советы мастера. Правильная пайка латуни в домашних условиях Каким припоем паять латунь
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые.
 К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
К ним относится латунь в виде проволоки, круглая трубка, лист и лента. - Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.

Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.

Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Паять латунь можно не только в промышленном производстве, но и в домашних условиях. Таким образом можно изготавливать самые разнообразные вещи (различные украшения и технические приспособления). При этом необходимо пользоваться пайкой, соединять провода и детали из металла. И вот здесь как раз необходимо уметь правильно паять латунь.
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
Для того чтобы такой процесс был завершен с максимальной эффективностью, необходимо следующее:
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.

Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.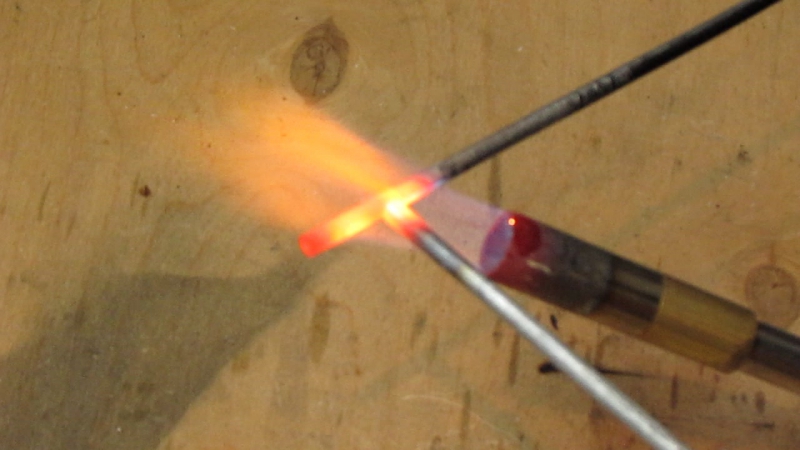
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Основы пайки
Пайка — это процесс соединения с помощью припоя нескольких деталей из твердых металлов, нагреваемых до температуры плавления припоя или несколько выше ее. При этом расплавления металла соединяемых деталей не происходит. Взаимное раство рение, прорастание кристаллов через границу раздела двух фаз или диффузия припоя и основного металла при правильном ведении процесса пайки обеспечивают получение надежного соединения. Латуни всех применяемых в судостроении марок могут быть соединены методом пайки.
По свойствам применяемых припоев этот способ соединения делится на пайку мягкими и твердыми припоями. Под мягкими припоями понимают такие, температура плавления которых не превосходит 400-450° С; твердые припои плавятся при температуре не менее 500° С.
Известно несколько способов твердыми припоями из которых газовый получил наибольшее распространение. Представляет практический интерес также электроконтактная пайка, выполняемая способом сопротивления или способом «горячего контакта». Сущность электроконтактной пайки методом сопротивления.заключается в том, что соединяемые детали, между поверхностями которых помещается флюс и припой, зажимаются электродами контактной машины, через которые пропускается ток большой силы. Вследствие контактного (переходного) сопротивления одновременно происходит нагрев основного металла и расплавление припоя, имеющего более низкую температуру плавления; осуществляется пайка.
Электроконтактная пайка
Сущность электроконтактной пайки способом горячего контакта заключается в том, что в качестве электродов применяется уголь, либо графит, которые быстро разогреваются и своим теплом расплавляют припой. Схема включения машины для электроконтактной пайки приведена на рис. 6.
Процесс пайки твердыми припоями с применением кислородноацетиленового пламени по своему характеру близок к газовой сварке. То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898-905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860-890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
То же можно сказать и о пайке латуни некоторыми твердыми припоями, температура плавления которых близка к температуре плавления основного металла. Например, при газовой пайке латуни марки JI62, имеющей интервал кристаллизации в пределах 898-905° С припоем марки Л(Ж59-1-0,3 (температура плавления 860-890° С) практически происходит процесс, близ-1 кий к процессу сварки, так как основной металл будет близок к оплавлению или будет оплавляться вследствие малого отличия температуры плавления его от температуры плавления припоя.При пайке мягкими припоями нагрев чаще всего выполняют паяльниками или газовыми горелками.
Припои
К твердым припоям, применяемым для пайки латуни, предъявляется ряд требований, основные из которых приводятся ниже:
- Температура плавления припоя должна быть на 50-100° С ниже температуры плавления основного металла.
При этом, чем больше разница между температурами плавления припоя и основного металла, тем более благоприятными будут условия ведения процесса пайки.
- Припой должен обладать достаточной жидкотекучестью и способностью затекать или втягиваться вследствие капиллярности в очень узкие зазоры (иногда несколько сотых долей миллиметра) и хорошо смачивать основной металл.
- Металл паяного шва, образуемый расплавлением припоя| газовым пламенем, должен быть плотным (не иметь пор и шлаковых включений).
- Плавление припоя должно осуществляться при минималь-; ном выделении паров цинка.
- Припой должен обеспечивать достаточную прочность, пла*| стичность и непроницаемость паяного соединения.
- Коэффициент теплового расширения припоя должен быть равным или близким к коэффициенту теплового расширения; основного металла, в противном случае в паяном шве могут обра-j зоваться трещины.
Для твердой пайки латуни применяются следующие припои:
Серебряные. Серебряные припои стандартных марок поставляются по ГОСТ 8190-56. Состав и назначение серебряных припоев, применяемых для пайки латуней, показаны в табл. 5.
5.
Кроме того, для пайки латуни может применяться серебряный припой марки ПСрМц12-52- 36 (ПСр12М) (табл. 6).
Серебряные припои следует применять, если требуется хорошая растекаемость, жидкотекучесть, низкая температура плавления, высокая прочность и плотность паяных соединений. Припои обычно поставляются в виде пластинок, разрезаемых перед пайкой на узкие полоски. Серебряные припои широко применяются в промышленности.
В литературе имеются сведения также о применении серебряных припоев, в составе которых в качестве легирующих присадок дополнительно присутствуют фосфор или кадмий (около 5%).
Химический состав и назначение медноцинковых припоев
| ; Марка | Химический состав, % | Допустимые примеси не более, % | Температурный интервал кристаллизации, °С | Примерное | ||
| медь | цинк | свинец | железо | назначение | ||
| ПМЦ36 | 34-38 | Остальное | 0,5 | 0,1 | 825-800 | Пайка высокоцинковых |
| ПМЦ48 | 46-50 ‘ | То же | 0,5 | 0,1 | 865-850 | латуней Пайка латуней с высоким содержанием меди |
| ПМЦ54 | 52-56 | 0,5 | 0,1 | 880-876 | ||
ГОСТ 1534-42. Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
Медноцинковые припои поставляются в виде зерен размером от 0,2 до 3 мм (класс А) и от 3 до 5 мм (класс Б).
По ряду причин (значительное испарение цинка в процессе пайки и пониженное качество соединений по сравнению с соединениями, паянными другими припоями) применение медноцинковых припоев марок ПМЦ36, ПМЦ48 и ПМЦ54 получило небольшое распространение.
Медноцинковые с присадками олова и кремния. Эта группа припоев представляет собой медноцинковые сплавы, в которые дополнительно введены олово и кремний или только кремний. Кремний вводится для предотвращения испарения и выгорания цинка в процессе пайки. Будучи хорошим раскислителем, кремний образует на поверхности жидкого припоя защитную пленку Si02, препятствующую испарению и окислению цинка. Кроме того, с введением кремния существенно снижается температура плавления припоя.
Припой JIOK59-1-0,3 широко применяется в ряде отраслей промышленности для пайки таких металлов, как медь, сталь, латунь, никель, алюминиевая бронза и т. д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
д., благодаря хорошей жидкотекучести и растекаемости, отсутствию испарений цинка в процессе пайки этим припоем, а также высоким прочностным свойствам паяных соединений.
Имеющееся в литературе указание на то, что припой ЛОК59-1-0,3 не пригоден для пайки латуни, по нашему мнению, не обосновано, так как при содержании в латуни свыше 62% меди разница между температурами плавления припоя и соединяемого металла (латуни) является вполне достаточной для осуществления процесса пайки.
Фосфористые. Введение 3,5-4,0% фосфора в медноцинковый припой резко снижает температуру его плавления и облегчает процесс пайки. В последнее время широкое распространение получили меднофосфористые самофлюсующиеся припои (табл. И).
Недостатком меднофосфористых припоев, так же как и припоя ЛФОК59-4-1-0,3, является повышенная хрупкость паяных соединений.
Серебряные припои, ЛФОК59-4-1-ОД ЛК80-3 и меднофосфористые припой можно применять при всех методах пайки, в то время как припои типа ЛОК и ПМЦ могут быть использованы главным образом для газовой пайки латуни.
Флюсы
Флюсы, применяемые для пайки, должны удовлетворять следующим требованиям:
- Иметь температуру плавления не меньше чем на 50° С ниже температуры начала плавления припоя (ниже линии солидуса).
- Обеспечивать защиту нагретого основного металла и припоя от окисления кислородом воздуха (в зоне пайки).
