Рабочее место сварщика — чем должно быть оснащено?
Организация рабочего места сварщика – это обязательное условие для его правильной и безопасной работы. Данный процесс должен проходить в соответствии с санитарными правилами.
Блок: 1/13 | Кол-во символов: 174
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Схемы и виды рабочих мест
Сварочное место сварщика может быть стационарным или мобильным. Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции.
Однопостовое рабочее место для сварщика
Передвижное нестационарное место может служить как для газовой, так и для электрической сварки. При использовании трансформатора он может находиться как внутри здания, так и снаружи. При газовой сварке все является полностью мобильным.
Блок: 2/3 | Кол-во символов: 979
Источник: https://svarkaipayka.ru/tehnika-bezopasnosti/organizatsiya-rabochego-mesta-svarshhika.html
Предназначение, оснащение рабочего места сварщика
В качестве рабочего места электросварщика рассматривают участок производственной площади, который закрепляется за бригадой/конкретным рабочим и оснащается согласно требованиям технологического процесса инструментом, оборудованием, приспособлениями и принадлежностями.
Сюда относят:
- сварочный аппарат;
- стол и стул сварщика;
- металлическую щетку;
- зубило, молоток;
- электродержатель;
- винтовой зажим;
- сварочную маску.
Блок: 2/9 | Кол-во символов: 462
Источник: http://trydpravo. com/obyazannosti/organizatsiya-rabochego-mesta-svarshhika.html
com/obyazannosti/organizatsiya-rabochego-mesta-svarshhika.html
Организация рабочего места сварщика ручной дуговой сварки
Планирование рабочего места сварщика должно обеспечивать ему беспрепятственный доступ к заготовкам и безопасные условия труда. Нужно, в частности, позаботиться об отсутствии легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны должны быть достаточно удалены от открытого пламени. Рабочее место сварщика организуется по ГОСТ 12.3.003-86.
При комплектации рабочего места инструментом учитывается специфика работы. Но можно выделить определенный минимальный перечень инструментов, без которого сварщик не может полноценно работать. Стандартно рабочее место оснащено:
- сварочным аппаратом;
- металлической щеткой
- столом и стулом сварщика;
- зубилом и молотком;
- электродержателем;
- винтовым зажимом;
- сварочной маской.


При этом не следует излишне загромождать рабочее место ненужными вещами и оборудованием, которые могут помешать работе и представлять опасность.
Сварочные работы на постах выполняются только при работающей вентиляции. При работе следует применять передвижные воздухоотсосы.
При выполнении работ на мобильных местах они огораживаются огнестойкими ширмами, щитами, а также должны быть оснащены огнетушителями и средствами пожаротушения. Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчает погрузочно-разгрузочные работы.
Блок: 3/10 | Кол-во символов: 1578
Источник: https://elsvarkin.ru/texnika-bezopasnosti/rabocee-mesto/
Какие выделяют места осуществления сварочных работ:
- стационарные (постоянные) места, предназначение которых связано с работами, выполняемыми в мастерских, специально оборудованных цехах, прочее;
- временные места.

Стационарное рабочее место
Материал пола в кабине должен быть огнестойким (бетон, кирпич, цемент). При окрашивании стен применяют краску светло-серого цвета (желтый крон, титановые/цинковые белила), способную поглощать ультрафиолетовые лучи. Величина освещенности кабины не должна быть меньше 80-100 лк. В кабине предусматривают местную вентиляцию, воздухообмен которой на каждого рабочего должен составлять 40 куб. м/ч.
Расположение вентиляционного отсоса должно быть предусмотрено так, чтобы выделяемые при сварке газы сразу им всасывались, минуя попадание в дыхательные пути сварщика.
Сварка деталей осуществляется прямо на рабочем месте. При изготовлении крышки стола в качестве материала применяют чугун, толщина которого должна быть не менее 20-25 мм. Сварочный пост предусматривает наличие генератора, выпрямителя и сварочного трансформатора.
Блок: 3/9 | Кол-во символов: 1063
Источник: http://trydpravo.com/obyazannosti/organizatsiya-rabochego-mesta-svarshhika. html
html
Важные требования к рабочему месту
Организация рабочего места сварщика включает в себя контроль за безопасностью. Именно поэтому специалисты рекомендуют использовать во время сварки специальные несгораемые экраны. Для создания мелких изделий рабочее место должно иметь вид кабины с открытым верхом.
Если процесс сварки проходит в среде с защитными газами, то в этом случае стенная обшивка должна не доставать до пола на уровне тридцати сантиметров. При этом высота самого стенного экрана должна быть не меньше двух метров.
Обратите внимание на то, что обшивать светозащитный экран и стены самой кабины следует несгораемыми материалами.
Организация рабочего места сварщика будет считаться правильной в том случае, если площадь помещения составляет более 4,5 метров квадратных. При этом сюда должно с легкостью помещаться сварочное оборудование, а также сборочные единицы и другие сварочные детали.
Если рабочий использует машину для плазменной резки, то для нее нужно сделать сплошное ограждение, высота которого составляет минимум 2,2 метра. Обязательно использовать несгораемые материалы.
Обязательно использовать несгораемые материалы.
Организация рабочего места сварщика зависит от многих факторов. В одной кабине разрешено устанавливать несколько сварочных аппаратов. Но в этом случае само помещение обязательно должно быть разделено светозащитными экранами. Специалисты рекомендуют использовать сварочные шторы. Это очень безопасный, надежный и недорогой материал.
Блок: 3/13 | Кол-во символов: 1415
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Постоянные и временные рабочие места
Организация рабочего места сварщика ручной дуговой сварки зависит от самого типа работ. Если это постоянное или стационарное место, то в этом случае сварка производится в специальных мастерских или же в цехах. Рабочий аппарат устанавливается в полностью закрытом, хорошо вентилируемом помещении. Специалисты рекомендуют установить бетонный пол для максимальной безопасности.
А вот временное рабочее место применяется для сварки непосредственно на самом объекте.
Блок: 4/13 | Кол-во символов: 669
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Сварочные провода: предназначение, рекомендуемые сечения
Предназначение сварочных проводов связано с подводом тока от трансформатора/сварочной машины к электродержателю и непосредственно к свариваемому изделию. Для снабжения электродержателя используют гибкий изолированный провод: ПРГ либо ПРНГ (нейритовый), сплетение которого выполнено из множества медных проволочек (пролуженных/отожженных), диаметр которых составляет 0,18-0,2 мм.
Оптимальные сечения сварочного провода представлены в следующей таблице:
Не рекомендуется использовать провод, длина которого больше 30 метров, поскольку это может способствовать падению напряжения в сварочной цепи.
Блок: 4/9 | Кол-во символов: 810
Источник: http://trydpravo.com/obyazannosti/organizatsiya-rabochego-mesta-svarshhika.html
Столы сварщиков
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
На столе должны располагаться гнезда для электродов. Если в столе есть выдвижной ящик, то документы и инструменты должны храниться там. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Блок: 5/10 | Кол-во символов: 2484
Источник: https://elsvarkin. ru/texnika-bezopasnosti/rabocee-mesto/
ru/texnika-bezopasnosti/rabocee-mesto/
Дополнительная информация
Организация сварочного места важна, но правила будут работать только в комплексе с правильным подбором экипировки и сварочных инструментов. Мы дадим пару рекомендаций касаемо сварочной одежды, маски, проводов и держака. Это минимальный набор инструментов для сварщика, не считая сварочного аппарата, конечно.
Защитная одежда и маска
Защитная одежда и обувь необходимы любому сварщику. Если не использовать средства защиты, вам не поможет ни один сварочный пост. Даже хорошо укомплектованный.
На сварщике должна быть надета специальная рабочая форма (брюки и куртка), перчатки, обувь. Одежда должна быть выполнена из негорючих материалов, стойких к загрязнениям. Обувь не должна проводить ток. Также одежда должна быть стойкой к попаданию расплавленного металла.
Маска необходима для защиты глаз, волос и кожи. Проведение сварочных работ без маски запрещено. Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ранее мы уже рассказывали о масках, прочтите об этом здесь. Мы рекомендуем выбирать маски типа «хамелеон» из средней ценовой категории или выше. Они отлично подходят для регулярного выполнения работ и хорошо справляются с задачей.
Сварочные провода
Сварочный провода так же необходимо правильно выбрать, чтобы они не стали причиной короткого замыкания или возгорания. Чем качественнее изоляция у кабеля, тем выше его прочность и надежность.
Обращайте внимание на качество изготовления и на сечение провода. Если сечение будет слишком маленьким, кабель не сможет выдержать нагрузки и расплавится, что может привести к печальным последствиям. При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать.
При организации сварочного рабочего места проследите, чтобы у него было предусмотрено отдельное место для хранения различных кабелей. Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Держатель электрода
От «держака» так же зависит правильная организация рабочего пространства. Он должен быть удобным в применении, чтобы мастер работал продуктивно. Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Любое сварочное место должно быть снабжено сразу несколькими сварочными держателями. Во-первых, для их оперативной замены в случае необходимости, во-вторых для выполнения различных сварочных работ.
При выборе держака убедитесь, что его вес не слишком большой, но и не слишком маленький. Вы не должны испытывать постоянную усталость в руках от использования тяжелого держателя. Но при этом, слишком легкий держак может понизить точность выполнения работ. Подбирайте инструмент индивидуально.
Рукоятка у держака должны быть сделана из прорезиненного материала. Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Электроды должны плотно прикрепляться к держаку, не «гулять» из стороны в сторону.
Для держаков нужно предусмотреть отдельное место, в котором они будут храниться. Оно так же должно быть в достаточной близости от руки мастера, чтобы ему не приходилось тратить время на поиск нужного инструмента.
Блок: 5/6 | Кол-во символов: 3395
Источник: https://svarkaed.ru/svarka/poleznaya-informatsiya/rabochee-mesto-svarshhika-chem-dolzhno-byt-osnashheno.html
Подготовка сварочной установки к работе
Перед сборкой сварочной установки следует выполнить продувку вентилей (особенно при использовании новых баллонов). Для этого с баллонов (кислородного и ацетиленового) снимают защитные колпаки и, став на некотором расстоянии в сторону от выходного отверстия, накладывают на головку вентиля накладной ключ, медленно поворачивают его примерно на четверть оборота (рис. 1). После того, как из вентиля вырвется струя газа, вентиль баллона закрывают. Продувку выполняют последовательно, сначала кислородного баллона, а затем — ацетиленового.
1). После того, как из вентиля вырвется струя газа, вентиль баллона закрывают. Продувку выполняют последовательно, сначала кислородного баллона, а затем — ацетиленового.
После продувки на вентили баллонов устанавливают понижающие редукторы. Последовательность сборки оборудования для газопламенной обработки показана на рис. 2, 3, 4. Для этого, убедившись, что регулировочный винт редуктора завернут до упора, устанавливают присоединительный патрубок редуктора к выходному отверстию вентиля и заворачивают гайку сначала рукой, а затем — до упора ключом (рис. 2). Не следует забывать, что вращение гайки на ацетиленовом редукторе выполняют против часовой стрелки, а на кислородном — по часовой стрелке.
После этого выполняют продувку и подсоединение сварочных рукавов (рис. 3). Рукав с красной наружной оплеткой (или красными кольцами) присоединяют к ацетиленовому баллону, а рукав с черной (голубой) оплеткой — к кислородному. Как и редукторы, шланги для ацетилена и кислорода имеют разную резьбу. Новые рукава обязательно следует продуть, так как тальк, находящийся внутри рукава, будет забивать сопло горелки. Для этого еще неприсоединенные к горелке концы обоих рукавов направляют от себя, медленно открывают вентиль ацетиленового баллона и регулировочный винт редуктора, пока показания манометра не покажут давление, примерно равное 0,6 бара.
Новые рукава обязательно следует продуть, так как тальк, находящийся внутри рукава, будет забивать сопло горелки. Для этого еще неприсоединенные к горелке концы обоих рукавов направляют от себя, медленно открывают вентиль ацетиленового баллона и регулировочный винт редуктора, пока показания манометра не покажут давление, примерно равное 0,6 бара.
После продувки регулировочный винт и вентиль баллона закрывают. Точно таким же способом выполняется продувка кислородного рукава. После этого подсоединяют горелку и подбирают необходимый для данного вида сварки номер мундштука (рис. 4). При подсоединении горелки важно не перепутать место установки ацетиленового и кислородного рукавов.
Мундштук перед установкой на горелку проверяют, а при необходимости очищают от загрязнений. Для очистки мундштука имеются специальные прочистки с различными диаметрами. Иногда прочистку мундштука осуществляют проволокой. Для этого подбирают проволоку, диаметр которой немного меньше диаметра отверстия мундштука, и осторожно вводят ее по прямой, чтобы не повредить отверстие мундштука. После сборки газосварочного оборудования необходимо убедиться в отсутствии утечек. Для этого поворачивают ацетиленовый и кислородный вентили горелки по часовой стрелке и, отступив в сторону, открывают кислородный вентиль баллона на пол-оборота.
После сборки газосварочного оборудования необходимо убедиться в отсутствии утечек. Для этого поворачивают ацетиленовый и кислородный вентили горелки по часовой стрелке и, отступив в сторону, открывают кислородный вентиль баллона на пол-оборота.
После этого поворачивают регулировочный винт редуктора до тех пор, пока манометр не покажет давление 1,3 бара. Затем открывают на четверть оборота вентиль ацетиленового редуктора и, вращая регулировочный винт, устанавливают давление 0,3 бара. Закрывают оба вентиля баллонов и следят за показаниями манометров. Если показания манометров (ацетиленового или кислородного) меняются, значит в системе есть утечки, которые следует ликвидировать. Проверку на утечки мест соединений выполняют при помощи мыльной пены. Отсутствие утечек свидетельствует, что аппарат готов к работе. Для удобства транспортировки газосварочного аппарата к месту работы и обратно его лучше установить на передвижную тележку, которая показана на рис. 5.
Рис. 5. Компоновка передвижной тележки
Блок: 2/2 | Кол-во символов: 3484
Источник: http://build. novosibdom.ru/book/export/html/217
novosibdom.ru/book/export/html/217
Подробнее о вентиляции
Вентиляция — один из важнейших элементов, который нужно учесть при организации стационарного поста. Особенно это касается тех рабочих мест, где планируется использование газа. Вентиляция необходима для забора паров, возникающих при проведении работ.
При работе на стационарном рабочем месте образовывается огромное количество опасных паров и мелкой пыли. Они негативно сказываются на здоровье сварщика и в некоторых случаях способны воспламеняться или взрываться.
Чтобы избежать этого, над рабочим постом монтируется воздуховод с принудительной вентиляцией. Она работает на протяжении всего выполнения сварочных работ, и помогает не только избавлять от опасных паров, но и охлаждает оборудование.
При работе на улице специальная вентиляция не нужна. Естественного движения воздуха более чем достаточно.
Блок: 4/6 | Кол-во символов: 821
Источник: https://svarkaed.ru/svarka/poleznaya-informatsiya/rabochee-mesto-svarshhika-chem-dolzhno-byt-osnashheno.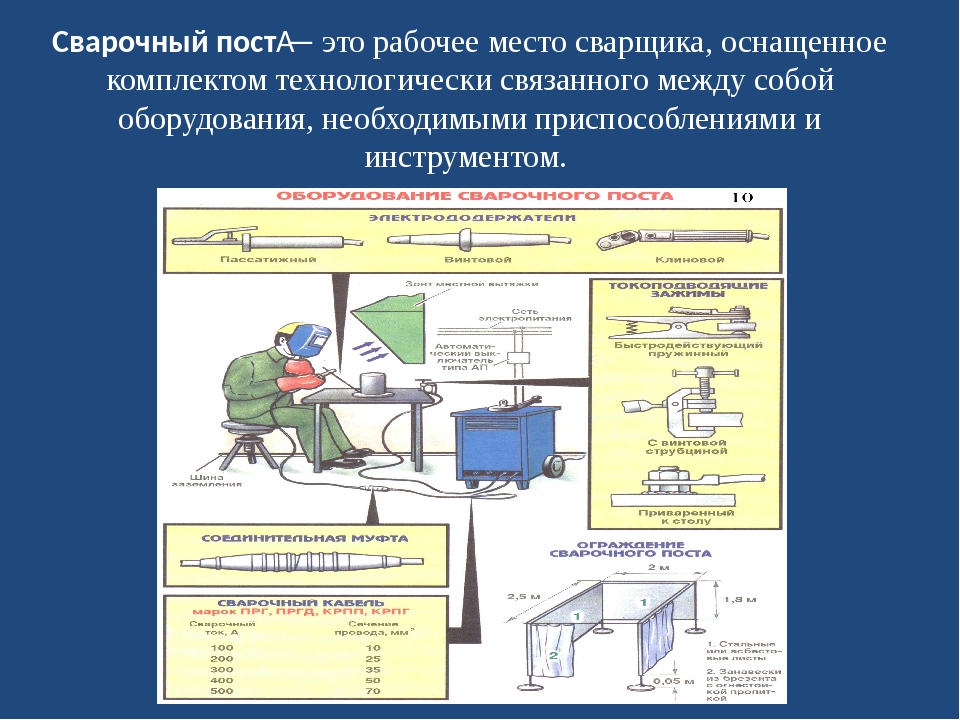 html
html
Вместо заключения
Чем должно быть оснащено рабочее место сварщика? Все зависит от типа сварочных работ, которые ему предстоит выполнить. У сварщиков на стационарном посту должен быть удобный стол, множество мест для хранения, принудительная вентиляция и хорошее освещение.
Это минимальный набор. А для передвижного поста достаточно иметь тележку на колесах, в которой можно смонтировать все оборудование и комплектующие. В отдельных случаях понадобится навес для выполнения работ во время неблагоприятных погодных условий.
