Как расплавить алюминий в домашних условиях
Алюминий весьма распространенный металл как в промышленности, так и бытовой сфере. Не редко при поломке какой-либо детали возникает потребность в выплавке замены. Плавка алюминия в домашних условиях привлекательна тем, что возможна при сравнительно невысокой температуре. Чтобы провести операцию своими руками необходимо знать характеристики металла при воздействии температуры и физико-химические свойства.
Характеристики
Температура плавления алюминия всегда зависима от того, насколько чист металл. В среднем она равна 660 градусам, при точке кипения в 2500 градусов.
Легкость и пластичность позволяют прекрасно обрабатывать различными технологическими операциями.
Металл при нормальной и повышенной температуре активно взаимодействует с кислородом из воздуха. При этом поверхность покрывается оксидной пленкой, которая служит защитой от дальнейших окислительных процессов. Это необходимо учесть, так как при плавлении состав и структура сплава заметно меняется.
Еще одной важной характеристикой является то, что резкое охлаждение может привести к возникновению внутренних напряжений и усадке полученного металла.
Особенности технологического процесса
По большому счету переплавка алюминия в домашних условиях должна моделировать промышленное литье. Подготовленное к плавке сырье необходимо очистить от загрязнений, посторонних примесей и возможных наполнителей. Крупные заготовки должны быть размельчены до необходимых размеров.
Технология отливки предполагает выполнение нескольких операций. При подготовке лом плавится удобным способом. После достижения текучести с поверхности расплава необходимо снять шлак. Финальной стадией является заполнение подготовленной формы расплавленным составом. Одноразовые формы разбиваются по остыванию.
На предварительном этапе необходимо определиться, что предстоит переплавлять и что должно получиться. Даже если алюминиевый сплав предполагается растопить в качестве эксперимента, нужно приготовить какую-либо форму. За счет этого можно оценить результат. Слиток покажет свой внешний вид, степень пористости и чистоты. Любой эксперимент способен пойти на пользу.
За счет этого можно оценить результат. Слиток покажет свой внешний вид, степень пористости и чистоты. Любой эксперимент способен пойти на пользу.
Какой источник тепла использовать?
Для того, чтобы в домашних условиях выплавлять алюминий можно применять:
- Самодельную муфельную печь. Довольно действенный способ, позволяющий легко расплавлять алюминий.
- Обычную самодельную печь. Температуры природного газа будет достаточно для плавки.
- Газовую горелку/плиту или паяльную лампу. Вполне приемлемый способ при небольших объемах оплавки.
- Газовый резак или ацетиленовый генератор, при их наличии, также способны обеспечить необходимую температуру.
Использование самодельной печи для плавки
Самым простым способом является укладка нескольких огнеупорных кирпичей в форме очага. Удобно в качестве каркаса использовать металлическую емкость. На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
В очаг помещается древесный уголь, разводится огонь и подается воздух. Емкость, в которой будет расплавляться алюминий, помещается в печь. По бокам необходимо также обложить уголь. Оптимальным вариантом будет создание крышки, чтобы зря не терять тепло. Можно сделать только проход для дыма.
Применение кухонной плиты
Для штучного плавления не обязательно создавать свою печку. Достичь необходимой температуры можно даже на бытовом газу. При массе заготовок алюминия для плавки сама процедура не займет более 0,5 часа.
Емкость можно взять любую подходящую, например жестяную банку. В ней размещается измельченный и почищенный алюминий. Однако переплавить алюминий, просто поставив банку на огонь не получится, нужная температура не достигается. Для сохранения тепла придумана следующая схема.
Банку с ломом помещают внутрь еще одной, большего размера, на подпорках так, чтобы сохранялся зазор до 10 мм. В большей банке подготавливаются отверстия 30-40 мм для того, чтобы подходило пламя. При этом рассекатель на горелке снимать не надо.
Полученную конструкцию устанавливают над горелкой. Горящее пламя будет проходить во внутрь большей банки и прогревать емкость с металлом. В этом случае большая жестянка будет играть роль своеобразной оболочки, удерживающей тепло. Наверх помещается подходящая крышка, но оставляется зазор, чтобы выходили продукты горения. При нагреве интенсивность пламени нужно регулировать.
Использование тигеля и вспомогательного оборудования
Предыдущий способ хорош, но банка больше одного раза не способна выдержать и может прогореть. В этом случае есть риск разлития металла на горелку.
Чтобы несколько раз работать в печи рекомендуется подготовить особую емкость – тигель. Он выполняется из стали. Вполне можно пользоваться отрезком трубы, у которой заварено дно. Неплохое устройство получается если использовать обрезанный огнетушитель или небольшой кислородный баллон с овальным профилем. При этом стоит предусмотреть наличие бокового желоба для сливания расплавленного алюминия.
Он выполняется из стали. Вполне можно пользоваться отрезком трубы, у которой заварено дно. Неплохое устройство получается если использовать обрезанный огнетушитель или небольшой кислородный баллон с овальным профилем. При этом стоит предусмотреть наличие бокового желоба для сливания расплавленного алюминия.
При этом может потребоваться вспомогательное оборудование, например, пассатижи. Идеальным случаем будет использование боковых зажимов и нижних фиксированных упоров – аналогов промышленных установок. Также потребуется длинная ложка, чтобы снимать шлак.
Как сделать форму для отливки
К числу основных задач при плавлении алюминия относится подготовка формы, в которой будет размещаться жидкий металл. Заливать расплав можно различными способами, но основными считаются открытая и закрытая форма отливки.
Открытая методика
Наиболее простой вариант – это перелив расплавленного алюминия в имеющуюся емкость, к примеру, жестяную банку. После того, как металл застынет, слиток изымается. Для облегчения изъятия по еще не остывшей до конца форме необходимо потихоньку простучать.
Для облегчения изъятия по еще не остывшей до конца форме необходимо потихоньку простучать.
Если не нужна определенная четкая форма, то можно просто сливать жидкий сплав на негорючую поверхность.
Закрытый способ
Если предполагается получение более сложных форм или слитков, то в первую очередь должна изготавливаться форма, которая соответствует всем характеристикам детали. Для обеспечения большей точности она изготавливается из нескольких составных частей.
Используемые для форм материалы
Если предполагается открытый способ, то в основном применяется наиболее простой ингредиент, который всегда можно найти – кремнезем. Грунт необходимо укладывать, проводя послойную трамбовку. Между пластами закладывается макет формы, оставляющий после трамбования отпечаток. Данный макет впоследствии изымается и вместо нее заливается расплавленный металл.
В некоторых случаях для создания форм используется речной песок, в который добавляется жидкое стекло. Реже цементная смесь и тормозная жидкость.
Когда необходимо создать макет сложной конфигурацией, то зачастую используется гипс. Однако он в основном может использоваться один раз. Когда отливается алюминий в гипсовую форму, то макетом может служить заготовка из парафина или пенопласта.
При использовании парафина заготовка погружается в гипс. При этом необходимо оставить небольшое отверстие, в которое после застывания формы и повторного нагрева выливается воск.
Если предполагается использование пенопласта, то он заливается внутри гипсовой формы, в которой остается до застывания. Впоследствии жидкий металл заливается непосредственно на него. За счет температуры он расплавляется и испаряется, а освободившуюся полость занимает алюминий. В этом случае необходимо учесть то, что работу следует проводить в хорошо проветриваемом помещении или на открытом воздухе, так как испаряемые пары пенопласта вредны для здоровья.
Распространенные ошибки и как их избежать
- Гипсовая форма очень удобна для отливания необходимой конфигурации, но гипс чувствительно относится к влаге.
 Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.
Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток. - Температура расплавленного алюминия должна быть достаточной, чтобы он успел заполнить все пространство формы до того, как начнет застывать. Поэтому после плавления не стоит мешкать с переливом.
- Не желательно опускать отлитый в форму металл в воду, чтобы ускорить процесс застывания. Это приводит к нарушению структуры алюминия и трещинам.
 Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.
Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.Меры безопасности
Технология работы сопровождается применением открытого пламени, что приводит к определенным ограничениям. Перед началом работы стоит подготовить средства пожаротушения, проверить работоспособность и исправность газовой аппаратуры и вентиляции.
Операции с расплавленным алюминием являются опасными. Поэтому работу следует проводить с учетом техники безопасности. Обязательно нужно применять специальную одежду, защиту для глаз и органов дыхания.
Поэтому работу следует проводить с учетом техники безопасности. Обязательно нужно применять специальную одежду, защиту для глаз и органов дыхания.
Приведенные видео покажут необходимые инструкции и помогут разобрать пошаговые алгоритмы действий и операций с расплавленным металлом.
Форма для литья алюминия в домашних условиях
Есть несколько способов литья алюминия в промышленных условиях. Но если плавка планируется в бытовых условиях, то технология литья под давлением вряд ли подойдёт. Наиболее подходящий вариант-заливка расплавленного металла в самодельную форму. Об этой технологии и пойдёт речь. Однако перед тем как узнать нюансы литья, необходимо разобраться с некоторыми характеристиками алюминия.
Характеристики алюминия
Необязательно знать все характеристики алюминия, но чтобы знать, как расплавить алюминий в домашних условиях, необходимо иметь в виду некоторые особенности, исключающие технологические ошибки. Кроме того, при работе необходимо соблюдать повышенную осторожность, в связи с высокой травмоопасностью процесса отливки.
В домашних условиях плавить металл на газовой плите вряд ли получится, поскольку температура плавления алюминия составляет 660,3C, а бытовые газовые приборы не в состоянии создать нужную температуру.
Снижения температуры плавления сырья можно добиться, растерев его в порошок. Кроме того, можно использовать готовое сырьё в виде порошка. Однако здесь необходимо учесть ещё один момент. Алюминий является довольно активным металлом и, при взаимодействии с кислородом, содержащемся в воздухе, может окисляться либо даже воспламеняться. В процессе плавления, в незначительном количестве, образуется оксид, который способствует образованию окалины. Ещё один неприятный сюрприз в виде взрыва может произойти при попадании воды в расплавленный металл. Поэтому при добавлении необходимых компонентов, необходимо убедиться, что они сухие.
Сырьё для плавки
Если планируется плавка металла в бытовых условиях, не стоит использовать для плавки порошковый алюминий. Лучше использовать алюминиевую проволоку, нарезанную небольшими кусками, спрессованными при помощи пассатижей, для снижения площади взаимодействия с воздухом.
Лучше использовать алюминиевую проволоку, нарезанную небольшими кусками, спрессованными при помощи пассатижей, для снижения площади взаимодействия с воздухом.
Если требования к качеству изделия невысоки, то для получения сырья допустимо использование любых предметов, состоящих из алюминия.
Плавка алюминия в домашних условиях
Для получения в домашних условия качественного алюминия применяются флюсы, которые способствуют связыванию и выводу на поверхность расплавленного металла ненужные загрязняющие элементы и примеси. Лучше воспользоваться готовыми флюсами, но, в случае невозможности их приобретения, можно изготовить их самостоятельно. Для этого используют технические соли. Покровный флюс состоит из следующих компонентов:
- 45% хлорида натрия;
- 45% хлорида калия;
- 10% криолита.
Для получения металла с низкой пористостью необходим рафинирующий флюс. Для его получения, в покровный флюс требуется добавить фтористый натрий — 25% от общей массы.
Средства индивидуальной защиты при плавке
Процесс плавки в домашних условиях небезопасен. Для предотвращения травм рекомендуется пользоваться средствами защиты. Сырьё для плавки может содержать в себе остатки грязи или краски, поэтому необходимо защитить дыхательные органы от их выделения вследствие выгорания. Защитить руки от ожогов помогут перчатки сварщика. Для защиты глаз подойдут очки или маска.
Литейная форма
Чтобы отлить алюминий для припоя, достаточно жидкий металл вылить на лист железа и подождать, пока он остынет. Но, для изготовления даже простой детали будет необходима литейная форма.
Форму для литья можно изготовить из гипса. В смазанную маслом форму заливают жидкий гипс, помещают в него модель и накрывают другой ёмкостью с жидким гипсом. Лить расплавленный металл можно исключительно в сухую форму. В ещё незастывший гипс необходимо вставить какой-нибудь цилиндрический предмет, чтобы создать канал для последующей заливки в форму расплавленного металла.
Тигель для плавки
Тигель-это специальная ёмкость из тугоплавкого материала с «носиком». Если готового тигля нет, то его можно изготовить самостоятельно. Подойдёт отрезок трубы довольно большого диаметра. Для изготовления такого тигля потребуется сварочный аппарат и болгарка. Размер тигля зависит от того, какое количество металла требуется расплавить.
Печи для плавки
Технологический процесс плавки алюминия довольно прост. Лом алюминия нагревается в тигле до температуры, необходимой для плавления металла, выдерживается некоторое время в расплавленном состоянии, с поверхности удаляется шлак, затем расплавленный металл выливается в форму. Время плавки зависит от температуры, которую может создать печь.
Плавильную печь несложно изготовить своими руками. Основание печи выкладывается из кирпичей в виде колодца, в нижней части которого будет разведён огонь.
Плавка с помощью паяльной лампы
Пошаговая инструкция литья алюминия в гипсовую форму
- Сверху на кирпичи ставится тигель с сырьём. Его надо прогревать около 20 минут.
- После этого паяльную лампу включают на полную мощность и начинают прогревать металл сверху.
- Через некоторое время алюминий начинает плавиться. Для более равномерного прогрева, металл необходимо помешивать стальным прутком, соблюдая при этом меры предосторожности.
- Когда расплавленный металл приобретает однородную консистенцию, его можно залить в форму или вылить на стальной лист, если нужно получить алюминий для пайки.
- После остывания, разделив форму на две половины, вынимаем из неё отлитую деталь, которую нужно ещё дополнительно обработать: зачистить и, если потребуется, просверлить необходимые отверстия.
Ничего сложного в процессе плавки алюминия нет, поэтому для этого не нужны особые навыки литейщика. Достаточно умелых рук и желания.
Достаточно умелых рук и желания.
В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров. Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением. Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.
В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку. После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.
Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения. Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать. Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку. Такой материал простой и дешевый в использовании.
Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок. При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие. В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.
Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Печь для плавки алюминия своими руками
Самодельная печь для плавки алюминия в домашних условиях, сделанная умельцем своими руками: подробная фото инструкция по изготовлению тигельной печи.
Как известно, алюминий часто используется самодельщиками, для изготовления различных самодельных деталей. Средняя температура плавления алюминия 650–660 ℃, поэтому этот металл можно плавить и в домашних условиях, отливать чушки и заготовки для деталей.
Процесс изготовления тигельной печи для плавки алюминия подробно представлен на фото.
Изготовление тигеля
В данном случае тигель для плавки алюминия будем делать из куска стальной трубы диаметром 320 мм и толщиной 5–6 мм. Вы же можете использовать отрезок стальной трубы другого диаметра, какой будет под рукой.
Далее необходимо кусок трубы доработать. В частности, потребуется приварить дно и носик, для того чтобы удобнее было выливать расплавленный металл. Дно будет сделано из листового металла такой же толщины, что и сама труба.
В частности, потребуется приварить дно и носик, для того чтобы удобнее было выливать расплавленный металл. Дно будет сделано из листового металла такой же толщины, что и сама труба.
Носик тигля также очень просто сделать. Для этого вырезаем сначала треугольник в уголке 50 х 50 мм и такой по размерам треугольник в самой трубе, а потом соединяем все вместе при помощи сварки.
В верхней части тигля необходимо будет приварить две проушины для ручки и снизу — для крюка, чтобы можно было переворачивать тигель. В качестве проушин будем использовать обычные шестигранные гайки.
Ручку и крюк можно сделать из арматуры или стального кругляка подходящего диаметра — под диаметр проушин. После изготовления тигля можно уже приступать непосредственно к изготовлению самой тигельной печи.
В конструктивном плане тигельная печь немного отличается от обычных печей. Более того подача воздуха в ней осуществляется принудительно, при помощи компрессорной установки или вентилятора, — тогда как в обычных печах воздух идет самотеком.
