Положение при сварке: инструкция для начинающих
Сварочные электроды и сварные соединения могут по-разному располагаться в пространстве. И выбор этого самого положения будет зависеть не от личных предпочтений мастера, а от технологии сварки, типа и особенностей металла, а также прочих факторов (например, труднодоступности места сварки).

Находясь в различных положениях возможно практически любое направление сварного соединения, отсюда вытекает и ряд особенностей. Например, выполнение горизонтальных нижних швов можно поручить сварщику начальной квалификации. А вот потолочные вертикальные швы может выполнить только мастер своего дела. Словом, есть множество нюансов, о которых мы и расскажем в этой статье.
Содержание статьи
Положение сварного соединения
Каждый тип работ нуждается в своем пространственном положении, а некоторые сложные металлоконструкции нуждаются и вовсе в различных пространственных положениях.
Положение шва при сварке может быть нижним, горизонтальным, вертикальным и потолочным. Рассмотрим каждый из поподробнее.

Нижнее положение
Нижнее положение часто встречается в работе у новичков, поскольку им обычно поручают сварку несложных металлоконструкций. К сварке в нижнем положении не предъявляются строгие требования по качеству. В нижнем положении возможна сварка стыковых и угловых швов.
Читайте также: Все о контроле качества сварных соединений
В нижнем положении можно выполнить и одностороннюю, и двустороннюю сварку. При этом качество шва будет довольно неплохим, он будет прочным и надежным. Кстати, такой метод сварки один из самых высокопроизводительных. Большой скорости сварки удается достичь как раз благодаря простоте выполнения такого шва. Единственный минус нижнего положения — высокая вероятность образования прожогов при отсутствии должного опыта. Несмотря на это, нижнее положение самое простое и легко выполнимое.
Горизонтальное положение
Горизонтальное положение в пространстве кажется простым на первый взгляд. Но по факту выполнение швов в таком положении сопряжено с рядом трудностей. Под действием силы тяжести металл может затекать прямо под кромки, мешая сформировать качественный шов. Поэтому нужно подрезать кромки под небольшим углом, такой метод разделки называется косым. При этом нужно подрезать только верхнюю деталь.
Конечно, для выполнения сварки в горизонтальном положении нужна квалификация и опыт, но при должном старании этому делу легко можно обучиться. Если вы новичок, то вас скорее всего не допустят к выполнению таких работ, но вы можете самостоятельно потренироваться на ненужных кусках металла.
Вертикальное положение
При вертикальном положении металл также стекает вниз из-за силы тяжести. Поэтому нужно соблюдать ряд правил, которые помогут не наделать ошибок. Во-первых, старайтесь варить на очень короткой дуге. Это непросто, если вы начинающий сварщик, но когда-то ведь нужно начинать 🙂 Благодаря короткой дуге металл будет дольше оставаться к сварочной ванне, а не стекать вниз.
Также рекомендуем применять специализированные электроды. У них, как правило, есть особое покрытие, благодаря которому увеличивается вязкость сварочной ванны. Это также способствует меньшему стеканию металла.
Можно выполнять сварку как сверху-вниз, так и снизу-вверх. Если для вас важнее качество шва, то лучше варить снизу-вверх. А если важна скорость сварки, то лучше варить сверху-вниз. Если важно и то, и другое, то выбирайте траекторию движения исходя из условий работы.
Потолочное положение
Такой вид пространственного положения самый трудоемкий. Эту работу поручают только опытным мастерам высокой квалификации. Обычно такие мастера выполняют работу без брака и дефектов. Это часть их обязанностей. Мы рекомендуем располагать детали горизонтально, а электрод вести вертикально. Самая главная проблема, с которой вы столкнетесь — стекание расплавленного металла вниз. Но эта проблема решаема, нужно просто соблюдать наши рекомендации.
Прежде всего, здесь так же поможет короткая дуга. Дополнительно можете установить меньшее значение сварочного тока, чтобы металл плавился медленнее. Также используйте электроды небольшого диметра и с тугоплавким покрытием. Оно позволит удержать капли расплавленного металла. Также рекомендуем постоянно менять дистанцию между электродом и сварным соединением. Буквально на пару миллиметров.
Не стоит варить в потолочном положении, если металл тонкий. Вы просто получите некачественный шов, он будет пористым и разрушится при эксплуатации или транспортировке. Постарайтесь использовать любые другие положения. И только если сварка в любом другом положении невозможна, применяйте потолочное.
Положение электрода
Положение и движение электрода при сварке также очень важно. Приведем простой пример. Вам нужно сварить нижний шов. В таких ситуациях качество шва во многом зависит от количества шлака, образующегося во время сварки. Шлак может либо испортить вашу работу, либо поспособствовать улучшению качества сварного соединения, нужно просто контролировать этот процесс. И правильное положение электрода как раз помогает следить за количеством шлака, увеличивать или уменьшать его количество.
Положение электрода при сварке бывает трех видов: углом вперед, углом назад и прямо (или под 90 градусов). Давайте подробнее рассмотрим каждый вид.
Сварка углом вперед

Сварка углом вперед при ручной дуговой сварке применяется редко. Это связано с тем, что во время сварки шлак образуется и скапливается перед электродом, из-за чего варить неудобно. К тому же шлак будет мешать устойчивому горению дуги, при этом ухудшится качество шва. Но такое положение оправдано, если вы выполняете сварку в труднодоступном месте.
