Что такое обратная полярность при сварке
Главная » Статьи » Что такое обратная полярность при сварке
Что такое обратная полярность при сварке
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Для соединения тугоплавких материалов либо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки — наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Электроток бывает:
Общие рекомендации
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки: силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Сергей Одинцов
electrod.biz
Обратная полярность при сварке
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Похожие статьи
Говоря об инверторной сварке полуавтоматом, хочется отметить, что она имеет ряд плюсов. |
 Необходимость приобретения сложного оборудования отсутствует, а процесс сварки не представлят особых сложностей. Электродная проволока вводится в полуавтомат особым механизмом, который не только подает…
Необходимость приобретения сложного оборудования отсутствует, а процесс сварки не представлят особых сложностей. Электродная проволока вводится в полуавтомат особым механизмом, который не только подает…Кромки металлических деталей соединяются между собой при помощи электрической дуги. В некоторых случаях сварка аргоном является единственным возможным способом сварки и немотря на более высокую стоимость,… |
Конденсаторная сварка считается разновидностью контактной сварки, основное отличие от которой заключается в обеспечении питания оборудования токами, проводимыми электроконденсаторной батареей. Как правило, конденсаторная сварка применяется при соединении элементов электротехнических изделий… |
Меньших затрат требует метод точечной сварки арматуры. Его применение возможно в тех случаях, когда свариваемые элементы имеют небольшой вес и габариты. |
 Другой способ — электродуговая сварка позволяет надежно соединить элементы из разных марок ……
Другой способ — электродуговая сварка позволяет надежно соединить элементы из разных марок ……Ее устойчивое горение в процессе дуговой сварки обеспечивается поступательными движениями конца электрода вдоль своей оси в ходе его расплавления. Электрод может перемещаться вдоль соединительного шва в разных направлениях, как вперед к заготовке, так и поперек …… |
Для аргонной сварки используют два типа электродов: неплавящиеся используют при работе с материалом, имеющим тольщину от 0,1 мм, а плавящиеся — уже при сварке 2-миллиметровых и еще более толстых заготовок. Если требуется произвести усиление шва или… |
promplace.ru
Полярность сварочных электродов
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Общие понятия
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:
- Благодаря тому, что направление движение электронов постоянное, при сварке не происходит чрезмерного разбрызгивания расплавленного металла. Именно поэтому сам шов получается более качественным, аккуратным.
- Полярность подключения электродов играет большую роль потому, что положительный и отрицательный элементы нагреваются по разному, а это оказывает влияние не только на глубину провара, но и количество переносимого с плавящегося электрода металла.

- В любом случае необходимо обеспечить качественный контакт провода с обрабатываемой деталью, только так можно обеспечить устойчивость и надежность сварочной дуги.

Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности
В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы. Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.
На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
steelguide.ru
Что такое обратная полярность?
Оглавление: [скрыть]
- Полярность при проведении сварки
- Полярность автомобильных аккумуляторов
Сварочные аппараты оснащены выпрямительными диодами, которые обеспечивают наличие в агрегате постоянного тока. Обратная полярность при таком токе может включаться по мере необходимости. Принципиальная схема аппарата представлена на рисунке № 1.
Обратная полярность при таком токе может включаться по мере необходимости. Принципиальная схема аппарата представлена на рисунке № 1.
Рисунок 1. Принципиальная схема сварочного аппарата.
Полярность при проведении сварки
Соблюдать при сварочных работах полярность — это обязательное условие для сварщика. Покрытая слоем меди сварочная проволока, используемая в среде инертного защитного газа, требует, чтобы была подключена прямая полярность. При таком подключении на свариваемые детали подается плюсовой провод, минусовой идет на держак. При работе с газом без защиты применяют порошковую проволоку. Полярность меняется: на детали идет минус, на держак — плюс. Процесс сварки проходит внутри небольшого облака газа, образуемого после сгорания флюса (рисунок № 2).
Рисунок 2. Процесс сварки внутри небольшого облака газа.
