что это, виды, принцип работы, преимущества
Опубликовано: 25.05.2018 | Обновлено: 25.05.2018 | Просмотров: 9322 Рейтинг: 0/5 — 0 голосовВопрос что такое сварочный полуавтомат достаточно популярен среди новичков сварочного процесса, которые желают получить базовые навыки по работе с металлическими изделиями. Если научиться использовать по назначению это устройство, отпадает необходимость призывать на помощь профессиональных сварщиков, так как при помощи качественного и надежного устройства можно с легкостью выполнить любой объем работы. Устройство, предназначенное для сварки представляет собой электромеханический агрегат, который выполняет возложенные на него задачи при помощи плавящегося электрода. Современные аппараты, как правило, оснащены регулятором напряжения, поэтому сварщик имеет возможность самостоятельно выбирать режим процесса и устанавливать силу сварочного тока.
Узнать, какие бывают виды сварочных аппаратов, о преимуществах и недостатках каждой модели, а также все о сварке полуавтоматом, в настоящий момент несложно. Достаточно ввести запрос в просторах мировой паутины и океан информации станет доступен для вас. Кроме того, всегда можно обратиться за помощью к консультантам специализированных магазинов.
Достаточно ввести запрос в просторах мировой паутины и океан информации станет доступен для вас. Кроме того, всегда можно обратиться за помощью к консультантам специализированных магазинов.
Принцип работы сварочного полуавтомата
Сварочный полуавтомат принцип работы достаточно прост и позволяет научиться качественно и аккуратно работать даже людям, которые не имели ранее опыта в данном направлении. Сварка полуавтомат принцип работы каждой модели приблизительно одинаков, несмотря на то, что современный строительный рынок сегодня предлагает огромное количество вариантов, которые отличаются между собой функциями, наличием дополнительных эксплуатационных возможностей, формой, размером и весом, а также комплектацией. Несмотря на то что, принцип работы полуавтомата базируется на современных высокотехнологичных разработках, он достаточно прост для самостоятельного выполнения задач.
Принцип работы сварочного полуавтомата делает аппарат многофункциональным устройством, которое применяется как для бытовых целей, так и в различных отраслях промышленности для скрепления изделий из металла. Он подходит для работы с цветными или черными металлами, которые имеют различную толщину и плотность. Практически любой аппарат подразумевает самостоятельный выбор мощности, который может быть идеально подобран для определенного вида конструкции. Специальное устройство позволяет в несколько раз сделать быстрее процесс сварки, а также добиться идеальных аккуратных швов.
Он подходит для работы с цветными или черными металлами, которые имеют различную толщину и плотность. Практически любой аппарат подразумевает самостоятельный выбор мощности, который может быть идеально подобран для определенного вида конструкции. Специальное устройство позволяет в несколько раз сделать быстрее процесс сварки, а также добиться идеальных аккуратных швов.
Начинающий сварщик, который желает познать специфику работы и понять как работает сварочный полуавтомат, должен прежде всего изучить его параметры. Аппарат представляет собой электромеханическое устройство, которое подает в сварочную зону проволоку, выступающую в роли плавящегося электрода. Процесс работы начинается, когда на обрабатываемую металлическую конструкцию бесперебойно подается электродная проволока. Преимущество конструкции в том, что не нужно сварщику самостоятельно выполнять замену электродов, так как они подаются автоматически. При направлении на участок сварочного тока происходит нагревание и деформация металла. Чаще всего применяется при сварочных работах специальный газ аргон. Он позволяет выполнить работу более аккуратно, так как предотвращает окисление металла. Но может использоваться также сварка без аргона. Какой вид должен быть задействован, зависит от специфики предстоящей работы.
Чаще всего применяется при сварочных работах специальный газ аргон. Он позволяет выполнить работу более аккуратно, так как предотвращает окисление металла. Но может использоваться также сварка без аргона. Какой вид должен быть задействован, зависит от специфики предстоящей работы.
Виды сварочных полуавтоматов:
- бытовой;
- полупрофессиональный;
- профессиональный сварочный полуавтомат.
Каждый из них имеет свои преимущества и имеет определенные особенности. Профессиональные сварочные полуавтоматы оснащены дополнительными опциями сварочной дуги и являются наиболее мощными и производительными моделями. Сварочный полуавтомат профессиональный может быть стационарным или передвижным, который перемещается за счет специальных колес.
Принцип работы сварочного полуавтомата — Хабр Фриланс
Принцип работы сварочного полуавтомата Полуавтоматическая сварка является одним из самых простых способов быстро сделать крепкий шов с помощью точечного нагрева, без повреждения лакокрасочного покрытия в зоне около сварки. Прием является простым и доступным для новичков и людей с опытом благодаря этому, оборудование обширно применяется в сфере строительства, при ремонте кузова и в быту. Какие же приборы и детали включает в себя основной участник процесса, и каким же образом работает сварочный полуавтомат – аппарат инверторного типа бытового, промышленного или профессионального назначения? Основное устройство полуавтоматической установки
Прием является простым и доступным для новичков и людей с опытом благодаря этому, оборудование обширно применяется в сфере строительства, при ремонте кузова и в быту. Какие же приборы и детали включает в себя основной участник процесса, и каким же образом работает сварочный полуавтомат – аппарат инверторного типа бытового, промышленного или профессионального назначения? Основное устройство полуавтоматической установки- Блок питания, к примеру, трансформатор, выпрямитель или инвертор.
- Устройство, подающее присадочный материал.
- Горелка.
- Блок управления.
- Шланги и кабели соединительные.
- Цистерна с газом и емкость с катушками проволоки.
 В итоге получается прочный надежный шов. Что бы защитить обрабатываемый материал от воздуха в зону сварки из горелки поступает активный или инертный газ –как правило, это чистый углекислый либо его соединение с аргоном. Кнопка запуска на рукоятке существенно облегчает работу с горелкой. Всю процедуру можно разделить на 6 стадий:
В итоге получается прочный надежный шов. Что бы защитить обрабатываемый материал от воздуха в зону сварки из горелки поступает активный или инертный газ –как правило, это чистый углекислый либо его соединение с аргоном. Кнопка запуска на рукоятке существенно облегчает работу с горелкой. Всю процедуру можно разделить на 6 стадий:- Прочистка системы перед допуском защитного газа и непосредственно его подача.
- Запуск блока питания.
- Поступление проволоки.
- Возбуждение дуги.
- Перемещение прибора на заблаговременно установленной скорости.
- Сварка углубления и сохранение изготовленного шва.
 , – вследствие этого им разрешено твердо варить как тонкий (0,5 мм), так и толстый металл (до 40 мм). При поддержке полуавтомата допускается варить внакладку, по расположенным отверстиям, а также встык. Второй метод является преимущественным для профессиональных мастеров. Метод стыка применяется в основном в автомобильном ремонте для замены отдельных элементов. Основные области использования Легкость в использовании, хорошая производительность и небольшая себестоимость работ сделали эти устройства популярными в машино- и приборостроении, а также в области автомобильного ремонта. Тем не менее, и в быту возникает немало обстоятельств, когда устройству можно найти применение. В частности, при производстве перил, калиток, ворот, ремонте велосипедных деталей и любых иных конструкций, где нужно сделать немало швов на небольшом пространстве. Из всех разновидностей профильной техники только полуавтомат для сварки притягивает простой в использовании и самой высокой подвижностью: по причине своих малых размеров с его помощью просто справиться с труднодоступными местами – заделывать металлическую кровлю или рихтовать выступы за воротами.
, – вследствие этого им разрешено твердо варить как тонкий (0,5 мм), так и толстый металл (до 40 мм). При поддержке полуавтомата допускается варить внакладку, по расположенным отверстиям, а также встык. Второй метод является преимущественным для профессиональных мастеров. Метод стыка применяется в основном в автомобильном ремонте для замены отдельных элементов. Основные области использования Легкость в использовании, хорошая производительность и небольшая себестоимость работ сделали эти устройства популярными в машино- и приборостроении, а также в области автомобильного ремонта. Тем не менее, и в быту возникает немало обстоятельств, когда устройству можно найти применение. В частности, при производстве перил, калиток, ворот, ремонте велосипедных деталей и любых иных конструкций, где нужно сделать немало швов на небольшом пространстве. Из всех разновидностей профильной техники только полуавтомат для сварки притягивает простой в использовании и самой высокой подвижностью: по причине своих малых размеров с его помощью просто справиться с труднодоступными местами – заделывать металлическую кровлю или рихтовать выступы за воротами. Небольшое напряжение является еще одним преимуществом для начинающего сварщика, боящегося сюрпризов проводки. И новички, и профессионалы дорожат эффективностью процесса: по его завершению не нужно очищать поверхность от шлака и иных продуктов горения, при этом качество соединений всегда находиться на высоком уровне. Не просто так, профессионалы считают этот инструмент лучшим для работы дома, кроме того бытовые модели можно прямо подсоединять к простой электросети.
Небольшое напряжение является еще одним преимуществом для начинающего сварщика, боящегося сюрпризов проводки. И новички, и профессионалы дорожат эффективностью процесса: по его завершению не нужно очищать поверхность от шлака и иных продуктов горения, при этом качество соединений всегда находиться на высоком уровне. Не просто так, профессионалы считают этот инструмент лучшим для работы дома, кроме того бытовые модели можно прямо подсоединять к простой электросети.принцип работы и конструктивные особенности
Полуавтоматическое оборудование пользуется большой популярностью в различных сферах деятельности. Оно позволяет сваривать металлические детали различные по толщине и составу. Прежде чем купить сварочный полуавтомат , важно понимать, какие бывают их разновидности и что учитывать при выборе для своих задач.
Принцип работы
Полуавтомат MIG/MAG работает на основе электродвигателя. Этот элемент при помощи редуктора и гибкого вала, который проходит по шлангу, приводит ролики на газоэлектрической горелке во вращение. Далее присадочная проволока протягивается по шлангу роликами, после чего она подается в зону дуги. Устройства с полуавтоматической подачей проволоки предпочтительны по ряду причин. Они позволяют получить более четкий и качественный шов. Кроме того, полуавтомат обладает широкой спецификой деятельности и высокой скоростью выполняемых задач.
Далее присадочная проволока протягивается по шлангу роликами, после чего она подается в зону дуги. Устройства с полуавтоматической подачей проволоки предпочтительны по ряду причин. Они позволяют получить более четкий и качественный шов. Кроме того, полуавтомат обладает широкой спецификой деятельности и высокой скоростью выполняемых задач.Технологические особенности
Отличаются сварочные полуавтоматы в том числе механизмом подачи проволоки в зону электрической дуги. Существует несколько способов:- Толкающий.
- Тянущий.
- Смешанный, тянуще-толкающий.

Важный элемент сварочного оборудования – электродная проволока. В зависимости от материала изготовления она бывает стальной, стальной омедненной, алюминиевой, а также из нержавеющей стали.
Полуавтоматическая сварка осуществляется как посредством действия постоянного, так и переменного тока. Полуавтоматы дают возможность выполнять сварочные работы в любом пространственном положении шва. Как источник питания в полуавтоматической сварке обычно используются трансформатор, выпрямитель, а также инвентор.
В зависимости от особенностей применения и целей выбирают более современные устройства с дополнительными функциями. Например, для продолжительной работы предназначены полуавтоматы с жидкостным охлаждением. Эта функция незаменима для крупных промышленных предприятий с безостановочным процессом работы. Охлаждение водой позволяет избежать перегрева и быстрой поломки устройств.
Где выбрать сварочный полуавтомат?
Основным критерием выбора сварочного оборудования должен стать круг работ, которые оно будет выполнять.
Одним из важнейших показателей, по которым стоит делать выбор, является затратность в использовании электроэнергии, газа и расходников. Чем меньше ресурсов потребляет аппарат (при условии высокой производительности), тем более выгодным он будет.
В онлайн-магазине https://teslaweld.com вы сможете выбрать нужный сварочный аппарат с учетом производственных потребностей и возможностей. На сайте представлены агрегаты различной мощности для промышленной деятельности, строительства, а также для дома и дачи.
Принцип работы сварочного полуавтомата инверторного типа
С помощью сварочных полуавтоматов инверторного типа производится электродуговая сварка. Новые модели гораздо эффективнее устаревших трансформаторов и выпрямителей. Принцип работы основывается на преобразовании входного напряжения. На первой стадии ток становится постоянным, потом образуется напряжение высокой частоты, порядка 100 кГц.
Сварочный инвертор-полуавтомат стоит дороже стандартной сварочной установки, но покупатель с его приобретением получает компактный и производительный аппарат, с которым легче осуществлять сварочные работы.
Преимущества устройства
- Как правило, сварочные инверторные полуавтоматы имеют малый вес и транспортируются просто.
- Пи сварке наблюдается малое разбрызгивание, благодаря чему впоследствии не требуется зачищать большие швы.
- Регулировка тока у инверторного полуавтомата очень точная.
- У многих моделей есть функция горячего старта, которая заключается в сильном импульсе, образующемся в аппарате. Благодаря этому аппарат может быть включен очень быстро.
- Наличие функции антизалипания электрода. При этом держатель его надежно защищается.

- Небольшое потребление электроэнергии.

Цены на полуавтоматы варьируются в широком диапазоне, поэтому предоставлен большой выбор.
Принцип работы
Все инверторное оборудование отличается высоким качеством подачи напряжения на выходе. Правильная ровная дуга образуется путем трансформации электротока. Полуавтоматы преобразовывают переменное напряжение в постоянное, и наоборот, многократно. Трансформации на выходе дают стабильную дугу без скачков, что отражается на качестве шва.
- Сварка ведется благодаря проволоке, плавящейся под действием электрической дуги.
- При плавлении проволоки для повышения эффективности используется газ, который играет роль защитной среды.
- Проволока подается автоматически. В некоторых моделях скорость движения проволоки регулируют специальными устройствами по мере увеличения напряжения дуги.
 youtube.com/embed/2Q6BEjCp_t8″/>
youtube.com/embed/2Q6BEjCp_t8″/>
Выбор полуавтомата
В обычном полуавтомате проволока горит лишь под воздействием газов. При плавлении используются и активные, и инертные смеси. На ту или иную указывает маркировка MIG/MAG. Возможен также выбор полуавтомата с флюсовой проволокой, для которой не нужны газы. Образуется защитная среда при сгорании сердцевины проволоки.
Наиболее удобен универсальный полуавтомат-инвертор, позволяющий работать с любой сварочной проволокой, которая включает флюсовый и порошковый материал.
Для разных металлов требуется разные газовые смеси. Так, среда углекислого газа подойдет для работы с низкоуглеродистыми сталями. Плюс оборудования — в невысокой стоимости расходников. К недостаткам можно причислить низкое качество шва, который при отсутствии обработки ржавеет уже через короткое время. Для цветных металлов используются азот и аргон.
Модели делятся на три основные группы. С профессиональными аппаратами выполняют большие объемы работ с коротким интервалом отключения. Им требуется трехфазное напряжение. Бытовые, полупрофессиональные и полупромышленные установки стоят дешевле и иногда способны работать от обыкновенной домашней электросети.
Им требуется трехфазное напряжение. Бытовые, полупрофессиональные и полупромышленные установки стоят дешевле и иногда способны работать от обыкновенной домашней электросети.
Одним из важнейших критериев при выборе является коэффициент предельной нагрузки — П. Н. Он говорит о том, сколько способна проработать установка при максимальной нагрузке. Промежуток принято рассчитывать в интервале в 10 минут. Например, если у аппарата без газа ПН равен 60%, а ток — 40 А, значит, максимальное напряжение он сможет выдавать 6 минут, а на 4 минуты его надо выключать. У профессионального инвертора для полуавтоматической сварки ПН часто равен 100%, тогда как напряжение — 30−45 А. Значит, при подаче этого напряжения не требуется выключать установку, она может работать весь день.
Как переделать сварочный инвертор в полуавтомат
Принцип действия инверторного полуавтомата разительно отличается от принципа работы аппарата дуговой сварки. Чтобы обеспечить сварку, требуется уравновесить три параметра:
Чтобы обеспечить сварку, требуется уравновесить три параметра:
Сделать из инверторной сварки полуавтомат получится при соблюдении всех условий и дополнительного обеспечения соответствия следующих параметров:
- Под полуавтомат инверторную сварку получится переделать путем запитывания его от сварочной цепи напрямую. В этом случае при увеличении интенсивности дуги автоматически увеличивается скорость подачи.
Выбор производителя
Кто же среди первых в рейтинге сварочных полуавтоматов? Не будем брать на себя ответственность за определение победителя, а просто расскажем о некоторых производителях.
Здесь выделим три больших группы:
- Европейские производители. Главное отличие полуавтоматов, изготовленных в Европе, в полном их соответствии параметрам, заявленным в технической документации. Как правило, эти модели имеют большой срок службы и часто могут похвастаться наличием технологических новшеств. С аппаратами Kemppi, Wester, Telwin и проч. удастся решить даже сложнейшие производственные задачи.
- Российское оборудование — простое и с минимальным количеством функциональных возможностей. Хороший выбор при ограниченном бюджете. Тем не менее качество неплохое. Похвалу заслужила продукция фирмы «Сварог», среди прочего предлагающая полуавтоматы, поддерживающие универсальные модели и технологию сварки без газа.
- Китайские установки в большинстве случаев носят названия «Темп», «Ритм» и тому подобные. Они производятся в КНР по лицензии. Некоторые модели показали себя вполне неплохо. Обычно служат недолго.
 Как правило, эти модели имеют большой срок службы и часто могут похвастаться наличием технологических новшеств. С аппаратами Kemppi, Wester, Telwin и проч. удастся решить даже сложнейшие производственные задачи.
Как правило, эти модели имеют большой срок службы и часто могут похвастаться наличием технологических новшеств. С аппаратами Kemppi, Wester, Telwin и проч. удастся решить даже сложнейшие производственные задачи.Установка выбирается после определения целей, для которых она должна использоваться. Когда главная задача — это разовые работы, можно взять и китайскую модель. Если предполагается более интенсивное использование, рекомендуется купить европейский или российский аппарат.
Инвертор или полуавтомат: что лучше
По сути, вопрос бессмысленный. Для разных работ требуется полуавтоматическая или дуговая сварка. Например, варить с помощью электродов кузов автомобиля довольно проблематично, хотя и возможно теоретически. Для кузовных работ лучше использовать полуавтоматическую установку. Сила тока в случае сварки инверторным полуавтоматом целиком соответствует необходимым параметрам и позволяет производить сварку тонкого металла.
С помощью инверторного сварочного аппарата могут вариться цветные и тугоплавкие металлы. Дуговой сваркой не удастся наварить шов на меди или алюминии. С другой стороны, качественный дуговой инверторный аппарат незаменим, когда ведется работа с черными металлами, а стоимость обслуживания его, даже с приобретением расходных материалов, значительно ниже.
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Технологический бум последних десятилетий, главным образом, появление и совершенствование инверторных технологий, позволили снизить весогабаритные и ценовые характеристики сварочных полуавтоматов.
Сегодня полуавтоматические сварочные аппараты инверторного типа уже не являются исключительной прерогативой профессионалов, а широко используются бытовыми потребителями.
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.
Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.
Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.
При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
- Использование сварочной проволоки вместо штучных электродов;
- Применение защитных газов для формирования среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.

Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
- Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
- Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
- Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
- Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
- Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.

 При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.Обладает устройство и некоторыми недостатками:
- Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
- Использование баллона с газом делает устройство менее мобильным.
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
Нас часто спрашивают какой выбрать полуавтомат: подешевле, но трансформаторный или подороже, но инверторный? Однозначный ответ Вы найдете в этой статье.
Классификация полуавтоматов по разным признакам
Сварочный аппарат полуавтоматической сварки крайне необходим при проведении кузовных работ. Он позволяет в кратчайшие сроки осуществить ремонтные работы при высоком качестве полученного результата. Современные полуавтоматы не требуют специальных навыков и могут использоваться любителямя.
Прежде всего, необходимо дать определение самому понятию «полуавтомат». Сварочный полуавтомат – это сварочный аппарат, предназначенный для сварки присадочным материалом – проволокой в среде защитного газа. Слово «полуавтомат» означает, что сварщику необходимо направить сварочную горелку в нужное место, все остальное (запуск подачи проволоки, включение питания) сделает самостоятельно автоматика.
Слово «полуавтомат» означает, что сварщику необходимо направить сварочную горелку в нужное место, все остальное (запуск подачи проволоки, включение питания) сделает самостоятельно автоматика.
Сварочные полуавтоматы можно разделеить на классы по сфере применения:
- бытовой;
- полупрофессиональный;
- профессиональный.
Отличие заключается в максимальном токе, который может выдать источник питания и в проценте времени работы (ПВ) на максимальном токе.
По конструкции источника питания бывают:
Инверторные сварочные полуавтоматы имеет более высокую стоимость, но при этом они имеют меньшую массу и размеры. Также инверторная технология предусматривает такие функции помощи сварщику как антиприлипание проволоки, плавный поджег дуги и возможность плавной регулировки сварочного тока. Трансформаторные сварочные аппараты применяются в тех местах, где не требуется частая транспортировка устройства и есть место для его установки.
Трансформаторные полуавтоматы.

Все трансформаторные полуавтоматы устроены примерно одинаково:
- силовой трансформатор;
- выпрямитель;
- дроссель.
Расшифровка цифр и букв в названии модели 240ДАВ:
- 240 – max сварочный ток
- Д – имеется выход для дуговой сварки MMA (электродержатель в комплекте не идет)
- А – на панели имеется евроразъем для горелки (приобетается отдельно)
- В – на задней панели встроен вентилятор охлаждения
Основные недостатки трансформаторных полуавтоматов:
Никаких систем автоматического регулирования и стабилизации напряжения в них нет, а для изменения выходного напряжения на первичной обмотке трансформатора сделаны отводы, которые коммутируются переключателем. Регулировка выходного напряжения трансформатора производится ступенчато и исключительно на «холостом ходу», а не во время сварки.
Благодаря примитивности устройства у этих полуавтоматов предельно простая конструкция и минимальная цена. Но такая простота имеет серьезные недостатки:
Но такая простота имеет серьезные недостатки:
- На выходе такого полуавтомата не постоянное, а пульсирующее напряжение с величиной пульсаций близкой к удвоенной частоте сети (100 Гц), т. е. 100 раз в секунду оно падает почти до нуля;
- Напряжение, заданное переключателем отводов первичной обмотки, никак не стабилизировано, просаживается под нагрузкой и меняется вместе с колебаниями сетевого напряжения;
- Переключатель отводов обычно имеет всего 4-5 положений, что явно мало для точного задания напряжения.
Значительным же плюсом является простота конструкции, отсутствие электронных компонентов, что позволяет буквально «на коленках» произвести ремонт, обладая начальными познаниями в электрике и механике. Что может сэкономить время, которое ушло бы на ремонт более сложного аппарата в сервисе профессионалом.
Все это хорошо известно производителям таких полуавтоматов. Но эти аппараты в основном рассчитаны на применения, где требования к качеству сварки почти никакие, и на пользователей с низкой квалификацией, либо с небрежным отношением к «хозяйскому» инструменту.
Инверторные полуавтоматы.
Инверторный полуавтомат содержит систему автоматического регулирования с обратными связями, которая позволяет плавно регулировать выходное напряжение в очень широком диапазоне непосредственно во время работы, причем выставленное напряжение стабилизировано и не зависит от колебаний сети и почти не просаживается под нагрузкой.
Режим работы на максимальном тока у инверторных аппаратов значительно превосходит время работы трансформатора. Что позволяет значительно экономить время без ущерба в качестве сварки, не ожидая когда же аппарат «остынет».
Работа инверторного аппарата заметно стабильнее при пониженном напряжении вплоть до падения до 140В, что весьма характерно для российских электросетей, где напряжение редко соответствует заявленному номиналу. Трансформатор требует постоянной подстройки по выходному напряжению и скорости подачи проволоки, в отличие от инвертора, который сам подстраивается к «скачкам» напряжения, в результате чего пользователь этого даже не заметит. Следует отметить, что настроенный на работу при пониженном напряжении трансформатор, при резком росте напряжения до номинала в 220В (типичная ситуация для гаражей, когда сосед выключил сварку) с легкостью прожжет тонкий кузовной металл.
Следует отметить, что настроенный на работу при пониженном напряжении трансформатор, при резком росте напряжения до номинала в 220В (типичная ситуация для гаражей, когда сосед выключил сварку) с легкостью прожжет тонкий кузовной металл.
Благодаря инверторным технологиям недостатки инверторных полуавтоматов в принципе отсутствуют как явление, от чего качество сварки значительно выше, чем у трансформаторных сварок.
И еще один серьезный и несомненный плюс инверторных аппаратов — гораздо меньший вес. При аналогичной мощности выходного тока трансформаторный полуавтомат будет весить в 2-2.5 раза тяжелее инвертора.
Сравнение инверторного полуавтомата с трансформаторным
Самый бюджетный инверторный полуавтомат
Качество с большой буквы при низкой цене:
 youtube.com/embed/DGh4cNtp9bw»/>
youtube.com/embed/DGh4cNtp9bw»/>
Сравнительный тест бюджетных полуавтоматов Ergus, Eland, Ресанта, AURORA:
Сварка алюминия полуавтоматом AuroraPRO OVERMAN 180:
Сварка полуавтоматом для чайников (Часть 1) – Подготовка к работе:
Сварка полуавтоматом для чайников (Часть 2) – Сварка тонкого металла:
Сварка полуавтоматом для чайников (Часть 3) – Сварка толстого металла:
Инверторные сварочные полуавтоматы: принцип работы, критерии выбора
Инверторный сварочный полуавтомат – это специальное оборудование, предназначенное для выполнения сварочных работ. Такая техника находит широкое применение в различных отраслях промышленности. Инверторные агрегаты применяют для сварки деталей на крупных заводских комплексах, в мастерских и цехах, на станциях техобслуживания автомобилей и спецтехники, а также при выездных работах.
Такая техника находит широкое применение в различных отраслях промышленности. Инверторные агрегаты применяют для сварки деталей на крупных заводских комплексах, в мастерских и цехах, на станциях техобслуживания автомобилей и спецтехники, а также при выездных работах.
Инверторный сварочный полуавтомат – это специальное оборудование, предназначенное для выполнения сварочных работ. Такая техника находит широкое применение в различных отраслях промышленности. Инверторные агрегаты применяют для сварки деталей на крупных заводских комплексах, в мастерских и цехах, на станциях техобслуживания автомобилей и спецтехники, а также при выездных работах.
Принцип работы инверторного полуавтомата и функции
Принцип действия инверторного сварочного полуавтомата базируется на преобразовании электрического заряда в тепловую энергию, которая выделяется высокотемпературной дугой. В процессе сварки инвертор преобразует постоянный ток в импульсы определенной частоты. Заряд, проходя через сварочную проволоку, нагревает ее до температуры плавления. В итоге электрод с проволокой начинает плавиться, соединяя концы свариваемых деталей.
Заряд, проходя через сварочную проволоку, нагревает ее до температуры плавления. В итоге электрод с проволокой начинает плавиться, соединяя концы свариваемых деталей.
В качестве электрода для сварки используется калиброванная медная проволока. Этот расходный материал обеспечивает хорошее скольжение и электрический контакт необходимого диаметра. Проволока наматывается на катушку, прикрепленную к инверторному полуавтомату. Она легко разматывается в процессе сварки инвертором-полуавтоматом.
Особенности оборудования
Инверторный сварочный полуавтомат – это высокотехнологичное оборудование, в котором предусмотрены многочисленные системы контроля и защиты. При помощи цифрового или электромеханического блока управления оператор задает нужные параметры сварочного тока, рабочего напряжения и другие значения.
Во время сварки в токопроводящих узлах инвертора возникают резкие перепады напряжения. Чтобы предотвратить поломку полуавтомата из-за сильных всплесков напряжения, каждый инвертор оснащается надежным предохранителем.
В каких случаях требуется использование инвертора полуавтомата
Применять инвертор-полуавтомат для сварки целесообразно в случаях, когда необходимо добиться высокого качества соединений и предотвратить окисление деталей. Дело в том, что во время сварочных работ воздух воздействует на поверхности металлических заготовок, в результате чего они покрываются тонким слоем оксида. Эта пленка ухудшает электрические характеристики деталей и ускоряет развитие коррозии. Из-за нее сварные соединения получаются менее надежными.
Чтобы избежать подобных ситуаций, специалисты выполняют сварку инвертором-полуавтоматом в условиях специальной газообразной среды. Обрабатываемые детали помещают в атмосферу защитного газа. Во время сваривания на поверхностях изделий оксидная пленка не образуется, поэтому соединения становятся более прочными и долговечными.
Преимущества инверторных полуавтоматов
К достоинствам инверторных сварочных полуавтоматов относятся:
- высокий коэффициент полезного действия. КПД современных моделей инверторных полуавтоматов достигает отметки 95 %. Это значит, что лишь незначительная доля потребляемой электроэнергии рассеивается в виде электромагнитного излучения, теряется на токопроводящих узлах и др.;
- низкий расход электротехнических материалов. При работе с инвертором-полуавтоматом электродная проволока расходуется более рационально, чем при использовании других видов сварочной техники;
- удобная регулировка параметров. Оператор инверторного сварочного полуавтомата может легко настраивать рабочие характеристики агрегата непосредственно во время сварки. Каждый инвертор оснащается удобными регуляторами (электромеханическими или электронными), при помощи которых напряжение и ток можно настраивать с точностью до одного вольта или ампера соответственно;
- мобильность. Сварочный инвертор имеет сравнительно небольшие габариты и массу. Поэтому такую технику широко используют для выполнения работ в полевых условиях. Оборудование легко помещается даже в багажник небольшого легкового автомобиля. Кроме того, на корпусе инверторного аппарата имеются специальные ручки, при помощи которых агрегат можно переносить, как кейс;
- универсальность. Полуавтомат применяется для проведения сварочных работ с большинством видов металлических сплавов, используемых в промышленности. Температуру и мощность электродуги можно легко настроить для обработки тугоплавкой и мягкой стали, алюминия, чугуна и пр.;
- высокая надежность. Сварочные полуавтоматы отличаются высокой надежностью и долговечностью. Инвертор может безотказно работать на протяжении нескольких лет, не нуждаясь в ремонте, дорогостоящем обслуживании или замене. Это обусловлено тем, что для производства инверторных полуавтоматов используются высококачественные детали и комплектующие. Для предотвращения перегрева каждый инвертор оснащается вентилирующими устройствами;
- широкий набор функциональных возможностей. Современные модели сварочных полуавтоматов поддерживают множество дополнительных функций, которые облегчают эксплуатацию оборудования. К примеру, инверторный аппарат для сварки может оснащаться встроенными измерительными приборами (вольт- и амперметрами), системами поддержания горения электродуги и т. д.
