требования к оборудованию, столы, спецодежда, вентиляция
Под рабочим местом сварщика понимается закрепленный участок за конкретным специалистом или бригадой. Это определенная местность на площади территории, которая находится на промышленном производстве. Она должна быть оснащена всем необходимым инструментарием и техникой для сварочных работ, а также соответствовать требованиям техники безопасности. Организация рабочего места зависит от размера и разновидности свариваемой конструкции.
Виды рабочих мест
Правильная организация рабочего места сварщика является залогом качественной сварки и высокой производительности. Различают стационарные и нестационарные рабочие места сварщиков. На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе.
Постоянные места предназначены для производства сварщика на промышленных предприятиях: в цехах, мастерских. Стационарное рабочее место может быть однопостовым (которое предполагает наличие рабочего места только для одного сварщика), которое питается от трансформатора, а также многопостовым, при котором в помещении предусмотрено несколько кабин, питающихся от единого источника тока.
Детали могут подаваться слесарями или другими рабочими, а сам сварщик преимущественно находится в кабине. Сварочный трансформатор в указанном случае должен располагаться в отдельной комнате.
Общий или индивидуальный щит должны предусматривать измерительные приборы, разные средства защиты, сигнальные лампы и рубильники, зажимы и пр. Для индивидуального места предусмотрен свой щит с измерительными приборами.
Временные мобильные рабочие места используют для выполнения работ на оборудовании и установках, которые не допускается переместить к посту. Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу.
При использовании трансформатора для передвижного нестационарного места он может располагаться внутри здания или снаружи.
При выполнении сварочных работ на открытом воздухе рабочее месте подлежит защите от атмосферы. Для указанных целей могут применять палатки, переносные тенты или навесы и пр.
Организация рабочего места сварщика ручной дуговой сварки
Планирование рабочего места сварщика должно обеспечивать ему беспрепятственный доступ к заготовкам и безопасные условия труда. Нужно, в частности, позаботиться об отсутствии легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны должны быть достаточно удалены от открытого пламени. Рабочее место сварщика организуется по ГОСТ 12.3.003-86.
При комплектации рабочего места инструментом учитывается специфика работы. Но можно выделить определенный минимальный перечень инструментов, без которого сварщик не может полноценно работать. Стандартно рабочее место оснащено:
- сварочным аппаратом;
- металлической щеткой;
- столом и стулом сварщика;
- зубилом и молотком;
- электродержателем;
- винтовым зажимом;
- сварочной маской.
При этом не следует излишне загромождать рабочее место ненужными вещами и оборудованием, которые могут помешать работе и представлять опасность.
Сварочные работы на постах выполняются только при работающей вентиляции. При работе следует применять передвижные воздухоотсосы.
При выполнении работ на мобильных местах они огораживаются огнестойкими ширмами, щитами, а также должны быть оснащены огнетушителями и средствами пожаротушения. Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчает погрузочно-разгрузочные работы.
Требования к оборудованию
При организации сварочных работ важное значение придается правильному размещению оборудования. Агрегаты и установки, которые состоят из нескольких сварочных агрегатов, располагают в отдельном помещении, огороженном перегородками с высотой не менее 1,7 м.
Сварочные преобразователи в процессе работы могут создать шум, который оказывает негативное влияние на нервную систему, ведет к понижению внимания и работоспособности. Поэтому их рекомендовано изолировать и вывести за пределы производственного помещения.
Проходы между сварочными агрегатами и установками должны быть не менее 1,5 м, между сварочным агрегатом и стеной – от 0,5 м, между стационарным агрегатом, стеной и колонной – от 0,5 м.
Сварочный аппарат на стационарном месте должен быть установлен в защищенном от воздействия атмосферы помещении, которое хорошо проветривается. Оптимально, чтобы пол в таком помещении был бетонным, а стены не отражали сварочные блики, что представляет опасность для зрения. Дверной проем должен быть закрыт брезентовым занавесом, который подвешен на кольцах.
Использование сварочного оборудования на монтажной площадке может создать определенные сложности при его хранении. Лучше всего, если сварочный аппарат будет располагаться в закрытом помещении, а к рабочему месту будут подтягивать только кабели для сварки. Если это сделать невозможно, то оптимально установить сварочный аппарат на передвижную тележку, что упростит его транспортировку.
Заготовки должны быть предварительно подготовлены к выполнению сварочных работ.
Столы сварщиков
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
На столе должны располагаться гнезда для электродов. Если в столе есть выдвижной ящик, то документы и инструменты должны храниться там. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Электродержатели ручной дуговой сварки
Одним из основных инструментов, которые используются сварщиками, является электродержатель. От него зависит безопасность и производительность труда. Базовые требования к ним – легкость и удобность в обращении. Вес электродержателя не должен превышать 0,5 кг, чтобы руки сварщика не сильно уставали. При этом держатель не должен подвергаться нагреву при работе.
Среди всех разновидностей зажимов наиболее оптимальными являются пассатижные зажимы.
Выпускаются три типа электродержателей:
- для тока до 125 А и сечения провода 25 мм;
- для тока до 315 А и провода 50 мм;
- для тока до 500 А и провода 70 мм.
Обязательно наличие изоляции и надежного крепления электродов. Держатель должен выдерживать 8 000 зажимов электродов. Конструкция позволяет производить замену электрода не более, чем за 4 с.
 Примерная стоимость электрододержателей на Яндекс.маркет
Примерная стоимость электрододержателей на Яндекс.маркетДержатели для тока 500 А и выше снабжают щитками для защиты рук от тепла сварочной дуги и от брызг металла. Также применяются электрододержатели, которые снабжены устройствами для выключения тока при смене электрода. Это дополнительно обеспечивает большую безопасность работы.
Сварочный пост должен быть оснащен штативом (стойкой), который приварен к столу, для укладки электродержателя при перерывах в работе, чтобы избежать образования электродуги при прикосновении держателя с поверхностью стола. Поверхность штатива или стойки должна производиться из электроизоляционного материала.
Во время сварки к держателю прилипают брызги металла, это ведет к его утяжелению и перегреву. Для того чтобы это избежать, рекомендовано раз за смену смазывать его автолом.
Спецодежда
Даже при полном соблюдении техники безопасности к рабочему месту сварщика нельзя оградить от негативных факторов без использования спецодежды. В комплекте должны быть куртка, рукавицы, брюки, спецобувь и пр. Большинство спецодежды для сварщиков шьют из брезента с вкраплениями асбеста, который может обезопасить от расплавленного металла. Одежда должна закрывать все тело, чтобы не оставалось открытых мест.
Среди индивидуальных средств защиты важное значение принадлежит щиткам и шлемам. Они должны соответствовать ГОСТ 12.4.035-78. Маска не может быть тяжелее 0,5 кг.
 Примерная стоимость шлема для сварки на Яндекс.маркет
Примерная стоимость шлема для сварки на Яндекс.маркетПри выборе маски обращают внимание на ее материал. В идеале это пластмасса, устойчивая к повышенным температурам и влажности. Такая маска не портится под воздействием брызг металла и исключает поражение работника электрическим током.
Если работы выполняются в тесных и закрытых помещениях, где невозможно использовать вытяжку, то нужно использовать специальные маски, предполагающие подачу воздуха.
В шлем вставляется светофильтр, который удерживается рамкой с размерами 120*60. Средства защиты включают 13 классов светофильтров с разной плотностью, которые используются для разных режимов мощности.
Запрещено использование цветных стекол, которые не предназначены для сварки, так как они не обеспечивают надежную защиту глазам от ультрафиолетовых лучей. Это грозит сварщику хроническим заболеванием глаз.
Современные маски сконструированы по типу «хамелеона». Они позволяют автоматически отрегулировать затемнение стекол в зависимости от яркости дуги.
В числе требований к материалу костюма можно выделить следующие:
- Материал костюма сварщика – жаростойкий (это, например, замша или брезент).
- Карманы – только внутренние.
- Куртка не должна заправляться.
- Ботинки производятся из негорючего материала, они должны быть достаточно высокими и не должны содержать гвозди.
- Головной убор должен надежно защищать шею.
- Краги или рукавицы производятся из негорючего материала, она должны быть достаточно длинные и исключать попадания материала внутрь при потолочной сварке.
Сварочные шторы
Аттестация рабочего места сварщика требует от него наличия перекрытия, особенно для многопостовых участков. Эти перекрытия именуются сварочными шторами. Они производятся из огнеупорной ткани, которая совпадает с той, из которой делают спецодежду.
Шторы полностью изолируют рабочее место сварщика от посторонних людей, чтобы исключить негативное влияние сварочной дуги и прочих негативных факторов.
Сварочные шторы обладают следующим функционалом:
- Они защищают от ультрафиолета.
- Минимизируют риски возникновения пожара, так как обеспечивают защиту от искр и брызг.
- Предотвращают отрицательное воздействие воздушных потоков на сварочную зону.
- Повышают эффективность вытяжного оборудования.
 Примерная стоимость сварочных штор на Яндекс.маркет
Примерная стоимость сварочных штор на Яндекс.маркетОни достаточно экономичны и просты в установке. Шторы бывают сплошные и полосовые. Сплошные шторы выполнены из единого полотна. Они производятся из ПВХ, прошиты со всех сторон и имеют армированные отверстия для подвесных колец с расстоянием 20 см. Полосовая сварочная штора представляет отдельную полоску с шириной 50 см. В сборе ширина шторы составляет 140 см.
Вентиляция
При использовании в процессе сварки газа необходимо обеспечить хорошую вентиляцию помещения.
Вентиляция нужна по нескольким причинам:
- Для снижения концентрации токсичных веществ, которые могут выделяться из свариваемых металлов. При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения.
- Для того чтобы убрать загазованность из помещения, которая может привести к детонации.
- Для обеспечения охлаждения рабочих инструментов и техники, которая сильно перегревается при эксплуатации.
Вентиляция бывает естественной, которая осуществляется с помощью притока воздуха с улицы, а также искусственной. Для искусственной вентиляции используются специальные вытяжки, вентиляторы и прочие средства для циркуляции воздуха.
Вытяжная вентиляция обустроена так, чтобы максимально удалить вредные газы из помещения, приточная – для компенсации организованной вытяжки через разбавление веществ до допустимых для здоровья рабочих концентраций.
Наиболее оптимальным вариантом рабочего стола сварщика выступают такие, которые обустроены вытяжкой пыли с направлением ее вниз или в сторону. Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
Иные требования
Также не стоит забывать о следующих дополнительных инструментах, которые облегчают работу сварщика. Это:
- винтовые зажимы для плотного контакта с изделием;
- проволочные щетки (ручные и с электроприводом) – для удаления шлака и ржавчины;
- узкая и широкая стальная щетка для очистки кромки и швов;
- зубила, клейма и молотки – для врубки мест с дефектами, устранения брызг, установки клейма и пр.;
- молоток с заостренным концом для отбивания шлака;
- набор шаблонов для промера величины швов;
- брезентовые сумки или стаканы – для хранения электродов.
Сварщику должны быть легко доступны расходные материалы: электроды, проволока, флюс и пр., чтобы у него была возможность их легкой смены в процессе работы. Необходимо соблюдать инструкцию по охране труда в индивидуальном и общем плане.
Если сварщик работает с неплавящимся электродом, то он должен иметь набор заточенных вольфрамовых электродов, пассатижи, гаечные ключи, кусачки, пассатижи и пр. Инструмент следует хранить в специальном ящике или сумке.
Таким образом, от того, насколько грамотно было организовано рабочее место сварщика, использующего метод ручной дуговой сварки, зависит в целом эффективность и безопасность работ. Под рабочим местом понимается участок, закрепленный за сварщиком, который оснащен оборудованием, инструментами и приспособлениями для проведения сварки. Правильно организованное место снижает травматизм и несчастные случаи на производстве.
Организации рабочего места сварщика ручной дуговой электросварки
Рабочее место сварщика – закрепленный участок, за который отвечает специалист или вся бригада. Это местность на площади территории, расположенной на производстве. Она должна быть оснащена необходимыми инструментами и техникой, которые необходимы для осуществления технологического процесса. Здесь все должно соответствовать технике безопасности. Организация рабочего места сварщика предполагает подготовку всех необходимых для работы вещей, а также уборку всех лишних, которые могут мешать во время проведения процедур и быть опасными. Также организация зависит от размеров и типа свариваемой конструкции.

