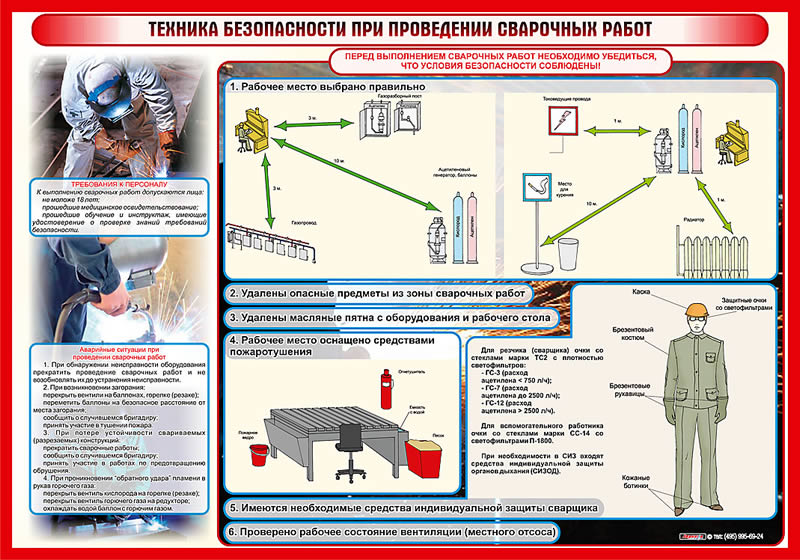
Правила проведения сварочных работ
Если сварщиком не соблюдаются правила проведения сварочных работ, есть опасность получения ненадежной конструкции, которая способна разрушиться под воздействием внешних факторов. К нормативам необходимо относиться со всей серьезностью, иначе вы навредите своему организму, окружающим и принесете ущерб свариваемому изделию.
Поэтому нужно внимательно изучать нормы, определяющие сварочный процесс, и вам будет проще выполнять сваривание.
Подготовка к сварочным работам
В первую очередь нужно иметь защитный костюм, который способен обезопасить специалиста от отлетающих искр. Обычно для этих целей применяются брезентовые костюмы из плотного брезента со специальной пропиткой.
Кроме того, потребуются рукавицы и защитная обувь, которые создадут необходимый уровень защиты для человеческого тела. Но самое важное в профессии сварщика – обезопасить от попадания горячих частиц глаза, поэтому необходимо иметь маску или очки.
Так что в арсенале специалиста по сварке должна быть:
Для борьбы с неожиданными возгораниями необходимо иметь на рабочем месте достаточное количество воды. В непосредственной близости от сварочного аппарата и от точки сваривания не должно быть никаких веществ, которые могут загореться или взорваться от воздействия высоких температур или открытого пламени.
Также правила проведения сварочных работ предусматривают правильный выбор режимов сварки и использование определенных расходных материалов. Чтобы сбивать продукты сгорания со свариваемых участков, сварщики пользуются молотками. Там, где производятся сварочные работы, не должно быть сильных сквозняков и продукты сгорания должны удаляться по вентиляционной системе.
Вредные вещества постоянно выделяются при проведении подобных мероприятий, поэтому стоит позаботиться об их своевременном отведении, пока они не нанесли вреда работнику.
Особенности технологического процесса
Обрабатываются разные материалы, и в зависимости от их характеристик и параметров подбираются режимы сваривания, в частности время нагревания. Ведь свариваются не только металлические изделия, но и полипропилен, требующий деликатного обращения и сокращения времени нагрева. Нагревание таких деталей производится от 5 до 40 секунд, и этот фактор необходимо учитывать.
Ведь свариваются не только металлические изделия, но и полипропилен, требующий деликатного обращения и сокращения времени нагрева. Нагревание таких деталей производится от 5 до 40 секунд, и этот фактор необходимо учитывать.
Металлические трубы и прочие изделия из металла также необходимо подвергать процессу сваривания в течение определенного промежутка времени, чтобы материал не перегрелся и не утратил своих первоначальных свойств. Из-за неправильного сваривания нередко появляется хрупкость и ломкость материалов, которые подвергаются термическому воздействию.
Некоторые конструкции и сборочные узлы разрушаются именно в тех местах, где производилась сварка. Проверить качество выполненной работы можно с помощью удара обыкновенного молотка, потому что сварные швы издают определенные звуки, понятные опытным специалистам.
Только правила проведения сварочных работ помогут выполнить соединение на высоком уровне, и металлическое сооружение не получится бракованным и непригодным к эксплуатации.
Особенности работы сварщика
При несоблюдении скоростных нормативов при сварочных процессах, существует опасность получения неровного шва с плохой шероховатостью, и во многих случаях такая конструкция признается бракованной.
