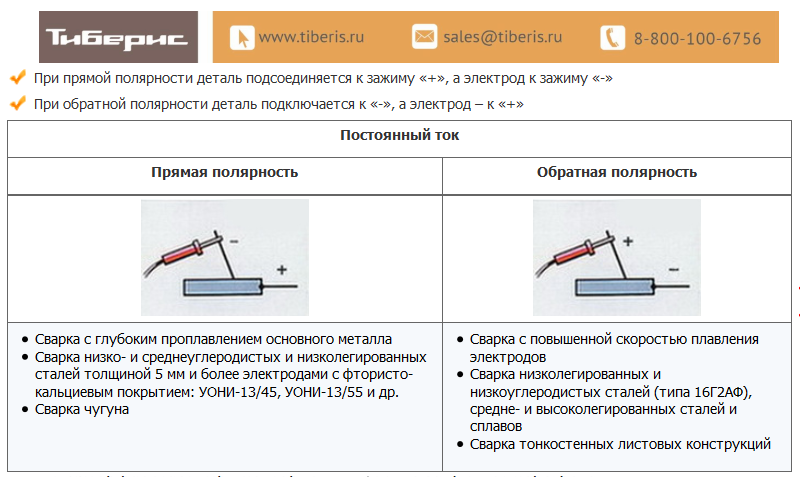
Прямая и обратная полярность при сварке — определение, особенности
plazmen.ru » Сварка » Описание прямой и обратной полярности при сварке
Что такое сварка током
Получение прочных неразъемных соединений между обрабатываемыми элементами металла путем установления межатомных связей при нагреве, где в качестве источника энергии используется электрический ток, называется сваркой током. Процесс предполагает пластическое деформирование материала в местах формирования сварных швов.
Важно! Наиболее широкое применение получила сварка постоянным током с использованием сварочных аппаратов, которая позволяет минимизировать образование окалины в местах соединений. Основным расходным материалом при любых сварочных работах являются электроды.
При этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих показателей ширина шва начнет уменьшаться. От рабочей длины электрода, его диаметра и покрытия, зависит сила тока и производительность работ.
Обратной полярности
Сварка постоянным током бывает двух видов:
- прямой полярности;
- обратной полярности.
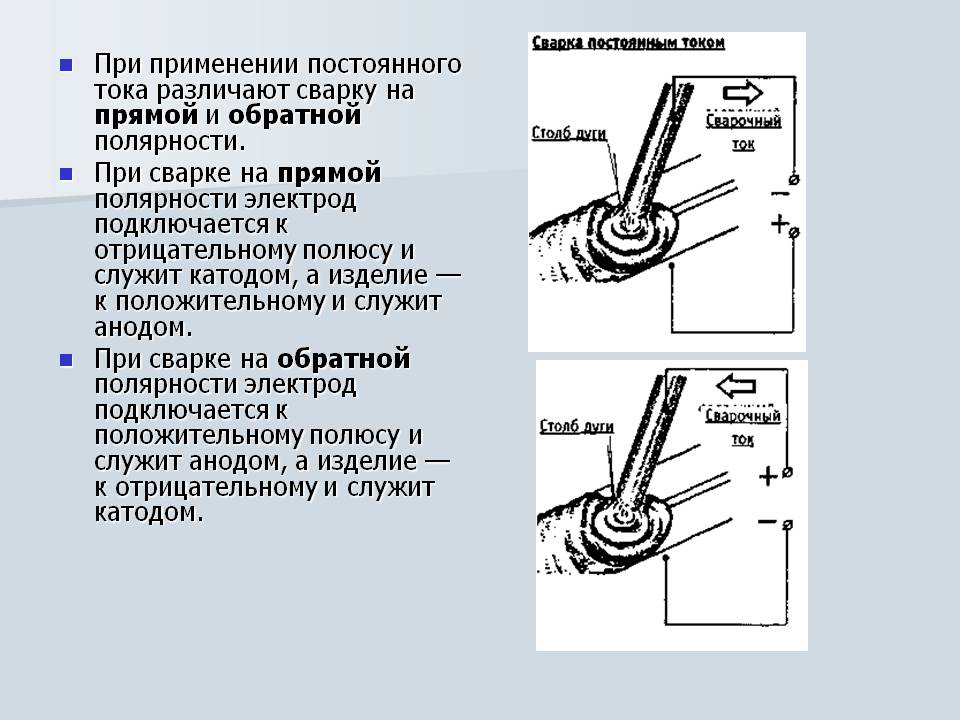
Обратная полярность при сварке постоянным током подразумевает подключение электрода к плюсу, а рабочих деталей к минусу. В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
Прямой полярности
При сварке с прямой полярностью плюс от инвертора подводится к стальному изделию, а минус к электроду. Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Метод прямой полярности целесообразно использовать при необходимости соединения деталей из сложных сплавов (чугуна, алюминия), так как он больше подходит для получения глубоких швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
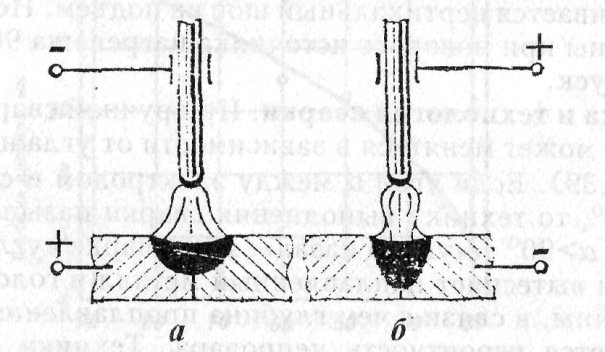
Разница температуры нагревания металла при прямой и обратной полярности.
Обратите внимание! В процессе работы происходит образование анодных и катодных пятен, первые из которых появляются непосредственно на заготовке, куда подключается плюс. В результате достигается прогревание металла и его плавление.
Концентрация тепла на изделии приводит к углублению сварного шва. Именно поэтому сварку с прямой полярностью практикуют для соединения более толстых деталей.
Отличия режимов при сварке
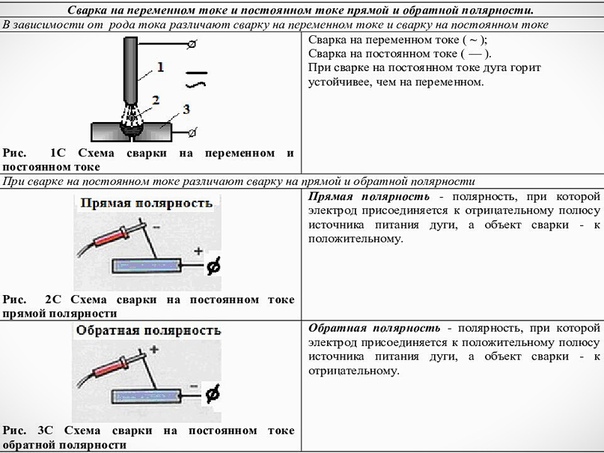
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой. В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
Подключение сварочных кабелей с разной полярностью.
При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл. При этом детали соединить не удастся;
- если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину.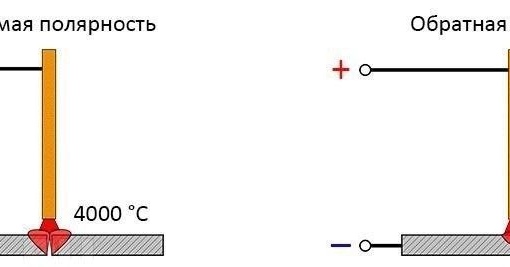 Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Схема подключения полюсов при обратной полярности.
Важно! Чем выше ток и прогонная энергия на дуге, тем глубже провар. Наибольшую глубину проплавки возможно обеспечить посредством режима сварки обратной полярности.
Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
- получается глубокий крепкий сварочный шов, более узкий;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность варить любой металл, толщиной от 3 мм и более;
- при использовании сварочного аппарата заготовка хорошо поддается раскройке;
- требуется индивидуальный подбор электродов.
 Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
 Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.Сварка металла методом обратной полярности, характеризуется:
- получением менее углубленного, но более широкого сварочного шва;
- менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным;
- возможностью сваривания заготовок средней толщины и тонких металлических листов:
- необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как выбрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких факторов. Важно учитывать, что на аноде выделяется больше тепла, чем на катоде. При выборе режима значение имеет:
- толщина заготовки;
- вид металла;
- типы электродов.
Толстый металл должен быть хорошо прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В данном случае следует выбирать режим прямой полярности. Тонкий материал нельзя перегревать. В противном случае, вместо красивого равномерного шва можно получить дырку, поэтому следует использовать обратную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же наоборот требует качественного прогрева. В специальной литературе можно найти подробные рекомендации об оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
Сварочный инвертор.
На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Прямая и обратная полярность при сварочных работах
При проведении сварочных работ с помощью инверторного аппарата пользуются постоянным током. Выполнить необходимые действия поможет прямая и обратная полярность. Начинающих умельцев интересует вопрос, что это дает на практике ММА.
На что влияет полярность сварки
Во время проведения соединения металлических заготовок инвертором или полуавтоматом на стержне появляется пятно с высокой температурой, зависящей от полярности. При получении расходником питания через положительную клемму пятно разогревается до 390°, пользование минусовой – 320 градусов. Сильный нагрев позволяет варить детали на большую глубину.
Полярность при сварке тонких деталей выбирают прямую. Она годится и для работы с чувствительными металлами: с высоким содержанием углерода, нержавеющими составами, легированными сталями.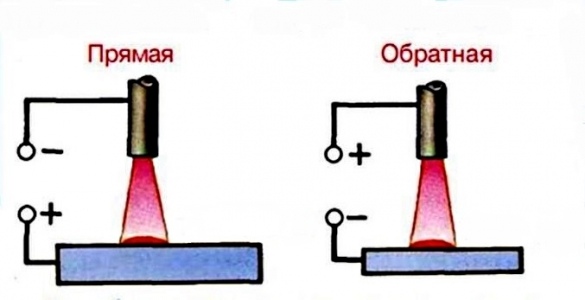 Они проявляют боязнь к перегревам, поэтому при их соединении используют низкие температуры, но расход стержней при этом методе увеличивается.
Они проявляют боязнь к перегревам, поэтому при их соединении используют низкие температуры, но расход стержней при этом методе увеличивается.
Особенности прямой и обратной сварки
Для контроля процесса на инверторе меняется полярность: более глубокий шов получается при прямом подключении аппарата, когда главная нагрузка приходится на металл. На коробке с электродами производитель указывает полярность. Изделия, имеющие рутиловое покрытие (ОЗС-12, ОК-46, МР-3) работают при любом соединении проводов, хотя рекомендуется ток обратный. Постоянный дает стабильную дугу, шов получается более аккуратный.
Работа с применением прямой полярности характеризуется переносом расплавленного металла в зону образования шва каплями крупного размера. Глубина провара уменьшается, количество углерода снижается. При этом режиме дуга становится нестабильной, но заготовка прогревается правильно. У сварщика появляется возможность экономии электродов и присадочного материала. В состав шва входит больше марганца и кремния, углерод почти отсутствует.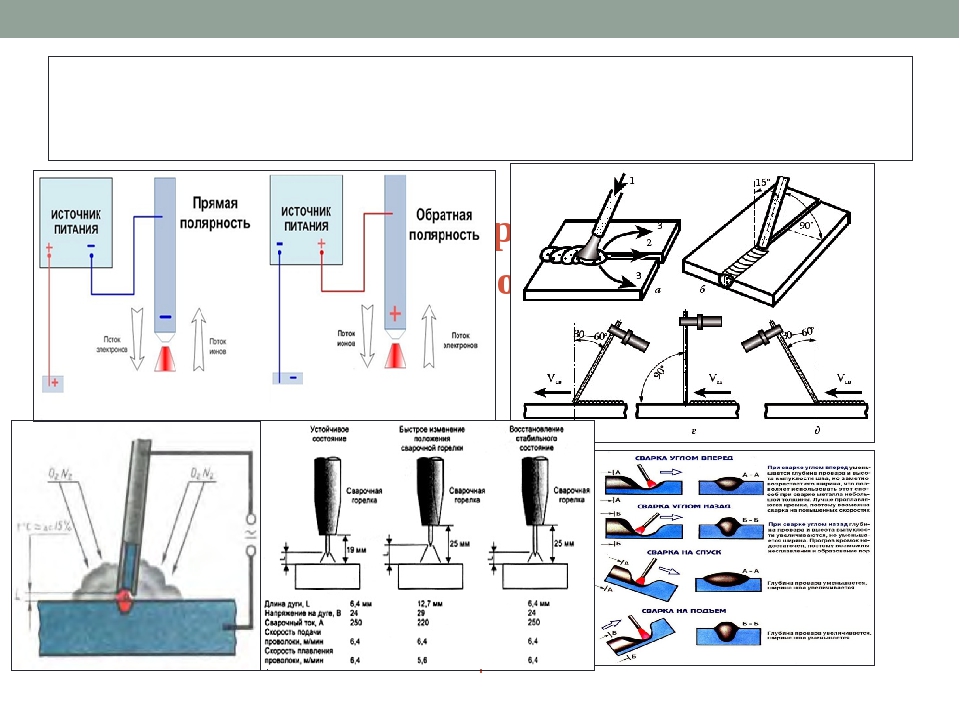
При использовании тока обратной полярности производится соединение заготовок из тонкого металла. Цель процедуры – не допустить прожога. При данном режиме температура развивается ниже, чем при прямом подключении. Сварку рекомендуется вести прерывисто: сделать небольшой шов в начале, переместиться немного дальше, потом доработать оставшиеся промежутки. Эту схему можно изменять. Прием дает возможность избежать коробления свариваемых заготовок. Чем короче наложенные швы, тем меньше повреждений получает металл.
