Расчет сварочного трансформатора для самостоятельной сборки
Соединение металлических деталей электрической дугой известно уже более 120 лет, но немногие знают все тонкости этого процесса, что очень важно для того, чтобы сделать расчет сварочного трансформатора для простейшего аппарата и полуавтомата.
1 На чем базируется расчет сварочного трансформатора?
Прежде, чем разбираться в формулах, давайте рассмотрим принцип действия простейшего аппарата для дуговой сварки. Основой такого агрегата является понижающий трансформатор, позволяющий изменить входящее напряжение, соответствующее в быту 220 В, на более низкое, до 60 В для так называемого холостого хода или, иначе, состояния покоя. То, какие виды электродов можно будет использовать с устройством, зависит от силы тока, которая должна быть в пределах 120-130 А для наиболее популярного трехмиллиметрового диаметра расходного материала.
И вот здесь как раз требуются расчеты, поскольку, если стержень электрода плавится при определенной силе тока, значит, она будет в той же степени нагревать и сердечник трансформатора, а также проволоку обмотки. Следовательно, для того, чтобы узнать оптимальную мощность трансформатора, нам нужно сначала вычислить рабочее напряжение, ориентируясь на рабочую силу тока. Для этого существует формула

Теперь вернемся к сердечнику, который не зря так называется, поскольку является сердцем трансформатора, как самого простого, так и полуавтомата. Он составляется из металлических пластин, которые способны выдержать определенную нагрузку по мощности тока. Это допустимое значение зависит от размеров сердечника и называется габаритной мощностью, которую можно найти, зная значение напряжения холостого хода. Последнее высчитывается по формуле Uхх = U2S, где S – площадь сечения провода вторичной обмотки. Зависимость этой площади от диаметра проводника определяем по формуле S = πd2/4, или по следующим таблицам:
1.
Допустимые токовые нагрузки на провода с медными жилами | ||||||
| Площадь сечения токопроводящей жилы, мм2 | Диаметр провода,мм | Допустимая сила тока, А | Площадь сечения токопроводящейжилы, мм2 | Диаметр провода, мм | Допустимая сила тока, А | |
| 0.5 | 0.78 | 11 | 35 | 6,7 | 170 | |
| 0,75 | 0.98 | 15 | 50 | 8,0 | 215 | |
| 1,0 | 1,13 | 17 | 70 | 9.5 | 270 | |
| 1,5 | 1,4 | 23 | 95. | 11.0 | 330 | |
| 2,5 | 1,8 | 30 | 120 | 12,4 | 385 | |
| 4,0 | 2,26 | 41 | 150 | 13.8 | 440 | |
| 6.0 | 2,8 | 50 | 185 | 15,4 | 510 | |
| 10 | 3,56 | 80 | 240 | 17,5 | 605 | |
| 16 | 4,5 | 100 | 300 | 19,5 | 695 | |
| 25 | 5,6 | 140 | 400 | 22,5 | 830 | |
2.
| Допустимые токовые нагрузки на провода с алюминиевыми жилами | ||||||
| Площадь сечения токопроводящей жилы, мм2 | Диаметр провода,мм | Допустимая сила тока, А | Площадь сечения токопроводящейжилы, мм2 | Диаметр провода, мм | Допустимая сила тока, А | |
| 2 | 1,6 | 21 | 35 | 6,7 | 130 | |
| 2,5 | 1,78 | 24 | 50 | 8,0 | 165 | |
| 3 | 1,95 | 27 | 70 | 9.5 | 210 | |
| 4 | 2,26 | 32 | 95. | 11.0 | 255 | |
| 5 | 2,52 | 36 | 120 | 12,4 | 295 | |
| 2,76 | 39 | 150 | 13.8 | 340 | ||
| 8 | 3,19 | 46 | 185 | 15,4 | 390 | |
| 10 | 3,56 | 60 | 240 | 17,5 | 465 | |
| 16 | 4,5 | 75 | 300 | 19,5 | 535 | |
| 25 | 5,6 | 105 | 400 | 22,5 | 645 | |
2 Расчет для сварочного трансформатора по формулам и онлайн
Итак, у нас есть все необходимые параметры для того, чтобы вычислить габаритную мощность сердечника. Далее работаем по формуле Pгаб = UххI2cos(φ)/η, где φ – угол смещения фаз между напряжением и током (можно принять величину 0.8), а η – КПД (принимаем 0.7). Остается найти допустимую мощность, которую выдержит аппарат при длительной работе. При этом учитываем, что коэффициент продолжительности работы (обозначим его ПР) составляет около 20 % от времени подключения трансформатора к сети.
Поэтому считаем следующим образом: Pдл = U2I2(ПР/100)0.50.001, или, иначе Pдл = U2I2(20/100)0.50.001, что соответствует Pдл = U2I20.00045. В целом продолжительность работы и сила сварочного тока практически не связаны. В большей степени на время дугового режима влияет сечение проволоки обмотки и качество изоляции, а также то, насколько плотно и, главное, ровно, уложены витки. Следовательно, теперь мы можем узнать электродвижущую силу одного витка в вольтах, используя формулу
Далее, получив результат эмпирической зависимости по последней формуле, высчитываем оптимальное количество витков для обмотки, как первичной, так и вторичной. Для той и другой используем две формулы, соответственно N1 = U1/E, где U1 – входящее напряжение сети, а N2 = U2/E. Сила сварочного тока регулируется увеличением или уменьшением расстояния между первичной и вторичной обмотками: чем оно больше, тем ниже мощность на выходе. Тем, кто делает приведенный расчет с целью самостоятельной сборки трансформатора, а не для приобретения готового сварочного полуавтомата, понадобится еще и вычисление габаритов сердечника.