Нужно отметить, что именно за счет принудительной подачи воздуха достигается высокая температура и большая интенсивность горения.
Изготовление печи
Основой печи будет металлическая бочка на 50 литров, которая обрезается болгаркой до нужной высоты.
Изнутри бочка выкладывается жаростойким (шамотным) кирпичом. Для кладки кирпича используется термостойкий клей, он показан на фото.
Болгаркой обрезаем бочку, затем выкладываем на дне бочки основание из шамотного кирпича и «бетонируем» вокруг высокотемпературным плиточным клеем.
Затем выставляем боковые стенки. Чтобы кирпич вставал максимально вплотную друг к другу желательно снять небольшие фаски.
Для принудительной подачи воздуха используются сразу четыре форсунки, которые находятся внутри самой бочки. Такая вот интересная система подачи воздуха изготовлена из медных трубок диаметром 28 мм и фитинговых соединений — для ее установки в четырех нижних кирпичах нужно сделать четыре отверстия под небольшим углом (сверху вниз) под трубки.
Вместо медных трубок можно также использовать обычные стальные, что, естественно, позволит удешевить всю конструкцию. В данном случае медные трубки использовались лишь потому, что они были в наличии и их нужно было куда-то пристроить.
Для подачи воздуха будут использоваться два фена — их мощности вполне достаточно для такой печи. После установки труб для подачи воздуха приступаем к заливке первого «этажа» кирпичей плиточным клеем.
Для кладки второго ряда используются уже половинчатые кирпичи, которые будут располагаться с небольшим наклоном.
Трубки для принудительной подачи воздуха будут находиться внутри самой бочки. Обратите внимание, что вес тигельной печи составляет примерно 200 кг. Поэтому если вы не хотите устанавливать ее конкретно на одном каком-то месте, то заранее сделайте из уголков и четырех колес подвижную опору.
Осталось сделать ручку и крючок для тигля.
Используя одновременно ручку и крючок, очень удобно переливать расплавленный металл из тигля в форму. Вот и всё, самодельная печь для плавки алюминия готова!
Вот и всё, самодельная печь для плавки алюминия готова!
Флюс для плавки алюминия в домашних условиях
Алюминий весьма распространенный металл как в промышленности, так и бытовой сфере. Не редко при поломке какой-либо детали возникает потребность в выплавке замены. Плавка алюминия в домашних условиях привлекательна тем, что возможна при сравнительно невысокой температуре. Чтобы провести операцию своими руками необходимо знать характеристики металла при воздействии температуры и физико-химические свойства.
Характеристики
Температура плавления алюминия всегда зависима от того, насколько чист металл. В среднем она равна 660 градусам, при точке кипения в 2500 градусов.
Легкость и пластичность позволяют прекрасно обрабатывать различными технологическими операциями.
Металл при нормальной и повышенной температуре активно взаимодействует с кислородом из воздуха. При этом поверхность покрывается оксидной пленкой, которая служит защитой от дальнейших окислительных процессов. Это необходимо учесть, так как при плавлении состав и структура сплава заметно меняется.
Это необходимо учесть, так как при плавлении состав и структура сплава заметно меняется.
Еще одной важной характеристикой является то, что резкое охлаждение может привести к возникновению внутренних напряжений и усадке полученного металла.
Особенности технологического процесса
По большому счету переплавка алюминия в домашних условиях должна моделировать промышленное литье. Подготовленное к плавке сырье необходимо очистить от загрязнений, посторонних примесей и возможных наполнителей. Крупные заготовки должны быть размельчены до необходимых размеров.
Технология отливки предполагает выполнение нескольких операций. При подготовке лом плавится удобным способом. После достижения текучести с поверхности расплава необходимо снять шлак. Финальной стадией является заполнение подготовленной формы расплавленным составом. Одноразовые формы разбиваются по остыванию.
На предварительном этапе необходимо определиться, что предстоит переплавлять и что должно получиться. Даже если алюминиевый сплав предполагается растопить в качестве эксперимента, нужно приготовить какую-либо форму. За счет этого можно оценить результат. Слиток покажет свой внешний вид, степень пористости и чистоты. Любой эксперимент способен пойти на пользу.
Даже если алюминиевый сплав предполагается растопить в качестве эксперимента, нужно приготовить какую-либо форму. За счет этого можно оценить результат. Слиток покажет свой внешний вид, степень пористости и чистоты. Любой эксперимент способен пойти на пользу.
Какой источник тепла использовать?
Для того, чтобы в домашних условиях выплавлять алюминий можно применять:
- Самодельную муфельную печь. Довольно действенный способ, позволяющий легко расплавлять алюминий.
- Обычную самодельную печь. Температуры природного газа будет достаточно для плавки.
- Газовую горелку/плиту или паяльную лампу. Вполне приемлемый способ при небольших объемах оплавки.
- Газовый резак или ацетиленовый генератор, при их наличии, также способны обеспечить необходимую температуру.
Использование самодельной печи для плавки
Самым простым способом является укладка нескольких огнеупорных кирпичей в форме очага. Удобно в качестве каркаса использовать металлическую емкость. На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
Удобно в качестве каркаса использовать металлическую емкость. На боку следует сделать отверстие для присоединения трубки с подачей воздуха. Подойдет подходящая металлическая труба. К ней нужно подключить пылесос, фен или иной прибор, подающий воздух.
В очаг помещается древесный уголь, разводится огонь и подается воздух. Емкость, в которой будет расплавляться алюминий, помещается в печь. По бокам необходимо также обложить уголь. Оптимальным вариантом будет создание крышки, чтобы зря не терять тепло. Можно сделать только проход для дыма.
Применение кухонной плиты
Для штучного плавления не обязательно создавать свою печку. Достичь необходимой температуры можно даже на бытовом газу. При массе заготовок алюминия для плавки сама процедура не займет более 0,5 часа.
Емкость можно взять любую подходящую, например жестяную банку. В ней размещается измельченный и почищенный алюминий. Однако переплавить алюминий, просто поставив банку на огонь не получится, нужная температура не достигается. Для сохранения тепла придумана следующая схема.
Для сохранения тепла придумана следующая схема.
Банку с ломом помещают внутрь еще одной, большего размера, на подпорках так, чтобы сохранялся зазор до 10 мм. В большей банке подготавливаются отверстия 30-40 мм для того, чтобы подходило пламя. При этом рассекатель на горелке снимать не надо.
Полученную конструкцию устанавливают над горелкой. Горящее пламя будет проходить во внутрь большей банки и прогревать емкость с металлом. В этом случае большая жестянка будет играть роль своеобразной оболочки, удерживающей тепло. Наверх помещается подходящая крышка, но оставляется зазор, чтобы выходили продукты горения. При нагреве интенсивность пламени нужно регулировать.
Использование тигеля и вспомогательного оборудования
Предыдущий способ хорош, но банка больше одного раза не способна выдержать и может прогореть. В этом случае есть риск разлития металла на горелку.
Чтобы несколько раз работать в печи рекомендуется подготовить особую емкость – тигель. Он выполняется из стали. Вполне можно пользоваться отрезком трубы, у которой заварено дно. Неплохое устройство получается если использовать обрезанный огнетушитель или небольшой кислородный баллон с овальным профилем. При этом стоит предусмотреть наличие бокового желоба для сливания расплавленного алюминия.
Он выполняется из стали. Вполне можно пользоваться отрезком трубы, у которой заварено дно. Неплохое устройство получается если использовать обрезанный огнетушитель или небольшой кислородный баллон с овальным профилем. При этом стоит предусмотреть наличие бокового желоба для сливания расплавленного алюминия.
При этом может потребоваться вспомогательное оборудование, например, пассатижи. Идеальным случаем будет использование боковых зажимов и нижних фиксированных упоров – аналогов промышленных установок. Также потребуется длинная ложка, чтобы снимать шлак.
Как сделать форму для отливки
К числу основных задач при плавлении алюминия относится подготовка формы, в которой будет размещаться жидкий металл. Заливать расплав можно различными способами, но основными считаются открытая и закрытая форма отливки.
Открытая методика
Наиболее простой вариант – это перелив расплавленного алюминия в имеющуюся емкость, к примеру, жестяную банку. После того, как металл застынет, слиток изымается. Для облегчения изъятия по еще не остывшей до конца форме необходимо потихоньку простучать.
Для облегчения изъятия по еще не остывшей до конца форме необходимо потихоньку простучать.
Если не нужна определенная четкая форма, то можно просто сливать жидкий сплав на негорючую поверхность.
Закрытый способ
Если предполагается получение более сложных форм или слитков, то в первую очередь должна изготавливаться форма, которая соответствует всем характеристикам детали. Для обеспечения большей точности она изготавливается из нескольких составных частей.
Используемые для форм материалы
Если предполагается открытый способ, то в основном применяется наиболее простой ингредиент, который всегда можно найти – кремнезем. Грунт необходимо укладывать, проводя послойную трамбовку. Между пластами закладывается макет формы, оставляющий после трамбования отпечаток. Данный макет впоследствии изымается и вместо нее заливается расплавленный металл.
В некоторых случаях для создания форм используется речной песок, в который добавляется жидкое стекло. Реже цементная смесь и тормозная жидкость.
Реже цементная смесь и тормозная жидкость.
Когда необходимо создать макет сложной конфигурацией, то зачастую используется гипс. Однако он в основном может использоваться один раз. Когда отливается алюминий в гипсовую форму, то макетом может служить заготовка из парафина или пенопласта.
При использовании парафина заготовка погружается в гипс. При этом необходимо оставить небольшое отверстие, в которое после застывания формы и повторного нагрева выливается воск.
Если предполагается использование пенопласта, то он заливается внутри гипсовой формы, в которой остается до застывания. Впоследствии жидкий металл заливается непосредственно на него. За счет температуры он расплавляется и испаряется, а освободившуюся полость занимает алюминий. В этом случае необходимо учесть то, что работу следует проводить в хорошо проветриваемом помещении или на открытом воздухе, так как испаряемые пары пенопласта вредны для здоровья.
Распространенные ошибки и как их избежать
- Гипсовая форма очень удобна для отливания необходимой конфигурации, но гипс чувствительно относится к влаге. Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.
- Температура расплавленного алюминия должна быть достаточной, чтобы он успел заполнить все пространство формы до того, как начнет застывать. Поэтому после плавления не стоит мешкать с переливом.
- Не желательно опускать отлитый в форму металл в воду, чтобы ускорить процесс застывания. Это приводит к нарушению структуры алюминия и трещинам.
 Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.
Если форму сушить обычным способом, то она может оставаться в составе, что снижает качество отливания, так как способствует образованию пузырьков и выбоин. По этой причине сушку нужно проводить на протяжении нескольких суток.Меры безопасности
Технология работы сопровождается применением открытого пламени, что приводит к определенным ограничениям. Перед началом работы стоит подготовить средства пожаротушения, проверить работоспособность и исправность газовой аппаратуры и вентиляции.
Операции с расплавленным алюминием являются опасными. Поэтому работу следует проводить с учетом техники безопасности. Обязательно нужно применять специальную одежду, защиту для глаз и органов дыхания.
Поэтому работу следует проводить с учетом техники безопасности. Обязательно нужно применять специальную одежду, защиту для глаз и органов дыхания.
Приведенные видео покажут необходимые инструкции и помогут разобрать пошаговые алгоритмы действий и операций с расплавленным металлом.
Алюминий – один из самых распространенных металлов на земле. Он присутствует даже в человеческом организме, так что уж говорить об окружающей действительности. В каждом доме или личном автомобиле есть алюминиевые функциональные элементы, детали или узлы, которые, увы, достаточно часто ломаются. Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи.
Их можно заменить покупными новыми изделиями, отремонтировать или изготовить самостоятельно. В последних двух случаях и может понадобиться плавка алюминия в домашних условиях.
Характеристики алюминия
Все характеристики металла для домашних самоделок знать необязательно. Но есть несколько моментов, которые могут стать значительными или даже опасными в работе.
Алюминий хорошо поддается литью, плавится при относительно невысокой температуре в 660 °С. Для справки: чугун начинает плавиться при температуре 1100°С, а сталь – 1300 °С.
Поэтому плавка алюминия в домашних условиях на газовой плите трудно осуществима, так как домашние газовые приборы такую температуру обеспечить не могут. Правда, отечественные «кулибины» могут все, но об этом позже.
Снизить температуру плавления алюминия можно, растерев его в порошок или используя в качестве сырья готовый порошковый продукт. Но здесь важным становится еще одно свойство алюминия. Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия – больше 2000 °С. При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.
Та же активность может сыграть плохую шутку, если в расплавленный металл попадет вода. При этом происходит взрыв. Поэтому если в процессе плавки нужно сырье добавлять, то нужно следить, чтобы оно было сухим.
Сырье для плавки
Если предстоит плавка алюминия в домашних условиях, из-за сложности работы с порошковым металлом его в качестве сырья не используют.
Можно приобрести алюминиевую чушку или использовать обычную алюминиевую же проволоку, которую нарезать ножницами на небольшие кусочки и для уменьшения площади контакта с воздухом плотно спрессовать пассатижами.
Если не предполагается особо высокое качество изделия, то можно в качестве сырья использовать любые бытовые предметы, консервные банки без нижнего шва или обрезки профиля.
Вторичное сырье может быть окрашено или испачкано, это не страшно, лишние составляющие отойдут в виде шлаков. Только нужно помнить, что вдыхать пары сгоревшей краски нельзя.
Чтобы из вторичного сырья получилась качественная плавка алюминия в домашних условиях, флюсы, задача которых состоит в том, чтобы связывать и выводить на поверхность расплавленного металла все примеси и загрязнения, лучше приобрести готовые. Но можно сделать самостоятельно из технических солей.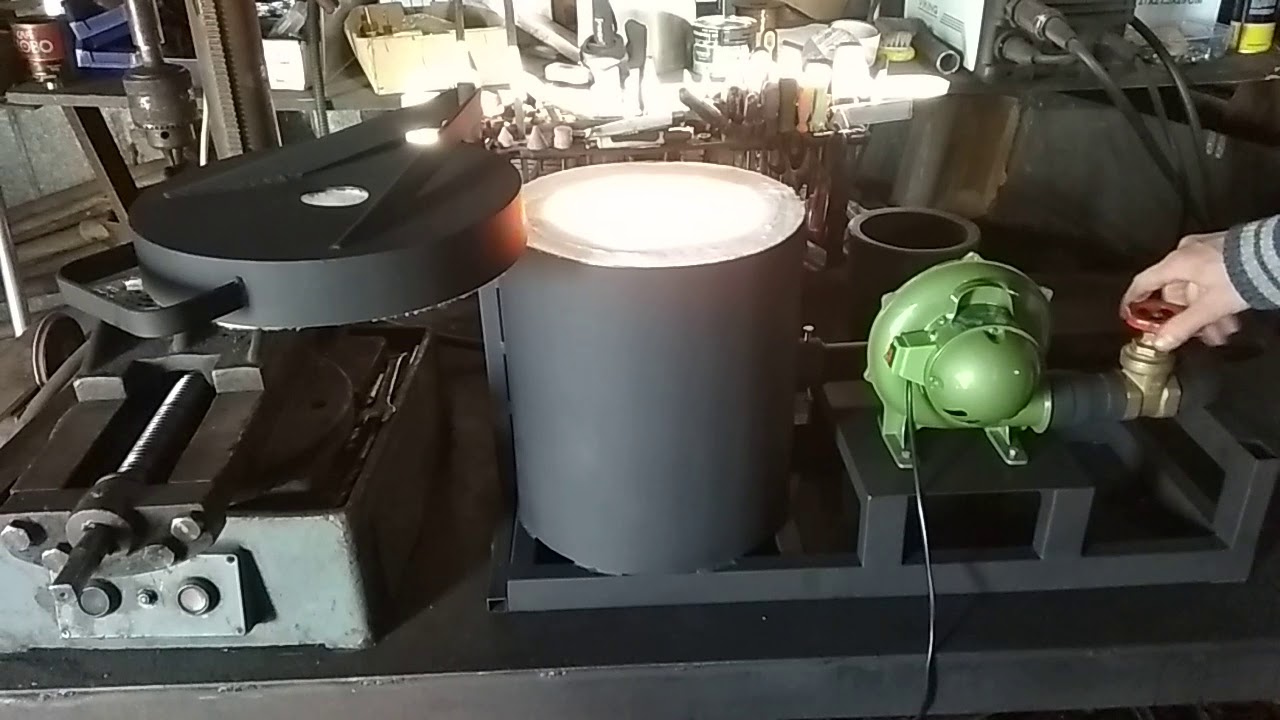
Покровный флюс готовится из 10 % криолита и по 45 % хлорида натрия и хлорида калия.