Организация рабочего места — сложный и долгий процесс. Нужно учесть каждую мелочь: от хранения электродов до правильной вентиляции. Сварщик не должен испытывать трудностей при выполнении привычных работ. Рабочий пост должен быть укомплектован таким образом, чтобы обеспечить максимальный комфорт при сварке.
Блок: 6/6 | Кол-во символов: 829
Источник: https://svarkaed.ru/svarka/poleznaya-informatsiya/rabochee-mesto-svarshhika-chem-dolzhno-byt-osnashheno. html
html
Как выбрать электродержатель
Электродержатели применяются при закреплении электрода и подводе к нему тока, если речь идет о ручной электродуговой сварке.
В таблице ниже представлены их основные характеристики:
Для предотвращения соприкосновения токоведущих частей электродержателей с руками работника и свариваемым изделием предварительно обеспечивают надежную изоляцию рассматриваемых частей, сопротивление которой должно составлять не меньше 5 Мом. Рукоятка должна быть изолирована таким образом, чтобы при частоте 50 Гц в течение одной минуты она могла выдержать без пробоя напряжение 1500 В.
Температура наружной поверхности рукоятки при обычном режиме работе не должна превышать 55 градусов Цельсия.
На охватываемой ладонью длине рукоятки поперечное сечение последней не должно превышать 40 мм. Электрическим электродержателям должна быть свойственна механическая прочность. Допускаемая возможность захвата электрода электродержателями подразумевает два положения: перпендикулярное и под углом не меньше 115° к оси электрододержателя.
Электродержатель должен быть сконструирован так, чтобы смена электрода не занимала у работника более 4 секунд.
Блок: 5/9 | Кол-во символов: 1152
Источник: http://trydpravo.com/obyazannosti/organizatsiya-rabochego-mesta-svarshhika.html
Шлем – обязательное условие проведения сварочных работ
Такое изделие применяется для защиты лица и глаз рабочего от вредного воздействия лучей, а также от искр и брызг. Такие шлемы изготавливают из черной матовой фибры или из особо обработанной фанеры. Максимальный вес шлема или маски должен составлять не более 0,6 кг. Обратите внимание на то, что использовать можно только изделие со специальным надежным светофильтром. Использовать обычные цветные стекла запрещено, так как имеется очень большой риск повредить глаза невидимыми лучами сварочной дуги.
Блок: 7/13 | Кол-во символов: 553
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Организация рабочего места сварщика (ГОСТ 12.
 3.003-86)
3.003-86)Правила организации рабочего места сообщают о том, что каждый рабочий должен контролировать:
- работают ли подъемные механизмы;
- насколько хорошо освещено рабочее место;
- планировку предстоящей работы, это делается заранее с целью подготовки необходимых инструментов;
- исправность переносного рабочего светильника;
- состояние рабочей вентиляционной системы.
Блок: 10/13 | Кол-во символов: 400
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Организация рабочего места сварщика по 5С
5С – это усовершенствованная технология управления, с которой начинается само производство и без которой существовать оно не может. Аббревиатура «5С» расшифровывается пятью словами, начинающимися на букву «С». А именно:
- Сортировка — правильное разделение всех вещей на нужные и ненужные и своевременная утилизация последних.
- Соблюдение порядка — правильная организация расположения необходимых веществ, позволяющая очень быстро их найти.
- Содержание в чистоте — постоянный контроль за порядком на рабочем месте.
- Стандартизация — постоянное и четкое выполнение трех предыдущих пунктов.
- Совершенствование — поддержание, укрепление и улучшение полученных ранее результатов.

Блок: 11/13 | Кол-во символов: 705
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Главные цели 5С
Благодаря данной технологии на производстве сварочный процесс проходит намного продуктивнее, так как главными целями 5С являются:
- обеспечение чистоты и порядка на рабочем месте сварщика;
- значительная экономия времени, которая главным образом достигается благодаря тому, что все нужные инструменты лежат на правильных и легкодоступных для сварщика местах;
- повышение уровня безопасности и сокращение количества несчастных случаев;
- значительное улучшение качества продукции и одновременное снижение количества дефектов;
- создание комфортной и стабильной эмоциональной атмосферы, формирование стимула производить работу;
- максимальное повышение производительности труда.

Блок: 12/13 | Кол-во символов: 673
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Выводы
Процесс сварки – это очень эффективный, но в то же время не безопасный процесс. Для того чтобы оградить себя от травмирования, нужно соблюдать правила безопасности и правильно организовывать свое рабочее место. Только в этом случае производство будет на высшем уровне, а количество несчастных случаев сведется к минимуму. Берегите себя, лучше уделить немного времени чистоте и порядку на рабочем месте, чем оказаться в больнице с серьезными последствиями.
Блок: 13/13 | Кол-во символов: 461
Источник: https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaipayka.ru/tehnika-bezopasnosti/organizatsiya-rabochego-mesta-svarshhika. html: использовано 1 блоков из 3, кол-во символов 979 (4%)
- https://elsvarkin.ru/texnika-bezopasnosti/rabocee-mesto/: использовано 2 блоков из 10, кол-во символов 4062 (16%)
- https://BusinessMan.ru/organizatsiya-rabochego-mesta-svarschika-osobennosti-i-trebovaniya.html: использовано 9 блоков из 13, кол-во символов 7028 (28%)
- http://trydpravo.com/obyazannosti/organizatsiya-rabochego-mesta-svarshhika.html: использовано 4 блоков из 9, кол-во символов 3487 (14%)
- https://svarkaed.ru/svarka/poleznaya-informatsiya/rabochee-mesto-svarshhika-chem-dolzhno-byt-osnashheno.html: использовано 4 блоков из 6, кол-во символов 6229 (25%)
- http://build.novosibdom.ru/book/export/html/217: использовано 1 блоков из 2, кол-во символов 3484 (14%)
 html: использовано 1 блоков из 3, кол-во символов 979 (4%)
html: использовано 1 блоков из 3, кол-во символов 979 (4%)Поделитесь в соц.сетях: | Оцените статью: Загрузка… |
Организация рабочего места сварщика ручной дуговой сварки
Общая информация
Правильная организация рабочего места (сварочного поста) — обязательное условие для продуктивной работы сварщика.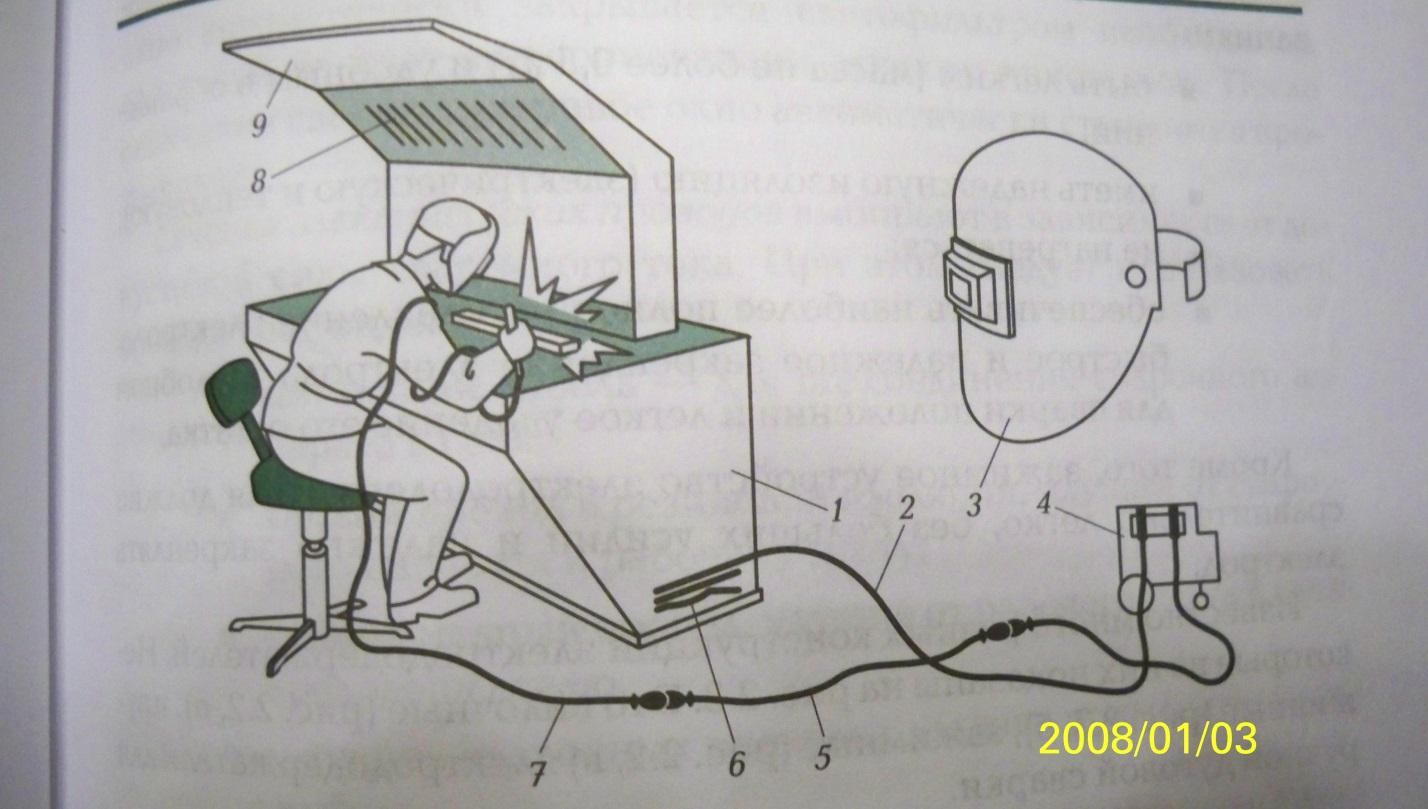 Чем лучше организовано рабочее место, тем удобнее мастеру выполнять свои обязанности.
Чем лучше организовано рабочее место, тем удобнее мастеру выполнять свои обязанности.
У рабочего места сварщика есть множество вариаций. Сварщик может работать один или в команде, он может выполнять работу всегда на одном месте или быть мобильным. И от каждого типа работ будет зависеть организация пространства.
К любому сварочному посту предъявляются следующие требования:
- Площадь, отведенная под выполнение работ, должны быть достаточной не только для рабочих манипуляций, но и для свободного передвижения самого сварщика.
- Рабочее место должно оснащаться всем необходимым инструментарием и рабочими поверхностями.
- На рабочем месте должны быть предусмотрены места для удобного хранения рабочих вещей.
- Рабочее место должно вентилироваться, а также должно иметь достаточное количество источников света.
- Сварочный пост должен быть безопасным, огнеупорным.
Это краткое описание стандартного сварочного места. В последствии к этим пунктам добавляются другие требования, предусмотренные для выполнения тех или иных работ.
Постоянные и временные рабочие места
Организация рабочего места сварщика ручной дуговой сварки зависит от самого типа работ. Если это постоянное или стационарное место, то в этом случае сварка производится в специальных мастерских или же в цехах. Рабочий аппарат устанавливается в полностью закрытом, хорошо вентилируемом помещении. Специалисты рекомендуют установить бетонный пол для максимальной безопасности.
А вот временное рабочее место применяется для сварки непосредственно на самом объекте. В этом случае на рабочем месте должно присутствовать и вспомогательное оборудование. Обязательно наличие огнетушителей, песка, ведра и других материалов для тушения пожара.
Типы сварочных мест
Любая подготовка рабочего места сварщика начинается с определения работ. Какой работой будет заниматься мастер? Это будет ручная дуговая сварка, он будет варить на полуавтомате или использовать иное оборудование? Ведь рабочее место электрогазосварщика абсолютно точно будет отличаться от рабочего места электросварщика.
В этой статье мы будем говорить о сварочном месте для электросварщика. На данный момент для таких работ организуют два типа сварочных мест: стационарные и передвижные. Стационарное место используется на заводах, в цехах и мастерских, а передвижное — на стройплощадках, выездных работах и пр.
После обустройства стационарного поста он напряжении долгого времени остается неизменным. Меняется лишь сварочное оборудование, комплектующие, износившиеся конструкции. Проще говоря, стационарное рабочее место — это своеобразный «скелет», к которому в последствии можно добавлять другое оборудование, но при этом сам пост остается на том же месте.
Передвижные посты более гибкие. Их можно многократно изменять и перевозить, меняя комплект оборудования. Давайте подробнее разберем, какие требования предъявляются к этим рабочим местам.
Стационарное рабочее место
Стандартное стационарное сварочное место сварщика используется чаще всего на крупных и малых производствах. Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв. м.), может располагаться на открытом пространстве цеха или быть отделено специальными шумопоглащающими перегородками.
м.), может располагаться на открытом пространстве цеха или быть отделено специальными шумопоглащающими перегородками.
Такое рабочее место располагается на постоянной основе на предприятии, оно не разбирается и не перевозится. Соответственно, все оборудование остается прямо на рабочем месте, в какую бы смену ни пришел сварщик. На стационарном посту можно сварить варить относительно небольшие детали, поскольку их размер ограничен размерами самой рабочей зоны.
На стационарном рабочем месте у сварщика должен быть удобный стол, стул, места для хранения. Расходники должны храниться в непосредственной близости от сварочного стола, чтобы мастер мог оперативно заменить их во время выполнения работы.
Если рабочее место огорожено перегородками, следует уделить особое внимание его освещению и вентиляции.
Передвижное рабочее место
Главная характеристика передвижного поста — мобильность. Укомплектовав такое рабочее место, вы можете взять его с собой и выполнить работу за пределами цеха. Передвижное рабочее место в разы компактнее, чем стационарное. В большинстве случаев, оно представляет собой тележку, на которую помещают сварочное оборудование и расходные материалы.
Передвижное рабочее место в разы компактнее, чем стационарное. В большинстве случаев, оно представляет собой тележку, на которую помещают сварочное оборудование и расходные материалы.
Читать также: Как установить цифровой приемник к телевизору
У передвижного поста нет вентиляции и специального освещения, поскольку зачастую он используется на улице, где есть естественный обмен воздуха и солнечный свет.
Главный минус передвижного поста — отсутствие защищенности от осадков. Если вы вынуждены работать на улице под дождем, необходимо использовать специальный навес.
Организация стационарного рабочего места
Постоянные (стационарные) места, так же их называют сварочным постом, предназначены для работ, выполняющихся в специализированных цехах или мастерских. Обязательным условием является установленный сварочный аппарат, защищенный от атмосферных воздействий, обязательно проветриваемое (вентилируемое) помещение площадью не менее 3 м², бетонный пол и стены, не отражающие сварочные блики.
Формально даже у себя в гараже можно организовать полноценный сварочный пост, конечно, при условии наличия заземления. На стационарно оборудованных местах проводится, в основном, сварка мелких деталей, которые можно разместить и удобно подогнать на сварочном столе. На стационарном посту инструмент хранится в ящике, предназначенном только для инвентаря.
Подробнее о вентиляции
Вентиляция — один из важнейших элементов, который нужно учесть при организации стационарного поста. Особенно это касается тех рабочих мест, где планируется использование газа. Вентиляция необходима для забора паров, возникающих при проведении работ.
При работе на стационарном рабочем месте образовывается огромное количество опасных паров и мелкой пыли. Они негативно сказываются на здоровье сварщика и в некоторых случаях способны воспламеняться или взрываться.
Чтобы избежать этого, над рабочим постом монтируется воздуховод с принудительной вентиляцией. Она работает на протяжении всего выполнения сварочных работ, и помогает не только избавлять от опасных паров, но и охлаждает оборудование.
При работе на улице специальная вентиляция не нужна. Естественного движения воздуха более чем достаточно.
Дополнительная информация
Организация сварочного места важна, но правила будут работать только в комплексе с правильным подбором экипировки и сварочных инструментов. Мы дадим пару рекомендаций касаемо сварочной одежды, маски, проводов и держака. Это минимальный набор инструментов для сварщика, не считая сварочного аппарата, конечно.
Защитная одежда и маска
Защитная одежда и обувь необходимы любому сварщику. Если не использовать средства защиты, вам не поможет ни один сварочный пост. Даже хорошо укомплектованный.
На сварщике должна быть надета специальная рабочая форма (брюки и куртка), перчатки, обувь. Одежда должна быть выполнена из негорючих материалов, стойких к загрязнениям. Обувь не должна проводить ток. Также одежда должна быть стойкой к попаданию расплавленного металла.
Маска необходима для защиты глаз, волос и кожи. Проведение сварочных работ без маски запрещено. Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ранее мы уже рассказывали о масках, прочтите об этом здесь. Мы рекомендуем выбирать маски типа «хамелеон» из средней ценовой категории или выше. Они отлично подходят для регулярного выполнения работ и хорошо справляются с задачей.
Сварочные провода
Сварочный провода так же необходимо правильно выбрать, чтобы они не стали причиной короткого замыкания или возгорания. Чем качественнее изоляция у кабеля, тем выше его прочность и надежность.
Обращайте внимание на качество изготовления и на сечение провода. Если сечение будет слишком маленьким, кабель не сможет выдержать нагрузки и расплавится, что может привести к печальным последствиям. При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать.
При организации сварочного рабочего места проследите, чтобы у него было предусмотрено отдельное место для хранения различных кабелей. Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Держатель электрода
От «держака» так же зависит правильная организация рабочего пространства. Он должен быть удобным в применении, чтобы мастер работал продуктивно. Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Любое сварочное место должно быть снабжено сразу несколькими сварочными держателями. Во-первых, для их оперативной замены в случае необходимости, во-вторых для выполнения различных сварочных работ.
При выборе держака убедитесь, что его вес не слишком большой, но и не слишком маленький. Вы не должны испытывать постоянную усталость в руках от использования тяжелого держателя. Но при этом, слишком легкий держак может понизить точность выполнения работ. Подбирайте инструмент индивидуально.
Рукоятка у держака должны быть сделана из прорезиненного материала. Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Электроды должны плотно прикрепляться к держаку, не «гулять» из стороны в сторону.
