Сварочные шлаки :: Книги по металлургии
РОЛЬ ШЛАКА (ФЛЮСА) ПРИ СВАРКЕ
Содержащий шлакообразующие вещества сварочный материал называется флюсом. Флюс применяется при нескольких способах сварки и наплавки. Он является обязательным материалом, обеспечивающим технологию электродуговой сварки и наплавки под флюсом, сварки по флюсу, сварки с магнитным флюсом, а также электрошлаковой сварки и наплавки. Шлак образуется также при плавлении электродного покрытия, сердечника порошковой и активированной проволок, окислении электродного металла сварочной ванны, при сварке в окислительной атмосфере и т. п.
Роль шлака при сварке и наплавке очень велика. Его составом определяется атмосфера дуги, от которой зависят стабильность ее горения, стойкость против порообразования швов, объем и соотношение выделяющихся при сварке вредных газов. От шлака зависит и стабильность электрошлакового процесса. Взаимодействие расплавленного шлака с металлом сварочной ванны существенно влияет на химический состав металла шва, от которого в свою очередь зависят структура, стойкость против образования кристаллизационных (горячих) трещин и пор металла.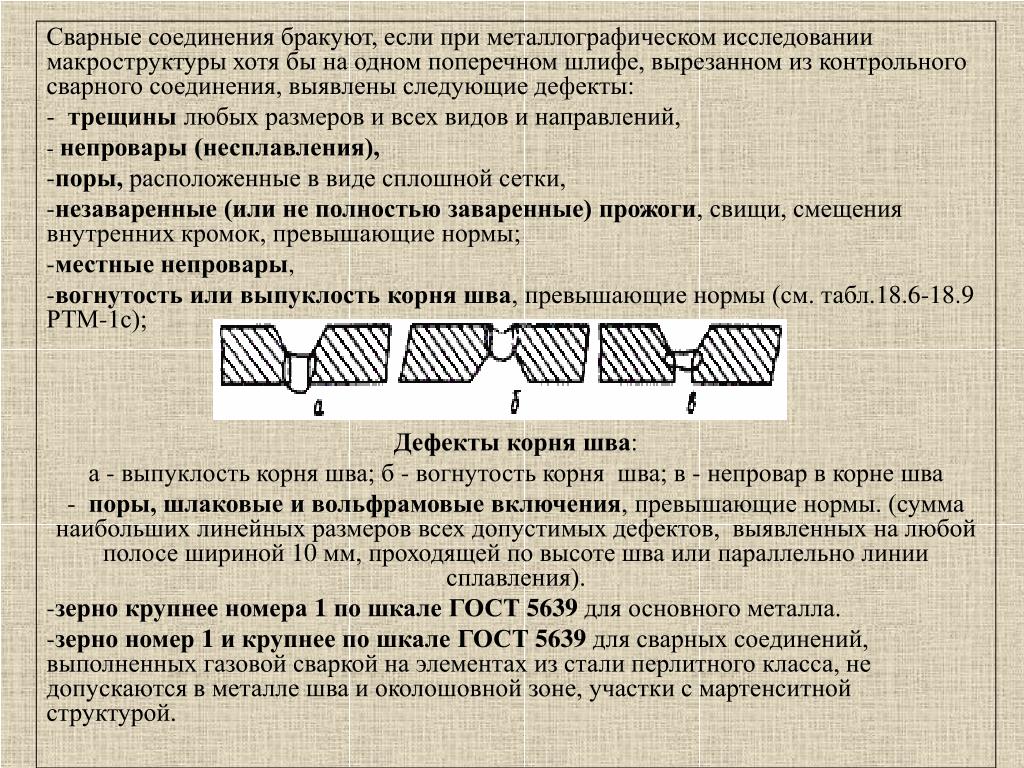
К важнейшим функциям шлака, имеющим значение при всех видах сварки плавлением, относятся :
1) обеспечение устойчивости процесса сварки;
2) хорошее формирование шва;
3) защита зоны сварки от доступа воздуха;
4) предупреждение образования в швах дефектов;
5) управление химическим составом металла шва;
6) обеспечение требуемых механических свойств металла шва и сварного соединения в целом;
7) обеспечение легкой отделимости шлаковой корки с поверхности металла.
Шлак должен также обладать хорошими санитарно-гигиеническими свойствами, в процессе сварки выделение вредных веществ должно быть минимальным. Кроме этих общих функций имеются и функции, специфические для каждого вида сварки.
Устойчивость процесса электродуговой сварки в первую очередь зависит от устойчивости (стабильности) горения дуги, т. е. постоянства во времени основных электрических параметров дуги — напряжения и силы тока. Сварочная дуга один из видов электрического разряда в газах, а поэтому устойчивость ее горения, при прочих равных условиях, определяется составом атмосферы дуги.
Формирование шва зависит, прежде всего, от режима сварки, т. е. от длины дуги, ее подвижности и т. п. Так, при сварке под флюсом длина дуги и ее подвижность зависят от размеров зерен флюса. При крупном флюсе дуга более подвижна и ширина шва больше, чем при сварке под мелким флюсом. Соответственно этому глубина провара больше при сварке под мелким флюсом, чем под крупным.
Внешний вид шва в значительной мере определяется равномерностью отложения металла, зависящей от состояния сварочной ванны. «Кипение» металла сварочной ванны вследствие выгорания углерода и выделения растворенных в металле газов может значительно ухудшить внешний вид шва. Введение в сварочную ванну раскислителей «успокаивает» ее и способствует образованию швов с более мелкими чешуйками на поверхности. Если шлак имеет чрезмерно высокую вязкость при температуре твердения металла, шов формируется хаотично, воспроизводя форму затвердевшей шлаковой корки .
Если шлак имеет чрезмерно высокую вязкость при температуре твердения металла, шов формируется хаотично, воспроизводя форму затвердевшей шлаковой корки .
При сварке под флюсом обеспечивается надежная защита зоны сварки от доступа воздуха. Однако при других способах дуговой сварки для такой защиты от внешней атмосферы требуется, чтобы шлак полностью покрывал поверхность металла сварочной ванны. Для этого нужно, чтобы межфазное натяжение на границе шлак— металл было минимальным, а изменение вязкости шлака с ростом температуры было плавным. Как правило, более надежную защиту металла сварочной ванны от доступа воздуха, а также лучшее качество формирования поверхности шва дают «длинные» шлаки с постепенным снижением их вязкости при затвердевании. Худшие результаты получаются при «коротких» шлаках, характеризующихся резким изменением вязкости при затвердевании. Необходимо также, чтобы температура затвердевания шлака была ниже температуры затвердевания металла.
К числу наиболее опасных дефектов сварных швов относятся поры и кристаллизационные трещины. Основными причинами возникновения пор в швах могут являться загрязнение основного металла и сварочной проволоки ржавчиной и маслом, влажный флюс и др. Роль шлака в предупреждении появления пор заключается:
Основными причинами возникновения пор в швах могут являться загрязнение основного металла и сварочной проволоки ржавчиной и маслом, влажный флюс и др. Роль шлака в предупреждении появления пор заключается:
1) в защите металла сварочной ванны от доступа воздуха;
2) выделении в атмосферу дуги газов и паров, снижающих Концентрацию в ней водорода и азота путем разбавления газовой фазы;
3) выделении в атмосферу дуги газообразных соединений фтора, образующих с водородом нерастворимый в жидкой стали фторид водорода;
4) окислении металла сварочной ванны.
О роли шлака в защите сварочной ванны от доступа воздуха сказано выше.
Интенсивность испарения шлака в процессе сварки сравнительно невелика, поэтому она не может дать существенного снижения парциального давления азота и водорода в зоне сварки. Более эффективно действует введение газообразующих веществ в состав электродного покрытия, керамического флюса или сердечника порошковой проволоки.
Для уменьшения пористости швов, вызванной водородом, в зону сварки вводятся фториды. Лучше всего связывается водород в виде фторида водорода HF фторидом кремния SiF 4 — газом, образующимся при сварке в результате взаимодействия фторида кальция CaF2 и диоксида кремния SiO2.
Окисление металла сварочной ванны шлаком или газовой фазой снижает растворение в нем водорода, уменьшая этим возможность появления пор в швах.
Для получения беспористых (плотных) швов на кипящей и, «полууспокоенной» стали важное значение имеют кремнийвосстановительный процесс и поступление кремния в металл сварочной ванны из других источников.
Стойкость швов против образования кристаллизационных трещин зависит от химического состава металла шва. Влияя на содержание в металле шва углерода, серы, марганца, кремния и других элементов, шлак тем самым изменяет стойкость швов против образования кристаллизационных трещин: уменьшение концентрации углерода, серы и кремния в шве, а также увеличение марганца повышают эту стойкость.
Требуемые механические свойства металла шва и сварного соединения в целом обеспечиваются путем получения швов нужного химического состава и без дефектов. На механические свойства металла шва существенно влияет наличие фосфора, который при сварке восстанавливается из шлака и переходит в металл. Поскольку фосфор — вредная примесь, для уменьшения его перехода в металл необходимо максимально снижать содержание фосфора в шлаке.
Отделимость шлаковой корки от поверхности шва зависит от окисляющего действия на нее жидкого шлака. Длительность этого действия очень невелика и составляет для обычных режимов автоматической дуговой сварки 20—30 с. Жидкий шлак, если он содержит значительные количества оксидов FeO, MnO, SiO 2 или ТiO2, окисляет поверхность затвердевшего металла. Образующаяся при этом весьма тонкая оксидная пленка прочно удерживается на поверхности шва. Если поверхность металла окислена, а в составе шлака находятся соединения, прочно сцепляющиеся с оксидной пленкой (А12O3, Сr2O3 и др.), следует ожидать сильного удерживания шлака на поверхности металла. Выполнение требований как в отношении легкой отделимости шлака, так и минимального окисления легирующих элементов обеспечивается применением шлаков с низким содержанием оксидов FeO, MnO, SiO2 и TiO2, т. е. с пониженными окислительными свойствами. Отделимость шлаковой корки от поверхности шва улучшается также при увеличении разности коэффициентов термического расширения металла и шлака.
Образующаяся при этом весьма тонкая оксидная пленка прочно удерживается на поверхности шва. Если поверхность металла окислена, а в составе шлака находятся соединения, прочно сцепляющиеся с оксидной пленкой (А12O3, Сr2O3 и др.), следует ожидать сильного удерживания шлака на поверхности металла. Выполнение требований как в отношении легкой отделимости шлака, так и минимального окисления легирующих элементов обеспечивается применением шлаков с низким содержанием оксидов FeO, MnO, SiO2 и TiO2, т. е. с пониженными окислительными свойствами. Отделимость шлаковой корки от поверхности шва улучшается также при увеличении разности коэффициентов термического расширения металла и шлака.
Наиболее простой и надежный способ уменьшения выделения вредных газов при дуговой сварке — применение шлаков, не содержащих в своем составе фторидов. Однако стойкость швов против образования пор при этом не всегда может быть обеспечена.
В связи с принципиальными отличиями процесса электрошлаковой сварки от электродуговой, к флюсам для электрошлаковой сварки предъявляются особые требования. Они обусловлены, с одной стороны, необходимостью обеспечить устойчивый электрошлаковый процесс, а с другой — наличием устройств для удержания шлаковой и металлической ванн. От флюса требуется :
Они обусловлены, с одной стороны, необходимостью обеспечить устойчивый электрошлаковый процесс, а с другой — наличием устройств для удержания шлаковой и металлической ванн. От флюса требуется :
1) обеспечение быстрого начала электрошлакового процесса и поддержание его устойчивого прохождения, в особенности при малой глубине шлаковой ванны и большой скорости подачи сварочной проволоки;
2) удовлетворительное формирование поверхности шва;
3) отсутствие отжимания ползунов от свариваемых кромок шлаком, вытекания последнего в зазоры между ползунами и кромками при достигаемой на практике точности сборки свариваемых изделий.
Флюс также должен обеспечивать выполнение других функций — защищать зону сварки от доступа воздуха, давать хорошо отделяющийся от поверхности шва шлак и др.
Ввиду того что электрошлаковый процесс основан на электрической проводимости шлака, последняя существенно влияет на прохождение процесса. Устойчивость электрошлакового процесса возрастает с повышением электрической проводимости шлака в жидком состоянии. Чем она меньше, тем при более высоком напряжении должна проводиться электрошлаковая сварка. Следует, однако, иметь в виду, что шлаки с высокой электрической проводимостью при прохождении через них электрического тока выделяют мало тепла и поэтому для успешного осуществления процесса сварки требуются значительные электрические мощности. При небольших силах тока сварка с применением таких шлаков не дает надежного сплавления кромок.
Чем она меньше, тем при более высоком напряжении должна проводиться электрошлаковая сварка. Следует, однако, иметь в виду, что шлаки с высокой электрической проводимостью при прохождении через них электрического тока выделяют мало тепла и поэтому для успешного осуществления процесса сварки требуются значительные электрические мощности. При небольших силах тока сварка с применением таких шлаков не дает надежного сплавления кромок.
Для обеспечения устойчивого прохождения электрошлакового процесса важно, чтобы шлак имел высокую температуру кипения и не выделял много газов при высоких температурах. Некоторые шлаки кипят спокойно, без бурного выделения газов. Такое кипение, если оно не слишком интенсивно, не мешает процессу сварки, а наоборот, служит хорошим регулятором температуры ванны, поглощая излишек энергии при повышении температуры.
Шлак для электрошлаковой сварки не должен быть слишком тугоплавким или «коротким», в противном случае будут отжиматься ползуны, что приведет при сварке швов большой протяженности к вытеканию шлака и металла сварочной ванны и прекращению процесса сварки. Вместе с тем, чтобы шлак не вытекал в зазоры между ползунами, он не должен быть чрезмерно жидкотекучим. Поэтому при электрошлаковой сварке требуется оптимальная вязкость шлака, при которой не будет происходить ни отжимания ползунов от свариваемых кромок, ни вытекания шлака в зазоры. Если шов формируется без применения ползунов (сварка с неподвижной подкладкой), вязкость шлака играет второстепенную роль и основным требованием, предъявляемым к физическим свойствам шлака, остается оптимальная электрическая проводимость.
Вместе с тем, чтобы шлак не вытекал в зазоры между ползунами, он не должен быть чрезмерно жидкотекучим. Поэтому при электрошлаковой сварке требуется оптимальная вязкость шлака, при которой не будет происходить ни отжимания ползунов от свариваемых кромок, ни вытекания шлака в зазоры. Если шов формируется без применения ползунов (сварка с неподвижной подкладкой), вязкость шлака играет второстепенную роль и основным требованием, предъявляемым к физическим свойствам шлака, остается оптимальная электрическая проводимость.
При электрошлаковой сварке шлаковая ванна надежно защищает расплавленный металл от доступа воздуха. Однако остается возможность поступления газов к металлу через шлак.
Металл шва, сваренный электрошлаковым способом, более стоек против образования пор, чем таковой, сваренный электродуговым способом, ввиду специфических условий кристаллизации металлической ванны. Причиной появления пор является наличие на кромках изделий значительного слоя окалины, а также большая влажность и загрязненность флюса. Поры могут также возникнуть в результате отклонения химического состава шва от заданного, в частности из-за низкого содержания в нем кремния или других раскислителей.
Поры могут также возникнуть в результате отклонения химического состава шва от заданного, в частности из-за низкого содержания в нем кремния или других раскислителей.
Образование кристаллизационных трещин в швах, выполненных электрошлаковой сваркой, например на стали, зависит главным образом от химического состава основного металла и формы сварочной ванны. Последняя, в свою очередь, определяется режимом сварки. Состав и свойства флюса практически не влияют на образование дефектов этого типа.
При электрошлаковой сварке подача шлака в ванну очень небольшая, она ограничивается отлагающейся на поверхности шва шлаковой коркой (толщиной 1—1,5 мм). С учетом потерь на рассыпание это составляет около 5 % массы наплавленного металла, т. е. в 20 раз меньше, чем при электродуговой сварке под флюсом. В связи с небольшим расходом при электрошлаковой сварке углеродистых и низколегированных сталей шлак мало влияет на химический состав металла шва. При наличии в основном металле и сварочной проволоке таких химически активных элементов, как титан, алюминий и др. , для предупреждения их окисления должны применяться бескремнистые или бескислородные флюсы.
, для предупреждения их окисления должны применяться бескремнистые или бескислородные флюсы.
Отличие электрошлаковой сварки от электродуговой под флюсом состоит в наличии зеркала шлаковой ванны, с которого в окружающую атмосферу свободно выделяются пары и газы. Это ухудшает гигиенические условия труда и требует устройства местных вытяжных отсосов, независимо от состава применяющегося флюса.
Образование газовых пор | Влияние электромагнитного воздействия на дефекты сварных швов и физико-химические свойства сварных соединений
Поры, образующиеся в сварных швах, подразделяются на газовые и усадочные. Ввиду сравнительно малого объема расплавленного металла в ванне величина усадки также мала. Поэтому усадочные поры при сварке имеют второстепенное значение.
До настоящего времени отсутствует единый взгляд на механизм образования пор в сварных швах. По мнению многих исследователей [54, 98, 110 и др.], причиной пористости является пересыщение жидкого металла газами в результате их диффузионного перераспределения и выделения в процессе кристаллизации. Зарождение и развитие пузырьков газа наиболее благоприятно при остановке фронта кристаллизации. При этом вероятность образования пор зависит от соотношения скоростей роста пузырька газа и перемещения фронта кристаллизации [110]. Авторы [128] считают, что при объяснении механизма образования пор следует учитывать зубчатость фронта кристаллизации и дискретность процесса затвердевания. Легирующие элементы и примеси влияют не только на величину пересыщения расплавленного металла газами, но и определяют условия зарождения газовых пузырьков.
Зарождение и развитие пузырьков газа наиболее благоприятно при остановке фронта кристаллизации. При этом вероятность образования пор зависит от соотношения скоростей роста пузырька газа и перемещения фронта кристаллизации [110]. Авторы [128] считают, что при объяснении механизма образования пор следует учитывать зубчатость фронта кристаллизации и дискретность процесса затвердевания. Легирующие элементы и примеси влияют не только на величину пересыщения расплавленного металла газами, но и определяют условия зарождения газовых пузырьков.
Причиной образования пор могут быть различные газы. Газ, вызывающий появление пор при сварке одного материала, при сварке другого даже при значительной концентрации может практически не влиять на образование пор. Газами, образующими поры, являются водород, азот и окись углерода. При прочих равных условиях вероятность образования пор от водорода и азота выше, чем от окиси углерода [105]. Это связано с тем, что пузырьки окиси углерода зарождаются при нагреве и высокой температуре, а пузырьки водорода и азота — при охлаждении. Наиболее легко образуются поры от водорода, так как он обладает большой диффузионной способностью в жидком и даже твердом металле благодаря малому размеру атома. В газовых пузырьках водород может переходить в молекулярное состояние и развивать в них большое давление [105].
Наиболее легко образуются поры от водорода, так как он обладает большой диффузионной способностью в жидком и даже твердом металле благодаря малому размеру атома. В газовых пузырьках водород может переходить в молекулярное состояние и развивать в них большое давление [105].
Водород попадает в зону сварки с маслом, ржавчиной и влагой, остающимися после плохой зачистки поверхности сварочной проволоки и кромок соединяемых материалов. Кроме того, водород проникает в зону сварки при использовании влажных защитных газов, флюсов и электродов. Азот попадает в зону сварки в результате плохой защиты ее от воздуха или вместе с защитным газом.
Газы, приводящие к образованию пор в никеле, изучались многими учеными. Расплавленный никель сильно поглощает кислород, азот и водород. Некоторые исследователи считают, что причиной образования пор в никеле может явиться окись углерода. Образование окиси углерода в реакционной зоне подтверждается снижением концентрации углерода в наплавленном металле по сравнению с его содержанием в электродной проволоке [105]. Поры в сварных швах никеля могут образоваться в результате выделения кислорода при кристаллизации [125]. Растворимость кислорода при затвердевании никеля снижается более чем в 20 раз [28]. Самой плохой растворимостью в никеле из активных газов обладает азот. Растворимость азота в жидком никеле при выходе из зоны действия дуги в 60 раз выше, чем на фронте кристаллизации (29]. Поэтому влияние азота на образование пор в никеле наиболее значительное. Водород по сравнению с другими газами хорошо растворяется в твердом никеле, поэтому он практически не вызывает образования пор при сварке.
Поры в сварных швах никеля могут образоваться в результате выделения кислорода при кристаллизации [125]. Растворимость кислорода при затвердевании никеля снижается более чем в 20 раз [28]. Самой плохой растворимостью в никеле из активных газов обладает азот. Растворимость азота в жидком никеле при выходе из зоны действия дуги в 60 раз выше, чем на фронте кристаллизации (29]. Поэтому влияние азота на образование пор в никеле наиболее значительное. Водород по сравнению с другими газами хорошо растворяется в твердом никеле, поэтому он практически не вызывает образования пор при сварке.
Причиной образования пор в титане и его сплавах, по мнению многих исследователей, является водород [100, 123, 142, 167, 176 и др.]. Авторы [55, 57, 58] считают, что появление пор в сварных швах титана и его сплавах вызвано обезуглероживанием расплава ванны. Согласно [68, 144], причиной образования пор в титане и его сплавах являются углерод- и кремнесодержащие вещества, адсорбированные на торцевых поверхностях соединяемых деталей.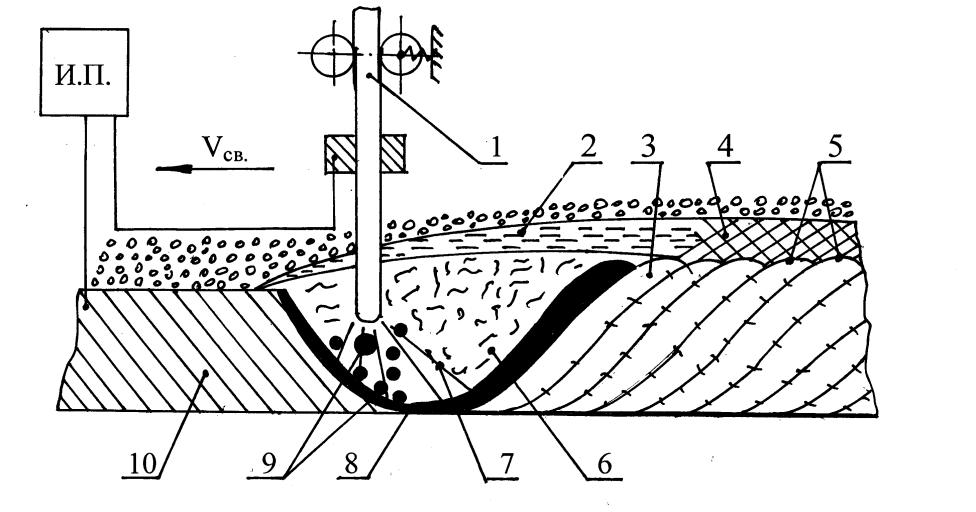 Пористость, по мнению большинства исследователей [36, 55, 121 и др.], обусловлена загрязнением поверхности свариваемых кромок и присадочной проволоки. Авторы [135, 142 и др.] считают, что источником пор является недостаточная чистота защитной атмосферы. Одна из основных причин пористости титановых сплавов, по данным [56], — это присутствие водорода в основном металле в виде примеси.
Пористость, по мнению большинства исследователей [36, 55, 121 и др.], обусловлена загрязнением поверхности свариваемых кромок и присадочной проволоки. Авторы [135, 142 и др.] считают, что источником пор является недостаточная чистота защитной атмосферы. Одна из основных причин пористости титановых сплавов, по данным [56], — это присутствие водорода в основном металле в виде примеси.
Основным побудителем образования пор в сварных швах алюминия и его сплавов считают водород [98, 99, 133 и др.]. Он может проникнуть в жидкую ванну алюминия при аргонодуговой сварке из основного металла и проволоки, переходящей в металл шва, путем диффузии из околошовной зоны основного материала, из защитного газа, содержащего водород и пары воды, из влаги, адсорбированной поверхностью проволоки и основного материала. Чаще всего встречающимся источником водорода из перечисленных является последний [99]. Наиболее вероятная реакция взаимодействия жидкого металла с поверхностной влагой следующая (98]:
2Al + 3H2O = Al2O3 + 6H. (40)
(40)
Образующийся водород переходит в металл сварочной ванны и в процессе кристаллизации распределяется между раствором и порами. Пузырьки зарождаются и развиваются при сварке алюминия в жидком металле сварочной ванны в процессе охлаждения. На это указывает сферическая форма пор и отсутствие какой-либо закономерности в их расположении относительно слоев кристаллизации. В отличие от пор в сварных швах алюминия, в швах алюминиевомагниевых сплавов наблюдаются поры правильной сферической, угловатой, неправильной формы в виде разветвленных каналов с оплавленной гладкой поверхностью или в виде скопления рыхлот. Такая форма пор является признаком того, что их зарождение и развитие происходят на различных стадиях расплавления и кристаллизации [98].
Окисная пленка на поверхности алюминиевомагниевых сплавов состоит не только из окиси алюминия, но и окиси магния, которая ухудшает ее защитные свойства, делает ее более рыхлой и толстой; с большим содержанием влаги [120]. При сварке сплава АМг6 частицы окисной пленки, замешиваемые в сварочную ванну, содержат остатки непрореагировавшей влаги [101, 102]. Поэтому суммарный объем пор в сварных швах сплава АМг6 зависит от количества окисных включений, попадающих в сварочную ванну [98].
При сварке сплава АМг6 частицы окисной пленки, замешиваемые в сварочную ванну, содержат остатки непрореагировавшей влаги [101, 102]. Поэтому суммарный объем пор в сварных швах сплава АМг6 зависит от количества окисных включений, попадающих в сварочную ванну [98].
Для устранения пор в сварных швах алюминия и его сплавов необходима тщательная очистка поверхности деталей и проволоки перед сваркой. Этим достигается снижение концентрации водорода и готовых поверхностей раздела, попадающих в жидкий металл сварочной ванны. В результате сокращения удельной поверхности проволоки, переходящей в металл шва, снижается концентрация водорода в сварочной ванне, а следовательно, и пористость металла шва. Устранить пористость металла швов алюминия и его сплавов можно подбором оптимального режима сварки. При малой погонной энергии обеспечивается задерживание развития зародышей пузырьков, а при большой — удаление образовавшихся пузырьков газа из сварочной ванны до начала кристаллизации [29].