Рабочее место сварщика
Выделяют стационарные и нестационарные рабочие места. При работе на нестационарных проводится, как правило, сварка мелких деталей, которые умещаются на столе. Они могут подаваться и убираться с места слесарями или самим сварщиком, тогда как специалист преимущественно должен находиться в кабине. Сварочный трансформатор в таком случае стоит в отдельной комнате. В нестационарных местах свариваются изделия больших размеров, которые лежат неподвижно. В данном случае сварщику приходится перемещаться по всему периметру. Это предполагает, что при подготовке места следует создать такие условия, где ничего бы не мешало этому.
Планировка рабочего места сварщика должна обеспечивать беспрепятственный доступ к заготовкам, а также безопасные условия труда, когда рядом нет легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны, если используется газовая сварка, находятся недостаточно удалении от открытого пламени. Также в удобном доступе должны располагаться расходные материалы, такие как электроды, проволока, флюс и прочее, для того чтоб модно было их легко сменить для продолжение работы. Должна соблюдаться инструкция по охране труда, как в индивидуальном, так и в общем плане. Заготовки должны располагаться на своих местах, уже подготовленные к свариванию.
От того, насколько правильно пройдет организация рабочего места сварщика ручной дуговой сварки, зависит эффективность и безопасность труда. Сюда также можно отнести факторы правильного размещения самого места и оборудования, различных приспособлений и инструментов, которые могут понадобиться во время работы. Подготовка рабочего места сварщика к работе предполагает следование следующим важным элементам, которые определяют качество и производительность труда:
- Следует своевременно получить задание;
- Убедиться в наличии требуемого оборудования, а также в его работоспособности и правильном размещении;
- Своевременное получение таких материалов, как сварочные электроды, флюс и прочее;
- Высокое качество материалов и надежность оборудование;
- Проведение контроля сварочных соединений;
- Поддержание порядка на месте работы.
Организация рабочего места сварщика, для каждого определенного случая должна тщательно прорабатываться и продумываться, ведь от этого зависит не только эффективность работы, но и ее безопасность.
Схемы и виды рабочих мест 

