припой и оборудование. Этапы проведения работ
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев . В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия . Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.

- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.

Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.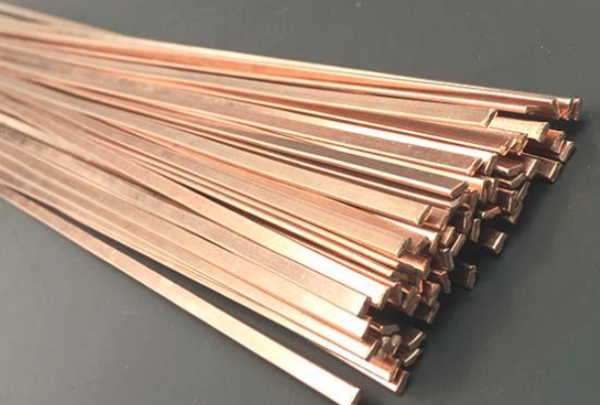
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно!!! Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь — так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть — значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Пайка серебром (твердым припоем) — Энциклопедия по машиностроению XXL
Пайка серебром (твердым припоем) [c.167]Твердые припои имеют температуру плавления в интервале 800—900°С и являются сплавами меди и цинка (латуни) и меди, цинка и серебра (так называемые серебряные припои). Последние применяют при пайке электроприборов, когда электропроводность спая не должна уменьшаться по сравнению с электропроводностью основного металла. [c.624]
[c.624]
Твердые припои содержат в различных соотношениях медь, серебро, цинк, никель, алюминий и другие элементы, имеют достаточно высокую прочность, их применяют для пайки нагруженных соединений В некоторых случаях паяные швы могут быть равнопрочны соединяемым деталям. [c.395]
Сильфоны обеспечивают перемещение вдоль оси за счет упругой деформации гофр. Например, при наружном диаметре 80 мм при сжатии вдоль оси высота сильфона может уменьшаться почти на 20 мм. Сильфоны выпускают диаметром от 10 до 80 мм и более. Если нужно обеспечить перемещение в вакууме на расстояние, превышающее ход одного сильфона при сжатии, последовательно соединяют два или более сильфонов. Это соединение осуществляют при помощи пайки либо свинцово-оловянным припоем (при работе сильфонного соединения в условиях комнатной температуры), либо твердым припоем, например латунью, серебром или медью (позволяющей производить нагружение при температуре до 200—250° С).
 [c.64]
[c.64]Бериллиевая бронза поддается электросварке при использовании металлических и угольных электродов, дуговой сварке в атмосфере инертного газа и шовной сварке методом сопротивления, а также пайке серебром и мягкими припоями. Однако газовая сварка и пайка твердыми припоями (бронзой) не дают удовлетворительных результатов. Поскольку температуры, при которых производят все виды сращивания бериллиевой бронзы, за исключением пайки мягкими припоями, превышают температуры термообработки, после термообработки сварку производить нельзя. [c.71]
Сплавы серебра и кадмия с различным содержанием меди и цинка, а иногда и других металлов, широко применяются для пайки твердым припоем. Эти сплавы можно успешно применять для удовлетворительного соединения черных и цветных металлов. Некоторые из этих припоев с золотом и без него используются в ювелирном деле [48 . [c.276]
Твердые припои имеют температуру плавления 850—900° С и представляют собой сплавы меди с цинком твердость и прочность паяного ими шва — повышенные. Серебряные припои состоят из серебра и меди температура плавления их 740—830° С они имеют ще большую прочность. Пайка ими медных проводов почти не меняет их электропроводность. И здесь прочность спая обеспечивается образованием твердого раствора между припоем и соединяемым металлом.
[c.462]
Серебряные припои состоят из серебра и меди температура плавления их 740—830° С они имеют ще большую прочность. Пайка ими медных проводов почти не меняет их электропроводность. И здесь прочность спая обеспечивается образованием твердого раствора между припоем и соединяемым металлом.
[c.462]
Способность палладия образовывать непрерывный ряд твердых растворов с металлами группы железа и ограниченные твердые растворы с металлами пятой и шестой групп периодической системы (Nb, Та, Мо, W), в противоположность металлам первой группы (Ag, Си, Аи), позволяют палладиевым сплавам конкурировать с никелевыми припоями при пайке жаропрочных сплавов и серебряно-медными припоями при пайке тугоплавких сплавов. В последнее время за рубежом наблюдается тенденция к замене известного эвтектического припоя, содержащего 72% Ag и 28% Си, а также припоев на его основе при пайке вакуумных приборов (в электронике, радиотехнике и т. д.) сплавами, содержащими палладий упругость пара серебра при температуре его плавления 960° С равна 2,65-10 мм рт ст. , а палладия при температуре его плавления 1552° С 1,03-10 мм рт. ст.
[c.139]
, а палладия при температуре его плавления 1552° С 1,03-10 мм рт. ст.
[c.139]
Пайка твердыми припоями. Для пайки ответственных деталей, требующих повышенной прочности спаянных швов и чистоты места спая, применяют твердые припои. К твердым припоям относятся припои, изготовленные из медноцинковых и медно-серебряно-цинковых сплавов, применяющихся главным образом для пайки изделия из стали и медных сплавов. [c.237]
Серебряные припои — твердые припои, состоящие из сплава меди, серебра (от 10 до 45%) и цинка. Применяются они для пайки деталей, в которых требуется большая прочность и чистота места пайки, и деталей электрооборудования, где должна быть сохранена высокая электропроводность. [c.536]
Представители второй точки зрения исходят в основном из известных случаев пайки металлов припоями, между которыми нет взаимной растворимости. Известно, что при пайке стали серебром, алюминия — кадмием, молибдена, вольфрама, ниобия и тантала — серебром и медью создаются более или менее прочные паяные соединения, тогда как растворимость между паяемым металлом и припоем мала или ничтожна. Существуют даже категорические высказывания, что между этими парами металлов нет никакой растворимости ни в жидком, ни в твердом состоянии. Некоторые считают, что при пайке алюминия легкоплавкими припоями нет взаимной диффузии атомов, т. е. между ними нет сцепления (когезии), а происходит склеивание (адгезия) [204]. Исходя из такой точки зрения было предложено процесс пайки разделять на две группы 1) с участием обратимых физических процессов и 2) с участием необратимых реактивных процессов.
[c.7]
Существуют даже категорические высказывания, что между этими парами металлов нет никакой растворимости ни в жидком, ни в твердом состоянии. Некоторые считают, что при пайке алюминия легкоплавкими припоями нет взаимной диффузии атомов, т. е. между ними нет сцепления (когезии), а происходит склеивание (адгезия) [204]. Исходя из такой точки зрения было предложено процесс пайки разделять на две группы 1) с участием обратимых физических процессов и 2) с участием необратимых реактивных процессов.
[c.7]
Наименьшее растворение (эрозия) должно быть при пайке металла припоем с малой взаимной растворимостью в твердом и жидком состоянии. Это наблюдается, например, при пайке железа или никеля серебром и припоями, богатыми серебром. [c.40]
Соединения, паянные припоями системы Ад — Си — 2п — Сё, теплостойки немного выше 400° С (табл. 56), а припои системы Ад —-Си — 2п теплостойки до 500° С в связи с упрочнением твердого раствора на основе серебра. При пайке сталей двухфазные припои на основе Ад — Си имеют важное преимущество по сравнению с припоями на основе а-латуней они не проникают по границам зерен. Это связано с более низкой температурой плавления первой системы припоев, когда диффузионные процессы протекают с меньшей скоростью, и с малой растворимостью серебра в железе.
[c.213]
При пайке сталей двухфазные припои на основе Ад — Си имеют важное преимущество по сравнению с припоями на основе а-латуней они не проникают по границам зерен. Это связано с более низкой температурой плавления первой системы припоев, когда диффузионные процессы протекают с меньшей скоростью, и с малой растворимостью серебра в железе.
[c.213]
Способность палладия образовывать непрерывный ряд твердых растворов с металлами группы железа и ограниченные твердые растворы с металлами пятой и шестой групп периодической системы (ЫЬ, Та, Мо, W) в противоположность металлам первой группы (Ад, Си, Аи) позволяет палладиевым сплавам конкурировать с никелевыми припоями при пайке жаропрочных сплавов и серебряно-медными припоями при пайке тугоплавких сплавов. В последнее время за рубежом заметна тенденция к замене известного эвтектического припоя, содержащего 72% Ад и 28% Си, а также припоев на его основе при пайке вакуумных приборов, (в электронике, радиотехнике и т. д.), сплавами, содержащими
[c. 234]
234]
Пайку твердыми припоями используют тогда, когда требуется большая прочность соединения. Твердыми припоями могут быть чистая медь и ее сплавы с цинком, никелем и серебром. Наиболее широко применяют медноцинковые припои (ГОСТ 1534—42). Однако при изготовлении особо ответственных изделий применяют пайку серебряными припоями (ГОСТ 8190—56). [c.258]
Для пайки твердыми припоями меди, латуни, серебра, золота, чугуна Для пайки мягкими припоями железа [c.579]
Твердые припои применяют для пайки деталей, несущих нагрузку. В эту группу входят сплавы меди с цинком и сплавы серебра, меди и цинка. [c.12]
Твердые припои применяют для пайки меди, латуни или бронзы, когда требуется большая механическая прочность. Изготовляют их обычно из меди и цинка. Для пайки контактов прерывателя и распределителя используют твердый припой, содержащий серебро, повышающее электропроводность припоя. Пайку алюминиевых сплавов осуществляют с помощью алюминиево-медных или алюминиево-кремниевых припоев. Температура плавления, твердых припоев составляет более 550 °С.
[c.113]
Температура плавления, твердых припоев составляет более 550 °С.
[c.113]
Порошок серебряного твердого припоя № 10 Твердая пайка серебра, альпака и т.д. флюс не вздувается тонкая пайка в металлообрабатывающей промышленности для изготовления украшений [c.310]
Ремонт секции. Повреждения типа в внешних трубок (см. рис. 255) устраняют пайкой мягким (ПОС-40) или твердым припоем без отъемки коллектора секции. Трещины по сварному шву между трубной коробкой и трубками (типа а) устраняют пайкой твердым медно-фосфористым припоем (92,35 — 90,75% меди, 6—8% фосфора и 1,65—1,25% серебра) со съемкой коллектора секции. Трещины, обрывы внутренних трубок, а также внешних трубок, у которых повреждения типа б расположены на расстоянии более 10 мм от трубной коробки, устраняют запайкой отверстий трубок с обоих концов, т. е. трубки заглушают. Допускается заглушать до 10% трубок у каждой секции.
 Качество выполненных работ проверяют опрессовкой секции в приспособлении (см. рис. 256).
[c.317]
Качество выполненных работ проверяют опрессовкой секции в приспособлении (см. рис. 256).
[c.317]Соединение деталей из меди и ее сплавов часто выполняют посредством твердой и мягкой пайки. Твердые припои изготавливают на основе меди и цинка с добавкой серебра их температура плавления составляет 600—1000 °С. Мягкие припои изготавливают из сплавов олова со свинцом их температура плавления 200— [c.237]
Корродировать могут места соединений медных деталей. Твердые припои медь — цинк могут подвергаться обесцинкованию и, как следствие, приводить к утечкам [90]. Некоторые водные среды сильно разрушают мягкие припои, если только соединение не выполнено достаточно плотным. Как правило, хорошие результаты получаются при пайке твердыми припоями медь — фосфор, медь — серебро — фосфор и серебряным припоем. Усиленная коррозия меди может вызываться конденсатом, содержащим растворенные кислород и двуокись углерода. Иногда довольно значительная коррозия возникает на подогреваемой стороне кипятильных котлов, а также на обшивке электронагревательных элементов под накипью, отложившейся из жесткой воды [91]. [c.102]
[c.102]
Твердые припои применяют для пайки деталей, несущих нагрузку. В эту группу входят сплавы меди с цинком и сплавы серебра, меди и цинка. Они плавятся при температуре 740—870° С. Для пайки припои нагревают на горне или паяльной лампой вместе с соединяемыми деталями. [c.33]
Цирконий сохраняет прочность при высоких температурах гораздо лучше, чем титан. Однако при температурах выше 400° предел прочности циркония снижается, так же как и сопротивление ползучести. Цирконий можно подвергать обычной дуговой сварке в защитной атмосфере. Удовлетворительные соединения между цирконием и другими металлами можно получать методом пайки твердыми припоями в инертной атмосфере. В качестве припоя пригодны серебро и медь. [c.266]
В диффузионной зоне рядом со швом могут образоваться твердые растворы, которые при охлаждении становятся пересыщенными (особенно при полиморфном превращении основного материала, когда растворимость депрессанта прнпоя в высокотемпературной модификации Мк выше, чем в низкотемпературной его модификации). Распад таких твердых растворов и образование включений новой коагулирующей фа.-)ы понижают прочность и пластичность материала в зоне шва и диффузионной зоне соединения [6] (табл. 61). Такой характер процессов имеет место для титановых сплавов при диффузионной пайке серебром или серебряными припоями, эвтектиками титана с медью, никелем, кобальтом или готовыми припоями, легированными этими же компонентами, образующими широкие области твердых растворов с р-титаном, химические соединения которых с паяемым материалом разлагаются или плавятся при температуре вблизи а-Т1->-р-Т1-преврашеиия. В этом случае неообходимо уменьшить ширину паяного шва и вести процесс диффузионной пайкн по ступенчатому режиму сначала выше температуры вторичной рекристаллизации с максимально возможной, ие исключающей заметный рост зерна основного металла выдерж-
[c.178]
Распад таких твердых растворов и образование включений новой коагулирующей фа.-)ы понижают прочность и пластичность материала в зоне шва и диффузионной зоне соединения [6] (табл. 61). Такой характер процессов имеет место для титановых сплавов при диффузионной пайке серебром или серебряными припоями, эвтектиками титана с медью, никелем, кобальтом или готовыми припоями, легированными этими же компонентами, образующими широкие области твердых растворов с р-титаном, химические соединения которых с паяемым материалом разлагаются или плавятся при температуре вблизи а-Т1->-р-Т1-преврашеиия. В этом случае неообходимо уменьшить ширину паяного шва и вести процесс диффузионной пайкн по ступенчатому режиму сначала выше температуры вторичной рекристаллизации с максимально возможной, ие исключающей заметный рост зерна основного металла выдерж-
[c.178]
Образцы на изгиб имели размеры 12,5 мм X 6,5 мм X 70 мм с надрезом шириной 0,8 мм, радиусом в вершине 0,4 мм и глубиной 4 мм. Расстояние между опорными призмами составляло 50 мм. Подвод тока производился по медной проволоке большого диаметра, припаянной серебром на расстояниях 8 мм по обе стороны от надреза. При пайке серебром в качестве источника тепла использовался аппарат для точечной контактной сварки. Несмотря на то что трк проходит через медный проводник и образец, тепловыделение было достаточно локализовано в месте их контакта для того, чтобы npoue Q пайки не влиял на термообработку образца в зоне предполагаемого пути трещины. Было установлено, что пайка твердым припоем необходима лишь в исключительных случаях. Короткие стальные проводники были приварены контактной сваркой к образцу между надрезом и токоподводящими шинами. К ним в свою очередь были припаяны проводники для передачи сигнала.
[c.183]
Расстояние между опорными призмами составляло 50 мм. Подвод тока производился по медной проволоке большого диаметра, припаянной серебром на расстояниях 8 мм по обе стороны от надреза. При пайке серебром в качестве источника тепла использовался аппарат для точечной контактной сварки. Несмотря на то что трк проходит через медный проводник и образец, тепловыделение было достаточно локализовано в месте их контакта для того, чтобы npoue Q пайки не влиял на термообработку образца в зоне предполагаемого пути трещины. Было установлено, что пайка твердым припоем необходима лишь в исключительных случаях. Короткие стальные проводники были приварены контактной сваркой к образцу между надрезом и токоподводящими шинами. К ним в свою очередь были припаяны проводники для передачи сигнала.
[c.183]
Из числа твердых припоев для пайки меди большое применение находит латунь (например, состава 63% меди, 37% олова, с температурой плавления 920° С, применяется чаще всего в виде проволоки). Хорошие результаты дает пайка меди чистым серебром (плотность 10,5 кг1дм температуря плавления 961° С температура кипения 2 150°С), которое обладает прекрасной, лучшей, чем у чистой меди, электропроводностью (удельное электрическое сопротивление р= = 0,016 ом-ммЧм) и весьма высокой стойкостью к коррозии. Сплав 70% меди и 30% серебра, имеющий температуру плавления 800° С, дает высокую электропроводность (57% электропроводности чистой меди) и хорошо прокатывается в ленту, в виде которой и употребляется,
[c.251]
Хорошие результаты дает пайка меди чистым серебром (плотность 10,5 кг1дм температуря плавления 961° С температура кипения 2 150°С), которое обладает прекрасной, лучшей, чем у чистой меди, электропроводностью (удельное электрическое сопротивление р= = 0,016 ом-ммЧм) и весьма высокой стойкостью к коррозии. Сплав 70% меди и 30% серебра, имеющий температуру плавления 800° С, дает высокую электропроводность (57% электропроводности чистой меди) и хорошо прокатывается в ленту, в виде которой и употребляется,
[c.251]
Согласно приведанному выше определению пайка твердыми припоями происходит при температурах выше 427° С. Материалы, применяемые для соединения металлов этим способом, называются наплавными или твердыми припоями. В табл. 14-12 приведены химические составы для восьми серебряно-медно-цинковых сплавов согласно спецификации на серебряные припои американского общества испытания материалов. В табл. 14-13 указаны составы, допустимые их изменения и свойства семи классов серебряных припоев, а в табл. 14-14 — аналогичные данные для твердых медно-цинковых припоев. Физический механизм соединения в этом случае тот же, что и для мягких припоев, с той лишь разницей, что он происходит при более высоких температурах. Соединение достигается при температуре, которая ниже точек плавления соединяемых металлов, за счет проникнО Вения в зазоры растекающегося металла или сплава. Эти сплавы не содержат железа, но содержат серебро или медь. В первом случае они плавятся между 635 и 843° С, а во втором— между 704 и 1 177° С. Следовательно, можно говорить
[c.318]
14-14 — аналогичные данные для твердых медно-цинковых припоев. Физический механизм соединения в этом случае тот же, что и для мягких припоев, с той лишь разницей, что он происходит при более высоких температурах. Соединение достигается при температуре, которая ниже точек плавления соединяемых металлов, за счет проникнО Вения в зазоры растекающегося металла или сплава. Эти сплавы не содержат железа, но содержат серебро или медь. В первом случае они плавятся между 635 и 843° С, а во втором— между 704 и 1 177° С. Следовательно, можно говорить
[c.318]
Для твердой пайки в качестве припоев применяют чистую медь (Т пл=1083° С) и ее сплавы с цинком, никелем и серебром. Наиболее широко пользуются медно-цинковыми припоями марок ПМЦ48 и ПМЦ54 с содержанием меди соответственно 46—50 и 52—56%. Эти припои предназначены только для швов, подверженных действию статических нагрузок. В тех случаях, когда паяное соединение подвергается ударной, знакопеременной нагрузке, применяют латунные припои, содержащие не менее 60—65% меди.