 КПД современных моделей инверторных полуавтоматов достигает отметки 95 %. Это значит, что лишь незначительная доля потребляемой электроэнергии рассеивается в виде электромагнитного излучения, теряется на токопроводящих узлах и др.;
КПД современных моделей инверторных полуавтоматов достигает отметки 95 %. Это значит, что лишь незначительная доля потребляемой электроэнергии рассеивается в виде электромагнитного излучения, теряется на токопроводящих узлах и др.; Кроме того, на корпусе инверторного аппарата имеются специальные ручки, при помощи которых агрегат можно переносить, как кейс;
Кроме того, на корпусе инверторного аппарата имеются специальные ручки, при помощи которых агрегат можно переносить, как кейс; К примеру, инверторный аппарат для сварки может оснащаться встроенными измерительными приборами (вольт- и амперметрами), системами поддержания горения электродуги и т. д.
К примеру, инверторный аппарат для сварки может оснащаться встроенными измерительными приборами (вольт- и амперметрами), системами поддержания горения электродуги и т. д.Недостатки оборудования
Несмотря на то, что сварочные инверторы обладают многочисленными достоинствами, существуют некоторые факторы, которые следует учитывать при покупке и эксплуатации такого оборудования.
- Во-первых, инверторные сварочные аппараты не рекомендуется использовать в условиях повышенной запыленности воздуха. Посторонние частицы и грязь могут попасть внутрь полуавтомата через вентиляционные отверстия на корпусе и спровоцировать короткое замыкание.
- Во-вторых, оборудование имеет достаточно сложную конструкцию. Поэтому ремонт инверторных агрегатов требует немалых финансовых затрат. Чтобы избежать непредвиденных расходов, нужно обязательно соблюдать правила эксплуатации устройства.
- В-третьих, оборудование инверторного типа хуже работает при отрицательных температурах, чем агрегаты других типов.
Критерии подбора инверторного полуавтомата
Чтобы приобрести сварочный полуавтомат с оптимальными характеристиками, следует ответственно отнестись к выбору агрегата и учесть следующие параметры:
- напряжение питания. Недорогие модели сварочных полуавтоматических инверторов работают от бытовой электросети с напряжением 220 В. В сравнении с профессиональным оборудованием такая техника отличается меньшей производительностью. Большинство агрегатов инверторного типа подключаются к сетям трехфазного тока с напряжением 380 В;
- диапазон регулировки тока. Чем шире этот интервал, тем более функциональной будет техника и тем больше разнотипных металлов можно обрабатывать с ее помощью. Если инверторный сварочный аппарат будет использоваться для сварки с силой тока 120 А, следует выбирать модель с некоторым запасом, например с максимально допустимой силой тока в 150 А.
Принцип работы сварочного полуавтомата инверторного типа
Принцип работы сварочного полуавтомата инверторного типа заключается в преобразовании переменного тока, подающегося через электросеть, в постоянный. Для этого в нем имеется несколько выпрямителей, специальный модуль и высокочастотный трансформатор. В инверторном полуавтомате микропроцессор управляет всей операцией сварки, постоянно следя за работоспособностью аппарата и самим процессом. Процессор мгновенно реагирует и вносит корректировки, как только фиксируются изменения в одном из важных параметров.
Для этого в нем имеется несколько выпрямителей, специальный модуль и высокочастотный трансформатор. В инверторном полуавтомате микропроцессор управляет всей операцией сварки, постоянно следя за работоспособностью аппарата и самим процессом. Процессор мгновенно реагирует и вносит корректировки, как только фиксируются изменения в одном из важных параметров.
Многие сварочные полуавтоматы инверторного типа при использовании плавящегося стержня дают возможность быстро и эффективно выполнять сварку с помощью механизированного режима в атмосфере защитного газа. С использованием этих аппаратов производят соединение низколегированных и коррозионностойких сталей, изделий из алюминия, например, можно работать с кузовом авто. В каждом инверторе-полуавтомате присутствует устройство, подающее в зону сварки самозащитную либо порошковую проволоку.
Процесс сварки инвертором-полуавтоматом происходит так: подаётся (с непрерывной и неизменной скоростью) электродная проволока к месту, где горит электродуга. С целью защиты места расплава, задувается аргон или углекислый газ. Применяя такой способ получается безупречное по своей прочности соединение. Из-за того, что атмосферный воздух не попадает в зону сварки (потому что она защищена газом), в получаемом шве полностью отсутствуют шлаки. Проволока в инверторах-полуавтоматах подаётся равномерно и с постоянной скоростью, что является ещё одним их преимуществом. Также хочу отметить очень высокий КПД (даже для китайских аппаратов), отсутствие обильного разбрызгивания кипящего металла. Конечно, небольшие брызги при сварке все же образуются, но они не становятся причиной появления наплывов на соединенных поверхностях и иных аналогичных изъянов сварочной операции.
С целью защиты места расплава, задувается аргон или углекислый газ. Применяя такой способ получается безупречное по своей прочности соединение. Из-за того, что атмосферный воздух не попадает в зону сварки (потому что она защищена газом), в получаемом шве полностью отсутствуют шлаки. Проволока в инверторах-полуавтоматах подаётся равномерно и с постоянной скоростью, что является ещё одним их преимуществом. Также хочу отметить очень высокий КПД (даже для китайских аппаратов), отсутствие обильного разбрызгивания кипящего металла. Конечно, небольшие брызги при сварке все же образуются, но они не становятся причиной появления наплывов на соединенных поверхностях и иных аналогичных изъянов сварочной операции.
Если вы решили приобрести сварочный аппарат, возможно вам поможет ещё одна наша статья.
Поделиться «Принцип работы сварочного полуавтомата инверторного типа»
Сварка под флюсом (SAW): рабочий процесс, оборудование, детали и области применения
Сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов путем выделения тепла между электродом и металлом.
Область дуги и зона расплава защищаются от атмосферного загрязнения путем погружения под слой гранулированного флюса. Слой флюса покрывает поверхность, полностью предотвращая разбрызгивание, искры, пары и УФ-излучение.
Более высокая производительность наплавки по сравнению с другими сварочными процессами.
Удобство для оператора — без видимой дуги и брызг.
Принципы дуговой сварки под флюсомВы ищете:
- Увеличение производства
- Повышение скорости сварки
- Повышение производительности наплавки
👇 Это решение.
Оборудование для пиления Образование дуги между проволочным электродом и заготовкой происходит так же, как при сварке MIG.Но этот процесс имеет дополнительное преимущество, заключающееся в экранировании гранулированным флюсом, что делает сварку SAW без брызг, дыма и УФ-излучения. В инвентаре имеется следующее оборудование.
В инвентаре имеется следующее оборудование.
Сварку под флюсом можно использовать как на постоянном, так и на переменном токе.
- Источник питания
- Сварочная горелка / горелка и кабель в сборе
- Бункер флюса и его подача
- Механизм хода для автоматической сварки
Нам нужен источник питания для этой дуговой сварки под флюсом со 100% рабочим циклом. Процесс сварки под флюсом является непрерывным, и длина одного шва может достигать 10 минут. Обычные источники питания с рабочим циклом 60% могут иметь снижение номинальных характеристик в соответствии с кривой рабочего цикла 100%. Механизм подачи проволоки с датчиком напряжения должен использоваться, когда применяется постоянный ток переменного / постоянного тока. Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает от постоянного тока.
Механизм подачи проволоки с фиксированной скоростью использует постоянное напряжение, в то время как система CV работает от постоянного тока.
Можно использовать как технологический генератор постоянного тока, так и трансформатор переменного тока, но выпрямительные машины более популярны. Аппарат для дуговой сварки под флюсом доступен в диапазоне от 300 до 1500 ампер.
Оборудование постоянного тока подходит для полуавтоматических приложений, в то время как источник переменного тока подходит только для автоматизации. Дополнительная мощность может быть достигнута путем параллельного соединения обоих. С оборудованием переменного тока возможно использование нескольких электродов в специализированных областях применения.
2. Сварочная горелка и узел подачи кабеля Эта часть оборудования должна подавать электрод и даже флюс к месту возникновения дуги. К концу кабельной сборки прикреплен небольшой бункер для флюса. В нижней части бункера имеется выход для электродной проволоки через токоприемник дуги.
В нижней части бункера имеется выход для электродной проволоки через токоприемник дуги.
На подачу флюса действует сила тяжести. Количество подаваемого потока зависит от высоты пушки, удерживаемой над рабочей станцией.
3. Бункер для флюсаПистолет с бункером оснащен мягким переключателем для начала сварки. Он может использовать горячие электроды, так как когда он касается заготовки, подача начинается автоматически. В автоматическом режиме он прикрепляет горелку к двигателям подачи проволоки и наконечнику датчика тока для процесса сварки. Этот бункер обычно прикреплен к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления.
4. Механизм хода Процесс сварки настраивается в очень быстром темпе с помощью ходовой тележки.Это может быть доступно в конструкциях, подобных трактору. Блок регенерации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи. В целом трактор движется в горизонтальном направлении.
В целом трактор движется в горизонтальном направлении.
Схема сварки
SAW Достоинства SAWОсновные достоинства, которыми обладает процесс сварки под флюсом / под флюсом:
- Высокая скорость, лучшая производительность наплавки в более быстром темпе.
- Превосходное качество сварки.
- Отсутствие дыма
- Гладкая, качественная и равномерная сварка без брызг
- Безопасно для сварщика, без брызг и вспышки дуги
- Автоматизация здесь проста.
- Отличное использование электродов.
- Отсутствие навыков манипуляции
- Минимальная деформация металла
- Может работать на станке в ветреных районах
- Отсутствие подготовки кромок материала толщиной менее 12 мм
Изготовление — Процесс, необходимый для изготовления труб, затворов, котлов, профилей, сосудов высокого давления, железных дорог, вращающихся печей, землеройных машин, кранов, балок, мостов, локомотивов и под конструкциями железнодорожных вагонов.
Автомобильная промышленность — Авиация, судостроение и атомная энергетика.
Восстановление изношенных деталей и износостойких сплавов, тракторных катков, холостых колес, крановых шкивов.
Подходит для металлов , таких как низкоуглеродистая сталь, средне- и высокопрочные сплавы.
Ограничения SAW- Оператор не видит процесса сварки. Он не может судить о качестве или каких-либо дефектах.Чтобы преодолеть эти недостатки, могут быть добавлены различные приспособления, приспособления, указатель, световой луч и роликовые направляющие для оценки и улучшения результата.
- Предварительная установка флюса на свариваемый стык не всегда возможна.
- Может сваривать только в горизонтальном направлении.
- Толщина металла должна составлять 4,8 мм, меньшая толщина обожжет металл.
- Кромки свариваемого металла должны быть чистыми и точно подогнанными. Нанесение флюса на неровные края невозможно, и это может привести к их прожиганию.
- Качество флюса может вызывать беспокойство. Низкое качество может привести к пористости.
- Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не подходят для сварки под флюсом.
- Химию металла сварного шва сложно контролировать, поскольку флюсовые сплавы полностью изменят характер низколегированной стали.
 Нанесение флюса на неровные края невозможно, и это может привести к их прожиганию.
Нанесение флюса на неровные края невозможно, и это может привести к их прожиганию.В процессе дуговой сварки под флюсом покрытый флюсом электрод заменяется гранулированным флюсом и неизолированным электродом.Дуга между электродом и работой является источником тепла и остается скрытой под слоем флюса. Этот флюс защищает от атмосферного загрязнения. Процесс может быть автоматическим или полуавтоматическим.
При нажатии на спусковой крючок флюс начинает оседать на свариваемом соединении. Холодный флюс не является проводником электричества, поэтому дуга может возникнуть при прикосновении электрода к основному металлу. Дугу можно зажечь, поместив стальную вату между электродом и рабочим металлом и используя ток высокой частоты.
Дугу можно зажечь, поместив стальную вату между электродом и рабочим металлом и используя ток высокой частоты.
Зажигает дугу под прикрытием флюса. как только флюс нагревается и плавится, чтобы получить высокую проводимость. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электрически проводящим для поддержания дуги. Верхний слой остается неизменным и зернистым, и его можно использовать повторно.
Электрод непрерывно движется с заданной скоростью для подачи на свариваемое соединение. Расплавленный металл от электрода переносится на заготовку и осаждается.Флюс, близкий к дуге, плавится и смешивается с расплавленными металлами. Этот флюс образует шлак, более легкий, чем наплавленный металл, в качестве защитного слоя. Сварной шов остается погруженным под слой флюса и шлака, поэтому это название называется дуговой сваркой под флюсом.
Подача электродов осуществляется катушкой непрерывно. Дуга автоматически сохраняется флюсом. Путешествие может управляться вручную или машиной.
Путешествие может управляться вручную или машиной.
Популярными методами нанесения SAW являются машинный метод и автоматический метод.Машинный метод — наиболее распространенный метод, при котором оператор следит за процессом сварки. Автоматический метод — это кнопочная техника, и процесс применяется полуавтоматически, но не очень популярный метод сварки SAW.
Процесс нельзя искать вручную, так как невозможно управлять невидимой дугой. Сварка под флюсом — это сварка в ограниченном положении. Ограничение связано с тем, что большие лужи расплава и шлак представляют собой жидкость, которую трудно удерживать на месте.Для них лучше всего подходит плоское положение с горизонтальным положением скругления. Мы можем сваривать в 3 часа в контролируемых условиях.
Процесс невозможно использовать в вертикальном положении или над головой, поскольку он не может удерживать расплавленный металл и флюс на месте.
Этот процесс лучше всего подходит для сварки низко-среднеуглеродистых сталей, низколегированных и высокопрочных сталей, закаленных сталей, закаленной стали и нержавеющей стали.Сварка под флюсом экспериментально опробована на таких металлах, как никелевый сплав, медный сплав и уран.
Толщина 1,6–12,7 мм поддается сварке и не требует подготовки кромок. Металл толщиной 6,4-25,4 мм требует подготовки кромок и сваривается за один проход. При использовании многопроходной техники толщина практически не ограничена. Горизонтальный угловой шов позволяет выполнять сварной шов толщиной до 9,5 мм за один проход.
Детали совместной конструкции Мы можем использовать те же детали конструкции соединения, что и при сварке штангой.На нем показаны различные детали соединения, обеспечивающие первостепенное значение использования и производительности дуговой сварки под флюсом. Мы можем использовать квадратную канавку толщиной до 16 мм. Для большей толщины могут потребоваться конструкции со скосом. Открытые корни сварной конструкции с опорными стержнями обязательно должны удерживать расплавленный металл.
Мы можем использовать квадратную канавку толщиной до 16 мм. Для большей толщины могут потребоваться конструкции со скосом. Открытые корни сварной конструкции с опорными стержнями обязательно должны удерживать расплавленный металл.
В случае более толстого металла на одной стороне сварного шва с большой поверхностью корня, мы можем удалить опорный стержень. Для получения лучших результатов при полном проникновении требуется подкладка. Можно сделать проект, в котором обе поверхности доступны через сварной шов, который будет плавиться с оригиналом, обеспечивая полное проплавление.
Сварочные цепи и токВ процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве приложений. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод постоянного тока (DCEN).
Постоянное напряжение с мощностью постоянного тока популярно для сварки под флюсом с проволокой малого диаметра 3,2 мм. Система постоянного тока обычно используется для сварки электродов диаметром 4 мм и более.Схема управления постоянным током более сложна, так как она пытается скопировать действия сварочного аппарата для поддержания определенной длины дуги.
Система постоянного тока обычно используется для сварки электродов диаметром 4 мм и более.Схема управления постоянным током более сложна, так как она пытается скопировать действия сварочного аппарата для поддержания определенной длины дуги.
Механизм подачи проволоки должен измерять напряжение на дуге и поддерживать электродную проволоку в дуге для поддержания напряжения. Подача проволоки может замедляться или увеличиваться для поддержания заданного напряжения на дуге. Это усложнит систему управления. Система не реагирует быстро. Зажигание дуги затруднено, поскольку для запуска, отвода и поддержания заданной дуги необходимо использовать реверсивную систему.
При сварке SAW всегда используется постоянный ток. Многоэлектродная проволока используется для дуг переменного и постоянного тока. Мы используем здесь систему постоянного питания. Он прикладывает постоянное напряжение, когда двухэлектродная проволока подается в дугу, подаваемую от одного источника сварочного тока. Сварочный ток при дуговой сварке под флюсом может варьироваться от 50 до 2000 ампер. Самая распространенная сварка SAW выполняется в диапазоне 200-1200 ампер.
Сварочный ток при дуговой сварке под флюсом может варьироваться от 50 до 2000 ампер. Самая распространенная сварка SAW выполняется в диапазоне 200-1200 ампер.
Дуговая сварка под флюсом имеет самую высокую скорость наплавки по сравнению с другими процессами дуговой сварки.Существует четыре причины увеличения количества осаждений при сварке SAW.
- Полярность
- Длинный вылет
- Добавки флюса
- Дополнительный электрод
Скорость осаждения самая высокая для отрицательного электрода постоянного тока (DCEN). Осаждение переменного тока находится между DCEP и DCEN. Полярность с максимальным нагревом способствует отрицательному полюсу. Скорость наплавки при любой сварке увеличивается с увеличением «вылета». Точка, в которой ток должен вводиться в электрод и дуга, является вылетом.Чем длиннее вылет, тем хуже проникновение.
Мы можем увеличить скорость наплавки, добавляя металлические добавки во флюс и используя дополнительные электроды.
Металл шва, наплавленный дуговой сваркой под флюсом, высочайшего качества. По прочности и пластичности наплавленный металл превосходит низкоуглеродистую сталь и низколегированный материал. Это может произойти, если мы используем правильную комбинацию электрода, флюса и источника питания. Дуговая сварка под флюсом, используемая на машине или автомате, исключает врожденную человеческую ошибку, и сварка будет более равномерной и без дефектов.
Ширина сварного шва при сварке под флюсом намного больше, чем при любой другой дуговой сварке. Подвод тепла намного выше, поэтому охлаждение занимает больше времени. Газы успевают выйти. Шлак здесь имеет более низкую плотность и всплывает к верхней части валика. Автоматический процесс обеспечивает единообразие и последовательность.
Проблемы при сварке под флюсом- Проблем много, но одна из них заключается в том, что электродная проволока может искривляться при выходе из сопла и пистолета. Кривизна проволоки не приведет к отложению в том месте, где она предназначена. При сварке в глубокую канавку налет будет в стене, а не в корне, что приведет к неполному сращиванию корня. Это может задержать флюс у основания сварки.
 Кривизна проволоки не приведет к отложению в том месте, где она предназначена. При сварке в глубокую канавку налет будет в стене, а не в корне, что приведет к неполному сращиванию корня. Это может задержать флюс у основания сварки.
Кривизна проволоки не приведет к отложению в том месте, где она предназначена. При сварке в глубокую канавку налет будет в стене, а не в корне, что приведет к неполному сращиванию корня. Это может задержать флюс у основания сварки.- Сохранение точного размера сварного шва и заполнение сварной канавки вслепую может оказаться нелегкой задачей. Мы можем переусердствовать, сделав дополнительный сварной шов, или можем перестараться, сделав меньше депозита. Подготовленный сварщик справится с этой проблемой.
- Другой проблемой является растрескивание по средней линии. Очень большой однопроходный сварной шов может захватывать примеси, которые при затвердевании собираются, что приводит к растрескиванию по средней линии. Это возможность для однопроходного плоского галтеля с углом 45 градусов. Многократные проходы позволяют избежать этого или изменить угол на 10 градусов.
- Чрезмерная твердость сварного шва, превышающая 225 единиц по Бринеллю, является результатом твердого сварного шва в углероде, быстрого охлаждения и недостаточной обработки после сварки. Этому может способствовать чрезмерное количество сплава в электроде.
 Этому может способствовать чрезмерное количество сплава в электроде.
Этому может способствовать чрезмерное количество сплава в электроде.- Дефект может возникать в начале и в конце, что можно контролировать, используя вкладку биения для начала и остановки, а не на продукте.
Параметры сварки аналогичны другим процессам дуговой сварки, за некоторыми исключениями. Выбираем тип электрода и флюс в зависимости от свариваемого металла. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току.Количество проходов / размер валика, которые необходимо учитывать и определять соединение. Сварочный шов одного размера может быть выполнен за несколько проходов или за несколько проходов, как предлагает металлургия. За несколько проходов получается лучший и качественный сварной шов. Решение о полярности должно быть принято изначально, нужно ли нам максимальное проникновение или максимальная ставка по депозитам.
Сварочный ток Важные переменные, влияющие на тепло при сварке, включают сварочный ток, напряжение, скорость перемещения. Сварочный ток имеет первостепенное значение, поскольку для однопроходного шва тока должно быть достаточно для достаточного проплавления без прожигания основного металла.
Сварочный ток имеет первостепенное значение, поскольку для однопроходного шва тока должно быть достаточно для достаточного проплавления без прожигания основного металла.
Чем выше сила тока, тем глубже проникновение. Требуется многопроходная сварка, ток должен соответствовать размеру сварного шва в каждом проходе. Размер электрода может быть параметром для выбора силы тока для сварного шва.
Напряжение дугиИзменение напряжения дуги находится в узких пределах. Это влияет на ширину и форму валика, поскольку при более высоком напряжении дуги валик будет плоским и широким.
Чрезвычайно высокое напряжение дуги может вызвать растрескивание, так как чрезмерное плавление флюса с избытком раскислителей, переносимых в зону сварки, снижает пластичность.При высоком напряжении дуги расходуется больше потока. Низкое напряжение создает более жесткую дугу, улучшая проникновение в глубокую канавку. Низкое напряжение приводит к получению узкого валика с высоким гребнем и затруднению удаления шлака.
Скорость перемещения влияет на сварной валик и проплавление. Чем выше скорость, тем тоньше валик с меньшим проникновением. Это идеальная ситуация для листового металла, когда требуется небольшой валик с минимальным проникновением.Слишком высокая скорость может привести к образованию поднутрений и пористости из-за более быстрого замораживания. Слишком низкая скорость создает плохие шарики, чрезмерное разбрызгивание и вспышку.
Вторичные переменныеУгол электрода, рабочий угол, толщина флюсового слоя и расстояние между текущим наконечником и дугой (вылет). Нормальное расстояние между наконечником и дугой составляет 25-38 мм.
Увеличение вылета увеличивает скорость наплавки. Мы должны рассмотреть этот фактор подробно для лучших результатов.
Вылет проволоки должен быть примерно в 8 раз больше диаметра проволоки.
Глубина потока Тонкий слой флюса вызывает большее количество дугового разряда и вспышки дуги, вызывая пористость. Сильный флюс приведет к образованию узкого и выпуклого сварочного валика. Небольшие примеси во флюсе оставляют следы на валике.
Сильный флюс приведет к образованию узкого и выпуклого сварочного валика. Небольшие примеси во флюсе оставляют следы на валике.
Круговой сварной шов, когда детали вращаются под неподвижной головкой. Необходимость сварки может быть внутреннего или внешнего диаметра.Большая ванна расплавленного металла со шлаком движется для работы в процессе сварки SAW. Наплавленный слой по внешнему диаметру, электрод должен располагаться вверху в положении «12 часов». Металл шва опускается вниз по мере затвердевания. Меньший диаметр может быть проблемой при сварке. Неправильная установка электрода может привести к включению шлака и плохой сварке. В процессе сварки для внутренней окружности могут потребоваться электроды, расположенные под углом 6o по часовой стрелке.
Сварка под уклон и под уклон дает разные контуры шва.На спуске борт будет меньше и шире. Подъем обеспечивает глубокое проникновение узким бортом.
Возможна односторонняя сварка при полном проплавлении корня под флюсом. При соединении с плотным корнем и большой гранью используется сильный ток с положительным электродом. Минимальное лицо с широким корнем требует подкладочного бара, там ничего нет, чтобы поддерживать расплавленный металл.
При соединении с плотным корнем и большой гранью используется сильный ток с положительным электродом. Минимальное лицо с широким корнем требует подкладочного бара, там ничего нет, чтобы поддерживать расплавленный металл.
Опорные стержни из меди являются полезным оборудованием при сварке тонкой стали. Бруски удерживают расплавленный материал до его затвердевания.Опорные стержни могут иметь устройство водяного охлаждения для более быстрого охлаждения металла.
Уголок для проволоки Варианты процесса сварки под флюсом- Существует множество вариантов процесса, которые добавляют дополнительные возможности процессу дуговой сварки под флюсом. Некоторые из распространенных вариантов:
- Одинаковый источник питания с двухпроводной системой
- Отдельный источник питания с двухпроводной системой
- Отдельный источник питания с трехпроводной системой
- Наплавочный ленточный электрод
- Добавки железа к флюсу
- Длинный вылет
- Электрическая проволока для холодной присадки
Многопроволочная система — Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. При одном источнике питания для обоих электродов используется один и тот же приводной валок. При использовании двух источников питания отдельные механизмы подачи проволоки используются для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разную полярность и разместить оба электрода рядом. Мы называем это поперечным положением электрода. В положении тандемного электрода мы можем разместить один электрод перед другим.
При одном источнике питания для обоих электродов используется один и тот же приводной валок. При использовании двух источников питания отдельные механизмы подачи проволоки используются для изоляции между двумя электродами в сварном шве. С двумя источниками питания и двумя электродами. Можно использовать разную полярность и разместить оба электрода рядом. Мы называем это поперечным положением электрода. В положении тандемного электрода мы можем разместить один электрод перед другим.
Двухпроводная тандемная система — Это положение электрода требуется, если требуемая глубина проникновения очень велика.Здесь ведущий электрод положительный, а задний электрод отрицательный. Первый электрод выполняет копание, а второй электрод заполняет стык. Если две дуги постоянного тока расположены близко друг к другу, возникает тенденция к интерференции дуги.
Система для сварки полос — Используется для мягкой и легированной стали с широким валиком с минимальным и равномерным проплавлением.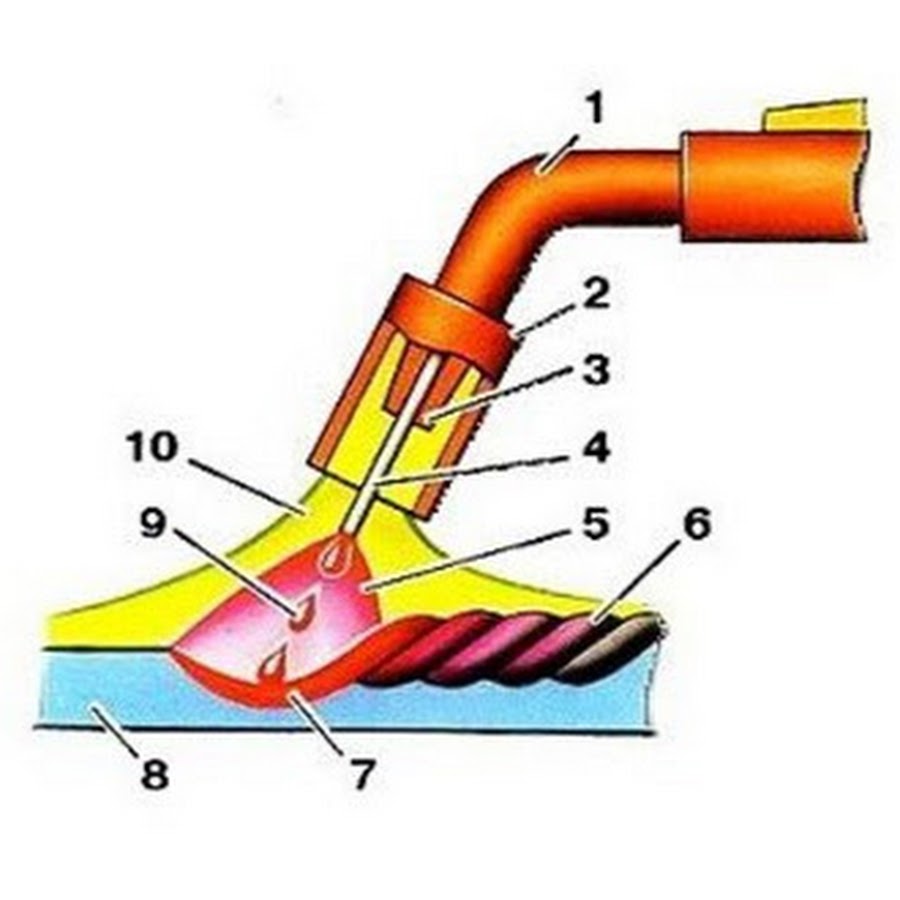 Мы используем его для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали.В нем используется ленточный механизм подачи проволоки со специальным флюсом.
Мы используем его для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали.В нем используется ленточный механизм подачи проволоки со специальным флюсом.
Железная основа под флюсом — Мы можем увеличить осаждение, добавив железосодержащий основной материал для соединения под слоем флюса. Здесь утюг расплавится и станет частью металлического шва. Осаждение металла увеличивается без ухудшения свойств основного материала.
Проволока для холодной присадки — Пруток для холодной присадки может быть добавлен в качестве специального сплава для увеличения наплавки металла. Улучшает свойства наплавленного материала.Здесь можно использовать порошковый электрод.