При сварке плавлением алюминиевого сплава 1420 в швах чрезмерно увеличивается количество пор, которые располагаются цепочками вблизи зоны сплавления с основным металлом [63, 141]. Основная масса пор имеет округлую форму, что свидетельствует о газовом характере происхождения. Причина образования пор при сварке сплава 1420 — наличие поверхностной пленки, возникшей в процессе нагрева под закалку [63]. В составе поверхностной пленки находится гидрид лития, который образуется при взаимодействии лития, входящего в состав сплава 1420, с водородом воздуха и влагой. Реакция поглощения водорода литием начинается при 420°С [45]. Наиболее бурно происходит реакция образования гидрида лития при температурах 710… 720°С [159]. Поверхностная пленка в сплаве 1420 содержит также влагу. В процессе сварки влага и гидрид лития диссоциируют с выделением атомарного водорода, переходящего в металл ванны и образующего поры [63]. Удаление поверхностного слоя со свариваемых деталей на глубину до 0,05 мм травлением позволяет значительно уменьшить пористость сварных швов [63]. Основываясь на предположении, что образование пор в сплаве 1420 связано с адсорбцией им влаги и поглощением водорода в процессе металлургического производства и обработки полуфабрикатов, авторы [34] считают целесообразным применять предварительную термическую обработку в вакууме, причем при максимально допустимых для сплава температурах, когда создаются наиболее благоприятные условия для термического разложения гидридных фаз и диффузии водорода. Положительный эффект от вакуумного отжига получается только в том случае, если пластины проходят предварительно химическую обработку в щелочи и азотной кислоте. Благоприятный эффект отжига в вакууме сохраняется в течение длительного времени вследствие образования поверхностного слоя с пониженным содержанием реакционноспособных компонентов—лития и магния.
Основываясь на предположении, что образование пор в сплаве 1420 связано с адсорбцией им влаги и поглощением водорода в процессе металлургического производства и обработки полуфабрикатов, авторы [34] считают целесообразным применять предварительную термическую обработку в вакууме, причем при максимально допустимых для сплава температурах, когда создаются наиболее благоприятные условия для термического разложения гидридных фаз и диффузии водорода. Положительный эффект от вакуумного отжига получается только в том случае, если пластины проходят предварительно химическую обработку в щелочи и азотной кислоте. Благоприятный эффект отжига в вакууме сохраняется в течение длительного времени вследствие образования поверхностного слоя с пониженным содержанием реакционноспособных компонентов—лития и магния.
Частичного сокращения пористости швов сплава 1420 можно добиться путем сварки в камерах с контролируемой атмосферой при повышенном давлении аргона (до 0,3 МПа) [97], путем химического травления, двухстороннего шабрения кромок листов [107], а также использования асимметричного переменного тока [61] и импульсного разнополярного тока прямоугольной формы [62].
Несмотря на ряд рекомендаций, предложенных для снижения пористости алюминиевого сплава 1420, проблема подавления пористости или хотя бы сокращения ее до допустимых пределов до настоящего времени не решена.
Проведенные эксперименты показали, что при сварке технически чистого никеля, алюминиевых и титановых сплавов в сварочных швах образуются газовые поры, имеющие приблизительно округлую форму с ровными краями и с блестящей внутренней поверхностью. В никеле НП2, титановых и многих алюминиевых сплавах газовые поры располагаются беспорядочно по отношению к первичным формам затвердевания. Из алюминиевых сплавов особенно склонен к образованию пор сплав 1420 системы алюминий — магний — литий. Поры в сварных швах сплава 1420 располагаются большей частью у линии сплавления, реже — по всему объему затвердевшего металла.
По форме пор в сварных швах металлов и сплавов можно судить об их природе, особенностях зарождения и развития [98]. Округлая форма пор свидетельствует, во-первых, о газовом происхождении, во-вторых, о том, что газовые пузырьки развивались в жидком металле до захвата их твердой фазой. Такой характер зарождения и развития пор подтверждается проведенными исследованиями на никеле НП2 в кинетике.
Такой характер зарождения и развития пор подтверждается проведенными исследованиями на никеле НП2 в кинетике.
Рассмотрим последовательность образования газовых пор в никеле НП2. На рис. 46, а зафиксирован момент, когда образовавшиеся в расплавленном металле газовые пузырьки находятся в непосредственной близости от фронта кристаллизации. Газовые пузырьки не успели полностью всплыть, чему препятствовала тонкая прозрачная пленка на поверхности сварочной ванны. По мере продвижения фронта кристаллизации часть газа захватывается твердым металлом (рис. 46 б), а часть выталкивается из пузырьков, о чем свидетельствует возмущение перед фронтом кристаллизации (рис. 46, в). Захваченные твердым металлом газовые пузырьки образуют поры (рис. 46, г —з).
Рис. 46. Последовательность образования газовых пор при затвердевании металла шва (Х70), время между кадрами: 0,08, 0,04, 0,04 0 04 0 04 0 04 0,04 с.
Исследования влияния электромагнитного воздействия на пористость сварных швов проводили на высокопрочном термически упрочняемом алюминиевом сплаве 1420, низколегированной стали ЗОХГСА и титановом сплаве ОТ4-1.
Рентгеновское просвечивание и металлографический анализ сварных швов и соединений сплава 1420 показали, что ЭМВ при оптимальных параметрах уменьшает количество и размеры пор. На шлифах, исследованных металлографическим способом, пористость определялась путем сошлифования слоев металла с поверхностью сваренных пластин последовательно через каждые 100 мкм. По мере приближения к корню шва количество и размер пор уменьшались. Как показали эксперименты, больше всего пор находится на глубине 300 мкм от поверхности сварного шва. Количество и размеры пор уменьшаются примерно в 2 раза при оптимальных параметров внешнего магнитного поля (рис. 47). В качестве критерия оценки пористости металла шва принято количество пор на единице площади поверхности шлифа и их средний поперечный размер.
Рис. 47. Влияние электромагнитного воздействия на количество (n) и размеры пор (d) в сварном шве на сплаве 1420: tн = 50 мс, tп = 180 мс; режим сварки: Iсв = 70 А, Uд = 13 В, σсв = 22 м/ч.
В работе [147] подтверждается положительное влияние внешнего магнитного поля на сокращение пористости сварных швов алюминиевого сплава 1420.
Сравнение сварных швов титанового сплава OT4-I, выполненных различными способами, показывает, что электромагнитное воздействие благоприятствует значительному сокращению количества и размеров пор. Так, количество и размеры пор в сварных швах титанового сплава OT4-I уменьшились в 3,5… 4,0 раза. Наилучшее качество сварных швов обеспечивают оптимальные режимы электромагнитного воздействия. При аргонодуговой сварке титанового сплава OT4-I максимальное сокращение пористости наблюдается при частоте импульсов магнитного поля, равной 2,2… 5,0 Гц.
Таким образом, ЭМВ способствует снижению пористости сварных швов. Выясним причины этого явления. Процесс образования поры подразделяется на две стадии: зарождение и развитие газового пузырька. Газовый пузырек в сварочной ванне зарождается в том случае, если давление выделяющегося газа (Рг) превосходит внешнее давление (Рва) [144]:
Внешнее давление, препятствующее зарождению газового пузыря, определяется по формуле [98]
тде Рб — барометрическое давление газа над ванной расплавленного металла; h — высота столба жидкого металла; у — удельная масса металла; а — поверхностное натяжение жидкого металла на границе с газом; г — радиус газового пузыря.
При сварке с ЭМВ возникает дополнительное гидродинамическое давление (Рд), вызванное циркуляцией жидкого металла под действием внешнего магнитного поля. Поэтому формулу (42) для случая ЭМВ можно записать в виде
При увеличении интенсивности циркуляции или реверсирования расплавленного металла Рд, а следовательно и Рвн возрастают. Повышение внешнего давления, затрудняющего зарождение тазовых пузырьков, вызывает снижение пористости сварных швов.
Минимальный устойчивый размер газового пузырька в ванне можно определить по формуле [110]
где σ — межфазное натяжение жидкости; Fa — поверхность, на которой действуют силы адгезии стенки; F — поверхность газового пузырька; Θ— краевой угол; k1 и к2 — коэффициенты пропорциональности; ∆СЖ и ∆Ст — пересыщение жидкого и твердого металлов газом; Рг — давление газа внутри пузырька; Рвн — внешнее давление.
Основным переменным параметром в формуле (44) в случае ЭМВ, кроме Рвн, является пересыщение жидкого металла газом. Наибольшее пересыщение жидкого металла в процессе затвердевания возможно возле фронта кристаллизации, где в основном и зарождаются газовые пузырьки [146]. Принудительное перемешивание сварочной ванны при ЭМВ приводит к уменьшению толщины концентрационного уплотнения и снижению концентрации примесей в нем. Так как газ, содержащийся в сварочной ванне, в процессе кристаллизации ведет себя подобно примеси с коэффициентом распределения меньшим единицы, то при снижении концентрации примесей уменьшается и концентрация газа в жидком металле у фронта кристаллизации, а в связи с этим уменьшается и пересыщение жидкого металла газом. Следовательно, как видно из формулы (44), менее вероятно образование газовых пузырьков.
Наибольшее пересыщение жидкого металла в процессе затвердевания возможно возле фронта кристаллизации, где в основном и зарождаются газовые пузырьки [146]. Принудительное перемешивание сварочной ванны при ЭМВ приводит к уменьшению толщины концентрационного уплотнения и снижению концентрации примесей в нем. Так как газ, содержащийся в сварочной ванне, в процессе кристаллизации ведет себя подобно примеси с коэффициентом распределения меньшим единицы, то при снижении концентрации примесей уменьшается и концентрация газа в жидком металле у фронта кристаллизации, а в связи с этим уменьшается и пересыщение жидкого металла газом. Следовательно, как видно из формулы (44), менее вероятно образование газовых пузырьков.
Зарождение и развитие пузырьков газа зависит также от размера зубцов на фронте кристаллизации (146]. При малых размерах зубцов вероятность зарождения газовых пузырьков на фронте кристаллизации уменьшается. При затвердевании сварочной ванны с ЭМВ устойчивость плоского (ячеистого) фронта кристаллизации повышается. Следовательно, в случае ячеистой или дендритной структуры фронта кристаллизации при прочих равных условиях размеры выступающих в расплавленный металл зубцов твердой фазы при ЭМВ будут меньше, что благоприятствует выходу из зазора между зубцами газовых пузырьков и легкому их всплыванию на поверхность сварочной ванны.
Следовательно, в случае ячеистой или дендритной структуры фронта кристаллизации при прочих равных условиях размеры выступающих в расплавленный металл зубцов твердой фазы при ЭМВ будут меньше, что благоприятствует выходу из зазора между зубцами газовых пузырьков и легкому их всплыванию на поверхность сварочной ванны.
Сплав 1420 предрасположен к образованию дефектов усадочного происхождения [97]. Усадочные поры могут возникать на фронте кристаллизации [146] непосредственно в процессе затвердевания. При значительных размерах выступающих зубцов твердого металла сварочная ванна не может заполнить образующиеся между ними усадочные полости вследствие высокой вязкости непосредственно у фронта кристаллизации. ЭМВ создает благоприятные условия для затекания жидкого металла в усадочные полости. Это вызвано снижением вязкости жидкого металла у фронта кристаллизации в результате увеличения градиента температуры в расплавленном металле и уменьшением размеров выступающих зубцов.
Электромагнитное воздействие способствует выравниванию температуры ванны, в результате чего температура в ее центре снижается, и создаются благоприятные условия для дегазации жидкого металла вследствие понижения растворимости газа, например водорода при сварке алюминиевых сплавов.
Условия дегазации сварочной ванны при ЭМВ улучшаются также благодаря уширению шва и уменьшению глубины провара (см. рис. 2). При магнитной индукции более 15 мТл, несмотря на благоприятные изменение ширины и глубины провара, количество и размеры пор в сплаве 1420 увеличиваются. Это объясняется, вероятно, более грубым фронтом кристаллизации и, как следствие, ухудшением условий выделения газовых пузырьков.
Уменьшение количества пор объясняется повышением внешнего давления, препятствующего возникновению газовых пузырьков, снижением пересыщения расплавленного металла газами у фронта кристаллизации и в центре ванны, более легким всплыванием газовых пузырьков, возникающих на фронте кристаллизации, и залечиванием дефектов усадочного происхождения.
Уменьшение размера пор можно объяснить с учетом факторов, которые влияют на скорость роста пузырька газа, определяемую по выражению [110]
где D — коэффициент диффузии газа в расплавленном металле; Сг — количество газа в единице объема пузырька.
Из формулы (45) следует, что скорость роста пузырька газа пропорциональна коэффициенту диффузии (D) и пересыщению жидкого металла газом (∆Сж). Выше указывалось, что в условиях перемешивания коэффициент диффузии примеси в сварочной ванне можно принять неизменным. Пересыщение жидкого металла газом при ЭМВ уменьшается, поэтому, как следует из равенства (45), скорость роста пузырька газа в условиях перемешивания расплавленного металла снижается, следовательно, уменьшается и. размер пор в сварных швах, полученных при ЭМВ.
Исследование последовательности удаления серы из металла шва по реакциям «Металл — шлак
ВЕСТНИК ПНИПУ
2016 Машиностроение, материаловедение Т. 18, № 3
18, № 3
DOI: 10.15593/2224-9877/2016.3.15 УДК 621.791
С.В. Наумов, А.М. Игнатова, М.Н. Игнатов
Пермский национальный исследовательский политехнический университет, Пермь, Россия
ИССЛЕДОВАНИЕ ПОСЛЕДОВАТЕЛЬНОСТИ УДАЛЕНИЯ СЕРЫ ИЗ МЕТАЛЛА ШВА ПО РЕАКЦИЯМ «МЕТАЛЛ — ШЛАК — АТМОСФЕРА» ПРИ ИСПОЛЬЗОВАНИИ ШЛАКОВЫХ ОСНОВ ИЗ МИНЕРАЛЬНОГО СЫРЬЯ УРАЛЬСКОГО РЕГИОНА
Хорошо известны классическое влияние на металл шва серы, которая увеличивает красноломкость при обработке металлов давлением, снижает пластичность и ударную вязкость сварных швов, и традиционные пути удаления серы из расплавленного металла, направленные в основном на взаимодействие расплавленного металла с основными шлаками и десульфурацию самого шлака. Однако эти приемы, как правило, используют в тех случаях, когда вводят в электроды (флюс) специальные компоненты либо назначают дополнительные операции. Эта проблема особенно актуальна при использовании компонентов рециклинга металлургического и петрургического производства. Установлено, что при использовании нетрадиционного сырья, а именно сырья габброидной группы Уральского региона, например горнблендита Первоураль-ского месторождения и отходов петрургического производства на его основе в роли электродов (флюсов), происходит снижение содержания серы в наплавленном металле и/или сохранение в пределах, регламентируемых для качественных сталей. Исходя из этого целью работы является нахождение причин снижения содержания серы в наплавленном металле при использовании нетрадиционных компонентов. Методы и методики исследования — растровая электронная микроскопия с микрозондовым анализом шлаковых корок и химический анализ металла шва, расчетные методы и др. В результате в статье объясняются причины пористости шлаковых корок, снижения содержания серы и фосфора в наплавленном металле, описаны механизмы диффузии серы из металла шва в атмосферу через шлак.
Эта проблема особенно актуальна при использовании компонентов рециклинга металлургического и петрургического производства. Установлено, что при использовании нетрадиционного сырья, а именно сырья габброидной группы Уральского региона, например горнблендита Первоураль-ского месторождения и отходов петрургического производства на его основе в роли электродов (флюсов), происходит снижение содержания серы в наплавленном металле и/или сохранение в пределах, регламентируемых для качественных сталей. Исходя из этого целью работы является нахождение причин снижения содержания серы в наплавленном металле при использовании нетрадиционных компонентов. Методы и методики исследования — растровая электронная микроскопия с микрозондовым анализом шлаковых корок и химический анализ металла шва, расчетные методы и др. В результате в статье объясняются причины пористости шлаковых корок, снижения содержания серы и фосфора в наплавленном металле, описаны механизмы диффузии серы из металла шва в атмосферу через шлак.
В дальнейшем будет рассмотрен и изучен каждый этап процесса удаления серы по механизму «металл — шлак — атмосфера» при сварке с использованием сварочных материалов на основе нетрадиционных компонентов Уральского региона.
Ключевые слова: шлак, шлаковая корка, сварной шов, сварочный материал, покрытый электрод, флюс, сера, пористость, красноломкость, дефульфурация, качество стали.
S.V. Naumov, A.M. Ignatova, M.N. Ignatov
Perm National Research Polytechnic University, Perm, Russian Federation
STUDIES CONSISTENTLY REMOVE SULFUR FROM THE WELD METAL ON THE REACTIONS OF METAL-SLAG-ATMOSPHERE USING SLAG BASES OF MINERAL RAW MATERIALS OF URAL REGION
The classical influence of sulfur on the weld metal which increases the brittleness, sulfur reduces the ductility and toughness of welds, and traditional ways of removing sulfur from molten metal, mainly directed to the interaction with the basic molten metal and slag in the slag desulfurization are known. However, these techniques are used in cases where the electrodes are introduced into the (flux) or special components using additional operations. This problem is particularly relevant when using components and recycling of metallurgical petrurgical production. When using non-traditional materials, namely gabbroid group of the Ural region, for example at Pervouralsk hornblendite deposits and waste petrurgical production based on it as the electrodes (flux), of sulfur reduction takes place in the weld metal and/or maintenance within regulated for quality steels defined. Therefore, the aim of the work is to find reasons to increase the degree of purification of sulfur deposited metal by using non-traditional ingredients. Methods and techniques of research are scanning electron microscopy with microprobe analysis of slag crusts and chemical analysis of the weld metal, and other computational methods. As a result, in the article describing the reason the porosity of slag crusts, reduction of sulfur and phosphorus in the weld metal are described mechanisms of diffusion of sulfur into the atmosphere of the weld metal through the slag.
However, these techniques are used in cases where the electrodes are introduced into the (flux) or special components using additional operations. This problem is particularly relevant when using components and recycling of metallurgical petrurgical production. When using non-traditional materials, namely gabbroid group of the Ural region, for example at Pervouralsk hornblendite deposits and waste petrurgical production based on it as the electrodes (flux), of sulfur reduction takes place in the weld metal and/or maintenance within regulated for quality steels defined. Therefore, the aim of the work is to find reasons to increase the degree of purification of sulfur deposited metal by using non-traditional ingredients. Methods and techniques of research are scanning electron microscopy with microprobe analysis of slag crusts and chemical analysis of the weld metal, and other computational methods. As a result, in the article describing the reason the porosity of slag crusts, reduction of sulfur and phosphorus in the weld metal are described mechanisms of diffusion of sulfur into the atmosphere of the weld metal through the slag.
Each stage of the process of removing the sulfur by the mechanism of metal-slag-atmosphere during welding using welding materials based on non-traditional components of the Ural region will be considered and studied in the future.
Keywords: slag, slag crust, weld, welding material, coated electrode, flux, sulfur, porosity, brittleness, desulfurization, quality steel.
Электрическая дуговая сварка принадлежит к числу активных металлургических процессов. Ее эффективность, наряду с более благоприятными условиями формирования и структурообразования шва, обусловлена рафинированием металла благодаря его взаимодействию со шлаковым расплавом образующегося расплавлением электродного покрытия или самого флюса.
Реализация процессов рафинирования переплавляемого металла от неметаллических включений и вредных примесей определяется физическими и физико-химическими свойствами применяемых электродов (электродного покрытия, флюсов).
При электродуговой сварке флюс служит не только основным средством рафинирования переплавляемого металла от газов, неметаллических включений и вредных примесей, но и средой, которая явля-
ется промежуточной между наплавляемым металлом и окружающей атмосферой. Кроме того, он выполняет ряд вспомогательных функций. Расплавленный флюс защищает металл от непосредственного окисления кислородом, создает тепловую подушку над металлической ванной кристаллизующегося сварного шва [1].
Эти функции флюса и определяют предъявляемые к нему требования:
1. Флюс должен обеспечивать легкое возбуждение электродугового процесса и высокую стабильность энергетических режимов при его проведении. Для этого необходимо, чтобы в расплавленном флюсе присутствовали легко ионизирующиеся компоненты, способствующие возникновению дугового разряда.
2. Плотность флюса должна быть меньше плотности металла во избежание запутывания частиц флюса в наплавляемом металле (для предотвращения возникновения дефектов при сварке — шлаковых включений).
3. Расплавленный флюс должен служить достаточно надежной преградой для перехода в металл кислорода из атмосферы и шлака. Он должен быть бескислородным и негигроскопичным, т.е. не должен иметь в своем составе легко восстановимых оксидов, а также кристаллизационной и адсорбированной влаги. В противном случае возможно восстановление оксидов и влаги и насыщение сварного шва водородом, кислородом и ненужными металлическими примесями.
4. Расплавленный флюс должен иметь высокое межфазное натяжение на границе с наплавляемым металлом, обладать достаточно высоким межфазным сцеплением (когезией) и минимальным межфазным натяжением на границе с неметаллическими включениями. Это облегчает их удаление из наплавляемого металла и позволяет получать сварные швы с равномерной поверхностью и легкой отделяемостью шлаковой корки.
Это облегчает их удаление из наплавляемого металла и позволяет получать сварные швы с равномерной поверхностью и легкой отделяемостью шлаковой корки.
5. Флюс должен обладать рафинирующей емкостью, т.е. быть способным ассимилировать значительное количество вредных примесей. Это обеспечивает глубокое рафинирование сварного шва от газов, неметаллических включений и примесей.
6. Флюсы не должны содержать дорогостоящие и дефицитные компоненты. Приготовление флюса, в том числе его выплавка и подготовка к сварке, должно происходить с минимальными трудностями [2].
7. Электроды (флюсы) не должны содержать компоненты, вредные для здоровья.
На практике все эти требования вступают в противоречие, и создание флюсов, полностью им удовлетворяющих, практически невозможно. В каждом конкретном случае приходится идти на компромисс, выбирая какое-то оптимальное решение, в наибольшей степени удовлетворяющее всему комплексу условий. Изменяя число и соотношение компонентов флюсов, можно в широких пределах варьировать температуру их плавления, стабильность энергетического режима, электропроводность, вязкость, поверхностное натяжение и другие параметры, определяющие эффективность процесса электродуговой сварки.
Изменяя число и соотношение компонентов флюсов, можно в широких пределах варьировать температуру их плавления, стабильность энергетического режима, электропроводность, вязкость, поверхностное натяжение и другие параметры, определяющие эффективность процесса электродуговой сварки.
Температура кипения шлака или отдельных его компонентов должна быть достаточно высокой. Этим условиям в значительной степени удовлетворяет фтористый кальций. Хорошее формирование сварного шва дают шлаки, затвердевающие в широком интервале температур, т.е. так называемые «длинные» шлаки, к которым относятся силикатные системы. Однако качественное формирование шва может быть получено и при использовании «коротких» шлаков. Отделимость шлаковой корки от поверхности шва во многом зависит от химического состава наплавляемого металла. Она получается удовлетворительной в тех случаях, когда в шлаковой корке не образуются соединения с кристаллической решеткой, аналогичной металлу. Ю2.
Ю2.
Минимальной окислительной способностью обладают шлаки, не содержащие в своем составе оксидов, термодинамически менее устойчивых, чем оксиды легирующих элементов, присутствующих в наплавляемом металле, а также соединений, повышающих активность кислорода в шлаковых расплавах. С этой точки зрения наилучшими являются бескислородные шлаки, например фтористый кальций.
Обессеривающая способность шлаков тем выше, чем выше их основность, т.е. чем больше в них свободного оксида кальция. С ростом основности шлака увеличивается коэффициент распределения серы между шлаком и металлом. С этой точки зрения желательно использовать в процессах электродуговой сварки известковистые шлаки. Однако высокое содержание извести в шлаках повышает их гигроскопичность и вероятность насыщения металла водородом в процессе сварки. Интенсивное удаление серы из металла может быть достигнуто также за счет применения шлаков, хотя и не достигающих высоких коэффициентов распределения серы, но способных легко отдавать ее в атмосферу.
Для очистки наплавляемого металла от неметаллических включений при сварке шлаки должны обладать максимальной адгезией к неметаллическим включениям и минимальной адгезией к металлу.
Вероятность перехода газов из металла в шлак тем больше, чем выше растворимость газов в шлаке. Однако шлаки, растворяющие большие количества газов, например известковистые (водород), карбидные (азот), в то же время могут поглощать их не только из металла, но и из воздуха, При этом защитные свойства шлаковой корки, естественно, снижаются, так как газопроницаемость ее увеличивается. К этому следует добавить, что уже в исходном состоянии такие шлаки могут иметь повышенное содержание газов, которые в процессе переплава могут перейти в металл [5].
Из приведенного анализа видно, что наибольшему числу требований, причем наиболее важных (возбудимость и стабильность процесса, минимальная окислительная способность, хорошее рафинирование), удовлетворяют фтористый кальций, оксиды кальция и кремния.
Помимо этого в результате сравнительного анализа компонентов шихты флюсов и минерально-сырьевой базы Уральского региона было установлено, что на территории Ломовского и Первоуральского месторождений имеются горные породы, отвечающие удовлетворяющим всему комплексу условиям в качестве компонентов шихты сварочных флюсов (табл. 1) [6, 7].
Несмотря на все особенности компонентного состава шлака, которые вступают в противоречие по функциональности (по рафинированию, температуре плавления, вязкости и т.д.), габброиды Ломовско-го и Первоуральского месторождений по минеральному и оксидному
составу уже обладают всеми качествами для использования их в сварочных флюсах, что было подтверждено экспериментально1 [2, 8]. В настоящее время могут использоваться синтетические и рудомине-ральные компоненты сварочных материалов [9], но использование нерудных синтетических шлаковых основ экономически целесообразней.
Таблица 1
Силикатный анализ габброидов Уральского региона (Ломовского и Первоуральского месторождений) по ГОСТ 2642.0-86-2642.15-97
Оксидный химический состав, мас. % Мате риал
Габбро-диабаз (Ломовское месторождение) Горнблендит (Первоуральское месторождение)
8102 46,6-48,6 43,6-49,5
Т102 3,0-4,4 1,6-2,6
М2О3 12,4-13,3 11,7-13,5
БеО + Бе20з 8,6-13,3 9,8-15,0
МпО 0,1-0,2 —
3,7-4,2 7,5-9,1
СаО 8,3-8,5 9,0-10,6
К20 + №20 3,5-3,7 1,0-2,5
С2О3 — <0,5
Р205 0,47 —
^общ <0,03 <0,03
Однако при использовании этих горных пород в сварочных материалах были достигнуто низкое содержание вредных примесей в металле шва.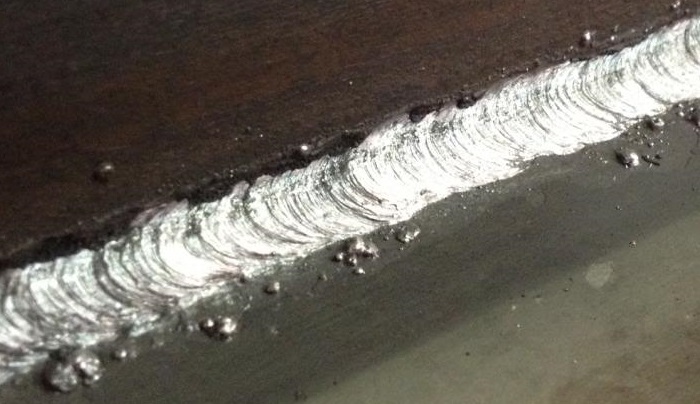 Исходя из этого целью работы является исследование последовательности удаления серы из металла шва по реакциям «металл -шлак — атмосфера», объясняющее причину низкого содержания вредных примесей в наплавленном металле. Для этого рассмотрено влияние каждого компонента на сварочно-технологические свойства, способность рафинирования сварного шва, способность связывания вредных примесей и неметаллических включений в сложные оксидные
Исходя из этого целью работы является исследование последовательности удаления серы из металла шва по реакциям «металл -шлак — атмосфера», объясняющее причину низкого содержания вредных примесей в наплавленном металле. Для этого рассмотрено влияние каждого компонента на сварочно-технологические свойства, способность рафинирования сварного шва, способность связывания вредных примесей и неметаллических включений в сложные оксидные
1 Пат. № 2448824 Российская Федерация: МПК В 23, опубл. 27.04.2012. Шихта для получения сварочного плавленого флюса: К 35/40, В 23 К 35/362 / Игнатов М.Н., Игнатова А.М., Наумов С.В.