- Растворять и связывать образующиеся окислы и уменьшать поверхностное натяжение припоя.
- Обладать достаточной жидкотекучестью, чтобы обеспечивать должную очистку металла (особенно в глубоких пазах) и создавать условия для растекания (проникновения) припоя и соединения его с основным металлом.
- Иметь относительно малый удельный вес (в противном случае флюс не всплывет и останется в металле шва).
Основой большинства флюсов для пайки твердыми припоями является плавленая бура (Na 2 B 4 07; ГОСТ 8429-57), уд. вес 2,367 или смесь плавленой буры с борной кислотой (Н3ВО3; ГОСТ 2629-44).
Многие газосварщики стремятся применять неплавленую буру (уд. вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
вес 1,73), потому что она не сдувается пламенем горелки. Но такой выбор нельзя признать правильным, так как неплавленая бура, отдавая в процессе плавления (при пайке) свою кристаллизационную воду, резко вспучивается из-за чего частично «сползает» с основного металла. Для полного удаления кристаллизационной воды необходимо относительно большое время, в течение которого бура, однако, не будет эффективно защищать нагретый металл и припой от окисления кислородом воздуха в зоне пайки.
При использовании в качестве флюса плавленой буры таких явлений не наблюдается. В качестве одного из основных недостатков плавленой буры как флюса в литературе иногда отмечается ее сдуваемость пламенем горелки Однако опыт применения буры при пайке латуни твердыми припоями показывает, что надлежащий предварительный (до внесения буры) нагрев основного металла обеспечивает быстрое расплавление буры и она не уносится действием механического давления пламени. Совершевно исключить улетучивание плавленой буры в процессе пайки можно путем правильного регулирования направления и движения пламени горелки, например постепенно (не резко) подводя пламя.
- a ) t Ua 2 03В 2 0 3 Ка г 0-4В г 0 3
Изменяя количество буры и борной кислоты в смеси, можно существенно изменять свойства флюса , в частности темпера- туру его плавления (рис. 7, а). Как видно из диаграммы плавкости системы Na 2 B 4 07—В 2 0 3 , можно, сравнительно мало изменяя состав флюса, существенно изменять температуру его плавления.
Этим свойством смеси буры и борной кислоты можно пользоваться, выбирая флюс для пайки твердыми припоями, обладающими разной температурой плавления. Очевидно, что при пайке, например, припоем марки ПСр25 или тем более ПСр45(ГОСТ 8190-56), который иногда также применяют для пайки латуни, не следует применять чистую буру, имеющую температуру плавления (741°С), близкую или более высокую, чем температура самого припоя, так как в паяном шве могут оказаться включения нерасплавленного флюса. Небольшая добавка борной кислоты (10-12%) снижает температуру плавления смеси, делая возможным применение этой флюсующей смеси при пайке припоем марки ПСр25. В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
В то же время следует учитывать, что прибавка борной кислоты несколько ухудшает способность буры растворять и связывать образующиеся при пайке окислы.
При пайке припоем марки ЛОК59-1-0,3 можно применять в качестве флюса чистую плавленую буру.
Следует отметить ошибочность указаний о якобы требующемся повышении рабочей температуры пайки при применении в качестве флюса смеси буры с борной кислотой по сравнению с чистой бурой. Как видно из рис. 7, с введением борной кислоты, почти при всех соотношениях в смеси, температура плавления смеси снижается. Это указывает на отсутствие необходимости в увеличении рабочей температуры пайки, тем более, что последняя при правильно подобранном составе флюса определяется температурой плавления припоя, а не флюса.
Приготовление флюса (смесь буры с борной кислотой) производится обычно так, как описано ниже. Кристаллическая бура засыпается на 7з высоты в металлический противень и загружается в печь, где нагревается до температуры 750° С, т. е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
е. выше температуры плавления. В процессе плавления бура, отдавая свою кристаллизационную воду, сильно вспучивается. Выдержав буру в расплавленном состоянии в течение 10-15 мин., ее выливают на неметаллическую поверхность и после остывания измельчают и смешивают в нужной пропорции с борной кислотой.
При пайке флюс обычно применяется в виде порошка, насыпаемого на нагреваемую поверхность и вносимого в ванну жидкого припоя на конце присадочного прутка. Известно также, что флюс можно применять в виде пасты, наносимой на соединяемые кромки деталей и
Флюс, как известно, должен главным образом защищать расплавленный металл припоя от окисления, связывать образовавшиеся окислы в шлаки и защищать часть основного металла, прилегающую к участку пайки и нагретую до относительно высокой температуры. Действие буры будет вызывать следующую реакцию:
N336407 2NaB0 2 + В2О3»
2NaB0 2 + В 2 0 3 + CuO 2NaB0 2 Cu0B 2 0 3 , Полученный сплав буры, борного ангидрида и закиси меди Указанные припои по легко отделяется в виде шлака.
В качестве флюсов для пайки мягкими припоями рекомендуются хлористый цинк, водный раствор хлористого цинка (до 50%) и хлористого аммония (до 20%) или канифоль. По некоторым данным можно применять ортофосфорную кислоту (уд. вес 1,2-1,3).
Однако все кислотные флюсы вызывают коррозию места пайки, поэтому при пользовании ими непосредственно после пайки необходимо тщательно промывать паяное соединение. Канифоль и бескислотные флюсы обладают сравнительно малой активностью, вследствие чего при пользовании такими флюсами необходима тщательная зачистка, а иногда и предварительное лужение мест пайки. В то же время по некоторым данным флюсы ЛТИ (Ленинградского технологического института) по; своей активности превосходят кислотные флюсы и при этом не вызывают коррозии места пайки. При их применении отпадает необходимость в предварительной тщательной зачистке и лужении места пайки (что является обязательным при бескислотных флюсах) и в промывке детали после пайки, что является обязательным при использовании кислотных флюсов.
По данным , применение флюсов ЛТИ за счет отказа от лужения и использования припоя с меньшим содержанием олова дает экономию олова от 8 до 15°/о при одновременном снижении трудоемкости на 15-30% и улучшении качества паяного соединения.
Недостатком флюсов ЛТИ-1 и ЛТИ-115 является необходимость применения при пайке интенсивной вентиляции.1ВТУМХП1931-491-21-21-2
В ряде случаев могут применяться скошенные соединения (рис. 8), обеспечивающие большую прочность, чем соединения I,
- 3 (см. табл. 15), однако их выполнение более трудоемко, и поэтому они применяются редко.
Соединения 1, 2, 3 и 5в могут осуществляться с применением твердых и мягких припоев, соединение 4 характерно только для
мягких припоев, а соединения 5а и 56 — только для твердых припоев.
Газовая пайка применяется для изготовления конструкций с толщиной стенок до 5-6 мм, что, как указывалось выше, в большинстве случаев следует считать нерациональным.
Учитывая уровень развития электродуговой сварки, в настоящее время целесообразно применение пайки латуни толщиной до 2 мм, а при малых размерах деталей, исключающих возможность применения дуговой сварки, и для несколько больших толщин,
В некоторых случаях можно допустить применение стыковых паяных соединений; в этом случае пайка должна производиться твердыми припоями типа ЛОК59-1-0,3 или серебряными припоями, обеспечивающими получение прочного паяного соединения.
Перед пайкой встык кромки деталей скашиваются под углом 20-30° с тем, чтобы суммарный угол раскрытия составлял 40- 60° (рис. 9).
При пайке серебряными припоями соединений внакрой зазоры между соединяемыми элементами должны быть не больше 0,08 мм, а при пайке припоем ЛОК59-1-0,3 — не больше 0,5 мм. Это обеспечивает надежное затекание припоев в зазор без образования протеков внутрь изделий и высокую прочность паяного Соединения, которая, как известно, тем выше, чем тоньше слой припоя.
ПОДГОТОВКА СОЕДИНЕНИЙ ПОД ПАЙКУ
При пайке твердыми припоями любым методом, места, подлежащие пайке, должны быть очищены от жиров и загрязнений.
При пайке с нагревом газовым пламенем детали собираются с заданным зазором, зажимаются приспособлениями (жимками, Струбцинами и пр.) или собираются на прихватках так, чтобы исключить возможность смещения кромок деталей. Марка припоя, применяемого для прихватки, как правило, должна быть такой же, как и для пайки.
При электроконтактной пайке способом сопротивления (при котором нагрев и расплавление припоя происходят за счет тепла, выделяемого в соединении) очищенные от грязи и жира поверхности предварительно покрываются тонким слоем флюса. При этом, если применяется сухой порошкообразный флюс, им должна покрываться только часть соединяемой поверхности, в противном случае не будет достигнут электрический контакт в соединении и, следовательно, не сможет осуществиться процесс пайки. После нанесения флюса припой помещается между соединяемыми поверхностями, детали фиксируются приспособлениями или струбцинами и сжимаются между электродами машины (переносными клещами).
