В основном из-за этих причин и прожигается тонкий металл
О чем статья:
Если при сварке прожигается металл
Варить тонкий металл можно только набив руку и имея маломальский опыт в сварке. Гораздо проще сваривать заготовки толщиной 4-6 мм, но и здесь возникают свои проблемы в виде непроваров и т. д.
Из этой статьи вы узнаете, как варить тонкостенный металл, таким образом, чтобы его не прожигать. Статья носит рекомендательный характер. Для подробного изучения данного материала рекомендуется почитать про настройки сварочного инвертора и подбор тока.
Из-за чего чаще всего прожигается металл
Тонким металл для сварщика можно считать такой металл, толщина которого едва достигает двух миллиметров. Чаще всего это один или полтора миллиметра. Так вот, варить такой металл электродами достаточно проблематично, в виду постоянно образующихся прожогов.
Чаще всего эти прожоги связаны вот с чем:
- Неправильно выставлен сварочный ток;
- Используются слишком толстые электроды;
- Сварщик варит на длинной дуге, вместо того, чтобы использовать короткую дугу;
- Осуществляется сварка сплошным швом, что помимо прожогов приводит к возникновению и других проблем, таких как деформация металла в результате больших температур;
- Грязный и неочищенный металл;
- Неудобная сварочная маска;
- Отсутствие какого-либо опыта у сварщика.


Итак, чтобы определиться с каждой из вышеперечисленных проблем, нужно внимательно рассмотреть каждую.
Решаем проблемы с прожогами
Если на сварочном аппарате будет выставлен ток гораздо больше, чем это нужно, то тонкий металл будет всё время в прожогах. Силу тока следует подбирать не только исходя от диаметра используемых электродов и того, что рекомендовал их производитель, но и от толщины заготовки.
В первую очередь определяем, какой толщины заготовки будем варить. Затем подбираем подходящие электроды по диаметру для этих целей, и только после этого настраиваем нужные параметры сварочного аппарата в плане силы тока. Для упрощения всех необходимых расчетов в статье представлена соответствующая таблица.
Варить тонкий металл следует короткой дугой. Это значит, что расстояния от кончика электрода до поверхности металла не должно превышать 3 мм. При возникновении слишком длинной дуги, тонкий металл сразу же будет прожигаться. Отводить электрод от металла рекомендуется быстро, не задерживая его подолгу над поверхностью, чтобы не образовался прожог.
Следующее правило заключается в том, что нельзя варить слишком тонкий металл сразу же сплошным швом. Это приведёт не только к появлению прожогов, но и к возникновению серьезных деформаций, в результате чего заготовку придётся выравнивать.
Сначала необходимо сделать прихватки в нескольких местах, поставив капли металла. Только после этого и обязательно короткими швами можно будет варить. Внимательно перед сваркой осматриваем заготовку на предмет ржавчины и краски. Жирные пятна битума или лакокрасочных материалов на поверхности металла, также могут стать причиной появления прожогов.
Ну и последнее, это удобство, а главное безопасность в работе. Не скупитесь на покупку хорошей маски хамелеон, в которой будет всё видно. Часто сварщики не могут варить тонкий металл по причине того, что используется плохая маска, через которую абсолютно ничего не видно.
 ru ru | |||

 jpg» valign=»top»>
jpg» valign=»top»>

Как у меня дела с этими швами и… вопросы по 6010/11
10-11-2018 #8
Первоначально Послано Yofish
Интересно, что эта машина есть в моем списке желаний Amazon вместе с тремя другими.
Итак, господа, обновление — и пока я на нем, я дам **неофициальный** обзор этого сварочного аппарата. Опять же, если кому-то интересно, какой сварочный аппарат я использую… Это Amico 160A. Я использую этот сварочный аппарат на выделенной цепи 220 вольт. Вот ссылка: https://www.amazon.com/Amico-Power-I…/dp/B01FKR3MM0
Теперь, прежде чем я сойду с ума — вот несколько фотографий моих последних 6011 попыток, лол:
Вложение 1692725
Приложение 1692726
Приложение 1692727
Теперь я объясню фотографии.