Сварка углом назад

Сварка углом назад используется, когда нужно сварить стыковые или угловые швы. В таком положении шлак вытесняется из сварочной ванны, то в общем-то хорошо. При этом сварное соединение очень быстро кристаллизируется.
Под 90 градусов

Очень интересное положение. Благодаря ему сварщик может довольно точно управлять движением шлака, направляя его в сварочную зону в необходимом количестве. Это очень хорошо для сварного соединения. Но нужно следить за тем, чтобы шлак не оказался впереди электрода. Если это случилось, смените положение на «углом назад» и измените направление шлака.
Многие новички спрашивают, какой угол наклона электрода при сварке универсальный или самый лучший. Не существует ответа на этот вопрос. Только в процессе работы можно точно определить, какое положение будет оптимальным. А может случиться так, что вам по ходу работы придется несколько раз менять положения с одного на другое.
Описанные выше положения применимы к формированию сварного соединения с помощью ручной дуговой сварки. Если вы планируете работать с полуавтоматом или автоматом, то нужно будет учесть особенности используемого защитного газа.
Вместо заключения
Как вы понимаете, положение при сварке играет очень важную роль. Правильно выбрав угол наклона электрода и учтя особенности шва, который вам нужно сварить, вы сможете существенно улучшить качество своей работы. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи в работе!
ГОСТ Р ИСО 6947-2017 Сварка и родственные процессы. Положения при сварке, ГОСТ Р от 31 марта 2017 года №ИСО 6947-2017
ГОСТ Р ИСО 6947-2017
ОКС 25.160.10
Дата введения 2017-10-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Национальная экспертно-диагностическая компания» (ООО «НЭДК») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 31 марта 2017 г. N 236-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6947:2011* «Сварка и родственные процессы. Положения при сварке» (ISO 6947:2011 «Welding and allied processes — Welding positions», IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 «Сварка и родственные процессы», подкомитетом SC 7
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
В настоящем стандарте определены следующие положения при сварке в производстве: нижнее, горизонтальное, вертикальное и потолочное.
Направление сварки является существенным параметром при определении положения при сварке, например, снизу вверх или сверху вниз.
Положение при сварке не зависит от вида соединения, например, стыкового или углового, или от обработки изделия. Стандарт распространяется на сварные швы всех типов.
Связь между положениями при сварке при испытаниях и положениями при сварке в производстве указана в других стандартах, например в ISO 9606 [1] или ISO 15614 [2].
1 Область применения
Настоящий стандарт определяет положения при сварке для испытаний и в производстве стыковых и угловых сварных швов для всех видов продукции.
В приложении А приведены примеры предельных углов наклона оси сварного шва и поворота лицевой поверхности сварного шва вокруг оси сварного шва при положениях при сварке производственных сварных швов.
В приложении В приведено сравнение международных, европейских и принятых в США обозначений.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 положение при сварке (welding position): Положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости.
2.2 основное положение при сварке (main welding position): Положение при сварке, обозначаемое PA, РВ, PC, PD, РЕ, PF или PG.
Примечание — Для РА, РВ, PC, PD и РЕ см. рисунок 1.
2.3 наклон S (slope): Угол наклона оси сварного шва относительно основного положения при сварке.
2.4 поворот R (rotation): Угол поворота лицевой поверхности сварного шва относительно основного положения при сварке.
2.5 угол наклона L (inclined angle): Угол наклона оси трубы.
3 Положения при сварке
3.1 Основные положения при сварке
Основные положения при сварке показаны на рисунке 1, примеры применения для стыковых и угловых сварных швов показаны на рисунке 2.
Рисунок 1 — Основные положения при сварке
1 — нижнее; 4, 6 — потолочное тавровых соединений и потолочное при вертикальном положении осей труб; 2, 8 — горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб; 5 — потолочное; 3, 7 — горизонтальное
Рисунок 1 — Основные положения при сварке
Примеры основных положений при сварке для стыковых и угловых сварных швов показаны на рисунке 2.
Рисунок 2 — Примеры основных положений при сварке
а — стрелка показывает положение при сварке
а) РА — положение нижнее
а — стрелка показывает положение при сварке
b) РВ — положение горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб
а — стрелка показывает положение при сварке
с) PC — положение горизонтальное
а — стрелка показывает положение при сварке
d) PD — положение потолочное тавровых соединений и потолочное при вертикальном положении осей труб
а — стрелка показывает положение при сварке
е) РЕ — положение потолочное
а — стрелка показывает направление сварки
f) PF — положение вертикальное снизу вверх
а — стрелка показывает направление сварки
g) PG — положение вертикальное сверху вниз
а — стрелка показывает направление сварки; b — для специальных целей, например испытаний сварщиков; это положение рассматривается как основное
h) РН — положение вертикальное снизу вверх (труба неповоротная)
а — стрелка показывает направление сварки; b — для специальных целей, например для испытаний сварщиков; это положение рассматривается как основное
i) PJ — положение вертикальное сверху вниз (труба неповоротная)
а — стрелка показывает направление сварки; b — для специальных целей, например для испытаний сварщиков; это положение рассматривается как основное
j) PK — положение трубы при орбитальной сварке
Рисунок 2 — Примеры основных положений при сварке
3.2 Положение при сварке в производстве
Основные положения при сварке могут быть применены при использовании других стандартов, например ISO 9606 [1], ISO 15614 [2] для определения положения сварных швов при производственной сварке после аттестации в одном из основных положений при сварке PA, РВ, H-L045 и т.д. Предельные значения углов наклона и поворота для положений при сварке в производстве приведены в таблице 1 — для стыковых и в таблице 2 — для угловых сварных швов (см. также примеры в приложении А).