При электроконтактной пайке способом „горячих электродов 1 * (при котором нагрев и расплавление припоя происходят за счет тепла, выделяющегося в угольных, графитовых или вольфрамовых
электродах, между которыми зажимаются детали) подготовка соединений может производиться так же, как при пайке способом сопротивления, т. е. припой должен помещаться между поверхностями, подлежащими пайке. Однако возможен и такой вариант, когда припой вносят в процессе пайки вручную по мере нагревания изделия.
При индукционной пайке (где, как известно, нагрев соединения и припоя производится токами, создаваемыми переменным магнитным полем высокой частоты) подготовка соединения заключается в предварительной очистке деталей и сборке их для пайки. После сборки места, подлежащие пайке, можно засыпать флюсом, на который помещается припой, также засыпаемый сверху флюсом. Затем изделие фикоируют в приспособлениях, и на этом подготовка к пайке заканчивается. Возможна также подача прутка припоя к месту пайки уже после нагрева деталей.
При пайке мягкими припоями поверхности деталей тщательно очищают любым механическим способом или травлением, посла чего обслуживают. При применении флюса ЛТИ травление латуни не обязательно, а очистка может производиться наждачной бумагой. Получающаяся при этом шероховатость улучшает смачиваемость.
Флюс для пайки алюминия и нержавейки: своими руками
Флюс – вещество, необходимое для аккуратного удаления окисей металлов, образующихся при пайке.
Кроме того, нанесение флюса позволяет защитить обрабатываемый металл от окисления и обеспечить оптимальное растекание припоя.
Какой же использовать флюс для пайки алюминия, нержавеющей стали, серебра, микросхем BGA, а также других материалов, и как сделать его своими руками?
Выбор флюса зависит от особенностей соединяемых поверхностей, а также используемых материалов, ведь при пайке оловом и твердыми припоями применяются разные составы.
Разновидности, типы флюса
Важно учитывать, что температура плавления припоя обязательно должна быть выше, чем плавления флюса. При этом важно учитывать, что только флюсы для реактивно-флюсовой пайки могут взаимодействовать с припоем – для других материалов это недопустимо.
Вещество может поставляться в различных формах:
- Жидкость.
- Паста (часто применяется для микросхем BGA).
- Порошок.
Наиболее распространенные средства, используемые для спайки деталей – ортофосфорная кислота, канифоль, нашатырь, бура. Выбор зависит от используемого материала – для латуни и нержавейки актуальны разные составы.
На какие параметры ориентироваться в выборе?
Существует классификация флюсов, что позволяет определить подходящий вариант, подобрав состав для BGA микросхем, латуни, нержавейки и других материалов.
Вещества различаются в зависимости от:
- Температурного интервала (низко и высокотемпературные).
- Используемого растворителя (водные и неводные).
- Механизма действия (защитные, реактивные, химические).
- Состоянию (жидкие, твердые, пастообразные).
Важно учитывать, что работа с каждым типом припоя (свинцом или оловом) обладает определенными особенностями, а потому приступая к соединению материалов, необходимо в точности следовать установленной технологии, используемой для нержавейки или же латуни.
Жидкие флюсы
Ассортимент подобной продукции достаточно широк и разнообразен – можно подобрать оптимальный вариант для латуни, микросхем BGA или нержавеющей стали.
Выбирая жидкий флюс для пайки меди, стоит учитывать, что в этом случае лучше пользоваться не феном, а паяльником.
Удобнее всего купить уже готовые варианты, которые можно использовать сразу после открытия – это значительно экономит время.
Для удобства использования жидкого средства, стоит воспользоваться шприцом, что позволяет выверить требующееся количество вещества.
Как правило, подобные товары поставляются в различной расфасовке, а потому не составит подобрать подходящий объем для пайки латуни или нержавейки.
Если оценивать с финансовой точки зрения, то жидкие флюсы более выгодны. Такое средство позволяет обеспечить отличное качество пайки, и является оптимальным решением для хрупких BGA микросхем.
Вот только стоит учитывать, что работать с таким материалом не всегда удобно, так как он очень быстро растекается по плате – чтобы освоить эту науку потребуется практика. Кроме того, приступая к процессу, стоит надеть старую одежду – брызги моментально испортят вещь.
Для пайки алюминия
Существует распространенное заблуждение о том, что сделать в домашних условиях качественную пайку алюминия практически невозможно.
На самом деле этот металл действительно плохо поддается подобной обработке, в отличие от нержавейки и латуни, но правильно выбрав флюс и мягкий припой на основе олова, удастся достичь желаемой цели. Одним из самых распространенных вариантов — Ф-64, а также ФТБф.
При желании, средство для работы с алюминием можно сделать и самостоятельно, воспользовавшись уже имеющимися веществами, а также используя припой на основе олова. Но важно учитывать, что это несколько осложнит процесс и сделает выполнение поставленной задачи более трудоемким.
Экономить на материалах не следует, ведь качество пайки непосредственно зависит от используемого вещества. Работать лучше феном, что значительно ускорит процесс.
Работать лучше феном, что значительно ускорит процесс.
Для пайки алюминия применяются следующие рецепты:
- Хлористый натрий+Криолит+Хлористый Калий+Сернокислый натрий+Хлористый литий.
- Олеиновая Кислота+Йодистый литий.
- Натрий Фтористый+Хлористый цинк, калий и литий.
Как показывает практика, чем больше компонентов, тем выше качество пайки алюминия. Также для этого металла очень часто применяются вещества, созданные на основе ортофосфорной кислоты (как и для нержавейки).
Для пайки нержавеющей стали
Работа с нержавейкой не представляет особых сложностей – важно лишь соблюдать технику безопасности. С учетом того, что этот материал обладает низкой теплопроводностью, не требуется использование оборудования повышенной мощности – процедура пайки легко выполняется даже без интенсивного нагрева.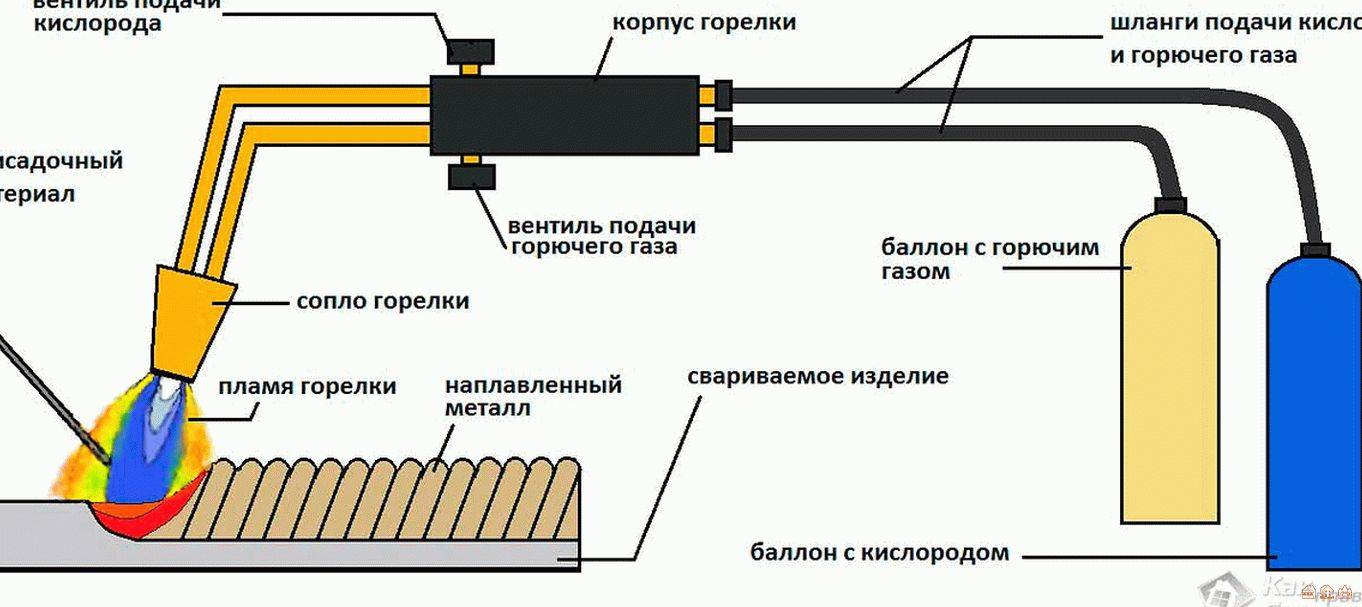
Для нержавейки чаще всего используются следующие вещества:
- Хлорид Цинка.
- Ортофосфорная кислота.
Нужно нанести флюс на поверхность, после чего сразу приступить к работе. В противном случае всего за несколько секунд образуется плотная пленка, что значительно осложнит процесс соединения деталей. Работая с пищевым оборудованием, изготовленным из нержавеющей стали, ни в коем случае нельзя использовать свинцовый припой.
Также для обработки нержавейки не используется канифоль – необходимо подобрать активный флюс.
При отсутствии подходящего средства можно использовать и буру – паста или порошок аккуратно наносятся на место будущего шва. Пайка нержавейки без флюса довольно сложна, очень часто в процессе обработки деталей и вовсе потребуется повторное нанесение защитного вещества. В противном случае распределение припоя по поверхности значительно осложнит образование оксидной пленки.