В рафинирующий флюс для получения алюминия без пористости добавляют еще 25 % от общей массы фтористого натрия.
Средства индивидуальной защиты при плавке
Плавка алюминия в домашних условиях – процесс небезопасный. Поэтому нужно пользоваться средствами индивидуальной защиты (СИЗ). Даже если такая плавка нужна один раз на минимальном оборудовании, то по меньшей мере нужно защитить руки, например специальными перчатками сварщика, отлично предохраняющими от ожогов, ведь температура жидкого алюминия – больше 600 °С.
Глаза тоже желательно защищать, особенно если плавка происходит достаточно часто, очками или маской. И совсем в идеале работать нужно в специальном костюме металлурга с повышенной стойкостью к огню и высоким температурам.
Если нужен очень чистый алюминий с использованием рафинирующего флюса, то работать следует в химическом респираторе.
Литейная форма
Если требуется только отлить чистый алюминий для припоя, то литейная форма не нужна. Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.
Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.
Литейную форму можно сделать из скульптурного гипса, именно гипса, а не алебастра. Жидкий гипс заливается в смазанную маслом форму, ему дают немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом. В удобном месте нужно в гипс вставить цилиндрический предмет, чтобы в итоге в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Изготовить литейную форму можно и из смеси 75 % формовочного песка, 20 % глины и 5 % каменноугольного песка, которая засыпается в специальный ящик из досок и трамбуется. В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Тигель для плавки
Плавка алюминия в домашних условиях требует наличия специальной емкости с носиком из тугоплавкого материала. Это так называемый тигель. Тигли могут быть фарфоровые, кварцевые, стальные, чугунные, изготовленные из корунда или графита. В домашних условиях можно использовать покупной тигель или изготовить его, например, из отрезка стальной трубы достаточно большого диаметра. Правда, для этого нужна болгарка, сварочный аппарат и навыки владения этими инструментами.
Размеры тигля зависят от необходимого количества алюминия, который нужно расплавить. Этот ковш должен равномерно прогреваться, а его тепло – передаваться к сырью.
Печи для плавки
Технология плавки алюминия в домашних условиях достаточно проста. В специальном ковше нагревается лом алюминия до температуры, превышающей температуру плавления этого металла, расплав некоторое время выдерживается в разогретом состоянии, с его поверхности снимается шлак, затем чистый металл разливается в форму для остывания. Время плавки зависит от конструкции печи, то есть той температуры, которую она способна обеспечить.
Время плавки зависит от конструкции печи, то есть той температуры, которую она способна обеспечить.
Если используется паяльная лампа или газовая горелка, то они нагревают алюминий сверху. Правда, печь при этом все равно складывается из кирпичей колодцем без связующего раствора, внутри которого будут прогорать угли для нагревания емкости снизу и поддержания ее в нагретом состоянии.
Примерно так же выглядит конструкция печи, если тигель прогревается снизу с помощью обычных дров и фена для сушки волос. Только в этом случае дрова укладываются в кирпичном колодце не на дно, а на решетку, расположенную на первом ряду кирпичей, а в этом ряду оставляется отверстие для металлической трубы, надетой на горловину фена и закрепленной на ней изолентой. Тиглем в этом случае служит консервная банка, естественно, не алюминиевая, в которой на небольшом расстоянии от верха проделываются диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной прут, за который банка должна подвешиваться в печи. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.
Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.
Если плавка должна происходить достаточно часто, то можно своими руками изготовить муфельную печь с вертикальной загрузкой тигля или купить готовую.
Плавка с помощью паяльной лампы
Плавка алюминия в домашних условиях паяльной лампой должна происходить не в помещении. Кроме сырья, паяльной лампы, тиглей и кирпичей, нужно подготовить дрова, пассатижи и стальной прут.
Итак, из кирпичей изготовлен небольшой колодец так, чтобы сверху можно было установить ковш с алюминием и стальной небольшой лист. В колодце разжигается костер, который должен немного прогореть, чтобы образовались угли. Дальше и происходит, собственно, плавка алюминия в домашних условиях. Пошаговая инструкция процесса:
– На кирпичи устанавливается емкость с сырьем. Ее нужно греть примерно 15 минут.
– После этого на полную мощность включается горелка паяльной лампы и алюминий прогревается сверху.
– В течение нескольких секунд начинается процесс, но для того чтобы прогрев был равномерным, металл в емкости нужно аккуратно перемешивать стальным прутом, придерживая ее пассатижами (не забыв при этом надеть рукавицы). Можно обойтись и без прута, периодически встряхивая ковш с помощью тех же плоскогубцев, но очень осторожно.
– Когда жидкость становится однородной, нужно пассатижами взять емкость и вылить содержимое на прокаленный стальной лист таким образом, чтобы вся образовавшаяся окалина осталась в ковше, а на лист для застывания попал только чистый металл.
Так обычно из вторичного сырья получают чистый алюминий, если с его помощью нужно запаять алюминиевые детали.
Плавка на дровах или газе
Плавка алюминия в домашних условиях на дровах происходит в легких разборных печах. Минусом такого способа является неконтролируемость процесса. Увеличить или уменьшить температуру нагрева невозможно. Вмешаться в процесс возможно, только сняв емкость с алюминием с огня.
Плавка алюминия в домашних условиях на газу – это единственно возможный вариант для квартиры. Греть емкость нужно долго, периодически сливая расплавленный металл. В таком случае отливка выполняется слоями. Для работы понадобятся две металлические емкости таких диаметров, чтобы одна надевалась на другую. Меньшая служит тиглем. Она с ломом, например нарезанной алюминиевой проволокой, ставится на конфорку, с которой нужно снять рассекатель пламени, бытовой газовой плиты. Над большей емкостью придется предварительно поработать. В ее днище выполняются около десятка небольших отверстий. В два или три из них вкручиваются болты, которые исполняют роль рукояток, за которые пассатижами раскаленную емкость можно поднять.
Эта емкость кверху дном надевается на тигель. Такая конструкция и позволяет прогревать алюминий. Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Плавка алюминия в муфельной печи
Муфельная печь – это уже достаточно серьезное оборудование для получения качественного расплавленного металла. Поэтому при плавке используют флюс для очистки алюминия от примесей. И это уже почти производственный процесс, а не плавка алюминия в домашних условиях. Пошаговая инструкция включает еще и несколько пунктов по подготовке сырья:
- Сначала в тигле расплавляется флюс, которого нужно взять в количестве от 2 до 5 % от веса алюминия, а затем в него добавляется лом.
- Насколько флюс активен, можно определить по поверхности расплава – она должна быть зеркальной. Если это не так, в расплав добавляется еще немного флюса, затем нужно будет добавить его перед окончанием плавки, чтобы шлак было легче удалять с поверхности металла стальной ложкой.
- Плавку нужно вести примерно при 700-750 °С. Это температура красного свечения.
- В процессе плавки может потребоваться добавлять сырье в тигель, так как расплавленный металл сильно уменьшается в объеме.
- Рафинирующий флюс добавляют при необходимости в конце плавки в количестве 0,25 % от веса расплавленного металла. Выдерживание такой пропорции в домашних условиях – задача непростая. После добавления флюса расплав нужно перемешать ложкой, дать постоять около 5 минут, затем снять шлак.
- Когда в результате нагрева алюминий превратился в однородную блестящую каплю, тигель нужно еще некоторое время подержать в печи, чтобы металл стал более текучим.
- Затем алюминий из тигля через носик (в этот момент становится понятно, зачем нужен именно такой ковш) заливается тонкой непрерывной струйкой в форму.
- После полного остывания форма аккуратно разделяется на половинки, из нее извлекается готовая деталь, которую еще нужно окончательно обработать: просверлить отверстия, если нужно, зачистить и наждачной бумагой отшлифовать поверхность. Вот и все. Процесс завершен.

Так что не стоит заранее пугаться, если предстоит в домашних условиях расплавить алюминиевый лом, чтобы получить чистый металл или изготовить деталь взамен поломавшейся. Серьезные профессиональные навыки для организации такого литейного производства совсем не нужны. Желание и умелые руки обычного мастера-любителя способны творить чудеса.
Серьезные профессиональные навыки для организации такого литейного производства совсем не нужны. Желание и умелые руки обычного мастера-любителя способны творить чудеса.
Литье сплава алюминия в домашних условиях.
Литье сплава алюминия в домашних условиях.
Coffeein » 15 фев 2017, 12:43
Re: Литье сплава алюминия в домашних условиях.
Китайский мастер » 15 фев 2017, 14:37
Re: Литье сплава алюминия в домашних условиях.
Coffeein » 15 фев 2017, 15:39
Re: Литье сплава алюминия в домашних условиях.
Coffeein » 15 фев 2017, 15:52
Re: Литье сплава алюминия в домашних условиях.
Китайский мастер » 15 фев 2017, 17:43
Re: Литье сплава алюминия в домашних условиях.
VSedoi » 15 фев 2017, 18:06
Re: Литье сплава алюминия в домашних условиях.
VSedoi » 15 фев 2017, 18:11
Re: Литье сплава алюминия в домашних условиях.
Китайский мастер » 15 фев 2017, 18:12
Выплавка алюминия в домашних условиях
Алюминий используется в быту и промышленности на протяжении многих лет. Свойства материала позволяют создавать разнообразные изделия. Плавка алюминия может выполняться в домашних условиях, поскольку для этого не требуется высокая температура. Свойства металла нужно знать, чтобы правильно провести такую процедуру.
Свойства материала позволяют создавать разнообразные изделия. Плавка алюминия может выполняться в домашних условиях, поскольку для этого не требуется высокая температура. Свойства металла нужно знать, чтобы правильно провести такую процедуру.
Характеристики
Чистота материалов определяет температуру их плавления. Алюминий пригоден для проведения разных технологических процедур, благодаря небольшому весу и хорошей пластичности. При высокой температуре происходит взаимодействие с кислородом. На поверхности металла возникает оксидная пленка, которая защищает его от коррозии и окисления. Плавление алюминия способствует изменению структуры вещества, поэтому защитное покрытие полезно для него. Усадка и дополнительное внутреннее напряжение появляется при резком охлаждении.
Особенности технологического процесса
Тигель — это тугоплавкая емкость для разогрева металла. Используются изделия из таких материалов:
В бытовых условиях применяется готовый тигель или емкость из широкой железной трубы. Чтобы изготовить ее, потребуется болгарка и сварочное оборудование. Объем тигля выбирается индивидуально, емкость прогревается равномерно, измельченный металл плавится в результате теплопередачи.
Чтобы изготовить ее, потребуется болгарка и сварочное оборудование. Объем тигля выбирается индивидуально, емкость прогревается равномерно, измельченный металл плавится в результате теплопередачи.
Перед термообработкой нужно уменьшить температуру плавления, чтобы состояние металла менялось быстрее. Для этого алюминий дробят на мелкие фрагменты. Воспламенение или окисление происходит часто после такого измельчения. Состояние образовавшегося оксида алюминия меняется при более высоких температурах. Это вещество удаляется вместе с другими шлаками после переплавки основного металла.
В процессе термообработки придется избегать попадания жидкости в тигель. Резкое испарение воды становится причиной взрыва. При погружении металла в емкость необходимо убедиться в том, что на нем отсутствует влага. Чаще всего плавят алюминиевую проволоку. Сначала материал делится на фрагменты ножницами, затем сдавливается пассатижами. Такой способ позволяет предотвратить воздействие кислорода на металл. Если нет необходимости в получении деталей высокого качества, измельчать сырье не нужно.
Если нет необходимости в получении деталей высокого качества, измельчать сырье не нужно.
Технологию литья придется смоделировать самостоятельно при необходимости получить расплавленный алюминий в бытовых условиях. Материал предварительно очищается от грязи, примесей, шлаков. Крупные заготовки делятся на несколько малых фрагментов. Метод отливки требует соблюдения инструкции: для плавки металла используется самый удобный способ. Шлак удаляется с поверхности текучего вещества. Жидкий алюминий наливают в форму, которая разбивается после затвердевания.
Какой источник тепла использовать?
Для переплавки алюминия в бытовых условиях применяются:
- Муфельная печь, которую можно изготовить самостоятельно. Это эффективный метод, позволяющий быстро расплавить алюминий.
- Паяльная лампа может расплавить алюминий в малых количествах.
- Иногда используется газовый резак.
Из кирпичей сооружается очаг, каркас изготавливается из металлической емкости. Сбоку сверлится отверстие для подачи кислорода. К металлической трубке присоединяется пылесос, фен или другой прибор, нагнетающий воздух. После разведения огня тигель помещают в очаг.
Сбоку сверлится отверстие для подачи кислорода. К металлической трубке присоединяется пылесос, фен или другой прибор, нагнетающий воздух. После разведения огня тигель помещают в очаг.
Чтобы добиться лучшей термообработки, по бокам тоже выкладываются угли. Чтобы избежать потери тепла, можно соорудить крышку, оставить отверстия для выхода дыма. Если металл нужно расплавить один раз, нет необходимости оборудовать печь. Простая газовая плита поможет раскалить алюминий до нужной температуры. Небольшие куски металла плавятся примерно за полчаса.
Обычно жестяная банка применяется в качестве тигля. Чтобы добиться равномерного распределения температуры, емкость с алюминием помещают в другую банку таким образом, чтобы зазор между стенками равнялся 1 см. Чтобы обеспечить доступ пламени, нужно проделать в большой банке несколько отверстий по 3-4 см в диаметре. Рассекатель на конфорке удалять необязательно. Так можно добиться равномерного обогрева банки с металлом. Большую жестянку накрывают крышкой, чтобы тепло не выходило.
Большую жестянку накрывают крышкой, чтобы тепло не выходило.
Как сделать форму для отливки
Создание простого материала для припоя не требует изготовления специальной формы. Можно вылить металл на стальной лист.
Для создания формы используются такие материалы:
- Гипс.
- Песок.
- Глина.
- Каменноугольный пепел.
- Жидкое стекло.
Сплав заливается в форму разными способами:
Открытый метод отличается простотой. Расплавленный металл переливается в обычную емкость, консервную банку, чашку и т. д. Когда вещество застывает, болванку извлекают из емкости. Если форма металлического предмета неважна, можно оставить алюминий на прочной поверхности.
Сложная отливка требует соответствия изделия указанным параметрам, для этого используются формировочные элементы. Кремнезем – это распространенное вещество, которое часто применяется при открытой заливке. Изделие состоит из двух емкостей, в которые засыпается и трамбуется земля. Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий. Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.
Элементы кремнезема сжимаются, между ними закладывается макет для отливки. Так можно получить точный отпечаток необходимой детали. Макет удаляется, в форму помещают раскаленный алюминий. Для закрытого способа отливки применяется речной песок, смешанный с жидким стеклом.
Гипс можно использовать для одноразового литья. Из парафина или пенопласта изготавливаются макеты. Применение таких материалов требует выполнения работ на открытом пространстве с хорошим доступом воздуха. Пенопласт не удаляется из твердого гипса, заливается раскаленным алюминием. Продукты горения этого вещества вредны для здоровья.