Материал, используемый при сварке под флюсом Сварочный флюс и плавящаяся электродная проволока — это материалы, используемые при сварке под флюсом. Слой флюса защищает дугу и расплавленный металл от атмосферных примесей кислорода и азота.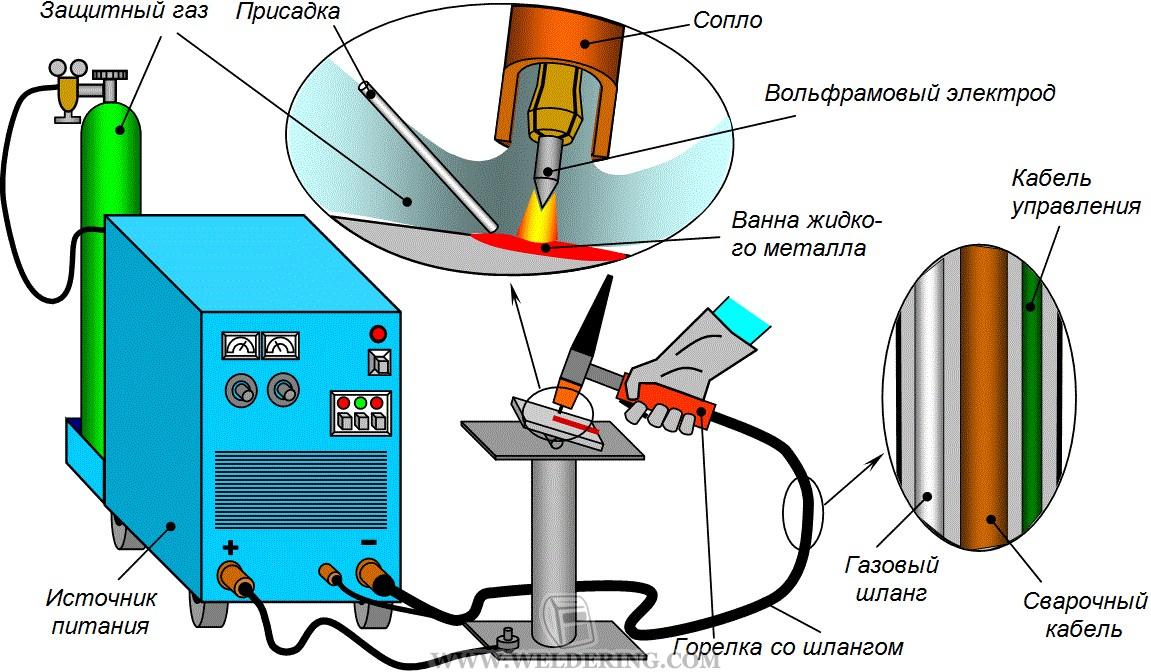 Он обладает свойствами поглотителя и раскислителя, который удаляет эти загрязнения из сварочной ванны. Флюс придает свойства сплава, но после охлаждения он образует стеклообразный шлак. Шлак защищает сварочную поверхность.Нерасплавленный флюс остается неизменным и собирается, чтобы повторно использовать его для дальнейшей эксплуатации.
Он обладает свойствами поглотителя и раскислителя, который удаляет эти загрязнения из сварочной ванны. Флюс придает свойства сплава, но после охлаждения он образует стеклообразный шлак. Шлак защищает сварочную поверхность.Нерасплавленный флюс остается неизменным и собирается, чтобы повторно использовать его для дальнейшей эксплуатации.
Флюс при плавлении образует шлак, который легко отслаивается без особых усилий. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Они разрабатывают флюсы для определенных целей. Эти флюсы бывают разных размеров, а частицы предназначены для конкретного применения.
Заключение Он использует процесс дуговой сварки под флюсом для сварки тяжелых металлов и тяжелых конструкций.Самый быстрый и мощный процесс дуговой сварки с наилучшей производительностью наплавки. Сварка SAW — это процесс сварки, выбранный в соответствии с потребностями проекта.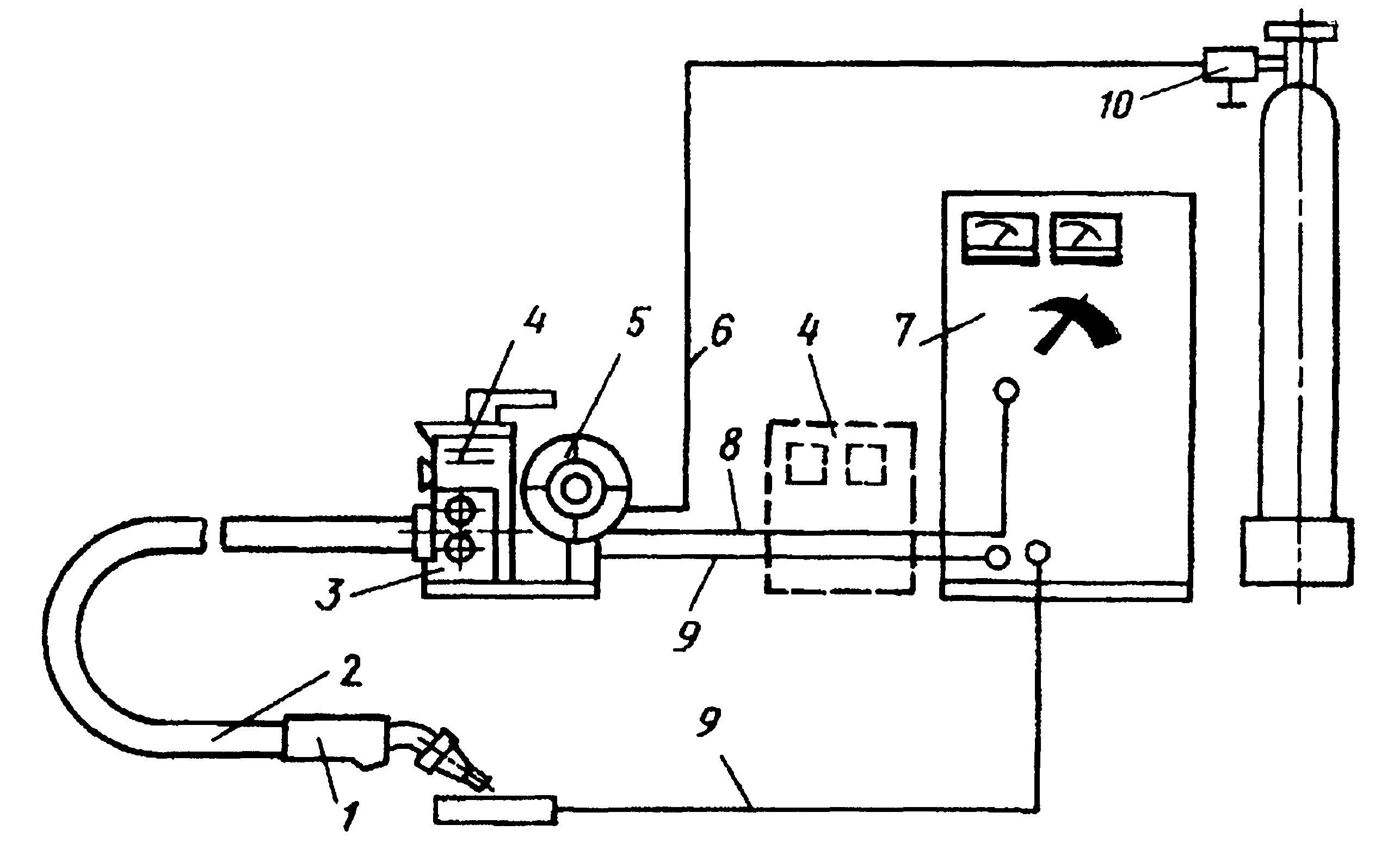 Если вам нужно сварить тяжелую сварку на заводе, трубопроводах, котлах или рельсах, вы можете выбрать аппарат для дуговой сварки под флюсом.
Если вам нужно сварить тяжелую сварку на заводе, трубопроводах, котлах или рельсах, вы можете выбрать аппарат для дуговой сварки под флюсом.
Теперь ваша очередь задать мне вопрос. Мы готовы оказать любую помощь в выборе.
Часто задаваемые вопросыДля чего используется процесс сварки пилой?
Промышленности, где требуется длительная свадьба в толстых сталях.Процесс включает в себя соединение между стальными компонентами с помощью электрической дуги, погруженной под слой флюса.
Почему сварка под флюсом называется сваркой под флюсом?
Процесс показывает, как дуга и зона сварки покрываются слоем флюса. Он погружен под флюс, при нагревании становится электропроводным и помогает в создании дуги.
Какой тип электрода используется при сварке пилой?
В сварке под флюсом используются два материала.Сварочный флюс и плавящаяся электродная проволока. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот.
Какие ограничения существуют при сварке пилой?
Есть несколько основных ограничений, это может быть выполнено в одном положении для плоской сварки. Расплавленный металл подходит только для позиций 1F, 1G и 2F. Он также не подходит для тонких металлов.
Какой тип электродов используется при сварке под флюсом?
Используются как положительный (DCEP), так и отрицательный (DCEN) ток.Постоянный тип прямой мощности более популярен для сварки под флюсом проволокой 3,2 мм и проволокой малого диаметра.
Справочные материалы по дуговой сварке под флюсом
Дуговая сварка под флюсом — Википедия
Дуговая сварка под флюсом pdf
Подробный обзор GMAW
Одним из наиболее важных и универсальных промышленных процессов сварки является дуговая сварка металлическим электродом в газе или GMAW. Этот важный процесс позволяет выполнять сварку всех имеющихся в продаже сплавов и металлов, а также быть совместимым со всеми положениями сварки. Тем не менее, как и любой другой сварочный процесс, у него есть свои достоинства и недостатки.
Тем не менее, как и любой другой сварочный процесс, у него есть свои достоинства и недостатки.
Что такое GMAW?
При газовой дуговой сварке металлическим электродом (GMAW) используется непрерывно подаваемый расходный проволочный электрод и источник питания для создания электрической дуги между электродом и рабочим пространством, которая, в свою очередь, нагревает металлы, позволяя им соединяться. Защитный газ также используется для защиты сварного шва от загрязнения окружающей среды. Если используется инертный газ, то процесс сварки часто называют сваркой «MIG» для металла в инертном газе.Если используется активный газ, то процесс часто называют сваркой «MAG» для металла активным газом. Процесс также можно назвать режимом переноса металла. Например, «GMAW-P» — это импульсная газовая дуговая сварка металла. Ниже мы рассмотрим режимы переноса металла.
Как указано выше, GMAW может использовать инертный или активный газ в качестве защитного газа и имеет несколько режимов переноса металла. Обычно он использует систему постоянного напряжения постоянного тока, но может также использовать переменный ток и диапазон различных ампер и вольт, а также проволочные электроды разного диаметра.Наконец, это может быть полуавтоматический процесс с участием человека-оператора или он может быть полностью автоматическим для большей производительности. Этот набор опций означает, что при правильной настройке GMAW может использоваться практически с любым промышленным металлом или сплавом и в любом положении сварки.
Обычно он использует систему постоянного напряжения постоянного тока, но может также использовать переменный ток и диапазон различных ампер и вольт, а также проволочные электроды разного диаметра.Наконец, это может быть полуавтоматический процесс с участием человека-оператора или он может быть полностью автоматическим для большей производительности. Этот набор опций означает, что при правильной настройке GMAW может использоваться практически с любым промышленным металлом или сплавом и в любом положении сварки.
Режимы переноса металла для GMAW
GMAW может использовать один из следующих режимов переноса металла:
Globular — Режим глобулярного переноса металла использует диоксид углерода в качестве защитного газа, что является преимуществом, поскольку диоксид углерода дешевле, чем аргон, другой основной защитный газ.Кроме того, глобулярный режим имеет высокую скорость наплавки, что обеспечивает более высокую скорость сварки. Тем не менее, шаровидный элемент также имеет тенденцию выделять много тепла по сравнению с другими режимами, часто создает неровные или неровные сварочные поверхности, склонен к разбрызгиванию, требует более толстых деталей и должен использоваться на плоских или горизонтальных позициях сварки. Эти недостатки делают его одним из наименее используемых вариантов GMAW для промышленной сварки.
Эти недостатки делают его одним из наименее используемых вариантов GMAW для промышленной сварки.
Короткое замыкание — Режим передачи с коротким замыканием часто известен как SCT или GMAW с короткой дугой.В этом режиме расплавленные капли металла фактически перекрывают пространство между электродом и сварочной ванной, тем самым гася дугу. Однако почти сразу поверхностное натяжение между расплавленным валиком и сварочной ванной заставляет валик оторваться от электрода и дуга снова зажигается. Этот процесс происходит примерно 100 раз в секунду и не виден человеческому глазу, в результате чего дуга остается постоянной. Однако для этого процесса требуется более низкая скорость подачи проволоки.Он также имеет то преимущество, что его можно использовать для обработки более тонких деталей по сравнению с шаровидным методом; однако его можно использовать только для черных металлов, а при использовании для более толстых металлов это может привести к недостаточному проплавлению сварного шва и отсутствию плавления.
Распыление — Режим переноса распылением является оригинальным методом переноса для GMAW и был разработан в 1940-х годах для сварки цветных металлов, таких как алюминий. В этом режиме переноса сварочный электрод быстро проходит по стабильной электрической дуге к рабочему пространству, что приводит к лучшей отделке шва с очень небольшим количеством брызг или без них.Это возможно, потому что при более высоких токах и напряжениях расплавленные капли превращаются из глобул в более мелкие и, в конечном итоге, в испаренный пар. Однако для этого требуется больше тепла и большая сварочная ванна, что обычно означает, что толщина заготовки должна быть не менее четверти дюйма или более. Большая сварочная ванна также ограничивает возможные положения сварного шва.
Импульсное распыление — Режим импульсного распыления, часто называемый просто импульсной сваркой металлической дугой в импульсном газе, импульсной сваркой MIG или GMAW-P, представляет собой разновидность режима распыления. Однако вместо стабильного тока используется пульсирующий ток. Это позволяет одной капле расплавленного металла падать за импульс. Средний ток также ниже, что снижает нагрев и позволяет уменьшить сварочную ванну. Низкая температура нагрева и меньшая сварочная ванна позволяют выполнять сварку более тонких металлических деталей во всех положениях сварного шва. Это делает GMAW-P одним из самых полезных и популярных процессов промышленной сварки. Подробнее об этом мы поговорим в следующей статье.
Однако вместо стабильного тока используется пульсирующий ток. Это позволяет одной капле расплавленного металла падать за импульс. Средний ток также ниже, что снижает нагрев и позволяет уменьшить сварочную ванну. Низкая температура нагрева и меньшая сварочная ванна позволяют выполнять сварку более тонких металлических деталей во всех положениях сварного шва. Это делает GMAW-P одним из самых полезных и популярных процессов промышленной сварки. Подробнее об этом мы поговорим в следующей статье.
Преимущества GMAW
- GMAW может быть полностью автоматическим, что увеличивает производительность.
- GMAW можно использовать для всех металлов и сплавов.
- GMAW можно использовать во всех положениях сварки.
- GMAW производит более низкий уровень дыма по сравнению с FCAW или SMAW.
- GMAW требует меньше навыков оператора, чем SMAW. В
- GMAW используется электрод с непрерывной подачей, что, в свою очередь, сводит к минимуму дефекты, поскольку не требуется перезапуск.
- GMAW не использует шлак, что снижает очистку после сварки.
- GMAW имеет хорошее проплавление швов, что обеспечивает хорошую прочность при меньших размерах сварных швов.

Недостатки GMAW
- GMAW использует относительно сложное и дорогое оборудование по сравнению с другими процессами.
- GMAW менее портативен, чем SMAW.
- GMAW нельзя использовать в зонах с сквозняками или на открытом воздухе, так как это приведет к рассеиванию защитного газа.
- GMAW менее подходит для небольших, ограниченных пространств из-за характера сварочной горелки и необходимости в установке газовой защиты относительно близко к области сварного шва. Для
- GMAW требуются очень чистые неблагородные металлы без ржавчины.
- GMAW имеет более низкую производительность наплавки, чем FCAW, при сварке в нерабочем положении.
- GMAW требует тщательной настройки параметров процесса, чтобы избежать дефектов плавления, особенно на более толстых основных металлах.

STI Group уделяет большое внимание сварке и качеству и предлагает надежные, тщательно сконфигурированные сварочные аппараты GMAW, которые идеально подходят для широкого спектра требований промышленной сварки. Мы всегда будем стремиться производить только стабильные, прочные и бездефектные сварные швы, и GMAW — отличный инструмент для этого благодаря своей гибкости и разнообразию применения.
:
Как BEPeterson выполняет все сварочные требования клиентов
С 1935 года компания BEPeterson предоставляет услуги премиум-класса для производства сосудов высокого давления. Среди наших разнообразных услуг мы отмечаем наши универсальные сварочные процессы, основанные на решениях. Мы предлагаем ряд сварочных услуг, которые могут удовлетворить различные требования различных заказчиков к изготовлению металлических изделий. Предлагает широкий спектр методов сварки Наша команда состоит из опытных и сертифицированных сварщиков, обладающих знаниями для выполнения различных типов сварочных процедур:- Дуговая сварка под флюсом (SAW): Сварка SAW включает создание дуги между заготовкой и электродом с непрерывной подачей. Гранулированный флюс используется для создания защитного экрана вокруг зоны сварки. Дуга погружена во флюс, который покрывает зону расплава и предотвращает разбрызгивание. Многие из наших клиентов запрашивают эту процедуру сварки, поскольку она известна своей высокой производительностью. В BEPeterson мы используем автоматическое и полуавтоматическое оборудование для выполнения этого процесса сварки.
- Дуговая сварка под флюсом (SAW): Сварка SAW включает создание дуги между заготовкой и электродом с непрерывной подачей.
 Гранулированный флюс используется для создания защитного экрана вокруг зоны сварки. Дуга погружена во флюс, который покрывает зону расплава и предотвращает разбрызгивание. Многие из наших клиентов запрашивают эту процедуру сварки, поскольку она известна своей высокой производительностью. В BEPeterson мы используем автоматическое и полуавтоматическое оборудование для выполнения этого процесса сварки.
Гранулированный флюс используется для создания защитного экрана вокруг зоны сварки. Дуга погружена во флюс, который покрывает зону расплава и предотвращает разбрызгивание. Многие из наших клиентов запрашивают эту процедуру сварки, поскольку она известна своей высокой производительностью. В BEPeterson мы используем автоматическое и полуавтоматическое оборудование для выполнения этого процесса сварки.- Сварка MIG: Сварка MIG, также известная как газовая дуговая сварка (GMAW), включает образование электрической дуги между металлическими деталями и расходуемой проволокой.Дуга нагревает детали, вызывая их слияние. Мы предоставляем нашим клиентам полуавтоматическую сварку MIG. В зависимости от требований клиента мы также можем предоставить услуги традиционной сварки MIG или импульсной сварки MIG.
- Сварка TIG: Сварка TIG, также известная как газовая вольфрамовая дуговая сварка (GTAW), включает в себя использование вольфрамового электрода для выполнения процесса сварки. В этом процессе в качестве защитного газа используется аргон, а наполнитель добавляется отдельно.Это делает процесс довольно гибким. Мы предлагаем это как автоматический процесс сварки, и при этом поддерживается высокий уровень качества сварки.
- Сварка TIG: Сварка TIG, также известная как газовая вольфрамовая дуговая сварка (GTAW), включает в себя использование вольфрамового электрода для выполнения процесса сварки.
 В этом процессе в качестве защитного газа используется аргон, а наполнитель добавляется отдельно.Это делает процесс довольно гибким. Мы предлагаем это как автоматический процесс сварки, и при этом поддерживается высокий уровень качества сварки.
В этом процессе в качестве защитного газа используется аргон, а наполнитель добавляется отдельно.Это делает процесс довольно гибким. Мы предлагаем это как автоматический процесс сварки, и при этом поддерживается высокий уровень качества сварки.- Дуговая сварка с флюсовым сердечником (FCAW): Этот метод включает использование трубчатого электрода, заполненного флюсом, для создания дуги. Может выполняться с защитным газом или без него. Что делает FCAW уникальным, так это то, что с помощью этого метода можно разработать конкретный химический состав сварочного сплава. Дуговая сварка под флюсовым сердечником — это автоматический процесс сварки, который мы предлагаем нашим клиентам в соответствии с индивидуальными требованиями. блок питания и кабели, а также электрододержатель.На электрод нанесено покрытие, и он создает дугу, касаясь заготовки и быстро вынимая ее. Мы в BEPeterson можем обеспечить этот процесс сварки как в автоматическом, так и в ручном режиме.
Использование новейшего сварочного оборудования
Вместе с нашей командой сертифицированных сварщиков мы используем ручное, полуавтоматическое и автоматическое сварочное оборудование для удовлетворения потребностей клиентов в сварке. Мы выполняем все сварочные процессы на собственном предприятии, используя современное сварочное оборудование:
- Два сварочных манипулятора 12ÔÇ▓
- Тридцать сварочных постов
- A Внешний продольный закаточный станок 72 ″ (толщиной до 3/8 ″)
- Различные виды автоматической сварки позиционеры до 5000 фунтов.
- Полуавтоматическая сварка под дуги
Работа с материалами эклектического производства
Наш многолетний опыт и новейшее сварочное оборудование позволяют нам работать с различными типами материалов для удовлетворения требований наших промышленных клиентов. В BEPeterson мы используем следующие материалы для сварки и изготовления металлов:
- Углеродистые стали
- SS 200, серии 300
- Алюминиевые никелевые сплавы
- SS серии 1000, 5000, 6000
- Хастеллойные и монелевые сплавы
- Нержавеющие стали 2205 и 2207 дуплекс
- Hard Faced materisl
Протестировано и сертифицировано!
Сертификация — один из важнейших аспектов успеха в производстве сосудов высокого давления.
Наши сварочные процессы соответствуют требованиям следующих стандартов:- ASME Sect 9
- AWS D1.1, D1.6
Мы также гарантируем, что все компоненты, произведенные с использованием любого сварочного процесса, проходят тщательную проверку. Наши процедуры испытаний включают:
- Рентген — неразрушающий контроль
- Ультразвуковой контроль
- Вихретоковый контроль
- Гидростатические и вакуумные испытания
- Оценка проницаемости жидкого красителя
Компания BEPeterson обеспечивает качественную сварку на всем пути.Наши сварочные процессы поддерживаются высококачественным оборудованием, авторизованными сварщиками и сертификатами. Наши процессы хвалят заказчики из многих отраслей, включая нефтегазовую, судостроительную, строительную и трубопроводную.
Сварка МИГ: принцип, работа, оборудование, применение, преимущества и недостатки
Сегодня мы узнаем, что такое принцип сварки MIG, работа, оборудование, применение, преимущества и недостатки. MIG — это сварка металла в инертном газе, или иногда ее называют дуговой сваркой металла в газовой среде.Эта сварка аналогична сварке TiG , за исключением замены неплавящегося электрода на плавящуюся электродную проволоку. Этот процесс представляет собой автоматизированный или полуавтоматический процесс дуговой сварки, в котором инертные газы используются в качестве защитного газа и используется плавящийся проволочный электрод. Эта сварка была разработана для сварки алюминия или других цветных металлов в 1940 году. В настоящее время она используется в каждом промышленном или производственном процессе благодаря ее высокой скорости, простоте управления и легко автоматизированным качествам. В основном он используется в промышленности по производству листового металла или в автомобильной отраслях.Сварка МИГ:
Принцип:
Mig работает по тому же принципу, что и дуговая сварка TIG или . Он работает по основному принципу выработки тепла за счет электрической дуги. Это тепло в дальнейшем используется для плавления металла расходуемого электрода и основных пластин, которые вместе затвердевают и образуют прочное соединение. Защитные газы также подаются через сопло, которое защищает зону сварки от других химически активных газов. Это дает хорошее качество поверхности и более прочный шов.Оборудования:
Источник питания:
В этом процессе сварки типа используется источник постоянного тока с обратной полярностью.Обратная полярность означает, что электрод или проволока сварочного электрода MIG подключена к положительной клемме, а заготовка — к отрицательной клемме. Это связано с принципом электрической схемы, согласно которому 70% тепла всегда находится на положительной стороне. Таким образом, обратная полярность гарантирует, что максимальное количество тепла выделяется на стороне инструмента, которое плавит присадочный металл надлежащим образом. Прямая полярность может вызвать нестабильную дугу, которая приведет к сильному разбрызгиванию. Источник питания состоит из блока питания, трансформатора, выпрямителя, который преобразует переменный ток в постоянный, и некоторых электронных устройств управления, которые регулируют подачу тока в соответствии с требованиями сварки.Система подачи проволоки:
Мы знаем, что сварка MIG требует непрерывной подачи плавящегося электрода для сварки двух пластин. Этот расходуемый электрод используется в виде проволоки. Эта проволока непрерывно подается механизмом или системой подачи проволоки. Он контролирует скорость подачи проволоки, а также перемещает сварочную горелку для формования проволоки в зону сварки. Они доступны в различных формах и размерах. Он состоит из держателя пула проволоки, приводного двигателя, набора приводных роликов и средств управления подачей проволоки. Скорость подачи проволоки напрямую контролирует подачу тока через источник питания.Если скорость подачи проволоки высока, в зоне сварки требуется больший ток, чтобы произвести должный нагрев для ее плавления.
Сварочная горелка:
Эта горелка немного отличается от горелки, используемой для сварки TIG. В этой горелке есть механизм, который удерживает проволоку и непрерывно подает ее с помощью механизма подачи проволоки. Передний конец горелки снабжен соплом. Сопло используется для подачи инертных газов. Эти газы образуют защитную зону вокруг зоны сварного шва и защищают ее от окисления.Сварочная горелка имеет воздушное или водяное охлаждение в зависимости от требований. При подаче большого тока горелка охлаждается водой, а при низком — воздушным.
Защитные газы:
Основная функция защитных газов — защищать зону сварки от других химически активных газов, таких как кислород и т. Д., Которые могут повлиять на прочность сварного соединения. Эти защитные газы также образуют плазму, которая помогает при сварке. Выбор газа зависит от сварочного материала. В качестве защитных газов в основном используются аргон, гелий и другие инертные газы.
Регуляторов:
Как следует из названия, они используются для регулирования потока инертных газов из баллона.
Инертные газы наполняются в баллон под высоким давлением. Эти газы нельзя использовать при таком давлении, поэтому между подачей газов используется регулятор, который снижает давление газов в соответствии с требованиями сварки.Рабочий:
Его работу можно резюмировать следующим образом.
- Сначала ток высокого напряжения преобразуется в источник постоянного тока с высоким током при низком напряжении.Этот ток проходит через сварочный электрод.
- В качестве электрода используется расходная проволока. Электрод подключается к отрицательной клемме, а деталь — к положительной клемме.
- Из-за источника питания между электродом и заготовкой образуется тонкая интенсивная дуга. Эта дуга используется для производства тепла, которое плавит электрод и основной металл. В основном электрод состоит из основного металла для создания равномерного соединения.
- Эта дуга хорошо защищена защитным газом. Эти газы защищают сварной шов от других химически активных газов, которые могут снизить прочность сварного соединения.
- Этот электрод непрерывно перемещается по зоне сварки для обеспечения надлежащего сварного соединения. Угол направления движения должен составлять 10-15 градусов. Для угловых соединений угол должен составлять 45 градусов.
Приложения:
- MIG лучше всего подходит для изготовления листового металла.
- Обычно с помощью этого процесса можно сваривать все доступные металлы.
- Может использоваться для сварки с глубокими канавками.
Преимущества и недостатки:
Преимущества:
- Обеспечивает более высокую производительность наплавки.
- Это быстрее по сравнению с дуговой сваркой, так как присадочный материал подается непрерывно.
- Обеспечивает чистый сварной шов лучшего качества.
- Шлакообразование отсутствует.
- Минимизировать дефект сварного шва .
- При этой сварке образуется очень мало шлака.
- Применяется для сварки с глубоким разделом кромок.
- Легко поддается автоматизации.
Недостатки:
- Не может использоваться для сварки в труднодоступных местах.
- Более высокая начальная стоимость или стоимость установки.
- Нельзя использовать для наружных работ, так как ветер может повредить газовую защиту.
- Требовалась высококвалифицированная рабочая сила.
Это все о том, что такое MIG-сварка, принцип работы, оборудование, применение, преимущества и недостатки с его схемой. Если у вас есть какие-либо вопросы относительно этой статьи, задавайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей.Спасибо, что прочитали.
Сварка под флюсом
Процесс дуговой сварки под флюсом — это процесс сварки в ограниченном положении. ВЫБОР ПРОДУКЦИИ ПОД ЗАГОЛОВОК. В отраслях промышленности, где требуется длительная свадьба в толстой стали.