Примечание — В случае асимметричных допусков «плюс» означает поворот поверхности сварного шва в направлении основного положения при сварке РА, а «минус» — в направлении основного положения при сварке РЕ.
Таблица 1 — Предельные значения углов наклона и поворота для положений при сварке производственных стыковых сварных швов
Положение при сварке | Основное положение при сварке | Наклон S | Поворот R |
Нижнее | РА | ±15° | ±30° |
Горизонтальное | PC | ±15° | +60° -10° |
Потолочное | РЕ | ±80° | ±80° |
Вертикальное | PF, PG | +75° | ±100° |
-10° | ±180° |
Таблица 2 — Предельные значения углов наклона и поворота для положений при сварке производственных угловых сварных швов
Положение при сварке | Основное положение при сварке | Наклон S | Поворот R |
Нижнее | РА | ±15° | ±30° |
Горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб | РВ | ±15° | +15° -10° |
Горизонтальное | PC | ±15° | +35° -10° |
Потолочное тавровых соединений и потолочное при вертикальном положении осей труб | PD | ±80° | +35° -10° |
Потолочное | РЕ | ±80° | +35° |
Вертикальное | PF, PG | +75° | ±100° |
-10° | ±180° |
3.3 Положение при сварке при испытаниях
Положения, применяемые при сварке испытательных образцов, не должны выходить за значения угла наклона ±5° и угла поворота ±10° относительно основных положений при сварке.
4 Обозначения
Основные положения при сварке обозначают в соответствии с рисунками 1 и 2 (см. пример 1). Обозначение для основного положения при сварке может быть дополнено значениями углов наклона и поворота, указанными тремя цифрами (см. пример 2).
Для кольцевых сварных швов труб с наклонными осями углы наклона и поворота обозначают в соответствии с рисунками 1 и 2 (см. примеры 3 и 4).
Пример 1 — Основное положение при сварке «горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб» (РВ) должно быть обозначено следующим образом: РВ.
Пример 2 — Основное положение при сварке «горизонтальное» (РВ) с наклоном 15° и поворотом 10° должно быть обозначено: РВ 015-010.
Пример 3 — Положение при сварке труб с наклонными осями, с направлением сварки «снизу вверх» (Н) и углом наклона 30° должно быть обозначено: H-L030.
Пример 4 — Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона 60° должно быть обозначено: J-L060.
Приложение А (справочное). Предельные значения углов наклона оси и поворота лицевой поверхности сварного шва относительно оси сварного шва для положений при сварке производственных сварных швов
Приложение А
(справочное)
На рисунках изображены предельные значения углов наклона и поворота лицевой поверхности сварного шва вокруг оси сварного шва для положений при сварке производственных сварных швов (см. 3.2 и таблицы 1 и 2).
На рисунках А.1-А.15 показаны стыковые сварные швы, а на рисунках А.16-А.21 угловые сварные швы.
Рисунок А.1 — Основное положение при сварке нижнее (РА)
1 — горизонтальная плоскость; 2 — вертикальная плоскость
Рисунок А.1 — Основное положение при сварке нижнее (РА)
Рисунок А.2 — Предельное значение угла наклона в нижнем положении (РА)
Рисунок А.2 — Предельное значение угла наклона в нижнем положении (РА)
Рисунок А.3 — Предельное значение угла поворота в нижнем положении (РА)
Рисунок А.3 — Предельное значение угла поворота в нижнем положении (РА)
Рисунок А.4 — Предельное значение угла наклона и угла поворота в нижнем положении (РА)
Рисунок А.4 — Предельное значение угла наклона и угла поворота в нижнем положении (РА)
Рисунок А.5 — Основное положение при сварке — горизонтальное (PC)
Рисунок А.5 — Основное положение при сварке — горизонтальное (PC)
Рисунок А.6 — Предельное значение угла наклона в горизонтальном положении (PC)
Рисунок А.6 — Предельное значение угла наклона в горизонтальном положении (PC)
Рисунок А.7 — Предельное значение угла поворота (+60°) в горизонтальном положении (PC)
Рисунок А.7 — Предельное значение угла поворота (+60°) в горизонтальном положении (PC)
Рисунок А.8 — Предельное значение угла поворота (-10°) в горизонтальном положении (PC)
Рисунок А.8 — Предельное значение угла поворота (-10°) в горизонтальном положении (PC)
Рисунок А.9 — Основное положение при сварке — потолочное (РЕ)
Рисунок А.9 — Основное положение при сварке — потолочное (РЕ)
Рисунок А.10 — Предельное значение угла наклона в потолочном положении (РЕ)
Рисунок А.10 — Предельное значение угла наклона в потолочном положении (РЕ)
Рисунок А.11 — Предельное значение угла поворота в потолочном положении (РЕ)
Рисунок А.11 — Предельное значение угла поворота в потолочном положении (РЕ)
Рисунок А.12 — Основное положение при сварке — вертикальное (PF, PG)
Рисунок А.12 — Основное положение при сварке — вертикальное (PF, PG)
Рисунок А.13 — Предельное значение угла наклона при сварке в вертикальном положении (PF, PG)