В противном случае распределение припоя по поверхности значительно осложнит образование оксидной пленки.
Использование твердых припоев
Если необходимо аккуратно соединить проблемные места, подвергающиеся воздействию негативных внешний факторов, то в данном случае будет актуально использование твердых припоев.
Это составы, которые используются при температуре выше 450 градусов.
Среди них:
- Чистая медь.
- Медь+цинк.
- Медь+фосфор.
Для пайки серебром используется специальное безотмывочное вещество. Важно учитывать, что твердые припои в зависимости от используемого температурного режима: тугоплавкие и легкоплавкие. Что немаловажно, в качестве альтернативы дорогостоящим серебряным флюсам, применяется сочетание меди и фосфора. Это лучший вариант для латуни или же бронзы.
А вот для железа, низкоуглеродистых сталей и черных металлов подобный вариант неактуален – готовый шов будет недолговечным. Безусловно, самый удобный в работе вариант – серебряные припои, которые представляют собой сочетание меди, цинка и серебра. Но они не получили широкое распространение из-за высокой цены – чаще всего подобный вариант используется для спайки проводов или плат, содержащих серебряные компоненты.
Работа с латунью и медными трубами
Если говорить о пайке латуни, то чаще всего речь идет о работе с оловом, а также оловянно- свинцовыми припоями. В данном случае удобно работать не феном, а паяльником. Кроме того, использовать стандартную канифольно-спиртовую смесь недопустимо – важно правильно подобрать подходящий для латуни состав, который позволит качественно удалить оксидную пленку.
Оптимальный вариант – сочетания на основе хлористого цинка. Можно и вовсе приготовить смесь своими руками, используя для этой цели буру. Это позволит сделать вещество, которое способствует лучшему растеканию связывающего компонента.
Это позволит сделать вещество, которое способствует лучшему растеканию связывающего компонента.
Важно также учитывать, что необходимо не только правильно подобрать флюс для пайки медных труб, но и определиться с выбором подходящего припоя. Для этой цели прекрасно подходят компоненты из серебра, а также соединения меди и фосфора.
Если же предстоит работать с материалом, содержание меди в котором невелико, стоит использовать в качестве припоя латунь. Для радиаторов и других элементов отопительной системы используют твердые припои, чтобы обеспечить максимально возможную прочность соединения.
Как самостоятельно приготовить флюс?
Существует целый ряд требований, предъявляемых к используемым флюсам. Знание этой информации поможет подобрать подходящее вещество для серебра, нержавеющей стали или любых других материалов.
При желании подходящий флюс можно создать и своими руками, тем более что в домашних условиях наверняка найдутся подходящие компоненты.
Один из самых простых рецептов представляет собой соединение следующих веществ:
- Медицинский спирт.
- Размельченная канифоль.
Засыпать канифоль в небольшую емкость, залить спиртом и плотно закрыть – настаивать несколько дней, после чего можно приступать к работе.
Правильный выбор флюса и припоя для микросхем BGA или других материалов позволяет обеспечить высокое качество пайки и сделать процесс менее трудоемким. При желании нужный состав можно и вовсе приготовить в домашних условиях.
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Флюсы
Грамотный выбор флюса – залог качественного соединения. Он очищает поверхность от следов масла, грязи и оксидов и подготавливает ее к пайке. Ввиду особенностей рассматриваемого материала, использовать нейтральные составы на основе спирта и канифоли нецелесообразно. Специалисты рекомендуют применять активный флюс для эффективного удаления оксидной пленки.
Важным фактором является химический состав сплава. Для классического двухкомпонентного материала Л 63 достаточно использовать раствор хлорида цинка в борной кислоте. Для многокомпонентных сплавов лучше приобрести универсальный флюс для работы с латунью – ПВ 209 и ПВ 209Х. При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
При выборе готового состава следует внимательно изучить инструкцию, с рекомендациями по эксплуатации.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
Тот, кто желает сэкономить, может приготовить флюс дома.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
ВАЖНО ЗНАТЬ: Технология ручной дуговой сварки труб
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Также припой подойдет, когда не важен внешний вид места соединения.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
ВАЖНО ЗНАТЬ: Виды и применение кислоты для пайки
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.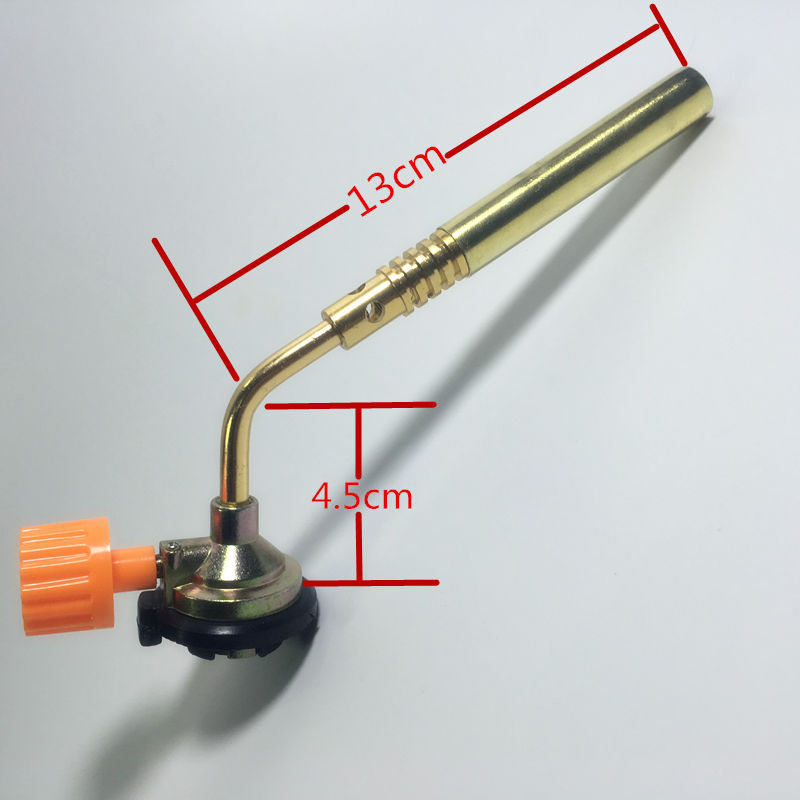
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.

В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
ВАЖНО ЗНАТЬ: Методы и аппараты точечной сварки
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.

Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты
При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем
При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание
Читать также: Как крепко склеить пластик
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Пайка латунью
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев. В то же время их достаточно легко можно соединить с помощью латунного припоя.
В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия. Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Используемое оборудование
Обычный паяльник мало подходит для работы с латунью, поскольку не предполагает наличия терморегулятора. Оптимально, если вместо него мастер будет использовать более эффективное оборудование. Паяльная станция с регулировкой нагрева позволит поддерживать температуру на уровне 350 градусов, исключая перекаливание или слишком слабое термическое воздействие в зоне соединения. При работе с оловянно-свинцовыми припоями хватит обычного паяльника с мощностью до 100 Вт.
Газовая горелка — инструмент, позволяющий осуществлять высокотемпературный нагрев соединяемой области. Она незаменима в тех случаях, когда доступ к электрической энергии полностью отсутствует.
Она незаменима в тех случаях, когда доступ к электрической энергии полностью отсутствует.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Что необходимо для плавки
Имея необходимый комплект оборудования и специальных принадлежностей можно не только заниматься восстановлением разнообразных изделий, но и изготавливать латунные компоненты дома. Перед тем как расплавить латунь, подготавливается рабочая площадка и размещается спецоборудование.
Перед тем как расплавить латунь, подготавливается рабочая площадка и размещается спецоборудование.
Основной составляющей мастерской служит печь индукционного типа, позволяющей в домашних условиях плавить латунь. Она собирается из огнеупорного кирпича, соединенного раствором, выдерживающим высокие термальные нагрузки. Источник тока, который будет использоваться для нагревательных элементов должен выдерживать нагрузку порядка 25 кВт. Для работы с разнообразными сплавами, можно приобрести специальную печь, рассчитанную на работу свыше 1000 °С. Это позволит выплавлять бронзу, а также многие цветные металлы.
Дополнением к плавильной печке служит тигель графитового типа, в котором непосредственно будет расплавляться латунный состав. Для каждого из типов металла используется собственная емкость. Новый тигель обязательно закаливается при температуре порядка 95 °С. В печи он должен прогреться на протяжении 20 минут, после чего остужается.
Для рабочего процесса потребуются стальные щипцы, а также большая ложка. С ее помощью удаляется шлак с поверхности расплавленного металла. Еще одним необходимым приспособлением является литейный ковш. Он служит для удержания тигля при его наклоне для выливания жидкого сплава в заготовленную форму.
С ее помощью удаляется шлак с поверхности расплавленного металла. Еще одним необходимым приспособлением является литейный ковш. Он служит для удержания тигля при его наклоне для выливания жидкого сплава в заготовленную форму.