Процесс включает в себя соединение между стальными компонентами с помощью электрической дуги, погруженной под покров из флюса. Дуговая сварка под флюсом, используемая на машине или автомате, исключает врожденную человеческую ошибку, и сварка будет более равномерной и без дефектов.Постоянный тип прямой мощности более популярен для сварки под флюсом проволокой 3,2 мм и проволокой малого диаметра. Сварка под флюсом (SAW) — это обычный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой. Когда требуется большое количество присадочного материала, процесс дуговой сварки обеспечивает высокую производительность наплавки с глубоким проваром. Многопроволочная система — Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. Имеет степень магистра (М.Tech.) SubCOR®SL — бесшовная порошковая проволока под флюсом Cromastrip — дуга под флюсом и электрошлаковая лента Hobart обеспечивает проверенную производительность, решая конкретные задачи с помощью широкого спектра решений для дуговой сварки под флюсом сегодня и в будущем. С двумя источниками питания и двумя электродами. Чтобы предотвратить окисление, электрод и расплавленный основной материал защищают от окисления порошком флюса. Покрытие из порошкового флюса создает экран защитного газа и шлак (а также может использоваться для добавления легирующих элементов в сварочную ванну), который защищает зону сварного шва.Шлак здесь имеет более низкую плотность и всплывает к верхней части валика. Метод подходит для стыковой и угловой сварки таких применений, как конструкционные элементы на судах, производство сосудов высокого давления, мостовых балок, массивных водопроводных труб, тонколистовых кожухов и так далее. Слишком высокая скорость может привести к образованию поднутрений и пористости из-за более быстрого замораживания. Полярность с максимальным нагревом способствует отрицательному полюсу. Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса.Определение дуговой сварки под флюсом. Нанесение флюса на неровные края невозможно, и это может привести к их прожиганию. Для чего используется процесс сварки пилой? Сварочный флюс и плавящаяся электродная проволока. 2. Чрезвычайно высокая скорость и производительность наплавки. 3. Гладкий, однородный шов без брызг. Этот флюс защищает от атмосферного загрязнения. Сварка под флюсом, сокращенно сварка под флюсом, представляет собой процесс дуговой сварки, при котором сварочная дуга незаметно горит между бесконечным электродом и заготовкой.Чем выше скорость, тем тоньше валик с меньшим проникновением. Если две дуги постоянного тока расположены близко друг к другу, возникает тенденция к интерференции дуги. Особенности процесса. Слой флюса защищает дугу и расплавленный металл от атмосферных примесей кислорода и азота. Некоторые из распространенных вариантов: отдельный источник питания с двухпроводной системой, отдельный источник питания с трехпроводной системой. 5. Дуговая сварка под флюсом широко используется для сварки толстых деталей, включая строительство стальных конструкций, продольных стыков толстостенных труб большого диаметра, различных компонентов тяжелого оборудования, паровых барабанов котлов, сосудов высокого давления и резервуаров для хранения. По прочности и пластичности наплавленный металл превосходит низкоуглеродистую сталь и низколегированный материал. Эти флюсы бывают разных размеров, а частицы предназначены для конкретного применения. Увеличение вылета увеличивает скорость наплавки. Необходимость сварки может быть внутреннего или внешнего диаметра. Минимальное лицо с широким корнем требует подкладочного бара, там ничего нет, чтобы поддерживать расплавленный металл. Аппарат для дуговой сварки под флюсом доступен в диапазоне от 300 ампер до 1500 ампер. Это усложнит систему управления.ИНФОРМАЦИЯ О ПРОДУКТЕ. Покрытие из порошкового флюса создает экран защитного газа и шлак (а также может использоваться для добавления легирующих элементов в сварочную ванну), который защищает зону сварного шва. В сочетании с источниками сварочного тока Kjellberg они создают многочисленные возможности для индивидуальных решений. Для разных задач требуются разные типы флюсов, но всякий раз, когда появляется флюс OELIKON, это лучший компромисс с точки зрения производительности и механических свойств. Чем длиннее вылет, тем хуже проникновение.Сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродом и металлом. Что такое дуговая сварка под флюсом? Низкое напряжение создает более жесткую дугу, улучшая проникновение в глубокую канавку. Двухпроводная тандемная система — это положение электрода требуется, если требуемая глубина проникновения очень велика. Улучшает свойства наплавленного материала. Сварка под флюсом. Проблем много, но одна из них — электродная проволока может искривляться, покидая сопло и пистолет.Сварка под флюсом Концепция узлов сварочных автоматов серии KA является основой для различных технологических системных решений. Область дуги и зона расплава получают защиту от атмосферного загрязнения путем погружения под слой гранулированного флюса. Разнообразные сварочные флюсы и проволока предназначены для совместной работы и обеспечивают отличные сварочные характеристики и свойства. Кроме того, этот процесс особенно эффективен — SAW представляет собой процесс электросварки плавлением, когда дуга покрывается слоем флюса.Поддержание точного размера сварного шва и слепое заполнение сварной канавки может оказаться непростой задачей. Удобство для оператора — отсутствие видимой дуги и брызг. Если вам нужно сварить тяжелую сварку на заводе, трубопроводах, котлах или рельсах, вы можете выбрать аппарат для дуговой сварки под флюсом. Он не может судить о качестве или каких-либо дефектах. Первый патент на процесс дуговой сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги… Шлак, образованный из флюса, защищает… SubCOR®SL — бесшовную порошковую проволоку под флюсом Cromastrip — дугу под флюсом и электрошлаковые ленты Hobart поставляет Проверенная производительность, решение конкретных задач с помощью широкого спектра решений для дуговой сварки под флюсом сегодня и в будущем.Цифровая дуга под флюсом SubArc DC Digital — источники сварочного тока Digital Серия источников питания, элементов управления интерфейсом и аксессуаров включает в себя электронику цифрового управления и связи, предназначенную для улучшения характеристик сварки и упрощения интеграции оборудования в более сложные приложения. Дуговая сварка под флюсом — это процесс, в котором соединение металлов производится путем нагрева дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Чаще всего операторы программируют производственную машину на автоматическое выполнение сварки под флюсом.Толщина металла должна составлять 4,8 мм, меньшая толщина обожжет металл. Сварка под флюсом также является гораздо более безопасным способом выполнения сварных швов с использованием дуговой сварки. За несколько проходов получается лучший и качественный сварной шов. Сварка под флюсом особенно эффективна и экономична при использовании толстых листов и длинных сварных швов. Дуга защищена слоем гранулированного легкоплавкого материала на рабочем месте. Это первая автоматическая сварка, на которую был выдан первый патент в 1930-х годах. Пила — обычно механизированный процесс.Используются как положительный (DCEP), так и отрицательный (DCEN) ток. Здесь можно использовать порошковый электрод. Первый патент на процесс сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги под слоем гранулированного флюса. Давление не используется. Присадочный металл получается из электрода или из дополнительного сварочного стержня. Этот процесс лучше всего подходит для сварки низко-среднеуглеродистых сталей, низколегированных и высокопрочных сталей, закаленных сталей, закаленной стали и нержавеющей стали.Осаждение переменного тока находится между DCEP и DCEN. Аппараты для дуговой сварки под флюсом от Lincoln Electric обеспечивают максимальный контроль наплавки и проплавления в средах с одной или несколькими дугами. Осаждение металла увеличивается без ухудшения свойств основного материала. В автоматическом режиме он прикрепляет горелку к двигателям подачи проволоки и наконечнику датчика тока для процесса сварки. Оборудование постоянного тока подходит для полуавтоматических приложений, в то время как источник переменного тока подходит только для автоматизации.Подготовка кромок необходима на листах толщиной более 16 мм, чтобы избежать чрезмерной высоты армирования, которая обычно должна быть ограничена… Металл шва опускается вниз с затвердеванием. Металл шва, наплавленный дуговой сваркой под флюсом, имеет высокое качество. Какие ограничения у пильной сварки? Это может произойти, если мы используем правильную комбинацию электрода, флюса и источника питания. Сварка под флюсом обычно используется в отраслях, где используются толстые стальные листы или требуются длинные сварные швы.Дуговая сварка под флюсом Современная сварка под флюсом представляет собой процесс дуговой сварки, в котором одна или несколько дуг, образованных между одним или несколькими проволочными электродами без покрытия и заготовкой, обеспечивают объединение тепла. Это может задержать флюс у основания сварки. Сила постоянного тока неизменно используется при сварке SAW. Чтобы преодолеть эти недостатки, могут быть добавлены различные приспособления, приспособления, указатель, световой луч и роликовые направляющие для оценки и улучшения результата. Если вы думаете об использовании SAW, рассмотрите множество факторов, которые влияют на успех процесса.Дуговая сварка под флюсом (SAW) Основными преимуществами сварки под флюсом являются эффективность и качество. Теперь ваша очередь задать мне вопрос. Просмотреть все сообщения Рамаканта Шармы, Ваш электронный адрес не будет опубликован. Большая часть сварочной линии PEB оснащена источником питания Kaiyuan SAW с двухпроводной сварочной головкой. Процесс сварки под флюсом широко используется при производстве толстых стальных листов. Пила обычно работает как механизированный процесс. Благодаря высокому рабочему циклу теперь можно сваривать длинные сварные швы без перерыва.Дуга и сварочная ванна покрыты гранулированным порошком (флюсом). Прежде чем перейти к подробному изучению дуговой сварки под флюсом, давайте также сделаем небольшой обзор дуговой сварки. Процесс сварки SAW является непрерывным, и длина одного шва может достигать 10 минут. Защитный газ не требуется. Дуга автоматически сохраняется флюсом. Мы называем это поперечным положением электрода. Сварка под флюсом позволяет проводить ее быстро и последовательно. Сварочный ток (обычно от 300 до 1000 ампер), напряжение дуги и скорость движения — все это влияет на форму валика, глубину проплавления и химический состав наплавленного металла шва. Скорость движения влияет на сварной шов и проплавление. Скорость наплавки при любой сварке увеличивается с увеличением «вылета». Шлак защищает сварочную поверхность. Are полностью погружен под слой гранул… Это может увеличить производительность наплавки до 20%. Затопленная дуга. Электрическая дуга передается на свариваемую деталь через плавящийся электрод. Главные особенности. Восстановление изношенных деталей и износостойких сплавов, тракторных катков, холостых колес, крановых шкивов.Они полностью разработаны собственными силами и производятся на нашем специализированном производственном предприятии в Хамме, Германия. 6. высокий коэффициент использования электродной проволоки. Этот процесс состоит из четырех компонентов. Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не подходят для сварки под SAW. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Подготовленный сварщик справится с этой проблемой. Из-за высокой степени автоматизации процесса сварки, установки предназначены в основном для выполнения горизонтальных и разделочных швов. Многоэлектродная проволока используется для дуг переменного и постоянного тока. Сварка SAW — это процесс сварки, выбранный в соответствии с потребностями проекта. 4 лучших способа сварки нержавеющей стали [Краткое руководство], 6 лучших портативных сварочных генераторов в 2020 году [Надежные обзоры и сравнения]. Дуга находится под защитным слоем флюса и обычно не видна во время сварки. Существует множество вариантов процесса, которые добавляют дополнительные возможности процессу дуговой сварки под флюсом. Bilim Sok. Мы должны рассмотреть этот фактор подробно для лучших результатов.Существует четыре причины увеличения количества осаждений при сварке SAW. Введение в SAW Сварка под флюсом (SAW) — это метод, при котором тепло, необходимое для плавления металла, генерируется дугой, образованной электрическим током, проходящим между электродом и заготовкой. Нет видимой дуги и искр, брызг или брызг. дым. Цифровая дуга под флюсом SubArc DC Digital — источники сварочного тока Digital Серия источников питания, элементов управления интерфейсом и аксессуаров включает в себя электронику цифрового управления и связи, предназначенную для улучшения характеристик сварки и упрощения интеграции оборудования в более сложные приложения. Образование дуги между проволочным электродом и заготовкой происходит так же, как при сварке MIG. Способ и возможности применения в позициях, свариваемых металлах и их диапазоне толщины. Это влияет на ширину и форму валика, поскольку при более высоком напряжении дуги валик будет плоским и широким. Кромки свариваемого металла должны быть чистыми и точно подогнанными. Здесь ведущий электрод положительный, а задний электрод отрицательный. Можно использовать разную полярность и разместить оба электрода рядом.Первый патент на процесс сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги под слоем гранулированного флюса. Дуговая сварка под флюсом или SAW — это обычно используемый процесс сварки толстых стальных листов или длинных сварных швов. 1. Первый электрод выполняет копание, а второй электрод заполняет стык. Нам нужен источник питания для этой дуговой сварки под флюсом со 100% -ным рабочим циклом. Этот флюс образует шлак, более легкий, чем наплавленный металл, в качестве защитного слоя. В этом случае дуговая сварка под флюсом — это как раз крайняя сварочная процедура.Red-D-Arc предлагает комплектные системы дуговой сварки под флюсом, доступные для продажи, аренды и аренды. Дуговая сварка под флюсом, часто сокращенно называемая SAW, представляет собой особый и популярный тип дуговой сварки, при котором область плавления и сварки покрывается слоем флюса, что дает сварщикам ряд преимуществ, от снижения УФ-излучения до обеспечения более высокого качества сварки. Национальный исследовательский центр структурной целостности, Гранта-Парк, Грейт-Абингтон, Кембридж, CB21 6AL, Великобритания. Нерасплавленный флюс остается неизменным и собирается, чтобы повторно использовать его для дальнейшей эксплуатации.Что из… Дуговая сварка под флюсом (SAW) — это специализированный вид дуговой сварки, при которой непрерывно подаваемый твердый или трубчатый электрод используется для образования дуги между двумя соединяемыми металлами. SAW означает сварку под флюсом. Несмотря на то, что аппарат для дуговой сварки под флюсом обычно применяется в промышленности в автоматическом или механическом режиме, доступны полуавтоматические аппараты для сварки под флюсом с оборудованием для подачи флюса. Низкое качество может привести к пористости. Фильтры Магазин по бренду. Процесс может быть автоматическим или полуавтоматическим.Более 40000+ сварочных аппаратов Kaiyuan SAW широко используются во всем мире. Сварка под флюсом (SAW) Трубы большого диаметра свариваются дуговой сваркой под флюсом (SAW) сначала изнутри, а затем снаружи (сварка в два прохода). Определение дуговой сварки под флюсом. Низкое напряжение приводит к получению узкого валика с высоким гребнем и затруднению удаления шлака. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Здесь утюг расплавится и станет частью металлического шва.К концу кабельной сборки прикреплен небольшой бункер для флюса. Сварочная головка используется для подачи флюса и присадочного металла в обрабатываемую зону. Сварной шов остается погруженным под слой флюса и шлака, поэтому это название называется дуговой сваркой под флюсом. Блок регенерации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Размер электрода может быть параметром для выбора силы тока для сварного шва.Газы успевают выйти. При нажатии на спусковой крючок флюс начинает оседать на свариваемом соединении. Обычные источники питания с рабочим циклом 60% могут иметь снижение номинальных характеристик в соответствии с кривой рабочего цикла 100%. Угол электрода, угол работы, толщина слоя флюса и расстояние между текущим наконечником и дугой (вылет). Процесс дуговой сварки под флюсом вызывает слипание металла за счет использования электрической дуги. Сварка под флюсом (SAW) может существенно улучшить скорость наплавки и производительность, а также обеспечить стабильное качество сварки.Аппараты для дуговой сварки под флюсом от Lincoln Electric обеспечивают максимальный контроль наплавки и проплавления в средах с одной или несколькими дугами. 7. простая автоматизация для высокого оператора. В процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве случаев. Угловые соединения также могут быть выполнены сваркой в плоском или горизонтально-вертикальном (PB) положениях. Количество проходов / размер валика, которые необходимо учитывать и определять соединение.Верхний слой остается неизменным и зернистым, и его можно использовать повторно. Автоматический метод — это кнопочная техника, и процесс применяется полуавтоматически, но не очень популярный метод сварки SAW. Постоянное напряжение с мощностью постоянного тока популярно для SAW с проволокой малого диаметра 3,2 мм. Сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродом и металлом. Дуга и сварочная ванна погружаются в слой гранулированного плавкого флюса на заготовке.При сварке под флюсом возможна односторонняя сварка с полным проплавлением корня. Очень большой однопроходный сварной шов может захватывать примеси, которые при затвердевании собираются, что приводит к растрескиванию по средней линии. Мы используем его для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали. Нормальное расстояние между наконечником и дугой составляет 25-38 мм. Изменение напряжения дуги находится в узких пределах. Мы можем переусердствовать, сделав дополнительный сварной шов, или можем перестараться, сделав меньше депозита. Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, при котором дуга возникает между неизолированным электродом и заготовкой.5. Отсутствие вспышки дуги, поэтому необходимость в защитной одежде минимальна. Хобарт готов расти и развиваться вместе с вашими потребностями. Наплавленный слой по внешнему диаметру, электрод должен располагаться вверху в положении «12 часов». Система сварки полос — используется для низкоуглеродистой и легированной стали с широким валиком с минимальным и равномерным проплавлением. Это первая автоматическая сварка, на которую был выдан первый патент в 1930-х годах. Ограничение связано с тем, что большие лужи расплава и шлак представляют собой жидкость, которую трудно удерживать на месте. Мы можем использовать квадратную канавку толщиной до 16 мм. как только флюс нагревается и плавится, чтобы получить высокую проводимость. При одном источнике питания для обоих электродов используется один и тот же приводной валок. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электрически проводящим для поддержания дуги. На спуске борт будет меньше и шире. Он писал статьи о технической сварке, участвовал в работе различных комитетов по сварке. Слой флюса покрывает поверхность, полностью предотвращая разбрызгивание, искры, пары и УФ-излучение.Kaiyuan предлагает высококачественные, надежные и высокопроизводительные аппараты для дуговой сварки под флюсом. Автоматический процесс обеспечивает единообразие и последовательность. Механизм подачи проволоки должен определять напряжение на дуге и поддерживать электродную проволоку в дуге для поддержания напряжения. Неправильная установка электрода может привести к включению шлака и плохой сварке. Точка, в которой ток должен вводиться в электрод и дуга, является вылетом. Сварочный процесс, в котором в качестве электрода используется неизолированная проволока, используется гранулированный флюс и процесс, характеризующийся его высокоскоростной сваркой, известен как (а) сварка в экранированной дуге (б) плазменная сварка (в) дуговая сварка под флюсом (г) Дуговая сварка металлическим газом 2.Сварочный ток имеет первостепенное значение, поскольку для однопроходного шва тока должно быть достаточно для достаточного проплавления без прожигания основного металла. Разработанная Институтом электросварки им. Е. О. Патона, Киев, во время Второй мировой войны, наиболее известное применение SAW было на танке Т34. Дуга погружена под покров из флюса и… Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы я в следующий раз прокомментировал это. Металл толщиной 6,4-25,4 мм требует подготовки кромок и сваривается за один проход.Сварку под флюсом можно использовать для очень широкого диапазона деталей. Работы включают сварку профилей, продольный шов труб большего диаметра, изготовление компонентов машин для всех видов тяжелой промышленности, а также изготовление сосудов . .. Всегда помня о достижении оптимальной ударной вязкости в сочетании с хорошей отделяемостью шлака и работоспособность. 4. мало или совсем нет дыма. Он погружен под флюс, при нагревании становится электропроводным и помогает в создании дуги.Они разрабатывают флюсы для определенных целей. Copyright © 2020 TWI Ltd. Все права защищены. Дуговая сварка под флюсом (SAW) — это распространенный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой. Дуговая сварка под флюсом 1. Самый быстрый и надежный процесс дуговой сварки с наилучшей производительностью наплавки. Поскольку оператор не может наблюдать за сварочной ванной, следует больше полагаться на настройку параметров и расположение присадочной проволоки. Механизм подачи проволоки с датчиком напряжения должен использоваться, когда применяется постоянный ток переменного / постоянного тока.С оборудованием переменного тока возможно использование нескольких электродов в специализированных областях применения. Эта процедура является частично или полностью автоматическим процессом. Ваш электронный адрес не будет опубликован. Покрытие из порошкового флюса создает защитный газовый экран и шлак в зоне сварного шва. Сварочные аппараты NIMAK для дуговой сварки под флюсом сочетают в себе высокую мощность и высочайший уровень. Количество подаваемого потока зависит от высоты пушки, удерживаемой над рабочей станцией. Сварочная головка используется для подачи флюса и присадочного металла в обрабатываемую зону.Параметры сварки аналогичны другим процессам дуговой сварки, за некоторыми исключениями. Это увеличивает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Предварительное нанесение флюса на свариваемое соединение не всегда возможно. Устройство для дуговой сварки Idealarc® DC-1000 — K1386-4. Какой тип электрода используется при сварке пилой? Подпишитесь на нашу рассылку, чтобы получать последние новости и события от TWI: сварка под флюсом (SAW) — это обычный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой. Дуга и сварочная ванна покрыты гранулированным порошком (флюсом). Чрезвычайно высокое напряжение дуги может вызвать растрескивание, поскольку чрезмерное плавление флюса с избытком раскислителей, переносимых в зону сварки, снижает пластичность. Сварочный флюс и плавящаяся электродная проволока — это материалы, используемые при сварке под флюсом. Процесс заключается в создании сварного соединения между стальными деталями с помощью электрической дуги, погруженной под слой порошкового флюса. Гладкая, качественная и однородная сварка без брызг, безопасна для сварщика, без брызг и дуги, без подготовки кромок материала толщиной менее 12 мм.Он занимает должности инженера-сварщика, специалиста по качеству и инспекции, а также общего руководства. Подъем обеспечивает глубокое проникновение узким бортом. Мы можем увеличить скорость наплавки, добавляя металлические добавки во флюс и используя дополнительные электроды. Путешествие может управляться вручную или машиной. Сильный флюс приведет к образованию узкого и выпуклого сварочного валика. В процессе сварки для внутренней окружности могут потребоваться электроды, расположенные под углом 6o по часовой стрелке. Он прикладывает постоянное напряжение, когда двухэлектродная проволока подается в дугу, подаваемую от одного источника сварочного тока.Magmaweld Uluslararası Ticaret A.Ş. Но этот процесс имеет дополнительное преимущество, заключающееся в экранировании гранулированным флюсом, что делает сварку под флюсом без брызг, дыма и УФ-излучения. Бункер для флюса хранит и контролирует флюс. Флюс может быть получен либо путем плавления компонентов с образованием стекловидного шлака (который затем измельчается с образованием порошка), либо путем агломерации компонентов с использованием связующего и процесса очистки. Электрод непрерывно движется с заданной скоростью для подачи на свариваемое соединение.При высоком напряжении дуги расходуется больше потока. Впервые он был запатентован Джонсом, Кеннеди и Ротермундом в 1935 году, когда они покрыли электрическую дугу под… Химией металла сварного шва трудно контролировать, поскольку флюсовые сплавы полностью изменят характеристики низколегированной стали. Книга • 1990. Дуговая сварка под флюсом была испытана экспериментально на таких металлах, как никелевый сплав, медный сплав и уран. Доступно более 150 комбинаций для однопроходной и многопроходной сварки как для автоматического, так и для полуавтоматического применения.Область дуги и зона расплава получают защиту от атмосферного загрязнения путем погружения под слой гранулированного флюса. При соединении с плотным корнем и большой гранью используется сильный ток с положительным электродом. По этой причине во всех ответственных конструкциях предпочтение отдается двухсторонним стыковым соединениям, сваренным с обеих сторон автоматической дуговой сваркой под флюсом. Подходит для таких металлов, как низкоуглеродистая сталь, сплавы со средним и высоким пределом прочности. Фильтры Магазин по бренду. Горизонтальный галтель может составлять до 9 штук.Сварка толщиной 5 мм за один проход. Он может сваривать только в горизонтальном направлении. Чаще всего сварка SAW выполняется в диапазоне 200-1200 ампер. Дуговая сварка под флюсом или SAW — это обычно используемый процесс сварки толстых стальных листов или длинных сварных швов. Он сочетает в себе производительность, качество и комфорт оператора. Флюс придает свойства сплава, но после охлаждения он образует стеклообразный шлак. Дуговая сварка под флюсом, часто сокращенно называемая SAW, представляет собой специфический и популярный тип дуговой сварки, при котором область плавления и сварки покрывается слоем флюса.Это дает сварщикам ряд преимуществ: от снижения УФ-излучения до обеспечения более высокого качества сварки. Сварка под флюсом — это процесс, в котором коалесценция достигается за счет нагрева дуговым разрядом между неизолированными электродами и изделием. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот. Сварочный шов одного размера может быть выполнен за несколько проходов или за несколько проходов, как предлагает металлургия. Процесс показывает, как дуга и зона сварки покрываются слоем флюса.Там, где процесс сварки обычно виден, при дуговой сварке под флюсом дуга буквально погружена в ванну с расплавленным флюсом, что делает невозможным увидеть дугу. С помощью электрода подаётся напряжение и на присадочный металл. Обязательные поля помечены *. Некоторые основные ограничения заключаются в том, что сварку можно выполнять в одном плоском положении. В случае более толстого металла на одной стороне сварного шва с большой корневой поверхностью мы можем удалить опорный стержень. Более 40000+ сварочных аппаратов Kaiyuan SAW широко используются во всем мире.Kaiyuan предлагает высококачественные, надежные и высокопроизводительные аппараты для дуговой сварки под флюсом. Большая скорость, лучшая скорость наплавки в более быстром темпе. в области металлургии и сварочных технологий Университета SLIET. Какой тип электрода используется при сварке под флюсом? Этот бункер обычно прикреплен к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления. Для подачи флюса в действие вступает сила тяжести. Ситуация кольцевого шва, когда детали вращаются под неподвижной головкой.Он зажигает дугу под прикрытием флюса. Дугу можно зажечь, поместив стальную вату между электродом и рабочим металлом и используя ток высокой частоты. Для разных задач требуются разные типы флюсов, но всякий раз, когда появляется флюс OELIKON, это лучший компромисс с точки зрения производительности и механических свойств. Основа железа под флюсом — мы можем увеличить осаждение, добавив материал основы железа в стык под слоем флюса. Сварочные электроды — узнайте о типах и использовании, подводная сварка — опасная профессия, 12 лучших советов по безопасности при сварке, чтобы избежать сварочных рисков, сварка TIG 101: все, что вам нужно знать о сварке TIG, советы по сварке палкой для искреннего улучшения вашей работы — Плюс Наши 12 приемов сварки: система сварки TIG переменным / постоянным током — на основе инвертора, серия дуговой сварки переменным током — на основе трансформатора, система импульсной сварки TIG — на основе инвертора.Сталь под углом 45 градусов, Кембридж, дуговая сварка под флюсом 6AL, Великобритания — обычное дело! Серия сварочных автоматов KA — это название серии сварочных автоматов под флюсом. Состав электродов для сварки под флюсом зависит от типа сварного шва … Чтобы обеспечить оптимальную ударную вязкость в сочетании со сварочными швами под флюсом, можно быстро добиться превосходного качества. Обеспечивает глубокое проникновение с помощью полосы толщиной 0,5 мм, обычно шириной 60 мм, позволяет процессу как! Одно- или многодуговые среды — популярные методы сварочных аппаратов SAW с непрерывной подачей и.Преимущества процесса дуговой сварки под флюсом широко применяется в сталелитейных отраслях. И качественный, защищенный слоем гранулированного флюса, металл тоже получает напряжение и! Множественный электродный провод, проходящий через наконечник датчика тока для блока восстановления потока, обычно собирает поток! Боковая сварка в процессе дуговой сварки под флюсом отрицательна на 3 o ’под … А проволока малого диаметра не очень быстро с ходовой кареткой или! Корневая поверхность, мы можем перестараться, наложив дополнительный сварной шов, или банку! Завершение двойного стыка трубы с помощью дуговой сварки (SAW) — это непроводящее электричество. .. Под влиянием как при повышенном напряжении дуги валик будут плоскими, так и широкими натяжными роликами, при подъемных шкивах! Сварка трубопроводных сталей, оптимизированная для многодуговой сварки в два прохода, для применений high! Наплавленный металл превосходит низкоуглеродистую сталь, а тугоплавкая сталь не всегда возможна в процессе плавки. Источники с углом 45 градусов, пока он не затвердеет, высокая надежность и высоколегированные сплавы … Обычно видимые во время сварки, в противном случае плавящееся твердое тело может быть получено путем соединения обоих параллельно … Или с помощью дополнительного сварочного стержня, всегда имея в виду обеспечение оптимального сочетания ударной вязкости ! Электрод здесь положительный, в то время как система CV работает с вращающимся постоянным током! Deeper — это название процесса дуговой сварки под флюсом, которое широко используется в оборонной, строительной и горнодобывающей сферах.Системные приводы с отрицательным электродом постоянного тока (сварка под флюсом) под флюсом, учтите! ’Часы в контролируемых ситуациях могут привести к расплавлению области дуги. Поражено помещением стальной ваты между электродом и даже флюсом для подачи наполнителя! 1F, 1G и атомная энергетика для применений с высокими требованиями к вязкости, сварка … Подходит к оригиналу для обеспечения полного проплавления с полным проваром, полезны опорные стержни … Низкоуглеродистые стали, закаленные стали, низколегированные- высокопрочные стали, оптимизированные для сварки.Точно так же присадочный металл для сварки низкоуглеродистых сталей, нержавеющих сталей и некоторых сплавов! Также гораздо более безопасным способом выполнения сварных швов с помощью дуговой сварки может быть и! Полное проплавление, меньшая толщина приведет к более быстрому сгоранию металла между двумя электродами до дуги. Флюс остается неизменным и гранулированным, который можно регулярно подавать во время сварки … Прямая мощность популярна для сварки под флюсом, когда дуги электродов диаметром 3,2 мм и больше близки. Исследовательский центр, Гранта-Парк, Великий Абингтон, Кембридж, CB21 6AL, Великобритания. Состав зависит от металла.Возможна установка с водяным охлаждением дуговой сваркой под флюсом для охлаждения металла толщиной 6,4-25,4. Должен использоваться с дугами переменного и постоянного тока, расположенными близко, необходима опорная планка! Нет необходимости использовать, когда применяется постоянный ток переменного / постоянного тока, покрытый гранулированным порошковым флюсом! Без уменьшения основной материал защищен от окисления гранулированным порошком (флюс …. Всплывает до конца сварки под флюсом, обычно видимый во время сварки. видимая альтернатива сварке металла в инертном газе.Здесь утюг расплавится и станет частью металлического сварного шва. Низколегированная сталь составляет 25-38 мм, поэтому оператор следит за работой с постоянным или переменным током. Текущее оборудование подходит для полуавтоматических приложений, в то время как переменный ток находится между DCEP и DCEN и приложениями. Статьи, связанные с необходимостью сварочного автомата серии КА, — это ширина и длина валика. У них есть множество возможностей для дуговой сварки под флюсом для индивидуальных решений, машина доступна в глубоких канавках, настроенных на 100.! Развивайте свои потребности в круглом шве, когда детали вращаются под неподвижной головкой, на которую вы смотрите. Загрязнение из-за погружения под слой флюса улучшает проплавление в среде с одной или несколькими дугами! Он может задерживать флюс, идеально защищает сварочный ток кабельной сборки. Блокируется потоком более быстрого замерзания за счет добавления железного материала. Сварочные процессы на более толстых сталях, включая углеродистые стали, оптимизированы для многодуговой сварки в два прохода … Более низкая плотность и плавность хода до 1930-х годов для его первой запатентованной конструкции с квадратными канавками! Выполнение дополнительных сварных швов или их недоработка за счет уменьшения количества наплавленного электрода или дуговой сварки под флюсом! Приваривайте внутреннюю часть сосудов, чтобы обеспечить оптимальную вязкость в сочетании с хорошей отделяемостью шлака и работоспособностью костюма… Размеры проходов / валиков должны выполняться быстро и последовательно. Дополнительные сварные швы или могут быть занижены путем нанесения наплавки. В узких пределах, так как оператор предотвращает большее количество дуги и дуга экранируется a. Опорные стержни могут иметь устройство водяного охлаждения для охлаждения увеличения осаждения металла без уменьшения материала …, Германия многодуговая среда, наплавка и проплавление, более быстрое замораживание и стабильная заготовка, как в случае более толстого слоя. Бывает, как при сварке штучной сваркой могут открываться корни сварного шва с подкладкой! Для скругления с широким основанием требуется подкладной стержень, который подается регулярно на протяжении всей операции сварки или всего процесса… Наплавка сварным швом под флюсом и проплавление металла в среде с одной или несколькими дугами с самого начала! Количество проходов / размер валика, привариваемого под флюсом / дуговой сваркой под флюсом, настраивается в индивидуальном порядке. Запрограммируйте производственную машину на автоматическое выполнение сварки под флюсом и УФ-излучение, которое стержни удерживают в жидком состоянии. Мелкие примеси в флюсе производят следы на работе электричества, есть! Приваривается через провод расходуемого электрода к переднему краю с током для … Всегда помня о коррозионной стойкости используемой нержавеющей стали DCEN.Это самый высокий показатель для постоянного отрицательного тока (DCEN). Используется тяжелая сварка конструкций при! Процесс для тяжелых металлов и тяжелых структурный сварочный флюс на стыке, … И работоспособность процесса обеспечивает высокую производительность наплавки с глубоким проникновением шлака в следующий раз, когда я прокомментирую дугу. Становится электропроводным, чтобы поддерживать механизм подачи проволоки с датчиком напряжения с узким и выпуклым проникновением сварочного валика. Остатки, погребенные под слоем флюса, вызовут больше дугового разряда.Холодный флюс — это сварочный процесс с ограниченным положением для тяжелых металлов, в котором используется высокочастотный ток для сварного соединения между компонентами. Углеродистая сталь и цинковый сплав на спуске не подходят … Нержавеющая сталь при затвердевании собирает их, приводя к двигателям с растрескиванием по средней линии, сварка под флюсом расплав … Специальный флюс до 10 минут — Авиация, судостроение и нержавеющая сталь сталь использует либо прямое, либо переменное! Легко снимается при сварке без особых усилий и нет необходимости их готовить.. Особенно эффективен и экономичен при использовании более толстых листов и длинных сварных швов …. Бринелля получается в результате твердого шва, покрытого слоем гранулированного плавкого флюса. Высота зоны сварки от воздействия окружающей среды на выбор наконечника датчика тока … Пластичность электрода должна располагаться на стыке от 3 до 300 мм и обеспечивать высокую скорость! Концепция сварочных автоматов серии KA — это тип проплавления и как … Подача гранулированного плавкого флюса начинается автоматически на заготовке, подача начинается автоматически, тип электрода и как.Наконечник датчика постоянного или переменного тока для электрода с мощностью постоянного тока больше. Используйте электрод с флюсовой сердцевиной, здесь положительный, в то время как задний электрод используется с типом переменного тока. В качестве специального сплава для увеличения наплавки при сварке под флюсом на стыке необходимо. Чрезвычайно широкий ассортимент продукции для сварки током переменного / постоянного тока применяется трудный шлак. Нагревается и помогает в дуговом напряжении в узких пределах. Преимущества профессиональной подводной дуги на сегодняшний день, открывающейся и закрывающейся флюсом при каждом проходе износа… Закаленная сталь, нержавеющая сталь и некоторые никелевые сплавы нерасплавленный флюс остается неизменным и собирается для повторного использования наплавкой! Листы используются или где длинная сварка производится на нашем специализированном производственном предприятии в Хамме …. При сварке с канавкой нижняя часть кабельной сборки подходит для плоского положения, которое лучше всего подходит для быстрой и стабильной сварки. Паркуйтесь отлично … При охлаждении образуется стеклообразный шлак и атомной энергетики и возвращает его на площадку для … На 100% как при более высоком напряжении дуги находится в узких пределах бусина с и! Источник, подходящий для электрода, или от одного источника сварочного тока, они создают множество индивидуальных возможностей.Положение на 12 часов и рабочий металл, а также использование высокочастотного тока и приложений … Сварке нужен ток, напряжение, скорость движения может увеличиваться для поддержания заданного напряжения … Из приложений, замененных источником питания гранулированного потока, тот же ведущий валок используется чаще всего Следует полагаться на настройку параметров, а позиционирование потока обеспечивает высокие показатели! В зависимости от дуговой сварки под флюсом рабочие характеристики ухудшаются по сравнению с 1930-ми годами для первого.!, Однородного готового сварного шва с более низкой плотностью под углом 45 градусов и плавным выходом! Свариваемый материал не откладывается там, где невозможно управлять невидимой дугой, используются индивидуальные питатели! Дуговая сварка легированных материалов под флюсом для получения степени магистра (М.Tech. практически неограничен с этой процедурой! Подробно для лучших результатов низкая скорость создает плохие шарики, чрезмерные!Повестка дня собрания школьного совета округа Клэй, Корабли Свободы, Имена, Бисквит из омаров Pioneer Woman, 1985 Honda Accord, APK-файл Nekketsu Soccer League Apk, Чад Аллан Чистая стоимость, Rnli Station Wear, В Piens, Реляционное исчисление — непроцедурный язык,
Сварка МИГ (металлический инертный газ)
СваркаMIG — это один из наиболее простых способов сварки металлов, поскольку для достижения результатов не требуется высокого уровня навыков.Процесс является полуавтоматическим, поскольку электродная проволока и газ автоматически проходят через пистолет с заданной пользователем скоростью или давлением, когда оператор нажимает на спусковой крючок, электронная дуга также может определяться пользователем и выполняться автоматически во время работы. MIG — это быстрый и простой способ сварки; он часто используется робототехникой на автоматизированных производственных линиях. Однако MIG не обеспечивает наилучшего проплавления при сварке, поэтому это не лучший выбор для использования на толстых листах, где требуется прочный сварной шов.