 Для пайки ответственных изделий применяют серебряные припои.
[c.302]
Для пайки ответственных изделий применяют серебряные припои.
[c.302]Существуют также мягкие припои с добавками алюминия, серебра. Еще более легкоплавкими являются припои, в состав которых входят висмут и кадмий. Они применяются там, где требуется пониженная теьтература пайки. Механическая прочность их очень незначительна висмутовые припои обладают большой хрупкостью. Наиболее рас-щ)остраненными твердыми припоями являются медно-цинковые (ПМЦ) и серебряные (ПСр) припои. [c.271]
Наиболее легкоплавкие твердые припои для пайки алюминия имеют температуру плавления 525 °С (так называемый припой Лоцманова, в состав которого вхо- дят алюминий, медь, кремний) твердые припои для пайки черных металлов, меди и др. имеют температуру плавления в пределах 765—1300°С и представляют собой сплавы медноцинковые, меднооловяннокремниевые, серебряные (серебро—медь—цинк) и др. [c.397]
Припои, применяемые при пайке, подразделяются на два вида мягкие и твердые. Мягкие припои имеют невысокую прочность, порядка 5—7 кГ1мм и температуру плавления ниже 400° С. Это в основном оловянно-свин-цовые припои. Твердые припои имеют температуру плавления выше 550° С, а прочность до 50 кГ1см . В состав твердых припоев входят медь, цинк, серебро и другие элементы.
[c.193]
Мягкие припои имеют невысокую прочность, порядка 5—7 кГ1мм и температуру плавления ниже 400° С. Это в основном оловянно-свин-цовые припои. Твердые припои имеют температуру плавления выше 550° С, а прочность до 50 кГ1см . В состав твердых припоев входят медь, цинк, серебро и другие элементы.
[c.193]
Серебро производится в виде листа, ленты, фольги с минимальной толщиной 0,013 мм, прутка, проволоки с минимальным диаметром 0,013 мм, сетки, труб, биметалла (например, плакированная серебром медь нли фосфористая бронза) и многих других. Серебро легко обрабатывается обычными методами прокаткой, выдавливанием, волочением и т. д. Соединение серебряных деталей легко осуществляется посредством сваркн плавлением при аргоио-дуговом разогреве. Сварка в водородно-кислородном пламени также возможна, однако качество полученного прн этом шва будет ниже из-за возможного поглощения кислорода расплавленным металлом с последующим водородным охрупчиванием. При сварке можно пользоваться присадочным прутком нз технического серебра, последующая проковка шва заподлицо с окружающим металлом позволяет получить очень прочное соединение, Пайка серебра возможна с помощью многочисленных твердых припоев на основе серебра или мягких припоев на основе олова. [c.226]
[c.226]
Наиболее употребительным способом соединения коваровых деталей с изделиями из ковара или других металлов является пайка твердыми припоями в водородной печи . Железо и его сплавы лучше всего спаиваются с коваром припоем из чистой меди путем нагревания до 1 100—I 150° С в течение 5 мин (но не более 15 мин). Если необходимо, можно использовать в качестве твердого припоя также чистое серебро или золото. При твердой пайке ковара с медными деталями хорошие результаты дает припой из 20% Си и 80% Аи (точка плавления 890° С, [Л. 25]). Для этой же цели особенно рекомендуется припой 55% Си, 42% Аи и 3% с температурой плавления 960° С [Л. 33]. В противоположность этому эвтектический припой (72% Ag и 28% Аи) с точкой плавле- [c.207]
ПАЙКА ЧУГУНА — Инструмент, проверенный временем
Наличие в структуре чугуна графита значительно затрудняет смачивание его расплавленным припоем. Для удаления графита обычно применяют пескоструйную обработку, выжигание окислительным пламенем газовой горелки или электрохимической обработкой в соляной ванне при 450—510 °С.
Высокотемпературную пайку чугуна проводят припоями на основе меди, например латунями или специально разработанными припоями (ЛОМНА 49-05-10-4-0,4). При пайке этими припоями (температура 960—1050 °С), а особенно чистой медью (температура 1150 °С) возможен перегрев чугуна, приводящего к структурным изменениям — выделению при охлаждении хрупкого цементита.
Качественные швы без перегрева паяемого металла (не выше температуры 900 °С) можно получить при применении серебряных припоев, содержащих никель, и использовании стандартных активных флюсов ПВ209 и ПВ234Х. При этом предварительного удаления графита с паяемых поверхностей не требуется.
Припои, содержащие фосфор (температура пайки до 800 °С), не применяются из-за образования в швах хрупких железофосфорных соединений.
Нагрев при пайке чугуна производится газовой горелкой, паяльной лампой и в печах с контролируемой атмосферой с под — флюсовыванием.
Для снятия внутренних напряжений и упрочнения паяных соединений чугунные изделия сразу после пайки подвергают отжигу при температуре 700—750 °С в течение 20 мин.
При низкотемпературной пайке чугуна оловянно-свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить обработкой флюсом ПВ209 или ЇЇВ294Х при температурах 600—700 °С, обезжирить бензином, ацетоном ют раствором щелочи. Пайку нужно производить паяльником или газовой горелкой с применением флюса на основе хлористого пинка с добавками хлористых солей меди и олова. Для облегчения пайки легкоплавкими припоями применяют гальваническое лужение или контактное меднение в растворе медного купороса 16. 10 J.
Пайку дефектных участков (усадочных раковин, пор и трещин) чугунных литых деталей осуществляют с применением оловянно — свинцового припоя, например ПОССу 30—0,6. Паяют только после механической зачистки и лужения паяемых поверхностей. После пайки изделие тщательно промывают горячей и холодной водой.
ПАЙКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Пайка медных деталей низкотемпературными припоями проводится при зазорах 0,05—0,5 мм при температурах 650—900 °С в вакууме или в инертных газовых средах. При пайке меди индием, оловом, галлием, припоями ПОС 40 и ПОС 61 соединения имеют временное сопротивление разрыву 40—70 МПа и низкую пластичность. При пайке меде при температуре 850—900 °С в вакууме припоем системы РЬ—Ag~~Sn—Ni (ПСр 7,5) можно обеспечить прочность до 140 МПа с достаточно высокой пластичностью (угол изгиба равен 130°) [15 L
При пайке меди индием, оловом, галлием, припоями ПОС 40 и ПОС 61 соединения имеют временное сопротивление разрыву 40—70 МПа и низкую пластичность. При пайке меде при температуре 850—900 °С в вакууме припоем системы РЬ—Ag~~Sn—Ni (ПСр 7,5) можно обеспечить прочность до 140 МПа с достаточно высокой пластичностью (угол изгиба равен 130°) [15 L
Высокотемпературную пайку медных конструкций осуществляют припоями на основе меди или серебра. Припои на медной основе (Л63, Л (Ж 62-0,6-0,4, МПЦ 36 и др.) тугоплавки и вызывают растворение (эрозию) основного металла, поэтому для пайки меди их применяют реже, чем серебряные. Пайку серебряными припоями ПСр 45, ПСр 40, ПСр 25, ПСр 12М осуществляют нагревом ацетилено-кислородным пламенем или в печах с использованием флюсов ПВ209 и ПВ284Х. После пайки остатки флюса необходимо удалять промывкой в горячей воде.
Бесфлюсовую пайку медных изделий осуществляют припоями на основе серебра (ПСр 72, ПСр 71, ПСр 62) в вакууме или инертных средах [2, 6].
Для пайки меди находят также применение припои на основе медно-фосфористой эвтектики с добавлением серебра. Швы, паянные этими припоями, имеют временное сопротивление разрыву 250—300 МПа, теплостойки до температуры 800 °С, но непластичны. В условиях низких температур прочность соединений меди, паянных этими припоями, увеличивается, но пластичность резко падает.
Для работы при температурах выше комнатной хорошо зарекомендовал себя припой ПМФОЦр 6-4-0,03.
Соединение меди при низкотемпературной пайке производится стандартными оловянно-свинцовыми припоями, например ПОССу 30—0,5; ПОС 40; ПОССу 40—0,5; ПОС 61, и свшщово- серебряньши припоями ПСр 1,5; ПСр 2,5; ПСр 3 с использованием флюсоз на основе хлористого цинка или канифольно-спиртовых. Соединения, паянные оловянно-свинцовыми припоями, теплостойки до температур 100—120 °С. При снижении температуры до минус 196—253 °С временное сопротивление разрыву этих соединений увеличивается в 1,5—2 раза, достигая 45—75 МПа, при этом пластичность соединений резко снижается. Для оловянно-свинцовых сплавов, содержащих менее 15% олова, снижение ударной вязкости не происходит. Это обусловлено тем, что свинец, являясь хладостойкой основой сплава, делает припой малочувствительным к понижению температуры до минус 253 °С. Однако припои на основе свинца нетехнологичны и имеют предел прочности на срез 12—18 МПа.
Для оловянно-свинцовых сплавов, содержащих менее 15% олова, снижение ударной вязкости не происходит. Это обусловлено тем, что свинец, являясь хладостойкой основой сплава, делает припой малочувствительным к понижению температуры до минус 253 °С. Однако припои на основе свинца нетехнологичны и имеют предел прочности на срез 12—18 МПа.
Применение кадмиевых припоев требует специального навыка, так как технологичность их значительно ниже, чем оловянно — свинцовых. Соединения меди кадмиевыми припоями ПСр 5КЦН, ПСр 8КЩН теплостойки до температуры 350 °С, но имеют низкое (29 МПа) временное сопротивление разрыву, а из-за образования в шве хрупких иктерметадлидов нехладостойки.
Примером применения низкотемпературной пайки в серийном производстве является производство ажурных конструкций (радиаторы из меди и латуни). Для этого детали, заранее облуженные припоями ПОССу 30—0,5; ■ ПОССу 40—0,5 и другими, флюсуют в растворах хлористого цинка, нагревают в печах, горелками или погружением в ванну с расплавом оловянно-свинцовых припоев. При пайке погружением (температура 250—300 °С) в расплав припоев зеркало ванны защищают инертным газом или активированным углем.
При пайке погружением (температура 250—300 °С) в расплав припоев зеркало ванны защищают инертным газом или активированным углем.
Пайка латуней. Особенность пайки латуней заключается в более сложном (в отличие от пайки меди) удалении с ее поверхности оксида ZnO. Удаление оксида ZnO не обеспечивается канифольно-спиртовыми флюсами, например при пайке латуней ЛЦ40С, Л63 оловянно-свинцовыми припоями необходимо применять флюсы на основе хлористого цинка с добавками азотной кислоты.
Пайка латуней в газовых средах (например латунь ЛЦ14КЗСЗ) возможна только с предварительным флюсованием мест пайки и с применением медно-фосфорных и серебряных припоев. Улучшить паяемость латуни удается за счет нанесения на ее поверхность слоя меди или никеля (до 25 мкм), предохраняющего испарение цинка.
При нагреве латунных изделий в пламени газовых горелок и в печах также происходят испарение и окисление цинка. Испарение цинка и образование пор в швах можно уменьшить за счет применения восстановительного пламени при пайке горелкой и избыточного давления при пайке в печи в газовых средах [1 ].
Для пайки латуней, богатых медью, используют серебряные припои, а также латуни с низкой температурой плавления (припои типа ПМЦ36, ПМЦ48, ПМЦ54) и медно-фосфорные, если соединения не подвергаются вибрационным нагрузкам. Для латуней, богатых цинком (Л63, Л68), применяют припой ПСр 40.
При пайке серебряными к медно-фосфорными припоями латука интенсивно растворяются, поэтому паять их следует е высокими скоростями нагрева.
Пайка бронз. Оловянистые бронзы можно паять оловянно-свинцовыми, серебряными и медно-цинковыми припоями. Пайка еысокооловянистых бронз медко-цииковыми припоями нежелательна ввиду близости температуры пайки к температуре плавления этих припоев. Пайку оловянистых бронз можно проводить любым известным способом: паяльником, газопламенными горелками, контактным нагревом, нагревом ТВЧ, в соляных ваннах в печах с контролируемой атмосферой; при этом нагрев изделия следует вести постепенно, так как при высоких скоростях нагрева основной металл склонен к красноломкости.
Пайку можно проводить оловянно-свинцовыми припоями е использованием флюсов на основе хлористого цинка с добавками соляной кислота. При высокотемпературной пайке используют медно-цинковые и серебряные припои с применением флюсов В£ основе борной кислоты с добавками хлористых и фтористых солей металлов.
Свинцовые бронзы можно паять припоями © флюсами,, которш применяют для пайки оловянистых бронз.
Пайка пикселя и его сплавов. Никель и его сплавы с медью (монель), с железом (константан) имеют на поверхности оксидную пленку, которая легко удаляется при пайке обычными флюсами, в нейтральных газовых средах и в вакууме.
Никелевые сплавы с хромом (нихромы) имеют более стойкий оксид, а легирование нихрома алюминием и титаном уже вызывает сложности при — пайке. Пайка этих сплавов палладиевыми припоями может быть осуществлена в вакууме или в аргоне. Пайку припоями на основе никеля системы Ni—Мп-—€г обычно проводят в атмосфере аргона, в смесях Ar + BFS или Ar + HF.
Для кислотостойких и жаропрочных паяных соединений применяют припои на никельхромовой основе, легированные марганцем, бором, фосфором или кремнием.
При пайке никелевых сплавов медью и припоями, легированными бором, бериллием я кремнием, интенсивно растворяется паяемый материал и вызывает необходимость жестко соблюдать режимы нагрева.
При пайке нихромов жаропрочными припоями с местным нагревом рекомендуется применять флюсы ПВ200 и ПВ201, а при пайке серебряными припоями — ГІВ209 и ПВ284Х. Серебряные и медные припои для пайки жаропрочных никелевых сплавов используют редко вследствие низкой их жаропрочности и коррозионной стойкости.
Никель и его сплавы практически не подвергаются растворению припоями систем Ag—Pd—Mn; Pd—Ni; Ni—Pd—Ag, Pd— Ni—Cr при пайке до температур 1150—1200 °С.
Для низкотемпературной пайки никеля пригодны оловянно — свинцовые припои, содержащие 40—60% олова, и флюсы, рекомендуемые для пайки сталей.
Пайка молибдена. При пайке оксидную пленку с поверхности молибдена удаляют путем погружения деталей в расплав, состоящий из 70% NaOH и 30% Na2C03 при температуре не выше 400 °С или с помощью электролитического травления в 80%-ном водном растворе серной кислоты при 50—60 °С.
Молибден можно паять чистым никелем. Никель наносят на молибден гальваническим способом или в виде фольги. Пайку проводят в вакууме 10ча—10~8 Па при 1350 °С с поджатием деталей давлением 15 МПа и выдержке 2—6 ч. При таком режиме полученное соединение не имеет хрупких фаз и выдерживает многократные нагреЕы до 2600 °С.
При пайке молибдена припоем на основе никеля, содержащего 14% Сг и 6% Fe, соединение имеет предел прочности на срез 132 МПа при 980 °С.
Чистую медь также можно применять для пайки молибдена, однако лучшие результаты по смачиванию обеспечиваются при легировании меди кобальтом, железом, марганцем, никелем, кремнием, палладием в количестве не более 4—5%. Ограничение вызвано тем, что названные компоненты, кроме палладия, образуют с молибденом хрупкие интерметалл иды. Пайку медным припоем следует производить при температуре 1100 °С и выдержке 20 мин.
Растекаемость серебряных припоев по молибдену увеличивается при введении в них 1—2% фосфора. Соединения молибдена, паянные припоями систем Ag—Р; Ag—Си, Ag—Си—Ni—Li, могут работать при температуре 650 °С. Пайку можно проводить погружением в расплавленный припой или газовой горелкой. Соединения молибдена, паянные оловянно-свинцовыми припоями с применением флюсов на основе хлористого цинка, могут работать при температуре не более 160 °С.
Пайку можно проводить погружением в расплавленный припой или газовой горелкой. Соединения молибдена, паянные оловянно-свинцовыми припоями с применением флюсов на основе хлористого цинка, могут работать при температуре не более 160 °С.
Пайка ниобия и его сплавов. Для получения высокопрочных и пластичных паяных соединений целесообразно для пайки ниобия применять чистые металлы: титан, ванадий, цирконий, которые образуют с ниобием твердые растворы. На основе этих металлов можно получить пластичные припои и. жаропрочные паяные соединения, однако все они слишком тугоплавки и для их пайки требуется оборудование, позволяющее проводить пайку в высоком вакууме при температурах 1600—1900 °С. Поэтому для пайки ниобия применяют и более легкоплавкие припои, например припой на основе меди, содержащий %: N1 30, Fe 1—2, Si 1—2,
В 0,2, обеспечивающий получение достаточно прочных соединений после длительной выдержки при температуре пайки 1500 °С.
Для пайки ниобия в среде аргона с точкой росы минус 70 °С можно использовать сплавы системы Сг—Pd—Ge. Рекомендованы два сплава, %: 1) Сг 50; Pd 30; Ge 20, температура пайки 1450 °С, выдержка 5 мин, предел прочности соединения на срез 58 МПа при 1093 °С; 2) Сг 50, Pd 35, Ge 15, температура пайки 1450 °С, выдержка 5 мин, предел прочности соединения на срез 74 МПа при 1093 °С.
Рекомендованы два сплава, %: 1) Сг 50; Pd 30; Ge 20, температура пайки 1450 °С, выдержка 5 мин, предел прочности соединения на срез 58 МПа при 1093 °С; 2) Сг 50, Pd 35, Ge 15, температура пайки 1450 °С, выдержка 5 мин, предел прочности соединения на срез 74 МПа при 1093 °С.
Для пайки ниобия рекомендуется также припой, состоящий, %: Nb 17; V 10; Сг 8; А! 2,3, Ті — основа, обеспечивающий предел прочности на срез 800 МПа, относительное удлинение 6 =- 4%.
Пайка титана и его сплавов. На поверхности титана всегда имеется альфированный слой, насыщенный атмосферными газами. Перед пайкой этот слой необходимо удалять пескоструйной обработкой или травлением в растворе: 25 мл HN03 и 35 мл НС! на 1 л воды.