Если сварщик соблюдает технику сваривания, он делает все движения равномерно и без резких перепадов, таким образом, получая шов с одинаковыми габаритами по всей его протяженности. Работать нужно уверенно и плавно, и тогда есть шанс добиться положительного результата от своей производственной деятельности.
Слишком длительная работа сварщика приводит к появлению усталости и движения становятся порывистыми, что сразу негативно влияет на качество соединений, к тому же сказывается пагубное воздействие на глаза. Если чувствуется утомление, нужно срочно делать технологический перерыв, чтобы восстановить работоспособность.
Прочность сварки может придти к специалисту только с опытом, поэтому нужно больше заниматься и использовать разные металлические элементы для проверки своих профессиональных навыков.
Лучше сразу не заниматься свариванием ответственных сооружений, так как вы можете подвергнуть риску, не только саму конструкцию, но и людей, которые будут ей пользоваться. В данном процессе нельзя торопиться, а нужно постигать все постепенно, соблюдая правила.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Техника безопасности и охрана труда при проведении сварочных работ — Новости — Пресс-центр — Главная — Департамент государственного жилищного и строительного надзора Свердловской области Официальный сайт
28 сентября 2016
Техника безопасности и охрана труда при проведении сварочных работ
Производство сварочных работ при строительстве требует особого внимания в части соблюдения правил техники безопасности и охраны труда.
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
К сварочным работам допускаются сварщики, которые указаны в их удостоверениях. Электросварщики должны иметь группу по электробезопасности не менее II (пункт 8 приказа Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 года № 102 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»).
Электросварочные и газосварочные работы выполняются в соответствии с письменным распоряжением — нарядом-допуском на производство работ (далее — наряд-допуск), оформляемым уполномоченными работодателем должностными лицами, ответственными за организацию и безопасное производство работ (приказ Министерства труда и социальной защиты Российской Федерации от 23 декабря 2014 года № 1101н «Об утверждении правил по охране труда при выполнении электросварочных и газосварочных работ»).
Работники, выполняющие сварочные работы, должны быть обеспечены специальной одеждой, специальной обувью и другими средствами индивидуальной защиты, санитарно-бытовыми помещениями, а также смывающими и (или) обезвреживающими средствами. Рабочее место сварщика должно быть оснащено необходимым сборочно-сварочным оборудованием и первичными средствами пожаротушения. Стационарные рабочие места должны быть оборудованы системой вытяжной вентиляции в зоне сварки. (приказ Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 года № 102 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»).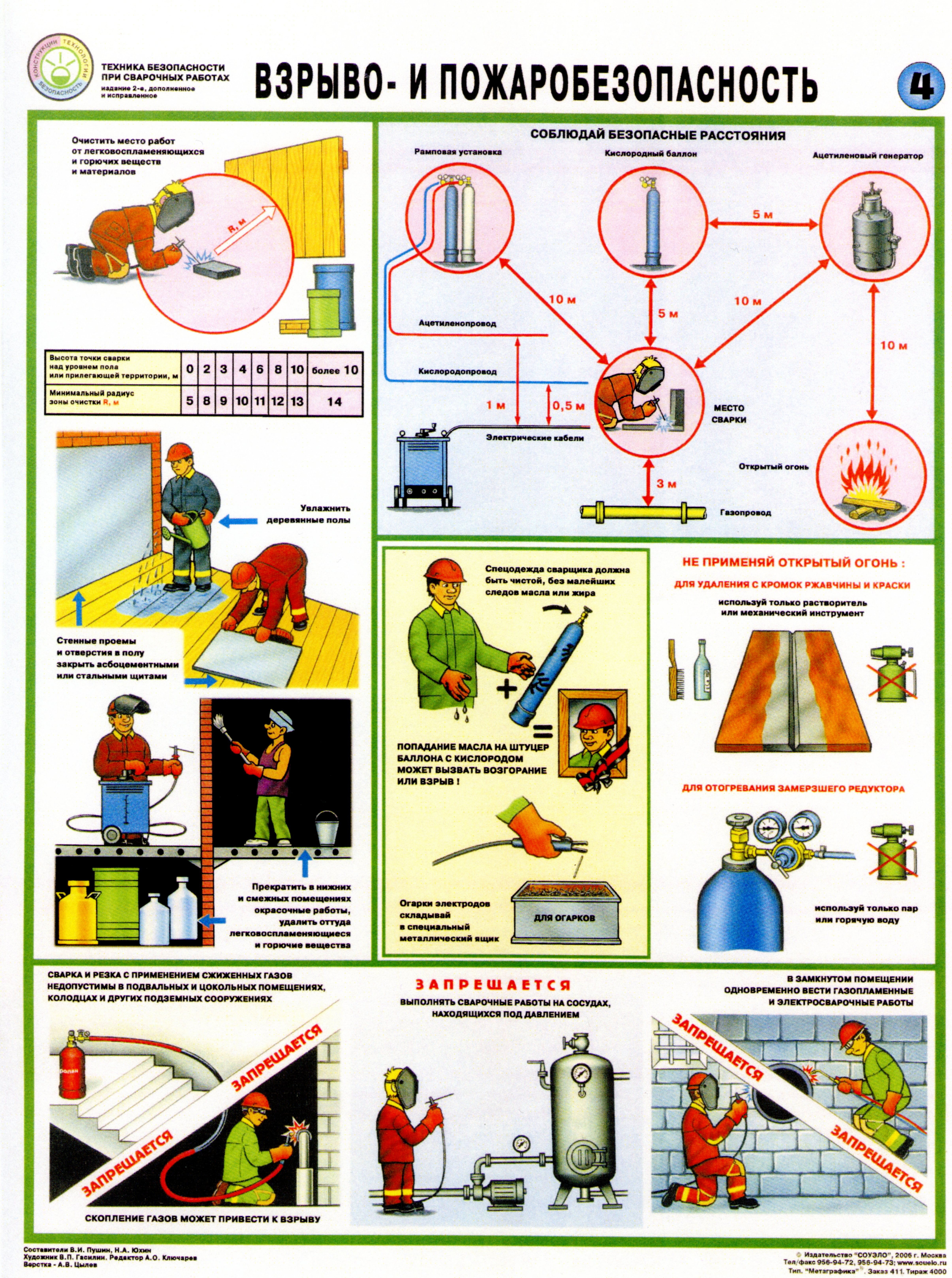
Для дуговой сварки необходимо применять изолированные гибкие кабели, рассчитанные на надежную работу при максимальных электрических нагрузках с учетом продолжительности цикла сварки.
