Как сделать плавильню в домашних условиях
Плавка металла в домашних условиях
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд.
В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле.
Самодельная муфельная печь
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Охлаждение можно сделать с помощью вентилятора. Только последний должен располагаться как можно дальше от печи, иначе обмотка его будет служить дополнительным замыканием вихревых потоков. Это понизит качество плавления.
Печь из колесного диска
Особенности плавления некоторых металлов
Для того, чтобы расплавить металл в домашних условиях этот элемент необходимо поместить в небольшую чашечку или тигель. Чашка с материалом вставляется в печь. Затем начинается его плавка. Чтобы расплавить драгоценные элементы их помещают в ампулу из стекла. Для того, чтобы сделать сплав из нескольких компонентов следуют такой инструкции:
- Вначале в чашечку для плавления кладется тугоплавкий элемент – медь или железо.

- Затем кладется более легкоплавкий компонент – олово, алюминий.
Плавка алюминия в самодельной печи
Сталь является тугоплавким материалом. Ее температура плавления составляет тысячу четыреста градусов по Цельсию. Поэтому, чтобы расплавить сталь в домашних условиях надо следовать следующей инструкции:
- Для плавки стали в домашних условиях ввести дополнительные регенераторы. Если печь работает на электричестве, то используется электроэнергия.
- При индукционном нагреве добавляются шлаки. Они увеличивают быстроту плавки.
- Постоянно вести наблюдение за показаниями приборов. Если необходимо, то понижать температуру плавления, переходя на более умеренный режим.
- Всегда верно определять готова ли сталь к работе или к плавлению. Выдерживать все вышеперечисленные шаги. Только тогда металл на выходе будет качественного изготовления.
Для плавки железа в домашних условиях печь необходимо заранее прогреть. Вначале помещается крупный кусок, а потом мелкие. Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму.
Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму.
Если вы собираетесь сделать бронзу, то вначале необходимо поместить в лунку для плавления медь. Так как этот компонент более тугоплавкий. Когда медь расплавилась добавляется олово.
Ни в коем случае нельзя плавить такие элементы, как кадмий, свинец или цинк. При выгорании они образуют ядовитый дым желтоватого цвета.
А при плавке алюминия, олово или железа необходимо соблюдать неспешность. Расклепывать медленно и делать это надо небольшим молотком. Часто нагревайте материал до покраснения и остужайте в холодной воде. Только тогда вы получите идеальный сплав на выходе.
Литьё цветных металлов своими руками. #1 Печь
В этом посте я расскажу про печь. Будет много букв и немного картинок. Это не универсальная конструкция, вариантов может быть очень много, их можно найти в гугле и на тематических форумах. Здесь я описываю только свой опыт и впечатления от эксплуатации.
Здесь я описываю только свой опыт и впечатления от эксплуатации.
Я сделал выбор в пользу пропана, т.к. с ним печь должна быть чистой, не будет мусора и гари, она требует меньше места. Собрав несколько рецептов воедино, я купил гидроаккумулятор на 24 литра. Критерий выбора — диаметр. Внутренний объем ограничит максимальное количество металла, которое вы сможете расплавить за раз. В остальном это может быть и простое металлическое ведро, или барабан от стиральной машины, или баллон от фреона, или из-под пропана или что-то похожее. Лучше не покупать готовое изделие, а искать что есть под рукой, так выйдет дешевле.
Получившийся корпус я зачистил и сделал каркас, фото поможет понять о чем я:
Крышка поворачивается на гаражной петле, которую я приварил. Конструкция с тремя колесами (одно поворачивается)не очень устойчива, но позволяет катить печь с минимальными усилиями и без длинных ручек (а она тяжелая).
Внутри бака я сделал теплоизоляцию из такого состава: молотый шамот плюс огнеупорная глина в пропорции 2/1 соответственно. Как это правильно сделать: из картона надо сделать цилиндр, который будет служить внутренней опалубкой и поставить в бак. А образовавшуюся пустоту между цилиндром и стенкой заполнить раствором. Предупреждаю — раствор не должен быть жидким. При высыхании слишком жидкой смеси раствор даст огромные трещины, я переделывал после этой ошибки. Раствор был таким, что я его буквально запихивал руками, а воздух удалял трамбовкой (какая-нибудь палка).
Как это правильно сделать: из картона надо сделать цилиндр, который будет служить внутренней опалубкой и поставить в бак. А образовавшуюся пустоту между цилиндром и стенкой заполнить раствором. Предупреждаю — раствор не должен быть жидким. При высыхании слишком жидкой смеси раствор даст огромные трещины, я переделывал после этой ошибки. Раствор был таким, что я его буквально запихивал руками, а воздух удалял трамбовкой (какая-нибудь палка).
Все это сохнет недели две-три. Раствор даст усадку, поэтому щели я заполнил огнеупорной ватой, она даст дополнительную теплоизоляцию. Потеря тепла — основной враг такой печи.
Крышку внутри тоже заполняет раствором. Что бы он не вывалился после высыхания, я насверлил отверстий по бокам крышки и закрутил болты (шляпками наружу). За них раствор цепляется и не падает вниз. На фото ниже видна готовая печь, покрашенная огнеупорной краской.
Здесь видна труба (ф50), в которую вставляется горелка. Труба входит в печь по касательной.
На фото ниже видна горелка.
Горение не должно происходить внутри горелки, оно должно происходить в печи. Если горение будет внутри горелки, она раскалится и это не безопасно. Это говорит, что она неправильно работает. Как это обеспечить? Берем кровельную горелку, убираем с нее наконечник и вставляем в трубу (в моем случае диаметр около 40 мм). Длина трубы произвольная, главное — достаточная, чтобы воздух из наддува успел качественно смешаться с пропаном. Еще — чем шире сопло горелки, тем больше жаропроизводительность, расход воздуха и пропана. Это золотое сечение надо искать опытным путем (конечно зависит и от объемов плавки).
На картинке также виден наддув. Это улитка от вытяжки (вроде 600 кубометров в час). Для регулировки количества воздуха я сделал заслонку. В данном случае она открыта на 1/4 и этого хватает за глаза. Я видел горелки в газовых горнах с вентилятором от кулера. Обычно для регулировки люди используют ЛАТР, но у меня его нет. Основная суть в том, что бы сбивать пламя к началу горелки и не допустить горения в трубе (и тем более у сопла).
На картинке ниже видна теплоизоляция печи. Именно про этот ограниченный объем я и говорил при выборе корпуса печи, поэтому про это следует подучать заранее. Я бы сделал побольше, но что есть то есть. Видна сдвинутая в сторону крышка и тигель на заднем плане. Тигель — обрезанный маленький огнетушитель. После нагревов скалывется слоями. На долго его не хватит.
Все это добро питается пропаном. При 1/4 (от мощности улитки) воздуха я ставил на редукторе 1,2 атм. Горит нормально, запас по мощности есть.
2,5 кг бронзы расплавились и перегрелись за полчаса. 300 грамм алюминия за 11 минут.
При расходе газа в 1,2 атм баллон покрывается конденсатом. Читал, что некоторые ставят баллоны в воду, что бы не покрылись инеем.
P.S. Когда я еще не подобрал оптимальные размеры горелки и думал, что ничего не выйдет (было нестабильное пламя, малая температура), решил попробовать плавить на литейном коксе (подготовленный каменный уголь). В печи такого размера это вообще не вариант. Места мало, уголь попадает в тигель. Нагрев локальный, холодный воздух поддува частично забирает тепло. На распал угля надо много энергии (загорается вроде при t
600C), очень инертное топливо, не для такой печи и не для разовых плавок. Он хорош если запустил печь и палишь сутками без остановки.
Я надеюсь вам было интересно. Буду рад ответить на вопросы.
Плавильная мини печь для алюминия своими руками из кирпича – как сделать хорошую плавильню
В этой инструкции я расскажу вам, как я из кирпичей создал плавильную печь для термической обработки ножей.
Недавно я начал вникать в изготовление ножей, и часть процесса заключалась в термообработке металла. Я посмотрел разные инструкции как сделать плавильню, где для изготовления использовалась дрель с битой для сверления отверстий, но я решил сделать всё проще и менее затратно.
Для создания отверстия я использовал ножовку по металлу, отвёртку с плоским профилем и рашпиль. Для соединения кирпичей я использовал цемент для печей. Далее я понял, что в этом не было абсолютной необходимости, но для меня это стоило потраченных денег.
Шаг 1: Покупаем кирпичи
Вам нужно купить три жаропрочных кирпича (почему именно три вы узнаете позже). Они очень легко крошатся и ломаются, что делает работу с ними достаточно лёгкой.
Шаг 2: Размечаем окружности
Первое, что я сделал – положил один кирпич на другой и отметил их центр. Затем я поискал круглые объекты, которые можно использовать в качестве шаблона для разметки окружности. Мне отлоично подошла внутренняя стоона мотка изоленты и бита для создания отверстий на 5. 5 см. Я уже говорил, что эта бита не понадобится для проекта и я использовал её лишь в качетсве шаблона для рисования окружности.
5 см. Я уже говорил, что эта бита не понадобится для проекта и я использовал её лишь в качетсве шаблона для рисования окружности.
Вы можете поискать любую подручную круглую вещь, например стакан. Вам нужно получить большое отверстие с одной стооны и чуть более мелкое с другой – это приведёт к тому. Что отверстие будет конусообазным. Не нужно стараться сделать его идеальным – посто делайте все максимально точно.
Шаг 3: Соединяем окружности
Теперь я соединяю переднее отверстие с задним при помощи линейки. Результат вы видите на последней фотографии.
Шаг 4: Пропиливаем в кирпичах пазы
Теперь, при помощи ножовки, я делаю пропилы вдоль длины кирпича и расстояние между ними (на глаз) равно примерно 5-7 мм. Материал поддаётся очень легко и все пропилы можно сделать примерно за 5 минут, даже более того, это заняло настолько много времени, потому что я пилил аккуратно, стараясь максимально приблизиться к нарисованным радиусам. Я начинал пилить, затем проверял, насколько я близко подошел к линиям.
Еще раз повторюсь, что не обязательно всё делать идеально – вы можете слегка выйти за пределы линии, просто уделите этому процессу ваше внимание. Не забудьте одеть защитные очки, перчатки и респиратор, так как материал кирпича не очень полезен для здоровья, а распиловка производит очень мелкий порошой, который может попасть вам в легкие.
Шаг 5: Ломаем перегородки
Как только вы проделали все распилы, возьмите плоскую отвертку и вклинивайте её в пазы. Используйте её как клин, чтобы выломать нужные части. Кирпич не оказывает сопротивления и ломается очень легко.
Шаг 6: Формируем отверстия
Как только все большие перегородки выломаны, возьмите рашпиль и придайте отверстию более правильную форму. Для этого процесса вам скорее всего подойдёт и обычный круглый напильник. Не следует сильно давить на него, просто прикладывайте легкое равномерное давление. В качестве направляющих линий используйте окружности, которые вы ранее нарисовали на кирпичах.
Шаг 7: Дорабатываем отверстие
Далее я совместил кирпичи и посмотрел, какие зоны нужно доработать. Я старался, чтобы отверстие получилось максимально круглым, опять же. Я не старался сделать его идеальным. А просто скруглял его до приемлемой формы.
Шаг 8: Цемент для соединения кирпичей
Для соединения кирпичей я использовал печной цемент. В горне будет использоваться пропановая горелка, которая не превысит максимальный предел моего цемента, равный 1500 градусов Цельсия. Если вы будете соединять кирпичи подобным раствором, то почитайте инструкцию к нему.
Шаг 9: Нанесите цемент
Следуя инструкциям, нанесите цемент на соединения
Шаг 10: Соединяем кирпичи
Я нанес немного цемента также и на стороны кирпичей. Как только я соединил кирпичи вместе, то поставил сверху банку краски в качестве груза. По иснтрукции, цемент схватывается в течение одного часа.
Шаг 11: Запекаем цемент
По инструкции, после высыхания нужно запечь цемент при 260 градусах Цельсия. Я положил кирпичи в свой газовый гриль, включил горелку, дождался нужной температуры, включил вторую горелку и тоже немного подождал, а затем повторил всё с третьей горелкой. Датчик грила показывал 260 градусов, но кирпичи нагрелись всего до 150 градусов, поэтому я перенёс их прямо на огонь и с помощью лазерного термометра проверял, пока они не будут нагреты до нужной температуры. Как только датчик показал, что кирпичи нагрелич до 260 градусов, я выключил горелки и закрыл крышку гриля, оставив горн остывать до комнатной температуры.
Я положил кирпичи в свой газовый гриль, включил горелку, дождался нужной температуры, включил вторую горелку и тоже немного подождал, а затем повторил всё с третьей горелкой. Датчик грила показывал 260 градусов, но кирпичи нагрелись всего до 150 градусов, поэтому я перенёс их прямо на огонь и с помощью лазерного термометра проверял, пока они не будут нагреты до нужной температуры. Как только датчик показал, что кирпичи нагрелич до 260 градусов, я выключил горелки и закрыл крышку гриля, оставив горн остывать до комнатной температуры.
Шаг 12: Сверлим отверстие в горне
Затем при помощи дрели с битой, диаметр которой равен диметру сопла пропановой горелки (1 см в моем случае), я просверлил отверстие под углом, на расстоянии примерно 3 см от края со стороны рта горна. Сопло горелки само по себе находится под углом. Так что возьмите это на заметку, когда будете сверлить отверстие – вам не понравится, если угол будет слишком большим или отверстие будет неудобным. Я поместил сопло горелки на кирпич, чтобы понять, какой угол будет идеальным в мом случае.
Шаг 13: Тестируем горн
Пришло время протестировать горн и вот где нам понадобится третий кирпич. Он помещается позади горна и действует в качестве регулятора. Мне еще нужно поэкспериментировать с этим процессом, но могу сказать, что если вы закрываете отверстие. То горн нагревается не очень сильно. Если же вы ставите кирпич под углом, давая воздуху проходить в горн, то горн нагревается сильнее. Также я обнаружил, что при разном расположении кирпича горн звучит по-разному. В закрытом видео звук не впечатляет вообще, но если слегка приоткрыть отверстие, то горн издаёт звук, похожий на рокот ракеты и чем круче звук, тем горячее горн.
Шаг 14: Послесловие
Я взял кусок мягкой стали, чтобы посмотреть, раскалится ли она до красна. На фотографиях вы видите, что я преуспел в этом деле. Я не знаю, сколько времени уходит на это, так как пробовал разные углы для третьего кирпича, но сталь раскалилась быстрее, чем я ожидал. На последней фотографии вы видите свечение после того, как я выключил горелку.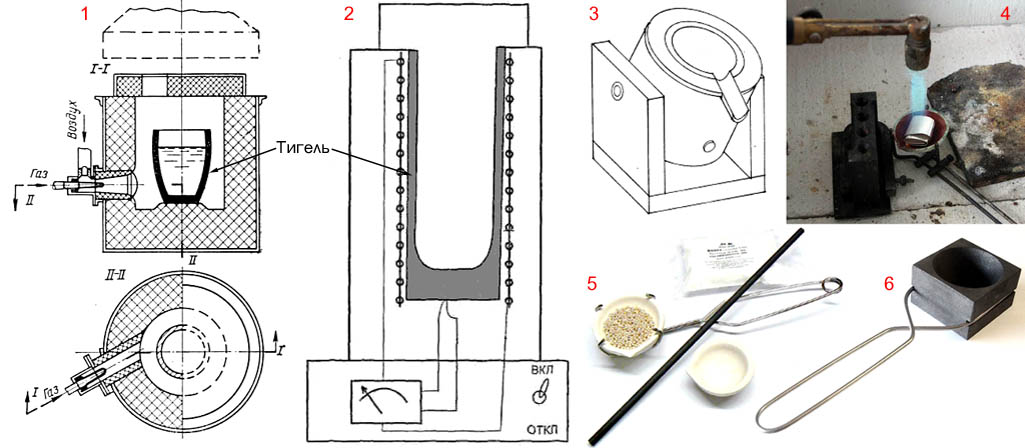 Также я хочу заметить, что от сопла горелки зависит, насколько высокой будет температура в горне. Со своей мини печью из кирпича я успешно прокалил кусок стали и закалил нож.
Также я хочу заметить, что от сопла горелки зависит, насколько высокой будет температура в горне. Со своей мини печью из кирпича я успешно прокалил кусок стали и закалил нож.
Также у меня получилось создать технику Мокумэ-ганэ, объединив 8 кусков стали. В итоге я был очень доволен полученными результатами и в будущем я найду способ обернуть плавильню для алюминия своими руками в металл, чтобы повысить срок его жизни — кирпичи очень хрупкие и так и крошатся при любом сильном воздействии. Также важным будет заметить, что наружная поверхность кирпичей греется примерно до 120-190 градусов Цельия, поэтому не ставьте горн на воспламеняющиеся материалы. Также будет неплохо, если недалеко от горна будет находится огнетушитель.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Жестянки и прочий лом – на вторсырье! Как сделать печь для плавки алюминия своими руками
Алюминиевые сплавы обладают невысокой температурой плавления и хорошей обрабатываемостью деталей. А в хозяйстве всегда найдётся много алюминиевого лома.
А в хозяйстве всегда найдётся много алюминиевого лома.
Поэтому алюминий часто плавят в домашних условиях для замены нестандартных или мелких частей механизмов: отливают болванку, а после обрабатывают её на токарном станке. Иногда из алюминия своими руками изготавливают сувениры и небольшие предметы интерьера.
Устройство плавильной печи
Самодельные печи для плавки алюминия состоят из корпуса — металлического цилиндра (2), облицованного огнеупором (шамотом с песком или бетоном). Внутри шахты находится древесный уголь (8), служащий топливом. В него устанавливается тигель (3) — ёмкость, в которой будет плавиться металл. Тиглем может быть толстая консервная банка, чайник или любая ёмкость из нержавеющей стали.
В нижней части шахты (6) сделано отверстие для нагнетания воздуха (7) через решетчатое основание (4), что позволяет поддерживать горение и регулировать температуру в печи.
В качестве нагнетателя применяют фен или трубу пылесоса. Заслонка (5) необходима для отведения излишнего воздуха.
Для печей ёмкостью несколько десятков килограммов нужна крышка (1) для быстрого и равномерного прогревания металла. В маленьких печах можно обойтись без неё.
Элементы печи не должны деформироваться и плавиться при нагреве. Поэтому использование алюминиевых корпусов, трубок и тиглей недопустимо. Лучше всего для постройки конструкции взять стальные или чугунные детали.
Справка. В качестве топлива для плавки алюминия используют также природный газ или электроэнергию.
Как сделать печь для плавки металла?
Создание небольшого агрегата, позволяющего расплавить несколько килограмм алюминиевого лома — задача несложная. Для выкладки печи на садовом участке потребуются следующие материалы:
- красные кирпичи — 20—25 шт. ;
- высокая консервная банка — 1 шт.;
- гриль-решётка — 1 шт.;
- сушильный фен — 1 шт.;
- кусок трубы, по диаметру подходящий к выходному отверстию фена — 1 шт.;
- моток изоленты;
- отрезок стальной проволоки длиной 30—50 см;
- уголь для розжига (количество зависит от того, сколько алюминия нужно расплавить).
 ;
;Кирпичи будут являться одновременно и корпусом, и огнеупорным покрытием печи, консервная банка выполнит роль тигля. В верхней части банки делаются два отверстия напротив друг друга, и через них продевается проволока. За неё можно будет поднять и вытащить тигель с расплавом из печи. Воздух будет подаваться от включённого в режиме холодного воздуха фена. К выходному отверстию фена необходимо скотчем или изолентой примотать кусок трубы — это и будет воздухопровод.
Такая простая схема печи удобна тем, что инструментов для её создания фактически не требуется, все выполняется руками.
Важно! Не использовать для печи элементы с цинковым покрытием, т. к. при плавке алюминия будут выделяться токсичные пары цинка.
План установки кирпичного колодца
- Выкладывается один ряд кирпичей в виде прямоугольного колодца. Внутренние габариты отверстия должны составлять примерно длину и ширину одного кирпича. На одной из сторон два кирпича выкладываются так, чтобы образовать коридор для воздуховода. Ширина коридора равна диаметру трубки для подачи воздуха.
- На выложенный ряд устанавливается решётка. Вместо решётки от гриля можно использовать любую металлическую крышку или пластину с отверстиями для подачи воздуха.
- На решётку выкладывается второй ряд кирпичей, уже без зазора для воздуховода.

Фото 1. Законченный кирпичный колодец для плавильной печи. Края усилены металлическими полосами, видно отверстие воздуховода.
- Создаётся воздуховод. К фену скотчем или изолентой приматывается кусок трубы. Для обеспечения прочности конструкции место соединения оборачивается плотной бумагой, а потом соединяется клейкой лентой. Изолента — более эластичный материал по сравнению со скотчем, поэтому работать с ней удобнее. Также скотчем на фене фиксируется кнопка подачи холодного воздуха. Готовый механизм подводится к нижнему ряду кирпичей.
- В печной колодец на решётку насыпается и растапливается уголь для розжига. Включается фен, который активизирует процесс горения.
Совет. Интенсивность подачи воздуха можно регулировать, изменяя режим работы фена, а также расстояние между трубой и окном для воздуховода.
- Консервная банка устанавливается на верхний ряд кирпичей за продетую в неё проволоку. Подобно котелку над костром, она висит над решёткой.
- После растопки печи и установки тигля третьим рядом кладутся ещё два кирпича так, чтобы из прямоугольного отверстия получить квадратное. Это зафиксирует банку внутри корпуса и быстрее разогреет печное пространство.
После разогрева банки в неё можно загружать лом для переплава. Признаком прогрева банки служит её покраснение.
Важно! Плавить алюминий рекомендуется в подогретом тигле. При загрузке холодного лома в холодную банку больше вероятность того, что ёмкость прогорит, и алюминий вытечет из банки прямо на уголь.
Принцип устройства и работы такой печи очень прост и не вызывает трудностей. Однако всегда стоит помнить о технике безопасности:
- работать в огнеупорных перчатках;
- избегать попадания воды в расплав;
- не использовать материалы, содержащие токсичные вещества.

Как изготовить плавильню для алюминия и других металлов
Домашнее декоративное растение, которое показано на видео, на самом деле искусно замаскированная плавильня. Эта идея станет настоящей находкой для тех, кто время от времени работает с металлом, чтобы изготовить на этой где дешевые плавильни очередную поделку из алюминия или другого металла, но в мастерской или дома мало места, чтобы под каждую вещь иметь свое место.
Кое-какие изобретения для себя вы найдете в в этом китайском магазине.
Необходимые средства.
В этом проекте мы используем в одинаковых пропорциях песок и гипс, чтобы сделать простую плавильню, достаточно мощную, чтобы за секунду расплавить металлический лом и приятную на вид, чтобы не приходилось ее прятать. Это мини плавильня для металла.