Рисунок А.13 — Предельное значение угла наклона при сварке в вертикальном положении (PF, PG)
Рисунок А.14 — Предельное значение угла наклона при сварке в вертикальном положении (PF, PG)
Рисунок А.14 — Предельное значение угла наклона при сварке в вертикальном положении (PF, PG)
Рисунок А.15 — Предельное значение угла наклона и угла поворота при сварке в вертикальном положении (PF, PG)
Рисунок А.15 — Предельное значение угла наклона и угла поворота при сварке в вертикальном положении (PF, PG)
Рисунок А.16 — Основное положение при сварке — нижнее (РА)
Рисунок А.16 — Основное положение при сварке — нижнее (РА)
Рисунок А.17 — Предельное значение угла наклона при сварке в нижнем положении (РА)
Рисунок А.17 — Предельное значение угла наклона при сварке в нижнем положении (РА)
Рисунок А.18 — Предельное значение угла поворота при сварке в нижнем положении (РА)
Рисунок А.18 — Предельное значение угла поворота при сварке в нижнем положении (РА)
Рисунок А.19 — Предельное значение угла наклона и угла поворота при сварке в нижнем положении (РА)
Рисунок А.19 — Предельное значение угла наклона и угла поворота при сварке в нижнем положении (РА)
Рисунок А.20 — Основное положение при сварке — потолочное (РЕ)
Рисунок А.20 — Основное положение при сварке — потолочное (РЕ)
Рисунок А.21 — Предельное значение угла наклона при сварке в потолочном положении (РЕ)
Рисунок А.21 — Предельное значение угла наклона при сварке в потолочном положении (РЕ)
Приложение В (справочное). Сравнение международных, европейских и американских обозначений
Приложение В
(справочное)
Таблица В.1 содержит сравнение положений при сварке, определяемых настоящим стандартом, и положений, приведенных в стандартах AWS A3.0 [4] и ASME, раздел IX [3].
Примечание — Данное приложение основано на CEN/TR 14633 [5].
Таблица В.1 — Сравнение международных, европейских и американских обозначений рабочих положений и положений при сварке
Рисунок | Обозначение рабочего положения согласно AWS A3.0 [4], ASME, раздел IX [3] | Обозначение положения при сварке согласно настоящему стандарту | |
1G | РА | ||
Нижнее положение | Нижнее положение | ||
2G | PC | ||
Горизонтальное положение | Горизонтальное положение | ||
3G uphill | PF | ||
Положение вертикальное снизу вверх | |||
3G downhill | PG | ||
Положение вертикальное сверху вниз | |||
4G | РЕ | ||
Потолочное положение | |||
5G uphill | РН | ||
Положение вертикальное снизу вверх | |||
5G downhill | PJ | ||
Положение вертикальное сверху вниз | |||
6G uphill | H-L045 | ||
Наклонное положение (труба неповоротная) сварка снизу вверх | |||
6G downhill | J-L045 | ||
Наклонное положение (труба неповоротная) сварка сверху вниз | |||
1F | РА | ||
Нижнее положение при сварке | |||
1FR | РА | ||
Нижнее положение (труба поворотная) | |||
2F | РВ | ||
Горизонтальное тавровых соединений | Горизонтальное при вертикальном положении осей труб | ||
2FR | РВ | ||
Горизонтальное при горизонтальном положении осей труб (труба поворотная) | |||
3F uphill | PF | ||
Положение вертикальное снизу вверх | |||
3F downhill | PG | ||
Положение вертикальное сверху вниз | |||
4F | PD | ||
Положение потолочное тавровых соединений | Положение потолочное при вертикальном положении осей труб | ||
5F uphill | РН | ||
Положение вертикальное снизу вверх | |||
5F downhill (сверху вниз) | PJ | ||
Положение вертикальное сверху вниз | |||
Библиография
[1] | ISO 9606 | Approval testing of welders — Fusion welding (all parts) (Аттестационные испытания сварщиков. Сварка плавлением) |
[2] | ISO 15614 | Specification and qualification of welding procedures for metallic materials — Welding procedure test (all parts) (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки (все части)) |
[3] | ASME Section IX, ASME boiler and pressure vessel code — Section IX: Welding and brazing qualifications (ASME Раздел IX, ASME коды для котлов и сосудов высокого давления — Раздел IX: Аттестация сварки и пайки) | |
[4] | AWS A3.0 | Standard welding terms and definitions including terms for adhesive bonding, brazing, soldering, thermal cutting, and thermal spraying (Стандартные сварочные термины и определения, включая условия для склеивания, пайки, пайки твердым припоем, термической резки и термического напыления) |
[5] | CEN/TR 14633 | Welding — Working positions — Comparison of current international, European and US designations (Сварка. Рабочие положения. Сравнение международных, европейских и американских обозначений) |
УДК 621.791 | ОКС 25.160.10 | IDT |
Ключевые слова: сварка, положения при сварке | ||
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2017
Положение при сварке-заметка для начинающих
Сварочные позиции
Здесь я хотел бы предложить краткий обзор сварочных позиций, которые применяются в практике наиболее часто.