Соединение внахлест проводится с крепким и плотным сжатием заготовок с помощью струбцин или других приспособлений. Небольшой зазор приводит детали к прожогу. Сварка в стык выполняется с минимальными промежутками между отдельными кусками. Под тонкие листы подкладывается медная пластина, забирающая излишнее тепло. Специалисты высокого класса рекомендуют потренироваться на ненужных листах, чтобы после основной работы не латать полученные в результате прожогов дыры.
Различия при подключении
Перед проведением работ нужно правильно соединить все провода, идущие от сварочного оборудования, с заготовками и электродом.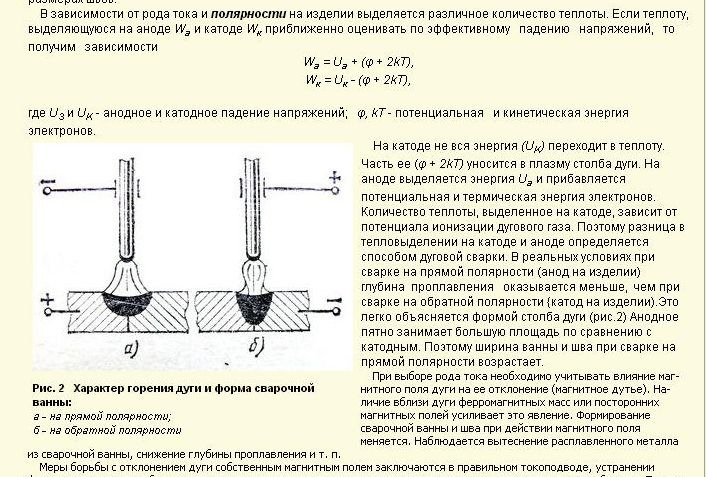 Для получения плотной и компактной дуги минус подается на расходник. Таким путем достигается прямая полярность, при которой металл нагревается до максимальной температуры. Минус на держателе должен быть при обратном токе. В этом случае самый сильный нагрев происходит на конце электрода. Способ подключения зависит от толщины деталей и отдельных свойств свариваемых изделий.
Для получения плотной и компактной дуги минус подается на расходник. Таким путем достигается прямая полярность, при которой металл нагревается до максимальной температуры. Минус на держателе должен быть при обратном токе. В этом случае самый сильный нагрев происходит на конце электрода. Способ подключения зависит от толщины деталей и отдельных свойств свариваемых изделий.
Зависимость от рода напряжения
Сварка с использованием постоянного тока проводится с хорошим прогревом заготовок и образованием ванны с расплавленным материалом. Сделать это можно с применением правильной полярности. При токе большой силы нагревание происходит при высоких температурах и достигает состояния, при котором дуга начинает отталкивать горячую жидкость. Соединения деталей в этом случае не происходит. При недостаточном токе заготовки не прогреваются до температуры плавления.
Необходимо добиться оптимального режима работы, глубина сваривания контролируется при помощи движений электрода.
 Скорость его перемещения оказывает влияние на качество шва: чем она меньше, тем выше температура расплава в ванне. По этой причине опытные мастера в инверторе выставляют большие токи и регулируют процесс рабочим стержнем, обмазка которого требует правильного выбора полярности.
Скорость его перемещения оказывает влияние на качество шва: чем она меньше, тем выше температура расплава в ванне. По этой причине опытные мастера в инверторе выставляют большие токи и регулируют процесс рабочим стержнем, обмазка которого требует правильного выбора полярности.Обратное подключение применяют при использовании угольных электродов, которые быстро разрушаются в условиях действия высоких температур. Лучше брать стержни чистые, не имеющие покрытия. Они характеризуется хорошим заполнением шва. Повышенные токи вызывают прожог сварочной ванны.
Отличия при работе с инвертором и полуавтоматом
На переменном токе работает промышленный полуавтомат, домашний инвертор – на «постоянке». У него есть кабеля для подключения к массе и к держателю. Меняя их положение, добиваются получения нужных режимов сварки. Аппарат данного типа отличается от других устройств:
- малыми габаритами;
- небольшим весом;
- высокой мощностью;
- способностью создавать ровный и аккуратный шов;
- доступной стоимостью;
- простотой обслуживания;
- легкостью транспортирования;
- полным отсутствием риска воспламенения.

Полуавтомат весит больше и стоит дороже инвертора. Главная разница и отличие заключается в способе работы: процесс соединения деталей осуществляется с помощью использования специальной проволоки.
Особенности сварочных работ
В домашних условиях при сращивании деталей чаще всего пользуются электродами и малогабаритными аппаратами инверторного типа. Их не рекомендуют применять для работы с нержавеющими и алюминиевыми предметами во избежание их коррозии. Эти изделия лучше сваривать под защитой аргона или других газов. Делается это с помощью полуавтомата, дающего качественный шов на заготовке любого состава.
В данном аппарате подача проволоки происходит специальным механизмом в толкающем или тянущем режиме. Иногда оба способа работают одновременно. Это является залогом высокого качества сварки. При выполнении операций с металлами необходимо использовать мощные струбцины для прижима заготовок, иначе они в местах появления малейших зазоров будут повреждены.
При прямой полярности
Этим способом соединяют толстые детали. Чтобы добиться качественного функционирования аппарата, нужно перевести его переключением проводов: плюсовой вывод – к массе, минус – к электроду. Свариваемый металл лучше прогревается при высоких температурах. Нужно следить за недопустимостью прожогов.
Чтобы добиться качественного функционирования аппарата, нужно перевести его переключением проводов: плюсовой вывод – к массе, минус – к электроду. Свариваемый металл лучше прогревается при высоких температурах. Нужно следить за недопустимостью прожогов.
При обратной полярности
Инвертор подключается так: держатель и рабочий стержень – к плюсовой клемме, к минусу присоединяют с помощью зажимов массу. В этом случае на конце электрода создается температура, не позволяющая прожечь листы заготовки. Сварка в таком режиме ведет к перерасходу плавящихся материалов.
Преимущества и недостатки разных методов
Использование инверторов и выпрямителей дает возможность перемены полярности тока и регулировки зоны создания максимальной температуры. Прямое подключение применяется при следующих обстоятельствах:
- монтаж деталей из низколегированных, углеродистых и специальных сталей с помощью плавящегося электрода;
- сварка изделий из цветных металлов, текучих сплавов, тонких листов вольфрамовыми стержнями и наплавочной проволокой;
- раскрой заготовок.

Преимущества стандартного подключения:
- образующийся шов имеет красивую узкую форму;
- происходит провар на большую глубину;
- сварка ведется большим ассортиментом электродов;
- сохраняется высокая стабильность дуги.
Недостатки:
- сильное разбрызгивание расплавленной жидкости;
- появляется риск получения прожогов;
- в зоне нагрева появляются остаточные напряжения.
Обратная полярность включается для:
- работы без получения прогораний стальных заготовок малой толщины;
- сварки цветных металлов, высоколегированных сталей, нержавеющих материалов;
- выполнения действий с использованием флюса и защитного газа.
Недостатки метода:
- изделия провариваются на небольшую глубину;
- толстые заготовки для прочности приходится обрабатывать со всех сторон;
- требуются специальные электроды, выдерживающие высокие температуры;
- необходимость поддержки короткой дуги.

Сила тока настраивается экспериментальным путем.
По каким критериям нужно выбирать полярность
Этот параметр меняется при использовании постоянного тока. Для аппаратов, работающих на «переменке», это сделать невозможно. Выбор режима зависит от:
- толщины свариваемого металла;
- его состава и типа;
- марки электродов;
- качества расходников.
От правильного выбора полярности зависит качество и прочность шва.
Толщина металлического листа
Для соединения листов до 3 мм лучше использовать подключение минусового провода к заготовке. В таком случае больший нагрев создается на конце электрода. Способ годится для сварки заготовок из черных и цветных сплавов, легированных деталей, алюминиевых изделий.
Типы металлов
Материалы имеют разную внутреннюю структуру, которая обладает свойством меняться при воздействии температур. Если это происходит с зернистостью, нужно присоединить к массе минусовую клемму аппарата. Прямая полярность дает шов, уходящий в глубину детали, обратная – образует широкий валик.
Прямая полярность дает шов, уходящий в глубину детали, обратная – образует широкий валик.
Разновидности электродов
Для работы с тугоплавкими составами используется обратная полярность. Стержни нужно брать вольфрамовые. Угольные быстро разрушаются от высокой температуры: становятся хрупкими и крошатся.
Присадки и прочие расходники
При сварке используются различные материалы, образующие слой шлака. Для порошковой проволоки чаще всего нужно прямое подключение. Обратное применяется при работе с газом, защищающим зону сварки, позволяет корректировать стабильность дуги.
Зная, что такое полярность, какими свойствами она обладает, можно выбрать необходимый режим работы сварочного оборудования и получить качественный шов на заготовках любой толщины.
Методы и режимы сварки, классификация швов, род тока и полярность
Информация представленная в данном подразделе ограничена основными и общими сведениями по рассматриваемым здесь вопросам. За подробностями, необходимо обращаться к специальной литературе или другим источникам информации.
Классификация и обозначение швов по их положению в пространстве:
Сварку можно осуществлять в различных пространственных положениях (см.Классификация и обозначение швов по их пространственному положению). В процессе сварки сварщик совершает различные движения электродом для обеспечения качественной сварки. Колебательные движения обеспечивают равномерное прогревание основного свариваемого металла и способствуют формированию заданной формы сварного шва при определённом положении сварки и разделке сварочных кромок.
На рисунке-схеме обозначены следующие положения:
Н — нижние (сюда же можно отнести и Пг — полугоризонтальные)
В — вертикальные (Пв — полувертикальные)
П — потолочные (Пп — полупотолочные)
ВНИМАНИЕ: при выборе сварочных параметров узнайте пространственное положение сварочного шва.
 На пачке отечественных электродов, как правило даны рекомендуемые величины сварочного тока в зависимости от пространственного положения сварного шва.
На пачке отечественных электродов, как правило даны рекомендуемые величины сварочного тока в зависимости от пространственного положения сварного шва.Положение электрода при сварке:
| «Углом вперёд» | «Под прямым углом» | «Углом назад» |
| Горизонтальные, вертикальные, потолочные швы, сварка неповоротных стыков труб | Сварка в труднодоступных местах | Угловые и стыковые соединения |
— При сварке углом вперёд уменьшается глубина провара и высота выпуклости шва, но заметно возрастает его ширина, что позволяет использовать этот способ при сварке металла не большой толщины. Лучше проплавляются кромки, поэтому возможна сварка на повышенных скоростях.
Ориентировочный выбор режимов сварки:
Параметры режима сварки зависят от самого выбора принципа работы сварочного аппарата, которые можно посмотреть тут и от следующих подразделяемых на основные и дополнительные.

Основные параметры:
— диаметр электрода
— сила сварочного тока
— род и полярность тока
— напряжение дуги
Дополнительные — состав и толщина покрытий, положение шва в пространстве.
Диаметр электродов зависит от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла s и диаметром электрода d при сварке шва в нижнем положении следующее:
| S,мм | 1…2 | 3…5 | 4…10 | 12…24 | 30…60 |
| D,мм | 2…3 | 3…4 | 4…5 | 5…6 | 6> |
Вертикальные, горизонтальные и потолочные швы независимо от толщины свариваемого металла выполняют электродами диаметром до 4 мм.