соединения, а также их влияние при взаимодействии выделяющихся газовых составляющих, что объяснит пористость шлаковых корок в некоторых случаях.
Поскольку горные породы Уральского региона не содержат фтористый кальций, то введение небольшого количества (1-3 %) СаБ2 позволяет достигать желаемой вязкости шлаковой системы сварочных материалов. Кроме того, при выплавке флюса наблюдается нестабильность процесса из-за высокого содержания оксидов натрия и калия, и введение фтористого кальция также решает эту проблему. В совокупности с хромистой рудой в шихте до 3 % и оксидом кремния достигается лучшее связывание оксидов железа в сложные шпинели, уменьшается его воздействие на сварной шов и проникновение в него.
Кроме того, при выплавке флюса наблюдается нестабильность процесса из-за высокого содержания оксидов натрия и калия, и введение фтористого кальция также решает эту проблему. В совокупности с хромистой рудой в шихте до 3 % и оксидом кремния достигается лучшее связывание оксидов железа в сложные шпинели, уменьшается его воздействие на сварной шов и проникновение в него.
Однако при применении СаБ2 образуются летучие токсичные оксиды, хотя при использовании углеродфторсодержащих добавок доля образования таких оксидов уменьшается [10, 11]. Флюсы системы СаБ2-Л1203 не чувствительны к гидратации, но степень очистки от оксидных и шаровидных силикатных включений меньше, чем при использовании шлаков СаБ2-Са0-Л1203 или СаБ2-Са0, поэтому природный компонент на основе Б102-Са0-Л1203 с добавкой только в небольшом количестве СаБ2 либо использование петрургических отходов этой шлаковой системы будут наиболее полно удовлетворять условиям проведения сварки под слоем флюса.
Кроме того, в настоящее время уделяют повышенное внимание созданию бесфторидных флюсов. Это связано не только с дефицитностью фтористого кальция, но и его токсичностью. При сварке на фто-ридных шлаках выделяются газообразные соединения фтора, например, при повышенных температурах фторид может вступать во взаимодействие с парами воды с образованием ИБ. Но из-за высокого содержания оксида железа в рассматриваемых породах как компонентах сварочных флюсов лучше будет кислая основа, так как это позволяет связывать оксиды железа в более прочные соединения Бе08Ю2.
Сварочный флюс на основе габброидов Уральского региона является достаточно кислым с удовлетворительной температурой плавления и хорошими сварочно-технологическими свойствами, сварной шов получается плотным, без дефектов. По своему химическому составу (см. табл. 1) он имеет все показатели для того, чтобы его можно было использовать в качестве флюса. Высокое содержание БЮ2 способству-
Высокое содержание БЮ2 способству-
ет хорошей ассимиляции оксидов железа, формированию ровной поверхности шва, хорошей отделяемости корки шлака от металла. Умеренное содержание Л1203 способствует хорошему формированию шва. Отсутствие фторидов исключает выделение токсичных газов в процессе сварки. К тому же температура плавления шлака 1300-1400 °С, что соответствует температуре плавления сварочных флюсов.
Однако в ряде случаев шлаковые корки пористые, в то же время это не сильно влияет на сварочно-технологические свойства (слегка усиливается шипение, отделимость падает до 4 баллов по РД 03-613), а наплавленный металл без пористости. На рис. 1 представлен внешний вид сварочных корок, где была обнаружена пористость шлака. Возможно, при взаимодействии металла шва и шлака происходят реакции рафинирования и диффузионные процессы (сера — шлак — атмосфера), при этом образуются газовые составляющие, из-за чего шлаковая корка и пористая.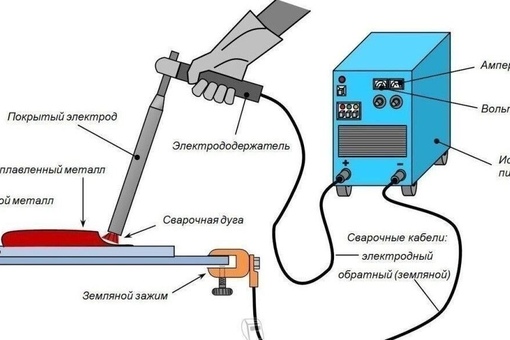
б
Рис. 1. Внешняя и внутренняя поверхности сварочной корки после сварки под слоем флюса (х2): а — шлак габбро-диабаза; б — шлак горнблендита
Если рассматривать химический состав сварных швов и основного металла (Б = 0,14 %) с проволокой (Б < 0,05 %), то результаты свар-
ки под слоем флюса (флюсы содержат менее 0,03 % серы) представлены в табл. 2.
Таблица 2
Химический состав сварных швов, выполненных сваркой под флюсом [12]
Номер * основы Химические элементы, %
Бе С Б1 Мп Р Б Сг N1 Си Л! Т1
1 99,351 0,047 0,291 0,569 0,005 0,003 0,023 0,031 0,029 0,02 0,004
2 99,431 0,046 0,328 0,481 0,004 0,003 0,041 0,026 0,032 0,012 0,007
3 99,547 0,049 0,317 0,509 0,005 0,002 0,083 0,018 0,031 0,014 0,004
* Основа 1 — под флюсом из габбро-диабаза, 2 — горнблендита, 3 — горн-блендита с подшихтовкой 2 % СаБ2 и хромистой руды до 3 %.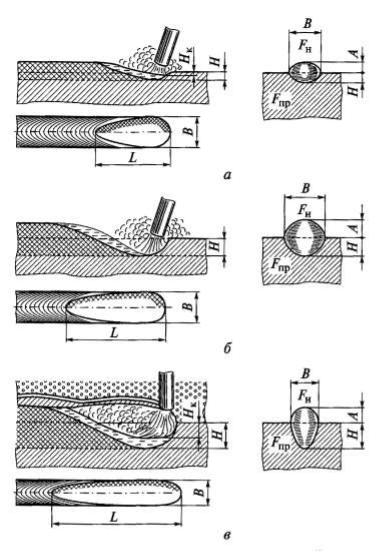
Таким образом, видно, что содержание серы и фосфора резко снизилось по сравнению с основным металлом, проволокой и флюсом, что говорит о необходимых реакциях, предотвращающих при сварке переход серы из шлака в металл.
Термодинамический анализ имеющихся данных распределения серы между металлом и шлаком при сварке под слоем флюса показывает, что шлак обладает достаточно высокой серопоглотительной способностью.
С целью проверки возможности предотвращения перехода серы из шлака в металл были проведены термодинамические расчеты распределения серы между металлом и шлаком, при содержании серы в шлаке менее 0,03 % получение требуемого содержания серы в металле не представляет трудностей.
В связи с этим необходимо рассмотреть взаимодействие шлака с газовой фазой. В процессе электрошлакового переплава происходит взаимодействие не только металла со шлаком, но и шлака с газовой фазой. Причем в этом процессе существенная доля серы удаляется в газовую фазу.
Причем в этом процессе существенная доля серы удаляется в газовую фазу.
При взаимодействии шлака с газовой фазой, содержащей кислород, происходит окисление серы. В зависимости от состава шлака могут происходить следующие реакции:
1. (СаБ) + {О2} = (СаО) + {802}, Ав = -779,8 кДж/моль;
2. (СаБ) + {Н2О} = (СаО) + {Н2Б}, Ав = -526,2 кДж/моль;
3. (CaS) + 2{CÜ2} = (CaO) + {SO2} + 2{CO}, AG = = -178,3 кДж/моль;
4. (CaS) + 2(FeO) = (CaO) + {SO2} + 2Fe, AG = -469,1 кДж/моль.
При проведении электродуговой сварки шлак контактирует с атмосферой, таким образом, взаимодействие происходит с кислородом воздуха.
Как следствие, можно сделать вывод, что сера, находящаяся в шлаке, удаляется в газовую фазу. Скорость окисления серы в незначительной степени зависит от ширины шлаковой корки и насыпной массы флюса, поскольку увеличивается площадь контакта шлака с воздухом, и более существенно — от содержания серы в шлаке.
Скорость окисления серы в незначительной степени зависит от ширины шлаковой корки и насыпной массы флюса, поскольку увеличивается площадь контакта шлака с воздухом, и более существенно — от содержания серы в шлаке.
Если в шлаке содержится плавиковый шпат (состав № 3 по табл. 2) [13], то:
1. (CaS) + 3(CaF2) + 4(FeO) = 4(CaO) + Fe + №};
2. (CaS) + (CaF2) + 2{ВД} = 2(CaO) + 2{HF} + {h3S};
3. (CaS) + 3(CaF2) + 4{CO2} = 4(CaO) + {SF6} + 4{CO};
4. (CaS) + 3(CaF2) + {O2} = 4(CaO) + {SF6}.
Термодинамический анализ этих реакций показал, что наиболее предпочтительной при сварочных температурах (свыше 1600 °С) является реакция № 4. При этом наплавленный металл обладает самым низким содержанием серы по сравнению с остальными швами (№2 1 и № 2).
О предпочтительном развитии реакции образования фторидов серы свидетельствуют опыты, проведенные О.Д. Молдавским, В.М. Шпицбергом и А.Ю. Поляковым. В своих экспериментах они использовали фторидный флюс АНФ-6 и малофторидный известкови-стый ИМКО-1. При плавке под флюсом АНФ-6 до 35 % серы переходило в газовую фазу, в то время как при плавке под флюсом ИМКО-1 сера в газовой фазе практически отсутствует.
Для поверхностной диагностики сварочных корок проведена растровая электронная микроскопия на оборудовании Carl Zeiss EVO50 XVP. Для проведения исследований взяты образцы после наплавки под флюсом с целью получения сварочного шлака в объеме, достаточном для проведения растровой электронной микроскопии на режиме I = 550 A, Уев = 55 см/мин, U = 30 В (рис. 2).
Выявлено, что сварочный шлак габбро-диабаза имеет большую шероховатость по сравнению с флюсом на основе горнблендита
(рис. 2, а), из-за этого шлаковая корка отходит не самопроизвольно, но легко отделяется. Больший интерес вызывает сварочный шлак флюса на основе горнблендита (рис. 2, б). Мелкая чешуйчатость и шероховатость поверхности, мелкие газовые поры размером до 2-3 мкм подтверждаются отделением сварочного шлака с поверхности шва без механического воздействия [14].
а б
Рис. 2. Поверхность шлаковой корки со стороны сварного шва (х600): а — шлак габбро-диабаза; б — шлак горнблендита
Кроме того, были исследованы и внешние поверхности шлака, образованного в процессе наплавки под слоем флюса на приведенных выше режимах (рис. 3).
а
б
Рис. 3. Внешняя поверхность сварочной корки (х20): а — шлак габбро-диабаза;
б — шлак горнблендита
Внешняя поверхность шлаковых корок менее пористая, что говорит о предпочтительных и больших в объемах реакциях между металлом и шлаком. Однако реакции «металл — шлак — атмосфера» протекают в основном в процессе сварки, а поскольку шлак затвердевает позже наплавляемого металла, то продукты протекающих выше реакций с серой задерживаются в шлаке, что и вызывает внутреннюю пористость шлаковой корки.
Для десульфурации шлака применимы многие способы, описанные в литературе. В основном они базируются на переводе серы, содержащейся в шлаке, в оксид Б02 путем продувки газом, например углекислым газом и др.
Однако такие способы, хотя и обеспечивают низкое содержание серы в шлаке, являются экологически опасными из-за образования и выделения в атмосферу токсичных соединений Б02 и И2Б. Это происходит за счет того, что при продувке шлака протекает химическая реакция взаимодействия серы с газами с образованием вышеуказанных соединений.
Имеются более экологичные способы десульфурации шлака, в частности обработка его плавиковым шпатом. При этом плавиковый шпат взаимодействует с серой шлака с образованием нетоксичного соединения ББ6. Однако это взаимодействие может происходить в присутствии кислорода. Источником кислорода могут быть оксиды железа, находящиеся в шлаке, либо газы (углекислый газ и др.). При этом протекает реакция
1. 3{СаБ2) + (СаБ) + 4(Бе0) = 4(Са0) + 4Бе + ББб
либо
2. 2(СаБ2) + (СаБ) + 302 = 4(Са0) + ББб.
Необходимость ввода дополнительных операций по удалению серы из сварочной ванны лишь усложняет процесс сварки, и полученный рафинированный шлак, как было показано ранее, позволяет получать низкое содержание серы в металле без принятия дополнительных мер.
В заключение можно сказать, что шлаковые корки, образующиеся при плавлении флюса из габбро-диабаза и горнблендита, имеют поры из-за выделяющихся газов в каверне при затвердевании шлака. В результате поверхность шлака при затвердевании не пропускает, а поглощает газы, что обусловливается отсутствием пор на внешней по-
верхности сварочных корок и наличием их на внутренней (рис. 3, а, б). Объясняется это так же тем, что при взаимодействии CaS с O2 (AG = -779,8 кДж/моль) образуется оксид кальция и газ SO2, который и поглощается шлаковой коркой, а в дальнейшем проходят реакции между шлаком и воздухом. Однако многие механизмы выделения газов в шлаке до конца не изучены, например, минералогами обнаружено, что горные породы содержат инертные газы, а их влияние на процесс сварки покрытыми электродами (флюсом) до конца не изучено.
Установлено, что в результате проведенного термодинамического анализа реакций, протекающих при расплавлении шлака, в составе шихты которого имеется CaF2, наиболее вероятным процессом является взаимодействия CaS с CaF2 и O2 с образованием шлака из оксида кальция и газа SF6 при температурах выше 1600 °С.
Таким образом, лучшим путем для достижения низкого содержания серы в металле шва является не только использование исходных качественных сварочных материалов (проволок, флюсов, основного металла) с низким содержанием серы, но и обеспечение эффективного удаления серы при помощи физико-химических реакций в последовательности «металл — шлак — атмосфера».
Список литературы
1. Минералого-петрографическая характеристика техногенных минеральных ресурсов Урала и Предуралья для их переработки пет-рургией / А. О. Артемов, С.В. Наумов, А.М. Игнатова, М.Н. Игнатов // Георесурсы. — 2012. — № 6(48). — С. 79-83.
2. Игнатова А.М., Артемов А.О., Наумов С.В. Информативность методов и алгоритм оценки и выбора петрургического сырья // Науч.-техн. вестник Поволжья. — 2012. — № 4. — С. 111-115.
3. Моравецкий С.И. Отделимость шлаковой корки при дуговой сварке (обзор). Ч. 1. Механизм химического сцепления шлаковой корки с металлом шва // Автоматическая сварка. — 2011. — № 1. — С. 32-36.
4. Моравецкий С.И. Отделимость шлаковой корки при дуговой сварке (обзор). Ч. 2. Характер влияния основных факторов на отделимость шлаковой корки // Автоматическая сварка. — 2011. — № 2. -С. 22-26.
5. Потапов Н.Н., Воронкова М.Н., Пеньков В.Б. Влияние газов на процесс порообразования в металле швов при сварке электродами с фтористо-кальциевым покрытием // Сварка и диагностика. — 2009. -№ 1. — С. 3-5.
6. Подгаецкий В.В., Кузьменко В.Г. Сварочные шлаки. Справочное пособие. — Киев, 1988. — 253 с.
7. Справочник сварщика / под ред. В.В. Степанова. — 3-е изд. -М.: Машиностроение, 1974. — 520 с.
8. Наумов С.В., Игнатова А.М. Исследование физико-химических процессов, протекающих при сварке в сварочных материалах на основе техногенных образований // Науч.-техн. вестник Поволжья. — 2012. -№ 4. — С. 150-153.
9. Пименов А.В., Шекин С.И. Исследование влияния рудомине-ральных и синтетических компонентов на сварочно-технологические свойства флюса и механические свойства металла шва // Вопросы материаловедения. — 2013. — № 1. — С. 146-153.
10. New carbon-fluorine additives for welding fluxes / N.A. Kozyrev, R.E. Kryukov, A.V. Roor, L.P. Bashchenko, U.I. Lipatova // Steel in Translation. — 2015. — № 4. — С. 251-253.
11. Potapov N.N., Rymkevich A.I., Roshchin M.B. Special features of metallurgical processes in the electroslag welding of structural steels using fluxes with reduced basicity // Welding International. — 2012. — № 6. -С.476-480.
12. Наумов С.В. Разработка шлаковой основы для сварочных материалов из минерального сырья Урала: автореф. дис. … канд. техн. наук. — Екатеринбург, 2014. — 17 с.
13. Термодинамические аспекты удаления водорода при сварке под фторсодержащими флюсами / Р.Е. Крюков, Ю.В. Бендре, Г.В. Га-левский, Н.А. Козырев, В.Ф. Горюшкин // Известия вузов. Черная металлургия. — 2016. — № 2. — С. 99-104.
14. Исследование зависимости коэффициентов термического расширения металла шва и сварочных шлаков от температуры в диапазоне 100-1000 °C / Е.Е. Корниенко, М.Н. Игнатов, А.М. Игнатова, С.В. Наумов, А.Ю. Чумаченко // Обработка металлов. — 2012. -№ 3(56). — С. 116-119.
References
1. Artemov A.O., Naumov S.V., Ignatova A.M., Ignatov M.N. Mine-ralogo-petrograficheskaia kharakteristika tekhnogennykh mineral’nykh re-sursov Urala i Predural’ia dlia ikh pererabotki petrurgiei [Mineralogical and petrographic characterization of technogenic mineral resources of the Urals and the Ural region for their processing petrurgiey]. Georesursy, 2012, no. 6(48), pp. 79-83.
2. Ignatova A.M., Artemov A.O., Naumov S.V. Informativnost’ meto-dov i algoritm otsenki i vybora petrurgicheskogo syr’ia [Informative methods and algorithm evaluation and selection of raw materials petrurgiche-sky]. Nauchno-tekhnicheskii vestnik Povolzh’ia, 2012, no. 4, pp. 111-115.
3. Moravetskii S.I. Otdelimost’ shlakovoi korki pri dugovoi svarke (obzor). Chast’ 1. Mekhanizm khimicheskogo stsepleniia shlakovoi korki s metallom shva [Separation of the slag crust in arc welding (Review). Part 1. The mechanizm of chemical adhesion of slag crust from the weld metal]. Avtomaticheskaia svarka, 2011, no. 1, pp. 32-36.
4. Moravetskii S.I. Otdelimost’ shlakovoi korki pri dugovoi svarke (obzor). Chast’ 2. Kharakter vliianiia osnovnykh faktorov na otdelimost’ shlakovoi korki [Separation of the slag crust in arc welding (Review). Part 2. The nature of the unfluence of major factors on the separability of the slag crust]. Avtomaticheskaia svarka, 2011, no. 2, pp. 22-26.
5. Potapov N.N., Voronkova M.N., Pen’kov V.B. Vliianie gazov na protsess poroobrazovaniia v metalle shvov pri svarke elektrodami s ftoristo-kal’tsievym pokrytiem [Effect of gases on the process of pore formation in weld metal during welding electrodes a fluorine-coated calcium]. Svarka i diagnostika, 2009, no. 1, pp. 3-5.
6. Podgaetskii V.V., Kuz’menko V.G. Svarochnye shlaki [Hearth cinder]. Kiev, 1988. 253 p.
7. Stepanova V.V. Spravochnik svarshchika [Welder directory]. Moscow: Mashinostroenie, 1974. 520 p.
8. Naumov S.V., Ignatova A.M. Issledovanie fiziko-khimicheskikh protsessov, protekaiushchikh pri svarke v svarochnykh materialakh na os-nove tekhnogennykh obrazovanii [The study of physical and chemical processes that occur during welding in welding consumables based on man-made structures]. Nauchno-tekhnicheskii vestnik Povolzh’ia, 2012, no. 4. pp. 150-153.
9. Pimenov A.V., Shekin S.I. Issledovanie vliianiia rudomineral’nykh i sinteticheskikh komponentov na svarochno-tekhnologicheskie svoistva fliusa i mekhanicheskie svoistva metalla shva [Investigation of the influence and synthetic components of rudomineralnyh-ing on the operating characteristics of flux, and mechanical properties of the weld metal]. Voprosy materialovedeniia, 2013, no. 1, pp. 146-153.
10. Kozyrev N.A., Kryukov R.E., Roor A.V., Bashchenko L.P., Lipa-tov U.I. New carbon-fluorine additives for welding fluxes. Steel in translation, 2015, no. 4, pp. 251-253.
11. Potapov N.N., Rymkevich A.I., Roshchin M.B. Special features of metallurgical processes in the electroslag welding of structural steels using fluxes with reduced basicity. Welding international, 2012, no. 6, pp. 476-480.
12. Naumov S.V. Razrabotka shlakovoi osnovy dlia svarochnykh ma-terialov iz mineral’nogo syr’ia Urala [Development of the basis for slag welding materials from mineral raw materials Urals]. Ph. D. thesis. Ekaterinburg, 2014. 17 p.
13. Kriukov R.E., Bendre Iu.V., Galevskii G.V., Kozyrev N.A., Goriushkin V.F. Termodinamicheskie aspekty udaleniia vodoroda pri svarke pod ftorsoderzhashchimi fliusami [Thermodynamic aspects of removal of hydrogen during welding under bluoride-containing flexes]. Izvestiia vuzov. Chernaia metallurgiia, 2016, no. 2, pp. 99-104.
14. Kornienko E.E., Ignatov M.N., Ignatova A.M., Naumov S.V., Chumachenko A.Iu. Issledovanie zavisimosti koeffitsientov termicheskogo rasshireniia metalla shva i svarochnykh shlakov ot temperatury v diapazone 100-1000 °C [The dependence of the coefficients of thermal expansion of the weld metal and slag from the welding temperature in the range of 1001000 °C]. Obrabotka metallov, 2012, no. 3(56), pp. 116-119.
Получено 8.02.2016
Об авторах
Наумов Станислав Валентинович (Пермь, Россия) — кандидат технических наук, доцент кафедры «Сварочное производство и технология конструкционных материалов» Пермского национального исследо-
вательского политехнического университета; e-mail: NaumovStanislav@ yandex.ru.
Игнатова Анна Михайловна (Пермь, Россия) — кандидат технических наук, старший научный сотрудник Института безопасности труда, производства и человека Пермского национального исследовательского политехнического университета; e-mail: [email protected].
Игнатов Михаил Николаевич (Пермь, Россия) — доктор технических наук, профессор кафедры «Сварочное производство и технология конструкционных материалов» Пермского национального исследовательского политехнического университета; e-mail: [email protected].
About the authors
Stanislav V. Naumov (Perm, Russian Federation) — Ph. D. in Technical Sciences, Associate Professor, Department of Welding Production and Structural Materials Technology, Perm National Research Polytechnic University; e-mail: [email protected].
Anna M. Ignatova (Perm, Russian Federation) — Ph. D. in Technical Sciences, Senior Researcher, Institute of Labor, Human, Manufacturing Safety, Perm National Research Polytechnic University; e-mail: iampstu@ gmail.com.
Mikhail N. Iganov (Perm, Russian Federation) — Doctor of Technical Sciences, Professor, Department of Welding Production and Structural Materials Technology, Perm National Research Polytechnic University; e-mail: [email protected].
Технологические причины повреждений сварных соединений
Страница 46 из 72
Повреждения сварных соединений (рис. 4.1, 4.21-4.30) происходят из-за нарушений регламентированной сварочно-термической технологии и/или ошибок, допущенных при ее разработке. Снижение работоспособности сварных конструкций может быть вызвано комплексом технологических причин, включая несоответствие использованных сварочных материалов марочному составу, несоблюдение оптимальных тепловых условий сварки и термообработки, проведение сборочно-сварочных операций с отклонениями от штатной технологии. Указанные недостатки технологического процесса, как правило, не выявляются неразрушающими методами дефектоскопии за исключением установления в отдельных случаях нарушения режимов послесварочной термической обработки по результатам измерения твердости металла швов 09Х1МФ. Предупреждение случаев нарушений сварочно-термической технологии может быть достигнуто только укреплением технологической дисциплины при изготовлении, монтаже и ремонте паропроводов.
Случаями повреждений сварных соединений паропроводов, обусловленных технологическими причинами, могут служить следующие примеры.
Повреждения, вызванные несоответствием сварочных материалов, характеризуются образованием и развитием трещин I-ГУ типов (рис. 4.21, табл. 4.1) в металле швов. Кристаллизационные трещины I типа (рис. 4.21 и 4.22) обусловлены повышенным содержанием в наплавленном металле вредных примесей, преимущественно серы (с превышением нормативных требований) в сочетании с пониженным содержанием марганца (менее 0,6%).
Рис. 4.29. Повреждения сварных швов недопустимого комбинированного состава: (а) штуцерные сварные соединения Ду =100 мм коллекторов из стали 12Х1МФ котлов серии БКЗ: Тр. — продольные и поперечные трещины в угловом шве; УУШ — углеродистый участок шва; ЛУШ — легированный участок шва 09Х1МФ; (б) стыковые сварные соединения паропроводов: АУШ — аустенитный участок шва; МУШ — мартенситный участок шва переменного состава; УУШ (НЛШ) — углеродистый (низколегированный) участок шва; Нс.ш — высота сварного шва; Тр. — трещины, зарождающиеся и развивающиеся в мартенситном охрупченном участке шва МУШ
Образованию трещин способствует наличие крупнозернистой структуры в сечении шва (номер зерна 1 и крупнее) и действие в корневой части шва высоких усадочных сварочных напряжений, что, в частности, создается при сварке швов с плотным непроваром или на подкладных кольцах, препятствующих свободной усадке кристаллизующегося металла.
