Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной.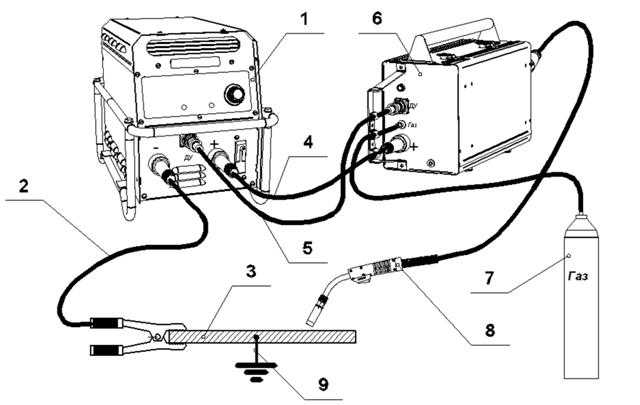 Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
советы для новичка по правильной сварке проволокой
Содержание:
- Разные виды полуавтоматической сварки
- Как настроить сварочный аппарат для полуавтоматической сварки
- Как правильно варить
- Несколько слов о выборе полуавтомата для сварки
Сварка полуавтоматом — один из самых известных и популярных методов соединения деталей. Технология несложная даже для новичка, главное — выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Сваривание металла полуавтоматом намного облегчает работу оператора, проволока подается в автоматическом режиме, мастер выполняет остальные процессы.
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки существуют? Читайте в нашей статье.
Что нужно для сварки полуавтоматом, какие существуют техники
Сварка полуавтоматом выполняется за счет газа и проволоки из меди, алюминия, толщина которой зависит от типа металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются они согласно использованию расходного материала:
- в среде инертного газа;
- за счет защитного газа;
- пользуясь порошковой проволокой.
Сварка полуавтоматом в среде инертного газа — сварка MIG/MAG, которая выполняется металлической проволокой. Скорость авто подачи проволоки нужно устанавливать в зависимости от силы тока. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
В качестве защитного газа применяются углекислоты, смесь аргона с гелием. Принцип работы полуавтомата для сварки довольно простой: проволока подается с определенной скоростью, в это же время в само устройство через специальное углубление (сопло) поступает газ. За счет углекислого газа можно с легкостью обработать тонкий металл, толщина которого составляет не больше 0,5 мм, а также более толстый металл. Аргон с гелием используется для сварки толстого низколегированного металла, алюминия, отлично подойдет для сварки чугуна.
Самые популярные сварочные полуавтоматы
ТОП 5
Ваш промокод на скидку
Для прочности сварочных швов необходимо правильно подбирать проволоку. Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Техника дуговой сварки выполняется в среде газа аргона. Газовое давление нужно регулировать с помощью редуктора, чтобы оно не было слишком большим, и хорошо защищало сварочную ванну. Очень часто, когда давление газа очень высокое, может возникнуть подсос воздуха, из-за чего качественный сварочный шов не получится, и вся работа пойдет насмарку, придется начинать все сначала. Мастеру в этом случае нужно обезопасить себя от брызг, защитить механизмы сварочного аппарата, удалить грязь с поверхности.
Если планируется сварка защитным газом, можно купить баллон качественной газовой смеси в специализированном магазине. Выполнять сварку полуавтоматом можно и без использования какого-либо газа, инертного или защитного. Процесс выполняется с помощью флюсовой проволоки. Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
С помощью дуговой сварки, можно производить любой тип шва, в том числе сделать вертикальный шов. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
Много советов и нюансов сварки полуавтоматом в статье: «Что такое полуавтоматическая сварка: виды, устройство и принцип работы»
Как настроить полуавтомат
Прежде, чем начать работу на сварочном полуавтомате, желательно пройти теорию обучения. Многие также спрашивают, как настроить аппарат для сварки металлов.
Настройка проходит в несколько этапов:
- Регулировка силы сварочного тока, и регулировка давления газа, расход которого зависит от толщины обрабатываемого металла. Сделать так, чтобы эти две величины соответствовали норме, очень просто — в инструкции к каждому устройству есть пункты, в которых указана вся необходимая информация. Стоит заметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе аппарата и низкому качеству шва.
- Настройка подачи проволоки. Она тоже зависит от силы тока и толщины свариваемого металла. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
- Настройка силы и напряжения тока. Эти два параметра зависят от мощности аппарата.
- Выбор режимов для каждого типа металла. Выбирать режимы стоит на пробной заготовке, в случае необходимости откорректировать полярность, силу тока. Если аппарат настроен правильно, с учетом всех нюансов, получится устойчивая, сварочная дуга. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет начинающему мастеру в подготовке аппарата к работе.
 Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.Как варить сварочным полуавтоматом
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода, сварщик может приступать к работе.
Сначала нужно настроить держатель мундштука, наконечник которого должен находиться в зоне проведения сварки. Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Весь процесс, кроме подачи проволоки, выполняет сварщик, он должен тщательно следить за скоростью ведения наконечника, который должен находиться в правильном положении и при верном наклоне.
О преимуществах полуавтоматической сварки читайте в статье: «Что лучше выбрать: сварочный полуавтомат или инвертор»
Как выбрать полуавтомат
Прежде, чем приступить к выбору сварочного устройства, необходимо проверить параметры электросети, a затем уже выбирать аппарат, ориентируясь на силу тока. Также нужно определиться, для каких именно целей покупается аппарат, какие металлы нужно будет сварить.
Полезная информация о критериях выбора сварочного полуавтомата в статье: «Как выбрать сварочный полуавтомат для дома»
Помимо этого, можно посмотреть разные обучающие видео, которые помогут научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Поскольку в интернет-магазинах представлено великое множество полуавтоматов для сварки, то для правильного и быстрого выбора можно ориентироваться на топовые модели.
Лучшие аппараты для полуавтоматической сварки в статье: «Рейтинг сварочных полуавтоматов по надежности в Украине — ТОП 7 лучших моделей»
В представленный рейтинг вошли сварочные полуавтоматы от самых надежных производителей. Эти аппараты успешно проявили себя в работе и поэтому продаются лучше всех. Они получили положительные отзывы пользователей, поскольку отличаются надежностью и практичностью.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
Как варить полуавтоматом: инструкция для начинающих
Содержание
- О технологии сварки полуавтоматом
- В газовой среде
- Пайка алюминия
- С использованием проволоки
- Правила варки полуавтоматом
- Как настроить сварочный аппарат для металла разной толщины
- Инструкция по работе со сварочным аппаратом
- Какие ошибки нельзя допускать
Полуавтоматическая сварка помогает быстро и надежно соединить 2 металлических заготовки. Устройство работает с деталями любой толщины, применяется в производственных и бытовых условиях. Чтобы понять, как варить полуавтоматом, нужно изучить теоретические и практические аспекты.
Устройство работает с деталями любой толщины, применяется в производственных и бытовых условиях. Чтобы понять, как варить полуавтоматом, нужно изучить теоретические и практические аспекты.
О технологии сварки полуавтоматом
Устройство для полуавтоматической сварки работает с газом или без, с применением специальной проволоки.
В газовой среде
Для скрепления металлических заготовок применяют несколько типов газа, например углекислый или гелий. Это объясняется невысокой стоимостью и экономичным расходом. Газы снижают окисление металла, делая шов более прочным.
При сваривании с углекислотой требуется предварительная подготовка материала – очищение от пыли, грязи, коррозии и краски. Для этого понадобится металлическая щетка или шлифовальная машина.
Применяют 3 техники сварки с газом:
- Непрерывная обработка. Электрод или горелка устанавливается на начало шва и проводится до конца.
- Точечная обработка. При таком способе элементы соединяют не сплошным швом, а пунктирной линией.
- Коротким замыканием. Применяется для соединения деталей из тонкого металла. Материал расплавляют импульсами, подаваемыми от замыкания в агрегате. Жидкий металл формирует каплю, необходимую для создания шва.

Для работы с углекислотой устанавливают функцию переменного тока. Агрегат настраивают в соответствии с видом и толщиной металла. Расход газа определяется режимом сварки. Проволока расплавляется с одинаковой скоростью. Подготовив детали, запускают подачу газа, активируют сварочную дугу.
Для этого проводят электродом по детали, нажимают на клавишу «Пуск». Качество сварочного шва зависит от следующих нюансов:
- Расстояние от электрода до заготовки. Нельзя устанавливать проволоку близко к металлу, это затрудняет обзор шва.
- Зазор между краями деталей. При толщине листа менее 1 см оставляют расстояние в 1 мм. При больших значениях зазор составляет 10%.
- Использование подложки. Этот инструмент препятствует вытеканию расплава из шва.
Пайка алюминия
С помощью полуавтомата сваривают разные металлы, в т. ч. алюминий. Однако есть тонкости, связанные со структурой материала. Поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. В качестве вспомогательного газа в таком случае применяют аргон. Алюминий сразу расплавляется, поэтому под детали ставят подложку.
ч. алюминий. Однако есть тонкости, связанные со структурой материала. Поверхность покрыта тонким слом окисла, который плавится при более высокой температуре. В качестве вспомогательного газа в таком случае применяют аргон. Алюминий сразу расплавляется, поэтому под детали ставят подложку.
Заготовки соединяют плавкими электродами под воздействием постоянного тока. На дугу ставится плюсовой заряд, на металл – отрицательный. Так верхний слой расплавляется быстрее. Перед началом сварки поверхность можно очистить от оксидной пленки. Детали устанавливают в любой пространственной позиции.
С использованием проволоки
Сварку с проволокой выполняют как с применением газа, так и без него. Самый распространенный способ – использование флюса. Такой метод необходим на производственных площадках. Необходимо учитывать высокую стоимость флюса. Материал представляет собой порошок, расположенный в сердцевине проволоки. При плавлении образуется газ, защищающий шов от окисления. Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
Дополнительной подачи вещества не происходит. Этот способ сварки полуавтоматом для начинающих имеет следующие особенности:
- Возможность использования во всех условиях. При газовой сварке качество шва ухудшается в ветреную погоду или при сквозняке.
- Сварку с проволокой не рекомендуется применять для обработки тонкого металла или низкоуглеродистой стали. Шов может трескаться или деформироваться.
- Для повышения температуры сварочной дуги используют обратную полярность.
Правила варки полуавтоматом
Чтобы научиться качественно соединять детали, нужно знать нюансы работы с аппаратом. Не менее важной считают технику безопасности. При сварке полуавтоматом соблюдают следующие правила:
- Надевают защитный костюм, маску, нейтрализующую негативное воздействие ультрафиолета на глаза.
- Делают пробный шов на черновых деталях. Это поможет правильно настроить аппарат. Перед использованием устройства изучают инструкцию.
- Во время работы делают паузы, препятствующие перегреву агрегата.

Как настроить сварочный аппарат для металла разной толщины
Рабочие параметры выставляют с помощью настроечных таблиц, входящих в руководство по эксплуатации устройства. Варить толстые детали при низкой силе тока не рекомендуется. Это ухудшает качество шва. Иногда соединить детали друг с другом не удается.
Силу тока устанавливают на основании того, какой толщины заготовки будут свариваться. С учетом принципа работы агрегата меняют и напряжение.
Инструкция по работе со сварочным аппаратом
Сварку металлических заготовок осуществляют так:
- Подготавливают рабочее место и детали. Подсоединяют массу к свариваемому материалу. При работе с небольшими заготовками используют металлический стол. К нему подсоединяют нужный проводник. Стол можно заменить горизонтально установленным металлическим листом, к которому подключают «нуль» сварочного агрегата.
- Выбирают величину выступа проволоки из сопла. Рекомендованное значение – 5 мм. Сильно выступающий элемент отрезают кусачками.
- Устанавливают свариваемые детали рядом друг с другом. Проводят электродом по 2 точкам. Это сделает заготовки неподвижными. При сварке внахлест используют струбцины, надежно удерживающие детали.
- Возбуждают сварочную дугу, расплавляют металл в местах соединения. Если аппарат работает нестабильно, увеличивают силу генерируемого агрегатом тока.
- Проваривают шов от одного конца к другому, плавно ведя дугу над металлом.
 Сильно выступающий элемент отрезают кусачками.