При сварке многослойных швов для лучшего провара корня шва, первый шов сваривают электродом 3…4 мм, а последующие — электродами большего диаметра.
Сила сварочного тока зависит от выбранного диаметра электрода. При сварке швов в нижнем положении величину тока подсчитывают по эмпирическим формулам
Icв=Kd
где d — диаметр электрода,мм; K — коэффициент, зависящий от диаметра электрода и имеющий следующие значения:
| Dэ,мм | 2 | 3 | 4 | 5 | 6 |
| К | 25 — 30 | 30 — 45 | 35 — 50 | 40 — 55 | 45 — 60 |
При большей силе тока наблюдаются перегрев стержня электрода, осыпание покрытия со стержня, нарушение стабильности плавления электрода.
При сварке на вертикальной плоскости силу тока уменьшают на 10…15%, а в потолочном положении — на 15…20% по сравнению со значением выбранным для нижнего положения.
Род тока и полярность устанавливают в зависимости от типа покрытия электрода, состава свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого, обратная полярность применяется при сварке электродами с покрытием основного типа, а также при сварке тонких деталей с целью предотвращения прожога, алюминиевых сплавов для разрушения оксидной плёнки и легированных сталей во избежании их перегрева.
При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого, обратная полярность применяется при сварке электродами с покрытием основного типа, а также при сварке тонких деталей с целью предотвращения прожога, алюминиевых сплавов для разрушения оксидной плёнки и легированных сталей во избежании их перегрева.
Род тока и полярность указаны в паспорте электрода.
Напряжение дуги при ММА изменяется в пределах 20…36В и пропорционально длине дуги. В процессе сварки необходимо поддерживать постоянную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах Lд = (0,5…1,1)dэ, где Lд — длина дуги,мм.
электроды, сварочное оборудование, газорезка металлов в Красноярске и Новосибирске
Сварка на DC – токе обратной полярности Hyundai S – 7018G
Аналог: ОК – 48. 00
00
Стандарт: AWS E7018
Тип покрытия – основное.
Проверенный временем универсальный электрод, предназначенный для сварки особо ответственных конструкций из низкоуглеродистых и низколегированных сталей с повышенным пределом текучести, а также для различных комбинаций основных марок этих сталей, работающих при знакопеременных нагрузках при низких температурах.
Данные электроды особенно актуальны, когда невозможно избежать высоких напряжений в сварном шве.
Среди электродов аналогичного класса S-7018G отличаются очень хорошими сварочно-технологическими свойствами и более высокой скоростью сварки в положении вертикаль на подъем. Покрытие характеризуется повышенной влагостойкостью, а наплавленный металл стоек к образованию трещин.
Сварка производиться на постоянном токе обратной и прямой полярности.
Наплавленный металл отличается предельно низким содержанием диффузионно свободного водорода, благодаря чему рекомендуется для сварки сталей типа HARDOX.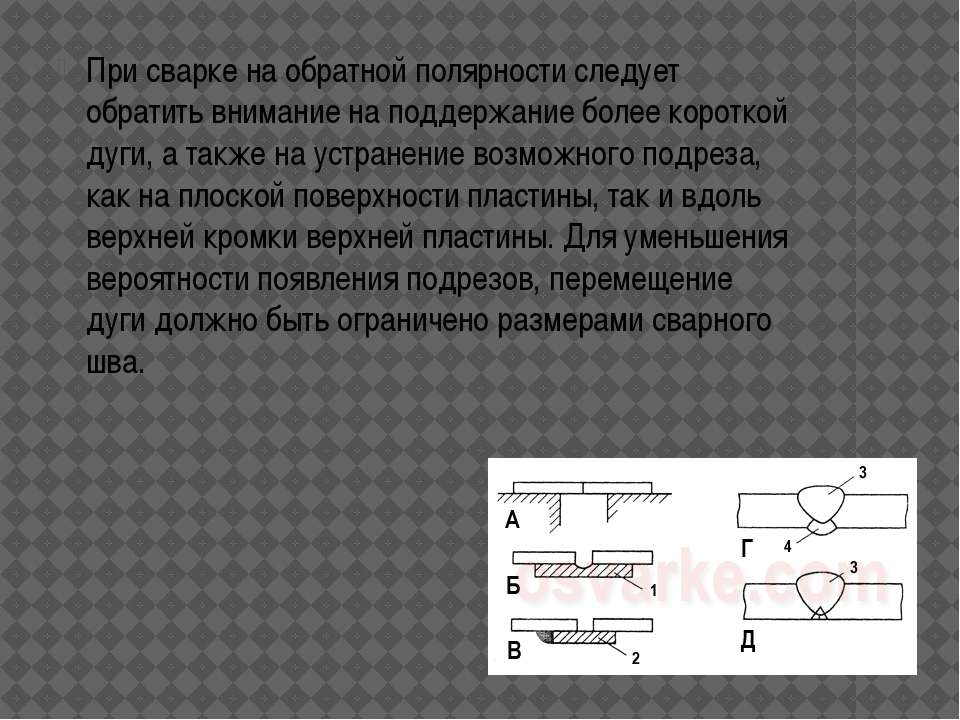
- S-7018.G высокопроизводительный электрод, железнопорошкового типа с низким содержанием водорода, предназначен для сварки высокопрочной стали 490 Н/мм класса;
- Подходят для сварки листов стали большой толщины;
- Возможна сварка во всех пространственных положениях, кроме вертикального «сверху — вниз» переменным током или постоянным током прямой полярности.
| Диаметр, мм |
Упаковка |
Сертификаты |
| Ø2,6 / Ø3,2 / Ø4,0 / Ø5,0 | Масса — 5/20 кг | От завода-производителя |
| C углерод |
Si кремний |
Mn марганец |
Cr хром |
| ≤ 0,15 | ≤ 0,75 | ≤ 1,6 | ≤ 0,20 |
| Ni никель |
Р фосфор |
S сера |
Mo молибден |
V ванадий |
| ≤ 0,30 | ≤ 0,035 | ≤ 0,035 | ≤ 0,30 | ≤ 0,08 |
| Предел текучести, МПа |
Предел прочности на растяжение, МПа |
Относительное удлинение, % |
Температура, °C |
Ударная вязкость, Дж |
| ≥ 400 | ≥ 482 | ≥ 22 | — 30 | ≥ 27 |
Контакты Поиск по сайту
Россия, г. г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
|
Дуговая сварка, при которой в качестве защитного газа используется аргон. Применяют аргонодуговую сварку неплавящимся вольфрамовым и плавящимся электродами. Аргонодуговая сварка вольфрамовым электродом может быть ручной и автоматической. Сварка возможна без подачи и с подачей присадочной проволоки. Этот процесс предназначен главным образом для металлов толщиной менее 3—4 мм. Большинство металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения, резко уменьшается стойкость электрода, повышаются его нагрев и расход. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает важным технологическим свойством: при ее действии с поверхности свариваемого металла удаляются окислы и загрязнения. Это явление объясняется тем, что при обратной полярности поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые, перемещаясь под действием электрического поля от плюса (электрод) к минусу (изделие), разрушают окисные пленки на свариваемом металле, а выходящие с катода (поверхности изделия) электроны способствуют удалению разрушенных окисных пленок. Технология аргонодуговой сварки вольфрамовым электродом. Характерная циклограмма процесса аргонодуговой сварки вольфрамовым электродом. На циклограмме показано изменение основных параметров процесса ручной сварки: сварочного тока /св, напряжения дуги f/a, скорости подачи присадочной проволоки, скорости сварки, расхода аргона Qr и дополнительного параметра — напряжения осциллятора в течение цикла сварки t. Глубина проплавления достигает 10— 12 мм и выше, расход аргона в сопло горелки составляет 15—20 л/мин, в приставку для защиты остывающего шва 15—30 л/мин и на обратную сторону шва 6—10 л/мин. Сварка с применением флюса. Нанесение на поверхность свариваемого металла слоя флюса не большой толщины (0,2—0,5 мм), состоящего из соединений фтора, хлора и некоторых окислов, способствует повышению сосредоточенности теплового потока в пятне нагрева и увеличению проплавляющей способности дуги. При этом благодаря концентрации тепловой энергии повышается эффективность проплавления и снижаются затраты погонной энергии при сварке. Сварка при повышенном давлении защитной атмосферы. Мощность дуги возрастает с увеличением давления защитной атмосферы при неизменном токе и длине дуги. Дуга при этом сжимается, благодаря чему увеличивается ее проплавляющая способность примерно на 25—60%. Сплошной шов получается расплавлением отдельных точек с определенным перекрытием. Повторные возбуждения и устойчивость дуги обеспечиваются благодаря горению маломощной дежурной дуги (10—15% от силы тока в импульсе). Наряду с силой тока, напряжением, скоростью сварки к основным параметрам импульсно-дуговой сварки относятся длительность импульса и паузы, длительность цикла сварки t=tCB+tn и шаг точек где vcb — скорость сварки. Отношение называется жесткостью режима. Жесткость режима при заданной энергии импульса и длительности цикла характеризует проплавляющую способность дуги. |
 Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная»
Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная»  При прямой полярности (плюс на изделии, минус на электроде) лучше условия термоэлектронной эмиссии, выше стойкость вольфрамового электрода и допускаемый предельный ток. Допускаемый ток при использовании вольфрамового электрода диаметром 3 мм составляет ориентировочно при прямой полярности 140″—280 А, обратной — только 2—4 А, при переменном токе — промежуточное значение lit—16 А. Дуга на прямой полярности легко зажигается и горит устойчиво при напряжении 10— 15 В в широком диапазоне плотностей тока.
При прямой полярности (плюс на изделии, минус на электроде) лучше условия термоэлектронной эмиссии, выше стойкость вольфрамового электрода и допускаемый предельный ток. Допускаемый ток при использовании вольфрамового электрода диаметром 3 мм составляет ориентировочно при прямой полярности 140″—280 А, обратной — только 2—4 А, при переменном токе — промежуточное значение lit—16 А. Дуга на прямой полярности легко зажигается и горит устойчиво при напряжении 10— 15 В в широком диапазоне плотностей тока. Газ подают за 10—15 с до начала горения дуги, давление газа составляет (1,1—1,3) «105? Па, средний расход газа для защиты зоны сварки — 10—15 л/мин, для обратной стороны шва — 30—50% от основного расхода. Дуга возбуждается замыканием электрода и металла угольным стержнем или кратковременным разрядом высокой частоты и напряжения с помощью осциллятора. Ручную сварку выполняют наклонной горелкой углом вперед, угол наклона к поверхности изделия составляет 70—80°. Присадочную проволоку подают под углом 10— 15° (рис. 62). По окончании сварки дугу постепенно обрывают для заварки кратера, при ручной сварке — ее постепенным растяжением, при автоматической — специальным устройством заварки кратера, обеспечивающим постепенное уменьшение сварочного тока. Для защиты охлаждающегося металла подачу газа прекращают через 10—15 с после выключения тока. Примерный режим ручной аргонодуговой сварки вольфрамовым электродом стыкового соединения из высоколегированной стали толщиной 3 мм: диаметр вольфрамового электрода 3—4 мм, диаметр присадочной проволоки 1,6— 2 мм, сварочный ток 120—160 А, напряжение на дуге 12— 16 В, расход аргона 6—7 л/мин.