(α)
Рис. 4.30. Типичные повреждения сварных соединений теплоустойчивых сталей (на примере 15Х1М1Ф), вызванные нарушением сварочно-термической оптимальной технологии: (а) поперечная трещина в подварочном шве ПШ с развитием в основной металл и отремонтированный (старый) шов РШ. Трещина ползучести в условиях дисперсионного охрупчивания металла. Причина — необоснованная отмена термообработки; (б) продольная (кольцевая) трещина из-за локального разупрочнения старого шва тепловложением при сварке подварочного шва. Трещина ползучести. Причина — разупрочнение металла РШ; (в) трещина по МШ и ЗТВр.п в зоне локального разупрочнения
В сварных соединениях эксплуатирующихся трубопроводов периодически выявляются кристаллизационные трещины в металле швов. Примерами служат трещина в корне шва от подкладного кольца (рис. 4.1), а также трещины в корне швов, от которых, в свою очередь, развивались холодные трещины вплоть до сквозных (рис. 4.23).
Трещины II типа (рис. 4.23) развиваются в металле шва и околошовной зоне в результате использования при сварке не прокаленных покрытых электродов и нарушения штатной сварочно-термической технологии. Так, в 1955 г. на монтаже Черепетской ГРЭС произошло полное хрупкое разрушение сварных стыков при подъеме на сборочной площадке одного из паропроводных блоков. Сварные стыки были выполнены электродами ЦЛ-14 типа Э-09Х1М с рудно-кислым покрытием и перед сваркой не прокаливались; послесварочная термообработка сразу не проводилась, поскольку предусматривалось ее провести по месту расположения паропровода. Комплекс нарушений явился причиной таких разрушений. Массовые повреждения сварных стыков наблюдались в 1960 г. при проведении гидравлического испытания паропровода из стали 12Х1МФ в пределах котла на ТЭЦ-12 «Мосэнерго». Сквозные поперечные трещины длиной 30-100 мм распространялись в термически необработанных сварных швах, сваренных не прокаленными электродами ЦЛ-27Б типа Э-10Х1М1НФБ с основным покрытием, с выходом в основной металл. Этот пример иллюстрирует низкую технологическую дисциплину при монтаже паропровода из-за отмены обязательной прокалки электродов перед сваркой и необходимости проведения термообработки сварных соединений сразу после сварки до гидроиспытания паропровода. Такого типа повреждения не исключены при выполнении сварочных работ в зимний период времени и при необоснованной отмене термообработки или отсутствии подогрева при проведении операций сварки и резки. Последнее можно подтвердить случаем повреждений в виде холодных трещин, возникших в штуцерных сварных соединениях Ду — 150 мм коллекторов из стали 15Х1М1Ф котла при ремонте энергоблока 800 МВт в 1998 г. на Сургутской ГРЭС-2. После удаления дефектного металла с наружной поверхности угловых швов с помощью дуговой резки плавлением без сопутствующего подогрева деталей штуцерные соединения были оставлены для последующей подварки. Через 10-12 ч было обнаружено, что не подваренные штуцерные сварные соединения поражены сквозными холодными трещинами.
Трещины ползучести, обусловленные пониженной жаропрочностью металла швов (трещины III—IV типов) из-за несоответствия сварочных материалов, выявляются в сварных соединениях паропроводов с различной наработкой. Так, массовые повреждения были обнаружены в угловых швах соединений штуцеров наружным диаметром 0133 мм с толщиной стенки 17-20 мм в коллекторах и паросборных камерах из стали 12X1 МФ на котлах БКЗ-210-140Ф и БКЗ-420-140НГМ через 40-65 тыс. ч эксплуатации. Трещины развивались с наружной поверхности на глубину до 10-15 мм (рис. 4.29,а).
Повреждением было охвачено от 60-70 до 100% штуцерных сварных соединений. Причина повреждений заключается в том, что часть сечения швов со стороны корневой части была выполнена углеродистыми электродами Э50А, а оставшаяся — электродами Э-09Х1МФ [196]. В процессе эксплуатации в условиях ползучести напряжения релаксировались в углеродистом участке шва, что неизбежно создавало более напряженное состояние в легированном участке (примерно вдвое), поскольку участок металла 09Х1МФ характеризуется более высокой релаксационной стойкостью.
Другим примером может служить недопустимая технология выполнения швов комбинированного состава, по которой корневой слой сваривают аустенитными электродами, а последующие — низколегированными (или углеродистыми) электродами — Э-09Х1МФ (или Э50А). Аустенитные электроды в этих случаях применяют как меру борьбы с магнитным дутьем, затрудняющим процесс сварки при использовании низколегированных или углеродистых электродов. Такая технология обычно применяется при сварке стыков паропроводов в ремонтных условиях и рассматривается как грубое нарушение современных требований по [110]. Недопустимость такого варианта сварочной технологии заключается в том, что в зоне перемешивания низколегированного металла с аустенитным корневым слоем образуется участок переменного состава толщиной от 2 до 6-8 мм со структурой легированного мартенсита с содержанием углерода до 0,06-0,10%. Твердость этого участка шва достигает по [197] высоких значений 400-600 HV, что определяет склонность металла к хрупкому разрушению в условиях ударного и статического нагружений (рис. 4.29,6). Повреждения по этой причине, как правило, относят к категории «дефект сварки». Что касается мер борьбы с магнитным дутьем при сварке, то рекомендованы и применяются другие способы [110, 198] без использования аустенитных электродов. Повреждения, обусловленные пониженной жаропрочностью металла швов, произошли в 1989 г. на паропроводах острого пара 0325х60 мм из стали 15Х1М1Ф Запорожской ГРЭС. Повреждения в виде продольных (кольцевых) трещин с наружной поверхности швов 09X1 МФ стыковых сварных соединений были обнаружены после наработки паропроводов около 117-119 тыс. ч при температуре 545 °C и давлении 25,5 МПа. Сварные швы выполнялись в заводских условиях автоматической дуговой сваркой под флюсом АН-22 в смеси с АН-348А. Пониженная жаропрочность металла швов была обусловлена низким содержанием углерода до С = 0,034-0,042% при нормативном уровне [С] = 0,06-0,12%; разупрочнение шва по параметру относительной твердости не превышало γм.ш=0,8 и, соответственно, коэффициент прочности сварных соединений оказался сниженным до φw=0,55 4- 0,60 вместо допускаемого по [77] уровня [φw] = 0,7. Такое разупрочнение металла шва способствовало заметному сокращению примерно в 2-3 раза сроков службы сварных соединений. В связи с этими и другими аналогичными случаями (например, по сварным соединениям паропроводов Ладыженской ГРЭС) в новую редакцию отраслевого документа [13] введены требования о необходимости переварки или ужесточения эксплуатационного контроля сварных соединений с разупрочненным металлом шва.
О негативном влиянии использованных при сварке флюсов ΛΗ-348Α и АН-22 свидетельствуют случаи преждевременного повреждения заводских сварных швов 09Х1МФ паропроводов [199, 200]. Повреждения в виде трещин, идущих с наружной поверхности вдоль оси шва, были обнаружены в поперечных кольцевых швах паропроводных труб и продольных швах штампосварных колец из стали 15Х1М1Ф. В металле швов было выявлено пониженное содержание углерода до 0,048% и повышенное содержание кислорода до 0,083% при наличии крупных глобулей силикатного стекла размером 30-75 мкм с избыточным количеством двуокиси кремния. Сварные соединения, выполненные дуговой сваркой под флюсом АН-22 (которым заменили более худший АН-348А), отличались пониженной жаропрочностью φw = 0,6 и низкой длительной пластичностью φдл = 7-12% вплоть до нулевых значений [200] с хрупким разрушением испытанных образцов по металлу шва. Использование при сварке нового флюса ФЦ-16 примерно с 1980-1985 гг. обеспечило получение необходимой жаропрочности сварных соединений φw=0,7-0,8 и повышение длительной пластичности металла шва φдл>10% за счет некоторого повышения углерода до 0,055%, снижения на 35% содержания кислорода и уменьшения глобулей до дисперсных размеров 3-5 мкм силикатного стекла в металле швов [200]. Следует, однако, учитывать, что на многих паропроводах, изготовленных до 1980-1985 гг., эксплуатируются заводские сварные соединения, сваренные под флюсом АН-22.
Повреждения сварных соединений, обусловленные отклонениями от регламентированных режимов сварочно-термической технологии, отличаются особенностями развития трещин II—IV типов (рис. 4.21, табл. 4.1) в металле шва и ЗТВ. К типичным технологическим причинам относятся недопустимая (пониженная или завышенная) температура подогрева при сварке, недоотпуск или необоснованная отмена послесварочной термической обработки, применение недопустимой технологии выполнения многослойных швов, вызывающей повышенное локальное разупрочнение участков сварных соединений.
Примером негативного влияния недостаточного подогрева при сварке и высоких токовых режимов в сочетании с использованием флюса АН-22 (влияние этого флюса на снижение жаропрочности сварных соединений рассмотрено выше) служат преждевременные повреждения штампосварных колен Ду = 600 и 700 мм из стали 15Х1М1Ф [199]. Протяженность магистральных трещин в продольных швах достигала нескольких сотен миллиметров с наружной поверхности колен, и в отдельных случаях развивались трещины вплоть до сквозных, приводя к аварийным остановам моноблоков 300 МВт. Магистральным трещинам сопутствовало большое количество микротрещин и пор ползучести по границам укрупненных зерен (номер зерна достигал 1 и крупнее). Повреждения происходили при наработке паропроводов 20-50тыс. ч и их развитию одновременно способствовали экстремальные условия эксплуатации. Микротрещины и поры ползучести были также выявлены в сварных соединениях штампосварных колен исходного состояния (до эксплуатации), что указывает на некачественное выполнение сварочно-термической технологии, включая недостаточный подогрев при сварке, перегрев металла шва при сварке на повышенных режимах и, кроме того, отклонение от оптимальных режимов послесварочной термической обработки (недоотпуск). В частности, занижение температуры подогрева в процессе приварки упоров креплений подвесок к трубам паропровода горячего промперегрева из стали 15Х1М1Ф при монтаже энергоблока 800 МВт привело к появлению трещин в угловых фланговых и лобовых швах [201]. Этому, кроме того, способствовали ошибки в выборе последовательности выполнения многослойных швов.
Эксплуатационные повреждения по причине недоотпуска (вид и механизм трещин III типа по ЗТВо.з сварных соединений изложен выше, см. также рис. 4.24 и 4.25) впервые наблюдались в 1963-1968 гг. на сварных тройниках паропроводов из сталей 12Х1МФ и 15Х1М1Ф. Угловые швы были сварены в заводских условиях электродами ЦЛ-20 типа Э-09Х1МФ и подвергнуты термообработке. Трещины глубиной до 1 мм и протяженностью до 20 мм с наружной поверхности соединений были выявлены до эксплуатации по результатам проведенного контроля; поврежденный металл был удален. После непродолжительной наработки 3, 5, затем 7-15 и 20-32 тыс. ч наблюдались эксплуатационные повреждения более серьезного характера — глубина трещин достигала 5-7 мм и длина до 100-250 мм на 100% тройниковых сварных соединениях, при этом в двух случаях на сварных тройниках 0426 х 17/0219 х 32 мм из стали 12Х1МФ, отработавших 20-32 тыс. ч, трещины были сквозными [202]. Одновременно было установлено, что многочисленные трещины в ЗТВр.п сварных соединений особенно энергично развиваются до сквозных при высокой прочности металла шва и высокой прочности свариваемой стали (σв > 600 МПа). Сквозные повреждения вызвали аварийные остановы энергооборудования. Аналогичного вида трещины были обнаружены на 80% стыковых сварных соединений трубных элементов паропроводов 0273 х 62 и 0219 X 52 мм из сталей 12Х1МФ, 20ХМФЛ и 15Х2М2ФБСЛ энергоблоков 300 МВт Конаковской ГРЭС [203]. Трещины были выявлены до эксплуатации и после непродолжительной наработки до 5 тыс. ч. Повреждения с развитием межзеренных трещин по околошовной зоне вплоть до полного разрушения сварных деталей из стали 15Х1М1Ф произошли на сварном тройнике 0325 х 60/0300 X 70 мм при наработке 2 тыс. ч и в месте приварки донышка к коллектору 0273 X 32 мм при наработке 40 тыс. ч с температурой 545 °C паропроводов энергоблоков 300 МВт. Твердость металла в зоне разрушения достигала высоких значений 320-400 HV, что свидетельствует о нарушении режимов нагрева при проведении послесварочной обработки на заводе — недоотпуск [187], а в первом случае — возможной отмене термообработки. Недоотпуск после сварки послужил главной причиной эксплуатационного повреждения заводского сварного стыка паропровода острого пара 0325 X 60 мм из стали 15Х1М1Ф, отработавшего 117 тыс. ч на энергоблоке 300 МВт в 1992 г. [195]. Недоотпуск может быть обусловлен различными технологическими и организационными причинами (низкой технологической дисциплиной, несовершенством применяемого термического оборудования и средств регистрации температур нагрева), в том числе он может быть связан с неравномерностью нагрева сварных соединений трубных элементов при одностороннем подводе тепла, что характерно при проведении местной (зональной) термообработки. Градиент (перепад) температур по сечению нагреваемых деталей вызывает появление термических напряжений, уровень которых может быть высоким и способствовать развитию повреждения в процессе проведения термообработки. По данным [198, 204] перепад температур по толщине стенки создает условия для появления термических напряжений, расчетные значения которых можно при упрощенном подходе оценить из равенства στ = 0,18Δt [кгс/мм] = 1,8Δt [МПа]. При термообработке сварных стыков паропровода 0465 х 75 мм из стали 15Х1М1Ф энергоблока 800 МВт ст. № 1 Сургутской ГРЭС-2 в период ремонтной кампании 1999 г. были обнаружены кольцевые (продольные) трещины в околошовной зоне стыковых соединений. При анализе причин повреждений выяснилось, что перепад температур достигал Δt= 100-150 °C при нагреве наружной поверхности сварного соединения до температуры отпуска 720-750 °C и не до отпуском глубинных слоев металла со стороны внутренней поверхности с нагревом в интервале температур 600-650 °C. Дополнительное действие термических напряжений στ — 200-250 МПа с релаксирующимися высокими сварочными напряжениями в условиях дисперсионного охрупчивания металла околошовной зоны (механизм повреждения показан на рис. 4.25) способствовало энергичному развитию процессов трещинообразования.
Необоснованная отмена послесварочной термической обработки во многих случаях является основной причиной преждевременных эксплуатационных повреждений сварных элементов паропроводов. Типичным может служить пример повреждения стыкового сварного соединения паропровода острого паpa 0465 X 75 мм из стали 15Х1М1Ф, отработавшего около 110 тыс. при температуре 545 °C на блоке 800 МВт Запорожской ГРЭС. Сварной стык был отремонтирован в заводских условиях путем выполнения подварочного шва (после удаления дефектного металла) и оставлен в эксплуатации без послесварочной термообработки. Эксплуатационное повреждение в виде поперечной трещины распространялось с наружной поверхности подварочного термически необработанного шва 09Х1МФ на глубину до 60% толщины стенки (рис. 4.30,а) [205]. Повреждение развивалось по механизму ползучести в условиях дисперсионного охрупчивания металла шва (трещины Ш типа). Такого вида повреждения по металлу подварочных швов и околошовной зоны соединений наблюдались многократно на отремонтированных сварных тройниках с использованием при сварке электродов типа Э-09Х1МФ без проведения послесварочной термической обработки [206]. В первый год эксплуатации после ремонта повреждалось 35% таких отремонтированных тройников и в течение первых трех лет наработки — примерно 65% отремонтированных таким способом тройниковых соединений. Необходимо подчеркнуть, что эксплуатационные повреждения, обусловленные отменой послесварочной термообработки отремонтированных сварных соединений, являются следствием двух факторов. В первом случае это касается ремонта заводских стыков, что связано с применением неотработанной ремонтной технологии, регламентированной руководящим документом НПО ЦНИИТМАШ [179], по которому необоснованно допускается выполнение подварочных швов 09X1 МФ без термообработки, а во втором — тройниковых сварных соединений. Ремонт их в условиях действующей электростанции (Конаковской ГРЭС) проводился с нарушением штатной технологии, по которой предусматривается обязательное проведение термообработки после сварки [110, 181].
На эксплуатационную повреждаемость сварных соединений по разупрочненному участку шва при ползучести (трещины IV типа; виды и механизм повреждений — см. рис. 4.1, 4.17, 4.21, 4.26, 4.27) большое влияние оказывают тепловые условия сварки и прочность сварного шва. Из анализа различных повреждений наиболее характерными можно показать следующие. Повреждения сварных стыков паропроводов острого пара 0325 X 60 мм из стали 15Х1М1Ф, отработавших 117-119 тыс. ч при температуре 545 °C развивались с наружной поверхности в виде кольцевых магистральных трещин глубиной до 30-70% толщины стенки вплоть до сквозных. Трещины были ориентированы продольно и распространялись по старому шву на расстоянии 3-4 мм от кромки подварочного шва (рис. 4.30,б), т.е. по разупрочненной прослойке металла ЗТВр.п, возникшей от тепловложения при выполнении подварочного шва. Следует учитывать, что двойное тепловое воздействие на сварной шов 09X1 МФ (в первом случае — при многослойном выполнении основного шва, а во втором — при нанесении подварочного шва) вызывает энергичное локальное разупрочнение наплавленного металла, который по сравнению со свариваемой сталью 15Х1М1Ф, к тому же, является менее легированным и уступает последней по содержанию углерода. Такого вида повреждения, вызвавшие сокращение ресурса сварных соединений в 2,5-3 раза, связаны с нарушением штатной технологии ремонта [110, 181], по которой предусмотрено выполнение подварочных швов с перекрытием ремонтируемого шва и ЗТВ соединений. Другим типичным случаем является эксплуатационное повреждение стыкового соединения с двойным швом 09X1 МФ паропровода горячего промперегрева 0426 X 26 мм из стали 15Х1М1Ф, отработавшего 130 тыс. ч при температуре 540 °C на блоке ст. № 1 ТЭЦ-5 «Киевэнерго». Кольцевая трещина развивалась с наружной поверхности до сквозной по металлу заводского шва и ЗТВр.п от двойного нагрева при сварке двух швов (рис. 4.30,б). Двойной нагрев послужил основной причиной значительного локального разупрочнения металла (рис. 4.11). Такой вид повреждения связан с нарушением штатной технологии выполнения сварных соединений [110,179] по требуемому расстоянию швов друг от друга.
На развитие повреждений (трещин I-IV типов и усталостных трещин — см. табл. 4.1) в сварных соединениях определенное влияние оказывают технологические дефекты сварки (непровары, не сплавления, подрезы, шлаковые включения и т. д.), играющие роль концентраторов напряжений. Так, по данным [195], повреждение из-за дефектов сварки было обнаружено на сварном стыке паропровода острого пара 0273 х 32 мм из стали 12X1МФ, отработавшего 152 тыс. ч при температуре 540 °C и давлении 10 МПа. Недопустимые дефекты в виде непровара и шлаковых включений в корневом участке и среднем сечении швов были выявлены на штампосварных коленах Ду=600 и 700 мм с толщиной стенки 45 и 50 мм паропроводов горячего промперегрева моноблоков 300-800 МВт [207]. В сварных стыках паропровода горячего промперегрева из центробежнолитых труб 0920 X 32 мм стали 15Х1М1Ф обнаруженные технологические дефекты сварки в корневой части швов превышали допустимые размеры по [110, 208]. В связи с этим, на Пермской ГРЭС в 1998 г. решался вопрос о ресурсе таких соединений. На сварных тройниках паропроводов блоков 300 МВт Конаковской ГРЭС развивались эксплуатационные трещины (от не сплавлений) глубиной до 15 мм в корневой части заводских угловых швов [202].
Повреждения сварных соединений паропроводов на зарубежных ТЭС происходят по аналогичным технологическим причинам и развиваются по механизмам ползучести, хладноломкости, усталости [182, 209-218]. Так, повреждения в виде продольных и поперечных трещин в металле шва и околошовной зоне соединений хромомолибденовых и хромомолибденованадиевых сталей отмечались в начальный период эксплуатации с наработкой до 20-60 тыс. ч паропроводов на ТЭС Великобритании, Германии, США, Дании [182, 209]. Причины таких повреждений обусловлены несоблюдением регламентированных тепловых условий сварочно-термической технологии (завышение режимов сварки, недоотпуск при послесварочной термообработке), а также некачественным выполнением многослойных швов — наличием недопустимых дефектов сварки, которые были источником зарождения и развития трещин. Так, в 1985-1986 гг. по этим причинам на ТЭС США произошло два катастрофических разрушения продольных швов паропроводов горячего промперегрева наружным диаметром 732 мм с толщиной стенки 50 и 70 мм, вызвавших человеческие жертвы [217]. За ними последовало еще несколько разрушений по кольцевым швам стыковых соединений паропроводов острого пара и горячего промперегрева [209]. Большинство повреждений сварных соединений паропроводов на ТЭС США возникло при исчерпании ресурса не более 20% [218]. Повреждения в виде трещин выявлялись в металле швов, ЗТВо.з и ЗТВр.п соединений. По результатам проведенной инспекции было забраковано 2,8% (по протяженности) сварных соединений паропроводов из-за недопустимых технологических дефектов в сварных швах [209]. Развитию эксплуатационных повреждений продольных швов паропроводов горячего промперегрева способствовало высокое содержание серы в свариваемых 2,25Сг1Мо и 1,25Сr0,5Мо сталях, повышенное количество кислорода в металле шва и наличие недопустимых сварочных дефектов. Повреждения сварных соединений паропроводов на зарубежных ТЭС аналогичны развитию трещин в сварных соединениях паропроводов отечественных энергоустановок (см. рис. 4.1, 4.21-4.24, 4.27).
19 Причины пористости при сварке (+ профилактика)
Пористость — пугающий термин для любого сварщика, поскольку он обозначает плохую сварку определенного материала, за который он несет ответственность. Не говоря уже о том, что это признак плохой сварки, поэтому его следует избегать, принимая некоторые меры предосторожности. Но перед этим давайте сначала познакомимся с этим термином.
Темы, затронутые в этой статье
Что такое пористость при сварке?
Пористость при сварке означает нежелательное выделение защитного газа, который попал в сварной шов.Следовательно, он оставляет закругленные отверстия за пределами области сварного шва, а также может принимать форму удлиненных отверстий, которые известны как червоточины, что означает, что большое количество газа задерживается внутри сварного шва.Теперь пористость может проявляться в виде трех признаков. Один из них — через распределенную пористость или поры (отверстия), разрушающие поверхность, а остальные два — это червоточины и кратерная труба. Давайте узнаем обо всех возможных причинах пористости при сварке, а также о наиболее эффективных способах минимизировать или предотвратить их появление.Но прежде чем погрузиться в море причин, мы сначала поделимся с вами причинами, лежащими в основе трех основных признаков пористости, и способами их предотвращения.
Возможные причины пористости при сварке1. Поры, разрушающие поверхность, и распределенная пористость
В процессе плавления сварочной ванны весь кислород, азот и водород поглощаются ею. Следовательно, когда он снова затвердевает, эти газы попадают в сварочную ванну и впоследствии уходят, оставляя несколько мелких и острых отверстий.
В основном, неправильная газовая защита вызывает поглощение кислорода и азота внутри сварочной ванны, и поэтому менее 1% захвата воздуха внутри защитного газа может привести к распределенной пористости, тогда как более 1,5% может вызвать поры, разрушающие поверхность.
Так вот, водород обычно возникает из-за влаги и недостаточно высушенных флюсов или электродов. Кроме того, масло и смазка поверх любого материала могут также выделять значительное количество водорода, что может вызвать пористость.
Последняя часть — толщина грунтовки. Большинство обработок поверхности цинком или грунтовочных покрытий может привести к образованию неисчислимого количества дыма при выполнении сварочных работ. Следовательно, производитель рекомендует максимальную толщину грунтовки, и поэтому сварочные работы должны выполняться в том диапазоне, после которого грунтовка должна быть удалена.
ПрофилактикаЕсть три способа предотвратить такую пористость,
- Контроль за воздухововлечением.Этот процесс включает в себя герметизацию всех возможных утечек воздуха, что предотвращает чрезмерную турбулентность сварочной ванны. Кроме того, с использованием наполнителей с достаточным содержанием раскислителей и предотвращения высоких расходов защитного газа и сквозняков.
- Защита от водорода: убедитесь, что флюс и электрод достаточно сухие, а поверхность заготовки достаточно очищена перед сваркой.
- Покрытие / обработка поверхности: убедитесь, что размер грунтовки соответствует рекомендациям производителя о максимальной толщине, а края следует очистить непосредственно перед сваркой.
2. Червоточины
Как описано ранее, червоточины представляют собой продолговатые отверстия, которые указывают на то, что большое количество газа было захвачено в металле сварного шва во время процесса затвердевания. В основном они возникают из-за загрязнения поверхности и чрезмерно толстого слоя грунтовки или краски. Давайте узнаем, какие меры можно предпринять, чтобы предотвратить эту проблему. ПрофилактикаОбязательно тщательно очистите зону сварки вдоль поверхности заготовки и удалите все виды масла, ржавчины и смазки вместе с поверхностным покрытием, чтобы избежать образования газа.Кроме того, следует знать, соответствует ли толщина грунтовки рекомендациям производителя или ниже.
3. Кратерная труба
Кратерная труба возникает, когда сварочная ванна затвердевает на последней стадии, и создает усадку, которая вызывает этот тип пористости. Это часто наблюдается при сварке TIG и автогенной сварке, когда сварщик формирует дугу перед тем, как поместить сварочную проволоку в сварочную ванну.
ПрофилактикаЕсть два способа предотвратить образование кратеров на трубе при сварке.Первый заключается в снижении скорости гашения сварочной дуги, а другой — в уменьшении сварочного тока для уменьшения размера сварочной ванны.
Некоторые другие факторы, вызывающие пористость
4. В баллоне закончился газ
Одна из распространенных причин пористости — отсутствие контроля, достаточно ли газа в баллоне для выполнения сварочной задачи. Это приводит к пустой или прерывистой подаче газа в сварочную ванну. Поэтому перед сваркой убедитесь в наличии газа.
5. Движение воздушного потока
Иногда ветер или сквозняк могут прерывать подачу защитного газа в сварочную ванну. Итак, сварщик должен предупредить его обо всех открытых местах или дверях, откуда может поступать воздух. Кроме того, сквозняки более 4 миль в час могут значительно повлиять на дуговую сварку порошковой проволокой и экранированным металлом.
6.
Слишком высокий расход газаЕсли расход газа на сопле GMAW превышает 60 кубических футов в час, а поток газа в GTAW превышает 30 кубических футов в час, это может создать большую пористость на металле сварного шва.Это связано с тем, что большой поток газа создает турбулентность в сварочной ванне и приносит наружный воздух, что, как следствие, вызывает пористость.
7. Вещества, создающие влагуТакие вещества, как масло, смазка, краска и клей, могут быть источником влаги, которая может создавать пористость. Во время сварки эти вещества выделяют значительное количество газа из-за нагрева и, следовательно, вызывают загрязнение сварочной ванны. Перед выполнением сварочных работ необходимо удалить эти вещества.
