 97.
Техника сварки.
При сварке сварщик сообщает в конце сварочного электрода Движение в 3 — х направлениях.
1) Движение — поступательное движение оси проволоки.
2) Движение вдоль оси шва — правильно выбранная скорость перемещения электрода вдоль оси шва обеспечивает требует форму и качество сварного шва. Сварной шов образован в результате 1 и 2 движения называют нитяным. Таким швом сваривают тонкие металлы и корневые швы толстых металлов.
Родительский металл для испытательных пластин. Испытуемый образец не должен подвергаться какой-либо механической или термической обработки, отличной от необходимой здесь. Соединение должно быть закрыто в нижней части с помощью опорной трубы 1¼ дюйма в ширину на четверть дюйма толщиной. Узел должен быть сварен вместе с этими пластинами, предварительно установленными таким образом, чтобы зазор в верхней части между скошенными краями пластин составлял 1 дюйм, а пластины могут быть примерно равны, когда стыковая сварка завершена.
Металл сварного шва должен быть осажден в одно — или многорядные слои, и направление осаждения каждого слоя должно быть альтернативно с каждого конца образца. Интервал времени между завершением одного пролета и началом осаждения дальнейшего пробега должен составлять не менее 5 минут. Сборка не должна останавливаться между отложением отдельных прогонов. Используемый сварочный ток должен находиться в соответствующем диапазоне, заданном производителем. Положения сварки для сборки должно быть плоским, если это противоречит рекомендованном положению для электрода, и в этом случае положение сварного шва должна соответствовать рекомендованным производителем.
3) Движение — колебательное движение поперек шва, для расширения валика.
Рис. 3
Сварка швов в нижнем положении.
Сварка стыковых соединений выполняют с одной или двух сторон. Для борьбы с прожогам применяют остается или съемные подкладки. Остается подложки изготавливаются из стальных полос толщиной 2 — 4 мм при ширине 30 — 40 мм. Съемной подкладке изготавливают из материала, который при сварке НЕ плавится, то есть имеет хорошую теплопроводность и теплоемкость. Этим требованиям отвечает медь, а также графит и керамика. Съемные подкладки в процессе сварки иногда охлаждают проточной водой. Ссора на подложках имеет следующие преимущества: сварщик работает уверенно, не боится прожогов и натеков и может увеличивать сварочный ток на 20 — 30% исключается необходимость подварки корня шва обратной стороны. При сварке стыковых соединений без разделки с разделкой кромок в зависимости от толщины свариваемых листов (от 3 до 26 мм), диаметра сварочной проволоки сварку выполняют в два или более слоев. Выполнение шва начинают с наложения 1-го слово, состоящее из одного валика. Дугу возбуждают на склоне кромки, а затем, переместив дугу на середину соединения, проваривают края скоса кромок (корень шва) .На скоса кромок движение сварочной проволоки замедляют, чтобы улучшить их проварить. А при переходе скорость сварочной проволоки с одного края на другой скорость его движения увеличивают для того, чтобы избежать прожога притупленный кромок. Для сварки используют сварочную проволоку для нанесения первого и последующих слоев. Перед наложением следующего слоя поверхность предыдущего защищает от шлаков и брызг. Образование шва заканчивают наплавкой усиления высотой 2 — 3 мм.
По завершении сварки образец должен охлаждаться в неподвижном воздухе. Затем часть, включающая сварной шов должна быть удалена путём отсечения избыточной пластины в местах, указанных на рисунке. Затем образец испытывают на прочность на растяжения. Край первой пластины, примыкающий к поверхности другой, должен быть подготовлен путем механической обработки или измельчения. Зазоры между частями после приклеивания на концах не должны превышать 01 дюйма.
Испытуемый образец должен располагаться так, чтобы наклон и вращение шва равны нулю. Второй сварной шов следует начинать с того конца, где первый прогон был завершен из-за временной интервал от 4 до 5 секунд. Шлак должен удаляться после того, как испытуемый образец охлаждается в неподвижном воздухе до комнатной температуры. Поверхности шва должны быть визуально исследованы на наличие трещин. В сварке не должно быть никаких признаков горячего крекинга, как указано при окислении или окраской окраски поверхности трещин.
В подготовку металла под сварку входит правка, разметка и наметки, резки и обработка кромок, холодная и горячая гибка. Исправление проводится преимущественно на станках, а иногда вручную. Листовой, полосовой и профильный прокат правят на вальцах, которые чаще всего семь или девять валков.
Вальцы оборудуются двумя роликовыми столами для загрузки и выхода металла в процессе редактирования. При правке письма пропускают через вальцы от 3 до 5 раз.
Наряду с машинной правкой иногда применяют ручную правку. Последнюю производят на чугунных или стальных правильных плитах ударами молота, кувалды и с помощью винтового пресса.
Процедуры сварки для подготовки образцов для испытаний на растяжение в скругленными закругления для обычных пробивных электродов. Используемый сварочный ток должен соответствовать рекомендациям производителя. Испытуемые образцы для наклонных и вертикальных положений должны быть сварены с использованием вверх; метод, если производитель специально не рекомендует? метод. Если оба метода рекомендованы, должны быть изготовлены образцы для испытаний, сваренные каждым способом.
Испытания на стыковой сварке. — Глубоко проникающие электроды. Испытуемые образцы должны быть изготовлены путем сварки двух пластин шириной не менее 6 дюймов и толщины, указанной в таблице 3 ниже. Процедура сварки для подготовки испытаний на сварку стыкового сварки с глубоким проникновением.
Правку угловой стали производят на углоправильних вальцах или на ручных винтовых прессах, а двутавров и швеллеров — на приводных или ручных правильных прессах.
Разметка и наметки. При индивидуальном производстве исправленную металл поступает на разметку, а при массовом и серийном производстве поступает для наметки. Перед разметкой и наметкой поверхность металла основывается меловой краской на клею.
Длина пластин должна быть достаточной для размещения на одной стороне длины пробега полного электрода, но в любом случае должна быть не менее 10 дюймов. Соединительные кромки пластин должны быть квадратными, а любой зазор между пластинами после сварки на концах не должен превышать 010 дюймов.
Процедура сварки должна быть такой, как указано в приведенной выше таблице, и, кроме того, первый электрод, который используется для сварки каждой стороны, должен потребляться на всю длину, за исключением конца заглушки не более 2 дюймов. Образцы должны быть вырезаны путем распыления или механической обработки для получения одного образца для испытания на растяжение и двух образцов для испытания на поперечный изгиб. Две внешние отводы должны быть сохранены, а их внутренние кромки должны быть подготовлены и протравленные, чтобы выявить металл сварного шва, необходимый для испытания на прочность стыковой сварки.
При разметке однотипных деталей для массового и серийного производства пользуются металлическими или фанерными шаблонами. Разметка с помощью шаблонов называется наметкой. Инструментами для выполнения разметки и наметки служат чертилка из закаленной стали, кернеры, стальные линейки и угольники, стальные циркули и рейсмусов, молотки, кляммеры, струбцины, стальные рулетки и др.
Затем образец испытывают на растяжение. Тест поперечного изгиба. — Каждый испытательный образец с поперечным изгибом должен иметь ширину, равную трехкратной толщине. Верхняя и нижняя поверхности сварного шва должны быть поданы, шлифованные или обработанные с соответствующей исходной поверхностью пластин, при условии, что толщина пластин не уменьшается более чем на 0, 4 дюйма. Направление поверхностей должна быть вдоль образца и поперечно сварочном шву. Следует избегать нанесения меток на устранение преждевременного разрушения, а острые углы округляются до радиуса, не превышает одной десятой толщины образца.
Резка. Резки металла на заготовки осуществляется механическим способом на ножницах и пилах или газокислородной пламени. Механическая резка производится в основном на ножницах и применяется преимущественно для прямолинейной резки листов толщиной до 20 мм. Наибольшее применение имеют гильотинных ножниц с ножами длиной от 1 до 3 м и пресс-ножницы с длиной ножей до 700 мм.
Выбор режима сварки
Один испытуемый образец должен проходить испытания стороной, сначала свариваемой в растяжении, а другой с другой стороной в растяжении. Испытуемый образец не должен подвергаться какой-либо механической или термической обработки, отличной от той, которая указана в этом Приложении. Следует следить за тем, чтобы центральные линии вертикальных пластин находились в одной плоскости. Ширина пластин должна быть достаточной для размещения на одной стороне длины пробега полного электрода, но в любом случае должна быть не менее 10 дюймов.
Для полых деталей толщин до 6 мм применяются роликовые ножницы с дисковыми ножами. Для прямолинейного реза большой толщины и дла криволинейной резки толщин свыше 6 мм применяется преимущественно газокислородная резки ручная, полуавтоматическая и автоматическая. Для холодной резки стержней круглого и других сечений применяются круглые (циркульные) зубчатые и фрикционные пилы.
Толщина каждого куска плиты должна быть такой, как указано в таблице 4 ниже. Процедура сварки, применяется при изготовлении образцов для испытаний, должна быть такой, как указано в таблице 4 ниже, с добавлением того, что первый электрод, который используется для сварки каждого филе, должен потребляться на всю длину, за исключением конца заглушки не более 2 дюймов.
Процедура сварки для подготовки образцов крестообразного закругления. Используемый сварочный ток должен находиться в соответствующем диапазоне, рекомендованном производителем, и каждый сварной шов должен быть нанесен в горизонтально-вертикальном положении.