Сильно выступающий элемент отрезают кусачками.Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным.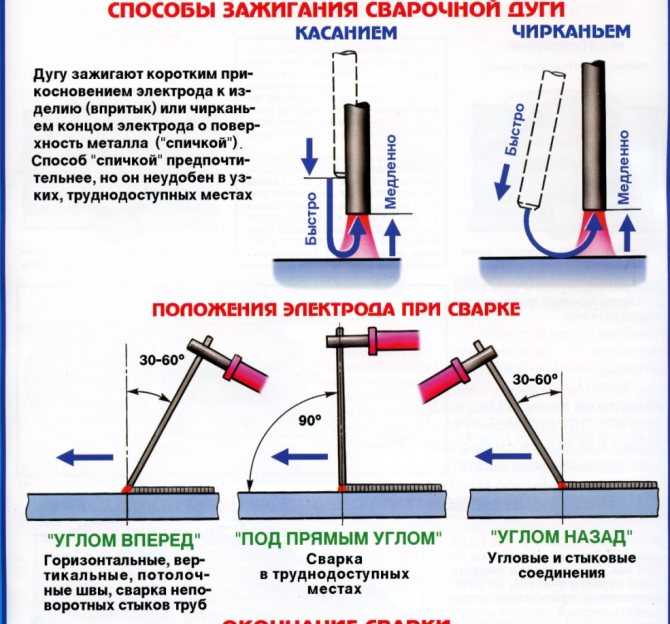 Ошибки возникают при некорректном подборе следующих величин:
Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным – широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Как варить металл полуавтоматом?
Автор На чтение 11 мин Просмотров 880 Опубликовано
Как варить полуавтоматом? При работе аппаратом, в отличие от ручной механизированной сварки, в сварочную зону осуществляется подача электрода.
При сварке полуавтоматом после подачи электрода сварщик выполняет работу вручную.Дальнейшую работу сварщик производит вручную. Электродом является специальная проволока.
Содержание
- Виды сварочных полуавтоматов, их преимущества и недостатки
- Как правильно варить полуавтоматом?
- Сварка полуавтоматом алюминия
- Сварка аппаратом в углекислом газе
- Сварка без использования защитного газа
- Какой выбрать сварочный полуавтомат?
- Способы сварки полуавтоматом
- Металл необходимо подготовить к сварке
- Какие проблемы могут возникнуть при сварке?
Виды сварочных полуавтоматов, их преимущества и недостатки
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.В настоящее время выпускается большое количество полуавтоматов для сварки. Сварочным полуавтоматом выполняется варка стали, алюминия и других металлов. В заводских цехах при помощи сварочных полуавтоматов приваривают детали к металлической поверхности машин. Для этого заводские полуавтоматы снабжены боковым соплом.
Сварочным полуавтоматом выполняется варка стали, алюминия и других металлов. В заводских цехах при помощи сварочных полуавтоматов приваривают детали к металлической поверхности машин. Для этого заводские полуавтоматы снабжены боковым соплом.
В полуавтоматах в качестве электрода может быть использована алюминиевая или стальная проволока. Сварной шов приборы выполняют под защитой флюса либо в защитных газах. Есть конструкции, в которых сварной шов защищается при помощи порошковой проволоки. Полуавтоматы подразделяются на следующие виды:
- стационарные;
- переносные;
- передвижные.
Преимущества варки прибором:
- Можно сваривать металл, имеющий небольшую толщину, до 0,5 мм.
- Прибор можно применять даже для варки загрязненных или ржавых поверхностей.
- Сварка имеет невысокую стоимость трудозатрат.
- Можно осуществлять варку оцинкованных деталей проволокой из медного сплава. При этом цинковое покрытие не повреждается.
Недостатки полуавтоматической сварки:
- При варке может разбрызгиваться металл, если не будет использован защитный газ.
- Открытая дуга имеет интенсивное излучение.

Полуавтомат применяется при варке деталей автомобилей. Больше всего сварку полуавтоматом применяют при сваривании стальных и алюминиевых деталей.
В процессе работ применяют защитный газ: углекислый газ, аргон или гелий. Чаще всего применяют сварку стали в аргоне или углекислом газе.
Источником питания является постоянный обратный ток. Сварочный полуавтомат включает в себя источник питания, горелку и механизм подачи проволоки.
Основным механизмом полуавтомата является сварочная горелка. Она подает в зону работ сварочную проволоку и защитный газ.
Подающий механизм бывает трех видов:
- тянущий;
- толкающий;
- универсальный.
Вернуться к оглавлению
Как правильно варить полуавтоматом?
При сварке обязательно используйте защитный шлем.Материалы и инструменты:
- свариваемый материал;
- защитный газ или флюс;
- источник электропитания;
- защитный шлем;
- защитные перчатки;
- сварочный полуавтомат.

Перед выполнением работ нужно сделать настройку аппарата:
- Выбирают силу тока, которая зависит от толщины металла. Обычно в инструкции аппарата указывается, какая сила тока необходима для той или иной толщины металла. При малой силе тока сварка получается некачественной.
- Настраивают скорость подачи электрода. Скорость устанавливают при помощи специальных шестерен, которые входят в комплект к прибору.
- Устанавливают определенную силу тока и напряжение на источнике тока.
- Затем выполняют предварительную проверочную сварку на небольшом кусочке металла. Если сварка некачественная, проводят повторную настройку аппарата. Если полуавтомат настроен правильно, сварочный шов будет плотным, в аппарат подается необходимое количество сварочной проволоки и защитного газа.
- Регулятор подачи проволоки необходимо поставить в положение «вперед».
- Наполняют воронку флюсом или защитным газом.
- Устанавливают держатель, при этом необходимо, чтобы в сварочной зоне находился наконечник.
- Открывают заслонку воронки для защитного газа. Нажимают кнопку «пуск», при этом чиркая по месту варки. В результате этого загорается дуга и начинается процесс варки.

Вернуться к оглавлению
Сварка полуавтоматом алюминия
Аппарат подает электрод к свариваемому металлу. Всю работу сварщик должен выполнять самостоятельно.
Схема дуговой сварки алюминия.Как выполняется дуговая сварка алюминия:
- Материал необходимо варить алюминиевой проволокой. Алюминиевая проволока мягкая, образует петли, поэтому при сварке необходимо применять специальный токосъем.
- При сварке алюминия используется аргон. Он должен соответствовать необходимым параметрам. Аргон должен иметь давление, позволяющее надежно защитить сварочную ванну.
- При этом надо обеспечить такую сварку, в процессе которой не будет попадания разреженного воздуха в аппарат, которая может произойти при высокой скорости прохождения газа.
Сварщик выполняет следующую работу:
- Очищает материал, предназначенный для сваривания.
- При помощи растворителя удаляет все загрязнения.
- Выполняет проверочный шов на специальном образце.
- Сварщик должен уметь пробить окисную пленку на материале, правильно выполнять сварку металла и при этом контролировать сварочную ванну.

При соблюдении этих условий варка алюминия будет выполнена правильно.
Вернуться к оглавлению
Сварка аппаратом в углекислом газе
Сварку полуавтоматом в среде углекислого газа производят при сборке и ремонте автомобилей.
Схема сварки в углекислом газе.Преимущества варки в углекислом газе:
- Возможность сделать небольшой узкий шов позволяет приваривать мелкие детали к металлическим поверхностям машины.
- При варке повреждается небольшой узкий слой краски, что сокращает отделочные работы в дальнейшем.
- Высокая скорость подачи электрода, которая повышает производительность труда.
- Сварочный шов очень прочный, имеет высокое качество.
- Не нужно предварительно подгонять детали, которые будут сваривать.
- Сварка в углекислом газе позволяет получить сварные соединения различной толщины.
- Из всех защитных газов, используемых при сварке, углекислый газ является самым доступным.
- Выполнение работ при сварке в углекислом газе быстро осваивается сварщиком.

Вернуться к оглавлению
Сварка без использования защитного газа
Схема сварки под флюсом.Благодаря использованию защитного газа улучшается качество сварного шва.
Если сварку собираются выполнять нечасто, то баллон с углекислым газом обычно не покупают. В таком случае можно вместо защитного газа применять флюсовую или порошковую сварочную проволоку.
Проволока состоит из стальной трубки. Флюс находится внутри этой трубки. Во время сварки флюс сгорает и образует в свариваемой зоне облачко газа, которое защищает сварной шов. Сварку при этом выполняют прямым током.
Варка вертикального шва имеет свои особенности. При варке тепло перемещается кверху. Поэтому сварочный аппарат ведут по направлению вниз. Горелку наклоняют слегка кверху. Это необходимо для сохранения тепла в сварочной ванне. Передвигать аппарат нужно быстро, для того чтобы опередить перемещение раскаленного металла. При этом проволока должна находиться в передней части сварочной ванны.
Горелку наклоняют слегка кверху. Это необходимо для сохранения тепла в сварочной ванне. Передвигать аппарат нужно быстро, для того чтобы опередить перемещение раскаленного металла. При этом проволока должна находиться в передней части сварочной ванны.
Вернуться к оглавлению
Какой выбрать сварочный полуавтомат?
Перед покупкой прибора нужно:
Схема устройства сварочного полуавтомата.- Выяснить, какие характеристики имеет сеть электропитания, через которую будет осуществляться сварка.
- Выяснить, для каких работ предназначен полуавтомат.
- Сравнить различные виды приборов и выбрать тот, который по своим характеристикам соответствует назначению сварных работ.
- Тщательно освоить технологию полуавтоматической сварки.
- Обеспечить соблюдение правил по технике безопасности при выполнении сварки.
Полуавтоматическая сварка дает возможность варить металл различной толщины. Полуавтомат может сваривать любые детали автомобиля, которые находятся в кузове.
Вернуться к оглавлению
Способы сварки полуавтоматом
Существуют различные способы сварки.
Варка встык используется при неполной замене деталей. Например, варят встык при установке заплаты на крыло. При такой сварке не надо убирать фаски сбоку тонкого листа металла. Если толщина металла больше 2 мм, то фаски нужно снимать.
Перед началом работ необходимо выполнить точную подгонку деталей. При подгонке не должно быть зазоров между краями деталей. Если не будут выполнять подгонку, то это может повлечь деформацию деталей и поверхности металла, к которой их будут приваривать.
Этот способ используют для сварки деталей кузова и наружной поверхности автомобиля. Сварку встык используют в тех случаях, когда требуется высокая точность сварки. Бывает необходимо на место поврежденного участка приварить новый элемент. При этом заменяют не всю деталь, а лишь ее часть. Для этого осуществляют сварку встык сплошным швом. Затем делают зачистку. При качественной сварке после зачистки не придется выполнять шпаклевку.
При сварке встык нужно выполнять много работ по подгонке деталей. Поэтому такую работу должен производить сварщик высокой квалификации.
Сварку встык металла, имеющего большую толщину, выполнять намного проще. При этом не нужна точная подгонка. Сварку выполняют сплошным точечным швом.
Сварка внахлест является самой распространенной. При такой сварке одну часть металла накладывают на другую. Сварка внахлест используется при варке ремонтных заплат. Такой вид сварки применяют при замене или ремонте порогов, лонжеронов, усилителей.
Сварка через отверстие является разновидностью варки внахлест. Применяется при ремонте машины. Также методом электрозаклепки можно приваривать новые детали, например крылья, пороги на силовые элементы кузова.
Существуют следующие виды сварных швов:
- точечные;
- сплошные;
- сплошные прерывистые.

Точечный шов представляет собой сварные точки, которые расположены на определенном расстоянии друг от друга. Это расстояние бывает от 1 мм до нескольких см.
Сплошной шов состоит из точек, которые находятся рядом друг с другом и заходят одна на другую. Сплошной шов используют при сваривании встык металла, имеющего различную толщину. В кузове машины такой шов не используют, так как кузов должен быть пластичным, чтобы избежать деформаций.
Сплошной шов обладает высокой прочностью, но не придает эластичность соединениям. Сплошной шов используют для создания высокой прочности сварных соединений, например, при сварке бака для воды, который устанавливают в бане или при выполнении деталей из стального профиля.