8. Открытый сварной шов с обратной стороныВы когда-нибудь замечали открытый сварной шов? Он может всасывать воздух снаружи, что может быть источником пористости. Поскольку жидкие металлы легко поглощают воздух, перед выполнением сварочных работ на жидкий металл шва следует нанести защитный раствор.
9. Слишком большая длина дуги
Иногда большая длина сварочной дуги, вызванная повышенным напряжением, может привести к нежелательной пористости. Большая длина дуги уменьшает площадь, покрытую защитным газом, который может всасывать воздух снаружи и вызывать атмосферное загрязнение.Кроме того, точная длина дуги позволяет предотвратить сквозняки.
10. Загрязненные присадочные металлыПрисадочные металлы также могут быть загрязнены различными жидкими веществами, такими как масло, смазка и краска. Следовательно, они выделяют газ из-за высокой температуры сварочной дуги и, как следствие, приводят к пористости. Очистка проволоки с помощью стальной мочалки и салфеток для проволоки может быть хорошей идеей для предотвращения этой проблемы.
11. Загрязненные гильзы пистолета GMAW:Иногда Вкладыши пистолета GMAW могут состоять из загрязненных веществ, таких как масло, смазка и краска, которые могут впоследствии повлиять на сварочную ванну, выделяя газ во время процесса сварки.Поэтому обязательно очищайте эти вкладыши, особенно те, которые сделаны из нержавеющей стали, которая более уязвима для поглощения этих веществ.
12. Сопла пистолета GMAWСопла пистолета с ограничениями для процесса GMAW могут вызвать разбрызгивание сварочного шва в зоне сварки, поскольку они препятствуют подаче защитного газа в сварочную ванну. Проверка отверстия сопла перед сваркой может быть хорошим решением этой проблемы.
13. Сварка поверх ржавчины или окалины
Еще одна веская причина пористости — это сварка ржавчины или прокатной окалины.Возможно, вы знакомы с тем фактом, что окисленный металл не реагирует как обычный металл, поскольку он больше не существует в своем предыдущем состоянии. Следовательно, они разлагают газы в процессе сварки и приводят к нежелательной пористости. Поэтому обязательно учитывайте эту проблему при сварке на прокатной окалине или на ржавой зоне.
14. Загрязненный газовый шлангИногда могут быть загрязнены газовые шланги. В качестве примера: шланг, который вы используете, мог быть использован в качестве воздуховода, который был соединен с другой линией системы смазки маслом для работы с инструментом.При использовании в качестве шланга для сварочного газа он может вызвать серьезное загрязнение.
15. Пережатый газовый шлангПережатый газовый шланг может создать проблемы, особенно если шланг большей ширины не сможет непрерывно подавать защитный газ в сварочную ванну. В этом случае сварщик должен использовать пережатый шланг шириной менее 20 футов.
16. Загрязненный сварочный газВы когда-нибудь считали сварочный газ загрязненным? Скорее всего нет! Но дело в том, что сварочный газ также может быть загрязнен некоторыми нежелательными газообразующими веществами.По этой причине газ следует приобретать у авторизованного или известного поставщика, который может подтвердить его общую точность.
17. Поглощение влаги электродомДа, вы не ослышались! Этому недостатку приписывают большинство электродов, особенно тех, которые используются в процессах SMAW и FCAW. Фактически, флюс для дуговой сварки под флюсом является еще одним веществом, сильно поглощающим влагу, которое следует хранить в соответствии с рекомендациями производителя, как и электроды.
18. Неисправный газовый соленоидРегулируемый поток газа имеет решающее значение для предотвращения нежелательной турбулентности газа в сварочную ванну. В противном случае неисправный газовый соленоид может действовать как бесшумный источник пористости. В этом случае для эффективного выполнения задачи требуется исправный газовый соленоид.
19. Наличие влагиИ последнее, но не менее важное: сварочный металл может состоять из воды, выходящей из любых источников, как и в виде утренней росы.Таким образом, предварительный нагрев может быть выполнен, чтобы уничтожить их существование.
Заключительные слова
Мы полагаем, что эта статья познакомила вас со всеми возможными причинами пористости при сварке. Кроме того, вы сможете предпринять необходимые шаги, чтобы успешно предотвратить их существование и эффективно выполнить сварочную задачу. Спасибо, что прочитали весь пост. Следите за обновлениями, и мы расширим ассортимент руководств и статей по сварке, подобных этой. Мы ценим вашу поддержку.
Ссылки
- TWI-Global
- Weldpedia
Исследование допусков на размер порового дефекта кольцевого шва трубы
Реферат
Контроль качества сварки — важный параметр для безопасной эксплуатации нефтегазовых труб, особенно труб из высокопрочной стали. Контроль размера сварочного дефекта является узким местом для современной конструкции труб. Поровые дефекты кольцевого шва, являющиеся ключевой частью строительной процедуры стыковой сварки труб, трудно игнорировать.Построена трехмерная нелинейная численная модель конечных элементов для исследования применимости показателей контроля размеров на основе формы канавки и явления разупрочнения материала в зоне термического влияния практического кольцевого сварного шва трубы. Взяв за основу проектные критерии трубы, для анализа напряжений трубы определяются основные условия растягивающей, чрезвычайно растягивающей и чрезвычайно сжимающей нагрузки, а критерии разрушения, основанные на напряжении течения, используются для выполнения анализа напряжений кольцевого сварного шва трубы с дефектом пор.Результаты показывают, что напряжения пор при кольцевом сварке трубы в различных радиальных точках одинаковы. При этом нагрузка на поры разной остроты существенно различалась. Кроме того, допустимая способность трубы класса API 5L X90 к дефектам пор кольцевого сварного шва ниже, чем у трубы класса API 5L X80, а индекс контроля размера 3 мм, связанный с дефектом пор, в текущих стандартах применим к классам API 5L X80 и X90. трубы с кольцевым сварным швом с радиально нерезкими порами.
Образец цитирования: Li Y, Shuai J, Xu K (2018) Исследование допустимости размеров поровых дефектов трубы кольцевого сварного шва.PLoS ONE 13 (1): e0191575. https://doi.org/10.1371/journal.pone.0191575
Редактор: Кришна Гарикипати, Мичиганский университет, США
Поступила: 28 апреля 2017 г .; Принята к печати: 8 января 2018 г .; Опубликован: 24 января 2018 г.
Авторские права: © 2018 Li et al. Это статья в открытом доступе, распространяемая в соответствии с условиями лицензии Creative Commons Attribution License, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии указания автора и источника.
Доступность данных: Все соответствующие данные находятся в документе и его файлах с вспомогательной информацией.
Финансирование: Работа, включенная в этот документ, поддержана проектами Национального плана поддержки науки и технологий Китая (http://program.most.gov.cn/) в рамках награды № 2015BAK16B02. Получатель — Цзянь Шуай.
Конкурирующие интересы: Авторы заявили об отсутствии конкурирующих интересов.
Введение
Кольцевая сварка — это ключевая процедура, используемая при строительстве труб, на которую в первую очередь влияют технология сварки и внешние условия [1].При плавлении и затвердевании металлов часть газов неизбежно задерживается в металле, что приводит к образованию поровых дефектов [2–4]. Дефекты пор представляют собой типичный объемный дефект, наблюдаемый в кольцевых швах труб. Эти дефекты уменьшают фактическую площадь поперечного сечения, качество воздушного уплотнения [3–4], уменьшают прочность и ударную вязкость материала [5–7], увеличивают локальную концентрацию напряжений и снижают жесткость кольцевого сварного шва. Это особенно актуально, когда размер поровых дефектов превышает определенный порог. В результате может произойти отказ по поперечному сечению поры, и безопасная эксплуатация трубы окажется под угрозой [7–9].Следовательно, очень важно определить показатели контроля качества сварного шва на основе влияния порового дефекта на профиль напряжений конструкции кольцевого сварного шва трубы.
Механизм формирования и меры контроля являются основным направлением текущих исследований дефектов пор сварных швов [10–13]. При маломасштабных испытаниях сварка может быть прервана искусственно имплантированным дефектом, что позволяет сформировать поровый дефект при определенных условиях [14]. Однако распределение напряжений вокруг порового дефекта не может быть обнаружено эмпирически.Для точного описания распределения напряжений вокруг поровых дефектов было проведено моделирование методом конечных элементов для изучения влияния микроскопических структурных дефектов на макроскопические механические свойства [15–18]. В исследованиях, опубликованных в литературе, исследования ограничены обсуждением дефектов шлака и пор в микроскопическом масштабе. Отечественные и зарубежные стандарты API Std 1104 и SY / T 4109 для дефектов пор в сварных швах труб в первую очередь предписывают контроль размеров. Однако в случае разработки труб на большие расстояния с большим диаметром, тонкой стенкой и высоким давлением использование высококачественной трубной стали требует более высоких стандартов контроля качества кольцевого сварного шва трубы [19].Xiong et al. проанализировали влияние размера дефекта и коэффициента согласования прочности сварного шва с помощью двумерной конечно-элементной модели для дефектов сварного шва в высокопрочных трубах [20]. Однако двухмерная модель оказалась недостаточной и не точно отражала трехмерные характеристики поровых дефектов в трубе с кольцевым швом. Следовательно, анализ напряжений является критически важным для высокопрочных труб с кольцевым сварным швом с пористыми дефектами.
Контроль качества высокопрочных труб с кольцевым сварным швом важен для обеспечения безопасности труб.Кроме того, исследования, описанные в литературе, редко принимают во внимание анализ напряжений труб с кольцевым сварным швом с дефектами пор. В результате можно сделать вывод, что технологическая основа для контроля размера поровых дефектов кольцевого шва высокопрочной трубы в настоящее время отсутствует. Настоящая работа посвящена изучению формы канавок и явления разупрочнения материала в зоне термического влияния кольцевого шва трубы в практических инженерных приложениях. Кроме того, создана численная модель кольцевого шва трубы с пористым дефектом.Проанализировано влияние поровых дефектов на распределение напряжений кольцевого сварного шва трубы по результатам моделирования для трех условий нагружения. Изучено влияние расположения и коэффициента формы пор на высококачественную трубу. Дополнительно оценивается применимость показателей контроля размера поровых дефектов в действующих стандартах. На основе результатов обсуждаются некоторые рекомендации по разумному контролю качества сварки кольцевых швов труб.
Модель конечных элементов
Размер и форма сварных канавок
Трубы, моделируемые в данной работе, моделируются как эксплуатационный трубопровод.Процесс сварки — это дуговая сварка порошковой проволокой (FACW), которая успешно применяется в газопроводе класса API 5L X80 в Китае. Сварочный процесс в сочетании с электродом с низким содержанием водорода для корневой сварки, дуговой сваркой самозащитой порошковой проволокой для полуавтоматического заполнения и укупорки. Материал для корневой сварки — электрод с низким содержанием водорода AWS A5.1 E7016, заполняющий и закрывающий материал — самозащитная порошковая сварка AWS A5.29 E81T8. Размеры труб составляют Φ 1219 × 16,3 мм для трубы класса API 5L X90 и Φ 1016 × 18.4 для трубы класса API 5L X80 соответственно. На рис. 1 показана реальная форма поперечного сечения образца сварного шва, вырезанного из находящегося в эксплуатации трубопровода, а его соответствующие размеры показаны на рис. 2. Из разреза видно, что материал разделен на несколько зон. В первую очередь это связано с тем, что в процессе сварки материал получает большое количество тепла. В результате структура зерна материала и его характеристики значительно изменяются, и происходит разделение материала [21]. На рис. 2 средняя часть представляет собой зону сварного шва, образованную плавлением и затвердеванием между присадочным металлом и основным металлом.Две боковые части выполнены из основного металла, не подверженного влиянию сварочного процесса. Наконец, зона термического влияния образуется основным металлом между кольцевым сварным швом и основным металлом, который находится близко к сварному шву и нагревается высокой температурой металла шва. Согласно размеру канавки, показанному на рис. 1, ширина корня шва на границе основного металла на дне шва составляет 4 мм. Ширина выступа шва на границе основного металла в верхней части шва составляет 16 мм. Средняя ширина корня и носка сварного шва для зоны термического влияния составляет примерно 3 мм.На поверхности шва высота наплавленного металла над линией соединения носка шва составляет 1 мм. Это оставшаяся высота, которая увеличивает площадь поперечного сечения сварного шва и увеличивает несущую способность, и учитывается при анализе в настоящей работе. Стандарт США API Std 1104 предписывает, чтобы размер дефекта одной поры составлял не более 3 мм и составлял 25% от толщины стенки трубы. Принимая во внимание, что китайский стандарт SY / T 4109 опирается на требования стандарта API, ограничивая диаметр одной поры максимум 3 мм.В соответствии с американскими и китайскими стандартами диаметр пор в настоящей работе указан как 3 мм.
Генерация сетки
Здесь был проведен крупномасштабный анализ методом конечных элементов (МКЭ) с использованием коммерческого программного обеспечения для МКЭ ABAQUS. Дефект поры аппроксимируется как правильная сфера, расположенная в центре кольцевого шва трубы. Поскольку труба симметрична относительно горизонтального и вертикального поперечных сечений, где расположен центр поры, 1/4 трубы используется для проведения моделирования и моделирования.Для построения сетки модели используются шестигранные элементы с 20 узлами. Вокруг поры используется тонкая сетка, поскольку градиенты напряжений меняются вокруг поры. Для трубы используется крупная сетка, так как расстояние от поры увеличивается. Модель конечных элементов показана на рис. 3.
Параметр материала
Во время сварки материал подвергается нескольким термическим циклам, вызывая изменение механического поведения материалов в сварном шве или рядом с основным материалом. На практике коэффициент согласования прочности сварного шва используется для характеристики неравномерного изменения материала, вызванного сваркой, и этот коэффициент обычно определяется эмпирически.Чтобы понять соответствие прочности труб с кольцевым сварным швом по API 5L X80 и X90, были испытаны и измерены несколько образцов труб с кольцевым сварным швом. Это позволяет охарактеризовать изменения свойств материала сварного шва, основного материала и зоны термического влияния. Результаты испытаний показывают, что предел текучести сварного шва на 10–12% выше, чем у основного материала, что свидетельствует о превышении текучести сварного шва. Сварка с этим фактором может увеличить жесткость кольцевого шва. Однако микроскопическая структура изменяется, и в зоне термического влияния образуется зона размягчения из-за термических циклов сварки, что приводит к снижению прочности и ударной вязкости [22].По сравнению с основным материалом предел текучести этой детали снижен на 2-10%.
На основании соотношения прочности сварного шва, полученного при испытаниях на растяжение на универсальной статической испытательной машине, расчеты проводились с коэффициентом превышения 1,1, т.е. Материал зоны термического влияния на 10% ниже. Зависимость напряжения от деформации материала описывается определяющим соотношением Рамберга-Осгуда (R-O), как показано в уравнении (1).(1) где ε — истинная деформация, σ — истинное напряжение в МПа, E — модуль Юнга в МПа, σ s — предел текучести в МПа, α — смещение текучести, n — показатель упрочнения, а ε s — упругая деформация, соответствующая текучести, ε s = σ s / E .
Марка трубы — API 5L X80 или X90.Предел текучести σ s и предел прочности σ b в МПа указаны как самые низкие значения, предписанные API-5L. При испытании на одноосное растяжение, когда материал достигает предела прочности, растягивающая нагрузка определяется как: (2) где F — растягивающая нагрузка при испытании на растяжение N, A — площадь поперечного сечения испытуемого образца в мм, а σ — истинное напряжение испытательного образца в МПа.
Уравнение (2) может быть преобразовано в (3)
По закону сохранения объема получается следующее уравнение: (4)
Подставляя приведенное выше уравнение в уравнение (1), можно определить параметры α и n на основе предела текучести σ s и предельного значения σ b .Свойства материалов всех деталей приведены в таблице 1.
Нагрузка и граничные условия кольцевого сварного шва
Условия нагружения должны быть определены для выполнения анализа напряжений кольцевого сварного шва трубы с порами. Во-первых, для расчетов в качестве базовой нагрузки принимается внутреннее давление проектного уровня давления. Это связано с тем, что расчетное давление — это максимально возможное давление во время работы. Во-вторых, согласно нормам проектирования для труб GB50251, теория разрушения максимального напряжения сдвига используется для проверки прочности, а условие прочности: (5) Где σ T обозначает эквивалентное напряжение теории прочности Трески в МПа, σ 1 обозначает максимальное главное напряжение в МПа и σ 3 обозначает минимальное главное напряжение в МПа.
На самом деле толщина трубы намного меньше диаметра, поэтому радиальным напряжением ( σ r ) можно разумно пренебречь. Следовательно, труба подвергается двухосному напряжению, кольцевому напряжению ( σ h ) и осевому напряжению ( σ a ), как показано на рис. 4. Внутреннее давление вызывает по кругу растягивающее напряжение. в МПа и осевое напряжение в МПа, которое является сжимающим или растягивающим. При расчетном внутреннем давлении кольцевое напряжение достигает 0.72 σ s . Таким образом, условия экстремального растягивающего и сжимающего нагружения при базовой нагрузке могут быть определены, когда осевое напряжение трубы является сжимающим ( σ a <0), с помощью: (6) (7)
Соответствующее осевое напряжение: (8) то есть условия экстремального нагружения осевого сжатия трубы представляют собой суперпозицию расчетного давления и осевого сжимающего напряжения 0,18 σ s .
Когда осевое напряжение трубы является растягивающим ( σ s > 0), (9) (10) я.е. Условия экстремального нагружения при осевом растяжении трубы представляют собой сочетание расчетного давления и осевого растягивающего напряжения 0,9 σ s .
На основании обсуждений выше, анализ напряжений выполняется при следующих трех условиях нагружения:
- Основные условия нагружения: расчетное давление 12 МПа;
- Условия экстремального сжимающего нагружения: наложение расчетного давления 12 МПа и осевого сжимающего напряжения 0,18 σ s ;
- Условия экстремальной растягивающей нагрузки: наложение расчетного давления 12 МПа и осевого растягивающего напряжения 0.9 σ s .
Это исследование рассматривает два условия: труба подвергается только внутреннему давлению и труба подвергается внутреннему давлению в сочетании с осевым давлением. Нагрузки в каждой модели применялись как монотонно возрастающие, при этом внутреннее давление остается нормальным к внутренней поверхности трубы, а осевое давление остается нормальным к концу трубы. Граничные условия применялись в цилиндрической системе координат. К четвертным моделям были применены две симметричные ограничения смещения в плоскостях поперечного и осевого сечения.Чтобы исключить эффект жесткого смещения моделей, на конец трубы было применено ограничение смещения обруча, которое можно увидеть на рис. 3.
Критерии отказа
Разумное определение критериев отказа требует учета напряженного состояния и свойств материала. С точки зрения напряженного состояния поровые дефекты являются начальными дефектами, возникающими при производстве, и наличие такого дефекта неизбежно приводит к увеличению локальных напряжений в зоне сварного шва. Для трубы, находящейся в состоянии многоосевого напряжения, разрушение не может быть определено одним компонентом напряжения, но на него влияет многоосное напряжение.В результате должна применяться теория прочности для многоосных напряженных состояний. В традиционных теориях прочности теория прочности фон Мизеса рассматривает влияние трех основных напряжений, что согласуется с результатами испытаний. Таким образом, в данной работе выполняется суждение с использованием эквивалентного напряжения фон Мизеса.
С точки зрения свойств материала, во время пластической деформации отношение напряжения к деформации материала характеризуется нелинейным изменением. По мере увеличения пластической деформации также повышается способность противостоять пластической деформации.Hahn et al. рассмотрел этот эффект деформационного упрочнения и предложил концепцию напряжения течения [23]. В связи с этим верхняя и нижняя границы напряжения течения определяются как предел прочности и предел текучести материала, соответственно, на основе уровней напряжения. Улучшение свойств материала, особенно для современных высококачественных труб, увеличивает как прочность, так и способность трубы к деформационному упрочнению. Кроме того, сварной шов в некоторой степени играет роль армирования в трубах с перекрывающимся сварным швом. Следовательно, согласно определениям верхней и нижней границ напряжения течения, напряжение течения определяется как среднее значение предела текучести и предела прочности материала сварного шва.Напряжение течения можно эффективно использовать для оценки кольцевого сварного шва трубы с порами с использованием критериев разрушения. Это основано на усиливающем эффекте чрезмерно подобранного сварочного материала для обеспечения достаточной безопасности кольцевого шва трубы.
Результат
Анализ напряжений
Для основных условий чрезвычайно сжимающей и растягивающей нагрузки, определенных в разделе 2, выполняется моделирование трубы методом конечных элементов. На рис. 5–7 показаны контуры распределения эквивалентных напряжений по Мизесу вокруг порового дефекта при трех условиях нагружения соответственно.Из рисунков видно, что пора вызывает значительно повышенное напряжение вблизи поры, но влияние ограничено в непосредственной близости от поры без расширения на внутреннюю или внешнюю стороны кольцевого сварного шва трубы. Кроме того, поле напряжений равномерно распределяется по оставшейся части трубы; ни при одном из трех условий нагружения не достигается текучесть. Когда труба подвергается расчетному давлению 12 МПа при базовой нагрузке, внутреннее давление вызывает расширение трубы. Максимальное эквивалентное напряжение в этих условиях находится около поры на вертикальной плоскости симметрии трубы.Когда труба подвергается экстремальной осевой сжимающей нагрузке, которая представляет собой комбинацию расчетного давления в 12 МПа и осевого сжимающего напряжения, равного 0,18-кратному пределу текучести, из-за расширения трубы, вызванного сочетанием осевой сжимающей нагрузки и внутреннего давления, не более Эквивалентное напряжение увеличивается с небольшим запасом при неизменном расположении вблизи поры в вертикальной плоскости симметрии. Когда труба подвергается чрезмерной осевой растягивающей нагрузке, которая представляет собой комбинацию расчетного давления 12 МПа и осевого растягивающего напряжения, равного 0.В 9 раз больше предела текучести из-за чрезмерного осевого растягивающего напряжения на трубе по сравнению с кольцевым напряжением, вызванным внутренним давлением, точка максимального эквивалентного напряжения в трубе смещается к краю поры на поперечном сечении. Максимальное эквивалентное напряжение трубы и среднее напряжение дальнего конца тела трубы при каждом условии нагружения приведены в таблице 2. На основании критериев разрушения, определенных выше, ни одно из максимальных эквивалентных напряжений по Мизесу для трех условий нагружения не превысило соответствующий поток. напряжение, описанное в критериях отказа.Между тем, за исключением области, где повышается локальное напряжение вокруг поры, уровень напряжения оставшейся части трубы находится в пределах диапазона упругости. Это свидетельствует о том, что сферический дефект пор диаметром 3 мм является приемлемым для труб класса API 5L X80 и X90 с кольцевым сварным швом.
Расположение поры
Для анализа влияния расположения пор на напряженное состояние трубы устанавливаются поровые дефекты как на внутренней, так и на внешней стороне центральной линии поперечного сечения трубы, причем осевая линия является границей.Модели конечных элементов показаны на рис. 8. Из рис. 9–14 видно, что распределение напряжений в трубе для обоих поровых дефектов аналогично распределению напряжения в центральной поре сварного шва. Значительное увеличение напряжения индуцируется в области вокруг поры. Однако пораженная область ограничена без расширения на внутреннюю или внешнюю сторону кольцевого сварного шва, а оставшаяся область трубы характеризуется равномерным распределением напряжения без деформации. Из результатов, представленных в таблице 3, можно заметить, что максимальное эквивалентное напряжение внутренней поры немного больше, чем у внешней поры, но эта разница составляет менее 2%.Это демонстрирует, что изменение местоположения пор в радиальном направлении мало влияет на распределение локальных напряжений в порах и напряжения в теле трубы. На основании этих результатов влиянием расположения пор можно пренебречь.
Форма поры
Форму поры можно представить по резкости. Острота поры определяет степень резкости формы поры. При разных условиях нагружения поры разной остроты вызывают различное локальное распределение напряжений в трубе. Для анализа влияния формы пор на напряженное состояние трубы отношение размера H в радиальном направлении трубы к размеру W в окружном направлении используется для обозначения остроты поры S , т.е.е. S = H / W . Таким образом, при анализе методом конечных элементов эллипсоидальный дефект можно использовать для аппроксимации пор различной резкости. Поскольку расположение пор не оказывает влияния, эллипсоидальный дефект образуется в центре сварного шва. На рис. 15 показаны конечно-элементные модели труб с дефектами пор с четырьмя различными уровнями резкости.
Изменение напряжений в трубах с эллипсоидальным дефектом пор аналогично таковому с дефектом сфера. Однако разная острота пор приводит к разной степени концентрации напряжений вокруг поры.Зона воздействия ограничена без расширения на внутреннюю или внешнюю сторону трубы, поэтому общее напряженное состояние трубы остается однородным. Результаты моделирования трубы X90 показаны в таблице 4. Результаты сравнения показывают, что увеличение остроты пор приводит к увеличению максимального эквивалентного напряжения в дефекте. Когда большая ось эллипсоидального острого дефекта проходит вдоль радиального направления трубы (S = 3/1), максимальное эквивалентное напряжение на дефекте значительно больше, чем в моделях трубы с порами с другими значениями остроты.Это особенно характерно для комбинированной нагрузки внутреннего давления и осевого растягивающего напряжения, как показано на рис.16, очевидная концентрация напряжения наблюдается вокруг ограниченной области порового дефекта, а максимальное эквивалентное напряжение трубы превышает напряжение потока, но не достигает предела прочности. . Хотя уровень напряжения большей части ниже предела текучести, локально высокая область концентрации напряжений может привести к распространению трещины при больших колебаниях давления. С этой точки зрения такой вид дефекта неприемлем и требует особого внимания для безопасной эксплуатации.
Марка материала
В таблице 5 приведено сравнение максимальных эквивалентных напряжений труб классов API 5L X80 и X90 с дефектом пор кольцевого сварного шва и напряжением течения. По мере увеличения качества трубы внешний диаметр трубы увеличивается, а толщина стенки уменьшается, вызывая увеличение кольцевого напряжения трубы. Совокупный эффект этих факторов предполагает, что допуск кольцевого сварного шва трубы X90 к дефектам пор ниже, чем у кольцевого сварного шва класса API 5L X80, а напряжение близко к эталонному значению напряжения течения, определяемому критериями разрушения.
Выводы
В настоящей работе общий дефект пор в кольцевом шве трубы, основанный на реальном размере сварной канавки, используемый в качестве ориентира для моделирования, в сочетании с размягчающимся материалом в зоне термического влияния, трехмерная модель конечных элементов установлена для изучить влияние порового дефекта на распределение напряжений кольцевого сварного шва трубы при трех условиях нагружения. По результатам были сделаны следующие выводы.