Площадь сечения металла определяется по формуле S = U210000/(4.44fN2Bm), где f – промышленная частота тока (принимаем за 50 Гц), Bm – индукция магнитного поля (принимаем за 1.5 Тл). Теперь можно узнать ширину стальной пластины в пакете трансформатора: a = (100S /(p1kc))0.5, где за p1 принимаем диапазон значений 1.8-2.2 (рекомендуется среднее), kс – коэффициент заполнения стали (соответствует 0.95-0.97).
Исходя из значения ширины пластины, выясняем толщину пакета пластин плеча, для чего используем формулу b = ap1, а затем и ширину окна магнитопровода c = b/p2, где p2 имеет диапазон значений 1–1.2 (рекомендуется максимальное). К слову, если уж мы взялись измерять габариты, вспомним про коэффициент заполнения стали, который обозначает промежутки между пластинами. С учетом этого показателя площадь сечения сердечника будет несколько иной, поэтому назовем ее измеряемой величиной и определим заново. Формула для этого потребуется следующая:
3 Как сделать расчет самодельного тороидального сварочного трансформатора?
По сути, тор – это объемное геометрическое тело, хотя в математике бытует понятие «поверхность». То есть это даже не фигура, а замкнутая поверхность, имеющая одну общую для любой размещенной на ней точки сторону. Но, если не вдаваться в дебри терминологии, тор – это бублик, или окружность, вращающаяся вокруг некой не пересекающей ее оси, с которой располагается в одной плоскости. Именно в форме такого бублика может быть выполнен трансформатор-тороид.
Основная его характеристика – высокий КПД при небольших, в сравнении с другими типами сердечников, размерах. Что и является основополагающим критерием для предпочтения данной формы самодельных трансформаторов. Основное отличие тороидального трансформатора от прочих – прокладка только межобмоточной изоляции наряду с внешней. Межслоевая не делается по той простой причине, что витки провода, проходя сквозь отверстие тора, создают дополнительную толщину внутреннего диаметра, что исключает использование лишних слоев изоляции.