Обработка кромок под сварку. Обработка и скос кромок под сварку производятся механическим путем на кромкострогальные и продольно-строгальных станках или газокислородной пламени. При небольшом объеме работ иногда применяют рубку пневматическим зубилом. Гибкая. Гибка листового, полосового и широкополосового металла производится на листогибочных трехвалковая и четырехвалковых вальцах. На холодную гибки приходят письма с подготовленными кромками и вырезанными отверстиями малых диаметров. Гибкая профильного металла производится на правильно-гибочных прессах и роликовых гибки состояниях. Наименьший допустимый радиус изгиба стали в холодном состоянии рекомендуют брать равным 25-кратной толщине листа или высоте симметричного профиля. Если радиус холодной гибки менее 25 толщин деформируемой стали, то возможны надрывы внешних волокон.
Прилегает филе должно быть заключено в противоположных направлениях. Затем испытуемый образец испытывают на испытания на растяжение. «Чистый яркий металл» означает голый металл, который не содержит тяжелых оксидов, масла, жиров, красок или покрытий. Труба, сваренная в этом видео, имела покрытие на поверхности.
Подготовка для сварки тигром углеродистой стали
Для нержавеющих сталей и алюминия иногда вы в значительной степени смотрите на чистый яркий металл. и все, что вам нужно, это вытирать ацетон перед сваркой. Существует множество различных марок углеродистых сталей. Но когда дело доходит до очистки металла, основное отличие заключается в том, прокатилась или сталь горячим или холодным прокатом.
Гибкая большой толщины и гибкая обечаек малого диаметра, при средней толщине листа, проводится горячим способом в кузнечно-прессовых цехах. Нагрев деталей производится до температуры 1000-1100 ° С, при которой металл легко поддается деформации. Подготовку кромок под сварку и вырезку больших отверстий производят после горячей гибки.
Горячекатаный, как правило, имеет жесткую обработку, которую необходимо удалить перед сваркой. Холоднокатаный прокат часто может быть сварен простым ацетоном или растворителем. Но даже холоднокатаная сталь лучше сваривается, если вы отшлифуете ее, чтобы очистить яркий металл.
Протирания растворителем перед сваркой
Видео показывает, сколько остатков осталось даже после того, как металл окажется чистым. Ацетон и спирт — это 2 часто используемых растворителя, которые хорошо работают для удаления масел и остатков, а также быстро улетучиваются. Его также хорошая практика, чтобы дать наполнителя хороший протирать ацетоном. Могут быть нанесены соединения на проволочной проволоке.
Резка и обработка кромок — Строительные СНИПы, ГОСТы, сметы, ЕНиР,
1.17. Кромки деталей из низколегированной стали классов до С52/40 включительно и термически улучшенной углеродистой стали, не подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки и кромки деталей из стали всех классов после воздушно-дуговой резки подлежат механической обработке (строжке, фрезерованию, обработке абразивным кругом и т. п.). Кромки деталей из стали класса С60/45 подлежат строжке или фрезерованию.
Приторцовываемые кромки деталей, независимо от способов резки и класса стали, подлежат строжке или фрезерованию.
Механическая обработка производится на глубину, обеспечивающую удаление дефектов поверхности, но не менее 2 мм; поверхности кромок не должны иметь надрывов и трещин. При обработке абразивным кругом следы зачистки должны быть направлены вдоль кромок.
Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С до минус 65° С включительно, — 0,5 мм.
1.18. Кромки деталей после машинной кислородной и плазменно-дуговой резки, не подлежащие сварке или неполностью проплавляемые при сварке, по шероховатости поверхности реза должны соответствовать второму классу по ГОСТ 14792 — 69 и во всех случаях не иметь неровностей, превышающих 0,3 мм.
Величина неперпендикулярности сопрягаемых кромок устанавливается по третьему классу ГОСТ 14792 — 69, но не более 2 мм.
Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно, а также кромки всех расчетных деталей в конструкциях, непосредственно воспринимающих динамические или вибрационные нагрузки, либо эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, подлежат механической обработке в соответствии с указаниями пп. 1.17 и 1.86 настоящей главы. Отдельные места с высотой неровностей, превышающей 0,3 мм, а также выхваты, не выводящие размер детали за пределы допусков, в количестве не более одного на 1 м длины реза, допускается исправлять плавной зачисткой.
Кромки деталей из углеродистой стали класса С38/23, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, допускается исправлять плавной зачисткой.
Примечание. В конструкциях, работающих на статическую нагрузку, допускается исправлять кромки, в которых имеются выхваты, заваркой по специальной технологии с последующей зачисткой мест исправления.
1.19. Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно всех толщин и из углеродистой стали толщиной свыше 10 мм, кромки фасонок ферм из стали всех классов, а также кромки всех расчетных деталей в конструкциях, воспринимающих динамические нагрузки либо возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, после резки на ножницах подлежат механической обработке в соответствии с указаниями пп.1.17 и 1.86 настоящей главы.
Остальные кромки после резки на ножницах не должны иметь неровностей, заусенцев и завалов, превышающих 0,3 мм, и трещин.
1.20. При температуре окружающего воздуха ниже минус 15°С кислородную резку кромок, подлежащих в дальнейшем механической обработке, деталей из низколегированной стали классов до С60/45 включительно следует производить с подогревом металла в зоне реза до 100° С.
1.21. При обработке кромок под сварку допускается применение резки (без последующей обработки) способами, обеспечивающими соблюдение допусков на размеры и форму .подготовки кромок, при этом отклонения прямолинейных кромок от проектного очертания определяются допусками на зазоры, установленными ГОСТ 5264 — 69, ГОСТ 8713 — 70 и ГОСТ 14771 — 69. После воздушно-дуговой резки стали классов С52/40 и С60/45 и после кислородной резки стали класса С60/45 необходима зачистка кромок абразивным инструментом.
Скосы по толщине на концах растянутых деталей (при сопряжении деталей разной толщины) в конструкциях, воспринимающих динамическую нагрузку, не должны иметь после механической обработки ступенек и поперечных по отношению к усилию рисок. Рекомендуется обрабатывать эти скосы при помощи фрез. Неровности и риски в детали, полученные после поперечной строжки, должны быть сглажены абразивной обработкой вдоль усилия.
1.22. На заготавливаемые детали основных элементов конструкций, оговоренных в чертежах КМ и КМД или в дополнительных правилах настоящей главы, переносятся краской номера плавок.
1.23. Отклонения от заданных проектом размеров деталей, отправляемых на монтаж, не должны превышать величин, приведенных в табл. 8 настоящей главы.
Обработка кромок — это… Что такое Обработка кромок?
Строительный словарь.
- Маркировка элементов
- Отправочные марки
Смотреть что такое «Обработка кромок» в других словарях:
Обработка металлов резанием — технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на металлорежущих станках (См. Металлорежущий станок) с целью придания деталям заданных форм, размеров и качества поверхностных слоев … Большая советская энциклопедия
Плазменная обработка — обработка материалов низкотемпературной плазмой (См. Плазма), генерируемой дуговыми или высокочастотными Плазматронами. При П. о. изменяется форма, размеры, структура обрабатываемого материала или состояние его поверхности. П. о. включает … Большая советская энциклопедия
Магнитно-абразивная обработка — (МАО) (англ. magnetic abrasive machining, нем. Magnetschleifbearbeitung) абразивная обработка, осуществляемая при движении заготовки и абразивных зерен относительно друг друга в магнитном поле (согласно ГОСТ 23505 79 «Обработка абразивная.… … Википедия
Повреждение углов и кромок гипсокартонного листа — Повреждение углов и кромок гипсокартонного листа – отбитости (вмятины) углов и кромок совместно с картоном или только одного гипсового сердечника. [ГОСТ 6266 97] Рубрика термина: Гипс Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
абразивная обработка — механическая обработка деталей из металла, дерева, стекла, пластмассы, кожи и других материалов абразивным инструментом на станках или вручную. Абразивный инструмент изготовляют из твёрдых горных пород и минералов: природных – алмаз, корунд,… … Энциклопедия техники
Вибрационная обработка — метод механической или химико механической обработки деталей и заготовок путём сглаживания микронеровностей и съёма частиц материала с обрабатываемой поверхности частицами абразивной среды, совершающей колебания (в диапазоне частот 10 мгц … Большая советская энциклопедия
Разделка кромок — – придание кромкам, подлежащим сварке, необходимой формы. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
проходная втулка — В местах прохода проводов через перегородки или стенки отсеков (панелей) должны предусматриваться меры, исключающие повреждения их изоляции (обработка кромок отверстий, применение проходных втулок). [ГОСТ Р 51732 2001] Отверстия в металлических… … Справочник технического переводчика
подрезка бумаги — Обработка листовой бумаги или картона резанием для создания двух взаимно перпендикулярных, «верных», сторон и придания печатным листам точных размеров. Подрезку проводят на одноножевых бумагорезальных машинах с четырех, а при хорошем качестве… … Краткий толковый словарь по полиграфии
snip-id-9182: Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них — Терминология snip id 9182: Технические спецификации на виды работ при строительстве, реконструкции и ремонте автомобильных дорог и искусственных сооружений на них: 3. Автогудронатор. Используется при укреплении асфальтобетонного гранулята… … Словарь-справочник терминов нормативно-технической документации
виды, свойства, как приклеить в домашних условиях
При изготовлении мебели из ламинированной ДСП (ЛДСП) края деталей без обработки имеют неприглядный вид. Чтобы привести их в порядок используется мебельная кромка и профиль. Работать с ними удобнее на специальном оборудовании, но и своими руками в домашних условиях тоже можно добиться неплохих результатов.