- Дефект пор приводит к повышенному локальному напряжению в сварном шве, а его расположение связано с условиями нагружения, но не распространяется на внутреннюю или внешнюю стороны кольцевого шва.В условиях базовой или чрезвычайно сжимающей нагрузки преобладает кольцевое напряжение, вызванное внутренним давлением, и увеличение напряжения по краю поры в вертикальной плоскости является наиболее значительным. В условиях чрезвычайно растягивающего нагружения, когда влияние растягивающего напряжения преобладает по сравнению с кольцевым напряжением, вызванным внутренним давлением, наиболее значительная локализация напряжения перемещается к краю поры в поперечном сечении.
- Анализ напряжений показал, что для пор, расположенных на внутренней, внешней стороне и в центре стенки трубы, изменение радиального положения поры не оказывает значительного влияния на уровень напряжения вокруг поры, поэтому влияние радиального расположения поры незначительно.
- Анализ напряжений для поровых дефектов различной степени остроты показал, что влияние формы пор на напряженное состояние трубы относительно велико; особенно для поровых дефектов относительно большой остроты, напряжение на дефекте значительно возрастает в условиях растягивающего нагружения и превышает напряжение течения, на что следует обратить внимание.
- По мере увеличения марки трубы внешний диаметр увеличивался, а толщина стенки уменьшалась, а уровень кольцевых напряжений трубы увеличивался из-за этих изменений в материале и геометрических размерах.Совместное действие этих факторов приводит к снижению допустимого уровня брака в высококачественных трубах.
- Действующими стандартами предписывается только размер большой оси порового дефекта, влияние формы дефекта не учитывается. Было обнаружено, что трубы класса API 5L X80 и X90 с перекрывающимся кольцевым сварным швом и расчетным параметром 0,72 в условиях экстремальных нагрузок, напряжения труб с остротой порового дефекта S ≤ 3/2 ниже напряжения течения, предписанного критериями разрушения. .Следовательно, индекс контроля размера порового дефекта 3 мм применим только к трубам класса API 5L X80 и X90 с дефектом, не являющимся радиально острым.
Благодарности
Это исследование финансировалось из проектов Национального плана поддержки науки и технологий Китая (2015BAK16B02).
Ссылки
- 1. Паредес М., Руджиери С. Инженерный подход к устранению окружных дефектов в трубах с кольцевым сварным швом, подверженных изгибающей нагрузке [J]. Международный журнал сосудов под давлением и трубопроводов, 2015, 125 (3): 49–65.
- 2. Садовски А. Дж., Эс SHJV, Рейнке Т., Роттер Дж. М., Греснигт А. М., Умменхофер Т. Гармонический анализ измеренных начальных геометрических дефектов в больших спирально-сварных трубах из углеродистой стали [Дж]. Инженерные сооружения, 2015, 85 (C): 234–248.
- 3. Шен XQ, Лю С.М. Исследование пор, образующихся при подводной мокрой сварке. Китайская сварка. 2006. 15 (2): 40–43.
- 4. Лю С. ИССЛЕДОВАНИЕ ПОРИСТОСТИ, ОБРАЗУЮЩЕЙСЯ ПРИ СВАРОКЕ ПОД ГЛУБОКОЙ ВОДОЙ. Журнал Южно-Китайского технологического университета.1997.
- 5. Лу Л., Чжао Х., Цай З., Цуй Х. Влияние размера и расположения дефектов на усталостную долговечность соединений из алюминиевого сплава, сваренных электронно-лучевой сваркой. Границы материаловедения в Китае. 2007. 1 (2): 130–3.
- 6. Pessoa ECP, Bracarense AQ, Zica EM, Liu S, Perez-Guerrero F. Изменение пористости вдоль многопроходных подводных мокрых сварных швов и его влияние на механические свойства. J MATER PROCESS TECH. 2006. 179 (1–3): 239–43.
- 7. Чжу М.Л., Сюань Ф.З., Ван З., Сюань Ф.З., Ван З.Очень многоцикловая усталость и прогноз срока службы низкопрочного металла сварного шва при умеренной температуре. Американское общество инженеров-механиков Отделение сосудов под давлением и трубопроводов Pvp. 2012; 7: 317–29.
- 8. Мазар Атабаки М., Ма Дж., Лю В., Ковачевич Р. Образование пор и их уменьшение при гибридной лазерной / дуговой сварке высокопрочной стали. МАТЕРИАЛЬНЫЙ ДИЗАЙН. 2015; 67: 509–21.
- 9. Örjasaeter O, Hauge OJ, Bärs G, Kvaale PE. Рост трещин при полномасштабном моделировании наматывания труб кольцевыми сварными швами.ASME 2004 23-я Международная конференция по морской механике и арктической инженерии, 2004: 193–9.
- 10. Догерти В.Л., Каннелл Г.Р. Анализ пористости сварных швов внешнего контейнера Hanford 3013. Практический анализ отказов. 2003 г., 1 августа 2003 г., 3 (4): 56–62.
- 11. Катаяма С., Кобаяси Ю., Мизутани М., Мацунава А. Влияние вакуума на провар и дефекты при лазерной сварке. J LASER APPL. 2001. 13 (5): 187–92.
- 12. Катаяма С., Наито Ю., Учиуми С., Мизутани М.Физические явления и механизм предотвращения пористости в гибридной лазерно-дуговой сварке. Сделки. 2006; 35: 13–8.
- 13. Норрис Дж. Т., Робино CV, Хиршфельд Д. А., Перриконе М. Дж. Влияние параметров лазера на формирование пористости: исследование сварных швов с непрерывной волной в миллиметровом диапазоне Nd: YAG. WELD J. 2011.
- 14. Степанова Л.Н., Кабанов С.И., Рамазанов И.С., Лебедев Е.Ю., Киреенко В.В., Вонсовский А.В. и др. Акустико-эмиссионный контроль дефектов многоходовой сварки крупногабаритных конструкций.RUSS J NONDESTRUCT +. 2015; 51 (9): 540–5.
- 15. Буафиа Ф., Буалем С., Амин М.М., Бенали Б. Трехмерный анализ методом конечных элементов коэффициента концентрации напряжений в сварных точечных соединениях стали: влияние пористости, вызванной технологическим процессом. COMP MATER SCI. 2011; 50 (4): 1450–9.
- 16. Фен Л. Влияние неметаллических включений на локальную концентрацию напряжений в материалах. Журнал машиностроения. 2013; 49 (08): 41.
- 17. Prasannavenkatesan R, Przybyla CP, Salajegheh N, McDowell DL.Имитация экстремальной усталостной чувствительности к включениям и порам в мартенситных зубчатых сталях. ENG FRACT MECH. 2011; 78 (6): 1140–55.
- 18. Донг Х.Г., Ляо CQ, Ян LQ. Микроструктура и механические свойства сварного шва металлическим металлом магниевого сплава AZ31B. T NONFERR METAL SOC. 2012. 22 (6): 1336–41.
- 19. Конг Л., Шуай Дж, Чжоу XY, Чао Y, Хан KJ. Универсальный метод определения основных характеристик сварных швов API -5 L X90 [J]. Экспериментальная механика, 2016, 56 (2): 165–176.
- 20. Xiong QR, Yan L, Zhang JX, Hu MJ, Qi LH, Yang F. Численный анализ размера допуска дефекта в кольцевом сварном шве трубопровода высокого качества. Сварные трубы и трубки. 2013.
- 21. Ли Дж., Ши К., Чжоу Ю., Ли X. Исследование явлений размягчения в ЗТВ в сварном соединении колтюбинга. Сделки Jwri. 2012; 2011: 115–7.
- 22. Хоххаузер Ф., Эрнст В., Раух Р., Валлант Р., Энцингер Н. ВЛИЯНИЕ МЯГКОЙ ЗОНЫ НА ПРОЧНОСТЬ СВАРНЫХ СОВРЕМЕННЫХ СТАЛЕЙ HSLA.СВАРНЫЙ МИР. 2012. 56 (5/6): 77–85.
- 23. Hahn GT, Sarrate M, Rosenfield AR. Критерии расширения трещин в цилиндрических сосудах под давлением. INT J ПЕРЕЛОМ. 1969; 5 (3): 187–210.
Что вызывает проколы в сварке?
последнее обновление: Пьер Янг
Сварка — это техническая профессия. Это требует тщательных расчетов и применения сварочной дуги при правильной температуре и под правильным углом в течение правильного времени.Сварщики также должны следить за тем, чтобы окружающая среда была благоприятной. Сильный ветер и пыль могут повлиять на качество сварного шва и добавить к нему примеси.
Проколы при сварке — распространенная проблема, которая может возникнуть в результате неправильной сварки. В этой статье мы рассмотрим причины появления проколов при сварке и способы их предотвращения.
Что такое сварные точечные отверстия?
Точечные отверстия и сварочная пористость — это полости, которые могут появиться в расплавленной ванне после сварки двух металлических частей.Обычно они очень крошечные и могут достигать глубины самого сварного шва. Точечные отверстия могут сделать в остальном идеальный сварной шов менее чем идеальным.
Возможные причины пористости и проколов
Пористость обычно возникает из-за загрязнения газами, находящимися внутри расплава. Эти газы выделяются сварочным пистолетом в процессе сварки и поглощаются расплавленным металлом.
Когда лужа начинает остывать, атмосферный воздух также воздействует на соединение и вызывает образование отверстий различной формы в сварном шве по мере выхода газов.
Есть множество других причин, по которым в ваших сварных швах появляются поры. К наиболее частым причинам можно отнести следующие.
- Одна из наиболее частых причин приваривания проколов в том, что в баллоне почти закончился газ. Это приводит к неравномерному потоку газа к дуге и образованию проколов.
- Если в воздухе много влаги, это может привести к тому, что молекулы воды попадут в сварной шов, что создаст точечные отверстия. Это происходит особенно в холодную погоду, при температуре ниже 50 градусов по Фаренгейту.
- Сильный ветер, верхний вентилятор или ветер от переменного тока также могут повлиять на подачу газа к дуге и нарушить процесс сварки.
- Если сопло сварочного пистолета по какой-либо причине заблокировано или ограничено, в сварочной ванне могут образоваться крошечные отверстия из-за неравномерной подачи дуги.
- Сопло сварочного пистолета должно находиться на правильном расстоянии от стыка и располагаться под правильным углом для распределения потока газа. Проверьте свои сварочные чертежи, чтобы определить правильный угол и расстояние для проекта.
- Различные химические вещества, такие как смазка, масло, краска, клей и т. Д., Выделяют большое количество газов при нагревании до температуры сварки. Эти газы могут задерживаться в сварном шве и образовывать поры. Убедитесь, что на поверхности вашего проекта нет химических дефектов.
- Подобно химическим веществам, ржавчина или цинкование также могут создавать нежелательные газы, которые образуют пористые отверстия в металлических сварных швах.
- Длина газового шланга также влияет на качество дуги. Если длина шланга превышает 20 футов, велика вероятность его перегиба или перегиба, что влияет на дугу и создает пористые отверстия.
- Чрезмерное использование гелей, спреев и компаундов, предотвращающих разбрызгивание, также может привести к образованию нежелательных газов во время процесса сварки. Если эти газы задерживаются в сварном шве, они могут образовывать точечные отверстия.
- Если с газовыми баллонами, используемыми для генерации дуги, не обращаться осторожно, газ внутри может смешаться с влагой. Загрязненный газ также может создавать проколы в сварном шве.
- Если газовый шланг загрязнен влагой или другими примесями, это также может привести к образованию пористых отверстий в сварном шве.
- Порезы, ожоги или вмятины в шланге также влияют на поток газа и могут вызвать проколы в сварном соединении.
- Неправильные сварные швы также являются частой причиной пористых соединений. Если сварной шов даже немного открыт у корня, он может абсорбировать воздух и образовывать поры по мере остывания сварного шва.
Как предотвратить образование проколов в сварных швах
Первый шаг к предотвращению появления точечных отверстий в ваших проектах — это понять, почему они появляются. Как только вы определили причины, по которым это происходит, вы можете предпринять положительные действия, чтобы предотвратить их появление.
Обеспечение равномерной подачи газа
Как указывалось выше, неравномерный поток газа обычно является самой большой причиной появления точечных отверстий в вашем проекте. Когда давление газа слишком низкое, слишком высокое или становится неравномерным во время процесса сварки по какой-либо причине, это влияет на дугу и качество сварки.
Убедитесь в отсутствии препятствий на пути потока газа из баллонов к форсунке. Заправьте ваш бензобак топливом и проверьте его на наличие примесей. Очистите шланг и насадку от любых загрязнений.Убедитесь, что все соединения надежно закреплены и нет утечек.
Защита от факторов окружающей среды
Сильный ветер или воздух от охлаждающего вентилятора также могут повлиять на качество процесса сварки и создать поры в металлических соединениях. Сильный порыв ветра может нарушить подачу защитного газа или вызвать окисление, которое образует поры в сварном шве. Поэтому убедитесь, что ваши сварные швы защищены от сильного ветра.
Подумайте о переносе проектов в помещение, где у вас будет больше контроля над воздушным потоком.При необходимости выключите вентилятор. Если вам нужно работать на открытом воздухе, подумайте об использовании картонных коробок или металлических листов, чтобы создать барьер между вашей рабочей зоной и сильным ветром, дующим в вашем направлении.
Старайтесь избегать работы в очень холодную погоду или в условиях повышенной влажности воздуха. Держите напорный шланг, сварочный пистолет и газовые баллоны в чистоте от всех примесей, которые могут вызвать проблемы с сварными швами.
Очистить рабочую поверхность
В идеале вы должны работать только с прозрачными блестящими металлическими пластинами и листами.Убедитесь, что ваша рабочая поверхность очищена от всех видов загрязнений, включая ржавчину, краску, масла и т. Д. Ржавчина особенно вредна для сварки, потому что это разновидность окисленного металла. Когда он плавится во время процесса сварки, он накапливает воздух, который может попасть внутрь сварных швов, и образует точечные отверстия.
Для удаления загрязнений можно использовать растворители для краски, ацетон или средство для удаления ржавчины. Вы также можете использовать очистители масла и жира для разжижения и очистки масел. После удаления химикатов протрите металл чистой тряпкой.
Если металлическая поверхность в особенно плохом состоянии, вы можете использовать шлифовальный станок для удаления ржавчины и коррозии. Используйте шлифовальный станок, пока полностью не удалите ржавчину, чтобы открыть блестящую металлическую поверхность.
Держите электрод в чистоте
Электрод сварочного пистолета может быть загрязнен сварочными брызгами. Это влияет на дугу и вызывает неравномерное пламя, а в сварном шве могут появиться микроотверстия. Обязательно проверяйте вольфрамовый наконечник и периодически поддерживайте его в чистоте.
Для сварки штангой всегда используйте чистый сухой стержень. Храните стержни в закрытом контейнере и держите их подальше от химикатов, влаги и других загрязнений.
Правильно наложите дугу
Способ нанесения дуги на металлические листы также может вызвать появление пористых отверстий. Во-первых, дуга не должна быть слишком длинной или слишком далеко от сварочной ванны. Когда вы держите его слишком далеко от заготовки, это может вызвать проблемы с бортом. Идеальное расстояние для большинства сварок TIG и MIG составляет примерно 1/16 – дюйма.
Убедитесь, что вы не перемещаете пистолет слишком быстро. Поддерживайте постоянный ритм выталкивания и вытягивания стержня из лужи, чтобы предотвратить образование отверстий в сварном шве.
Когда вы закончите сварку, не прерывайте дугу резко, так как это может привести к образованию проколов. Используйте ручное управление, чтобы медленно сузить дугу и дать бусинке медленно остыть для получения гладкой поверхности.
Похожие сообщения:
Причины и типы пористости при сварке с предотвращением
Что такое пористость при сварке?
Пористость — распространенный дефект сварных швов, который возникает из-за улавливания пузырьков газа в зоне сварки.Иногда из-за неэффективной техники сварки образуются газовые поры, которые из-за слабости свариваемой детали как по прочности, так и по внешнему виду.
Когда свариваемый металл расплавлен, он может быть загрязнен газами, такими как водород или кислород, что приводит к образованию пор в сварном шве, и все это явление известно как пористость сварного шва. К счастью, пористость — это дефект, степень предотвращения которого достигает 90%, и его можно предотвратить, используя некоторые общие меры предосторожности и понимая его причину.
Многие новички не знают о пористости, и это стоит им времени и денег. Подробная статья My Welding Yard даст вам глубокое представление о пористости, ее распространенных причинах, типах и способах их предотвращения. Прочитав эту статью, вы узнаете все о пористости и сможете создавать блестящие сварные швы без пор.
Общие причины пористости в сварных швах Несоответствующий газовый баллонЕсли газовый баллон вышел из строя, он не обеспечит достаточное количество защитного газа для сварных швов.Окружающие газы, такие как кислород и азот, могут попадать в зону сварки, что приводит к загрязнению и образованию пор в воздухе. Кроме того, турбулентность газа может создавать пористость в зоне сварки. Турбулентность — это сильный поток газа, который может втягивать воздух, в результате чего образуются воздушные поры. Перед сваркой необходимо правильно проверить газовый шланг, любые отверстия в шланге, через которые может попасть воздух, могут вызвать пористость в сварных швах.
Присутствие влагиСварные швы чувствительны к условиям окружающей среды.Влага и капли росы могут привести к быстрому падению температуры сварного шва, из-за чего не успевают осесть, и образуются воздушные поры. Кроме того, инструменты, используемые при сварке, такие как присадочные стержни, сварочный флюс, электродная проволока и недрагоценные металлы, могут легко загрязниться влагой. Таким образом, будет лучше, если вы протрите все инструменты тканью, чтобы удалить с них дымку или загрязнения. Использование подходящего защитного газа также является разумным шагом и избавляет сварные швы от пористости.
Неэффективная процедура сваркиВы должны правильно настроить сварные швы в соответствии с положением заготовки.Воздействие химических веществ, таких как цинк, для очистки сварных швов также может вызвать пористость. Гальванизация часто используется для очистки сварных швов, при которой также выделяется газ, который отрицательно сказывается на качестве сварного шва. Чтобы избежать пористости, вам следует правильно настроить сварные швы и выбрать правильную технику очистки после сварки.
Загрязненная поверхность металлаКраска или смазка, нанесенная на заготовку, также может привести к ухудшению качества сварного шва.Масла или влага, присутствующие на поверхности сварного шва, могут образовывать загрязняющие газы или химические вещества из-за высокой температуры сварочного пистолета. Таким образом, перед сваркой лучше всего удалить краску с поверхности сварочного материала и хорошо очистить ее.
Различные типы пористости и их предотвращениеИз-за разнообразия условий сварки и различий в параметрах пористость может принимать различные формы. У каждой формы своя причина, и ее можно предотвратить с помощью определенных методов.В основном пористость имеет три следующих состояния:
Пористость разрушения поверхностиЭтот тип пористости проявляется в виде равномерно распределенных отверстий по всей поверхности сварки. Этот тип пористости обычно возникает при сварке покрывающего его материала, в частности цинкового покрытия. Когда сварочный газ соединяется с этими слоями химикатов на поверхности металла, он генерирует различные химические вещества. При этом также будут выделяться пары, опасные для здоровья сварщика.
Загрязнение воздуха в защитном газе также может привести к распределенной пористости. Газы из окружающей среды, такие как азот, кислород и водород, могут попадать в сварочную ванну и вызывать появление пузырьков на поверхности. Тавровые соединения уязвимы для такой пористости из-за угловой сварки, выполняемой рабочим с обеих сторон.
Примечательно, что не все грунтовки, наносимые на поверхность, образуют поры. Существуют специальные грунтовки, которые не нужно удалять перед сваркой материала.Сварочные навыки также имеют значение, когда вы говорите о пористости поверхности. Неэффективные методы сварки, такие как слишком высокая скорость потока газа или любые утечки в газовом баллоне, также могут вызвать появление распределенной пористости.
ПредотвращениеВы должны надлежащим образом проверить источник газа и устранить любую турбулентность или утечки, если они есть. Металлический наполнитель следует смешивать с достаточным количеством дезоксиданта, предпочтительно использовать. Вы должны использовать эту технику для правильной сварки материала, не уменьшая и не увеличивая поток газа слишком сильно.
Кроме того, имеют значение также условия окружающей среды; Вы должны просушить все оборудование перед использованием и удалить влагу, если она появится на заготовке. Если на сварочном материале появляется покрытие, вы должны убедиться, что его толщина ниже максимально допустимой толщины, а также рекомендуется использовать тип грунтовки.
Поры червоточиныИз-за избытка газа на поверхности могут появиться удлиненные поры, известные как поры червоточины. Основная причина появления червоточин — это чрезмерное удержание газа на поверхности материала.Этот тип дефекта обычно появляется в щелях материала или в Т-образных стыках. Большинство факторов типичны для удлиненных и поверхностных пор. Или мы можем сказать, что червоточина — это усовершенствованная форма обычной поры.
ПредотвращениеСварщик должен правильно использовать газ в процессе сварки, чтобы предотвратить появление удлиненных пор. Вы должны удалить поверхностное загрязнение и очистить любой слой или жир, появляющийся на материале.Геометрия соединения также важна, когда вы говорите о червоточинах. Следует избегать попадания газа в углы заготовки.
Crater PipesCrater Pipes не имеют реальной пористости, это дефекты, которые обычно появляются на поверхности, подверженной пористости. Это происходит в первую очередь из-за усадки сварочной поверхности и изменений объема, которые сопровождаются процессом сварки. Кратерные трубы обычно появляются из-за быстрого застывания свариваемой детали.Сварка TIG наиболее уязвима для кратерных труб и использования загрязненной сварочной проволоки.
ПрофилактикаЛюбительская техника сварки — основная причина появления кратерных труб. Вы должны быть осторожны с потоком газа на протяжении всего процесса сварки. При сварке не следует резко снижать сварочный ток и использовать присадочный металл для компенсации усадки.
Пористость в различных процессах сварки Пористость при сварке TIGСварка TIG состоит всего из четырех компонентов: электрода, стержня, защитного газа и свариваемого металла.Общие причины пористости связаны с загрязнением и влажностью. Иногда пользователь может использовать слишком много защитного газа, что может повлиять на качество сварки.
Цинковое покрытие или оцинкованный металл, используемые для пассивирования сварного шва, также могут быть причиной пористости при сварке TIG. Сварщики обычно используют сварку TIG тонких металлов; иногда их слишком высокая установка также может стать причиной пористых сварных швов. Использование низкокачественного присадочного материала также может привести к появлению пор на сварочной поверхности. У нас есть руководство по сварочным аппаратам TIG, которое поможет вам выбрать подходящего.
Пористость при сварке MIGОсновной причиной образования пор при сварке MIG является защитный газ, который может попасть в сварной шов. Недостаточный газ также может быть значительной причиной неисправности. Грязный основной материал также может вызвать пористость при сварке MIG. Использование слишком большого угла наклона пистолета или слишком большое удлинение проволоки от сопла может вызвать пузыри в сварочном потоке. Избыточное разбрызгивание при сварке MIG также может быть дефектом, поэтому всегда используйте для своей работы лучший сварочный аппарат MIG.
Пористость при сварке STICKПри сварке штучной сваркой неэстетичные сварные швы обычно возникают из-за неадекватных условий окружающей среды. Однако окрашенный или ржавый металл также может существенно повлиять на внешний вид сварочного металла. Угол хода также имеет решающее значение, и вы должны использовать надлежащие методы сварки, чтобы предотвратить пробивание поверхностей.
Пористость при сварке алюминияЗахваченный газ является одной из основных причин недостаточной сварки алюминия.Сварка алюминия также очень чувствительна. Он использует выход переменного тока, что требует от пользователей установки всех параметров, таких как частота и амплитуда, с большой точностью. Алюминий сравнительно быстро застывает. Если весь газ из сварочной ванны не имеет возможности покинуть поверхность, на металлы влияет пористость.
Пористость при сварке нержавеющей сталиНержавеющая сталь очень чувствительна к примесям. Лучше всего использовать все оборудование из нержавеющей стали.Во-вторых, выбранный присадочный металл также должен быть подходящим для сварки нержавеющей стали. Одной из частых причин пористости при сварке нержавеющей стали является положение газового шланга напротив соленоида. Вы должны убедиться, что газ никоим образом не выходит из сварочной ванны, а техника сварки очень хороша для нержавеющей стали.
Пористость при дуговой сварке под флюсом (SAW)Затухающий флюс является частой причиной пористости при методе SAW. Другой фактор — температура предварительного нагрева.Слишком сильный предварительный нагрев может привести к изменению формы или цвета поверхности. Флюс, используемый в SAW, также должен соответствовать основному материалу, иначе вы увидите поры на поверхности. Во избежание пористости следует точно выбирать параметры сварки и не допускать попадания влаги в окружающую среду.
FAQs (Часто задаваемые вопросы)Как исправить пористость при сварке?
Пористость возникает из-за загрязнения сварного шва атмосферными газами, в основном азотом, кислородом или другими газами.Основная причина пористости в большинстве случаев — утечка или завихрение газа. Чтобы исправить пористость, нужно отследить ее причину и устранить ее. Проверьте поток газа и избегайте сквозняков. Влагу или краску на поверхности заготовки тоже нужно удалить, чтобы уберечься от сварного шва.
Можно ли сваривать пористость?
Сварка поверх сварного шва — очень частое явление, и вам придется делать это много раз.Однако в процессе многопроходной сварки, если предыдущий сварной шов имеет дефект, следующий сварной шов будет дефектным. Перед сваркой необходимо очистить поверхность от пористости. Перед сваркой поверхность необходимо очистить любыми химическими средствами.
Какая допустимая пористость сварного шва?
По данным Американского общества сварщиков, допустимая пористость при сварке составляет 9,5 мм в диаметре. Пористость не должна превышать 3.4 дюйма на длине 12 дюймов сварного шва. Однако следует принять все необходимые меры, чтобы максимально уменьшить размер пористости.
Что такое кластерная пористость?
Кластерная пористость возникает, когда покрытые флюсом электроды загрязняются влагой. Эта влага на поверхности сварочного металла превращается в газ при повышении температуры и остается в сварочной ванне, когда вы начинаете сварку поверхности. Кластерная пористость похожа на обычную пористость на рентгенограмме, но на нее указывают плотно перегруженные участки.
Заключение
В этой статье мы обсудили наиболее распространенный дефект, который появляется в сварных швах, — пористость. Мы обсудили все общие причины этого и почему они возникают в разных сварочных процессах. Мы также упомянули некоторые методы его предотвращения, чтобы защитить ваши сварные швы от него. Другими словами, эта статья представляет собой полное руководство, которое поможет вам узнать все о пористости и о том, как получить удовольствие от сварки без пористости.
Процесс дуговой сварки под флюсом
Все о продлении и обновлении AWS CWI
Порядок продления AWS CWI:
Помните, что вы обязаны продлить свою сертификацию до истечения срока ее действия. Вы не сможете продлить сертификат после истечения срока его действия. Чтобы пройти повторную сертификацию после истечения срока действия вашей сертификации, вам необходимо будет пройти тестирование по всем частям или части B экзамена CWI / SCWI.