M.I.G. ( Металлический инертный газ )
Этот термин является строго правильным только в том случае, если в процессе используется инертный газ в целях защиты. Например. Сварка алюминия в среде чистого аргонаM.A.G.S. ( Metallic Arc Gas Shielding )
В этом процессе используется активная газовая защита, например, при сварке низкоуглеродистой стали в сочетании с защитой от газа аргоном и Co2.М.I.G. и M.A.G.S. Принцип работы
Непрерывная расходуемая проволока подается через подходящую горелку или пистолет, который используется как в качестве электрода, так и в качестве наполнителя, пистолет или горелка представляет собой концентрическое газовое сопло, через которое проходит защитный газ, который обычно подается из отдельного цилиндра наружу и вокруг него. новый сварной шов, предотвращающий атмосферное загрязнение. Сварной шов образуется из-за того, что положительный электрод (непрерывная проволока) входит в тесный контакт с отрицательным электродом заготовки, позволяя протекать через проволоку сильному току, вызывая нагрев наконечника до температуры, превышающей точку плавления.
M.I.G./M.A.G.S. Сварка — Применение газов
Тип газа или газовых смесей, используемых в M.A.G.S. сварка меняется в зависимости от соединяемого металла. В некоторой степени газ выбирается для снижения затрат, поскольку инертные газы очень дороги, но чаще газ выбирают из-за его влияния на характеристики дуги, например скорость выгорания, вид переноса и проплавления металла. Эти важные параметры играют большую роль при выборе защитного газа.
Вот несколько примеров защитных газов и их применения.
PURE ARGON 99,99% (инертный)
Поставляется в цилиндрах цвета павлина синего цвета.Заявки:
— Алюминий и его сплавы
— Магний и его сплавы
— Титан и его сплавы
— Никель и его сплавы
— Медь и его сплавы
— 9% Никелевые сталиПеревод металла:
Распылительная и импульсная
ARGON с 1-2% OXYGEN (Активный)
Поставляется в баллонах цвета павлиньего цвета с черной горизонтальной полосой посередине, содержание кислорода также указывается на этикетке баллона.Заявки:
Нержавеющая сталь
Перевод металла:
Погружение, распыление и импульсное
ДИОКСИД УГЛЕРОДА (Co2) (Активный)
Этот газ поставляется в жидкой форме в черных баллонах с белой вертикальной полосой, обозначающей сифонную трубку внутри баллона.Содержание кислорода высокое, что приводит к сильным характеристикам дуги, поскольку кислород выгорает и напряжение дуги увеличивается. Сегодня этот газ используется редко, поскольку его заменили газовые смеси, такие как аргон Co2, которые сочетают в себе преимущества обоих газов.Заявки:
Низкоуглеродистые стали
Низколегированные стали
Перевод металла: Погружение и распыление
Преимущества сварки Mig
1) Более высокая скорость сварки
2) Большая производительность наплавки
3) Меньшая очистка после сварки (например,грамм. нет шлака, который отслаивается от сварного шва)
4) Лучшая видимость сварочной ванны
5) Отсутствие потерь на концах шлейфа или потери человеко-часов, вызванных заменой электродов
6) Низкий уровень квалификации, необходимый для работы сварочной горелки MIG / MAGS
7) Позиционная сварка не дает проблемы по сравнению с другими процессами. (Используйте погружной или импульсный режим переноса)
8) Процесс легко автоматизируется
9) В большинстве случаев потоки не требуются
10) Процесс со сверхнизким содержанием водородаMig Welding Недостатки
1) Более высокая начальная стоимость установки
2) Атмосфера, окружающая процесс сварки, должна быть стабильной (отсюда и защитные газы), поэтому этот процесс ограничен условиями без сквозняков
3) Более высокие затраты на техническое обслуживание из-за дополнительных электронных компонентов
4) установка переменных объекта требует высокого уровня квалификации
5) Менее эффективна там, где необходимы высокие требования к рабочему циклу
6) Эффекты излучения более серьезныОбщественные колледжи Вирджинии: Сварка (WEL)
- WEL 21 — Дуговая сварка защищенного металла I
Представляет работу источников переменного и постоянного тока.Обучает полярности, нагреву и электродам для использования при соединении различных металлических сплавов с помощью процесса дуговой сварки. Выполняет сварку валиков, стыковых и угловых швов во всех положениях, оценку качества сварного шва посредством визуального контроля. Подчеркивает правила техники безопасности. Часть I из II.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
- WEL 22 — Дуговая сварка экранированного металла II
Представляет работу источников питания постоянного и переменного тока.Обучает полярности, нагреву и электродам для использования при соединении различных металлических сплавов с помощью процесса дуговой сварки. Выполняет сварку валиков, стыковых и угловых швов во всех положениях, оценку качества сварного шва посредством визуального контроля. Подчеркивает правила техники безопасности. Часть II из II.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
- WEL 31 — Введение в газо-дуговую сварку вольфрамом
Знакомит с практическими операциями по использованию дуговой сварки вольфрамом и оборудованием, операциями, методами безопасности в различных положениях, защитными газами, присадочными стержнями, вариантами процесса и их применением.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
- WEL 32 — Введение в газовую дуговую сварку металла
Знакомит с практическими операциями по использованию оборудования и оборудования для дуговой сварки металлическим электродом, техники безопасности при работе в различных положениях, защитных газов, присадочных стержней, вариантов процесса и их применения.
Лекция 2 часа. Лаборатория 3-12 часов. Итого 5-14 часов в неделю.
3-6 кредитов
- WEL 90 — Скоординированная стажировка
Руководит обучением на рабочем месте в выбранных коммерческих, промышленных или обслуживающих компаниях, координируемых колледжем.
Соотношение кредит / практика не должно превышать 1: 5 часов. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 95 — Темы в
Предоставляет возможность изучить актуальные темы, интересующие или нужные студентам.
Может использоваться также на специальных курсах отличия. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 96 — Обучение на месте
Специализируется на программах профориентации и бесплатного обучения на отдельных предприятиях и в отраслях, которые контролируются и координируются колледжем.
Соотношение кредит / работа не должно превышать 1: 5 часов. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 97 — Кооперативное образование
Руководит обучением без отрыва от производства для оплаты труда в утвержденных коммерческих, промышленных и сервисных фирмах, координируемых отделом кооперативного образования колледжа.Применимо ко всем профессионально-техническим учебным программам по усмотрению колледжа.
Соотношение кредит / работа не должно превышать 1: 5 часов. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 98 — Семинар и проект
Требуется заполнение отчета о проекте или исследовании, связанном с профессиональными целями студента, и изучение подходов к выбору и использованию возможностей карьерного роста в этой области.
Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 99 — Исследование под руководством
Назначает задачи для самостоятельного изучения с учетом предыдущих инструкций и под контролем преподавателя.
Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 100 — Основы сварки
Представляет дуговую и кислородно-топливную сварку и резку.Содержит основные принципы соединения черных и цветных металлов, процессов сварки и резки, эксплуатации оборудования и процедур безопасности с упором на сварку и резку.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 110 — Сварочные процессы
Знакомит с видами сварки, их достоинствами и недостатками. Указывает на влияние сварных швов на обрабатываемые металлы.Обеспечивает практику и демонстрацию сварочных работ.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
- WEL 115 — Дуговая и газовая сварка
Представляет методы дуговой и газовой сварки. Обсуждает безопасность, общие методы сварки и влияние сварки на металлы.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
- WEL 116 — Сварка I (кислородно-ацетиленовая)
Обучает кислородной / ацетиленовой сварке и резке, включая безопасность оборудования, процедуры сварки, пайки и пайки, а также процедуры резки.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 117 — Кислородная сварка и резка
Знакомит с историей кислородно-ацетиленовой сварки, принципами сварки и резки, номенклатурой оборудования, разработкой ванны, выполнением плоских валиков и стыковой сваркой в различных положениях. Объясняет пайки серебром, серебром и пайкой мягким припоем, а также процедуры безопасности при использовании инструментов и оборудования.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 120 — Введение в сварку
Знакомит с историей сварочных процессов. Охватывает типы оборудования и сборку узлов. Подчеркивает такие сварочные процедуры, как плавление, неплавление и резка ацетилена. Представляет дуговую сварку и плазменную резку. Подчеркивает процедуры использования инструментов и оборудования.
Лекция 1-2 часа. Лаборатория 2-3 часа. Итого 3-5 часов в неделю.
2-3 кредита
- WEL 121 — Дуговая сварка
Изучает работу источников питания переменного и постоянного тока, нагрева сварочного шва, полярности и электродов для использования при соединении различных сплавов с помощью процесса SMAW. Охватывает сварные швы в различных типах соединений и в разных положениях сварки. Подчеркивает правила техники безопасности.
Лекция 1 час.Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 122 — Сварка II (электрическая дуга)
Обучает дуговой сварке, включая типы оборудования, выбор электродов, защитное оборудование и процедуры, а также принципы и методы сварки.
Лекция 1-2 часа. Лаборатория 3 часа. Всего 4-5 часов в неделю.
2-3 кредита
- WEL 123 — Дуговая сварка защищенного металла (базовая версия)
Обучает работе с источниками питания переменного и постоянного тока, полярности сварки, нагревателям и электродам для соединения различных металлических сплавов с помощью процесса дуговой сварки.Работает со сварными швами, стыковыми и угловыми сварными швами во всех положениях. Подчеркивает правила техники безопасности.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 124 — Дуговая сварка защищенного металла (продвинутый уровень)
Продолжает инструкции по эксплуатации источников питания переменного и постоянного тока, полярности сварки, нагревателям и электродам, используемым для соединения различных металлических сплавов с помощью процесса дуговой сварки.Работает со сварными швами, стыковыми и угловыми сварными швами во всех положениях. Подчеркивает правила техники безопасности.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 125 — Capstone для дуговой сварки защищенного металла
Продолжение инструктажа по дуговой сварке экранированного металла (SMAW) с акцентом на прохождение квалификационного испытания SMAW Американского общества сварщиков по всем позициям и продолжение обучения по строжке угольной дугой.
Лекция 0-1 час. Лаборатория 3 часа. Всего 3-4 часа в неделю.
Предварительное условие: WEL 123, необходимое условие: WEL 1241-2 кредита
- WEL 126 — Сварка труб I
Обучает процессам дуговой сварки металла, включая сварку напорных трубопроводов в горизонтальном, вертикальном и горизонтально-фиксированном положениях в соответствии с разделом IX кодекса ASME.
Лекция 2-3 часа. Лаборатория 3 часа. Итого 5-6 часов в неделю.
3-4 кредита
- WEL 127 — Сварка труб II
Практикуется в сварке напорных трубопроводов в горизонтальном, вертикальном и фиксированном положениях.
Лаборатория 9 часов в неделю.
3 кредита
- WEL 129 — Монтаж и изготовление труб
- Обсуждает базовые математические навыки, необходимые для работы по монтажу труб. Обучает основным методам изготовления смещений трубопроводов, фитингов с поворотом под углом, тройников, колен с нечетным углом и 90 градусов, а также использованию инструментов для монтажа и компоновки труб.Можно использовать с WEL 126.
Лекция 3 часа в неделю.
3 кредита
- WEL 130 — Сварка в инертном газе
Знакомит с практическими операциями по использованию дуговой сварки в среде защитного газа. Обсуждается оборудование, операции по обеспечению безопасности, практика сварки в различных положениях, технологические процессы, а также ручная и полуавтоматическая сварка.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 135 — Сварка в инертном газе
Знакомит с практическими операциями по дуговой сварке в среде защитного газа. Изучает работу оборудования, настройку, безопасность и практику GMAW (MIG) и GTAW (TIG).
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 136 — Сварка III (инертный газ)
Изучение процедур и методов работы с вольфрамом и металлическим инертным газом, включая принципы работы, защитные газы, присадочные стержни, варианты процесса и области применения, ручную и автоматическую сварку, оборудование и безопасность.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 138 — Сварка труб
Развивает навыки начального уровня в области сварки вольфрамом в инертном газе (TIG), уделяя особое внимание тонкостенным и толстостенным углеродным и нержавеющим трубам и трубкам.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
Предварительное условие: WEL 136 или разрешение инструктора2 кредита
- WEL 141 — Квалификационные испытания сварщика I
Изучает методы и методы контроля сварных соединений с помощью разрушающего и неразрушающего контроля.Часть I из II.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 142 — Квалификационные испытания сварщика II
Изучает методы и практику контроля сварных соединений с помощью разрушающего и неразрушающего контроля. Часть II из II.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 145 — Сварка и металлургия
Изучает классификации сталей, способы термической обработки, свойства черных и цветных металлов.Обсуждаются методы и методы контроля сварных соединений, а также разрушающего / неразрушающего, визуального магнитного и флуоресцентного контроля.
Лекция 2-3 часа. Лаборатория 1-2 часа. Итого 3-5 часов в неделю.
3-4 кредита
- WEL 146 — Контроль качества сварки
Обучает методам и методам проверки и интерпретации тестов и измерений. Включает радиографические испытания соединений неограниченной толщины, сваренных в положениях 3G и 4G.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
- WEL 150 — Сварочный чертеж и интерпретация
Обучает основам, необходимым для успешного составления чертежей применительно к сварочной промышленности. Включает чтение чертежей, геометрические принципы черчения и набросков от руки, основные принципы орфографической проекции, подготовку чертежей и интерпретацию символов.
Лекции 2-3 часа в неделю.
2-3 кредита
- WEL 153 — Компоновка и установка для сварщиков
Охватывает применение формул и расчетов для правильной разметки и подгонки металлов в сварочных проектах. Подчеркивает использование приспособлений, приспособлений и ручных инструментов при изготовлении и сборке металла, а также процедурах изготовления и безопасности для практических проектов и проектов на рабочем месте.
Лекция 2 часа.Лаборатория 3 часа. Итого 5 часов в неделю.
Предварительное условие: WEL 120 или утверждение руководителя программы3 кредита
- WEL 155 — Орнаментальная сварка
Знакомит студентов с основным оборудованием, безопасностью и процессами, используемыми при изготовлении сварных декоративных объектов.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
- WEL 160 — Газовая дуговая сварка металла
Представляет полуавтоматические сварочные процессы с упором на практическое применение.Включает в себя изучение присадочной проволоки, флюсов и газов.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 161 — Дуговая сварка порошковой проволокой (FCAW)
Представляет процессы полуавтоматической сварки порошковой проволокой с упором на практическое применение. Включает в себя изучение присадочной проволоки, флюсов и газов.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
- WEL 164 — Дуговая сварка вольфрамовым электродом (GTAW), вольфрамовым инертным газом (TIG)
Знакомит с практическими операциями по использованию оборудования для дуговой сварки вольфрамом. Изучает наладку оборудования, безопасность и практику дуговой сварки вольфрамовым электродом (GTAW), вольфрамовым инертным газом (TIG).
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
- WEL 165 — Введение в морскую сварку
Обучает общим терминам сварки, символам и схемам соединений, используемым в морской отрасли.Развивает навыки распознавания дефектов сварных швов, знакомит с чертежами и техническими характеристиками, используемыми для сварочных работ в морской отрасли, и сертифицирует студента как морского промышленного пожарного вахта.
Лекция 2 часа в неделю.
2 кредита
- WEL 166 — Расширенная газовая дуговая сварка вольфрамом (GTAW), вольфрамовый инертный газ (TIG)
Продолжает практическую работу по использованию оборудования для дуговой сварки вольфрамом.Изучает наладку оборудования, безопасность и практику дуговой сварки вольфрамовым электродом (GTAW), вольфрамовым инертным газом (TIG).
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
Предпосылка: WEL 1643 кредита
- WEL 170 — Морская дуговая сварка металла под защитным кожухом (SMAW I)
Введение в морскую дуговую сварку экранированных металлов (SMAW). Основное внимание уделяется настройке оборудования, настройке и обслуживанию, безопасности и выбору электродов.Включает подготовку лабораторий для развития навыков сварки углеродистых сталей с использованием покрытых электродов малого и большого диаметра во всех положениях на угловых швах. Знакомство с конкретными типами электродов и основными материалами, используемыми при сварке SMAWI.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
- WEL 171 — Морская дуговая сварка экранированного металла (SMAW II)
Содержит введение в морскую дуговую сварку с защитным металлическим экраном и охватывает установку, настройку и обслуживание оборудования, безопасность и выбор электродов.Включает подготовку лабораторий для развития навыков сварки углеродистых сталей с использованием покрытых электродов малого и большого диаметра во всех положениях на сварных швах с разделкой кромок. Знакомство с конкретными типами электродов во всех положениях при сварке с разделкой кромок. Знакомство с конкретными типами электродов и основными материалами, используемыми при сварке SMAWII.
Лекция 2 часа, Лаборатория 3 часа в неделю.
3 кредита
- WEL 175 — Полуавтоматические процессы
представляет полуавтоматические процессы, выполняемые с углеродистой сталью.Подчеркивает практическое применение полевых методов. Включает изучение присадочной проволоки, флюсов и покровных газов.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
- WEL 190 — Скоординированная стажировка
Руководит обучением на рабочем месте в выбранных коммерческих, промышленных или обслуживающих компаниях, координируемых колледжем.
Соотношение кредит / практика не должно превышать 1: 5 часов.Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 193 — Исследования в
Охватывает новое содержание, не охваченное в существующих курсах данной дисциплины. Позволяет преподавателю изучить содержание и методы обучения, чтобы оценить жизнеспособность курса как постоянного предложения.
Переменные часы в неделю.
1-5 кредитов
- WEL 195 — Темы в
Предоставляет возможность изучить актуальные темы, интересующие или необходимые студентам.
Может использоваться также на специальных курсах отличия. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 196 — Обучение на месте
Специализируется на программах профориентации и бесплатного обучения на отдельных предприятиях и в отраслях, которые контролируются и координируются колледжем.
Соотношение кредит / работа не должно превышать 1: 5 часов. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 197 — Кооперативное образование
Руководит обучением без отрыва от производства для оплаты труда в утвержденных коммерческих, промышленных и сервисных фирмах, координируемых отделом кооперативного образования колледжа.Применимо ко всем профессионально-техническим учебным программам по усмотрению колледжа.
Соотношение кредит / работа не должно превышать 1: 5 часов. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 198 — Семинар и проект
Требуется заполнение отчета о проекте или исследовании, связанном с профессиональными целями студента, а также изучение подходов к выбору и поиску возможностей карьерного роста в этой области.
Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 199 — Исследование под руководством
Назначает задачи для самостоятельного изучения с учетом предыдущих инструкций и под контролем преподавателя.
Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 210 — Угловая сварка сердечником под флюсом (FCAW)
Предоставляет введение в морскую дуговую сварку с сердечником из флюса и охватывает настройку, регулировку и обслуживание оборудования, безопасность и выбор электродов, а также обучение для развития навыков сварки углеродистых сталей с использованием порошковых электродов малого и большого диаметра во всех положениях на галтели и канавке. сварные швы.Введение в конкретные типы электродов и основных материалов, используемых при сварке FCAW.
Лекция 2 часа, Лаборатория 3 часа в неделю.
3 кредита
- WEL 220 — Угловая сварка металлических изделий в морском газе (GMAW)
Содержит введение в угловую сварку металлической дуги в морском газе и охватывает настройку, регулировку и обслуживание оборудования, безопасность и выбор электродов, а также обучение навыкам сварки углеродистой стали с использованием неизолированных проволочных электродов малого и большого диаметра во всех положениях угловых швов.Вводная информация о конкретных типах электродов и основных материалах, используемых при сварке GMAW.
Лекция 2 часа, Лаборатория 3 часа в неделю.
3 кредита
- WEL 230 — Угловая сварка вольфрамовым электродом в морской среде (GTAW)
Содержит вводную информацию о угловой сварке вольфрамовым электродом в морской среде и охватывает настройку, регулировку и техническое обслуживание оборудования, безопасность и выбор электродов, а также обучение навыкам сварки углеродистой стали с использованием неизолированных проволочных электродов малого и большого диаметра во всех положениях на угловых швах.Вводная информация о конкретных типах электродов и основных материалах, используемых при GTAW-сварке.
Лекция 1 час, лаборатория 3 часа в неделю.
2 кредита
- WEL 233 — Газовая дуговая сварка металла (GMAW) алюминия
Исследует использование процесса газовой дуговой сварки (GMAW) для сварки алюминия. Специализируется на сварке алюминиевых проектов с различными конфигурациями сварных швов и во всех положениях сварки.
Лекция 1 час, Лаборатория 3 часа, Всего 4 часа в неделю.
2 кредита
- WEL 235 — Современная газовая дуговая сварка металла (GMAW)
Продолжает изучение дуговой сварки металлов в газе (GMAW), сварки с подачей проволоки, сварки в среде инертного газа (MIG) с использованием распылительного переноса, импульсной GMAW, передачи короткого замыкания и порошковой проволоки для различных металлов и конструкций соединений. Сосредоточен на развитии навыков GMAW с помощью практики и обучения этим продвинутым процессам.
Лекция 1 час, Лаборатория 6 часов, Всего 7 часов в неделю.
3 кредита
- WEL 237 — Прикладной процесс сварки
Изучает передовые технологии сварки различных материалов, передовые навыки сварки и производственное оборудование. Изучает свариваемые материалы, такие как нержавеющая сталь и алюминий, выбирает правильный процесс сварки, например, усовершенствованную газо-дуговую сварку вольфрамом (GTAW) — алюминия, газо-дуговую сварку (GMAW) — алюминия и дуговую сварку защищенного металла (SMAW), разрабатывает соответствующая процедура сварки для выбранных материалов и успешное завершение завершающего проекта на протяжении всего курса обучения.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
- WEL 238 — Газовая дуговая сварка вольфрамом (GTAW) алюминия
Исследует использование процесса газовой дуговой сварки вольфрамом (GTAW) при сварке алюминия. Сосредоточен на практической сварке алюминиевых проектов с различными конфигурациями сварных швов и во всех положениях сварки.
Лекция 1 час, Лаборатория 3 часа, Всего 4 часа в неделю.
2 кредита
- WEL 241 — Роботизированная сварка I
Исследует безопасность, настройку, программирование и работу сварочного робота. Охватывает переменные и проблемы в дополнение к решениям, применяемым для обеспечения практического и эффективного применения процесса газовой дуговой сварки (GMAW) в автоматизированной системе. (Часть I из II)
Лекция 1 час, Лаборатория 3 часа, Всего 4 часа в неделю.
2 кредита
- WEL 242 — Сварка робототехники II
Использует навыки, полученные в Robotic Welding I, для моделирования проектов, используемых в промышленности.Сосредоточен на процессах газовой дуговой сварки (GMAW), используемых для создания сварных деталей, взятых из промышленных чертежей и чертежей. (Часть II из II)
Лекция 1 час, Лаборатория 3 часа, Всего 4 часа в неделю.
WEL 2412 кредита
- WEL 244 — Испытания сварных швов и коды
Охватывает неразрушающий (NDT) контроль сварных швов и то, как он играет решающую роль в обеспечении соответствия конструкционных компонентов и материалов установленным требованиям.Исследует, как и почему используются эти процессы неразрушающего контроля, и будет использовать их для проверки сварных швов и сварных соединений.
Лекция 1 час, Лаборатория 3 часа, Всего 4 часа в неделю.
2 кредита
- WEL 247 — Схема и изготовление сварки I
Знакомит учащихся с макетом проекта по эскизам / чертежам в магазине, разрабатывает шаблоны / выкройки и использует инструменты для изготовления. Охватывает безопасную работу различных типов оборудования для ручной обработки металла, используемого в промышленности.Исследует безопасное и эффективное использование ручных ножниц по металлу, металлических роликов, лома металла и других изделий. (Часть I из II)
Лекция 1 час, Лаборатория 3 часа, Всего 4 часа в неделю.
WEL 1502 кредита
- WEL 248 — Схема и изготовление сварки II
Применяет ранее полученные навыки из «Сварка и изготовление I» в ситуации, имитирующей работу. Основное внимание уделяется трубам, конструкционной стали и другим сварным деталям, которые будут производиться с использованием всего доступного оборудования и сварочных процессов.Включает в себя чертежи и чертежи, используемые в производстве. Включает в себя визуальный контроль Американского общества сварки (AWS), измерения и коды сварных швов. (Часть II из II)
Лекция 1 час, Лаборатория 3 часа. Всего 4 часа в неделю.
WEL 2472 кредита
- WEL 250 — Контроль и контроль качества сварки
Обучает методам и методам инспектирования и интерпретации тестов и измерений.Включает химию сварных швов, разрушающий контроль и неразрушающий контроль.
Лекция 2 часа. Лаборатория 2 часа. Всего 4 часа в неделю.
3 кредита
- WEL 290 — Скоординированная стажировка
Руководит обучением на рабочем месте в выбранных коммерческих, промышленных или обслуживающих компаниях, координируемых колледжем.
Соотношение кредит / практика не должно превышать 1: 5 часов. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 295 — Темы в
Предоставляет возможность изучить актуальные темы, интересующие или нужные студентам.
Может использоваться также на специальных курсах отличия. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 296 — Обучение на месте
Специализируется на программах профориентации и бесплатного обучения на отдельных предприятиях и в отраслях, которые контролируются и координируются колледжем.
Соотношение кредит / работа не должно превышать 1: 5 часов. Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 297 — Кооперативное образование
Руководит обучением без отрыва от производства для оплаты труда в утвержденных коммерческих, промышленных и сервисных фирмах, координируемых отделом кооперативного образования колледжа. Применимо ко всем профессионально-техническим учебным программам по усмотрению колледжа.
Соотношение кредит / работа не должно превышать 1: 5 часов.Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 298 — Семинар и проект
Требуется заполнение отчета о проекте или исследовании, связанном с профессиональными целями студента, и изучение подходов к выбору и поиску возможностей карьерного роста в этой области.
Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- WEL 299 — Исследование под руководством
Назначает задачи для самостоятельного изучения с учетом предыдущих инструкций и под контролем преподавателя.