Соединение сварочных кабелей следует производить опрессовкой, сваркой или пайкой с последующей изоляцией мест соединений.
Подключение кабелей к сварочному оборудованию должно осуществляться при помощи спрессованных или припаянных кабельных наконечников.
При прокладке или перемещении сварочных проводов необходимо принимать меры против повреждения их изоляции и соприкосновения с водой, маслом, стальными канатами и горячими трубопроводами. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, а с горючими газами — не менее 1 м.
В электросварочных аппаратах и источниках их питания элементы, находящиеся под напряжением, должны быть закрыты оградительными устройствами.
Электрододержатели, применяемые при ручной дуговой электросварке металлическими электродами, должны соответствовать требованиям ГОСТ на эти изделия.
Электросварочная установка (преобразователь, сварочный трансформатор и т.п.) должна присоединяться к источнику питания через рубильник и предохранители или автоматический выключатель, а при напряжении холостого хода более 70 вольт должно применяться автоматическое отключение сварочного трансформатора.
Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки должны быть заземлены, а у сварочного трансформатора, кроме того, заземляющий болт корпуса должен быть соединен с зажимом вторичной обмотки, к которому подключается обратный провод.
В качестве обратного провода или его элементов могут быть использованы стальные шины и конструкции, если их сечение обеспечивает безопасное по условиям нагрева протекание сварочного тока.
Соединение между собой отдельных элементов, применяемых в качестве обратного провода, должно быть надежным и выполняться на болтах, зажимах или сваркой.
Запрещается использовать провода сети заземления, трубы санитарно- технических сетей (водопровод, газопровод и др. ), металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки (п. 9.2.3., п.9.2.4, п.9.2.5., п. 9.3.1., п. 9.3.2. п. 9.3.3. п. 9.3.4. п. 9.3.5.п. 9.3.6. постановления Государственного комитета Российской Федерации по строительству и жилищно-коммунальному комплексу от 23 июля 2001 года № 80 «О принятии строительных норм и правил Российской Федерации «Безопасность труда в строительстве. часть 1. Общие требования»).
), металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки (п. 9.2.3., п.9.2.4, п.9.2.5., п. 9.3.1., п. 9.3.2. п. 9.3.3. п. 9.3.4. п. 9.3.5.п. 9.3.6. постановления Государственного комитета Российской Федерации по строительству и жилищно-коммунальному комплексу от 23 июля 2001 года № 80 «О принятии строительных норм и правил Российской Федерации «Безопасность труда в строительстве. часть 1. Общие требования»).
Основной опасностью при дуговой ручной сварке является поражение электротоком. Источниками, повышающими опасность поражения электрическим током, являются сырость, грязь. Понижают данную опасность: сухая обувь, чистая, сухая одежда без элементов металлической отделки, сухое покрытие пола, не проводящее эл. ток, а также защитные резиновые галоши, коврики, варежки, перчатки служат дополнительным средством защиты от поражения электротоком.