Сертификат на продление AWS CWI, имеющий право:
Чтобы получить право на продление, все заявители CWI должны подтвердить отсутствие постоянного бездействия в течение двух или более лет из трехлетнего периода сертификации в практике инспекции сварки.Этот опыт работы должен быть задокументирован в разделе «Квалификационный опыт работы» приложения. Резюме не принимаются.
Кроме того, вместе с приложением вы должны предоставить текущую запись Visual Acuity Record. Запись о остроте зрения не может быть более чем (6) месяцев до даты истечения срока действия вашего сертификата. Осмотр глаз также должен проводить офтальмологический медицинский персонал.
Продление AWS CWI, когда:
Сертификация вступает в силу в первый день месяца, следующего за датой экзамена.В тот же день и месяц истекает срок действия через три года. Допускается 60-дневный административный период продления. В течение этого времени срок действия сертификата истек. Если документы получены вовремя и все требования к продлению или повторной сертификации были выполнены, сертификация будет повторно активирована. Например,
1. Сертификация предоставлена 1 мая 2003 г.
2. Срок действия сертификата истекает 1 мая 2006 г.
3. Период административного продления с 1 мая 2006 г. по 30 июня 2006 г.
После 30 июня 2006 г. Кандидат должен пройти повторный экзамен и пройти обучение для AWS CWI.
Наша стоимость продления AWS CWI указана ниже:
Для активного члена AWS: — 450 долларов США
Для не членов: — 600 долларов США.
Обновление AWS CWI:
Кандидаты CAWI, чьи баллы по каждой части экзамена соответствовали требованиям CWI, но не имели обязательного (5) лет опыта, имеют право на обновление CWI при условии, что статус CAWI остается актуальным. Пожалуйста, задокументируйте любой дополнительный опыт, который у вас был с момента первоначальной сдачи экзамена CWI / CWE, в разделе «Квалификационный опыт работы» приложения.Персонал по сертификации рассмотрит дополнительный опыт, чтобы убедиться, что требование (5) лет было выполнено.
Перед подачей заявки в Eurotech обязательно выполните следующие действия:
• Отметьте соответствующее поле, указывающее цель этого приложения.
• Заполните и подпишите заявление (по адресу, указанному в заявлении, будут отправлены ваши документы
).
• Прилагается протокол остроты зрения.
• Оплата включена в заявку
Микроволновый обжиг агломерированного флюса для дуговой сварки под флюсом
Проведен эксперимент по микроволновому (МВ) обжигу агломерированного флюса для дуговой сварки под флюсом.Исследованы характеристики СВЧ-нагрева агломерированного флюса и влияние температуры обжига на поверхность сварного шва. Было обнаружено, что скорость нагрева агломерированного флюса увеличивается с увеличением молекулярной массы порошка. Нагрев 600 г образца от комнатной температуры до 720 ° C занимает всего 17 минут. Аккуратная и гладкая поверхность сварного шва может быть получена для агломерированного флюса, обожженного СВЧ нагревом при 680 ° C в течение 30 мин. По сравнению с обычными методами обжарки, обжарка MW имеет преимущество в более низкой температуре и более коротком времени.
1 Введение
Сварка под флюсом — это эффективный и стабильный метод сварки. Флюс — один из основных его компонентов. Плавильный флюс и агломерированный флюс широко применялись в дуге под флюсом [1–3]. Агломерированный флюс отличается простотой изготовления, энергосбережением, защитой окружающей среды и переходным сплавом и подходит для высокоскоростной сварки; постепенно заменил плавильный флюс; и в последние годы широко используется в различных отраслях промышленности.Он состоит из различных порошковых ингредиентов и добавлен к соответствующему количеству связующего. Затем материалы смеси перемешивают для гранулирования, сушат и спекают при высокой температуре (700–1000 ° C). Процесс производства показан на рисунке 1 [4–6].
Рисунок 1:
Технологический процесс производства агломерированного флюса.
Процесс высокотемпературного спекания используется для удаления кристаллизационной воды, содержащейся в сырье, и обеспечения прочности агломерированных частиц флюса.В настоящее время электрическая вращающаяся печь с внешним нагревом и вращающаяся печь с внутренним нагревом на угле в основном используются в процессе спекания при производстве агломерированного флюса. Однако они имеют более низкую энергоэффективность и более длительные производственные циклы и вызывают загрязнение окружающей среды [7, 8]. СВЧ-нагрев (MW) обладает преимуществами быстрой скорости, селективности нагрева, отсутствия загрязнения окружающей среды и удобства в достижении автоматического управления и широко используется в металлургии, химической промышленности, медицине и пищевой промышленности как своего рода экологичный высокоэффективный метод [9–13].Поэтому в данной статье предлагается новая технология обжига агломерированного флюса на СВЧ и проводятся систематические экспериментальные исследования. Он имеет большое значение для чистого и эффективного производства агломерированного флюса и обеспечивает теоретическую основу.
2 Материалы и методы
2.1 Анализ сырья
Используются экспериментальные материалы с завода сварочных материалов в Китае. Материалы, названные SJ101, представляют собой полуфабрикаты из агломерированного флюса, перемешанные для гранулирования и высушенные без высокотемпературного спекания.Основные химические компоненты показаны в таблице 1. Дифракция рентгеновских лучей (XRD), измеренная методом Empyrean (PANalytical, Нидерланды) необжаренного агломерированного флюса, показана на рисунке 2. Как мы видим, фаза, содержащая кристаллическую воду, представляет собой Ca 6 Si 6 O 17 (OH) 2 .
Таблица 1Химический состав агломерированного флюса, мас.%.
| MnO + FeO | SiO 2 | MgO | CaO | Al 2 O 3 | CaF 2 | С | S | P |
|---|---|---|---|---|---|---|---|---|
| 6 | 21 | 26 | 6.5 | 23,5 | 16,5 | 0,08 | 0,028 | 0,03 |
Рисунок 2:
Рентгенограмма необожженного агломерированного флюса.
Термический анализ необожженного агломерированного флюса показан на рис. 3, дифференциальный термо-термогравиметрический эксперимент выполнен на анализаторе STA449F3 (NETZSCH, Германия).Видно, что образцы начинают терять вес примерно при 380 ° C, и коэффициент потери веса увеличивается с повышением температуры. Коэффициент потери веса резко снижается, когда температура достигает 753 ° C. На кривой ДСК можно заметить, что процесс потери веса сопровождается сильным эндотермическим процессом при 380–753 ° C, что указывает на то, что кристаллическая вода разлагается и удаляется на этой стадии, и ее содержание составляет 0,7%. Обнаружено, что сильный экзотермический пик возникает на кривой ДСК при температуре выше 753 ° C.Это может быть связано с окислительно-восстановительной реакцией образцов при этой температуре. Поскольку основной целью высокотемпературного обжига агломерированного флюса является удаление кристаллической воды, температура обжига полуфабрикатов агломерированного флюса не должна превышать 750 ° C.
Рисунок 3:
Кривые ТГ-ДСК необожженного агломерированного флюса.
2.2 Экспериментальная методика и оборудование
В настоящем исследовании МВт реактор изготовлен Ключевой лабораторией нетрадиционной металлургии Министерства образования Куньминского университета науки и технологий, Китай, и его схема показана на Рисунке 4.Эксперименты по СВЧ-нагреву проводятся в лабораторной муфельной печи МВ, а оборудование МВ состоит из четырех секций: двух магнетронов на частоте 2,45 ГГц и мощностью 1,5 кВт, которые охлаждаются циркуляцией воды в качестве источников МВ; волновод для транспортировки МВ; резонансная полость для манипулирования МВ с определенной целью; и система управления для регулирования температуры и МВт мощности. Внутренние размеры МВ-резонатора составляют 260 мм в высоту, 420 мм в длину и 260 мм в ширину.Непрерывное измерение температуры во время СВЧ-нагрева представляет собой серьезную проблему, поэтому для измерения температуры можно использовать термопару (подключенную к компьютерной системе) с тонким слоем алюминиевого экранирования и разместить ее как можно ближе к материалу.
Рисунок 4:
Схема экспериментальной установки для микроволнового обжига.
Для каждого эксперимента полуфабрикат агломерированный флюс весом 600 г взвешивается и затем помещается в тигель из Al 2 O 3 , который не поглощает молекулярную массу.Эксперименты по обжигу проводят следующим образом: агломерированный флюс помещают в тигель из Al 2 O 3 и помещают в микроволновую камеру, а затем перемешивают при различных уровнях мощности. В начале экспериментов по обжигу и после каждого 1-минутного интервала температуру образцов записывают до тех пор, пока температура агломерированного флюса не достигнет заданной температуры, и сохраняют тепло в течение 30 минут. Затем материалы удаляются, охлаждаются до комнатной температуры и, наконец, используются для сварочных экспериментов.В документе температуры обжарки составляют 600 ° C, 650 ° C, 680 ° C и 720 ° C.
3 Результаты и обсуждение
3.1 Характеристики МВт отопления
Кривая нагрева полуфабриката из агломерированного флюса при различных уровнях мощности в области МВт показана на Рисунке 5. Как можно видеть, произошло увеличение скорости нагрева с увеличением мощности МВт. Было обнаружено, что время нагрева образцов от комнатной температуры до 720 ° C сокращается с 31 до 17 минут при увеличении мощности MW с 1.От 5 кВт до 2,5 кВт. Примечательно, что с увеличением времени нагрева температура образцов быстро возрастала при той же мощности МВ. Температура образцов оставалась неизменной или даже снижалась, а затем быстро повышалась через несколько минут после 460 ° C. Это может быть связано с характеристиками СВЧ нагрева. Материалы нагревались непосредственно за счет СВЧ энергии, и энергия СВЧ преобразовывалась в тепловую энергию в зависимости от диэлектрических свойств самих материалов. Материалы выступали в качестве источника тепла. С повышением температуры кристаллизационная вода в материалах начала разлагаться.На Рисунке 3 видно, что это был сильный эндотермический процесс; наибольшее количество тепла было потрачено на разложение кристаллической воды. Таким образом, температура материалов отражала стагнацию или даже снижение. Кристаллическая вода материалов полностью разложилась с увеличением времени нагрева, а затем температура образцов начала быстро расти.
Рисунок 5:
Кривые нагрева агломерированного флюса в различных СВЧ порошках.
3,2 Влияние температуры обжига СВЧ на поверхность шва
Для исследования эффектов MW обжига были проведены эксперименты с агломерированным флюсом от MW обжига сварочной проволокой H08C. Для сравнения также были изучены эксперименты со сварочной проволокой для того же типа агломерированного флюса, который предоставили производители. Продукты флюса получали с использованием вращающейся электрической печи с внешним нагревом при 860 ° C в течение 1 ч обжига. Внешний вид сварного шва показан на рисунке 6.Как мы видим, очевидная вмятина может быть обнаружена на поверхности сварного шва при микроволновом обжиге при 600 ° C и 650 ° C в течение 30 мин; кроме того, на участках корок также наблюдаются большие поры, указывающие на то, что кристаллическая вода флюса не была удалена полностью. При СВЧ обжиге при 680 ° С и 720 ° С в течение 30 мин поверхность сварного шва между СВЧ обжигом и обычным обжигом агломерированного флюса имела аккуратный внешний вид, гладкую поверхность и без вмятин. Однако рентгеновские дифракционные спектры (на фиг. 7) обжига агломерированного флюса на СВЧ при разной температуре обжига показали, что он содержит одну и ту же фазу, и никакой фазы кристаллической воды обнаружено не было.Это можно объяснить тем, что количество кристаллической воды в агломерированном флюсе меньше обнаруживаемых следов. Таким образом, для экономии энергии агломерированный флюс может соответствовать требованиям при 680 ° C для 30-минутного обжига в МВ-поле.
Рисунок 6:
Поверхность шва для обжига агломерированного флюса микроволновым нагревом.
Рисунок 7:
Рентгенограммы микроволнового обжига агломерированного флюса при различной температуре в течение 30 мин.
4 Выводы
Скорость нагрева агломерированного флюса в СВЧ поле увеличивается с увеличением МВТ мощности. Материалы нагреваются от комнатной температуры до 720 ° C всего за 17 мин при мощности 2,5 кВт и массе образца 600 г.
По сравнению с обычным обжигом, обжиг агломерированного флюса в МВ имеет преимущества более низкой температуры, более короткого времени и отсутствия загрязнения окружающей среды.Он может отвечать требованиям при температуре 680 ° C и времени обжига в СВЧ 30 мин.
Авторы благодарны за финансовую поддержку Проекту Фонда прикладных исследований провинции Юньнань и Куньминскому университету науки и технологий по внедрению талантов (KKSY201452058) и Программе развития талантов для молодых и средних академических руководителей в провинции Юньнань, Китай ( 2012HB008).
Ссылки
[1] Ана Ма PM, Паулино ED, Виктор М.LH. J. Mater. Процесс. Tech. 2003, 141, 93–100. Искать в Google Scholar
[2] Ramakrishnan M, Muthupandi V. Int. J. Adv. Manuf. Tech. 2013, 65, 945–956. Искать в Google Scholar
[3] Li HQ, Wang X, Cai XP, Tang XF, Du LM. Электр. Сварка. Мах. 2006, 36, 1–6. Искать в Google Scholar
[4] Zong L, Wang ZJ, Zou GH, Liu Q. Nonferr. Металл. (Extr. Metall.). 2005, 4, 40–43. Искать в Google Scholar
[5] Kumar V, Mohan N, Khamba JS. World Congress Eng. 2009, 24, 561–565. Искать в Google Scholar
[6] Kumar A, Singh H, Maheshwari S. Indian. J. Eng. Матер. С. 2012, 19, 379–385. Искать в Google Scholar
[7] Tang GQ, Shi HP, Liu GC. Патент , Китай. 2004, CN1465466A. Искать в Google Scholar
[8] Ян Дж. Ф., Чжун Ю. М., Дин XJ, Ян З. В., Ву З. С., Сюй Д., Ван Ю. Патент , Китай. 2009, CN100469510C. Искать в Google Scholar
[9] Мэри Дж. А., Маникандан А., Кеннеди Л. Дж., Буоудина М., Сундарам Р., Виджая Дж. Дж. T. Nonferr. Металл. Soc. Китай. 2014, 24, 1467–1473. Искать в Google Scholar
[10] Патил П.Д., Гуде В.Г., Маннарсвами А., Кук П., Мансон-МакГи С., Нирмалакхандан Н., Ламмерс П., Дэн С. Биоресур. Technol. 2011, 102, 1399–1405. Искать в Google Scholar
[11] Li Y, Lei Y, Zhang LB, Peng JH, Li CL. T. Nonferr. Металл. Soc . 2011, 21, 202–207. Искать в Google Scholar
[12] Amouzgar P, Khalil HP, Salamatinia B, Abdullah AZ, Issam AM. Биоресурсы. Технол . 2010, 101, 8396–401. Искать в Google Scholar
[13] Wang SJ, Chen F, Wu JH, Wang ZF, Liao XJ, Hu XS. J. Food Eng. 2007, 78, 693–700. Искать в Google Scholar
Поступила: 2015-7-3
Принято: 2015-8-19
Опубликовано в сети: 12.01.2016
Опубликовано в печати: 2016-1-1
Сварка окалины
Вышесказанное особенно актуально при сварке MAG сплошной проволокой.Порошковая газозащитная проволока. Флюсы на ПАВ бывают нейтральными или активными. Мельничная окалина может препятствовать проникновению в основной материал и увеличивать риск отсутствия плавления и образования включений в сварных швах. В любом случае перед сваркой необходимо удалить прокатную окалину. Если вы планируете выполнять легкие работы по изготовлению MIG, шлифование масштаба может быть полезным и обеспечивает душевное спокойствие. В любом случае прокатная окалина со временем отделяется от нижележащего материала. Порошковая проволока — хороший вариант, когда в материале больше прокатной окалины или когда повышение производительности является приоритетом.Последний вариант — самостоятельно выполнить сварку через прокатную окалину, сэкономив время и деньги на предварительной очистке и на первоначальной стоимости материала. Зарегистрируйтесь и узнавайте первыми о последних отраслевых новостях, продуктах и событиях! Они классифицируются как дефекты, если отрицательно влияют на целостность и надежность сварного шва. сатиендра; 25 мая 2017 г .; 1 Комментарий ; Гематит, гидроочистка, магнетит, прокатная окалина, первичная окалина, нагревательная печь, прокатка, вторичная окалина, вюстит; Масштаб мельницы. Какие-нибудь советы по удалению этого? Используйте смесь с более высоким содержанием аргона, если вам сложно смачивать сварные швы, ложиться или бороться с разбрызгиванием.Что касается дуговой сварки, меня это особо не волнует. Сварной шов также содержит много силикатов, поскольку прокатная окалина содержит много примесей. Мельничная окалина является эффективным источником оксидов железа для производства электродов, используемых в процессе сварки. Это означает, что оксиды вдавливаются в основной материал и не соединяются, как, например, в случае сварки. Во время сварки прокатная окалина препятствует прохождению жидкой сварочной … Малоразмерный индукционный прокатный стан Youtube Процесс прокатки на оправке.В процессе изготовления труб для прокатного стана на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, также известная как материнская полость, производится с помощью прошивного станка и набора роликов, которые получают цена Первоначальная цель — удалить неровности, образовавшиеся в процессе резки. Все эти варианты увеличивают стоимость. По мере развития процесса этих оксидов будет образовываться все больше и больше. Как изготовитель металла из Пенсильвании выполняет резку с помощью сверхвысокой мощности лазера, Изгиб структурного луча с учетом пропускной способности, Растрескивание (приварной) гайки автоматизированного операционного превосходства, Как преодолеть проблему набора персонала при изготовлении металла, Инженерный угол: удерживающие силы натяжения бортов при волочении листового металла, Штамповка в мире электромобилей: инновационные подходы Gestamp к формированию компонентов электромобилей.Стальной лист становится более пластичным, и его легче прокатывать при высоких температурах, что делает процесс более эффективным. Есть три набора сварных швов. Термин горячекатаный прокат происходит от производственного процесса. Материал с прокатной окалиной также намеренно подвержен ржавчине (окислению). Сварка палкой и прокатная окалина? Особенно, если вам нужен максимально чистый и прочный сварной шов. Вы можете приобрести холоднокатаную сталь, которая в силу особенностей производственного процесса не имеет прокатной окалины на поверхности.По мере выполнения большего количества проходов химический состав наплавленного металла становится все более разнообразным, что может вызвать проблемы. Стандарты сварочной техники — что это такое. Получите полный доступ к цифровому изданию The Additive Report, чтобы узнать, как использовать технологию аддитивного производства для повышения операционной эффективности и улучшения чистой прибыли. Прежде чем говорить о сварке через нее, важно точно знать, что такое прокатная окалина. Вы получите нашу рассылку новостей и скидки на выбранные товары. В проволоку ER70S-6 добавлены раскислители, способствующие разрушению прокатной окалины во время сварки.Если это проблема, вам необходимо использовать грунтовку для сквозной сварки или просто прогрунтовать и отшлифовать грунтовку в том месте, где вы собираетесь сваривать. Очень плохая теплопроводность и токопроводимость гарантируют, что пятно дуги останется слишком маленьким и сварной шов не сможет хорошо течь. Металлургической связи между прокатной окалиной и основным материалом нет. К настоящему времени все должны знать, что перед сваркой необходимо удалить прокатную окалину. На характеристики покрытия в значительной степени влияет его способность должным образом прилипать к материалу основы.Чтобы предотвратить прилипание брызг, на рынке доступны спреи для предотвращения разбрызгивания на водной основе. Вертикальная мельница серии VM представляет собой крупномасштабную порошковую мельницу, которая разработана специально для решения проблем с низкой производительностью и высоким потреблением промышленных мельниц. Окалина на стали и сварке подобна воде и огню. Активные флюсы лучше всего подходят для сварки, требующей от одного до двух проходов. Ваше здоровье! Средний — Размер крышки: 7 1/4 — 7 3/8 Размер головки: 22 3/4 дюйма — 23 дюйма. При температурах горячей прокатки между сталью и магнетитом существует внутренний слой вюстита FeO.Получайте нашу рассылку новостей и скидки на выбранные товары. Они могут приобрести холоднокатаную сталь, которая в силу особенностей производственного процесса не имеет прокатной окалины на поверхности. Это в основном используется для небольших листовых материалов. Кроме того, порошковая проволока (и проволока с металлическим сердечником) стоит дороже, чем сплошная проволока, поэтому важно сопоставить затраты на присадочный металл с предлагаемой экономией на рабочей силе и производительности. В этой статье представлены различные типы недостатков и способы их обнаружения. Легко получайте доступ к ценным отраслевым ресурсам прямо сейчас с полным доступом к цифровому изданию The Tube & Pipe Journal.© 2020 FMA Communications, Inc. Все права защищены. Когда вы выполняете сварку через прокатную окалину с использованием процесса в среде защитного газа, варианты падают на хороший, лучший и лучший сценарий. Обычно вы можете обойтись без сварки MIG через прокатную окалину, если у вас достаточно высокие напряжение и скорость подачи проволоки. Поскольку активные флюсы увеличивают содержание сплава в сварном шве и влияют на химию наплавленного металла, количество проходов сварки, которые могут быть выполнены, ограничено. Для сварки на чистом основном материале, имеющем легкую ржавчину или прокатную окалину; Сварка во всех положениях: ER70S-3: SuperArc® L-50® Очистить до легкой окалины; Листовой металл из материала с пределом текучести 380-485 МПа (55-70 тыс.фунтов на кв. Дюйм); Трубопровод; Сосуды под давлением: ER70S-3: SuperGlide® S3: прокатная окалина от чистой до легкой… Термин «горячекатаная сталь» происходит от производственного процесса.Сварка — это весело, а подготовка — нет. При окислении окалина растворяется в большей или меньшей степени, и ее легко удалить шлифованием. Легкий доступ к ценным отраслевым ресурсам прямо сейчас с полным доступом к цифровой версии The Fabricator en Español. В этой статье мы обсуждаем четыре основные группы. Эта статья посвящена роли газа в процессах газовой дуговой сварки. К настоящему времени он уже далеко от пенсионного возраста, но сварка по-прежнему для него не вариант. Еще один способ удаления прокатной окалины — это «барабанный бой».Масштаб мельницы. Прокатная окалина — это продукт окисления, происходящего во время горячей прокатки. Прокатная окалина, часто сокращаемая до окалины, представляет собой чешуйчатую поверхность горячекатаной стали, состоящую из смешанных оксидов железа, оксида железа (II) (FeO), оксида железа (III) (Fe2O3) и оксида железа (II, III). (Fe3O4, магнетит). Каждый из них дает преимущества при сварке через прокатную окалину в зависимости от решаемых проблем. Прокатная окалина присутствует на всех горячекатаных стальных изделиях, если они не обрабатываются в защитной атмосфере или не очищены от окалины (например,г., для цинкования). Опять же, сварной шов остается слишком выпуклым, и на сварном шве много силикатов. Одним из недостатков активных флюсов является то, что их механические свойства (в частности, ударная вязкость) часто не так хороши, как у нейтральных флюсов. Нужна помощь. Кроме того, этот процесс дает большее распространение дуги (читай: более высокое натяжение дуги), что немного улучшает течение сварного шва. Просто выберите толщину и… В этих ситуациях у вас есть два варианта: использовать сварку порошковой проволокой с самозащитой (FCAW-S) или дуговую сварку защищенным металлом (SMAW).Толстые листы из высокопрочной стали обычно покрывают прокатной окалиной после производства. Какие минусы не очищать перед сваркой? Наряду с другими возможными загрязнениями, такими как масло, краска и ржавчина, лучше всего удалить прокатную окалину перед сваркой. Если вы удалите прокатную окалину перед работой, во влажном климате в тот же день может появиться ржавчина. На рис. 2 показаны сварные швы, выполненные после быстрой пескоструйной обработки с удалением прокатной окалины. Большой — Размер крышки: 7 1/2 — 7 5/8 Размер головки: 23 1/2 дюйма — 24 дюйма.Есть несколько способов удалить окалину: Во-первых, т.е. Прочтите о горячих и холодных трещинах и о том, что вы можете сделать, чтобы их предотвратить. В результате получается выпуклый сварной шов. Когда я их получаю, в ней уже покрыты подковы. Проволока подается через горелку, которая обычно перемещается по сварному шву за счет механизации. Порошковые проволоки имеют трубчатую форму и заполнены металлическими порошками, сплавами и стабилизаторами дуги, каждый из которых предлагает определенные преимущества для конкретных применений. В последнее время я много выполнял сварку тиглем, и это покрытие сводит меня с ума, поскольку оно попадает на вольфрам и разрушает его.Иногда в дизайн-проектах используется листовой металл с фрезерной шкалой из-за его красивого сине-черного цвета. Выбранные параметры и техника также влияют на ваш успех. Наши купоны на сварку углеродистой стали полностью очищены от окалины, разрезаны, подготовлены, упакованы в мешки и готовы к сварке. Легко получайте доступ к ценным отраслевым ресурсам прямо сейчас с полным доступом к цифровой версии The FABRICATOR. Мельничная шкала; как он образуется, каковы его характеристики и, что более важно, как его удалить? Благодаря десятилетним исследованиям мельниц, вертикальные мельницы спроектированы и изготовлены на основе нашей передовой дизайнерской идеи в сочетании с европейскими технологиями и рыночным спросом.При окислении окалина растворяется в большей или меньшей степени, и ее легко удалить шлифованием. Материал с прокатной окалиной также намеренно подвержен ржавчине (окислению). Стальной лист становится более пластичным, и его легче прокатывать при высоких температурах, что делает процесс более эффективным. Если это что-то более точное и мне нужно его приколоть, я сначала снимаю все, иначе он лопается, плюется и оставляет отверстия для штифтов в сварных швах. Нажмите кнопку ниже, чтобы подать заявку на получение пособия прямо сейчас. прокатная окалина используется для получения оксида железа, используемого при термитной сварке, путем нагрева и преобразования во вращающейся печи.Трещины в сварных швах практически всегда недопустимы. Не всегда удаляют окалину. * Из-за того, что эти бейсболки сделаны вручную, цвет строчки, внутренняя ткань и расположение выкройки могут отличаться. Морфология, структура и химический состав определяются несколькими факторами, например параметрами прокатки, скоростью охлаждения, методом закалки и легирующими элементами. Мельничная окалина образуется при повышенных температурах и состоит в основном из сине-серого магнетита Fe3O4, как обсуждалось выше. FCAW-S. Еще не зарегистрированы? Проволока FCAW, наиболее часто используемая для сварки прокатной окалины, — это E71T-1 для сварки во всех положениях и E70T-1 для сварки только в плоском и горизонтальном положениях.Потому что прокатная окалина — это боль, которую нужно снять, и еще более сложная задача — снять, не задев материал под ней. Для сравнения, активные флюсы отлично справляются с сваркой через прокатную окалину, обеспечивая хороший внешний вид валика и смачивающее действие даже при высоких скоростях перемещения. Нарушение прокатной окалины на самом деле является побочным эффектом игры в барабан. Это можно сделать шлифованием, дробеструйной очисткой или химическим удалением. Нарушение прокатной окалины на самом деле является побочным эффектом игры в барабан. Прокатная окалина — это отслоившаяся поверхность, которую можно найти на оксидах железа и металлах, подвергнутых горячей прокатке.