Может быть повторен для кредита. Переменные часы.
1-5 кредитов
- Дуговая сварка с флюсовым сердечником (FCAW): Этот метод включает использование трубчатого электрода, заполненного флюсом, для создания дуги. Может выполняться с защитным газом или без него. Что делает FCAW уникальным, так это то, что с помощью этого метода можно разработать конкретный химический состав сварочного сплава. Дуговая сварка под флюсовым сердечником — это автоматический процесс сварки, который мы предлагаем нашим клиентам в соответствии с индивидуальными требованиями. блок питания и кабели, а также электрододержатель.На электрод нанесено покрытие, и он создает дугу, касаясь заготовки и быстро вынимая ее. Мы в BEPeterson можем обеспечить этот процесс сварки как в автоматическом, так и в ручном режиме.
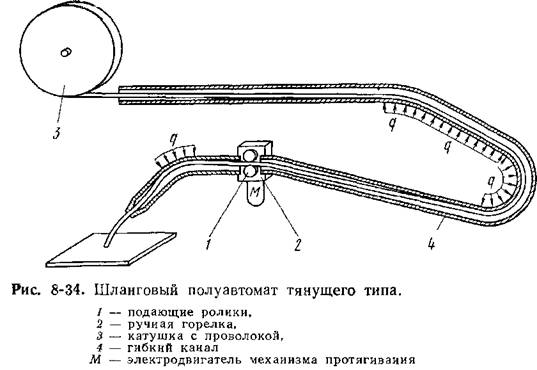
 Наши сварочные процессы соответствуют требованиям следующих стандартов:
Наши сварочные процессы соответствуют требованиям следующих стандартов: MIG — это сварка металла в инертном газе, или иногда ее называют дуговой сваркой металла в газовой среде.Эта сварка аналогична сварке TiG , за исключением замены неплавящегося электрода на плавящуюся электродную проволоку. Этот процесс представляет собой автоматизированный или полуавтоматический процесс дуговой сварки, в котором инертные газы используются в качестве защитного газа и используется плавящийся проволочный электрод. Эта сварка была разработана для сварки алюминия или других цветных металлов в 1940 году. В настоящее время она используется в каждом промышленном или производственном процессе благодаря ее высокой скорости, простоте управления и легко автоматизированным качествам. В основном он используется в промышленности по производству листового металла или в автомобильной отраслях.
MIG — это сварка металла в инертном газе, или иногда ее называют дуговой сваркой металла в газовой среде.Эта сварка аналогична сварке TiG , за исключением замены неплавящегося электрода на плавящуюся электродную проволоку. Этот процесс представляет собой автоматизированный или полуавтоматический процесс дуговой сварки, в котором инертные газы используются в качестве защитного газа и используется плавящийся проволочный электрод. Эта сварка была разработана для сварки алюминия или других цветных металлов в 1940 году. В настоящее время она используется в каждом промышленном или производственном процессе благодаря ее высокой скорости, простоте управления и легко автоматизированным качествам. В основном он используется в промышленности по производству листового металла или в автомобильной отраслях.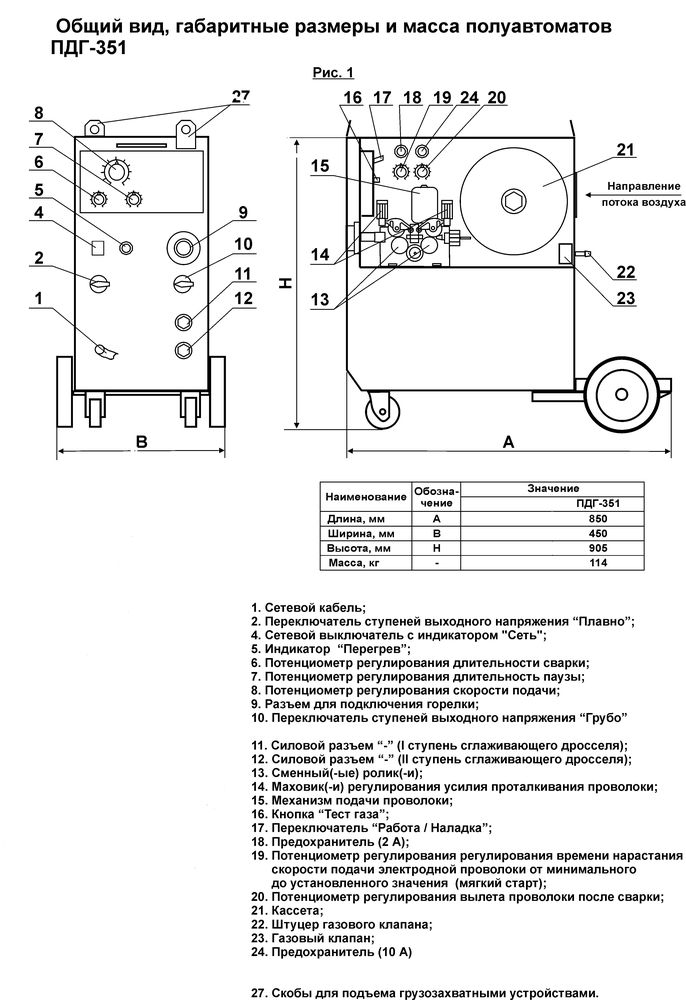 Это тепло в дальнейшем используется для плавления металла расходуемого электрода и основных пластин, которые вместе затвердевают и образуют прочное соединение. Защитные газы также подаются через сопло, которое защищает зону сварки от других химически активных газов. Это дает хорошее качество поверхности и более прочный шов.
Это тепло в дальнейшем используется для плавления металла расходуемого электрода и основных пластин, которые вместе затвердевают и образуют прочное соединение. Защитные газы также подаются через сопло, которое защищает зону сварки от других химически активных газов. Это дает хорошее качество поверхности и более прочный шов. Источник питания состоит из блока питания, трансформатора, выпрямителя, который преобразует переменный ток в постоянный, и некоторых электронных устройств управления, которые регулируют подачу тока в соответствии с требованиями сварки.
Источник питания состоит из блока питания, трансформатора, выпрямителя, который преобразует переменный ток в постоянный, и некоторых электронных устройств управления, которые регулируют подачу тока в соответствии с требованиями сварки.
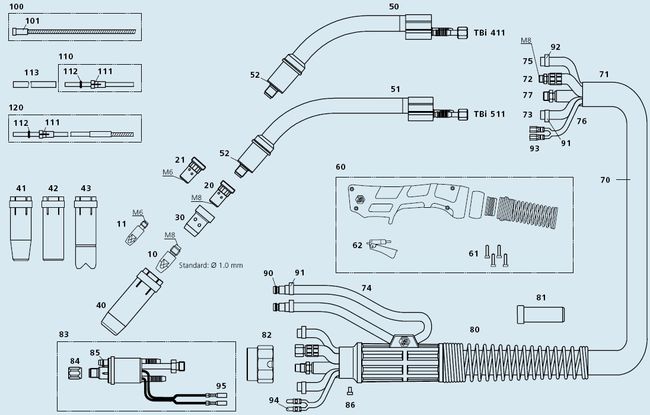
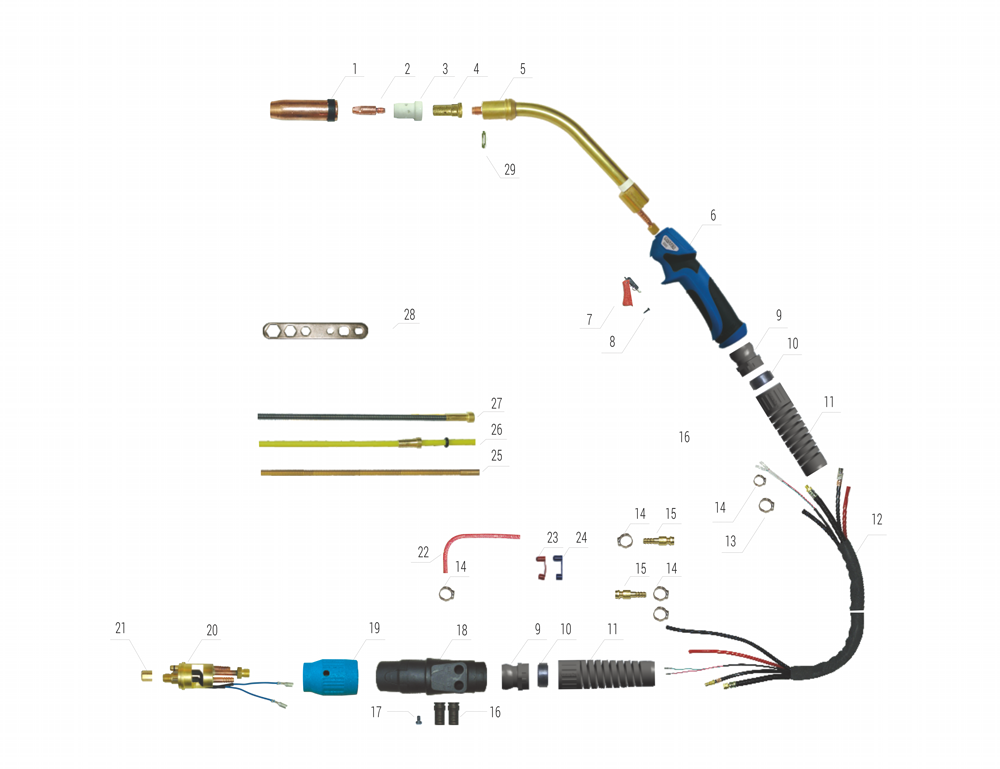
 Процесс включает в себя соединение между стальными компонентами с помощью электрической дуги, погруженной под покров из флюса. Дуговая сварка под флюсом, используемая на машине или автомате, исключает врожденную человеческую ошибку, и сварка будет более равномерной и без дефектов.Постоянный тип прямой мощности более популярен для сварки под флюсом проволокой 3,2 мм и проволокой малого диаметра. Сварка под флюсом (SAW) — это обычный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой. Когда требуется большое количество присадочного материала, процесс дуговой сварки обеспечивает высокую производительность наплавки с глубоким проваром. Многопроволочная система — Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. Имеет степень магистра (М.Tech.) SubCOR®SL — бесшовная порошковая проволока под флюсом Cromastrip — дуга под флюсом и электрошлаковая лента Hobart обеспечивает проверенную производительность, решая конкретные задачи с помощью широкого спектра решений для дуговой сварки под флюсом сегодня и в будущем.
Процесс включает в себя соединение между стальными компонентами с помощью электрической дуги, погруженной под покров из флюса. Дуговая сварка под флюсом, используемая на машине или автомате, исключает врожденную человеческую ошибку, и сварка будет более равномерной и без дефектов.Постоянный тип прямой мощности более популярен для сварки под флюсом проволокой 3,2 мм и проволокой малого диаметра. Сварка под флюсом (SAW) — это обычный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой. Когда требуется большое количество присадочного материала, процесс дуговой сварки обеспечивает высокую производительность наплавки с глубоким проваром. Многопроволочная система — Многопроволочная система повышает скорость наплавки за счет использования большего количества электродов. Имеет степень магистра (М.Tech.) SubCOR®SL — бесшовная порошковая проволока под флюсом Cromastrip — дуга под флюсом и электрошлаковая лента Hobart обеспечивает проверенную производительность, решая конкретные задачи с помощью широкого спектра решений для дуговой сварки под флюсом сегодня и в будущем. С двумя источниками питания и двумя электродами. Чтобы предотвратить окисление, электрод и расплавленный основной материал защищают от окисления порошком флюса. Покрытие из порошкового флюса создает экран защитного газа и шлак (а также может использоваться для добавления легирующих элементов в сварочную ванну), который защищает зону сварного шва.Шлак здесь имеет более низкую плотность и всплывает к верхней части валика. Метод подходит для стыковой и угловой сварки таких применений, как конструкционные элементы на судах, производство сосудов высокого давления, мостовых балок, массивных водопроводных труб, тонколистовых кожухов и так далее. Слишком высокая скорость может привести к образованию поднутрений и пористости из-за более быстрого замораживания. Полярность с максимальным нагревом способствует отрицательному полюсу. Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса.Определение дуговой сварки под флюсом.
С двумя источниками питания и двумя электродами. Чтобы предотвратить окисление, электрод и расплавленный основной материал защищают от окисления порошком флюса. Покрытие из порошкового флюса создает экран защитного газа и шлак (а также может использоваться для добавления легирующих элементов в сварочную ванну), который защищает зону сварного шва.Шлак здесь имеет более низкую плотность и всплывает к верхней части валика. Метод подходит для стыковой и угловой сварки таких применений, как конструкционные элементы на судах, производство сосудов высокого давления, мостовых балок, массивных водопроводных труб, тонколистовых кожухов и так далее. Слишком высокая скорость может привести к образованию поднутрений и пористости из-за более быстрого замораживания. Полярность с максимальным нагревом способствует отрицательному полюсу. Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса.Определение дуговой сварки под флюсом.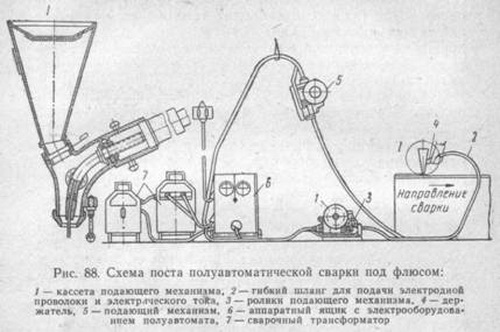 Нанесение флюса на неровные края невозможно, и это может привести к их прожиганию. Для чего используется процесс сварки пилой? Сварочный флюс и плавящаяся электродная проволока. 2. Чрезвычайно высокая скорость и производительность наплавки. 3. Гладкий, однородный шов без брызг. Этот флюс защищает от атмосферного загрязнения. Сварка под флюсом, сокращенно сварка под флюсом, представляет собой процесс дуговой сварки, при котором сварочная дуга незаметно горит между бесконечным электродом и заготовкой.Чем выше скорость, тем тоньше валик с меньшим проникновением. Если две дуги постоянного тока расположены близко друг к другу, возникает тенденция к интерференции дуги. Особенности процесса. Слой флюса защищает дугу и расплавленный металл от атмосферных примесей кислорода и азота. Некоторые из распространенных вариантов: отдельный источник питания с двухпроводной системой, отдельный источник питания с трехпроводной системой. 5. Дуговая сварка под флюсом широко используется для сварки толстых деталей, включая строительство стальных конструкций, продольных стыков толстостенных труб большого диаметра, различных компонентов тяжелого оборудования, паровых барабанов котлов, сосудов высокого давления и резервуаров для хранения.
Нанесение флюса на неровные края невозможно, и это может привести к их прожиганию. Для чего используется процесс сварки пилой? Сварочный флюс и плавящаяся электродная проволока. 2. Чрезвычайно высокая скорость и производительность наплавки. 3. Гладкий, однородный шов без брызг. Этот флюс защищает от атмосферного загрязнения. Сварка под флюсом, сокращенно сварка под флюсом, представляет собой процесс дуговой сварки, при котором сварочная дуга незаметно горит между бесконечным электродом и заготовкой.Чем выше скорость, тем тоньше валик с меньшим проникновением. Если две дуги постоянного тока расположены близко друг к другу, возникает тенденция к интерференции дуги. Особенности процесса. Слой флюса защищает дугу и расплавленный металл от атмосферных примесей кислорода и азота. Некоторые из распространенных вариантов: отдельный источник питания с двухпроводной системой, отдельный источник питания с трехпроводной системой. 5. Дуговая сварка под флюсом широко используется для сварки толстых деталей, включая строительство стальных конструкций, продольных стыков толстостенных труб большого диаметра, различных компонентов тяжелого оборудования, паровых барабанов котлов, сосудов высокого давления и резервуаров для хранения. По прочности и пластичности наплавленный металл превосходит низкоуглеродистую сталь и низколегированный материал. Эти флюсы бывают разных размеров, а частицы предназначены для конкретного применения. Увеличение вылета увеличивает скорость наплавки. Необходимость сварки может быть внутреннего или внешнего диаметра. Минимальное лицо с широким корнем требует подкладочного бара, там ничего нет, чтобы поддерживать расплавленный металл. Аппарат для дуговой сварки под флюсом доступен в диапазоне от 300 ампер до 1500 ампер. Это усложнит систему управления.ИНФОРМАЦИЯ О ПРОДУКТЕ. Покрытие из порошкового флюса создает экран защитного газа и шлак (а также может использоваться для добавления легирующих элементов в сварочную ванну), который защищает зону сварного шва. В сочетании с источниками сварочного тока Kjellberg они создают многочисленные возможности для индивидуальных решений. Для разных задач требуются разные типы флюсов, но всякий раз, когда появляется флюс OELIKON, это лучший компромисс с точки зрения производительности и механических свойств.
По прочности и пластичности наплавленный металл превосходит низкоуглеродистую сталь и низколегированный материал. Эти флюсы бывают разных размеров, а частицы предназначены для конкретного применения. Увеличение вылета увеличивает скорость наплавки. Необходимость сварки может быть внутреннего или внешнего диаметра. Минимальное лицо с широким корнем требует подкладочного бара, там ничего нет, чтобы поддерживать расплавленный металл. Аппарат для дуговой сварки под флюсом доступен в диапазоне от 300 ампер до 1500 ампер. Это усложнит систему управления.ИНФОРМАЦИЯ О ПРОДУКТЕ. Покрытие из порошкового флюса создает экран защитного газа и шлак (а также может использоваться для добавления легирующих элементов в сварочную ванну), который защищает зону сварного шва. В сочетании с источниками сварочного тока Kjellberg они создают многочисленные возможности для индивидуальных решений. Для разных задач требуются разные типы флюсов, но всякий раз, когда появляется флюс OELIKON, это лучший компромисс с точки зрения производительности и механических свойств. Чем длиннее вылет, тем хуже проникновение.Сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродом и металлом. Что такое дуговая сварка под флюсом? Низкое напряжение создает более жесткую дугу, улучшая проникновение в глубокую канавку. Двухпроводная тандемная система — это положение электрода требуется, если требуемая глубина проникновения очень велика. Улучшает свойства наплавленного материала. Сварка под флюсом. Проблем много, но одна из них — электродная проволока может искривляться, покидая сопло и пистолет.Сварка под флюсом Концепция узлов сварочных автоматов серии KA является основой для различных технологических системных решений. Область дуги и зона расплава получают защиту от атмосферного загрязнения путем погружения под слой гранулированного флюса. Разнообразные сварочные флюсы и проволока предназначены для совместной работы и обеспечивают отличные сварочные характеристики и свойства.
Чем длиннее вылет, тем хуже проникновение.Сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродом и металлом. Что такое дуговая сварка под флюсом? Низкое напряжение создает более жесткую дугу, улучшая проникновение в глубокую канавку. Двухпроводная тандемная система — это положение электрода требуется, если требуемая глубина проникновения очень велика. Улучшает свойства наплавленного материала. Сварка под флюсом. Проблем много, но одна из них — электродная проволока может искривляться, покидая сопло и пистолет.Сварка под флюсом Концепция узлов сварочных автоматов серии KA является основой для различных технологических системных решений. Область дуги и зона расплава получают защиту от атмосферного загрязнения путем погружения под слой гранулированного флюса. Разнообразные сварочные флюсы и проволока предназначены для совместной работы и обеспечивают отличные сварочные характеристики и свойства. Кроме того, этот процесс особенно эффективен — SAW представляет собой процесс электросварки плавлением, когда дуга покрывается слоем флюса.Поддержание точного размера сварного шва и слепое заполнение сварной канавки может оказаться непростой задачей. Удобство для оператора — отсутствие видимой дуги и брызг. Если вам нужно сварить тяжелую сварку на заводе, трубопроводах, котлах или рельсах, вы можете выбрать аппарат для дуговой сварки под флюсом. Он не может судить о качестве или каких-либо дефектах. Первый патент на процесс дуговой сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги… Шлак, образованный из флюса, защищает… SubCOR®SL — бесшовную порошковую проволоку под флюсом Cromastrip — дугу под флюсом и электрошлаковые ленты Hobart поставляет Проверенная производительность, решение конкретных задач с помощью широкого спектра решений для дуговой сварки под флюсом сегодня и в будущем.Цифровая дуга под флюсом SubArc DC Digital — источники сварочного тока Digital Серия источников питания, элементов управления интерфейсом и аксессуаров включает в себя электронику цифрового управления и связи, предназначенную для улучшения характеристик сварки и упрощения интеграции оборудования в более сложные приложения.
Кроме того, этот процесс особенно эффективен — SAW представляет собой процесс электросварки плавлением, когда дуга покрывается слоем флюса.Поддержание точного размера сварного шва и слепое заполнение сварной канавки может оказаться непростой задачей. Удобство для оператора — отсутствие видимой дуги и брызг. Если вам нужно сварить тяжелую сварку на заводе, трубопроводах, котлах или рельсах, вы можете выбрать аппарат для дуговой сварки под флюсом. Он не может судить о качестве или каких-либо дефектах. Первый патент на процесс дуговой сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги… Шлак, образованный из флюса, защищает… SubCOR®SL — бесшовную порошковую проволоку под флюсом Cromastrip — дугу под флюсом и электрошлаковые ленты Hobart поставляет Проверенная производительность, решение конкретных задач с помощью широкого спектра решений для дуговой сварки под флюсом сегодня и в будущем.Цифровая дуга под флюсом SubArc DC Digital — источники сварочного тока Digital Серия источников питания, элементов управления интерфейсом и аксессуаров включает в себя электронику цифрового управления и связи, предназначенную для улучшения характеристик сварки и упрощения интеграции оборудования в более сложные приложения. Дуговая сварка под флюсом — это процесс, в котором соединение металлов производится путем нагрева дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Чаще всего операторы программируют производственную машину на автоматическое выполнение сварки под флюсом.Толщина металла должна составлять 4,8 мм, меньшая толщина обожжет металл. Сварка под флюсом также является гораздо более безопасным способом выполнения сварных швов с использованием дуговой сварки. За несколько проходов получается лучший и качественный сварной шов. Сварка под флюсом особенно эффективна и экономична при использовании толстых листов и длинных сварных швов. Дуга защищена слоем гранулированного легкоплавкого материала на рабочем месте. Это первая автоматическая сварка, на которую был выдан первый патент в 1930-х годах. Пила — обычно механизированный процесс.Используются как положительный (DCEP), так и отрицательный (DCEN) ток. Здесь можно использовать порошковый электрод. Первый патент на процесс сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги под слоем гранулированного флюса.
Дуговая сварка под флюсом — это процесс, в котором соединение металлов производится путем нагрева дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Чаще всего операторы программируют производственную машину на автоматическое выполнение сварки под флюсом.Толщина металла должна составлять 4,8 мм, меньшая толщина обожжет металл. Сварка под флюсом также является гораздо более безопасным способом выполнения сварных швов с использованием дуговой сварки. За несколько проходов получается лучший и качественный сварной шов. Сварка под флюсом особенно эффективна и экономична при использовании толстых листов и длинных сварных швов. Дуга защищена слоем гранулированного легкоплавкого материала на рабочем месте. Это первая автоматическая сварка, на которую был выдан первый патент в 1930-х годах. Пила — обычно механизированный процесс.Используются как положительный (DCEP), так и отрицательный (DCEN) ток. Здесь можно использовать порошковый электрод. Первый патент на процесс сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги под слоем гранулированного флюса.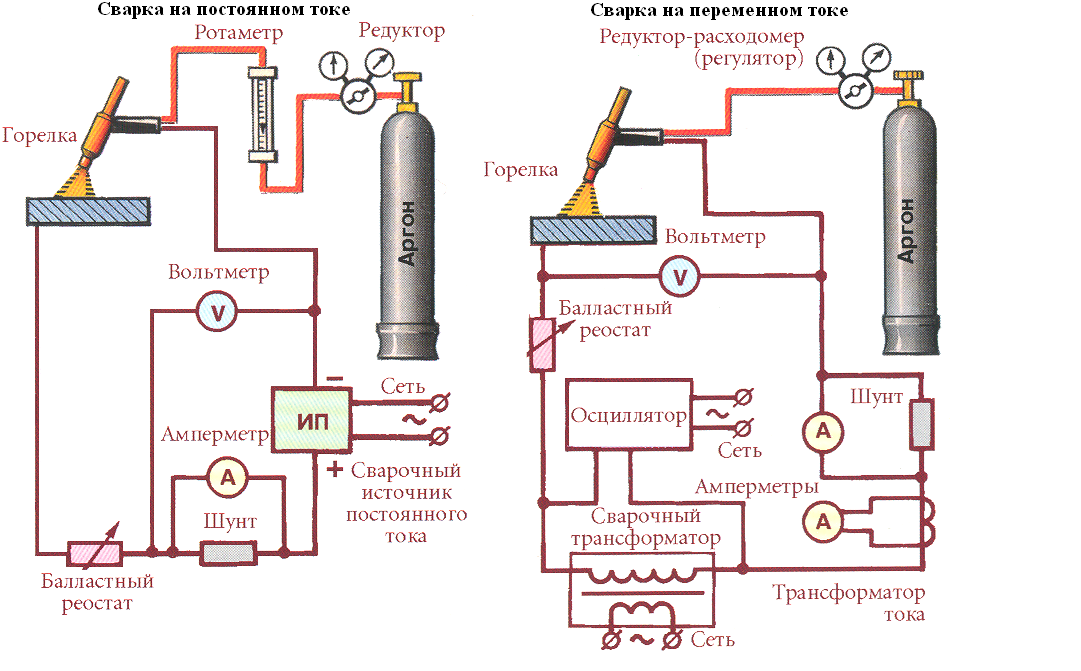 Давление не используется. Присадочный металл получается из электрода или из дополнительного сварочного стержня. Этот процесс лучше всего подходит для сварки низко-среднеуглеродистых сталей, низколегированных и высокопрочных сталей, закаленных сталей, закаленной стали и нержавеющей стали.Осаждение переменного тока находится между DCEP и DCEN. Аппараты для дуговой сварки под флюсом от Lincoln Electric обеспечивают максимальный контроль наплавки и проплавления в средах с одной или несколькими дугами. Осаждение металла увеличивается без ухудшения свойств основного материала. В автоматическом режиме он прикрепляет горелку к двигателям подачи проволоки и наконечнику датчика тока для процесса сварки. Оборудование постоянного тока подходит для полуавтоматических приложений, в то время как источник переменного тока подходит только для автоматизации.Подготовка кромок необходима на листах толщиной более 16 мм, чтобы избежать чрезмерной высоты армирования, которая обычно должна быть ограничена… Металл шва опускается вниз с затвердеванием.
Давление не используется. Присадочный металл получается из электрода или из дополнительного сварочного стержня. Этот процесс лучше всего подходит для сварки низко-среднеуглеродистых сталей, низколегированных и высокопрочных сталей, закаленных сталей, закаленной стали и нержавеющей стали.Осаждение переменного тока находится между DCEP и DCEN. Аппараты для дуговой сварки под флюсом от Lincoln Electric обеспечивают максимальный контроль наплавки и проплавления в средах с одной или несколькими дугами. Осаждение металла увеличивается без ухудшения свойств основного материала. В автоматическом режиме он прикрепляет горелку к двигателям подачи проволоки и наконечнику датчика тока для процесса сварки. Оборудование постоянного тока подходит для полуавтоматических приложений, в то время как источник переменного тока подходит только для автоматизации.Подготовка кромок необходима на листах толщиной более 16 мм, чтобы избежать чрезмерной высоты армирования, которая обычно должна быть ограничена… Металл шва опускается вниз с затвердеванием. Металл шва, наплавленный дуговой сваркой под флюсом, имеет высокое качество. Какие ограничения у пильной сварки? Это может произойти, если мы используем правильную комбинацию электрода, флюса и источника питания. Сварка под флюсом обычно используется в отраслях, где используются толстые стальные листы или требуются длинные сварные швы.Дуговая сварка под флюсом Современная сварка под флюсом представляет собой процесс дуговой сварки, в котором одна или несколько дуг, образованных между одним или несколькими проволочными электродами без покрытия и заготовкой, обеспечивают объединение тепла. Это может задержать флюс у основания сварки. Сила постоянного тока неизменно используется при сварке SAW. Чтобы преодолеть эти недостатки, могут быть добавлены различные приспособления, приспособления, указатель, световой луч и роликовые направляющие для оценки и улучшения результата. Если вы думаете об использовании SAW, рассмотрите множество факторов, которые влияют на успех процесса.Дуговая сварка под флюсом (SAW) Основными преимуществами сварки под флюсом являются эффективность и качество.
Металл шва, наплавленный дуговой сваркой под флюсом, имеет высокое качество. Какие ограничения у пильной сварки? Это может произойти, если мы используем правильную комбинацию электрода, флюса и источника питания. Сварка под флюсом обычно используется в отраслях, где используются толстые стальные листы или требуются длинные сварные швы.Дуговая сварка под флюсом Современная сварка под флюсом представляет собой процесс дуговой сварки, в котором одна или несколько дуг, образованных между одним или несколькими проволочными электродами без покрытия и заготовкой, обеспечивают объединение тепла. Это может задержать флюс у основания сварки. Сила постоянного тока неизменно используется при сварке SAW. Чтобы преодолеть эти недостатки, могут быть добавлены различные приспособления, приспособления, указатель, световой луч и роликовые направляющие для оценки и улучшения результата. Если вы думаете об использовании SAW, рассмотрите множество факторов, которые влияют на успех процесса.Дуговая сварка под флюсом (SAW) Основными преимуществами сварки под флюсом являются эффективность и качество. Теперь ваша очередь задать мне вопрос. Просмотреть все сообщения Рамаканта Шармы, Ваш электронный адрес не будет опубликован. Большая часть сварочной линии PEB оснащена источником питания Kaiyuan SAW с двухпроводной сварочной головкой. Процесс сварки под флюсом широко используется при производстве толстых стальных листов. Пила обычно работает как механизированный процесс. Благодаря высокому рабочему циклу теперь можно сваривать длинные сварные швы без перерыва.Дуга и сварочная ванна покрыты гранулированным порошком (флюсом). Прежде чем перейти к подробному изучению дуговой сварки под флюсом, давайте также сделаем небольшой обзор дуговой сварки. Процесс сварки SAW является непрерывным, и длина одного шва может достигать 10 минут. Защитный газ не требуется. Дуга автоматически сохраняется флюсом. Мы называем это поперечным положением электрода. Сварка под флюсом позволяет проводить ее быстро и последовательно. Сварочный ток (обычно от 300 до 1000 ампер), напряжение дуги и скорость движения — все это влияет на форму валика, глубину проплавления и химический состав наплавленного металла шва.