Сплошной прерывистый шов представляет собой чередование сплошных участков шва с промежутками. Расстояния сплошных участков и промежутков выбираются сварщиком в зависимости от поставленной цели. Таким швом сваривают силовые элементы кузова, изготовленные из металла большой толщины.
Вернуться к оглавлению
Металл необходимо подготовить к сварке
Перед варкой следует обязательно очистить металл.Перед варкой металл очищают от различных загрязнений, ржавчины, красителей, покрытий и смазки.
Затем детали, которые будут сваривать, необходимо совместить друг с другом без наличия зазоров. Совместить детали можно зажимами или креплением на болтах.
Затем выбирают величину сварочного тока. Он зависит от толщины металла. Если сваривают металл, имеющий небольшую толщину, сила тока составляет приблизительно 50 А.
Для того чтобы установить силу тока, необходимо сначала ознакомиться с инструкцией прибора. Если сила тока выбрана правильно, сварной шов будет качественным.
Затем выполняют пробную варку. Выполняют сварные точки на металле. Сварку выполняют в защитном шлеме и перчатках. Сначала подносят аппарат к поверхности на расстояние 4 мм. Аппарат надо держать двумя руками за рукоятку. Нажимают кнопку, при этом загорается дуга. Через 3 секунды отпускают кнопку. Получилась сварная точка. Нужно оценить ее качество.
Получилась сварная точка. Нужно оценить ее качество.
Если сварочный ток слишком мал, то расплавленный металл не растекается должным образом, а деталь не проваривается окончательно. При таком варианте нужно увеличить силу тока и проварить еще раз. Если ток выбран правильно, то расплавленный металл растекается хорошо и сварка выполняется качественно. На противоположной стороне детали образуется капля расплавленного металла.
Если ток слишком большой, то сварная точка проседает, на обратной стороне детали повиснет капля. Если ток настолько большой, что при варке в металле прожгли дыру, то необходимо убавить ток. Пробную варку выполняют до тех пор, пока не получится правильная сварная точка. После пробных сварок можно учиться сваривать куски металла.
Вернуться к оглавлению
Какие проблемы могут возникнуть при сварке?
При выполнении сварочных работ полуавтоматом может быть неправильно выбран режим работы прибора.
Таблица определения силы тока в зависимости от толщины металла.- Если неправильно выбран сварочный ток, то возможен прожог металла. Иногда на конце электрода образуется большая капля металла и приваривается к медному наконечнику. Дальнейшая сварка становится невозможной. В этом случае нужно снять сопло и напильником запилить край наконечника. Пилить надо до тех пор, пока проволока не освободится от наконечника. После устранения проблем правильно устанавливают необходимый ток и продолжают сварку.
- Если произошла неправильная регулировка прижима проволоки в электроде, то проволока ломается на выходе из сопла. Необходимо отрегулировать прижим правильно.
- Если слишком мал расход защитного газа, то сварка становится пористой. Надо увеличить расход газа, установив правильно редуктор. В инструкциях к приборам указаны необходимые нормы.
Могут возникнуть проблемы, которые связаны с неисправностями прибора.
В аппарате может изнашиваться медный наконечник. При этом слышны щелчки, дуга горит непостоянно, сварка не происходит. Механический износ наконечника происходит из-за трения о проволоку. Также может произойти эрозия наконечника от воздействия высокой силы тока. Если наконечник пришел в негодность, его необходимо заменить.
Во время сварки иногда не получается выполнить шов необходимого качества. Если при этом сварочный ток и скорость подачи проволоки установлены правильно, то причиной данных проблем может стать пониженное напряжение в электросети.
Сварку металла полуавтоматом можно выполнять своими руками. Для этого нужно научиться основам производства сварочных работ. Большое значение имеет подготовка металла и свариваемых деталей, правильный выбор и установка необходимых параметров аппарата, выполнение пробной сварки.
https://moyakovka.ru/youtu.be/qRo-sczdXZs
Сначала нужно научиться варить полуавтоматом несложные элементы. Постепенно с приобретением опыта сварщика можно будет сваривать детали автомобиля и другую работу высокой сложности, получая при этом отличное качество сварки.
Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Содержание страницы
- 1 Сварка полуавтоматом
- 2 Что нужно знать о сварке полуавтоматом
- 3 Общие правила сварки
- 4 Настройка сварочного аппарата
- 5 Виды сварочных швов
- 6 Вертикальный шов
- 7 Сварка тонкого металла
- 8 Сварка толстых металлов
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки. Чем больше ток – тем больше скорость и наоборот;
- используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Как варить полуавтомат? Полуавтоматические режимы сварки. Полуавтомат для сварки алюминия
Сварка – это целое искусство. Профессиональные сварщики везде ценятся чуть ли не на вес золота: их не хватает не только на бытовые нужды, но и на промышленность. Во многом это связано с тем, что не каждый специалист знает все технологические аспекты сложных производственных операций.
Например, даже не на всех предприятиях умеют готовить полуавтоматы. Этой статье посвящена наша статья.
Общие понятия
Сварочным полуавтоматом теперь называют устройство, с помощью которого производится дуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в аппарат. Полуавтоматический механизм заключается в том, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классификация сварочных полуавтоматов по типу защиты сварного шва:
- Аппарат для сварки металлов под флюсом;
- Полуавтоматические системы для сварки в инертных газах;
- Автоматы, в которых в качестве электрода используется специальная порошковая проволока.
Отметим, что аппараты для сварки под флюсом уже давно не используются в отечественной промышленности, так как варятся полуавтоматом данного типа только по старым технологиям, редко встречающимся в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предполагает использование нейтральных газов. В частности, таким способом чаще всего варят флюсовую проволоку.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
- Автоматы, в которых применяется сплошной стальной электрод;
- Сварочная система сплошной алюминиевой проволокой;
- Универсальные модели (позволяет использовать оба типа электродов).
Доля сварочных аппаратов и характер их мобильности:
- Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышленности.
- Их антиподы — портативные разновидности, которые могут перевозить только одного человека.
- Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые можно перевозить на специальном автомобильном шасси. Так как они варятся полуавтоматом этого типа в полевых условиях, то аппарат комплектуется самыми «живучими» комплектующими.
Следует учитывать, что современная промышленность выпускает сотни моделей полуавтоматов сварных систем, которые могут существенно различаться по своим характеристикам. С их помощью соединяют не только сталь, но и алюминий и другие металлы. В цехах автомобильных заводов аналогичные механизмы задействованы в производстве кузовов.
Полуавтоматические режимы сварки
Поскольку сварщику, работающему с таким оборудованием, ежедневно приходится иметь дело сразу с несколькими видами металлов, производители внедрили в свое производство различные режимы сварки полуавтомат. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Рассмотрим их основные разновидности:
- Режим с коротким замыканием сварочной дуги и без него.
- Крупные, средние и мелкие виды капель.
- Режимы с напылением флюса и без него.
Применение того или иного вида зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было проще ориентироваться, существует и более подробная классификация:
- Циклическая сварка, когда используется короткая дуга;
- Тип наконечника;
- Импульсная сварка;
- Вариант со струйным движением металла шва;
- Сварка в условиях непрерывного кругового переноса металла.
При использовании угольной кислоты (см. выше) в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость плавления металла не слишком высока, но сварочная дуга намного стабильнее, а получаемый шов намного прочнее.
Что должно быть в комплекте?
В комплект должны входить силовой трансформатор, горелка и механизм подачи проволоки, кабели и муфты для подачи инертного газа, компьютеризированная система управления сварочными процессами. Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.
Преимущества сварочных полуавтоматов
- Огромным преимуществом является то, что можно сваривать металл, толщина которого не превышает 0,5 мм.
- Ржавчина и даже достаточно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работ.
- Стоимость работ (по сравнению с другими видами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
- Важно, что с помощью полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, а само покрытие останется совершенно неповрежденным.
Слабые места в технологии
- Если нет возможности использовать инертный газ, металл начинает довольно сильно «кипеть», и брызги окалины рассеиваются на значительное расстояние.
- От открытой дуги идет достаточно сильное излучение, так что этот момент тоже не стоит забывать.
Где чаще всего применяют полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в авторемонтном деле. Чаще всего эту технологию используют для сварки стали, а также алюминия. Аргон в основном используется как инертный газ. Кроме того, сталь часто сваривают в углекислом газе.
Немного о механизме подачи
Мы уже упоминали, почему устройства этого типа являются полуавтоматическими. Поскольку сварщику по роду своей работы придется постоянно работать с механизмом, подающим электрод (проволоку) в рабочую зону, нелишним будет узнать обо всех существующих типах таких устройств. На сегодняшний день их различают сразу три:
- Рисуночные разновидности.
- Механизмы подачи толкающего типа.
- Универсальные модификации: проволока для сварки полуавтомата в данном случае может быть любой.
Начало работы
Как и в других случаях, которые так или иначе касаются работы со сварочными аппаратами, заранее вам потребуется правильно настроить все свое оборудование. Сначала следует выбрать силу тока, руководствуясь толщиной свариваемого металла и прилагаемой к машине инструкцией. Как правило, в документах есть специальная таблица, в которой подробно описывается технология сварки. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь той же инструкцией, установите требуемую скорость подачи электрода в рабочую зону. Его можно отрегулировать, соответствующим образом выбрав сменные шестерни для коробки передач. Перед началом работы обязательно проверьте ток и напряжение!
Если вы собираетесь сваривать важное технологическое изделие, обязательно проверьте правильность всех настроек на любом тестовом образце. Соответственно по результатам испытаний должна быть окончательная корректировка (при необходимости). Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Без сомнения, с помощью инертного газа сварочные работы выполняются максимально качественно. Вот только для лиц, редко использующих сварку, покупка целого газового баллона экономически нецелесообразна. Сварка полуавтомат без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В данном случае это стальная трубка, внутри которой запрессован флюс. При его горении над местом сварки образуется локальная зона, защищенная его парами. Обратите внимание, что в этом случае необходимо использовать постоянный ток.
Так осуществляется полуавтоматическая сварка без газа.
Производим металлопродукцию
Сначала ставим переключатель в положение «Вперед», который отвечает за подачу электрода (проволоки). Затем заполните существующую воронку флюсом. Важный! Держатель необходимо расположить таким образом, чтобы подающий конец воронки находился точно в зоне сварки, иначе флюс пойдет не так и вы будете наблюдать огромное количество веселой накипи.
Откройте крышку емкости с флюсом, затем начните легонько протирать электродом место сварки, удерживая нажатой кнопку «Старт». После этого появляется дуга. Вы можете начать работать.
А как сварка алюминия полуавтоматом?
Изготавливаем детали из алюминия
Алюминий – это металл, с точки зрения сварщиков очень сложный. На его поверхности имеется достаточно толстый слой амальгамы, который не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. Поэтому желательно хорошо знать все аспекты этой работы, ведь иначе у вас не получится сделать надежный и качественный сварной шов на металле.
Так происходит сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу отметим, что при таком способе работы допускается только алюминиевая проволока, которая используется в качестве электрода. Учтите, что из-за своей мягкости он часто образует петли в токоприемнике, в связи с чем приходится использовать их специальные модели, разработанные специально для применения из алюминия.
Наиболее часто используется сварка аргоном (полуавтоматом в этой среде работать удобнее), а качеству газа следует уделить особое внимание. Давление выбрать труднее всего: оно должно быть достаточным для надежной защиты сварной ванны, но при этом не превышать предельных значений, так как в этом случае подсасывается воздух.
Какие задачи стоят перед сварщиком?
- Сначала нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
- Остатки грязи необходимо очистить химическими растворителями.
- Как мы уже говорили, сначала следует сделать пробную сварку, так как аппаратные настройки могут быть не очень удачными.
- Очень важно правильно подобрать ток и напряжение: слабый ток не разорвет амальгаму. Кроме того, нужно внимательно подойти к защите сварочной ванны.
Все остальные операции ничем не отличаются от описанных выше.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы настоятельно рекомендуем использовать для сварки алюминия в углекислом газе при кузовном ремонте только полуавтомат. Такой подход имеет множество преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не боясь потерять внешний вид. Даже если деталь уже была окрашена, пигмент выгорает локально, а повреждения небольшие. Это дает прекрасную возможность сэкономить на финишной покраске и подготовке к ней деталей.