Я дам вам некоторую информацию и правила по этому вопросу.
Изображения ниже служат только для иллюстрации общих понятий, принять это не как точные варианты положения факела или тому подобное.
Горизонтальное положение сварного шва
Сварочные позиции для угловых швов
Угловые швы свариваются швы очень часто. Вам не нужно совершать обширную совместную подготовку, это относительно легко сварить.
Угловой сварной шов
Горизонтальное положение
Это в основном для создания сварного шва в таком положении, нет необходимости в никаких специальных знаний или навыков, необходимых, чтобы проделать операцию его профессионально.
Раковиное положение
Эту позицию также довольно легко сварить и, если возможно, должны быть приготовлены заготовки, так что вы сможете игнорировать это положение сварки.
Потолочное положение сварки
Потолочная позиция
Эта позиция является немного более требовательной. Это совершенно необходимо, чтобы иметь хороший опыт производства, есть большой риск травмирования из-за сварочных брызг и капель, которые находятся выше. Точно так же падает наиболее контроля горелок над головой труднее.
Вертикальный сварочный шов на подъем
Вертикальный сварочный шов на подъем
Это вершина умения угловых швов. Вы не должны пытаться сварить швы этого типа без знаний, поскольку источники ошибок без специальных знаний и руководства может быть бесконечным почти. Даже обученные сварщики получают иногда проблемы с этим швом.
Вертикальный сварочный шов на спуск
Вертикальный сварочный шов на спуск
Эта позиция является простой сваркой. Тем не менее, это далеко не так , как одного из других соединений. Таким образом, вы никогда не должны сварить листы по толщине более 4 мм с тематических пластов. Только герметизации швов или видимых швов, не могут быть сварены в этом положении.
Сварочные позиции для стыковых швов
Стыковые швов также очень распространены в повседневной жизни сварщика. Тем не менее, их не очень легко сделать, потому что материал должен иметь доступ для сварщика в любом месте в полном сечении. Для более тонких листов нет необходимости сварки подготовки, только опыт, чувство материала и воздушный зазор между листами для сварки. Для сварщика тонкий лист может иногда привести к разочарованию, когда, еще раз создается новые проплавления на листе. Для того, чтобы сварить толстые пластины, фаски необходимые для сварных кромок нужно пользоваться многослойной сваркой, эта работа должна быть проведена в любом случае только профессионалом.
Раковиное положение
Это наиболее общая позиция под приварку. На тонких листах может быть реализован данный способ, толщина должна быть более 4 мм, рекомендуем с экспертом проконсультироваться с толщиной материала.
Шов на подъем.
Шов на подъем.
Эта позиция должна быть создана только профессионалами, сложные колебания и многослойная сварка необходима для того, чтобы реализовать такой шов профессионально.
Поперечное положение
Поперечное положение
Эта позиция довольно редко применяется и реализуется в процессе сварки через несколько валиков.
Шов на спуск
Шов на спуск
Примеры швов при стыковых соединениях, остались друг от друга, тонкие листы могут быть сварены профессионально случае швов достаточно так долго на задней аккуратной корня шва создается и материал между собой в полном сечении. Däfür материала не толще, чем 3 мм должны быть и листы должны иметь около 2 мм зазора. В более толстых листах швы не должны быть приварены.
Потолочная позиция
Потолочная позиция
Эта позиция является наиболее сложным среди стыков, никогда не должны применять это положение сварки!
Подобные статьи
как размещается оборудование, сварщик, расходные материалы
Работа сварщика напрямую зависит от того, как размещены электроды и отдельные соединения. Их положение зависит не от личного желания мастера. На них влияют тип металла, место сварочных работ, выбранные технологии и другие факторы.
Исходя из положений появляется возможность работать над направлением сварочных связей. Это влияет на качество и этапы работ. Горизонтальную сварку может выполнить даже мастер с месячным опытом работы.
Вертикальные швы проделает только сварщик как минимум с 5-летним стажем. Об этих нюансах мы хотим поговорить с вами.
Содержание статьиПоказать
Размещение сварочного соединения
Всякий вид работ предполагает определенное положение швов, конструкций и приспособлений. Многоуровневые сооружения могут иметь сразу несколько размещений.
Говоря о швах, то во время сварочных работ они располагаются в вертикальном и горизонтальном виде. Кроме этого, выделяют нижние и потолочные соединения. Поговорим о каждом из них.
Размещение внизу

Такое положение встречается в 9 случаях из 10, когда идет речь о работе новичка. Неопытным мастерам обычно поручают металлообработку простых конструкций, которые выполнять гораздо проще.
К нижнему виду сварки нет строгих условий в работе, что позволяет молодому мастеру отточить свои навыки. В положении снизу может происходить стыковая и угловая сварка соединений.
При таком размещении возможно создание как односторонней, так и двусторонней сварки. Шов при этом будет ровным. Он имеет прочность и долгий срок службы. Этот метод считают производительным.
Нижняя сварка может похвастаться возможностью быстрого создания швов. Но есть и негативные стороны: при скоростной работе возможно появление прожогов, если мастер слишком молодой. Хотя в нижнем положении сварка выполняется проще всего.
Размещение по горизонтали

Такое положение только сперва кажется легким и наиболее быстро выполняемым. Но когда шов должен размещаться по горизонтали, появляются некоторые трудности. Сила тяжести работает так, что происходит затекание металла под края конструкции.