Для держаков нужно предусмотреть отдельное место, в котором они будут храниться. Оно так же должно быть в достаточной близости от руки мастера, чтобы ему не приходилось тратить время на поиск нужного инструмента.
Рабочее место в монтажных условиях
Есть особенности организации труда на рабочем месте сварщика в условиях производства и работах на открытом воздухе: оно обязательно должно быть специальным образом подготовлено и защищено от атмосферных воздействий. Потому как наличие воды в виде пара или осадков может привести к поражению электрическим током. При организации рабочего места сварщика «в поле» применяют навесы, палатки или переносные тенты. Опять же по причине выполнения работ в «полевых» условиях возникают трудности по хранению сварочного оборудования.
По окончании смены нужно каждый раз перемещать сварочный аппарат к месту его хранения. Оптимальный вариант – содержание его в закрытом помещении, при этом к непосредственному сварочному месту нужно будет лишь протянуть сварочные кабели, но если это не представляется возможным, то лучшее решение – установка сварочного аппарата на возимую платформу либо ручную тележку. Это сократит время подготовки бригады и увеличит ее эффективность. Для работы на монтажной площадке сварщику необходима специальная сумка для хранения инструмента. Функцию сумки также может выполнять портативный ящик для инструмента.
Оптимальный вариант – содержание его в закрытом помещении, при этом к непосредственному сварочному месту нужно будет лишь протянуть сварочные кабели, но если это не представляется возможным, то лучшее решение – установка сварочного аппарата на возимую платформу либо ручную тележку. Это сократит время подготовки бригады и увеличит ее эффективность. Для работы на монтажной площадке сварщику необходима специальная сумка для хранения инструмента. Функцию сумки также может выполнять портативный ящик для инструмента.
Предназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
- Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
- При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
- Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
- Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.

Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Организация рабочего места сварщика по 5С
5С – это усовершенствованная технология управления, с которой начинается само производство и без которой существовать оно не может. Аббревиатура «5С» расшифровывается пятью словами, начинающимися на букву «С». А именно:
- Сортировка — правильное разделение всех вещей на нужные и ненужные и своевременная утилизация последних.
- Соблюдение порядка — правильная организация расположения необходимых веществ, позволяющая очень быстро их найти.
- Содержание в чистоте — постоянный контроль за порядком на рабочем месте.
- Стандартизация — постоянное и четкое выполнение трех предыдущих пунктов.
- Совершенствование — поддержание, укрепление и улучшение полученных ранее результатов.

Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Читать также: Станки для гнутья арматуры
Организация рабочего места сварщика ручной дуговой сварки
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д. При обслуживании рабочего места необходимо: – своевременно получать сменные задания, наряды и чертежи; – поддерживать оборудование в работоспособном состоянии; – своевременно доставлять на рабочее место материалы, заготовки, электроды и т. п.; – контролировать качество изготавливаемой продукции; – поддерживать надлежащий порядок на рабочем месте. Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным. В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах или непосредственно на изделии.
п.; – контролировать качество изготавливаемой продукции; – поддерживать надлежащий порядок на рабочем месте. Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным. В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах или непосредственно на изделии.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
- При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
- Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
- При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
- Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
- Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.
 Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Правила организации рабочего места
Особую роль в обеспечении роста эффективности труда имеет правильная организация рабочего места сварщика. Также стоит обратить внимание еще на один важный момент. Это строгое соблюдение программы дисциплины «организация рабочего места сварщика». Во-первых, рабочее место сварщика должно быть снабжено необходимым оборудованием, соответствующими инструментами и материалами для проведения работ. Архитектура и эргономика рабочего места сварщика должна предполагать наличие стеллажей, столов и полок, необходимых для хранения деталей и узлов. За специалистом закрепляется стационарный пост, оборудованный шкафом, навесными стеллажами либо ящиком для хранения кабелей, приспособлений, инструментов, чертежей и карт технолога. Согласно нормам, сварочную аппаратуру располагают таким образом, при котором сварщик может выполнять работу на максимально возможной площади, не прибегая к перестановке оборудования. Для примера следует привести основные пункты организации рабочего места сварщика полуавтоматической сварки:
За специалистом закрепляется стационарный пост, оборудованный шкафом, навесными стеллажами либо ящиком для хранения кабелей, приспособлений, инструментов, чертежей и карт технолога. Согласно нормам, сварочную аппаратуру располагают таким образом, при котором сварщик может выполнять работу на максимально возможной площади, не прибегая к перестановке оборудования. Для примера следует привести основные пункты организации рабочего места сварщика полуавтоматической сварки:
1. Задействуется все возможное освещение рабочей области, далее подготавливается материал и необходимый инструмент.
2. Важным пунктом является проверка соединения кабелей и шлангов. Только после этого мы приступаем к подготовке самого аппарата, разматываем сварочный рукав, подключаем газовый баллон, дополнительно проверяем подачу газа к аппарату и осматриваем сопло горелки.
3. Подготавливаются соответствующие детали, и начинается сварочный процесс, по окончании которого необходимо дать остыть от одной до двух минут образовавшемуся шву. Далее мы очищаем получившийся шов от шлака. Заканчиваем проводимые работы выключением подачи газа и питания аппарата.
Далее мы очищаем получившийся шов от шлака. Заканчиваем проводимые работы выключением подачи газа и питания аппарата.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.
Сварочные провода: предназначение, рекомендуемые сечения
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
- Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
- Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.
 При этом они менее практичны в применении, транспортировка и хранение создает много проблем.
При этом они менее практичны в применении, транспортировка и хранение создает много проблем.Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.
Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Подготовка к работе
Типовой проект организации рабочего места сварщика имеет в себе информацию об организации правильного рабочего процесса. Перед началом работы выполните перечисленные ниже действия:
Перед началом работы выполните перечисленные ниже действия:
- Следует убрать все лишние предметы с рабочего места, освободив при этом проходы к электрооборудованию, а также инструментам, предназначенным для тушения пожаров.
- Перед началом работы позаботьтесь о состоянии полов. Они должны быть чистыми, сухими и не скользкими.
- Организация рабочего места сварщика полуавтоматической сварки должна включать в себя проверку исправности рабочего оборудования, а также наличие и исправность заземления.
- Все сварочные провода нужно разместить таким образом, чтобы они касались влажных мест, не подвергались влиянию высоких температур и механическим воздействиям.
- Около рабочего места не должны находиться горючие материалы и пожароопасные вещества. Минимальный радиус для такого соседства должен составлять пять метров.
Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
- Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
- Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
- При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
- Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
- Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.
Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Организация мобильного рабочего места
Временные (мобильные) рабочие места сварщика организуются для работ, выполняемых непосредственно на крупногабаритных деталях и установках, переместить которые к сварочному посту физически невозможно. Организация рабочего места сварщика в нестационарных местах необходима в условиях, когда необходимо сварить изделия больших размеров, которые располагаются неподвижно. В данном случае сварщик вынужден передвигаться по всему периметру, будь то сварка протяженного трубопровода или неподвижного каркаса. Согласно технике безопасности, такие места должны быть отделены специальными огнестойкими ширмами (щитами). Посты обязательно должны быть обеспечены средствами для тушения пожара. Нужно помнить, что огнетушителя недостаточно для рабочего места сварщика, а потому оно оборудуется ящиком с песком. Не следует перегружать рабочее место вещами, которые не нужны для производства данной детали, и лишним оборудованием, так как это будет не только снижать эффективность производственного процесса, но и угрожать здоровью и жизни сварщика.
Не следует перегружать рабочее место вещами, которые не нужны для производства данной детали, и лишним оборудованием, так как это будет не только снижать эффективность производственного процесса, но и угрожать здоровью и жизни сварщика.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
- Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
- Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
- При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.
В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
- При изготовлении применяется огнеупорная ткань.
- Используемый материал также может выдержать несущественно механическое воздействие.
Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
- Визуальная защита и преграда ультрафиолетовому излучению.
- Защита окружения от брызг и расплавленного металла.
- Снижается отрицательное воздействие воздушных боковых потоков.
Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
- Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
- Качественные варианты исполнения прошиваются.
- Тип несущей конструкции.
Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.Организация рабочего места сварщика. Технология газовой сварки
Похожие главы из других работ:
Дуговая резка металлов
2.4 Организация рабочего места сварщика
Непрерывное совершенствование научной организации труда — одна из важнейших предпосылок ускоренного роста экономической эффективности общественного производства. ..
..
Изготовление оправы для зеркала в технике филигрань
2.1 Организация рабочего места
Рабочее место ювелира — верстак в комплекте со стулом-креслом для сидения. Внешне верстак похож на обычный однотумбовый стол с сегментным вырезом (рабочей ячейкой) в верхней плите-крышке. Верстак состоит из каркаса…
Изготовление подставки под письменные принадлежности
3.2 Организация рабочего места
Прежде чем приступить к выполнению практической работы необходимо правильно организовать рабочее место, что будет являться основой высокопроизводительного труда, при наименьших затратах времени…
Обработка металлов сваркой
2.3 Описание рабочего места сварщика
Рабочие места сварщика — это сварочный пост, который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении…
Описание технологического процесса изготовления кухонного стола
Организация рабочего места
Столярные верстаки предназначены для ручной обработки заготовок из древесины. Конструкция таких станков отличается высокой прочностью и необходимой функциональностью. На столешнице можно закреплять обрабатываемые детали…
Конструкция таких станков отличается высокой прочностью и необходимой функциональностью. На столешнице можно закреплять обрабатываемые детали…
Описание технологического процесса изготовления кухонного стола
5. Организация рабочего места
Столярные верстаки предназначены для ручной обработки заготовок из древесины. Конструкция таких станков отличается высокой прочностью и необходимой функциональностью. На столешнице можно закреплять обрабатываемые детали…
Сборка и сварка фермы
8. Организация рабочего места
Для сварки и сборки фермы создаются специализированные сварочные участки — сборочно-сварочные цехи, которые оборудованы грузоподъемными устройствами, сборочными стеллажами, кондукторами и кантователями…
Сварка конструкций: виды и режимы
Организация рабочего места сварщика
В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть расположено либо в специальной кабине, либо в цехе или непосредственно на сборочном объекте. Размеры кабины должны быть не менее 2×2 м2…
Размеры кабины должны быть не менее 2×2 м2…
Современные свадебные прически комбинированного типа
3.1 Организация рабочего места
прическа свадебный мода Подготовительными и заключительными работами по обслуживанию посетителей в парикмахерских называют такие работы, которые выполняются до и после основного технологического процесса…
Технологический процесс газовой сварки стыковых соединений труб с поворотом на 90
1.1 Организация рабочего места
Под термином «рабочий (сварочный) пост» подразумевается рабочее место, где производится газопламенная обработка металлов. Рабочие посты могут быть передвижными или стационарными. Передвижной пост используется, как правило…
Технология листовой штамповки
6. Организация рабочего места
Надлежащая организация производства и правильное использование цеховых транспортных средств невозможны без правильно выбранной производственной тары. Необходимо пользоваться специально разработанной металлической тарой. ..
..
Технология монтажа, ремонта и обслуживания лопастного насоса
1.2 Организация рабочего места
1. Организация монтажной площадки. Монтажная площадка место, где ведутся строительные и монтажные работы. Организация монтажной площадки должна обеспечивать безопасность труда работающих и включает в себя широкий круг решаемых задач…
Технология производства детали «Винт нажимной»
4. Организация рабочего места
Научная организация труда — это комплекс мероприятий, направленных на повышение производительности труда, качество обработанных изделий, улучшение условий труда рабочего. Производительность труда — это количество изделий…
Технология сборки и сварки каркасов для растяжки баннера
1.2 Организация рабочего места
Рис 3 Рабочим местом называется закрепленный за рабочими или бригадой рабочих участков производственной площади, которая оснащена оборудованием и инструментом в соответствии с требованиями технологического процесса, в данном случае сварки. ..
..
Технология сварки (на примере изготовления емкости с крышкой)
1.3 Организация рабочего места
Рабочее место электросварщика называется сварочным постом, оборудованное всем необходимым для выполнения сварочных работ. От правильной организации рабочего места в значительной степени зависят…
Организация рабочего места | Научная организация труда (НОТ) в сварочном производстве
Организация труда на рабочих местах должна обеспечивать необходимые условия для высокопроизводительной и качественной работы исполнителей с минимальными затратами сил и времени.
Основную роль в научной организации труда на рабочем месте играют производственно-технологические и психофизиологические факторы. К первым относится совершенствование организации рабочего места и технологии, специализация и оснащенность средствами механизации основных и вспомогательных работ. Предполагается, что за каждым рабочим местом должны быть закреплены определенные виды работ.
Рабочее место, в зависимости от закрепленных за ним видов работ, должно быть оснащено рационально расставленным исправным сборочно-сварочным оборудованием, приспособлениями, инструментом и складскими местами, а при его организации должны быть учтены правила техники безопасности, противопожарной техники и производственной санитарии. Чтобы обеспечить наивысшую производительность труда, сварщику необходимо не только правильно организовать рабочее место, но и создать соответствующие условия работы. Он должен быть обеспечен работой в количестве, позволяющем полностью загрузить рабочий день. Он должен знать нормы, расценки и сроки выполнения работы.
Сварщик способен высокопроизводительно и качественно выполнить поручаемую ему работу, но для этого необходима хорошая сборка и подготовка конструкций под сварку, сварочные стенды и кантователи должны обеспечивать ему удобное положение при работе и возможность легкого перемещения изделия при сварке.
Оборудование должно позволять точно устанавливать режим сварки в соответствии с заданным технологическим процессом. Рабочее место должно быть обеспечено электродами требуемых размеров и марок в необходимом количестве.
Рабочее место должно быть обеспечено электродами требуемых размеров и марок в необходимом количестве.
Для работы по очистке швов после сварки, для подготовки стыков к сварке, для оказания помощи при кантовке конструкций и при регулировке и заправке сварочного автомата или полуавтомата сварочными материалами к высококвалифицированному сварщику обычно прикрепляется подсобный рабочий. Это способствует значительному повышению производительности труда сварщика и выработке производственных навыков у рабочего-помощника.
Обслуживание и ремонт сварочного оборудования должны производиться специалистом-электрослесарем. Для своевременного и качественного ремонта сварочной техники на предприятии должен иметься обменный фонд запчастей сварочной аппаратуры и источников тока. Эго позволит сократить простой и повысить качество ремонта.
Организация рабочего места должна предусматривать нормальные психофизиологические факторы, к которым относится чистота и температура воздушной среды, удобство рабочей позы, физические усилия, освещенность, уровень шума, производственная эстетика, хорошая защита кожи, органов дыхания и зрения от светового излучения и вредных выделений при сварке.
На стационарных рабочих местах в серийном производстве при сварке относительно некрупных узлов обычно устраивают сварочные кабины. На механизированных линиях также можно сооружать такие кабины, в проемы которых вводят транспортные средства (тележки, роликовые конвейеры и т. п.). Проемы обычно закрывают несгораемыми шторами. В случае когда кабины нельзя использовать из-за значительных габаритов конструкций, рабочее место ограждается щитами, устанавливаемыми на пол или на свариваемое изделие.
Применение кабин, кроме создания благоприятных условий для окружающих с точки зрения защиты от излучений сварочной дуги, позволяет значительно улучшить и условия труда самих сварщиков. В частности, работающий в кабине может быть обеспечен высокоэффективными средствами отсоса вредных выделений во время сварки, более легкими и специализированными электрододержателями или горелками (иногда несколькими для быстрой замены при перегреве), стационарными средствами защиты от светового и теплового излучения дуги.
Освещенность рабочего места должна быть в пределах 200—500 лк. Предельно допустимый уровень шума должен составлять не более 85 дБ.
К элементам технической эстетики при введении НОТ относят цветовую окраску зданий и оборудования, а также функциональную музыку. В производственном помещении окраска стен должна быть светлых тонов (светло-зеленые, голубые, розовые, кремовые). Оборудование окрашивается в салатные тона, а узлы, опасные по травматизму, в сигнально-опознавательные.
Для того чтобы сварщик точно знал, какие швы и при каких режимах он должен выполнять, составляются технологические и инструкционные карты.
Технологическая карта на сварку обычно содержит в себе следующие сведения и данные:
эскиз свариваемого изделия или ссылку на прилагаемый к карте чертеж с указанием всех швов и их размеров;
указание на род сварки и применяемый присадочный материал (марка и размер электродов или сварочной проволоки) для каждого шва;
количество слоев в швах, направление сварки и последовательность наложения швов;
величина сварочного тока и его источник; расход сварочных материалов по норме; специальные указания по сварке данного изделия. В наряде, выдаваемом сварщику одновременно с технологической картой, проставляются нормы времени и расценки на сварку швов, указанных в карте.
В наряде, выдаваемом сварщику одновременно с технологической картой, проставляются нормы времени и расценки на сварку швов, указанных в карте.
Технологические карты должны составляться, по возможности, на все изделия и в особенности на серийную и массовую продукцию. Только на отдельные мелкие изделия карта может не составляться, а заменяться устным инструктажем мастера, бригадира или инструктора по сварке с объяснением по чертежу.
Инструкционная карта составляется в дополнение к технологической в тех случаях, когда данных, приводимых в технологической карте, недостаточно для правильного ведения сварки. Например, при освоении новых видов продукции или при сварке новых сортов сталей.
В инструкционную карту вносятся специальные требования и даются подробные указания по производству сварочных работ и другие сведения, которые помогают выполнить работу с высоким качеством и наивысшей производительностью.