Для начала нам понадобятся большие мешки с песком и гипсом. И то и другое можно купить в строительном магазине. Также нужно металлическое ведро на 9 с половиной литров и покрывало чтобы накрыть им рабочие место, потому что, скорее всего, мы его немного запачкаем. Ведро на два с половиной литра можно использовать как мерное, но вы скоро увидите что у него есть и более важное значение.
Ведро на два с половиной литра можно использовать как мерное, но вы скоро увидите что у него есть и более важное значение.
Для нашей огнеупорной футеровки используем следующий рецепт 4,2 литра гипса, 4,2 литра песка, а также 3 литра воды. Когда вода соприкоснется с сухой смесью, начнется обратный отсчет. У нас будет около 15. Так что, начнем все перемешивать. Очень важно чтобы вся сухая смесь намокла, избавляетесь от комков как можно быстрее.
После пары минут перемешивания смесь должна стать довольно жидкой и примерно одного цвета. Убедившись, что не осталось никаких комков, переходим к переливанию. Осторожно перелейте смесь в металлическое ведро, стараясь ничего не расплескать. Смеси хватит, чтобы заполнить ведро, оставив сверху примерно 8 см.
Теперь мы можем взять пластиковое мерное ведро и использовать его для формирования центра плавильни. Можно заполнить его водой,чтобы придать вес, но подойдут также песок или камни. Когда мы вталкиваем ведро, смесь поднимается, но не выливаестя. Смесь уже начала твердеть. Так что давайте подвигаем ведро вверх и вниз, чтобы разровнять. Нужно удерживать ведро в таком положении 2-3 минуты, за это время гипс достаточно затвердеет, чтобы ведро оставалась на месте.
Когда мы вталкиваем ведро, смесь поднимается, но не выливаестя. Смесь уже начала твердеть. Так что давайте подвигаем ведро вверх и вниз, чтобы разровнять. Нужно удерживать ведро в таком положении 2-3 минуты, за это время гипс достаточно затвердеет, чтобы ведро оставалась на месте.
Для полного затвердевания нужно около одного часа, но гипс достаточно мягкий, чтобы подровнять его. Если смочить тряпку и осторожно провести ее сверху, можно очень хорошо подровнять гипс и придать ему красивую текстуру. Когда все закончите, оставьте все сохнуть примерно на час.
Плавильный тигель из огнетушителя.
Почему бы не превратить этот старый огнетушитель в плавильный тигель? Можно понять, что он сделан из стали, потому что, если поднести магнит, он притягивается. С алюминием такого не происходит.
Сбросив давление в баллоне, открутим верхний клапан, чтобы легко и безопасно распилить его слесарной ножовкой, на что ушло меньше минуты. Для тигеля мы будем использовать нижнюю часть, потому что это по сути стальная емкость 8 см в диаметре и 13 см высотой. Хороший размер для нашей самодельной мини плавильни.
Хороший размер для нашей самодельной мини плавильни.
К этому моменту гипс должен хорошо затвердеть. Выльем воду. Далее используйте щипцы или нечто подобное, чтобы осторожно притянуть одну из сторон ведра к центру Теперь, если взяться обеими руками и немного покрутить, ведро освободится и его будет легко вытащить.
Мы получили удивительно гладкую поверхность, благодаря которой наши самодельная плавильная выглядит на удивление профессионально.
Отверстие для подвода воздуха.
Нам не хватает только отверстия для подвода воздуха и крышки. Давайте ими займемся. Насадка для кольцевой пилы на три с половиной сантиметра отлично подходит для этой трубки. Если установить центр насадки на верхней линии ведра, можно начать осторожно прорезать металл. Когда мы пройдем сквозь металл, нужно наклонить инструмент вниз примерно на 30 см, что легко, потому что гипс еще не полностью затвердел и режется, как масло. Теперь у нас есть отверстие, в которое отлично входит трубка воздуходувки. Она будет размещена в нескольких сантиметрах от дна.
Она будет размещена в нескольких сантиметрах от дна.
Воздуходувка.
Теперь, если тигель не выдержит и выльет расплавленный металл, в плавильне металл остается внутри, а не польется по трубке наружу. Воздуходувку сделать очень просто. Для начала нужно взять трубку на 3 см, она будет находиться рядом с горячими углями.
Также понадобится трубка из ПВХ на 3 см. Как видите, нарезка с одного конца муфта накручивается на металлическую трубку, а адаптер с другой стороны просто накручивается на трубку из ПВХ.
Давайте пойдем еще дальше. Сделаем крышку, которая поможет сохранить температуру. Нужна пара U-болтов на 10 см. Поместим их вертикально в широкое ведро, наполненное половиной начального объема нашей смеси. Спустя час гипс затвердеет и его легко можно достать из ведра. И вот крышка для плавильни готова.
Отверстие для сброса давления.
Нужно сделать отверстие для сброса давления. его можно сделать до затвердевания, но можно просверлить дрелью с насадкой на 8 сантиметров. Когда отверстие будет сделано, у вас получится крышка, которая похожа на огромный пончик. Такая конструкция позволяет сбрасывать давление и плавить металл даже не снимая крышку.
Когда отверстие будет сделано, у вас получится крышка, которая похожа на огромный пончик. Такая конструкция позволяет сбрасывать давление и плавить металл даже не снимая крышку.
Заключение.
Если развести огонь, можно увидеть,что внутри становится так жарко, что банка из под газировки плавится за секунду и тигель наполняется жидким алюминием. С такой миниплавильней мы можем расплавить алюминий у себя во дворе и отливать все, что может прийти на ум.
Лучше всего то, что когда вы не плавите лом, плавильня не занимает место и не бросается в глаза. Вы можете вставить внутрь горшок с растением и мгновенно превратить ее в часть декора. Эта превращающаяся в горшок плавильня нечто большее, чем кажется. Только сделайте вашу плавильню устойчивой , это крайне важно для техники безопасности.
Кстати, вы можете попробовать применить плавильную печь как кузнечный горн или даже как барбекю, ведь в конце концов она работает на угле.
Теперь вы знаете, как из широко доступных материалов сделать мини плавильню, достаточно мощную, чтобы плавить металл за секунды и при этом достаточно приятную на вид, чтобы не приходилось ее прятать. Переведено и озвучено каналом Наука и техника.
Переведено и озвучено каналом Наука и техника.
В другой публикации еще полезное про изделия из алюминия.
Плавка металла в домашних условиях: оборудование, инструкция
В мире уже сформировались устоявшиеся технологии производства металла и стали, которыми пользуются металлургические предприятия и сегодня. К ним относятся: конверторный способ получения металла, прокатка, волочение, литье, штамповка, ковка, прессование и т. д.
Однако наиболее распространенным при современных условиях является переплавка металла и стали в конвекторах, мартеновских печах и электрических печах. Каждая из таких технологий имеет ряд недостатков и преимуществ.
Однако наиболее совершенной и новейшей технологией сегодня является получение стали в электрических печах. Основными преимуществами последней над другими технологиями является высокая производительность и экологичность.
Рассмотрим как собрать устройство где будет осуществляться плавка металла в домашних условиях своими руками.![]()
Малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях
Плавка металлов в домашних условиях возможна, если иметь электрическую печь, которую можно сделать своими руками. Рассмотрим создание индуктивной малогабаритной электрической печи для получения однородных сплавов (ОС). По сравнению с аналогами создаваемая установка будет отличаться такими особенностями:
- низкой себестоимостью (до 10000 руб), тогда как стоимость аналогов составляет от 150000 руб;
- возможностью регулирования температурного режима;
- возможностью скоростной плавки металлов в небольших объемах, что позволяет использовать установку не только в научной сфере, но и, например, в ювелирной, стоматологической областях и т.д.
- равномерностью и скоростью нагрева;
- возможностью размещения рабочего органа в печи в вакууме;
- сравнительно малыми габаритами;
- низким уровнем шума, почти полным отсутствием дыма, что позволит повысить производительность труда при работе с установкой;
- возможностью работы как от однофазной, так и от трехфазной сети.

Выбор типа схемы
Наиболее часто, при построении индукционных нагревателей, используются три основных типа схем: полумост, ассиметричный мост и полный мост.
При конструировании данной установки были использованы два типа схем – полумост и полный мост с частотным регулированием. Этот выбор был вызван потребностью регулирования коэффициента мощности.
Встала проблема поддержания режима резонанса в контуре, поскольку именно с его помощью возможна настройка требуемого значения мощности. Существует два способа регулирования резонанса:
- посредством изменения емкости;
- с помощью изменения частоты.
В нашем случае поддержка резонанса происходит за счет регулировки частоты. Именно эта особенность и вызвала выбор типа схемы с частотным регулированием.
Анализ составных частей схемы
Анализируя работу индукционной печи для плавки металла в домашних условиях (ИП) можно выделить три основные ее части: генератор, блок силового питания, и силовой блок.
Для предоставления необходимой частоты при работе установки используется генератор, который для избежания помех от других блоков установки, соединяется с ними через гальваническую решения в виде трансформатора.
Для обеспечения схемы силового напряжения необходим блок силового питания, который обеспечивает безопасную и надежную работу силовых элементов конструкции. Собственно, именно силовой блок формирует необходимы мощные сигналы для создания нужного коэффициента мощности на выходе схемы.
Читайте так же: Правильная последовательность плавки черного металла
На рисунке 1 приведена общая принципиальная схема индукционной установки.
Создание схемы соединений
Схема соединений (монтажная) показывает соединения составных частей изделия и определяет провода, кабели, которые выполняют эти соединения, а также места их присоединения.
Для удобства дальнейшего монтажа установки была разработана схема соединений, отражающий основные контакты между функциональными блоками печи (рис. 2).
2).
Генератор частоты
Самым сложным блоком ИП является генератор. Он обеспечивает нужную частоту работы установки и создает начальные условия для получения резонансного контура.
В качестве источника колебаний используется специализированный контроллер электронных импульсов типа КР1211ЕУ1 (рис.3).
Этот выбор был вызван возможностью работы данной микросхемы в достаточно широком частотном диапазоне (до 5 МГц), что позволяет получать высокое значение мощности на выходе силового блока схемы.
- На рисунках 4,5 приведены принципиальная схема генератора частоты и схема электрической платы.
Микросхема КР1211ЕУ1 генерирует сигналы заданной частоты, которые можно изменять с помощью регулирующего резистора, установленного вне микросхемой. Далее сигналы попадают на транзисторы, работающие в ключевом режиме. В нашем случае применяются кремниевые полевые транзисторы с изолированным затвором типа КП727.
Их преимущества заключаются в следующем: максимально допустимый импульсный ток, который они могут выдерживать, равна 56 А; максимальное напряжение – 50 В. Диапазон этих показателей нас полностью устраивает. Но, в связи с этим возникла проблема значительного перегрева.
Диапазон этих показателей нас полностью устраивает. Но, в связи с этим возникла проблема значительного перегрева.
Именно для решения данного вопроса и нужен ключевой режим, который позволит уменьшить время нахождения транзисторов в рабочем состоянии.
Блок питания
Данный блок обеспечивает подачу питания на исполнительные узлы установки. Главной его особенностью является возможность работы от однофазной и трехфазной сети. Источник питания на 380В используется для повышения коэффициента мощности, выделяемая в индукторе.
Входное напряжение подается на выпрямляющий мост, который преобразует переменное напряжение 220В в постоянное пульсирующее. К выходам моста подключены накопительные конденсаторы, которые поддерживают постоянный уровень напряжения после снятия нагрузки с установки. Для обеспечения надежности работы установки блок оборудован автоматическим выключателем.
Для обеспечения надежности работы установки блок оборудован автоматическим выключателем.
Силовой блок
Данный блок обеспечивает непосредственное усиление сигнала и создания резонансного контура, с помощью изменения емкости круга. Сигналы с генератора попадают на транзисторы, которые работают в режиме усиления.
Таким образом, они, открываясь в разные моменты времени, будоражат соответствующие электрические цепи, проходящие через повышающий трансформатор и пропускают по нему силовой ток в разных направлениях. В результате на выходе трансформатора (Tr1) мы получаем повышенный сигнал с заданной частотой. Этот сигнал подается на установку с индуктором.
Установка с индуктором (Tr2 на схеме) состоит из индуктора и набора конденсаторов (С13 – Сп). Конденсаторы имеют специально подобранную емкость и создают колебательный контур, который позволяет регулировать уровень индуктивности.
Этот контур должен работать в режиме резонанса, что вызывает стремительное повышение частоты сигнала в индукторе, и увеличение индукционных токов, за счет которых собственно и происходит нагрев. На рисунке 7 приведена электрическая схема силового блока индукционной печи.
На рисунке 7 приведена электрическая схема силового блока индукционной печи.
Индуктор и особенности его работы
Индуктор – специальное устройство для передачи энергии от источника питания в изделие, нагревается. Индукторы изготавливают обычно из медных трубок. Во время работы он охлаждается проточной водой.
Плавка цветных металлов в домашних условиях при помощи индукционной печи заключается в проникновении в середину металлов индукционных токов, которые возникают за счет высокой частоты изменения напряжения, приложенного к зажимам индуктора.
Мощность установки зависит от величины приложенного напряжения и от ее частоты. Частота влияет на интенсивность индукционных токов и соответственно на температуру в середине индуктора. Чем больше частота и время работы установки, тем лучше перемешиваются металлы.
Сам индуктор и направления протекания индукционных токов приведены на рисунке 8.
Для однородного смешивания и избежание загрязнения сплава чужеродными элементами, например электродами из резервуара со сплавом, используют индуктор с обратным витком как показано на рисунке 9. Именно благодаря этому витку создается электромагнитное поле, которое удерживает металл в воздухе, превосходя силу притяжения Земли.
Именно благодаря этому витку создается электромагнитное поле, которое удерживает металл в воздухе, превосходя силу притяжения Земли.
Конечный монтаж установки
Каждый из блоков крепится к корпусу индукционной печи с помощью специальных стоек. Это делается для того чтобы избежать нежелательных контактов токоведущих частей с металлическим покрытием самого корпуса (рис. 10).
Для безопасной работы с установкой, она полностью закрывается прочным корпусом (рис. 11), чтобы таким образом создать преграду между опасными элементами конструкции и телом человека, работающего с ней.
Для удобства наладки индукционной установки в целом было изготовлена панель индикации для размещения метрологических устройств, с помощью которых и происходит контроль за всеми параметрами установки.
В таких метрологических устройств относятся: амперметр, который показывает ток в индукторе, вольтметр, подключенный на выходе индуктора, индикатор температурного режима, регулятор частоты генерации сигнала. Все приведенные параметры дают возможность для регулирования режимов работы индукционной установки.
Все приведенные параметры дают возможность для регулирования режимов работы индукционной установки.
Также конструкция оборудована системой ручного включения, и системой индикации процессов нагрева. С помощью показов на устройствах собственно и происходит контроль за работой установки в целом.
Конструирование малогабаритной индукционной установки является достаточно сложным технологическим процессом, так как он должен обеспечить соблюдение большого количества критерий, таких как: удобство конструкции, малогабаритность, портативность и т.д.
Данная установка работает по принципу бесконтактной передачи энергии в предмет, нагревается.
В следствие целенаправленного движения индукционных токов в индукторе происходит непосредственно сам процесс плавки, продолжительность которого составляет несколько минут.
Создание данной установки является достаточно выгодным, так как область ее применения безгранична, начиная с использования для обычной лабораторной работы и заканчивая изготовлением сложных однородных сплавов из тугоплавких металлов.
Источник: http://solidiron.ru/obrabotka-metalla/plavka/plavka-metalla-v-domashnikh-usloviyakh.html
Плавка алюминия в домашних условиях: пошаговая инструкция. Технология плавки алюминия в домашних условиях :: BusinessMan.ru
Алюминий – один из самых распространенных металлов на земле. Он присутствует даже в человеческом организме, так что уж говорить об окружающей действительности.
В каждом доме или личном автомобиле есть алюминиевые функциональные элементы, детали или узлы, которые, увы, достаточно часто ломаются.
Это мебельная и оконная фурнитура, направляющие для дверей и ставен, защелки замков и другие нужные мелочи.
Их можно заменить покупными новыми изделиями, отремонтировать или изготовить самостоятельно. В последних двух случаях и может понадобиться плавка алюминия в домашних условиях.
Характеристики алюминия
Все характеристики металла для домашних самоделок знать необязательно. Но есть несколько моментов, которые могут стать значительными или даже опасными в работе.
Алюминий хорошо поддается литью, плавится при относительно невысокой температуре в 660 °С. Для справки: чугун начинает плавиться при температуре 1100°С, а сталь – 1300 °С.
Поэтому плавка алюминия в домашних условиях на газовой плите трудно осуществима, так как домашние газовые приборы такую температуру обеспечить не могут. Правда, отечественные «кулибины» могут все, но об этом позже.
Снизить температуру плавления алюминия можно, растерев его в порошок или используя в качестве сырья готовый порошковый продукт. Но здесь важным становится еще одно свойство алюминия.
Он достаточно активный металл, который при соединении с кислородом воздуха может воспламениться или просто окислиться. А температура плавления оксида алюминия — больше 2000 °С.
При плавлении оксид все равно образуется, но в небольших количествах, именно он формирует окалину.
Та же активность может сыграть плохую шутку, если в расплавленный металл попадет вода. При этом происходит взрыв. Поэтому если в процессе плавки нужно сырье добавлять, то нужно следить, чтобы оно было сухим.
Поэтому если в процессе плавки нужно сырье добавлять, то нужно следить, чтобы оно было сухим.
Сырье для плавки
Если предстоит плавка алюминия в домашних условиях, из-за сложности работы с порошковым металлом его в качестве сырья не используют.
Можно приобрести алюминиевую чушку или использовать обычную алюминиевую же проволоку, которую нарезать ножницами на небольшие кусочки и для уменьшения площади контакта с воздухом плотно спрессовать пассатижами.
Вторичное сырье может быть окрашено или испачкано, это не страшно, лишние составляющие отойдут в виде шлаков. Только нужно помнить, что вдыхать пары сгоревшей краски нельзя.
Чтобы из вторичного сырья получилась качественная плавка алюминия в домашних условиях, флюсы, задача которых состоит в том, чтобы связывать и выводить на поверхность расплавленного металла все примеси и загрязнения, лучше приобрести готовые. Но можно сделать самостоятельно из технических солей.
Покровный флюс готовится из 10 % криолита и по 45 % хлорида натрия и хлорида калия.
В рафинирующий флюс для получения алюминия без пористости добавляют еще 25 % от общей массы фтористого натрия.
Средства индивидуальной защиты при плавке
Глаза тоже желательно защищать, особенно если плавка происходит достаточно часто, очками или маской. И совсем в идеале работать нужно в специальном костюме металлурга с повышенной стойкостью к огню и высоким температурам.
Если нужен очень чистый алюминий с использованием рафинирующего флюса, то работать следует в химическом респираторе.
Литейная форма
Если требуется только отлить чистый алюминий для припоя, то литейная форма не нужна. Достаточно использовать стальной лист, на котором расплавленный металл остынет. Но если нужно отлить хотя бы простенькую деталь, то понадобится литейная форма.
Литейную форму можно сделать из скульптурного гипса, именно гипса, а не алебастра. Жидкий гипс заливается в смазанную маслом форму, ему дают немного застыть, периодически встряхивая, чтобы вышли пузырьки воздуха, вставляют в него модель и накрывают второй емкостью с гипсом.
В удобном месте нужно в гипс вставить цилиндрический предмет, чтобы в итоге в форме появилось отверстие, так называемый канал, в который будет заливаться расплавленный алюминий.
Когда гипс окончательно застынет, две части формы разъединяются, вынимается модель, и форма с готовым слепком соединяется опять.
Изготовить литейную форму можно и из смеси 75 % формовочного песка, 20 % глины и 5 % каменноугольного песка, которая засыпается в специальный ящик из досок и трамбуется. В утрамбованную землю отжимается модель, получившийся отпечаток присыпается тальком и графитом (угольной пылью), чтобы остывшую алюминиевую деталь можно было легко отделить от формы.
Тигель для плавки
Плавка алюминия в домашних условиях требует наличия специальной емкости с носиком из тугоплавкого материала. Это так называемый тигель.
Тигли могут быть фарфоровые, кварцевые, стальные, чугунные, изготовленные из корунда или графита. В домашних условиях можно использовать покупной тигель или изготовить его, например, из отрезка стальной трубы достаточно большого диаметра.
Правда, для этого нужна болгарка, сварочный аппарат и навыки владения этими инструментами.
Размеры тигля зависят от необходимого количества алюминия, который нужно расплавить. Этот ковш должен равномерно прогреваться, а его тепло — передаваться к сырью.
Печи для плавки
Технология плавки алюминия в домашних условиях достаточно проста.
В специальном ковше нагревается лом алюминия до температуры, превышающей температуру плавления этого металла, расплав некоторое время выдерживается в разогретом состоянии, с его поверхности снимается шлак, затем чистый металл разливается в форму для остывания. Время плавки зависит от конструкции печи, то есть той температуры, которую она способна обеспечить.
Если используется паяльная лампа или газовая горелка, то они нагревают алюминий сверху. Правда, печь при этом все равно складывается из кирпичей колодцем без связующего раствора, внутри которого будут прогорать угли для нагревания емкости снизу и поддержания ее в нагретом состоянии.
Если плавка должна происходить достаточно часто, то можно своими руками изготовить муфельную печь с вертикальной загрузкой тигля или купить готовую.
Плавка с помощью паяльной лампы
Плавка алюминия в домашних условиях паяльной лампой должна происходить не в помещении. Кроме сырья, паяльной лампы, тиглей и кирпичей, нужно подготовить дрова, пассатижи и стальной прут.
— На кирпичи устанавливается емкость с сырьем. Ее нужно греть примерно 15 минут.
— После этого на полную мощность включается горелка паяльной лампы и алюминий прогревается сверху.
— В течение нескольких секунд начинается процесс, но для того чтобы прогрев был равномерным, металл в емкости нужно аккуратно перемешивать стальным прутом, придерживая ее пассатижами (не забыв при этом надеть рукавицы). Можно обойтись и без прута, периодически встряхивая ковш с помощью тех же плоскогубцев, но очень осторожно.