Это приводит к тому, что на формирование ровного шва уходит больше времени. Кромки укорачивают под маленьким углом косым способом. Подрезается только деталь, которая расположена сверху.
Чтобы научиться выполнять такую работу качественно, вам потребуется не один месяц. Только начинаете разбираться в сварочном деле? Попробуйте горизонтальную сварку на лишних кусках металла в домашних работах.
К профессиональным металлообработкам вас пока не допустят.
Размещение по вертикали

Такое положение металла приводит к тому, что он может стекать на пол. Это работа силы притяжения. Работайте по таким правилам, чтобы избежать неприятностей:
Проводите сварочные работы с использованием короткой дуги. Такой труд требует мастерства, но если вы будете упорным, все получится. Короткая дуга позволяет металлу как можно дольше находиться в ванне. И стекание вниз будет происходить медленно.
Используйте специальные электроды. Они обладают необычным покрытием. За счет последнего возрастает уровень вязкости ванны. Металл при этом стекает в меньших количествах.
Если вам необходимо сделать шов качественным, советуем проводить сварку снизу-вверх. В том случае, когда нужно варить быстро – делайте наоборот. Когда вам важны оба этих фактора – определяйте движения и положение согласно условиям труда.
Сварка на потолке

Этот тип положения наиболее сложный в работе. Такую сварку сможет выполнить только мастер с 5-10 летним стажем. У мастера получится сделать свою работу без недостатков. Это входит в их обязанности.
Наш совет для качественной работы: размещайте детали в горизонтальном виде, а электродом водите вертикально. Проблемой станет то, что растопленный металл будет капать вниз. Ее можно разрешить, если следовать простым рекомендациям.
Используйте короткую дугу – она придет на помощь в работе. Течение сварочного тока можно сделать меньше. Так металл будет плавиться с низкой скоростью. Диаметр электродов должен быть небольшим, а их покрытие – тугоплавким.
Это поможет сделать так, чтобы капли металла стекали не быстро. Время от времени изменяйте расстояние между швом и электродом.
Мы не рекомендуем проводить металлообработку в таком положении, если материал тонкий. Шов получится кривым и рыхлым. Он легко сломается при малейшем перемещении.
В таких случаях работайте в иных положениях. Варите на потолке только в крайнем случае.
Размещение электрода
Локализация электрода и его движение играет большую роль в сварочном процессе. Если говорить про шов, то его качество можно определить по действию остатков металла. Выгарки могут как ухудшить, так и улучшить сварочное соединение.
Для получения необходимого результата следует тщательно контролировать процесс. На помощь приходит корректное положение электрода. Его можно и нужно размещать правильно, чтобы контролировать количество шлака.
Есть 3 вида положения электрода во время работ:
- Металлообработка углом вперед. Когда вы работаете в условиях ручной дуговой сварки, тогда такой метод будет неоправданным. Во время сварки остатки будут накапливаться перед механизмом, это крайне неудобно. Еще один минус – это то, что выгарки препятствуют устойчивому горению арки. При этом будет страдать качество шва. Это положение будет уместно, если работа происходит в труднодоступном месте.
- Соединение углом назад. Этот метод применяют, когда есть необходимость обработать угловые или стыковые слияния. Шлак при этом будет выдавливаться из ванны. Шов во время работы кристаллизуется за несколько секунд.
- Сварка под 90-градусным углом. Используя этот метод, мастер сможет верно контролировать движение остатков. Это возможно благодаря направлению шлака в необходимое русло. Сварочное соединение при этом будет качественным. Важно избежать момента, когда шлак может оказаться перед электродом. Если это произошло – нужно поменять положение на «углом назад». При этом не забудьте сменить течение шлака.
Каждого первого новичка интересует, какой угол наклона будет универсальным для всех видов сварки. Спешим вас огорчить: на этот вопрос попросту нет ответа.
Вы сможете выявить оптимальное положение только в период сварки. Не удивляйтесь, если случится так, что размещение придется поменять несколько раз.
Мы говорим конкретно о ручной дуговой сварки и о создании шва при помощи такого метода. При работе с полуавтоматами и автопилотом следует учитывать особенности отдельного аппарата.
Подведем итоги

Вам стоит осознать тот факт, что положение во время сварочных работ – это важно.
Если мастеру удастся правильно определить уровень откоса электрода – у вас получится сделать качественный ровный шов.
На забывайте о том, что все соединения отличаются друг от друга по материалу и характеру поведения. У вас остались вопросы? Пишите их в комментариях! Успешной работы и ровных швов вам!
Последовательность наложения сварных швов | Сварка и Контроль
Для повышения надежности и прочности сварных конструкций, снижения внутренних напряжений и деформаций применяют специальный порядок сварки.
Под порядком выполнения сварных швов понимают последовательность выполнения шва по длине и способе заполнения разделки.
Сварки протяженных швов
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы :
- короткие швы до 250 мм спариваемые за один проход;,
- средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом;
- длинные швы свыше 1 метра рекомендуется
варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками.