Виды мебельных кромок
Содержание статьи
Один из наиболее популярных материалов для изготовления мебели — ЛДСП. Его недостаток — некрасивые края, которые остаются при распиле детали. Вот эти края и маскирует мебельная кромка. Делают ее из разных материалов, соответственно, имеет она разные свойства и цену.

Такой край тоже можно получить самостоятельно
Кромки бумажные или меламиновые
Самый дешевый вариант — кромки из бумаги с меламиновой пропиткой. Бумагу берут повышенной плотности, пропитывают меламином для увеличения прочности и наклеивают на папирусную бумагу. Папирус может быть однослойным (более дешевые) и двухслойным. Чтобы меламновое покрытие не стиралось, все покрывается слоем лака. Чтобы удобнее было кромить детали, на обратную сторону меламиновой мебельной кромки наносят клеевой состав. При работе надо только этот состав слегка разогреть и хорошо прижать к торцу.

Бумажная или меламиновая кромка — самый дешевый, но и самый недолговечный вариант отделки торцов мебели
Толщина бумажных кромочных лент небольшая — 0,2 мм и 0,4 мм — наиболее распространенные. Толще смысла делать нет, да и дорого получится.
Этот тип кромок отличается тем, что очень хорошо гнется, при сгибании не ломается. Но механическая прочность ее очень низкая — край быстро истирается. Потому если ее и используют, то только на тех поверхностях, которые не подвергаются нагрузке. Например, на тыльной стороне полок, столешниц и т.д.
Из ПВХ
Получивший в последнее время широкое распространение поливинилхлорид используется и при производстве кромок для мебели. Из окрашенной в определенный цвет массы формируется лента определенной ширины и толщины. Ее лицевая поверхность может быть гладкой однотонной, а может быть фактурной — с имитацией древесных волокон. Количество расцветок велико, так что легко подобрать подходящую.
Мебельная кромка ПВХ — самый популярный материал, который используют и домашние умельцы и профессионалы. Это обусловлено относительно невысокой ценой и хорошими эксплуатационными свойствами:
- Высокая механическая стойкость.
- Выдерживает воздействие химических веществ (бытовой химии, например).
- Влагонепроницаемый материал защищает торцы изделия от влаги.
- ПВХ — эластичный материал, что позволяет обрабатывать криволинейные поверхности.
- Хорошо обрабатывается при помощи простых приспособлений, что позволяет даже в домашних условиях получить неплохой результат.

Разная толщина кромки выглядит по-разному

Мебельная кромка ПВХ выпускается разной толщины и ширины. Толщина — от 0,4 мм до 4 мм, ширина от 19 мм до 54 мм. Толщину выбирают в зависимости от предполагаемой механической нагрузки или вешнего вида, а ширину — чуть больше (не менее чем на 2-3 мм) чем толщина обрабатываемой детали. Есть мебельная ПВХ кромка с нанесенным клеевым составом, есть — без. Обе можно клеить в домашних условиях (об этом ниже).
Есть у этого типа кромочного материала и минусы: не очень широкий температурный режим: от -5°C до +45°C. По этой причине мебель на улице зимой оставлять нельзя, а также при оклейке с нагревом надо быть аккуратными — чтобы не расплавить полимер.
Из ABS (АБС) пластика
Это полимер не содержит тяжелых металлов, отличается высокой прочностью и долговечностью. Недостатком можно считать высокую цену, потому используется крайне редко, хотя имеет отличные свойства:
- Устойчив к высоким и низким температурам, потому при наклеивании можно использовать клей с любой температурой плавления. Небольшая усадка при нагревании — порядка 0,3%.
- Высокая механическая устойчивость.
Несколько вариантов кромочной ленты из АБС пластика

Этот тип кромки может быть матовым, глянцевым, полуглянцевым. Есть также варианты, имитирующие различные породы древесины. В общем, этот материал более удобен в работе и долговечнее в эксплуатации.
Кромка из шпона
Шпон — тонкий срез древесины, окрашенный и сформованный в виде ленты. Эта мебельная кромка используется на производстве при оклеивании срезов шпонированных изделий. Работа с этим материалом требует определенных навыков, да и материал дорогой.

Шпон — не самый популярный материал для кромления
Акриловая кромка или 3D
Производится из прозрачного акрила. На обратной стороне полосы наносится рисунок. Находящийся сверху слой полимера придает ему объемность, из-за чего и называется 3D кромкой. Используется при производстве мебели в необычном исполнении.

Акрил придает рисунку объемность
Профили для обработки края мебели
Отделать край мебели можно не только кромочной лентой. Есть еще мебельные профили, которые крепятся механически. Они есть двух сечений — Т-образного или П-образного (называют еще С-образного).
Под Т-образные мебельные профили в обрабатываемой кромке фрезеруется паз. В него мебельной (резиновой) киянокой забивается профиль. Края обрезаются под 45°, чтобы угол выглядел привлекательно. До идеального состояния доводится мелкой наждачной бумагой. Этот тип профилей выпускают из ПВХ и алюминия, при одинаковом способе монтажа выглядят они очень по-разному, причем отличия существенные.

Т-образный мебельный профиль для обработки кромок мебели
По ширине они есть под ЛДСП 16 мм и 18 мм. Есть и широкие, но они встречаются намного реже, так как работают с таким материалом меньше.
С- или П- образные профили чаще всего монтируют на клей. Им промазывают кромку, затем надевают пластиковый профиль, хорошо прижимают и фиксируют. Эти ПВХ профили бывают мягкие и жесткие. Жесткие хуже гнуться и оклеивать ими криволинейные кромки сложно. Зато имеют большую прочность.

Поклейка С-образного мебельного профиля не вызывает проблем
Если все-таки требуется «посадить» жесткий С-образный мебельный профиль на изгиб, его разогревают строительным феном, затем придают желаемую форму и закрепляют малярным скотчем до тех пор, пока не высохнет клей.
Клеим мебельную кромку своими руками
Есть две технологии наклеивания мебельной кромочной ленты. Первая — для тех, у которых на тыльной стороне нанесен клей. В этом случае необходим утюг или строительный фен. Вторая — для наклейки лент без клея. В этом случае необходим хороший универсальный клей, который может клеить пластики и изделия из древесины и мебельный ролик, кусок войлока или мягкая тряпка чтобы можно было хорошо прижать кант к срезу.

Получить такую кромку в домашних условиях реально
Немного о том, какой толщины кромку клеить на каких деталях. Те края, которые не видны, по ГОСТу вообще можно не клеить, но в основном их стараются обработать, чтобы меньше впитывалась в ДСП влага, а также чтобы уменьшить испарение формальдегида. На эти края клеят меламиновую ленту или ПВХ 0,4 мм. Также обрабатывают и края выдвижных ящиков (не фасады).
На лицевые торцы фасада и выдвижных ящиков лучше использовать ПВХ 2 мм, а на видимые срезы полок — ПВХ 1 мм. Цвет выбирают или в тон основной поверхности или «в контраст».
Как самостоятельно приклеить кант с клеем
Клеевой состав наносят на меламиновую кромку, бывает он на ПВХ. Если выбрали ПВХ, начинать проще с тонких — их легче обрабатывать, меламиновые любые клеятся просто.
Берем утюг и фторопластовую насадку на него.Если насадки нет, подойдет плотная хлопковая ткань — чтобы не перегреть ленту, но расплавить клей. Для этой цели подойдет и строительный фен. Утюг ставим примерно на «двойку», пока он греется отрезаем кусок ленты. Длина — на пару сантиметров больше обрабатываемой детали.

Укладываем кромочную ленту на деталь
Прикладываем кромку на деталь, разравниваем, разглаживаем. С обоих сторон должны свисать небольшие куски. Берем утюг и, через насадку или тряпку, проглаживаем кромку, прогревая до тех пор пока клей не расплавится. Прогревать надо равномерно по всей поверхности. После того как вся кромка приклеится, даем ей остыть. Затем начинаем обработку краев.

Прогреваем утюгом
Кромку обрезать можно ножом, причем как острой так и тупой стороной. Кто-то пользуется обычной металлической линейкой, кому-то удобнее со шпателем из нержавейки.
Итак, берем выбранный вам инструмент, срезаем свисающие края кромки. Их отрезают вплотную к материалу. Затем отрезают излишки вдоль детали. Меламин и тонкий пластик отлично режутся ножом. Если ПВХ кромка толще — 0,5-0,6 мм и больше, могут уже возникать трудности. Такие края можно обработать ручным фрезером, если он есть. Это гарантирует хороший результат в короткое время. Дольше обработка будет длиться если использовать наждачную бумагу, но результат может быть не хуже.

Можно использовать даже шпатель с жестким лезвием
Один важный момент: при поклейке тонких кромок срез детали должен быть ровным, без выступов и впадин. Материал пластичный, из-за чего все дефекты видны. Потому предварительно пройдетесь наждачной бумагой по срезам, после чего тщательно обеспыльте, обезжирьте. Только после этого можно клеить.
Кромление лентой ПВХ (без клея на обратной стороне)
При этом способе самостоятельной поклейки ПВХ кромки нужен универсальный клей и кусок войлока или тряпки. Читаем инструкцию к клею, выполняем все действия по рекомендации. Например, для клея «Момент» необходимо нанести на поверхность и распределить состав, выждать 15 минут, сильно прижать склеиваемые поверхности.