Аттестация рабочего места сварщика
Рабочее место – участок, на котором происходит организация рабочего процесса. Для каждой специальности, профессии предусмотрено свое рабочее место, которое закреплено за специалистом определенной области, имеет свой набор оборудования, способствует осуществлению трудовой деятельности. Для маляра – строительный объект, для повара – кухня, для токаря – станок. В мире создано большое количество рабочих мест, но не все они соответствуют государственным нормативным требованиям охраны труда. Работа на строительных объектах, к примеру, подразумевает наличие не просто вредных факторов. Она несет в себе опасность, угрозу для жизни человека. Несоблюдение элементарных правил техники безопасности влечет за собой образование несчастных случаев, порой приводящих к летальному исходу. Для контроля и проверки рабочих мест и условий в практику прочно вошло проведение аттестация рабочих мест (АРМ, – ред.). АРМ по условиям труда проводится для каждого рабочего места по единому порядку, по единым правилам с целью выявления вредных и опасных факторов, предупреждения образования профзаболеваний, риска несчастных случаев.
Для каждой специальности, профессии предусмотрено свое рабочее место, которое закреплено за специалистом определенной области, имеет свой набор оборудования, способствует осуществлению трудовой деятельности. Для маляра – строительный объект, для повара – кухня, для токаря – станок. В мире создано большое количество рабочих мест, но не все они соответствуют государственным нормативным требованиям охраны труда. Работа на строительных объектах, к примеру, подразумевает наличие не просто вредных факторов. Она несет в себе опасность, угрозу для жизни человека. Несоблюдение элементарных правил техники безопасности влечет за собой образование несчастных случаев, порой приводящих к летальному исходу. Для контроля и проверки рабочих мест и условий в практику прочно вошло проведение аттестация рабочих мест (АРМ, – ред.). АРМ по условиям труда проводится для каждого рабочего места по единому порядку, по единым правилам с целью выявления вредных и опасных факторов, предупреждения образования профзаболеваний, риска несчастных случаев. Последним нормативным документом, регулирующим работу по проведению АРМ, является Приказ Минздравсоцразвития РФ от 26 апреля 2011 года № 342н. Подробнее ознакомиться с правилами Вы можете в материале: «Аттестация рабочих мест». Несмотря на общепринятый порядок проведения, для каждого рабочего места определяется своя специфика контроля и проверки.
Последним нормативным документом, регулирующим работу по проведению АРМ, является Приказ Минздравсоцразвития РФ от 26 апреля 2011 года № 342н. Подробнее ознакомиться с правилами Вы можете в материале: «Аттестация рабочих мест». Несмотря на общепринятый порядок проведения, для каждого рабочего места определяется своя специфика контроля и проверки.
Есть офисные рабочие места, условия труда в которых измерить не составляет особого труда, а вот, к примеру, рабочее место сварщика подразумевает более сложную схему проведения. Сварщик не всегда имеет определенное рабочее место. Для него по большей части предусмотрена мобильность передвижения от одного объекта к другому.
Безопасность превыше всего!По мнению директора направления «Молодые профессионалы» Агентства стратегических инициатив Дмитрия Пескова, в связи с принятой программой индустриализации по строительству железных дорог повысится спрос на рабочие специальности. Он считает, что профессия сварщика в ближайшие 5-10 лет станет одной из самых востребованных.
 Следовательно, необходимо подготовить соответствующую платформу, благоприятные условия для работы, которые не омрачали бы статистику несчастных случаев.
Следовательно, необходимо подготовить соответствующую платформу, благоприятные условия для работы, которые не омрачали бы статистику несчастных случаев.Работа со сварочными аппаратами, в большинстве своем, не в самых благоприятных условиях подразумевает наличие вредных и опасных производственных факторов. Профессия предполагает высокую степень опасности. Ожоги, поражение электротоком, травмы органов слуха, ожоги глаз можно получить при работе за сварочным аппаратом. Профессиональные заболевания – результат работы в тяжелых условиях. В группу риска попадает каждый сварщик, чей стаж работы превышает 10 лет.
Главный профпаталог г. Москвы Т. Бурмистрова свидетельствует о выявлении нового заболевания сварщиков – гиперчувствительный пневмонит, приводящий к нетрудоспособности даже ограничениями жизненных процессов (инвалидность). Инициатором выступают цветные металлы. Даже если сварщик работает в пределах допустимых концентраций, в год он вдыхает 13 грамм оксида железа, что также неблагоприятно сказывается на здоровье.

При 15-летнем стаже работы можно оказаться нетрудоспособным. В ряду главных причин – несовершенство рабочего места, несоблюдение техники безопасности, недооценки вредного воздействия факторов трудовой среды. Предотвратить обратный процесс можно с помощью правильной организации рабочего места сварщика.
Стационарные рабочие места сварщиков представляют собой ограниченные в пространстве специальные кабины или боксы. Изделия, подвергающиеся сварке в подобных местах, чаще имеют небольшие габаритные размеры и небольшой вес. При работе в нестационарных местах оборудование неподвижно и обладает внушительными параметрами. Если в стационарных местах, изделия легко переносятся работниками какого-либо цеха, то здесь уже приходится самому искать подход к сварочному объекту, перемещаясь между швами и компонентами оборудования. Без соблюдения норм безопасности, это может быть довольно опасно для жизни работника. Должна быть разработана специальная технология. В противном случае – травмы или, того хуже, летальный исход. Это еще раз подтверждает необходимость анализа условий труда, которая позволяет не только выявить вредные и опасные условия, но и предупредить возникновение новых несчастных случаев. Подчеркнем слово – «качественная проверка». Аттестация рабочего места сварщика имеет свои особенности. Любая ошибка может привести к неправильной комплексной оценке условий труда. Не зная, к примеру, что сварщик пользуется шлифовальной машинкой для затирания сварочных швов, можно пропустить замеры уровня пыли и шума. А это тоже несет определенную степень тяжести на организм. Работа с электросварочными приборами связана: с повышенным напряжением в электроцепи, с высоким содержанием в воздухе вредных веществ, запыленностью и загазованностью, высокой температурой оборудования.
Это еще раз подтверждает необходимость анализа условий труда, которая позволяет не только выявить вредные и опасные условия, но и предупредить возникновение новых несчастных случаев. Подчеркнем слово – «качественная проверка». Аттестация рабочего места сварщика имеет свои особенности. Любая ошибка может привести к неправильной комплексной оценке условий труда. Не зная, к примеру, что сварщик пользуется шлифовальной машинкой для затирания сварочных швов, можно пропустить замеры уровня пыли и шума. А это тоже несет определенную степень тяжести на организм. Работа с электросварочными приборами связана: с повышенным напряжением в электроцепи, с высоким содержанием в воздухе вредных веществ, запыленностью и загазованностью, высокой температурой оборудования.
Только компетентный специалист по аттестации сможет правильно и объективно произвести оценку рабочего места сварщика. Необходимо знать множество нюансов: как обустроена кабинка, как располагается рабочее место, что должно быть на нем.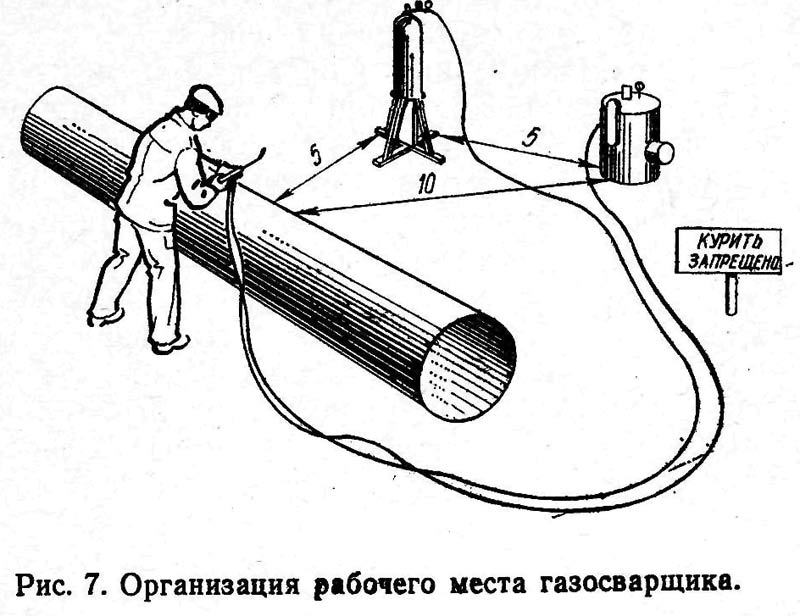 Опишем наиболее типичные особенности рабочего места сварщика, чтобы представить, как важно, чтобы рабочее место было оборудовано в соответствии с безопасными условиями труда.
Опишем наиболее типичные особенности рабочего места сварщика, чтобы представить, как важно, чтобы рабочее место было оборудовано в соответствии с безопасными условиями труда.
Размеры кабины должны быть не менее 2х2 м², стены высотой от 1,8-2 м. Просвет для вентиляции между полом и нижним обрезом стенки составляет 150-200 мм. Брезент стен должен быть огнеупорным (чаще применяют брезент или железо). Когда работы идут на открытых зонах, требуется ограждение щитами и ширмами, чтобы исключить попадание искр на огнеопасные поверхности. Сварочное оборудование располагают на площади общего производственного помещения и ставят перегородкой высотой не менее 1,7 м. Сварочные преобразователи создают высокий уровень шума при работе, что отрицательно влияет на нервную систему сварщика, приводит к снижению работоспособности и внимания. Поэтому их необходимо изолировать. При смене электрода частым случаем являются ожоги сварщика. Это происходит из-за брызг расплавленного металла, которые приводят к перегреву электродержателя. Рабочий стол сварщика должен быть выполнен из металлических материалов. Немаловажным является также и обеспечение средствами коллективной (индивидуальной) защиты (СИЗ, – ред.). Сварщик должен быть оснащен специальной одеждой, обувью, средствами защиты головы (шлемы, каски), лица (маски и защитные щитки), средствами защиты органов дыхания (респираторы, противогазы), глаз, органов слуха, рук, дерматологическими средствами. Арсенал сварщика для обеспечения безопасности богат. При отсутствии каких-либо СИЗ, может произойти несчастный случай, как например, произошло в Воронеже в 2010 г. при прокладке подземного трубопровода. Двое сварщиков полезли в трубу без наличия положенной экипировки. Искра попала на одежду одному из них, что привело к летальному исходу обоих рабочих. Из трубы выбраться довольно сложно, тем более, что имеется недостаток воздуха. Как выяснилось затем, во всем виновата экономия работодателя на средствах безопасности. И таких случаев по России огромное количество.
Рабочий стол сварщика должен быть выполнен из металлических материалов. Немаловажным является также и обеспечение средствами коллективной (индивидуальной) защиты (СИЗ, – ред.). Сварщик должен быть оснащен специальной одеждой, обувью, средствами защиты головы (шлемы, каски), лица (маски и защитные щитки), средствами защиты органов дыхания (респираторы, противогазы), глаз, органов слуха, рук, дерматологическими средствами. Арсенал сварщика для обеспечения безопасности богат. При отсутствии каких-либо СИЗ, может произойти несчастный случай, как например, произошло в Воронеже в 2010 г. при прокладке подземного трубопровода. Двое сварщиков полезли в трубу без наличия положенной экипировки. Искра попала на одежду одному из них, что привело к летальному исходу обоих рабочих. Из трубы выбраться довольно сложно, тем более, что имеется недостаток воздуха. Как выяснилось затем, во всем виновата экономия работодателя на средствах безопасности. И таких случаев по России огромное количество.
Аттестация позволяет выявить степень обеспеченности СИЗ в соответствии с действующими стандартами, определить влияние факторов на сотрудника и степень травмоопасности. Условия работы сварщиков в большинстве случаев при проверке признаются вредными. В таком случае им назначаются компенсации и льготы, о чем указывается в карте аттестации рабочего места. Размер компенсаций, продолжительность рабочего дня, положенный отпуск устанавливаются в соответствии с Постановлением Правительства РФ от 20.11.2008 № 870. Помимо них, в соответствии с Приказом от 16 февраля 2009 г. № 45н, сварщикам каждый день должны выдаваться 0,5 литров молочных продуктов или осуществляться компенсационные выплаты в размерах, эквивалентных стоимости молока или других равноценных продуктов. Молочные продукты помогают вывести из организма тяжелые металлы или сократить их влияние.
Как мы поняли, сварщики – одна из самых опасных профессий в мире. Их работа ассоциируется с риском, прежде всего, для жизни. Аттестация по новым правилам предполагает пересмотр работодателям своего отношения к сотрудникам и осознания всей важности их безопасности.
Аттестация по новым правилам предполагает пересмотр работодателям своего отношения к сотрудникам и осознания всей важности их безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Организация рабочего места сварщика | rtkom-electro.ru
Специалисты в области сварки точно знают как правильно организовывать свое рабочее место. В зависимости от его вида (постоянное или временное) этот процесс имеет некоторые особенности. От такого рода мелочей может зависеть не только здоровье, но и жизнь такого специалиста.
Постоянные рабочие места организовываются в местах, специально оборудованных для этого процесса (чаще всего это цеха или мастерские). Стоит отметить, что сварочный аппарат рекомендуется устанавливать в местах, где исключается возможность воздействия на него атмосферных факторов. Помимо этого обязательными приспособлениями должны быть следующие: манипулятор, вытяжка и стол сварщика. Площадь такого помещения не должна быть меньше трёх квадратных метров. Есть также требования, что касаются вентиляции помещения. Помещения должно хорошо проветриваться. Для того, чтобы полностью устранить возможность повреждения глаз сварщика, стены помещения, в котором будет работать специалист, должны отражать сварочные блики. Бетонный пол — самый лучший вариант напольного покрытия в постоянном рабочем помещении. Но и на этом основные требования к такому помещению не заканчиваются. Здесь должна находится специальная кабина, которая и будет выступать в роли рабочего места сварщика. Примерную компоновку этого элемента помещения каждый сварщик выбирает на свое усмотрения, исходя из специфики своей работы, а также из площади помещения.
Есть также требования, что касаются вентиляции помещения. Помещения должно хорошо проветриваться. Для того, чтобы полностью устранить возможность повреждения глаз сварщика, стены помещения, в котором будет работать специалист, должны отражать сварочные блики. Бетонный пол — самый лучший вариант напольного покрытия в постоянном рабочем помещении. Но и на этом основные требования к такому помещению не заканчиваются. Здесь должна находится специальная кабина, которая и будет выступать в роли рабочего места сварщика. Примерную компоновку этого элемента помещения каждый сварщик выбирает на свое усмотрения, исходя из специфики своей работы, а также из площади помещения.
Первое, на что должен обратить внимание каждый сварщик, прежде, чем приступить к исполнению сварочных работ — находится ли оборудование в работоспособном состоянии.Особое значение также имеет порядок на рабочем месте сварщика. Именно это может стать решающим фактором в спасении жизни сварщика.
Прежде, чем специалист приступает к исполнению поставленного перед ним задания, он должен одеть средства индивидуальной защиты. Они помогут минимизировать влияние производственных факторов на организм сварщика. На рабочем месте и неподалеку от него образуется производственная пыль и вредные газы. Для того, чтобы их удалить в этих местах должна устанавливаться вытяжная вентиляция.
Они помогут минимизировать влияние производственных факторов на организм сварщика. На рабочем месте и неподалеку от него образуется производственная пыль и вредные газы. Для того, чтобы их удалить в этих местах должна устанавливаться вытяжная вентиляция.
Особое внимание сварщик должен обратить внимание на состояние сварочных проводов. Они не могут подвергаться механическим повреждениям и соприкасаться с влагой. Действие на них высоких температур также должно полностью исключаться. Особенно важно, чтобы неподалеку от рабочего места, где непосредственно будут проводиться сварочные работы, не находилось горючих материалов, а также взрывоопасных веществ. Рекомендуемый минимальный радиус — пять метров.
Прежде, чем начать работу, сварщик должен выяснить то, какие инструменты понадобятся ему в процессе исполнения заказа. Эту оснастку нужно подготовить заранее. Освещение рабочего места должно быть качественным и хорошим. Также понадобится переносной светильник, который будет иметь крючок для подвешивания. Элементы светильника, которые в процессе его использования могут нагреваться должны быть защищены, чтобы сварщик не получил ожоги.
Элементы светильника, которые в процессе его использования могут нагреваться должны быть защищены, чтобы сварщик не получил ожоги.
Организация рабочего места сварщика — Справочник химика 21
из «Газообменные горелки»
Безопасность в работе достигается только при неукоснительном соблюдении правил техники безопасности, исправности сварочной горелки, кислородного редукто1ра, ацетиленового переносного генератора или ацетиленового редуктора, резиновых рукавов, наличии у сварщика гаечных ключей, защитных очков, инструмента. [c.61]Передвижное рабочее место. Ремонтные работы внешних трубопроводов, сварка при выполнении монтажа металлических конструкций на сборочных площадках, производимые на открытом воздухе, требуют передвижных. рабочих мест. В этих условиях кислород подается от баллонов, ацетилен — от переносных ацетиленовых генераторов или ацетиленовых баллонов.
 Работа на передвижном рабочем месте неизбежно ведет к большим потерям рабочего времени, так как сварщику приходится ежедневно перед началом работ заново оборудовать свое рабочее место перевозить кислородный и ацетиленовый баллоны или ацетиленовый переносной гене ратор, закреплять их от падения, располагать резиновые рукава, идущие к горелке, так, чтобы во время работы их не повредил проходящий транспорт илй металлические конструкции, подаваемые к месту сварки, обеспечивать генератор водой и ка рбидом. [c.62]
Работа на передвижном рабочем месте неизбежно ведет к большим потерям рабочего времени, так как сварщику приходится ежедневно перед началом работ заново оборудовать свое рабочее место перевозить кислородный и ацетиленовый баллоны или ацетиленовый переносной гене ратор, закреплять их от падения, располагать резиновые рукава, идущие к горелке, так, чтобы во время работы их не повредил проходящий транспорт илй металлические конструкции, подаваемые к месту сварки, обеспечивать генератор водой и ка рбидом. [c.62]
Передвижное рабочее место организуется на монтажных площадках, в ряде случаев, сварщик должен работать на лестницах, уметь пользоваться подъемными средствами. [c.62]
Стационарное рабочее место. При серийном производстве операционные сварочные работы, выполняемые в помещении, позволяют организовать постоянное рабочее место, оборудованное верстаком, приточно-вытяжной вентиляцией, системой питания газами от газопроводов и соответствующей технологической оснасткой, в результате чего у сварщика резко сокращается вспомогательное время и растет производительность труда.