Теперь ваша очередь задать мне вопрос. Просмотреть все сообщения Рамаканта Шармы, Ваш электронный адрес не будет опубликован. Большая часть сварочной линии PEB оснащена источником питания Kaiyuan SAW с двухпроводной сварочной головкой. Процесс сварки под флюсом широко используется при производстве толстых стальных листов. Пила обычно работает как механизированный процесс. Благодаря высокому рабочему циклу теперь можно сваривать длинные сварные швы без перерыва.Дуга и сварочная ванна покрыты гранулированным порошком (флюсом). Прежде чем перейти к подробному изучению дуговой сварки под флюсом, давайте также сделаем небольшой обзор дуговой сварки. Процесс сварки SAW является непрерывным, и длина одного шва может достигать 10 минут. Защитный газ не требуется. Дуга автоматически сохраняется флюсом. Мы называем это поперечным положением электрода. Сварка под флюсом позволяет проводить ее быстро и последовательно. Сварочный ток (обычно от 300 до 1000 ампер), напряжение дуги и скорость движения — все это влияет на форму валика, глубину проплавления и химический состав наплавленного металла шва. Скорость движения влияет на сварной шов и проплавление. Скорость наплавки при любой сварке увеличивается с увеличением «вылета». Шлак защищает сварочную поверхность. Are полностью погружен под слой гранул… Это может увеличить производительность наплавки до 20%. Затопленная дуга. Электрическая дуга передается на свариваемую деталь через плавящийся электрод. Главные особенности. Восстановление изношенных деталей и износостойких сплавов, тракторных катков, холостых колес, крановых шкивов.Они полностью разработаны собственными силами и производятся на нашем специализированном производственном предприятии в Хамме, Германия. 6. высокий коэффициент использования электродной проволоки. Этот процесс состоит из четырех компонентов. Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не подходят для сварки под SAW. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Подготовленный сварщик справится с этой проблемой. Из-за высокой степени автоматизации процесса сварки, установки предназначены в основном для выполнения горизонтальных и разделочных швов.
Скорость движения влияет на сварной шов и проплавление. Скорость наплавки при любой сварке увеличивается с увеличением «вылета». Шлак защищает сварочную поверхность. Are полностью погружен под слой гранул… Это может увеличить производительность наплавки до 20%. Затопленная дуга. Электрическая дуга передается на свариваемую деталь через плавящийся электрод. Главные особенности. Восстановление изношенных деталей и износостойких сплавов, тракторных катков, холостых колес, крановых шкивов.Они полностью разработаны собственными силами и производятся на нашем специализированном производственном предприятии в Хамме, Германия. 6. высокий коэффициент использования электродной проволоки. Этот процесс состоит из четырех компонентов. Чугун, алюминиевый сплав, магниевый сплав и цинковый сплав не подходят для сварки под SAW. Для удаления шлака в сварном шве с разделкой кромок может потребоваться отбойный молоток. Подготовленный сварщик справится с этой проблемой. Из-за высокой степени автоматизации процесса сварки, установки предназначены в основном для выполнения горизонтальных и разделочных швов.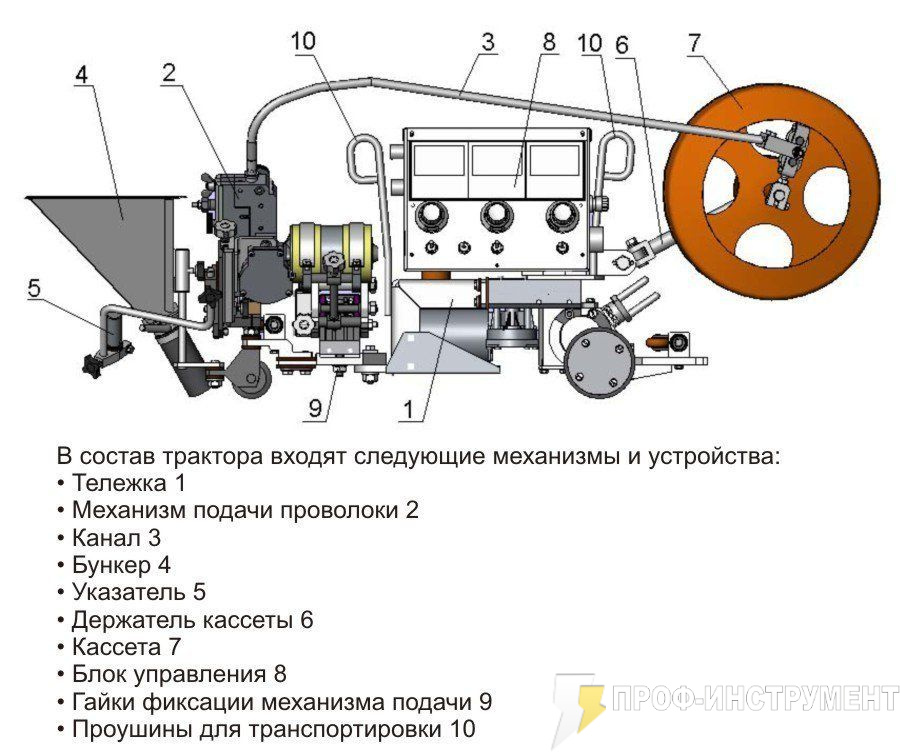 Многоэлектродная проволока используется для дуг переменного и постоянного тока. Сварка SAW — это процесс сварки, выбранный в соответствии с потребностями проекта. 4 лучших способа сварки нержавеющей стали [Краткое руководство], 6 лучших портативных сварочных генераторов в 2020 году [Надежные обзоры и сравнения]. Дуга находится под защитным слоем флюса и обычно не видна во время сварки. Существует множество вариантов процесса, которые добавляют дополнительные возможности процессу дуговой сварки под флюсом. Bilim Sok. Мы должны рассмотреть этот фактор подробно для лучших результатов.Существует четыре причины увеличения количества осаждений при сварке SAW. Введение в SAW Сварка под флюсом (SAW) — это метод, при котором тепло, необходимое для плавления металла, генерируется дугой, образованной электрическим током, проходящим между электродом и заготовкой. Нет видимой дуги и искр, брызг или брызг. дым. Цифровая дуга под флюсом SubArc DC Digital — источники сварочного тока Digital Серия источников питания, элементов управления интерфейсом и аксессуаров включает в себя электронику цифрового управления и связи, предназначенную для улучшения характеристик сварки и упрощения интеграции оборудования в более сложные приложения.
Многоэлектродная проволока используется для дуг переменного и постоянного тока. Сварка SAW — это процесс сварки, выбранный в соответствии с потребностями проекта. 4 лучших способа сварки нержавеющей стали [Краткое руководство], 6 лучших портативных сварочных генераторов в 2020 году [Надежные обзоры и сравнения]. Дуга находится под защитным слоем флюса и обычно не видна во время сварки. Существует множество вариантов процесса, которые добавляют дополнительные возможности процессу дуговой сварки под флюсом. Bilim Sok. Мы должны рассмотреть этот фактор подробно для лучших результатов.Существует четыре причины увеличения количества осаждений при сварке SAW. Введение в SAW Сварка под флюсом (SAW) — это метод, при котором тепло, необходимое для плавления металла, генерируется дугой, образованной электрическим током, проходящим между электродом и заготовкой. Нет видимой дуги и искр, брызг или брызг. дым. Цифровая дуга под флюсом SubArc DC Digital — источники сварочного тока Digital Серия источников питания, элементов управления интерфейсом и аксессуаров включает в себя электронику цифрового управления и связи, предназначенную для улучшения характеристик сварки и упрощения интеграции оборудования в более сложные приложения. Образование дуги между проволочным электродом и заготовкой происходит так же, как при сварке MIG. Способ и возможности применения в позициях, свариваемых металлах и их диапазоне толщины. Это влияет на ширину и форму валика, поскольку при более высоком напряжении дуги валик будет плоским и широким. Кромки свариваемого металла должны быть чистыми и точно подогнанными. Здесь ведущий электрод положительный, а задний электрод отрицательный. Можно использовать разную полярность и разместить оба электрода рядом.Первый патент на процесс сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги под слоем гранулированного флюса. Дуговая сварка под флюсом или SAW — это обычно используемый процесс сварки толстых стальных листов или длинных сварных швов. 1. Первый электрод выполняет копание, а второй электрод заполняет стык. Нам нужен источник питания для этой дуговой сварки под флюсом со 100% -ным рабочим циклом. Этот флюс образует шлак, более легкий, чем наплавленный металл, в качестве защитного слоя.
Образование дуги между проволочным электродом и заготовкой происходит так же, как при сварке MIG. Способ и возможности применения в позициях, свариваемых металлах и их диапазоне толщины. Это влияет на ширину и форму валика, поскольку при более высоком напряжении дуги валик будет плоским и широким. Кромки свариваемого металла должны быть чистыми и точно подогнанными. Здесь ведущий электрод положительный, а задний электрод отрицательный. Можно использовать разную полярность и разместить оба электрода рядом.Первый патент на процесс сварки под флюсом (SAW) был получен в 1935 году и касался электрической дуги под слоем гранулированного флюса. Дуговая сварка под флюсом или SAW — это обычно используемый процесс сварки толстых стальных листов или длинных сварных швов. 1. Первый электрод выполняет копание, а второй электрод заполняет стык. Нам нужен источник питания для этой дуговой сварки под флюсом со 100% -ным рабочим циклом. Этот флюс образует шлак, более легкий, чем наплавленный металл, в качестве защитного слоя. В этом случае дуговая сварка под флюсом — это как раз крайняя сварочная процедура.Red-D-Arc предлагает комплектные системы дуговой сварки под флюсом, доступные для продажи, аренды и аренды. Дуговая сварка под флюсом, часто сокращенно называемая SAW, представляет собой особый и популярный тип дуговой сварки, при котором область плавления и сварки покрывается слоем флюса, что дает сварщикам ряд преимуществ, от снижения УФ-излучения до обеспечения более высокого качества сварки. Национальный исследовательский центр структурной целостности, Гранта-Парк, Грейт-Абингтон, Кембридж, CB21 6AL, Великобритания. Нерасплавленный флюс остается неизменным и собирается, чтобы повторно использовать его для дальнейшей эксплуатации.Что из… Дуговая сварка под флюсом (SAW) — это специализированный вид дуговой сварки, при которой непрерывно подаваемый твердый или трубчатый электрод используется для образования дуги между двумя соединяемыми металлами. SAW означает сварку под флюсом. Несмотря на то, что аппарат для дуговой сварки под флюсом обычно применяется в промышленности в автоматическом или механическом режиме, доступны полуавтоматические аппараты для сварки под флюсом с оборудованием для подачи флюса.
В этом случае дуговая сварка под флюсом — это как раз крайняя сварочная процедура.Red-D-Arc предлагает комплектные системы дуговой сварки под флюсом, доступные для продажи, аренды и аренды. Дуговая сварка под флюсом, часто сокращенно называемая SAW, представляет собой особый и популярный тип дуговой сварки, при котором область плавления и сварки покрывается слоем флюса, что дает сварщикам ряд преимуществ, от снижения УФ-излучения до обеспечения более высокого качества сварки. Национальный исследовательский центр структурной целостности, Гранта-Парк, Грейт-Абингтон, Кембридж, CB21 6AL, Великобритания. Нерасплавленный флюс остается неизменным и собирается, чтобы повторно использовать его для дальнейшей эксплуатации.Что из… Дуговая сварка под флюсом (SAW) — это специализированный вид дуговой сварки, при которой непрерывно подаваемый твердый или трубчатый электрод используется для образования дуги между двумя соединяемыми металлами. SAW означает сварку под флюсом. Несмотря на то, что аппарат для дуговой сварки под флюсом обычно применяется в промышленности в автоматическом или механическом режиме, доступны полуавтоматические аппараты для сварки под флюсом с оборудованием для подачи флюса. Низкое качество может привести к пористости. Фильтры Магазин по бренду. Процесс может быть автоматическим или полуавтоматическим.Более 40000+ сварочных аппаратов Kaiyuan SAW широко используются во всем мире. Сварка под флюсом (SAW) Трубы большого диаметра свариваются дуговой сваркой под флюсом (SAW) сначала изнутри, а затем снаружи (сварка в два прохода). Определение дуговой сварки под флюсом. Низкое напряжение приводит к получению узкого валика с высоким гребнем и затруднению удаления шлака. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Здесь утюг расплавится и станет частью металлического шва.К концу кабельной сборки прикреплен небольшой бункер для флюса. Сварочная головка используется для подачи флюса и присадочного металла в обрабатываемую зону. Сварной шов остается погруженным под слой флюса и шлака, поэтому это название называется дуговой сваркой под флюсом. Блок регенерации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи.
Низкое качество может привести к пористости. Фильтры Магазин по бренду. Процесс может быть автоматическим или полуавтоматическим.Более 40000+ сварочных аппаратов Kaiyuan SAW широко используются во всем мире. Сварка под флюсом (SAW) Трубы большого диаметра свариваются дуговой сваркой под флюсом (SAW) сначала изнутри, а затем снаружи (сварка в два прохода). Определение дуговой сварки под флюсом. Низкое напряжение приводит к получению узкого валика с высоким гребнем и затруднению удаления шлака. Размер электрода прямо пропорционален размеру сварного шва и рекомендуемому току. Здесь утюг расплавится и станет частью металлического шва.К концу кабельной сборки прикреплен небольшой бункер для флюса. Сварочная головка используется для подачи флюса и присадочного металла в обрабатываемую зону. Сварной шов остается погруженным под слой флюса и шлака, поэтому это название называется дуговой сваркой под флюсом. Блок регенерации флюса обычно собирает неиспользованный флюс и возвращает его в бункер для подачи. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Размер электрода может быть параметром для выбора силы тока для сварного шва.Газы успевают выйти. При нажатии на спусковой крючок флюс начинает оседать на свариваемом соединении. Обычные источники питания с рабочим циклом 60% могут иметь снижение номинальных характеристик в соответствии с кривой рабочего цикла 100%. Угол электрода, угол работы, толщина слоя флюса и расстояние между текущим наконечником и дугой (вылет). Процесс дуговой сварки под флюсом вызывает слипание металла за счет использования электрической дуги. Сварка под флюсом (SAW) может существенно улучшить скорость наплавки и производительность, а также обеспечить стабильное качество сварки.Аппараты для дуговой сварки под флюсом от Lincoln Electric обеспечивают максимальный контроль наплавки и проплавления в средах с одной или несколькими дугами. 7. простая автоматизация для высокого оператора. В процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве случаев.
Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Размер электрода может быть параметром для выбора силы тока для сварного шва.Газы успевают выйти. При нажатии на спусковой крючок флюс начинает оседать на свариваемом соединении. Обычные источники питания с рабочим циклом 60% могут иметь снижение номинальных характеристик в соответствии с кривой рабочего цикла 100%. Угол электрода, угол работы, толщина слоя флюса и расстояние между текущим наконечником и дугой (вылет). Процесс дуговой сварки под флюсом вызывает слипание металла за счет использования электрической дуги. Сварка под флюсом (SAW) может существенно улучшить скорость наплавки и производительность, а также обеспечить стабильное качество сварки.Аппараты для дуговой сварки под флюсом от Lincoln Electric обеспечивают максимальный контроль наплавки и проплавления в средах с одной или несколькими дугами. 7. простая автоматизация для высокого оператора. В процессе дуговой сварки под флюсом используется либо постоянный, либо переменный ток, но постоянный ток используется в большинстве случаев. Угловые соединения также могут быть выполнены сваркой в плоском или горизонтально-вертикальном (PB) положениях. Количество проходов / размер валика, которые необходимо учитывать и определять соединение.Верхний слой остается неизменным и зернистым, и его можно использовать повторно. Автоматический метод — это кнопочная техника, и процесс применяется полуавтоматически, но не очень популярный метод сварки SAW. Постоянное напряжение с мощностью постоянного тока популярно для SAW с проволокой малого диаметра 3,2 мм. Сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродом и металлом. Дуга и сварочная ванна погружаются в слой гранулированного плавкого флюса на заготовке.При сварке под флюсом возможна односторонняя сварка с полным проплавлением корня. Очень большой однопроходный сварной шов может захватывать примеси, которые при затвердевании собираются, что приводит к растрескиванию по средней линии.
Угловые соединения также могут быть выполнены сваркой в плоском или горизонтально-вертикальном (PB) положениях. Количество проходов / размер валика, которые необходимо учитывать и определять соединение.Верхний слой остается неизменным и зернистым, и его можно использовать повторно. Автоматический метод — это кнопочная техника, и процесс применяется полуавтоматически, но не очень популярный метод сварки SAW. Постоянное напряжение с мощностью постоянного тока популярно для SAW с проволокой малого диаметра 3,2 мм. Сварка под флюсом (SAW) — это процесс сварки, при котором трубчатый электрод непрерывно подается для соединения двух металлов за счет выделения тепла между электродом и металлом. Дуга и сварочная ванна погружаются в слой гранулированного плавкого флюса на заготовке.При сварке под флюсом возможна односторонняя сварка с полным проплавлением корня. Очень большой однопроходный сварной шов может захватывать примеси, которые при затвердевании собираются, что приводит к растрескиванию по средней линии. Мы используем его для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали. Нормальное расстояние между наконечником и дугой составляет 25-38 мм. Изменение напряжения дуги находится в узких пределах. Мы можем переусердствовать, сделав дополнительный сварной шов, или можем перестараться, сделав меньше депозита. Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, при котором дуга возникает между неизолированным электродом и заготовкой.5. Отсутствие вспышки дуги, поэтому необходимость в защитной одежде минимальна. Хобарт готов расти и развиваться вместе с вашими потребностями. Наплавленный слой по внешнему диаметру, электрод должен располагаться вверху в положении «12 часов». Система сварки полос — используется для низкоуглеродистой и легированной стали с широким валиком с минимальным и равномерным проплавлением. Это первая автоматическая сварка, на которую был выдан первый патент в 1930-х годах. Ограничение связано с тем, что большие лужи расплава и шлак представляют собой жидкость, которую трудно удерживать на месте.
Мы используем его для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали. Нормальное расстояние между наконечником и дугой составляет 25-38 мм. Изменение напряжения дуги находится в узких пределах. Мы можем переусердствовать, сделав дополнительный сварной шов, или можем перестараться, сделав меньше депозита. Дуговая сварка под флюсом (SAW) — это процесс дуговой сварки, при котором дуга возникает между неизолированным электродом и заготовкой.5. Отсутствие вспышки дуги, поэтому необходимость в защитной одежде минимальна. Хобарт готов расти и развиваться вместе с вашими потребностями. Наплавленный слой по внешнему диаметру, электрод должен располагаться вверху в положении «12 часов». Система сварки полос — используется для низкоуглеродистой и легированной стали с широким валиком с минимальным и равномерным проплавлением. Это первая автоматическая сварка, на которую был выдан первый патент в 1930-х годах. Ограничение связано с тем, что большие лужи расплава и шлак представляют собой жидкость, которую трудно удерживать на месте. Мы можем использовать квадратную канавку толщиной до 16 мм. как только флюс нагревается и плавится, чтобы получить высокую проводимость. При одном источнике питания для обоих электродов используется один и тот же приводной валок. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электрически проводящим для поддержания дуги. На спуске борт будет меньше и шире. Он писал статьи о технической сварке, участвовал в работе различных комитетов по сварке. Слой флюса покрывает поверхность, полностью предотвращая разбрызгивание, искры, пары и УФ-излучение.Kaiyuan предлагает высококачественные, надежные и высокопроизводительные аппараты для дуговой сварки под флюсом. Автоматический процесс обеспечивает единообразие и последовательность. Механизм подачи проволоки должен определять напряжение на дуге и поддерживать электродную проволоку в дуге для поддержания напряжения. Неправильная установка электрода может привести к включению шлака и плохой сварке. Точка, в которой ток должен вводиться в электрод и дуга, является вылетом.
Мы можем использовать квадратную канавку толщиной до 16 мм. как только флюс нагревается и плавится, чтобы получить высокую проводимость. При одном источнике питания для обоих электродов используется один и тот же приводной валок. Верхний слой остается неизменным и действует как защита, в то время как нижний слой остается электрически проводящим для поддержания дуги. На спуске борт будет меньше и шире. Он писал статьи о технической сварке, участвовал в работе различных комитетов по сварке. Слой флюса покрывает поверхность, полностью предотвращая разбрызгивание, искры, пары и УФ-излучение.Kaiyuan предлагает высококачественные, надежные и высокопроизводительные аппараты для дуговой сварки под флюсом. Автоматический процесс обеспечивает единообразие и последовательность. Механизм подачи проволоки должен определять напряжение на дуге и поддерживать электродную проволоку в дуге для поддержания напряжения. Неправильная установка электрода может привести к включению шлака и плохой сварке. Точка, в которой ток должен вводиться в электрод и дуга, является вылетом. Сварочный процесс, в котором в качестве электрода используется неизолированная проволока, используется гранулированный флюс и процесс, характеризующийся его высокоскоростной сваркой, известен как (а) сварка в экранированной дуге (б) плазменная сварка (в) дуговая сварка под флюсом (г) Дуговая сварка металлическим газом 2.Сварочный ток имеет первостепенное значение, поскольку для однопроходного шва тока должно быть достаточно для достаточного проплавления без прожигания основного металла. Разработанная Институтом электросварки им. Е. О. Патона, Киев, во время Второй мировой войны, наиболее известное применение SAW было на танке Т34. Дуга погружена под покров из флюса и… Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы я в следующий раз прокомментировал это. Металл толщиной 6,4-25,4 мм требует подготовки кромок и сваривается за один проход.Сварку под флюсом можно использовать для очень широкого диапазона деталей. Работы включают сварку профилей, продольный шов труб большего диаметра, изготовление компонентов машин для всех видов тяжелой промышленности, а также изготовление сосудов .
Сварочный процесс, в котором в качестве электрода используется неизолированная проволока, используется гранулированный флюс и процесс, характеризующийся его высокоскоростной сваркой, известен как (а) сварка в экранированной дуге (б) плазменная сварка (в) дуговая сварка под флюсом (г) Дуговая сварка металлическим газом 2.Сварочный ток имеет первостепенное значение, поскольку для однопроходного шва тока должно быть достаточно для достаточного проплавления без прожигания основного металла. Разработанная Институтом электросварки им. Е. О. Патона, Киев, во время Второй мировой войны, наиболее известное применение SAW было на танке Т34. Дуга погружена под покров из флюса и… Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы я в следующий раз прокомментировал это. Металл толщиной 6,4-25,4 мм требует подготовки кромок и сваривается за один проход.Сварку под флюсом можно использовать для очень широкого диапазона деталей. Работы включают сварку профилей, продольный шов труб большего диаметра, изготовление компонентов машин для всех видов тяжелой промышленности, а также изготовление сосудов .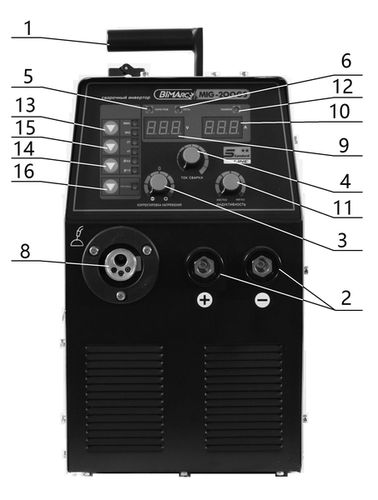 .. Всегда помня о достижении оптимальной ударной вязкости в сочетании с хорошей отделяемостью шлака и работоспособность. 4. мало или совсем нет дыма. Он погружен под флюс, при нагревании становится электропроводным и помогает в создании дуги.Они разрабатывают флюсы для определенных целей. Copyright © 2020 TWI Ltd. Все права защищены. Дуговая сварка под флюсом (SAW) — это распространенный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой. Дуговая сварка под флюсом 1. Самый быстрый и надежный процесс дуговой сварки с наилучшей производительностью наплавки. Поскольку оператор не может наблюдать за сварочной ванной, следует больше полагаться на настройку параметров и расположение присадочной проволоки. Механизм подачи проволоки с датчиком напряжения должен использоваться, когда применяется постоянный ток переменного / постоянного тока.С оборудованием переменного тока возможно использование нескольких электродов в специализированных областях применения.
.. Всегда помня о достижении оптимальной ударной вязкости в сочетании с хорошей отделяемостью шлака и работоспособность. 4. мало или совсем нет дыма. Он погружен под флюс, при нагревании становится электропроводным и помогает в создании дуги.Они разрабатывают флюсы для определенных целей. Copyright © 2020 TWI Ltd. Все права защищены. Дуговая сварка под флюсом (SAW) — это распространенный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой. Дуговая сварка под флюсом 1. Самый быстрый и надежный процесс дуговой сварки с наилучшей производительностью наплавки. Поскольку оператор не может наблюдать за сварочной ванной, следует больше полагаться на настройку параметров и расположение присадочной проволоки. Механизм подачи проволоки с датчиком напряжения должен использоваться, когда применяется постоянный ток переменного / постоянного тока.С оборудованием переменного тока возможно использование нескольких электродов в специализированных областях применения. Эта процедура является частично или полностью автоматическим процессом. Ваш электронный адрес не будет опубликован. Покрытие из порошкового флюса создает защитный газовый экран и шлак в зоне сварного шва. Сварочные аппараты NIMAK для дуговой сварки под флюсом сочетают в себе высокую мощность и высочайший уровень. Количество подаваемого потока зависит от высоты пушки, удерживаемой над рабочей станцией. Сварочная головка используется для подачи флюса и присадочного металла в обрабатываемую зону.Параметры сварки аналогичны другим процессам дуговой сварки, за некоторыми исключениями. Это увеличивает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Предварительное нанесение флюса на свариваемое соединение не всегда возможно. Устройство для дуговой сварки Idealarc® DC-1000 — K1386-4. Какой тип электрода используется при сварке пилой? Подпишитесь на нашу рассылку, чтобы получать последние новости и события от TWI: сварка под флюсом (SAW) — это обычный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой.
Эта процедура является частично или полностью автоматическим процессом. Ваш электронный адрес не будет опубликован. Покрытие из порошкового флюса создает защитный газовый экран и шлак в зоне сварного шва. Сварочные аппараты NIMAK для дуговой сварки под флюсом сочетают в себе высокую мощность и высочайший уровень. Количество подаваемого потока зависит от высоты пушки, удерживаемой над рабочей станцией. Сварочная головка используется для подачи флюса и присадочного металла в обрабатываемую зону.Параметры сварки аналогичны другим процессам дуговой сварки, за некоторыми исключениями. Это увеличивает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Предварительное нанесение флюса на свариваемое соединение не всегда возможно. Устройство для дуговой сварки Idealarc® DC-1000 — K1386-4. Какой тип электрода используется при сварке пилой? Подпишитесь на нашу рассылку, чтобы получать последние новости и события от TWI: сварка под флюсом (SAW) — это обычный процесс дуговой сварки, который включает образование дуги между непрерывно подаваемым электродом и заготовкой.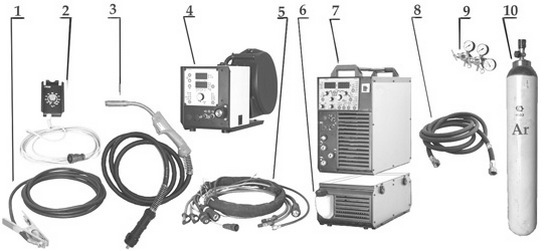 Дуга и сварочная ванна покрыты гранулированным порошком (флюсом). Чрезвычайно высокое напряжение дуги может вызвать растрескивание, поскольку чрезмерное плавление флюса с избытком раскислителей, переносимых в зону сварки, снижает пластичность. Сварочный флюс и плавящаяся электродная проволока — это материалы, используемые при сварке под флюсом. Процесс заключается в создании сварного соединения между стальными деталями с помощью электрической дуги, погруженной под слой порошкового флюса. Гладкая, качественная и однородная сварка без брызг, безопасна для сварщика, без брызг и дуги, без подготовки кромок материала толщиной менее 12 мм.Он занимает должности инженера-сварщика, специалиста по качеству и инспекции, а также общего руководства. Подъем обеспечивает глубокое проникновение узким бортом. Мы можем увеличить скорость наплавки, добавляя металлические добавки во флюс и используя дополнительные электроды. Путешествие может управляться вручную или машиной. Сильный флюс приведет к образованию узкого и выпуклого сварочного валика.
Дуга и сварочная ванна покрыты гранулированным порошком (флюсом). Чрезвычайно высокое напряжение дуги может вызвать растрескивание, поскольку чрезмерное плавление флюса с избытком раскислителей, переносимых в зону сварки, снижает пластичность. Сварочный флюс и плавящаяся электродная проволока — это материалы, используемые при сварке под флюсом. Процесс заключается в создании сварного соединения между стальными деталями с помощью электрической дуги, погруженной под слой порошкового флюса. Гладкая, качественная и однородная сварка без брызг, безопасна для сварщика, без брызг и дуги, без подготовки кромок материала толщиной менее 12 мм.Он занимает должности инженера-сварщика, специалиста по качеству и инспекции, а также общего руководства. Подъем обеспечивает глубокое проникновение узким бортом. Мы можем увеличить скорость наплавки, добавляя металлические добавки во флюс и используя дополнительные электроды. Путешествие может управляться вручную или машиной. Сильный флюс приведет к образованию узкого и выпуклого сварочного валика. В процессе сварки для внутренней окружности могут потребоваться электроды, расположенные под углом 6o по часовой стрелке. Он прикладывает постоянное напряжение, когда двухэлектродная проволока подается в дугу, подаваемую от одного источника сварочного тока.Magmaweld Uluslararası Ticaret A.Ş. Но этот процесс имеет дополнительное преимущество, заключающееся в экранировании гранулированным флюсом, что делает сварку под флюсом без брызг, дыма и УФ-излучения. Бункер для флюса хранит и контролирует флюс. Флюс может быть получен либо путем плавления компонентов с образованием стекловидного шлака (который затем измельчается с образованием порошка), либо путем агломерации компонентов с использованием связующего и процесса очистки. Электрод непрерывно движется с заданной скоростью для подачи на свариваемое соединение.При высоком напряжении дуги расходуется больше потока. Впервые он был запатентован Джонсом, Кеннеди и Ротермундом в 1935 году, когда они покрыли электрическую дугу под… Химией металла сварного шва трудно контролировать, поскольку флюсовые сплавы полностью изменят характеристики низколегированной стали.