Сварочное место сварщика может быть стационарным или мобильным. Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции.

Однопостовое рабочее место для сварщика
Передвижное нестационарное место может служить как для газовой, так и для электрической сварки. При использовании трансформатора он может находиться как внутри здания, так и снаружи. При газовой сварке все является полностью мобильным.
Вентиляция на рабочем месте
Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. Они являются одним из главных врагов индивидуальной безопасности и если в помещении нет проветривания и вытяжки, то сильно влияют на организм человека. Вентиляция также помогает убрать излишнюю загазованность в помещении, которая иногда может привести к детонации.

Вентиляция на рабочем месте сварщика
Вентиляция – это одна из тех важных вещей, чем должно быть оснащено рабочее место сварщиков. Существует естественная, которая осуществляется путем притока воздуха с улицы и искусственная. Для искусственной вентиляции применяются специальные вытяжки, вентиляторы и прочие средства, которые помогают осуществить циркуляция воздуха, где оно невозможно сделать обыкновенным путем.
Требования и особенности
Организация рабочего места сварщика проводится согласно ГОСТ 12.3.003-86.

Планировка сварочной кабины
Столы. Эти приспособления используются для сварки и сборки деталей. Они располагаются внутри кабины на высоте 50-60 см, если пост предназначен для сварки в сидячем положении, а также на высоте в 90 см, если это будет происходить стоя. Площадь стола должна составлять, примерно, 1 квадратный метр. Требования к рабочему месту сварщика предполагает наличие специальных болтов, к которым крепятся токопроводящие провода от сварочного аппарата. На столе должны быть гнезда для электродов. Если имеется выдвижной ящик, то там можно хранить документы и инструменты.
«Важно!
Под ногами работника должен иметься резиновый коврик.»
Сварочные кабины. Изолированное место, где устанавливается сварочный стол и прочие рабочие приспособления. Кабина должна быть изолирована от посторонних и иметь достаточно пространства. Размер кабин составляет 2х2 или 2х3 метра, а высота до 2 метров.
«Важно!
Чтобы улучшить вентиляцию, стены должны иметь зазор от пола в 20 см.»
Электрододержатель. Является одним из основных инструментов, которые использует сварщик. От его исправности зависит безопасность и производительность труда. Вес его не должен превышать 0,5 кг, а также он не должен нагреваться при работе. Обязательно должна быть изоляция, а также закрепление электрода максимально надежным.
«Важно!
Среди всех типов зажимов, лучше всего выбирать пассатижные зажимы.»
Щитки и шлемы. Требования к организации рабочего места сварщика предполагает использование таких индивидуальных средств защиты. Они должны соответствовать ГОСТ 12.4.035-78. Маска не должна быть тяжелее 0,5 килограмм. Существует 13 классов светофильтров для каждого режима мощности.
«Важно!
Изделия должны производиться из токонепроводящих материалов.»
Одежда. Требования безопасности к рабочему месту сварщика будут неполными, если не использовать одежду, как индивидуальное средство защиты. В комплекте должна быть куртка, рукавицы, брюки, специальная обувь и прочее. Большинство видов спецодежды шьют из брезента с вкраплениями асбеста, который помогает выстаивать против попадания расплавленного металла.
«Важно!
Одежда должна закрывать с запасом все части тела, не оставляя голых мест.»
Сварочные шторы. Аттестация рабочего места сварщика требует наличия перекрытия, в особенности, для многопостовых участков. Эти шторы делаются из огнеупорной ткани, которая зачастую совпадает с тем, из чего делают спецодежду. Шторы должны полностью изолировать рабочего от посторонних, чтобы ни сварочная дуга, ни искры и прочие негативные факторы не мешали другим людям.
Дополнительные инструменты. Анализ условий труда на рабочем месте сварщика будет неполным без дополнительных инструментов. Сюда входят винтовые зажимы, которые предназначены для обеспечение плотного контакта с изделием. Проволочные щетки применяются для удаления шлака, ржавчины и прочих налетов. Зубила и молотки применяются для врубки мест с дефектами, установки клейма на шов, ликвидации остатков брызг и так далее. Брезентовые сумки используются для хранения электродов.
чем должно быть оснащено? Правила
Время чтения: 9 минут
Сварка — одно из важнейших изобретений человечества. Благодаря сварочному делу мы имеем возможность получать по-настоящему прочные соединения и применять их в различных сферах: от строительства домов до ракетостроения.
Однако, как и любой другой технологический процесс, сварка может быть опасна. Прежде всего, для самого сварщика, выполняющего работу. Мастера ежедневно работают с огнеопасными материалами и веществами, а также находятся в среде, загрязненной токсичными парами. Именно поэтому так важно применение техники безопасности и правильная организация рабочего места сварщика.