Газ подают за 10—15 с до начала горения дуги, давление газа составляет (1,1—1,3) «105? Па, средний расход газа для защиты зоны сварки — 10—15 л/мин, для обратной стороны шва — 30—50% от основного расхода. Дуга возбуждается замыканием электрода и металла угольным стержнем или кратковременным разрядом высокой частоты и напряжения с помощью осциллятора. Ручную сварку выполняют наклонной горелкой углом вперед, угол наклона к поверхности изделия составляет 70—80°. Присадочную проволоку подают под углом 10— 15° (рис. 62). По окончании сварки дугу постепенно обрывают для заварки кратера, при ручной сварке — ее постепенным растяжением, при автоматической — специальным устройством заварки кратера, обеспечивающим постепенное уменьшение сварочного тока. Для защиты охлаждающегося металла подачу газа прекращают через 10—15 с после выключения тока. Примерный режим ручной аргонодуговой сварки вольфрамовым электродом стыкового соединения из высоколегированной стали толщиной 3 мм: диаметр вольфрамового электрода 3—4 мм, диаметр присадочной проволоки 1,6— 2 мм, сварочный ток 120—160 А, напряжение на дуге 12— 16 В, расход аргона 6—7 л/мин. Аргонодуговой сваркой выполняют швы стыковых, тавровых и угловых соединений. При толщине листа до 2,5 мм целесообразно сваривать с отбортовкой кромок, при малой величине зазора (0,1—0,5 мм) можно сваривать тонколистовой металл толщиной от 0,4 до 4 мм без разделки кромок. Допустимый зазор тем меньше, чем меньше толщина свариваемого материала. Листы толщиной более 4 мм сваривают встык с разделкой, при этом допустимый зазор должен быть не более 1,0 мм. Разработано несколько разновидностей, аргонодуговой сварки вольфрамовым электродом, основанных на увеличении проплавляющей способности дуги за счет увеличения интенсивности теплового и силового воздействия дуги на свариваемый металл. К этим разновидностям относятся: сварка погруженной дугой, с применением флюса, при повышенном давлении защитной атмосферы, импульсно-дуговая, плазменная сварка. Сварка погруженной дугой. С увеличением диаметра электрода и силы тока увеличиваются давление дуги и удельное количество вводимой теплоты. Под давлением дуги происходит оттеснение под электродом жидкого металла.
Аргонодуговой сваркой выполняют швы стыковых, тавровых и угловых соединений. При толщине листа до 2,5 мм целесообразно сваривать с отбортовкой кромок, при малой величине зазора (0,1—0,5 мм) можно сваривать тонколистовой металл толщиной от 0,4 до 4 мм без разделки кромок. Допустимый зазор тем меньше, чем меньше толщина свариваемого материала. Листы толщиной более 4 мм сваривают встык с разделкой, при этом допустимый зазор должен быть не более 1,0 мм. Разработано несколько разновидностей, аргонодуговой сварки вольфрамовым электродом, основанных на увеличении проплавляющей способности дуги за счет увеличения интенсивности теплового и силового воздействия дуги на свариваемый металл. К этим разновидностям относятся: сварка погруженной дугой, с применением флюса, при повышенном давлении защитной атмосферы, импульсно-дуговая, плазменная сварка. Сварка погруженной дугой. С увеличением диаметра электрода и силы тока увеличиваются давление дуги и удельное количество вводимой теплоты. Под давлением дуги происходит оттеснение под электродом жидкого металла. Дуга при этом погружается в сварочную ванну, а поддержание заданного напряжения (длины дуги) достигается опусканием электрода ниже поверхности свариваемого металла.
Дуга при этом погружается в сварочную ванну, а поддержание заданного напряжения (длины дуги) достигается опусканием электрода ниже поверхности свариваемого металла. Этот способ можно использовать при сварке в камерах с контролируемой атмосферой. Импульсно-дуговая сварка вольфрамовым электродом заключается в применении в качестве источника теплоты импульсной (пульсирующей) дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе полнее используется теплота на расплавление основного металла, чем при сварке постоянной дугой. Дуга пульсирует с заданным соотношением импульса и паузы.
Этот способ можно использовать при сварке в камерах с контролируемой атмосферой. Импульсно-дуговая сварка вольфрамовым электродом заключается в применении в качестве источника теплоты импульсной (пульсирующей) дуги с целью концентрации во времени теплового и силового воздействия дуги на основной и электродный металл. При стесненном теплоотводе полнее используется теплота на расплавление основного металла, чем при сварке постоянной дугой. Дуга пульсирует с заданным соотношением импульса и паузы. Изменяя параметры режима импульсно-дуговой сварки, можно в широких пределах изменять кристаллизацию металла и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонколистовых материалов: практически отсутствуют дефекты формирования шва, провисание и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика при ручной сварке. Так как для сварки металла определенной толщины требуется значительно меньшая погонная энергия, существенно уменьшаются деформации и прожоги тонколистовых материалов. Таким образом, импульсно-дуговая сварка вольфрамовым электродом предназначена главным образом для регулирования проплавления основного металла и формирования шва при сварке тонколистового металла. Аргонодуговая сварка плавящимся электродом. Область применения этого вида — сварка цветных металлов (А1, Mg, Си, Ti и их сплавов) и легированных сталей.
Изменяя параметры режима импульсно-дуговой сварки, можно в широких пределах изменять кристаллизацию металла и таким образом влиять на свойства сварных соединений. Технологические преимущества сварки импульсной дугой вольфрамовым электродом в наибольшей степени проявляются при сварке тонколистовых материалов: практически отсутствуют дефекты формирования шва, провисание и подрезы, улучшаются условия формирования шва в различных пространственных положениях, снижаются требования к квалификации сварщика при ручной сварке. Так как для сварки металла определенной толщины требуется значительно меньшая погонная энергия, существенно уменьшаются деформации и прожоги тонколистовых материалов. Таким образом, импульсно-дуговая сварка вольфрамовым электродом предназначена главным образом для регулирования проплавления основного металла и формирования шва при сварке тонколистового металла. Аргонодуговая сварка плавящимся электродом. Область применения этого вида — сварка цветных металлов (А1, Mg, Си, Ti и их сплавов) и легированных сталей. Сварка происходит с капельным и струйным переносом, С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическая величина тока, при которой капельный перенос сменяется струйным, составляет: при сварке сталей — от 60 до 120 А на 1 мм2 сечения электродной проволоки, при сварке алюминия — 70 А. Например, для проволоки марки Св-12Х18Н9Т разных диаметров при горении дуги в среде аргона критический ток имеет следующие значения: диаметр электрода, мм 1,0 2,0 3,0 критический ток, А , ISO 280 350 При аргонодуговой сварке плавящимся электродом предъявляются более жесткие требования к сборке, чем при сварке вольфрамовым электродом, перед сваркой необходима тщательная очистка кромок свариваемых материалов и проволоки.
Сварка происходит с капельным и струйным переносом, С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическая величина тока, при которой капельный перенос сменяется струйным, составляет: при сварке сталей — от 60 до 120 А на 1 мм2 сечения электродной проволоки, при сварке алюминия — 70 А. Например, для проволоки марки Св-12Х18Н9Т разных диаметров при горении дуги в среде аргона критический ток имеет следующие значения: диаметр электрода, мм 1,0 2,0 3,0 критический ток, А , ISO 280 350 При аргонодуговой сварке плавящимся электродом предъявляются более жесткие требования к сборке, чем при сварке вольфрамовым электродом, перед сваркой необходима тщательная очистка кромок свариваемых материалов и проволоки.Как установить настройки полярности сварки MIG
Если вы не знаете, какие настройки полярности сварки MIG следует использовать для проволоки с флюсовым сердечником и для сплошной проволоки…
… тогда эта статья быстро прояснит вам ситуацию.
Вот почему так важно правильно установить полярность для сварки MIG…
Если вы используете сварочный аппарат MIG с проволокой из флюсового сердечника, и у вас неправильная полярность, вы быстро заметите, что ваши сварные швы будут выглядеть неприятно, как это…
Вы заметите много брызг.Это изображение было получено из-за использования проволоки с магнитным сердечником с неправильной полярностью.
Если вы хотите избежать этой головной боли, обязательно переключайте настройки полярности сварки MIG каждый раз, когда переходите с сплошной проволоки на проволоку с флюсовым сердечником.
Если вы не знаете, в чем разница между использованием сплошной сварочной проволоки MIG и безгазовой (или проволокой с флюсовым сердечником), все довольно просто.
Мы используем сплошную проволоку, когда используем защитный газ, обычно это газ C25 (25% диоксида углерода и 75% аргона) при сварке низкоуглеродистой стали.
Для других процессов, таких как алюминий, вы должны использовать 100% аргон в качестве защитного газа.
Причина, по которой мы используем газ, заключается в том, что он защищает сварочную ванну от загрязняющих веществ в атмосфере, которые могут нанести ущерб внешнему виду и прочности сварного шва.
При использовании проволоки с флюсовым сердечником нет необходимости в использовании защитного газа, поскольку защитный агент находится внутри проволоки, а при возникновении дуги он действует как защитный агент.
Отрицательный электрод постоянного токаИтак, для полярности сварки MIG без газа (при использовании проволоки с флюсовым сердечником) настройки полярности сварки MIG должны быть установлены на отрицательный электрод постоянного тока (или DCEN).
При использовании DCEN отрицательная клемма внутри машины подключается к электроду (горелке MIG), а положительная клемма подключается к заземлению.
Электроны текут от отрицательного к положительному, поэтому с DCEN электроны перемещаются от машины к пушке MIG. Затем они проходят через заготовку и заземляющий кабель, а затем возвращаются к станку.
Затем они проходят через заготовку и заземляющий кабель, а затем возвращаются к станку.
Для DCEP все наоборот.
Положительный электрод постоянного токаДля DCEP теперь положительный вывод подключен к электроду.Теперь электроны движутся в обратном направлении (от машины через кабель заземления и обратно через горелку MIG).
Надеюсь, это поможет вам изменить полярность сварки MIG.
Объяснение полярности сварки — Ресурс для сварщиков
Я никогда не знал, сколько математики и естественных наук связаны со сваркой, пока не пошел в школу сварщиков. Мне легко дается математика. Научная сторона потребовала от меня немного большего внимания в классе.
Хотя я предпочитаю профессиональную сварку, определенно стоит заранее ознакомиться с техническими процессами.Все мы видели, что сварочные аппараты и электроды имеют маркировку переменного или постоянного тока. Но что именно это значит? Вот тут-то и играет роль полярность при сварке.
Понятие полярности при сварке — это, по сути, направление потока электрического тока от источника сварочного тока к детали, с которой вы работаете. Важно понимать полярность, поскольку она может повлиять на все, от настройки сварочного аппарата до типа используемого электрода.Это также может существенно повлиять на результаты сварки.
Поскольку полярность — это, по сути, течение тока, давайте сделаем шаг назад и посмотрим на определение и характеристики самого электрического тока. Электрические токи протекают одним из двух способов. Он имеет постоянный ток (DC) или переменный ток (AC).
В чем разница между и переменным током? Постоянный ток (DC) Постоянный ток означает, что электрический ток течет в одном направлении.Он может иметь положительный или отрицательный вывод или «полюс». Примером может служить простая батарея. Есть 2 полюса, обозначенные как положительный (+) и отрицательный (-). Существует 2 разных типа полярности, которые считаются постоянным током.
- Отрицательный электрод постоянного тока (DCEN) — это когда электроны текут от наконечника электрода к пластинам основания. Электрододержатель подключается к отрицательной клемме, а деталь — к положительной клемме.Это также называется прямой полярностью .
- Положительный электрод постоянного тока (DCEP) — это когда электроны текут от детали к кончику электрода. Электрододержатель подключается к положительной клемме, а заготовка — к отрицательной клемме. Это называется обратной полярностью.
Выбор отрицательного электрода постоянного или положительного электрода постоянного тока (прямая или обратная полярность) может повлиять на качество сварки.Подробнее об этом мы поговорим чуть позже.
Переменный ток (AC) Переменный ток — это электрический ток, который имеет как положительную, так и отрицательную полярность, но они чередуются со значениями полупериода, что означает, что ток будет течь к положительному полюсу обратно к нулю и к отрицательному полюс обратно в ноль.
По сути, он будет течь с прямой полярностью и обратной полярностью попеременно. Это чередование повторяется до тех пор, пока идет ток.Количество циклов, которые происходят в течение одной секунды, называется частотой.
Единица измерения частоты — герц (Гц). Например, частота 60 Гц означает 60 циклов (или изменений) в секунду. Переменный ток
Как полярность влияет на качество сварки?Полярность сварки или направление полярности, которое вы выберете, определенно может повлиять на качество сварки. При выборе полярности следует учитывать следующие факторы:
- Стабильность дуги
- Скорость переноса и наплавки металла
- Уровень разбрызгивания
- Характеристики сварного шва
- Уровень проплавления
Проникновение при сварке — это расстояние, на которое линия плавления или плавления проходит в свариваемый металл. На него влияет тип используемого тока или полярность. При дуговой сварке постоянным током в целом около 70% тепла будет сосредоточено на положительном полюсе дуги.
На него влияет тип используемого тока или полярность. При дуговой сварке постоянным током в целом около 70% тепла будет сосредоточено на положительном полюсе дуги.
В DCEN положительный полюс находится на заготовке, поэтому в процессе работы происходит большее тепловыделение, что приводит к большему провару.