Нанести клей и подождать — не проблема. Чтобы плотно прижать кромку к срезу можно использовать деревянный брусок обернутый войлоком. Вместо бруска можно взять строительную терку, на ее подошве тоже закрепить войлок. В крайнем случае можно свернуть плотную ткань в несколько слоев и этим придавить ленту к поверхности.

Сильно прижимаем, налегая всем весом
Выбранный инструмент прижимают к уложенной кромке, надавливают всем весом, прижимая ее к поверхности ДСП. Движения при этом — поглаживающие. Так проглаживают всю кромку, добиваясь очень плотного прилегания. В таком виде деталь оставляют на некоторое врем — чтобы клей «схватился». Затем можно приступать к обработке кромки.
Обработка кромок — Справочник химика 21
В аппаратостроении вопрос о создании нормативов на операционные допуски представляет интерес ддя ряда технологических операций разметки, резания на листовых ножницах, кислородной и других видов термической резки и обработки кромок,обработки па кромкострогальных и иных станках,гибочных,сборочно-сварочных и т.д. [c.38]Ограничимся определением операционных отклонений только для операции обработки кромок. [c.77]
Вариант 1. Листы используются без дополнительной обработки кромок. В этом случае необходимо учитьшать отклонения проката по ширине. [c.79]
Операции термической резки и обработки кромок контролируют так же, как и предыдущие, и дополнительно по шероховатости поверхности в соответствии с допусками. [c.283]
Резка лазерным лучом Обработка кромок [c.294]
Широко используют пневматические турбинки (рис. 3.15) прп вальцовочных работах, а также в качестве привода при очистке и обработке кромок, в сверлильных машинках и др. Турбинки работают от сжатого воздуха с давлением 0,4— 0,6 МПа п при частоте врашения шпинделя 3000—5000 об/мин. [c.105]
Обработка кромок отверстий I — не обработаны 2—4 — односторонняя фаска 5, в — ив прямоугольных прутков 7 — И8 круглых прутков, в = 3—4 мм. [c.61]
Манипулятор резки и обработки кромок [c.173]
В эту группу операций входят разметка резка-раскрой обработка кромок гибка калибровка и др. [c.173]
В настоящее время корпуса колонной аппаратуры, как правило, изготовляют указанными методами. Стала проще технология заготовительных операций — широко применяют разнообразную термическую, в частности газовую, резку на автоматах наряду и взамен резки на листовых ножницах и обработки кромок на кромкострогальных станках в производство внедряют элементы комплексной механизации и автоматизации, поточного производства и взаимозаменяемости. [c.9]
Примеры. 1. Обработку четырех кромок одного листа или пакета листов на простейших кромкострогальных станках выполняют при четырех установках. Обработку кромок листов на комбинированных кромкострогальных [c.32]
Основными источниками погрешностей в производстве сварной конструкции можно считать следующ,ие производство листового проката, раскрой и обработка кромок, гибка, штамповка, сборка и сварка. В условиях аппаратостроения, когда заготовка обрабатывается и измеряется на плоскости, действительные отклонения удобно определить относительно периметра или длины развертки детали. [c.48]
Формулы (3. 10) и (3. И), определяющие верхнее и нижнее отклонения, поучительны по структуре. Они позволяют критически оценить целесообразность проектируемой карты раскроя, обработки кромок и гибки, исходя из возможной точности размеров сопрягаемых деталей. Допускаемые отклонения размеров аппаратов ро диаметру можно получить, используя технологические операции, позволяющие получить необходимую точность размеров заготовок. Применение принципов взаимозаменяемости дает возможность технологам контролировать рациональность [c.48]
Решение показывает, что проектируемый технологический процесс позволяет получить действительные отклонения не выше допускаемых. Если действительные отклонения превосходят допускаемые, можно применить более точные операции — механическую обработку кромок и др. [c.49]
Очистку можно производить на металлорежущих станках одновременно с обработкой кромок сварных швов. [c.99]
Раскрой заготовок и обработку кромок рекомендуется производить на стационарных и переносных машинах и приборах для кислородной резки. [c.142]
Специальные переносные машины заменяют отрезные и токарные станки, например, головки для вырезки фланцев из листового проката, приборы для обрезки труб и обработки кромок (рис. 9. 8). [c.147]
Все операции (резку, штамповку, обработку кромок, гибку, сборку и сварку секций и другие), а также укрупненные сборочные узлы выполняют на заводе. Таким образом, части корпуса и днищ можно направлять на место установки в готовом виде для крупноблочной сборки. Вес аппарата 400 тп. [c.399]
Обработка кромок (на металлорежущих и газорезных станках, обрубка, опиловка) [c.13]
Основными источниками гюфсгано-стей, возникающих в ходе выполнения технологических операций, можно счи-га гь следующее производство листового проката, раскрой и обработка кромок, гибка, штамповка и сварка. Общий вид С001н0п1ений, определяющих суммарное верхнее а] и нижнее а2 отклонения сопрягаемых деталей [c.75]
Условия производства совмещенные раскрой и обработку кромок производить кислородной резкой, швы без скоса кромок, сварка плектрошлаковая. [c.77]
Обработка кромок выполняегся на металлорежущих станках, термическими и электрическими способами резки. [c.122]
Обработка кромок с прямолинейной поверхностью мало отдича-стся от операций разделительной резки при раскрое мст а ша. Онера-цию выполняют по намеченной линии разреза за один проход, при этом число совмещенных переходов зависит от количества отрезков ломаной линии, определяющей профиль кромки. Так, для X — образных швов с притуплением и X — образных швов без притупления в операции совмещают два перехода, а для X — образных швов с притуплением — три перехода. Выполняют данные операции независимо от кон- [c.123]
Прогрессивным направлением следует считать применение для обработки кромок плазменных способов резки, которые в настоящее время используюзся преимугдественно для разделительной резки без скоса кромок. [c.124]
Центробежнолитые трубы сваривают из трубных заготовок вольфрамовым электродом в среде инертного газа при помощи сварочного автомата. После механической обработки кромок трубные заготовки стыкуются на роликовых транспортерах затем при постепенном их вращении между вольфрамовым электродом и заготовкой возбуждается дуга. Сварочная проволока подается к месту сварки автоматически. Подача проволоки, сила тока и напряжение, а также скорость вращения заготовки программируются. В процессе сварки осуществляется автоматический контроль соосности стыковки заготовок, напряжения и силы тока. Основной (ко
Что такое Edge Processing?
Часть 12 передачи данных для промышленного Интернета вещей
Граничная обработка относится к выполнению агрегирования, обработки данных, сокращения полосы пропускания и другой логики непосредственно на датчике или устройстве IoT. Идея состоит в том, чтобы максимально приблизить базовые вычисления к физической системе, сделав устройство IoT максимально «умным».
Можно ли таким образом использовать все свободные вычислительные мощности устройства IoT? Частично.Чем больше работы устройство может выполнить для подготовки данных для облака, тем меньше работы потребуется облаку. Устройство может преобразовывать свою информацию в естественный формат для облачного сервера и может реализовывать надлежащие протоколы связи. Однако есть еще кое-что.
Фильтр данных
Edge Processing означает, что вам не нужно отправлять все в облако. Устройство IoT может выполнять некоторые действия само. Он не может полагаться на облачный сервер для реализации алгоритма управления, который должен выдержать сбой подключения к Интернету.Следовательно, нет необходимости отправлять в облако все необработанные данные, питающие этот алгоритм.
Давайте возьмем слегка надуманный пример. Вам нужно иметь возможность видеть текущий расход компрессора в вашем умном холодильнике на своем мобильном телефоне? Возможно нет. Возможно, вы захотите узнать, работает ли компрессор постоянно — это, скорее всего, означает, что вы оставили дверь приоткрытой. Но на самом деле вам даже не нужно этого знать. Ваш холодильник должен распознавать, что компрессор работает постоянно, и сам решать, что дверца приоткрыта.Вам нужно только знать, что последняя информация, дверь приоткрыта, что на два шага удалено от необработанного ввода, который ее производит.
Конфиденциальность
Это имеет последствия для конфиденциальности и информационной безопасности. Если вы не отправляете информацию в Интернет, вы не публикуете ее. Чем больше обработки вы можете выполнить на устройстве, тем меньше вам потребуется передавать в Интернете. Это может не быть большим различием для холодильника, но имеет большое значение, когда речь идет о вышке сотовой связи, городской водонасосной станции или промышленном процессе.
Пропускная способность
Edge-обработка также влияет на пропускную способность сети. Если устройство может выполнить часть тяжелой работы до того, как оно передаст свою информацию, у него есть возможность уменьшить объем производимых данных. Это может быть что-то простое, например, применение зоны нечувствительности к значению, поступающему от аналого-цифрового преобразователя, или что-то сложное, например обнаружение движения на изображении. В случае зоны нечувствительности устройство сокращает полосу пропускания, просто не передавая каждый небольшой джиттер от аналого-цифрового преобразователя.В случае обнаружения движения устройство может не отправлять необработанные изображения в облако и вместо этого просто отправлять информацию о том, было ли обнаружено движение. Вместо того, чтобы требовать широкополосного подключения, устройство может использовать сотовую связь и никогда не приближаться к своей ежемесячной квоте данных.