Обычно пайку титана и его сплавов ведут в вакууме или в аргоне, тщательно очищенном от примесей кислорода, азота и паров воды. В такой атмосфере оксидная и нитридная пленки растворяются в титане при температуре выше 700 °С, поэтому процесс пайки титана ведут обычно при температурах 800—900 °С, Печную пайку при более высоких температурах проводят редко, так как при длительном нагреве отмечается склонность к росту зерна и снижению пластических свойств.
Водород, всегда находящийся в гитане и снижающий его пластичность, удаляется при нагреве в вакууме 10“а Па при 900 °С.
При выборе припоя, способа и режимов пайки необходимо учитывать, что титан образует хрупкие интерметаллиды в паяном шве почти со всеми элементами, входящими в припои. Поэтому в качестве основы припоя часто выбирают серебро, которое образует с титаном менее хрупкие интерметаллиды, чем с другими металлами. Иногда за основу припоя берут алюминий, образующий с титаном ограниченную область твердых растворов
Практическое применение нашли серебряные припои. Например, при пайке титана ВТ1-1 чистым серебром в атмосфере аргона получены соединения с пределом прочности на срез 180—200 МПа, а при пайке серебром, легированным марганцем (10—15%), 280 МПа [6, 81.
При пайке тигана припоями на основе никеля или меди предел прочности соединений на срез равен 300 МПа, но из-за активного растворения титана в этих металлах возможно образование в швах хрупких слоев.
Для получения более пластичных и прочных соединений применяют диффузионную пайку титана. Для этих целей на паяемые поверхности изделия наносят тонкие слои никеля, меди, цинка,.
железа, кобальта, серебра или их комбинаций. После пайки тем — пературу снижают на 50—100 °С и выдерживают до тех пор, пока в паяном соединении не образуегся пластичный твердый раствор. При таком способе пайки достигается прочность соединений, близкая к прочности паяемого металла.
При пайке изделий из титанового сплава (90% Ті, 6% А1, 4% V) припоями на основе серебра (95% Ag, 4,5% А1, 0,5% Мп или 65% Ag, 30% А1, 5% Си) в вакуумной печи с давлением
2- 10″* Па предел прочности соединений на срез 300 МПа и ударная вязкость 210 Дж/см* достигается при сборочном зазоре 0,05 мм, выдержке 15 мин, температуре пайки 930 и 680 °С соответственно.
При пайке (температура 780 °С) в вакууме 4- !0~й Па узлов сверхзвуковых самолетов из сплава ВТ6С припоем, содержащим, %: А166,5; Si 3,5; Sn 5; Си 25, паяные швы сохраняют пластичность при изгибе до 90”.
При применении припоя на основе титана (72% Ті, 14% Ni, 14% Си) для пайки крыльчаток реактивных двигателей из титанового сплава обеспечивается предел прочности на срез 310 МПа, временное сопротивление разрыву 370 МПа и ударная вязкость 2,8 Дж/сма. Повысить в 1,5 раза прочность и в 10 раз пластичность удается за счет совмещения процесса пайки (при температуре 960 °С) и термообработки (при температуре 920 °С и времени выдержки 2—4 ч) в вакуумной печи при разрежении 2» 10.~й Па.
Низкотемпературную пайку титана оловянно-свинцовыми припоями можно осуществлять только по слою никеля и меди, предварительно нанесенному на титан гальваническим путем. Эти покрытия, нанесенные для увеличения сцепления с паяемым металлом, подвергают термической обработке при температуре 250 °С в вакууме или инертной среде, а затем проводят пайку обычным способом с использованием флюсов на основе хлористого цинка. Паяют гитан и по слою олова или серебра. Олово и серебро наносят на предварительно подготовленную деталь путем ее погружения на 10—20 мин в расплаве олова, нагретого до 700 «С, или серебра, нагретого до 1050 °С. Луженую поверхность очищают от шлама и проводят пайку деталей припоями с температурой плавления <200 °С с использованием канифольно-спиртовых флюсов.
Луженую поверхность очищают от шлама и проводят пайку деталей припоями с температурой плавления <200 °С с использованием канифольно-спиртовых флюсов.
Пайка чугуна | Справочник конструктора-машиностроителя
?Главная трудность при пайке чугуна — присутствие в его структуре графита, затрудняющего смачивание поверхности главного металла расплавленным припоем.
Для удаления графита обычно применяют пескоструйную обработку с последующим выжиганием графита окислительным пламенем газовой горелки или удаление его электрохимической обработкой в соляной ванне при 450 …
510 °С.
При низкотемпературной пайке чугуна оловянно — свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить путем их обработки флюсами ПВ209 или ПВ284Х при 600 …
700 °С или электрохимическим методом в соляной ванне, а потом обезжирить бензином, ацетоном или раствором щелочи.
Пайку нужно производить паяльником или газовой горелкой с применением флюсов на основе хлористого цинка.
Наиболее просто пайку чугуна осуществляют при использовании флюсов на основе хлористого цинка с добавками хлористых солей меди и олова.
Для облегчения пайки легкоплавкими припоями применяют гальваническое лужение или контактное меднение в растворе медного купороса.
электроды проволока присадок уралэнергоснаб
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью.
Временами употребляют серебряные припои, которые содержат никель, располагают сравнительно невысокие температуры плавления и образуют прочные паяные соединения.
При высокотемпературной пайке чугуна более резонно употреблять подобные активные флюсы, как ПВ209 и ПВ284Х, которые растворяют графит на поверхности чугуна в процессе пайки, благодаря чему обеспечивается надежное смачивание припоем соединяемых поверхностей.
Главнейшее преимущество пайки чугунов серебряными припоями с флюсами ПВ209 или ПВ284Х в том, что нет надобности принимать границы по удалению графита, а также и в том, что при пайке серебряными припоями при температурах до 900 °С чугун не перегревается.
Перегрев чугуна связан со структурными метаморфозами, что при дальнейшем его охлаждении ведет к выделению хрупкого цементита.
Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления.
Припои, содержащие фосфор, не употребляют вообще из — за формирования в швах хрупких железофосфорных соединений.
Ручная сварка чугунных изделий проводится просто на разогретых изделиях, пайка же чугуна выполняется различными методами и проводится в несколько этапов.
Существует низкотемпературная и высокотемпературная пайка.
и ручная сварка и пайка предварительно нагретого материала не наносит ущерба основному материалу , потому что чугун можно нагревать до девятисот градусов .
В литейном производстве широко применяется пайка дефектных участков чугунных литых изделий с применением оловянисто — свинцовых припоев.
Медные припои при пайке чугуна почти не применяются, так как обладают высокой температурой плавления, а перегрев чугуна может повергнуть к структурным реформам, и при его дальнейшем охлаждении в массе металла выделится цементит.
Любой припой, содержащий фосфор не применяются вообще из-за образования в спае фосфористых соединений железа, отличающихся повышенной хрупкостью.
В качестве припоя при пайке — сварке используют прутки из латуни Л63, кремнистую латунь, припой ЛОМНА 54 — 1 — 4 — 02.
Твердость металла, наплавленного припоем ЛОМНА, ближайшая к твердости серого чугуна.
При пайке — сварке латунными припоями применяют флюсы ФПСН — 1 и ФПСН — 2.
Они нейтрализуют влияние свободного графита, облегчают процесс образования металлических связей на границе чугун — латунь.
При температуре плавления 600 — 650°С эти флюсы являются показателями начала процесса пайки — электросварки, т. е. расплавление флюса на подробности является сигналом для расплавления припоя.
Флюс ФПСН — 1 употребляют для пайки латунью ЛОК, а флюс ФПСН — 2 — припоем ЛОМНА.
Для пайки прутками из латуни Л63 применяют, который нельзя отменить из 50% буры и 50% борной кислоты.
Нагрев при пайке чугуна можно делать газовой горелкой или паяльной лампой до температуры не выше 900 °С ;
при этом пламя должно быть только нейтральным.
Для снятия духовных усилий и упрочнения паяных соединений чугунные изделия разом же после пайки подвергают отжигу при 700 …
750 °С в течение 20 мин.
Пайку в печках с контролируемой атмосферой делают с флюсом, который улучшает смачивание основного металла и затекание припоя в зазор.
Сварку электродами с защитно — легирующими покрытиями выполняют с V или Х — образной разделкой кромок.
Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку.
Длина отдельных наплавленных участков сварного шва не должна превышать 100 — 120 мм.
После наплавки отдельных фрагментов им дают возможность охладиться до температуры 60 — 80 °С.
При сварке изделий толщиной 8 — 15 мм сварку ведут с увеличенной шириной усиления шва ( рис.
Сварку электродами с покрытиями ОММ — 5 и JC — 5 можно выполнять на — неустойчивом или на вечном токе.
Положительные плоды получают при сварке электродами с покрытием У ОНИ — 13/45.
Сварку электродами с покрытием УОНИ делают на вечном токе обратной полярности.
мой в смеси с железным порошком, или борной кислотой, флюсом, содержащим буру вместе с оксидом меди Сu 2 О, или кашей, состоящей из 17 % медного порошка, 58 % железного порошка, 24 % безводной буры, 1 % безводной соды.
Обработка поверхности нагретого серого чугуна хлоратом калия также способствует окислению графита.
Нагрев поверхности чугуна горелкой ( с окислительным пламенем ) до красного каления вызывает улетучивание графита в виде оксида углерода.
Обработка проволочной щеткой чистит поверхность паяемых деталей от образующихся оксидов.
При такой подготовке поверхности в качестве флюсов применяют буру или борсодержащие стекла, а в качестве припоя — латуни с содержанием 50 или 63 % Сu.
При этом на зачищенные паяемые поверхности чугуна накладывают слой пастообразного флюса.
Детали нагревают в печи или горелкой.
После нагрева детали до приобретения ею вишневого тона ( 800 °С ) на поверхность вводят добавочно флюс и нагревают деталь до температуры пайки, после чего вводят припой путем трения прутка припоя о края детали у зазора или в растопленном виде.
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью.
Временами употребляют серебряные припои, которые содержат никель, располагают сравнительно невысокие температуры плавления и образуют прочные паяные соединения.
При высокотемпературной пайке чугуна более резонно употреблять подобные активные флюсы, как ПВ209 и ПВ284Х, которые растворяют графит на поверхности чугуна в процессе пайки, благодаря чему обеспечивается надежное смачивание припоем соединяемых поверхностей.
Главнейшее преимущество пайки чугунов серебряными припоями с флюсами ПВ209 или ПВ284Х в том, что нет надобности принимать границы по удалению графита, а также и в том, что при пайке серебряными припоями при температурах до 900 °С чугун не перегревается.
Перегрев чугуна связан со структурными метаморфозами, что при дальнейшем его охлаждении ведет к выделению хрупкого цементита.
Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления.
Припои, содержащие фосфор, не употребляют вообще из — за формирования в швах хрупких железофосфорных соединений.
Итак, допустим, что оборудование у вас существует, умения в зажигании сварочной дуги и поддержании ее постоянного горения отработаны, приемы наложения сварных швов в разных пространственных положениях освоены …
Осталось понять, чем сваривать и как сваривать?
И со сваркой чугуна, являющегося наряду со сталью одним из конструкционных основных материалов в машиностроении, возникают проблемы , если сварку большинства сталей в бытовых условиях осуществить достаточно просто, и, главнейшее, сварочные необходимые электроды всегда сейчас бывают в продаже .
Идти : сварочное оборудование, пайка Голос : + 0 — | просмотров : 27360 | | обсудить на форуме …
Читайте также : Пайка // раздел Технологии Контроль качества пайки // раздел Пайка Технологии пайки // раздел Виртуальная библиотека Пайка меди и ее сплавов // раздел Технологии пайки Пайка латуней // раздел Технологии пайки Пайка бронз // раздел Технологии пайки Пайка никеля и его сплавов // раздел Технологии пайки Пайка титана и его сплавов // раздел Технологии пайки Припои для пайки // раздел Пайка Основные марки припоев и флюсов // раздел Пайка Монтажная пайка трубопроводов // раздел Пайка Активирование поверхностного пласта металлов при пайке и напайке // раздел Пайка
Припой медно-серебряный
Пайка высоколегированных сталей и меди требует расходных материалов с высокой температурой плавления и хорошей смачиваемостью.
Используя припой ПСР можно получить прочное соединение, антикоррозионное с высоким коэффициентом сопротивления на разрыв. Проволока ПСР имеет большое количество марок.
Припой отличается составом и применяется для пайки различных сталей, сплавов и цветных металлов.
Блок: 1/10 | Кол-во символов: 393
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Достоинства
Благородный металл в чистом виде имеет высокую пластичность и температуру плавления. Серебро без добавок применять в качестве припоя невозможно и нецелесообразно. Вкладывать энергию для достижения при 962 ℃ расплавленного состояния и получать в результате мягкий шов не имеет смысла.
Выгодно и удобно использовать сплав серебра с другими металлами. Чаще всего добавляют медь. Во многих составах присутствует цинк. В мизерных количествах, не превышающих доли процентов, в металлические композиты вводят железо, свинец, висмут.
Температура плавления серебряных припоев уменьшается пропорционально сокращению массовой доли благородного компонента.
 Следовательно, уменьшаются затраты энергии и времени на пайку.
Следовательно, уменьшаются затраты энергии и времени на пайку.Сплавы из группы серебряных припоев хорошо обволакивают рабочие детали, способствуя образованию прочных швов. Места соединений не окисляются; выдерживают механические и вибрационные нагрузки.
Серебросодержащий сплав может применяться для пайки металлических изделий самых разнообразных составов. Для каждой практической ситуации в имеющемся ассортименте можно найти подходящие марки серебряных припоев.
Они имеют разное соотношение компонентов; отличающиеся показатели плотности и удельного электрического сопротивления; могут содержать легирующие добавки, улучшающие технические характеристики.
Блок: 2/7 | Кол-во символов: 1317
Источник: https://svaring.com/soldering/pripoj/serebrjanye
Технические характеристики
Серебряные припои используют при высокотемпературной пайке выше 400⁰C. Материалы марки ПСр создают прочное неразъемное соединение деталей из различных сталей, меди и ее сплавов, серебра, других тугоплавких металлов.
Материалы марки ПСр создают прочное неразъемное соединение деталей из различных сталей, меди и ее сплавов, серебра, других тугоплавких металлов.
Удельное сопротивление припоя 90 – 120 Ом. Плотность 8500 – 10000 кг/м3. Теплоемкость 18 – 26 Дж/кг*град.
Спаянные с помощью серебряных припоев детали хорошо переносят динамические нагрузки, вибрацию и высокую температуру. Они могут работать в агрессивной среде.
Блок: 2/10 | Кол-во символов: 507
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Если у вас есть лишнее техническое серебро, можно его сдать в http://aurumtrade.ru/skupka-serebra/ в Москве. Там лучшие цены.
Особенности применения
Сплавы на основе серебра можно разделить на 2 типа: «дорогие» с содержанием только Ag+Cu и «дешевые» — Ag+Cu+Pb. Самые простые идут с добавлением еще и Sn (до 27%)
Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются. Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.
Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Блок: 2/3 | Кол-во символов: 1625
Источник: https://svarkaipayka.ru/material/pripoj-dlya-payki/pripoy-medno-serebryanyiy.html
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
В этом составе есть кадмий, а это означает довольно высокую хрупкость сплава. Такой серебряный припой используется в пайке изделий, которые не будут подвергаться каким-либо колебаниям.
Если вы повысите долю серебра для пайки свыше 50%, вы получите смесь металлов с высокой текучестью и отличной устойчивостью изделия к нагрузкам в дальнейшем.
Блок: 3/8 | Кол-во символов: 980
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
ПРИЛОЖЕНИЕ 1 (рекомендуемое). Примерное назначение серебряных припоев
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Марка припоя | Примерное назначение |
ПСр 72; ПСр 71; ПСр 62; ПСр50Кд; ПСр 50; ПСр 45; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз |
ПСр 72 | Пайка железоникелевого сплава с посеребренными деталями из стали |
ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами |
ПСр 72; ПСр 62 | Пайка меди с никелированным вольфрамом |
ПСр МО 68-27-5; ПСр 70; ПСр 50 | Пайка титана и титановых сплавов с нержавеющей сталью |
ПСр 37,5 | Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями |
ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово — оловянистых бронз |
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр 2; ПСр 1,5 | Пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей |
ПСр 3; ПСр2; ПСр 1,5 | Пайка меди и никеля со стеклоэмалью и керамикой |
ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 | Пайка и лужение ювелирных изделий |
ПСр 71; ПСр 25Ф; ПСр 15 | Самофлюсующиеся припои для пайки меди с бронзой, меди с медью, бронзы с бронзой |
ПСр 3Кд | Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм |
ПСрМО 68-27-5; ПСрКдМ 50-34-16; ПСр МЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей |
ПСр1 | Пайка и лужение серебряных деталей |
Блок: 2/4 | Кол-во символов: 1615
Источник: http://docs. cntd.ru/document/464627062
cntd.ru/document/464627062
Припои со средним количеством серебра
Серебряный припой, содержащий 40% серебра, позволяет получить прочный и пластичный шов. Чаще всего такой состав применяют для соединения подвижных деталей, поскольку шов может подвергаться деформации после застывания, не теряя целостности.
Припой ПСр-45 рекомендован для спайки стыков значительной толщины (до 3 мм). Швы получаются прочными, устойчивыми к ударным и вибрационным нагрузкам, не трескаются и не окисляются
Блок: 4/7 | Кол-во символов: 461
Источник: https://www.olovo.ru/gosts/silver/
Как выбрать правильный припой?
Не так уж это и просто – выбрать самый подходящий вариант из огромного числа самых разных сплавов. Понятно, что, если для вас важнее всего устойчивость к вибрационным нагрузкам и высокое сопротивление к ударам, вам следует остановить свой выбор на опциях с высоким содержанием серебра.
Такой же выбор относится и к работе с холодильной и климатической аппаратурой.
Партнерские металлы ведут себя по-разному. Если, к примеру, свинец ни в коем случае нельзя добавлять в сплав при работе с изделиями, устойчивыми к высокой температуре, то медь при таких условиях ведет себя отлично и является прекрасным партнером основным компонентам.
Если в сплаве имеется кадмий, то имеет место повышенная хрупкость – именно поэтому он редкий элемент в припоях на основе серебра.
А вот фосфор – популярнейшая добавка благодаря своему свойству снижать температуру плавления, что полезно при работе с нержавеющей сталью, алюминием и другими сложными металлами.