Поскольку DCEP не нагревает сварочную деталь, это может привести к неполному сплавлению металлов и недостаточному провару.
DCEN / прямая полярность — происходит максимальное проникновение
DCEP / обратная полярность — минимальное проникновение
Переменный ток — происходит умеренное проникновение
Скорость осаждения наполнителяСкорость осаждения наполнителя составляет не более чем количество металла, которое может быть нанесено за установленный промежуток времени.Думайте об этом как о том, сколько электрода или металла наносится на заготовку.
У скорости наплавки есть свои плюсы и минусы, самым большим из которых является скорость сварного шва, а также необходимость в брызгах или последующей очистке.
DCEN / прямая полярность — Низкая скорость наплавки
DCEP / обратная полярность — Высокая скорость наплавки
Переменный ток — умеренная скорость осаждения
Действие по очистке оксидаДействие по дуговой очистке Процесс, при котором электроны удаляют оксидное покрытие с поверхности сварочной ванны.На вашей заготовке может быть ряд вещей, которые могут вызвать дефекты, если не будут очищены или подготовлены перед сваркой.
Грязь, масло, смазка, оксидные слои, цветные слои или незакрепленные частицы могут попасть в ваш сустав, если не принять меры заранее. Вы можете решить эту проблему несколькими способами, включая пескоструйную обработку, шлифовку, проволочную щетку или травление.
Выбор DCEP (обратной полярности) также может предоставить средства для очистки грязи, слоев или других покрытий на вашей заготовке.Об этом также можно позаботиться, выбрав правильную полярность.
DCEN / прямая полярность — Худшая очистка
DCEP / обратная полярность — Лучшая очистка
Переменный ток — Средняя очистка
Совместимость электродов Не только важно оценить ток и настройку полярности от вашего источника питания, но также важно понимать тип электрода, с которым вы работаете, поскольку некоторые электроды лучше работают с переменным током, а некоторые с постоянным током.
Американское общество сварщиков имеет стандартную классификацию электродов, в которой объясняется, как их следует использовать, чтобы они работали наилучшим образом.
Это стандартное соглашение об именах может помочь вам оценить, работаете ли вы с электродами, подходящими для используемого тока.
Каждый номер электрода имеет 4 ключевых индикатора, встроенных в его код:
- Указывает на присадочный материал
- Предел прочности на разрыв
- Положение сварки
- Тип покрытия и ток, которые будут использоваться
Давайте возьмем следующий экранированный металл Пример электрода для дуговой сварки (SMAW / электродная сварка):
E7018 — E 70 1 8
Буква E означает, что это электрод.
Следующие 2 цифры обозначают общую величину прочности на разрыв электрода, измеренную в фунтах на квадратный дюйм (psi). В нашем примере выше 70 означает предел прочности на разрыв 70 000 фунтов на квадратный дюйм.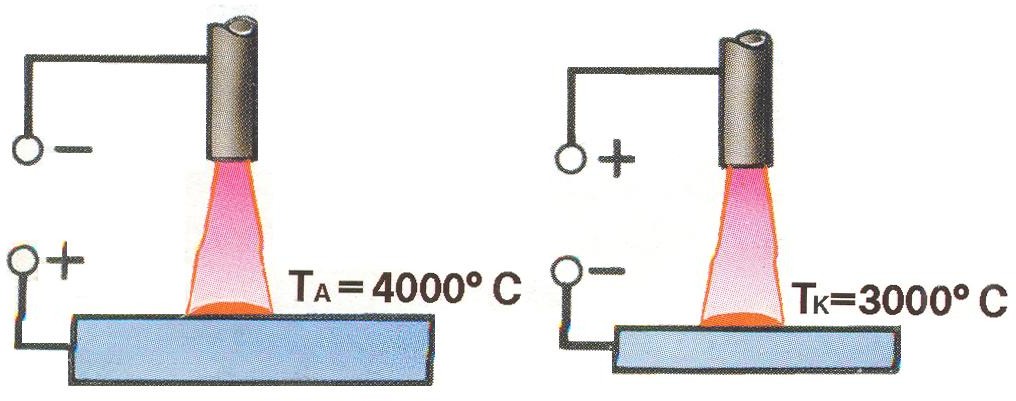
Следующая цифра указывает положение сварки, в котором можно использовать электрод
1 указывает, что можно использовать любое положение сварки
2 указывает, что можно использовать только плоское или горизонтальное положение
4 указывает, что плоское, горизонтальное , можно использовать вертикально вниз и сверху вниз
Последнее число в нумерационной последовательности указывает химический состав и ток или полярность, которые будут использоваться.
| Разряд | Тип покрытия | Сварочный ток | |
| 902 | |||
| Высокий натрий целлюлозы | Калий с высоким содержанием целлюлозы | AC, DCEP или DCEN | |
| 2 | Натрий с высоким содержанием диоксида титана | AC, DCEN | |
| 3 | Калий с высоким содержанием диоксида титана | Порошок AC, DCEP | диоксид титана | AC, DCEP или DCEN |
| 5 | Натрий с низким содержанием водорода | DCEP | |
| 6 | Калий с низким содержанием водорода | AC, DCEP | |
| 7 | с высоким содержанием оксида железаAC, DCEP или DCEN | ||
| 8 | Калий с низким содержанием водорода, железный порошок | 9 0262 AC, DCEP или DCEN
Таким образом, полярность сварки может сильно повлиять на способ сварки. Понимание различных типов сварочного тока, а также правильный выбор электродов для этого тока очень важны.
Понимание различных типов сварочного тока, а также правильный выбор электродов для этого тока очень важны.
Он может определить глубину плавления сварного шва, скорость осаждения металла, стабильность дуги и уровень разбрызгивания.
Ниже приведены снимки типов тока и полярности, а также их характеристики:
Ток Стабильность дуги проникновения Осаждение брызг Оксидная очистка
DCEN Максимально наименее стабильная низкая скорость Высокая худшая
DCEP Минимальная самая стабильная высокая скорость Низкое Лучшее
Переменный ток Умеренный Умеренный Умеренный Умеренный
Рекомендации по полярности сварки для TIG, MIG и Stick
Сварщики используют множество способов соединения двух металлических частей.Тип инструментов, тепла и давления, используемых в каждом процессе, делает его уникальным.
Указанным способом сварки должны заниматься профессионалы, знающие, как это делать. При правильном выполнении он может создавать первоклассные сварные швы.
Итак, если вы хотите узнать об этом больше, продолжайте читать!
Полярность — это два разных полюса, где отрицательные частицы электрического тока проходят от отрицательного полюса к положительному. Положительный полюс — это область, в которой меньше отрицательного заряда, чем на отрицательном полюсе.С помощью настроек полярности при сварке вы можете выбрать расположение каждого полюса и его изменение. Любой из полюсов может находиться как на стороне электрода, так и на стороне зоны сварки. В постоянном токе полюса не меняются, и электричество проходит с отрицательного на положительный (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются взад и вперед. Свойства сварного шва полностью отличаются от каждого типа электрического тока.
В школе вы, возможно, помните, как в упражнениях предполагали, что электричество проходит от положительного полюса к отрицательному, из-за ложного заблуждения до изобретения микроскопов более века назад. В средней школе реальное направление тока не имело значения, тогда как в сварке оно очень важно. Итак, поскольку перепутать очень легко, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
В средней школе реальное направление тока не имело значения, тогда как в сварке оно очень важно. Итак, поскольку перепутать очень легко, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
Для выполнения сварки TIG необходимо использовать источник питания. Это позволит вам создать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть электродом. Как уже упоминалось, этот процесс сварки известен многим, так как он может использоваться для различных типов металлов.
Полярность для сварки TIG бывает двух разных типов. Полярность сварки TIG на постоянном и переменном токе. Оба они имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP.В этом разделе мы собираемся подробнее обсудить вас с различными типами полярности сварки TIG.
Итак, без лишних слов, приступим!
Существует две классификации AWS (Американского сварочного общества) для электродов SMAW (дуговой сварки защищенных металлов).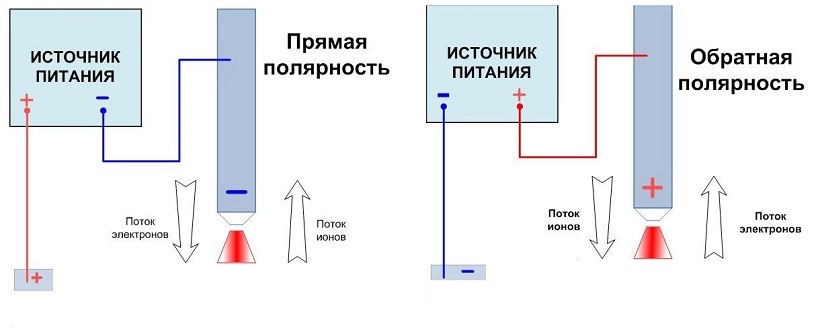 Это E6011 и E6010. Оба они обладают схожими свойствами. Эти два электрода считаются электродом из низкоуглеродистой стали. Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и рабочие характеристики.
Это E6011 и E6010. Оба они обладают схожими свойствами. Эти два электрода считаются электродом из низкоуглеродистой стали. Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и рабочие характеристики.
Но, несмотря на их сходство, они все же имеют заметные различия. Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.
Помимо этого, E6011 имеет более высокий уровень покрытия целлюлозно-калиевого типа, а E6011 — высокий уровень покрытия целлюлозно-натриевого типа.
Полярность при сварке постоянным током Первый тип полярности сварки — это постоянный ток, и это то, что большинство сварщиков предпочитают при сварке по сравнению с переменным током.С этой полярностью можно работать как с электродами E6010, так и с E6011. Когда дело доходит до более серьезных сварочных работ, в том числе для сварки низколегированных сталей и сварки труб, требующих более высокой прочности, вы можете положиться на этот тип полярности.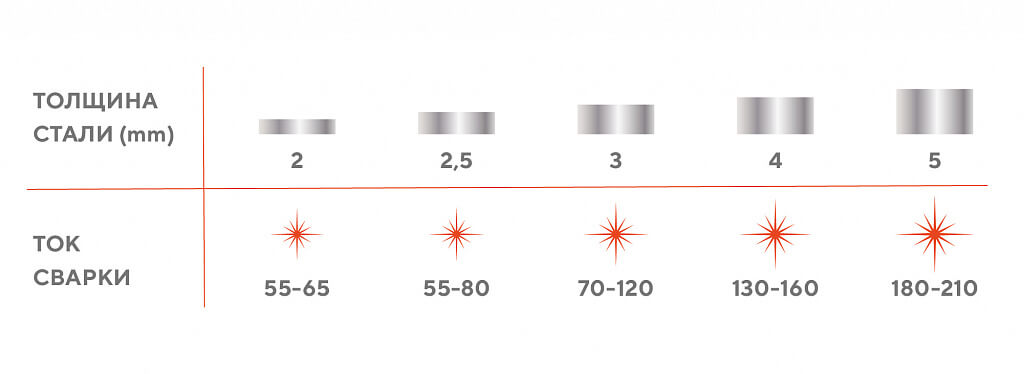
В дополнение к этому, важно помнить, что только электрод E6010 подходит для этого вида сварки с использованием полярности постоянного тока. Обратите внимание, что для сварки штучной сваркой используется полярность DC +. Это потому, что он известен тем, что создает отличный профиль борта.Более того, это также обеспечит вам высокий уровень проникновения.
С другой стороны, полярность постоянного тока может обеспечить высокую скорость плавления электрода и меньшее проникновение. Но именно эта полярность постоянного тока используется для сварки более тонкого металла, чтобы избежать прожога.
Полярность при сварке на переменном токе Если источник питания, который вы используете, излучает переменный ток или переменный ток, можно ожидать, что появится обратная полярность и прямая полярность.Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. На другой половине теперь есть положительный электрод и отрицательная опорная пластина. Имейте в виду, что частота источника питания всегда влияет на количество циклов.
На другой половине теперь есть положительный электрод и отрицательная опорная пластина. Имейте в виду, что частота источника питания всегда влияет на количество циклов.
Если у вас есть положительные базовые пластины, а ваш электрод подключен к отрицательному источнику, то известно, что это прямая полярность или отрицательная полярность электрода постоянного тока (DCEN).Это полярность, которая позволит электронам течь к пластинам основания, идущим от электрода.
В результате пластина основания может выделять больше тепла по сравнению с электродом. Это означает только то, что электроды имеют пониженную скорость осаждения металла. Обратите внимание, что проблемы, возникшие из-за недостаточного слияния, будут устранены.