Протокол данных
Есть только одна вещь, на которую стоит обратить внимание. В нашем примере обнаружения движения устройство, вероятно, захочет отправить один кадр изображения в облако при обнаружении движения.Это не может быть представлено простым числом. Как правило, протокол, используемый для связи с облачным сервером, должен быть достаточно богатым, чтобы принимать обработанные данные, которые устройство хочет произвести. Это не учитывает большинство промышленных протоколов, таких как Modbus, но подходит для большинства протоколов на основе REST , а также протоколов более высокого уровня, таких как OPC UA и MQTT .
Продолжить чтение или вернуться к Оглавление
.Edge computing | Обработка данных рядом с источником
Использование периферийных вычислений обычно происходит из среды IoT и, как и концепция децентрализованной облачной архитектуры, все еще существует только в будущих проектах. Важным фактором роста технологий периферийных вычислений является растущий спрос на коммуникационные системы , поддерживающие работу в реальном времени. Децентрализованная обработка данных классифицируется как ключевая технология для следующих проектов:
- Связь между автомобилями
- Smart Grid
- Smart Factory
В будущем Connected Car — сетевой автомобиль — станет больше, чем просто автомобиль с подключением к Интернету.Будущее мобильности обещает облачные системы раннего предупреждения на основе межмашинной связи и даже полностью автономные транспортные средства. Для этого требуется инфраструктура, которая позволяет в реальном времени обмениваться данными между транспортными средствами и точками связи на трассе.
Электросеть будущего также будет адаптивной и, благодаря децентрализованным системам управления энергопотреблением, будет адаптироваться к колебаниям выработки. Интеллектуальные сети становятся ключевой технологией в контексте энергетической революции.Переход на возобновляемые источники энергии ставит перед электрическими сетями новые задачи. Вместо нескольких крупных центральных генераторов к хранилищам и конечным потребителям необходимо подключить множество небольших и децентрализованных генераторов. Благодаря солнечным батареям некоторые из них даже сами становятся генераторами электроэнергии. Таким образом, интеллектуальные сети не только транспортируют электроэнергию, но также предоставляют данные для ее производства, хранения и потребления. Это позволяет всем участникам реагировать на изменения в режиме реального времени.Цель состоит в том, чтобы сохранить стабильность электрических сетей, несмотря на возрастающую сложность, и повысить их эффективность за счет интеллектуального управления нагрузкой. Новые облачные концепции, такие как Edge и Fog computing, необходимы для сбора, хранения и обработки получаемых массивов данных в кратчайшие сроки.
Умная фабрика — это самоорганизующееся производственное предприятие и логистическая система , которая в идеале больше не требует вмешательства человека. Интеллектуальная фабрика — это практически система сетевых устройств, машин и датчиков, которые обмениваются данными друг с другом через Интернет вещей для выполнения производственных процессов.Интеллектуальная система связи на заводе включает даже готовый продукт и поэтому может автоматически реагировать на спрос и предложение. Системы искусственного интеллекта и машинное обучение могут использоваться для автоматизации процессов обслуживания и оптимизации производства. Для этого требуется ИТ-инфраструктура, способная оценивать большие объемы данных и незамедлительно реагировать на непредвиденные события. Традиционные облачные системы вышли из строя из-за проблемы с задержкой. Архитектура туманных и периферийных вычислений решает эту проблему за счет распределенной обработки данных.
.обработка кромок — это … Что такое кромочная обработка?
Обнаружение краев — это терминология в области обработки изображений и компьютерного зрения, особенно в областях обнаружения и выделения признаков, для обозначения алгоритмов, которые направлены на определение точек на цифровом изображении, в которых яркость изображения изменяется…… Википедия
Сглаживание с сохранением краев — это метод обработки изображений, при котором информация о краях сохраняется во время процесса сглаживания.Он использует нелинейный оператор, который может удалять текстуру и шум, сохраняя края и углы. Техника известна также как кромка и… Wikipedia
Edge computing — обеспечивает возможность балансировки нагрузки обработки приложений для корпоративных и других крупных веб-серверов. Это похоже на кеш приложения, где кеш находится в самом Интернете. Статические веб-сайты, кэшируемые на зеркальных сайтах, не новость… Википедия
Улучшение края — это фильтр цифровой обработки изображения, который улучшает видимую резкость изображения или видео.Создание ярких и темных бликов по обе стороны от любой линии делает линию более контрастной на расстоянии. Процесс самый…… Wikipedia
Раскраска ребер — Раскраска трех ребер графа Дезарга. В теории графов окраска ребер графа — это присвоение «цветов» ребрам графа таким образом, чтобы никакие два соседних ребра не имели одинаковый цвет. Например, на рисунке справа показан край…… Wikipedia
Край — Край в обычном использовании обозначает резкую границу (сплошного) объекта.наука и технологии * Ребро (теория графов), отрезок линии, соединяющий два узла в графе * Ребро (геометрия), отрезок линии, соединяющий две вершины в многограннике * Случай ребра, проблема … Wikipedia
Сравнение программного обеспечения для обработки изображений — В следующей таблице представлено сравнение программного обеспечения для обработки изображений. Функциональность Matlab * [1] Mathematica [2] imageJ FIJI (программное обеспечение) Население Извлечь альфа-канал №… Wikipedia
Сегментация (обработка изображений) — В компьютерном зрении сегментация относится к процессу разделения цифрового изображения на несколько областей (наборов пикселей).Цель сегментации — упростить и / или изменить представление изображения на нечто большее…… Wikipedia
Детектор кромок Canny — Оператор обнаружения кромок Canny был разработан Джоном Ф. Кэнни в 1986 году и использует многоступенчатый алгоритм для обнаружения широкого диапазона кромок на изображениях. Что наиболее важно, Кэнни также разработал вычислительную теорию обнаружения краев, объясняющую, почему… Wikipedia
Обработка фотографий — это химическое средство, с помощью которого фотопленка и бумага обрабатываются после фотографического экспонирования для получения негативного или позитивного изображения.Обработка фотографий преобразует скрытое изображение в видимое, делает его постоянным и отображает…… Wikipedia
обработка информации — Сбор, запись, организация, поиск, отображение и распространение информации. Сегодня этот термин обычно относится к компьютерным операциям. Обработка информации состоит из поиска и сбора информации с использованием программного обеспечения для…… Universalium
Что такое периферийные вычисления? | CB Insights Research
Поскольку удаленная работа набирает обороты, а компании используют цифровые платформы и услуги больше, чем когда-либо, периферийные вычисления могут стать решением для более быстрой, дешевой и надежной обработки данных.
Иногда более быстрая обработка данных — это роскошь, а иногда — важный аспект при принятии решений как для бизнеса, так и для людей, особенно во время кризиса.
Например, в сфере финансовых услуг трейдерам часто необходимо принимать решения в реальном времени на основе событий или крупных рыночных сдвигов, и любое отставание в вычислении данных может привести к огромным потерям денег.
В сфере здравоохранения носимые устройства (включая портативные устройства ЭКГ и датчики для контроля температуры) становятся все более важными для сбора данных о пациентах. В связи с ростом количества данных о пациентах в больницах, даже малейшая задержка в обработке может быть вопросом жизни или смерти.
В то время как основная часть обработки данных для подключенных устройств в различных отраслях промышленности сейчас происходит в облаке, отправка данных туда и обратно через центральный сервер может занять секунды слишком долго, а также требует тонны дорогостоящей инфраструктуры. К 2025 году во всем мире будет создаваться около 463 эксабайт данных в день, что эквивалентно более 200 миллионам DVD в день.
При таком количестве устройств, подключенных к Интернету и генерирующих данные, облачные вычисления могут быть не в состоянии справиться со всем этим — или снизить задержку, достаточную для использования в критические моменты принятия решений.
Именно здесь на помощь приходят периферийные вычисления. Эта технология обещает более быструю обработку при меньших затратах прямо у источника данных.
а как это работает?
Что такое периферийные вычисления?
Edge computing позволяет подключенным устройствам обрабатывать данные ближе к месту их создания — или к «краю». Это может быть как внутри самого устройства (например, датчиков), так и рядом с устройством, и обеспечивает альтернативу отправке данных в централизованное облако для обработки.Некоторые из крупнейших игроков в сфере технологий, включая Amazon, Microsoft и Google, изучают периферийные вычисления, что может стать началом следующей большой гонки вычислений.
Источник: Research Gate.Хотя Amazon Web Services (AWS) продолжает лидировать в сфере общедоступных облаков, еще неизвестно, кто станет лидером в этом зарождающемся пространстве периферийных вычислений. В этом пояснении мы подробнее рассмотрим, что такое периферийные вычисления, преимущества, связанные с этой технологией, и ее приложения в широком спектре отраслей.
Содержание:
Меняющийся компьютерный ландшафт
- Облачные вычисления позволяют объединить мир
- Переход к периферийным вычислениям
Преимущества периферийных вычислений
Пейзаж с периферийными вычислениями
Периферийные вычисления в различных отраслях
- Транспорт
- Здравоохранение
- Производство
- Сельское хозяйство и умные фермы
- Энергетика и управление сетью
- Розничная торговля
- Финансовые услуги
Заключение
Меняющийся компьютерный ландшафт
Прежде чем мы сможем понять периферийные вычисления, мы должны взглянуть на то, как их предшественник — облачные вычисления — проложил путь для устройств Интернета вещей во всем мире.
Облачные вычисления позволяют объединить мир
Устройства, подключенные к Интернету, есть повсюду, от носимых до подключенной кухонной техники. Ожидается, что к 2026 году мировой рынок IoT превысит 1,1 трлн долларов, увеличившись почти в пять раз по сравнению с его размером в 190 млрд долларов в 2018 году. В результате облачные вычисления — процесс, с помощью которого многие из этих интеллектуальных устройств подключаются к Интернету для работы — становятся все более доминирующей тенденцией.