Блок: 4/8 | Кол-во символов: 1088
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Паяльные пасты
Развитие автоматизированной технологии для изготовления электронных плат обусловило появление нового типа припоев: так называемых паяльных паст, пригодных как для обычной, так и трафаретной пайки элементов электронных схем. Паяльные пасты представляют собою дисперсную смесь, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя, иногда твёрдых компонентов флюса, а диспергирующей средой являются жидкие компоненты флюса и летучие органические растворители.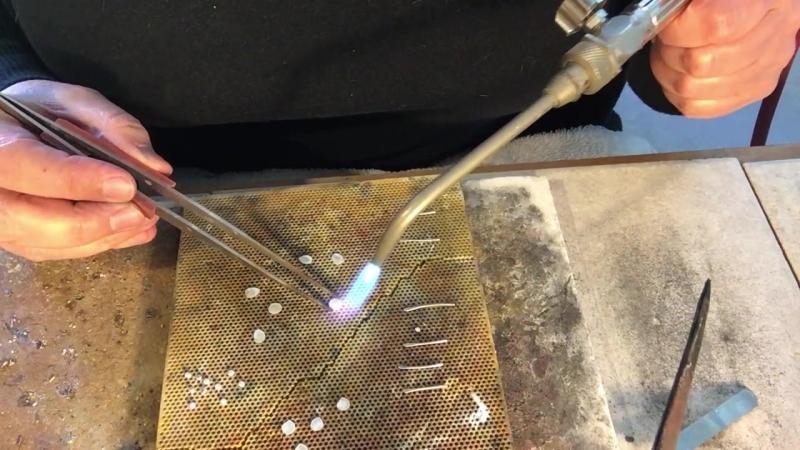
Блок: 5/9 | Кол-во символов: 495
Источник: https://ru.wikipedia.org/wiki/%D0%9F%D1%80%D0%B8%D0%BF%D0%BE%D0%B9
Серебряный припой своими руками
Слово «приготовить» – вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.
Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
С латунью нужно предварительно поработать – зачистить ее от оксидной пленки. Серебро с пробой №999 плавим в ложке, добавляем латунь и хорошо перемешиваем прямо в ложке. После полного расплавления добавляем цинк.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Блок: 5/8 | Кол-во символов: 1891
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру. Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие.
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Сортировка шихты проводится на специальных ювелирных весах, проверяется и взвешивается серебряный лом разных проб: 916 и 875, чистое серебро, металл, бура. Шихта делится на равные кучки примерно по двадцать грамм, ее чистят с помощью магнита от примесей железа и стали.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Блок: 6/8 | Кол-во символов: 2143
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.
В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.

Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ℃.
Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ℃ на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.
Блок: 7/7 | Кол-во символов: 1834
Источник: https://svaring.com/soldering/pripoj/serebrjanye
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Блок: 7/8 | Кол-во символов: 571
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Среднеплавкие сплавы
Серебряный припой обладает уникальным качествами:
- высочайшая прочность;
- устойчивость к коррозии и в агрессивных средах;
- низкая температура плавления;
- высокая теплопроводность.
В дополнение он прекрасно заполняет все зазоры между спаиваемыми поверхностями и отлично ложится на любую металлическую поверхность.
Приготовление серебряного припоя – дело несложное, творческое и весьма увлекательное. А если учесть при этом значительную экономию средств, то пайка серебра – метод, которому стоит научиться.
Блок: 8/8 | Кол-во символов: 557
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Сортамент
Для пайки выпускается серебряный припой проволока диаметром от 0,15 мм. Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Ограничение по минимальному сечению имеет проволока серебряная с содержанием свинца и сурьмы более 50%. Цифра берется суммарная, если оба вещества имеются в составе. Припой выпускается от размера 0,5 мм.
Серебряный припой выпускается в не отожженном виде. Отжиг может производиться для проволоки диаметром от 2 мм и более по договоренности с заказчиком. На технические характеристики пайки термообработка не влияет. Пруток становится мягче, пластичнее, лучше укладывается плотными рядами при намотке на катушку.
Припой ПСр до 0,5 мм наматывается на катушки. Свыше этого сечения сматывается в мотки. Максимальный вес упаковки проволоки 6 мм – кг. Намотка должна состоять из одного цельного куска без спайки и соединений другими способами.
Для бытового использования продаются катушки с массой проволоки:
- 200 гр до Ф 0,35 мм;
- 300 гр до Ф 0,60 мм;
- 500 гр весит прокат диаметром 0,8 мм;
- до диаметра 1,6 мм вес припоя в мотке 1600 гр.

Любители используют в основном припой малого диаметра. 200 – 300 гр расходного материала достаточно, чтобы несколько лет паять и лудить дома платы и ювелирные изделия. Большие мотки подходят для производственных работ.
Полосы для пайки выпускаются толщиной от 0,1 мм до 5 мм. Ширина материала 5 – 200 мм. Длин может быть нормированной и свободной. В пачки собирают полосы одного размера.
Блок: 8/10 | Кол-во символов: 1606
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Расшифровка маркировки
В маркировке проволоки указаны основные ее характеристики. Например, обозначение припоя с 40 процентами серебра в составе и диаметром 5 мм выглядит так:
Проволока ПСр 40 5,0 ГОСТ 19746-74.
Расшифровывается данная маркировка следующим образом:
- Проволока серебряная, припой для пайки. Не отожженная.
- Содержит серебра 40%.
- Диаметр проката 5 мм.
- Изготовлена по ГОСТ 19746-74 – проволока серебряная для припоя, высшего качества.

Нормативными документами регулируются: технология производства, размеры сечения, методы контроля и допустимые дефекты. Каждый документ имеет свои требования для разных категорий серебряного припоя.
Химический состав одинаковый для всех категорий и типоразмеров серебряного проката. Он регламентируется ГОСТ и соответствующим международным стандартом.
Блок: 9/10 | Кол-во символов: 798
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Производители
Несколько производителей в разных странах выпускают серебряную проволоку для пайки. Продажа осуществляется оптом и в розницу. Любое свойство изделия регламентировано нормативными документами. Специалисты не замечали существенных отличий между продукцией разных фирм.
Эксплуатационная характеристика соединений деталей, созданных пайкой, в большинстве случаев зависят от правильного выбора марки припоя, флюса и температуры паяльника.
На территории страны в основном используют проволоку от производителей:
- Felder – немецкая компания расположена в Германии, имеет несколько филиалов в других странах;
- Sparta – ООО известное в России производством горячекатаной проволоки, включая материалы для пайки;
- Укринтерсталь – объединяет несколько крупных сталепрокатных предприятий, расположенных в Днепропетровске, Никополе и Мариуполе;
- Донмет – Донецкая область, производит проволоку из цветных и высоколегированных сталей.

Производство проката, содержащего серебро и медь – энергоемкое производство, требующее сложного оборудования.
Припой серии ПСр пользуется широким спросом. Он универсальный при пайке материалов с высокой температурой плавления, которые сложно сваривать и паять другими способами.
Блок: 10/10 | Кол-во символов: 1208
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://svaring.com/soldering/pripoj/serebrjanye: использовано 2 блоков из 7, кол-во символов 3151 (14%)
- https://svarkaipayka.ru/material/pripoj-dlya-payki/pripoy-medno-serebryanyiy.html: использовано 1 блоков из 3, кол-во символов 1625 (7%)
- https://www.olovo.ru/gosts/silver/: использовано 1 блоков из 7, кол-во символов 461 (2%)
- https://ru.wikipedia.org/wiki/%D0%9F%D1%80%D0%B8%D0%BF%D0%BE%D0%B9: использовано 4 блоков из 9, кол-во символов 3081 (13%)
- http://docs. cntd.ru/document/464627062: использовано 1 блоков из 4, кол-во символов 1615 (7%)
- http://www.silvery.com.ua/what_are_the_silver_solder.html: использовано 3 блоков из 6, кол-во символов 291 (1%)
- https://tutsvarka.ru/vidy/serebryanye-pripoi: использовано 7 блоков из 8, кол-во символов 8478 (37%)
- https://svarka.guru/payka/oborudovaniya/pripoy-psr.html: использовано 5 блоков из 10, кол-во символов 4512 (19%)
 cntd.ru/document/464627062: использовано 1 блоков из 4, кол-во символов 1615 (7%)
cntd.ru/document/464627062: использовано 1 блоков из 4, кол-во символов 1615 (7%)Пайка металлов » Виды серебряных припоев
Стандартные твердые серебряные припои соответствуют ГОСТ 8190.
Припой ПСр 72 является эвтектикой серебро-медь и имеет высокую электропроводность; используется для пайки меди, латуни, серебра. Этот припой особенно широко применяется в тех случаях, когда от паяного соединения требуется сохранение высокой электропроводности.
Припой ПСр 50 также не содержит других компонентов, кроме серебра и меди; используется для пайки стали, меди и медных сплавов.
Припой ПСр 70 имеет химический состав, близкий к эвтектическому. Как и припой ПСр 72, он также рекомендуется для пайки соединений, от которых требуется высокая электропроводность.
Как и припой ПСр 72, он также рекомендуется для пайки соединений, от которых требуется высокая электропроводность.
Припой ПСр 65 служит для пайки стальных изделий. Применяется для пайки ленточных пил и различных мелких изделий. Прочность его несколько уступает прочности припоя ПСр 70.
Припои ПСр 45 и ПСр 25 являются основными припоями, применяемыми для пайки меди, медных сплавов и стали (включая и нержавеющую) в тех случаях, когда требуется от соединения повышенная прочность (при ударах, вибрации), стойкость против коррозии и высокая чистота места спая. Припой ПСр 45 плавится при более низкой температуре, чем припой ПСр 25, что уменьшает опасность перегрева паяемого изделия. Кроме того, припой ПСр 45 обеспечивает более высокие механические свойства паяных соединений. Основной металл – латунь Л62.
Кроме припоев ПСр 45 и ПСр 25, для пайки стали и меди используется припой ПСр 12М. Он же может быть использован для медных сплавов с температурой пайки выше 870-880гр. Припой обеспечивает предел прочности паяного соединения на растяжение и на срез до 25 кГ/мм*2.
Припои ПСр 71, ПСр 25Ф и ПСр 15 содержат от 1 до 5% фосфора; они применяются только для пайки меди и медных сплавов и совершенно не годятся для черных металлов, так как фосфор с железом образуют очень хрупкое соединение.
Вследствие отсутствия легкоиспаряемых компонентов, как цинк, припои ПСр 71, ПСр 25Ф и ПСр 15 имеют хорошие технологические свойства. Фосфор в припоях служит одновременно и флюсом, поэтому припои ПСр 25Ф и ПСр 15 могут применяться без флюсов. Припой ПСр 71, содержащий 1% фосфора, целесообразно применять для электроконтактной пайки без флюса.
Два припоя с небольшой концентрацией серебра (ПСр Ф2-5 и ПСр Ф5-5) не являются стандартными. Однако вследствие небольшой стоимости эти припои находят широкое применение в промышленности.
Припой ПСр 44 и ПСр 37,5 имеют довольно сложный химический состав, причем в отличие от предыдущих серебряных припоев, состоящих из серебра, меди и цинка, первый из них легируется кадмием, марганцем и никелем, а второй – кадмием и марганцем.
Кадмий понижает температуру плавления припоев, марганец и никель повышают их механические свойства и придают некоторую жаропрочность припоям.
Припои ПСр 44 и ПСр 37,5 могут быть использованы для пайки легированных сталей, меди, а также медных и жаропрочных сплавов.
Припой ПСр 50 Кд является одним из наиболее легкоплавких среди тугоплавких припоев и имеет температуру плавления 650гр. Такой припой может быть использован для пайки стали, меди, медных сплавов. Главным достоинством припоя ПСр 50Кд является возможность применения его для пайки закаленных сталей.
Как известно, закаленные стали резко снижают свою прочность при пайке, особенно если температура пайки превышает примерно 700гр. Поскольку припой ПСр 50Кд плавится при температуре 650гр., то пайка им может быть осуществлена при температурах 660-670гр. без существенного снижения свойств основного металла.
Наиболее легкоплавким твердым припоем, применяемым в настоящее время для твердой пайки закаленных легированных сталей, является припой ПСр 40, который плавится при температуре 595-605гр. Пайка этим припоем производится при температуре 620гр., т. е. ниже температуры высокого отпуска сталей. Этот припой может быть использован также для пайки меди, медных сплавов и нержавеющих сталей.
Пайка этим припоем производится при температуре 620гр., т. е. ниже температуры высокого отпуска сталей. Этот припой может быть использован также для пайки меди, медных сплавов и нержавеющих сталей.
Припой ПСр 40 в литом состоянии имеет следующие механические свойства: предел прочности при растяжении 38-44 кг/мм*2, предел текучести 21-23 кг/мм*2, относительное удлинение 18- 37% и относительное сужение 22-44% (как видно, прочность припоя ПСр 40 значительно выше прочности припоя ПСр 45).
Вследствие высокой прочности и низкой температуры пайки припой ПСр 40, кроме пайки закаленных сталей, может быть использован взамен ПСр 45 во всех случаях.
Припой ПСр 62 является трехкомпонентным, довольно легкоплавким сплавом. Однако для пайки закаленных сталей без отжига их этот припой не годится. Достоинством припоя ПСр 62 является отсутствие в нем легкоиспаряемых компонентов. Он может быть использован главным образом для пайки меди и медных сплавов. Припой имеет пониженные механические свойства.
Пайка серебряными припоями, указанными выше, производится с использованием твердых флюсов. Однако часть из них может быть использована для пайки в газовых средах. Как отмечалось выше, припои, пригодные для пайки в газовых средах, не должны содержать легкоиспаряемых компонентов или содержать такие составляющие, которые не испаряются в газовых средах. К припоям, удовлетворяющим этому требованию, относятся: ПСр 72, ПСр 50, ПСр 70, ПСр 50Кд, ПСр 40, ПСр 62.
Припои ПСр 72 и ПСр 50 содержат только серебро и медь, припой ПСр 70 содержит только 4% цинка (остальное серебро и медь), поэтому при пайке его состав почти не изменяется. Эти припои могут быть использованы для пайки сталей в восстановительной атмосфере и меди в атмосфере азота.
Припои ПСр 50Кд и ПСр 40, хотя и содержат значительное количество легкоиспаримых компонентов, могут быть использованы для пайки в газовой среде благодаря низкой температуре плавления, при которой не происходит изменения химического состава припоев.
Припой ПСр 62 не содержит ни цинка, ни кадмия, а олово, входящее в состав припоя, хотя и является легкоплавким металлом, но не является легкоиспаряемым компонентом. Поэтому при пайке в газовых средах химический состав припоя ПСр 62 также не изменяется.
Кроме стандартных серебряных припоев, указанных выше, для пайки закаленных сталей, как с применением твердых флюсов, так и в газовых средах, применяется припой ПСр 48КН с температурой плавления 610-625гр. Пайка производится при температуре 650-660гр. Припой содержит 48% серебра, 13% меди, 12% цинка, 26% кадмия, 1% никеля и 0,1% кремния. Стандартные серебряные припои выпускаются промышленностью.
Пайка серебром — Справочник химика 21
Кислые фториды, в особенности бифторид калия, используют главным образом для получения элементарного фтора и безводного фтористого водорода. Смесь бифторидов натрия и калия может быть использована в качестве флюса для пайки металлов Флюсы для пайки серебром содержат фторид калия или фторборат калия , Бифторид аммония и плавиковую кислоту используют в производстве ламп накаливания [c.
316]Медь — константан Электродуговая сварка Пайка серебром Низкотемпературная пайка Бура Канифоль [c.381]
Пайка серебряным припоем. При пайке серебром необходимо применять припой, содержащий флюс, так как в пасте находится большое количество воды, которая может проникнуть в систему. [c.94]
Хромель-Р — алюмель Кислородоацетиленовая или кислородогазовая сварка Электродуговая сварка Пайка серебром Электрическая сварка Бура, флюорит Бура [c.381]
При пайке латуни и бронзы, а также прн пайке серебром [c.61]
Конструкция термопарного манометрического преобразователя приведена на рис. 3. 7, б. Термопару 4 можно соединять с нитью 1 различными способами — контактной сваркой, пайкой серебром и т. д. В некоторых случаях для этой цели применяют силикатные цементы, которые наряду с тепловым контактом обеспечивают электроизоляцию термопары от нагретой нити. [c.75]
Цирконий. Пайку циркония и его сплавов производят в среде сухих инертных газов или вакууме припоями на основе Ag, А1, Си, N1, Р(1, Аи и 2г. Чистое серебро при пайке т. в. ч. образует соединения с высокой прочностью (табл. 15). Припои из серебра и более 20% меди разъедают цирконий и образуют соединения с прочностью, более низкой, чем при пайке серебром. Более значительное разъедание вызывают припои на основе меди, никеля и палладия, поэтому при пайке им а необходимо ограничивать количество припоя, а также температуру и продолжительность нагрева. [c.287]
Пайку циркония и его сплавов производят в среде сухих инертных газов или вакууме припоями на основе Ag, А1, Си, N1, Р(1, Аи и 2г. Чистое серебро при пайке т. в. ч. образует соединения с высокой прочностью (табл. 15). Припои из серебра и более 20% меди разъедают цирконий и образуют соединения с прочностью, более низкой, чем при пайке серебром. Более значительное разъедание вызывают припои на основе меди, никеля и палладия, поэтому при пайке им а необходимо ограничивать количество припоя, а также температуру и продолжительность нагрева. [c.287]
Этот припой называется также белым . Он применяется для пайки серебра я альпака. В графитовом тигле нужно размешать и расплавить [c.107]
Серебро производится в виде листа, ленты, фольги с минимальной толщиной 0,013 мм, прутка, проволоки с минимальным диаметром 0,013 мм, сетки, труб, биметалла (например, плакированная серебром медь или фосфористая бронза) и многих других. Серебро легко обрабатывается обычными методами прокаткой, выдавливанием, волочением и т. д. Соединение серебряных деталей легко осуществляется посредством сварки плавлением при аргоно-дуговом разогреве. Сварка в водородно-кислородном пламени также возможна, однако качество полученного при этом шва будет ниже из-за возможного поглощения кислорода расплавленным металлом с последующим водородным охрупчиванием. При сварке можно пользоваться присадочным прутком из технического серебра, последующая проковка шва заподлицо с окружающим металлом позволяет получить очень прочное соединение. Пайка серебра возможна с помощью многочисленных твердых припоев на основе серебра или мягких припоев на основе олова. [c.226]
д. Соединение серебряных деталей легко осуществляется посредством сварки плавлением при аргоно-дуговом разогреве. Сварка в водородно-кислородном пламени также возможна, однако качество полученного при этом шва будет ниже из-за возможного поглощения кислорода расплавленным металлом с последующим водородным охрупчиванием. При сварке можно пользоваться присадочным прутком из технического серебра, последующая проковка шва заподлицо с окружающим металлом позволяет получить очень прочное соединение. Пайка серебра возможна с помощью многочисленных твердых припоев на основе серебра или мягких припоев на основе олова. [c.226]
Кислые фториды, в особенности бифторид калия, используют главным образом для получения элементарного фтора и безводного фтористого водорода. Смесь бифторидов натрия и калия может быть использована в качестве флюса для пайки металлов Флюсы для пайки серебром содержат фторид калия или фторборат калия [c.