Распространенные ошибки и как их избежать
Гипсовые формы отличаются удобством и высокой чувствительностью к влаге. Простая сушка не позволяет удалить жидкость, поэтому качество отливки ухудшается. Придется ждать несколько дней, добиться полного высыхания гипсовой формы. Алюминий нужно держать на огне до самой заливки, чтобы успеть распределить его по всей форме.
Нежелательно использовать воду для охлаждения детали. Внутренняя структура вещества при этом нарушается, появляются трещины.
Меры безопасности
Требуется использование индивидуальной защиты при плавке алюминия. Руки, лицо, открытые участки тела должны быть защищены. Рекомендуется использовать перчатки сварщика, которые выдерживают температуру больше 600 градусов. Это главное средство защиты, поскольку шансы попадания жидкого алюминия на руки самые высокие. Очки и маска предотвращают попадание раскаленных элементов в глаза. Чтобы защититься полностью, можно проводить плавильные работы в костюме металлурга с высокой огнестойкостью. Химический респиратор применяется при очистке алюминия сварочным флюсом.
Плавка алюминия в бытовых условиях не представляет сложности. Металл разогревается в заранее подготовленной емкости. С поверхности жидкого вещества удаляются шлаки, затем чистый алюминий заливают в форму.
 Конструкция печи и температура определяют время плавки. При использовании газовой горелки тепло должно воздействовать на металл сверху.
Конструкция печи и температура определяют время плавки. При использовании газовой горелки тепло должно воздействовать на металл сверху.Самым распространенным металлом на Земле является алюминий. Алюминиевые предметы неотъемлемая часть любого домашнего интерьера и, к сожалению, именно они чаще всего ломаются. Именно поэтому чаще всего могут понадобиться знания о том, как расплавить алюминий в домашних условиях. И хоть это и звучит устрашающе и кажется что это очень сложный процесс, это не так. Главное знать, как плавить алюминий в домашних условиях.
Какой алюминий использовать?
Прежде чем приступать к плавке стоит обратить внимание на характеристики данного металла. Температура плавления алюминия достаточно не высокая и составляет всего лишь 660 градусов по Цельсию. Тогда как чугун и сталь переходят в жидкое состояние при более высокой температуре. Поэтому плавить алюминий дома на газовой плите или горелке невозможно в виду недостаточного количества теплоты.
Чтобы снизить максимальную температуру, при которой алюминий плавится, достаточно будет перетереть его в порошок. Но тут стоит учитывать то, что алюминий плохо реагирует с воздухом и в процессе перетирания может запросто вызвать воспламенение или попросту окислиться. Также стоит следить за сухостью добавляемого сырья и избегать попадания воды.
Таким образом, стоит отметить, что сырье алюминия не используют для домашней плавки ввиду тяжелой с ним работы. Лучше всего для расплавки подойдут цельные алюминиевые изделия, это минимизирует его контакт с воздухом.
Как расплавить алюминий в домашних условиях и как не навредить себе?
Чтобы плавить алюминий следует знать следующее:
- Вам необходим тигель для плавки. Представляет собой сосуд из тугоплавкого материала с носиком. Собственно в нем и плавится алюминий. Изготовлен тигель может быть из чугунного, стального или графитового материала. Можно изготовить тигель в домашних условиях из стальной трубы, но это трудоемкий процесс для тех, кто умеет работать с болгаркой, паяльной лампой и т. д.;
- Печь для плавки. Она должна обеспечивать достаточную для плавления температуру, чтобы быстро перевести его в жидкое состояние именно поэтому для этих целей больше подойдет муфельная печь. Можно также воспользоваться паяльной лампой или газовой горелкой. Правда в таком случае для более эффективного плавления стоит в дальнейшем поддерживать температуру под тигелем на костре;
- Литейная форма. Необходимый предмет если Вы хотите выплавить предмет даже самой незаурядной формы. По сути, она представляет из себя форму, состоящую из двух частей со слепком необходимого предмета внутри и отверстием для заливания внутрь алюминия. Ее можно изготовить дома, а можно купить уже готовую, подходит также для многоразового использования.
 д.;
д.;Если Вы решили расплавить алюминий с помощью газовой горелки или паяльной лампы Вам стоит запастись кирпичами, дровами, пассатижами и стальным прутом. Для начала нужно подготовить колодец из кирпичной кладки, затем в нем разжигается огонь, который должен прогореть до углей. Ставится сосуд с алюминием и нагревается в течение двадцати минут. После горелкой или паяльником нужно начинать прогревать алюминий вверху, помешивая при этом прутом. Завершающим этапом будет выливание алюминия на лист из стали, который предварительно уже должен быть раскаленным.
Ставится сосуд с алюминием и нагревается в течение двадцати минут. После горелкой или паяльником нужно начинать прогревать алюминий вверху, помешивая при этом прутом. Завершающим этапом будет выливание алюминия на лист из стали, который предварительно уже должен быть раскаленным.
В итоге Вы получаете чистый алюминий без примесей, который идеально подойдет для пайки.
Если же Вы живете в квартире, и Вам ничего не остается, как плавить алюминий дома, то Вам придется долго греть смесь на конфорке без рассекателя. При этом нужно периодически сливать уже расплавленный и жидкий алюминий.
Когда стало понятно, как плавить алюминий, стоит напомнить о мерах предосторожности при работе с металлами плавления. Руки стоит защищать перчатками для сварки, очки для сварки идеально подойдут, чтобы защитить глаза. Если же Вы планируете работать с алюминием или другими металлами постоянно, то идеальной станет покупка специального металлургического костюма. В любом случае нужно обезопасить себя при работе с горячими металлами.
В любом случае нужно обезопасить себя при работе с горячими металлами.
Не стоит пугаться плавки алюминия дома, если есть необходимость изготовления алюминиевой детали. Чтобы освоить литейное производство такого вида достаточно посмотреть простые обучающие видео курсы или фото производственного процесса.
«AnexMetall» — металлоприемка, оказывающая комплекс услуг по приему черного и цветного металлолома, лома кабеля, утилизации, демонтажу и прочее.
Алюминий – один из самых распространенных металлов на земле. Он присутствует даже в человеческом организме, так что уж говорить об окружающей действительности. В каждом доме или личном автомобиле есть алюминиевые функциональные элементы, детали или узлы, которые, увы, достаточно часто ломаются. Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи.
Их можно заменить покупными новыми изделиями, отремонтировать или изготовить самостоятельно. В последних двух случаях и может понадобиться плавка алюминия в домашних условиях.
Характеристики алюминия
Все характеристики металла для домашних самоделок знать необязательно. Но есть несколько моментов, которые могут стать значительными или даже опасными в работе.
Алюминий хорошо поддается литью, плавится при относительно невысокой температуре в 660 °С. Для справки: чугун начинает плавиться при температуре 1100°С, а сталь – 1300 °С.
Поэтому плавка алюминия в домашних условиях на газовой плите трудно осуществима, так как домашние газовые приборы такую температуру обеспечить не могут. Правда, отечественные «кулибины» могут все, но об этом позже.
Снизить температуру плавления алюминия можно, растерев его в порошок или используя в качестве сырья готовый порошковый продукт. Но здесь важным становится еще одно свойство алюминия. Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия — больше 2000 °С. При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.
Та же активность может сыграть плохую шутку, если в расплавленный металл попадет вода. При этом происходит взрыв. Поэтому если в процессе плавки нужно сырье добавлять, то нужно следить, чтобы оно было сухим.
Сырье для плавки
Если предстоит плавка алюминия в домашних условиях, из-за сложности работы с порошковым металлом его в качестве сырья не используют.
Можно приобрести алюминиевую чушку или использовать обычную алюминиевую же проволоку, которую нарезать ножницами на небольшие кусочки и для уменьшения площади контакта с воздухом плотно спрессовать пассатижами.
Если не предполагается особо высокое качество изделия, то можно в качестве сырья использовать любые бытовые предметы, консервные банки без нижнего шва или обрезки профиля.
Вторичное сырье может быть окрашено или испачкано, это не страшно, лишние составляющие отойдут в виде шлаков. Только нужно помнить, что вдыхать пары сгоревшей краски нельзя.
Чтобы из вторичного сырья получилась качественная плавка алюминия в домашних условиях, флюсы, задача которых состоит в том, чтобы связывать и выводить на поверхность расплавленного металла все примеси и загрязнения, лучше приобрести готовые. Но можно сделать самостоятельно из технических солей.
Но можно сделать самостоятельно из технических солей.
Покровный флюс готовится из 10 % криолита и по 45 % хлорида натрия и хлорида калия.
В рафинирующий флюс для получения алюминия без пористости добавляют еще 25 % от общей массы фтористого натрия.
Средства индивидуальной защиты при плавке
Плавка алюминия в домашних условиях – процесс небезопасный. Поэтому нужно пользоваться средствами индивидуальной защиты (СИЗ). Даже если такая плавка нужна один раз на минимальном оборудовании, то по меньшей мере нужно защитить руки, например специальными перчатками сварщика, отлично предохраняющими от ожогов, ведь температура жидкого алюминия — больше 600 °С.
Глаза тоже желательно защищать, особенно если плавка происходит достаточно часто, очками или маской. И совсем в идеале работать нужно в специальном костюме металлурга с повышенной стойкостью к огню и высоким температурам.
Если нужен очень чистый алюминий с использованием рафинирующего флюса, то работать следует в химическом респираторе.
Литейная форма
Если требуется только отлить чистый алюминий для припоя, то литейная форма не нужна. Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.
Литейную форму можно сделать из скульптурного гипса, именно гипса, а не алебастра. Жидкий гипс заливается в смазанную маслом форму, ему дают немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом. В удобном месте нужно в гипс вставить цилиндрический предмет, чтобы в итоге в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий. Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Изготовить литейную форму можно и из смеси 75 % формовочного песка, 20 % глины и 5 % каменноугольного песка, которая засыпается в специальный ящик из досок и трамбуется. В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Тигель для плавки
Плавка алюминия в домашних условиях требует наличия специальной емкости с носиком из тугоплавкого материала. Это так называемый тигель. Тигли могут быть фарфоровые, кварцевые, стальные, чугунные, изготовленные из корунда или графита. В домашних условиях можно использовать покупной тигель или изготовить его, например, из отрезка стальной трубы достаточно большого диаметра. Правда, для этого нужна болгарка, сварочный аппарат и навыки владения этими инструментами.
Размеры тигля зависят от необходимого количества алюминия, который нужно расплавить. Этот ковш должен равномерно прогреваться, а его тепло — передаваться к сырью.
Печи для плавки
Технология плавки алюминия в домашних условиях достаточно проста. В специальном ковше нагревается лом алюминия до температуры, превышающей температуру плавления этого металла, расплав некоторое время выдерживается в разогретом состоянии, с его поверхности снимается шлак, затем чистый металл разливается в форму для остывания. Время плавки зависит от конструкции печи, то есть той температуры, которую она способна обеспечить.
Время плавки зависит от конструкции печи, то есть той температуры, которую она способна обеспечить.
Если используется паяльная лампа или газовая горелка, то они нагревают алюминий сверху. Правда, печь при этом все равно складывается из кирпичей колодцем без связующего раствора, внутри которого будут прогорать угли для нагревания емкости снизу и поддержания ее в нагретом состоянии.
Примерно так же выглядит конструкция печи, если тигель прогревается снизу с помощью обычных дров и фена для сушки волос. Только в этом случае дрова укладываются в кирпичном колодце не на дно, а на решетку, расположенную на первом ряду кирпичей, а в этом ряду оставляется отверстие для металлической трубы, надетой на горловину фена и закрепленной на ней изолентой. Тиглем в этом случае служит консервная банка, естественно, не алюминиевая, в которой на небольшом расстоянии от верха проделываются диаметрально противоположные сквозные отверстия. В эти отверстия продевается стальной прут, за который банка должна подвешиваться в печи. Фен нужен для нагнетания горячего воздуха в пространство между кирпичами и тиглем. Иногда вместо кирпичей используют металлическую бочку.
Если плавка должна происходить достаточно часто, то можно своими руками изготовить муфельную печь с вертикальной загрузкой тигля или купить готовую.
Плавка с помощью паяльной лампы
Плавка алюминия в домашних условиях паяльной лампой должна происходить не в помещении. Кроме сырья, паяльной лампы, тиглей и кирпичей, нужно подготовить дрова, пассатижи и стальной прут.
Итак, из кирпичей изготовлен небольшой колодец так, чтобы сверху можно было установить ковш с алюминием и стальной небольшой лист. В колодце разжигается костер, который должен немного прогореть, чтобы образовались угли. Дальше и происходит, собственно, плавка алюминия в домашних условиях. Пошаговая инструкция процесса:
— На кирпичи устанавливается емкость с сырьем. Ее нужно греть примерно 15 минут.
— После этого на полную мощность включается горелка паяльной лампы и алюминий прогревается сверху.
— В течение нескольких секунд начинается процесс, но для того чтобы прогрев был равномерным, металл в емкости нужно аккуратно перемешивать стальным прутом, придерживая ее пассатижами (не забыв при этом надеть рукавицы). Можно обойтись и без прута, периодически встряхивая ковш с помощью тех же плоскогубцев, но очень осторожно.
— Когда жидкость становится однородной, нужно пассатижами взять емкость и вылить содержимое на прокаленный стальной лист таким образом, чтобы вся образовавшаяся окалина осталась в ковше, а на лист для застывания попал только чистый металл.
Так обычно из вторичного сырья получают чистый алюминий, если с его помощью нужно запаять алюминиевые детали.
Плавка на дровах или газе
Плавка алюминия в домашних условиях на дровах происходит в легких разборных печах. Минусом такого способа является неконтролируемость процесса. Увеличить или уменьшить температуру нагрева невозможно. Вмешаться в процесс возможно, только сняв емкость с алюминием с огня.
Плавка алюминия в домашних условиях на газу — это единственно возможный вариант для квартиры. Греть емкость нужно долго, периодически сливая расплавленный металл. В таком случае отливка выполняется слоями. Для работы понадобятся две металлические емкости таких диаметров, чтобы одна надевалась на другую. Меньшая служит тиглем. Она с ломом, например нарезанной алюминиевой проволокой, ставится на конфорку, с которой нужно снять рассекатель пламени, бытовой газовой плиты. Над большей емкостью придется предварительно поработать. В ее днище выполняются около десятка небольших отверстий. В два или три из них вкручиваются болты, которые исполняют роль рукояток, за которые пассатижами раскаленную емкость можно поднять.
Эта емкость кверху дном надевается на тигель. Такая конструкция и позволяет прогревать алюминий. Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Плавка алюминия в муфельной печи
Муфельная печь – это уже достаточно серьезное оборудование для получения качественного расплавленного металла. Поэтому при плавке используют флюс для очистки алюминия от примесей. И это уже почти производственный процесс, а не плавка алюминия в домашних условиях. Пошаговая инструкция включает еще и несколько пунктов по подготовке сырья:
- Сначала в тигле расплавляется флюс, которого нужно взять в количестве от 2 до 5 % от веса алюминия, а затем в него добавляется лом.
- Насколько флюс активен, можно определить по поверхности расплава – она должна быть зеркальной. Если это не так, в расплав добавляется еще немного флюса, затем нужно будет добавить его перед окончанием плавки, чтобы шлак было легче удалять с поверхности металла стальной ложкой.
- Плавку нужно вести примерно при 700-750 °С. Это температура красного свечения.
- В процессе плавки может потребоваться добавлять сырье в тигель, так как расплавленный металл сильно уменьшается в объеме.
- Рафинирующий флюс добавляют при необходимости в конце плавки в количестве 0,25 % от веса расплавленного металла. Выдерживание такой пропорции в домашних условиях – задача непростая. После добавления флюса расплав нужно перемешать ложкой, дать постоять около 5 минут, затем снять шлак.
- Когда в результате нагрева алюминий превратился в однородную блестящую каплю, тигель нужно еще некоторое время подержать в печи, чтобы металл стал более текучим.