Даже сварка нержавейки полуавтоматом осуществляется очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом методе очень высока. Это обеспечивает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается исключительно аккуратным и качественным. Кроме того, вам не придется судорожно высчитывать доли миллиметров, стыкуя детали: потери в металле очень малы, так что можно надежно сваривать даже очень мелкие детали.
Даже те соединения, которые состоят из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешева, а инверторная сварка-полуавтомат быстро осваивается не слишком опытными работниками.
Технология сварки вертикальных швов
Мы не случайно выделили эту тему в отдельный пункт. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. Именно поэтому все вертикальные швы варятся строго сверху вниз. Горелка должна быть направлена немного вверх, так как в этом случае намного лучше сохраняется необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как нужно будет не допускать возникновения течений расплавленного металла. Обязательно держите электрод за передний край ванны.
Вот как приготовить полуавтомат. Удачи в работе!
Как правильно готовить полуавтомат? Как приготовить полуавтомат без газа?
Сварочные работы являются одним из важнейших этапов как промышленного производства, так и малого бизнеса. Не стоит также забывать об их важности в аспекте даже банального приусадебного участка. Во всех этих случаях качество сварки часто зависит не только от эксплуатационной надежности готового изделия, но и от безопасности людей, которые его используют.
Особо надежная и качественная сварка сварочными полуавтоматами, выполняемая в среде инертных газов. Вы умеете готовить полуавтомат? Сегодня мы поговорим об этом.
Общие понятия
В целом этот процесс является одной из многих разновидностей классической дуговой сварки. Поскольку его сопротивление значительно выше, чем у электрода, большая часть энергии выделяется в околодуговое пространство, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварочная ванна.
После остывания и кристаллизации соединения формируется сварной шов, который на данном этапе развития технологии считается наиболее надежным способом соединения металлических деталей.
Основные принципы полуавтоматической сварки
В отличие от классической дуговой сварки, в рассматриваемом нами процессе первостепенное значение имеют две вещи: электрод (свариваемая проволока) и инертный газ, защищающий свариваемую ванну. Прежде чем варить полуавтомат, очень желательно купить последний в достаточном количестве.
Последнее обстоятельство чрезвычайно важно. Дело в том, что сварной шов всеми доступными способами стараются уберечь от взаимодействия с кислородом окружающей среды в процессе работы: во-первых, иначе образуется много окалины, и поверхность стыка становится далекой от идеальной. Во-вторых, в металле шва появляется огромное количество оксидов, которые очень негативно сказываются на качестве готового соединения. Именно поэтому аргон и углекислота широко используются в сварочном производстве.
Схематическое описание процесса сварки
Чтобы научиться варить полуавтомат, необходимо обязательно представлять себе основные принципы его работы.
При сварке электрод (проволока) проходит через сопло горелки, где расплавляется за счет высокой температуры дуги. Поскольку сварочная проволока подается непрерывно, можно добиться постоянного качества и скорости процесса. Направление и скорость выбираются вручную. Следить за непрерывностью подачи электрода необходимо и сварщику. В международной классификации этот процесс обозначается как GMAW (газовая дуговая сварка). Различают сварку в инертном или активном газе.
Последний применяется в тех случаях, когда свойства металла не позволяют добиться каких-либо особых характеристик сварного шва. Вот так варить полуавтомат.
Какое оборудование для этого требуется?
В комплект оборудования должны входить собственно сварочный аппарат, источник сварочного тока, устройство подачи проволоки, а также газовый баллон. Устройства этого типа выпускаются как в переносном исполнении, так и в виде шасси для использования в полевых условиях. Поскольку научиться варить полуавтомат такого типа сложно, к работе допускаются только специалисты, прошедшие необходимый инструктаж.
Какие характеристики типичны для оборудования этого типа?
- Сила тока от 40 до 600 А.
- На самой сварочной дуге напряжение колеблется от 16 до 40 В.
- Скорость скрепляемого участка может достигать 2 см в секунду.
- Для разных целей и материалов применяют проволоку, толщина которой от 0,5 до 3 мм.
- В секунду расходуется от 30 до 250 мм электрода в секунду.
- Расход инертного газа может достигать 60 литров в минуту. Минимальное значение – расход три литра в минуту.
- Один сварочный баллон вмещает до 100 литров инертного или активного газа.
Предпочтительные типы питателей
Сварочные полуавтоматы во многом различаются устройством механизма подачи электродной сварочной проволоки, поэтому на этом моменте необходимо остановиться подробнее. В наиболее распространенном варианте используется нажимной тип: он значительно упрощает конструкцию горелки, но в этом случае длина шланга подачи газа ограничивается максимум тремя метрами. Лучше использовать тянущую конструкцию: длина шланга в этом случае может достигать 20 метров.
Перед покупкой сварочного аппарата следует обратить пристальное внимание на горелку. Так как форсунка является элементом, который изнашивается едва ли не быстрее всех, то и производить его нужно максимально качественно. Обратите внимание, что во время сварки необходимо постоянно очищать его от налипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае повреждения качество сварки резко падает.
Важно! Прежде чем варить полуавтомат из нержавейки, купите сменные комплекты. От нержавеющей стали уходит много проволоки и инертного газа. Для его сварки требуется мощная электрическая дуга, металл сильно нагревается, сопло быстро изнашивается.
Какие материалы я должен использовать в своей работе?
Как мы уже говорили, можно использовать проволоку толщиной от 0,5 до 3 мм. Чем он тоньше, тем лучше горение дуги, тем глубже проплавление свариваемого материала. Учтите, что можно использовать электрод толще 3 мм, но на каждый «лишний» миллиметр должно приходиться 100 дополнительных ампер.
Инертные газы могут применяться как в чистом виде, так и в смесях. Средний расход газа легко рассчитать, зная среднюю скорость обрабатываемого участка и удельный расход расходных материалов, которые можно узнать из справочников для специалистов-сварщиков.
Немного о силе тока и напряжении
Конечно, сила тока зависит от толщины свариваемого материала, а также от диаметра используемой проволоки. Чем больше толщина, тем меньше глубина проникновения материала и общая производительность работы. Чем выше напряжение, тем глубже проплавление металла. Но надо помнить, что в этом случае увеличивается объем сжигаемого материала и окалины, сильно увеличивается ширина шва. Напряжение устанавливается в соответствии с током. Подробности можно найти в инструкции к сварочному аппарату.
Скорость подачи электрода определяется исходя из характеристик материала и требуемой прочности сварного шва. Время сварки зависит как от толщины соединяемого материала, так и от предполагаемой ширины шва. Поэтому на высокой скорости настоятельно рекомендуется делать только узкие швы, так как при широких швах получится отвратительное качество артикуляции и большое количество масштаба.
О расходе газа
Чем толще проволока, тем больше инертного газа используется для защиты поверхности свариваемого материала. Снизить расход можно, плотно прижав сопло горелки к рабочей поверхности, или банально уменьшив скорость сварки деталей. Внимание! Если переборщить со скоростью (увеличив ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и отрыву от нее.
Правильная работа с электродами
Стабильность процесса сварки в значительной степени зависит от выхода и расхода электродной проволоки. Чем больше вылет, тем менее стабильной становится дуга. Кроме того, в этом случае в шкалу уходит огромное количество материала. Во многом это связано с тем, что зона сварочной ванны резко сокращается, наконечник и сам материал начинают окисляться ускоренными темпами. Если пролет излишне мал, резко ухудшается видимость при сварке.
Варка алюминия
А как варить алюминий полуавтоматом? Алюминий – металл химически инертен, так как на его поверхности имеется толстая амальгама. Чтобы его сжечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Необходимо (!) использовать инертный газ, так как при малейшем доступе кислорода амальгама моментально восстанавливается.
Важные рекомендации
Если вы варите тонкий металл, то шов надо брать сверху вниз. Шов нужно делать как можно тоньше, так как в этом случае его толщина примерно одинакова с обеих сторон. Если сделать излишне широкую артикуляцию, то вряд ли удастся избежать прогорания материала. Чтобы избежать повреждения материала, мы рекомендуем увеличить скорость сварки при одновременном снижении сварочного тока.
В случае, если вы варите материал на подкладочной основе, следите за тем, чтобы он был максимально плотным. Дело в том, что дуга очень сильно нагревает металл, в результате чего его листы небольшой толщины начинают сильно прогибаться из-за температурной деформации. Чтобы уменьшить проявление этого физического эффекта, отогните стыки в сторону облицовки. Так как правильно приготовить полуавтоматы таким способом бывает сложно, перед работой сделайте несколько пробных стыков.
При толщине свариваемого металла более 1,5 мм советуем работать на весу. Настоятельно рекомендуется размещать электрод в вертикальном положении, направляя его точно на ванну. Сваривая металл толщиной от 1,3 до 2 миллиметров, подбирайте режимы так, чтобы шов был максимально за один проход. Перед тем, как правильно сварить полуавтомат, обязательно подгоните детали друг к другу, пометьте лицевую сторону работы: корпус легко портится, поэтому работать нужно очень аккуратно.
Если зазоры между плохо подогнанными деталями слишком велики, рекомендуем сделать следующее: также проводить сварку сверху вниз, проводить эксперименты с колебаниями мощности, и время от времени прекращать работу, давая шанс готовым участкам чтобы стать сильнее. Напомню еще раз: прежде чем правильно сварить полуавтомат, желательно подогнать детали друг к другу. Вы потратите совсем немного времени, но процесс сварки пойдет гораздо быстрее.
Варим металл без применения инертных газов
Все сказанное справедливо для сварки металлов в среде инертного газа. Но что делать в том случае, если у вас просто нет возможности или средств на покупку баллонов, как приготовить полуавтомат без газа? Специально для этих случаев производители выпускают специальные марки электродной проволоки.
При его изготовлении могут быть использованы две технологии: запрессовка в тонкую металлическую флюсовую трубку или включение ее компонентов непосредственно в металл электрода.
Что хорошего в этом проводе? Все дело в физике: когда электрическая дуга начинает его плавить, вокруг сварной ванны образуется облако тех соединений, которые входят в состав флюса. Таким образом заменяется классический инертный газ, так как сгоревший флюс ненамного хуже защищает свариваемый материал.
Вот как приготовить полуавтомат без газа.
Немного о безопасности
Наша статья была бы неполной, если бы мы не упомянули о требованиях безопасности. Напомним, что при электродуговой сварке требуется создание не менее десятиметровой защитной зоны вокруг места проведения работ. Если расстояние меньше, то присутствующие серьезно рискуют получить сильные ожоги сетчатки. Чтобы узнать больше о конкретных нормах и правилах, вам следует внимательно прочитать руководство к вашему оборудованию.
Специалист должен в обязательном порядке пользоваться средствами индивидуальной защиты, а перед началом работы тщательно проверять все имеющееся оборудование. Категорически запрещается начинать сварку, если обнаружена хотя бы одна механическая или электрическая неисправность. Всегда помните, что сварочные работы являются источником повышенной пожароопасности.
Поскольку часто приходится кипятить сварочный аппарат с полуавтоматом в помещении, удалить из рабочей зоны все горючие материалы.
выводы
В заключение необходимо сказать, что качество сварки действительно высокое только при тщательной очистке поверхности деталей от загрязнений и жиров перед проведением работ. Кроме того, большую роль играет правильная настройка оборудования: если переборщить с мощностью, можно прожечь листы железа насквозь. Решите делать работу медленнее – велика вероятность неаккуратных широких швов и появления большого количества накипи.
На последнем не только металл самой детали уходит. Как мы уже говорили выше, накипь способствует быстрому износу сопла горелки и других важных деталей сварочного аппарата. Очень важно помнить об этом перед тем, как варить полуавтомат: металл корпуса особой толщиной не отличается, а потому может прогореть насквозь.
Как варить оцинкованные трубы газовой сваркой
Содержание
- Какими должны быть швы?
- Удаление шлака
- Правила и особенности сварки
- Важные советы по сварке
- Особенности сварки в квартире
- Виды сварочных полуавтоматов, их преимущества и недостатки
- Технология газогорелочной сварки
- Подготовка к работе и пайка
- Нанесение флюса
- Завершающий этап
- Методы цинкования стали
- Гальванический способ
- Напыление
- Горячее цинкование
- Способы сварки полуавтоматами
- Какими электродами варить цинкование.