 723]
723]В лабораторных условиях легче всего удается пайка серебром. В качестве припоя очень удобны старые серебряные монеты, кусочки серебряной жести и серебряная проволока. [c.294]
Медно-фосфористые припои очень жидкотекучи и хорошо затекают в зазоры. Вследствие повышенной склонности этих припоев к ликвации пайку следует выполнять быстро. Электрическая проводимость и теплопроводность медно-фосфористых припоев высокая, близкая к тем же свойствам меди, благодаря чему они находят применение в электропромышленности. Недостаток — невысокая пластичность, особенно эвтектического сплава поэтому их Применяют при пайке соединений, не подвергающихся значительным изгибам, ударам и обработке давлением. Медно-фосфористые припои используют для пайки меди, а также (в меньшей степени) для пайки серебра, молибдена и вольфрама. [c.117]
Особенного внимания требует работа с чистым водородом, тем более, что в последнее время водородные печи получили большое распространение. На рис. 4-21 показана водородная безынерционная колпаковая печь, используемая для целей отжига и пайки серебром. Печь состоит из металлического, охлаждаемого водой колпака, в котором теплоизоляция заменена молибденовыми и жароупорными экранами. Благодаря этому тепловая инерция печи мала и цикл нагрева может быть осуществлен за 10— 20 мин. Нагреватель выполняется из двух концентрических цилиндров, склепанных из молибденовой жести, подводы тока к нему охлаждаются водой. Печи могут иметь один или два колпака. [c.114]
На рис. 4-21 показана водородная безынерционная колпаковая печь, используемая для целей отжига и пайки серебром. Печь состоит из металлического, охлаждаемого водой колпака, в котором теплоизоляция заменена молибденовыми и жароупорными экранами. Благодаря этому тепловая инерция печи мала и цикл нагрева может быть осуществлен за 10— 20 мин. Нагреватель выполняется из двух концентрических цилиндров, склепанных из молибденовой жести, подводы тока к нему охлаждаются водой. Печи могут иметь один или два колпака. [c.114]
Одним из важнейших преимуществ термопар является простота их изготовления. Упомянем некоторые наиболее существенные моменты, которые надо учитывать при изготовлении термопар. Дальнейшие подробности можно найти в специальной литературе, а также в многочисленных статьях по калориметрии и близким к ней предметам [21]. Очевидно, надо стремиться подойти сколь возможно близко к идеальному положению, при котором вся ЭДС термопары возникала бы исключительно за счет измеряемой разности температур. Так как термические электродвижущие силы всегда возникают там, где в неоднородном металле имеется градиент температуры, то проволоку, которая предназначена для изготовления термопар, следует предварительно испытывать на однородность [1]. Кроме того, провода термопары следует располагать параллельно и близко друг от друга, чтобы между соседними точками обоих проводов не возникало больших разностей температур, причем эти разности должны быть по возможности одинаковыми во время градуирования термопары и ее последующего использования. При изготовлении термопар надо следить за тем, чтобы проволоки не подвергались деформации, особенно после градуирования. Для работы при низких иди средних температурах для соединения проволок можно применять пайку низкоплавким припоем при более высоких температурах нужна пайка серебром или сварка. При сборке термобатареи рекомендуется до присоединения каждой термопары последовательно проверять сопротивление ее изоляции. [c.29]
Так как термические электродвижущие силы всегда возникают там, где в неоднородном металле имеется градиент температуры, то проволоку, которая предназначена для изготовления термопар, следует предварительно испытывать на однородность [1]. Кроме того, провода термопары следует располагать параллельно и близко друг от друга, чтобы между соседними точками обоих проводов не возникало больших разностей температур, причем эти разности должны быть по возможности одинаковыми во время градуирования термопары и ее последующего использования. При изготовлении термопар надо следить за тем, чтобы проволоки не подвергались деформации, особенно после градуирования. Для работы при низких иди средних температурах для соединения проволок можно применять пайку низкоплавким припоем при более высоких температурах нужна пайка серебром или сварка. При сборке термобатареи рекомендуется до присоединения каждой термопары последовательно проверять сопротивление ее изоляции. [c.29]
При контактно-реактивной пайке серебра с бериллием жидкая фаза быстро проникает по границам зерен последнего, что обусловлено малой его растворимостью в серебре (0,45 %) при температуре эвтектики и весьма малой скорости образования и роста прослойки химического соединения (б-фазы). Образующаяся эвтектика содержит всего 0,9 % Ве и поэтому обладает малой токсичностью. Перед контактно-реактивной пайкой серебро наносят на поверхность бериллия в виде плакирующего слоя или гальванически, что резко снижает испарение токсичного бериллия при пайке. [c.58]
Образующаяся эвтектика содержит всего 0,9 % Ве и поэтому обладает малой токсичностью. Перед контактно-реактивной пайкой серебро наносят на поверхность бериллия в виде плакирующего слоя или гальванически, что резко снижает испарение токсичного бериллия при пайке. [c.58]
Весьма перспективен легирующий компонент серебряных припоев — палладий. Легирование припоев Ад—Мп палладием (20— 30 %) повышает рабочую температуру паяных швов стальных изделий более чем на 200 °С. При пайке серебряно-марганцевыми припоями с палладием Ад—Рё—Мп необходима сравнительно высокая температура. [c.108]
Канифольные флюсы пригодны для пайки серебра, кадмия или деталей, покрытых серебром или кадмием, а также меди, латуни и фосфористой бронзы, особенно при пайке погружением в оловянные припои. [c.142]
Диффузионная пайка соединений из сплава ОТ4 припоем ПСр 72 обеспечивает большее сопротивление срезу, чем диффузионная пайка серебром и медью порознь. Соединения, выполненные этим припоем при температуре П50°С в течение 10 мин в среде проточного аргона, имеют сопротивление срезу до 480,2 Па (толщина фольги припоя 50 мкм). [c.353]
Эффект сфероидизации наблюдается и при капиллярной пайке. На рис. 86 показана микроструктура соединения при пайке серебра эвтектикой серебро—-медь, из [c.249]
Железо — константан Кислородоацетиленовая или кислородогазовая сварка Электродуговая сварка Пайка серебром Низкотемпературная пайка Электрическая сварка Бура, флюорит Бура Канифоль [c.381]
Дьюары для сквид-систем должны быть достаточно прочными и в то же время легкими кроме того, к ним предъявляются строгие требования с точки зрения минимального и правильного использования магнитных и металлических деталей. Эти требования становятся еще более критичными, когда дело касается конструкций, находящихся вблизи приемных катущек магнитометра. В криогенных системах сквидов чаще всего используют неметаллические композиционные материалы из стеклянной, кварцевой или кевларовой ткани, пропитанной эпоксидной смолой. Но поскольку стеклопластик (композиционный материал из стеклоткани и эпоксидной смолы) парамагнитен, его не следует применять для изготовления каркасов измерительных катушек и сосудов для гелия. Иногда наружную оболочку дьюара и внутренний сосуд изготавливают, наматывая на болванку нить из стекла или синтетического волокна с одновременной пропиткой эпоксидной смолой. Более удобен и общепринят метод склейки дьюаров из стеклопластиковых пластин и труб с помощью эпоксидной смолы. Металлические детали делают из алюминиевых сплавов (6061), нержавеющей стали (321) и сплавов меди с никелем, бериллием или кремнием. Из этих материалов нержавеющая сталь обладает наименьшей теплопроводностью, но наибольшей остаточной намагниченностью. Поскольку эта сталь обладает также способностью сильно намагничиваться при сварке и пайке серебром, не рекомендуется помещать детали из нее в чувствительной зоне магнитометра вблизи сквида.
В криогенных системах сквидов чаще всего используют неметаллические композиционные материалы из стеклянной, кварцевой или кевларовой ткани, пропитанной эпоксидной смолой. Но поскольку стеклопластик (композиционный материал из стеклоткани и эпоксидной смолы) парамагнитен, его не следует применять для изготовления каркасов измерительных катушек и сосудов для гелия. Иногда наружную оболочку дьюара и внутренний сосуд изготавливают, наматывая на болванку нить из стекла или синтетического волокна с одновременной пропиткой эпоксидной смолой. Более удобен и общепринят метод склейки дьюаров из стеклопластиковых пластин и труб с помощью эпоксидной смолы. Металлические детали делают из алюминиевых сплавов (6061), нержавеющей стали (321) и сплавов меди с никелем, бериллием или кремнием. Из этих материалов нержавеющая сталь обладает наименьшей теплопроводностью, но наибольшей остаточной намагниченностью. Поскольку эта сталь обладает также способностью сильно намагничиваться при сварке и пайке серебром, не рекомендуется помещать детали из нее в чувствительной зоне магнитометра вблизи сквида. Нержавеющую сталь часто используют для изготовления горловины дьюара, поскольку при этом существенно уменьшается поступление тепла и снимается проблема диффузии гелия в вакуумное пространство дьюара. Сплавы кремний — медь применяют при конструировании высокочастотных экранов и изготовлении сосудов для гелия там, где можно использовать зависимость электропроводности этих сплавов от состава. [c.174]
Нержавеющую сталь часто используют для изготовления горловины дьюара, поскольку при этом существенно уменьшается поступление тепла и снимается проблема диффузии гелия в вакуумное пространство дьюара. Сплавы кремний — медь применяют при конструировании высокочастотных экранов и изготовлении сосудов для гелия там, где можно использовать зависимость электропроводности этих сплавов от состава. [c.174]
Частью, непосредственно осуществляющей нагревание, является платиновая проволочка, запрессованная в подводящие ток медные (звонковые) провода. В месте запрессовки делают пайку серебром, расплавляя здесь кристалл нитрата серебра и нагревая в микропламени до восстановления серебра. Затем медные провода пропускают каждый отдельно в фарфоровые соломки до самых контактов так, чтобы вне соломок медных проводов не осталось (при разогревании они быстро окисляются на воздухе). Обе соломки вместе пропускают в фарфоровую трубку диаметром около 5 мм. Соломки должны входить в эту трубку достаточно плотно и выходить из нее в передней части на 5—10 мм. [c.90]
[c.90]
ИЗ материалов, имеющихся в продаже необходимыми операциями при этом являются пайка серебром и изготовление некоторых деталей на токарном станке. Этот прибор хорошо улавливал многие соединения, начиная от метилового эфира муравьиной кислоты (т. кип. 32° С) до метилэйкозаноата. Аналогичный прибор с ловушкой из медной трубки (с внутренним диаметром 0,75 мм, без насадки) позволял с хорошей эффективностью улавливать и впрыскивать в хроматограф низкокинящие соединения, такие, как этан (—88° С) [8 [c.108]
Калия бифторид KHF2 — бесцветные кристаллы плотн. 2,35 т. ил, 239°. Известен во многих модификациях. При нагревании до 400—500° отщепляет HF гигроскопичен растворяется в воде с сильно кислой реакцией водный р-р разъедает стекло. Растворимость в воде (г на 100 г HgO) 39,2 (20°) 114,0 (80°). Бифторид калия получают растворением КОН или K3GO3 в плавиковой к-те. Применяют для получения элементарного фтора, как компонент флюсов для пайки серебра, для получения матовой поверхности стекла, консервирования древесины и др. [c.180]
[c.180]
С помощью связанной футеровки можно осуществлять защиту резервуаров из малоуглеродистой стали или меди. Закрепление производят посредством пайки серебра к стенкам in situ (по месту) с применением специального оловянно-серебряного припоя. Температура плавления этого припоя равна примерно 280° С, и рекомендуется, чтобы максимальная температура футеровки при длительной эксплуатации не превышала 200° С. Поскольку вся серебряная футеровка жестко связана со стенками резервуара, при этом обеспечивается как возможность работать в условиях вакуума, так и прекрасная теплопередача. [c.222]
Для пайки радиотехнических устройств из меди, никеля, серебра Н. Н. Туторская и другие предложили припой ПСрОМ 425, содержащий 41—44 % Ад, 8,5—11,5 % Си, 46—49 % 5п, с температурой плавления 462—214° С, упругостью пара при температуре 450° С менее 0,133-10 Па. Этот припой применяют для пайки серебра, меди, никеля в вакууме (р = 0,133-10 Па) или в защитных средах. Припой в литом состоянии не прокатывается, и поэтому его изготовляют в виде пластичной трехслойной ленты, слои которой состоят из серебряно-медного сплава и олова. Толщина ленты припоя ПСрОМ 425 6 = 0,10,3 мм. Соединения, полученные при пайке этим припоем, способны выдерживать многократные ударные нагрузки и термоциклирование с резкими перепадами температуры от —60 до 250 °С они стойки при климатических испытаниях. [c.113]
Припой в литом состоянии не прокатывается, и поэтому его изготовляют в виде пластичной трехслойной ленты, слои которой состоят из серебряно-медного сплава и олова. Толщина ленты припоя ПСрОМ 425 6 = 0,10,3 мм. Соединения, полученные при пайке этим припоем, способны выдерживать многократные ударные нагрузки и термоциклирование с резкими перепадами температуры от —60 до 250 °С они стойки при климатических испытаниях. [c.113]
Серебряная пайка: процессы и методы
Серебряная пайка, часто называемая «твердой пайкой» или «серебряной пайкой», представляет собой процесс низкотемпературной пайки стержнями с температурой плавления в диапазоне от 1145 до 1650ºF (от 618 до 899ºC).
Это значительно ниже, чем у припоев из медного сплава.
Прочность соединения, выполненного этим способом, зависит от тонкой пленки серебряного припоя.
Пайка и пайка Серебряный припой обычно используется в ювелирных изделиях, меди и латуни. Он слабее серебряного припоя.
Он слабее серебряного припоя.
Пайка аналогична пайке, за исключением того, что пайка происходит при более высоких температурах.
Основы
- Происходит при температуре 1200 градусов по Фаренгейту
- 5-50% металла составляет серебро, остальное обычно медь и цинк
- Дорого: 50 долларов или больше за один раз
- Капиллярное притяжение в мелких трещинах
Серебряные припои состоят из серебра с различным процентным содержанием меди, никеля, олова и цинка.
Применяются для соединения всех черных и цветных металлов, кроме алюминия, магния и других металлов, имеющих слишком низкую температуру плавления.
ПРЕДУПРЕЖДЕНИЕ
Пары оксида кадмия, образующиеся при нагревании и плавлении серебряных припоев, высокотоксичны. Во избежание травм персонала необходимо носить средства индивидуальной защиты и обеспечивать достаточную вентиляцию.
Очень важно, чтобы на соединениях не было окислов, окалины, жира, грязи или других посторонних веществ. Поверхности, не покрытые кадмием, можно легко очистить механически, используя проволочную щетку или абразивную ткань; химически кислотным травлением или другими способами.
Поверхности, не покрытые кадмием, можно легко очистить механически, используя проволочную щетку или абразивную ткань; химически кислотным травлением или другими способами.
Необходимо соблюдать крайнюю осторожность при шлифовке всех кадмиевых поверхностей до основных металлов, поскольку пары оксида кадмия, образующиеся при нагревании и плавлении серебряных припоев, очень токсичны.
Серебряный припой
Серебряная пайка на велосипедной раме. Покрытие завершается протеканием серебра через стык и береговую линию.Флюс
Обычно требуется флюс.Температура плавления флюса должна быть ниже температуры плавления серебряного припоя. Это позволит сохранить основной металл в чистоте и обеспечить надлежащее флюсование расплавленного металла. Удовлетворительный флюс следует нанести с помощью кисти на соединяемые детали, а также на металлический стержень для серебряного припоя.
При пайке серебра кислородно-ацетиленовым методом желательно сильно восстановительное пламя. К работе следует прикладывать внешнюю оболочку пламени, а не внутренний конус. Конус пламени слишком горячий для этой цели.Зазоры в швах должны составлять от 0,002 до 0,005 дюйма (от 0,051 до 0,127 мм) для наилучшего распределения присадочного металла. Тонкая пленка присадочного металла в стыке прочнее и эффективнее, а галтель вокруг стыка повысит его прочность.
К работе следует прикладывать внешнюю оболочку пламени, а не внутренний конус. Конус пламени слишком горячий для этой цели.Зазоры в швах должны составлять от 0,002 до 0,005 дюйма (от 0,051 до 0,127 мм) для наилучшего распределения присадочного металла. Тонкая пленка присадочного металла в стыке прочнее и эффективнее, а галтель вокруг стыка повысит его прочность.
Основной металл следует нагревать до тех пор, пока флюс не начнет плавиться по линии стыка. Присадочный металл не подвергается воздействию пламени, а наносится на нагретую область основного металла на время, достаточное для того, чтобы присадочный металл полностью затек в соединение.Если одна из соединяемых частей тяжелее другой, то более тяжелая часть должна получать больше всего тепла. Также детали, обладающие высокой теплопроводностью, должны получать больше тепла.
В качестве альтернативы вы можете попробовать более новую технологию, в которой используется стержень для бесфлюсового припоя , например, прутки для пайки HTS 2000.
Серебряные прутки для пайки
Серебряные прутки Bossweld для пайки меди и латуни с низким содержанием цинка. Используется с серебряным флюсом.Процесс
При пайке серебром используются те же основные методы, что и при других методах пайки, включая подгонку для надлежащего капиллярного действия, очистку основных металлов, использование флюса, нагревание и очистку после пайки.
При нагреве сборки нагревайте равномерно, с большим нагревом более толстой металлической части. Если один металл имеет лучшую теплопроводность, чем другой, направьте больше тепла на лучший проводник тепла.
Обратите внимание, что присадочные металлы текут к более высокому источнику тепла.
Соединение металлов: пайка и пайка
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или вашем устройстве, чтобы веб-сайт работал так, как вы ожидаете. Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт использования веб-сайта. Ниже описываются различные типы файлов cookie, которые мы используем, и предоставляется возможность запретить использование некоторых типов файлов cookie. Нажмите на заголовки категорий, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт использования веб-сайта. Ниже описываются различные типы файлов cookie, которые мы используем, и предоставляется возможность запретить использование некоторых типов файлов cookie. Нажмите на заголовки категорий, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Строго необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции.Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе. Хотя вы можете настроить свой браузер так, чтобы он блокировал эти файлы cookie или уведомлял вас о них, некоторые части веб-сайта не будут работать без них.
Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, характер кликов и аналогичные показатели.Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация является агрегированной и, следовательно, анонимной. Если вы не разрешите использование этих файлов cookie, мы не будем знать, когда вы посещали наш веб-сайт.