- Затем алюминий из тигля через носик (в этот момент становится понятно, зачем нужен именно такой ковш) заливается тонкой непрерывной струйкой в форму.
- После полного остывания форма аккуратно разделяется на половинки, из нее извлекается готовая деталь, которую еще нужно окончательно обработать: просверлить отверстия, если нужно, зачистить и наждачной бумагой отшлифовать поверхность. Вот и все. Процесс завершен.
Так что не стоит заранее пугаться, если предстоит в домашних условиях расплавить алюминиевый лом, чтобы получить чистый металл или изготовить деталь взамен поломавшейся. Серьезные профессиональные навыки для организации такого литейного производства совсем не нужны. Желание и умелые руки обычного мастера-любителя способны творить чудеса.
Делаем печь для плавки алюминия своими руками
Примерная температура плавления алюминия составляет около 660 градусов по Цельсию, что позволяет произвести плавку даже в домашних условиях. Разумеется, на газовой плите достичь такой температуры не удастся, да и проводить подобные работы в помещении крайне нежелательно. В интернете существует множество видео, как самостоятельно изготовить плавильную печь своими руками. В этой статье мы рассмотрим наиболее интересные, проверенные и надёжные способы.
Виды
Печи, используемые в промышленности, очень дорого стоят. Их цена составляет тысячи и десятки тысяч долларов. Кроме этого, такие агрегаты занимают непозволительно много места. Алюминий является самым распространённым металлом на Земле, поэтому промышленность в данном направлении продвинулась далеко вперёд. Существует множество типов плавильных печей. Например, наклонные цилиндрические печи, печи с ревербационным тиглем, печи карусельного типа и другие.
Но как поступить, если необходимо изготовить какую-либо деталь в домашних условиях, а возможности заказать её по той или иной причине нет? Отличную мини-печь совершенно несложно изготовить и своими руками, причём, для этого, в основном, не нужно будет искать какие-то специфические материалы, детали и приборы. Большинство из них найдётся практически у каждого дома, в гараже или же на даче.
В сущности, принцип работы всех самодельных печей прост и однотипен. Различия, как правило, лишь в их некоторых конструктивных особенностях. В некотором объёмном термостойком сосуде разжигаются древесные угли (это наиболее удачный вариант топлива для плавки алюминия), в которые или над которыми в тигле размещается сам металл. В качестве тигля может выступать, например, обрезанный корпус огнетушителя, либо даже обыкновенный стальной чайник. Для увеличения температуры углей необходим качественный обдув воздухом со всех сторон (чтобы алюминий разогревался в ёмкости равномерно). Как правило, кислород подаётся через трубу вниз «колодца». Тягу же создать может обыкновенный пылесос, двигатель от старой вытяжки, кулер или даже фен. В принципе, это необходимые условия для создания своеобразной мини плавильни своими руками.
В качестве формы для отливки деталей обычно выступает гипс. Если же необходимо отлить обыкновенную цилиндрическую болванку из алюминия, подойдёт и кусок обрезанной стальной трубы. Рассмотрим наиболее интересные и простые конструкции мини печей.
Мини-печь из колёсного диска
Изготовить данную модель очень просто. Колёсный диск желаемого диаметра вкапывается в землю так, чтобы его поверхность совпадала с горизонтом, то есть не выступала над поверхностью земли. Посреди диска внутри получившейся топки должно быть отверстие, через которое пропускаем изогнутый патрубок, выходящий рядом с плавильней. По нему в мини-печь будет снизу поступать кислород. В качестве нагнетателя удобно использовать небольшой кулер, надетый на трубу снаружи. Однако, при такой подаче воздуха, поддув будет крайне некачественным и однонаправленным. Для этого внутри котла на выходе трубы соорудим нечто вроде конфорки. Удобно для этого использовать автомобильный дисковый тормоз, наваренный поверх трубы. После этого в получившуюся мини-плавильню можно засыпать угли и подавать воздух, поднимать их температуру. Алюминиевый лом в тигле размещается среди углей.
Печь из металлического бака
Совсем необязательно печь должна быть утоплена в землю. Несложно изготовить своими руками и переносную печь. Для этого подойдёт любой цилиндрический бак из термостойкого металла, например, бак от старой стиральной машины с вертикальной загрузкой. Изнутри диаметр бака уменьшается за счёт кирпичей и глины. Тем самым, толщина нашей печи составит 10-15 сантиметров. Не забываем монтировать внизу корпуса трубу для надува. Воздух можно подавать в неё любым удобным образом. Тигель с сырьём алюминия вешается внутрь топки. Как можно заметить, принципиальных отличий от предыдущего варианта нет. Его так же просто изготовить своими руками, различия лишь в необходимых инструментах и деталях.
Мини-плавильня из бутылки
Это, пожалуй, самый необычный и, действительно отличающийся от предыдущих вариант изготовления своими руками печи для выплавки алюминия. Почему необычный? Нам не понадобится никакое топливо. В данном варианте печи нагрев происходит посредством нагрева проволоки, обладающей большим сопротивлением – нихром. На смазанную маслом поверхность большой стеклянной бутылки наматывается бинт, на который после наносится слой смеси глины и жидкого стекла. После этого глина должна высохнуть (около недели). Затем получившийся глиняный резервуар обматывается двойной нихромовой проволокой, и поверх него опять наносится слой глины. Ещё неделю сушим, после чего бутылку извлекаем, и имеем термостойкий самонагревающийся резервуар для плавки. Остаётся лишь загрузить внутрь алюминиевое сырьё и подключить оба конца проволоки к 220 Вт.
Стоит упомянуть, что все вышеописанные способы достаточно опасны для здоровья и жизни, и их следует использовать с большой осторожностью.
На самом деле, способов плавки алюминия существует значительно больше, но большинство из них сводится к одним и тем же принципам действия. Поэтому совсем необязательно для изготовления какой-либо детали обращаться к специалистам, ведь многое можно сделать и своими собственными руками.
Как расплавить алюминий без горна в рулоне обычной бумаги
Если вы загорелись идеей отливки алюминия в домашних условиях, но не хотите заморачиваться с постройкой печи или горна, тогда эта идея для вас. Так как цветмет плавится при сравнительно низких температурах, то чтобы получить первый опыт литья можно греть лом буквально над пламенем от горящей бумаги. Воспользовавшись этим способом, вы сможете плавить алюминий вообще без какого либо оборудования, кроме компрессора.
Что потребуется:
- рулон упаковочной бумаги;
- тигель;
- металлическая гофрированная труба;
- Мини компрессор от надувного матраса;
- арматура;
- лом алюминия.
Процесс плавки алюминия бумагой
Необходимо установить рулон бумаги вертикально. Снизу в нем сверлится отверстие под гофрированную трубку для подачи воздуха. Ближе к верху нужно проделать сквозное отверстие, и вставить в него пруток арматуры. Он понадобится, чтобы опускать на него тигель. Учитывая, что втулка в рулоне тонкая, то тигель делается еще меньшего диаметра. Его можно сварить из трубы.
Далее нужно разжечь рулон изнутри втулки. Для этого через вентиляционное отверстие вставляется газовая горелка.
Когда бумага разожжется, устанавливается гофрированная трубка, присоединенная к компрессору.
В верхнее отверстие вставляется арматура, и на нее опускается тигель. В последний закладывается алюминиевый лом. Учитывая возможности бумаги, в качестве него лучше использовать банки, проволоку, фольгу, стружку и различные мелочи.
Отливаем в форму из песка.
После плавки рулон заливается водой. Когда он высохнет, его можно перевернуть и использовать еще раз, так как у дна бумага после первого применения останется не обугленной.
Смотрите видео
Как плавить алюминиевые банки для литья
Узнайте здесь, как плавить алюминиевые банки, и получите еще один бесценный навык выживания!
В этой статье:
- Создание собственных кузнечных инструментов своими руками
- Создайте собственное литейное производство
- Как превратить лом в маффины
- Как расплавить алюминиевые банки в домашних условиях на мини-литейном производстве
- Литье металла или как расплавить металл в полезные инструменты
Кузнечное дело на заднем дворе: плавление алюминиевых банок
Кузнечное дело — важный навык выживанияКузнечное дело: полезные хобби и навыки выживания. Фото: Survival Life
.Когда SHTF, навыки выживания, которые у вас есть под рукой, становятся невероятно бесценными! К сожалению, в последние годы искусство кузнечного дела, к сожалению, отошло на второй план.
Кузнечное дело — это навык выживания своими руками, который окажется более полезным, чем вы думали.
Умение плавить алюминий — действительно важный навык выживания. Это потому, что вы не можете быть уверены, что в неопределенном будущем кто-то другой сделает это за вас.
Вы должны уметь делать собственные материалы.
1. Создание собственных кузнечных инструментов своими руками
К сожалению, кузницы и печи будут пользоваться большим спросом, но не всегда в наличии.Затем вы должны иметь возможность создать свою плавильную печь, чтобы начать производство необходимого вам сырья.
Таким образом, имея собственный тигель, вы создадите небольшую металлообрабатывающую промышленность на вашем заднем дворе (или в бомбоубежище).
Выживание DIYТермин «сделай сам для выживания» можно легко неправильно понять, если понимать его буквально. Это просто означает способность делать большинство вещей самостоятельно.
При SHTF, электросеть может выйти из строя вместе с другими источниками энергии.Возможности безграничны и непредсказуемы.
Вы не сможете сделать это без надлежащих повседневных инструментов, так что научитесь делать это своими руками, чтобы выжить в долгосрочной перспективе.
Работайте с тем, что есть или с тем, что осталось, потому что это будет единственный выход. Вам придется переработать или перепрофилировать материалы для изготовления оружия, инструментов и даже посуды.
2. Создайте собственное литейное производство
Алюминиевые сплавы сложно производить самостоятельно, но наличие стопки слитков, сделанных из расплавленного алюминия, может предоставить вам большое количество сырья для изготовления инструментов.
К счастью, потратив немного времени, усилий и нескольких предметов домашнего обихода, вы сможете построить свой собственный! Прежде чем приступить к плавке, нужно произвести литейный цех.
На собственном литейном производстве вы можете плавить такие металлы, как алюминий, и использовать их в необходимых вам инструментах. У нас есть пошаговые инструкции, как создать собственный мини-литейный завод и как расплавить алюминий.
Теперь, когда вы знаете, как делать печи для плавления алюминия своими руками, у вас есть больше возможностей для творчества с инструментами.
Посмотрите видеоурок ниже, чтобы узнать, как:
3. Как превратить металлолом в кексы
Как только вы построите этого плохого парня, вы сможете делать с ним все, что угодно! Посмотрите это короткое обучающее видео ниже, в котором показано, как превратить отходы в «кексы».
В основном кексы изготавливаются из расплавленного алюминия. Расплавив алюминиевые банки, вы можете превратить их во множество изящных вещей, которые можно использовать в целях выживания.
После того, как вы сделаете «кексы» в своей мини-литейной, используйте их, чтобы отлить инструменты для выживания или припасы. Конечно, при обращении с расплавленным металлом следует соблюдать осторожность.
СВЯЗАННЫЙ: Самодельные горелки для алюминиевых банок
4. Как расплавить алюминиевые банки в домашних условиях на мини-литейном производстве
Научиться плавить алюминий может спасти вашу жизнь, когда вам понадобится средство самообороны или что-то, чем можно торговать.
С таким количеством банок из-под газировки, которые валяются в мусорных баках повсюду, вам не нужно смотреть очень далеко, чтобы начать таять.Это даже не ограничивается банками; можно использовать алюминиевую фольгу или любые изделия на основе алюминия.
Если вы хотите изготавливать алюминиевые сплавы, потребуется немного больше работы, но этот навык самодельного выживания стоит вашего времени. Плавка алюминия для производства сырья — это хороший способ устроиться в условиях глобального кризиса.
Предупреждение: В этом литейном цехе температура может достигать более 1200 градусов по Фаренгейту! Убедитесь, что вы используете все необходимое защитное оборудование, прежде чем пытаться использовать литейный цех.
Навыки выживания, которые должен знать каждый, когда SHTF
377 Приемы и навыки выживания, которые вы должны знать Фото: Survival Life
Наш мир находится на расстоянии одной катастрофы от того, чтобы превратиться в пустошь. Когда это произойдет, у вас нет выбора, кроме как жить так, как жили наши предки несколько веков назад.
Это означает изучение незнакомых навыков выживания, таких как плавление алюминия. Никогда не знаешь, когда тебе может понадобиться самодельное оружие для выживания или самодельные предметы для торговли.
Металлолом будет нелегко, и будет полезно иметь готовый запас банок из-под газировки. Так что копите, что можете, пока можете.
Впрочем, это должны быть не только банки из-под газировки и пива. Из фольги, алюминиевой пудры и т. П. Можно получить ценные слитки, которые можно использовать для изготовления дополнительных инструментов.
Наличие большого количества металлического лома и банок с расплавленной содой — хороший способ иметь под рукой сырье.
5. Литье металла или как превратить металл в полезные инструменты
Литье металла само по себе является видом искусства, и формальное образование обязательно поможет вам.Конечно, нельзя просто положить вещи в духовку и ожидать, что они окажутся полезными.
Итак, попробуйте найти к себе класс металлистов. Если вы не можете его найти, на YouTube есть масса информации, готовой для вашего выбора.
Со временем вы можете даже стать постапокалиптическим Легатом Легионисом со своей собственной армией, оснащенной самодельными инструментами для выживания.
С помощью этого изделия также можно ковать металл в домашних условиях.
Узнайте, как плавить банки с газировкой, в этом видео из The King of Random:
Весь процесс плавления алюминия до литья кажется довольно сложным, но как только вы освоитесь, навык останется с вами.На самом деле, многим людям нужно время, чтобы изучить этот навык только ради развлечения.
На данный момент плавление алюминиевых банок с целью получения прибыли имеет тенденцию, но когда SHTF, у них будет очень ценный навык, который они могут использовать, чтобы выжить. Так что найдите время, чтобы изучить этот навык как для развлечения, так и для выживания!
Как вы думаете? Кузнечное дело на заднем дворе — это навык, которым вы владеете? Стоит ли добавлять в свой набор навыков выживания? Дайте нам знать в комментариях ниже!
Следующее: Как сделать самодельный фонарь для кемпинга
Если вы ищете потрясающее снаряжение для выживания, которое нельзя сделать дома, загляните в магазин Survival Life Store!
Следуйте за нами в Facebook, Instagram, Twitte
Примечание редактора: он был впервые опубликован 16 апреля 2018 г. и был обновлен для обеспечения качества и актуальности.
Продолжить чтение сообщений в той же категории:Улучшение извлечения алюминиевого шлака для плавки в тигле
Улавливание алюминиевого шлака на заводе доступно в течение некоторого времени, но не широко используется для небольших объемов шлака. В тигельных плавильных печах обычно образуется 5-25 фунтов шлака, и большая часть оборудования для извлечения считается слишком громоздким для перемещения из печи в печь.
Многие тигельные плавильные печи устанавливают пустой бочонок рядом с печами в качестве удобного резервуара для шлака и шлака, которые являются естественными продуктами плавления слитка, возврата затворов и стояков, а также любых операций по дегазации или очистке расплава перед разливкой. .Объем образующегося окалины зависит от загрузки, но потери при плавлении в размере 3-8% являются обычными для меньших тигельных печей.
В связи с ростом стоимости сплавов, большинство предприятий стараются снизить содержание металлов в шлаках, которые они отправляют на переработку. Обычно это включает в себя смешивание флюсов с шлаками на поверхности расплава, ручную обработку смесей для отделения оксидов и грязи от хорошего металла, а затем удаление полученной смеси в бочку. Задача несколько неприятна, поскольку многие флюсы выделяют дым и дым, а также требуют трудозатрат и потери времени печи во время очистки.Несмотря на эти усилия, обработанные шлаки все еще содержат приблизительно 50% хорошего сплава, в то время как необработанные шлаки и шлаки, удаляемые из тигельных печей, могут содержать до 85-90% хорошего сплава. Эти побочные продукты плавления обычно удаляются местными агентами за небольшую часть истинной ценности материала.