Цветные металлы, включая алюминий, свариваются с помощью вольфрамового электрода. В таком случае применяется прямая полярность, когда минус подается на электрод. Это позволяет получить узкую концентрированную дугу, дающую более качественный и меньшего размера шов. Экономятся дорогостоящие электроды и газ. Если при вольфрамовом электроде применяется обратная полярность (плюс находится на держаке), то шов будет получаться менее глубоким. Так можно варить тонкие пластины, не боясь прожечь материал.
Это позволяет получить узкую концентрированную дугу, дающую более качественный и меньшего размера шов. Экономятся дорогостоящие электроды и газ. Если при вольфрамовом электроде применяется обратная полярность (плюс находится на держаке), то шов будет получаться менее глубоким. Так можно варить тонкие пластины, не боясь прожечь материал.
Варить можно током прямой и обратной полярности. Как же самостоятельно определить установленную на аппарате полярность? Споров на эту тему идет много. Часть людей ссылается на учебники середины прошлого века, другая часть — на современные разработки. При сварке постоянным током инвертором есть возможность выбрать полярность. Если подсоединить к электроду плюс, к земле (деталям) — минус, тогда получится обратная полярность при сварке. При традиционных способах поступают наоборот: к электроду присоединяют минус. Стоит посмотреть на электроды, часть которых предназначена для сварки постоянным током обратной полярности, успешно применяемой при использовании полуавтоматов.
При работе с инвертором следует помнить о том, что он не любит перепады напряжения в сети. При снижении последнего до величины ниже 200 В при обратной полярности качество сварки будет довольно низким.
При работе с любым видом полярности следует помнить о правилах безопасности. Работать нужно с использованием средств индивидуальной защиты, таких как маска, перчатки, спецодежда и обувь. Аппарат обязательно нужно заземлять.
Вернуться к оглавлению
Полярность автомобильных аккумуляторов.
Аккумуляторы для автомобилей бывают двух полярностей: прямой и обратной. Почти все аккумуляторы имеют клеммы с обозначениями «+» и «-». Если сделать ошибку при выборе полярности, то могут возникнуть большие проблемы. Провода автомобиля просто могут не дотянуться до клемм. Часто некоторые производители помечают клеммы цветными колпачками, имеющими красный и синий цвета. Аккумуляторы прямой полярности иногда маркируются «1». Такие приборы (прямой полярности) устанавливаются на многие модели ВАЗ.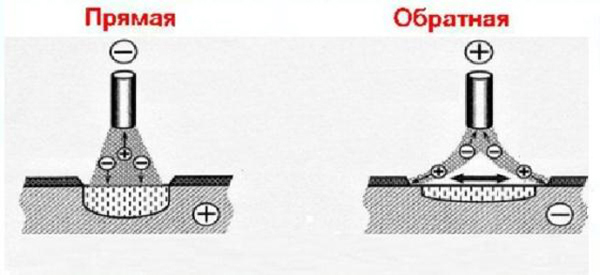 Обратная полярность имеет маркировку «0». Такие аккумуляторы ставятся на автомобили европейских производителей.
Обратная полярность имеет маркировку «0». Такие аккумуляторы ставятся на автомобили европейских производителей.
Перепутать их легко. Корпус, количество рабочих банок, ток аккумулятора — все абсолютно одно и то же. А вот токовыводы могут оказаться совсем не там. Отвечает аккумуляторная батарея за нормальный старт двигателя.
Емкость батареи — важный фактор для тех автовладельцев, которые любят включать фары, музыку, фильмы, не заводя мотора. Изменяется емкость в ампер-часах. Чем она больше, тем дольше может работать аккумулятор. Купить данный аксессуар для автомобиля — не проблема. Достаточно зайти в любой магазин автозапчастей. Стоимость их в среднем составляет 80 — 300 долларов.
Для продления срока действия за аккумулятором нужно следить. Необходимо регулярно проверять:
- уровень электролита;
- натяжной ремень и его натяжку;
- заряд аккумулятора.
Для того чтобы на морозе батарея работала дольше, нужно менять летнее масло в машине на зимнее вовремя.
Лучше пользоваться импортными маслами. Поможет и смена свечей.