Облачные вычисления позволяют компаниям хранить и обрабатывать данные (среди других вычислительных задач) вне их собственного физического оборудования и в сети удаленных серверов, широко известной как «облако».”
Например, человек может сделать резервную копию своего смартфона с помощью Apple iCloud. Затем она может получить данные со своего смартфона через другое устройство с подключением к Интернету, например настольный компьютер, войдя в свою учетную запись и подключившись к облаку. Ее информация больше не ограничивается емкостью внутреннего жесткого диска ее смартфона или настольного компьютера.
Это лишь один из многих вариантов использования облачных вычислений. Другой пример — запуск полномасштабных приложений, доступ к которым осуществляется через веб-браузер или мобильный браузер.
Из-за растущей популярности облачные вычисления привлекли крупных игроков в сфере технологий, таких как Amazon, Google, Microsoft и IBM. Согласно опросу 2019 года, проведенному компанией RightScale, управляющей частным облаком, среди основных поставщиков общедоступных облачных сервисов Amazon Web Services (AWS) и Microsoft Azure занимают первое и второе места соответственно.
Но централизованные облачные вычисления не идеальны для всех приложений и вариантов использования. Граничные вычисления предоставляют решения, в которых традиционная облачная инфраструктура может не справиться.
Переход к периферийным вычислениям
В нашем будущем с большим объемом данных, когда миллиарды устройств подключены к Интернету, более быстрая и надежная обработка данных станет критически важной.
Консолидация и централизованный характер облачных вычислений в последние годы доказали свою рентабельность и гибкость, но развитие Интернета вещей и мобильных вычислений привело к снижению пропускной способности сети.
В конечном счете, не всем интеллектуальным устройствам для работы необходимо использовать облачные вычисления.В некоторых случаях движения вперед и назад можно и нужно избегать.
Вот где появляются периферийные вычисления.
Согласно консенсусу отраслевых аналитиков CB Insights, с учетом его широкого спектра приложений, от помощи автономным транспортным средствам в ускорении времени реакции до защиты конфиденциальных данных о состоянии здоровья, к 2028 году рынок инфраструктуры периферийных вычислений будет стоить 700 миллиардов долларов.
Edge computing позволяет обрабатывать данные ближе к месту их создания (например, к двигателям, насосам, генераторам или другим датчикам), уменьшая необходимость в передаче данных между облаком и обратно. Источник: HPE
Он описывается как «ячеистая сеть микроцентров обработки данных , которая обрабатывает или хранит критически важные данные локально и отправляет все полученные данные в центральный центр обработки данных или облачное хранилище данных на площади менее 100 квадратных футов, », согласно исследовательская фирма IDC.
Например, в поезде могут быть датчики, которые могут немедленно предоставить информацию о состоянии его двигателя. В этом сценарии данные датчиков не должны перемещаться в центр обработки данных, будь то в поезде или в облаке, чтобы увидеть, влияет ли что-то на работу или нет.
Локализация обработки и хранения данных снижает нагрузку на вычислительные сети. Когда в облако отправляется меньше данных, вероятность задержки — задержки в обработке данных, которая возникает в результате взаимодействия между облаком и устройствами IoT, — уменьшается.
Это также возлагает большую ответственность на оборудование, лежащее в основе технологии пограничных вычислений, которое состоит из датчиков для сбора данных и процессоров или графических процессоров для обработки данных в подключенных устройствах.
Источник: Intelligent Mobility InsightПо мере развития граничных вычислений важно понимать еще одну технологию, в которой задействованы периферийные устройства: туманные вычисления.
В то время как периферийные вычисления более конкретно относятся к вычислительным процессам, выполняемым на «границе» сети или вблизи нее, туманные вычисления относятся к сетевым соединениям между периферийными устройствами и облаком.
Другими словами, туманные вычисления расширяют облако ближе к краю сети; поэтому, согласно OpenFog, «туманные вычисления всегда используют периферийные вычисления, но не наоборот».
Возвращаясь к нашему сценарию с поездом: датчики могут собирать данные, но не могут сразу же на них действовать.Например, если машинисту поезда нужна информация о том, как работают колеса и тормоза поезда, он может использовать данные датчиков, агрегированные с течением времени, чтобы предвидеть, нуждаются ли детали в обслуживании или нет.
В этой ситуации обработка данных использует границу, но не всегда происходит немедленно (в отличие от определения состояния двигателя). Используя туманные вычисления, краткосрочная аналитика может быть оценена в определенный момент времени и не требует полного возврата в централизованное облако. Таким образом, важно понимать, что, хотя периферийные вычисления дополняют облачные вычисления и очень тесно работают с туманными вычислениями, они никоим образом не могут заменить их.
Преимущества периферийных вычислений
Хотя область только зарождается, периферийные вычисления предлагают некоторые очевидные преимущества, в том числе:
- Обработка и анализ данных в реальном времени или быстрее: Данные обрабатываются ближе к источнику, а не во внешнем центре обработки данных или облаке, что сокращает время задержки.
- Более низкие затраты: Предприятия тратят меньше средств на решения для управления данными для локальных устройств, чем на облачные сети и сети центров обработки данных.
- Меньше сетевого трафика: С увеличением количества устройств IoT генерация данных продолжает расти рекордными темпами.В результате пропускная способность сети становится более ограниченной, перегружая облако и приводя к еще большему ограничению данных.
- Повышенная эффективность приложений: При меньшем уровне задержки приложения могут работать более эффективно и с большей скоростью.
Преуменьшение роли облака также снижает вероятность возникновения единой точки отказа.
Например, если компания использует централизованное облако для хранения своих данных, а облако выходит из строя, данные становятся недоступными до тех пор, пока проблема не будет решена, что может привести к серьезным потерям для бизнеса.
В 2016 году Salesforce.com отключился более чем на 24 часа из-за сбоя на североамериканском 14 сайте Salesforce (также известном как NA14). Клиенты не могли получить доступ к массиву данных о клиентах, от номеров телефонов до электронной почты и т. Д., Что серьезно подрывало бизнес. С тех пор Salesforce переместила свое облако IoT на Amazon AWS, но сбой свидетельствует о серьезной проблеме, связанной с использованием исключительно облака.
Меньшая зависимость от облака также означает, что некоторые устройства могут надежно работать в автономном режиме. Это особенно полезно в местах, где подключение к Интернету ограничено — будь то в определенных географических регионах с ограниченным доступом или в удаленных, часто недоступных местах, таких как нефтяные месторождения.
Еще одно ключевое преимущество периферийных вычислений связано с безопасностью и соответствием требованиям. Это особенно важно, поскольку правительства все больше озабочены тем, как компании используют данные о потребителях.
Так обстоит дело с введением в действие Общего регламента защиты данных (GDPR) в ЕС в 2018 году, который направлен на защиту личной идентифицируемой информации физических лиц от злоупотребления данными.
Поскольку граничные устройства собирают и обрабатывают данные на локальном уровне, передачи данных в облако можно избежать.В этом случае конфиденциальная информация не должна проходить через сеть, и в случае кибератаки на облако ее воздействие, вероятно, будет менее значительным, чем если бы данные находились в постоянном движении.
Edge computing также обеспечивает уровень взаимодействия между новыми подключенными устройствами и более старыми, «устаревшими» устройствами. Он «преобразует протоколы связи», используемые в старых системах, в язык, понятный для современных подключенных устройств. Это означает, что устаревшее промышленное оборудование может быть легко и эффективно подключено к современным платформам Интернета вещей.
Ландшафт с периферийными вычислениями
Сегодня рынок периферийных вычислений все еще относительно молод. Но, похоже, он привлекает все больше внимания, особенно по мере того, как вещи становятся более взаимосвязанными.
Те же игроки, которые доминировали в облачных вычислениях (Amazon, Google, Microsoft), становятся лидерами в области периферийных вычислений.
Amazon опередила инициативу, перейдя на периферийные вычисления с AWS Greengrass в 2017 году.Сервис расширяет AWS на устройства, чтобы они могли «действовать локально с данными, которые они генерируют, продолжая использовать облако для управления, аналитики и надежного хранения».
Гигант электронной коммерции также предлагает свою службу FreeRTOS, которая представляет собой «операционную систему с открытым исходным кодом для микроконтроллеров в реальном времени». Микроконтроллеры — это небольшие процессоры, которые можно найти во всем: от датчиков до фитнес-трекеров и устройств. С FreeRTOS эти периферийные устройства можно программировать, подключать, развертывать и управлять ими.
Microsoft также сделала несколько важных шагов в этой сфере. План компании потратить 5 миллиардов долларов на Интернет вещей к 2022 году связан с инициативами в области периферийных вычислений.
Microsoft объявила о своем решении Azure IoT Edge, которое «расширяет облачную аналитику на периферийные устройства» и может использоваться в автономном режиме. Компания также стремится сосредоточиться на периферийных приложениях искусственного интеллекта: ранее в 2020 году компания объявила о расширении за счет графического процессора Nvidia T4 Tensor Core, чтобы вывести машинное обучение на периферию.