- Сварка оцинкованных труб электродами
- Какие технологии используются
- Нюансы процесса
- Применение газовой горелки
- Подготовка и пайка
- Заключение
Какими должны быть швы?
Электросварка труб.
Трубы сварные с соблюдением условий и требований, удобство эксплуатации
Важно предусмотреть, как будет двигаться дуга, в каком направлении начинать работу. Следует сразу определить направление и величину дуги
Если она длинная, то металл при плавлении окислится, начнет азотироваться, а на рабочей поверхности будут разбрызгиваться капли. Шов при этом получается не такого хорошего качества, он становится пористым, совершенно непригоден для сантехники.
При проведении сварочных работ необходимо учитывать, что движение дуги может осуществляться в трех направлениях:
- Поступательное движение вдоль оси электрода. При этом сварочная дуга поддерживается в оптимальном состоянии, качество шва отличное. В пространстве между электродом и сварочной ванной соблюдаются именно те условия, которые необходимы для обеспечения быстрой и качественной работы. При сварке электрод необходимо постоянно перемещать вдоль своей оси, чтобы расстояние оставалось одним и тем же, а длина дуги была постоянной.
- Если движение продольное, то по оси формируемого сварочного шва появится нитевидный валик. Толщина полученного шва будет зависеть от скорости движения электрода. Валик имеет ширину примерно на 2-3 мм больше диаметра используемого электрода. Сам валик представляет собой сварной шов, но он узкий, недостаточный для создания прочного соединения при соединении двух секций трубы. Чтобы шов был прочнее и шире, во время движения необходимо перемещать электрод таким образом, чтобы он также двигался горизонтально, т.е. поперек будущего шва.
- Боковое перемещение также используется при сварке. Требуется совершать возвратно-поступательные движения колебательного типа. Ширина движений для каждого отдельного случая разная, она определяется в индивидуальном порядке. На ширину шага влияют различные факторы. Это размер, положение будущего шва, характеристики свариваемых материалов, требования, предъявляемые к соединению. Электросварка обычно обеспечивает ширину шва в 1,5-5 раз больше диаметра электрода.
При выборе направления движения необходимо учитывать, что обе трубы должны иметь ребра. Они полностью проплавляются, шов должен быть прочным и надежным, чтобы выдерживать запланированные нагрузки.
Удаление шлака
После завершения соединения двух труб необходимо дать шву остыть, после чего можно осмотреть его состояние. По большей части его нужно очищать от образовавшегося шлака. Он образуется в процессе сварки, когда флюс на электроде выгорает. Проверить это не так уж и сложно, после остывания нужно постучать по шву молотком. Если есть шлак, то он слетит, под ним откроется блестящий и чистый шов, оставшийся после электросварки. Чтобы не повредить соединение и трубы, лучше сначала потренироваться на небольших участках, имеющих длину 2-3 см. Если все получилось чисто и аккуратно, то можно приступать к сварке металлического трубопровода.
Электросварка не так сложна, как может показаться, но важно правильно выполнять все этапы и требования. Следует выбирать только качественное оборудование и другие инструменты
После этого выбирается вид самой сварки и шва. Не забывайте об использовании средств защиты рук, лица и глаз.
Правила и особенности сварки
Перед началом процесса необходимо ознакомиться со следующими нюансами технологического процесса:
- Сложность выбора температуры воздействия. Цинк может начать плавиться при +400°С. Если немного повысить температуру, покрытие начинает прогорать и испаряться. Это предотвращает образование прочного шва. Соединение пористое, покрыто трещинами.
- Нестабильность дуги. Только опытный сварщик может выбрать правильный режим работы аппарата. Начинающим мастерам рекомендуется использовать электроды с покрытием, газозащитную среду или присадочный материал. Последний вариант используется, когда необходимо сформировать шов высокого качества.
- Трудно удаляемые отверстия. Поврежденные участки листа предварительно очищают от грязи, следов ржавчины и масел. При большом диаметре дефекта применяют металлические вставки, которые фиксируют точечным методом. Для деталей толщиной более 2 мм используются заглушки или перегородки из мягкой стали. Небольшие отверстия просверливаются до нужного размера. Внутренние поверхности дефектов не должны иметь резьбу.
Важные советы по сварке
Любая сварка считается сложным технологическим процессом, при котором необходимо соблюдать ряд важных требований. Сварка оцинкованной стали усложняется тем, что дополнительно необходимо работать с защитным цинковым покрытием. Главная особенность этого процесса в том, что оцинковка начинает плавиться уже при температуре 420 градусов, а при 906 градусов он кипит и испаряется.
Все эти процессы негативно сказываются на качестве сварного соединения, в нем начинают образовываться трещины, поры, различные дефекты. А чтобы этого не произошло, сварку оцинкованной стали нужно проводить при других температурах, а также должна быть специальная защищенная газовая среда.
Сварочная проволока из оцинкованной стали и медь обычно используются для эффективной сварки. Наиболее подходящими являются провода из алюминиево-бронзового и медно-кремниевого сплава. Если используется присадочная проволока, то правильной будет гальваническая сварка.
Этот способ имеет ряд положительных качеств:
- при проведении рабочего процесса не происходит коррозионного поражения сварного шва;
- есть минимальная степень разбрызгивания;
- незначительное выгорание цинкового покрытия;
- низкий уровень тепловложения; пайка стали
- далее сопровождается простой обработкой;
- сохраняется катодная защита материала.
В процессе сварки цинк переходит в специальную сварочную ванну, от чего в соединении появляются трещины, повреждения, поры. По этой причине перед началом работ необходимо снять цинковый слой.
Удаление обычно производят газовой горелкой, абразивным кругом, щетками. Существуют также химические способы очистки цинка, в которых используются щелочи. После обработки участок промывают водой и хорошо просушивают.
Особенности сварки в квартире
Для сварки трубопровода низкого давления малого диаметра традиционно применяют электродуговую ручную или полуавтоматическую сварку. На стыке секций разного диаметра нужны переходники; без них снижается надежность газопровода.
Перед сваркой газовых труб в квартире проверяют, перекрыт ли газ. Если требуется демонтаж площадки, используйте резак. При переносе трубы стык глушится привариванием никеля из металла. Основные этапы работ:
- место установки продувается от остаточного природного газа;
- резец демонтирует замененную секцию;
- стыковые кромки зачищены, обезжирены;
- после сварки линия заполняется;
- каждый стык проверяется в тестовом режиме на герметичность (на стык наносится мыльная смесь, если появились пузыри — есть протечка).
Работы по магистральной разводке проводятся с разрешения газоснабжающей организации после утверждения проекта. Обязательно предусмотреть врезку запорной арматуры — специальных кранов, перекрывающих подачу газа .
В многоквартирных домах работы проводятся под контролем газовой службы; в частных домах хозяева могут устанавливать трубы самостоятельно, но придерживаясь требований СНиП.
Стыковое соединение труб силами опытных сварщиков. От герметичности газопроводов зависит пожарная безопасность здания. Даже при небольшом дефекте возможны протечки, поэтому контроль соединений осуществляется в обязательном порядке.
Типы сварочных полуавтоматов, их достоинства и недостатки
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
В настоящее время выпускается большое количество сварочных полуавтоматов. Сварочный полуавтомат выполняет сварку стали, алюминия и других металлов. В заводских цехах детали приваривают к металлической поверхности станков с помощью сварочных полуавтоматов. Для этого заводские полуавтоматы оснащены боковой насадкой. В полуавтоматах в качестве электрода может использоваться алюминиевая или стальная проволока. Сварной шов аппаратов выполняют под защитой флюса или в защитных газах. Существуют конструкции, в которых сварной шов защищен порошковой проволокой. Полуавтоматы делятся на следующие виды:
- стационарный;
- портативный;
- мобильный.
Преимущества варки на аппарате:
- Возможна сварка металла небольшой толщины, до 0,5 мм. №
- Прибор можно использовать даже для приготовления пищи на грязных или ржавых поверхностях.
- Сварка имеет низкую стоимость рабочей силы.
- Оцинкованные детали можно сваривать проволокой из медного сплава. Это не повреждает цинковое покрытие.
Недостатки полуавтоматической сварки:
- Металл может разбрызгиваться во время сварки, если не используется защитный газ.
- Открытая дуга имеет интенсивное излучение.
Полуавтомат используется для сварки деталей автомобилей.
Полуавтомат применяется при варке деталей автомобилей. Больше всего полуавтоматическая сварка применяется при сварке стальных и алюминиевых деталей.
В процессе работы используется защитный газ: углекислый газ, аргон или гелий. Чаще всего сталь сваривают в аргоне или углекислом газе.
Источник питания постоянного обратного тока. Полуавтоматический сварочный аппарат включает в себя источник питания, горелку и механизм подачи проволоки.
Основным механизмом полуавтомата является сварочная горелка. Он подает сварочную проволоку и защитный газ в рабочую зону. Механизм подачи бывает трех видов:
- тянущий;
- толкающий;
- универсальный.
Технология газогорелочной сварки
Метод изобретен немцами, он же УТП. В настоящее время для пайки газовой горелкой используется припой УТП-1 в сочетании с флюсом HLS-B. Припой выпускается в виде стержня на основе меди и цинка, он пригоден для сварки медных сплавов, чугуна.
Подготовка к работе и пайка
Выберите конфорку на 1-2 положения меньше, чем если бы вам приходилось варить обычную сталь. В ацетиленовом пламени должно быть больше кислорода, чтобы кремний, входящий в состав припоя, и кислород могли соединиться с образованием оксида. Это тот важный защитный элемент, который препятствует испарению цинка.
Перед варкой отрезки оцинкованных труб нагревают на длину 5 см от места пайки. При сварке стержень припоя под углом 40° вводят в зазор стыка, где он плавится и шов заполнены расплавленным металлом. Лучше использовать метод «тяни на себя», держа штангу не сзади, а впереди горелки. Пламя нагревает не сами сегменты, а припой.
Нанесение флюса
Предварительные места сварки залиты флюсом марки HLS-B. Состав пастообразной консистенции наносится таким образом, чтобы он захватывал каждый отрезок свариваемой оцинкованной трубы на длине не менее 2 см. Слой флюса должен быть в 2-3 раза обильнее, чем при пайке стальных труб без специального покрытия.
Завершающий этап
Цинковые трубы с толщиной стенки не более 4 мм свариваются в один проход, более толстые — в 2-3 раза. После остывания флюс останется в области шва, его удаляют водой и металлической щеткой
При очистке важно не переусердствовать, так как цинковое покрытие легко повредить. Внутри труба промывается проточной водопроводной водой в течение суток
Способы цинкования стали
Существует несколько способов нанесения цинка на стальную поверхность. Наиболее распространены следующие методы:
- гальванический метод;
- распыление;
- горячее цинкование.
Гальванический способ
Метод гальванического покрытия заключается в процессе нанесения на изделие защитного металла с помощью электрического тока. Этот способ очень распространен, так как с его помощью можно получить защитное покрытие хорошего качества, легко изменить толщину защитного слоя, бережно использовать дефицитные цветные металлы (цинк, например). Это не лучший способ повысить стойкость к заеданию трущихся поверхностей. Но этот способ прост, технологичен и позволяет выполнять работы с большой точностью.
Напыление
Схема нанесения цинка.
Способ заключается в распылении расплавленного металла из специальных электродуговых или газопламенных пистолетов на покрываемую поверхность. Цинковая проволока помещается в распылитель, расплавляется и распыляется на изделие. Капли расплавленного цинка на поверхности застывают, становясь похожими на мелкие чешуйки, образующие налет. Для применения этого метода цинкования не требуется энергоемкое и крупногабаритное оборудование (ванны, например). Напыление можно использовать не только в мастерской, но и в полевых условиях непосредственно при монтаже.
Горячее цинкование
Схема процесса горячего цинкования стали.