Этот тип полярности не имеет функции очистки. Это означает только то, что дефекты могут возникнуть, если опорные плиты не будут должным образом очищены перед использованием.
Преимущества DCEN
DCEN обеспечит вас достаточным количеством сплавов недрагоценных металлов. В результате металл может получить надлежащее проникновение. Кроме того, меньше шансов на низкое армирование и включение вольфрама. Это правильная полярность при сварке, если вы собираетесь сваривать нержавеющую сталь и другие металлы с высокой температурой плавления. Вы также можете использовать его для соединения более толстых пластин.
Недостатки DCEN
Как мы уже упоминали, DCEN не поддерживает очистку.Это означает только то, что вероятность появления дефектов включения выше. Помимо этого, он также вызывает более высокое образование остаточного напряжения и высокий уровень искажений.
При такой полярности сварки также увеличивается зона термического влияния. Это может привести к более низкому уровню производительности, поскольку он имеет более низкую скорость осаждения. Кроме того, мы не рекомендуем эту полярность сварки при соединении двух более тонких пластин.
Электрод постоянного тока положительной полярности (DCEP)
DCEP также известен как обратная полярность.Это тип полярности при сварке, который имеет постоянный ток источника питания, положительный электрод и отрицательную опорную пластину. Через внешнюю цепь электроны будут течь к электроду, выходя из его базовых пластин. Электрон будет непрерывно течь по крошечным проходам. Это позволит вам создать дугу.
Базовые пластины производят электроны. Эти электроны будут ускорены из-за возможной разницы. Ускоренные электроны будут тогда увеличивать скорость и начинать удары по электроду.Это приведет к тому, что электроны будут производить кинетическую энергию, которая позже будет преобразована в тепловую энергию. Это приведет к нагреву наконечника электрода.
Многие профессиональные сварщики считают, что приблизительно две трети всего тепла дуги вырабатывается на электродах, а остальные части выполняются на опорных плитах. В результате электрод начнет быстро разжижаться. Кроме того, повысится скорость наплавки расходуемых электродов.
Следует отметить, что опорные пластины при такой полярности сварки плавятся неправильно. Это потому, что им не хватает тепла. Недостаток тепла может вызвать различные проблемы при сварке, такие как высокое армирование и низкий уровень проплавления.
Но принять к сведению, что электроны также производят поток, который будет удалить масло на опорной плите. Поток также покроет частицы пыли и оксидные слои, которые вы видите на поверхности опорных пластин. Этот процесс известен как очистка от оксидов.
Преимущества DCEP
Как вы могли заметить, DCEP имеет функцию очистки от дуги, которой нет у DCEN. При надлежащей очистке дуги вероятность возникновения проблем с включением мала. Он также имеет более высокий уровень наплавки. Это означает только то, что вы можете быстро и легко выполнить весь процесс сварки.
Помимо этого, он также может уменьшить полную резку, остаточное напряжение и деформацию. Это означает, что вы можете плавно изготавливать тонкие сварочные пластины.Такая полярность сварки подходит для сварки меди и других металлов с низкой температурой плавления.
Недостатки DCEP
Некоторые из вас не знают, что нерасходуемые электроды имеют более короткий срок службы. Кроме того, он имеет более высокий уровень усиления, если сварщик не регулирует скорость должным образом.
Поскольку сварка имеет низкий уровень проплавления и недостаточное плавление, эта полярность сварки не подходит для соединения более толстых металлов или пластин с более высоким уровнем температуры плавления.
Сварка МИГ — это самый простой способ сварки, который подходит для начинающих. Для этого типа сварки требуется DCEP или положительная полярность электрода постоянного тока. Сварщики, использующие этот метод сварки, предпочитают использовать электрод постоянного тока положительный или электрод постоянного тока отрицательный.
Если вы не используете газ при сварке MIG, я бы посоветовал вам использовать DCEN. Переменный ток можно использовать при сварке MIG, и вы можете использовать его для сварки алюминия или намагниченных материалов.Однако имейте в виду, что при использовании переменного тока будет больше брызг и плохое качество поверхности.
Переменный ток можно использовать при сварке MIG, и вы можете использовать его для сварки алюминия или намагниченных материалов.Однако имейте в виду, что при использовании переменного тока будет больше брызг и плохое качество поверхности.
Важно прочитать и понять инструкции, содержащиеся в руководствах.
Как мы уже упоминали ранее, опытные сварщики используют полярность DC + при выполнении сварки штучной сваркой. Это потому, что это позволит вам создать профиль борта и даст вам более высокий уровень проникновения. Мы не рекомендуем использовать полярность постоянного тока. Это потому, что он имеет более высокую скорость плавления электрода и меньшее проникновение.Эту полярность можно использовать для сплавления более тонких металлических листов. Это хорошо для предотвращения прожога.
Что такое сварка TIG?
Сварка TIG также известна как дуговая сварка вольфрамовым электродом в газовой среде. Еще в 1930-1940-х годах он использовался производителями самолетов для соединения материалов, изготовленных из магния. Обычно процесс сварки выглядит следующим образом: эксперт создает дугу, которая располагается между неплавящимся вольфрамовым электродом и основным металлом.Первый элемент — это тип электрода, который нельзя расплавить. Расплавленная сварочная ванна будет создана, когда дуга коснется основного металла.
Обычно процесс сварки выглядит следующим образом: эксперт создает дугу, которая располагается между неплавящимся вольфрамовым электродом и основным металлом.Первый элемент — это тип электрода, который нельзя расплавить. Расплавленная сварочная ванна будет создана, когда дуга коснется основного металла.
В сварочной ванне тонкий присадочный металл будет медленно вводиться вручную. После этого тонкая проволока начнет плавиться. В течение всего процесса инертной защитой будет стена, которая будет защищать сварочную ванну и вольфрамовый электрод от кислородного загрязнения. Не следует использовать флюсы. После всего процесса вы можете получить безшлаковую и прочную сварку, которая обладает свойством коррозионной стойкости, обеспечиваемым двумя используемыми металлами.
Аэрокосмическая промышленность использует этот метод сварки при создании своих самолетов и космических аппаратов. Тот факт, что он обладает антикоррозийными свойствами, также используется автомобильными компаниями.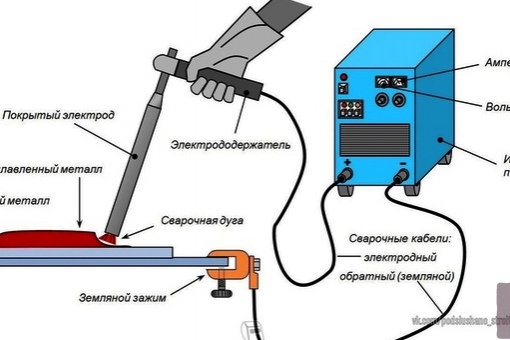 Авторемонтные мастерские также начинают использовать сварку TIG. Многие сварщики поражены результатами, полученными с помощью этой техники при сварке скульптур.
Авторемонтные мастерские также начинают использовать сварку TIG. Многие сварщики поражены результатами, полученными с помощью этой техники при сварке скульптур.
Полярность при сварке TIG
Что касается полярности сварки TIG, она имеет прямую полярность, которую некоторые также называют отрицательным электродом постоянного тока (DCEN).В этом процессе сварки используется отрицательная горелка, которая работает положительно. Это сварочный процесс, который используется для соединения различных типов металлов. В связи с этим в большинстве отраслей промышленности используется этот сварочный процесс.
При использовании самого популярного метода сварки, а именно сварки TIG, важно использовать правильную полярность сварки. При выполнении сварки TIG рекомендуется использовать электрод постоянного тока или электрод постоянного тока отрицательной полярности.Старшие сварщики также называют это прямой полярностью.
Для сварки TIG отрицательная горелка идеально подходит для предотвращения ненужного перегрева вольфрама.
Когда говорится «прямая полярность», понятно, что у него есть отрицательный электрод и положительные базовые пластины. Когда говорится «обратная полярность», понятно, что у него есть отрицательные базовые пластины и положительные электроды. Обратите внимание, что обратная полярность обеспечит вам повышенную скорость наплавки в целом; прямая полярность обеспечивает высокий уровень проникновения.Используя хорошего сварщика, вы намного быстрее научитесь использовать эти настройки.
Поскольку многие сварщики используют для сварки множество материалов, лучше всего подходит любая из указанных полярностей. Если вы новичок в этой области, мы рекомендуем вам использовать сварку MIG. Но если вы имеете дело с широким выбором типов металлов, сварка TIG является наиболее рекомендуемым процессом.
Не сомневайтесь, узнайте больше о сварке в других статьях нашего сайта.
Полярность сварки TIG — Руководство для начинающих
Полярность сварки TIG довольно проста. После того, как вы настроите машину, вам больше не придется менять клеммные соединения, если только вы не хотите выполнять сварку приварным швом.
После того, как вы настроите машину, вам больше не придется менять клеммные соединения, если только вы не хотите выполнять сварку приварным швом.
Новые инверторные аппараты позволяют изменять полярность сварки TIG, когда аппарат включен. Эти новые машины часто имеют цифровые считывающие устройства, которые позволяют быстро изменять силу тока и полярность сварки TIG. Однако старые трансформаторные машины могут быть серьезно повреждены, если вы измените полярность во время работы машины.Вы можете узнать больше о сварочных машинах в нашем руководстве здесь.
Отрицательный электрод чаще всего встречается при сварке TIG: Wikimedia CommonsЭлектрод отрицательный TIG (DC-)
Для сварки стали TIG, нержавеющей стали, титана и хрома требуется DCEN. В отличие от большинства электродов с положительным стержнем, DCEN — это отрицательный ток или «отрицательный электрод постоянного тока». Это означает, что шланг резака подсоединяется к отрицательному выводу машины, а провод зажима заземления подсоединяется к положительной клемме машины.
Dinse Style наиболее распространены в современных машинах и позволяют при необходимости быстро заменять их. Машины более высокого уровня, такие как Miller Dynasty, позволят изменять полярность одним нажатием кнопки. Это означает, что вам не нужно физически переключать клеммные соединения.
TIG на переменном токе (AC)
Для сварки TIG алюминия требуется переменный ток или переменный ток, при котором аппарат постоянно меняет положительный и отрицательный токи.Машины более низкого уровня обычно не имеют этой функции. Это необходимо для сварки алюминия методом TIG, но не так часто для любителей или обычных домашних применений. Однако, если вы планируете сварку алюминия методом TIG, убедитесь, что в вашем аппарате есть переменный ток. Здесь можно посмотреть хорошее видео о сварке алюминия TIG из советов и рекомендаций.
Боковое примечание
Во всем, что касается сварки TIG, эта книга очень помогла нам в школе и на ранних этапах нашей карьеры. Подробные иллюстрации и подробные главы помогают объяснить практически все, что связано с TIG.Для школьной работы от нас требовалось читать главы, но мы сохранили книгу, чтобы использовать ее в качестве долгосрочного справочника.
Справочник GTAW — проверьте цену на Amazon
Электрод положительный TIG? (DC +)
Использование положительной полярности (DCEP) для сварки TIG бывает редко. Это сожжет вольфрам и испортит сварной шов. Однако вы можете использовать положительную полярность в своих интересах в одной ключевой ситуации. Если вам нужно скрутить вольфрамовый шар для сварки алюминия TIG, вы можете зажечь быструю дугу на положительном токе.Обычно просто делайте это на долю секунды, а затем останавливайтесь. Это сформирует красивый шарик на конце вашего вольфрама. Затем вы можете переключиться на переменный ток и начать сварку алюминия.
В более новых машинах вольфрам автоматически подается на переменный ток, но описанный выше трюк с положительной полярностью может быть полезен на старых трансформаторных машинах. Округлый вольфрам лучше работает с алюминием, чем заостренный вольфрам.
Округлый вольфрам лучше работает с алюминием, чем заостренный вольфрам.
Переключение устройства для ручной сварки TIG
Если вы хотите запустить настройку TIG с нуля на существующем сварочном аппарате или приводе двигателя, просто переключите настройку DCEP (положительную) на настройку DCEN (отрицательную).Переключите ваши выводы на противоположные клеммы — так что ваш провод стингера теперь отрицательный, а заземляющий зажим — положительный. Затем прикрепите стержень к адаптеру блока питания для шлангов и закрепите заземление на заготовке. Вы можете узнать больше о расходных материалах Scratch Start TIG здесь.
