Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании ChemetФлюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производстваДля высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуреПодготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.

Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Как паять алюминий оловом? » Изобретения и самоделки
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.

Материалы:
- припой 60/40;

- минеральное масло или вазелин;
- спирт.



Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.


Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.

После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.

Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.

Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.

Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
sdelaysam-svoimirukami.ru
Как правильно паять алюминий

Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.

В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.

Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.

Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.

Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.

Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Источник
Пайка алюминия в домашних условиях: способы, технология, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.

Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.

Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.

Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Как запаять алюминий обычным оловом
Самостоятельно исправить повреждение на алюминиевом кузове автомобиля очень проблематично. Особенно это касается надломов и порезов, которые могут завариваться только аргоновой сваркой. При ее отсутствии подобные дефекты можно устранять пайкой, но припой совершенно не липнет к алюминию по причине мгновенно появляющейся оксидной пленки. Однако есть технология, которая позволяет избежав образования окиси запаять алюминиевый кузов оловом, добившись тем самым прочного соединения.
Материалы и инструменты:
- олово;
- газовая горелка;
- шуруповерт с насадкой щетка по металлу;
- плоскогубцы или ручной зажим;
- деревянный брусочек;
- болгарка со шлифовальным кругом.

Пайка алюминиевого кузова
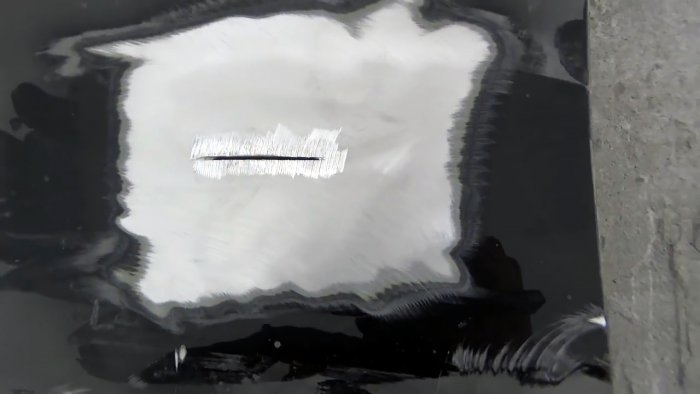
Поверхность кузова вокруг разрыва или пореза нужно идеально зачистить от краски и оксидной пленки.

После этого требуется залудить место пайки. Для этого чистый металл нужно разогреть газовой горелкой. Затем под факелом горелки следует растереть припой по горячей поверхности, чтобы он оплавился. Жидкое олово не будет прилипать и начнет скатываться в шарики, это нормально.


Далее припой откладывается в сторону и берется шуруповерт с насадкой щетка по металлу.

Вращая его на средних оборотах нужно царапать металл, не прекращая при этом нагрев горелкой. Щетка будет срывать оксидную пленку, которая появляется при нагреве алюминия в воздушной среде, а расплавленное олово сможет сразу прилипнуть к чистому металлу, пока оксид не образовался.


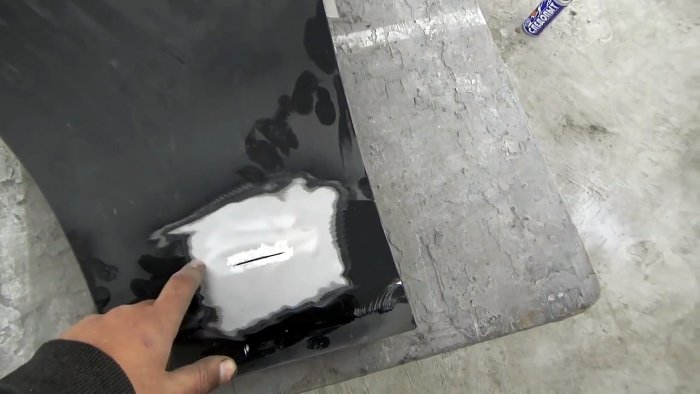
Слегка залудив поверхность нужно добавить сверху еще больше олова, потом также используя щетку добиться, чтобы оно прилипло по всему периметру зачищенного металла. Залудив всю область пайки, сверху наплавляется необходимое количество припоя, чтобы перекрыть повреждение и вмятину вокруг него.

Расплавленный сверху объем олова нужно разровнять, для этого в момент остывания припой разглаживается деревянным бруском.


Когда олово и деталь остынут, поверхность зашлифовывается болгаркой или шлифмашинкой. В результате получается ровная гладкая поверхность, которую даже не придется шпаклевать. Мелкой наждачкой нужно просто убрать шероховатости от крупного абразива, затем обезжирить пайку и покрасить деталь.


На обратной стороне отреставрированной кузовной детали могут проступить потеки олова, которые можно так и оставить или при желании срезать. Если паяется узкая трещина, то припой вообще не просочиться. Это очень надежный способ ремонта, который гарантирует, что олово не отстанет от алюминия, а будет держаться как и наложенный аргоновой сваркой шов.