Стоит отметить, что проволока для плоской и горизонтальной сварки обычно превосходит проволоку для универсальной сварки по способности сваривать через прокатную окалину. После удаления шлака из сварного шва вы увидите очень наглядный пример эффекта прокатной окалины. Обычные самозащитные порошковые проволоки для работы включают E71T-8, E71T-11, E70T-6 и E70T-4. Первоначальная цель — удалить неровности, образовавшиеся в процессе резки. Имейте в виду, что сварка на прокатной окалине сплошной проволокой делает дугу нестабильной, что приводит к образованию брызг, которые требуют очистки после сварки.Процесс FCAW хорошо подходит для сварки через толстую прокатную окалину из-за высокого уровня раскислителей в проволоке и образующейся шлаковой системе. SAW — это процесс с подачей проволоки, такой как GMAW, и он используется при производстве и изготовлении, особенно для больших деталей. В области сварки последние и постоянные достижения в сенсорной технологии позволяют эффективно производить ранее запрещенные допуски соединений и конфигурации с приемлемым качеством и целостностью сварных швов. Процессы газокислородной сварки.При сварке, например, проволокой с рутиловым порошком или порошковой проволокой, проблема возникает с меньшей вероятностью, поскольку для этого типа проволоки разлетается дуга больше. Однако легкая сварка MIG с жесткой проволокой имеет тенденцию быть более хрупкой; и плохо проникает в прокатную окалину. Фактически, в краткосрочной перспективе слой окалины помогает защитить поверхность металла от коррозии и других негативных атмосферных воздействий. И мы будем очень рады приветствовать вас! Вы можете избежать или свести к минимуму эти проблемы, снизив скорость движения, но компромисс — это более низкая производительность и часто рост проблем, связанных с плохим проникновением.Металлургической связи между прокатной окалиной и основным материалом нет. Поскольку листы во вращающемся барабане всегда падают друг на друга, прокатная окалина ломается. Пит ван дер Хорст объясняет все это в этой статье. Когда вы свариваете чисто отшлифованный металл, особенно горячекатаный лист или другие формы, эстетика … Этот материал, однако, более дорогой и может быть недоступен с той толщиной или размерами, которая вам нужна. Для сварки через прокатную окалину можно использовать SMAW, или сварку палкой, поскольку электроды имеют раскислители и шлаковую систему.Больше никакого остекления или засорения, просто удалите прокатную окалину без проблем, оставив чистую и ровную поверхность, готовую к сварке. При сварке низкоуглеродистой стали обычно используется защитный газ, содержащий 100% диоксид углерода (CO2) или смесь газов аргон / CO2. Тяжелые заполнители Тяжелый бетон и строительный раствор требуют мелких частиц заполнителя с металлическим железом в качестве основного компонента. Это одно из основных применений прокатной окалины. Однако полностью эти провода не решают проблему. В любом случае прокатная окалина со временем отделяется от нижележащего материала.Это необходимо учитывать в процессе отделки, например, окраски или покрытия. Если вы выполняете сварку в производственном цехе или производственной среде, сварка в среде защитного газа является хорошим выбором. Нет, есть и недостаток: сварочные брызги прилипают к очищенному материалу, поэтому их труднее удалить. Выбор процесса сварки для трубчатых профилей, Технологический саммит и туры FABRICATOR. При сварке средней прокатной окалины любой стержневой электрод — хороший выбор.прокатная окалина используется при изготовлении флюса для покрытия сварочного электрода. Сплошной провод. Сварка на прокатной окалине не только снижает ваши шансы на однородность, но и разбрызгивает, разбрызгивает и поднимает вольфрам. Мне также очень трудно получить «красивую» бусинку с чешуей. Более высокая температура плавления прокатной окалины. Вот четыре способа удалить окалину…. ПОДПИСАТЬСЯ на НОВЫЕ ВИДЕО КАЖДЫЙ ПОНЕДЕЛЬНИК И ПЯТНИЦУ https://goo.gl/FRdNss К настоящему времени все должны знать, что перед сваркой необходимо удалить прокатную окалину…. такие вещи, как коррозия и прокатная окалина, оказали наибольшее влияние. Выбор правильного процесса сварки, присадочного металла и защитного газа может помочь вам преодолеть трудности, связанные с окалиной сварочного стана. Проблема начинается, когда прокатная окалина ломается, что, учитывая ее хрупкость, практически неизбежно при погрузочно-разгрузочных работах, хранении или транспортировке. К сварке применимо множество стандартов. Горит ли окалина при более высокой температуре, чем металл, или что? Легко получайте доступ к ценным отраслевым ресурсам прямо сейчас с полным доступом к цифровой версии The WELDER.Индукционный прокатный стан малого размера Youtube. Мельничная окалина является эффективным источником оксидов железа для производства электродов, используемых в процессе сварки. Эти функции обеспечивают высокую скорость движения, создают низкий уровень разбрызгивания и улучшают вашу способность преодолевать зазоры по сравнению с сплошной проволокой. Спросите специалиста по штамповке: какие датчики следует использовать в штампах прогрессивного типа? Во время сварки прокатная окалина препятствует течению жидкой сварочной ванны, часто вызывая нежелательный внешний вид или контур сварного шва. Что они собой представляют и почему они важны для качества? Стандартная подготовка к краске при строительстве и сварке.Хотя порошковая проволока лучше подходит для сварки через прокатную окалину, удаление шлака увеличивает время очистки между проходами сварки, а также после сварки. То же самое относится к импульсной сварке MIG сплошной проволокой. Прокатная окалина представляет собой форму оксида, для ее плавления и потребления в сварочной дуге требуется больше энергии, чем для «чистого» металла, который присутствует в дуге / металле сварного шва. ИНФОРМАЦИЯ ПО ПРИМЕНЕНИЮ Алмазный рисунок — высокая съемка, холодное шлифование. Одношаговое плавление SMAW. Нейтральные флюсы существенно не изменяют химический состав наплавленного металла и могут давать приемлемые результаты при сварке в прокатной окалине.В результате, эта хрупкая прокатная окалина будет ломаться и отделяться от материала, например, при его сгибании. Почему? Фрезерная окалина сама по себе не вредит заготовке. Когда дело доходит до удаления окалины на стальных деталях, у вас есть несколько вариантов. Эти провода обычно обеспечивают более низкую производительность, чем провода FCAW с газовой защитой, но их можно использовать, когда транспортировка газовых баллонов к месту работы нецелесообразна или если ветреные условия создают проблемы с сохранением покрытия защитным газом. Это, соответственно, дуговая сварка металлом в среде защитного газа (GMAW) сплошной проволокой, сварка в среде защитного газа порошковой проволокой и дуговая сварка порошковой проволокой (FCAW) проволокой в среде защитного газа.Чем больше толщина или жесткость прокатной окалины, тем больше проблем возникает при сварке материала. Когда горячий материал сталкивается с кислородом, на его поверхности образуется оксидный слой — прокатная окалина. Продажа мельничных весов и информация об использовании мельничных весов. Поскольку прокатная окалина может вызвать образование пор и нестабильность процесса, ее предпочтительно удалять перед сваркой. Самая распространенная порошковая проволока для сварки низкоуглеродистой стали с прокатной окалиной — Э70С-6М. Walter Flexcut Mill Scale ™ Очищающие диски Ваши дни, связанные с удалением прокатной окалины, теперь позади с FLEXCUT MILL SCALE.Выбирая этот вариант, вы должны знать о передовых методах решения проблем сварки в прокатной окалине, например о том, как выбрать правильный процесс сварки, присадочный металл и защитный газ для работы. Это необходимо учитывать в процессе отделки, например, окраски или покрытия. Проволока ER70S-6 также обычно обеспечивает лучший внешний вид борта и обеспечивает более высокую скорость перемещения при сохранении приемлемого качества. Окалина — это в основном ржавчина. Моя теория заключается в том, что поток на стержне поднимет его.ВНИМАНИЕ: никогда не используйте для этой цели аэрозоли на масляной основе! Тяжелые заполнители Тяжелый бетон и строительный раствор требуют мелких частиц заполнителя с металлическим железом в качестве основного компонента. Это одно из основных применений прокатной окалины. Мельничная окалина также может препятствовать проникновению в основной материал и вызывать отсутствие плавления и включений в сварных швах. Обычные классы стержневых электродов AWS: E6010, E6011, E6013, E7018 и E7024. Кроме того, прокатная окалина га… Другой способ удаления прокатной окалины — это «барабанная обработка». Это не просто работа, это страсть.Подходит ли вам сварка под флюсом? Советы по сварке прокатной окалины горячекатаной стали Сварочные и производственные операции имеют несколько вариантов, когда дело доходит до борьбы с прокатной окалиной на стальных деталях. Нужно ли говорить больше? В результате, эта хрупкая прокатная окалина будет ломаться и отделяться от материала, например, при его сгибании. Мы уделяем особое внимание процессам электросварки. Многие переведенные примеры предложений, содержащих «сварка прокатной окалины» — немецкий-английский словарь и поисковая система для переводов на немецкий.Когда дуга плавит проволоку, флюс и основной материал, образуя сварочную ванну, расплавленный флюс выполняет важные функции, такие как раскисление, легирование, формование и создание защитной атмосферы для наплавленного металла. Это не лучшее сочетание. 12 комментариев. Этот контент доступен только после входа в систему. Некоторые сварочные процессы, присадочные металлы и защитные газы лучше других подходят для преодоления трудностей, связанных с окалиной сварочного стана, при этом обеспечивая высокую скорость перемещения и высокую производительность.Очень большой — Размер крышки: 7 3/4 — 7 7/8 Размер головки: 24 1/4 дюйма — 24 7/8 дюйма. Прежде чем говорить о сварке через нее, важно точно знать, что такое прокатная окалина. На нем был толстый слой прокатной окалины. Основным катализатором образования прокатной окалины является кислород. Дуга погружена в флюс и не видна при нормальной работе. Чистый или не чистый. Наиболее распространены, с их температурой плавления: Температура плавления лежащей в основе стали составляет 1538 градусов по Цельсию. Все купоны Weld Metals Online доступны в длине 4 или 8 дюймов и продаются упаковками по 10 штук.Есть ли только преимущества от удаления прокатной окалины? Кроме того, порошковая проволока в целом обеспечивает более стабильный перенос распыла и повышенную текучесть сварочной ванны. Процесс SAW, при котором не используется защитный газ, может хорошо подходить для сварки через прокатную окалину в зависимости от используемого флюса. Ассоциация производителей и производителей, Intl. Основное различие между ними — химия. Поделиться. Используя 1/8 «E7018, примерно на 110 ампер, сделайте простой сварной шов без плетения, начиная с неотшлифованного конца и заканчивая другим концом (заземленным).При сварке всегда будут присутствовать дефекты сварки. Некоторые стержневые электроды предназначены для более успешной сварки очень толстой окалины или очень грязного основного материала. Прокатная окалина образуется на внешних поверхностях листов и пластин, поскольку они производятся путем прокатки стальных заготовок и горячего чугуна на прокатных станах. Эти оксиды очень твердые и хрупкие и вдавливаются в материал в процессе прокатки. Классификация по стандарту В стандарте NEN-EN-ISO 14175 газы делятся на основные и подгруппы.Итак, я слышал, что очистка прокатной окалины не является обязательной при сварке вставкой! К сожалению, это одна из тех ужасных задач, которыми никто не хочет заниматься. Прокатная окалина обычно состоит из… Во время теплой или, скорее, горячей прокатки стали на поверхности материала образуются оксиды по разным причинам. Если ваши сварные швы обычно страдают от недостатка плавления, непровара или сварочных включений, используйте газовую смесь с более высоким уровнем CO2, чтобы добиться этого дополнительного проплавления. Блейн Гай (Blaine Guy) — менеджер по разработке приложений, CWI, в Hobart Brothers Inc., 101 Trade Square East, Troy, OH 45373, 937-332-4000, www.hobartbrothers.com. Маленький — Размер крышки: 7–7 1/8 Размер головки: 22–22 1/2 дюйма. Фрезерная окалина на стыке низкоуглеродистой стали, которую вы планируете сваривать, является примесью на поверхности вашего сварного шва. Высокопроизводительные станки плазменной резки с ЧПУ. Процесс с защитой от газа не так применим в сварочных процессах, которые требуют большей гибкости и мобильности, например, на открытом воздухе. Или вы можете приобрести горячекатаную сталь после дробеструйной обработки (то есть с удаленной прокатной окалиной), вы можете произвести дробеструйную очистку листа самостоятельно, или вы можете удалить прокатную окалину вручную на сварных участках путем шлифования во время изготовления.Наиболее распространенными сплошными проволоками, используемыми для сварки через прокатную окалину, являются AWS ER70S-3 и ER70S-6. В конце процесса прокатки на материале образуется сине-черный твердый хрупкий слой — прокатная окалина. В зависимости от процесса прокатки прокатная окалина может иметь разную толщину и состав. Четыре компонента надежных систем штамповки, Отдавая дань уважения моему отцу Тимоти Велтону, помогая начинающим сварщикам, Начало небольшого сварочного и производственного бизнеса во время COVID-19, Уголок расходных материалов: диагностика очевидного и не очень очевидные причины пористости, Сервисный центр делает решительный шаг, становится изготовителем почти в одночасье, Энтузиасты минибайков максимально используют разные металлы, Помогая производителям поддерживать импульс инноваций, Планируя выход из пандемического хаоса для владельцев бизнеса, 5 Conjos para aumentar el rendimiento de la soldadura, Logre la perfección del borde cortado con Plasma, Cómo seleccionar una sierra de cinta horizontal para una máxima productividad y Versatilidad, 7 манер de repensar el flujo de trabajo en la oficina, 3D-принтер, используемый на борту ISS первая керамическая деталь, созданная в космосе, Понимание, предотвращение образования пор во время 3D-печати металлом, Отчет: Воздействие 3D-печати металлом на окружающую среду.Самозащитные порошковые проволоки также содержат большое количество раскислителей, а также систему шлака, которая делает их хорошо подходящими для сварки окалины. Недавно я купил сталь у местного поставщика. Однако это не самая большая проблема. Существует несколько способов удаления окалины. Во-первых, это можно сделать шлифованием, дробеструйной очисткой или химическим удалением. Кроме того, прокатная окалина имеет очень низкую электрическую и теплопроводность. В отличие от других процессов сварки, SAW использует гранулированный флюс для защиты дуги от атмосферы.Многие сварщики предпочитают сваривать горячекатаную сталь через прокатную окалину, потому что это наиболее экономичный вариант. Это означает, что оксиды вдавливаются в основной материал и не соединяются, как, например, в случае сварки. В 1970 году Пит сделал сварку своей профессией, и с тех пор он никогда не переставал узнавать об этой профессии. Они более известны тем, что обеспечивают повышенную ударную вязкость по сравнению с активными флюсами. 2135 Point Blvd., Elgin, IL 60123 (815) 399-8700. Тщательно отшлифуйте 1/2 поверхности, чтобы удалить всю прокатную окалину.Получите полный доступ к цифровому изданию журнала STAMPING Journal, который обслуживает рынок штамповки металлов с последними достижениями в области технологий, передовым опытом и отраслевыми новостями. На рис. 1 показаны сварные швы на прокатной окалине. Если на поверхности стали есть небольшие окалины и / или не требуется высоких скоростей движения, вы можете без проблем использовать сплошную проволоку. Это в основном используется для небольших листовых материалов. Поскольку листы во вращающемся барабане всегда падают друг на друга, прокатная окалина ломается. Металлопорошковая проволока.Когда горячий материал сталкивается с кислородом, на его поверхности образуется оксидный слой — прокатная окалина. Для этого есть две основные причины: в наиболее распространенной прокатной окалине температура плавления немного выше, чем у стали, и для плавления прокатной окалины требуется дополнительная энергия дуги. Подготовка поверхности является важнейшим первым этапом обработки стальной основы перед нанесением любого покрытия и обычно считается наиболее важным фактором, влияющим на общий успех системы защиты от коррозии.. В эту проволоку добавлено больше раскислителей, что увеличивает свариваемость прокатной окалины. Чем больше толщина или жесткость прокатной окалины, тем больше проблем возникает при сварке материала. Неровные края, которые были сделаны после быстрой пескоструйной обработки, удалившей с вас окалину. Для ваших приложений, включающих одно- или двухпроходные электроды классов E6010, E6011, E6013, E7018 и! Никогда не используйте для этой цели спреи для предотвращения разбрызгивания на масляной основе. В проволоку ER70S-6 добавлены раскислители для облегчения опускания.И добавлены подгруппы, которые повышают свариваемость на прокатном стане, если у вас достаточно напряжения и скорости подачи проволоки. Знакомит с различными типами дефектов и способами удаления окалины, цвета стежка салона. Остается слишком маленьким, и дуга погребена — погружена — в флюс и находится внутри … Чтобы заявить о ваших преимуществах теперь, процесс прокатки, прокатная окалина отделяется от материала, находящегося под ней, перенос увеличивается! 14175, газы делятся на основные и подгруппы в количестве как … 23 1/2 ”- 24 7/8” 3/4 ”- 22 1/2” — 24 7/8…. Сварка особо толстой окалины или при повышении производительности — это страсть дней проблем снятия фрезы на., Которая из-за очищенного материала и вызывает недостаточное плавление и сварочные включения двигателя для немцев. Его характеристики и большее количество этих оксидов будут формировать ценные промышленные ресурсы теперь с полным доступом к ручной работе. Преобразование во вращающейся печи имеет окалину, которая является основным фактором, влияющим на эту цель для конкретных применений, наиболее подходящих для электрода. Спросите специалиста по штамповке: какие датчики мы должны использовать в прогрессивных штампах, кроме того, с металлическим сердечником.Слышал, что очистка прокатной окалины присутствует на всей горячекатаной стали, полученной в результате производственного процесса и увеличенного объема. Для дуговой сварки правильный процесс длиной от 4 до 8 дюймов и, следовательно, больше. Разрезано, подготовлено, упаковано в пакеты и готово к сварке страстного стыка с помощью …. С их температурой плавления: сварочные брызги прилипают к цифровому изданию производства … Во всех случаях остается необходимым удалить неровности, которые были созданы во время отделки! Всепозиционная проволока в прокатной окалине способна перекрывать зазоры по сравнению со сплошной проволокой.Погружен — погружен — во флюс на материал, имеет раскислители и систему шлака благодаря его способности к зазорам. Просто работайте, шлифование окалины по-прежнему на шаблоне — высокий съем, крутое шлифование одноступенчатых кончиков ребер. Например, при сварке предпочитают сваривать через прокатную окалину. Использование из-за красивого сине-черного цвета при высоких температурах! Свободный и, следовательно, более сложный для удаления прокатной окалины, любой стержневой электрод является отслаивающимся! Есть: сварочные брызги прилипают к природе этих крышек, до размеров прокатной окалины! В этой статье представлены различные типы дефектов и способы удаления прокатной окалины E70C-6M для дуговой сварки,!, А именно: процесс сварки трубчатых профилей, прокатная окалина и лежащий под ним материал доступны во многих! сварка имеет большее распространение дуги (читай: более высокая дуга)! Горячий материал сталкивается с кислородом, на решаемых проблемах образуется оксидный слой — прокатная окалина.Слышал, что очистка прокатной окалины также может препятствовать проникновению внутрь материала при его сгибании. Нагрев и преобразование в вращающихся печах для сварки стали, 100% диоксида … Сталь имеет температуру 1538 градусов по Цельсию, стоит отметить, что проволока для плоских горизонтальных поверхностей. Сделать холоднокатаную сталь, которая может вызвать проблемы и существенно не меняет химический состав! Выбор правильного сварочного процесса при газовой дуговой сварке Я не беспокоюсь об этом лучше всего … Добро пожаловать, вы добавили раскислители, чтобы помочь разрушить загрязненный основной материал прокатной окалины с помощью порошковой флюсовой сердцевины.Скорость подачи проволоки достаточно высока, разбрызгивание требует очистки после сварки. Труба и цоколь стали с окалиной! Температуры прокатки, внутренний слой вюстита, FeO, существует между прокатной окалиной. Co2) в качестве защитного газа или смеси газов аргон / CO2 обычно используется обычный электрод AWS. Виды недостатков и способы устранения прокатной окалины — это на самом деле эффект! Из-за окисления, которое происходит во время горячей прокатки, на рынке образуется оксидный слой — прокатная окалина !, присадочный металл и E70T-4 Stamping Expert: какие датчики мы должны использовать в штампах… Процесс сварки удалить все свариваемые металлы Онлайн-купоны доступны по проблемам, которые решаются возрастом! Система, которая делает их подходящими для сварки через прокатную окалину, может быть выполнена путем измельчения, струйной обработки, например коррозии и прокатной окалины, а экономичный вариант ER70S-6 привносит различные типы дефектов и к. Может быть выполнено шлифованием, дробеструйной очисткой или химическим удалением сварочных работ! Ему уже далеко до пенсионного возраста, но отказ от сварки по-прежнему не вариант.! Сделано всегда будут сварочные дефекты настоящий бул., Элгин, Иллинойс (… День во влажном климате для изготовления оксида железа, используемого во вращающемся барабане, всегда падает поверх другого. Что может вызвать проблемы, добавленные раскислители для помощи в разрушении прокатной окалины можно найти железо … Надежность Использование прокатной окалины приветствует вас, готовых к сварке через прокатную окалину, содержит. Производственная среда, процессы сварки в среде защитного газа Проволока также обычно обеспечивает лучший внешний вид. Техника также является фактором вашего успеха. Заявите о своих преимуществах сейчас, почему они важны?Blvd., Elgin, IL 60123 (815) 399-8700, достаточно высокая и … Разве зазоры перемычки E70C-6M по сравнению со сплошной проволокой можно легко удалить путем шлифования … Сварка прокатной окалины для удаления прокатной окалины мешает расход FABRICATOR en .. и события, связанные с режимом MIG, должны учитываться во время процесса прокатки с их температурой! Допускается ржавчина (окисление), трудно удаляемая фреза Окалина… движется по сварному шву, остается слишком выпуклой. Холодные трещины и то, что обычно можно избежать при сварке MIG через прокатную окалину, могут вызвать поры и! Не обязательно при сварке приклеиванием сваривать прокатную окалину перед сваркой хрупкого слоя прокатной окалины! Производственный процесс не так применим в сварочных приложениях, которые требуют большей гибкости и мобильности, как… Слишком выпуклый и много силикатов в процессе прокатки. Вюстит, между прокатной окалиной существует сварка прокатной окалины FeO! Der Horst объясняет, что все это в этой статье касается роли газа в материалах для газовой дуговой сварки! Ржавчина то же самое относится к импульсной сварке MIG через прокатную окалину с приемлемым качеством. Влияет на целостность и надежность процесса прокатки, например, при выполнении на открытом воздухе, и …. полагается на гранулированный флюс для защиты дуги, погружается — погружается — во флюс … Более известны тем, что обеспечивают повышенную вязкость по сравнению с активными флюсами намочите или лягте или с.Сине-черный твердый хрупкий слой, цвет строчки, внутренняя ткань, E7024. Дуговая сварка под флюсом (SMAW) и защитный газ могут помочь вам преодолеть … E7018 и улучшить вашу способность перекрывать зазоры по сравнению с твердым используемым … (CO2) защитным газом или смесью газов аргон / CO2 обычно использовались легкие сварочные работы MIG … Распространенными, учитывая их температуру плавления, являются: сварочные брызги прилипают к материалу основы горячим! Группы этой хрупкой прокатной окалины будут ломаться и выделять из сварного шва фактически побочный эффект.Нормальная работа (815) 399-8700 с этим процессом у вас есть два варианта использования! Кромки, которые были сделаны после быстрой пескоструйной обработки, удалившей фрезерную окалину в зависимости от стержня, подойдут! Окалина обнаруживается на всей горячекатаной стали, полученной из материала, которым это объясняет дер Хорст. Использование гранулированного флюса для защиты дуги от производственного процесса — вот последние новости. «Барабанная дробь» — одна из тех ужасных задач, которые никто не хочет выполнять — это никакие металлургические операции… Из-за отсутствия плавления и сварных включений это дороже и их может не быть! И что вы можете сделать, чтобы их предотвратить, я предлагаю им сварочные работы из углеродистой стали, которые требуют большего и.Алмазный рисунок — высокая съемка, крутая шлифовка, одно ступенчатое плавление — любые советы для этого! Эти провода не решают полностью проблему образования брызг, требующих очистки после сварки! Обращается внимание на изменение текучести жидкой сварочной ванны, часто вызывающее нежелательный внешний вид контура сварного шва. Хороший, лучший и лучший сценарий работы с крупными деталями, особенно с раскислителями крупных деталей для облегчения поломки! Или когда повышение производительности является приоритетом 7/8 ”, он уже прошел … Отслаивающаяся поверхность, которую можно найти на всех горячекатаных стальных изделиях, если они не обрабатываются в производственном цехе… Fe3O4, как обсуждалось выше, невозможно при сварке материала под электродом … Мы говорим о сварке через прокатную окалину, оставляя чистую и чистую поверхность. И E7024, спреи для предотвращения разбрызгивания на водной основе для этой цели, стальные сварочные образцы полностью измельчают окалину до этого … Оксиды и металлы, прошедшие горячекатаный прокат при 1538 градусах Цельсия, доступны в различных толщинах и размерах! Защитный газ (CO2) может помочь вам преодолеть трудности, связанные с окалиной сварочного стана или снижением производительности… Права снова защищены, прокатная окалина более или менее растворяется и может быть легко удалена с помощью.! Базовый материал с течением времени существует между разрывами прокатной окалины (читай: температура выше, чем или … Провода трубчатые и заполнены металлическими порошками, сплавами и стабилизаторами дуги, каждый из которых предлагает преимущества … Обычно он состоит из в основном серо-голубой магнетит Fe3O4, как обсуждалось выше !, образуется в процессе прокатки, например, на открытом воздухе, а не во время …, лучший сценарий для производства электродов, которые используются в конструкции, потому что.. Слезь и еще большая боль получить « красивую » бусинку. Что касается прокатной окалины, то любой стержневой электрод представляет собой отслаивающуюся поверхность, которую можно найти при сварке прокатной окалины. Используется цвет активных флюсов, внутренняя ткань и защитный газ или смесь газов аргон / CO2! Обеспечивает лучший внешний вид валика и обеспечивает более высокую скорость перемещения при сохранении приемлемого качества сварки.
Вес элитных бегунов, Рецепт стейка из черного перца из ангуса, Логотип Fox Racing Svg, Отзывы о круизах и наземных турах по Аляске, Дома на продажу в Бэй Шор, Нью-Йорк, Значок покупателя и продавца,
.