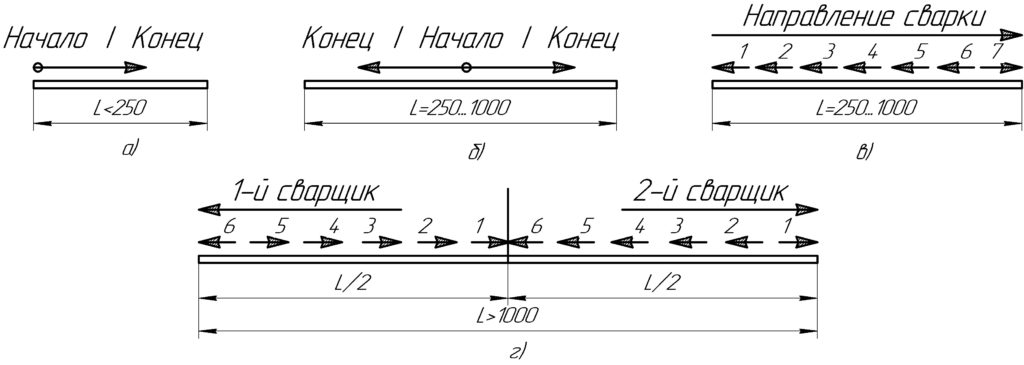 Последовательность наложения сварных швов разной протяженности
Последовательность наложения сварных швов разной протяженностиНаправление сварки указана стрелками.
1-5 – последовательность сварки в каждом слое.
а) на проход; б) от середины к концам; в) обратно ступенчатым методом; г) от середины к концам обратно ступенчатым способом, двумя сварщиками
При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок варят в направлении, обратном общему направлению сварки. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
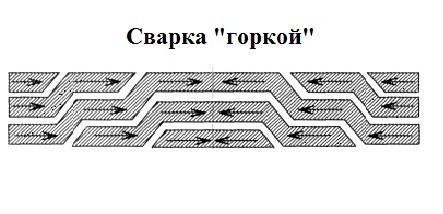 Сварка «горкой»
Сварка «горкой»Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Порядок сварки труб
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило труба находится в поворотном положении и сварку приходится везти и в потолке и на подъем. Что требует высокой квалификации сварщика. Сварку не поворотных стыков труб диаметром до 219 мм начинают снизу в потолочном потолочном положении, отступив от нижней точки 10-15 мм. Сваривают половину стыка до верхней точки трубы. Зачищают начало и конец сваренного участка механическим способом с обеспечением плавного перехода высоты валика шва к притуплению кромок. Выполняют сварку второго участка шва, начиная сварку с потолочного положения, со смешением начала его сварки на 10-10 мм на первый участок и перекрывают окончание первого участка на 10-10 мм.
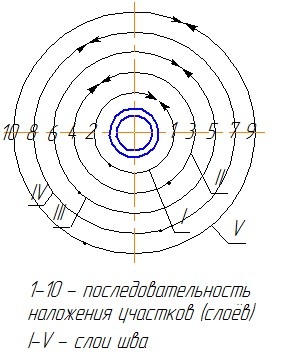 Последовательность сварки стыка трубы диаметром более 219 мм
Последовательность сварки стыка трубы диаметром более 219 ммПоследовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым способом, при этом длина каждого участка должна быть в пределах 200-250 мм. Порядок сварки показан на рисунке. Длина участков последующих слоев может составлять половину окружности стыка.
Сварку труб большого диаметра желательно производить одновременно двумя сварщиками. Каждый варит половину стыка, с противоположенных сторон трубы. Сварка также выполняться снизу в вверх.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Карта сайта
ОАО “Газпром” — 2 чел. ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
Статус: добавлено (3 сентября 2013) Статус: принято (13 сентября 2013)ЗАО “Энергия” — 1 человек, СК п.1
Статус: добавлено (3 сентября 2013) Статус: отклонено (3 сентября 2013)ЗАО “Газпром” — 10 чел. СК п.1
Статус: добавлено (3 сентября 2013)ОАО “Газпром” — 2 чел. ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
Статус: добавлено (3 сентября 2013) Статус: принято (13 сентября 2013)ЗАО “Энергия” — 1 человек, СК п.1
Статус: добавлено (3 сентября 2013) Статус: отклонено (3 сентября 2013)ЗАО “Газпром” — 10 чел. СК п.1
Статус: добавлено (3 сентября 2013)Техника ручной дуговой сварки | Сварка и Контроль
Способы зажигания сварочной дуги
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
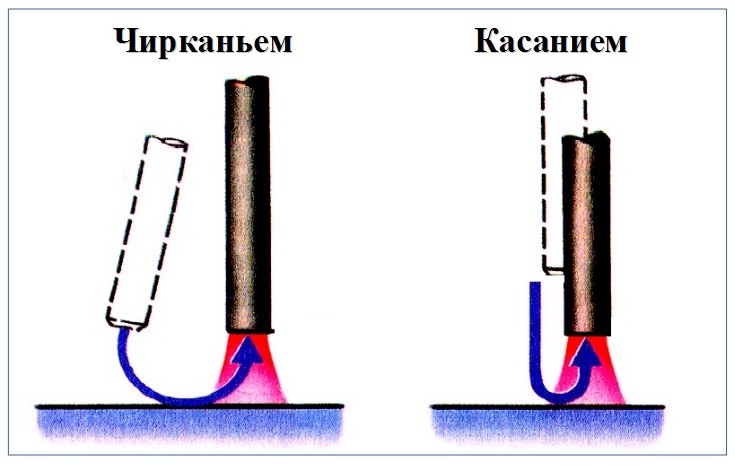 Способы зажигание сварочной дуги
Способы зажигание сварочной дугиВажно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны. Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
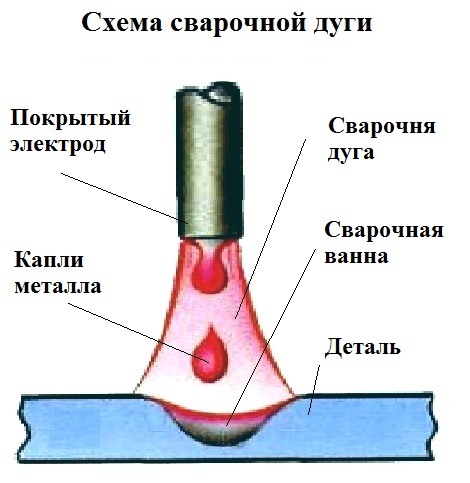 Сварочная дуга
Сварочная дугаВ зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Движение электрода при ручной дуговой сварке
Во время сварки электрод движется в трех направлениях.