Есть альтернатива: оборудование Dross Boss ™ специально разработано для приема необработанного горячего шлака, поскольку он переносится непосредственно с поверхности расплава в реакционный сосуд.Там небольшое количество экзотермического флюса добавляют к смеси грязи и извлекаемого металла и перемешивают вручную или механически, чтобы способствовать гравитационному разделению в массе шлака, при этом извлеченный металл собирается на дне реакционного сосуда, а оставшаяся грязь и оксиды плавают поверх расплавленного сплава. Открытие дренажного отверстия в нижней части реакционного сосуда и вращение рамы для перелива деметаллизированного шлака в контейнер завершает извлечение.
При небольших количествах окалины, обычно образующихся в тигельных плавильных печах, несколько минут ручного перемешивания обычно завершают обработку и разделение.Требуемый труд приблизительно эквивалентен тому, что необходимо для обработки шлака на поверхности плавильной ванны. Кроме того, при тщательном перемешивании в реакционном сосуде требуется гораздо меньшее количество флюса, а количество дыма и дыма уменьшается за счет работы с более холодным материалом.
В то время как оборудование Dross Boss ™ успешно использовалось в течение нескольких лет, оборудование, доступное для плавки малых объемов (например, плавка в тигле), представляло собой переносную двухколесную тележку, которая переносит реакционный сосуд и поддон для слитков от печи к печи, где перерабатываются небольшие партии окалины.Лучший доступ к печи может быть ограничен, что может потребовать дополнительных усилий.
Литейные цеха, использующие Dross Boss ™ , были впечатлены работой переносных тележек, но они предложили конструкцию, которую можно было бы повесить на сборный резервуар, ближайший к обрабатываемой печи. Таким образом, к агрегатам имеется прямой доступ, и они не требуют обслуживания или перемещения для восстановления удаленного шлака.
Результаты восстановления были впечатляющими, но они зависят от природы и анализа шлака, удаляемого из печи.Как и другое оборудование Dross Boss ™ , блоки с ручным перемешиванием способны извлекать 60-70% сплава, содержащегося в шлаке. Таким образом, для удаления в среднем 10-15 фунтов горячего шлака операторы обычно восстанавливают 6-9 фунтов хорошего сплава за цикл очистки. Кроме того, подтверждено, что извлеченный металл является чистым и имеет практически такой же анализ, что и металл, извлеченный из печи. Единственное изменение в химии — небольшая потеря магния и стронция, если они присутствуют. Восстановленный металл может быть возвращен при повышенной температуре непосредственно в печь, из которой был извлечен шлак.Таким образом, при расходах на энергию для плавления до 0,05 долл. США / фунт может быть достигнута дополнительная экономия.
Установкидоступны с реакционными сосудами на 30 и 60 фунтов и имеют соответствующие размеры. Установки Dross Boss ™ используются для литейных и литейных заводов, перерабатывая горячий шлак в количестве до 215 фунтов или 300 фунтов. Единица мощности находится в стадии строительства и, как и все системы весом более 60 фунтов, будет оснащена механическим перемешиванием. Также доступны полностью автоматические установки, которые будут выполнять все этапы процесса после переноса шлака.
Дэниел Э. Гротеке — инженер-металлург, владелец компании Q.C. Designs Inc. Свяжитесь с ним по адресу [email protected] или посетите www.qcdesignsinc.com .
BackyardMetalcasting.com … Литье металла в домашних условиях. Информация. и обновления: — 25 февраля 2018 г. —
Некоторые вкусности Эволюция горелок на отработанном масле | Проект чопской пилы | Планы мюллера Джорджа Вонторна | Фляги алюминиевые | Плавильный чугун | Литье из латуни и бронзы | Мини-вагранка для плавки чугуна | Печь для кофейных банок | Часто задаваемые вопросы | Общие металлические проекты ФОРУМЫ по литью металлов теперь являются частью AlloyAvenue.com — доска объявлений для слесарей. Создайте профиль, разместите фотографии проекта, блоги, вопросы / комментарии и т. Д.! | ||||
| Конструкции печей | Инструменты и материалы | |||
| Здоровенная Харриетт
Пришло время буквально и образно «поднять его на несколько градусов» и построить большую печь, способную выдерживать многократные плавки железа. Харриетт родилась из этого желания, и она довольно красива! Печь для кофейных банок Даже большая банка из-под кофе подойдет для постройки простой газовой печи. Печь «2 бакса» К сожалению, «2 доллара» — это не стоимость постройки печи! Относится к конструкции на базе 2-х ковшей. Он сжигает пропан, и хороший чистильщик может построить его менее чем за 10 баксов! Перейти к детали; 1, 2, 3 Горшочная тигельная печь Расплавьте металл в глиняном цветочном горшке! Стало легче ??! (Буклет для начинающих). Печь из грязи и кирпича Поиск печи еще проще? Дымоход трубчатый Я пользовался этой печью больше года.Внутренняя камера была сделана из глиняной трубы дымохода. Так что, если люди говорят, что это не сработает (как я читал на «rec.crafts.metalworking»), скажите им , заткнись с их теориями , потому что это работает и работает хорошо! Разрушение металла в барбекю Нет, гриль для барбекю — это не печь, но когда дело доходит до разрушения больших кусков алюминия, этого достаточно. | Корпус из алюминиевой колбы
Большинство любителей строят фляги из дерева.Я поднимаю его на несколько градусов и делаю свой из алюминия. Самодельные алюминиевые шкивы Приятно иметь практически неограниченный запас шкивов. Перейти к детали; 1, 2, 3 Огнеупоры домашние Похудейте на самодельных огнеупорах. Тигли из строительной стали Я знаю, что не у всех есть доступ к сварщику, поэтому не каждый сможет сделать свои собственные тигли, как этот. Но эй … на это все еще интересно смотреть. Перейти к детали; 1, 2 Моя ранняя установка литейного производства (около 1999 г.) Если кто-либо из них из тех групп новостей по искусству-металлу попытается сказать, что вы должны использовать графитовые или другие экзотические тигли и что дорогое коммерческое оборудование — это вариант только для , тогда пришлите их сюда! Формовочный стол Мне надоело лепить формы на полу, поэтому я построил этот простой формовочный стол. | |||
| Литейный (фундре) н., Пл. -сушит. 1. Место плавления металла. 2. Полный комплект оборудования для плавки и литья металла, особ. для любителей на заднем дворе. | ||||
| Чугунное литье и отработанное масло | Машины | |||
| Плавильное железо
Плавление чугуна больше не является прерогативой промышленных предприятий.Человек может построить доменную печь и расплавить ее на своем заднем дворе. Я сделал это! Перейти к чугунолитейной части; 1, 2, 3, 4, 5, Мини-вагранка для плавки чугуна Смотри, как я плавлю железо в моей самодельной доменной печи! Перейти к детали; 1, 2, скрапирон, скрапирон 2, купол против отработанного масла Горелки на отработанном масле Из отработанного масла для жарки и из отработанного моторного масла получается фантастическое топливо, если оно находится в хорошей горелке для отработанного масла. Здесь продолжаются эксперименты с горелками на отработанном масле, и технология неуклонно совершенствуется.Перейти к части горелок; 1, 2, 3, 4, 5, 6, 7, 8, 9, масло для жарки Vs. моторное масло, подробнее … Отработанное масло Vs. Пропан Матч за «лучшее литейное топливо» продолжается, последний раз в 2002 году это был уголь против угля. пропан. Теперь это пропан против. отработанное масло. Пропан падает влево … Счетчики отработанного масла сильным ударом правой рукой … Сделаем литье по металлу нарицательным. | Проект абразивной отрезной пилы
Взгляните на мои успехи в разработке и производстве полной абразивно-отрезной пилы для тяжелых условий эксплуатации (a.к.а. отрезная пила) с лезвием 14 дюймов с нуля. Перейти к части; 1, 2, 3 Изготовление токарного станка по металлу Ага, я строю. И тебе лучше поверить, что я сильно похвастаюсь, когда закончу … Иди к разлуке; 1, 2, 3, 4, 5, 6, 7, 8 Уничтожение большого токарного станка по металлу Если вы когда-нибудь действительно хотели что-то сломать, вам это понравится. Купи себе машину и заткни ее! Развлечения с плазменным резаком Наконец-то я купил плазменный резак и очень им доволен.Проверьте это при резке блоков цилиндров из чугуна! | |||
| Депозитарий прочих проектов Депозитарий — это «мини-страница», на которой перечислены мои хобби-проекты, которые либо не имеют отношения к литью металлов, либо используют только минимальное литье металла. Ниже приведены лишь некоторые из моих любимых, полный список находится на странице депозитария. | ||||
Ответы по электронной почте Я ценю электронные письма, которые я получаю от посетителей этого веб-сайта. Я прочитал все из них (если я не ошибаюсь в названии электронного письма как спам или нежелательную почту) , но я отвечаю только примерно на 30% из них .Обычно в этом нет ничего личного против отправителя, просто иногда мне не хочется отвечать на все эти электронные письма! Поэтому для вопросов я собрал эту страницу с часто задаваемыми вопросами. Надеюсь, он ответит на ваши вопросы, и вам не нужно будет отправлять их мне по электронной почте. Кроме того, доска объявлений по литью металла — это место, где можно встретиться и получить ответы на вопросы. | ||||
| Пропан и газовое топливо Mapp® | Общее формование и литье | |||
| Газовая горелка Mapp®
Я соорудил горелку, которую можно заправлять одноразовыми газовыми баллончиками Mapp или пропановыми баллонами.Даже бак-гриль с регулятором НИЗКОГО давления! Горелки с принудительной подачей воздуха Эксперимент с использованием воздуходувок на газовых горелках. Монтаж пропановой системы После 3 лет использования угольной печи я наконец перешел на пропан. Вот как я подключил буровую установку. Горелки пропановые самодельные! Древесный уголь мне очень понравился, но мне пришлось перейти на пропан. Из обычных деталей сантехники можно построить горелки для плавления любого металла от свинца до железа. Пропан Vs. Уголь Я произвел непредвзятое сравнение двух печных топлив, чтобы увидеть, какое из них лучше. Раструб листового металла Если вы хотите использовать горелку вне печи, вам, вероятно, понадобится факел. Сделать их легко и дешево. | Обязательно загляните в гостевые галереи! Литье из латуни и бронзы Вот где я серьезно отношусь к литью латуни и бронзы. Если эти металлы вас интересуют, то эти страницы тоже должны быть. Перейти к детали; 1, 2, 3 Как смешивать формовочный песок На этой странице показаны шаги, которые я предпринимаю, чтобы смешать зелень и песок. Слиток литье Просто страница, на которой изображена стопка слитков, которые я сделал, пара фотографий разливаемого металла и т. Д. Дефекты литья Признайтесь, что-то может пойти не так с кастингом, но мы можем попытаться предотвратить это. | |||
Нравится этот сайт? Расскажи, пожалуйста, другу! | ||||
| «Обязательно посмотрите» гостевые страницы! Оцените самодельный горизонтальный фрезерный станок Брюса Мецгера! имбирного дизайна! Устройство для дуговой сварки Тима Вильямса, построенное из трансформатора для микроволновой печи! Проверьте ВСЕ гостевые страницы! | ||||
| Другое | Продам вещи! | |||
| Cast (Kast) v. литье, литье 1. Формование путем заливки в форму. 2. Оттиск, сформированный в форме. Галереи металлообработки Галереи больше не ограничиваются литейным материалом! Посмотреть фотографии проектов других слесарей. Вы можете включить свой. Часто задаваемые вопросы Получите ответы на некоторые вопросы, которые я часто получаю по электронной почте. Надеюсь, это сэкономит нам всем время. При необходимости добавляются новые вопросы и ответы. Ссылки на другие сайты Ссылки на другие сайты, посвященные металлообработке и общей металлообработке, а также веб-сайты поставщиков | Строительный комплект печи
Постройте свою собственную литейную печь с помощью одного из этих наборов! По завершении у вас будет печь, которой можно гордиться! Книжный магазин по металлообработке Ценные книги по металлообработке от Amazon.com! Пожалуйста, поддержите лабораторию и купите (мы тут разорились!). Буклеты Краткие информационные буклеты, изданные BackyardMetalcasting.com. Они быстро доставят вас к ! Вы видели литье по металлу в кино или телешоу? Это место около плавки металла дома ! | |||
ВНИМАНИЕ! Металлообработка может быть опасной, особенно при несоблюдении надлежащих мер безопасности.Из-за различий в материалах, изготовлении и других переменных нет никаких гарантий относительно информации на / на этом веб-сайте. Эта информация — просто то, что мне удалось в моих собственных экспериментах, и не более того. Я не несу и никогда не буду нести ответственность за какие-либо травмы, потери или повреждения, независимо от того, насколько серьезными / серьезными или незначительными могут быть последствия выполнения кем-либо, кроме меня, инструкций, диаграмм, советов, планов и / или общей информации на этом веб-сайте. . В металлообработке и связанных с ней видах деятельности всегда есть опасности, и я пытаюсь указать на них, но ни я, ни этот веб-сайт не намерены и не обязаны упоминать какие-либо известные или неизвестные опасности.Будьте осторожны, черт возьми! | ||||
Переработка и переплавка лома | HeatTreatConsortium.com
Переработка и переплавка лома: оборудование
Предоставлено Алюминиевой ассоциацией
Оборудование
Технология сжигания
Потребление энергии
Описание процесса
Тенденции НИОКР
Для плавки алюминия можно использовать различные печи.Выбор печи зависит от желаемой производительности, качества и состава плавящегося алюминиевого лома, а также от того, желателен ли периодический или непрерывный режим работы. Другими факторами, влияющими на выбор печи, являются капитальные затраты, срок службы огнеупора и потери металла. Сообщается, что Lindberg / MPH, Seco-Warwick, Frank W. Schaefer и Gasmac (Канада) являются крупнейшими поставщиками печей для плавки алюминия. Другие производители также активны на этом рынке. Чтобы просмотреть полный список, щелкните базу данных производителей, обозначенную значком гаечного ключа внизу страницы.
Отражатель
Отражательные печи нагревают алюминий до температур плавления с помощью настенных горелок прямого действия. Основной способ передачи тепла через излучение от огнеупорного кирпича стена до алюминия, но конвективный теплообмен также обеспечивает дополнительный нагрев от горелки до алюминия. Доступны отражательные печи мощностью до 150 тонн расплавленного алюминия. Типичные отражательные печи для алюминия имеют КПД плавления 15% -39%.Рекуперация может повысить эффективность отражательной печи до 10-15%, но также увеличивает затраты на техническое обслуживание.
Преимуществами отражательных плавильных печей алюминия являются большой объем обработки, а также низкие затраты на эксплуатацию и техническое обслуживание. Недостатками отражательных плавильных печей алюминия являются высокие скорости окисления металла, низкий КПД и большая занимаемая площадь.
Электрический тигель
Электрические тигельные печи похожи на газовые тигельные печи, но в них используются электрические резистивные нагревательные элементы для нагрева тигля и плавления алюминия.Как и их газовый аналог, электрические тигельные печи имеют небольшие размеры и обычно используются, когда гибкость сплава является наиболее важной.
Преимущества тигельной печи — это почти полное исключение выбросов и низкие потери металла на окисление. К недостаткам можно отнести повышенные затраты на топливо и ограничение размеров.
Поворотный
Вращающиеся печи используются почти исключительно для регенерации низкосортного алюминиевого лома и шлаков (шлак: смесь алюминия и оксида алюминия, образующаяся на поверхности расплавленного алюминия.Дросс может также содержать флюс, добавленный к расплавленному алюминию и другим примесям. Дросс может содержать от 35% до 95% алюминия, в зависимости от способа плавления и эффективности добавленных в расплав флюсов.) В алюминий. Печь работает путем вращения заряда через печь, которая приходит в непосредственном контакте с газовой горелкой или с огнеупорной стенкой, которая непосредственно нагреваемой горелкой. Типичные вращающиеся печи имеют вместимость от 2 до 5 тонн и обычно загружаются солью, которая действует как флюс для улучшения извлечения металла и уменьшения окисления алюминия.