 [c.62]
[c.62]
При выполнении операционных работ сварщика необходимо обеспечить технологической оснасткой цриспо-соблениями для фиксирования положения деталей при сварке, кантователями для перевертывания свариваемого изделия или установки его в удобное для сварки положение. [c.62]
При сварке тяжелых изделий рабочее место оборудуется подъемными устройствами, обращению с которыми должен быть обучен каждый сварщик. [c.63]
На рабочем месте должны иметься флюсы и присадочная проволока соответствующей марки. [c.63]
В процессе работы необходимо следить, чтобы заготовки или уже сваренные изделия не мешали и не загромождали рабочее место. Скопление сваренных деталей и заготовок может привести к их падению и, как следствие, к несчастным случаям. [c.63]
На видном месте у сварщика должны висеть правила по технике безопасности, знание которых является обязательным для него.
 [c.63]
[c.63]
Вернуться к основной статье
5 советов о том, как создать рабочую среду, привлекающую лучших новых сварщиков
№ 2: Современные технологии и продукты
Устаревшие источники сварочного тока были рабочими лошадками в течение многих лет, но с учетом изменяющихся условий и различных уровней квалификации современных сварщиков переход на новые технологии может помочь производителям решить множество задач.
Современные сварщики ожидают, что оборудование и системы будут простыми в использовании и навигации. Новые источники сварочного тока часто разрабатываются с использованием технологий, которые помогают сварщикам совершенствовать свои навыки по мере обучения и по-прежнему выполнять высококачественные сварные швы, даже при изменении техники.
Ищите сварочные решения и процессы, предлагающие более широкое рабочее окно, что может помочь уменьшить разбрызгивание и дефекты сварки, экономя время и деньги. Импульсная сварка — не новая технология, но процесс Accu-Pulse™ от Miller — это процесс импульсной сварки MIG, который обеспечивает расширение рабочего окна на 28 % и более щадящую дугу. Это помогает сварщикам всех уровней квалификации быстрее приступить к работе.
Импульсная сварка — не новая технология, но процесс Accu-Pulse™ от Miller — это процесс импульсной сварки MIG, который обеспечивает расширение рабочего окна на 28 % и более щадящую дугу. Это помогает сварщикам всех уровней квалификации быстрее приступить к работе.
Deltaweld ® системы доступны с технологией Accu-Pulse, а также включают технологию EZ-Set, которая упрощает настройку параметров в зависимости от толщины материала, устраняя сложности и сокращая время обучения сварщиков.
Кроме того, новое сварочное оборудование часто включает в себя простые пользовательские интерфейсы и графику, помогающие начинающим сварщикам.
Технология мониторинга данных сварки также может помочь в обучении новых сварщиков, предоставляя обратную связь в режиме реального времени вместе с цифровыми рабочими инструкциями и контролем качества в сварочной ячейке. Мониторинг сварочных данных Insight Centerpoint™ от Miller включает технологию WorkFlow™, которая предоставляет пошаговые рабочие инструкции для действий перед сваркой, сваркой и после сварки, используя такие ресурсы, как изображения, видео и аудио, для непосредственного повышения качества и производительности.
№ 3: Новые решения для обучения сварщиков
Новые решения для обучения — это еще один способ привлечь молодое поколение сварщиков и помочь им быстрее выполнять высококачественные сварные швы.
Сварочная система с дополненной реальностью AugmentedArc ® от Miller моделирует несколько сварочных процессов, смешивая реальные и созданные компьютером изображения в уникальной среде дополненной реальности. Этот тип решения для обучения может способствовать созданию среды для постоянного совершенствования, помогая сварщикам развивать свое обучение и навыки.
Компании, у которых нет ресурсов для внутренней программы обучения, также могут обратиться к другим компаниям или торговым школам для запуска программы обучения сварщиков.
№ 4: Геймификация
Постоянному совершенствованию и стремлению к достижению ряда целей также может способствовать геймификация рабочего места. Концепция геймификации включает в себя перенос принципов игрового процесса (таких как подсчет очков, вознаграждение, соревнование с другими) в рабочую обстановку, чтобы сделать ее более увлекательной.
Например, так же, как геймеры зарабатывают значки или очки для повышения уровня во время игры, сотрудники могут развивать навыки и улучшать себя во время работы. Применение принципов геймификации к сварке может означать предоставление бонусов или дополнительного времени для каждого шага в процессе, который они изучают или достигают, что стимулирует их продвижение по дереву навыков. Это может помочь сотрудникам и организациям достичь целей постоянного совершенствования навыков, эффективности или производительности.
№ 5: Удобство сварщика в центре внимания
Существует множество решений, которые помогут сделать рабочую среду комфортной и привлекательной для новых сварщиков.
Соответствующие и эффективные средства индивидуальной защиты (СИЗ) обеспечивают безопасность и комфорт для операторов. Технологические достижения, такие как технология линз Miller ® Clear Light ™, обеспечивают обзор заготовки и сварочной ванны с высоким разрешением, что обеспечивает улучшенную видимость, комфорт и качество.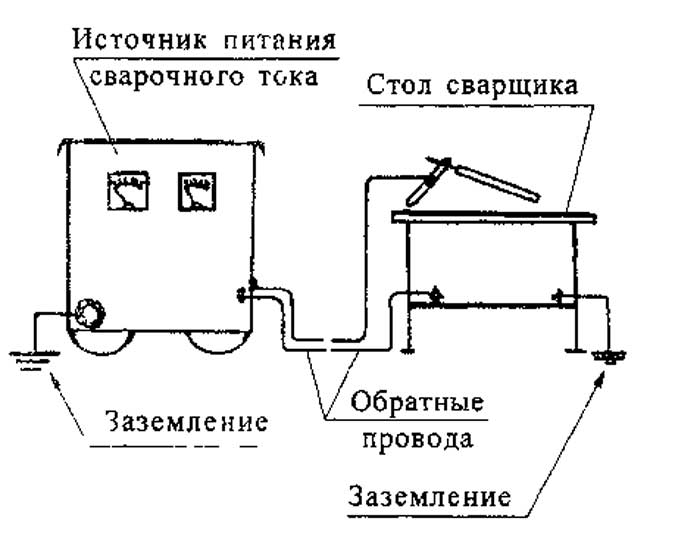
Сварочная среда также играет ключевую роль в комфорте сварщика. Каждая среда должна быть оценена для определения наилучшего решения, которое может включать в себя оборудование для удаления дыма и/или другие средства защиты органов дыхания, такие как респираторы для очистки воздуха с электроприводом (PAPR) или респираторы с подачей воздуха (SAR).
Помимо надлежащей безопасности сварки, комфортная производственная среда может также включать регулярную уборку, лучшее освещение и кондиционирование воздуха. Комфорт сварщика приносит дивиденды за счет удержания сотрудников, повышения производительности и качества. Когда сотрудников не отвлекают неудобные условия труда, они будут более эффективно выполнять свою работу.
Обновленная среда сварки
По мере развития технологий и изменения рабочей силы способность адаптироваться имеет решающее значение для сохранения конкурентоспособности.Компании, которые принимают изменения и реагируют на новые ожидания современной рабочей силы, будут более успешными.
[Современные решения по улучшению качества воздуха на рабочих местах электросварщиков] | Интернет-исследования в области здравоохранения и окружающей среды (HERO)
ID ГЕРОЯ
3011736
Тип ссылки
Журнальная статья
Заголовок
[Современные решения для улучшения качества воздуха на рабочих местах электросварщиков]
Авторы)
Маркова, О.Л.; Иванова Е.В.
Год
2015
Рецензируется ли эксперт?
1
Журнал
Медицина Труда и Промышленная Экология
ISSN: 1026-9428
Проблема
2
Номера страниц
5-8
Язык
русский
PMID
258Абстрактный
В статье рассмотрены гигиеническая оценка рабочего места электросварщика по химическому фактору, технические решения по организации приточно-вытяжной вентиляции и способы улучшения качества воздуха при различных сварочных работах.
(PDF) Распространенность и характер профессиональных травм на рабочем месте среди сварщиков на юге прибрежной Индии
Kumar, et al.: Распространенность и структура профессиональных травм среди сварщиков
136 Индийский журнал медицины труда и окружающей среды — декабрь 2014 г. — том 18 — выпуск 3
136
Несмотря на серьезные проблемы со здоровьем, существующие среди
сварщиков, очень мало исследований были проведены для оценки
характера всех типов травм и связанных с ними
факторов риска на глобальном уровне.[5-7] Исследования такого характера
дадут информацию для разработки соответствующих методов профилактики.
Не существует опубликованной литературы, которая могла бы дать нам
представление о масштабах проблемы этой уязвимой группы в
Индии. На этом фоне исследование было направлено на оценку
распространенности производственных травм и связанных с ними факторов
среди сварщиков в прибрежных районах Южной Индии.
МАТЕРИАЛЫ И МЕТОДЫ
Этическое заявление
Это исследование было одобрено этическим комитетом медицинского учреждения
в Пудучерри, Индия.Субъектам была
обеспечена конфиденциальность, и им были объяснены цель
и этические вопросы, связанные с исследованием. Письменное информированное согласие
было получено от каждого субъекта, участвующего в исследовании
.
Дизайн исследования и условия
Это поперечное исследование было проведено среди сварщиков
в Пудучерри, прибрежном городе в Южной Индии. В общей сложности 778
зарегистрированных металлургических предприятий в районе Пудучерри распределены
по 7 коммунам, и для целей исследования был выбран район коммуны Пудучерри
, в котором зарегистрировано 174 металлургических предприятия
.Этот регион был выбран на основе
ограничений, и он не повлияет на результат исследования, потому что
сопоставимых социально-демографических и других параметров
в этих районах. Из этой области металлургические предприятия были выбраны случайным образом
Из этой области металлургические предприятия были выбраны случайным образом
с использованием регистрационного номера, и все рабочие
в этой металлургической промышленности были включены в наше исследование до тех пор, пока не была собрана наша исследовательская выборка
.
Оценка размера выборки
Размер выборки оценивался по формуле 4pq/d², где
распространенность «p» была принята равной 19% на основании предыдущего исследования[8], а
требовала относительной точности оценки на уровне 30%. .При использовании формулы
минимальный размер выборки составил 190. Учитывая
ошибку неполучения ответов в 10%, окончательный общий размер выборки составил
209. опыт был включен в исследование.
Если выбранный субъект не дает согласия или не может
встретиться даже после двух посещений, то он считается
не ответившим.
Процедуры сбора данных
Данные были собраны исследователями путем заполнения предварительно разработанной анкеты
на основе строк
руководящих принципов Международной организации труда. [9] Анкета
[9] Анкета
была переведена на тамильский язык и обратно
переведена на английский язык независимыми экспертами до
и сохранила надежность инструмента. Он прошел предварительные испытания
и были внесены необходимые изменения в соответствии с полевыми условиями
.
Субъекты были лично опрошены исследователями
на своем рабочем месте в соответствии с заранее установленным графиком.
Исходные данные были собраны по социально-демографическим
переменным, включая возраст, образование, семейное положение и
ежемесячный доход.Данные о всех видах травм, связанных с
профессией за последний 1 год на рабочем месте, в том числе
механические травмы, дуговые травмы глаза, попадание инородного тела в глаз,
повреждения сетчатки глаза, ожоги, электротравмы и профессиональные
заболевания или такие опасности, как боль в спине или пояснице, нарушение слуха,
нарушение слуха, пингекула, птеригиум, лихорадка металлического дыма и
пневмония, были собраны на основании анамнеза и/или предшествующего
диагноза, поставленного зарегистрированным практикующим врачом.
Мы рассмотрели наличие любого типа
профессиональных травм, чтобы найти возможную связь различных факторов с
, включая возраст, подготовку перед введением в должность, опыт, продолжительность работы
, жевание табака, употребление алкоголя, осведомленность и использование
защитных мер были оценены. Нынешние потребители табака
– это те, кто употребляет любую форму табачных изделий по крайней мере один раз
в день, а потребитель алкоголя определялся как человек, который потреблял
любое количество алкоголя не реже одного раза в неделю.[10]
Статистический анализ
Собранные данные были введены в Статистический пакет
для социальных наук (SPSS) версии 16 для Windows. Данные
были проанализированы и выражены в пропорциях
ипроцентах. Для выявления возможной связи между числом
травм и сопутствующими факторами был проведен одномерный и многомерный анализы. A
P
< 0,05 считается
значимым.
РЕЗУЛЬТАТЫ
В исследовании приняли участие 209 сварщиков,
мужчин. Большинство из них были в возрасте от 20 до 40 лет (160, 76,6%),
имели образование ниже 10-го уровня (181, 86,6%), а их доход на душу населения был ниже 3000 рупий (178, 85,2%). Среднее число
было установлено, что за предшествующие
года травм было 10,74 (SD = 5,74). У всех были ссадины, а у более чем —
рваных ран, инородное тело в глазу, ожоги и ушибы.
Большинство из них имели более 2 травм (97,1%, 203) и
44% (92) из них имели более 10 травм. Никто не сообщил о
пневмонии, повреждении сетчатки и ампутации. Около 66,5% (139)
имели профессиональные заболевания или вредные факторы, такие как боли в пояснице или спине
, и 27,8% (58) имели нарушения слуха [Таблица 1].
Большинство из них имели опыт работы более 5 лет (175,
83,7%) и работали менее 8 часов в день (156,
74.6%), но лишь 1/5 из них имели институциональное обучение (40,19,1%).