Смотрите видео
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.

Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.

Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.

Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).

Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Тоже интересные статьи
Пайка алюминия в домашних условиях горелкой, припой
Промышленное производство алюминия, по историческим меркам, началось относительно недавно. Но за это время этот материал прочно вошел в нашу жизнь. Его основные параметры – высокая электро- и теплопроводность, малый вес, стойкость к воздействию коррозии привели к тому, что этот металл стал основным материалом, применяемым в авиационной и космической промышленности. Кроме этого, без алюминия невозможно представить улицы наших городов, из него выполняют светопрозрачные конструкции (двери, окна, витражи), рекламные конструкции и многое другое.
 Пайка алюминия
Пайка алюминияПри его обработке допустимо использовать практически все виды обработки – точение, штамповка, литье, сварку и пайку. Последние способы применяют для получения неразъемных соединений из алюминиевых заготовок.
Общие принципы пайки алюминия в домашних условиях
Многие искренне полагают, что пайка алюминия в домашних условиях – это довольно сложный процесс. Но на самом деле все не так и плохо. Если использовать соответствующие припои и флюсы, то особых сложностей не должно возникнуть. В том случае если домашний мастеровой будет паять алюминиевые детали с использованием материалов, предназначенных для меди или стали, то результат, скорее, будет отрицательный.

Инструменты для пайки
Особенности процесса
Сложности пайки алюминия обусловлены в первую очередь тем, что на его поверхности существует оксидная пленка, которая в отличии от основного металла имеет более высокую температуру плавления и высокой стойкостью к воздействию различных химических веществ. Именно это пленка и создает серьезные препятствия при использовании традиционных припоев и флюсов и например, если паять алюминий оловом, то гарантировать качественный результат сложно. Для устранения этой пленки применяют или механическое воздействие, или флюсы, которые содержат сильнодействующие химические вещества.
Сам основной металл, в данном случае алюминий обладает низкой температурой плавления, порядка 660 °C. Такая разница между температурой плавления оксидной пленки и основным металлом тоже приводит к осложнениям в пайке.
Это свойство алюминия в результате приводит к тому, разогретый алюминий становиться менее прочным. Так, алюминиевые конструкции начинают терять устойчивость уже при температуре 250-300 °C. Кроме этого в составе алюминиевых сплавов могут входить материалы, начинающие плавиться при температуре в 500-650 °C.

Схема пайки алюминия
В состав большого количества припоев входят – олово, кадмий и другие компоненты. Алюминий с трудом входит в контакт с этими материалами и это в свою очередь приводит к тому, что швы, получаемые с использованием этих припоев, отличаются низкой надежностью и прочностью. Между тем, хорошей растворимостью друг в друге обладают цинк и алюминий. Использование цинка в составе припоев позволяет придавать шву высокие прочностные параметры.
Использование трансформаторного масла
Как уже отмечалось выше, основное препятствие при выполнении пайки – это наличие оксидной пленки. Перед тем как паять алюминий ее необходимо устранить. Для ее удаления используют разные методы, начиная от использования абразивного инструмента и заканчивая специальными флюсами. Кроме этого, существуют и «народные» способы. Один из них связан с применением трансформаторного масла.

Трансформаторное масло
Для удаления оксидной пленки применяют следующий состав – в абразивный порошок добавляют трансформаторное масло. При постоянном перемешивании, в результате должна получиться пастообразная масса. Ее необходимо нанести на заранее очищенное место пайки. После этого жало паяльника необходимо тщательно пролудить и натирают подготовленные места до появления олова. После этого места пайки необходимо промыть и можно продолжать работу.
Какой припой применяется для пайки алюминия
Большинство припоев содержат в своем составе вещества, не растворяющиеся в алюминии. Именно поэтому для создания неразъемных соединений деталей из алюминия применяют так называемые тугоплавкие припои, изготовленных на основе алюминия, кадмия, цинка и некоторых других веществ.
Для пайки алюминия применяют и легкоплавкие припои.
Их использование позволяет выполнять работы при низких температурах. Это позволяет создавать соединения, избегая при этом изменений свойств алюминия. Но надо сразу отметить то, что использование таких материалов не может обеспечить в должной степени коррозионной стойкости и прочности стыка.