— Когда жидкость становится однородной, нужно пассатижами взять емкость и вылить содержимое на прокаленный стальной лист таким образом, чтобы вся образовавшаяся окалина осталась в ковше, а на лист для застывания попал только чистый металл.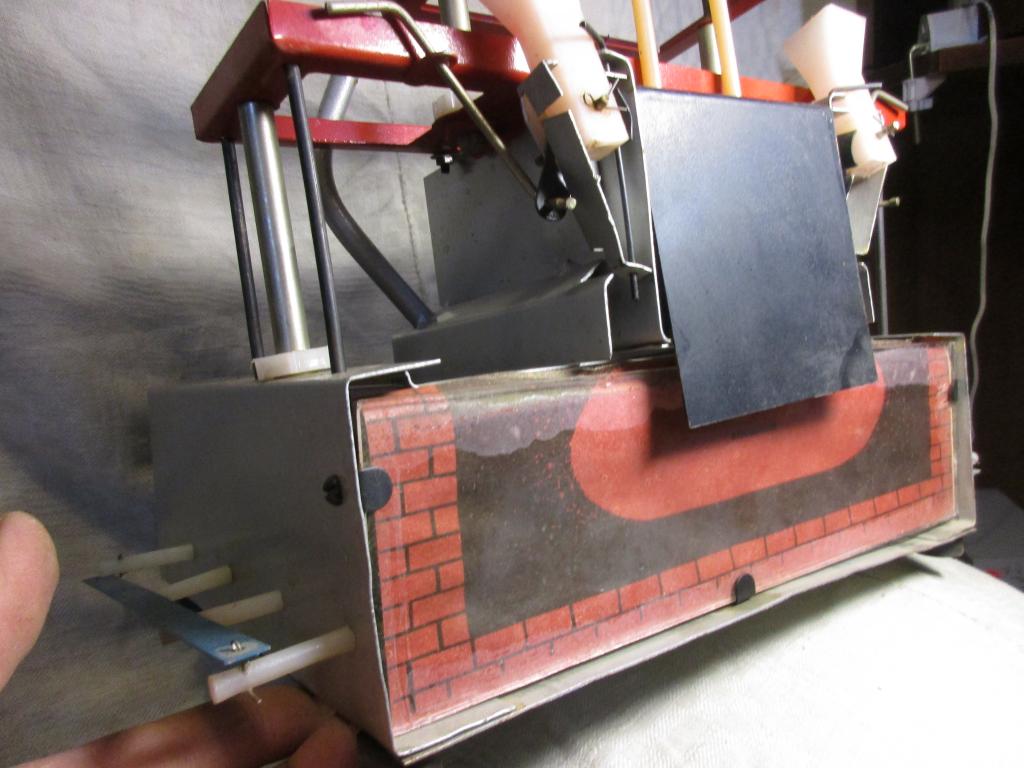
Так обычно из вторичного сырья получают чистый алюминий, если с его помощью нужно запаять алюминиевые детали.
Плавка на дровах или газе
Плавка алюминия в домашних условиях на газу — это единственно возможный вариант для квартиры. Греть емкость нужно долго, периодически сливая расплавленный металл. В таком случае отливка выполняется слоями. Для работы понадобятся две металлические емкости таких диаметров, чтобы одна надевалась на другую. Меньшая служит тиглем. Она с ломом, например нарезанной алюминиевой проволокой, ставится на конфорку, с которой нужно снять рассекатель пламени, бытовой газовой плиты. Над большей емкостью придется предварительно поработать. В ее днище выполняются около десятка небольших отверстий. В два или три из них вкручиваются болты, которые исполняют роль рукояток, за которые пассатижами раскаленную емкость можно поднять.
Эта емкость кверху дном надевается на тигель. Такая конструкция и позволяет прогревать алюминий. Периодически верхнюю емкость нужно снимать и металлическим прутом или ножом перемешивать лом. Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Перед тем как слить расплавленный металл, с его поверхности нужно снять шлак.
Плавка алюминия в муфельной печи
- Сначала в тигле расплавляется флюс, которого нужно взять в количестве от 2 до 5 % от веса алюминия, а затем в него добавляется лом.
- Насколько флюс активен, можно определить по поверхности расплава – она должна быть зеркальной. Если это не так, в расплав добавляется еще немного флюса, затем нужно будет добавить его перед окончанием плавки, чтобы шлак было легче удалять с поверхности металла стальной ложкой.
- Плавку нужно вести примерно при 700-750 °С. Это температура красного свечения.
- В процессе плавки может потребоваться добавлять сырье в тигель, так как расплавленный металл сильно уменьшается в объеме.
- Рафинирующий флюс добавляют при необходимости в конце плавки в количестве 0,25 % от веса расплавленного металла. Выдерживание такой пропорции в домашних условиях – задача непростая. После добавления флюса расплав нужно перемешать ложкой, дать постоять около 5 минут, затем снять шлак.
- Когда в результате нагрева алюминий превратился в однородную блестящую каплю, тигель нужно еще некоторое время подержать в печи, чтобы металл стал более текучим.
- Затем алюминий из тигля через носик (в этот момент становится понятно, зачем нужен именно такой ковш) заливается тонкой непрерывной струйкой в форму.
- После полного остывания форма аккуратно разделяется на половинки, из нее извлекается готовая деталь, которую еще нужно окончательно обработать: просверлить отверстия, если нужно, зачистить и наждачной бумагой отшлифовать поверхность. Вот и все. Процесс завершен.

Так что не стоит заранее пугаться, если предстоит в домашних условиях расплавить алюминиевый лом, чтобы получить чистый металл или изготовить деталь взамен поломавшейся. Серьезные профессиональные навыки для организации такого литейного производства совсем не нужны. Желание и умелые руки обычного мастера-любителя способны творить чудеса.
Источник: https://BusinessMan.ru/new-plavka-alyuminiya-v-domashnix-usloviyax-poshagovaya-instrukciya-texnologiya-plavki-alyuminiya-v-domashnix-usloviyax. html
html
Плавка меди в домашних условиях: температура, инструменты, правила
Ювелирные изделия, другие предметы из меди или с элементами меди получили широкое распространение во всем мире. Найти ее у себя дома, в металлоломе не составит труда.
Применений для этого металла масса. Нередко, чтобы добиться поставленной цели необходимо расплавить медь, причем сделать это в домашних условиях.
Процедура довольна проста, если знать ее характеристики и температуру плавления.
Характеристики
Медь относится к одному из первых металлов, который люди начали получать и использовать для дальнейшей переработки. Изделия из сплава или чистой меди применялись еще до нашей эры. Такой спрос появился в результате легкой обработке обычными методами, а также простоте плавления и литья.
Материал имеет характерный красно-желтый оттенок, а за счет мягкости, можно легко деформировать, переплавлять, обрабатывать и делать разные предметы. Поверхность при контакте с кислородом начинает образовывать оксидную пленку, что и дает красивый оттенок.
Очень значимая характеристика – электро и теплопроводность материала, которые имеют второе место среди всех видов металлов, на первом месте стоит серебро. Эти характеристики дали возможность применять ее в электрической сфере, а также для быстрого отвода тепла.
Температура плавления
Плавление – процесс, при котором металл переходит из твердой формы в жидкое состояние. Для каждого материала есть своя температура плавления, под которой можно получить жидкое состояние. Большую роль в выплавке отыгрывает наличие присутствующих примесей.
Сам металл начинает плавиться от 1083 градусов. Если в составе содержится олово, то температура сокращается, и будет колебаться от 930 до 1140 градусов. Подобная разница температуры именно за счет наличия в составе олова. Если включен цинк, то растопить сплав получится в температурном диапазоне 900-1050 градусов.
Данный металл может кипеть при относительно невысокой температуре для металлов. Она составляет 2560 градусов, во время кипения процесс будет аналогичным другим жидкостям в таком состоянии. Литьё начинает пузыриться, выделяется газ.
Литьё начинает пузыриться, выделяется газ.
Чтобы знать, как плавить материал дома, нужно изучить пошаговую инструкцию и различные варианты процедуры, описанные ниже.
Пошаговая инструкция по плавлению
Чтобы переплавить медь в домашних условиях, нужно сделать температуру немного выше, чем та при которой она будет плавиться. В данном случае не получится использовать банку и костер или подобные методы. Результата не будет.
Рекомендуется использовать доменную печь, причем важно, чтобы была возможность регулировать жар. Можно сделать печь для плавки своими руками из обычных материалов. Точную схему и принцип действия можно использовать на разных форумах, посмотреть видео в пошаговыми инструкциями.
Для создания печи часто используются старые огнетушители. Если выбрать такой метод, то надо срезать верхнюю часть и сделать крышку, которая будет закрываться. Дополнительно обрабатывается внутреннее пространство глиной, монтируется нагревательный элемент.
Выплавка должна проводиться в такой емкости, которая сама не будет от высокой температуры плавиться и деформироваться, соответственно способная выдержать более 1100 градусов. Дополнительно переплавка медных изделий требует создания азотной среды, если ее не будет, то материал испортится.
Когда все готово можно переплавить материал и получить из него единый слиток, который можно применять в дальнейшем для своих нужд.
Плавление в муфельной печи
Расплавлять медь дома можно при помощи такого инвентаря:
- Тигель, в который будет закладываться металл для плавки.
- Щипцы, которые могут достать тигель из печи.
- Муфельная печь или горн для нагревания.
- Форма для выливания жидкой меди.
- Стальной крючок.
Пошаговый алгоритм отливки следующий:
- Металл для плавки надо измельчить и положить в тигель. Чем мельче будет состояние, тем быстрее получится расплавить материал. Готовый тигель ставится в прогретую до нужной температуры печь.
- Когда медь станет жидкой и полностью расплавиться, надо щипцами изъять тигель, причем нужно действовать аккуратно, но быстро. На поверхности жидкой массы будет плева, крюком ее надо сдвинуть и слить материал в приготовленную емкость.
- Не рекомендуется использовать чистый металл для создания сложных фигур или маленьких предметов, это вызвано плохой текучестью меди без примесей. В данном случае лучше использовать сплавы, в которых будет цинк, олово и другие металлы.

Самодельные приспособления
Чтобы выплавлять медь необязательно использовать специальные устройства, можно применять самодельные конструкции. Основное условие – соблюдать технику безопасности и основные правила работы с материалом.
Если муфельной печи или горна нет, то используется простая горелка на газу. Правда, сама медь будет контактировать с кислородом, за счет чего происходит быстрое окисление. Для исключения появления толстой плевы на поверхности, надо использовать измельченный уголь, когда металл примет жидкую форму.
Для получения жидкой консистенции материала надо:
- Установить на земле опору, для этого используются силикатные кирпичи, на них кладется сетка из металла с малыми ячейками.
- На сетку насыпается уголь и раскаляется, используя газовую лампу. Для получения высокой температуры можно использовать пылесос, который направляется на уголь и дает сильный воздушный поток.
- На раскаленный материал ставится тигель, нужно подождать, пока все расплавиться. После чего слить полученную жидкость в форму.
Еще можно использовать в домашних условиях пропан-кислородное пламя. Его рекомендуется использовать для сплава, где есть олово или цинк.
Если дома есть мощная микроволновая печь, то провести плавильную процедуру можно в ней. Для безопасности, а также сохранения тепла, защиты самой печи необходимо тигель обернуть в жаропрочный материал, а также использовать накрытие для него. После помещения надо поставить максимальный режим и ждать, когда металл переплавиться.
За счет невысокой температуры плавления медь можно легко использовать для изготовления различных деталей, предметов прямо у себя дома.
Применяя описанные методы можно добиться качественного результата с минимальными вложениями.
Как только температура будет снижаться, материал начнет принимать твердое состояние и после этого остывает окончательно. Для создания мелких или сложных деталей, надо применять сплавы.
В ходе выполнения работы рекомендуется не доводить материал до кипения, поскольку он теряет свои свойства, становится после остывания не таким твердым, портится визуально. В результате кипения выделяется газ, а после остывания изделия будут иметь пористую поверхность.
Рекомендуем также к прочтению:
Как отличить медь от латуни или бронзы
Источник: https://oxmetall.ru/metalli/med/plavka-v-domashnih-usloviyah
Плавка меди в домашних условиях: температура плавки и способы
Медь – пластичный материал, не подверженный окислению. Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.
Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.
Основные характеристики и температура плавления меди
Медь в древности использовать, расплавлять стали раньше, чем другие металлы. Металл ценится за химическую нейтральность, долговечность, электромагнитные свойства. Теплопроводность у медных сплавов чуть ниже, чем у серебра.
Домашняя плавка меди по сути ничем не отличается от промышленного литья. Переплавить можно кусочки отслуживших радиодеталей, недорогие ювелирные изделия, столовые предметы из мельхиора. Плавка меди в чистом виде происходит при +1083°С, такой режим в бытовых условиях создать не проблематично.
Сплав с цинком, оловом не нужно расплавлять до температуры плавки меди, достаточно до +900 – 950°С.
 Подбирая кусочки лома, важно знать, что для электротехнических деталей используют чистые сплавы. Бронза, латунь может содержать вредные химические компоненты, они начнут выделяться из металла при расплавлении.
Подбирая кусочки лома, важно знать, что для электротехнических деталей используют чистые сплавы. Бронза, латунь может содержать вредные химические компоненты, они начнут выделяться из металла при расплавлении.Кипит металл при сравнительно низкой температуре, +2560°С, сплав начинает пузыриться.
Плавка меди в домашних условиях: пошаговая инструкция
Для расплавления не подойдет жестяная банка и костер. Нужны другие источники тепла, например, самодельные печи или готовые горелки с высокой температурой пламени.
Для расплавления выбирают жаропрочные посудины, лучше всего использовать готовый тигель из огнеупорного сырья, выдерживающий температуру до +300°С. Для литья используют изложницу или форму.
При работе с тиглем применяют специальные щипцы с длинными ручками, они должны хорошо зажимать тигель.
Как варить нержавейку полуавтоматом
Теперь небольшой поэтапный инструктаж, как плавить медный лом в домашних условиях:
- Подготовка лома, в качестве сырья используют небольшие кусочки металла.
- Подготовка очага, где будет установлен тигель. Для расплавления лома используют готовые или импровизированные печи, горелки.
- Лом засыпают в тигель для расплавления металла. Специалисты советуют предварительно нагреть тигель, чтобы металл равномернее прогревался.
- Подготовка формы или изложницы – место, куда будет выливаться металл после расплавления. Для изготовления используют материал, имеющий температуру расплавления выше, чем у меди.
- Перед разливом с горячего металла снимают окалину с помощью длинной ложечки. Окислы не должны попасть в литье.
- Расплав осторожно выливают в подготовленную формочку. Работать нужно аккуратно, от капель остаются плохо заживающие ожоги.

Для подставки используют огнеупорный ровный лист, на него ставят тигель или специальный бокс для расплавления.
Муфельная печь
Лабораторный муфель – самое удобное устройство для расплавления металла.
Несколько советов, как расплавить медный сплав в лабораторных условиях:
- у муфельной печи есть ручка температурного регулятора, ее нужно поставить на отметку, незначительно превышающую температуру расплавления сплава;
- графитовый или керамический тигель перед загрузкой шихты хорошо прогревают;
- после отливки с горячего тигля проволочным крюком снимают окалину.

Литье в муфеле прогревается равномерно, плавильщик изолирован от летучих вредных компонентов, Через огнеупорное стекло дверцы удобно наблюдать за ходом расплавления меди.
Газовая горелка
Плавка меди в небольших объемах осуществляется ручной газовой горелкой. Мощность портативного устройства большого значения не имеет. Горелку располагают под тиглем, в котором будут плавить медный лом, направляют пламя на донце, языки должны охватывать его полностью. Процесс трудоемкий, длительный. Для защиты от кислорода цветной лом присыпают угольной крошкой.
Горн
Плавят медь в домашних условиях, используя тигельную печь или горн. Он представляет собой ограниченное пространство, куда на подставке помещается тигель. Снизу поджигаются угли или подводится горелка.
Необходимо организовать воздухоподдув, чтобы повысить температуру горения топлива. Для ускорения процесса расплавления сверху горн прикрывают плотной крышкой. Хорошо раскаленный древесный уголь разогревают, засыпают в тигель с ломом.
Метод используют специалисты, часто занимающиеся литьем в небольших объемах.
Паяльная лампа
Сплав с цинком, оловом плавится при невысокой температуре.
В качестве источника энергии для расплавления используют обычную паяльную лампу, ее располагают вертикально под тиглем так, чтобы пламя охватывало поверхность дна и нижнюю часть боковой стенки.
Для снижения объема окалины лом присыпают древесным углем. Процесс окисления при расплавлении под слоем угольной крошки будет протекать не так интенсивно.
Микроволновая печь
Плавить медь в домашних условиях можно в микроволновке, из нее достают поворотный механизм. Под размер тигля делают огнеупорный контейнер с крышкой из шамотного кирпича.
Сначала в течение 15 минут на максимальном режиме нагревают керамический тигель, он разогревается до желтоватого свечения.
Затем в него засыпают подготовленный лом, снова убирают шамотный контейнер в печь, плавить медный лом необходимо 20-30 минут на максимальном режиме, создается температура порядка +1200°С. Затем сплав выливают в заранее подготовленную изложницу или форму.
Затем сплав выливают в заранее подготовленную изложницу или форму.
Для изготовления мелких деталей лучше выбирать многокомпонентные сплавы: латуни, бронзы, они не такие текучие, их проще плавить, не нужны слишком высокие температуры. Когда плавят медь в домашних условиях, соблюдают технику безопасности, предусматривают противопожарные меры.
Источник: https://svarkaprosto.ru/tehnologii/plavka-medi
Плавка металла
Поступающие для плавки частицы одного или нескольких металлов загружаются в специальные плавильные печи, под влиянием высокой температуры доводятся до жидкой однородной массы, которая отливается в формы для получения слитков.Материал, поступающий в плавку, называется шихтовым, или шихтой.
Шихта может быть в виде чистых металлов, бракованных слитков и изделий, лома, обрезков, стружки и опилок и других отходов ювелирного производства.Шихтовый материал в зависимости от степени и характера загрязнения подвергается различной обработке.
 youtube.com/embed/-h2kSv_hZX0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/-h2kSv_hZX0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Возвратные отходы от переработки драгоценных металлов своего производства (литники, высечка, стружка, обрезки и др.), не вызывающие сомнения в отношении содержания основных и легирующих компонентов, поступают в плавку без предварительной подготовки.
Отходы драгоценных металлов (опилки, мелкие обрезки, стружка), загрязненные в процессе работы, проходят очистительную обработку и только после этого поступают в плавку.Шихтовые материалы, загрязненные вредными примесями (металлами, не отвечающими составу сплава; материалами, отрицательно влияющими на свойства сплава, и т.д.
), подвергают предварительной плавке, а затем отправляют на аффинажные заводы или на заводы вторичных драгоценных металлов.Очистка шихты. Отходы драгоценных металлов, возвращающиеся от рабочих (опилки, стружка, мелкие обрезки и т. д.), не могут быть не загрязнены. Очистительной обработкой этих отходов занимаются сами рабочие.
д.), не могут быть не загрязнены. Очистительной обработкой этих отходов занимаются сами рабочие.
Собранные опилки прокаливают в муфельной печи для удаления всех сгорающих примесей (дерева, воска, щетины от щеток, бумажной и другой пыли). Остывшую шихту разрыхляют и тщательно промагничивают для извлечения стальных примесей (опилок, обломков лобзиковых пилок и сверл, окалины).
Очищенные таким образом отходы драгоценных металлов можно считать подготовленными к плавке для определения слитка на пригодность к дальнейшему использованию.Сплавляют для различных целей — соединения частей одного металла в один слиток, приготовления сплавов и припоев (легкоплавких, легкотекучих сплавов), освежения сплава и т. д.
Плавку драгоценных металлов производят в индукционных печах с графитовым тиглем.
Шихтовый материал загружается в тигель — огнеупорный сосуд плавильной печи, в котором расплавляют металл. Последовательность загрузки зависит от величины и состояния шихты (крупные куски, слитки или мелкие обрезки, стружка и т. д.), состава и температурных характеристик компонентов, входящих в сплав.Порядок загрузки и плавки шихты.
д.), состава и температурных характеристик компонентов, входящих в сплав.Порядок загрузки и плавки шихты.
При плавке однородного металла шихту можно загружать в тигель одновременно, если плавильная печь обеспечивает быстрый нагрев шихты. В противном случае, сначала загружают крупные куски или брикеты, а по мере их расплавления добавляют мелкие обрезки и другие отходы. Расплав из золота нагревают до 1200…1250°С, серебра — до 1100…1150оС.
Для приготовления двойных золотосеребряных сплавов загрузку шихты начинают с серебра. Его загружают на дно тигля, а сверху засыпают золото и расплавку ведут одновременно, если куски шихты приблизительно одного размера. Если же величина шихтовых материалов различна, то загружают сначала крупные куски, а по мере их расплавки добавляют мелкие, серебряные или золотые.
Температура нагрева расплава для золотых сплавов с содержанием до 30 % Ag- 1200…1250°С, для сплава с содержанием 40…70 % Ag- 1180…1240°С, для сплава с содержанием 80% Ag- 1170…1230°С. При легировании золота медью (приготовление двойных золотомедных сплавов) плавку шихты начинают с золота.
При легировании золота медью (приготовление двойных золотомедных сплавов) плавку шихты начинают с золота.
Если величина шихтовых материалов различна, то плавят раньше слитки и крупные куски золота, а затем догружают мелочь. Медь загружают только после того, как полностью расплавится золотая шихта. Для всех сплавов с содержанием меди в качестве медной лигатуры используют прокат марок не ниже M1.
Расплав, содержащий до 2 % Сu, нагревают до 1190…1250°С; 8,4 % Сu- до 1180… 1240°С; 42,7% Сu- до 1150…1230°С.При приготовлении тройных золотосеребряномедных сплавов сначала загружают золото и серебро, а затем в золотосеребряный расплав — медь.
Нагрев расплава производится: для сплава 958-й пробы до 1180…1240°С; 750-й — до 1180…1200 °С; 583-й — 1080…1200°С; 500-й — 1070…1160°С; для сплавов 375-й пробы до 1120…1230 °С.Загрузку золотоникелевомедного сплава начинают с золота. После его расплавления догружают никель и медь. Тигель нагревают на 150…250° выше температуры полного расплавления.
При плавке серебряных сплавов загрузку тигля начинают с серебра и после полного расплавления загружают медь. Для сплавов серебра 875-й пробы и выше температура нагрева 1090…1140°С.
Плавку золотых припоев с содержанием легкоплавких металлов цинка и кадмия можно производить двумя способами: 1) цинк и кадмий вводят в расплав в последнюю очередь подогретыми до температуры 150°С; 2) сначала создают промежуточные лигатуры легкоплавких металлов с медью при постепенном нагревании металлов, а затем сплавляют весь набор сплава.Защитные покровы, флюсы, раскислители.
При плавке драгоценных металлов и сплавов для предохранения расплавов от окисления, насыщения кислородом и другими газами из окружающей среды, а также для верхней теплоизоляции расплавов (для сокращения расходов, теплоты на плавку) применяют следующие защитные покровы: древесный уголь, буру, борную кислоту, хлористый кальций, хлористый натрий, хлористый калий, хлористый барий.