В этой статье мы расскажем, как выполнить оборудование рабочего места сварщика ручной электросварки, какими бывают рабочие места, как правильно организовать вентиляцию и выбрать защитную экипировку вместе с инструментами. Ведь от них тоже зависит комфорт и безопасность сварщика при выполнении работ.
Содержание статьи
Общая информация
Правильная организация рабочего места (сварочного поста) — обязательное условие для продуктивной работы сварщика. Чем лучше организовано рабочее место, тем удобнее мастеру выполнять свои обязанности.
Читайте также: Профессия сварщик: преимущества и недостатки
У рабочего места сварщика есть множество вариаций. Сварщик может работать один или в команде, он может выполнять работу всегда на одном месте или быть мобильным. И от каждого типа работ будет зависеть организация пространства.
К любому сварочному посту предъявляются следующие требования:
- Площадь, отведенная под выполнение работ, должны быть достаточной не только для рабочих манипуляций, но и для свободного передвижения самого сварщика.
- Рабочее место должно оснащаться всем необходимым инструментарием и рабочими поверхностями.
- На рабочем месте должны быть предусмотрены места для удобного хранения рабочих вещей.
- Рабочее место должно вентилироваться, а также должно иметь достаточное количество источников света.
- Сварочный пост должен быть безопасным, огнеупорным.
Это краткое описание стандартного сварочного места. В последствии к этим пунктам добавляются другие требования, предусмотренные для выполнения тех или иных работ.
Типы сварочных мест
Любая подготовка рабочего места сварщика начинается с определения работ. Какой работой будет заниматься мастер? Это будет ручная дуговая сварка, он будет варить на полуавтомате или использовать иное оборудование? Ведь рабочее место электрогазосварщика абсолютно точно будет отличаться от рабочего места электросварщика.
 В этой статье мы будем говорить о сварочном месте для электросварщика. На данный момент для таких работ организуют два типа сварочных мест: стационарные и передвижные. Стационарное место используется на заводах, в цехах и мастерских, а передвижное — на стройплощадках, выездных работах и пр.
В этой статье мы будем говорить о сварочном месте для электросварщика. На данный момент для таких работ организуют два типа сварочных мест: стационарные и передвижные. Стационарное место используется на заводах, в цехах и мастерских, а передвижное — на стройплощадках, выездных работах и пр.После обустройства стационарного поста он напряжении долгого времени остается неизменным. Меняется лишь сварочное оборудование, комплектующие, износившиеся конструкции. Проще говоря, стационарное рабочее место — это своеобразный «скелет», к которому в последствии можно добавлять другое оборудование, но при этом сам пост остается на том же месте.
Передвижные посты более гибкие. Их можно многократно изменять и перевозить, меняя комплект оборудования. Давайте подробнее разберем, какие требования предъявляются к этим рабочим местам.
Стационарное рабочее место
Стандартное стационарное сварочное место сварщика используется чаще всего на крупных и малых производствах. Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв.м.), может располагаться на открытом пространстве цеха или быть отделено специальными шумопоглащающими перегородками.
Такое рабочее место располагается на постоянной основе на предприятии, оно не разбирается и не перевозится. Соответственно, все оборудование остается прямо на рабочем месте, в какую бы смену ни пришел сварщик. На стационарном посту можно сварить варить относительно небольшие детали, поскольку их размер ограничен размерами самой рабочей зоны.

На стационарном рабочем месте у сварщика должен быть удобный стол, стул, места для хранения. Расходники должны храниться в непосредственной близости от сварочного стола, чтобы мастер мог оперативно заменить их во время выполнения работы.
Если рабочее место огорожено перегородками, следует уделить особое внимание его освещению и вентиляции.
Передвижное рабочее место
Главная характеристика передвижного поста — мобильность. Укомплектовав такое рабочее место, вы можете взять его с собой и выполнить работу за пределами цеха. Передвижное рабочее место в разы компактнее, чем стационарное. В большинстве случаев, оно представляет собой тележку, на которую помещают сварочное оборудование и расходные материалы.

У передвижного поста нет вентиляции и специального освещения, поскольку зачастую он используется на улице, где есть естественный обмен воздуха и солнечный свет.
Главный минус передвижного поста — отсутствие защищенности от осадков. Если вы вынуждены работать на улице под дождем, необходимо использовать специальный навес.
Подробнее о вентиляции
Вентиляция — один из важнейших элементов, который нужно учесть при организации стационарного поста. Особенно это касается тех рабочих мест, где планируется использование газа. Вентиляция необходима для забора паров, возникающих при проведении работ.
При работе на стационарном рабочем месте образовывается огромное количество опасных паров и мелкой пыли. Они негативно сказываются на здоровье сварщика и в некоторых случаях способны воспламеняться или взрываться.