Все вышеперечисленные бусины были сделаны стержнями Lincoln 6011 3/32. Совершенно новая коробка. Сила тока была установлена на 86. При этой силе тока я не получаю большого прилипания, удилище [сначала], кажется, работает хорошо — за исключением моего отсутствия опыта.Но вот что происходит: во-первых, стержень хорошо греется. Поскольку это 86 ампер на стержне 3/32 дюйма, он сгорает БЫСТРО. Гораздо быстрее, чем я привык. Так что моя скорость движения не очень постоянна. мне легче
Когда я израсходовал чуть больше половины электрода, возникает более серьезная проблема. Сварщику кажется, что он… остывает. Как будто я теряю 20 ампер (или больше). С трудом держит горение, дуга становится СУПЕР мягкой и едва хочет расплавить основной металл. Это происходит постоянно с каждым удилищем 6011, которое я использую. Начинается жарко — как будто я мог бы протолкнуть стержень через металл, если бы захотел. А после половины стержня дуга просто теряет всякую силу.
Есть мысли, почему это могло произойти? Возможно, я просто требую слишком многого от сварщика за 150 долларов? лол.
По поводу сварщика Yofish:
Работает 6013 и 7018 маслянисто гладко. Не мог быть счастливее. С легкостью сварил стальной лист толщиной 1/4 дюйма и уголок из железа. Даже на 120В эта штука сильно нагревается. Я использовал его в 30-амперной сети 120 вольт в течение нескольких месяцев, прежде чем переоборудовать магазин сварочной розеткой на 220 вольт. И никогда не отключал прерыватель или не имел никаких проблем на 120.
Единственная проблема, которая у меня была (кроме попытки запустить 6011), была что-то странное с 7018 (не происходит с 6013). Иногда хочет заводиться «мягко» или «холодно». Типа… амередж просто не тот. Но через несколько секунд он начинает нормально копать и стрелять. Я пришел к выводу, что это серьезная проблема из-за плохой пористой (много губчатых отверстий) природы сварного шва, когда я начал. Не всегда, но иногда. Я заметил, что теперь, когда я использую его на 220, он делает это НЕ так плохо. Иногда при первом запуске он все еще кажется немного мягким, но не так плохо, как раньше (на 120).
6013? Он ест это весь день. Я также должен сказать: я когда-либо запускал на этой машине только удилище 3/32 (пока). Теперь, когда он подключен к 220, я куплю 1/8-дюймовую удочку для тестирования.0003В общем, машина мне нравится. А после того, как амазонки облажались, станок (и 3 упаковки электродов) был на 100% БЕСПЛАТНЫМ. Так что я, конечно, не могу жаловаться ни на что. Я планирую купить AHP AlphaTig 200x через пару месяцев. Я слышал, что они очень хорошо справляются с палкой, включая 6011. Все еще нет 6010, но я не справляюсь с какой-либо кодовой работой, так что, м-м.. Я надеюсь, что эта машина поможет моей сварке палкой еще больше, когда я ее получу.
Примечание. Несколько месяцев назад я играл с Fornius и… черт…. то есть… вау. Да… Качественный сварщик ДЕЙСТВИТЕЛЬНО имеет значение. Дуга казалась такой… гладкой и… вау. У меня был какой-то 7018, но это было очень заметное отличие от моего маленького Amico 160, лол.
Моя логика такова: если вы можете увернуться от машины, вы можете увернуться от мяча.
 То, что бенгальский стержень не будет гореть, не является чем-то необычным для инвертора. Попробуйте 6013, 7014. Черт, 7018. Я читал обычные сомнительные обзоры, но было бы неплохо поделиться своим мнением с тем, кто на самом деле им пользуется. Мой опыт показывает, что угол стержня имеет большое значение в этом вопросе. Нет ничего необычного в том, что при работе с маленьким бенгальским стержнем вся эта чертова штука становится ярко-красной, когда она находится на расстоянии 1/3 от конца.
То, что бенгальский стержень не будет гореть, не является чем-то необычным для инвертора. Попробуйте 6013, 7014. Черт, 7018. Я читал обычные сомнительные обзоры, но было бы неплохо поделиться своим мнением с тем, кто на самом деле им пользуется. Мой опыт показывает, что угол стержня имеет большое значение в этом вопросе. Нет ничего необычного в том, что при работе с маленьким бенгальским стержнем вся эта чертова штука становится ярко-красной, когда она находится на расстоянии 1/3 от конца.
 .
.
 .. Эээ… неправильный фильм, лол.. Серьезно… если вы можете отточить свои навыки (по крайней мере, сварка электродом) на дешевой машине… Я чувствую, что очень полезно перейти на что-то лучше/лучше. Конечно, мои 5000+ долларов облегчили бы обучение на протяжении многих лет… но… ТЕПЕРЬ, когда я хорошо разбираюсь в основах использования китайского языка, когда я начну покупать лучшее снаряжение, оно будет только лучше.