Располагать плавильную печь необходимо на хорошо проветриваемом месте. Наилучшим расположением будет навес на улице. Это будет способствовать быстрому выветриванию углекислого газа и различных токсинов при плавке. Помимо этого, свободный доступ воздуха значительно улучшит процедуру плавки. Обязательным атрибутом безопасной работы является ящик с песком. Он располагается рядом с печкой и только над ним можно переносить жидкий сплав и разливать его по формам. Для дополнительной безопасности можно положить на пол асбестовый лист.
К специальной экипировке относятся особые кожаные перчатки, жароупорный защитный фартук, маска или же очки, а также ботинки высокого типа. Одежда должна быть с длинными рукавами и состоять из хлопковой ткани. Длинные штаны надежно защитят ноги от горячих капель жидкого металлического сплава.
Особенности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить при помощи пайки изделия, изготовленные из латуни. Связано это с тем, что данный активно используется для производства элементов водопроводных и отопительных систем, а также множества других изделий.
Большое значение для получения качественного и надежного соединения латунных изделий при помощи пайки имеет правильный выбор флюса. Для успешного осуществления этого процесса не подойдет обычный флюс, в составе которого содержатся спирт и канифоль. Такой флюс из-за достаточно невысокой активности входящих в него компонентов не способен растворить окисную пленку, обязательно присутствующую на поверхности . Именно поэтому для пайки изделий из латуни необходимо использовать более активный флюс, в качестве которого часто применяют хлористый цинк.
Состав и применение кислотных активных плюсов
Достаточно популярными флюсами, которые используются для выполняемой в соляных ваннах пайки латуни, являются бура и фтороборат калия. Такие флюсы, количество которых в растворе ванны, как правило, не превышает 5%, обеспечивают хорошее затекание расплавленного припоя в зазор между соединяемыми деталями.
Такие флюсы, количество которых в растворе ванны, как правило, не превышает 5%, обеспечивают хорошее затекание расплавленного припоя в зазор между соединяемыми деталями.
Правильный выбор проволоки-припоя – еще одна важная задача, которую следует решить для того, чтобы получить качественное соединение деталей из латуни. Для пайки латунных изделий, которые в дальнейшем будут эксплуатироваться в газовой среде, можно использовать популярные типы припоев на основе сплавов серебра и фосфорной меди. Такие припои, кроме того, оптимально подходят для соединения изделий из латуни, содержащей значительное количество меди.
Марки и сферы применения припоев
В качестве припоя нередко используют и саму латунь, но при этом необходимо следить за тем, чтобы температура плавления присадочной проволоки не превышала аналогичный параметр самих соединяемых деталей. В тех случаях, когда при помощи пайки необходимо сформировать соединение повышенной надежности, используют твердые припои, которые, если сравнивать их с присадочными материалами мягкого типа, обладают более высокой прочностью.
Особое внимание вопросам выбора припоя и самой технологии выполнения пайки следует уделять в тех случаях, когда спаять между собой необходимо разнородные материалы. При этом следует учитывать, что такие материалы имеют разную температуру плавления, а также могут себя вести совершенно по-разному при нагреве
В частности, из латуни при интенсивном нагревании начинает испаряться цинк, что негативно отражается как на декоративных, так и на прочностных характеристиках формируемого соединения (оно приобретает пористую структуру).
В качестве несгораемой подложки можно использовать ведро с мелкой галькой
Избежать активного испарения цинка из , подвергаемой нагреву в процессе выполнения пайки, позволяют определенные технологические приемы. Наиболее эффективным из таких приемов является использование флюса, который и будет выполнять защитную функцию, предотвращая испарение цинка из структуры латуни. Применение для выполнения пайки комбинированного припоя, в состав которого входит не только присадочный материал, но и флюс, – еще один эффективный способ, позволяющий избежать испарения цинка из латуни.
Способы паяния твердыми припоями:
Спаиваемые куски на время паяния должны быть, конечно, связаны между собой неподвижно и, если возможно, расположены на твердой неподвижной подставке, которой может служить кусок твердого угля, огнеупорный кирпич, кусок пемзы и т.п. Некоторые вещи, например кольца, можно держать над огнем за конец связывающей их проволоки. Придерживания спаиваемых предметов клещами лучше избегать, так как клещи отнимают много теплота.
Читать также: Станки для сувальдных ключей
Мелкие вещи очень удобно паять на искусственной подстилке, приготовленной следующим образом: выдолбить в огнеупорном кирпиче выемку в виде показанной, наполнить выемку плотным тестом из 2 частей (по объему) тонкого порошка древесного угля и 1 части мелко истолченной огнеупорной (или фарфоровой) глины, тщательно перемешанных сначала между собой и потом с кашицей, сваренной из 1 столовой ложки рисовой муки
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Читать также: Температура плавления бронзы в градусах
Какой инструмент необходимый для пайки
Для того чтобы спаять детали из меди в домашних условиях, необходимо иметь набор инструментов. Главный инструмент — это паяльник, который выполняет функцию нагрева деталей. Также для работы потребуется следующий набор инструментов:
Главный инструмент — это паяльник, который выполняет функцию нагрева деталей. Также для работы потребуется следующий набор инструментов:
- Труборез;
- Фаскосниматель;
- Расширитель для труб;
- Молоток;
- Рулетка.
В качестве паяльника чаще всего используется газовая горелка, работа которой заключается в том, что из встроенного баллончика подается газ. Благодаря системе нагрева жала, газовая горелка готова к работе уже через несколько секунд. Газовая горелка бывает таких видов:
- Для одноразового использования;
- Со стационарным баллоном;
- Ацетилен-кислородная.
Газовые горелки для пайки медных труб
Газовая горелка отличается по следующим критериям:
- Мощности;
- Производительности;
- Составу газа.
Для того чтобы осуществить соединение труб на строительных площадках или других объектах коммунального хозяйства, необходимо мощное оборудование — аппарат со стационарным газовым баллоном.
Для соединения труб в домашних условиях подойдет бытовой аппарат с одноразовым баллоном.
Такое оборудование отличается массой положительных достоинств:
- Мобильностью;
- Многофункциональностью;
- Регулировкой скорости нагрева;
- Безопасностью.
Качественная газовая горелка должна иметь ярко-синее пламя. Для заправки горелки подойдет обычный газ для зажигалок, которая работает по такому же принципу.
Состав газа отличается в зависимости от вида пайки. Существуют такие разновидности состава газовой смеси:
- Газ — воздух;
- Газ — кислород.
Газовая горелка для пайки медных труб
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами
Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты.![]() Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Как припаять латунь к латуни серебряным припоем
14 Как припаять латунь к латуни серебряным припоем
Латунь — это коррозионно-стойкий сплав золотого цвета, состоящий из меди и цинка. Его проводимость, долговечность и низкая температура плавления делают его желательным металлом, используемым в различных областях, таких как:
изготовление ювелирных изделий
музыкальных инструмента
сантехника
бронза
подшипники
гильзы
шланговые соединения
Muggy Weld предлагает два решения для пайки латуни: припой Super Alloy 1 и припой SSF-6 Silver.В этом видео SSF-6 с флюсовым покрытием используется для соединения двух частей латунных пластин с помощью кислородно-ацетиленовой горелки.
Начните с предварительной очистки латуни. Затем широко нагрейте основной металл до тускло-красного цвета, затем расплавьте и нанесите флюс SSF-6. Как видите, основной металл не обязательно должен быть ярко-красным, чтобы плавиться, как другие серебряные припои.
Для лучшей адгезии дайте флюсу стать водянистым перед добавлением присадочного стержня. Обязательно сливайте каждый осадок перед добавлением новой удочки.
Для заполнения зазоров или больших отверстий используйте меньше тепла. Для более тонкого потока добавьте немного больше тепла.
Немного нагрейте заднюю сторону, затем вернитесь к передней.
После завершения ремонта просто дайте детали остыть на воздухе и удалите остатки флюса теплой водой и металлической щеткой.
1/8 мм стержня дюймов — это все, что нужно для серебряного припоя SSF-6 для приклеивания этих латунных пластин к задней стороне.
SSF-6 может также использоваться для соединения меди, силиконовой бронзы, карбида, мягкой стали, нержавеющей стали, инконеля, медно-никелевого сплава, чугуна, золота, пружинной стали, углеродистого молибдена, оцинкованной, хромомолибденовой, немецкой стали, углеродистой стали. , стальное литье, марганец, серебро или бронза — в любом сочетании.Пищевой материал, не содержащий кадмия, течет при 1150 градусах и не требует шлифовки или механической обработки.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Пайка меди и латуни: как паять альтернативные металлы
Вероятно, из-за роста стоимости серебра, в последнее время на форумах появилось много шума о пайке меди, а также о пайке меди с серебром или латунью — что меня тоже интересовало.Вот несколько отличных советов и предложений по пайке меди и латуни, которые я узнал из этих сообщений, от опытных участников Interweave и экспертов Lapidary Journal Jewelry Artist .
Тулит и сетчатые серьги от Lexi Erickson.