Флюсы очищают расплавы от нежелательных компонентов, загрязнений и примесей путем окисления и перевода оксидов в шлаки. В большинстве случаев в качестве флюсов используются те же вещества, что и для защитных покровов.Раскислители восстанавливают окисленные компоненты расплава до металлов для повышения его жидкотекучести и качества отливаемых слитков.
В большинстве случаев в качестве флюсов используются те же вещества, что и для защитных покровов.Раскислители восстанавливают окисленные компоненты расплава до металлов для повышения его жидкотекучести и качества отливаемых слитков.
Для драгоценных сплавов раскислителями являются цинк, фосфористая медь и марганцовокислый калий.При выборе защитных покровов, флюсов и раскислителей необходимо учитывать характер их взаимодействия с расплавами и отдельными компонентами расплавов.
Например, древесный уголь, один из лучших защитных покровов для серебра и его сплавов, не пригоден для платины, так как платина, металлы платиновой группы и никель, а также сплавы с содержанием этих металлов при плавке подвержены науглероживанию.
Недопустимо также применение угля совместно с калиевой селитрой и поташом, так как эти флюсы при нагревании в присутствии углерода образуют взрывоопасные соединения.Древесный уголь может выполнять роль как защитного покрова, так и флюса. Для плавок драгоценных металлов и сплавов лучшим считается хорошо прокаленный березовый уголь. Температура вспышки угля 250…300°С.
Температура вспышки угля 250…300°С.
Уголь прокаливается без доступа воздуха до вишнево-красного цвета. Хранится в сушильных шкафах при температуре на 20…50° выше температуры окружающей среды. В качестве защитного покрова может быть применен при плавке серебра, серебряно-медных сплавов, золота и золотых сплавов без содержания платины, металлов платиновой группы и никеля.
Бура (плавленая) используется в качестве флюса и защитного покрова при плавке драгоценных металлов. Обладает свойством хорошо отшлаковывать оксиды многих металлов и шлаковых включений. Расплавленная бура обладает хорошей смачиваемостью. Находясь в шихте, она обволакивает нерастворимые тугоплавкие включения и оксиды и поднимает их на поверхность.
Переплавленную, мелкоистолченную и прокаленную при температуре 450°С буру хранят в сухой посуде с притертой пробкой. В качестве флюса и защитного покрова бура может применяться для всех драгоценных металлов и сплавов, как самостоятельно, так и в сочетании с другими флюсами. Для лучшего скольжения расплава по стенкам бурой покрывают рабочую часть тигля.
В качестве флюса и защитного покрова бура может применяться для всех драгоценных металлов и сплавов, как самостоятельно, так и в сочетании с другими флюсами. Для лучшего скольжения расплава по стенкам бурой покрывают рабочую часть тигля.
Борная кислота (плавленая) используется в качестве флюса при плавке золотых сплавов.Буру или борную кислоту засыпают на дно прогретого тигля до загрузки шихты, таким образом, смачивая частицы металла до начала их окисления.Смесь поташа с бурой (1:1 по массе) применяют как флюс при очистительных плавках. Смесь должна быть прокалена. Флюс вводят порциями.
При загрязнении шихты нежелательными металлами применяют смесь буры с калиевой или натриевой селитрами.При плавке драгоценных сплавов с селитрой можно повысить пробу сплава до 20 ед. При плавке с селитрой шихту нагревают под покровом буры до температуры отливки и в расплав двумя- тремя приемами вводят селитру.
Другие флюсы — хлористый кальций, хлористый барий, хлористый натрий, хлористый калий — также применяют при очистительных плавках. Свойства и действие флюсов однотипны. Температура плавления 772…925°С. Образуют хорошие защитные покровы для сплавов с температурой плавления до 1300°С.
Свойства и действие флюсов однотипны. Температура плавления 772…925°С. Образуют хорошие защитные покровы для сплавов с температурой плавления до 1300°С.
Хлористый кальций, хлористый барий, хлористый натрий или хлористый калий, как и буру, применяют в переплавленном, измельченном и прокаленном виде.Лучший раскислитель для золотых сплавов — цинк. Его вводят из расчета 0,05…0,1 % от массы шихты. Для серебряных сплавов используют фосфористую медь.Процесс плавки. Перед загрузкой шихты в тигель следует проверить исправность плавильной системы и подготовить для отливки слитка изложницы. Тигель перед загрузкой в него металла прогревают, на дно прогретого тигля засыпают флюс из расчета 1 % от массы шихты. Затем в тигель загружают шихту и задают нужную температуру. После расплавления шихты расплав покрывают небольшим количеством свежего флюса и перемешивают. Не понижая температуры нагрева, расплаву дают отстояться, чтобы флюс отшлаковал ненужные оксиды и примеси, вводят раскислитель. В расплавы припоев и сплавов, содержащих цинк, раскислитель не вводится в связи с достаточным количеством компонентов, выполняющих роль раскислителя. Изложницы, нагретые до 100°С для удаления следов влаги, натирают технологической смазкой и устанавливают для отливки. После этого расплав отливают через сливной желоб тигля в изложницы, и после полной кристаллизации и выдержки слиток извлекают.
В расплавы припоев и сплавов, содержащих цинк, раскислитель не вводится в связи с достаточным количеством компонентов, выполняющих роль раскислителя. Изложницы, нагретые до 100°С для удаления следов влаги, натирают технологической смазкой и устанавливают для отливки. После этого расплав отливают через сливной желоб тигля в изложницы, и после полной кристаллизации и выдержки слиток извлекают.
На предприятиях, оборудованных плавильными комплексами, плавку и отливку производят в центробежных или вакуумных установках.
В условиях мастерских, не оборудованных плавильными печами, шихту нагревают газопламенной горелкой. Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не более 30 г. Плошки изготовляют из смесей на основе огнеупорной глины, каолина, графита, шамота.
В этих же целях можно использовать шамотный кирпич или кусок древесного угля, обмазанного огнеупорной глиной. Используют также плошки из кварцевого стекла. Но самой доступной в любых условиях является плошка, изготовленная из асбестового картона толщиной 6…8 мм.
Обрезанный по размеру картон увлажняют и придают ему форму легкого прогиба (углубление не должно превышать 6…7 мм, чтобы не создать эффект отраженного пламени), сушат и перед плавкой глазуруют бурой. Асбестовый тигелек выдерживает 3…4 плавки.
Однако все эти тигельки недолговечны, застывающая бура отслаивает глиняную обмазку, а кварцевый тигелек сразу после отливки резко охлаждают в воде, иначе, бура, остывая, разрывает поверхность кварца. Плавку припоя в плошках осуществляют с добавлением легкоплавкого компонента под слегка пристывший слиток с продолжением плавки.
Слитки трехкомпонентных сплавов «золото — медь — серебро» при охлаждении ниже 450°С сохраняют первоначальную кубическую гранецентрированную решетку и свойства твердого раствора, поэтому слитки необходимо подвергать резкому охлаждению. Это придает им мягкость и пластичность.Для отливки слитков драгоценных металлов используют чугунные и стальные изложницы (рис. 3).
Изложница, или ингус, представляет собой металлический брусок с выфрезерованным пазом по форме будущего слитка.
 Нерабочая стенка изложницы делается выше, она служит экраном, направляющим расплав в паз. Размеры изложниц и толщина их стенок зависят от размеров слитка. Изложницы для горизонтальной отливки делают сплошными. Они могут иметь несколько ячеек.
Нерабочая стенка изложницы делается выше, она служит экраном, направляющим расплав в паз. Размеры изложниц и толщина их стенок зависят от размеров слитка. Изложницы для горизонтальной отливки делают сплошными. Они могут иметь несколько ячеек.Для вертикальной отливки изготовляют разъемные изложницы, с заливной воронкой с торца. Изложницы рекомендуется делать из серого гематитового чугуна с малым содержанием примесей серы и фосфора или низкосортных сталей (как правило, разъемные).Изложницы прокаливают до температуры 500…550°С с технологическими смазками.
Роль технологических смазок — обеспечить хорошее качество отливаемых слитков, т. е. хорошее растекание расплава по ячейке, препятствовать образованию раковин и наплывов и пригоранию расплава к стенкам изложницы. В качестве смазок употребляют: льняное, конопляное, подсолнечное, веретенное и машинное масла, пчелиный воск и водную эмульсию молотого мела.
Перечисленные масла рекомендуются для отливки слитков из серебра, золота и припоев. Если смазку производят непосредственно перед отливкой, то перед использованием масло обязательно обезвоживают кипячением на водяной бане при 110… 120°С в течение 2 ч. Смазку наносят тонким слоем на рабочую поверхность изложницы, подогретой до температуры не более 100 °С.
Если смазку производят непосредственно перед отливкой, то перед использованием масло обязательно обезвоживают кипячением на водяной бане при 110… 120°С в течение 2 ч. Смазку наносят тонким слоем на рабочую поверхность изложницы, подогретой до температуры не более 100 °С.
Пчелиный воск — одна из лучших смазок. Используется в тех же случаях, что и масла. Наносится на рабочую поверхность изложницы, нагретой до 50…70оC.Водная эмульсия молотого мела применяется при отливке высокотемпературных металлов и сплавов — золота, платины, палладия.
После нанесения слоя эмульсии на рабочую поверхность изложницы, нагретой до 150…200°С, ее тщательно просушивают до полного удаления влаги. Просушенную изложницу рекомендуется прокаливать при температуре 550°С, тогда изложница выдерживает более 100 заливок. Делают это заранее, так чтобы к моменту отливки изложница имела рабочую температуру 150…200°С.
Плавка и отливка металлов — один из наиболее опасных процессов, при котором несоблюдение мер безопасности труда может вызвать серьезные травмы.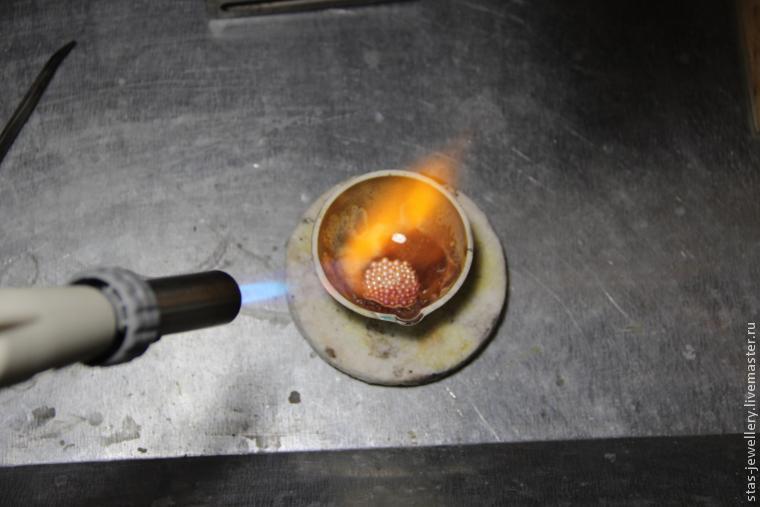 Выполнять плавку можно только на полностью исправном и налаженном оборудовании. Вся плавильная оснастка должна быть заранее подготовлена и разложена на удобных для работы участках.
Выполнять плавку можно только на полностью исправном и налаженном оборудовании. Вся плавильная оснастка должна быть заранее подготовлена и разложена на удобных для работы участках.
Плавку следует проводить в защитных очках и с предельной осторожностью. Загружать шихту в нагретый тигель нужно при помощи специального жестяного совочка, размеры которого позволяют безопасно провести операцию. Помешивание расплава и снятие шлака осуществляют специальной графитовой или кварцевой мешалкой, длина которой обеспечивает удобство работы и надежную защиту рук от ожогов. Особой осторожности требует разлив металла в изложницы. Кроме того, что необходим навык, надо убедиться в правильности установки изложницы и степени смазки ее. Лишняя смазка может вызвать разбрызгивание сплава. Плавильщик обязан работать в защитном фартуке из кожи, брезента или войлока. Выброс слитков из изложниц и охлаждение их производят в рукавицах.
Источник: https://metakub.ru/plavka-metalla
Печь для плавки металла
Лабораторное оборудование Контакты:Адрес: Ленинская Слобода, 19 115280 Москва,
Телефон:+7 495 132-09-76, Факс:+7 495 132-09-76, Электронная почта: info@rosuniversal. ru Лабораторное оборудование
Контакты:
ru Лабораторное оборудование
Контакты:Адрес: Розы Люксембург, 49 620026 Екатеринбург,
Телефон:+7 343 289-27-17, Факс:+7 343 289-27-17, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Взлетная, 59 660020 Красноярск,
Телефон:+7 391 216-35-06, Факс:+7 391 216-35-06, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Пушкина, 52 420015 Казань,
Телефон:+7 843 211-78-29, Факс:+7 843 211-78-29, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Доломановский пер, 70Д 344011 Ростов-на-Дону,
Телефон:+7 863 310-02-07, Факс:+7 863 310-02-07, Электронная почта: [email protected] Лабораторное оборудование Контакты:
Адрес:
Красноярская. ул, 35
630132
Новосибирск,
ул, 35
630132
Новосибирск,
Адрес: Ковалихинская. ул, 8 603006 Нижний Новгород,
Телефон:+7 831 215-41-15, Факс:+7 831 215-41-15, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Гагарина. ул, 32 455000 Магнитогорск,
Телефон:+7 3519 510-557, Факс:+7 3519 510-557, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Фрунзе. пр, 103 634021 Томск,
Телефон:+7 3822 994-172, Факс:+7 3822 994-172, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: 2-я Солнечная. ул, 35 644073 Омск,
Телефон:+7 3812 905-164, Факс:+7 3812 905-164, Электронная почта: info@rosuniversal. ru Лабораторное оборудование
Контакты:
ru Лабораторное оборудование
Контакты:Адрес: им. Рокоссовского. ул, 60 400050 Волгоград,
Телефон:+7 8442 590-846, Факс:+7 8442 590-846, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Суворова. ул, 145А 440000 Пенза,
Телефон:+7 8412 234-714, Факс:+7 8412 234-714, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Смоленский. пер, 29 170100 Тверь,
Телефон:+7 4822 734-735, Факс:+7 4822 734-735, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Харьковская. ул, 83-а/4 625023 Тюмень,
Телефон:+7 3452 397-352, Факс:+7 3452 397-352, Электронная почта: [email protected] Лабораторное оборудование Контакты:
Адрес:
Самарская. ул, 54
443010
Самара,
ул, 54
443010
Самара,
Адрес: Победы. просп, 29 398024 Липецк,
Телефон:+7 4742 564-905, Факс:+7 4742 564-905, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: 3-я Водопроводная 614046 Пермь,
Телефон:+7 342 207-43-06, Факс:+7 342 207-43-06, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Шарлыкское ш, 1к2 460019 Оренбург,
Телефон:+7 3532 481-018, Факс:+7 3532 481-018, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Мира. пр, 24-Е 423812 Набережные Челны,
Телефон:+7 8552 917-729, Факс:+7 8552 917-729, Электронная почта: info@rosuniversal. ru Лабораторное оборудование
Контакты:
ru Лабораторное оборудование
Контакты:Адрес: Московская. ул, 107Б 610033 Киров,
Телефон:+7 8332 215-366, Факс:+7 8332 215-366, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Российская. ул, 9 450081 Уфа,
Телефон:+7 347 225-02-67, Факс:+7 347 225-02-67, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Татарская. ул, 21 390005 Рязань,
Телефон:+7 4912 470-237, Факс:+7 4912 470-237, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Фридриха Энгельса. ул, 7А 390005 Воронеж,
Телефон:+7 473 202-10-26, Факс:+7 473 202-10-26, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Красноармейский. пр, 47 656049 Барнаул,
Телефон:+7 3852 720-271, Факс:+7 3852 720-271, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Литейная. ул, 36а 241013 Брянск,
Телефон:+7 4832 321-573, Факс:+7 4832 321-573, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Молодежная. ул, 111 426075 Ижевск,
Телефон:+7 3412 330-459, Факс:+7 3412 330-459, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Панфилова. ул, 39г 424006 Йошкар-Ола,
Телефон:+7 8362 347-274, Факс:+7 8362 347-274, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Кравченко. ул, 55 640022 Курган,
Телефон:+7 3522 225-214, Факс:+7 3522 225-214, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Карла Маркса. ул, 59-а 305029 Курск,
Телефон:+7 4712 250-340, Факс:+7 4712 250-340, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Труда. ул, 78 454091 Челябинск,
Телефон:+7 351 217-01-52, Факс:+7 351 217-01-52, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Менделеева. ул, 37-а 423584 Нижнекамск,
Телефон:+7 8555 244-732, Факс:+7 8555 244-732, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Астраханская. ул, 43с1 410004 Саратов,
Телефон:+7 8452 339-527, Факс:+7 8452 339-527, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Красноармейский. пр, 7 300041 Тула,
Телефон:+7 4872 520-482, Факс:+7 4872 520-482, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Карла Либкнехта. ул, 24 432063 Ульяновск,
Телефон:+7 8422 312-024, Факс:+7 8422 312-024, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Гражданская. ул, 7 428005 Чебоксары,
Телефон:+7 8352 201-069, Факс:+7 8352 201-069, Электронная почта: [email protected] Лабораторное оборудование Контакты:Адрес: Угличская. ул, 39 150047 Ярославль,
Телефон:+7 4852 231-026, Факс:+7 4852 231-026, Электронная почта: [email protected]Температура плавления латуни и плавка в домашних условиях
Такой параметр, как температура плавления латуни, является важным во многих ситуациях. Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.
Максимально возможное измельчение металла – одно из главных условий плавки латуни в домашних условиях
Характеристики и сферы применения латуни
Среди множества разновидностей латуни наибольшее распространение получили два ее типа – двойная и многокомпонентная. Основным элементом, определяющим характеристики данного сплава, является цинк, который может присутствовать в нем в количестве от 5 до 45%. Кроме цинка, в составе латуни в зависимости от ее марки могут присутствовать марганец, железо, никель и свинец, которые также оказывают влияние на ее свойства.
Простые латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и другой медный сплав – бронза, активно используется в различных отраслях промышленности. Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
Режимы обработки простых и свинцовых латуней (нажмите для увеличения)
В зависимости от химического состава латуни температура ее плавления может находиться в интервале 880–950°. Основным элементом, который оказывает влияние на данный параметр, является цинк: чем его больше в составе латуни, тем при меньшей температуре ее можно расплавить.
Плавка – не единственная технологическая операция, которой хорошо поддается латунь. Как и бронза, этот сплав можно подвергать различным видам механической обработки. Более того, для соединения латунных деталей можно использовать сварку. На текучесть латуни в расплавленном состоянии, что особенно важно учитывать при выполнении литья, негативно влияют такие химические элементы в ее составе, как свинец и висмут.
Сложнолегированные латуни – химический состав и применение (нажмите для увеличения)
Латунь, как и бронза, которая также относится к категории сплавов, выполненных на основе меди, – цветной металл, что во многом и определяет сферы ее применения. Изделия из латуни, имеющей желто-золотистый цвет, отличаются высокими декоративными характеристиками, но для того чтобы со временем они не чернели от взаимодействия с окружающим воздухом, их необходимо покрывать защитными составами.
Как и бронза, латунь обладает высокой устойчивостью к коррозии, что позволяет успешно применять данный сплав для производства предметов, которые эксплуатируются в условиях повышенной влажности. Широкому распространению изделий из латуни в различных отраслях промышленности способствует и то, что она обладает хорошими антифрикционными свойствами.
Одним из достоинств данного сплава, что особенно важно при выполнении литья, является его низкая склонность к ликвации.
Освоив технику литья латуни, можно создавать настоящие шедевры
Изделия из сплавов, выполненных на основе меди, к числу которых относится латунь, широко используются не только в промышленности, но и в быту. В связи с этим информация о том, как плавить такой металл, какая у него температура плавления и как правильно выполнять из него литье, может оказаться полезной во многих ситуациях.
Что потребуется для литья
Зная о том, как плавят латунь, можно не только выполнять ремонт латунных изделий, но и в домашних условиях изготавливать их. Чтобы на практике заняться литьем латуни или бронзы, следует подготовить соответствующее оборудование, часть которого можно изготовить своими руками. Кроме того, следует учитывать, что не все марки латуни и бронзы обладают хорошей текучестью, что значительно затрудняет их литье.
Для того чтобы расплавить латунь или бронзу, которые отличаются достаточно высокой температурой плавления, потребуется специальная печь. Многие домашние мастера самостоятельно изготавливают такие печи, работающие по индукционному принципу. В качестве основы подобного нагревательного приспособления можно использовать огнеупорный кирпич. Элементы кирпичного каркаса соединяются между собой при помощи специального раствора, способного выдерживать высокую температуру.
Самодельная плавильная печка с усиленным металлическим каркасом
Емкость, в которой будет выполняться само плавление (тигель), может быть также изготовлена в домашних условиях. В качестве материала для нее подойдут графит или шамотный кирпич. Более предпочтительным материалом для изготовления тигля, по признанию многих специалистов, является шамотный кирпич. Такой материал отличается долговечностью и позволяет выполнить значительно большее количество плавок, чем сосуд из графита.
Тигель из огнеупорной глины, обмазанный жидким стеклом с тальком
Важнейшим элементом печи, в которой латунь или бронзу можно подвергнуть плавлению, является нагревательный элемент. Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Плавка латуни требует применения такого вещества, как бура, которая добавляется в сплав для улучшения его характеристик. Учитывая тот факт, что вам придется работать с металлом, который имеет очень высокую температуру, надо предусмотреть все меры безопасности. Одной из таких мер, которая позволяет минимизировать риск возгорания различных предметов, расположенных в непосредственной близости с плавильной печью, является использование асбестового листа, которым нужно застелить участок пола.
Для изготовления нагревательных элементов печи понадобится толстая нихромовая проволока и керамические трубки
Для извлечения тигля с расплавленной латунью необходимы специальные щипцы с длинными ручками, а все работы, сопряженные с воздействием высокой температуры, следует выполнять в плотных перчатках и защитных очках. Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
В домашних условиях можно выполнять не только плавку, но также и сварку (пайку) латуни. Для выполнения этой технологической операции, при помощи которой можно вернуть к жизни поломанные изделия из данных сплавов, вам потребуются газовая горелка и специальный припой, основу которого составляет техническое серебро. Такой припой, как и флюс, специально предназначенный для пайки цветных металлов, можно приобрести в готовом виде или сделать его самостоятельно, используя для этого техническое серебро и медь.
После того как все оборудование и необходимые инструменты подготовлены, можно приступать непосредственно к литью латуни.
Процесс плавки
Для того чтобы латунь быстрее перешла в жидкое состояние, лучше помещать ее в тигель в измельченном виде. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
После того как вы наполните тигель измельченным металлом, необходимо установить сосуд в печь и начать ее нагрев до температуры плавления латуни. Если для плавки латуни вы используете заводскую муфельную печь, то следить за процессами, протекающими в тигле, можно через специальное окошко. В том случае, если вы самостоятельно изготовили печь простейшей конструкции, вам понадобится крышка из огнеупорного материала, которой будет закрываться емкость для плавления латуни.