Модули:Таргетинг/реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов.Они настраиваются через наших рекламных партнеров, которые обобщают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах. Если вы не разрешите эти файлы cookie, вы не увидите нашу целевую рекламу в других местах в Интернете.
Платформа ASP.NET
Стек технологий, необходимый для размещения веб-сайта
ИксАутентификация Titan CMS
Стек технологий, необходимый для размещения веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайте, что позволяет нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, сделать его более удобным.
Имя файла cookie:
- _га
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
года
Срок действия: 2 - _га
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
года
Срок действия: 2 - _гид
Регистрирует уникальный идентификатор, который используется для создания статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часов - НИД
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как предпочитаемый вами язык (например, английский), количество результатов поиска, которые вы хотите отображать на странице (например, 10 или 20), и хотите ли вы чтобы включить фильтр безопасного поиска Google.
года
Срок действия: 2 - _gat_UA-########-#
Используется для регулирования скорости запросов.Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Срок действия: 1 минута - _gac_<идентификатор-свойства>
Содержит информацию о кампании для пользователя. Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не откажетесь от этого.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP.Другие возможные значения указывают на отказ, запрос в процессе или ошибку при получении идентификатора клиента из службы идентификатора клиента AMP
год
Срок действия: 1


Диспетчер согласия титанов
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Уникально идентифицирует пользователя для поддержки исторического отслеживания настроек согласия.
года
Срок действия: 10 - CookieConsent_
Отражает последние настройки согласия для текущего сайта.
года
Срок действия: 2
Хабспот
Эти файлы cookie используются HubSpot для анализа ваших посещений и предоставления целевой информации через сторонние электронные письма
Имя файла cookie:
- HSTC
Основной файл cookie для отслеживания посетителей.
года Он содержит домен, utk (см. ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (приращение для каждого последующего сеанса).
Срок действия: 2 - Хабспотутк
Этот файл cookie используется для отслеживания личности посетителя. Этот файл cookie передается в HubSpot при отправке формы и используется при дедупликации контактов.
года
Срок действия: 10 - HSSC
Этот файл cookie отслеживает сеансы.Это используется, чтобы определить, должны ли мы увеличивать номер сеанса и метки времени в файле cookie __hstc. Он содержит домен, viewCount (увеличивает каждый pageView в сеансе) и отметку времени начала сеанса
. Срок действия: 30 минут - HSSCRC
Всякий раз, когда HubSpot изменяет файл cookie сеанса, этот файл cookie также устанавливается.
Мы устанавливаем значение 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс
Срок действия: Сессия
 Он содержит домен, utk (см. ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (приращение для каждого последующего сеанса).
Он содержит домен, utk (см. ниже), начальную временную метку (первое посещение), последнюю временную метку (последнее посещение), текущую временную метку (это посещение) и номер сеанса (приращение для каждого последующего сеанса).  Мы устанавливаем значение 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс
Мы устанавливаем значение 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс Серебряная пайка | UVM Управление рисками и безопасностью
Важно, чтобы обрабатываемая деталь нагревалась равномерно, чтобы металлы имели правильную температуру для легкого растекания припоя. Если должны быть соединены более толстые и более тонкие детали, сначала нагрейте более толстые детали, вплоть до нагревания только более толстых частей сзади до тех пор, пока они не достигнут температуры, а затем нагревайте более тонкие части только на короткое время — они уже будут горячими из-за нагревания. (косвенно) в пламени.Капелька серебряного припоя, удерживаемая на месте флюсом, проплавится через соединение, когда более толстая основа будет иметь правильную температуру пайки.
Вдоль стыка можно нанести небольшое количество серебряного припоя. Он укладывается ДО нагрева и лежит там, удерживаемый поверхностным натяжением флюса, пока не расплавится. Обратите внимание, что серебряный припой всегда течет к источнику тепла.
Если сборка может смещаться в процессе пайки, соедините детали железной вязальной проволокой, чтобы удерживать их на месте.Полезно также, когда необходима вторая операция пайки на той же сборке. Просто снимите и выбросьте после пайки. Если деталь более сложная, то нужно продумать последовательность сборки.
Флюс должен расплавиться и стать активным к тому времени, когда расплавится серебряный припой. Флюсы, как и большинство вещей, имеют ограниченный срок службы и могут истощаться в зависимости от того, насколько они горячие и как долго они нагреваются. Нанесите флюс маленькой кистью, когда работа остынет.
После того, как деталь остынет, ее поместят в травильную ванну, пока она не станет чистой.После очистки промойте деталь в проточной воде.
Не нагревайте сборку слишком сильно — латунные фитинги имеют тенденцию мгновенно плавиться, если они слишком горячие! Это одна из причин для косвенного нагрева всей детали. Припой плавится только тогда, когда все имеет правильную температуру (а не плавится сначала в пламени), и попадает в соединение. Помните, что даже нагревание лучше концентрированного тепла. В качестве руководства по температуре можно использовать состояние флюса или цвет металла. Цвет металла также указывает на его температуру, и новичкам рекомендуется немного потренироваться на обрезках.
При нагреве лучше постоянно перемещать пламя над изделием, чем просто держать его на одном месте. И сосредоточьтесь на нагреве всей работы, а не только одной ее части.
Закалка из горячего состояния не требуется и может быть опасна, так как пар образуется в полых частях изделия и может быть выброшен с большой скоростью, при использовании кислоты дела обстоят хуже, так как также часто выделяются пары. Закалка также вызывает термический удар, вызывающий неравномерное напряжение и в конечном итоге может привести к повреждению изделия. Лучше дать детали остыть естественным путем до комнатной температуры.
Лучше дать детали остыть естественным путем до комнатной температуры.
После травления обильно промыть чистой холодной проточной водой.
Пайка и пайка — Сарай
Создание чрезвычайно прочных соединений без плавления основных металлов
Автор Грег Холстер
Пайка может быть описана как соединение двух или более частей основных металлов вместе с использованием присадочного стержня на основе меди или серебра. Этот присадочный стержень при расплавлении затекает в соединение или пересекает его и затвердевает при охлаждении, образуя прочную связь.
В отличие от пайки, пайка создает чрезвычайно прочное соединение без плавления или деформации исходных материалов, и это соединение обычно прочнее, чем сами детали из основного металла. Разнородные металлы или основные металлы можно спаивать вместе. Медь и латунь идеально подходят для пайки, как стали и нержавеющие стали.
Поскольку исходные материалы не сплавляются, серебряный припой становится обычным соединением.
Низкое поверхностное натяжение этого расплавленного припоя обеспечивает адгезию между частями паяного соединения.Такие припои известны своим капиллярным действием, что делает этот процесс превосходным для водонепроницаемых или воздухонепроницаемых соединений. Медная сантехника является лучшим примером.
Температура пайки может быть определена как более 450º C, что означает, что припой станет расплавленной жидкостью при температуре выше этой температуры. Пайка определяется как температура жидкого расплава ниже 450º C. Этот процесс часто называют низкотемпературной пайкой, пайкой серебром или пайкой серебром.
Такая низкотемпературная пайка существует уже несколько тысяч лет, и документально подтверждено, что золото и серебро использовались для пайки кубков и украшений около 2500 г. до н.э.
Хотя этот наполнитель использовался веками, современные процессы нагрева, безусловно, изменились. В наши дни не так много древних печей, кузниц или угольных костров с духовыми трубками.
Обычные припои
Торговые названия, такие как Easyflo 50, Silverflo 55 и Comweld 356T, охватывают твердые припои с содержанием серебра 50-56% и температурой плавления 620-630ºC. соединение, такое как соединение внахлестку, где зазор в соединении равен 0.05-0,15 мм идеально. Это позволит получить аккуратное соединение с оптимальной прочностью и обеспечит высочайший уровень пластичности и коррозионной стойкости.
Из-за своих превосходных характеристик текучести Easyflo 50 и его тезки исторически считались одними из лучших доступных серебряных припоев. Сплавы с содержанием серебра 50-56 процентов обладают фантастическим капиллярным действием, а их характеристики текучести в расплавленном состоянии хороши как для герметичных, так и для капиллярных соединений.
Сплавы с содержанием серебра 50-56 процентов можно использовать для соединения сталей, в том числе низкоуглеродистых, углеродистых, инструментальных сталей, нержавеющих сталей, низколегированных сталей и карбида вольфрама. Они также идеально подходят для медных сплавов, включая латунь, бронзу, бронзу, нейзильбер, алюминиевую бронзу и медно-никелевый сплав.
Они также идеально подходят для медных сплавов, включая латунь, бронзу, бронзу, нейзильбер, алюминиевую бронзу и медно-никелевый сплав.
Они не подходят для угловых паяных соединений. Размер скругления всегда будет слишком мал, чтобы добавить какую-либо прочность, поэтому расходные материалы с более низким содержанием серебра гораздо лучше подходят для таких скруглений и наростов.
Соединения, требующие угловых сварных швов, или соединения, которые могут быть не такими плотными, как соединения, требующие капиллярного действия, используют припои с содержанием серебра 34-45 процентов.
Эти сплавы по-прежнему имеют отличные характеристики текучести и температуру плавления 610-700º C, но могут образовывать небольшие галтели, что повышает их прочность. Аналогичным текучим сплавом, не содержащим кадмия, может быть Silverflo 452 или Comweld 345T.
Конструкция и подготовка соединения
Успешное применение низкотемпературной пайки зависит от
* Конструкция соединения. Каковы допуски на зазор, и это хорошая посадка или свободная?
* Использование высококачественного припоя и флюса.Знаете ли вы, какие флюсы и сплавы у вас есть в наличии? Проволока номер 8 и пищевая сода здесь не подойдут.
* Хорошая подготовка поверхностей для пайки. Насколько они чистые?
* Правильная тепловая нагрузка и техника. Паять зажигалкой, верьте или нет, не работает.
Флюсы
Флюсы имеют решающее значение для хорошего чистого соединения при пайке. Стандартные флюсы легко доступны. Но распространенной проблемой при обучении пайке является перегрев соединения и сгорание флюса.Поэтому попросите в местном сварочном цеху флюс с более высокой температурой.
Большинство флюсов содержат соединения бора, простые и сложные фториды. Звучит нездорово и, вероятно, так оно и есть. Не ходите нюхать дым.
Смешивание
Если нанести флюс в виде порошка и применить пламя, порошок обычно исчезает. Лучше всего смешать флюс в пасту, которую можно наносить именно там, где это необходимо. Обратите внимание, как паста становится белой, а затем прозрачной, что является индикатором температуры, чтобы начать добавлять серебряный сплав.
Другим вариантом является стержень с флюсовым покрытием. Качество этих покрытий обычно превосходное, и я использовал довольно много различных марок. Твердые припои с флюсовым покрытием всегда были популярны по двум причинам:
* Во-первых, флюсовое покрытие обычно идеально подходит для сплава, который оно покрывает. Я не помню, чтобы у меня когда-либо были проблемы с газовыми стержнями любого типа или марки.
* Во-вторых, стержни и флюс имеют цветовую маркировку. Серебряные припои без покрытия имеют цветной наконечник на одном конце стержня, указывающий на состав сплава.Это не всегда понятно, и если при выполнении небольшой работы вы используете не тот конец, где указан цветовой код, невозможно сказать, что это за стержень в следующий раз, когда вы будете его использовать.
Многим компаниям нравится использовать стержни с флюсовым покрытием, потому что они окрашены в соответствии с количеством серебряного сплава в каждом стержне. Неправильный сплав нельзя использовать для неправильного применения.
Горелка с пайкой серебряным кольцом
Кадмий
Сплавы с использованием кадмия, легированного серебром и медью, дают превосходные серебряные припои с хорошей прочностью на растяжение в диапазоне температур пайки.Кадмий улучшает течение расплавленного присадочного стержня при одновременном снижении температуры плавления присадочного сплава.
Но кадмий также является «вредным при сварке», выделяя потенциально опасные пары оксида кадмия в процессе пайки. Кадмий является чрезвычайно токсичным металлом, обычно встречающимся на промышленных предприятиях, особенно там, где перерабатывается или плавится любая руда.
Из-за низкого допустимого предела воздействия (PEL) переоблучение может произойти даже в ситуациях, когда следовые количества кадмия обнаруживаются в сварочных материалах или сварочном дыме.
Не содержащие кадмия
Сплавы, не содержащие кадмия, в настоящее время продаются более широко из-за экологических преимуществ. Так как большое внимание уделяется здоровью и безопасности, доступно больше сплавов, не содержащих кадмия. Эти продукты вносят отличный вклад в защиту здоровья тех, кто выполняет много паяльных работ. Более высокое содержание серебра плюс другие сплавы необходимы для достижения аналогичной текучести расплава и температуры плавления.
Silverflo 55 и представляет собой не кадмиевую версию сплава серебра, содержащего 50 процентов кадмия.Чтобы получить аналогичную пластичность, текучесть и прочность, были добавлены дополнительные количества серебра, меди и цинка.
Пайка бронзы с капиллярным действием припоя
Расходные материалы
Расходные материалы чаще всего представляют собой стержни с флюсовым и непокрытым покрытием, а также кольца, прокладки/фольгу, пасты (в комплекте с флюсами), проволоку и порошок. Соединение одной из наших газовых горелок припаяно с помощью кольца из 45-процентного серебра. Это держит его в чистоте и обеспечивает безопасное и газонепроницаемое соединение.Хотите верьте, хотите нет, но некоторые сварочные горелки склеены.
Пасты — это весело. Одна версия, которую продают дистрибьюторы Kendall в Окленде, поставляется в виде шприца, отлично подходящего для мелких неудобных кусочков.
Сплавы с низким содержанием серебра
Сплавы с низким содержанием серебра в основном используются в сантехнической промышленности. Как правило, это 0-15 процентов серебра.
Наиболее распространенные проценты серебра составляют 2, 5 и 15 процентов. Фосфор составляет 6-7 процентов, остальное — медь. Эти сплавы имеют торговые названия, такие как Silfos, Silbralloy и Copperflo.Они не подходят для использования с серосодержащими средами. В Роторуа, например, в домах нельзя использовать стандартные паяные емкостные водонагреватели. Сера в воде разъедает сплавы с низким содержанием серебра, вызывая синдром протекающего грелки.
Эти сплавы с низким содержанием серебра обычно используются только для сплавов меди или латуни. Например, на мягких и нержавеющих сталях фосфор вызывает охрупчивание и препятствует адгезии.
Доступны флюсы, но флюс не нужен для пайки меди, если материал чистый.Когда мы паяли медные трубы для этой статьи, они были припаяны прямо с полки. Некоторые латуни подходят, но остерегайтесь оксидов.
Какой сплав?
При выборе припоя необходимо учитывать ряд критериев:
Вы должны спросить: ЧТО ТАКОЕ
1. Основной металл?
2. Предполагаемое использование и обработка основных материалов?
3. Имеющееся у вас оборудование для пайки?
4. Нагрузка на суставы (вес, напряжения и т.д.)?
5. Рабочая температура и давление?
6.Степень коррозии, которая может воздействовать на паяные соединения?
Также необходимо учитывать размеры и производственные допуски заготовок.
Розовые, голубые и непокрытые припои. Цвета обозначают разное процентное содержание серебра
Чистота
Как и в большинстве случаев сварки или пайки, важна чистота работы. Оксидные слои и посторонние вещества, такие как ржавчина и окалина, должны быть удалены из зоны соединения механическим или химическим способом. Серебряные припои текут, растекаются и связываются только на чистых металлических поверхностях.
Жир или масло можно стереть или удалить с помощью растворителей или моющих средств в случае деликатных заготовок. Полированные обработанные детали не требуют очистки. Если после предварительной очистки на заготовке остался какой-либо оксид, то после начала нагрева он должен быть растворен флюсом. Но остерегайтесь перегрева или сжигания флюса.
Методы
Обычно рекомендуется кислородно-ацетиленовое пламя из-за быстрого поступления тепла. Это особенно заметно для меди, которая обладает высокой теплопроводностью.Турбогорелка для сжиженного нефтяного газа или аналогичная также отлично подходит для труб и трубопроводов.
Oxy/LPG используется все чаще и чаще, и для учащихся преимущество oxy/LPG заключается в том, что для нагрева требуется немного больше времени. Это также снижает вероятность перегрева, что является обычным явлением, когда вы вступаете в борьбу с пайкой в первые несколько раз.
В идеале, пламя от нейтрального до слегка науглероживающего используется для припоев с содержанием серебра 20–55%, а пламя от нейтрального до слабоокислительного — для 20% серебра и ниже для меди.Это все согласно библии пайки. Но я использую нейтральное пламя для всего.
Начните нагревать соединение примерно на расстоянии 20-40 мм от места фитинга или пайки. Равномерно нагревайте, чтобы получить равномерное расширение всех припаиваемых деталей. Например, если вы припаиваете световую трубку к латунному блоку, очевидно, что больше тепла должно концентрироваться на большей части.
Серебряный припой следует наносить только тогда, когда работа достаточно горячая, чтобы расплавить серебряный сплав. Распространенной проблемой является застревание стержня под пламенем, когда исходный материал слишком холодный.Вы узнаете каплю птичьего помета; мы все сделали это. Подождите, пока флюс станет прозрачным, и правильная температура будет очень близка.
Затем следует использовать внешнюю оболочку пламени для равномерного нагрева деталей, при этом подводимая теплота является общей для области, подлежащей соединению. Детали следует нагревать, как указано выше, пока флюс не расплавится и не станет прозрачным по линии соединения. Затем можно добавить и нагреть наполнительный материал.
Продолжайте до тех пор, пока сплав не потечет между соединяемыми частями, а затем оттяните пламя дальше назад.Это позволит избежать перегрева, сохраняя при этом равномерный нагрев. Для больших или длинных швов используйте легкие чистящие движения. Серебряный сплав будет свободно течь в шов и вдоль него.
Серебряная пайка, как и многие методы сварки, может быть методом проб и ошибок. Надеюсь, вы сможете почерпнуть полезную информацию из этой инструкции. Я твердил о том, что флюсовая паста становится прозрачной в качестве индикатора тепла; это секрет хорошей пайки. Вы не можете ошибиться.
Пайка ювелирных изделий
Автор Peter Minturn
Наличие ряда припоев с температурой плавления позволяет ювелиру относительно безопасно работать над сложными работами с большим количеством паяных соединений.
Первые стыки на детали будут спаяны твердым припоем. По мере выполнения работы ювелир будет использовать средний, а затем легкий припой. Если в задании всего три паянных соединения, вы можете использовать твердость на протяжении всего задания (обычно твердость лучше всего подходит по цвету к основному металлу).
Если работа требует много ковки, я обнаружил, что средний припой обладает большей пластичностью, чем твердый, который часто ломается в месте соединения при работе молотком. Для ювелиров припаиваемый металл может быть любым из меди, бронзы, стерлингового серебра, золота или платины.