Чтобы избежать этого, над рабочим постом монтируется воздуховод с принудительной вентиляцией. Она работает на протяжении всего выполнения сварочных работ, и помогает не только избавлять от опасных паров, но и охлаждает оборудование.
При работе на улице специальная вентиляция не нужна. Естественного движения воздуха более чем достаточно.
Дополнительная информация
Организация сварочного места важна, но правила будут работать только в комплексе с правильным подбором экипировки и сварочных инструментов. Мы дадим пару рекомендаций касаемо сварочной одежды, маски, проводов и держака. Это минимальный набор инструментов для сварщика, не считая сварочного аппарата, конечно.
Защитная одежда и маска
Защитная одежда и обувь необходимы любому сварщику. Если не использовать средства защиты, вам не поможет ни один сварочный пост. Даже хорошо укомплектованный.
На сварщике должна быть надета специальная рабочая форма (брюки и куртка), перчатки, обувь. Одежда должна быть выполнена из негорючих материалов, стойких к загрязнениям. Обувь не должна проводить ток. Также одежда должна быть стойкой к попаданию расплавленного металла.

Маска необходима для защиты глаз, волос и кожи. Проведение сварочных работ без маски запрещено. Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ранее мы уже рассказывали о масках, прочтите об этом здесь. Мы рекомендуем выбирать маски типа «хамелеон» из средней ценовой категории или выше. Они отлично подходят для регулярного выполнения работ и хорошо справляются с задачей.
Сварочные провода
Сварочный провода так же необходимо правильно выбрать, чтобы они не стали причиной короткого замыкания или возгорания. Чем качественнее изоляция у кабеля, тем выше его прочность и надежность.
Обращайте внимание на качество изготовления и на сечение провода. Если сечение будет слишком маленьким, кабель не сможет выдержать нагрузки и расплавится, что может привести к печальным последствиям. При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать.

При организации сварочного рабочего места проследите, чтобы у него было предусмотрено отдельное место для хранения различных кабелей. Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Держатель электрода
От «держака» так же зависит правильная организация рабочего пространства. Он должен быть удобным в применении, чтобы мастер работал продуктивно. Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Любое сварочное место должно быть снабжено сразу несколькими сварочными держателями. Во-первых, для их оперативной замены в случае необходимости, во-вторых для выполнения различных сварочных работ.
При выборе держака убедитесь, что его вес не слишком большой, но и не слишком маленький. Вы не должны испытывать постоянную усталость в руках от использования тяжелого держателя. Но при этом, слишком легкий держак может понизить точность выполнения работ. Подбирайте инструмент индивидуально.

Рукоятка у держака должны быть сделана из прорезиненного материала. Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Электроды должны плотно прикрепляться к держаку, не «гулять» из стороны в сторону.
Для держаков нужно предусмотреть отдельное место, в котором они будут храниться. Оно так же должно быть в достаточной близости от руки мастера, чтобы ему не приходилось тратить время на поиск нужного инструмента.
Вместо заключения
Чем должно быть оснащено рабочее место сварщика? Все зависит от типа сварочных работ, которые ему предстоит выполнить. У сварщиков на стационарном посту должен быть удобный стол, множество мест для хранения, принудительная вентиляция и хорошее освещение.
Это минимальный набор. А для передвижного поста достаточно иметь тележку на колесах, в которой можно смонтировать все оборудование и комплектующие. В отдельных случаях понадобится навес для выполнения работ во время неблагоприятных погодных условий.
Организация рабочего места — сложный и долгий процесс. Нужно учесть каждую мелочь: от хранения электродов до правильной вентиляции. Сварщик не должен испытывать трудностей при выполнении привычных работ. Рабочий пост должен быть укомплектован таким образом, чтобы обеспечить максимальный комфорт при сварке.
Организация рабочего места сварщика: требования, описания
Довольно большое распространение получили сварочные работы. Они могут применяться как для соединения отдельных элементов, так и для устранения различных дефектов. Сам проводимый процесс несет с собой опасность сварщику и окружающим. Примером можно назвать применения инверторов, которые питаются от электричества. Нарушение техники безопасности и неправильное оборудование рабочего места может привести к поражению электрическим током.
 Организация рабочего места сварщика
Организация рабочего места сварщикаПредназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
- Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
- При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
- Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
- Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.

Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
- Стационарные.
- Нестационарные.
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
- При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
- Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
- При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
- Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
- Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.

Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.

Передвижной пост
Сварочные провода: предназначение, рекомендуемые сечения
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
- Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
- Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.

Сварочные провода
Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице
Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.

Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
- Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
- Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
- При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
- Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
- Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.

Электродержатели
Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
- Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
- Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
- При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.

Маска сварщика
В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
- Рукавицы.
- Специальная обувь.
- Куртка.
- Рукавицы.
- Брюки.

Спецодежда сварщика
В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
- При изготовлении применяется огнеупорная ткань.
- Используемый материал также может выдержать несущественно механическое воздействие.

Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
- Визуальная защита и преграда ультрафиолетовому излучению.
- Защита окружения от брызг и расплавленного металла.
- Снижается отрицательное воздействие воздушных боковых потоков.

Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
- Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
- Качественные варианты исполнения прошиваются.
- Тип несущей конструкции.

Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
4.1.Организация рабочего места сварщика
4.1.1.Рабочее место
Рабочим местомназывается та часть рабочего пространства, где располагается производственное оборудование, с которым взаимодействует человек в рабочей среде.
Места проведения сварочных работ
разделяют на постоянные и временные.
Постоянные (стационарные) места
предназначены для работ, которые
выполняются в специально оборудованных
цехах, мастерских и т.д. Устанавливают
сварочный аппарат в защищенном от
атмосферных воздействий, стол сварщика,
манипулятор, вытяжку и т.д. в хорошо
проветриваемом помещении площадью не
менее 3 м
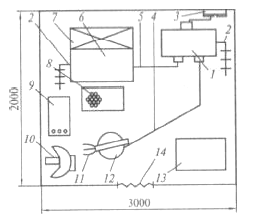
Рис.14 Планировка сварочной кабины:
1 — источник питания дуги; 2 — заземление; 3 — пускатель источника питания; 4 и 5 – прямой и обратный токопроводящие провода; 6 – стол; 7 – вентиляция; 8 – коврик; 9 – электроды; 10 – щиток; 11 – электрододержатель; 12 – стул;
13 – ящик для отходов; 14 – дверной проем
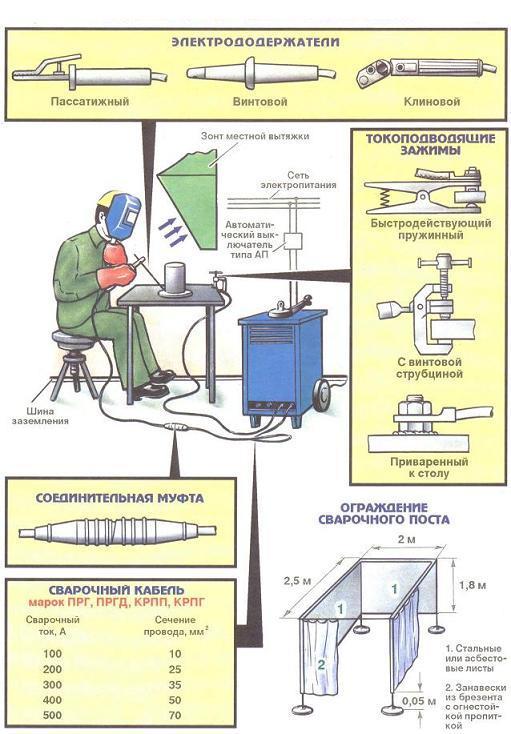

Рис.15 . Рабочее место сварщика
Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ — не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом — не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
На каждое стационарное рабочее место при плазменной и газоплазменной обработке металлов должно отводиться > 4м2, а при работе в кабине >3м2.
Зоны с опасными производственными факторами должны быть ограждены, знаки безопасности выдержаны по ГОСТ 12.4.026-76*.
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м2.