.. Эээ… неправильный фильм, лол.. Серьезно… если вы можете отточить свои навыки (по крайней мере, сварка электродом) на дешевой машине… Я чувствую, что очень полезно перейти на что-то лучше/лучше. Конечно, мои 5000+ долларов облегчили бы обучение на протяжении многих лет… но… ТЕПЕРЬ, когда я хорошо разбираюсь в основах использования китайского языка, когда я начну покупать лучшее снаряжение, оно будет только лучше.Последний раз редактировалось deanrantala; 11.10.2018 в 15:11.
Упрощение успеха — повышение производительности сварки
Панель управления Aristo U82 используется для установки и регулировки параметров сварки. Он позволяет выполнять импульсную или неимпульсную сварку сплошной или порошковой проволокой из низкоуглеродистой/углеродистой стали, а также из нержавеющей стали. Используя сплошную проволоку, можно добиться оптимальных результатов сварки алюминия. В промышленных сварочных работах средней и большой мощности главное качество сварки, снижение эксплуатационных расходов и производительность сварки. Производители тяжелого оборудования (сельскохозяйственного, строительного, агрегатного и горнодобывающего), производства электроэнергии, транспорта, вагоностроения, судостроения, оффшорной промышленности, конструкционной стали и ветряных башен ищут все преимущества сварки, которые они могут найти. Усугубляет этот фактор хроническая нехватка квалифицированных сварщиков. Тем не менее, даже самые квалифицированные работники извлекают выгоду из функциональных возможностей современных передовых сварочных систем.
Производители тяжелого оборудования (сельскохозяйственного, строительного, агрегатного и горнодобывающего), производства электроэнергии, транспорта, вагоностроения, судостроения, оффшорной промышленности, конструкционной стали и ветряных башен ищут все преимущества сварки, которые они могут найти. Усугубляет этот фактор хроническая нехватка квалифицированных сварщиков. Тем не менее, даже самые квалифицированные работники извлекают выгоду из функциональных возможностей современных передовых сварочных систем.
В качестве примера возьмем новый источник питания Aristo Mig 4004i Pulse от Esab, который в сочетании с механизмом подачи проволоки Aristo Feed 3004 и удобной панелью управления U6 или более продвинутой панелью управления U82 образует полную сварочную систему вместе с правильным присадочный металл.
Преимущество инвертора
Aristo Mig 4004i Pulse — это инверторный многофункциональный источник сварочного тока, который можно использовать для различных процессов.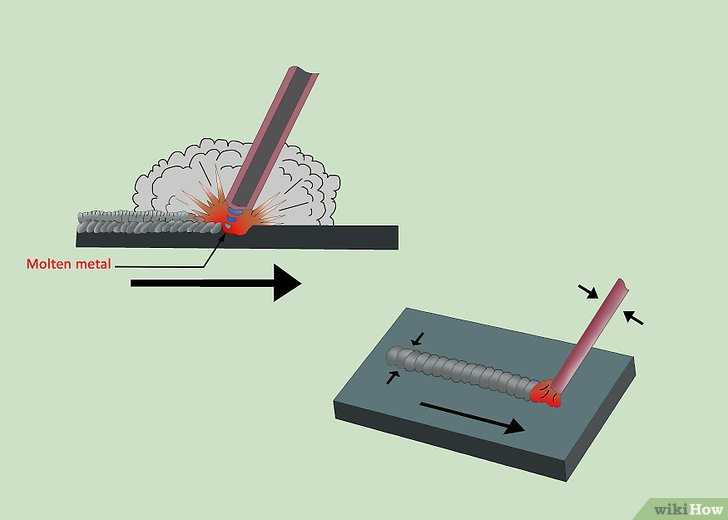 К ним относятся дуговая сварка металлическим электродом в среде защитного газа (GMAW), перенос с импульсным распылением (включая модифицированные процессы импульсного распыления, такие как процесс SuperPulse от Esab), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и дуговая сварка в среде защитного газа (SMAW).
К ним относятся дуговая сварка металлическим электродом в среде защитного газа (GMAW), перенос с импульсным распылением (включая модифицированные процессы импульсного распыления, такие как процесс SuperPulse от Esab), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и дуговая сварка в среде защитного газа (SMAW).
Помимо универсальности, пользователи сразу заметят, что Aristo Mig занимает на 80 процентов меньше места и весит на 70 процентов меньше (почти 100 фунтов), чем традиционные источники питания с аналогичной мощностью. Aristo Mig имеет выходной диапазон от 4 до 400 ампер, 60-процентный рабочий цикл при 400 А/36 В и 100-процентный рабочий цикл при 300 А/32 В; машина работает от сети от 380 до 460 В (+/-10 процентов), трехфазного питания с частотой 50/60 Гц.