Преимущество вращающихся печей заключается в их способности перерабатывать окалину и низкосортный лом, которые трудно перерабатывать в печах других типов. Недостатками являются низкая эффективность, более высокие требования к техническому обслуживанию и значительное образование соленого осадка, который необходимо утилизировать как опасные отходы.
Электроотражатель
Электрические отражательные печи используются в основном в качестве раздаточных печей и редко используются в качестве плавильных печей.Эти печи представляют собой футерованные огнеупором сосуды с использованием резистивных нагревательных элементов, установленных в своде печи над подом. Эти печи используются для небольших плавильных установок, где ограничения по выбросам, качеству продукции и выходу продукции имеют первостепенное значение.
Преимущества перед отражательными печами с газовым обогревом включают низкие выбросы, низкое окисление металлов и меньшую очистку печи. К недостаткам можно отнести высокие затраты на топливо, низкую производительность, более высокие капитальные затраты и частую замену нагревательных элементов.
Башня
Башенные печи загружаются сверху вертикальной башни алюминием, а горелки в нижней части башни плавят алюминий. Основным режимом теплопередачи в башенных печах является конвекция за счет прямого удара горелки о металл в нижней части башни и за счет продуктов сгорания, когда они выходят из башни мимо металлической загрузки. В варианте башенной печи используется система решеток, которая опускает металл через четыре решетки, постепенно нагревая шихту через каждую решетку, пока на четвертой и последней решетке шихта не расплавится и не упадет в под.
Преимуществами башенной печи являются высокий КПД (40% -77%) и низкие потери на окисление. Недостатками башенных печей являются более высокие капитальные затраты, а размер печи ограничен высотой.
Индукция
Газовый тигель
Тигельные печи — это маломощные плавильные печи / держатели алюминия непрямого действия, которые обычно используются для небольших плавильных печей или исключительно в качестве раздаточной печи. Алюминий заливается в керамический тигель, который находится в круглой печи, работающей от газовой горелки.Энергия передается к металлу косвенно, нагревая тигель.
Преимуществами тигельных печей являются их способность быстро менять сплавы, низкие потери на окисление и низкие затраты на техническое обслуживание. К недостаткам можно отнести низкий КПД (всего 12%), высокие выбросы и ограничения по размеру.
Энергоэффективность можно повысить на 50%, добавив в выхлопную систему рекуператор с керамической матрицей для рекуперации отработанного тепла для предварительного нагрева воздуха для горения.
Morgan Thermal Ceramic, Ltd.представила регенеративную газовую тигельную печь, в которой циркулирует отходящее тепло, чтобы обеспечить как высокую температуру, так и высокую эффективность.
Пропиточная печь
Печь с выпотом — это печь с сухим подом, используемая для обработки алюминиевого лома, содержащего значительное количество нелегированного железа и / или цинка. Шихта загружается на наклонный под и нагревается выше температуры плавления цинка, но ниже температуры плавления алюминия. Расплавленный цинк стекает и собирается.Затем температура печи повышается выше точки плавления алюминия, но ниже точки плавления железа. Затем расплавленный алюминий собирается отдельно от цинка, а твердое железо остается в печи.
Эффективность и производительность печи
| Тип печи | Вместимость | КПД | Потери окалины |
| Отражатель | от 1 до 150 тонн | 1300–2500 БТЕ / фунт | 3-% существующие, 2% новые |
| Поворотный | от 2 до 5 тонн | > 2,500 БТЕ / фунт | Сырье для окалины 35-95% Al |
| Башня | 10 т / час | 1,165-1620 БТЕ / фунт | <1.5% |
| Газовый тигель | <1 тонна | 2 000–2500 БТЕ / фунт | 3% |
| Тигель с рекуперацией | <1 тонна | 1,200 БТЕ / фунт | 3% |
| Электрический тигель | <1 тонна | 450-550 кВтч / т | 2–2,5% |
| Электрический ревербератор | <1 тонна | 400-500 кВтч / т | 1% |
| Индукция | очень маленький до 7.5 тонн | 450-550 кВтч / т | 1% |
Лакокрасочная печь для плавки алюминия
Сентябрь 2013 г.
Я столкнулся с концепцией самодельной печи, когда собирался построить свой собственный токарный станок (через токарный станок Gingery). Проект токарного станка был отложен, но моя маленькая голова закружилась при мысли о возможности плавления и литья алюминия.
Этот пост о создании маленькой печи с тиглем и плавлении алюминия.Я не говорю о кастинге в этом посте.
Посмотрев все варианты в Интернете, я решил пойти маленьким и дешевым тестером, и так как это будет быстро. Я выбрал перлит и огнеупорный цемент в качестве футеровки печи, понимая, что эта смесь имеет свои ограничения с точки зрения температуры и долговечности. Топка топки будет осуществляться с использованием обычных угольных брикетов BBQ и термофена. Все эти материалы дешевы и легко доступны в Интернете или в вашем местном хозяйственном магазине.
Лучший интернет-ресурс о самодельных печах: www.artfulbodgermetalcasting.com. Прочтите его превосходное объяснение того, как работают печи — как и в большинстве случаев, при проектировании печи приходится идти на компромиссы. Я купил его планы на печь, работающую на жидком топливе, способную плавить железо — это проект на другой день, но планы стоят своей цены (также я думаю, что было бы справедливо бросить ему немного денег, поскольку он очень щедро делился его знания).
Список запчастей
- металлическая банка для краски на 5 л (не пластиковая) — миссис Наут вечно красит вещи, быстрый поиск дал почти пустую банку
- два 10л мешка перлита (от B&Q)
- два 1кг горшки товарного огня цемента (Wickes)
- пистолет с горячим воздухом, также называемый пистолетом для снятия краски — свой новый я купил на eBay за 10 фунтов стерлингов
- пустой маленький аэрозольный баллон диаметром около 40 мм для впускной трубы
- несколько саморезов для крепления впускного патрубка
- некоторые провода в качестве матрицы носителя для облицовки внутри крышки — вы не можете это понадобится, если вы можете найти достойную крышку
- ~ 40 см длиной 110-миллиметровая ПВХ-труба для использования в качестве внутреннего каркаса — остатки отвратительной работы своими руками (не спрашивайте, эту трубу еще называют «poo-pipe»)
- ~ 40см длина 38мм ПВХ трубы в качестве каркаса для входа и выхода воздуха
- терракотовый горшок-блюдце-блюдце для крышки — это все, что я смог найти, вы можете сделать лучше
- какой-то тонкий пластиковый лист (можно также использовать пакеты) и скотч
- ведро для смешивания, лоток, кусок дерева и молоток для трамбовки и тяжелые перчатки
Сборка
Часть 1 — впускной патрубок
Сначала очистите банку с краской.Затем определите толщину подкладки снизу — она понадобится вам, прежде чем проделывать отверстие для впуска воздуха в нижней части банки. Я остановился примерно на 40мм.
Я использовал прямую входную трубу (которая входит в печь под прямым углом), так как это будет печь, работающая на угле. Для газовых печей входное отверстие будет входить в печь под углом, чтобы создать вихрь горячего газа внутри печи (см. Веб-сайт theartfulbodger).
Затем проделайте отверстие в боковой части банки, около дна — это будет воздухозаборник, поэтому вам нужно подобрать размер и расположить это отверстие в соответствии с размером входной трубы, которую вы используете.Нижняя часть входной трубы должна находиться на том же уровне, что и футеровка печи — вот поясняющий рисунок:
Ножом вырежьте крест (вертикальная и горизонтальная линии) на боковой стороне банки с краской. Моя впускная труба (аэрозольный баллон) была диаметром 40 мм, поэтому я сделал крест на 40 мм. Сложите металл внутри банки — берегите пальцы. У вас должно получиться квадратное отверстие.
Затем отрежьте верх и низ вашего донорского (пустого!) Аэрозольного баллона. Отрежьте четыре боковых надреза длиной около 40 мм.Вставьте обрезанный конец в отверстие, которое вы только что сделали на краю банки с краской, и согните металл внутри банки, пока он не станет плоским. Возьмите саморезы и вкрутите каждый изогнутый язычок аэрозольного баллона в жестяную банку — я добавил несколько кусков металлического лома (из корпуса компьютера), чтобы винты вгрызлись, это помогло сделать его красивым и прочным. Хорошо, если винты будут выставлены внутри банки, так как это придаст подкладке некоторую поддержку.
Вот пара картинок, которые объяснят:
Вот крупный план винтов на внутренней стороне на случай, если вы немного толстоваты:
Часть 2 — формирователи
Формирователи используются для придания внутренней формы футеровке и должны быть достаточно прочными, чтобы выдерживать удары футеровки без деформации.Труба ПВХ идеальна, и ее легко разрезать.
Нам понадобятся два формирователя корпуса печи: большой (110 мм) для основной полости и меньший (38 мм) для воздухозаборника. Длина формирователей не имеет решающего значения, просто убедитесь, что у вас достаточно открытого пространства, чтобы вы могли вытащить их после трамбовки — это требует некоторых усилий.
Я обернул свои формирователи пластмассой, чтобы облегчить снятие — убедитесь, что вы НЕ приклеиваете пластик к формированию: когда вы снимаете формирователь, он должен выскользнуть из пластика.Я не позаботился о том, чтобы обернутый пластик был сглажен, в результате чего некоторые складки пластика переместились на подкладку. В следующий раз я позабочусь, чтобы все было красиво и гладко. Я заклеил конец большого каркаса алюминиевой лентой. Я также просверлил отверстие на стороне 110-миллиметрового каркаса, чтобы принять 38-миллиметровый входной формирователь — это не обязательно, но помогло убедиться, что все выровнено правильно.
Вот фото внутреннего (110 мм) каркаса, завернутого в пластик и с нижним концом, заклеенного лентой, плюс фото внутри этого каркаса, показывающее вырез, который я сделал для установки меньшего каркаса для входа:
Вот фото формирователей, вставленных в кожух печи, готовых к набивке футеровки:
Часть 3 — набивка футеровки
Я использовал 4 части перлита на 1 часть цемента огня (готовая к употреблению) по объему, с прибл.Добавлен 1 стакан воды для облегчения перемешивания. Сначала я подумал, что он будет слишком рассыпчатым, но после утрамбовки он неплохо держался. Не уверен, что вода была нужна, так как накидку крышки смешала без нее и разницы не заметил.
Материал футеровки широко известен как «огнеупорный», однако я нахожу это слово странно тревожным, поэтому я продолжу называть его «футеровкой».
Вот несколько фотографий сырья (огненный цемент «натуральный буйвол», как и я):
Наденьте тяжелые перчатки и приготовьтесь к старому доброму смешиванию.Сначала вылейте содержимое одного из 1-килограммовых горшков на чистую поверхность — пока мы просто хотим, чтобы контейнер измерял перлит, так как смешивание пройдет намного лучше, если вы сначала поместите перлит в ведро. Затем используйте контейнер с огнестойким цементом, чтобы зачерпнуть пять контейнеров с перлитом и вылить их в ведро. Сверху насыпьте 1 кг огнестойкого цемента.
На самом деле нет другого способа смешать это вещество, кроме как вручную. Перлит такой легкий, что он похож на шарики из полистирола. Огненный цемент густой, как глина.Представьте, что вы пытаетесь смешать эти два механических средства, как один из тех инструментов, которые вы прикрепляете к сверлу для смешивания гипса … Мне потребовалось добрых 15 минут, чтобы правильно перемешать это вещество — вот фото того, как выглядела смесь:
Возьмите кожух печи со снятыми формовщиками и залейте в него около 80 мм смеси — точная глубина рыхлой смеси не имеет значения. Теперь возьмите утрамбовочную палку и молоток и утрамбуйте смесь. Добавляйте дополнительные слои, пока не достигнете запланированной глубины футеровки на дне печи — это тот же уровень, что и входное отверстие, которое мы сделали ранее.
Теперь вставьте формирователи: большую внутреннюю и форму для впускной трубы. При утрамбовывании первых нескольких слоев смеси вам нужно будет держать большую формовочную машину, чтобы она не сместилась. После проталкивания ~ 100 мм удерживать его не нужно.
Я обнаружил, что 80 мм рыхлая смесь утрамбовывается примерно на 1/4 высоты. Я утрамбовал остальную часть футеровки слоями 80 мм рыхлой смеси — у меня нет научных оснований для этой глубины, но у меня это сработало. Просто имейте в виду, что если вы попытаетесь протаранить слишком много за один раз, у вас может не получиться плотно набитая подкладка.Накладки с воздушными зазорами могут потрескаться или даже взорваться, когда воздух расширяется при нагревании.
Продолжайте идти, пока не доберетесь до вершины. Я счел полезным выполнять утрамбовку в небольшом пластиковом лотке, так как сверху выливается много рыхлой смеси — без лотка это было бы потраченным впустую материалом. Я использовал молоток на конце моей таранной палки, ударяя по нему немного мягче, чем я бы забил гвоздь. После того, как формирователи войдут в состав, не спешите наносить первые несколько слоев, иначе вы сместите первые.
Вот фото одного из последних утрамбованных слоев, а также готовая верхняя поверхность футеровки:
Часть 4 — полимеризация футеровки
Огнеупорный цемент, который мы использовали в смеси, затвердевает под действием тепла. Вы можете вылечить цемент, просто зажечь небольшой огонь внутри печи, однако более контролируемый метод — осторожно нагреть его в духовке. Я выбрал метод печи, так как я использовал немного воды в смеси, и если она не высохла из футеровки перед обжигом, вода может превратиться в пар и либо потрескаться, либо « лопнуть » подкладку (также миссис Наут отсутствовал в течение дня).
Для начала нужно снять формирователи. Я обнаружил, что проще всего просверлить отверстие в открытой верхней части и использовать стержень, чтобы осторожно повернуть и потянуть шаблон — он должен выскользнуть из пластиковой оболочки, однако для его работы потребуется некоторая сила. Если облицовка сломается при удалении первого, вероятно, вы были немного жестоки с предыдущим удалением или недостаточно жестоко применили трамбовку. Если он сломается, просто начните снова и на этот раз тараньте немного сильнее.
Вот стержень (другая труба из ПВХ), который я использовал, чтобы повернуть и вытащить большой каркас — тот же подход был использован для меньшего входного формирователя:
Перед отверждением футеровки проверьте наличие трещин.Моя подкладка не была потрескавшейся, но на ней было несколько складок из-за пластика, который я обернул вокруг первого. Это было весьма разочаровывающим. Я планировал использовать вторую кастрюлю с огнестойким цементом на 1 кг, чтобы сделать гладкую внутреннюю поверхность (это то, что рекомендует artfulbodger), однако, увидев состояние футеровки, я решил оставить эту кастрюлю на случай, если мне понадобится сделать облицовку. опять таки.
Как вы увидите позже, печь, как представляется, будет хорошо работать без этого гладкого покрытия из чистого огня цемента.Это может повлиять на изоляционные свойства футеровки, но я все же смог расплавить алюминий с помощью брикетов BBQ.
Вот снимок подкладки с хорошо заметными складками на пластике:
Затем запекайте печь в течение 2 часов на газовой отметке 3, затем увеличьте температуру до 11 в течение еще двух часов. Опять же, нет научной основы для этих таймингов, но у меня это сработало. Я ожидал, что это время частично затвердеет цемент, но, что более важно, медленно вытеснит воду, которую я добавил в смесь.