Аккумулятор необходим для разгрузки работы генератора и для питания всей бортовой электроники. Срок его службы — 3 — 6 лет.
expertsvarki.ru
Прямая и обратная полярность при сварке
Содержание:
Прямая и обратная полярность при сваркеВыбор полярности влияет не только на сам процесс сварки, но и на качество сварного соединения и даже расход электродов. Чтобы правильно определиться, на какой полярности лучше варить тот или иной металл, необходимо разобраться, что такое обратная и прямая полярность при сварке, и чем она отличается.
Чтобы правильно определиться, на какой полярности лучше варить тот или иной металл, необходимо разобраться, что такое обратная и прямая полярность при сварке, и чем она отличается.
В сварочной литературе часто можно встретить такое выражение, как «прямая и обратная полярность». Опытным сварщикам данное выражение известно, а вот у начинающих могут возникнуть различные вопросы. Из данной статьи вы сможете узнать про полярность при сварке, как её сменить и чем собственно отличаются режимы.
Режимы полярности в дуговой сварке
Для соединения металлов путем ручной дуговой сварки используется электрическая дуга. Для её возникновения нужен источник переменного или постоянного тока, а также плавящиеся электроды. Электрическая дуга возникает при коротком замыкании электрода со свариваемым металлом.
Очень важно для удержания стабильной и ровной сварочной дуги выдерживать небольшое расстояние между кончиком электрода и металлом, порядка 3-5 мм (длина сварочной дуги).
Источники переменного тока не имеют смены полярности по причине хаотичного движения заряженных частиц. Поскольку переменный ток постоянно меняет заряд с положительного на отрицательный, то здесь не важно, где будет плюс и минус, на электроде или заготовке.
Поскольку переменный ток постоянно меняет заряд с положительного на отрицательный, то здесь не важно, где будет плюс и минус, на электроде или заготовке.
При сварке постоянным током, когда заряженные отрицательные электроды постоянно перетекают в одном направлении, от минуса к плюсу, возникает такое понятие как полярность. Следовательно, меняя вывода подключения источника сварки можно выставлять различные режимы полярности.
Сварка на постоянном токе имеет свои преимущества:
- Постоянный ток отличается большей стабильностью;
- В результате сварочная дуга горит ровно;
- Практически отсутствует разбрызгивание металла;
- Вследствие данных преимуществ проще контролировать процесс создания и заполнения металлом сварочной ванны.
У источника постоянного тока есть два вывода, к которым можно подсоединить держатель массы и электрода. Один вывод плюсовой, другой минусовой. Подключая держатель электрода к плюсу или, наоборот, к минусу, мы тем самым получаем две различные полярности в сварке — обратную и прямую.
Прямая и обратная полярность при сварке
Таким образом, при подключении сварочного аппарата постоянного тока можно подключить электрододержатель к плюсовому или минусовому выводу. Если держатель с электродом подключён к плюсовому выводу источника сварочной дуги, то мы получим обратную полярность.
Для обратной полярности характерен больший нагрев электрода, поскольку там, где плюс, там и температура будет всегда выше. Такое подключение позволит не прожигать металл небольшой толщины, поскольку основная концентрация температуры при сварке будет приходиться на электрод, а не на свариваемый металл.
И наоборот, если держатель с электродом подсоединить к минусовому выводу, а держатель массы к плюсовому, то больше всего будет прогреваться металл. Прямую полярность используют при сварке заготовок из металла значительной толщины. Данный режим при сварке позволяет хорошо проплавить металл и достаточно углубить корень шва.
 Этот глоссарий составлен из комбинации официальных, полуофициальных,
и проприетарные источники (включая оригинальный материал, который мы разрабатываем сами). Уникально то, что мы часто предоставляем несколько определений данного термина, чтобы вы могли найти то, которое лучше всего подходит
тебе. Чтобы максимально повысить эффективность вашего обучения, этот глоссарий (и аналогичные глоссарий для наших международных пользователей) все больше и больше полностью интегрируется в наши приложения для обучения авиации, в том числе
наше программное обеспечение и приложения для подготовки к письменным тестам FAA и программы для подготовки к практическим тестам FAA. Если вам нравится этот глоссарий,
вам понравятся их отточенная учебная среда и лучший в мире и понятный контент (пожалуйста, попробуйте).