Компактный размер (17,5 дюйма в высоту, 24 дюйма в длину и 9,8 дюйма в ширину) и малый вес особенно помогают производителям, которые хотят перемещать свою сварочную систему вокруг большого сварного изделия, имеют ограниченное пространство в своих сварочных ячейках или хотят установить источники питания на мезонине или пьедестале, чтобы убрать его с завода. Инверторная технология также означает, что Aristo Mig может помочь снизить счета за коммунальные услуги, поскольку он имеет энергоэффективность 88 процентов и коэффициент мощности 0,94 (при идеальном коэффициенте мощности 1,0).
Встроенная интеллектуальная функция
Хотя мобильность и энергосбережение привлекательны, реальные преимущества заключаются в расширенных возможностях системы, многие из которых управляются с панели U6 или U82. Например, они предлагают до 250 предварительно запрограммированных синергетических линий. Операторы начинают с выбора процесса сварки (короткая дуга GMAW/распыление, импульсное распыление или SuperPulse), а затем выбирают тип проволоки по классификации AWS, тип защитного газа и диаметр проволоки.
После выбора параметров система устанавливает оптимальные параметры сварки для этих переменных, используя свои синергетические линии. Затем он отображает данные на интерфейсе панели. Синергетические линии, разработанные Esab, также помогают оператору избегать областей шаровидной формы между короткой дугой и дугой распыления, где дуга становится нестабильной и генерирует избыточное разбрызгивание.
Для каждой синергетической линии по умолчанию установлены данные пуска и останова. Некоторые из этих функций (ползучий пуск, горячий пуск и заполнение кратера) можно активировать с помощью клавиш на интерфейсе. Для дальнейшей точной настройки параметров сварки данные запуска и остановки можно настроить и впоследствии сохранить (U6 имеет память для хранения до 10 графиков сварки; U82 может хранить до 255). Кроме того, U82 позволяет пользователям создавать настраиваемые синергетические линии, специфичные для их приложения, что еще больше оптимизирует производительность. Активация триггерного переключателя позволяет пользователям переключаться между предустановленными параметрами сварки во время сварки, быстро дважды щелкая триггер горелки.
С помощью панели U82 пользователи могут устанавливать ограничения по напряжению и силе тока, гарантируя, что операторы не смогут выйти за рамки установленной процедуры сварки. Кроме того, после установки параметров сварки блок управления можно заблокировать, чтобы предотвратить изменение данных неавторизованным персоналом. Дополнительные функции качества включают в себя сохранение данных о последних 99 сварных швов; мониторинг производственной статистики, такой как время горения дуги и количество израсходованной проволоки; и экспорт статистики и процедур с использованием USB-соединения.
Некоторые из этих функций являются обязательными для пользователей этого типа техники, включая Väderstad-Verken в Швеции, одного из крупнейших европейских производителей сельскохозяйственной техники для подготовки почвы и посева. Недавно компания пополнила свое сварочное оборудование 10 новыми системами Aristo Mig 4004i Pulse, которые также работают с такими присадочными металлами Esab, как металлический порошковый сердечник Filarc PZ 6105R и сплошная проволока OK AristoRod 12.50. Väderstad работает с Esab уже более 15 лет, и вместе они написали спецификацию по настройке сварочного аппарата для Väderstad.
Недавно компания пополнила свое сварочное оборудование 10 новыми системами Aristo Mig 4004i Pulse, которые также работают с такими присадочными металлами Esab, как металлический порошковый сердечник Filarc PZ 6105R и сплошная проволока OK AristoRod 12.50. Väderstad работает с Esab уже более 15 лет, и вместе они написали спецификацию по настройке сварочного аппарата для Väderstad.
«Например, сварочный аппарат должен иметь программируемые предустановки, — говорит менеджер по сварке Йохан Андерссон. «Сварщик не должен тратить время на настройку между работами; он должен быть в состоянии сделать это от сварочной горелки».
Функциональность быстрой установки
На производственном предприятии с 10 операторами, использующими процесс GMAW с коротким замыканием на одном и том же компоненте, существует реальная вероятность того, что вы найдете 10 различных мнений о настройках, составляющих идеальную дугу. Кроме того, у операторов, плохо знакомых с производственной линией, могут возникнуть проблемы с последовательной настройкой параметров.
Для согласования параметров между рабочими станциями рекомендуется начать с использования одной из предоставленных синергетических линий в сочетании с функциями ограничения и блокировки. Но есть еще один способ, который может быть более привлекательным для оператора: QSet.