В некоторых машинах нижнего уровня кабели / шланги для сварки TIG будут подключены жестко, без возможности регулировки. Это означает, что вы можете сразу начать сварку TIG. Однако, если вы хотите выполнить сварку прилипанием, вам потребуются некоторые модификации машины.
Для получения дополнительной информации о сварке TIG щелкните здесь.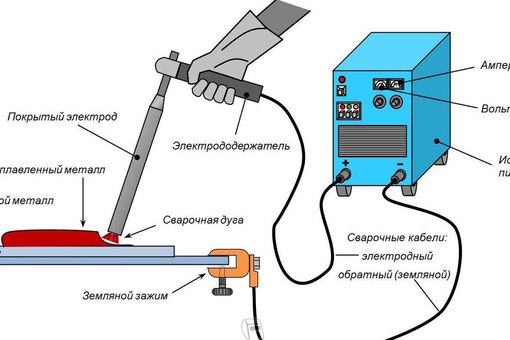
Основы сварочного тока TIG Типы и настройки полярности
Основы сварочного тока TIG Типы и настройки полярности — Irmasolda PortuguêsEnglishEspañolОценка:
Начало работы Сварочные аппараты TIG предназначены для постоянной выработки постоянного тока, а это означает, что при настройке устройства определяются значения силы тока.При этом сила тока сварки меняется редко. Что действительно меняется, так это зависимость напряжения от длины дуги. Дуга есть по мере регулирования напряжения. Напряжение увеличивается, когда длина дуги увеличивается, и в то же время напряжение уменьшается, когда дуга укорачивается. В конечном итоге мощность источника питания для сварки TIG всегда будет постоянной при регулировке тока!
Сварочные аппараты TIG вырабатывают два типа тока. Это D / C или текущий и текущий / C или переключенные.Переменный ток обычно используется для сварки алюминия и магния. Вне этих двух металлов к / с используется редко. D / C или постоянный ток используется в большинстве других металлов. Сюда входят сталь, нержавеющая сталь, крышки, медно-никелевый сплав и большинство экзотических металлов.
D / C или постоянный ток используется в большинстве других металлов. Сюда входят сталь, нержавеющая сталь, крышки, медно-никелевый сплав и большинство экзотических металлов.
Постоянный ток имеет два типа полярности. Две полярности: DCEN или электрод постоянного тока отрицательный электрод и DCEP или прямой положительный. Отрицательный (-) электрод означает, что горелка TIG находится на отрицательной стороне цепи или клемм (-).На электроде (+) на положительной стороне означает, что горелка TIG является положительной стороной цепи или клемм. Постоянный ток — это цепь того же типа, что и автомобильный аккумулятор. Форма D / (C) работа — электричество течет только в одном направлении. Вот что течет со стороны (-) отрицательной стороны (+) положительной. Просто помните, что сторона (-) отрицательная — это проигравшая сторона, а на стороне (+) положительная сторона — выигрышная
Режим полярности постоянного тока применяется к сварке TIG, если количество тепла сосредоточено в вольфрамовом электроде. . Если оборудование сконфигурировано в DCEN или на 2/3 отрицательного электрода постоянного тока, тепло концентрируется на сварном шве. DCEN также является одной из причин, по которой вольфрам способен производить электрическую дугу с высокой температурой, например без плавления! В DCEP электрод постоянного тока положительный или 2/3 тепла концентрируется на вольфрамовом электроде.
. Если оборудование сконфигурировано в DCEN или на 2/3 отрицательного электрода постоянного тока, тепло концентрируется на сварном шве. DCEN также является одной из причин, по которой вольфрам способен производить электрическую дугу с высокой температурой, например без плавления! В DCEP электрод постоянного тока положительный или 2/3 тепла концентрируется на вольфрамовом электроде.
То, как это применимо к сварке TIG, зависит от толщины свариваемого металла. Большая часть сварки TIG выполняется с использованием DCEN, потому что металл имеет более толстую сторону.Здесь вы хотите, чтобы большую часть тепла был металлический солдат. Для большинства сварочных работ помните, что вам нужно, чтобы горелка TIG была везде (-) с отрицательной полярностью. Когда дело доходит до сварки тонкого металлического листа, вы можете подумать о замене положительного электрода постоянного тока DCEP или (+). Это приведет к нагреву вольфрамового электрода и предотвратит горение металлического листа. В случае DCEP вы хотите сваривать, используя настройку низкой силы тока, иначе вольфрам также будет гореть! Есть еще один случай, когда вы хотите настроить устройство на DCEP и сформировать вольфрам в форме шара. DCEP начнет плавить вольфрам в этом определении очень быстро, поэтому он используется для создания кромок в форме вольфрамовых сфер.
DCEP начнет плавить вольфрам в этом определении очень быстро, поэтому он используется для создания кромок в форме вольфрамовых сфер.
Первоначально опубликовано в Ezine, автоматический перевод на португальский
Источник для Дэвида Зелински
http://www.irmasolda.pt/wp-content/uploads/sites/12/2015/11/as-nocoes-basicas-de-soldadura-tig-tipos-atual-e-as-configuracoes-de-polaridade. jpg 773 776 Ирмасольда, Сварочные и промышленные газы https: // www.irmasolda.pt/wp-content/uploads/sites/12/2013/04/LOGO_small_inverse1.png Irmasolda, Сварка и промышленные газы2020-06-19 10: 09: 262020-06-19 10: 09: 26Основы сварочного тока TIG Типы и настройки полярности Роботизированная сварка: будущее, сегодня Электроэрозионная сварка и «зона термического влияния» Пролистать наверхПрежде чем уйти, сделайте предложение
Подписка на уведомления на сайт.
Когда появятся новости или акции, буду в курсе.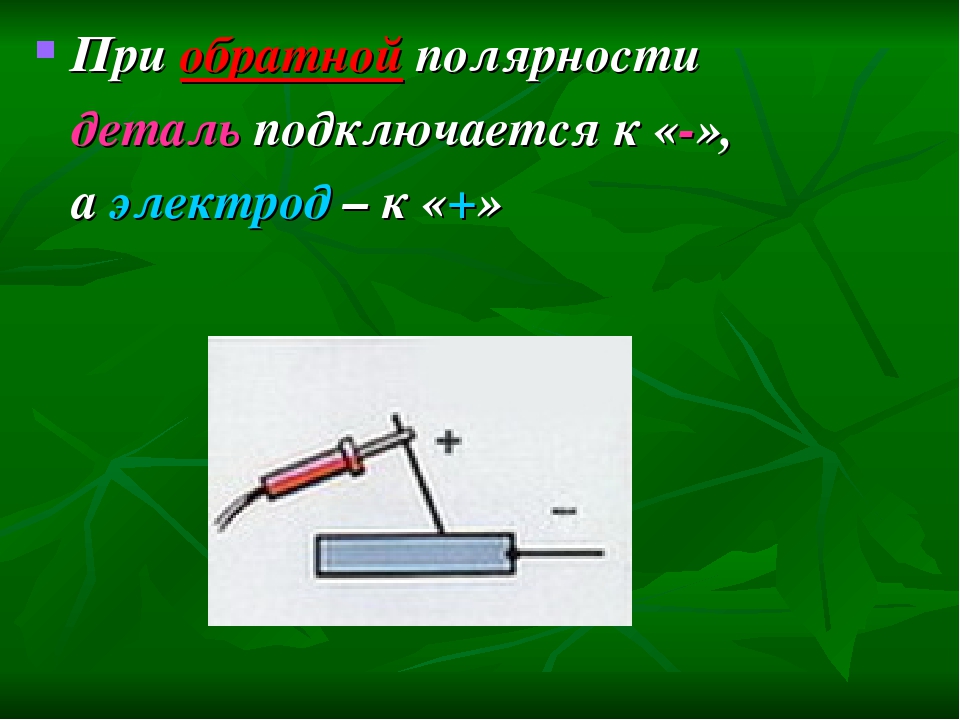
Вы можете отключить их в любой момент.
{«cookieName»: «wBounce», «isAggressive»: false, «isSitewide»: true, «hesitation»: «», «openAnimation»: false, «exitAnimation»: false, «timer»: «», «чувствительность «:» «,» cookieExpire «:» 30 «,» cookieDomain «:» «,» autoFire «:» «,» isAnalyticsEnabled «: false}
Электроэнергия в системах крепления с помощью приварки шпилек
Сварка шпилек — от судостроения до сквозной сварки композитных материалов — простая операция, используемая во многих сложных строительных проектах.Процесс приварки шпилек — относительно новый процесс, история которого восходит только к рубежу 19 века. Новизна систем крепления с помощью приварки шпилек во многом обусловлена использованием электричества в качестве единственного источника энергии и генератора дуги. Из-за этого полярность и ток, подаваемый на установку для приварки шпилек, должны быть точно откалиброваны для инструмента, шпильки, материала поверхности и условий сварки.
Если вы используете приварку шпилек для завершения проекта, вы можете положиться на системы крепления Northland для всех ваших шпилек, инструментов, принадлежностей и потребностей в обслуживании. Мы предоставляем клиентам по всему миру полный выбор всего необходимого для систем крепления с помощью шпильки и квалифицированную техническую поддержку.
Мы предоставляем клиентам по всему миру полный выбор всего необходимого для систем крепления с помощью шпильки и квалифицированную техническую поддержку.
Если вы работаете с установкой для приварки шпилек и калибруете этот инструмент для необходимого сварного шва, важно понимать роль полярности и тока для сварных швов с натянутой дугой и конденсаторным разрядом (CD).
Полярности Каждый электрический ток имеет положительную или отрицательную полярность.Существуют типы инструментов для приварки шпилек, в которых используется любая полярность, но выбор инструмента и полярности зависит от шпильки, операции сварки и материала поверхности, к которой вы будете подсоединять шпильку. Полярность отрицательного электрода также называется «прямой», а полярность положительного электрода также называется «обратной» полярностью. Положительная полярность обеспечивает более глубокое проникновение сварного шва в материал поверхности. Сварка с обратной полярностью подходит для сварки в тяжелых условиях со шпильками большего размера.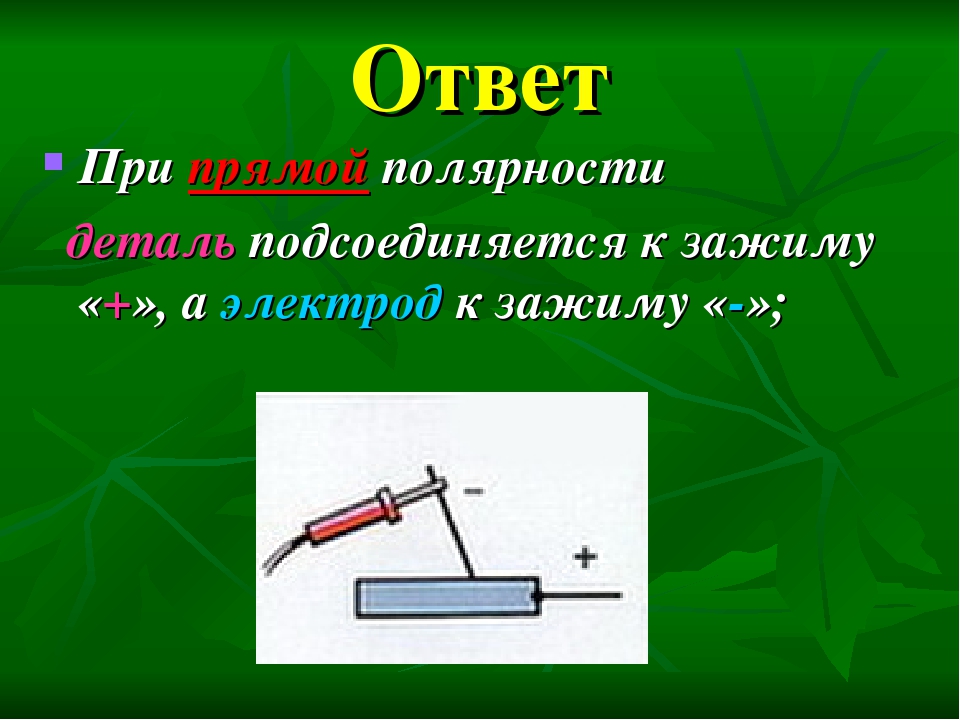 С другой стороны, отрицательная полярность обеспечивает быстрое плавление шва с более высокой скоростью наплавки, что делает его идеальным для шпилек и быстрого строительства.
С другой стороны, отрицательная полярность обеспечивает быстрое плавление шва с более высокой скоростью наплавки, что делает его идеальным для шпилек и быстрого строительства.