Пайка меди: правильное использование правильной горелки
«Карандашные резаки просто не выделяют достаточно тепла, чтобы быстро паять медь. Если вы собираетесь использовать бутановую горелку, попробуйте взять одну из более крупных горелок и иметь как можно большее пламя на вашей горелке. .Медь — действительно твердый металл для пайки из-за окисления, образующегося на поверхности. Также, если вы используете серебряный припой, старайтесь использовать только легкие или легкие-легкие, поскольку они плавятся при немного более низких температурах, чем средние или твердые ». (Отправлено участником BogIron)
Отличный совет по пайке независимо от того, какой металл вы используете: «Помните, что горелка не плавит припой; горелка нагревает металл, что, в свою очередь, вызывает растекание припоя». (опубликовано Lapidary Journal Jewelry Artist соавторами Том и Кей Бенхэм)
Паяльная медь: используйте правильный припой
Подвеска Southwest Spirit от Лекси Эриксон.«Я также обнаружил, что использование сверхлегкого серебряного припоя было для меня уловкой … так что мне нужно было только нагреться до 820 ° F и соединять медь со стерлинговым [с] маленькой бутановой горелкой для карандашей… когда я использовал легкий [серебряный припой ], Я думаю, что весь флюс был нагрет до того, как температура припоя и металлов достигла 1200 ° F ». (отправлено участником Ли Энн Уилмот)
«Когда я паяю медь, я использую серебряный припой, а когда я протравливаю свою деталь, я помещаю кусок стали в кислоту, и она покрывает медь серебряным припоем… Я использую связывающую проволоку, чтобы покрыть свои медные детали, и она отлично работает… сталь вышла из рассола, я действительно верю, что это не повлияет на будущее серебро… по крайней мере, у меня никогда не было проблем, как только я достаю сталь.»(опубликовано пользователем JanineB @ 7)
«Когда вы используете сталь в своей маринованной ванне, она фактически удаляет остатки меди из предыдущих травильных ванн. Так что ваш травильный раствор почти такой же, как новый!» (отправлено участником Cat_P)
Паяльная латунь: успешное травление
Karatium and Sterling Band, автор — Кэтрин Рихерт.
Если после травления ваша латунь не такая медная, «смешайте раствор из двух частей перекиси водорода [с] тремя частями белого уксуса [и] замочите в нем изделие на 20–30 минут, и латунь снова должна стать латунной.Снимает медь с латуни. Не храните это в закрытом контейнере … Возможно, вам понадобится скраббби, чтобы удалить коричневый гранж »(отправлено участником LeeAnne70)
Бронзовая складчатая брошь от Хелен Дриггс.
После пайки латуни «вместо того, чтобы протравить старый флюс, я просто кипятил его в простой воде, а не в маринаде. Когда вы кладете латунь в большинство солений, вы делаете своего рода золочение с истощением; вместо того, чтобы довести серебро до Поверхность, вы выводите медь на передний план, удаляя цинк с латуни, и это розовый цвет, который вы получаете, поэтому я просто опускаю свою в кипящую воду, чтобы растворить старый флюс.»(отправлено участником BogIron)
Спасибо всем этим участникам и экспертам за то, что они поделились своим опытом и советами на форумах Interweave по производству ювелирных изделий! Вы также можете узнать больше о пайке меди и латуни от Лекси Эриксон.
Медь в вашем доме: сделай сам
Основы
Ремонт дома и проекты становятся все более популярными с каждым днем. Люди любят свои дома, проявляют к ним интерес и им нравится чувствовать, что они могут поддерживать и улучшать их.С правильными инструкциями и подготовкой ремонт дома легко сделать самостоятельно, он может стать веселым семейным занятием и сэкономить деньги на вызове профессионала.
Медная сантехника основана на процедуре, называемой пайкой, и это не так сложно, как вы думаете. Следующие ниже инструкции и методы позволяют создать герметичные паяные соединения между трубкой и фитингами из меди и медного сплава. Следуя этим простым инструкциям и не забывая работать аккуратно, вы сможете получить идеально спаянные соединения.
1. ИЗМЕРЕНИЕ
Измерьте и отметьте трубку карандашом.
2. РЕЗКА
Отрежьте трубку до измеренной длины. Резку можно выполнить несколькими способами. Трубку можно разрезать дисковым труборезом, ножовкой, абразивным кругом, а также стационарной или переносной ленточной пилой. Необходимо следить за тем, чтобы трубка не деформировалась во время резки. Независимо от метода, разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно сидела в крышке фитинга.
3. РАЗВЕРТЫВАНИЕ
Разверните все обрезанные концы трубки до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся при разрезании. Это очень важно. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и увеличения локальной скорости потока в трубе. Правильно развернутый кусок трубы обеспечивает гладкую поверхность для лучшего потока.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить правильный вход трубки в крышку фитинга.
К инструментам, которые можно использовать для развёртывания концов трубок, относятся расширительное лезвие на трубореза, полукруглые или круглые напильники, карманный нож или подходящий инструмент для удаления заусенцев. При использовании мягкой трубки вы должны быть очень осторожны, чтобы не деформировать конец трубки из-за чрезмерного давления.
4. ЧИСТКА
Удаление всех оксидов и поверхностного масла с концов трубок и фитингов имеет решающее значение для правильного поступления металлического припоя в соединение. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Слегка очистите концы трубок с помощью песчаной ткани или нейлоновых абразивных подушек на расстоянии, немного превышающем глубину чашек фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера.
Капиллярное пространство между трубкой и фитингом составляет приблизительно 0,004 дюйма. Металлический припой заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение для того, чтобы металлический припой мог попасть в зазор и образовать прочное соединение.
Медь — относительно мягкий металл.Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
5. НАНЕСЕНИЕ FLUX
Используйте флюс, который растворяет и удаляет следы оксида с очищенных поверхностей от повторного окисления во время нагрева и способствует смачиванию поверхностей металлическим припоем.
ВНИМАНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть опасными при попадании в глаза, рот или открытые порезы. Будьте осторожны при нанесении флюса.Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию. В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
6. СБОРКА И ПОДДЕРЖКА
Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны шва ватной тряпкой.
Поддержите трубку и фитинг в сборе, чтобы обеспечить равномерное капиллярное пространство по всей окружности соединения. Равномерность капиллярного пространства обеспечит хороший капиллярный поток расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию припоя в условиях напряжения или вибрации.
Теперь соединение готово к пайке. Подготовленные и готовые к пайке соединения должны быть завершены в тот же день, а не оставлены незавершенными на ночь.
7. ОТОПИТЕЛЬ
Начните нагревание пламенем перпендикулярно трубке.Медная трубка проводит первоначальное тепло в чашку фитинга для равномерного распределения тепла в области соединения. Степень предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести до подходящего состояния предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Практика и опыт покажут количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга. Переместите пламя попеременно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга. Опять же, предварительно нагрейте окружность, как описано выше, с горелкой у основания чашки фитинга. Прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте стык и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не сможет правильно попасть в соединение.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки. В таких горелках используется ацетилен или сжиженный газ. Также можно использовать электроды для пайки сопротивлением. В них используются нагревательные электроды, и их следует учитывать, когда возникает опасность открытого пламени.
8. НАНЕСЕНИЕ ПАЙКИ
Для соединений в горизонтальном положении начните наносить припой немного не по центру в нижней части соединения.Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху.
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковой и верхней части соединения.
Вернитесь к точке начала, немного перекрывая друг друга, и продолжайте движение вверх по незавершенной стороне к вершине, снова, слегка перекрывая. Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что соединение до этого момента заполнено и больше не будет принимать припой. На протяжении всего этого процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
9. ОХЛАЖДЕНИЕ И ОЧИСТКА
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать нагрузку на сустав. Когда остынет, удалите остатки флюса влажной тряпкой.
Какие виды припоев используются в ювелирном деле?
IGS может получать комиссию за привлечение клиентов от компаний, перечисленных на этой странице. Узнать больше.Припой — это небольшой кусок легированного металла, который плавится, чтобы соединить вместе два других куска металла.Место сплавления металлов припоем называется стыком. Металлический припой имеет более низкую температуру плавления, чем две сплавленные детали. Припой бывает трех типов: твердый, средний и легкий. Все три типа имеют разные температуры плавления. Твердый припой плавится при высокой температуре, средний плавится при более низкой температуре, легко плавится при еще более низкой температуре.
Множественные паяные соединения в ювелирном изделии требуют использования нескольких типов припоя. Вы же не хотите переплавлять соединение, которое вы только что припаяли, пока вы в процессе пайки другого соединения.Различные температуры плавления не позволят вам оплавить паяное соединение. Первое соединение требует твердого припоя, второе соединение требует среднего припоя, третье и остальные соединения требуют легкой пайки.
Твердый, средний и легкий припой доступен в золоте и серебре. Золото доступно в различных каратах и значительно дороже серебряного припоя, особенно в более высоких каратах.
Припои из золота и серебра имеют разную температуру текучести. Для серебра есть Итт, температура плавления 1490 градусов по Фаренгейту., Твердый, 1425 градусов по Фаренгейту, средний, 1390 градусов по Фаренгейту, легкий, 1325 градусов по Фаренгейту и Easy-flo, 1270 градусов по Фаренгейту. , Средняя и Легкая пайка.