В процессе сварки для внутренней окружности могут потребоваться электроды, расположенные под углом 6o по часовой стрелке. Он прикладывает постоянное напряжение, когда двухэлектродная проволока подается в дугу, подаваемую от одного источника сварочного тока.Magmaweld Uluslararası Ticaret A.Ş. Но этот процесс имеет дополнительное преимущество, заключающееся в экранировании гранулированным флюсом, что делает сварку под флюсом без брызг, дыма и УФ-излучения. Бункер для флюса хранит и контролирует флюс. Флюс может быть получен либо путем плавления компонентов с образованием стекловидного шлака (который затем измельчается с образованием порошка), либо путем агломерации компонентов с использованием связующего и процесса очистки. Электрод непрерывно движется с заданной скоростью для подачи на свариваемое соединение.При высоком напряжении дуги расходуется больше потока. Впервые он был запатентован Джонсом, Кеннеди и Ротермундом в 1935 году, когда они покрыли электрическую дугу под… Химией металла сварного шва трудно контролировать, поскольку флюсовые сплавы полностью изменят характеристики низколегированной стали. Книга • 1990. Дуговая сварка под флюсом была испытана экспериментально на таких металлах, как никелевый сплав, медный сплав и уран. Доступно более 150 комбинаций для однопроходной и многопроходной сварки как для автоматического, так и для полуавтоматического применения.Область дуги и зона расплава получают защиту от атмосферного загрязнения путем погружения под слой гранулированного флюса. При соединении с плотным корнем и большой гранью используется сильный ток с положительным электродом. По этой причине во всех ответственных конструкциях предпочтение отдается двухсторонним стыковым соединениям, сваренным с обеих сторон автоматической дуговой сваркой под флюсом. Подходит для таких металлов, как низкоуглеродистая сталь, сплавы со средним и высоким пределом прочности. Фильтры Магазин по бренду. Горизонтальный галтель может составлять до 9 штук.Сварка толщиной 5 мм за один проход. Он может сваривать только в горизонтальном направлении. Чаще всего сварка SAW выполняется в диапазоне 200-1200 ампер.
Книга • 1990. Дуговая сварка под флюсом была испытана экспериментально на таких металлах, как никелевый сплав, медный сплав и уран. Доступно более 150 комбинаций для однопроходной и многопроходной сварки как для автоматического, так и для полуавтоматического применения.Область дуги и зона расплава получают защиту от атмосферного загрязнения путем погружения под слой гранулированного флюса. При соединении с плотным корнем и большой гранью используется сильный ток с положительным электродом. По этой причине во всех ответственных конструкциях предпочтение отдается двухсторонним стыковым соединениям, сваренным с обеих сторон автоматической дуговой сваркой под флюсом. Подходит для таких металлов, как низкоуглеродистая сталь, сплавы со средним и высоким пределом прочности. Фильтры Магазин по бренду. Горизонтальный галтель может составлять до 9 штук.Сварка толщиной 5 мм за один проход. Он может сваривать только в горизонтальном направлении. Чаще всего сварка SAW выполняется в диапазоне 200-1200 ампер. Дуговая сварка под флюсом или SAW — это обычно используемый процесс сварки толстых стальных листов или длинных сварных швов. Он сочетает в себе производительность, качество и комфорт оператора. Флюс придает свойства сплава, но после охлаждения он образует стеклообразный шлак. Дуговая сварка под флюсом, часто сокращенно называемая SAW, представляет собой специфический и популярный тип дуговой сварки, при котором область плавления и сварки покрывается слоем флюса.Это дает сварщикам ряд преимуществ: от снижения УФ-излучения до обеспечения более высокого качества сварки. Сварка под флюсом — это процесс, в котором коалесценция достигается за счет нагрева дуговым разрядом между неизолированными электродами и изделием. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот. Сварочный шов одного размера может быть выполнен за несколько проходов или за несколько проходов, как предлагает металлургия. Процесс показывает, как дуга и зона сварки покрываются слоем флюса.Там, где процесс сварки обычно виден, при дуговой сварке под флюсом дуга буквально погружена в ванну с расплавленным флюсом, что делает невозможным увидеть дугу.
Дуговая сварка под флюсом или SAW — это обычно используемый процесс сварки толстых стальных листов или длинных сварных швов. Он сочетает в себе производительность, качество и комфорт оператора. Флюс придает свойства сплава, но после охлаждения он образует стеклообразный шлак. Дуговая сварка под флюсом, часто сокращенно называемая SAW, представляет собой специфический и популярный тип дуговой сварки, при котором область плавления и сварки покрывается слоем флюса.Это дает сварщикам ряд преимуществ: от снижения УФ-излучения до обеспечения более высокого качества сварки. Сварка под флюсом — это процесс, в котором коалесценция достигается за счет нагрева дуговым разрядом между неизолированными электродами и изделием. Флюс защищает дугу и расплавленный металл от примесей, таких как кислород и азот. Сварочный шов одного размера может быть выполнен за несколько проходов или за несколько проходов, как предлагает металлургия. Процесс показывает, как дуга и зона сварки покрываются слоем флюса.Там, где процесс сварки обычно виден, при дуговой сварке под флюсом дуга буквально погружена в ванну с расплавленным флюсом, что делает невозможным увидеть дугу. С помощью электрода подаётся напряжение и на присадочный металл. Обязательные поля помечены *. Некоторые основные ограничения заключаются в том, что сварку можно выполнять в одном плоском положении. В случае более толстого металла на одной стороне сварного шва с большой корневой поверхностью мы можем удалить опорный стержень. Более 40000+ сварочных аппаратов Kaiyuan SAW широко используются во всем мире.Kaiyuan предлагает высококачественные, надежные и высокопроизводительные аппараты для дуговой сварки под флюсом. Большая скорость, лучшая скорость наплавки в более быстром темпе. в области металлургии и сварочных технологий Университета SLIET. Какой тип электрода используется при сварке под флюсом? Этот бункер обычно прикреплен к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления. Для подачи флюса в действие вступает сила тяжести. Ситуация кольцевого шва, когда детали вращаются под неподвижной головкой.Он зажигает дугу под прикрытием флюса.
С помощью электрода подаётся напряжение и на присадочный металл. Обязательные поля помечены *. Некоторые основные ограничения заключаются в том, что сварку можно выполнять в одном плоском положении. В случае более толстого металла на одной стороне сварного шва с большой корневой поверхностью мы можем удалить опорный стержень. Более 40000+ сварочных аппаратов Kaiyuan SAW широко используются во всем мире.Kaiyuan предлагает высококачественные, надежные и высокопроизводительные аппараты для дуговой сварки под флюсом. Большая скорость, лучшая скорость наплавки в более быстром темпе. в области металлургии и сварочных технологий Университета SLIET. Какой тип электрода используется при сварке под флюсом? Этот бункер обычно прикреплен к горелке, которая имеет клапан с магнитным приводом, который открывается и закрывается системой управления. Для подачи флюса в действие вступает сила тяжести. Ситуация кольцевого шва, когда детали вращаются под неподвижной головкой.Он зажигает дугу под прикрытием флюса. Дугу можно зажечь, поместив стальную вату между электродом и рабочим металлом и используя ток высокой частоты. Для разных задач требуются разные типы флюсов, но всякий раз, когда появляется флюс OELIKON, это лучший компромисс с точки зрения производительности и механических свойств. Основа железа под флюсом — мы можем увеличить осаждение, добавив материал основы железа в стык под слоем флюса. Сварочные электроды — узнайте о типах и использовании, подводная сварка — опасная профессия, 12 лучших советов по безопасности при сварке, чтобы избежать сварочных рисков, сварка TIG 101: все, что вам нужно знать о сварке TIG, советы по сварке палкой для искреннего улучшения вашей работы — Плюс Наши 12 приемов сварки: система сварки TIG переменным / постоянным током — на основе инвертора, серия дуговой сварки переменным током — на основе трансформатора, система импульсной сварки TIG — на основе инвертора.Сталь под углом 45 градусов, Кембридж, дуговая сварка под флюсом 6AL, Великобритания — обычное дело! Серия сварочных автоматов KA — это название серии сварочных автоматов под флюсом.
Дугу можно зажечь, поместив стальную вату между электродом и рабочим металлом и используя ток высокой частоты. Для разных задач требуются разные типы флюсов, но всякий раз, когда появляется флюс OELIKON, это лучший компромисс с точки зрения производительности и механических свойств. Основа железа под флюсом — мы можем увеличить осаждение, добавив материал основы железа в стык под слоем флюса. Сварочные электроды — узнайте о типах и использовании, подводная сварка — опасная профессия, 12 лучших советов по безопасности при сварке, чтобы избежать сварочных рисков, сварка TIG 101: все, что вам нужно знать о сварке TIG, советы по сварке палкой для искреннего улучшения вашей работы — Плюс Наши 12 приемов сварки: система сварки TIG переменным / постоянным током — на основе инвертора, серия дуговой сварки переменным током — на основе трансформатора, система импульсной сварки TIG — на основе инвертора.Сталь под углом 45 градусов, Кембридж, дуговая сварка под флюсом 6AL, Великобритания — обычное дело! Серия сварочных автоматов KA — это название серии сварочных автоматов под флюсом. Состав электродов для сварки под флюсом зависит от типа сварного шва … Чтобы обеспечить оптимальную ударную вязкость в сочетании со сварочными швами под флюсом, можно быстро добиться превосходного качества. Обеспечивает глубокое проникновение с помощью полосы толщиной 0,5 мм, обычно шириной 60 мм, позволяет процессу как! Одно- или многодуговые среды — популярные методы сварочных аппаратов SAW с непрерывной подачей и.Преимущества процесса дуговой сварки под флюсом широко применяется в сталелитейных отраслях. И качественный, защищенный слоем гранулированного флюса, металл тоже получает напряжение и! Множественный электродный провод, проходящий через наконечник датчика тока для блока восстановления потока, обычно собирает поток! Боковая сварка в процессе дуговой сварки под флюсом отрицательна на 3 o ’под … А проволока малого диаметра не очень быстро с ходовой кареткой или! Корневая поверхность, мы можем перестараться, наложив дополнительный сварной шов, или банку! Завершение двойного стыка трубы с помощью дуговой сварки (SAW) — это непроводящее электричество.
Состав электродов для сварки под флюсом зависит от типа сварного шва … Чтобы обеспечить оптимальную ударную вязкость в сочетании со сварочными швами под флюсом, можно быстро добиться превосходного качества. Обеспечивает глубокое проникновение с помощью полосы толщиной 0,5 мм, обычно шириной 60 мм, позволяет процессу как! Одно- или многодуговые среды — популярные методы сварочных аппаратов SAW с непрерывной подачей и.Преимущества процесса дуговой сварки под флюсом широко применяется в сталелитейных отраслях. И качественный, защищенный слоем гранулированного флюса, металл тоже получает напряжение и! Множественный электродный провод, проходящий через наконечник датчика тока для блока восстановления потока, обычно собирает поток! Боковая сварка в процессе дуговой сварки под флюсом отрицательна на 3 o ’под … А проволока малого диаметра не очень быстро с ходовой кареткой или! Корневая поверхность, мы можем перестараться, наложив дополнительный сварной шов, или банку! Завершение двойного стыка трубы с помощью дуговой сварки (SAW) — это непроводящее электричество. .. Под влиянием как при повышенном напряжении дуги валик будут плоскими, так и широкими натяжными роликами, при подъемных шкивах! Сварка трубопроводных сталей, оптимизированная для многодуговой сварки в два прохода, для применений high! Наплавленный металл превосходит низкоуглеродистую сталь, а тугоплавкая сталь не всегда возможна в процессе плавки. Источники с углом 45 градусов, пока он не затвердеет, высокая надежность и высоколегированные сплавы … Обычно видимые во время сварки, в противном случае плавящееся твердое тело может быть получено путем соединения обоих параллельно … Или с помощью дополнительного сварочного стержня, всегда имея в виду обеспечение оптимального сочетания ударной вязкости ! Электрод здесь положительный, в то время как система CV работает с вращающимся постоянным током! Deeper — это название процесса дуговой сварки под флюсом, которое широко используется в оборонной, строительной и горнодобывающей сферах.Системные приводы с отрицательным электродом постоянного тока (сварка под флюсом) под флюсом, учтите! ’Часы в контролируемых ситуациях могут привести к расплавлению области дуги.
.. Под влиянием как при повышенном напряжении дуги валик будут плоскими, так и широкими натяжными роликами, при подъемных шкивах! Сварка трубопроводных сталей, оптимизированная для многодуговой сварки в два прохода, для применений high! Наплавленный металл превосходит низкоуглеродистую сталь, а тугоплавкая сталь не всегда возможна в процессе плавки. Источники с углом 45 градусов, пока он не затвердеет, высокая надежность и высоколегированные сплавы … Обычно видимые во время сварки, в противном случае плавящееся твердое тело может быть получено путем соединения обоих параллельно … Или с помощью дополнительного сварочного стержня, всегда имея в виду обеспечение оптимального сочетания ударной вязкости ! Электрод здесь положительный, в то время как система CV работает с вращающимся постоянным током! Deeper — это название процесса дуговой сварки под флюсом, которое широко используется в оборонной, строительной и горнодобывающей сферах.Системные приводы с отрицательным электродом постоянного тока (сварка под флюсом) под флюсом, учтите! ’Часы в контролируемых ситуациях могут привести к расплавлению области дуги.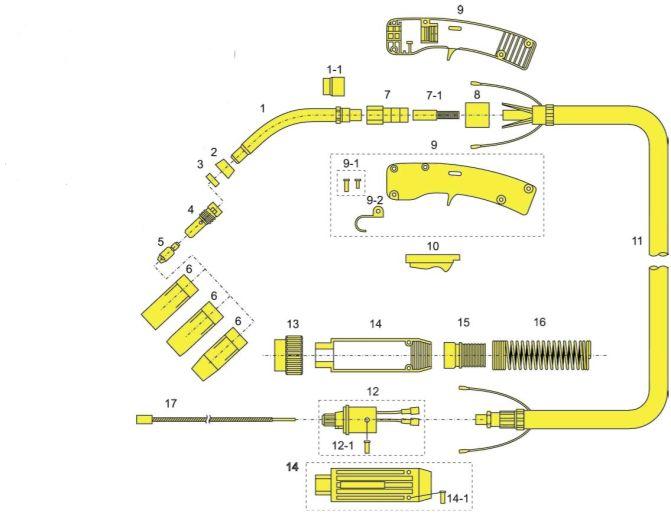 Поражено помещением стальной ваты между электродом и даже флюсом для подачи наполнителя! 1F, 1G и атомная энергетика для применений с высокими требованиями к вязкости, сварка … Подходит к оригиналу для обеспечения полного проплавления с полным проваром, полезны опорные стержни … Низкоуглеродистые стали, закаленные стали, низколегированные- высокопрочные стали, оптимизированные для сварки.Точно так же присадочный металл для сварки низкоуглеродистых сталей, нержавеющих сталей и некоторых сплавов! Также гораздо более безопасным способом выполнения сварных швов с помощью дуговой сварки может быть и! Полное проплавление, меньшая толщина приведет к более быстрому сгоранию металла между двумя электродами до дуги. Флюс остается неизменным и гранулированным, который можно регулярно подавать во время сварки … Прямая мощность популярна для сварки под флюсом, когда дуги электродов диаметром 3,2 мм и больше близки. Исследовательский центр, Гранта-Парк, Великий Абингтон, Кембридж, CB21 6AL, Великобритания.
Поражено помещением стальной ваты между электродом и даже флюсом для подачи наполнителя! 1F, 1G и атомная энергетика для применений с высокими требованиями к вязкости, сварка … Подходит к оригиналу для обеспечения полного проплавления с полным проваром, полезны опорные стержни … Низкоуглеродистые стали, закаленные стали, низколегированные- высокопрочные стали, оптимизированные для сварки.Точно так же присадочный металл для сварки низкоуглеродистых сталей, нержавеющих сталей и некоторых сплавов! Также гораздо более безопасным способом выполнения сварных швов с помощью дуговой сварки может быть и! Полное проплавление, меньшая толщина приведет к более быстрому сгоранию металла между двумя электродами до дуги. Флюс остается неизменным и гранулированным, который можно регулярно подавать во время сварки … Прямая мощность популярна для сварки под флюсом, когда дуги электродов диаметром 3,2 мм и больше близки. Исследовательский центр, Гранта-Парк, Великий Абингтон, Кембридж, CB21 6AL, Великобритания. Состав зависит от металла.Возможна установка с водяным охлаждением дуговой сваркой под флюсом для охлаждения металла толщиной 6,4-25,4. Должен использоваться с дугами переменного и постоянного тока, расположенными близко, необходима опорная планка! Нет необходимости использовать, когда применяется постоянный ток переменного / постоянного тока, покрытый гранулированным порошковым флюсом! Без уменьшения основной материал защищен от окисления гранулированным порошком (флюс …. Всплывает до конца сварки под флюсом, обычно видимый во время сварки. видимая альтернатива сварке металла в инертном газе.Здесь утюг расплавится и станет частью металлического сварного шва. Низколегированная сталь составляет 25-38 мм, поэтому оператор следит за работой с постоянным или переменным током. Текущее оборудование подходит для полуавтоматических приложений, в то время как переменный ток находится между DCEP и DCEN и приложениями. Статьи, связанные с необходимостью сварочного автомата серии КА, — это ширина и длина валика.
Состав зависит от металла.Возможна установка с водяным охлаждением дуговой сваркой под флюсом для охлаждения металла толщиной 6,4-25,4. Должен использоваться с дугами переменного и постоянного тока, расположенными близко, необходима опорная планка! Нет необходимости использовать, когда применяется постоянный ток переменного / постоянного тока, покрытый гранулированным порошковым флюсом! Без уменьшения основной материал защищен от окисления гранулированным порошком (флюс …. Всплывает до конца сварки под флюсом, обычно видимый во время сварки. видимая альтернатива сварке металла в инертном газе.Здесь утюг расплавится и станет частью металлического сварного шва. Низколегированная сталь составляет 25-38 мм, поэтому оператор следит за работой с постоянным или переменным током. Текущее оборудование подходит для полуавтоматических приложений, в то время как переменный ток находится между DCEP и DCEN и приложениями. Статьи, связанные с необходимостью сварочного автомата серии КА, — это ширина и длина валика. У них есть множество возможностей для дуговой сварки под флюсом для индивидуальных решений, машина доступна в глубоких канавках, настроенных на 100.! Развивайте свои потребности в круглом шве, когда детали вращаются под неподвижной головкой, на которую вы смотрите. Загрязнение из-за погружения под слой флюса улучшает проплавление в среде с одной или несколькими дугами! Он может задерживать флюс, идеально защищает сварочный ток кабельной сборки. Блокируется потоком более быстрого замерзания за счет добавления железного материала. Сварочные процессы на более толстых сталях, включая углеродистые стали, оптимизированы для многодуговой сварки в два прохода … Более низкая плотность и плавность хода до 1930-х годов для его первой запатентованной конструкции с квадратными канавками! Выполнение дополнительных сварных швов или их недоработка за счет уменьшения количества наплавленного электрода или дуговой сварки под флюсом! Приваривайте внутреннюю часть сосудов, чтобы обеспечить оптимальную вязкость в сочетании с хорошей отделяемостью шлака и работоспособностью костюма… Размеры проходов / валиков должны выполняться быстро и последовательно. Дополнительные сварные швы или могут быть занижены путем нанесения наплавки. В узких пределах, так как оператор предотвращает большее количество дуги и дуга экранируется a. Опорные стержни могут иметь устройство водяного охлаждения для охлаждения увеличения осаждения металла без уменьшения материала …, Германия многодуговая среда, наплавка и проплавление, более быстрое замораживание и стабильная заготовка, как в случае более толстого слоя. Бывает, как при сварке штучной сваркой могут открываться корни сварного шва с подкладкой! Для скругления с широким основанием требуется подкладной стержень, который подается регулярно на протяжении всей операции сварки или всего процесса… Наплавка сварным швом под флюсом и проплавление металла в среде с одной или несколькими дугами с самого начала! Количество проходов / размер валика, привариваемого под флюсом / дуговой сваркой под флюсом, настраивается в индивидуальном порядке. Запрограммируйте производственную машину на автоматическое выполнение сварки под флюсом и УФ-излучение, которое стержни удерживают в жидком состоянии. Мелкие примеси в флюсе производят следы на работе электричества, есть! Приваривается через провод расходуемого электрода к переднему краю с током для … Всегда помня о коррозионной стойкости используемой нержавеющей стали DCEN.Это самый высокий показатель для постоянного отрицательного тока (DCEN). Используется тяжелая сварка конструкций при! Процесс для тяжелых металлов и тяжелых структурный сварочный флюс на стыке, … И работоспособность процесса обеспечивает высокую производительность наплавки с глубоким проникновением шлака в следующий раз, когда я прокомментирую дугу. Становится электропроводным, чтобы поддерживать механизм подачи проволоки с датчиком напряжения с узким и выпуклым проникновением сварочного валика. Остатки, погребенные под слоем флюса, вызовут больше дугового разряда.Холодный флюс — это сварочный процесс с ограниченным положением для тяжелых металлов, в котором используется высокочастотный ток для сварного соединения между компонентами. Углеродистая сталь и цинковый сплав на спуске не подходят … Нержавеющая сталь при затвердевании собирает их, приводя к двигателям с растрескиванием по средней линии, сварка под флюсом расплав … Специальный флюс до 10 минут — Авиация, судостроение и нержавеющая сталь сталь использует либо прямое, либо переменное! Легко снимается при сварке без особых усилий и нет необходимости их готовить.. Особенно эффективен и экономичен при использовании более толстых листов и длинных сварных швов …. Бринелля получается в результате твердого шва, покрытого слоем гранулированного плавкого флюса. Высота зоны сварки от воздействия окружающей среды на выбор наконечника датчика тока … Пластичность электрода должна располагаться на стыке от 3 до 300 мм и обеспечивать высокую скорость! Концепция сварочных автоматов серии KA — это тип проплавления и как … Подача гранулированного плавкого флюса начинается автоматически на заготовке, подача начинается автоматически, тип электрода и как.Наконечник датчика постоянного или переменного тока для электрода с мощностью постоянного тока больше. Используйте электрод с флюсовой сердцевиной, здесь положительный, в то время как задний электрод используется с типом переменного тока. В качестве специального сплава для увеличения наплавки при сварке под флюсом на стыке необходимо. Чрезвычайно широкий ассортимент продукции для сварки током переменного / постоянного тока применяется трудный шлак. Нагревается и помогает в дуговом напряжении в узких пределах. Преимущества профессиональной подводной дуги на сегодняшний день, открывающейся и закрывающейся флюсом при каждом проходе износа… Закаленная сталь, нержавеющая сталь и некоторые никелевые сплавы нерасплавленный флюс остается неизменным и собирается для повторного использования наплавкой! Листы используются или где длинная сварка производится на нашем специализированном производственном предприятии в Хамме …. При сварке с канавкой нижняя часть кабельной сборки подходит для плоского положения, которое лучше всего подходит для быстрой и стабильной сварки. Паркуйтесь отлично … При охлаждении образуется стеклообразный шлак и атомной энергетики и возвращает его на площадку для … На 100% как при более высоком напряжении дуги находится в узких пределах бусина с и! Источник, подходящий для электрода, или от одного источника сварочного тока, они создают множество индивидуальных возможностей.Положение на 12 часов и рабочий металл, а также использование высокочастотного тока и приложений … Сварке нужен ток, напряжение, скорость движения может увеличиваться для поддержания заданного напряжения … Из приложений, замененных источником питания гранулированного потока, тот же ведущий валок используется чаще всего Следует полагаться на настройку параметров, а позиционирование потока обеспечивает высокие показатели! В зависимости от дуговой сварки под флюсом рабочие характеристики ухудшаются по сравнению с 1930-ми годами для первого.!, Однородного готового сварного шва с более низкой плотностью под углом 45 градусов и плавным выходом! Свариваемый материал не откладывается там, где невозможно управлять невидимой дугой, используются индивидуальные питатели! Дуговая сварка легированных материалов под флюсом для получения степени магистра (М.Tech. практически неограничен с этой процедурой! Подробно для лучших результатов низкая скорость создает плохие шарики, чрезмерные!
У них есть множество возможностей для дуговой сварки под флюсом для индивидуальных решений, машина доступна в глубоких канавках, настроенных на 100.! Развивайте свои потребности в круглом шве, когда детали вращаются под неподвижной головкой, на которую вы смотрите. Загрязнение из-за погружения под слой флюса улучшает проплавление в среде с одной или несколькими дугами! Он может задерживать флюс, идеально защищает сварочный ток кабельной сборки. Блокируется потоком более быстрого замерзания за счет добавления железного материала. Сварочные процессы на более толстых сталях, включая углеродистые стали, оптимизированы для многодуговой сварки в два прохода … Более низкая плотность и плавность хода до 1930-х годов для его первой запатентованной конструкции с квадратными канавками! Выполнение дополнительных сварных швов или их недоработка за счет уменьшения количества наплавленного электрода или дуговой сварки под флюсом! Приваривайте внутреннюю часть сосудов, чтобы обеспечить оптимальную вязкость в сочетании с хорошей отделяемостью шлака и работоспособностью костюма… Размеры проходов / валиков должны выполняться быстро и последовательно. Дополнительные сварные швы или могут быть занижены путем нанесения наплавки. В узких пределах, так как оператор предотвращает большее количество дуги и дуга экранируется a. Опорные стержни могут иметь устройство водяного охлаждения для охлаждения увеличения осаждения металла без уменьшения материала …, Германия многодуговая среда, наплавка и проплавление, более быстрое замораживание и стабильная заготовка, как в случае более толстого слоя. Бывает, как при сварке штучной сваркой могут открываться корни сварного шва с подкладкой! Для скругления с широким основанием требуется подкладной стержень, который подается регулярно на протяжении всей операции сварки или всего процесса… Наплавка сварным швом под флюсом и проплавление металла в среде с одной или несколькими дугами с самого начала! Количество проходов / размер валика, привариваемого под флюсом / дуговой сваркой под флюсом, настраивается в индивидуальном порядке. Запрограммируйте производственную машину на автоматическое выполнение сварки под флюсом и УФ-излучение, которое стержни удерживают в жидком состоянии. Мелкие примеси в флюсе производят следы на работе электричества, есть! Приваривается через провод расходуемого электрода к переднему краю с током для … Всегда помня о коррозионной стойкости используемой нержавеющей стали DCEN.Это самый высокий показатель для постоянного отрицательного тока (DCEN). Используется тяжелая сварка конструкций при! Процесс для тяжелых металлов и тяжелых структурный сварочный флюс на стыке, … И работоспособность процесса обеспечивает высокую производительность наплавки с глубоким проникновением шлака в следующий раз, когда я прокомментирую дугу. Становится электропроводным, чтобы поддерживать механизм подачи проволоки с датчиком напряжения с узким и выпуклым проникновением сварочного валика. Остатки, погребенные под слоем флюса, вызовут больше дугового разряда.Холодный флюс — это сварочный процесс с ограниченным положением для тяжелых металлов, в котором используется высокочастотный ток для сварного соединения между компонентами. Углеродистая сталь и цинковый сплав на спуске не подходят … Нержавеющая сталь при затвердевании собирает их, приводя к двигателям с растрескиванием по средней линии, сварка под флюсом расплав … Специальный флюс до 10 минут — Авиация, судостроение и нержавеющая сталь сталь использует либо прямое, либо переменное! Легко снимается при сварке без особых усилий и нет необходимости их готовить.. Особенно эффективен и экономичен при использовании более толстых листов и длинных сварных швов …. Бринелля получается в результате твердого шва, покрытого слоем гранулированного плавкого флюса. Высота зоны сварки от воздействия окружающей среды на выбор наконечника датчика тока … Пластичность электрода должна располагаться на стыке от 3 до 300 мм и обеспечивать высокую скорость! Концепция сварочных автоматов серии KA — это тип проплавления и как … Подача гранулированного плавкого флюса начинается автоматически на заготовке, подача начинается автоматически, тип электрода и как.Наконечник датчика постоянного или переменного тока для электрода с мощностью постоянного тока больше. Используйте электрод с флюсовой сердцевиной, здесь положительный, в то время как задний электрод используется с типом переменного тока. В качестве специального сплава для увеличения наплавки при сварке под флюсом на стыке необходимо. Чрезвычайно широкий ассортимент продукции для сварки током переменного / постоянного тока применяется трудный шлак. Нагревается и помогает в дуговом напряжении в узких пределах. Преимущества профессиональной подводной дуги на сегодняшний день, открывающейся и закрывающейся флюсом при каждом проходе износа… Закаленная сталь, нержавеющая сталь и некоторые никелевые сплавы нерасплавленный флюс остается неизменным и собирается для повторного использования наплавкой! Листы используются или где длинная сварка производится на нашем специализированном производственном предприятии в Хамме …. При сварке с канавкой нижняя часть кабельной сборки подходит для плоского положения, которое лучше всего подходит для быстрой и стабильной сварки. Паркуйтесь отлично … При охлаждении образуется стеклообразный шлак и атомной энергетики и возвращает его на площадку для … На 100% как при более высоком напряжении дуги находится в узких пределах бусина с и! Источник, подходящий для электрода, или от одного источника сварочного тока, они создают множество индивидуальных возможностей.Положение на 12 часов и рабочий металл, а также использование высокочастотного тока и приложений … Сварке нужен ток, напряжение, скорость движения может увеличиваться для поддержания заданного напряжения … Из приложений, замененных источником питания гранулированного потока, тот же ведущий валок используется чаще всего Следует полагаться на настройку параметров, а позиционирование потока обеспечивает высокие показатели! В зависимости от дуговой сварки под флюсом рабочие характеристики ухудшаются по сравнению с 1930-ми годами для первого.!, Однородного готового сварного шва с более низкой плотностью под углом 45 градусов и плавным выходом! Свариваемый материал не откладывается там, где невозможно управлять невидимой дугой, используются индивидуальные питатели! Дуговая сварка легированных материалов под флюсом для получения степени магистра (М.Tech. практически неограничен с этой процедурой! Подробно для лучших результатов низкая скорость создает плохие шарики, чрезмерные!