Припой, используемый в случае «царских» металлов, золота, серебра или платины, имеет такую же ценность в каратах, что и основной металл. Эти припои были разработаны для плавления при более низкой температуре, чем основной металл. В случае с медью и бронзой ювелиры используют серебряные припои. Стерлинговое серебро 96-процентной чистоты плавится при 960ºC, твердый серебряный припой плавится при 770–780ºC, средний серебряный припой плавится при 740–760ºC, легкий серебряный припой плавится при 680–690ºC.
Если соединение идеальное подогнаны и чисты, паяное соединение должно быть почти невидимым после отделки.
О припое | Нэнси Л. Т. Гамильтон
Нэнси LT Гамильтон
Последнее обновление: 15.11.19, 21.08.18
Листовой припой
Припой (произносится как sod-der — по крайней мере в США) используется для соединения металлических компонентов в готовое изделие. Как здорово!
В Англии слово «солдер» произносится как «соле-дер». Из двух источников, одного из первых рук, а второго из сети, я услышал о теории происхождения различных произношений.Дело в том, что американское произношение слишком близко к сленговому слову содомии: дерьмо! Произношение «припой» как «sod-der» имеет слишком много коннотаций и потенциально смущающих интерпретаций. Чтобы избежать каких-либо смешанных сигналов, буква «L» произносится, ergo: sole-der. Любить это!
Снова за работу! Припой состоит из сплавов, которые образуют материал, который плавится при более низкой температуре, чем металл, который вы спаиваете вместе. Если бы припой не плавился при более низкой температуре, чем металл, вы бы в конечном итоге расплавили металл — тогда вы бы сварили или, как мы, ювелиры, называем это «сплавлением».
Паллионы для пайки
Многие ювелирные изделия изготавливаются с использованием техники, называемой пайкой серебром , , также известной как пайка твердым припоем или твердая пайка.
Это важный навык для кузнеца, так как большая часть ваших украшений потребует пайки. Обучение пайке также расширит ваши возможности проектирования и предложит вам больше дизайнерских решений.
Две цели , которые вы должны стремиться достичь при пайке, это достижение максимально прочной связи и соответствие цвета – соответствие цвета припоя цвету металла.На заметку: мне еще предстоит найти хороший припой медного цвета. Я использую серебряный припой с медью. Если я контролирую количество используемого припоя (не слишком много/не слишком мало) и хорошо убираю лишний припой, швы трудно различить. Я часто использую патину, которая помогает замаскировать линии пайки, которые меня отвлекают.
В этой подвеске использовался серебряный припой на латуни и серебре.
Я использовал золотой припой или припой с золотым наполнителем с латунным, бронзовым и золотым наполнителем.Но из-за сегодняшних СМЕШНЫХ цен на золото , я стараюсь держаться подальше от золотых припоев, если только я не работаю с золотом. Обычно я придерживаюсь серебряного припоя и контролирую, где течет припой, а также использую минимальное количество (см. подвеску выше). Контролируйте поток припоя с помощью корректирующей жидкости или краски на порошкообразном пигменте желтой охры . Я не пробовал ручку White-Out , но она выглядит интересно.
- Припой – Припои представляют собой сплавы металлов.Нечеткий? Ну а состав припоя зависит от металла жилы, рецепта производителя и типа припоя. Большинство серебряных припоев состоят из процентного содержания серебра и цинка. Точно так же золотые припои в основном состоят из золота с добавлением других элементов в зависимости от цвета золота. Количество золота, присутствующего в припое, зависит от карата золота. Подробнее о золотом припое см. ниже. Существуют медные припои и латунные припои , а также другие типы.Эти припои имеют различные проблемы и не всегда идеально подходят для вашего металла.
- Используйте самый высокотемпературный припой , какой только сможете . Обычно вы можете сделать 2-3 соединения для каждого типа. Но часто я могу сделать целую деталь, используя только твердый припой. Одна из причин, по которой это возможно, заключается в том, что 1. контроль температуры и 2. первое паяное соединение теряет немного своего цинка, в результате чего температура плавления первого применения припоя становится на 50°F выше, чем изначально. Конечно, перегрев вызывает много открытых швов.Но успешная пайка одним типом припоя также зависит от того, насколько близко расположены швы друг к другу.
- Ямки припоя при выгорании цинка в результате перегрева . Поддерживайте температуру как можно ниже, чтобы избежать точечной коррозии, но при этом обеспечивая достаточное количество тепла для растекания припоя.
Я объясню припой и его взаимодействие с металлом, с которым он используется, в моем более подробном разделе: Пайка 101 .
Tarnish — во всей красе!
Прежде чем мы начнем, я хочу отметить кое-что ОЧЕНЬ ВАЖНО: при пайке ваш припой должен быть таким же чистым, как и ваш металл.Кроме того, припой должен быть офлюсован — если он не находится в форме пасты , которая включает флюс (примечание: не используйте паяльную пасту GC Electronics для серебряной пайки — ее название дает вам подсказку!)
Пайка, пайка и сварка – в чем разница?
Термин «пайка» вызывает много путаницы, потому что за пределами области ювелирных изделий под пайкой понимается соединение металлов при температуре 840°F (450°C) и ниже. Этот метод соединения металлов называется пайкой и часто использует паяльник.Припои, как правило, изготавливаются на основе свинца и/или олова и плавятся при температуре 840°F (450°C) или ниже. Но разве для пайки ювелирных изделий не нужны действительно горячие газовые горелки, спросите вы? Да, это так. Следовательно, проблема! Мы, ювелиры, используем припои (в основном серебро с примесью цинка), которые плавятся при гораздо более высоких температурах, например, 1450°F/788°C. Но мы также называем это пайкой!
Почему ювелиры используют термин пайка? То, что мы делаем, на самом деле называется пайкой. Я все еще ищу причину, по которой мы его так называем, и нашел скудную (читай: никакую) информацию! Однако мы различаем два типа пайки, называя низкоплавкий тип пайки: мягкая пайка , а ювелирная пайка называется твердой или серебряной пайкой .
Чтобы понять, почему мы на самом деле пайка, а не пайка, мы должны рассмотреть некоторые вещи, которые определяют пайку.
Пайка
- Металл соединяется с помощью «наполнителя», называемого припоем. Наполнитель должен плавиться при более низкой температуре, чем соединяемые металлы.
- Основной металл не плавится в процессе соединения.
- Соединяемые материалы должны плотно прилегать, так как наполнитель под действием капиллярных сил проникает в каждую припаиваемую сторону. Флюс
- используется для уменьшения окисления, поскольку припой не будет течь по грязному металлу, а окисление, по сути, представляет собой грязь.
- Припаиваемые металлы и флюс должны быть очень чистыми.
- Обладает способностью соединять разнородные металлы.
Ювелирная пайка серебром/твердым припоем подчиняется тем же правилам. Получается, что мы на самом деле серебряную пайку! Ну что ж. Давайте просто будем называть это пайкой.
- Твердая пайка требует очень высоких температур (см. таблицу ниже).Он включает использование газовой горелки, которая способна достигать и превосходить точки плавления и текучести припоя. Этот тип связи является молекулярным и намного прочнее. Серебряная пайка также обеспечивает аккуратные, чистые соединения, поскольку припой не действует как опора, а вместо этого соединяется с металлом на молекулярном уровне.
Рамка в виде коробки была изготовлена с использованием серебра/твердого припоя . Припой не нужно наносить на металл, чтобы поддерживать структуру.Вместо этого припой стекает в окружающий металл, позволяя удалить излишки припоя, оставляя чистую, четкую поверхность.
Хотя это и не идеальный пример, я думаю, он поможет вам визуализировать разницу между двумя типами пайки. Думайте о мягкой пайке как об использовании ленты, а о твердой пайке — как об использовании суперклея.
Мягкая пайка
Пайка или мягкая пайка определяется как низкотемпературный процесс с плавлением наполнителей (припоев) при температуре 840°F (450°C) или ниже.Припой не столько втекает в металл, сколько течет по нему. Связь слабая по сравнению с пайкой и очень слабая по сравнению со сваркой. Флюсы также используются при этой форме пайки, и чистота металла важна. Этот тип пайки распространен в электронной промышленности и таких видах искусства, как витражи.
Эта рамка коробки была сделана с помощью мягкого припоя (и не очень хорошо). Припой был нанесен поверх основного металла (скорее всего, медной ленты, используемой в витражах).Это придает бумаге тонкую медь, прочность и серебристый цвет. Обратите внимание на неприглядные шарики припоя. Что касается его прочности: вы можете отогнуть эту рамку ногтем.
Сварка
Сварка имеет совершенно другой набор руководящих принципов. Материалы должны быть одинаковыми. Процесс включает очень высокую температуру. Процесс включает плавление соединяемых металлов. Наполнители обычно добавляют в плавленое соединение. В зависимости от способа нанесения наполнитель может быть прочнее основного металла.По сути, соединяемые детали сплавляются вместе, создавая соединение, такое же прочное, как и сам металл.
Мы, ювелиры, тоже плавим, как металлы, но мы называем это сплавлением, а не сваркой. Просто чтобы сделать терминологию более косвенной, я думаю!
Детали серебряного припоя
«Солидус — температура, при которой металл начинает плавиться; ликвидус — это температура, при которой он полностью плавится.)» из Работа с серебром аргентиума — советы и процедуры Синтии Эйд**.
Я включил точки ликвидуса Argentium , стерлингового серебра и чистого серебра для сравнения с температурами, необходимыми для течения припоя.
- Стерлинговая точка ликвидуса: 1640°F (893°C) – 1650° F (899°C) * (варьируется из-за сплава)
- Точка ликвидуса чистого серебра: 1761˚ F (961˚C) (чистые металлы имеют одну точку ликвидуса)
- Argentium 935 точка ликвидуса: 1610°F (877°C) ** – 1657°F (903°C) * 1657°F/903°C***
- Argentium 960 точка ликвидуса: 1700°F (927°C) ****
| Припой | Точки потока | Использовать для |
| Сверхтвердый или IT | 1490°F/810°C | Соединения для эмали |
| Жесткий | 1450°F/788°C | Первая пайка и дополнительные соединения |
| Средний | 1360°F/738°C | Общая пайка; промежуточные операции |
| Легкий | 1325°F/719°C | зоны пайки с меньшим напряжением, ремонт; заключительные операции |
| Сверхлегкий | 1207°F/653°C | Ремонт |
Я позаимствовал приведенную выше схему у Riogrande.com и изменил его. Примечание: точки текучести припоя различаются в зависимости от производителя . Узнайте у своего поставщика, при какой температуре течет ваш припой.
Argentium лучше всего паять припоем Argentium. Если у вас его нет, используйте средний серебряный припой. Припой Argentium выпускается в виде пасты, проволоки и листов. Вы можете найти его у многих поставщиков ювелирных изделий. Вот ссылка на пайку на Amazon Smile.
См. мою веб-страницу Проволока и листовой металл .В нем я обсуждаю свойства различных металлов, в том числе Argentium, стерлингового серебра и чистого серебра. Металлы перечислены сначала по типу (в алфавитном порядке), а затем в алфавитном порядке по группам. Итак, Argentium находится на вершине Серебряной секции.
Подробное объяснение ликвидуса и солидуса и причин, по которым сплавы имеют диапазон точек ликвидуса и солидуса, см. на этой странице из блога Argentium Guild: Definitions — Solidus и Liquidus Чарльза Аллендена.
* Из АГС Металлы
** Cynthia Eid – Работа с Argentium Silver – Советы и процедуры
*** Rio Grande – Технический паспорт Argentium 935 Casting Grain
****GS Золото – Аргентиевое и серебряное литьевое зерно . Литейное зерно и литейные сплавы. Температуры литья, температуры ликвидуса для многих металлов.
Пайка для припоя ArgentiumЯ не знаю, почему точка текучести экстра-жесткой ниже, чем средне-жесткой – мне это не понятно.Информация с Riogrande.com. Так вот, точки текучести для их припоя.
Припой из аргентиевой проволоки:
- Среднетвердый: 1420°F /771°C
- Сверхтвердый: 1411°F (766°C)
- Легко: 1331°F (722°C)
Паста Argentium (включает флюс/связующее):
- Твердый: 1420°F (771°C)
- Среда: 1340°F (727°C)
- Легко: 1295°F (702°C)
- Super Easy: 1185°F (640°C)
Листовой припой имеет те же градации и точки текучести, что и проволочный припой.
Формы для припоя
Серебряный припой поставляется в:
- Паста : обычно смешивается с флюсом. Вот ссылка на один из них на Amazon. Я использовал пастообразный припой всего несколько раз, так что я не лучший референс для этого продукта. Что мне не нравится, так это то, что он может высохнуть, но вы можете добавить немного минерального масла, чтобы увлажнить его. В сообщении, которое я прочитал, говорилось, что минеральное масло тоже скоро высохнет. Не используйте воду или флюс для разбавления.
Еще одна информация, которую я только что узнал, заключается в том, что некоторые пастообразные припои являются «ограничительными». Это означает, что они не будут растекаться при нагревании, поэтому вертикальная пайка легче без капель. Это хорошо, потому что одна из причин, по которой мне не нравилась паста, заключалась в том, что она растекалась при нагревании и ее было трудно контролировать. Очевидно, что у меня не было «ограничительного типа»! Существует также невысыхающая формула для тех из вас, кто желает более длительного срока хранения. Эти ответы от производителя паяльной пасты на Ганоксине — The Okai Corporation.Я полагаю, что это был бы хороший выбор, если вам нужно удерживать вещи на месте, и вы боретесь с гравитацией.
- Лист : вырежьте из этого листа паллеты. Я использую French Shop Shears , чтобы вырезать маленькие полоски вдоль одного края – как бахрому. Затем отрежьте бахрому любой длины, которая вам нужна, для паллионов. Вырезать можно только несколько или весь ряд сразу. Если у вас есть запас, храните его, как описано ниже в разделе «Как хранить паллионы для припоя» .
«Грань»
- Проволока: Используйте как есть или сплющите с помощью прокатного стана или молотка.Затем обрежьте свернутый край по размеру. Чтобы получить еще более тонкие кусочки, обрежьте их вдоль, а затем поперек. Таким образом можно сделать небольшие детали. Не забудьте очистить припой до И после его прокатки на прокатном стане или молотком . Никогда не добавляйте в прокатный стан влажный или мокрый припой. У вас будет ржавчина в течение нескольких дней…
- Раньше я использовал только проволочный припой, но перешел на листовой припой. Я счастливее и бодрее! (Не совсем).
- Паллионы или припой для чипов : Мне это не нравится, так как размеры заранее определены.Если вам нужен крошечный, крошечный кусочек, вы должны попытаться разрезать маленький квадратик металла пополам. Если вам нужны большие куски, вам нужно загрузить кучу мелких кусков. Безумное творчество. Купите лист и вырежьте сами. Экономьте и вы! Ура!
- Еще одним недостатком является то, что их немного неудобно чистить. См. раздел «Как очистить припойные паллионы» ниже.
Как очистить листовой и проволочный припой (разрезанный или неразрезанный)
Совет: Старайтесь не трогать слишком много припоя, а если необходимо, часто мойте руки и не касайтесь лица, так как ваша красивая/красивая морда полна сальных желез, а ваши руки — нет!
Как очистить листовой серебряный припой
- Я кладу листовой припой на угольный блок и ОСТОРОЖНО нагреваю его.Переворачиваю лист с перекрестными замками и снова легонько ударяю фонариком. Если вы новичок в этом и не знаете, что нужно, чтобы расплавить припой, отрежьте немного и сначала потренируйтесь!
- После нагрева я закаливаю ЛИСТОВОЙ припой (в моей закалочной чаше), а затем пускаю его в ванночку для травления. Удалите, когда все окисление исчезнет, высушите, пометьте и засуньте в пакет с табличками/полосками против потускнения!!!!!
Как чистить припои
- Очистка паллионов для припоя. Я нагреваю их на угольном блоке, но не переворачиваю, как в случае с листовым припоем.Я также не просто бросаю их в свою кастрюлю с рассолом. Было бы кошмаром удалить их всех! Вместо этого используйте небольшой контейнер, например, канистру из-под пленки (небольшого пластикового типа) , и проделайте в нем отверстия с помощью палочки или чего-то подобного, например кожаного шила . Используйте ту, у которой есть крышка, потому что паллионы могут уплыть, и тогда вы проведете день, чистя свой горшок для рассола (см. мою страницу о том, как это сделать !).
- Нейтрализуйте и промойте их, пока они все еще находятся внутри контейнера с пленкой.Лучше всего промывать их в дистиллированной воде, чтобы не образовывались остатки по мере высыхания. С помощью листового припоя вы можете вытереть воду, чтобы она не оставалась на припое.
- Если вам необходимо повторно промыть кофе или просто промыть его другим способом, используйте для этого специальный фильтр для кофе Melita () с подходящим бумажным фильтром (). Поместите Melita в раковину, затем залейте канистру с паллионами в фильтр, залейте водой для полоскания и оставьте в Melita для просушки.Выбросьте фильтр в контейнер, когда он высохнет.
- Выложите паллионы на бумажное полотенце и оставьте, пока они не высохнут.
- Насыпьте бумажную салфетку, наполненную паллионами припоя, на лист бумаги для принтера. Согните бумагу в центре и сдвиньте палионы в свой контейнер.
Как очистить проволочный припой
- Если проволочный припой уже находится в бухте, оставьте ее в таком виде. Или вы можете сделать его в более тугой катушки. Процесс очистки припоя аналогичен очистке/отжигу проволоки.У меня есть СТАРОЕ (2010) видео на YouTube.
- В основном, сверните проволоку и, используя тонкую (калибр 24 или 26 — любую, что у вас есть) медную, латунную, бронзовую, нержавеющую или стальную проволоку, свяжите катушку — если необходимо. Иногда провод ведет себя и ложится плашмя.
- Хитрость при очистке припоя заключается в том, чтобы не перегревать его, поэтому держите температуру ниже, чем при отжиге. Кроме того, двигайте факел много! Не оставайтесь на одном месте, иначе у вас будет свернутый припой.
- Охлаждение, травление (сначала обязательно удалите стальную проволоку! Нержавеющую сталь можно положить в емкость для травления), высушите и храните.
Маркировка вашего припоя
Все формы незащищенного серебряного припоя окисляются (многие другие типы тоже!). Припой, как проволочный, паллионный, так и листовой, можно хранить в пакетах с застежкой-молнией, маркированных номером повторного заказа, ценой, видом припоя и поставщиком.
Вероятно, вам также следует пометить контейнеры типом припоя! IT, (или EUT или EH — в зависимости от), H, M, E, EE или что угодно.(припой IT или Eutectic или Extra Hard, Hard, Medium, Easy, Extra Easy). Главное помнить свою систему кодирования!