Различная температура потока позволяет выполнять многократную пайку детали без распайки предыдущих стыков. Первое соединение выполняется с помощью Hard, следующее — с помощью Medium, а остальные — с помощью Easy. Я не люблю использовать Itt, потому что он слишком близок к температуре плавления серебра.С кислородно-ацетиленовым блоком требуется меньше секунды невнимательности, чтобы расплавить ваш кусок. В Easy-flo есть кадмий, который при нагревании выделяет ядовитые пары. Убедитесь, что ваше рабочее место хорошо вентилируется.
Припой бывает листом, проволокой и пастой. Листовой припой разрезают на «папиллоны» — французское слово, означающее маленькие крошечные кусочки металла, которые летают повсюду, пока вы их режете.
Паста для припоя поставляется в аппликаторе шприцевого типа и предварительно смешана с флюсом.Я обнаружил, что флюс для припоя варьируется в зависимости от того, как долго он находился в состоянии после изготовления. Для достижения наилучших результатов лучше опорожнить аппликатор, тщательно перемешать пасту и положить ее обратно в аппликатор или в небольшую стеклянную емкость с крышкой.
Я предпочитаю припой для проволоки, я могу сплющить ее, чтобы отрезать крошечные кусочки, или просто отрезать кусок на конце катушки. Вы хотите использовать достаточно припоя, чтобы сделать хорошее прочное соединение без заливки соединения. Нет ничего хуже, чем стык с пятнами припоя на нем.Кроме того, очистка стыка займет больше времени.
Припой бывает разных форм:
- Листы припоя из серебра и золота доступны в твердом, среднем и легком исполнении. Вы можете обрезать листы на более мелкие кусочки (папильоны) в соответствии с вашими потребностями. Твердый припой немного дороже, чем средний или легкий. Более толстые листы будут дороже. Многие ювелиры любят вырезать из листового припоя более мелкие детали нестандартного размера. Amazon предлагает на своем веб-сайте серебряный припой твердого, среднего и легкого качества.Rio Grande предлагает твердый, средний и легкий припой из золота 8, 10, 14, 18 и 22 карата.
Припой для листов серебра
- Проволока из серебряного и золотого припоя также доступна в твердом, среднем и легком исполнении. Проволока бывает разного калибра (толщины), более толстая проволока стоит дороже. Он продается по длине в футах. Многие ювелиры предпочитают толщину проволочного припоя, а не толщину листового припоя. Amazon предлагает серебряный припой жесткого, среднего и легкого уровней. Rio Grande предлагает легкий припой из золота 8, 10 и 14 карат.
Припой с серебряной проволокой
Отрежьте кусок припоя, достаточно большой для плавления соединения, но не настолько большой, чтобы он заливал соединение. Слишком много припоя приводит к многочасовым очисткам для создания бесшовного паяного соединения.
Избегайте припоев, содержащих металлический кадмий. При нагревании токсичен.
Рекомендации по комплекту для пайки ювелирных изделий
Как партнер Amazon, мы зарабатываем на соответствующих покупках, совершенных с нашего сайта.
Вот как узнать, есть ли у вас дома свинцовые трубы
Хотите узнать, не было ли свинца в трубах и кранах вашего дома?
Эксперты говорят нам, что «не существует безопасного уровня воздействия свинца». Этот материал вам просто не подходит, особенно для развивающихся детей и беременных мам. Центры по контролю за заболеваниями говорят, что даже на низких уровнях свинец «было показано, что он влияет на IQ, способность обращать внимание и успеваемость».
В вашей домашней сантехнике есть несколько потенциальных источников свинца, которые могут попасть в питьевую воду:
- Сервисная линия, соединяющая водопровод с вашим домом
- Припой в сантехнику
- Смесители и клапаны из латуни старые
Чтобы действительно знать, что происходит, рекомендуется проверить воду.Вы можете позвонить в службу питьевого водоснабжения или в окружной отдел здравоохранения, чтобы узнать, как проверить свою воду.
Один быстрый трюк, чтобы проверить, есть ли провод к водопроводу: соскоблите его отверткой. Если металл мягкий и блестит, скорее всего, это свинец. Фото: Рэндалл Уитакер
Ваша линия обслуживания
Линия подачи питьевой воды, идущая из водопровода в ваш дом, обычно находится в подвале.
Или, если у вас нет подвала, обычно это самая низкая точка в доме — обычно в углу — возможно, ближе всего к дороге и ниже уровня пола.
- Первый трюк — без необходимости даже прикасаться к нему или делать что-либо — если вы видите, что линия обслуживания темно-матового серого цвета, это обычно хороший совет, что это ведущая линия обслуживания.
- Затем очистите линию обслуживания отверткой, если она свинцовая, металл будет мягким и станет действительно блестящим.
- Если линия питания приобретает коричневато-медный цвет, это означает, что это медная линия питания.
- Помимо свинца или меди, в ваш дом также может входить трубопровод из пластмассы или оцинкованной стали. Если это сталь, то к ней прилипнет магнит. Если это свинец или медь, к нему не прилипнет магнит.
Обратите внимание на одну важную вещь: даже если у вас нет ведущей линии обслуживания в подвале, это не означает, что ваша линия не содержит свинца. Возможно, была произведена частичная замена линии, что означает, что часть линии под вашим двором все еще может быть свинцовой, даже если часть ее медная или стальная. Или в вашем городе все еще могут быть проложены водопроводные линии от водопровода до обочины.Лучше всего позвонить в свой город, чтобы узнать, какие там записи. И вы можете проверить свою воду.
Сколько лет сантехнике в вашем доме?
Припой для соединения труб в бытовой сантехнике. В 1986 году США потребовали использовать бессвинцовый припой для сантехники, поэтому возраст вашего дома и информация о том, когда была установлена сантехника, могут вам помочь.
Если ваш дом был построен до 1986 года, в водопроводе может быть свинцовый припой. Поскребите припой, чтобы увидеть, имеет ли он такой блестящий цвет.
У меня старый дом. Он был построен в 1910 году. В какой-то момент была обновлена сантехника, так как у меня по всему дому проходят медные линии. Припой, который использовался для скрепления медных соединений, вероятно, содержит некоторое количество свинца.
Невозможно узнать наверняка, выполнив этот тест на царапину на припое, но более чем вероятно, что припой, который использовался в моем доме, был так называемым «припоем 50/50». Это 50 процентов свинца и 50 процентов олова.
Другие типы сантехники, которые вы можете найти в своем доме, включают стальные оцинкованные трубы и пластиковые водопроводные трубы.Ни те, ни другие не содержат свинца, но старые оцинкованные стальные трубы могут подвергаться коррозии, и эти корродированные области могут быть местами, где может собираться выщелачивание свинца из свинцовых трубопроводов.
Марк Браш / Радио Мичигана
Не забудьте проверить смесители
Многие смесители и вентили в домах имеют латунь. Не все из них — некоторые смесители и клапаны могут быть из пластика, стали или керамики. Но латунь по-прежнему широко используется.
Латунь — это сплав, состоящий в основном из меди и цинка.Но когда они производили эти краны и клапаны с конца 1970-х по 2014 год, латунь также могла содержать до 8 процентов свинца.
Компании добавили свинец в латунный сплав, чтобы облегчить производственный процесс и повысить надежность клапанов.
4 января 2014 года все краны и клапаны, контактирующие с питьевой водой, должны были соответствовать более строгим стандартам, установленным новым законом. С этого момента стандарт снизился до 0,25 процента свинца, что позволило «смочить поверхность» латуни в кранах и клапанах для питьевой воды.Производители начали добавлять другие элементы, такие как висмут, кремний и серу, чтобы заменить свинец в латунных сплавах.
Закон не распространяется на клапаны и краны, которые обычно не используются для питьевой воды, такие как клапаны для душевых и туалетов.
Если найдешь зацепку, что дальше?Сантехники и эксперты, с которыми я разговаривал, говорят, что вам не о чем беспокоиться, если вы пользуетесь общественным водоснабжением, а оператор питьевой воды поддерживает в системе то, что они называют «контролем коррозии».Когда это будет сделано, трубы для питьевой воды, латунные краны и клапаны могут иметь покрытие из минералов и других отложений, препятствующих вымыванию свинца в систему. Это то, чего не хватало во Флинте, штат Мичиган, и поэтому проблема со свинцом там обострилась.
Но даже с этим покрытием свинец все равно может попадать в питьевую воду. Это может случиться с латунными смесителями, когда вода не используется в течение длительного времени.
Чтобы действительно знать, что происходит, рекомендуется проверить воду.Вы можете позвонить в службу питьевого водоснабжения или в окружной отдел здравоохранения, чтобы узнать, как проверить свою воду.
Если вы подозреваете, что в вашей сантехнике есть свинец, вы можете принять следующие меры предосторожности:
1) Промойте водой . Это особенно хорошая идея, если вы знаете, что вода находится в вашем водопроводе шесть часов или больше. Чем больше течет вода, тем меньше времени она должна контактировать со свинцом в водопроводе. Чтобы смыть воду из крана, который мог быть свинцовым, дайте воде течь примерно 30 секунд.Если вы подозреваете, что у вас есть свинцовый припой или провод для обслуживания свинца, промывайте его, пока он не станет холоднее.