Около четверти из них употребляли табак (57, 27,3%) и
около половины из них употребляли алкоголь (114, 54,5%). Распространенность
[Загружено с http://www.ijoem.com в четверг, 26 апреля 2018 г., IP: 123.201.36.82]
Количество дней, пропущенных с работы по причине профессионального заболевания в 2016 году 4.3. Сметные экономические затраты сварщиковИз таблицы 1 видно, что 41 (37,3%) и 68 (61,8%) мастеров понесли экономические потери в связи с производственными травмами и заболеваниями в 2016 году. Общие экономические затраты (убытки), заявленные мастерами, составили 21 290,00 GH (4 838,64 долларов США) при травмах и 20 210,00 GH (4 593,18 долларов США) при заболеваниях. Это привело к прямым затратам в размере 10 096,00 GH ¢ (2 294,54 доллара США) и 15 746 GH ¢.00 (3 578,63 долларов США) и косвенные затраты в размере 11 194,00 GH¢ (2 544,09 долларов США) и 4 464,00 GH ¢ (1 014,54 долларов США) за травмы и болезни, соответственно. Медицинские счета за травмы варьировались от 10,00 GH ¢ (2,27 доллара США) до 2 500 GH ¢ (568,18 долларов США). Общие экономические издержки (убытки), о которых сообщают мастера, показывают, что мастера потеряли 1,1% своего общего заработка за рассматриваемый период. Экономические издержки профессиональных травм и заболеваний среди неформальных сварщиков в ГанеРасчетная экономическая стоимость болезней и травм сварщиков в 2016 г.Только 21% опрошенных мастеров были зарегистрированы в Национальной системе медицинского страхования, а это означает, что большинству из них приходилось платить наличными за свое здоровье Потерянная заработная плата, указанная мастерами, составила всего GH ¢ 4 040,00 (918,18 долларов США) за травмы и 3 540,00 GH (804,54 долларов США) за болезни. Причина заключалась в том, что их старшие ученики работали и приносили им доход всякий раз, когда они получали травмы или страдали от профессиональных заболеваний, пока они выздоравливали дома. Этот сценарий мог не дать правильной картины экономических потерь, поэтому для расчета потерянной заработной платы использовался наихудший сценарий. Это было реализовано путем расчета реальных потерь заработной платы на основе количества потерянных человеко-дней из-за травм и болезней и ожидаемой потери заработной платы. При использовании этого подхода потерянная заработная плата составила 7 687,00 фунтов стерлингов (1 747,04 доллара США) за травмы и 11 191,00 фунтов стерлингов (2 543,40 долларов США) за болезни, т.е. увеличение на 90,3% для травм и 216,1% для болезней.При минимальной потере 27,00 гиг. центов и максимальной 2 500,00 г. г. центов (568,18 долл. США) общие косвенные затраты на травмы увеличились с 11 194,00 г. г. центов до 11 284,00 г. г. центов (0,8%), а затраты на болезни также увеличились с 4 464,00 г. г. центов. до 12 165,00 фунтов стерлингов (172,5%). Из 110 учеников 48 (43,6%) и 68 (61,8%) понесли экономические затраты в 2016 году в связи с профессиональными травмами и профессиональными заболеваниями соответственно. Примерно 10% учеников зарегистрировались в Национальном медицинском страховании, и ни один из них не понес никаких расходов, связанных с повреждением материалов и оборудования в результате несчастного случая на производстве.Из Таблицы 1 расчетные экономические затраты, понесенные учениками, составили 17 086,00 гиг. центов (3 883,18 долл. США) в случае травм и 9 174,00 г. г. центов (2 085,00 долл. США) в случае болезней. Они состояли из прямых затрат в размере 8 700,00 фунтов стерлингов (1 977,27 долларов США) и 7 358,00 фунтов стерлингов (1 672,27 долларов США) и косвенных затрат на травмы и заболевания в размере 8 386,00 фунтов стерлингов (1 905,90 долларов США) и 1 816,00 фунтов стерлингов (412,72 долларов США). Основным компонентом косвенных затрат, понесенных учениками, было пособие в связи с потерей трудоспособности, которое составило 3 120,00 гиг. центов (709,09 долл. США). Минимальные медицинские расходы, потраченные учеником, составляли 10 GH¢¢.00 (2,27 доллара США) за травмы и 15,00 гиг. центов (3,40 долл. США) за болезни, в то время как максимум составлял 1000,00 гиг. центов (227,27 долл. США) за травмы и 3 500,00 гиг. Таблица 2 показывает, что экономические затраты, понесенные сварщиками (мастерами и учениками) в результате профессиональных травм и заболеваний, составили 49 241,00 GH¢ (11 191,13 долларов США) и 26 260,00 GH ¢ (5 968,18 долларов США) соответственно. Это приводит к тому, что мастера-сварщики и их ученики теряют соответственно 7,7% и 9,4% своего общего годового заработка в виде экономических издержек (убытков) от производственных травм и профессиональных заболеваний. Экономические затраты на профессиональные травмы и заболевания среди сварщиков, работающих неформально в Ганеhttps://doi.org/10.1080/2331205X.2021.1876338Опубликовано в Интернете:29 января 2021 г.Таблица 2. Годовой доход сварщиков в процентах в 2016 году 5. ОбсуждениеВ этом исследовании представлена исходная информация об экономических затратах на травмы и заболевания среди неформальных сварщиков в Гане. В связи с тем, что это исследование представляет собой исходную информацию об экономических затратах на травмы и заболевания в неформальном секторе, было трудно получить аналогичные исследования для сравнения с результатами этого исследования.Чтобы компенсировать это ограничение, мы сравнили наши результаты с исследованиями, в которых оценивались экономические издержки в формальном секторе. К травмам, полученным мастерами-сварщиками и их учениками, относились рваные раны, травмы опорно-двигательного аппарата (хронические боли в спине и плечах, ожоги, растяжения и перенапряжения мышц, переломы), травмы глаз и поражение электрическим током. В литературе указывается, что скелетно-мышечные травмы вызваны неэффективной эргономической практикой переноски и подъема тяжелых машин и оборудования, приседаний, наклонов и переноски или перемещения грузов вручную или с применением физической силы (Halvani et al., 2014; Шахрияри и др., 2018). Кроме того, Hong and Ghobakhloo (2014) утверждают, что при сварочных работах образуются искры огня и брызги, вызывающие ожоги, если не принять меры предосторожности. Поэтому неудивительно, что в 2016 году 16,7% сварщиков сообщили об ожогах. Исследование показало, что среди профессиональных заболеваний, о которых сообщали мастера-сварщики и ученики, были малярия, заболевания глаз, респираторные заболевания (хронический кашель и астма), болезни уха, диабетики и хронические кожные заболевания.Помимо перечисленных заболеваний, примерно 17% мастеров-сварщиков также сообщили о гипертонии. Исследования, проведенные Okuga et al. (2012), Coggon et al. (1994), Rothwell (2012), Z’gambo (2015) и Tagurum et al. (2018) также зафиксировали эти травмы и заболевания среди сварщиков. Кроме того, некоторые из зарегистрированных заболеваний также были зарегистрированы среди 10 основных заболеваний в Гане (Служба здравоохранения Ганы, 2017 г.). Результаты исследования показывают, что ученики потеряли больше дней (342), чем мастера (316) после перенесенных профессиональных травм и заболеваний.Несмотря на то, что одинаковое количество мастеров и учеников сообщили о профессиональных заболеваниях, мастера-сварщики провели больше выходных дней, чем ученики, вероятно, потому, что они выполняли большую часть технической работы, а также подвергались воздействию опасностей в течение более длительного периода. Заболевания, о которых сообщают сами, такие как малярия, гипертония и респираторные заболевания, которые приводят к длительному прогулу, могут иметь более значительное влияние на производительность труда, производительность и уровень доходов сварщиков, особенно если этот человек является кормильцем семьи. а также собственник предприятия.Ответы показывают, что 9,8% и 3,3% сварщиков потеряли 27 и более дней после получения профессиональных травм и заболеваний. Это подтверждает Keogh et al. (2000), обнаружив, что чем тяжелее травма, тем выше вероятность того, что человек потеряет больше дней на работе и вероятность потерять работу. Из-за экономического бремени, возможности потери работы и клиентов, с которыми сталкиваются ученики и мастера-сварщики в результате получения травмы или заболевания, около 21% и 26% мастеров-сварщиков и учеников, соответственно, продолжали работать после получения профессиональной квалификации. травмы. Общие экономические затраты в результате профессиональных травм и заболеваний среди неофициальных мастеров-сварщиков и их учеников оцениваются в 75 501,00 GH¢ (17 159,00 долларов США) в 2016 году. Эта цифра составляет 8,1% годового дохода/пособия мастера-сварщики и ученики. Категорически общие экономические затраты составляют экономические затраты в размере 7,7% и 9,4% от общего заработка мастеров и учеников соответственно. Этот вывод подтверждает наблюдение Safe Work Australia (2015) о том, что работники несут основную тяжесть производственных травм и профессиональных заболеваний по сравнению с работодателями.Точно так же, согласно Бодену и Галицци (1999, стр. 400), « производственные травмы имеют серьезные экономические последствия для рабочих и их семей, и что экономическое бремя ложится тяжелым бременем на рабочих ». Хотя мастера-сварщики и ученики сталкивались с профессиональными травмами и заболеваниями, ученики несли большие экономические затраты (в процентах от их годового оклада), потому что у мастеров-сварщиков были старшие ученики, которые работали и обеспечивали им доход, восстанавливаясь дома после профессиональной травмы или заболевания. .Ученики утверждали, что обычно их мастера не выплачивают им дневное содержание, за исключением нескольких гана седи, которые выдаются на карманные расходы не более чем на три рабочих дня, когда они страдают от производственной травмы или заболевания. Поэтому неудивительно, что 91,5% подмастерьев, получивших травмы или перенесших заболевание, признались, что после травмы или болезни они не в состоянии удовлетворять свои основные потребности из-за сокращения/невыплаты им пособия. Сварщики считали, что профессиональные травмы и заболевания на рабочем месте неизбежны; однако никто не знал об экономических потерях, которые они понесли из-за опасностей, которым они подвергались на рабочем месте.Эти выводы согласуются с наблюдениями, сделанными Шалини (2009), который показал, что ни один из опрошенных работодателей никогда не подсчитывал стоимость несчастных случаев на рабочем месте на Маврикии. Этот вывод дает информацию для просвещения работодателей и работников неформального сектора о необходимости инвестировать в безопасность и здоровье, поскольку мастера-сварщики показали, что они выплачивали пособия отсутствующим травмированным ученикам не более 3 дней и получали в среднем 200,00 GH¢ (45,45 долларов США) за ущерб. к оборудованию, что влияет на рентабельность их деятельности. Также следует отметить, что расходы на медицинское обслуживание ложатся на государство, поскольку около 15% сварщиков зачислены в Национальную схему медицинского страхования. Категорически 10% и 21% учеников и мастеров были зарегистрированы в Национальной системе медицинского страхования. Шалини (2009), однако, сообщил, что государство берет на себя около 93% медицинских расходов травмированных сотрудников. Хотя государство оплачивает медицинские расходы около 15% сварщиков, страхование предотвращает обнищание рабочих и их семей, улучшая использование медицинских услуг (Lagomarsino et al., 2012; Спаан и др., 2012). Кроме того, несмотря на то, что взносы в фонд SSNIT открыты для работников неформального сектора, ни один из мастеров-сварщиков не делал взносов в фонд. Это имеет последствия для выживания и экономической уязвимости сварщиков, поскольку им не хватало социальной защиты в настоящем и будущем в результате профессиональных травм и заболеваний и выхода на пенсию. Это исследование имеет несколько последствий для политики, которые необходимо прокомментировать. Во-первых, результаты этого исследования указывают на необходимость того, чтобы политики, в том числе заинтересованные стороны в области здравоохранения, разработали политику, регулирующую деятельность неофициальных сварщиков.Кроме того, результаты показывают, что неформальные сварщики должны часто использовать СИЗ, чтобы уменьшить их подверженность травмам и заболеваниям, что поможет им снизить подверженность травмам и заболеваниям и, в конечном итоге, их экономические затраты. Кроме того, местные органы власти, такие как районные собрания, должны часто организовывать обучение и разъяснительную работу для неофициальных сварщиков с целью снижения их подверженности травмам и заболеваниям. Опять же, результаты этого исследования подразумевают, что неофициальные сварщики должны регистрироваться в схеме охраны здоровья, чтобы снизить свои экономические издержки, связанные с воздействием болезней. 6. Заключение и рекомендации по политикеВ этом документе оцениваются экономические издержки профессиональных травм и заболеваний среди неформальных сварщиков в Гане. Выявлено, что 40,5% и 61,8% сварщиков получили производственный травматизм и профессиональные заболевания соответственно. Ученики получили больше травм по сравнению со своими учителями, потому что они были неопытны и не использовали соответствующие СИЗ для защиты. Скелетно-мышечные травмы, малярия, гипертония и респираторные заболевания были основными травмами и заболеваниями, которые привели к наибольшему количеству потерянных человеко-дней как для мастеров, так и для учеников.Опять же, травмы и заболевания, которые привели к высоким медицинским расходам, также привели к высоким потерям заработной платы в 2016 году. Исследование также показало, что в 2016 году экономические издержки, понесенные из-за профессиональных травм и заболеваний мастерами-сварщиками и их учениками, составили 49 241,00 GH ¢. (11 191,13 долларов США) и 26 260,00 GH¢ (5 968,18 долларов США) соответственно. Это составляло 7,7% и 9,4% от общего заработка мастеров и учеников соответственно. Это исследование предоставляет информацию для повышения осведомленности, а также обучения неформальных сварщиков и политиков эффективным системам безопасности и охраны здоровья, которые могут помочь предотвратить травмы и/или заболевания в неформальной рабочей среде, чтобы снизить экономические издержки травм и заболеваний. В целях улучшения охраны труда и техники безопасности в неформальном секторе исследование рекомендует, чтобы, поскольку Гана не внедрила политику охраны труда, парламенту следует ускорить принятие закона о политике охраны труда (конвенция МОТ C155), чтобы позволить Департаменту заводской инспекции охватить неформальный сектор, в котором занято более 70% рабочей силы страны. Прохождение политики охраны труда поможет обеспечить эффективное регулирование деятельности политики охраны труда с целью снижения их подверженности заболеваниям и травмам.Правительство также должно обеспечить, чтобы мастер-сварщик получил сертификат Национального профессионально-технического института (NVTI) перед открытием сварочного цеха. Мастера-сварщики должны практиковаться в течение года или двух под регулярным наблюдением со стороны государственных учреждений, прежде чем получить аккредитацию для обучения учеников. Сварщики должны пройти обучение по охране труда, которое будет организовано правительством. Приобретение навыков и знаний в области охраны труда позволит им серьезно относиться к вопросам здоровья и безопасности при выполнении своей профессиональной деятельности.Выполнение этих рекомендаций позволит Гане добиться еще больших успехов в улучшении своего экономического статуса страны со средним уровнем дохода и достижении Целей устойчивого развития 3 и 8. неофициальные сварщики по таким переменным, как потерянный доход, потерянные человеко-дни и стоимость профессиональных травм и заболеваний. Было признано, что сварщики-неформалы могут не точно помнить сумму денег, потраченную на профессиональные травмы и заболевания.Для устранения этого ограничения данные о травмах и заболеваниях в 2016 г. были собраны в начале января 2017 г., чтобы респонденты могли вспомнить изучаемые события. Несмотря на это ограничение, была рассчитана экономическая стоимость травм и заболеваний, полученных неформальными сварщиками, чтобы обосновать необходимость вмешательства для снижения профессиональных травм и заболеваний. Дальнейшая исследовательская работа может быть сосредоточена на следующем:
|
 Кроме того, примерно 2.8% смертей и 3,2% DALY (лет жизни с поправкой на инвалидность) потерянных во всем мире связаны с несчастными случаями на рабочем месте Driscoll et al., (2020). Имеющиеся данные свидетельствуют о том, что профессиональные травмы и заболевания, вызванные вредной производственной средой, составляют от 1,8% до 6,0% (2,8 трлн долл. США) потерь в глобальном валовом внутреннем продукте (ВВП) в виде прямых и косвенных затрат на травмы и заболевания (International Labor Organization, 2013; Takala). и др., 2014). Однако бремя профессиональных травм и профессиональных заболеваний более выражено в Африке.В Африке уровень смертности составляет 16,6 на 100 000 человек в составе рабочей силы, хотя на долю этой страны приходится примерно 12% (самый низкий показатель) смертей, связанных с работой, в мире (Hamalainen et al., 2017). Статистические данные свидетельствуют о том, что охрана труда и техника безопасности на рабочих местах в Африке оставляет желать лучшего. Последствием неудовлетворительного состояния здоровья и безопасности на рабочем месте является подверженность производственным травмам и заболеваниям, вызванным физическими, химическими или биологическими опасностями, либо перегрузка неоправданно тяжелой физической работой или эргономическими факторами, которые могут быть опасны для здоровья и снижать работоспособность (Singh et al.
Кроме того, примерно 2.8% смертей и 3,2% DALY (лет жизни с поправкой на инвалидность) потерянных во всем мире связаны с несчастными случаями на рабочем месте Driscoll et al., (2020). Имеющиеся данные свидетельствуют о том, что профессиональные травмы и заболевания, вызванные вредной производственной средой, составляют от 1,8% до 6,0% (2,8 трлн долл. США) потерь в глобальном валовом внутреннем продукте (ВВП) в виде прямых и косвенных затрат на травмы и заболевания (International Labor Organization, 2013; Takala). и др., 2014). Однако бремя профессиональных травм и профессиональных заболеваний более выражено в Африке.В Африке уровень смертности составляет 16,6 на 100 000 человек в составе рабочей силы, хотя на долю этой страны приходится примерно 12% (самый низкий показатель) смертей, связанных с работой, в мире (Hamalainen et al., 2017). Статистические данные свидетельствуют о том, что охрана труда и техника безопасности на рабочих местах в Африке оставляет желать лучшего. Последствием неудовлетворительного состояния здоровья и безопасности на рабочем месте является подверженность производственным травмам и заболеваниям, вызванным физическими, химическими или биологическими опасностями, либо перегрузка неоправданно тяжелой физической работой или эргономическими факторами, которые могут быть опасны для здоровья и снижать работоспособность (Singh et al. др., 2012; Всемирная организация здравоохранения, 1995 г.).
др., 2012; Всемирная организация здравоохранения, 1995 г.).5 навыков, которыми должны обладать все сварщики
Если вы хотите стать выдающимся сварщиком, вам потребуется нечто большее, чем просто техническое мастерство.Хотя умение сваривать само по себе важно; наличие определенных навыков межличностного общения имеет решающее значение, если вы хотите иметь невероятно успешную карьеру. Зная, какие из них могут иметь значение, вы можете позиционировать себя, чтобы преуспеть. Имея это в виду, вот пять навыков, которыми должны обладать все сварщики.
1. Внимание к деталямКогда вы сварщик, важен каждый миллиметр. Так же как и эстетическое качество вашей работы, особенно если ваши сварные швы будут видны.И именно поэтому внимание к деталям так важно.
Сварщики, ориентированные на детали, более точны, чем их коллеги. Кроме того, они понимают необходимость получения визуально приятных результатов и будут тратить время на создание не только прочных, но и приятных на вид сварных швов.
2. СвязьВ большинстве случаев сварщики работают в бригаде. Они могут быть одним из нескольких сварщиков или тесно сотрудничать с другими мастерами для создания конечного продукта.Быть синхронизированным со всеми участниками очень важно. В противном случае результаты могут быть далеки от идеальных.
Обладая отличными коммуникативными навыками, вы лучше подготовлены к сотрудничеству с коллегами. Кроме того, вам будет легче доносить сложные идеи до тех, кто может быть не так хорошо знаком с вашими навыками, и это тоже может иметь значение.
3. ОрганизацияСварщики, как правило, используют много инструментов и материалов. Без организаторских навыков отслеживать, где что находится или сколько у вас есть, становится сложно.Когда вещи лежат не на своем месте, вы снижаете свою эффективность, так как вам приходится тратить время на поиск того, что вам нужно.
Напротив, сильные организаторские способности повышают производительность. Вы всегда будете знать, где искать нужный инструмент или материал, что позволит вам работать быстрее.
4. ФокусКонцентрация является важным навыком для сварщиков. Иногда работа может быть немного утомительной или медленной. Когда это происходит, вам нужна способность оставаться сосредоточенным, даже когда вы предпочитаете, чтобы ваш разум блуждал.В противном случае качество вашей работы может снизиться.
5. ПодотчетностьКроме того, хотя сварщики, как правило, работают в командах, индивидуальная ответственность по-прежнему имеет решающее значение. Как правило, другим сварщикам или торговцам нужно, чтобы вы закончили свою задачу, прежде чем они смогут выполнить свою. Если вы не отвечаете за свою работу, вы можете вызвать задержки, которые навредят всей команде.
По сути, другие сотрудники и менеджеры должны иметь возможность доверять вам и полагаться на вас. Таким образом, они будут знать, что вы справитесь со своими обязанностями, и что они смогут быстро сосредоточиться на выполнении своей работы.
В конечном счете, всем сварщикам необходимы пять вышеперечисленных навыков межличностного общения, если они хотят преуспеть. Если вы хотите узнать больше о том, что нужно для успешной карьеры сварщика, или если вы готовы найти новую работу сварщика, талантливая команда Advance Group может вам помочь. Свяжитесь с нами, чтобы поговорить с одним из наших квалифицированных сотрудников сегодня и узнать, какую пользу может принести вам наш опыт в области сварки.