Рис.16 . Кабины контактной сварки.
Стены кабины делают высотой 1,8-2 м. Для лучшей вентиляции между полом к нижним обрезом стенки оставляют просвет 150-200 мм. В качестве материала для стен кабины можно использовать тонкое железо, а также фанеру, брезент, прочитанные огнестойким составом, или другие огнестойкие материалы. Каркас кабины делают из металлических труб или уголковой стали. Дверной проем кабины обычно закрывают брезентовым занавесом, укрепленным на кольцах. Фанера и брезент должны быть пропитаны огнестойким составом, например раствором алюмокалиевых квасцов.
Пол в кабине должен быть из огнестойкого материала (кирпич, бетон, цемент) негсораемые и нескользкие, обладать малой теплопроводностью.
Стенки окрашивают в светло-серый цвет красками, хорошо поглощающими ультрафиолетовые лучи (цинковые или титановые белила, желтый крон). Окраска сварочных цехов и кабин в темные цвета не рекомендуется, так как при этом ухудшается общая освещенность места сварки.
Комбинированное освещение следует предусматривать при работах высокой и наивысшей точности (I-IIIразр.) в частности при сварке и пайке материалов толщиной 0,06…0,5 мм, при дефектоскопии сварочных швов и других подобных работах.
Для освещения цехов надо использовать, как правили, газоразрядные источники света: лампы ДРЛ, ДРИ; для освещения высоких цехов (до 4 м) большой площади -люминесцентные лампы. Допускается применение ламп накаливания.
Освещенность кабины должна быть не менее 80—100 л к.
В производственных помещениях сварочных и сборочно-сварочных цехов параметры микроклимата следует принимать по ГОСТ 12.1.005-88 ( помещения с незначительными избытками явной теплоты, работы средней тяжести категорий IIа иIIб).
В холодный период года допускаемые параметры микроклимата для работ IIа иIIб соответственно равны: температура воздуха 17…23 и 15…210С, относительная влажность< 75%, скорость движения воздуха < 0,3 и 0,4 м/с.
Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
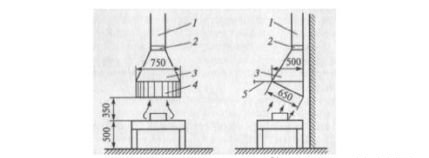
Рис.17.Вытяжной зонт:1- воздуховод; 2-шибер; 3-воздухоприемник; 4- штампованная решетка; 5- козырек.
При сварке в замкнутых объемах вытяжка воздуха осуществляется к всасывающему воздуховоду цеховой вытяжной системы. Возможна подача воздуха под маску сварщика, равная 110…140л/ мин.
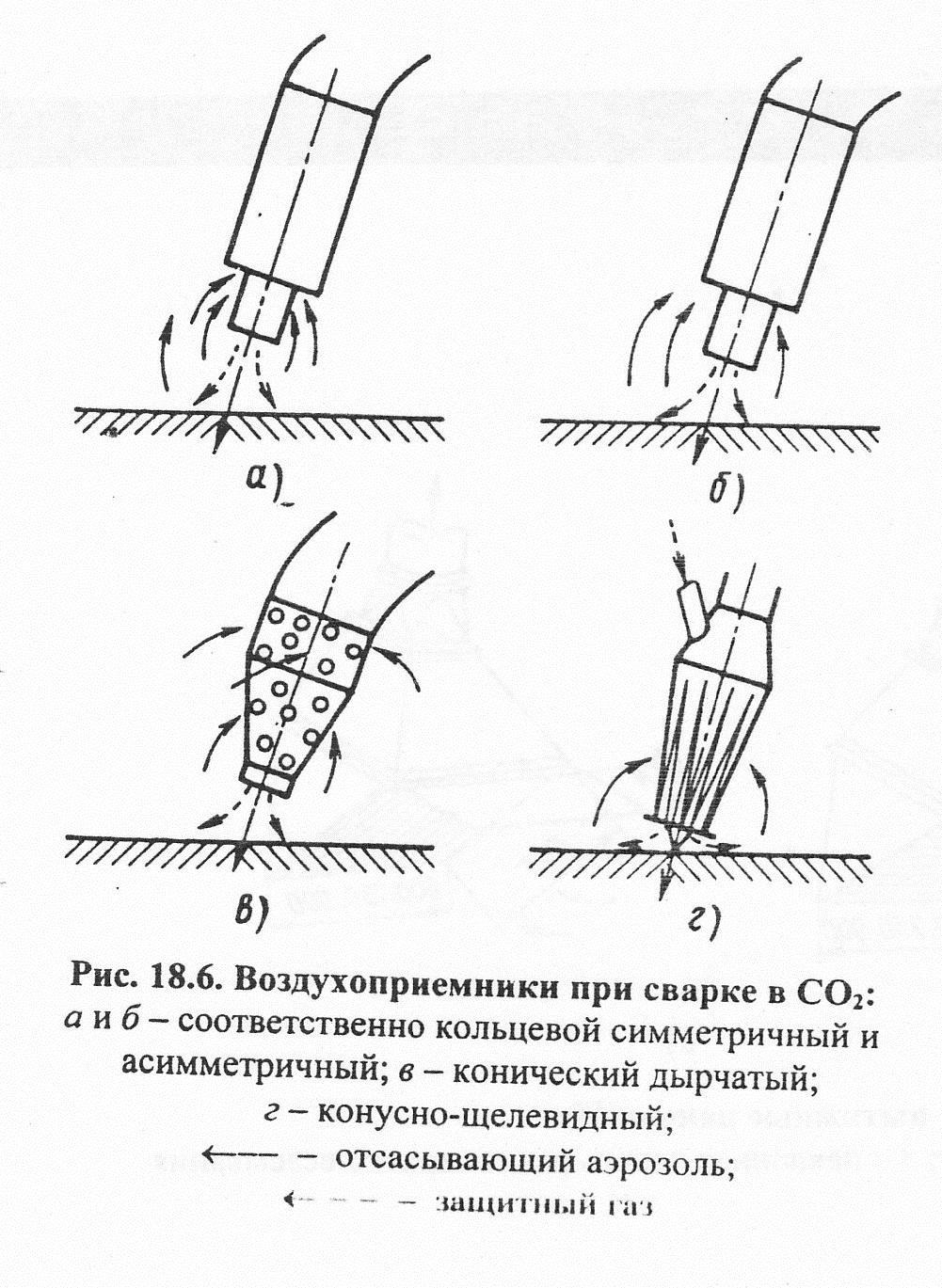
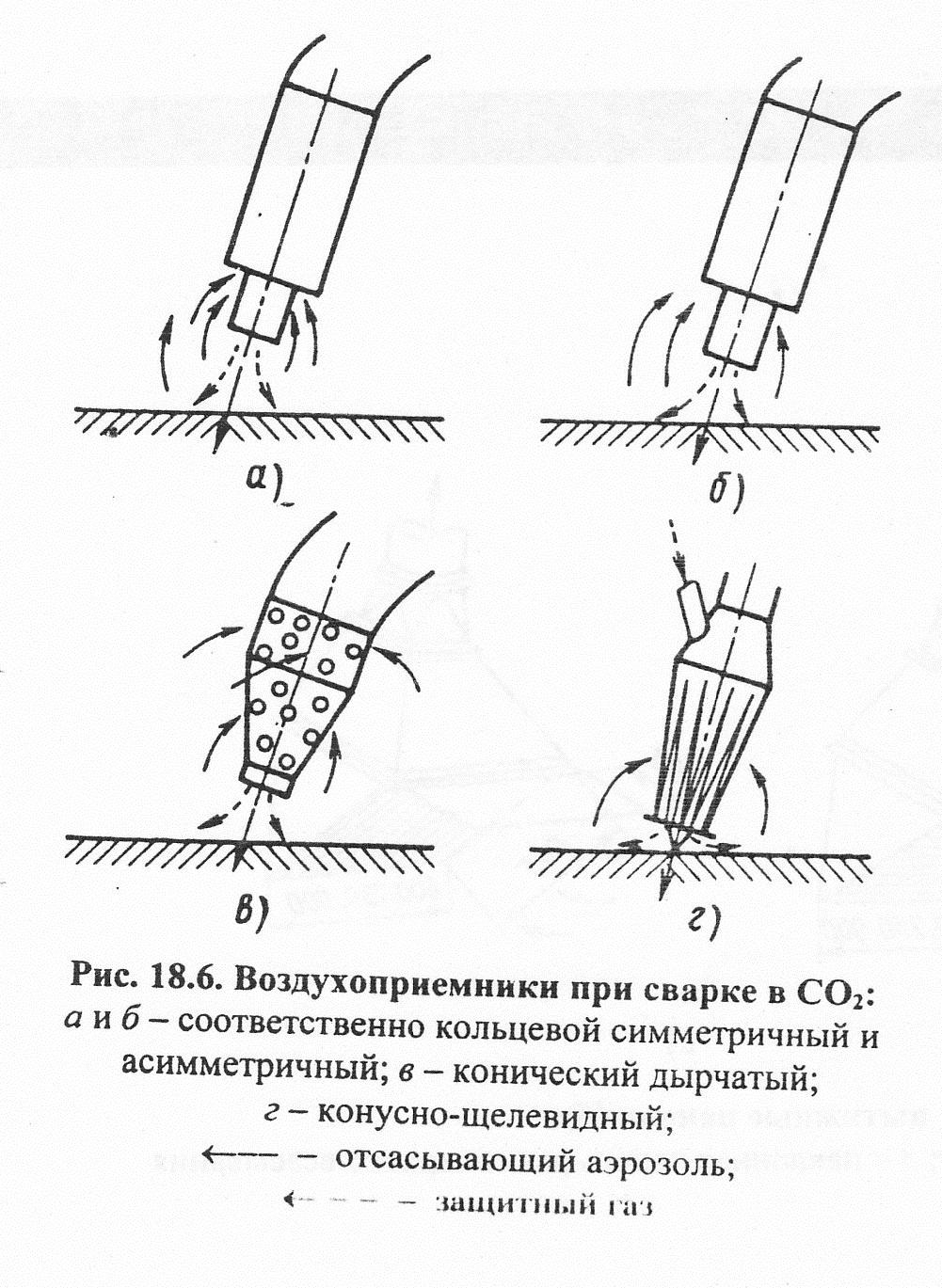
Рис.18. Воздухоприемники встроенные в сварочные горелки при механизированной сварке в СО2. а,б- соответственно кольцевой симметричный и асимметричный; в-конический дырчатый; г- конусно-щелевидный; —— — отсасывающий аэрозоль; — — — — — защитный газ.
В организации сварочных работ важное значение имеет правильное размещение оборудования. Многопостовые агрегаты и установки, состоящие из нескольких сварочных агрегатов, располагают в отдельном помещении или на площади общего производственного помещения, огражденной постоянными перегородками высотой не менее 1,7 м. Сварочные преобразователи при работе создают шум, оказывающий вредное действие на нервную систему человека, вызывая понижение внимания и снижение работоспособности. По этой причине все сварочные преобразователи надо изолировать в помещение цеха или вынести их за пределы производственного помещения, огородив со всех сторон и укрыв от атмосферных осадков.
В стационарных многопостовых сварочных установках присоединение сварочных постов к электросварочному агрегату осуществляют через общий щит, на котором должны находиться необходимые измерительные приборы, защитные средства, сигнальные лампочки, рубильники и зажимы для присоединения сварочных постов. При однопостовой сварке должны быть предусмотрены индивидуальные щиты, оборудованные вольтметром и сигнальной лампочкой, указывающей сварщику на наличие пли отсутствие напряжения в сварочной цепи.
Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ — не менее 1 м. Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом — не менее 1 м. Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки — не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
Инструменты сварщика ручной дуговой сварки и принадлежности
 Инструменты сварщика ручной дуговой сварки и принадлежности
Инструменты сварщика ручной дуговой сварки и принадлежностиПомимо сварочного инвертора или трансформаторного аппарата для сварки, сварщик пользуется ещё, достаточно большим количеством инструмента. Это и всем известная болгарка, и струбцины, и молоток для шлака, куда же без него.
В этой статье сайта про ручную дуговую сварку mmasvarka.ru будет приведён список инструментов и принадлежностей для сварщика. Статья будет полезна, в первую очередь, начинающим электросварщикам, которые только познают азы удивительной, и в тоже время сложной профессии — сварщика.
Инструменты сварщика ручной дуговой сварки
Рабочее место сварщика — называется сварочным постом. Пост может быть стационарным или передвижным, он состоит из источника дуговой сварки и инструментов для выполнения сварочных работ.
К инструментам и принадлежности сварщика относятся:
Автоматическая маска или затемняющий щиток — защищает лицо сварщика и глаза от вредного воздействия ультрафиолета. Если варить без маски, то быстро ослепнешь, поэтому термин «нахватался зайчиков», это про сварщиков.