Именно это значительно усложняет сборку тороида, и потому он редко устанавливается в корпусе полуавтомата, где чаще можно увидеть стержневые сердечники. Чтобы не возникали пробивания, применяются провода с повышенной прочностью изоляционного покрова. В качестве прокладки можно взять лавсан или ленту ФУМ (фторопластовую).
Для определения габаритной мощности сердечника, выполненного в виде тора, нам достаточно узнать две площади: окна и сечения.
Первую вычисляем по формуле Sокна = 3.14(d2/4), где d – внутренний диаметр тора. Вторая формула выглядит следующим образом: Sсеч = h((D-d)/2), здесь D – внешний диаметр «бублика». Далее остается только рассчитать габаритную мощность трансформатора, для чего используем простейший способ умножения двух получившихся ранее результатов. Иными словами, Pгаб[Вт] = Sокна[кв.см] * Sсеч[кв.см]. Дальнейшие вычисления ориентируем согласно таблице:
| Pгаб | ω1 | ω2 | ∆ (А/мм2) | η |
| До 10 | 41/S | 38/S | 4.5 | 0.8 |
| 10-30 | 36/S | 32/S | 4 | 0.9 |
| 30-50 | 33.3/S | 29/S | 3.5 | 0.92 |
| 50-120 | 32/S | 28/S | 3 | 0.95 |
Здесь Pгаб – габаритная мощность трансформатора, ω1 – число витков на вольт (для стали Э310, Э320, Э330), ω2 – число витков на вольт (для стали Э340, Э350, Э360), ∆–допустимая плотность тока в обмотках, ŋ – КПД трансформатора.
Определив количество витков на каждый вольт для сердечника из той или иной стали, можем узнать, сколько витков всего нужно будет выполнить при изготовлении трансформатора. Для этого используются две формулы, для первичной и вторичной обмотки соответственно: N1 = ω1U1 и N2 = ω2U2. Далее следует учесть некоторое падение напряжения, возникающее из-за небольшого сопротивления в обмотках, которое, впрочем, в тороиде довольно незначительное.
Для этого увеличиваем количество витков вторичной обмотки на 3 % (в других типах сердечников понадобилось бы больше): N2_компенс = 1.03N2. Для того чтобы узнать диаметр проволоки, используем формулу для первой обмотки d1 = 1.13(I1/∆)0.5 и для второй: d2 = 1.13(I2/∆)0.5. При этом результаты округляем в большую сторону и выбираем ближайшие доступные провода.
Программа для расчета расхода сварочных материалов и электроэнергии
Данная программа позволит Вам существенно сократить время на написание курсовых и дипломных работ по сварке. С ее помощью можно без особых усилий произвести расчет расхода сварочной проволоки при сварке, расход защитной смеси, расход электроэнергии при сварке. Весомым плюсом данной программы является то, что она позволяет автоматически перенести результаты расчета прямо в Word, для этого всего-навсего нужно нажать специальную кнопочку.
Скачать программу расчета расхода сварочных материалов можно здесь.
Сварка нержавейки в Киеве
Сварка чугунного блока цилиндров Киев
Bookmark the permalink.
Инженерный калькулятор онлайн
Современный уклад жизни требует постоянной динамики. Производя расчеты на калькуляторе, мы заметно экономим свое время, не рискуем в чем-то ошибиться и получаем точный результат. Благодаря изобретению данного устройства, многие люди забыли что такое недостачи и погрешности в расчетах. Однако калькулятор калькулятору рознь, и если примитивные вычислительные функции можно сделать на математической модели, то сложнейшие расчеты возможно совершить только при помощи инженерной. Отныне приобретать данное чудо современной техники не нужно – достаточно обратиться за помощью к нашему инженерному калькулятору онлайн! Программа работает без дополнительной установки – достаточно зайти на электронную страницу и начать действовать.
Функции инженерного калькулятора онлайн
Калькулятор математического типа поможет вам совершить только примитивные расчеты. С его помощью можно сделать то, чему нас учили в начальных классах средней школы:
- сложение;
- вычитание;
- деление;
- умножение;
- вычитание процентов;
- возведение числа в степень;
- нахождение корня квадратного.
Инженерный калькулятор онлайн включает в себя все эти и дополнительные функции, которые необходимы для проведения сложных расчетов. Теперь вам не придется тратить дополнительные деньги на покупку этого устройства, ведь сделать вычисления можно на нашем сайте.
Помимо вышеперечисленных, наш универсальный калькулятор поможет вам выполнить такие расчеты:
Нахождение:
- синуса угла;
- тангенса;
- косинуса;
- котангенса;
- арксинуса;
- арктангенса;
- арккосинуса;
- арккотангенса.
Интерфейс инженерного калькулятора онлайн
Выполнить все вышеперечисленные расчеты достаточно просто. Наш инженерный калькулятор онлайн обладает понятным интерфейсом, а потому работать с ним весьма удобно. По своему виду он полностью имитирует настоящий калькулятор, поэтому долгого изучения функций вам не потребуется. Несмотря на это мы прилагаем подробную инструкцию и описание каждой клавиши.
Пользоваться нашей программой выгодно еще и потому, что расчеты производятся моментально – вам не нужно обновлять страницу сайта, ведь калькулятор работает во флеш-режиме. Ежедневно нашей программой пользуется огромное количество людей. Среди них ученики высших заведений, преподаватели, архитекторы-проектировщики, ученые и другие люди, заинтересованные в точности расчетов. Инженерный калькулятор онлайн не требует скачивания и установки дополнительных плагинов, а потому вы можете начать пользоваться им прямо сейчас!
калькулятор нормы для тонны металлоконструкций – Расходники и комплектующие на Svarka.guru

Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.

Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».

Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
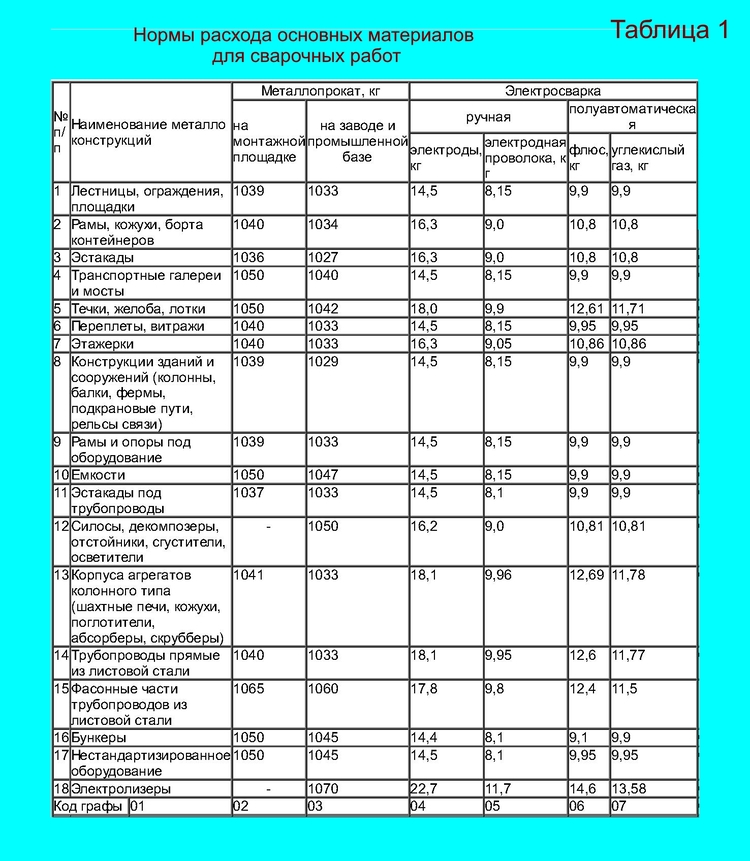
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
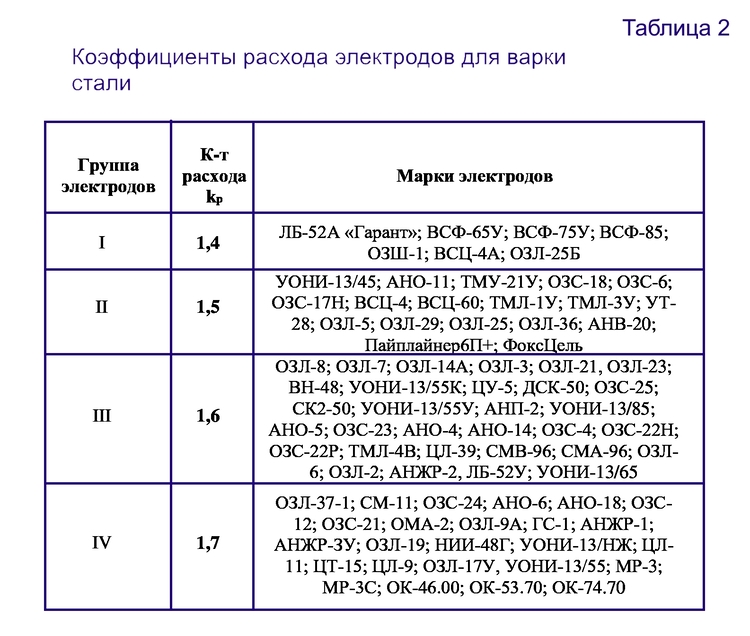
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции

На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
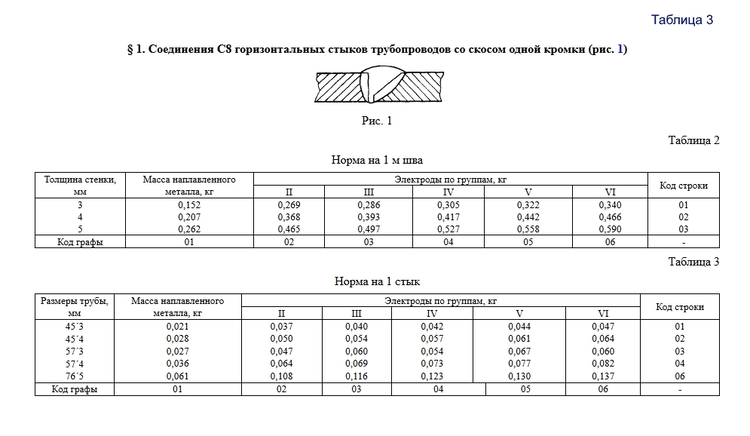
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.

Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Заключение

Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Калькулятор стоимости сварки
The QWPA (Quick Weld Productivity Analyzer) is an easy-to-use calculator for total weld cost analysis of your welding production. This tool can help you see the cost impact of different aspects of your production, including increasing deposition rate and arc time/operating factors. You may be able to view a PDF document by just clicking the button below!
Weld process input data
Welding process
Select weldingprocess
Number of wires/electrodes
Wire feed speed (WFS)m/min
Joint cross seam area mm2
Calculate
Number of weld passes
qty
Weld process output data
Wire / electrode net deposition rate kg/h
Welding speed / weld pass mm/min
Cycle time and capacity calculation
Total number of welders / op per station
Arc time factor / Operating factor
Total weld joint length / Product m
Weld metal weight in kg per meter weld
Wire / electrode consumption in kg per meter
Arc on time per product
Arc off time per product
Cycle time per product
Energy consumption Kwh/product
Calculate
Kwh/prod
Production cost calculation input data
Wire / electrode cost cost/kg
Gas flow rate liter
L/min
Estimated flux rate kg/m weld
Energy cost cost/kwh including penalty charge
Welder / operator cost cost/hour incl. social sec.
Production cost calculation output
Total production cost per meter weld cost
Total production cost per product cost
/prod