Припой для пайки
Оптимальный результат пайки можно получить при использовании состава, который содержит алюминий, медь, цинк. Работы с такими припоями необходимо выполнять паяльником, жало которого разогрето до 350 °C. При выполнении соединения деталей нужно использовать флюс, который состоит из смеси олеиновой кислоты и йодида лития.
Состав для соединения деталей из алюминия может приготовить в домашних условиях, а можно просто приобрести его в магазине.
Один из серийно выпускаемых припоев по алюминию — HTS -2000. Выполнять пайку этим припоем можно без применения флюса. Отличительная черта этого состава заключается в том, что он может проникать через оксидную пленку и может создавать прочные соединения молекул. Срок эксплуатации соединений изготовленных с применением этого сплава составляет 10 лет.
Как правильно паять с помощью горелки
Необходимость в пайке алюминия и его сплавов может возникнуть как в производственных, так и бытовых условиях. Это процесс может быть использован при выполнении ремонта деталей, но иногда приходится сталкиваться с более масштабными работами.
Обработка алюминия сопряжена с рядом сложностей и поэтому традиционные материалы технологии пайки не всегда гарантируют получение надлежащего результата.
Один из часто применяемых способов получения неразъемных соединений напрямую связан с использованием газовой горелки.
Работа с алюминием подразумевает то, что оксидная пленка, которая находится на поверхности детали, препятствует соединению деталей.
Пайка с помощью горелки существенно отличается от работы с паяльником и по праву считается более практичным. Работая с горелкой, мастер может выполнять настройку температуры. И это предоставляет дополнительные возможности для обработки поверхности заготовок. При этом не играет особой роль толщина материала. Иногда при работе с горелкой применяют флюсы и дополнительные средства обработки поверхности.

Пайка алюминия при помощи газовой горелки
Пайка алюминия газовой горелкой в домашней мастерской позволяет выполнить предварительное прогревание заготовок и расходных материалов.
Бесспорно, для получения соединения высокого качества необходим опыт работы. Дело в том, что алюминий обладает низкой температурой плавления, соответственно расходные материалы, применяемые при совершении пайки, обладают хорошей текучестью. Если мастер совершит ошибку, то высока вероятность того, что припой просто растечется по заготовке, так и не попав в шов.
Какой флюс использовать
Флюс для пайки алюминия надо подбирать, руководствуясь набором факторов. Существует так называемый бинарный флюс основу, которого составляет ортофосфорная кислота. Флюсы этого класса не нуждаются в дополнительной промывке. С помощью этого материала можно паять и другие металлы.

Разновидности флюсов для пайки алюминия
Преимущества
Пайка – это один и способов получения неразъемных соединений металлов. Но в отличии от других методов он, до последнего времени отличался невысокой производительностью, малой прочностью на стыке. Это и ряд других причин послужило тому, что она не получила широкого, промышленного применения.
С развитием технологий стали доступны способы соединения деталей с помощью электронного луча, ультразвуковых волн. Появление специальных припоев и флюсов позволило значительно поднять качество паяного соединения.
Современные технологии пайки позволяют использовать готовые изделия без дальнейшей обработки на механическом оборудовании. Пайка вошла число основных технологических процессов в машиностроении, авиационной и космических отраслях и конечно электронике.
Пайка имеет ряд несомненных достоинств в сравнении со сваркой. Процесс соединения деталей этим способом проходит при существенно меньшем расходе теплоты. Другими словами, при проведении этого процесса не происходит каких-либо серьезных изменений в структуре металла. Его физико – химические параметры остаются практически без изменений. После пайки могут возникать такие явления как остаточная деформация, ее размеры несравнимы с теми, которые остаются после выполнения, например, сварки в облаке защитных газов.
Именно поэтому использование пайки гарантирует более точное соблюдение размеров указанных в технической документации на изделие. Использование этого метода позволяет соединять разнородные металлы. Ко всему прочему можно сказать и то, что эти процессы довольно легко можно автоматизировать.
Недостатки
Говоря о пайке алюминиевых деталей надо всегда помнить о том, что для работы с ним необходимо использовать специальные припои и флюсы, которые в состояние обеспечить требования к качеству получаемых соединений.
Малейшее нарушение технологии или использование неподходящих материалов приведет к тому, что полученный шов не будет отвечать требованиям по качеству.
Как просто паять к алюминию обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.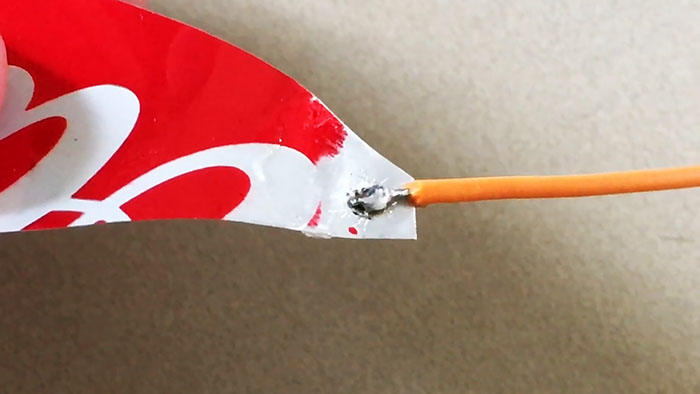
Материалы:
- припой 60/40;
- минеральное масло или вазелин;
- спирт.



Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.


Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.

После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.

Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.

Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.

Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.