Плавку в компактной печке заводского изготовления можно производить прямо на кухне
Тигель извлекается из печи только тогда, когда весь металл, который в него помещен, полностью расплавился. Для вынимания емкости с латунью следует пользоваться специальными щипцами и делать это максимально аккуратно. На поверхности латуни, подвергнутой плавлению, всегда присутствует пленка, которую в обязательном порядке надо убрать. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Для литья изделия из латуни вы должны подготовить форму, благодаря которой металл, переходя из жидкого расплавленного состояния в твердое, примет требуемые очертания. Заливка латуни в такую форму выполняется только после того, как удалена пленка, о которой говорилось выше. Затем вам останется только дождаться, когда латунь, залитая в форму, полностью перейдет в твердое состояние и остынет.
Заливка форм латунным расплавом
В домашних условиях можно использовать и более упрощенный вариант плавильной печи, применяя в качестве нагревательных элементов газовую горелку. Подвергнуть латунь плавлению таким образом можно, надежно закрепив газовую горелку под сосудом для плавки в вертикальном положении. При этом важно следить за тем, чтобы пламя, которое выдает горелка, равномерно охватывало всю нижнюю часть сосуда.
Процесс плавки пойдет быстрее, если использовать вторую горелку
Используя такое простое приспособление, следует иметь в виду, что латунь, которая будет плавиться в тигле, подвергается значительному окислению. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Таким образом, существует несколько способов, позволяющих эффективно расплавить латунь в домашних условиях. Выбирая один из них в зависимости от своих предпочтений и финансовых возможностей, вы сможете изготавливать из латуни методом литья изделия различного назначения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Плавильная печь для стали своими руками. Плавка металла в домашних условиях в индукционной электрической печи
Самым совершенным видом нагрева является такой, при котором тепло создается непосредственно в нагреваемом теле. Такой способ нагрева очень хорошо осуществляется пропусканием через тело электрического тока. Однако, прямое — включение нагреваемого тела в электрическую цепь не всегда возможно по причинам технического и практического характера.
В этих случаях совершенный вид нагрева может быть осуществлен применением индукционного нагрева, при котором тепло также создается в самом нагреваемом теле, что исключает излишний, обычно большой, расход энергий в стенках печи или в других нагревающих элементах. Поэтому, несмотря на сравнительно невысокий к. п. д. генерирования токов повышенной и высокой частоты, общий к. п. д. индукционного нагрева оказываётся часто выше, чем .
Индукционный способ позволяет также осуществлять быстрый нагрев неметаллических тел равномерно по всей их толщине. Плохая теплопроводность таких тел исключает возможность быстрого нагрева их внутренних слоев обычным способом, т. е. подводом тепла извне. При индукционном способе тепло образуется одинаково как в наружных слоях, так и во внутренних и может даже возникнуть опасность перегрева последних, если не сделать необходимой теплоизоляции наружных слоев.
Особо ценным свойством индукционного нагрева является возможность весьма высокой концентрации энергии в нагреваемом теле, легко поддающейся точной дозировке. Только можно получить тот же порядок плотности энергии, однако, этот способ нагрева трудно поддается контролю.
Особенности и общеизвестные преимущества индукционного нагрева создали широкие возможности применения его во многих отраслях промышленности. Кроме того, он позволяет создавать новые виды конструкций, которые вовсе не осуществимы пои обычных способах термообработки.
Физический процесс
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах: и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в , которое возбуждает в них вихревое . ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту . Эта ЭДС создает в металле , тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Интенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее . Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Индукционный нагрев и закалка металлов
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает , которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Эффективность нагрева тем выше, чем ближе вид испускаемой электромагнитной волны (плоская, цилиндрическая и т. д.) к форме тела. Поэтому для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок — цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания .
Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела.
Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты).
Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.
Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.
Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева — частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Индукционные плавильные печи
Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вторичной обмоткой служит само нагреваемое тело.
Для рабочего процесса индукционных плавильных печей характерно электродинамическое и тепловое движение жидкого металла в ванне или тигле, способствующее получению однородного по составу металла и его равномерной температуры по всему объему, а также малый угар металла (в несколько раз меньше, чем в дуговых печах).
Индукционные плавильные печи применяют при производстве литья, в том числе фасонного, из стали, чугуна, цветных металлов и сплавов.
Индукционные плавильные печи можно разделить на канальные печи промышленной частоты и тигельные печи промышленной, средней и высокой частоты.
Индукционная канальная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора.
Основной магнитный поток наводит в металле канала ЭДС, ЭДС создает ток, ток нагревает металл, поэтому, индукционная канальная печь подобна трансформатору, работающему в режиме короткого замыкания.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы.
Индукционные канальные печи предназначены для непрерывной работы с редкими переходами с одной марки металла на другую. Индукционные канальные печи, в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы.
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки — индуктора. С электрической точки зрения, индукционная тигельная печь представляет собой короткозамкнутый воздушный трансформатор, вторичной обмоткой которого является проводящая садка.
Индукционные тигельные печи используют преимущественно для плавки металлов на фасонное литье при периодическом режиме работы, а также вне зависимости от режима работы — для плавки некоторых сплавов, например бронз, которые пагубно влияют на футеровку канальных печей.
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.
В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его. Происходит плавление.
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Охлаждение можно сделать с помощью вентилятора. Только последний должен располагаться как можно дальше от печи, иначе обмотка его будет служить дополнительным замыканием вихревых потоков. Это понизит качество плавления.
Особенности плавления некоторых металлов
Для того, чтобы расплавить металл в домашних условиях этот элемент необходимо поместить в небольшую чашечку или тигель. Чашка с материалом вставляется в печь. Затем начинается его плавка. Чтобы расплавить драгоценные элементы их помещают в ампулу из стекла. Для того, чтобы сделать сплав из нескольких компонентов следуют такой инструкции:
- Вначале в чашечку для плавления кладется тугоплавкий элемент – медь или железо.
- Затем кладется более легкоплавкий компонент – олово, алюминий.
Сталь является тугоплавким материалом. Ее температура плавления составляет тысячу четыреста градусов по Цельсию. Поэтому, чтобы расплавить сталь в домашних условиях надо следовать следующей инструкции:
- Для плавки стали в домашних условиях ввести дополнительные регенераторы. Если печь работает на электричестве, то используется электроэнергия.
- При индукционном нагреве добавляются шлаки. Они увеличивают быстроту плавки.
- Постоянно вести наблюдение за показаниями приборов. Если необходимо, то понижать температуру плавления, переходя на более умеренный режим.
- Всегда верно определять готова ли сталь к работе или к плавлению. Выдерживать все вышеперечисленные шаги. Только тогда металл на выходе будет качественного изготовления.
Для плавки железа в домашних условиях печь необходимо заранее прогреть. Вначале помещается крупный кусок, а потом мелкие. Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму.
Если вы собираетесь сделать бронзу, то вначале необходимо поместить в лунку для плавления медь. Так как этот компонент более тугоплавкий. Когда медь расплавилась добавляется олово.
Ни в коем случае нельзя плавить такие элементы, как кадмий, свинец или цинк. При выгорании они образуют ядовитый дым желтоватого цвета.
А при плавке алюминия, олово или железа необходимо соблюдать неспешность. Расклепывать медленно и делать это надо небольшим молотком. Часто нагревайте материал до покраснения и остужайте в холодной воде. Только тогда вы получите идеальный сплав на выходе.
В мире уже сформировались устоявшиеся технологии производства металла и стали, которыми пользуются металлургические предприятия и сегодня. К ним относятся: конверторный способ получения металла, прокатка, волочение, литье, штамповка, ковка, прессование и т. д. Однако наиболее распространенным при современных условиях является переплавка металла и стали в конвекторах, мартеновских печах и электрических печах. Каждая из таких технологий имеет ряд недостатков и преимуществ. Однако наиболее совершенной и новейшей технологией сегодня является получение стали в электрических печах. Основными преимуществами последней над другими технологиями является высокая производительность и экологичность. Рассмотрим как собрать устройство где будет осуществляться плавка металла в домашних условиях своими руками.
Малогабаритная индукционная электрическая печь для плавления металлов в домашних условиях
Плавка металлов в домашних условиях возможна, если иметь электрическую печь, которую можно сделать своими руками. Рассмотрим создание индуктивной малогабаритной электрической печи для получения однородных сплавов (ОС). По сравнению с аналогами создаваемая установка будет отличаться такими особенностями:
- низкой себестоимостью (до 10000 руб), тогда как стоимость аналогов составляет от 150000 руб;
- возможностью регулирования температурного режима;
- возможностью скоростной плавки металлов в небольших объемах, что позволяет использовать установку не только в научной сфере, но и, например, в ювелирной, стоматологической областях и т.д.
- равномерностью и скоростью нагрева;
- возможностью размещения рабочего органа в печи в вакууме;
- сравнительно малыми габаритами;
- низким уровнем шума, почти полным отсутствием дыма, что позволит повысить производительность труда при работе с установкой;
- возможностью работы как от однофазной, так и от трехфазной сети.
Выбор типа схемы
Наиболее часто, при построении индукционных нагревателей, используются три основных типа схем: полумост, ассиметричный мост и полный мост. При конструировании данной установки были использованы два типа схем – полумост и полный мост с частотным регулированием. Этот выбор был вызван потребностью регулирования коэффициента мощности. Встала проблема поддержания режима резонанса в контуре, поскольку именно с его помощью возможна настройка требуемого значения мощности. Существует два способа регулирования резонанса:
- посредством изменения емкости;
- с помощью изменения частоты.
В нашем случае поддержка резонанса происходит за счет регулировки частоты. Именно эта особенность и вызвала выбор типа схемы с частотным регулированием.
Анализ составных частей схемы
Анализируя работу индукционной печи для плавки металла в домашних условиях (ИП) можно выделить три основные ее части: генератор, блок силового питания, и силовой блок. Для предоставления необходимой частоты при работе установки используется генератор, который для избежания помех от других блоков установки, соединяется с ними через гальваническую решения в виде трансформатора. Для обеспечения схемы силового напряжения необходим блок силового питания, который обеспечивает безопасную и надежную работу силовых элементов конструкции. Собственно, именно силовой блок формирует необходимы мощные сигналы для создания нужного коэффициента мощности на выходе схемы.
На рисунке 1 приведена общая принципиальная схема индукционной установки.
Создание схемы соединений
Схема соединений (монтажная) показывает соединения составных частей изделия и определяет провода, кабели, которые выполняют эти соединения, а также места их присоединения.
Для удобства дальнейшего монтажа установки была разработана схема соединений, отражающий основные контакты между функциональными блоками печи (рис. 2).
Генератор частоты
Самым сложным блоком ИП является генератор. Он обеспечивает нужную частоту работы установки и создает начальные условия для получения резонансного контура. В качестве источника колебаний используется специализированный контроллер электронных импульсов типа КР1211ЕУ1 (рис.3). Этот выбор был вызван возможностью работы данной микросхемы в достаточно широком частотном диапазоне (до 5 МГц), что позволяет получать высокое значение мощности на выходе силового блока схемы.
На рисунках 4,5 приведены принципиальная схема генератора частоты и схема электрической платы.
Микросхема КР1211ЕУ1 генерирует сигналы заданной частоты, которые можно изменять с помощью регулирующего резистора, установленного вне микросхемой. Далее сигналы попадают на транзисторы, работающие в ключевом режиме. В нашем случае применяются кремниевые полевые транзисторы с изолированным затвором типа КП727. Их преимущества заключаются в следующем: максимально допустимый импульсный ток, который они могут выдерживать, равна 56 А; максимальное напряжение – 50 В. Диапазон этих показателей нас полностью устраивает. Но, в связи с этим возникла проблема значительного перегрева. Именно для решения данного вопроса и нужен ключевой режим, который позволит уменьшить время нахождения транзисторов в рабочем состоянии.
Блок питания
Данный блок обеспечивает подачу питания на исполнительные узлы установки. Главной его особенностью является возможность работы от однофазной и трехфазной сети. Источник питания на 380В используется для повышения коэффициента мощности, выделяемая в индукторе.
Входное напряжение подается на выпрямляющий мост, который преобразует переменное напряжение 220В в постоянное пульсирующее. К выходам моста подключены накопительные конденсаторы, которые поддерживают постоянный уровень напряжения после снятия нагрузки с установки. Для обеспечения надежности работы установки блок оборудован автоматическим выключателем.
Силовой блок
Данный блок обеспечивает непосредственное усиление сигнала и создания резонансного контура, с помощью изменения емкости круга. Сигналы с генератора попадают на транзисторы, которые работают в режиме усиления. Таким образом, они, открываясь в разные моменты времени, будоражат соответствующие электрические цепи, проходящие через повышающий трансформатор и пропускают по нему силовой ток в разных направлениях. В результате на выходе трансформатора (Tr1) мы получаем повышенный сигнал с заданной частотой. Этот сигнал подается на установку с индуктором. Установка с индуктором (Tr2 на схеме) состоит из индуктора и набора конденсаторов (С13 – Сп). Конденсаторы имеют специально подобранную емкость и создают колебательный контур, который позволяет регулировать уровень индуктивности. Этот контур должен работать в режиме резонанса, что вызывает стремительное повышение частоты сигнала в индукторе, и увеличение индукционных токов, за счет которых собственно и происходит нагрев. На рисунке 7 приведена электрическая схема силового блока индукционной печи.
Индуктор и особенности его работы
Индуктор – специальное устройство для передачи энергии от источника питания в изделие, нагревается. Индукторы изготавливают обычно из медных трубок. Во время работы он охлаждается проточной водой.
Плавка цветных металлов в домашних условиях при помощи индукционной печи заключается в проникновении в середину металлов индукционных токов, которые возникают за счет высокой частоты изменения напряжения, приложенного к зажимам индуктора. Мощность установки зависит от величины приложенного напряжения и от ее частоты. Частота влияет на интенсивность индукционных токов и соответственно на температуру в середине индуктора. Чем больше частота и время работы установки, тем лучше перемешиваются металлы. Сам индуктор и направления протекания индукционных токов приведены на рисунке 8.
Для однородного смешивания и избежание загрязнения сплава чужеродными элементами, например электродами из резервуара со сплавом, используют индуктор с обратным витком как показано на рисунке 9. Именно благодаря этому витку создается электромагнитное поле, которое удерживает металл в воздухе, превосходя силу притяжения Земли.
Конечный монтаж установки
Каждый из блоков крепится к корпусу индукционной печи с помощью специальных стоек. Это делается для того чтобы избежать нежелательных контактов токоведущих частей с металлическим покрытием самого корпуса (рис. 10).
Для безопасной работы с установкой, она полностью закрывается прочным корпусом (рис. 11), чтобы таким образом создать преграду между опасными элементами конструкции и телом человека, работающего с ней.
Для удобства наладки индукционной установки в целом было изготовлена панель индикации для размещения метрологических устройств, с помощью которых и происходит контроль за всеми параметрами установки. В таких метрологических устройств относятся: амперметр, который показывает ток в индукторе, вольтметр, подключенный на выходе индуктора, индикатор температурного режима, регулятор частоты генерации сигнала. Все приведенные параметры дают возможность для регулирования режимов работы индукционной установки. Также конструкция оборудована системой ручного включения, и системой индикации процессов нагрева. С помощью показов на устройствах собственно и происходит контроль за работой установки в целом.
Конструирование малогабаритной индукционной установки является достаточно сложным технологическим процессом, так как он должен обеспечить соблюдение большого количества критерий, таких как: удобство конструкции, малогабаритность, портативность и т.д. Данная установка работает по принципу бесконтактной передачи энергии в предмет, нагревается. В следствие целенаправленного движения индукционных токов в индукторе происходит непосредственно сам процесс плавки, продолжительность которого составляет несколько минут.
Создание данной установки является достаточно выгодным, так как область ее применения безгранична, начиная с использования для обычной лабораторной работы и заканчивая изготовлением сложных однородных сплавов из тугоплавких металлов.
Индукционная плавильная печь применяется для плавления металлов и сплавов уже на протяжении последних нескольких десятилетий. Устройство получило широкое распространение в металлургической и машиностроительной областях, а также в ювелирном деле. При желании простую версию этого оборудования можно изготовить своими руками. Рассмотрим принцип работы и особенности применения индукционной печи подробнее.
Принцип индукционного нагрева
Для того чтобы металл перешел из одного агрегатного состояния в другое требуется нагреть его до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других моментов. Индукционная плавильная печь проводит нагрев материала изнутри при создании вихревых токов, которые проходят через кристаллическую решетку. Рассматриваемый процесс связан с явлением резонанса, который становится причиной увеличения силы вихревых токов.
Принцип действия устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, служит для размещения заготовки. Использовать этот метод нагрева в промышленных условиях можно только при условии создания большого устройства, в которое можно будет поместить шихту различных размеров.
- Устанавливаемая катушка может иметь различную форму, к примеру, восьмерки, но наибольшее распространение получила спираль. Стоит учитывать, что форма катушки выбирается в зависимости от особенностей заготовки, подвергаемой нагреву.
Для того чтобы создать переменное магнитное поле устройство подключается к бытовой сети электроснабжения. Для повышения качества получаемого сплава с высокой текучестью применяются высокочастотные генераторы.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из подручных материалов. Классическая конструкция имеет три блока:
- Генератор, который создает ток высокой частоты переменного типа. Именно он создает электрический ток, преобразующийся в магнитное поле, проходящее через материал и ускоряя движение частиц. За счет этого происходит переход металла или сплавов из твердого состояния в жидкое.
- Индуктор отвечает за создание магнитного поля, которое и нагревает металл.
- Тигель предназначен для плавки материала. Он помещается в индуктор, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых различных отраслях промышленности.
К основным достоинствам индуктора можно отнести нижеприведенные моменты:
- Современное устройство способно направлять магнитное поле, за счет чего повышается КПД. Другими словами, проходит нагрев шихты, а не устройства.
- За счет равномерного распространения магнитного поля заготовка нагревается равномерно. При этом с момента включения устройства до плавки шихты уходит небольшое количество времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагреве и плавлении металла не образуются испарения.
- Сама установка безопасна в применении, не становится причиной образования токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои определенные особенности.
Виды индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи катушки. Именно поэтому выделяют два типа индукционных печей:
- Канальная. Подобного рода устройство имеет небольшие каналы, которые расположены вокруг индуктора. Для генерации переменного магнитного поля внутри расположен сердечник.
- Тигельная. Эта конструкция характеризуется наличием специальной емкости, которую называют тигель. Изготавливается она из тугоплавкого металла с высоким показателем температуры плавления.
Важно, что канальные индукционные печи обладают большими габаритными размерами и предназначаются для промышленного плавления металла. За счет непрерывного процесса плавки можно получать большой объем расплавленного металла. Канальные индукционные печи применяются для плавки алюминия и чугуна, а также других цветных сплавов.
Тигельные индукционные печи характеризуются относительно небольшими размерами. В большинстве случаев подобного рода устройство применяется в ювелирном деле, а также при плавке металла в домашних условиях.
Создавая печь своими руками можно провести регулировку мощности, для чего изменяется количество витков. Стоит учитывать, что при повышении мощности устройства требуется более емкая батарея, так как повышается показатель энергопотребления. Для того чтобы снизить температуру основных элементов конструкции устанавливается вентилятор. При длительной эксплуатации печи ее основные элементы могут существенно нагреваться, что стоит учитывать.
Еще большое распространение получили индукционные печи на лампах. Подобную конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка применяется для создания индуктора, для чего ее сгибают по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Индуктор следует поместить в корпусе. Изготавливается он из термостойкого материала, который может отражать тепло.
- Проводится соединение каскадов ламп по схеме с конденсаторами и дросселями.
- Выполняется подключение неоновой лампы-индикатора. Она включается в схему для обозначения того, что устройство готово к работе.
- В систему подключают подстроечный конденсатор переменной емкости.
Важным моментом является то, как можно провести охлаждение системы. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, которое работает на воде или антифризе. Для того чтобы создать конструкцию водяного охлаждения своими руками требуется довольно много средств.
В домашних условиях устанавливается система воздушного охлаждения. Для этого устанавливаются вентиляторы. Следует располагать их так, чтобы обеспечивать беспрерывный поток холодного воздуха к основным элементам конструкции печи.
Домашняя индукционная печь справляется с плавкой относительно небольших порций металла. Однако такой горн не нуждается ни в дымоходе, ни в мехах, подкачивающих воздух в зону плавки. А всю конструкцию подобной печи можно разместить на письменном столе. Поэтому разогрев с помощью электрической индукции является оптимальным способом плавки металлов в домашних условиях. И в этой статье мы рассмотрим конструкции и схемы сборки подобных печей.
Как устроена индукционная печь – генератор, индуктор и тигель
В заводских цехах можно встретить канальные индукционные печи для плавки цветных и черных металлов. У этих установок очень высокая мощность, задаваемая внутренним магнитопроводом, который повышает плотность электромагнитного поля и температуру в тигле печи.
Однако канальные конструкции расходуют большие порции энергии и занимают много места, поэтому в домашних условиях и небольших мастерских применяется установка без магнитопровода – тигельная печь для плавки цветного/черного металла. Такую конструкцию можно собрать даже своими руками, ведь тигельная установка состоит из трех основных узлов:
- Генератора, выдающего переменный ток с высокими частотами, которые необходимы для повышения плотности электромагнитного поля в тигле. Причем, если диаметр тигля можно будет сопоставить с длинной волны частоты переменного тока, то такая конструкция позволит трансформировать в тепловую энергию до 75 процентов электричества, потребляемого установкой.
- Индуктора – медной спирали, созданной на основе точного просчета не только диаметра и количества витков, но и геометрии проволоки, используемой в этом процессе. Контур индуктора должен быть настроен на усиление мощности в результате возникновения резонанса с генератором, а точнее с частотой питающего тока.
- Тигля – тугоплавкого контейнера, в котором и происходит вся плавильная работа, инициируемая за счет возникновения в структуре металла вихревых токов. При этом диаметр тигля и прочие габариты этого контейнера определяются строго по характеристикам генератора и индуктора.
Такую печь может собрать любой радиолюбитель. Для этого ему нужно найти правильную схему и запастить материалами и деталями. Перечень всего этого вы сможете найти ниже по тексту.
Из чего собирают печи – подбираем материалы и детали
В основе конструкции самодельной тигельной печи лежит простейший лабораторный инвертор Кухтецкого. Схема этой установки на транзисторах имеет следующий вид:
На основе этого рисунка-схемы вы сможете собрать индукционную печь, используя следующие компоненты:
- два транзистора – желательно полевого типа и марки IRFZ44V;
- медный провод диаметром 2 миллиметра;
- два диода марки UF4001, еще лучше — UF4007;
- два дроссельных кольца – их можно извлечь из старого блока питания от десктопа;
- три конденсатора емкостью по 1 мкФ каждый;
- четыре конденсатора емкостью по 220нФ каждый;
- один конденсатор с емкостью 470 нФ;
- один конденсатор с емкостью 330 нФ;
- один резистор на 1 ватт (или 2 резистора по 0,5 ватта каждый), рассчитанный на сопротивление 470 Ом;
- медный провод диаметром 1,2 миллиметра.