Вслед за этим в июле 2018 года Google анонсировал два новых продукта, которые помогут улучшить разработку подключенных устройств на периферии: аппаратный чип Edge TPU и Cloud IoT Edge, программный стек. По данным Google,
«Cloud IoT Edge расширяет возможности мощной обработки данных и машинного обучения Google Cloud на миллиарды периферийных устройств, таких как роботизированные манипуляторы, ветряные турбины и нефтяные вышки, чтобы они могли действовать на основе данных со своих датчиков в режиме реального времени и прогнозировать результаты на местном уровне. . »
Ранее в 2020 году компания заключила партнерское соглашение с AT&T, чтобы предоставить предприятиям решения для периферийных вычислений 5G.
Но интерес не ограничивается этими тремя гигантами.
По мере появления все большего количества подключенных устройств многие игроки в растущей экосистеме работают над программным обеспечением и технологиями, которые позволят использовать периферийные вычисления.
Компания Hewlett Packard Enterprise (HPE) заявила в 2018 году, что вложит 4 миллиарда долларов в периферийные вычисления в течение следующих четырех лет. Конвергентные периферийные системы HPE Edgeline нацелены на промышленных партнеров, которым требуется вычислительная мощность на уровне центра обработки данных, часто при этом работая в удаленных условиях.
Конвергентные периферийные системы Edgeline (модель EL 1000 на фото слева) обещают обеспечить промышленные операции — например, на нефтяных вышках, фабриках или медных рудниках — с помощью подключенных устройств, не полагаясь на отправку данных в облако или центр обработки данных.
К другим крупным игрокам в быстрорастущем пространстве периферийных вычислений относятся, в частности, Scale Computing, Vertiv, Huawei Technologies, Fujitsu и Nokia.
Производитель микросхем AI NVIDIA запустила Jetson TX2 в 2017 году, вычислительную платформу AI для периферийных устройств.Это последовало за выпуском его предшественника Jetson TX1 и утверждает, что «[переопределяет] возможности для расширения продвинутого ИИ от облака до периферии».
Многие известные компании также инвестировали в периферийные вычисления, включая General Electric, Intel, Dell, IBM, Cisco, Hewlett Packard Enterprise, Microsoft, SAP SE и AT&T.
На частном рынке, например, Dell и Intel инвестировали в Foghorn, поставщика периферийных аналитических данных для промышленных и коммерческих приложений Интернета вещей.Обе компании участвовали в последнем раунде серии C Foghorn стоимостью 25 миллионов долларов в феврале 2020 года. Dell также участвовала в начальном раунде и раунде серии A для пограничной платформы IIoT IOTech.
Многие из упомянутых выше компаний, включая Cisco, Dell и Microsoft, также объединились в Консорциум OpenFog. Группа стремится стандартизировать приложения этой технологии.
Периферийные вычисления в различных отраслях
Поскольку цена на датчики и стоимость вычислений продолжают снижаться, все больше «вещей» будет подключено к Интернету.
По мере того, как становится доступным все больше подключенных устройств, в периферийных вычислениях будет расти количество приложений во всех отраслях, особенно потому, что облачные вычисления в некоторых случаях оказываются неэффективными.
Мы уже начинаем видеть последствия этого для различных секторов.
«Когда мы передаем всю мощь облака на устройство — край — мы предоставляем возможность реагировать, рассуждать и действовать в режиме реального времени и в областях с ограниченным или отсутствующим подключением… это еще только начало, но мы начиная понимать, как эти новые возможности могут быть применены для решения важнейших мировых проблем.»- Кевин Скотт, технический директор Microsoft
От автономных транспортных средств до сельского хозяйства — вот несколько секторов, которые выиграют от потенциала периферийных вычислений.
Транспорт
Одним из наиболее очевидных потенциальных применений технологий периферийных вычислений является транспорт, в частности, автономные транспортные средства.
Беспилотные транспортные средства оснащены всеми типами датчиков, от камер до радаров и лидарных систем, которые помогают транспортному средству работать.
Как описывалось ранее, эти автономные транспортные средства могут использовать периферийные вычисления для обработки данных намного ближе к транспортному средству с помощью этих датчиков, экономя драгоценные миллисекунды.
И хотя беспилотные автомобили еще не стали массовым явлением, компании готовятся. В 2018 году Automotive Edge Computing Consortium (AECC) объявил, что будет запускать операции, ориентированные на решения для подключенных автомобилей.
В число участников«Подключенные автомобили быстро выходят за рамки роскошных моделей и премиальных брендов и переходят к массовым моделям среднего размера.Вскоре отрасль достигнет переломного момента, когда объем генерируемых данных об автомобилях превысит существующие ресурсы облачной, вычислительной и коммуникационной инфраструктуры ». — Кеничи Мурата, президент и председатель AECC
входят DENSO Corporation, Toyota Motor Corporation, IBM Japan , AT&T, Ericsson, Intel и другие.
Между тем, в июле 2019 года BMW i Ventures и Toyota AI Ventures приняли участие в раунде серии A стоимостью 25 млн долларов США для стартапа Recogni, ориентированного на ИИ.Калифорнийская компания объединяет искусственный интеллект с обработкой кромок для поддержки систем технического зрения для автономных транспортных средств
Но не только автономные транспортные средства генерируют значительный объем данных и требуют обработки в реальном времени. Это также самолеты, поезда и другие виды транспорта — без водителя или без водителя.
Например, производитель самолетов Bombardier C-Series был в значительной степени оснащен датчиками для немедленного обнаружения проблем с характеристиками двигателя. За 12 часов полета самолет генерирует 844 ТБ данных.Граничные вычисления позволяют обрабатывать данные в реальном времени, поэтому компания может проактивно решать проблемы с двигателем.
Здравоохранение
Людям становится все удобнее носить фитнес-трекеры, глюкометры, умные часы и другие носимые устройства для мониторинга здоровья.
Но для того, чтобы по-настоящему ощутить выгоду от сбора огромных объемов данных, может потребоваться анализ в реальном времени — и хотя многие носимые устройства подключаются к облаку напрямую, другие могут работать в автономном режиме.
Некоторые носимые мониторы здоровья могут локально анализировать данные пульса или режим сна без подключения к облаку. Затем врачи могут осмотреть пациентов на месте и предоставить по запросу отзывы об их здоровье. Эксперты говорят, что сбор данных с интеллектуальных носимых устройств может оказаться очень полезным в случаях пандемии, когда более быстрая обработка данных рядом с источником может спасти жизнь.
Например,GE использует чипы NVIDIA в своих медицинских устройствах для улучшения обработки данных на периферии, особенно для приложений AI.
Но потенциал периферийных вычислений в здравоохранении выходит далеко за рамки носимых устройств.
Оцените преимущества быстрой обработки данных для удаленного мониторинга пациентов, стационарного лечения и управления здравоохранением в больницах и клиниках.
Врачи и клиницисты смогут предлагать пациентам более быструю и качественную помощь, а также добавят дополнительный уровень безопасности к данным о состоянии здоровья пациентов (PDHD). Средняя больничная койка имеет более 20 подключенных устройств, генерирующих значительный объем данных.Вместо того, чтобы отправлять конфиденциальные данные в облако, где к ним может быть получен неправильный доступ, это будет происходить ближе к границе.
Edge computing также может помочь использовать большие данные, а также возможности искусственного интеллекта и машинного обучения для прогнозирования закономерностей распространения смертельных заболеваний. Например, базирующаяся в США компания BlueDot — это компания по разработке программного обеспечения для геозон, которая использует данные из социальных сетей, текстовые сообщения и другие онлайн-коммуникации для прогнозирования распространения нового коронавируса (Covid-19).
Как упоминалось ранее, локализованная обработка данных означает, что широко распространенный сбой облака или сети не повлияет на процесс. Даже если облачные операции были прерваны, эти больничные датчики работают независимо и по-прежнему могут работать по назначению.
Производство
Интеллектуальное производство позволяет получить представление о большом количестве датчиков, которые используются на современных заводах. (О том, как технологии меняют производство, читайте здесь.)
Проблемы с уменьшенной задержкой при периферийных вычислениях могут привести к более быстрым и оперативным изменениям в производственном процессе, которые позволят применять понимание и действия в реальном времени. Это может включать выключение машины до того, как она перегреется.
Фабрика может использовать двух роботов, оснащенных датчиками и подключенных к периферийному устройству, для выполнения той же задачи. Пограничное устройство может запускать модель машинного обучения, чтобы предсказать, выйдет ли из строя один из роботов (на фото справа).
Если это пограничное устройство определяло вероятность отказа робота, оно инициировало действие, чтобы остановить или замедлить его. Это позволит фабрике в режиме реального времени оценить возможность неисправности.
Роботы также могут стать более самодостаточными и реактивными, если они смогут обрабатывать данные самостоятельно.
Edge computing должен обеспечивать более глубокое и быстрое понимание больших данных, а также больший объем машинного обучения для применения в операциях.
Конечная цель состоит в том, чтобы извлечь выгоду из неиспользованной ценности создаваемого огромного количества данных, предотвратить угрозы безопасности и уменьшить количество сбоев в производственном цехе.
Сельское хозяйство и умные фермы
ВычисленияEdge идеально подходят для сельского хозяйства, учитывая часто удаленные местоположения и неблагоприятные условия на фермах, которые могут создавать проблемы с пропускной способностью и подключением.
Прямо сейчас умные фермы, желающие улучшить возможности подключения, вкладывают средства в дорогостоящее оптоволокно, микроволновые соединения или в постоянный спутник; Edge Computing представляет собой подходящую экономичную альтернативу.