Этот глоссарий составлен из комбинации официальных, полуофициальных,
и проприетарные источники (включая оригинальный материал, который мы разрабатываем сами). Уникально то, что мы часто предоставляем несколько определений данного термина, чтобы вы могли найти то, которое лучше всего подходит
тебе. Чтобы максимально повысить эффективность вашего обучения, этот глоссарий (и аналогичные глоссарий для наших международных пользователей) все больше и больше полностью интегрируется в наши приложения для обучения авиации, в том числе
наше программное обеспечение и приложения для подготовки к письменным тестам FAA и программы для подготовки к практическим тестам FAA. Если вам нравится этот глоссарий,
вам понравятся их отточенная учебная среда и лучший в мире и понятный контент (пожалуйста, попробуйте).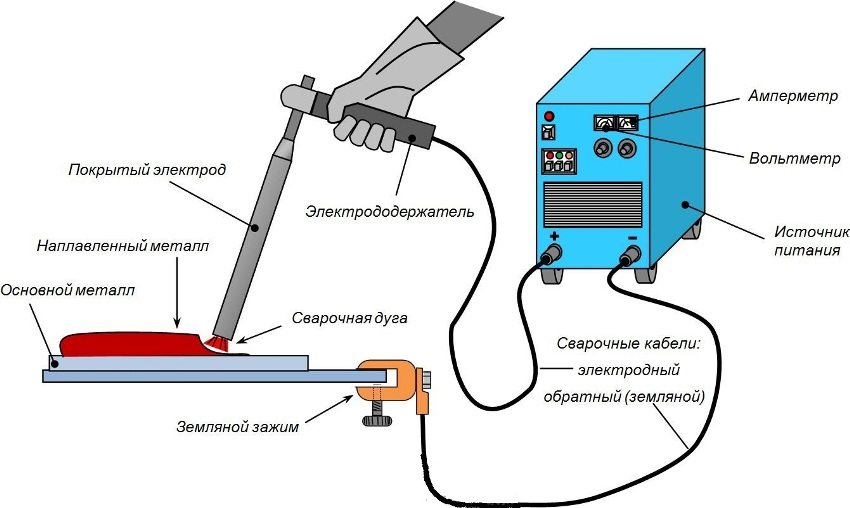 faatest.com»>
faatest.com»> д.
д.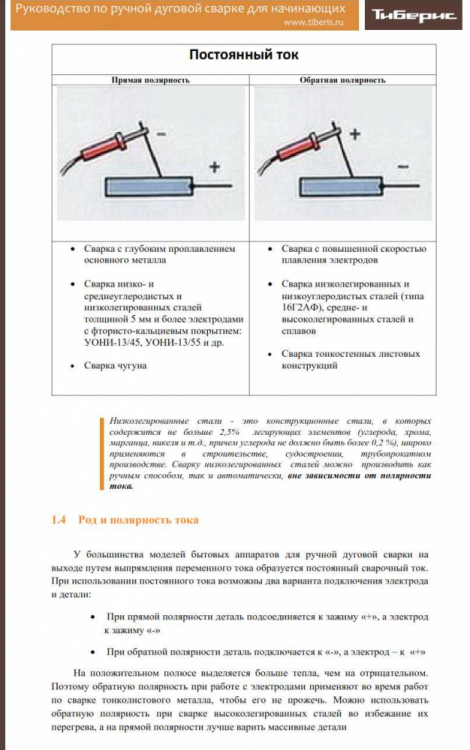 Гелий делает дугу более горячей и обеспечивает большее проникновение.
Гелий делает дугу более горячей и обеспечивает большее проникновение. Оба типа электродов универсальны и могут использоваться для сварки на переменном или постоянном токе.
Оба типа электродов универсальны и могут использоваться для сварки на переменном или постоянном токе. Однако будьте осторожны, потому что, если вы попытаетесь сварить любой из термообрабатываемых сплавов, таких как 6061, без добавления присадочного металла, они треснут в процессе сварки (см. рис. 3 ).
Однако будьте осторожны, потому что, если вы попытаетесь сварить любой из термообрабатываемых сплавов, таких как 6061, без добавления присадочного металла, они треснут в процессе сварки (см. рис. 3 ).