Характер электрических токов также влияет на результаты сварки. Токи будут двигаться с отрицательной или положительной полярностью напрямую или поочередно между ними. Сварка постоянным током (DC) в сочетании с правильным защитным газом обеспечивает более плавный и чистый сварной шов благодаря стабильной дуге.Сварные швы на постоянном токе также ограничивают разбрызгивание на сварном шве. По этой причине большинство профессионалов используют сварочный ток постоянного тока с положительной или отрицательной полярностью.
В некоторых случаях, однако, более подходят переменные токи. Новички могут выбрать инструменты для сварки на переменном токе, которые, как правило, дешевле и проще в использовании. Переменные токи меняют полярность примерно 120 раз в секунду с токами 60 Гц. Сварные швы на переменном токе также широко используются в судостроении, поскольку движение строящегося корабля может вызвать дугу, перемещающуюся из стороны в сторону.
Сварные швы на переменном токе также широко используются в судостроении, поскольку движение строящегося корабля может вызвать дугу, перемещающуюся из стороны в сторону.
Если вы используете приварку шпилек в качестве одной из систем крепления в каком-либо конкретном проекте, выбор правильной полярности и типа тока имеет решающее значение для выполнения точной, чистой и прочной сварки. Чтобы узнать больше о спецификациях приварки шпилек или найти все необходимое для шпилек, инструментов и принадлежностей, свяжитесь с Northland Fastening Systems по телефону (651) 730-7770 или запросите онлайн-предложение, чтобы начать работу с нами сегодня.
Объяснение полярности для сварки штангой
Полярность вашей цепи важна для определения качества сварки и влияет на управление сварочной дугой. Выбор неправильной полярности может вызвать недостаточное проплавление, большое количество брызг и неправильную форму хлеба, поэтому сварщики должны убедиться, что они знают правильную полярность при выполнении сварного шва.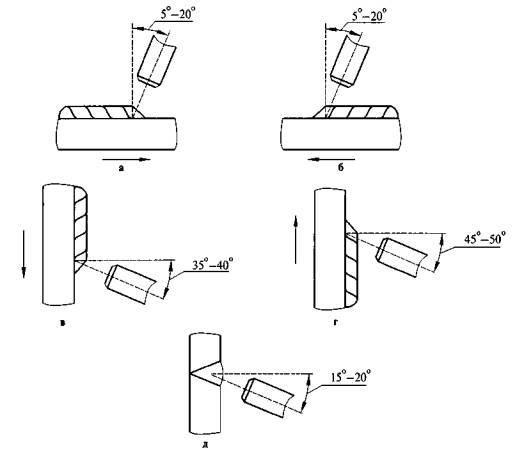
Полярность — это электрическая цепь, возникающая между положительным и отрицательным полюсами сварщика, когда они включают сварочный аппарат.Сварочные полярности включают положительную полярность электрода или DCEP и DCEN или отрицательную полярность электрода. Постоянный или постоянный ток течет в одном направлении, в то время как переменный ток или переменный ток течет в виде синусоидальных колебаний переменной полярности.
Хотя эти термины могут показаться техническими, они довольно просты, если вы поймете их работу и функции. Каждая полярность соответствует определенному стилю металла и каждому процессу сварки , поэтому очень важно владеть основами для получения качественных сварных швов.Если вы хотите понять, как работает полярность в процессе сварки, читайте дальше.
Как переменный и постоянный ток влияют на процесс сварки?
Сварочные швы на переменном и постоянном токе используют разные токи для образования электрической дуги. И переменный, и постоянный ток создают дугу между электродом и металлической заготовкой и обеспечивают тепло, необходимое для плавления металлов . Источник питания переменного или постоянного тока обеспечивает полярность тока, протекающего через электрод и влияющего на сварной шов.
И переменный, и постоянный ток создают дугу между электродом и металлической заготовкой и обеспечивают тепло, необходимое для плавления металлов . Источник питания переменного или постоянного тока обеспечивает полярность тока, протекающего через электрод и влияющего на сварной шов.
Постоянный ток течет только в одном направлении, и обеспечивает постоянную полярность, будь то отрицательная или положительная . Переменный ток изменяет направление потока при быстром изменении и, таким образом, может рассматриваться как поток переменного тока.
Постоянный ток в основном используется при дуговой сварке защищенным металлом , потому что он обеспечивает более прямое зажигание дуги и обеспечивает более стабильные характеристики дуги. Постоянный ток снижает вероятность разбрызгивания и помогает при сварке вертикально вверх и над головой.
Некоторые говорят, что AC обычно используется для сварки алюминия , но я думаю, что это больше относится к сварке TIG, когда переменный ток помогает очистить оксид с поверхности металла.
В случае сварки штучной сваркой переменный ток часто используется для сварки намагниченных поверхностей или когда ваш аппарат не поддерживает постоянный ток .
Существует три вида полярности в процессе сварки, каждый из которых имеет свои ограничения и преимущества, а именно:
Отрицательная полярность электрода постоянного тока (DCEN)
Когда электрод подключается к отрицательному выводу, а опорные пластины подключаются к положительному, это называется Отрицательный электрод постоянного тока (или прямая полярность .) Электроны текут от электрода к пластинам основания, а тепло концентрируется в пластине основания.
Поскольку много тепла сосредоточена на опорной плите (примерно 2 / 3rds), а не в самом электроде, скорость осаждения в электрода уменьшается , что делает более гладкой и стабильной сварной шов. Однако DCEN может быть подвержен дефектам включения, если сварщики неправильно очистят основной металл.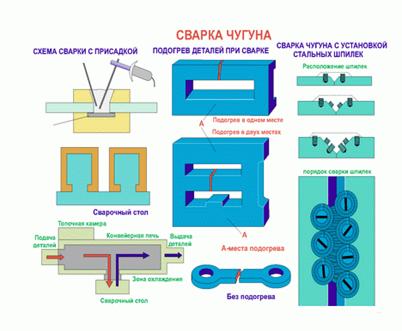
Однако, как указывает название «прямая полярность», — это предпочтительная полярность при сварке штучной сваркой .В некоторых случаях невозможно использовать DCEN — например, когда вы используете стержни 7018, предназначенные только для DCEP. All-position 7018 также может использоваться с переменным током, но никогда с настройками DCEN.
Преимущества DCEN
- Повышенный нагрев основного металла способствует правильному проплавлению сварного шва . Процесс DCEN подходит для металлов с высокой температурой плавления, таких как нержавеющая сталь и титан, и подходит для сварки более толстых пластин благодаря своей повышенной проникающей способности.
- DCEN снижает скорость осаждения присадочного металла.
DCEN Недостатки
- DCEN не предлагает очистку от дуги, как DCEP , поэтому есть вероятность, что могут быть дефекты включения.
- Из-за более широкой зоны термического влияния и пониженной скорости наплавки DCEN не подходит для сварки более тонких пластин
- DCEN имеет высокий уровень деформации и создает высокий уровень остаточного напряжения.

Положительная полярность электрода постоянного тока (DCEP)
DCEP или обратная полярность возникает, когда электрод подключен к положительной клемме, а опорная пластина подключена к отрицательной. Электрический ток движется от базовой пластины к электроду. Большая часть тепла сосредоточена в самом электроде (2/3). Эта концентрация тепла возникает из-за того, что электроны пластины ударяют об электрод с высокой скоростью, выделяя повышенное тепло на кончике электрода.
Поскольку наконечник электрода имеет высокую концентрацию тепла, увеличивается скорость осаждения, соответственно, уменьшая проникновение и слияние в опорной плите. Обратная полярность позволяет очищать оксиды и удалять масла и пыль с металлических поверхностей основной пластины.
Преимущества DCEP
- Очистка основных металлов оксидом снижает дефекты включений
- Большая скорость наплавки ускоряет сварку
- Уменьшение деформации и остаточных напряжений
- DCEP подходит для тонких металлических пластин и соединения металлов с низкой температурой плавления .

Недостатки DCEP
- Из-за концентрации тепла электрод горит быстрее.
- Если сварщик замедляет процесс сварки, существует высокий уровень усиления.
- DCEP не подходит для толстых листов для соединения металлов с высокой температурой плавления.
Полярность переменного или переменного тока
Поскольку полярность переменного тока меняет направление электронов в цепи вперед и назад, иногда до 120 раз в секунду, c постоянно перемещается с отрицательного на положительный .Каждый раз, когда полярность меняется, сила тока достигает доли секунды, что приводит к дуге, которая может блуждать (или гаснуть).
Несмотря на то, что полярность переменного тока имеет преимущества как DCEN, так и DCEP, важно использовать правильные электроды для использования переменного тока. Электроды переменного тока имеют специальное покрытие, поддерживающее зажигание дуги; однако дуга по-прежнему будет демонстрировать более сильные колебания и заикания, чем при полярности постоянного тока.
Полярность переменного тока особенно полезна в случаях возникновения дуги из-за магнетизма основного металла .Переменный ток обеспечивает более устойчивую дугу при сварке магнитных деталей или неустойчивой дуге в ветреную погоду.
Преимущества полярности переменного тока
- Переменный ток поддерживает более высокие температуры во время сварки
- Переменный ток очищает от оксидов аналогично DCEN
- Обеспечивает более глубокое проплавление, чем DCEP.
- Обеспечивает устойчивую сварку намагниченных материалов.
Недостатки полярности переменного тока
- Переменный ток не поддерживает одинаково гладкую сварочную дугу, аналогичную DCEN и DCEP
- Сварка на переменном токе имеет более высокие уровни разбрызгивания
- Дуга может быть ненадежной и ее сложнее контролировать
Как вы? Выбрать правильную полярность?
- Если ваш основной металл — магний или алюминий , то следует выбрать DCEP из-за его способности очищать оксиды.
- Если основным металлом является нержавеющая сталь, DCEN обеспечивает плавный поток и хорошее проникновение.
- Более толстые опорные плиты выигрывают от DCEN благодаря хорошему профилю борта и проникновению.
- Тонкие пластины лучше всего подходят для полярности DCEP из-за их высокой скорости наплавки и более мелкого проникновения, а также снижения вероятности прожога.
Как полярность влияет на характеристики дуговой сварки?
Полярность является важным фактором создания сварного шва хорошего качества.Полярность зависит от ваших наполнителей, типа электрода, а также от выбранных основных металлов. Полярность сварного шва влияет на такие параметры, как:
- Скорость наплавки. Скорость осаждения присадки увеличивается при использовании расходуемых электродов с полярностью DCEP.
- Проникновение сварного шва . Выбрав полярность DCEN, вы увеличите проплавление шва.
- Арматура . Полярность DCEP увеличивает ширину сварного шва за счет увеличения глобулярного переноса металла.
- HAZ или зона теплового воздействия. Поскольку DCEN концентрирует большую часть тепла в самой плите основания, зона HAZ становится шире.
- Очистка оксидов. DCEP — ваш лучший вариант при использовании пластин с грязью или дефектами на поверхности, выполняя действия по очистке от оксидов. Эта очищающая способность снижает вероятность появления дефектов включения.
Часто задаваемые вопросы
Какая полярность используется для 7018? Вы можете легко определить, для какого сварочного стержня подходит сам код.
Первые два числа представляют собой фунты на квадратный дюйм, которые может выдержать полученный сварной шов, поэтому умножение 70 на 1000 дает вам 70 000 фунтов давления на квадратный дюйм
Третье число указывает на положение, в котором может использоваться стержень:
1-означает все положения
2-плоский / горизонтальный
3-верхний или вертикально вверх или вниз.
Последняя цифра, 8, означает, что это порошок калия и железа с низким содержанием водорода и подходит для AC, DCEP и DCEN.
Таким образом, сварочный стержень 7018 может использоваться в DCEP для более тонких пластин и DCEN для более толстых сварочных пластин.
Хотя сварка алюминия палкой не является предпочтительным способом, потому что действительно сложно уложить подходящие валики, это можно сделать с помощью DCEP.
Когда использовать настройки переменного тока на сварочном аппарате?Обычно сварщики используют полярность переменного тока, когда металлы, с которыми они работают, намагничены. Переменный ток также полезен, когда сварщики ищут более красивые валики с немного меньшим проваром, чем обеспечивает DCEN.
Заключение
Понимание полярности в процессе сварки необходимо для овладения искусством правильной сварки .У каждой полярности есть свои преимущества и недостатки, и, в конечном итоге, правильный выбор зависит от того, какой материал вы используете для наполнителей, и от типа вашей машины.