Горячее цинкование погружением считается наиболее распространенным методом нанесения цинкового покрытия на сталь. Наносится путем кратковременного погружения в ванну с расплавленным цинком (температура цинка около 500-520 градусов Цельсия) предварительно протравленных или механически очищенных, обезжиренных крепежных изделий из черных металлов. Перед погружением в расплав цинка изделия проходят флюсование и предварительный нагрев. После извлечения изделий из расплава их подвергают центрифугированию с целью охлаждения и удаления излишков цинка. Этот вид гальванизации очень распространен. Он уникален тем, что создает двойную антикоррозионную защиту: самой оболочки и возможности катодного восстановления стали в случае повреждения цинкового покрытия.
Толщина слоя цинка, нанесенного на стальную поверхность, может варьироваться от 2 до 150 микрон.
Методы полуавтоматической сварки
Существуют различные методы сварки. Стыковая сварка применяется, когда детали не полностью заменяются. Например, их приваривают встык при установке накладки на крыло. При такой сварке не нужно снимать фаски со стороны тонкого листа металла. Если толщина металла более 2 мм, то фаски необходимо снять.
Перед началом работы необходимо выполнить точную подгонку деталей. При подгонке не должно быть зазоров между кромками деталей. Если не выполнить подгонку, это может привести к деформации деталей и металлической поверхности, к которой они будут привариваться.
Этот метод используется для сварки деталей кузова и внешней поверхности автомобиля. Сварка встык применяется в тех случаях, когда требуется высокая точность сварки. Возможно, потребуется приварить новый элемент на место поврежденного участка. В этом случае заменяется не вся деталь, а только ее часть. Для этого сварку встык выполняют непрерывным швом. Потом убирают. При качественной сварке после зачистки шпаклевать не придется.
Схема сварки встык.
При сварке встык нужно провести большую работу по подгонке деталей. Поэтому такие работы должен проводить высококвалифицированный сварщик. Стыковая сварка металла большой толщины выполняется намного проще. Он не требует точной подгонки. Сварка выполняется сплошным точечным швом.
Сварка внахлест является наиболее распространенной. При такой сварке одна часть металла накладывается на другую. Сварка внахлест используется при сварке ремонтных заплат. Этот вид сварки применяется при замене или ремонте порогов, лонжеронов, усилителей.
Сварка через отверстие является разновидностью сварки внахлестку. Используется для ремонта автомобилей. Также электрозаклепочным методом можно приваривать новые детали, например, крылья, пороги на силовые элементы кузова.
Существуют следующие виды сварных швов:
- точечный;
- твердый;
- непрерывный прерывистый.
Точечная сварка – это точки сварки, расположенные на определенном расстоянии друг от друга.
Точечная сварка – это сварные точки, расположенные на определенном расстоянии друг от друга. Это расстояние колеблется от 1 мм до нескольких см.
Непрерывный шов состоит из точек, расположенных рядом и перекрывающих друг друга. Непрерывный шов применяют при стыковой сварке металла, имеющего разную толщину. В кузове автомобиля такой шов не используется, так как кузов должен быть пластичным во избежание деформаций.
Непрерывный шов обладает высокой прочностью, но не придает эластичности соединениям. Непрерывный шов применяют для создания высокопрочных сварных соединений, например, при сварке бака для воды, который устанавливается в бане, или при изготовлении деталей из стального профиля.
Непрерывный прерывистый шов представляет собой чередование непрерывных участков шва с разрывами. Расстояния сплошных сечений и зазоров выбирает сварщик в зависимости от поставленной задачи. Таким швом свариваются силовые элементы корпуса, выполненные из металла большой толщины.
Какие электроды варить для цинкования.
Цинкование является одним из наиболее эффективных способов защиты стали от коррозии. Широко применяется при изготовлении строительных конструкций, труб, гидротехнических сооружений. Существует несколько способов нанесения цинка на металл – это гальванический метод, горячее цинкование и напыление. Толщина пропиленного слоя цинка варьируется от 3 до 150 микрон.
Поскольку температура кипения цинка составляет 906°С, он быстро испаряется во время сварки. При испарении цинк выделяет вредные пары, которые, в свою очередь, могут вызвать приступ астмы. При интенсивном испарении в момент сварки цинк попадает в сварочную ванну и из-за этого в сварном шве образуются поры и кристаллизационные трещины. В связи с этим необходимо счистить слой цинка с места сварки. В ряде случаев удалить слой цинка не удается, и тогда необходимо применять методы, позволяющие получить качественный сварной шов. При выборе способа ручной дуговой сварки важную роль играет правильный выбор электрода. Для сварки углеродистых сталей лучше всего подходят электроды с рутиловым покрытием, а для сварки низколегированных сталей следует отдавать предпочтение электродам с основным покрытием.
Для предотвращения образования пор в сварных стыковых и угловых швах оцинкованных труб необходимо увеличить силу тока и снизить скорость сварки. Цинк не оказывает большого влияния на качество швов только в том случае, если трубы эксплуатируются при плюсовой температуре. Чтобы соединить оцинкованные трубы без повреждения слоя цинка, используйте метод пайки. Полученный шов имеет очень высокие характеристики, время и стоимость монтажа значительно сокращаются, шов обладает высокой герметичностью и коррозионной стойкостью. Для получения швов этим методом необходимо использовать электроды и припой, покрытый флюсом. Обычные водопроводные оцинкованные трубы прекрасно свариваются при помощи обычного электрода.
Электроды стальные сварочные
Электроды ЛЭЗ
Сварка оцинкованных труб электродами
Стальные трубы без защитного покрытия быстро корродируют и выходят из строя. Поэтому была разработана технология нанесения защитного цинкового слоя, увеличивающая срок службы материала почти в десять раз.
Оцинкованные трубы сегодня используются повсеместно, они дешевле изделий из нержавеющей стали и не уступят им по техническим характеристикам. Но есть и отрицательный момент, связанный с температурой плавления цинка и другими свойствами этого металла.
Какие технологии применяются
С учетом всех вышеперечисленных недостатков сварки оцинкованных труб разработаны две специальные технологии, при которых процесс сварки осуществляется так, чтобы оцинковка не разрушалась.
В первой технологии зона сварки обрабатывается специальным материалом — флюсом, который закрывает стык и препятствует выгоранию цинка, то есть переходу в газообразное состояние.
Часть тепловой энергии оттягивает на себя, а внутри, под флюсом, цинк плавится и становится вязко-жидким. Этот металл обволакивает соединение двух оцинкованных труб, равномерно охватывая их концы. Защитный слой при этом не нарушается.
Вторая технология использует специальные электроды, выдерживающие большой ток. В основе этого метода лежит положение о сокращении времени сварки, за которое цинк не успевает испариться.
То есть процесс сварки осуществляется настолько быстро и без снижения качества соединения, что защитное покрытие не успевает превратиться в газ.
Эти технологии сегодня используются повсеместно, когда речь идет о сварке оцинкованных труб. И не только те, что собираются в газопроводы или в несущие конструкции в строительстве.
В водопроводе под действием проточной воды цинк растворяется и частично выносится наружу. Так что не представляет опасности для здоровья человека.
Нюансы процесса
Что касается самого процесса сварки, то он зависит от толщины стенки трубы. Если этот показатель не превышает 3 мм, то концы труб соединяют электродом без предварительной подготовки, оставляя между ними зазор 2-3 мм.
Разумеется, чистота поверхностей (как внешних, так и внутренних) должна быть идеальной, поэтому их очищают от грязи и обезжиривают спиртом или растворителем.
Если толщина более 3 мм, то на концах оцинкованных труб делается фаска с притуплением 1,5-2 мм в зависимости от толщины стенки. Пространство между фасками в процессе сварки заполняется расплавленным металлом из электродного стержня.
То же самое относится к электродам большого диаметра. И наоборот, если ток мал или диаметр расходуемого материала мал, то будет иметь место непровар. А это снижение качества сустава.
Многое будет зависеть и от скорости перемещения электрода по зоне сварки. Здесь, как и в предыдущих случаях, при медленном движении есть вероятность прожечь стальной и оцинкованный слой.
Высокая скорость все та же непробиваемость. Правильная скорость сварки приходит с опытом. И чем чаще приходится сваривать оцинкованные трубы, тем качественнее получается шов.
Применение газовой горелки
С помощью газовой горелки можно соединить две оцинкованные трубы. Все чаще используют технологию с маркировкой «UTP», которую когда-то изобрели немцы.
Для этого использовали флюс HLS-B, защищающий цинковое покрытие от выцветания. Сегодня по этой технологии предлагаются стержни марки УТП-1 – это медно-цинковый припой в виде стержня толщиной 2 мм. С ним можно варить не только оцинкованные изделия, но и медные сплавы, чугун.
Подготовка и пайка
Подготовка к процессу идентична сварке оцинкованных труб электродами. Но есть определенные особенности и нормы, которые установлены ГОСТами и СНиПами.
Номер нагревателя выбирается на 1-2 позиции меньше, чем при сварке обычных стальных труб.
Заключение
В заключение подчеркну, что в случае с оцинкованными трубами еще возможно применение сварки. Технологии позволяют сохранить защитное покрытие и не подвергать трубопровод в местах сварки риску быстрой коррозии. Достаточно соблюдать нормы и правила, которые закреплены в СНиП, использовать подходящие электроды, флюсы, припои.
Типы сварочных аппаратов:Руководства в 2022 году
Мы познакомим вас с типами сварочных аппаратов и их использованием.
Нужен надежный сварочный аппарат
на дачу?Мы расскажем что такое сварочные аппараты , на что обратить внимание перед покупкой и приведем примеры лучших моделей в своих категориях.
Соединение арматуры каркаса фундамента, сварка столбов забора, монтаж плит перекрытия путем соединения закладных деталей, сварка кузова автомобиля-все это невозможно без хорошего сварочного аппарата.
Как выбрать сварочный аппарат для дома и дачи , чтобы он был недорогим и справлялся с поставленными задачами? В этой статье мы не будем подробно рассказывать об отличиях трансформаторов от инверторов, так как это можно найти в другой статье.
Здесь мы поговорим о том, какой вид сварки лучше всего подходит для каких работ , и приведем примеры лучших моделей в своих категориях.
Ручная сварка или полуавтоматическая сварка?
Ручная дуговая сварка (ММА) выполняется с использованием электродов , которые могут быть плавкими или неплавкими. Шов формируется путем сплавления металла заготовки и электрода с помощью электрической дуги.
Качество шва будет зависеть от химического состава электрода и заготовки, силы тока и собственно навыков сварщика.
Какие типы сварочных аппаратов для ручной сварки существуют? Обратите внимание, что устройства как трансформаторного, так и инверторного типа могут быть оснащены ручной дуговой сваркой.
Выбираем сварочный аппарат на дачу: берем недорогую, но производительную ручную сварку плюсы:
Быстро освоить азы сварки. Учиться варить начинающему сварщику лучше всего при таком виде сварки.
Готовить можно в любом положении. Электрод можно варить сверху или снизу, сбоку или под углом.
Варка металла различной толщины. Благодаря электродам разного сечения можно варить металлические конструкции разной толщины.
Недостатки ручной сварки:
Качество швов ниже, чем при других видах сварки . Хотя конечно тут многое зависит от навыков сварщика.
Трудно варить металл тоньше 0,5 мм, например, водосточную трубу.
Полуавтоматическая сварка также является ручной в том смысле, что выполняется руками оператора.
Однако для соединения металлических изделий здесь используется порошковая проволока, которая подается через насадку. Инертные (MIG) и активные (MAG) газы используются для защиты соединения от воздействия кислорода.
Преимущества полуавтоматов:
- Можно варить тонкие листы. Металлические листы толщиной до 0,5 мм удобно соединять сварочным полуавтоматом. Выполнять кузовные работы – это самое главное.
- При наличии соответствующих навыков скорость приготовления выше, чем при ручном приготовлении.
- Качество соединения выше, так как не образуются окиси и шлака.
Минусы полуавтоматов:
- Брызги тяжелых металлов.
Сложнее освоить, чем ручную сварку. Здесь вам нужно будет научиться находить правильное соотношение ток/скорость подачи проволоки, так как при большой скорости будут получаться большие ванны, а при малой скорости подачи проволока будет прогорать и металл будет разбрызгиваться. Новичкам довольно сложно найти баланс.
При прочих равных аппарат MIG/MAG дороже. Более громоздкий из-за газовых баллонов.