Это особенно хорошая идея, если вы знаете, что вода находится в вашем водопроводе шесть часов или более. Чем больше течет вода, тем меньше времени она должна контактировать со свинцом в водопроводе.
Вот что рекомендует Управление водных ресурсов Великих озер:
«Время, в течение которого вы должны использовать холодную воду для промывки внутренней сантехники, зависит от того, есть ли у вас основная линия обслуживания, длина линии обслуживания и количество водопровода в вашем доме.Запуск холодной воды до тех пор, пока она не станет заметно холоднее, будет указывать на то, что вода поступает из-за пределов водопровода. Как только это произойдет, промойте еще 1-2 минуты, чтобы убедиться, что вы получаете воду из водопровода, а не из линии подачи. Примечание. Рекомендуемый стандарт — 1 галлон в минуту, 2-минутная промывка для 50-футового технологического трубопровода ».
2) Замена сантехнических узлов. Замена смесителей — менее затратное предложение, чем замена всей вашей сантехники или водопровода.Но если вы обеспокоены и тесты воды показывают, что проблема может быть, стоит подумать.
3) Купите фильтр для воды , чтобы прикрепить его к крану, из которого вы получаете питьевую воду. Доказано, что фильтры очень эффективны при удалении свинца. Ищите фильтры, сертифицированные для этого. Вы также можете рассмотреть другие устройства для очистки воды, такие как системы обратного осмоса.
###
Эта история принадлежит нашим партнерам из отчета об окружающей среде Michigan Radio , программы, посвященной взаимосвязи между миром природы и повседневной жизнью людей в Мичигане. Отчетность Марка Браш и Ребекки Уильямс. Эта история была первоначально опубликована 26 августа 2016 года.
Советы по пайке медной или латунной сантехники
Считаете ли вы себя практичным человеком или энтузиастом своими руками? Тогда вы не прочь починить мелкие проблемы с водопроводом, когда они возникнут, и это здорово.
Если вы планируете выполнять какие-либо проекты, связанные с металлической сантехникой (трубы и фитинги), вам нужно знать, как паять. В отличие от пластиковых труб, таких как ПВХ, которые можно склеивать, металлические трубы нуждаются в прочном соединении.
Что такое пайка?
Пайка — это процесс соединения двух металлических деталей. В сантехнике это делается для создания постоянного водонепроницаемого уплотнения между трубой и фитингом. Его можно использовать для ремонта трубы, установки новой арматуры и многих других целей.
В процессе пайки используется горелка (обычно работает на пропане) и припаянная проволока. Проволока помещается там, где встречаются труба и фитинг, и тепло горелки используется для плавления проволоки, так что образуется прочное соединение.
Пайка меди и латуни
Если вы собираетесь заняться водопроводным проектом, требующим пайки, вы должны знать, что процесс может варьироваться в зависимости от материалов, с которыми вы работаете. Когда дело доходит до сантехники, вы можете встретить два наиболее распространенных металла — медь и латунь.
Медь обычно используется в трубах, потому что с ней легко работать и она устойчива к коррозии. С другой стороны, многие фитинги изготавливаются из латуни для большей прочности и меньшей стоимости. Также можно найти медную фурнитуру.Поэтому важно знать, какой материал вы используете, потому что он повлияет на способ пайки соединений.
Общая техника пайки очень похожа. Независимо от того, работаете ли вы с медной или латунной сантехникой, вот общие шаги, которые вы должны выполнить:
- Очистите конец трубы
- Используйте инструмент для удаления заусенцев для создания гладких краев
- Используйте кисть для нанесения флюс к концу трубы
- Наденьте фитинг на трубу
- Предварительно нагрейте или протрите фитинг
- Нанесите припой и нагрейте горелкой
- Удалите излишки припоя тряпкой
Однако, паять латунь может оказаться более сложной задачей, потребовать дополнительного времени или других инструментов.Вот несколько полезных советов, о которых следует помнить:
- Латунь требует более высокого нагрева — некоторые сантехники используют газ MAPP (метилацетилен и пропадиен) по этой причине вместо пропана
- Может потребоваться больше флюса или паяльной пасты
- Убедитесь, что арматурный клапан открыт, чтобы избежать повышения давления, которое может вызвать утечку.
Когда обращаться к специалистам
Пайка — полезный навык, но это не самый простой процесс в мире.Если вы не уверены или хотите убедиться, что работа сделана правильно с первого раза, вам следует доверять компании Reichelt Plumbing.
Компания Reichelt Plumbing, находящаяся в местном владении и управляемая более 25 лет, может удовлетворить все ваши потребности в сантехнике в Северо-Западной Индиане. Чтобы записаться на прием, позвоните нам сегодня по телефону 219-322-4906.
Когда паять и когда паять медные провода: взгляд на плюсы и минусы каждой
Когда паять
Для пайки требуется горелка и припой.Что касается фонарей, то есть два основных типа: дешевые и более дорогие. Дешевый вид — это газовая или пропановая горелка MAPP, в которой используется одноразовый резервуар на 14 унций, который вы можете купить в любом хозяйственном магазине, и также называемый турбо-горелкой.
Более дорогой вариант, более объемный и включает в себя два резервуара сжатого газа: кислорода и ацетилена. Если вы когда-либо выполняли сварку, это тоже очень типичная горелка, которую вы будете использовать. Если вы занимаетесь этим надолго, стоит подумать о приобретении кислородно-ацетиленовой установки.
Газ MAPP или пропановое топливо достаточно нагреваются для использования припоя. Ацетилен становится еще горячее, поэтому работа будет выполняться быстрее. Если вы используете очень маленькие и тонкие медные линии, подобные тем, которые чаще используются в новых строительных установках, вы даже можете обнаружить, что ацетилен слишком горячий и сжигает ваши провода. Обычно это можно компенсировать, регулируя давление.
Что касается припоя, то он поставляется в катушке, которую вы разматываете, поскольку вам нужно больше, чтобы расплавить соединение.
Стандартный припой — это металлический сплав, состоящий в основном из олова, никеля или какого-либо металла с относительно низкой температурой плавления. Никогда не используйте припой со свинцом в системах отопления, вентиляции и кондиционирования воздуха. Вам может сойти с рук это в дренажных линиях, арматурах холодной воды и линиях холодной воды, которые не будут испытывать больших изменений давления или температуры, но, как правило, вы захотите использовать тот, который содержит от 15 до 30 процентов серебра, известный как мягкий припой. Чем выше процент серебра, тем выше температура плавления и тем прочнее будет соединение.Эти припои по-прежнему будут в основном на основе олова или никеля, но волшебным ингредиентом будет серебро. Да, это дороже, но работа с чем-либо, менее 15% серебра, становится неуправляемой, и, скорее всего, в конечном итоге вам придется переделывать соединения с припоем, который содержит более высокий процент серебра.
Вы услышите, как люди говорят вам, что на отопительных или холодильных установках вы должны паять. По этому поводу существуют противоречивые мнения, в зависимости от того, с кем вы разговариваете. Чтобы уладить это в ваших собственных уникальных условиях с устройством, над которым вы работаете, все, что вам нужно сделать, это сравнить характеристики производителя вашего устройства HVAC со спецификациями вашего припоя с содержанием серебра.Например, характеристики типичного припоя, содержащего всего пять процентов серебра:
Эти уровни давления намного выше, чем давление в трубопроводе большинства бытовых и легких коммерческих систем HVAC.
То же самое и с температурой. На линии нагнетания компрессорной установки HVAC в жилом или малом коммерческом секторе часто указывается максимальная температура 225 ° C. Опять же, проверьте руководство производителя, чтобы определить это. Даже если у вашего компрессора плохой день и он нагреется до 300 ° C, он, вероятно, сначала поджарится, прежде чем пятипроцентный серебряный припой достигнет своей точки плавления около 430 ° C.
Могут ли эти паяные соединения протекать? Да. Могут ли паяные соединения протекать? Да. Если вы работаете в пределах спецификации производителя и ваш блок HVAC протекает, скорее всего, вы плохо выполнили пайку / пайку. Пайка вместо пайки в любом случае не исправит плохой работы.
Хотя могут быть некоторые споры о том, паять или паять с линией нагнетания компрессорной установки, пайка чувствительных соединений, таких как соединения с клапанами, реверсивными клапанами или расширительными клапанами, не вызывает сомнений.На них нельзя паять, потому что температура может расплавить резиновые и нейлоновые втулки внутри.
У пайкитакже есть два других важных аспекта, которые могут быть полезными в зависимости от того, что вы делаете:
ПрипойSilver относится к случаю, когда вы используете припой, содержащий около 45 процентов серебра или выше. Вы не будете использовать этот тип припоя слишком часто. Это полезно при выполнении соединений со сталью, например, при соединении медных проводов со сталью или при соединении стали со сталью.