Популяционное исследование воздействия сварки на рабочем месте и респираторных симптомов | Анналы рабочих воздействий и здоровья
Аннотация
В первом Обследовании респираторного здоровья Европейского сообщества (ECRHS I) повышенный риск астмы был связан с высоким воздействием газов и паров, минеральной и биологической пыли.Целью 9-летнего последующего исследования (ECRHS II) было изучение того, увеличивает ли сварка на рабочем месте риск симптомов астмы, хрипов и симптомов хронического бронхита. Исследование также было направлено на выявление конкретных факторов риска при сварке. В случайной популяционной выборке лиц из 22 европейских центров в 10 странах 316 мужчин сообщили о сварке на работе в течение периода наблюдения. Эти люди ответили на дополнительный вопросник о частоте сварки, использовании различных методов и материалов, сварочной среде и средствах защиты органов дыхания.Кумулятивное воздействие сварочного дыма за период последующего наблюдения оценивалось с использованием базы данных по воздействию сварочного дыма. Модели лог-биномиальной регрессии использовались для оценки коэффициентов распространенности (PR) с 95% доверительными интервалами (CI) для распространенности симптомов астмы или лекарств от астмы, хрипов и симптомов хронического бронхита в зависимости от методов сварки и свариваемых материалов, а также для оценки кумулятивной сварки. воздействие дыма по сравнению с внешней контрольной группой. В исследуемой популяции из 316 мужчин 62% выполняли сварку менее 1 часа в день -1 , 23% 1–3 часа в день -1 и 15% > 4 часов в день -1 .Сварка была обычной задачей во многих профессиях, и только 7% людей фактически называли себя сварщиками и газорезчиками, в то время как самые большие группы, занимавшиеся сваркой, работали в строительстве или были автомобильными, сельскохозяйственными и промышленными механиками и слесарями. Сварка на работе не ассоциировалась с повышенной распространенностью симптомов астмы или хрипов, но была связь с симптомами хронического бронхита (PR = 1,33, 1,00–1,76). Использование назначенного кумулятивного воздействия в терцилях показало, что самый низкий терциль воздействия имел самый высокий PR симптомов бронхита.Симптомы хронического бронхита были значительно выше у тех, кто часто сваривал оцинкованную сталь или железо (PR = 2,14, 1,24–3,68) и у тех, кто часто сваривал нержавеющую сталь вручную (PR = 1,92, 1,00–3,66). Отмечалось также увеличение распространенности хрипов у лиц, сваривающих окрашенный металл (PR = 1,66, 0,99–2,78; PR = 1,83, 0,90–3,71). При ручной дуговой сварке менее 1 дня в неделю -1 риск распространенности хрипов составил 1,69 (ДИ = 1,16–2,46). В заключение, настоящее исследование показывает связь между сваркой оцинкованного материала и нержавеющей стали и симптомами хронического бронхита.Также увеличилось распространение хрипов и сварки в окрашенном металле. Результаты подтверждают, что сварка материалов с покрытием представляет опасность для органов дыхания, что подчеркивает важность превентивных действий.
ВВЕДЕНИЕ
Сварка и сварочный дым связаны с профессиональной астмой, лихорадкой металлического дыма, хроническим бронхитом и нарушениями функции легких (Antonini, 1983; Sferlazza and Beckett, 1991). Тип и количество сварочного дыма и респираторные симптомы зависят от продолжительности сварки, метода сварки, сварочного материала, средств вентиляции и средств защиты органов дыхания.
Существует очень мало популяционных исследований воздействия сварки и воздействия на здоровье населения в целом. В Обследовании респираторного здоровья Европейского сообщества (ECRHS I) профессиональная группа сварщиков была слишком малочисленной для отдельного анализа (Kogevinas et al. , 1999). В другом популяционном исследовании (Torén et al. , 1999) воздействие сварочного дыма было связано с повышенным отношением шансов для «диагностированной врачом астмы», а также с повышенным риском «астмоподобных симптомов».
Существует несколько поперечных и тематических исследований сварщиков, сообщающих о респираторных симптомах. В тематических исследованиях сообщалось о профессиональной астме у рабочих, сваривающих алюминий (Vandenplas et al. , 1988) и нержавеющую сталь (Keskinen et al. , 1980; Hannu et al. , 2005). В исследовании Wang et al. (1994), они не обнаружили различий в заболеваемости астмой у рабочих, сваривающих нержавеющую сталь, по сравнению со сваркой мягкой стали, но более высокую распространенность симптомов со стороны дыхательных путей по сравнению с контрольной группой.В группе из 134 сварщиков нержавеющей стали была обнаружена более высокая распространенность кашля или выделения мокроты (Sobaszek et al. , 1998). Повышенная распространенность хронического кашля, мокроты и хрипов также была отмечена у молодых сварщиков верфей и конопаток/горелочников (Chinn et al. , 1995). В поперечном исследовании сварщиков в Новой Зеландии (Bradshaw et al. , 1998) симптомы хронического бронхита чаще встречались у действующих сварщиков, чем у тех, кто не занимается сваркой, и у лиц с более высоким общим индексом воздействия сварочного дыма в течение жизни.Продольное исследование начинающих сварщиков показало значительную связь между лихорадкой металлического дыма, связанной со сваркой, и респираторными симптомами, а также снижение показателей функции легких после 15 месяцев обучения в школе сварщиков (El-Zein et al. , 2003, 2005). . В двухлетнем последующем исследовании показателей легочной функции у сварщиков не было обнаружено общей разницы по сравнению с референтной группой не сварщиков. Если бы анализы были ограничены только курильщиками, то у сварщиков наблюдалось бы значительно большее годовое снижение объема форсированного выдоха за 1 с (Erkinjuntti-Pekkanen et al., 1999). Сварка окрашенного металла снижает воздействие раздражающих продуктов разложения, таких как формальдегид, алкилбензолы, хлорендиевый ангидрид и хлористый водород в воздухе (Engstrom et al. , 1988; Pfäffli et al. , 2002).
Это исследование представляет собой исследование в рамках 9-летнего последующего исследования ECRHS лиц, которые сообщили о сварке на работе в течение периода наблюдения. В отличие от большинства исследований сварщиков, мы спрашивали о сварке на работе независимо от профессии, которая включала более обширную группу рабочих, непосредственно занимающихся сваркой, а не только отдельных лиц, которые занимаются сваркой.
АИМС
Цель исследования состояла в том, чтобы изучить, увеличивает ли сварка на рабочем месте распространенность симптомов астмы, хрипов или симптомов хронического бронхита, и если да, то определить, какие конкретные факторы сварки были ответственны за это.
МЕТОДЫ
Исследование респираторного здоровья Европейского сообщества
Европейское популяционное когортное исследование, включающее 28 исследовательских центров в 13 странах, было начато в 1991 г. (Burney et al., 1994). В 1998–1999 гг. велось наблюдение в 22 центрах в 10 странах (ECRHS II). В последующем каждый человек заполнил основной вопросник, составленный в ходе интервью, включая опрос о респираторных симптомах и методах лечения астмы, отфильтровывая вопросы, спрашивая, выполняли ли они семь конкретных действий: уборка (профессиональная или дома), дезинфекция, уход за больными, работа с металлом. , пайка или сварка. Лица, давшие положительный ответ на любое из конкретных действий, должны были ответить на краткий дополнительный вопросник (модуль) о выбранных задачах и продолжительности действий для каждой соответствующей работы, занимаемой во время последующего наблюдения.Информация об организации обследования была опубликована (Руководящий комитет ECRHS II, 2002 г.).
Исследуемая популяция
В случайной выборке ECRHS II было 316 мужчин, которые сообщили, что они занимались сваркой на работе в течение периода наблюдения и ответили хотя бы на один вопросник (модуль) о сварочной деятельности. Если испытуемые выполняли сварку на работе в другой период времени между ЭЦРУ I и ЭЦРУ II с существенно отличающимися рабочими задачами, им приходилось выполнять другой сварочный модуль.Для лиц с двумя и более модулями были выбраны самые высокие частоты сварочных воздействий. Однако оценка кумулятивного воздействия сварочного дыма включала несколько сварочных модулей.
Для сравнения из случайной выборки были выбраны все мужчины, отвечающие на любой модуль, кроме сварки на работе или дома, в результате чего было получено 2610 мужчин. Эти люди заполнили по крайней мере один модуль, в котором они сообщили, что выполняли уборку, дезинфекцию, уход за больными, металлообработку или пайку в течение как минимум 3 месяцев в течение периода последующего наблюдения или выполняли уборку и/или стирку дома.
Трудовой стаж
В основной анкете всех испытуемых спрашивали о разных местах работы (должность, компания или организация, год начала и окончания) в течение периода наблюдения, начиная с текущей работы. Профессиональные и/или административные должности классифицировались в соответствии с кодами Международной стандартной классификации занятий (ISCO) (Международная стандартная классификация, 1990 г.) в виде четырехзначных кодов вместе с информацией о названии должности и отрасли в свободном тексте.Три субъекта в последней группе не заполнили свою историю работы, указав продолжительность работы и тип работы в основном вопроснике, и кумулятивное воздействие не могло быть оценено, что дает 313 человек с кумулятивным воздействием.
Сварочные модули
Субъекты, занимающиеся сварочными работами, заполнили сварочный модуль с девятью вопросами о сварочных задачах и действиях (полная анкета общедоступна на сайте www.ecrhs.org). Их спрашивали о часах в день и днях в неделю, когда они проводили сварку, частоте использования различных методов сварки и материалов.Они ответили на вопросы о частоте выполнения сварки вручную и/или работе на полностью автоматизированном станке, сколько дней в неделю они занимаются сваркой в замкнутых пространствах, мастерских, верфях и на открытом воздухе. Их также спрашивали о типе вентиляции и использовании средств защиты органов дыхания. Чтобы создать переменные воздействия, мы дихотомизировали частоту методов сварки и сварочных материалов в течение <1 дня в неделю -1 и ≥1 дня в неделю -1 . Продолжительность облучения в годах сварки на производстве учитывалась только при расчете кумулятивного облучения.
Количественное определение воздействия сварочного дыма
База данных сварочного дыма, созданная на основе измерений воздействия, собранных за 20-летний период (1983–2003 гг.) в Нидерландах, использовалась для расчета кумулятивного воздействия сварочного дыма (Kromhout et al. , 2004). Часть этой базы данных ранее успешно использовалась для построения матрицы воздействия сварочного дыма для многоцентрового исследования рака легких среди европейских сварщиков (Gérin et al., 1993). Вкратце, для текущего исследования был использован линейный алгоритм модели смешанных эффектов, полученный из базы данных, с временной тенденцией, методом сварки, эффектом наличия общей вентиляции, местной вытяжной вентиляции и использования шлема с подачей свежего воздуха в качестве факторов, влияющих на воздействие сварочного дыма. Алгоритм вместе с информацией о сварочных задачах и действиях из модулей и историей работы из основного вопросника был использован для создания записи за год, в результате чего было получено кумулятивное воздействие сварочного дыма (мг м -3 недель-лет) для каждого человека.
Последствия для здоровья
Симптомы астмы или медикаментозное лечение определялись как положительный ответ на вопрос «Были ли у вас приступы астмы за последние 12 месяцев» и/или «Были ли вы разбужены приступом одышки в любое время за последние 12 месяцев?» месяцев» и/или «Принимаете ли вы в настоящее время какие-либо лекарства от астмы».
Хрипы определялись как положительный ответ на вопрос «Были ли у вас хрипы или свист в груди за последние 12 месяцев, когда вы не болели простудой».
Симптомы хронического бронхита определялись как положительный ответ на вопрос «Вы обычно кашляете в течение 3 месяцев в году» и/или «Вы обычно выделяете мокроту из груди в течение большинства дней в течение 3 месяцев?» каждый год’.
Статистический анализ
Статистический анализ был выполнен с использованием статистического пакета SAS версии 8 и программного обеспечения Stata версии 8. Алгоритм, основанный на линейной модели смешанных эффектов, использовался для определения воздействия сварочного дыма.Модели лог-биномиальной регрессии использовались для оценки коэффициентов распространенности (PR) с 95% доверительными интервалами (ДИ) для сварочных характеристик и респираторных последствий. Все PR были скорректированы с учетом возраста, статуса курения при последующем наблюдении, географического района и астматических агентов, включая агенты с высокой молекулярной массой и агенты с низкой молекулярной массой, оцененных по матрице воздействия на работу (Kogevinas et al. , 2007).
РЕЗУЛЬТАТЫ
Средний возраст сварщиков был немного ниже, а нынешние и бывшие курильщики несколько выше по сравнению с контрольной группой (таблица 1).В группе сварщиков процент лиц из Северной Европы был выше, а из Средней Европы ниже по сравнению с контрольной группой. Среди сварщиков 7,7 % сообщили о симптомах астмы или медикаментозном лечении, 17,0 % — об одышке и 15,8 % — о симптомах хронического бронхита по сравнению с 9,6, 13,9 и 11,1 % в контрольной группе, таблица 1.
Таблица 1.Описание лиц, занятых сваркой, и референтная совокупность
| Сварщики ( N = 316), n (%) | Контрольная группа ( N = 2) (%) | ||||
| Возраст, средний (SD) | 41.75 (7.4) | 42.80 (7.2) | |||
| Состояние курения | |||||
| Никогда | 110 (34.8) | 8 110 (34.8)986 (37.8) | |||
| Бывший | 97 (30.7) | 754 (28.9) | |||
| Текущий | 105 (33.2) | 843 (32.3) | |||
| Географический район | |||||
| North Europe | 132 (41.8) | 648 (24.8) | |||
| Средняя Европа | 88 (27.9) | 1203 (46.1) | |||
| Южная Европа | 96 (30.4) | 759 (29.1) | 8 759 (29.1)|||
| HMWA | 316 (3.5) | 2558 (3.4) | |||
| LMWA кроме металлов | 39381 | 316 (11.4) | 2558 (6.3) | ||
| Симптомы астмы или лекарства | 313 (7.7) | 2596 (9.6) | 2596 (9.6) | 8 259652||
| Hheezing | 312 (17,0) | 2592 (13.9) | |||
| хронический бронхит симптомы | 310 (15.8) | 2574 (11.1) | |||
| сварщики ( N = 316), N (%) | ( N = 2610), N (%) (%) | ||||
| AGE, среднее значение (SD) | 41.75 (7.4) | 42.80 (7.2) | |||
| Состояние курения | |||||
| Никогда | 110 (34.8) | 986 (37.8) | |||
| Бывший | 97 (30.7) | 97 (30.7) 97 (30.7)754 (28.9) | 954 (28.9)|||
| Текущий | 105 (33.2) | 843 (32.3) | |||
| Географический район | |||||
| Северная Европа | 132 (41,8) | 648 (24.8) | 8 648 (24.8)8 648 (24.8)|||
| Средняя Европа | Средняя Европа | 88 (27.9) | 1203 (46.1) | 8 120652||
| Южная Европа | 96 (30.4) | 759 (29.1) | |||
| HMWA | 316 (3.5) | 2558 (3.4) | 2558 (3.4) | ||
| LMWA кроме металлов | 316 (11.4) | 2558 (6.3) | |||
| симптомы астмы или лекарства | 313 (7.7) | 313 (7.7) | 2596 (9.6) | ||
| хрипов | 73 | 312 (17,0) | 2592 (13.9) | ||
| Хронические симптомы бронхита | 310 (15.8) | 2574 (11.1) | |||
Описание отдельных лиц сварки на работе и опорной популяции
| сварщики ( N = 316), N (%) (%) | |||
| Возраст, среднее (SD) | 41.75 (7.4) | 42.80 (7.2) | 42.80 (7.2) |
| Состояние курения | |||
| .8) | 986 (37.8) | ||
| Бывший | 97 (30.7) | 97 (30.7) 97 (30.7)754 (28.9) | 954 (28.9)|
| Текущий | 105 (33.2) | 843 (32.3) | |
| Географический район | |||
| Северная Европа | 132 (41,8) | 648 (24.8) | 8 648 (24.8)8 648 (24.8)|
| Средняя Европа | Средняя Европа | 88 (27.9) | 1203 (46.1) | 8 120652
| Южная Европа | 96 (30.4) | 759 (29.1) | |
| HMWA | 316 (3.5) | 2558 (3.4) | 2558 (3.4) |
| LMWA кроме металлов | 316 (11.4) | 2558 (6.3) | |
| симптомы астмы или лекарства | 313 (7.7) | 313 (7.7) | 2596 (9.6) |
| хрипов | 73 | 312 (17,0) | 2592 (13.9) |
| Хронические симптомы бронхита | 310 (15.8) | 2574 (11.1) | |
| сварщики ( N = 316), N (%) N (%) N = 2610), N (%) | |||||
| Возраст, Среднее (SD) | 41.75 (7.4) | 42.80 (7.2) | |||
| Должность для курения | |||||
| Никогда | 110 (34.8) | 986 (37.8) | |||
| Бывший | 97 (30.7) | 754 (28.9) | |||
| Текущий | 9105 (33.2) | 843 (32.3) | |||
| Географический район | |||||
| North Europe | 132 (41,8) | 648 (24.8) | |||
| Средняя Европа | 88 (27.9) | 1203 (46.1) | 1203 (46.1) | ||
| Южная Европа | 96 (30.4) | 759 (29.1) | |||
| HMWA | 316 (3.5) | 2558 (3.4) | |||
| LMWA кроме металлов | 316 (11.4) | 2558 (6.3) | |||
| симптомы астмы или лекарства | 313 (7.7) | 2596 (9.6) | |||
| хрипов | 39381 | 2592 (13.9) | 2592 (13.9) | ||
| симптомы хронического бронхита | 310 (15.8) | 2574 (11.1) | |||
Сварка на работе была деятельность, выполненная во многих профессиях (таблица 2).Всего было зарегистрировано 102 различных кода МСКЗ. Субъектов можно было разделить на 17 различных профессиональных категорий, где сварщики и газорезчики составляли лишь 7%. Сварка была распространенной задачей, например, среди строители (20%), автомобилисты, сельскохозяйственные и промышленные механики и слесари (17%), операторы установок и машин (11%).