Часть 5 — крышка
Я собственно сделал это после первой неудачной попытки расплавить алюминий. Я думал, что часть проблемы заключалась в том, что слишком много тепла терялось сверху. Я сделал это немного поспешно, поэтому я использовал ближайшую форму, которую смог найти — терракотовое растение-горшок-блюдце-штука не идеально по многим причинам и уже немного потрескалось. У него правильный диаметр, в нем есть центральное отверстие подходящего размера для выхлопной трубы, а выступ выходит за верхнюю часть печи — поэтому я использовал его.Найдите что-нибудь получше для своей печи.
Я натянул проволоку на внутреннюю часть крышки, чтобы удерживать подкладку. Похоже, это сработало. Набейте футеровку, как вы это делали для корпуса печи. Убедитесь, что у вас есть выпускное отверстие примерно того же размера, что и впускное отверстие.
Часть 6 — тигель
Во время поездки на свалку была обнаружена вакуумная колба из нержавеющей стали, которая идеально подходила к внутреннему диаметру печи. Я просто отрезал его до высоты 120 мм с помощью угловой шлифовальной машины и проделал пару отверстий вокруг обода.Я согнул вешалку, чтобы использовать ее как съемную ручку.
К сожалению, я решил использовать внешнюю стенку колбы, которая имеет 10-миллиметровую изолирующую камеру внизу. Я считаю, что это была основная причина, по которой моя первая попытка использовать печь потерпела неудачу — этот артист говорит, что тепло передается в металл, который расплавляется через стенку тигля, если стена не достигает температуры огня в печи. тогда ты будешь таять сейчас. Во второй успешной попытке я использовал внутреннюю часть колбы, у которой на дне не было камеры.
Вот снимок внешней стены (большая) и внутренней стены — вы можете видеть камеру внизу большой стены:
Часть 7 — разжигание
Как упоминалось выше, моя первая попытка переплавить какой-нибудь союзник с треском провалилась. 45 минут полного нагрева и лишь небольшое изменение цвета, чтобы показать его (союзник). Предлагаемые причины этой вопиющей неудачи:
- изолирующая камера на дне тигля — я виню свой мозг в том, что он не обращает внимания
- без крышки — все это драгоценное тепло просто откачивает верх
- неадекватная воздуходувка — я использовал старую воздуходувку с изворотливым двигателем, она производила легкий ветерок, а не воющий шторм, на который я надеялся…
Вторая попытка удалась.Я использовал крышку, внутреннюю часть колбы как тигель, а также нагнетатель горячего воздуха, который я купил на eBay за десятку.
Сначала я развел небольшой костер, используя куски сосны. Затем я загрузил два брикета BBQ, разбитых на две части, затем тигель, заполненный ломом, и затем еще два брикета вокруг тигля. Через 10 минут союзник растаял — это маленькое событие заставляло меня улыбаться еще несколько дней.
Вот изображение успешного процесса плавки — пластик вокруг пистолета немного расплавился из-за того, что горячий воздух вернулся через входное отверстие в пистолет, при следующей плавке я убедился, что нет зазора:
… и, наконец, без лишних слов, вот результат всех этих усилий — я положил его в свой ящик славы и буду хранить его вечно:
Информационные ресурсы в Интернете
Моим основным ресурсом был www.artfulbodgermetalcasting.com — там столько информации, взгляните.
Если вам нужна более совершенная печь, чем печь для красок и олова, но не такая уж и крутая, как чудовище, умеющее плавить что угодно, посмотрите видео myfordboy на YouTube (начните с этой). Для получения полезной информации о кастинге посетите его веб-сайт: myfordboy.blogspot.co.uk.
Выплавка и рафинация алюминия
Алюминий в основном используется для производства поршней, двигателей и деталей кузова для автомобилей, напитков. банки, двери, сайдинг и алюминиевая фольга.Может также использоваться как листовой металл, алюминиевая пластина. фольга, стержни, прутки и проволока, детали самолетов, окна и дверные рамы. Ведущий пользователи алюминия включают тарную и упаковочную промышленность, транспортировку промышленность, строительство и строительство.
Алюминий может производиться как из бокситовой руды, так и из алюминиевого лома. Уточнение Алюминиевая руда достаточно дорога, чтобы промышленность вторичного производства большая часть рынка.Около 40% алюминия в США восстанавливается для вторичного рафинирования. (USEPA, 1995).
Из-за высоких потребностей в энергии основные производители первичного алюминия, как правило, располагаются в районы с низкими энергозатратами, включая северо-запад и долину реки Огайо. Вторичный производители, как правило, располагаются рядом с промышленными центрами, включая южную Калифорнию и Великие озера.
Производители как первичного, так и вторичного алюминия очищают, плавят алюминий и разливают его в прутки, называемые слитками.Слитки отправляются на заводы по литью или формованию. установки для формовки или прокатки.
Производство алюминия из бокситовой руды представляет собой трехэтапный процесс. Сначала глинозем извлекается из бокситовой руды, как правило, с использованием процесса Байера. В процессе Байера тонко измельченный боксит смешивают с гидроксидом натрия и помещают в «варочный котел». Высоко температура и давление в варочном котле вызывают реакции в руде / гидроксиде натрия смесь.В результате растворяется оксид алюминия и остатки руды. Остатки, которые включают оксиды кремния, свинца, титана и кальция, образуют осадок на дне варочный котел. Оксид алюминия испаряется и конденсируется. Крахмалы и прочее ингредиенты добавляются для удаления любых оставшихся примесей из оксида.
Затем раствор перемещают в отстойник, где оксид алюминия кристаллизовался. Гидроксид алюминия и гидризид натрия являются продуктами кристаллизация.Кристаллы промываются, обезвоживаются в вакууме и отправляются в кальцинатор на дальнейшее обезвоживание.
Оксид алюминия из процесса Байера затем восстанавливается до металлического алюминия, обычно с использованием процесс Холла-Эру. В этом процессе оксид алюминия помещается в электролитический ячейка с расплавленным криолитом. Углеродный стержень в ячейке заряжается, и в результате реакции окись углерода, двуокись углерода и алюминий. Алюминий опускается на дно, где находится извлекается из резервуара и отправляется в плавильную или раздаточную печь.
Затем расплавленный алюминий смешивают с желаемыми сплавами для получения характеристики и отлиты в слитки для транспортировки в производственные цеха. в в производственных цехах расплавленный алюминий или алюминиевые сплавы переплавляют и разливают в отливки и охлажденные. Расплавленный алюминий можно дополнительно нагреть для удаления оксидов, примесей и другие активные металлы, такие как натрий и магний, перед литьем. Хлор также может быть барботировал расплавленный алюминий для дальнейшего удаления примесей.
Отходы Источники и возможности предотвращения загрязненияВыбросы в атмосферу происходят из нескольких источников. Измельчение боксита, прокаливание оксид алюминия и рабочие материалы производят твердые частицы. Оборудование для выбросов в атмосферу широко используется для улавливания этих частиц.
Твердые частицы могут содержать большое количество металлов. Если металлического содержания достаточно, пыль может быть переплавлена для улавливания любых оставшихся металлов или иным образом повторно используется или продается из-за его металлического содержания.Если пыли недостаточно металла богатый, его обычно вывозят на свалку.
Другой источник выбросов в атмосферу от процессов производства первичного алюминия. при восстановлении оксида алюминия до металлического алюминия. Газы фтористый водород и твердые частицы, фториды, оксид алюминия, оксид углерода, диоксид серы и летучие органические вещества производятся. В электролитических ваннах часто используются анодные пасты. Паста должна быть непрерывно подается в ячейку через стальной лист с отверстием.Эта постоянная подача позволяет газу уйти.
Одним из методов снижения выбросов газов является использование предварительно обожженных анодов. Предварительно обожженные аноды должны производиться на заводе. Предварительно обожженные аноды позволяют электролитической ванне быть герметичным, что позволяет улавливать газ. Затем аноды заменяют каждые 14-20 дней, содержащие газы для сбора. Печи для обжига анодов производят фториды, испаряющиеся. выбросы органических веществ и диоксида серы.Выбросы часто контролируются влажным скрубберы.
Жидкие отходы не представляют большого беспокойства при переработке алюминия. Сточные воды производятся при осветлении и выпадении осадков; однако большая часть воды используется повторно.
Твердофазные отходы включают отходы переработки бокситов, называемые красным шламом, и отходы восстановления. из отработанных гильз. Красный шлам содержит железо, алюминий, кремнезем, кальций и натрий, в зависимости от используемой руды.Обычно красный шлам обрабатывается на месте и не представляет опасности.
Огнеупорная футеровка емкостей, используемых для очистки алюминия, является другой твердой озабоченность отходами. Огнеупор разрушается при непрерывном использовании с образованием RCRA K088. опасные отходы.
В промышленности по производству вторичного алюминия алюминиевый лом плавят в газовой или отражательные или подовые печи на жидком топливе. Примеси удаляются с помощью хлора или другого флюсы до тех пор, пока алюминий не достигнет желаемой чистоты.
Другие заводы по производству алюминия помимо лома используют окалину. Окалина — это побочный продукт плавки первичного алюминия. Этот процесс еще больше снижает загрязнение в результате производство первичного алюминия. Он содержит флюсы и алюминий различной концентрации. «Обезжиренный», «богатый» или «белый шлак» относятся к алюминиевому шлаку. с высоким содержанием алюминия. «Черный шлак» или «соленые лепешки» относятся к алюминиевый шлак от практик, использующих солевые флюсы.
Окалина измельчается, просеивается и плавится во вращающейся печи, где расплавленный алюминий собирается внизу. Образующийся солевой шлак является отходом производства. Чтобы уменьшить это отходы, большее количество оставшихся металлических элементов может быть выщелочено в воду и собрано.
Чтобы исключить необходимость в солевых флюсах, была разработана новая обработка плазменным резаком. для нагрева вращающейся печи. Благодаря этому извлекаются высокие концентрации алюминия. процедура.
Предотвращение загрязнения при вторичной переработке алюминияВыбросы в атмосферу и твердофазные отходы являются основной проблемой при производстве алюминия. перерабатывающая промышленность. Выбросы в атмосферу во многом зависят от качества используемого лома. Выбросы могут поступать в результате плавления, рафинирования и отходящих газов печи. Газы могут включать продукты сгорания, хлористый водород и хлориды металлов, металлы оксида алюминия и соединения металлов.Для снижения выбросов независимо от типа используемого лома алюминий фторид может быть заменен на хлор для удаления примесей из расплавленного металла. Все системы обычно подключаются к оборудованию по контролю выбросов, обычно к рукавному фильтру для сбор фтора и других газов.
Твердофазные отходы производства вторичного алюминия — это шлак, образующийся при плавке. Шлак содержит хлориды, флюсы и магний. Металлы можно разделить и повторно использованный или проданный.
Жидкие отходы включают воду, которая добавляется в шлак, чтобы помочь отделить различные металлы. Сточные воды могут быть загрязнены солью и флюсами, но часто могут быть загрязнены. восстановлены и использованы повторно.
USEPA, Профиль отрасли цветных металлов . EPA 310-R-95-010. Этот в документе обсуждаются способы использования, процессы и возможности предотвращения загрязнения, связанные с производство алюминия.
Замена органических растворителей покрытиями на водной основе для песчаных керновПрограмма технической помощи Миннесоты, 1994, 6 / 94-93
The Progress Casting Group, Inc., Плимут, Миннесота, — это алюминиевый литейный завод. Компания Progress Casting использовала 1,1,1-трихлорэтан (TCA) для покрытия песчаных стержней для использования в деталях. литье. TCA предотвращает проникновение расплавленного металла в сердечники и оставляет гладкую поверхность. отделка готовой металлической детали.
Замена TCA на альтернативное покрытие было продиктовано экологическими обязательствами, экономика соблюдения и требований клиентов. Альтернативы были оценены для их способность выдерживать давление и температуру расплавленного алюминия.Альтернатива покрытие также создавало проблемы, связанные с стабильной твердой суспензией даже при нанесении покрытия, а также методы быстрого высыхания.
В качестве альтернативы было выбрано покрытие на основе воды и изопропилового спирта (IPA). К наносить покрытие быстро и равномерно, Progress Casting работала с поставщиками, чтобы разработать автоматизированную систему окунания и сушки. Покрытие IPA требует многократного погружения, в отличие от одного приложения, необходимого для TCA.Приложение включает в себя погружной бак содержащий раствор IPA, две инфракрасные печи и четыре вращающиеся решетки для удержания и опускания ядра через систему. Для сушки покрытия были выбраны инфракрасные печи. при условии адекватных требований по времени и толщине покрытия. Одна из проблем IPA — это пожарная опасность, связанная с воспламеняемостью IPA.
Переход с TCA на покрытия на основе IPA привел к экономии 59 000 долларов США на TCA. затраты на покупку.Эти затраты были заменены 35 000 фунтов покрытия IPA на год по ориентировочной стоимости 14 500 долларов. Progress Casting также удовлетворил запросы клиентов. сократить TCA и выполнил программы CAAA.
Области применения теплопередачи«Истории успеха предотвращения загрязнения», WMRC, 1994
Chicago Whitemetal Casting, Чикаго, Иллинойс, отливка алюминия, магния и цинка. с использованием слепков.Чтобы снизить затраты, в процессе литья оценивалась возможная энергия методы редукции. Они установили головную когенерационную систему для рекуперации тепла из печь для плавки алюминия. После рекуперации тепло используется при производстве цинка и алюминия. Первоначальная система стоила 70 000 долларов, но, по оценкам, сэкономила компании 20% природный газ, который она бы использовала, и 180 000 долларов в счетах за электроэнергию в течение десяти лет.
Сокращение сточных вод также было оценено на заводе.Вода для гашения изначально была вывозили еженедельно по цене 62 000 долларов в год. Установлена система фильтрации воды. на заводе. Система удаляет загрязнения и возвращает воду для повторного использования. В Система фильтрации, по оценкам, сэкономила предприятию 744 000 долларов за 12 лет эксплуатации в затраты на утилизацию. Кроме того, по оценкам, экономия воды составит 72 000 долларов.
Плавильная печь для алюминия, печь для выдержки алюминия, печь Скелнера, Мумбаи, Индия
Печь для плавления / выдержки алюминия (печь Скелнера)Печь для плавления / выдержки алюминия (печь Скелнера)
Эта плавильно-раздаточная печь предназначена для непрерывной работы и подходит для литья алюминия под давлением.
Оборудован «сверхмалой скоростью горения люминесцентного пламени Therm Process » в плавильной печи.В раздаточной печи используются электронагреватели.
Используемое топливо — L.D.O. / F.O. / Промышленный газ / Угольный газ / Природный газ
Расход топлива — от 75 до 90 литров. / Тонна F.O.
Вместимость — от 300 кг до 30 тонн
Привлекательные характеристики
Без твердого окислительного материала, температура в камерах выдержки поддерживается примерно на 50 ° C выше, чем у расплавленного металла. Это сводит к минимуму возможность образования жесткого окисления материала, вызванного перегревом.
Низкая стоимость энергии
Увеличенный срок службы нагревателя
Низкие затраты на техническое обслуживание и небольшая занимаемая площадь
Превосходное рабочее состояние
Мы предлагаем плавильную печь для алюминия следующего типа
1. Плавильная печь наклонного типа (с ручным / гидравлическим управлением)
2. Плавильная печь для алюминия башенного типа
3. Выдерживающая печь тигельного типа
4. Стационарная печь для плавки / выдержки алюминия
Стационарная плавильная печь для алюминия
Плавильная печь для алюминия наклонного типа
Плавильная печь для алюминия — механический наклон
Плавильная наклоняемая печь башенного типа
Башенная плавильная печь для алюминия
Печь для плавки / выдержки алюминия
• Тип печи: Гидравлическая наклоняемая плавильная печь для алюминия
• Вместимость ванны: 6000 кг.
• Темп. : Окружающая среда, 30 ° C
• Температура в печи: 1000 ° C Макс.
• Скорость плавления: 1500 кг. / час.
• Режим зарядки: Ручной через гидравлический
Загрузочная дверца
• Режим разгрузки: Гидравлический подъемный носик оси подъемной кромки
• Топливо: LPG
.