Умные фермы могут использовать датчики для мониторинга состояния почвы, температуры и погодных условий.Тогда периферийные вычисления могут быстро предоставить фермерам подробную информацию о том, как данные будут обрабатываться на местном уровне.
Хотя широкополосный доступ, необходимый для периферийных и облачных вычислений, в сельской местности остается проблемой, одной из областей, где можно эффективно использовать периферийные вычисления, является вертикальное сельское хозяйство, которое представляет собой процесс выращивания продуктов питания и растений в вертикально расположенных слоях. Поскольку продукция выращивается в искусственно контролируемой среде, локальная обработка данных позволяет поддерживать оптимальные условия.
ВычисленияEdge также могут помочь сократить потери продуктов питания, в том числе за счет снижения потерь из-за отсутствия инфраструктуры и неисправных технологий. По данным Продовольственной и сельскохозяйственной организации, одна треть продуктов питания, производимых для потребления, теряется из-за неэффективности цепочки поставок.
Использование оборудования для мониторинга урожайности, оснащенного датчиками, роботов для опрыскивания и прополки, а также анализа данных о состоянии почвы может привести к лучшему урожаю. По оценкам Всемирного экономического форума в 2018 году, если 50% -75% цепочек поставок в развитых странах развернут технологии Интернета вещей к 2020 году, это приведет к экономии продуктов питания в размере 10-50 млн тонн.
Управление энергией и сетью
Edge computing может оказаться особенно эффективным в энергетической отрасли, особенно для мониторинга безопасности в нефтегазовых компаниях.
Например, датчики давления и влажностидолжны находиться под пристальным наблюдением и не могут допускать потери связи, тем более что большинство из них расположены в отдаленных районах. Если что-то ненормальное — например, перегрев маслопровода — произойдет и останется незамеченным, может произойти катастрофический взрыв.
Еще одно преимущество — способность обнаруживать неисправности оборудования в режиме реального времени. Благодаря управлению сетью датчики могут отслеживать энергию, производимую всем, от электромобилей до ветряных электростанций, чтобы принимать решения по снижению затрат и повышению эффективности производства энергии.
Инженерный конгломератBosch предлагает платформу пограничного облака, которая позволяет управлять энергопотреблением на бытовом уровне, в то время как Tantalus Systems разрабатывает интеллектуальные сетевые системы, которые работают на периферии, чтобы лучше автоматизировать переключение нагрузки как для коммерческих, так и для частных клиентов.
Источник: developer.bosch-iot-suite.com
Edge computing также может помочь в строительстве полностью автономных энергетических установок и нефтяных буровых установок. Использование датчиков для контроля и регулировки бурового оборудования сокращает, если не устраняет, необходимость ручного управления операциями.
Энергетические компании также могут обнаружить, что периферийные вычисления могут улучшить наблюдение и безопасность.
Подразделение Energy Ventures нефтяного гиганта Saudi Aramco и GE Ventures вложили средства в стартап по обеспечению безопасности Интернета вещей Xage, который использует блокчейн для распространения аутентификации, необходимой для доступа к граничным точкам входа.
Компании могут использовать дроны или роботов для получения в реальном времени информации о состоянии электростанций даже в удаленных районах. Калифорнийская компания DroneDeploy использует периферийные вычисления для создания тепловых карт в реальном времени, которые могут сигнализировать о таких проблемах, как отключение оборудования, перегрев солнечных панелей и утечки газа.
Источник: dronedeploy.com
Розничная торговля
Для предприятий розничной торговли, которые смещают акцент на развитие автономных магазинов, периферийные вычисления могут быть жизненно важным компонентом их технологии в магазинах.
В январе 2018 года Amazon открыла свой первый публичный магазин Amazon Go. Магазин позволяет покупателям вводить QR-код в своем мобильном приложении, после чего камеры и датчики в магазине идентифицируют покупателей и регистрируют то, что они выбирают для покупки. Эти технологии поддерживаются периферийными вычислениями, что делает мониторинг более простым и масштабируемым.
Amazon — не единственный игрок, открывший магазин без кассы. Розничный торговец Ahold Delhaize в партнерстве со стартапом самообслуживания AiFi запускает в Нидерландах магазин микро-фулфилмента, который предлагает датчики и камеры для поддержки этого опыта.
Розничные продавцы также могут использовать периферийные вычисления, чтобы предлагать в магазинах помощников по покупкам в виртуальной реальности.
Например, зеркала с поддержкой дополненной реальности в примерочных могут гарантировать, что покупатели могут виртуально «примерить» один предмет одежды в разных цветах, не прибегая к фактическому использованию всех цветов.
Розничные продавцы также могут использовать маяки, технологию с поддержкой Bluetooth, которая позволяет отправлять персонализированные рекомендации покупателям, когда они входят в магазин, путем быстрой локальной локальной обработки истории покупок в Интернете и в магазине.Обработка всех этих данных через централизованное облако будет более затратной и трудоемкой.
Это также поможет вспомогательным функциям, таким как запасание популярных товаров в периоды пикового спроса и выполнение операций цепочки поставок без задержек, что особенно важно во время пандемии. Датчики, размещенные на полках магазинов, могут помочь в принятии решений об инвентаризации на основе спроса и сократить время, необходимое для ручного складирования товаров. Более быстрая обработка данных может помочь гарантировать, что время и деньги не будут потеряны в результате отправки данных в облако.
Edge computing также помогает решить проблемы конфиденциальности в розничной торговле. Стартап Zippin, специализирующийся на безналичных расчетах, сообщает, что его камеры не используют распознавание лиц, а полагаются на периферийные вычисления для распознавания более общих характеристик покупателей.
Источник: getzippin.com
Кроме того, данные, собранные на периферии, в том числе данные кредитных карт и идентифицируемые характеристики, совместно используемые с магазинами, не нуждаются в хранении на центральном сервере и могут быть автоматически забыты устройствами после обработки.
Финансовые услуги
Edge computing может проложить путь к повышению безопасности и персонализации банковских услуг.
Поскольку большое количество банковских услуг стало цифровым, финансовые учреждения используют возможности облачных вычислений на гораздо более высоком уровне. Таким образом, банкам требуется более высокая пропускная способность и большая емкость для передачи и хранения большого объема собираемых данных.
Именно здесь периферийные вычисления могут изменить ход игры. Перемещая обработку данных ближе к источнику, банки и другие финансовые учреждения могут предоставлять услуги более быстрым и безопасным образом.
В феврале 2019 года, например, традиционные операторы связи Telstra и Ericsson заключили партнерство с Commonwealth Bank of Australia для изучения вариантов использования 5G и периферийных вычислений в банковских услугах.
Кроме того, технология может стать более популярной, поскольку финансовые услуги все больше полагаются на биометрию. Например, граничные вычисления позволяют захватывать — и забывать — данные распознавания лиц на конкретном устройстве, вместо того, чтобы отправлять их обратно в базу данных, заполненную изображениями пользователей.
Одна компания, уже изучающая эту технологию, — это Mastercard. Гигант платежных решений недавно запатентовал киоск периферийных вычислений, который может помочь ускорить обработку и защитить личность пользователя во время банковских транзакций.
Edge computing может также позволить финансовым службам ускорить время отклика на критически важную информацию. Трейдерам часто необходимо принимать решения в режиме реального времени на основе текущих событий или рыночных сдвигов, а периферийные вычисления могут помочь трейдерам или торговым алгоритмам быстро анализировать большие объемы данных, производимых рынками, и реагировать на них.
Стартап для периферийной инфраструктуры, поддерживаемый Intel и Samsung, Pixeom предлагает набор пограничных услуг, включая решения для финансовых услуг, которые помогают анализировать данные о мировых рынках.
Более быстрые вычисления рядом с источником транзакции также позволяют банкам экспериментировать с услугами, направленными на обеспечение большего удобства для пользователей. Польский Idea Bank оснастил автомобили банкоматами, которые можно запрашивать так же, как и в Uber. Пользователи могут вызвать банкомат через приложение, снять деньги или внести депозит.
Заключение
От носимых устройств до автомобилей и роботов — устройства Интернета вещей набирают обороты.
По мере того, как мы движемся к более взаимосвязанной экосистеме, объем генерации данных будет стремительно расти, особенно по мере того, как технология 5G набирает обороты и обеспечивает более быстрые соединения.
Хотя централизованное облако или центр обработки данных традиционно использовались для управления, обработки и хранения данных, каждое из них имеет свои ограничения.
Edge computing может предоставить альтернативное решение, но поскольку технология все еще находится в зачаточном состоянии, трудно предсказать ее успех в будущем.
Вероятно, возникнут проблемы, связанные с возможностями устройств, в том числе с возможностью разработки программного и аппаратного обеспечения, способного справиться с вычислительной разгрузкой из облака. Возможность научить машины переключаться между вычислением, которое может выполняться на границе, и вычислением, требующим облака, также является проблемой.
Даже в этом случае, по мере того, как распространение будет расти, у компаний появится больше возможностей для тестирования и развертывания этой технологии в разных секторах.
И хотя некоторые варианты использования могут более четко доказать ценность периферийных вычислений, чем другие, потенциальное влияние на нашу подключенную экосистему в целом может изменить правила игры.
Этот отчет был создан на основе данных платформы CB Insights для анализа новых технологий, которая предлагает ясность в отношении появляющихся технологий и новых бизнес-стратегий с помощью таких инструментов, как: Если вы еще не являетесь клиентом, подпишитесь на бесплатную пробную версию, чтобы узнать больше о нашей платформе. .