Кроме того, вам понадобится пара радиаторов – их можно снять со старых материнских плат или кулеров для процессоров, и аккумуляторная батарея емкостью не менее 7200 мАч от старого источника бесперебойного питания на 12 В. Ну а емкость-тигель в данном случае фактически не нужна – в печи будет плавиться прутковый металл, который можно удерживать за холодный торец.
Пошаговая инструкция для сборки – несложные операции
Распечатайте и повесьте над рабочим столом чертеж лабораторного инвертора Кухтецкого. После этого разложите все радиодетали по сортам и маркам и разогрейте паяльник. Закрепите два транзистора на радиаторах. А если вы будете работать с печью дольше 10-15 минут подряд, закрепите на радиаторах кулеры от компьютера, подключив их к рабочему блоку питания. Схема распиновки транзисторов из серии IRFZ44V выглядит следующим образом:
Возьмите медную проволоку на 1,2 миллиметра и намотайте на ее на ферритовые кольца, сделав по 9-10 витков. В итоге у вас получатся дроссели. Расстояние между витками определяется диаметром кольца, исходя из равномерности шага. В принципе все можно сделать «на глаз», варьируя число витков в пределах от 7 до 15 оборотов. Соберите батарею из конденсаторов, соединяя все детали параллельно. В итоге у вас должна получиться батарея на 4,7 мкФ.
Теперь сделайте индуктор из медной 2-миллиметровой проволоки. Диаметр витков в этом случае может равняться диаметру фарфорового тигля или 8-10 сантиметрам. Число витков не должно превышать 7-8 штук. Если в процессе испытаний мощность печи покажется вам недостаточной – переделайте конструкцию индуктора, меняя диаметр и число витков. Поэтому на первых парах контакты индуктора лучше сделать не паянными, а разъемными. Далее соберите все элементы на плате из текстолита, опираясь на чертеж лабораторного инвертора Кухтецкого. И подключите к контактам питания аккумулятор на 7200 мАч. Вот и все.
Обзор литья металлов для начинающих — плавка, плавка, литье и литье
Привет всем, решил, что сделаю свой первый пост чем-то полезным, а не вопросом. Я знаю о литье больше, чем о кузнечном деле, поэтому решил, что помогу немного добавить в раздел литья, предоставив общий обзор того, как начать литье, справочники, необходимое оборудование, меры безопасности и т. Д. Надеюсь, это будет что-то, на что можно сослаться, чтобы дать какое-то направление людям, спрашивающим «как мне начать лить металл» или «могу ли я отлить свою собственную наковальню» и т. д., поскольку, похоже, таких сообщений довольно много.Я только что пролил бронзу и в итоге неоднократно объяснял процесс всем своим соседям по дому, где я живу и работаю, так что все это в любом случае было у меня в голове на этой неделе. Перед всей информацией я покажу несколько фотографий заливки, так как это всегда выглядит довольно круто.
Вид работающей печи с паковочными формами на переднем плане:
Я что-то проверяю или тыкаю:
Вынимаю тигель из печи:
Заливка:
Заливка:
Вот что было внутри (16 желудей + стробоскоп):
Acorn TIG, приваренный к стальному оголовку (будет прикреплен к кованой ветке на воротах):
Пучок желудей, готовый к прикреплению к воротам:
БЕЗОПАСНОСТЬ
Не делайте этого, если не выполнили надлежащую проверку.В идеале вы должны учиться у кого-то лично, но если это невозможно, вам следует прочитать несколько книг (рекомендации в конце этого поста) и посмотреть несколько видеороликов о разливке домашнего металла в Интернете. Расплавленный металл в любом количестве, превышающем сварочную лужу, чрезвычайно опасен, и несоблюдение этого требования может привести к серьезной аварии. Если есть вопросы, задавайте. Не вини меня, если ты поранишься.
РАСПЛАВЛЕННЫЙ МЕТАЛЛ
Если у вас есть какое-либо количество расплавленного металла, влага становится чрезвычайно опасной.Капля расплавленного металла на бетон (который удерживает влагу) превратит воду в порах в пар, вызывая небольшой взрыв, который выбрасывает жидкий металл и крошку бетона в воздух. А теперь подумайте, что было бы, если бы вы пролили целый тигель. ВСЕГДА ПЕРЕНОСИТЕ МЕТАЛЛ НА СУХИЙ ПЕСК.
Если вы воткнете что-нибудь — палочку для перемешивания, скиммер, еще кусочки металла для плавления — в тигель, когда в нем есть расплавленный металл, этот объект должен быть DRY .Это так же просто, как предварительный нагрев металла на верхней части печи во время ее работы и удерживание конца любых инструментов в вытяжном пламени в течение нескольких секунд, но если вы забудете, вы заставите расплавленный металл взорваться, пока вы стоите там. с вашим лицом над ним. Точно так же ваши изложницы (в которые вы заливаете оставшийся металл после заполнения форм) необходимо предварительно нагреть в печи, иначе произойдет взрыв. ПРЕДПОЛАГАЕМ, ЧТО, ЕСЛИ ЧТО-ТО НЕ СЛИШКОМ ГОРЯЧЕ, ЧТО ЭТО ВЛАЖНОЕ
ПРЕДОХРАНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Очки и маска для лица, а не одно или другое. Плотная кожаная куртка, сварочные перчатки, джинсы и толстые кожаные ботинки. Это то, что я ношу. Прекрасно работает, защищая от случайных брызг, и, по крайней мере, не тает на вашей коже в случае бедствия. Всегда держите под рукой ведро с сухим песком и лопату на случай разлива, а также охлаждающую штангу (кусок тяжелого углового железа, приваренный к концу трехфутового стержня), чтобы задержать поток в случае разрыва формы или течь.
ДОМАШНИЕ ТИГИ
Из-за серьезных опасностей, связанных с работой с расплавленным металлом, я настоятельно рекомендую НЕ использовать самодельные тигли для чего-либо более горячего, чем алюминий (например, любых медных сплавов и чугуна). Подходящие тигли будут описаны ниже для каждого отдельного металла, а также будет объяснен подходящий самодельный тигель для алюминия и других низкотемпературных сплавов.
Правильные тигли необходимы, даже если вы выполняете все остальные настройки:
—————————— ————-
Сначала я дам краткий обзор различных металлов, которые вы, возможно, захотите отлить, а затем расскажу некоторые подробности об общем оборудовании, которое вам нужно будет сделать. для небольшого литейного производства.
——————————————-
МЕТАЛЛЫ
СТАЛЬ
Хорошо, во-первых, вы, вероятно, никогда не собираетесь лить сталь дома, и вы определенно никогда не собираетесь делать стальную отливку размером с наковальню. Это просто реальность. Довести тигельную печь до температуры, необходимой для разливки стали, можно, но это превратит вашу печь в расходный материал. Я коснусь этого в первую очередь, поскольку похоже, что многие люди интересуются литьем стали.
Вот приблизительные температуры плавления некоторых металлов (все температуры в F):
Мягкая сталь: 2750
Чугун: 2100
Кремниевая бронза: 1800
Алюминий: 1200
Свинец: 680
Имейте в виду, что вам нужно, чтобы металл был перегрет на несколько сотен градусов выше этих температур, чтобы его успешно разлить, так, например, железо будет разливаться около 2300-2500 (горячее для более тонких отливок). Температура в вашей печи должна быть еще выше, а это значит, что внутренняя температура печи будет близка к 3000.Огнеупор, который я использовал для своей печи, рассчитан на 3000, а поскольку низкоуглеродистая сталь плавится около 2750, вы можете понять, почему его плавление быстро разрушит вашу печь. Вот картина огнеупорной футеровки на моей печи, где капли расплавленного железа высадились на него:
бронзы и алюминий будет просто прилипает к поверхности, но расплавленное железо буквально съедает прямо в него. Печь настолько нагревается, что вам понадобится одна из зеленых оксиацетиленовых масок, чтобы увидеть ее с открытой крышкой. Он просто не выдерживает температуры, необходимой для плавления стали.
ЧУГУН
Тем не менее, с правильно построенной печью плавление чугуна совсем не сложно, однако вам необходимо использовать песчаные формы, так как формы для выплавки, которые вы делаете дома (обсуждаются ниже), не выдерживают температуры расплавленного металла. железо (пробовал). Формование из песка — это само по себе искусство, и для его правильного выполнения потребуется немало практики. В конце поста есть несколько хороших книг по этому поводу. Наконец, для чугуна вам необходимо приобрести графитовый тигель на глиняной связке. НЕ ПЛАВАЙТЕ ЖЕЛЕЗ В ЧТО-ТО ВЫ САМИ СДЕЛАНО . Тигель обойдется вам в 50-100 долларов. Это очень дешевый страховой полис, который стоит каждого пенни. Серьезно. Без шуток. Практически все литейное оборудование, которое у меня есть, — самодельное, кроме тиглей для бронзы и железа.
BRONZE
Хорошо, перейдем к цветным металлам. Лично я использую только кремниевую бронзу для отливок из медного сплава по ряду причин. Во-первых, это состав: 96% меди, 3% кремния и 1% марганца.Вот почему это важно: латунь и другая бронза обычно содержат значительное количество цинка, олова и / или свинца помимо меди. Чтобы расплавить эти сплавы, их нужно нагреть выше температуры, при которой легирующие элементы испаряются. Это означает, что некоторое количество цинка, свинца, олова и т. Д. Улетучится с поверхности в виде газа, особенно когда вы перемешиваете или снимаете слой расплава. Это означает, что вы не только подвергаете себя воздействию токсичных паров, но и меняете состав металла каждый раз, когда его плавите.Кремниевая бронза не меняет состав даже после плавления в течение нескольких десятков раз (если вы держите тигель только для этого сплава), что делает ее идеальной для домашнего использования, где мы не можем проверить состав наших сплавов и где мы хотим немедленно повторно используйте металл, из которого состоит система ворот. Кроме того, вы можете купить прутки из кремнистой бронзы у большинства поставщиков сварочных материалов, что означает, что вы можете сварить их с помощью кислородно-ацетиленовой горелки или сварочного аппарата TIG и получить идеальное цветовое соответствие (особенно хорошо для фиксации небольших ямок в отливках и сварки двух отливок вместе и смешивание сварного шва).По этим причинам я считаю целесообразным покупать кремниевую бронзу вместо того, чтобы использовать куски лома неизвестного состава.
Что касается бронзы, вы действительно действительно хотите купить тигель, а не делать его. В частности, купите тигель из карбида кремния — опять же, около 50–100 долларов, и снова он того стоит. Я использовал самодельный тигель описанного ниже типа для плавления чистой меди, так как я не хотел загрязнять свой тигель для кремниевой бронзы и не хотел тратить 100 долларов на одноразовый эксперимент.Все шло хорошо, медь плавилась, я снял ее, а затем закрыл крышку печи, чтобы нагреть ее еще минуту, так как отливка должна была быть довольно тонкой, и я хотел, чтобы она была действительно горячей. Когда я снова открыл крышку, чтобы вынуть тигель, она вышла из строя, и дно печи было озером расплавленной меди. Если бы я не решил нагреть его еще на минуту, он бы вышел из строя, когда я поднимал его из печи. Это было бы примерно полгаллона расплавленного металла на моих ногах и ботинках.
АЛЮМИНИЙ
Алюминий отлично работает с ломом, но для достижения наилучших результатов используйте литой (не экструдированный) алюминий. Это означает, что автомобильные колеса, детали велосипеда и т. Д. Идеальны, но не так много трубок, листов, пивных банок и т. Д. Поскольку алюминий плавится при такой низкой температуре, вы можете безопасно использовать стальной тигель ИДЕАЛЬНОЙ КОНСТРУКЦИИ или, что еще лучше, чугунный тигель. Чтобы сделать стальной тигель, достаточно приварить кусок толстостенной трубы к более толстой пластине. Я с большим успехом использовал стенку 1/4 дюйма и 4-дюймовую трубу высотой около 10 дюймов, приваренную к куску пластины 3/8 дюйма.Сбоку приварил проушины для захвата клещами. Если вы не являетесь квалифицированным сварщиком, попросите кого-нибудь сварить его для вас, это не тот сварной шов, который вы хотите испортить. Кроме того, как и в случае с любым тиглем, вам нужно специально изготовить щипцы, которые очень хорошо подходят без люфта.
LEAD
Свинец плавится при такой низкой температуре, что вам даже не понадобится печь, только подходящий стальной или чугунный контейнер и несколько горелок. Мой сосед недавно отлил свинцовый киль весом 1100 фунтов для лодки, которую он строит, поместив свинец в модифицированную чугунную ванну, расплавив его несколькими кровельными горелками и выколов его снизу в деревянную форму с песчаным покрытием.Я не рекомендую деревянные формы — обработка поверхности не самая лучшая из-за влаги в форме, а пожарная часть была вызвана из-за чрезмерного копчения. Все вышеперечисленные меры безопасности применяются даже без печи, и помните, что свинец чрезвычайно токсичен.
ОБОРУДОВАНИЕ
Помимо тиглей для бронзы и / или железа, а также воздуходувки, вы можете легко сделать все, что вам нужно, самостоятельно. Вся моя литейная стоимость легко составляла менее 1000 долларов, включая несколько хороших книг (купленных новых, перечисленных ниже), два тигля, мою печь (материалы стоили около 300 долларов), гончарную печь (60 долларов на Craigslist и необходимые только для потерянного воска литье), электрическая воздуходувка (25 долларов на Craigslist) и множество самодельного оборудования, в основном сделанного из лома стали.Моя печь надстроена и, вероятно, больше, чем могло бы понадобиться многим здесь людям. Вы можете гораздо меньше потратить на простую настройку. Вот весь мой литейный цех, запакованный в углу моего цеха (выходит только время от времени):
ПЕЧЬ
Центральным оборудованием в литейном цехе является печь. Что касается масштабов, о которых мы говорим, тигельная печь — безусловно, самая разумная вещь для строительства, так что это все, что я буду обсуждать. Вы можете построить относительно печь, работающую на пропане или природном газе, которая в основном представляет собой вертикальную газовую кузницу с крышкой.Однако этим печам будет трудно плавить железо, если они вообще смогут это сделать. Я настоятельно рекомендую купить у Колина Пека (в Англии) руководство под названием «Печь для отработанного масла от литья чугуна искусного Боджера». Это то, что я сделал, и никогда не стал бы строить печь другого стиля. Конструкция корпуса печи проста и легко модифицируется для использования имеющегося у вас лома, и он усовершенствовал конструкцию горелки, в которой для сжигания отработанного масла используется гравитационная подача (отработанное растительное масло, отработанное моторное масло и дизельное топливо работают хорошо. ).На горелке есть форсунка, поэтому топливо не распыляется, что означает, что вы можете использовать отработанное масло (свободное, но загрязненное частицами), не забивая горелку. Кроме того, поскольку оно подается под действием силы тяжести, нет необходимости в насосе, а масло при атмосферном давлении НАМНОГО безопаснее, чем сжатый газ, когда вы работаете с расплавленным металлом. Кроме того, он выделяет намного больше тепла, чем пропан или природный газ — я могу расплавить 30 фунтов бронзы при холодном запуске менее чем за 45 минут. Правильно построенный, он очень чисто горит (не дымится) и может легко плавить чугун.Он определенно может расплавить сталь, если вы захотите, но это быстро испортит футеровку печи. Используя в основном подручные материалы, я потратил около 300 долларов на свою печь. Стоимость — это, прежде всего, литой огнеупор с температурой 3000 градусов (очень рекомендуется), который, как мне кажется, стоил 65 долларов за мешок весом 50 фунтов (я использовал 3) около 5 лет назад. Я не буду вдаваться в подробности о конструкции печи, поскольку Колин пытается продать свою книгу, поэтому вам придется купить ее у него, если вам нужны планы (обратите внимание, я никоим образом не извлекаю выгоду из этого, и я не даже знаю Колина.Просто это такой хороший дизайн, что это все, что я хочу порекомендовать).
РУЧНЫЕ ИНСТРУМЕНТЫ
Вам понадобятся различные простые инструменты, которые вы легко можете изготовить самостоятельно. Здесь изображены разливочный стержень (длинная вещь, которая удерживает тигель во время разливки), щипцы для тигля (для подъема тигля в печь и из печи), скиммер (угловая сталь, приваренная к стержню, изогнутая на конце, чтобы соответствовать моему тиглю, используется для снятия шлака перед разливкой) и изложницы (угловой чугун с закрытыми концами и рукояткой для выливания остатков металла после заполнения изложниц).Другие инструменты, не изображенные на рисунке, включают стальной стержень 1/2 дюйма для перемешивания, охлаждающую штангу (описанную выше в разделе «Оборудование для обеспечения безопасности»), пару щипцов для загрузки предварительно нагретого металла в тигель. Действительно простые вещи. Также обратите внимание, что для измерения температуры вам не нужен пирометр. Просто возьмите стержень диаметром 1/2 дюйма, который вы используете для перемешивания, воткните его на секунду в расплав, а затем вытащите. Если расплавленный металл соскользнет с конца, вы готовы к заливке. Если он на нем слипается, значит, он недостаточно горячий. Этот метод никогда не подводил меня для алюминия, бронзы и железа.
ИНСТРУМЕНТЫ ДЛЯ ФОРМЫ
Это зависит от того, выполняете ли вы литье в песчаные формы или по выплавляемым моделям. Я не делал форм для песка несколько лет, и у меня больше нет инструментов для этого, поэтому я не буду пытаться перечислять то, что вам нужно, это просто простые ручные инструменты и мюллер, если вам повезет, чтобы скрестить дорожки с одним. Я бы порекомендовал новичкам использовать Petrobond (песок на масляной основе), а не песок на водной основе, так как с ним легче работать и поддерживать его.
Я не буду вдаваться в подробности фактического процесса литья под давлением, но если вам интересно, вы должны купить последнюю книгу, указанную в конце этого поста.Я скажу, однако, что «микрокристаллический воск» — это то, что вы хотите купить, если делаете скульптурные изделия. Он становится очень мягким при нагревании от ваших рук, а затем может выдерживать любое скручивание или изгиб, не трескаясь, и очень плавно перетекает в себя. Подобно кремниевой бронзе, этот продукт настолько превосходен, что стоит своих денег. Паковочные формы легко сделать из 1 части воды, 1 части гончарного гипса и 2 частей грубого песка.
Для этого процесса вам нужно будет выжечь формы в печи, чтобы расплавить, сжечь и, наконец, испарить воск, а также прокалить формы.Вам нужно запустить его в течение нескольких дней и медленно повышать температуру, в конечном итоге поддерживая формы на уровне 1200 в течение дня и заполняя их расплавленным металлом, когда они остынут примерно до 800. Стандартная гончарная печь работает нормально, но будьте готовы проснуться вставайте один или два раза каждую ночь, чтобы проверить температуру, если у вас нет цифрового контроллера. Кроме того, вы можете выжечь другие органические предметы (овощи, палки и т. Д.) Вместо того, чтобы лепить что-то воском.
ПОСТАВЩИКИ / МАТЕРИАЛЬНЫЕ РЕСУРСЫ
Budget Casting Supply — ваш лучший выбор для покупок в Интернете, но если вы живете в большом городе или рядом с ним, вам действительно следует искать местных поставщиков.Если вы не знаете ни одного, попробуйте поискать в ThomasNet. Если вы не знакомы, этот веб-сайт представляет собой базу данных производителей и поставщиков с возможностью поиска, что очень полезно. Часто предприятия, поставляющие литейное оборудование или огнеупоры, никогда не имеют случайных клиентов, и если вы объясните, чем вы занимаетесь, они часто будут очень заинтригованы и постараются помочь вам. Мне еще предстоит заплатить за изоляцию из керамического волокна, хотя я получил ее в большом количестве между различными кузницами и моей печью — крупный поставщик огнеупоров обычно может предоставить вам «образец», которого более чем достаточно для того, что вы работаете на.
——————————————-
Вот и все У меня есть для вас, не написав об этом книги. Надеюсь, это будет полезно для некоторых из вас, кто хочет добавить литье в свои навыки работы с металлом. Я буду более чем счастлив ответить на любые ваши вопросы, и если кто-то находится в районе Филадельфии и хочет увидеть разлив, просто дайте мне знать, и я приглашаю вас к следующему.
——————————————-
РЕКОМЕНДУЕМЫЕ ЧТЕНИЯ
— «Печь для отработанного масла при отливке чугуна искусного Боджера» Колина Пека
… Доступно у автора по адресу http: //www.artfulbod…alcasting.com/. Это руководство — то, что я использовал, чтобы построить свою печь, описанную выше. Не думаю, что когда-либо построил бы тигельную печь, не основанную на этой конструкции. Ужасно написано, никогда даже не корректируется, но тем не менее бесценно.
— «Библия литейщика» К. В. Аммена
— «Полное руководство по литью в песчаные формы» также К. В. Аммен
… Книги Аммена очень удобочитаемы и понятны. Получите их независимо от того, делаете ли вы формы из песка или паковочные массы.
— «США. Руководство Navy Foundry », перепечатанное Lindsay Publications
.
… бесценный ресурс, но не из тех книг, которые вы читаете насквозь (например, скучное техническое руководство). Опять же, хотя он написан, в частности, для литья в песчаные формы, большая часть информации также имеет отношение к литью по выплавляемым моделям.
— «Литейный уголь» Дэйва Джинджери
… отлично подходит для начала, это песочное литье в наиболее упрощенной форме. Идеально подходит для супер-недорогой установки, чтобы залить немного алюминия, чтобы узнать, нравится ли он вам.
— «Литье металла: руководство по литью в песчаные формы для малых литейных производств» Стива Честейна
… есть два тома. Хорошие книги, но не обязательно, если вас интересует только литье по выплавляемым моделям.
— «Студийное литье из бронзы: метод потерянного воска» Джона Миллса и Майкла Гиллеспи
… для литья по выплавляемым моделям.
Также проверьте Lindsay Publications, чтобы узнать о других книгах по кастингу, включая некоторые из перечисленных выше.
Построй свой дом Металлический завод — Сделай сам — НОВОСТИ МАТЕРИНОЙ ЗЕМЛИ
Забавно, что мероприятие как бы застревает в твоих мыслях.Я хорошо помню, около 20 лет назад, держит сложный вид — и дорого — деталь машины в руке и думаю как Должно быть трудно сформировать этот кусок. Однако сегодня Я могу не только скопировать эту часть (за копейки), но и я могу изготавливать практически любые компоненты, которые мне нужны — для оснащения моих магазин, починить мою машину или просто пощекотать мою фантазию — не дальше моего собственного заднего двора! Купил ли я компанию по производству инструментов и штампов? Не совсем так.Вместо этого вы можете сказать, что я «основал» один, в общем инвестиции около 30 долларов и время, которое мне потребовалось, чтобы научиться, благодаря опыту освоены основы домашнего литья металла.