Если вы никогда не готовили сварщиком и вам нужен аппарат исключительно для мелких работ на даче, то берите трансформаторный агрегат с ММА. На нем легче учиться-лично мы учились как раз на модели-трансформере (только наш был собран еще в СССР).
Если у вас нет машины, но вы планируете время от времени совершать «шабаши», то лучше взять инвертор на 140—160 А с ручной дуговой сваркой, так как он легкий по весу и его можно легко транспортируется.
Для дачи полуавтоматов лучше взять инверторный сварочный аппарат . Как выбрать из них модель? Здесь нужно найти наилучшее соотношение максимального тока/цены устройства.
В среднем обычный 9полуавтоматы 0669 с максимальным током 140-160 А
Также важно обратить внимание на подачу газа к сварному шву. Некоторые модели продолжают подавать защитный газ еще несколько секунд после исчезновения дуги — это улучшает качество шва, так как металл остывает пару секунд и газ защищает его от кислорода.
Как выбрать сварочный аппарат тех или иных отечественных марок? Посмотрите, у какой фирмы есть сервисный центр в вашем городе, и берите тот агрегат — проще будет найти запчасти.
Нужен ли мне аппарат для аргонно-дуговой и точечной сварки?
Аргонно-дуговая тоже использует для защиты газ, а также полуавтоматический сварочный аппарат, но шов выполняется непосредственно из металла двух свариваемых деталей.
Благодаря этому шов получается ровным и без горбов. Однако этот вид сварки не позволяет работать с тонким металлом до 0,5—0,8 мм. Чаще всего аргонно-дуговое соединение используется для работы с цветными металлами.
Точечная сварка соединяет металлы точечно , словно заклепками. Он актуален для сварки кузова автомобиля, поэтому агрегаты точечной сварки (SPOT) обычно закупаются ремонтными мастерскими. Иногда спот используется мастерами при изготовлении декоративных изделий из металла.
Для большинства владельцев дач и загородных домов аппараты с аргонно-дуговой или точечной сваркой устарели. Поэтому их имеет смысл покупать, если вы собираетесь зарабатывать на ремонте автомобиля или регулярно варить цветмет.
Лучшие модели для ручной сварки
ЗУБР ZTS-200:
Этот недорогой сварочный трансформатор использует ручную дуговую сварку ММА. Он довольно тяжелый (19,3 кг), поэтому подходит для регулярного стационарного использования в гараже — вряд ли кто-то захочет его тянуть на «шабашах».
Может варить током от 60 до 200 А. Отметим, что дуга держится достаточно стабильно и позволяет работать с электродами толщиной от 2 — 4 мм.
Вы можете подключить устройство как к однофазной, так и к трехфазной сети. Агрегат оснащен защитой от перегрузки и перегрева, которая отключит питание, чтобы он не сгорел.
ЗУБР ЗТС-200 — стабильная работа за небольшие деньги. Однако сварщик не имеет сертификата НАКС (Национальное агентство по контролю за сваркой), поэтому его нельзя использовать на государственных предприятиях.
ELITECH AC 160:
Еще один сварочный трансформатор, который лучше всего использовать постоянно дома, так как он весит 19,5 кг. Позволяет варить металл током в диапазоне от 55 до 160 А.
При максимальном токе 160 А частота коммутации 10 % — это общий показатель для трансформаторных агрегатов. При этом его мощность составляет 7,4 кВт. Как и предыдущий «тяжеловес», он может работать от сети 220 и 380 В.
Поэтому, если вы провели три фазы на даче, можете смело подключать сварочный аппарат.
Производитель указывает, что аппарат максимально может варить металл толщиной 4 мм, но на практике при должной сноровке сварщик может варить более толстое железо.
Корпус и обмотки выполнены отлично, но тросы несколько жестковаты и на морозе дубовые, так что зимой в неотапливаемом помещении сложно готовить.
Обратите внимание, что эта модель не комплектуется транспортировочными колесами, но их можно установить дополнительно. У старшего брата ELITECH AC 160K уже есть колеса, так что если эта деталь вам необходима, вы можете ее купить.
Сварог REAL ARC 200:
Хороший инвертор для сварки дома и на «шабашах». Он может варить в диапазоне 15-200 А, а при максимальном токе частота коммутации составляет 60 %.
Однако можно долго варить при максимальном токе 160 А. Можно использовать электроды толщиной 1,5 — 4 мм. По отзывам тех, кто уже купил сварочный аппарат, электродом 4 мм аппарат варит вполне уверенно — можно свободно работать с металлом толщиной до 8 мм.
Вес всего агрегата всего 4,6 кг, что позволяет свободно носить его на плече-для «шабашек» он идеален. Однако здесь качество кабелей несколько снижается: при заявленных производителем -10°С, при которых должен работать сварщик, кабели дубеют и со временем изоляция на них рвется. Именно поэтому мы рекомендуем использовать его при плюсовой температуре.
Лучшие недорогие полуавтоматы
РЕСАНТА САЙПА-135:
Если вам нужен относительно недорогой отечественный полуавтомат с дополнительной возможностью ручной дуговой сварки , то РЕСАНТА САЙПА-135 для вас.
На этом аппарате можно варить проволоку толщиной 0,6-0,8 мм и электроды диаметром до 4 мм. Отметим, что устройство отлично справляется с листовым металлом без прожига и несварки.
Максимальный сварочный ток на полуавтомате 110 А — для металла достаточно 5 мм, а толще не возьмется (точнее придется немного потерпеть).
Обратите внимание, что максимально сюда можно вставить моток проволоки на 1 кг, поэтому для коммерческой готовки прибор не подходит, только для дома.
Агрегат неплохо справляется с перепадами напряжения при ручной сварке и полуавтоматической работе проволокой 0,6 мм. А вот провод 0,8 мм начинает немного «плеваться» при снижении напряжения ниже 210 В.
Впрочем, все эти мелкие недостатки перекрываются достаточно низкой ценой на устройство.
Red Verg RD-MIG 150K Evolution:
Это чистокровная полуавтоматическая варочная машина с защитным газом. Работает от однофазной сети 220 В, а варит постоянным током мощностью 30-140 А. Как и в «Ресанте», килограммовая катушка с проводом диаметром 0,6—0,8 мм здесь нагружена как насколько это возможно.
Сварка бочек, труб и кузовов автомобилей – основная задача сварочного аппарата RedVerg RD-MIG150K Evolution.
Сам бренд RedVerg российский, но агрегат собран на китайской площадке. Однако, несмотря на его азиатское происхождение, качество сборки здесь отличное.
Единственное, что бывает, длины кабеля 2 м не хватает, но к этому можно приспособиться.
Solaris MULTI MIG-225:
Этот аппарат имеет сварку MMA и MIG, то есть может варить как электродами, так и проволокой. При этом диаметр электродов, которые можно использовать, составляет 1,6—4 мм, а проволоки — 0,6—1 мм.
Максимальный ток при ручной дуговой сварке 200 А, при полуавтоматической дуговой сварке 220 А. Обратите внимание, что скорость подачи проволоки можно регулировать от 1,5 до 9.1 м/мин.
Солярис МУЛЬТИ МИГ-225 варит проволокой 0,6—0,8 мм отлично, а к 1 мм нужно привыкнуть, так как на первых порах можно получить сварочную ванну больше, чем нужно.
Обратите внимание, что кабель с горелкой здесь имеет длину 3 м, а вот кабели для массы и для электрода почему-то 2 м — видимо производитель решил немного сэкономить. Несмотря на этот недостаток, аппарат хорош за свои деньги.
Что такое комбинированная сварка и как она работает? Путеводитель 2022
Последнее обновление
Вы можете подумать: «Комбосварка — это выше моего уровня оплаты труда». Это может показаться сложным. Вы можете быть знакомы максимум с парой различных сварочных процессов. Возможно, вы умеете только сварку MIG. Так что же такое комбинированная сварка? Что ж, термины «комбинированная сварка» и «комбосварщик» перебрасываются, заставляя думать, что это особый тип сварочного процесса. Нет, это не так.
Комбинированная сварка — это использование двух или более процессов в одном проекте. Применительно к самим сварщикам технически это означает, что они компетентны в двух или более процессах. Они могут быть или не быть совершенно опытными в каждом процессе, но у них есть некоторый опыт. В идеале сварщик должен иметь сертификаты по всем сварочным процессам, за которые он претендует на звание «комбинированный сварщик», но на самом деле это обычно не так.
В этой статье будет дан краткий обзор того, как четыре наиболее популярных сварочных процесса используются в сочетании друг с другом, а также краткий обзор этих самых процессов.
Как это работает?
Не все сварочные процессы созданы одинаково. Не то, чтобы один лучше другого. Дело в том, что у них разное применение. Некоторые из них больше подходят для конструкционной стали, потому что они больше подходят для тяжелых условий эксплуатации. Некоторые из них ориентированы на более легкие материалы. Некоторые из них чище и в результате получаются гораздо более эстетичные сварные швы.
Но бывают случаи, когда необходимо несколько процессов сварки, чтобы повысить производительность, или они просто проще. Процессы, которые используются вместе, могут зависеть от источника питания. MIG и FCAW, в которых используется по существу одно и то же оборудование, работают от источника питания постоянного напряжения от сварочного инвертора. SMAW (Stick) и TIG работают от сварочного трансформатора постоянного тока.
Некоторые тонкостенные поверхности не выдерживают тепла Stick или даже FCAW. Обратное также верно. Некоторую толстую стальную пластину со скошенной кромкой практически невозможно сварить горелкой TIG. Преодоление разрыва заняло бы слишком много времени и снизило бы производительность. Даже если бы это было возможно, это было бы трудно.
Какие существуют четыре типа сварки?
Существует более четырех типов. Тем не менее, эти четыре являются наиболее распространенными.
Дуговая сварка с защитным металлом (дуговая сварка)Изображение предоставлено Weldscientist, Wikimedia Commons
SMAW — это процесс, который мы обычно называем электродуговой сваркой. Источник питания дает постоянный ток и параметры изменяются путем регулировки силы тока на сварочном аппарате. Напряжение изменяется в зависимости от длины дуги между заготовкой и электродом.
К заготовке прикреплен зажим заземления. Это может быть положительным или отрицательным в зависимости от полярности. Сварка стержнем также может работать на переменном токе. То есть течение меняет направление много раз в секунду. Другой конец сварочного тока будет электродом. Сварочные электроды представляют собой стержни, покрытые флюсом. Стержни вставляются в электрододержатель (жало). Дуга зажигается на изделии за счет контакта электрода с металлом.
После зажигания дуги электрическая энергия от нее начинает одновременно плавить расплавленный основной металл и присадочный металл электрода. Это означает, что флюс также сгорает и испаряется. Газ от флюса отталкивает атмосферные газы, тем самым защищая расплавленную сварочную ванну от загрязнений. Часть флюса, попадающая в сварной шов, приводит к образованию шлака, всплывающего на поверхность сварного шва. Затем это откалывается позже.
Сварка металла в среде инертного газа (MIG) MIG или дуговая сварка металлическим газом (GMAW) — это полуавтоматический процесс сварки, в котором используется инверторный источник питания сварочного аппарата. Ток является постоянным напряжением, что означает, что напряжение установлено на машине. Сила тока зависит от комбинации скорости подачи проволоки, скорости напыления присадочного металла, длины дуги и вылета или CTWD (расстояние от контактного наконечника до рабочего места).
Электрод для этого процесса работает на системе подачи проволоки. Используется сварочный пистолет, который при нажатии на спусковой крючок подает проволоку через сварочный провод («хлыст»). Он проходит через вкладыш кабелепровода внутри свинца. Проволока упирается в внутреннюю поверхность вкладыша, обеспечивая хорошую электропроводность. Он выходит из сварочного контактного наконечника, который является ключевым для зажигания дуги.
В отличие от процесса сварки постоянным током, такого как SMAW, контакт электрода с заготовкой сам по себе не инициирует дугу. Поскольку он работает при постоянном напряжении, дугу необходимо инициировать с помощью сварочного пистолета. Когда дуга загорается, присадочная проволока попадает в расплавленную сварочную ванну и добавляется к основному металлу. Сплошная проволока МИГ не имеет шлака. Вместо этого защита сварного шва достигается за счет использования инертного газа, обычно комбинации двуокиси углерода и аргона, распространяемой из газового диффузора в сварочном пистолете.