Искусственный интеллект QSet — это инновация, повышающая эффективность сварки короткой дугой. Чтобы использовать QSet, операторы нажимают одну кнопку, а затем сваривают в течение восьми секунд образец фактического соединения, которое они планируют сварить. Затем QSet автоматически выбирает оптимальную частоту короткого замыкания для установленной комбинации газ/провод.
Изменяя количество коротких замыканий в секунду и продолжительность короткого замыкания, а также другие параметры, аппарат обеспечивает идеальные условия сварочной ванны и стабильное качество сварки. Он также может снизить уровень разбрызгивания, что уменьшит объем очистки после сварки. QSet даже регулирует вылет электрода, например, при сварке в глубоком углу или канавке.
QSet, как и все синергетические линии Aristo Mig, обеспечивает простую регулировку температуры сварочной ванны. Например, чтобы сварить «горячее и быстрее» или «холоднее и медленнее» при переходе из горизонтального положения в вертикальное, операторы просто увеличивают или уменьшают скорость подачи проволоки. Система автоматически регулирует все остальные параметры сварки для поддержания оптимальной производительности. Устраняя технические корректировки, QSet позволяет новым операторам сосредоточиться на манипуляциях с оружием и технике.
Импульсное напыление и SuperPulse
Традиционно производители и изготовители выбирали процесс с короткой дугой для снижения тепловложения, особенно на тонких участках из нержавеющей стали и алюминия (толщиной от 0,187 дюйма до 5/8 дюйма). У нержавеющей стали плохая теплопроводность, а это означает, что она очень подвержена деформации. Избыточное тепло также «выжигает» легирующие элементы, что может сильно ухудшить механические свойства и уменьшить способность материала ингибировать коррозию.
И наоборот, алюминий из-за его превосходной проводимости очень склонен к прожогу и, что может показаться противоречием, неполному сплавлению. Потенциал плохого плавления возникает из-за слишком быстрого затвердевания сварочной ванны и из-за того, что процесс короткой дуги не имеет достаточного количества тепла для проникновения через корень сварного шва. Это особенно заметно на квадратных стыковых и угловых швах.
Импульсное распыление и SuperPulse (технически модифицированный импульсный процесс переноса распылением) преодолевают ограничения, присущие как GMAW с коротким замыканием, так и обычным процессам переноса распылением. В импульсных процессах Aristo Mig пульсирует дугу между высоким пиковым током, который способствует переносу металла, и низким фоновым током, при котором перенос металла не происходит, но дуга не гаснет. Изменяя амплитуду, продолжительность и частоту пикового и фонового тока, система может более эффективно контролировать подвод тепла, обеспечивая при этом отличное плавление.
Этот процесс не только уменьшает разбрызгивание, практически не требуя очистки после сварки, но также способствует более высокой скорости перемещения и позволяет выполнять сварку во всех положениях и использовать проволоку большего диаметра для металла различной толщины. При использовании SuperPulse создается валик, похожий на GTAW. Короче говоря, этот процесс может повысить производительность и качество при одновременном снижении затрат на сварку во многих операциях.
Предварительно запрограммированные синергетические линии задают оптимальные параметры сварки при сварке с использованием различных комбинаций материала, проволоки и защитного газа. При первом появлении системы импульсного распыления предлагали несколько готовых программ. Если одна из этих программ не работала должным образом, требовался эксперт, чтобы изменить ее. Сегодня система Aristo Mig с панелью управления U82 включает 18 синергетических линий, предназначенных для импульсного распыления, в том числе для углеродистой стали, дуплексной стали, пайки GMAW, никель-хром-молибдена и по пять для нержавеющей стали и алюминия.
Эти синергетические линии обеспечивают готовую функциональность примерно для 95 процентов всех применений из нержавеющей стали и алюминия. Кроме того, система позволяет экспертам программировать и сохранять пользовательские синергетические линии, например, для сварки других сплавов.
Как упоминалось ранее, SuperPulse обеспечивает внешний вид валика, подобный GTAW. Традиционно многие операторы улучшали этот внешний вид, манипулируя пистолетом взбивающими движениями, направляя проволоку от передней кромки лужи обратно к середине лужи и обратно к передней кромке. Однако важно знать, что этот тип манипуляции может добавить непреднамеренные переменные.
Чтобы получить валик с классическим видом «сложенных в стопку десятицентовиков» без каких-либо манипуляций с пистолетом, компания Esab разработала процесс SuperPulse. Более того, SuperPulse позволяет операторам легко регулировать расстояние между «стеками». Сочетая превосходный внешний вид свариваемого шва с постоянной скоростью перемещения, Aristo Mig в равной степени удовлетворяет потребности сварщиков, контролеров и специалистов по контролю качества.