Таблица 2.профессиональных категорий (ISCO) предметов ( N = 316) Сварка на работе
| ISCO Коды | N (%) | | ||
| 7121-7137 | Строители (каркасщики и отделочники) | 62 (19.6) | ||
| 9312-9313 | ||||
| 723038 | 1 | Автомобили, сельскохозяйственная и промышленная механика и сильневики | 53 (16.8) | 53 (16.8) |
| 8113-8285 | Операторы завода и машины | 35 11.1 //7) | ||
| 8322-8340 | Драйверы и грузовые операторы | 18 (5.7) | ||
| 7210 | листовых металла и металлические рабочие | 17 (5.4) | ||
| 7213-7216 | ||||
| 7240-7313 | Электрическое и электронное оборудование механика механики и стойки | 16 (5.1) | ||
| 6100-6130 | 6100-6130 | Сельскохозяйственные рабочие | 11 (3.5) | 11 (3.5) |
| 7221-7224 | 1 | Blowksmiths и Makers | 11 (3.5) | |
| 1221-131 | 1221-1319 | 10 (3.2) | ||
| 2300-2330 | Обучение профессионалов | 9 (2.9) | 9 (2.9) | |
| 9132-9161 | 9132-9161Сервис рабочие работники | 8 (2.5) | 8 (2.5) | |
| 7141-7142 | 7141-7142 | Художники и строительные чистящие средства | 5 (1.6) | |
| 4112-4132 | 4112-4132 | Секретари | 5 (1.6) | |
| 2452 и 5161 | Разное (Художники, Пожарные) | 4 (1.3) | ||
| 110 | Вооруженные силы | 1 (0.3) | ||
| 94 и 98 | Другие (не Работа, Неизвестно) | 8 (2.6) |
| ISCO кодов | N | N (%) | ||
| 7121-7137 | 7121-7137 | Строительные работники (рамка и финишер) | 62 (19.6) | |
| 9312-9313 | ||||
| 723038 | 1 | Автомобили, сельскохозяйственная и промышленная механика и сильневики | 53 (16.8) | 53 (16.8) |
| 8113-8285 | Операторы завода и машины | 35 11.1 //7) | ||
| 8322-8340 | Драйверы и грузовые операторы | 18 (5.7) | ||
| 7210 | листовых металла и металлические рабочие | 17 (5.4) | ||
| 7213-7216 | ||||
| 7240-7313 | Электрическое и электронное оборудование механика механики и стойки | 16 (5.1) | ||
| 6100-6130 | 6100-6130 | Сельскохозяйственные рабочие | 11 (3.5) | 11 (3.5) |
| 7221-7224 | 1 | Blowksmiths и Makers | 11 (3.5) | |
| 1221-131 | 1221-1319 | 10 (3.2) | ||
| 2300-2330 | Обучение профессионалов | 9 (2.9) | 9 (2.9) | |
| 9132-9161 | 9132-9161Сервис рабочие работники | 8 (2.5) | 8 (2.5) | |
| 7141-7142 | 7141-7142 | Художники и строительные чистящие средства | 5 (1.6) | |
| 4112-4132 | 4112-4132 | Секретари | 5 (1.6) | |
| 2452 и 5161 | Разное (Художники, Пожарные) | 4 (1.3) | ||
| 110 | Вооруженные силы | 1 (0.3) | ||
| 94 и 98 | Другие (не Работа, Неизвестен) | 8 (2.6) |
66. (%)
| ISCO кодов | N | N (%) | ||
| 7121-7137 | 7121-7137 | Строительные работники (рамка и финишер) | 62 (19.6) | |
| 9312-9313 | ||||
| 723038 | 1 | Автомобили, сельскохозяйственная и промышленная механика и сильневики | 53 (16.8) | 53 (16.8) |
| 8113-8285 | Операторы завода и машины | 35 11.1 //7) | ||
| 8322-8340 | Драйверы и грузовые операторы | 18 (5.7) | ||
| 7210 | листовых металла и металлические рабочие | 17 (5.4) | ||
| 7213-7216 | ||||
| 7240-7313 | Электрическое и электронное оборудование механика механики и стойки | 16 (5.1) | ||
| 6100-6130 | 6100-6130 | Сельскохозяйственные рабочие | 11 (3.5) | 11 (3.5) |
| 7221-7224 | 1 | Blowksmiths и Makers | 11 (3.5) | |
| 1221-131 | 1221-1319 | 10 (3.2) | ||
| 2300-2330 | Обучение профессионалов | 9 (2.9) | 9 (2.9) | |
| 9132-9161 | 9132-9161Сервис рабочие работники | 8 (2.5) | 8 (2.5) | |
| 7141-7142 | 7141-7142 | Художники и строительные чистящие средства | 5 (1.6) | |
| 4112-4132 | 4112-4132 | Секретари | 5 (1.6) | |
| 2452 и 5161 | Разное (Художники, Пожарные) | 4 (1.3) | ||
| 110 | Вооруженные силы | 1 (0.3) | ||
| 94 и 98 | Другие (не рабочий, неизвестен) | 8 (2.6) |
В исследуемой группе мужчин-сварщиков на производстве более половины выполняли сварку <1 ч сутки −1 , около четверти выполняли сварку 1–4 ч сутки -1 и 15% >4 ч день -1 .Около двух третей мужчин использовали ручную дуговую сварку металлическим электродом (ММА), но только 10% применяли ММА ≥4 дней в неделю −1 . Около половины мужчин выполняли сварку металлом в среде активного/инертного газа, четверть сообщила о сварке вольфрамом в среде инертного газа, в то время как дуговая сварка под флюсом и сварка с флюсовой проволокой использовались реже, Таблица 3. Большинство людей использовали более одного метода сварки. Сварку вручную выполняли 96% испытуемых по сравнению с 13%, сообщившими о сварке с помощью полностью автоматизированного сварочного аппарата.Только 13 мужчин (4%) никогда не выполняли ручную сварку. Большинство испытуемых выполняли сварку нескольких различных материалов. В исследуемой группе 37% мужчин сваривали нержавеющую сталь, но только восемь (2,6%) выполняли сварку только нержавеющей стали. Большинство мужчин выполняли сварку низкоуглеродистой стали и оцинкованного железа или стали, и почти половина исследуемой группы также выполняла сварку окрашенных материалов.
Таблица 3.Описание распределения дней в неделю в зависимости от методов сварки, сварочных материалов и ручной или машинной сварки ( N = 316) <1 дня в неделю −1 , n (%)
1 | Никогда, N (%) N (%) | |||||
| Методы сварки | ||||||
| MMA | 104 (33.3) | 126 (40.4) | 50 (16.0) | 32 (10.3) | ||
| Металлический активный / инертный газ | 151 (48.4) | 92 (29,5) | 39 (12.5) | 30 (9.6) | ||
| Tungsten Inert Gas | 239 (77.1) | 39 (12.6) | 39 (12.6) | 20 (6.5) | 12 (3.9) | |
| Погруженные вспомогательные дуги | 290 (93.9) | 13 4.2) | 4 (1.3) | 2 (0.7) | ||
| Flux Cored Arc | 29381 | 263 (85.1) | 30 (9.7) | 9 (2.9) | 7 (2.3) | 7 (2.3) |
| Другое | 243 (80.5) | 34 (11.3) | 11 (3.6) | 11 (3.6) | 14 (4.6) | |
| Сварка вручную или машины | ||||||
| от руки | 13 (4.2) | 13 (4.2) | 163 (52.1) | 82 (26.2) | 55 (17.6 ) | |
| Полностью автоматизированный сварочный аппарат | 270 (86.8) | 18 (5.8) | 18 (5.8) | 8 (2.6) | 15 (4.8) | |
| Сварочный материал | ||||||
| нержавеющая сталь | 195 (62.7) | 73 (23.5) | 23 (7.4) | 20 (6.4) | 20 (6.4) | |
| Мягкая сталь (черное сплав, для строительства судна) | 105 (33.8) | 105 (33.8) | 124 (39.9) | 42 (13.5) | 40 (12.9) | |
| оцинкованная сталь или железо | 128 (40.8) | 127 (40.5) | 31 (9.9) | 28 (8.9) | ||
| Алюминий | ||||||
| Алюминий | 245 (78.8) | 46 (14.8) | 11 (3.5) | 9 (2.9) | ||
| Окрашенные металлические | 162 (52.1) | 96 (30.9) | 96 (30.9) | 38 (12.2) | 15 (4.8) | |
| Другое | ||||||
| Другое | 246 (79.9) | 37 (12.0) | 12 3.9) | 13 (4.2) | ||
Описание распределения дней в неделю в зависимости от методов сварки, сварочных материалов и ручной или машинной сварки ( N = 316) неделя -1 , N (%)
1 (%)
1 1-3 дня неделя -1 , N (%) N (%)
1
8 ≥4 дней неделя -1 , N (%)21 | Никогда, N (%) N (%) | |||||
| Методы сварки | ||||||
| MMA | 104 (33.3) | 126 (40.4) | 50 (16.0) | 32 (10.3) | ||
| Металлический активный / инертный газ | 151 (48.4) | 92 (29,5) | 39 (12.5) | 30 (9.6) | ||
| Tungsten Inert Gas | 239 (77.1) | 39 (12.6) | 39 (12.6) | 20 (6.5) | 12 (3.9) | |
| Погруженные вспомогательные дуги | 290 (93.9) | 13 4.2) | 4 (1.3) | 2 (0.7) | ||
| Flux Cored Arc | 29381 | 263 (85.1) | 30 (9.7) | 9 (2.9) | 7 (2.3) | 7 (2.3) |
| Другое | 243 (80.5) | 34 (11.3) | 11 (3.6) | 11 (3.6) | 14 (4.6) | |
| Сварка вручную или машины | ||||||
| от руки | 13 (4.2) | 13 (4.2) | 163 (52.1) | 82 (26.2) | 55 (17.6 ) | |
| Полностью автоматизированный сварочный аппарат | 270 (86.8) | 18 (5.8) | 18 (5.8) | 8 (2.6) | 15 (4.8) | |
| Сварочный материал | ||||||
| нержавеющая сталь | 195 (62.7) | 73 (23.5) | 23 (7.4) | 20 (6.4) | 20 (6.4) | |
| Мягкая сталь (черное сплав, для строительства судна) | 105 (33.8) | 105 (33.8) | 124 (39.9) | 42 (13.5) | 40 (12.9) | |
| оцинкованная сталь или железо | 128 (40.8) | 127 (40.5) | 31 (9.9) | 28 (8.9) | ||
| Алюминий | ||||||
| Алюминий | 245 (78.8) | 46 (14.8) | 11 (3.5) | 9 (2.9) | ||
| Окрашенные металлические | 162 (52.1) | 96 (30.9) | 96 (30.9) | 38 (12.2) | 15 (4.8) | |
| Другое | ||||||
| Другое | 246 (79.9) | 37 (12.0) | 12 3.9) | 13 (4.2) | ||
Большинство мужчин (85%) выполняли сварку в мастерских, но они также могли заниматься сваркой в других местах.На рабочих местах более половины испытуемых имели ИВЛ общеобменную, 37 % — местную вытяжную вентиляцию на стационарных местах, 20 % — мобильные вытяжные установки и 9 % — вытяжную вентиляцию на насадке. Менее 10% испытуемых использовали маску с фильтром или защитную маску с подачей свежего воздуха во время сварки. Различия в вытяжной вентиляции и использовании средств защиты органов дыхания между сварщиками <1 дня в неделю -1 , 1–3 дня в неделю -1 и >3 дней в неделю -1 были относительно небольшими.При сварке менее 1 дня в неделю –1 реже использовали местную передвижную вытяжную вентиляцию (14,5% по сравнению с 21%) и лицевую маску с фильтром и защитную маску с подачей свежего воздуха (8 и 5% по сравнению с 10–11% и 8). –9% соответственно), но большинство лиц не пользовались передвижной вытяжной вентиляцией и средствами защиты органов дыхания.
Последствия для здоровья
Сварка на рабочем месте не увеличивала распространенность симптомов астмы, лекарств или хрипов по сравнению с контрольной группой, независимо от продолжительности воздействия в день (таблица 4).Отмечено достоверное увеличение распространенности симптомов хронического бронхита в основной группе (PR = 1,33, 1,00–1,76) при практически одинаковом PR для сварки <1 ч сут –1 , 1–4 ч сут –1 или >4 ч сут -1 (PR соответственно 1,35, 1,26 и 1,33).
Таблица 4.PR и 95% ДИ для симптомов астмы или лекарств, хрипов и симптомов хронического бронхита для сварки на работе и для часов в день сварки
| н | Симптомы астмы или лекарств | Отсебятина Хронические симптомы бронхит | |||||||
| PRA (95% ДИ) | PRA (95 % CI) | PRA (95% CI) | |||||||
| без сварки (внешняя ссылка) | 2610 | 1 (ссылка) | 1 (ссылка) | 1 (ссылка) | |||||
| Сварка на работа (ч день −1 ) | 316 | 0.77 (0.51-1.15) | 1.15 (0.89-1.49) | 1.33 (1.00-1.76) | |||||
| <1 | 195 | 0,83 (0.51-1.35) | 1.15 (0.84-1.58) | 1.35 (0.96-1.90) | |||||
| 1-4 | 71 | 71 | 0.56 (0.22-1.46) | 1.13 (0.68-1.88) | 1.26 (0.72-2,20) | ||||
| > 4 | 47 | 47 | 47 | 47 | 47 | 47 | 0,83 (0,32–2,12) | 1,21 (0,65–2,24) | 1.33 (0,69–2,58) |
PR и 95% ДИ для симптомов астмы или лекарств, хрипов и симптомов хронического бронхита для сварки на работе и для часов в день сварки
8 2
| н | Симптомы астмы или лекарств | Отсебятина Хронические симптомы бронхит | |||||||
| PRA (95% ДИ) | PRA (95 % CI) | PRA (95% CI) | |||||||
| без сварки (внешняя ссылка) | 2610 | 1 (ссылка) | 1 (ссылка) | 1 (ссылка) | |||||
| Сварка на работа (ч день −1 ) | 316 | 0.77 (0.51-1.15) | 1.15 (0.89-1.49) | 1.33 (1.00-1.76) | |||||
| <1 | 195 | 0,83 (0.51-1.35) | 1.15 (0.84-1.58) | 1.35 (0.96-1.90) | |||||
| 1-4 | 71 | 71 | 0.56 (0.22-1.46) | 1.13 (0.68-1.88) | 1.26 (0.72-2,20) | ||||
| > 4 | 47 | 47 | 47 | 47 | 47 | 47 | 0,83 (0,32–2,12) | 1,21 (0,65–2,24) | 1.33 (0,69–2,58) |
Симптомы астмы или медикаментозное лечение были повышены, однако, без статистической значимости, среди тех, кто часто сваривает нержавеющую сталь (PR = 1,37, 0,46–4,15). Симптомы хронического бронхита значительно усиливались при сварке оцинкованной стали или железа ≥1 дня в неделю -1 (PR = 2,14, 1,24–3,68), усиливались при частой сварке нержавеющей стали (PR = 1,82, 0,96–3,44) и значительно увеличивается при нечастой сварке окрашенного металла (PR = 1.79, 1.06–3.02) (табл. 5). Повышенная распространенность хрипов наблюдалась при сварке окрашенного металла (PR = 1,83, 0,90–3,71; PR = 1,66, 0,99–2,78), а также при нечастой сварке оцинкованной стали или железа (PR = 1,56, 0,98–2,48). ). Сварка мягкой стали показала значительное снижение распространенности симптомов хронического бронхита независимо от продолжительности сварки.
Таблица 5.PR и 95% CI для симптомов астмы или лекарства, хрипы и хронические симптомы бронхита для сварки в разных материалах
| N | N | N | ||||
| Симптомы астмы | хронические симптомы хрипца | |||||
| PRA (95% CI) | PRA (95% CI) | PRA (95% CI) | ||||
| без сварки (внешняя ссылка) | 2610 | 1 (ссылка) | 1 (эталон) | 1 (эталон) | ||
| Нержавеющая сталь (день-неделя −1 ) | ||||||
| <1 | 1.04 (0.58-1.86) | 1.02 (0.52-1.97) | ||||
| ≥1 | 43 | 43 | 1.38 (0,46-4.15) | 1.42 (0,67-3,00) | 1.82 (0,96-3.44) | |
| Мягкая сталь (День недели -1 ) | ||||||
| <1 | 124 | 1,00 (0,46-2,16) | 0,64 (0.38-1.10) | 0.42 (0.21-2- 0,85) | ||
| ≥1 | 82 | 1.06 (0.40-2.81) | 0.52 (0.27-1.02) | 0.45 (0.24-0.83) | ||
| Оцинкованная сталь или железо (День недели -1 ) | ||||||
| <1 | 127 | 1.15 | 1,15 (0.54-2.46) | 1.56 (0,98-2,48) | 1.42 (0,82-2,48) | |
| ≥1 | ≥1 | 59 | 59 | 1.58 (0.56-4.50) | 1.02 (0,51-2,03) | 2.14 ( 1.24–3.68) |
| Алюминий (день неделя −1 ) | ||||||
| <1 | 46 | 1.55 (0.50-4.80) | 0,84 (0,41-1,71) | 1.44 (0.75-2.78) | ||
| ≥1 | ≥1 | 20 | 0,78 (0,09-658) | 0.74 (0.24-2.34) | 0,92 (0.33-2.61) | |
| Окрашенный металл (День недели -1 ) | ||||||
| <1 | 96 | 0,32 (0.10-0,97) | 1.66 (0,99-2.78) | 1.79 (1.06- 3.02) | ||
| ≥1 | 53 | 0.26 (0.05-1.29) | 1.83 (0,90-3.71) | 1.02 (0.51-2.04) | ||