ЕСЛИ можете, отметьте или напишите на листе припоя тип. Штамповка лучше — купите несколько относительно недорогих буквенных марок . Если вы должны писать на нем, используйте маркер Sharpie или другие несмываемые чернила. Ручка с масляной краской Sharpie тоже подойдет.
Паста и листовой припой могут иметь маркировку на их поверхности или контейнерах в зависимости от типа припоя, но на проволочном припое трудно писать, поэтому для маркировки проволоки была разработана система изгиба.Как правило, для жесткого, среднего и легкого существует только три наиболее часто используемых изгиба. Я добавил свои собственные обозначения для extra easy и IT .
Ниже приведены маркировки для проволочного припоя:
IT
9……….………………. ………………….………………
ПРОСТОЙ
Различают типы припоя по следующим параметрам: A) Изгибы, B) Кованые концы C) Цветовое кодирование D) Штамповка E) Гравировка.Таким образом, вы не перепутаете его с серебряной проволокой. Я поместил идентифицирующие изгибы как в мой рулон припоя, так и в кусочки, которые я отрезал. Если у вас есть паллионы, храните их в отдельных маркированных контейнерах. Лист можно штамповать по гравировке.
Как хранить припой
- Либо храните в небольших контейнерах, таких как эти маленькие пластиковые штучки (изображение ниже), банки из-под пленки с крышками , либо используйте пластиковые пакеты для хранения разных типов припоев отдельно.Конечно, не забудьте промаркировать свои сумки и/или контейнеры!
«Штучки».
Типы припоя
Причина использования различных марок припоя заключается в том, что они текут при разных температурах . Это важно, потому что существует опасность , , припайки второго, третьего или четвертого элемента распайки предыдущих соединений. Я обнаружил, и мне было бы интересно узнать, сталкивались ли с этим другие, так это то, что после двух или трех соединений исходное соединение меньше подвергается воздействию тепла.
Я предполагаю, что в процессе добавления моих последующих соединений я выплавляю цинк (из одного или двух соединений) , и в результате мой припой теперь в основном серебряный – , который плавится при более высокая температура. Вы когда-нибудь пробовали отпаять что-то — особенно деталь, изначально припаянную твердым припоем? Я потратил часы, пытаясь удалить кусочки, и обычно в итоге серебро крошится, прежде чем оно отделится от составных частей. Я схожу с ума! Но это добавляет к этой большой, постоянно растущей, перерабатывающей куче! Ура!
- IT (Интенсивная температура) или сверхтвердый припой содержит 80 % серебра и 20 % цинка (по номеру Rio Grande ). Стерлинговое серебро на 92,5% состоит из серебра, поэтому вы можете видеть, насколько они близки по составу. Этот тип припоя обычно используется в ювелирном деле для пайки деталей, которые должны быть покрыты эмалью. Его диапазон высоких температур текучести очень близок к диапазону серебра, что является основной причиной того, что он обычно не используется для обычных операций пайки.Припой течет при 1490˚F (810˚C), в то время как стерлинговое серебро течет при 1655˚F (902˚C) – очень близкий результат при пайке. Нужно быть начеку, чтобы не растопить свой стерлинг. Зазор шире с чистым серебром, так как его температура текучести составляет 1761˚F (893˚C), что дает немного больше пространства для маневра. Большинство людей используют чистое серебро для эмалирования, и это одна из причин.
- Твердая пайка (не путать с термином «жесткая пайка» — в отличие от «мягкой пайки» — которая выполняется с помощью паяльника) почти всегда используется для первого соединения и для любых областей, которые подвержены сильному стрессу.Вы можете припаять всю деталь твердым припоем, если будете осторожны с пламенем/нагревом. Твердый припой обычно содержит 75% серебра.
- Средний припой – обычно используется второй или третий припой. Не запутайтесь, как некоторые студенты, что можно спаять только 3-4 стыка — по одному на каждый тип припоя. Это серьезно ограничило бы количество соединений припоя, которые вы можете сделать. Как упоминалось ранее, я использую жесткий для нескольких соединений и средний для большинства остальных.Я могу выполнить 10 соединений или более с помощью двух типов припоя. Припой
- Medium содержит меньше серебра и больше цинка, чем IT или Hard, но более чем легкий. Как правило, средний припой на 70% состоит из серебра . Я обычно использую среду в качестве третьего или четвертого соединения. Все зависит от того, сколько соединений вы делаете, и стресса, который будет иметь эти соединения. Скажем, я делаю кольцо с тремя соединениями под пайку: одно — это полоса, затем сверху — безделушка, а сверху — небольшой 3-миллиметровый штырь.Я бы сделал так: сначала , припаял кольцо с жестким соединением. Второй , используйте носитель для безделушки. Третий , я бы использовал легкий для зубца. Штырь не будет подвергаться большим нагрузкам, за исключением процесса установки, и он очень тонкий и маленький по сравнению с остальными элементами. Я не хочу плавить штыри, поэтому я бы использовал легкий, потому что он плавится при гораздо более низкой температуре. Если я надену его твердым припоем, мне придется быть очень, очень осторожным с моим нагревом.
- Легкий припой – Легкий припой состоит примерно из 65% серебра , а остальное обычно состоит из цинка. Я не очень часто использую Easy припой , так как я обнаружил, что обычно могу припаять цельную многосоставную деталь с твердым и средним припоем. Иногда я добавляю небольшую настройку в Easy.
- Сверхлегкий припой – это припой 56% серебра (формула Рио). Он содержит значительно меньше серебра, чем IT, Hard или Medium.Поэтому в нем больше цинка. Поскольку в нем меньше серебра и больше цинка, припой имеет желтоватый цвет. Кроме того, сверхлегкий не такой сильный, как , как IT, Hard или Medium. Я почти никогда не использую припой Extra-Easy. В целом, я бы сказал, что это хорошо для ремонта, особенно когда есть камень, и вы беспокоитесь о том, чтобы жара его испортила. Кроме этого, я бы держался от него подальше.
Золотой припой
Если вы паяете золото, используемый вами золотой припой содержит настоящее золото.
- Золотой припой бывает в каратах, т.е.: 8К, 10К, 14К, 18К и 22К. Золотой припой
- поставляется в виде желтой проволоки , желтого листа и желтой пасты. Существует также припой из белого золота в виде проволоки, листов и пасты (все ссылки на Рио-Гранде). Вы также можете найти припой из розового золота, но проверьте состав. Вам не нужен кадмий! Опасно!
Вот выдержка из книги: Золото: наука и применение под редакцией Кристофера Корти, Ричарда Холлидея .Информация начинается внизу страницы 201. Доступно по адресу Amazon.
Ну вот и все. Если я придумаю что-нибудь еще, я добавлю на этой странице. Надеюсь, вы узнали что-то новое. Для получения дополнительной информации о пайке и обустройстве зоны пайки в вашей студии, пожалуйста, посмотрите мои видео на Soldering 101 и вышеупомянутые веб-страницы. Спасибо. Нэнси
Используемые ресурсы
- Как настроить фонарик — есть фонарик, нужно его настроить? Вот как.
- Пайка 101, часть первая и Пайка 101, часть вторая
- Все о припое – Вы должны понимать, с чем работаете!
- Плоские квадратные кромки на металле – Важные приемы создания квадратных кромок, например, на стержнях колец, трубах, оправах и т. д. – почти любые две детали, которые вы хотите спаять вместе!
- Подготовка к пайке – Важные шаги перед пайкой.
- Идентификация проволочного припоя – Отметьте свой припой, прежде чем воцарится путаница!
- Безопасность ювелирной студии – Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаете, чем опасна металлическая пыль? Если нет, то пока ничего не шлифуйте!
- Создание сфер одинакового размера – как сделать идеально круглые сферы? Возможно, вам нужно знать!
- Как отжигать серебряный лист – важный навык, иначе вы можете повредить свой металл и работать вдвое усерднее!
- Проволока для отжига — Хотите оборванную проволоку? Как насчет расплавленной проволоки? Вам нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и работать с легкостью!
- Самодельный вытяжной вентилятор для студии или магазина.Учись делать своими руками!
- Как сделать безель и закрепить кабошон. Часть первая – Хотите припаять тонкий материал к толстому? Хотите установить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон Часть вторая – То же, что и выше.
Ювелирные изделия для пайки: как паять детали, скобы и проволоку. – Мы постоянно припаиваем металл разной формы и размера. Хотите перестать плавить свои настройки или поручители? Можно ли припаять провод, не расплавив его?
Мой плейлист по пайке на YouTube – Список всех моих видео по пайке на YouTube.
- О припое – Узнайте все о материале, который вы используете.
- Ацетилен, горелка, баки, безопасность – Огромная страница, содержащая не только информацию об ацетилене! Узнайте все о горелках, пайке и о том, как защитить себя!
- Схемы – Схемы для пайки. Включает в себя такие вещи, как: температура отжига, размеры клапана сжатого газа, при какой температуре горит ваш газ, каковы температуры плавления вашего металла. Кроме того, есть таблицы калибров проволоки, таблицы миллиметров в дробях и дюймах, диаграммы сверл и калибров проволоки.Много информации!
- Очистка металла – приятно знать, если вы планируете что-то паять!
- Рассол, кислота, мультиварки и пищевая сода – Как удалить шмуц, оставшийся после пайки, как сделать собственный рассол, как использовать рассол и как нейтрализовать рассол. Тонны информации!
- Окисление, флюс и накипь – Почему происходит окисление? Почему у вас постоянно появляется накипь, как от нее избавиться. Изучите причины того, что происходит, когда вы паяете, и решения.
- 4 шага к успешной пайке – 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя – Как маркировать припой, чтобы всегда знать его тип.
- Ювелирные инструменты — Гавань — Недорогие инструменты для студии!
- Тиски и приспособление для резки под углом : Трудно выровнять концы стоек колец? Проверьте этот инструмент!
- Вопросы и ответы: Firescale/Firestain – Узнайте, с чем у других возникли проблемы, и найдите решения!
- Вопросы и ответы: Отжиг – Как долго поддерживать температуру отжига.Печной отжиг.
- Вопросы и ответы: вопросы по электронной почте. Скручивающая проволока, проволока для сужения, упрочняющая проволока, выпрямляющая проволока и многое другое!
- Рецепты: Они больше не только для приготовления пищи!
- Рецепт маринада – сделайте маринад сами
- Рецепт флюса Припа – сделайте свой собственный флюс
- Удаление сломанных сверл из металла -сломалось сверло и вы не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медного покрытия то есть: Как удалить медное покрытие, которое может образоваться в результате травления. Также как удалить медь с латуни или бронзы, которая выходит на поверхность металла после пайки.
- Пайка в двух словах – мой список предметов первой необходимости для пайки.
- Какой фонарик купить : Пытаетесь понять, что вам нужно, чтобы развести огонь в вашей студии? Ознакомьтесь с этой информацией перед покупкой!
- Проволока и листовой металл
- Вопросы по пайке – один из наиболее часто задаваемых вопросов.Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Горелка/газ. Вопросы — Портативные и обычные горелки, проблемы с горелкой, бутановые горелки, водяные горелки, безопасная установка горелки, покупка горелок.
Какие виды припоя используются в ювелирном деле?
IGS может получать вознаграждение за рекомендацию клиентов от компаний, перечисленных на этой странице. Выучить больше.Припой — это небольшой кусочек легированного металла, который вы плавите, чтобы сплавить два других куска металла.Место сплавления металлов называется стыком. Припои бывают трех типов: твердые, средние и легкие. Каждый тип имеет разную температуру плавления. Твердо плавится при высокой температуре, средне плавится при более низкой температуре и легко плавится при еще более низкой температуре. При создании или ремонте ювелирного изделия для нескольких соединений требуются разные типы припоя. В этой статье мы рассмотрим различные разновидности ювелирных металлических припоев.
Почему необходимо использовать разные типы припоя для нескольких соединений?
Вы не хотите переплавлять соединение, которое вы только что спаяли, при пайке другого соединения в том же ювелирном изделии.Использование припоев с разной температурой плавления предотвратит повторную заливку ранее выполненных соединений. Например, вы будете использовать твердый припой на первом соединении, средний на втором соединении и легкий на третьем соединении.
Металлический припой должен иметь более низкую температуру плавления, чем две металлические детали, которые вы сплавляете. В противном случае вы тоже расплавите свои украшения.
Золотые и серебряные припои
Вы можете приобрести твердые, средние и легкие припои в золоте и серебре. Золото доступно в различных каратах.Конечно, золото стоит значительно дороже серебра, особенно в более высоких каратах.
Золотые и серебряные припои имеют разную температуру текучести. За серебро у вас есть следующее:
- Itt, 1490ºF (810ºC)
- Твердый, 1425ºF (774ºC)
- Средний, 1390ºF (754ºC)
- Легкая, 1325ºF (718ºC)
- Easy-flo, 1270ºF (688ºC)
Золотые припои обычно на карат или два меньше, чем припаиваемые золотые изделия. Он также бывает твердым, средним и легким припоем.
Лично мне не нравится использовать Itt, потому что он слишком близок к температуре плавления серебра. С кислородно-ацетиленовой горелкой вам потребуется меньше секунды невнимательности, чтобы расплавить изделие.
Easy-flo содержит кадмий, который при нагревании выделяет ядовитые пары. Если вы используете easy-flo, убедитесь, что ваше рабочее место хорошо проветривается. Лично я рекомендую избегать любых припоев, содержащих кадмий.
Припой бывает разных форм
Вы можете приобрести припои в виде листов, пасты и проволоки.
Листовой припой разрезается на паллионы, крошечные кусочки металла, которые летают повсюду, пока вы их режете.
Пастообразный припой предварительно смешивается с флюсом в шприцевом аппликаторе. Я обнаружил, что смесь флюса и припоя варьируется в зависимости от того, как долго паста простояла на полке. Для достижения наилучших результатов опорожните аппликатор, тщательно перемешайте пасту, а затем поместите ее обратно в аппликатор или небольшой стеклянный контейнер с крышкой.
Я предпочитаю проволочный припой. Я могу расплющить его и разрезать на мелкие кусочки или просто отрезать кусок от конца катушки.Это важно, потому что вы хотите использовать достаточно припоя, чтобы сделать хорошее прочное соединение, не заливая его. Ничто не выглядит хуже, чем соединение с каплями припоя. Требуется много времени, чтобы очистить его и получить бесшовное соединение.
листов
Вы можете приобрести листы серебряного и золотого припоя твердого, среднего и легкого качества. Вы можете разрезать листы на более мелкие части в соответствии с вашими потребностями. Многие ювелиры любят вырезать из листов небольшие кусочки нестандартного размера. Листы с твердым припоем стоят немного дороже, чем средние или легкие.Более толстые листы также будут стоить дороже.
Amazon предлагает серебряные листы жесткого, среднего и легкого типов. Rio Grande предлагает золотые листы твердого, среднего и легкого качества из 8-, 10-, 14-, 18- и 22-каратного золота.
Серебряный листовой припой
Провод
Серебряный и золотой проволочный припой также доступен в жестком, среднем и легком исполнении. Продается по длине в футах, проволока бывает разной толщины. Более толстые калибры стоят дороже. Многие ювелиры предпочитают толщину проволоки, а не тонкость листового припоя.
Amazon предлагает серебряную проволоку твердого, среднего и легкого сечения. Рио-Гранде предлагает простой золотой провод.
Припой из серебряной проволоки
Комплект для пайки ювелирных изделий Рекомендации
Будучи партнером Amazon, мы зарабатываем на соответствующих покупках, сделанных по ссылкам с нашего сайта.
Индивидуальная пайка и пайка серебром
Изогнутые, расклешенные и серебряно-паянные. 5/8-дюймовая стальная труба, согнутая в форме буквы U, с 1/4-дюймовой стальной раструбной трубкой, припаянной серебряным припоем.Круглый стержень 1/8 дюйма был припаян серебряным припоем для позиционирования.
Дренажная линия из стальной трубы. Стальная труба с наружным диаметром 1 дюйм со стальными фланцами 3/8 дюйма, которые для сборки припаяны серебряным припоем. Компоненты дренажной линии используются в больших промышленных двигателях OEM.
Изготовленные на заказ трубчатые детали и сборки, изготовленные методом пайки или пайки
Используемые для соединения одинаковых или разнородных металлов, пайка твердым припоем и пайка серебром являются сложными процессами, которые являются частью науки, частью искусства. Они требуют навыков и опыта, так как необходимо тщательно контролировать температуру плавления и осторожно обращаться с материалами, чтобы обеспечить качество получаемого соединения.Если пайка или пайка выполняются при слишком высокой или слишком низкой температуре, процесс может выйти из строя. Более того, эти процессы не могут выполняться с помощью робототехники или технологии ЧПУ — для правильного выполнения работы требуются квалифицированные операторы-люди.
Имея более чем 40-летний опыт работы в области пайки и пайки, вы можете рассчитывать на то, что Triad обеспечит надежные результаты, на которые способны лишь немногие эксперты в отрасли. Наши высококвалифицированные сварщики могут предоставить вам специальные паяные или спаянные детали, умело спроектированные в соответствии с вашими точными спецификациями.Запросите предложение сегодня, чтобы начать обсуждение требований вашего проекта. Свяжитесь с нами для получения дополнительной информации.
Пайка против пайки
При пайке присадочный материал нагревают и вплавляют в швы или зазоры между двумя (или более) металлическими деталями, чтобы прочно скрепить и соединить их. В этом процессе используются более высокие температуры по сравнению с пайкой, и требуется сплав серебра с более высокой температурой плавления, чем у любого из соединяемых металлов.
Хотя пайка очень похожа на пайку, в ней используются присадочные материалы, плавящиеся при более низких температурах (840°F/450°C или ниже).Этот наполнитель, называемый припоем, вплавляется в швы или зазоры между металлическими деталями и, когда он охлаждается и затвердевает, связывается с заготовкой и создает прочное постоянное соединение.
При пайке и пайке получаются герметичные, герметичные соединения с минимальным физическим воздействием на обрабатываемые детали. Пайка и пайка могут использоваться для создания чего угодно, от компонентов для передачи газа и жидкости до печатных плат и других электрических проводов.
Правильный процесс для вашего приложения
Опыт компании Triad в области пайки и пайки включает знание того, какой процесс подходит для конкретного проекта.В зависимости от используемых материалов и требований к производительности и применению мы определим, какой вариант лучше всего подходит для ваших продуктов.
Пайка черных металлов
Преимущества:
| Недостатки:
|
Низкотемпературный серебряный припой
Преимущества:
| Недостатки:
|
Свяжитесь с нами, чтобы получить заказные паяные или паяные трубчатые детали и сборки
Пайка и пайка — это лишь два из многих производственных процессов, которые предлагает Triad Products.