Вы не поверите, но установить компактный литейное производство дома, так как — если вам нравится возиться дом — вероятно, у вас уже есть под рукой большая часть что вам нужно, чтобы его построить. Литье металла (ремесло это практикуется на протяжении тысячелетий так называемыми «примитивные» люди) секретов не таит: если умеешь свисток, можно сделать узор… если вы когда-либо строили замки из песка, вы можете сделать форму … и если вы можете кипятить вода, вы можете расплавить металл и вылить его в форму. Это действительно так просто.
Конечно, я никогда не собирался браться за литейное дело просто ради забавы. Кто-то (чье имя давно забыто, но чье сообщение повисло) однажды сказал мне, что токарный станок по металлу — это единственная машина в магазине, которая может дублировать сама себя. Так, думать о старом рецепте куриного супа, который начинается «сначала возьми цыпленка», — подумал я, если бы я мог построить токарный станок — используя мои новые навыки литья — ничего помешает мне сойти с ума и изготовить все другие инструменты, необходимые для оснащения моей мастерской.
Однако я не рассчитывал на незапрошенные бизнес, который появился у меня после того, как я построил свой дом литейное производство (и я часто слишком занят, чтобы отливать инструменты для себя). Когда стало известно, что я проводил кастинг металл, казалось, весь округ прокладывает путь к моей двери, разыскивая меня для изготовления кухонной утвари, ремонта деталей инструментов или изготовления конструктивных элементов (для ветряные установки, теплицы, геодезические купола и др.) в обмен на товары, услуги или наличные.После пока я начал отливать отличительные предметы искусства это — с помощью простого литейного цеха на месте демонстрация — вымощена зеленью на местных блошиных рынках и фестивали ремесел, где восторженные зрители споткнулись, чтобы лучше видеть и облегчить им бумажники!
Когда я сказал, что для создания небольшого литейный, я имел ввиду. Например, древесный уголь это «классический» литейный завод топливо, хотя сейчас в литейной промышленности используется природный газ почти исключительно.Но после неудачной попытки с помощью самодельной газовой горелки перешла на уголь брикетов и с тех пор с ними связаны.
Помимо того, что он недорогой и доступный, твердый Топливо может вызвать пожар на литейном заводе, расположенном в сельской местности, где может не быть газопровода. А еще лучше уголь можно изготовить прямо на приусадебном участке (просто присыпьте куски твердой древесины землей и позвольте им тлеть изнутри в течение нескольких недель).Делаю это у себя есть и другое преимущество, кроме низкой стоимости, потому что самодельный уголь не содержит связующего агентов, которые можно найти в покупных брикетах, которые в конечном итоге в печи образуются клинкеры, блокирующие воздушный поток. (В процессе производства древесного угля также образуются газообразные и жидкие побочные продукты — такие как метан, древесный спирт и другие летучие вещества, которые могут иметь ценность сами по себе.)
Естественно, что для эффективного использования топлива мне требовалось подходящее печь.Вот и построил вот такую печь из металлолома для около 20 долларов. Это не что иное, как барабан, со съемным крышка, которая окружена примерно двумя дюймами литой огнеупор, в него встроена труба для подачи воздуха. снизу и оснащен регулируемым по потоку воздуходувка для подачи тяги, необходимой для создания интенсивного высокая температура.
Прежде чем строить свою печь, я сначала определил, как большой, чтобы обработать детали, которые я планировал делать.Я бы посоветовал новичку найти судно хотя бы размером с 50-фунтовый контейнер с хладагентом, затем попробуйте утилизируйте 30-фунтовую канистру из того же источника.
Возможно, еще лучше, если вы найдете 30-галлонную бочку и 5-галлонное ведро для краски, вы можете построить печь, которая будет достаточно высокий, чтобы вместить большинство кусков плавящегося лома, нет как бы странно они ни выглядели. (При выполнении алюминиевых литье, которое из-за низких температур, наименее сложное и безопасное литейное производство ремесло, я почти переплавил выброшенные поршни авто исключительно.Большинство гаражей позволят мне получить их бесплатно за берут, и они сделаны из качественного сплава. Многие из они, однако, поставляются с прикрепленными шатунами, и эти — вместе с любыми другими деталями из черных металлов — должны быть вылавливают из плавильного котла до того, как алюминий налил.)
Выбрав подходящий сосуд для печи, подготовьте его. сначала оторвав крышку — около самого верхнего шов — затем вырезать в нем отверстие сбоку, рядом с дно, достаточно большое, чтобы принять 16-дюймовую секцию корма размером 1-1 / 2 дюйма трубка.Проденьте локоть под углом 90 градусов к внутреннему концу этого ниппель, затем приварите сборку к стенке канистры, локоть направлен вверх. Далее прорезаем дырочку посередине секции крышки и приварите короткую длину 2 дюйма трубка глушителя на месте, позволяя ему выступать ниже губы слегка. Потом прикручиваем ручки — сделал из коротких кусочков плоской заготовки 1/8 на 3/4 дюйма и кусков 6 дюймов трубы 1/2 дюйма — в стороны контейнера.
Из-за экстремальных температур, возникающих в топка, ее пол, крышка и внутренние стенки должны быть футерован огнеупорным материалом. Пако Литой — хороший огнеупорный литейный продукт. Просто смешайте необходимое количество, следуя инструкции на сумке, затем заполните дно вашего контейнера печи, пока материал не достигнет верхней части колено подачи воздуха (обычно это делается на глубине от 1-1 / 2 до Два дюйма).
Затем покройте внешнюю оболочку меньшего из ваших двух сосуды с маслом (чтобы его можно было легко удалить после облицовка стены установлена) и поместите ее вертикально поверх локоть и залить «тестообразной» основой, убедившись, что это равномерно по центру барабана печи. Затем переходите к заполнению стенка полости огнеупорным, как вы делали в нижней части, но утрамбовывайте его, пока вы наливаете, чтобы препятствовать образованию воздуха пузыри.Завершите работу, перевернув крышку и выровняв ее, до уровня трубы глушителя аналогичным образом. (Подсказка: приварите несколько коротких стальных петель к внутренней стороне колпачок, чтобы смесь держалась, когда она застывает.) огнеупор сухой, удалите внутренний сосуд и «вылечите» печь путем сжигания в ней древесного угля — закрытая — для при минимум 12 часов.
После этого вырежьте кусок металлического листа толщиной 1/8 дюйма на диск достаточно большой, чтобы проскользнуть внутрь печи, затем прикрепите воздуходувку (моя «беличья клетка» тушит около 100 кубических футов в минуту и использует скользящую заслонку для регулировать поток — хотя старый фен с управление реостатом, вероятно, будет работать примерно так же), чтобы подающая труба.. . с помощью муфты, сварной пластины или даже кусок велосипедной камеры, если это то, что нужно чтобы сделать связь.
Вы, вероятно, сможете построить второй по важности литейный компонент — колба — тоже себе. Это на самом деле не что иное, как открытая коробка из двух частей, удерживает песок, который образует форму. Размер вашей фляжки (его верхняя часть называется копе, а ее нижнего сопротивления), конечно, будет зависеть от размер отливок, которые вы надеетесь налить, и вы можете установить простая четырехсторонняя щека между компонентами, чтобы при необходимости увеличьте глубину колбы.Однако я скажу вы, как собрать коробку для новичков, которая подойдет для практически любая работа, за которую вы захотите взяться какое-то время.
Во-первых, найдите четкие, прямые 1 на 4 и разрежьте восемь отрезков от него: четыре длиной около 10 дюймов и четыре более 12 дюймов в длину. Затем отрежьте восемь 2-дюймовых ломтиков и сделайте пара коробок, используя клей и №6 по Шурупы для дерева диаметром 1-1 / 4 дюйма, чтобы скрепить доски вместе.(Если ты решите построить фляжку побольше, вырежьте шпунт размером 1/4 на 1/2 дюйма во внутреннюю поверхность как ригеля, так и фрикциона, все вокруг, чтобы песок за что-то держался.)
Теперь сделайте два набора ключей для стороны колбы. Важно, чтобы справился и равномерно заподлицо, чтобы форма отделилась чисто по линии разъема. (Некоторые люди предпочитают использовать дюбель штифты или стержни вместо конических ключей, так как они оставляют меньше возможность ошибки при подъеме.) Напоследок заклеиваем все дерево с хорошим гидроизоляционным составом.
Вам также нужно будет придумать загадку и скамейка для лепки, но обе легко сделать. В во-первых, это просто песочный фильтр, собранный из Рама 16 на 16 дюймов, сделанная из 2 на 4, с прихватками примерно 1/4 дюйма ткань поперек него (можно использовать сетку 1/8 дюйма для отливок мелких деталей). Верстак 2х4 деревянный каркас около 36 дюймов в квадрате с фанерным дном 1/2 дюйма.Наконец, сделайте как минимум две выкройки. нарезать фанерные листы размером чуть больше вашей фляжки и покрытие их деревянным герметиком.
Большинство оставшихся инструментов и принадлежностей можно найти в своя кухня, мастерская или — если хотите получить фантазии — в магазине товаров для декоративно-прикладного искусства. Вам понадобится …
- Деревянная рукоятка молотка длиной около 10 дюймов для трамбовки
- Кусок кабелепровода 1/2 дюйма или конический дюбель длиной 6 дюймов для служить литником (не беспокойтесь об этом термины — вы поймете, что делают инструменты позже)
- Другой гладкий дюбель размером 1/2 на 6 дюймов для подступенка штифт
- Набор маленьких ложек и лезвий ножа, банка для полива (я использую пластиковый молочник с отверстиями). в крышке)
- Железный стержень с загнутым внутрь крюком один конец и ручка в другой
- Боб чугунный 6 дюймов горшок для тигля
- Пара щипцы типа ножниц длиной не менее 24 дюймов (делайте их от 1/2 дюйма стержень, поворотный — ближе к губкам, чем к ручки — на болте 1/4 дюйма, и с гнутым стальным лента на каждой челюсти, подходящая к краю тигля отлично)
- Правка деревянная
- Верблюжий волос кисть художника
- Форма для кексов (не алюминиевая)
- An в ассортименте железные кастрюли и сковороды разных размеров
- Маленькая прямоугольная форма для хлеба
- Рэпер (просто большая шайба с приваренной к ней стальной ручкой — или камертон)
- Скиммер, похожий на ложку, но с двухфутовой ручкой стержня.
Вам, конечно же, понадобится немного песка для литья, который вы также можете купить в местном магазине. литейное производство, поскольку трудно найти подходящие материал.Я нахожу оливиновый песок (он коричневый и содержит около 5 процентов бентонита в качестве связующего вещества), чтобы быть лучший выбор, хотя черный песок Олбани тоже подойдет Что ж. Вы также захотите найти немного пемзы, чтобы служить в качестве разделительной пудры (не пытайтесь заменить тальк потому что он имеет свойство впитывать влагу).
Сделайте металлическую форму
Теперь вы готовы сделать простую форму. Сначала просейте пыль от ваших брикетов, поместите их на дно печь над экраном, зажгите их и включите воздуходувку на.Затем подготовьте тигель, заполнив его алюминием. лом (будьте особенно осторожны — особенно при плавлении поршни — что вода не попала в детали для плавления).
С горячими углями поместите тигель в печь и установить крышку. Пока вы ждете сплава растопить, приготовить около пяти галлонов песка в лепке скамейку, немного сбрызнув ее водой и бросая его двумя деревянными блоками, чтобы консистенция сухой пасты (влажность от 5 до 7 процентов), позволяет ему оставаться целым при сжатии, но ломаться чисто после выпуска (вам, вероятно, придется добавить попрактикуйтесь, прежде чем вы сможете распознать этот этап).А еще лучше перемешать песок примерно за 12 часов до заливки, так что его впитывающий эффект успеет распределить влажность равномерно.
Затем разместите узор (это может быть компонент, который вы хотите дубликат, кусок дерева или пенополистирола, вырезаны до определенной формы) на доске для выкройки внутри формовочный стол и слегка протрите его, встряхнув пемзу через носок. Поместите перетаскивание вверх вниз над узором и — используя загадку — просейте песок в сопротивление.Плотно упакуйте зерна вокруг узор пальцами.
Когда он накрыт, насыпьте сверху крупный песок, пока он не затянется. коробка переполнена. Трамбовкой плотно утрамбовать песок по углам, но несколько менее плотно по рисунку. Используйте одну из досок для выкройки, чтобы вдавить песок в перетащите скручивающими движениями вниз и вправо-влево. Удалите лишний материал над краем перетаскивания. линейкой, затем выпустите воздух из формы, проткнув песок — используя короткую заостренную вешалку проволока — в нескольких местах выше и ниже выкройки.Соскребите весь упавший песок с бугеля с помощью форма для хлеба.
На этом этапе проверьте тигель, чтобы увидеть, алюминий плавится. Если он ярко-красный, он слишком горячий, и вам следует уменьшить поток воздуха, чтобы расплавленный металл можно просто кипятить, пока вы завершаете форму.
Теперь вернитесь и переверните перетаскивание правой стороной вверх, переделайте его лицо (с рисунком внутри) и поместите колпачок на сопротивление.Вставьте штифт подступенка (он используется для компенсации усадка при заливке) на самой толстой части шаблона, вставьте штифт литника в песок на укажите на дюйм или два от рисунка, держите загадку над колпачком и повторите просеивание, утрамбовку и поразительные процедуры, как и раньше.
После этого выкопайте небольшой бассейн примерно на дюйм глубиной и на дюйм от штифта литника, с помощью ложки вырежьте канал наполовину глубиной от ямы прямо до литниковый штифт.Снова продуйте узор, затем осторожно снимите штифты стояка и литника, нажмите на песок пальцами вокруг бассейна (стараясь не допустить падения материала в подступенок — то есть отверстие, оставленное штифтом подступенка) и отделить копейку от сопротивление.
Возьми свою ложку снова и выкопай бегуна в перетаскивании песок из литника, вдоль рисунка, заканчивая ворота (которые представляют собой соединительную канаву, ведущую прямо к выкройке) и прижмите песок, как и раньше.(На самом деле, в некоторых случаях более одного бегуна и ворот можно использовать.) Теперь нанесите тонкий слой воды вокруг края рисунка кистью и приготовьтесь удалить оригинал, сначала ввернув небольшой шуруп в какую-нибудь удобную его часть, затем закрутите винт и вперед и все вокруг с рэпером до образца легко расшатывается и поднимается. Отремонтируйте форму, если она повреждена любым способом сдуйте песок с места оттиска, и осторожно замените колпачок, дважды проверив его посадку.Теперь вы готовы к заливке, но сначала накройте открытая древесина формовочной скамьи вокруг опоки с песок.
Залить металлическую отливку
Откройте печь и удалите из нее все металлические детали. тигель крючком, затем снимите шлак с расплавленного поверхность алюминия (нарушая расплав всего лишь возможно) и бросьте его в ждущий контейнер для утюга. Поднимать тигель из духовки с крючком, поставьте его в железную сковороду и крепко возьмитесь за нее щипцы.Вылейте расплавленный сплав в емкость и поднимите литник до тех пор, пока он выходит из стояка, затем слейте всю неиспользованную жидкость алюминия в форму для кексов, чтобы сформировать слитки, которые вы можете переплавить позже.
Пока вы ждете, чтобы развести форму (потребуется от 20 до 30 минут, чтобы отливка остыла), вы можете повторно снять излишки песка и храните их в герметичном контейнере для следующего время (проделайте то же самое с песком в форме после заливка завершена) и потушите огонь в печи (за исключением охлажденные остатки угля… они разожгут твой следующий огонь особенно легко заводится).
Как только время истечет, вытряхните кастинг и посмотрите его. над. Не огорчайтесь, если первые попытки немного грубо. С практикой вы сможете нокаутировать работа, которая неизменно подходит для нарезания резьбы, токарной обработки, фрезерование или любой другой вид механической обработки.
При работе с металлом безопасность прежде всего
Это важно, поэтому я не собираюсь отказываться от слов: Всегда надевайте кожаные перчатки и ботинки и защита глаз при работе с литейным цехом.Никогда не лейте воду на расплавленный металл … всегда используйте песок для предотвращения или тушения тления, связанного с выливанием, или Огонь. Работайте в хорошо проветриваемом помещении или на открытом воздухе и избегайте вдыхать уголь и пары алюминия, потому что они токсичны. Не заливать голую древесину или бетон, и никогда не ставьте печь на деревянный пол … поднять его на огнеупорном кирпиче или огнеупорном. И помните: держите воду — в любом количестве — под вашего тигля!
Учитесь на ходу
У вас вряд ли получится идеально налить с первого раза.В на самом деле вам, возможно, придется сделать довольно много отливок перед вы получаете каждую ступеньку вниз. Я не могу помочь тебе практиковаться, но Я могу порекомендовать вам прочитать как можно больше о малых основание по возможности, и через некоторое время вы станете опытный в том, что, вероятно, является одним из величайших навыки самодостаточности всех!
плавильных алюминиевых банок с самодельным мини-металлическим тиглем за 20 долларов
Давайте расплавим немного металла! King Of Random сделал это снова, построив самодельную мини-литейную мастерскую со стальным тиглем.Он расплавит алюминиевые банки при более чем 1000 градусов тепла, обеспечиваемом обычным старым древесным углем и феном.
Грант Томпсон решил построить самодельный литейный завод из смеси 50% гипса и 50% пластикового песка.
Штукатурка и песок являются хорошими изоляторами и сосредотачивают тепло в одной центральной области. Воздушный поток контролируется простым феном за 3 доллара из долларового магазина, что приводит к положительному потоку воздуха в сердце тигля. Это увеличивает тепло экспоненциально — как в ракетной печи — при очень небольшом расходе топлива.
Это самая крутая, удивительно практичная самодельная литейная по металлу. При цене всего 20 долларов он намного доступнее, чем дорогие производимые модели.
Безопасность — это проблема, и Грант заботится об этом. Это литейный завод, и он становится ГОРЯЧИМ ГОРЯЧИМ! При неправильном обращении существует опасность получения серьезных ожогов.
Вероятно, неплохо было бы приобрести настоящий тигель, предназначенный для плавки металлов, и, как описывает Грант, вы можете купить его примерно за 30 долларов.Это стоит денег по соображениям безопасности.
Есть множество вариантов использования вне сети и приусадебных участков для таких самодельных литейных заводов. Вы можете изготавливать всевозможные практичные изделия, если знаете, как делать и использовать формы и отливки.
«В итоге я предпочел ведро из оцинкованной стали и смесь 50% гипса и 50% пластикового песка по объему, что было вдохновлено видео NightHawkInLight« Как приготовить суп можно ковать »http: / /bit.ly/IBSoupCanForge
В зависимости от того, где вы получаете или находите материалы, стоимость может варьироваться от 5 до 25 долларов за единицу.С помощью материалов, которые я использовал, я смог сделать 2 единицы менее чем за 40 долларов (20 долларов каждая). Даже на высоком уровне, это, вероятно, один из самых дешевых и надежных литейных заводов на заднем дворе, который только можно сделать.
Король случайногоЦель моей литейной мастерской на заднем дворе — продемонстрировать самую простую установку для литья металлов. Однако, если вы планируете попробовать этот подход самостоятельно, необходимо заранее учесть следующие важные моменты:
— Банки из-под газировки работают очень хорошо, однако алюминиевые банки являются одним из худших источников алюминия для литья, а некоторые банки из-под газировки в Великобритании фактически сделаны из стали.Сплав предназначался для экструзии, поэтому не самый лучший для литья. Они также производят больше окалины (шлака), потому что тонкие стенки быстро окисляются, а пластмассовые покрытия на банках добавляют примеси. Лучшим источником алюминия для литья были бы литые алюминиевые изделия из комиссионных магазинов, такие как электрические сковороды или небольшие блоки двигателя из мастерских газонокосилок.
— Тигель, который я использовал, был стальным, но важно отметить, что сталь может растворяться в расплавленном алюминии. Возможно, что когда вы вытащите тигель из литейного цеха, его дно может раствориться, и расплавленный алюминий упадет вам на ноги и на землю.Хороший огнеупорный тигель можно купить в Интернете примерно за 30 долларов.
— И, наконец, заливка бетона создает опасность паровых взрывов. Если расплавленный алюминий упадет на землю, он может перегреть влагу в бетоне и вызвать его растрескивание (паровой взрыв) в месте падения алюминия. Это потенциально может привести к распылению горячего бетона и расплавленного алюминия повсюду. По возможности расплавьте металл и полейте его песком, чтобы минимизировать риски.
Примечание. Носить перчатки из полиэстера, подобные тем, что были у меня в видео, рискованно, потому что материал может расплавиться в ваших руках, если на вас брызнут горячий алюминий.Это потенциально может привести к ожогам в месте падения металла, окруженным пластиком, прожигающим кожу ».
А когда вы не пользуетесь самодельным литейным цехом, он может использоваться даже в качестве плантатора для домашнего декора!
Король случайных
Если вы хотите узнать, как приготовить консервную банку для супа, вот классное видео, которое послужило вдохновением для этого удивительного литейного завода.
Очень крутая самоделка DIY tech. Однако ВСЕГДА будьте в безопасности!
Принадлежности для литья металлов | PMCSupplies.com
В отношении металлообработки литье — это процесс, при котором металл разжижается и заливается в форму, которая затем охлаждается и затвердевает, принимая форму полости формы. Затвердевший кусок металла, также называемый отливкой или слитком, затем извлекается из кристаллизатора для завершения процесса. Существуют различные типы методов литья, включая: ручная заливка, литье в песчаные формы, литье по выплавляемым моделям, литье по выплавляемым моделям, центробежное литье и центробежное литье.
Процесс литья использовался на протяжении тысячелетий для изготовления скульптур, ювелирных изделий, инструментов и многого другого.Компания PMC Supplies специализируется на производстве инструментов для плавления драгоценных и недрагоценных металлов и их заливки в формы. Мы поставляем формы из графита, стали и чугуна, чтобы упомянуть некоторые. Эти формы предлагаются в различных формах и размерах, чтобы удовлетворить ваши конкретные потребности. Мы также предлагаем полную линейку плавильных печей, тиглей и горелок для начального процесса плавки; а также инструменты и защитное снаряжение для работы с металлами в процессе литья. Независимо от того, занимаетесь ли вы добычей собственного золота, у вас есть лом ювелирных изделий, или просто занимаетесь металлообработкой в качестве хобби, у нас есть инструменты, необходимые для литья металлов от начала до конца!