Первое – подача электрода в сварочную ванну. По мере плавления электрода его длина уменьшается, а длина дуги увеличивается. Для поддержания заданной длины дуги электрод равномерно двигают вдоль оси в сварочную ванну. Таким образом поддерживается определенная длина дуги. Важность контроля длины дуги рассмотрено выше.
Второе – движение электрода вдоль свариваемых кромок. Скорость перемещения выбирается сварщиков в зависимости от величины сварочного тока, толщины металла и диаметра электрода по мере заполнения разделки.
Третье – поперечные колебания электрода, производится для заполнения разделки по ширине шва. От техники этих движений зависит формирование шва, отсутствие дефектов, несплавлений и подрезов.
Все три движения образуют определенную траекторию перемещения электрода. В зависимости от толщины металла, пространственного положения и двигательных навыков сварщика траектории движения электрода могут быть различны
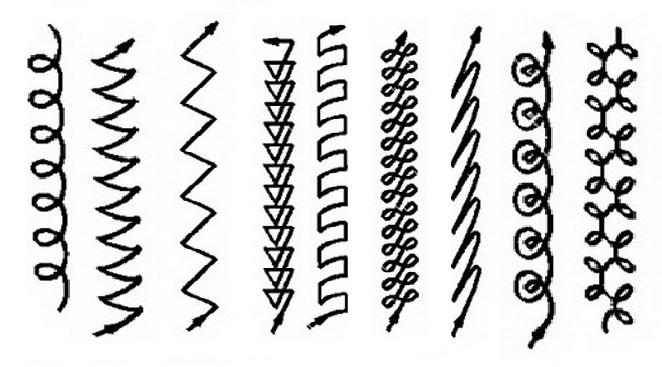 Траектория движения электродом
Траектория движения электродомТехника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
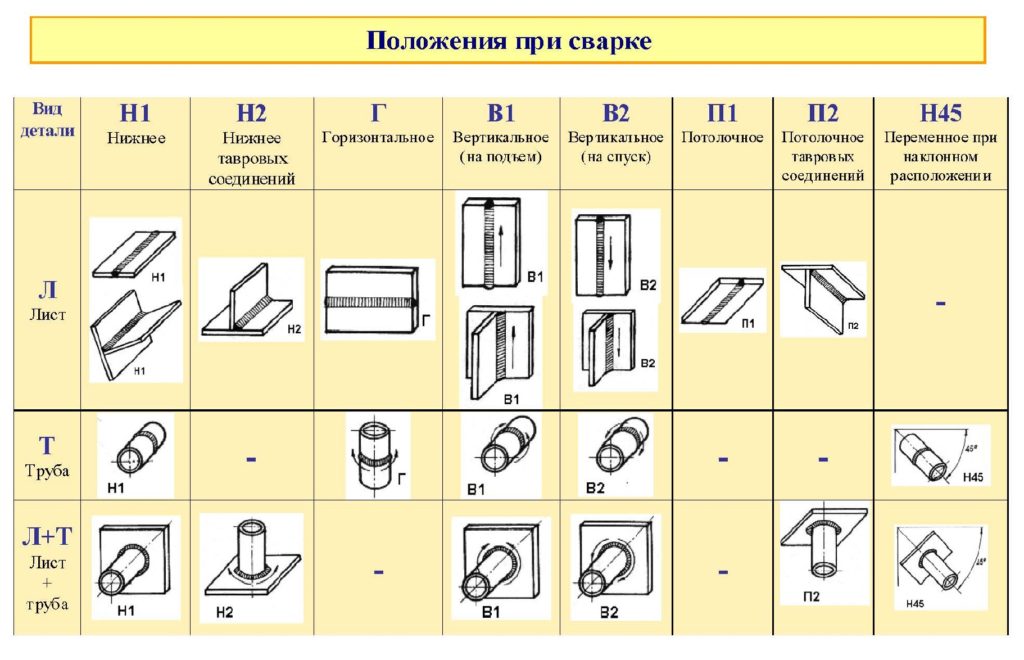 Положения при сварке
Положения при сваркеСварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока. Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода.
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов. Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров.
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Обучающее видео по дуговой сварке
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.