Сварочный аппарат — он может быть переменного или постоянного тока, с подачей газа или без. Аппарат для электросварки самый главный инструмент, друг и помощник сварщика. Тех, кто умело пользуется сварочным аппаратом, ценят, и ласково называют «мастак». Такие сварщики всегда в почёте и в цене, ведь они могут заварить все, начиная от лопаты и заканчивая швеллером.
Держатель электрода или электрододержатель — не менее важный инструмент сварщика ручной дуговой сварки. Держак для сварки должен быть удобным и лёгким в работе, весить не больше 500-600 грамм. Тяжёлый и увесистый электрододержатель неудобен в работе, он сильно напрягает руку сварщика, что в свою очередь, мешает качественному проведению сварочных работ.

Сварочные провода — по ним ток для электросварки подводится к месту проведения работ. Провода для сварки должны быть не просто длинными, но и достаточно мощными, чтобы выдержать сварочный ток. Самыми распространёнными марками сварочных проводов, являются следующие марки: АПР, ПРГ, КОГ, КГ, ПРГД. Такие провода в обязательном порядке имеют качественную прорезиненную изоляцию.
Принадлежности сварщика
Молоток для отбивания шлака — такой себе небольшой молоточек, лёгкий и удобный в работе, с одной стороны которого имеется заостренный конец. Как раз острым концом и удобно отбивать шлак с металла во время сварки, особенно, если его очень много.

Щетка по металлу — куда же без щетки по металлу, поверхность которого должна быть очищена от грязи и ржавчины перед сваркой. От правильности подготовки металлических поверхностей, зависит качество сварочного шва и успех проделанной работы.
Шаблон сварщика УШС — предназначен для контроля над различными элементами электросварки, например, измерения глубины дефектов, высоты сварочного шва, а также многого другого.

Болгарка — угловая шлифовальная машина не относится к инструментам сварщика, однако, мало какой сварщик, способен обойтись в работе без неё. Резка металла, удаление окалин и шлифовка сварных швов, вот только малый перечень тех работ, которые выполняет сварщик с помощью болгарки.
Мой давний знакомый, сварщик, жить не может без болгарки, все время ею шлифует сварные швы. Мы уже ему говорили, мол, Максим, прочность конструкции из-за этого снижается, но ему абсолютно до лампочки, все точит и точит.
Струбцины — тут все понятно, и струбцины используются сварщиками для того, чтобы зафиксировать, какие-либо элементы металлоконструкции при сварке. Не у всех сварщиков есть помощники, поэтому струбцины являются незаменимым инструментом во время проведения сварочных работ.
Поделиться в соцсетях
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Научная организация труда (НОТ) на предприятии есть совокупность организационных, технологических и санитарно-гигиенических мероприятий, обеспечивающих наиболее целесообразное использование рабочего времени, производственных навыков и творческих способностей каждого члена коллектива, способствующих устранению тяжелого ручного труда, неблагоприятных воздействий окружающей среды на организм работающего, снижение травматизма. Правильная организация рабочего места сварщика способствует не только повышению производительности труда и качества сварки, но и обеспечению безопасных условий работы, снижению травматизма и несчастных случаев. В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м2. Стены кабины делают вы |