Изображение предоставлено: Thaweesak Thipphamon, Shutterstock
В этом процессе используется то же оборудование, что и в процессе MIG. Он полуавтоматический. Основное отличие заключается в самом проводе. Как вы уже догадались, в сердечнике проволоки для FCAW используется не сплошная проволока, а флюс. Этот флюс работает почти так же, как сварка стержнем. Он сгорает, защищая сварной шов, и в результате образуется шлак, который необходимо откалывать.
Существует два варианта FCAW. Один из них называется самозащитным FCAW. Это можно использовать в помещении или на открытом воздухе. Флюса самого по себе достаточно для защиты сварного шва от загрязнений. Тогда есть двойной экран FCAW. В этом процессе используется комбинация флюса и дополнительного защитного газа (либо чистый диоксид углерода, либо смесь диоксида углерода и аргона).
Сварка вольфрамовым электродом в среде инертного газа (TIG) TIG или газовая дуговая сварка вольфрамовым электродом (GTAW) — это процесс ручной дуговой сварки, в котором используется тот же источник постоянного тока, что и в SMAW. Это означает, что сила тока регулируется на машине. Однако используемое оборудование сильно отличается от SMAW.
Электрод, то есть сторона сварочного тока, не относящаяся к обрабатываемой детали, вставляется в горелку TIG. Обычно это вольфрам или родственный сплав. Обтачивая кончик вольфрама, чтобы получить поверхность, которая будет проводить хорошую дугу, сварщик инициирует дугу либо с помощью старта с нуля (во многом как SMAW), либо с помощью ножной педали или курка. Подача аргона начинается заблаговременно и продолжается после завершения сварки (соответственно до и после сварки). В то время как в SMAW присадочный металл действует как электрод, электроды TIG не являются расходуемым материалом. Вместо этого используемые присадочные металлы представляют собой присадочные стержни, которые «погружают» в расплавленную сварочную ванну.
Где используется?
Различные комбинации сварочных работ безграничны. Рассмотрим несколько важных комбинаций.
Сварка трубИзображение предоставлено: saldahnae, Pixabay
Если вам нужно сварить два куска трубы вместе во всех положениях, TIG из-за его низкой скорости наплавки и способности запуска и остановки без нарушения непрерывности будет идеальным для сварка корня. Корень, вероятно, является наиболее важным проходом сварного шва трубного соединения. Если вы не сделаете это правильно, то весь сустав может выйти из строя. Однако сварка всего соединения с помощью аппарата для сварки TIG может занять некоторое время. Обычно корень сваривается методом TIG, а заливка и крышка свариваются методом SMAW с использованием электрода 7018. Поскольку и SMAW, и TIG используют постоянный ток, обычно нет необходимости менять источник питания.
Может случиться так, что что-то можно установить с помощью прихваточных швов на производственном столе, но затем его нужно приварить на месте в полевых условиях. В этом случае MIG или FCAW являются фаворитами из-за их способности соединить два куска металла вместе одной рукой, почти не задумываясь (а иногда и глядя).
Перекрытие зазоров Это почти так же, как заполнение корневого прохода. MIG и FCAW отлично подходят для перекрытия большого зазора перед полной сваркой SMAW. Это возможно при условии, что присадочный металл MIG разрешен для соединения.
Преимущества комбинированной сварки
- Универсальность
- Способность находить творческие решения
- Может сэкономить время и деньги
Недостатки комбинированной сварки
- Требуется дополнительное планирование
- Требуется больше навыков
- Использует больше оборудования, которого у вас может не быть под рукой
- См. также: Что такое отводы на сварочном трансформаторе?
Часто задаваемые вопросы (FAQ)
Что такое комбинированный сварочный аппарат?Что ж, теперь у нас должно быть какое-то представление, верно? Правда, как скажут некоторые старожилы, раньше существовала разница в написании между сварщик (оператор) и сварщик (сварочный аппарат).
Изображение предоставлено: wyllyston, Pixabay
Но путаница возникает из-за того, что «сварочный аппарат» и «сварщик» часто используются для обозначения оборудования. Таким образом, комбинированный сварщик — это либо тот, кто сваривает с использованием различных сварочных процессов, либо сварочный аппарат, который может использовать любой из четырех упомянутых выше сварочных процессов.
Все зависит от отрасли и местоположения. Если у вас есть некоторый мимолетный опыт в этих процессах, но вы не владеете ни одним из них, не ожидайте, что вы заработаете больше, чем кто-то на вашем рынке труда, который владеет только одним. Однако, если вы опытны и сертифицированы во всех этих процессах, есть возможности трудоустройства, за которые можно платить в шестизначном диапазоне.
Какой вид сварки наиболее востребован? Вакансий по сварке MIG очень много. При этом одними из самых желанных навыков в профессиях являются сварка TIG и сварка труб стержнем. Это связано с тем, что научиться им значительно труднее, чем нажимать на спусковой крючок пистолета МИГ в магазине.
Заключение
Хорошего комбосварщика найти сложно. Это требует творчества, универсальности и часто денег из собственного кармана для инструментов и сертификатов. Выяснение того, какие процессы использовать для осторожности, а какие для повышения производительности, требует правильного баланса. И четыре процесса, упомянутые выше, ни в коем случае не являются исчерпывающим списком. Другие процессы включают кислородно-ацетиленовую сварку, дуговую сварку под флюсом и плазменную дуговую сварку.
Рекомендуемое изображение: Suvorov_Alex, Shutterstock
- Как это работает?
- Какие существуют четыре типа сварки?
- Дуговая сварка металла в среде защитного газа (палка)
- Сварка металла в среде инертного газа (MIG)
- Дуговая сварка порошковой проволокой (FCAW)
- Сварка вольфрама в среде инертного газа (TIG)
- Где используется?
- Сварка труб
- Сборка и сварка
- Перекрытие зазоров
- Часто задаваемые вопросы (FAQ)
- Что такое комбинированный сварочный аппарат?
- Сколько зарабатывают комбинированные сварщики?
- Какой вид сварки наиболее востребован?
- Заключение
7.
8 Сварочные станции для дуговой сварки металлическим газом (GMAW) и дуговой сварки порошковой проволокой (FCAW) 7.8 Сварочные станции для дуговой сварки металлическим электродом (GMAW) и дуговой сварки порошковой проволокой (FCAW) Как при дуговой сварке металлическим газом, так и при дуговой сварке с флюсовой проволокой используется проволока с непрерывной подачей. Проволока — это электрод. Непрерывно подаваемый электрод расплавляется дугой, которая зажигается между электродом и основным металлом. Расплавленная электродная проволока входит в сварной шов и становится присадочным металлом. Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой являются полуавтоматическими сварочными процессами и часто автоматизированы или механизированы. Дуговая сварка металлическим газом использует защитный газ для защиты сварного шва и зоны сварки.
Процесс дуговой сварки с флюсовой проволокой (FCAW) используется только для сварки черных металлов и сплавов на основе никеля. Черные металлы — это те, в которых железо является основным элементом. Дуговая сварка флюсовой проволокой очень похожа на дуговую сварку металлическим газом. Отличие заключается в используемом металлическом электроде. Порошковая электродная проволока имеет трубчатую форму. Полая центральная часть электрода заполнена флюсом и легирующими элементами. В процессе FCAW сварной шов защищается от атмосферных загрязнений одним из двух способов.
Дуговая сварка с самозащитной проволокой (FCAW-S) защищает сварной шов газами, образующимися при испарении флюса внутри полого электрода под действием тепла дуги. См. Рисунок 7-29. Второй метод называется дуговой сваркой в среде защитных газов с флюсовой проволокой (FCAW-G). В этом методе в дополнение к испаряющемуся потоку в сердцевине электрода используется защитный газ из двуокиси углерода или комбинации аргона и двуокиси углерода. См. Рисунок 7-30. Дуговая сварка с флюсовой проволокой сочетает в себе преимущества дуговой сварки в среде защитного газа (SMAW), дуговой сварки под флюсом (SAW) и дуговой сварки в среде защитного газа (GMAW).
| Рис. 7-29. На этом рисунке показан процесс дуговой сварки самозащитной проволокой с флюсовой проволокой. Рисунок 7-30. На этом изображении показан процесс дуговой сварки в среде защитного газа с флюсовой проволокой. |
Дуговая сварка порошковой проволокой в среде защитного газа (FCAW-S) дает лучшие результаты, чем дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G/GM), при наличии поперечного ветра. Защитный газ для FCAW в среде защитного газа может быть нарушен или удален боковым ветром. Это приведет к некачественному сварному шву. Самозащитный процесс FCAW также предпочтителен для сварки в труднодоступных или труднодоступных местах. Поскольку нет защитного газа, нет и сопла, поэтому обзорность улучшается. Удлинение электрода может быть больше. Перемещение дуги в сторону от контактной трубки электрода позволяет сварщику лучше видеть соединение.
7.8.1 Станция дуговой сварки GMAW
Дуговая сварка металлическим газом (GMAW) использует оборудование, указанное в следующем столбце, для выполнения сварного шва. Станция дуговой сварки в среде защитных газов с флюсовой проволокой использует точно такое же оборудование. В процессе GMAW в сварной шов подается непрерывный проволочный электрод. Когда электрод плавится, он также плавит основной металл, образуя сварной шов.
Стандартный комплект GMAW включает следующее оборудование и материалы:
- Источник питания для дуговой сварки постоянным напряжением постоянного тока.
- Механизм подачи электродной проволоки.
- Баллоны с защитным газом.
- Газовый регулятор.
- Расходомер защитного газа.
- Защитный газ, шланги и фитинги для охлаждающей жидкости, а также провода электрода и заготовки.
- Сварочный пистолет GMAW.
- Электродная проволока.
Дополнительное оборудование:
- Система охлаждения. См. Рисунок 7-10.
- Пульты дистанционного управления.
- Кабина, стол и система вентиляции.
Рисунок 7-31 представляет собой схематический чертеж оборудования GMAW. Комплексная станция будет включать камеру дуговой сварки, систему вентиляции и сварочный стол.
Рисунок 7-31. Схема установки комбинированной ручной и автоматической газовой дуговой сварки металлическим электродом. Автогорелка используется для автоматической сварки. Заменяется ручным пистолетом для полуавтоматической сварки.
7. 8.2 Станция дуговой сварки FCAW
Оборудование, необходимое для установки дуговой сварки порошковой проволокой в среде защитного газа, идентично оборудованию, используемому для дуговой сварки металлическим электродом в среде защитного газа. Поскольку оборудование идентично, одно и то же оборудование может использоваться для обоих процессов. При дуговой сварке самозащитной порошковой проволокой используется другая горелка и не используется какое-либо оборудование с защитным газом. Для сварочных станций FCAW требуется следующее оборудование:
- Источник постоянного тока для дуговой сварки постоянным напряжением.
- Механизм подачи электродной проволоки.
- Баллоны с защитным газом*.
- Газовый регулятор*.
- Расходомер защитного газа*.
- Шланги и фитинги для защитного газа и охлаждающей жидкости*.
- Провод электрода и провод заготовки.
- Сварочный пистолет FCAW или GMAW (для FCAW-G/GM).
- Металлическая электродная проволока с флюсовой сердцевиной.
*Эта позиция не требуется, если используется процесс FCAW с самозащитой.
Дополнительное оборудование:
- Система охлаждения.
- Пульты дистанционного управления.
- Кабина, стол и система вентиляции.
Защитный газ используется в процессе FCAW в среде защитного газа. Поэтому требуются баллоны с защитным газом, регуляторы, расходомеры, манометры и шланги. При использовании самозащитных проволочных электродов FCAW ни одно из оборудования для защитного газа, обозначенное выше звездочкой (*), не требуется. Кроме того, при самозащитной сварке FCAW нет необходимости в газовом сопле на сварочном пистолете. Пистолет, используемый для самозащитного FCAW, имеет другую конструкцию. Сравните пистолет для самозащитной сварки FCAW на Рисунке 7-32 с пистолетом, предназначенным для газозащитной сварки FCAW и GMAW на Рисунке 7-33.
Пистолет для самозащитной FCAW может иметь воздушное или водяное охлаждение.