Литье металла может стать прибыльным хобби при работе с драгоценными металлами.С соответствующими инструментами и оборудованием вы можете начать плавить собственное золото, серебро и медь в слитки или другие формы для перепродажи. У нас также есть все необходимые аксессуары и химикаты, чтобы довести ваши драгоценные металлы до еще более очищенного состояния, что позволит вам получить большие деньги за ваш материал.
Наша промышленность
- Чеканка, биржа слитков, заводы по переработке драгоценных металлов, изготовление ювелирных изделий и стоматология
Виды литья металла
Металлы можно плавить с помощью горелки, электрической, пропановой, индукционной печи или даже микроволновой печи.Выбор наиболее подходящего для вас метода будет зависеть от вашего бюджета, типа плавления и количества материала, которое вы хотите плавить за один раз.
Ручная заливка
Сначала металл нагревают до расплавленного состояния. Это делается с помощью тигля для хранения материала и источника тепла, например плавильной печи или ручной горелки для плавления. Металл нагревается в тигле до определенной температуры плавления, а затем выливается в выбранную вами форму для завершения процесса.* Обязательно предварительно нагрейте изложницы для графитовых слитков, чтобы предотвратить термический шок и растрескивание.
Литье в песчаные формы
Недорогой метод литья, при котором смесь песка и глины используется в качестве емкости для заливки расплавленного металла. Смесь песка и глины часто содержится в металлической колбе или форме, чтобы можно было уплотнить материал до плотного состояния для получения оптимальных результатов разливки. Из-за своей податливой текстуры отливку в песок можно использовать для имитации сложных объектов, вдавливая объект в песок, чтобы оставить негативное впечатление от конструкции, которая затем заполняется расплавленным металлом.Вы также можете вырезать узоры или узоры прямо на уплотненном песке. Форма заполняется расплавленным материалом, который затем охлаждается и затвердевает. Как только металл затвердеет, форму можно стучать молотком, чтобы расколоть песок и обнажить металлический предмет.
Литье по паковке / по выплавляемым моделям
Литье по выплавляемым моделям — один из старейших методов литья, при котором расплавленный металл заливают в керамическую форму. Форма сначала формируется в соответствии с вашим конкретным дизайном, создавая одноразовый восковой узор.Затем восковая конструкция полностью окружается или «погружается» в керамическую суспензию, которая в конечном итоге затвердевает в форме. Термин «восковое литье по выплавляемым моделям» используется потому, что первоначальный восковой рисунок или узор выплавляется из формы после того, как объект был сформирован. Литье по выплавляемой восковой модели — не самый эффективный метод, если вы хотите создать несколько экземпляров одного и того же рисунка, как при каждом создании воскового шаблона; он полностью расходуется в процессе.
Этот метод литья можно использовать с алюминием, бронзой, чугуном, сталью и магниевыми сплавами и лучше всего подходит для литья металлов со сложными деталями или сложной конструкцией.Этот метод литья потребует расплавленного металла, металлической матрицы, воска, керамической суспензии, печи и станка для шлифования, резки или струйной обработки.
Центробежное литье / центробежное литье
Центробежное или центробежное литье — это метод изготовления резиновой формы с использованием центробежной силы. Расплавленный материал заливается в полость через небольшое отверстие в верхней части дискообразной формы, и материал прижимается к внутренним стенкам полости, когда центрифуга движется с определенной скоростью.Форма заполняется материалом и продолжает вращаться, поскольку металл или пластик внутри полого контейнера начинают затвердевать. Спин-литье — это широко используемый метод многоразового использования для отливки изделий с большим количеством деталей и отделкой поверхности, таких как рыболовные приманки и компоненты снастей, пряжки ремней, трофеи, сувениры, булавки и медальоны.
Популярные металлы для литья и температуры их плавления
- Корпус из нержавеющей стали
- Сменные внутренние компоненты
- достигает 2100 градусов по Фаренгейту всего за несколько минут!
- Экономичный, в нем используются недорогие пропановые горелки (не входят в комплект)
- Портативный, маленький и легкий
- Продается в размерах 2 кг, 4 кг и 10 кг для удовлетворения ваших потребностей в плавке
- Поставляется с горелкой DFC, которая работает с пропаном, бутаном и смесью пропана или бутана.
- Расплавляет материал всего за 15 минут!
- Разработан и изготовлен из стали тяжелой службы, керамической ватой и огнеупорным цементом, чтобы расплавить большинство металлов
- Отсутствие электричества упрощает использование печи
- Разработан с высокотемпературной керамической камерой для длительного литья
- Достигает максимальной температуры 2102 градусов Фаренгейта или 1150 градусов Цельсия
- Расплавляет материал всего за 30–45 минут!
- Конструкция с коническими сторонами и сливным носиком для легкого удаления материала.
- Подходит для плавки драгоценных металлов при температуре до 2800 ° F.
- Идеально для небольших литейных работ
- Может использоваться для плавления золота, серебра, бронзы, меди, латуни и т. Д.
- Большинство из них имеют внешнюю кромку для использования с захватными клещами для облегчения работы.
- Последние 30+ заливок
- Отлично подходит для плавки драгоценных и цветных металлов
- Материалы не прилипают к графиту
- Предлагается широкий выбор размеров
- Подходит для пропановых и средне- или высокотемпературных индукционных печей
- Выдерживает очень высокие температуры
- Более прочный и долговечный, чем большинство графитовых тиглей
- Применяется для плавки, плавки, рафинирования
- Использование с драгоценными и цветными металлами
- Этот тигель используется для плавления золота, серебра и других драгоценных металлов
- Выдерживает температуру до 2200 ° F
Основные инструменты и принадлежности для литья металлов
Используйте приведенный ниже список рекомендуемых продуктов, чтобы помочь вам выбрать подходящие продукты для вашего приложения.Имейте в виду, что это всего лишь предложения, и существует множество различных переменных, которые следует учитывать при выборе продуктов, подходящих для ваших нужд.
Плавильные печи
Мы предлагаем различные плавильные печи, и выбор подходящей будет зависеть от того, сколько материала вы собираетесь обрабатывать за один раз, от области, в которой вы планируете проводить большую часть плавки, от вашего бюджета и, конечно же, от вашего опыта.
Мини-печь Kwik, пропановая,
Эта плавильная печь отлично подходит для новичков или людей, которые находятся в пути, поскольку она достаточно мала, чтобы брать ее с собой в поисковые путешествия.Они также идеально подходят для тех, кто хочет обрабатывать небольшое количество ювелирного лома, золотых хлопьев или других материалов.
Характеристики:
Тип баллона с пропаном
Эта плавильная печь отлично подходит для плавильщиков, имеющих некоторый опыт работы и которые хотят обрабатывать большее количество материала за раз.Эту печь нужно будет использовать на открытом воздухе или в хорошо вентилируемом помещении.
Характеристики:
Цифровой / электрический стиль плавления
Эти агрегаты отлично подходят для плавильных заводов, имеющих опыт работы в коммерческих или любительских условиях.Эту простую в эксплуатации машину можно использовать в помещении на безопасной термостойкой поверхности.
Характеристики:
Вам понадобится термостойкая емкость для разжижения материала в процессе плавления.Графитовые и керамические тигли являются широко используемыми материалами из-за их чрезвычайно высоких температур плавления. Тигли бывают разных размеров, форм и материалов. Выбор правильного тигля также будет зависеть от таких переменных, как: тип материала, который вы плавите, количество материала, которое вы будете плавить за один раз, и ваш процесс плавления (используете ли вы метод горелки или какую-либо плавильную печь).
Керамические тигли
Этот тигель отлично подходит для тех, кто использует метод горелки для плавления материала.Перед использованием тигель следует приправить, чтобы добиться наилучших результатов.
Характеристики:
Графитовые тигли
Мы предлагаем широкий выбор графитовых тиглей, которые можно использовать с различными плавильными печами.Некоторые устройства могут работать с несколькими вариантами размеров в зависимости от того, насколько велика партия материала, которую вы хотите расплавить. Эти тигли рекомендуется использовать при плавке любых драгоценных материалов.
Характеристики:
Литейные или горшечные тигли
Тигли из карбида кремния
Тигли из плавленого кварца
Вам понадобится форма для заливки расплавленного материала, чтобы сделать буханку, слиток, монету или слиток.Мы производим формы из различных материалов, включая графит, чугун и сталь.
Графит
Графит — идеальный материал для литья металлов, поскольку он может выдерживать чрезвычайно высокие температуры. Металлы легко отделяются, и вам не потребуется использовать разделительный агент или смазочный спрей. По запросу мы также предлагаем индивидуальные гравированные и нестандартные формы для графитовых слитков. Графитовые формы со временем и после многократного использования начинают портиться. Большинство клиентов обнаруживают, что они могут использовать графитовую форму от 30 до 60 заливок, прежде чем ее потребуется заменить.* Точное количество использований может отличаться.
Сталь
Стальные формытакже являются отличным вариантом и отличаются прочностью и долговечностью. Они прослужат намного дольше, чем графит, но они требуют использования разделительного агента или смазочного спрея перед каждой заливкой, чтобы предотвратить прилипание материала к форме. Наши стальные формы предлагаются в регулируемых версиях, а также в формах для проволоки. Наши регулируемые формы придают вашему металлу форму, подходящую для использования в прокатном стане для дальнейшего выравнивания.
Чугун
Они подходят для процессов плавления, которые не требуют гладкой поверхности, и чаще используются для недрагоценных металлов, таких как медь и латунь. Эти формы долговечны и прослужат много заливок, но вам нужно будет использовать разделительный агент или спрей, чтобы смазать форму перед заливкой, иначе металл может прилипнуть к внутренней полости формы.
Прочие важные инструменты и материалы для литья металлаСтержни перемешивания
Мы рекомендуем использовать стержень для перемешивания с расплавленным материалом в процессе плавления.Их также можно использовать для снятия и удаления загрязнений с поверхности расплава.
Термостойкая поверхность
Ваши инструменты будут очень горячими во время процесса плавления, и когда они не будут использоваться, им потребуется безопасное место для отдыха. Некоторые печи также рекомендуют ставить на жаропрочную поверхность. Термостойкие плиты бывают разных размеров и из разных материалов, каждый со своей удельной теплоемкостью. Это также идеальные поверхности для всех ваших задач пайки!
Защитное снаряжение
Вам понадобится несколько типов термостойкого защитного снаряжения для безопасного ведения процесса, особенно при работе с такими экстремальными температурами.Рекомендуем иметь при себе надежные перчатки, фартук, рукава, маску для лица, защитные очки; и в некоторых случаях респиратор для дополнительной безопасности.
Флюс
Скорее всего, в процессе плавки вам понадобится литейный флюс. Мы продаем несколько типов флюсов, включая безводную буру, борную кислоту, а также флюс Хэнка Чепмена. Флюс используется для раскисления тиглей и приправы, он помогает сохранить ваш материал в жидком состоянии, что обеспечивает лучшие результаты.
Книги по литью металла
Мы настоятельно рекомендуем провести исследование и самообразование, прежде чем начинать проект по отливке или переработке.Есть много важных шагов, процессов и мер безопасности, с которыми вам нужно будет ознакомиться, прежде чем успешно реализовать свой проект. Если вы новичок в литье или имеете некоторый опыт, но хотите расширить свою базу знаний, мы предлагаем ряд книг, которые специализируются на литье и очистке.
Весы
Возможно, вы захотите приобрести какие-нибудь цифровые весы для взвешивания лома и материалов. Мы предлагаем весы разных размеров: от портативных карманных весов до настольных весов большего размера.
Оборудование для проверки золота
После того, как вы расплавили и / или улучшили свой материал, вы можете проверить его чистоту. Мы предлагаем испытательные кислоты, испытательные иглы, цифровые тестеры и специальные магниты для определения чистоты вашего материала.
Комплексные комплекты для плавки
Мы также разработали ряд комплексных комплектов для плавки, в которых есть все необходимое, чтобы начать плавление ваших материалов сегодня! Эти комплекты доступны как с электрическими печами, так и с пропановыми печами, и поставляются с различными аксессуарами, чтобы избавиться от хлопот по выбору их индивидуально по отличной цене!
Move Over Алюминий: чугун для литейного производства
Когда дело доходит до выбора металлов, которые можно плавить в домашних условиях, это немного похоже на известную шутку [Генри Форда]: вы можете плавить любой металл, если это алюминий.Не то чтобы в этом что-то не так; отливка алюминия позволяет многого добиться. Но представьте, чего вы могли бы достичь, переработав вместо этого чугун.
Похоже, [luckygen1001] кое-что знает о том, как бросать горячий металл. На видео ниже показан довольно обширный цех и несколько довольно уникальных инструментов, которые он использует для переработки чугуна; нас особенно впечатлила установка, которую он использует, чтобы держать светящиеся тигли с уважительного расстояния. Чугун поступает из дешевого и изобильного источника: роторы автомобильных дисковых тормозов.Обычно его можно бесплатно получить в местной тормозной мастерской, он забивает их угловой шлифовальной машиной и разбивает молотком на удобные куски, прежде чем бросить в огонь. Сама печь — настоящая вещь, работающая на смеси дизельного топлива и отработанного моторного масла и звучащая для всего мира, как запуск реактивного двигателя. [luckygen1001] пришлось поиграть с расплавом, добавляя куски сплава ферросилиция, чтобы получить чугун с лучшими механическими свойствами, чем оригинальные роторы. Это интересный урок металлургии, а также наглядный пример, как не сделать опоку для литья чугуна.
Чугун из домашнего магазина открывает множество возможностей. Самодельный токарный станок для литого алюминия — это одно, но с чугунными деталями было бы еще лучше. А если вы используете много тормозных роторов на своем токарном станке из чугуна для домашнего пивоварения, это может потребовать особого обращения.
Metal Melt & Pour: жизнь отливки
Электродуговые печи
(ДСП) начали использовать в конце 1800-х годов. Электроды пропускают электрический ток через металл внутри печи, что более эффективно, чем добавление внешнего тепла при плавлении больших объемов за один раз.Большая ДСП, используемая при производстве стали, может выдерживать до 400 тонн. «Заряд» этой стали часто состоит из тяжелого чугуна, такого как слябы и балки, измельченного лома от автомобилей и других отходов, а также слитков чугуна с плавильного завода.
После заполнения резервуара электроды помещаются в металл, и между ними проходит электрическая дуга. Когда металл начинает плавиться, электроды можно протолкнуть глубже в смесь или раздвинуть, чтобы создать большую дугу. Для ускорения процесса можно добавить тепло и кислород.Когда начинает формироваться расплавленный металл, напряжение может быть увеличено, поскольку шлак, образующийся на поверхности металла, действует как защитное одеяло для крыши и других компонентов ДСП.
Когда все расплавлено, вся печь наклоняется, чтобы выгрузить жидкий металл в расположенный ниже ковш. Иногда сами ковши могут быть меньшими по размеру электродуговыми печами, в которых перед разливкой металл остается горячим.
Индукционные печи
работают с магнитными полями, а не с электрическими дугами.Металл загружается в тигель, окруженный мощным электромагнитом из спиральной меди. Когда индукционная печь включена, катушка создает быстро меняющееся магнитное поле за счет подачи переменного тока. Когда металл плавится, электромагнит создает в жидкости завихрения, которые перемешивают материал самостоятельно. Тепло в индукционной печи создается за счет возбуждения молекул в самом железе, а это означает, что все, что попадает в тигель, именно то, что выходит наружу: кислород или другие газы не добавляются в систему.Это означает меньшее количество переменных, которые необходимо контролировать во время плавки, но это также означает, что индукционная печь не может использоваться для рафинирования стали. Что входит, то выходит. Как и в ДСП, индукционные печи часто выгружают, наклоняя их в нижние ковши.
Индукционные печи очень распространены и просты в эксплуатации при высоком качестве входных материалов. Обычные модели могут производить 65 тонн стали на каждой загрузке.
Как и традиционные кузницы по металлу, эта индукционная печь является открытой и может загружать металл в горячем состоянии.Все печи литейного цеха сталкиваются со смертельным врагом: паром. Вода, даже в небольших количествах, может вызвать разбрызгивание или взрыв, поэтому весь лом и ферросплавы, а также все инструменты, используемые в производстве, должны быть высушены перед использованием. У металлолома не должно быть закрытых участков, в которых могла бы оставаться вода или пар. Даже инструменты, используемые литейщиками, не должны содержать конденсата или влаги. На многих литейных заводах есть сушильные печи, чтобы убедиться, что металлолом и инструменты высохли до кости, прежде чем что-либо коснется литейной печи.
Разливочные ковши
После того, как металл расплавлен, его необходимо поместить в изложницу. В небольших литейных цехах все это может происходить за одну стадию: наклонный или выдвижной тигель может переносить металл из печи в песок. Однако это непрактично, когда печь вмещает много тонн металла. Обычно при производстве черных металлов ковши перекачивают меньшие порции расплава из основной печи.
Ковш наклоняется для разливки расплавленной стали. Расстояние избавляет рабочих от опасности.В этих системах ковш может подавать металл прямо в изложницу.Однако перегрузочный ковш может подавать жидкость в накопительный бак или вторичную печь. Ковши для обработки — еще один доступный тип, используемый для разделения расплава на порции, как пекарь может разделить основное тесто, чтобы использовать его в качестве основы для других рецептов. Например, жидкий чугун может содержать агенты, добавленные в ковш для обработки, чтобы сделать углерод внутри него сферической формы, а не чешуйчатым, создавая более ковкий металл, называемый высокопрочным чугуном.
Ковши могут быть очень маленькими и подниматься литейщиками, или они могут вмещать много тонн металла и нуждаться в механической поддержке.Самые большие ковши перемещаются через литейный цех с помощью ковшовой тележки, мостового крана или путевой системы.
Ковши всех типов предназначены для защиты рабочего от брызг, пламени или искр во время заливки. Некоторые ковши переливаются через верхнюю кромку или сливной носик, и их необходимо наклонять: у них часто есть шестерни, которые позволяют литейщику тщательно контролировать скорость разливки. У других ковшей разливочный носик находится на дне ковша, и разливка контролируется путем снятия и замены заглушки.
Смеси сплавов
Металлические сплавы состоят из смесей элементов, стандартизированных по формуле, которая определяет процентное содержание каждого типа, а также шаги, предпринимаемые при его производстве. В плавильных печах и ковшах литейного производства создаются эти типы сплавов для отливок.
Литейные заводы часто специализируются либо на сплавах черных металлов, которые содержат железо, либо на определенных цветных сплавах, таких как драгоценные металлы, сплавы на основе меди или алюминия.
Сортировка ферросплавов на чугун и сталь. Сплавы чугуна включают серый чугун, в состав которого входит кремний, и ковкий чугун, который имеет тип сферического углерода. Марки литой стали определяются процентным содержанием углерода и других добавок в смеси. Нержавеющая сталь — это сталь, в состав которой входит хром для предотвращения ржавчины за счет пассивации.
Цветные сплавы включают в себя все другие металлы, поэтому неудивительно, что существует дальнейшая специализация в производстве цветных металлов. Некоторые предприятия специализируются на цинке, некоторые — на алюминии; другие работают в основном со сплавами на основе меди, такими как латунь и бронза.Однако есть кроссовер. Например, если конкретное литейное производство работает как с бронзой, так и с алюминием, они, вероятно, будут специализироваться на определенных сортах каждого из них.
С какими бы сплавами ни работал литейный завод, предпосылка изготовления расплавленного металла и литья в пустоты для его придания одинаковой форме. Идея становится актуальной в тот момент, когда металл льется в форму.
Ковать сталь в домашних условиях! «Безумная наука :: WonderHowTo
Материалы
- Банка для кофе
- Керамическая вата (толщиной 1 дюйм)
- Металлические полосы
- Пропановая горелка
- Огненные кирпичи
- Молот
- Наковальня
Резак Вы хотите найти пропановую горелку с постоянно включенной кнопкой.Без газа, удерживаемого в положении ON, вам пришлось бы держать пропановую горелку одной рукой при использовании кузницы. Это не очень эффективно. Вы можете увидеть мой факел внизу. Красная кнопка — это спусковой крючок; маленькая металлическая кнопка фиксирует курок в положении ВКЛ.
Шаг 2 Подготовьте банку
Удалите весь пластик или краску с внешней стороны банки. Просверлите в боковой стенке баллончика отверстие, достаточно большое, чтобы в него поместилось сопло пропановой горелки.
Фото ironring1
Обрежьте керамическую вату до такой длины, чтобы она покрывала внутреннюю часть банки для кофе.Обратите внимание, что вам понадобится отдельный круглый кусок керамической ваты, чтобы закрыть дальний конец банки. Когда вся шерсть будет в банке, она должна сохранять свою форму без каких-либо клея или застежек. Обязательно проделайте отверстие в керамической вате, где будет сопло пропановой горелки.
Шаг 3 Постройте базу
Технически ваша кузница для кофе готова к работе прямо сейчас. Однако, когда эта штука нагревается до нескольких тысяч градусов по Фаренгейту, мы можем сделать подставку, чтобы уберечь ее от наших красивых столов и полов.
Фото Джима Уилсона
В зависимости от угла резака и угла отверстия в банке может потребоваться отдельная подставка для поддержки пропановой горелки в правильном положении.
Шаг 4 Установка Firebricks
Огнеупорные кирпичи обеспечивают прочную твердую поверхность, на которую наши металлы могут опираться при нагревании. Они также помогают закрыть зазор в передней части банки, чтобы удерживать тепло. Кроме того, отверстие для пропана должно быть обращено к кирпичам. В моем ниже отверстие в правом верхнем углу шерсти обращено прямо к огнеупорным кирпичам.
Шаг 5 Попробуйте!
Вдали от легковоспламеняющихся предметов включите пропановую горелку, убедившись, что она находится в постоянно включенном положении. Вставьте сопло горелки в баллон через отверстие сбоку. Попытка обучить конец пламени непосредственно на поверхность огнеупорной внутри горна.
Фото Lloyd_E
Дайте ему нагреться в течение нескольких минут и поместите металлический предмет в кузницу с помощью пары длинных плоскогубцев или щипцов. Когда металл полностью раскалится, он готов к работе!
Фото Lloyd_E
Снимите металл с помощью щипцов и поместите его на твердую поверхность.Лучше всего подойдет настоящая наковальня, но в крайнем случае подойдет и большой камень или бетонный блок.
Уложив металл плашмя на опору, ударьте по нему несколько раз молотком. Вы заметите, что металл расплющивается, когда вы забиваете молотком.
Шаг 6 Станьте кузнецом!
Теперь дело времени и практики, прежде чем вы начнете мастерить самодельные лезвия, болты и штыки. На самом деле ничто не может заменить практику, но эта статья может показать вам некоторые из основных техник обработки металла.
Фото Popular Mechanics
Мой первый проект был острым. Если вы хотите сделать свой первый проект увлекательным испытанием, попробуйте сделать небольшую лопату с цилиндрическим дном для крепления на деревянной ручке.