Свариваемые поверхности конструкций и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °C необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °C — оборудовать тепляк (п.10.1.7. Свод правил актуализированная редакция СНиП 3.03.01-87 «Несущие и ограждающие конструкции» СП 70.13330.2012).
При температуре окружающего воздуха ниже минус 10 °C необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °C — оборудовать тепляк (п.10.1.7. Свод правил актуализированная редакция СНиП 3.03.01-87 «Несущие и ограждающие конструкции» СП 70.13330.2012).
Назад к списку
Сварочные и другие огневые работы
Страница 19 из 26
Раздел 6
СВАРОЧНЫЕ И ДРУГИЕ ОГНЕВЫЕ РАБОТЫ
Раздел 6, Подраздел 1
Общие требования
8.1.1. К сварочным и огневым работам, в соответствии с НАПБ
В.01.034-99/111 (ГКД 34.03.303-99) «Правила пожарной безопасности в
компаниях, на предприятиях и в организациях энергетической отрасли
Украины», относятся все виды электросварочных, газосварочных
(газорезальных), бензогазорезальных и паяльных работ, разогрев
(варка) битумов и смол, а также другие работы с применением открытого
огня или нагрева деталей до температуры возгорания материалов и
конструкций.
Из всех вышеуказанных видов огневых работ в этом разделе не
рассматривается автоматическая, атомно-водородная, аргонодуговая и
контактная сварка, а также газоэлектрическое резание.
8.1.2. Все сварочные и другие огневые работы (электро- и
газосварка, газорезка, подогрев, пайка, отжиг и т. п.) необходимо
выполнять в соответствии с требованиями НАПБ А.01.001-95 «Правила пожарной безопасности в Украине», НАПБ В.01.034-99/111 (ГКД
34.03.303-99) «Правила пожарной безопасности в компаниях, на
предприятиях и в организациях энергетической отрасли Украины», Закона
Украины «О пожарной безопасности», ДНАОП 0.00-1.07-94 «Правила
устройства и безопасной эксплуатации сосудов, работающих под
давлением», ДНАОП 0.00-1.20-98 «Правила безопасности систем
газоснабжения Украины», ДНАОП 0.00-8.02-93 «Перечень работ с
повышенной опасностью», НАОП 1.4.10-1.04-86 «Правила техники
безопасности и производственной санитарии при электросварочных
работах», ГОСТ 12. 2.008, ГОСТ 12.3.003 и других действующих
2.008, ГОСТ 12.3.003 и других действующих
нормативных документов.
8.1.3. К электросварочным, газосварочным и другим огневым работам
должны допускаться работники не моложе 18 лет, прошедшие медицинский
осмотр, предусмотренную требованиями ДНАОП 0.00-1.16-96 «Правила
аттестации сварщиков» специальную подготовку и проверку теоретических
знаний и практических навыков по конкретным способам сварки и
определенным видам сварочных работ, сдавшие экзамен аттестационной
комиссии с оформлением его результатов в специальном удостоверении.
Работники, допустившие нарушение требований пожарной
безопасности, должны направляться на внеочередную проверку знаний.
Электросварщики должны иметь по электробезопасности группу не
ниже II.
8.1.4. Подготовку и аттестацию сварщиков на право выполнять
сварочные работы при изготовлении, монтаже, реконструкции и ремонте
объектов и оборудования необходимо проводить в соответствии с
требованиями ДНАОП 0. 00-1.16-96 «Правила аттестации сварщиков».
00-1.16-96 «Правила аттестации сварщиков».
8.1.5. Сварочные и другие огневые работы необходимо проводить
только после выполнения мероприятий, предотвращающих возникновение
пожара (после отключения оборудования, удаления с рабочего места всех
видов горючих материалов, защиты сгораемых конструкций и
оборудования, обеспечения первичными средствами пожаротушения и т.п.)
Место проведения сварочных и других огневых работ должно
обеспечиваться необходимыми средствами пожаротушения (огнетушителем
или ящиком с песком, лопатой и ведром с водой). Тип, ёмкость и
количество огнетушителей должны определяться в зависимости от их
огнетушительной производительности, ограничительной площади действия,
класса пожара горючих веществ и материалов в соответствии с
приложением 7 к настоящим Правилам.
При наличии в непосредственной близости от места проведения
сварочных и других огневых работ кранов внутреннего противопожарного
водопровода к этим кранам должны присоединяться напорные рукава со
стволами.
8.1.6. Перед началом выполнения сварочных работ в ёмкости, каждую
из них, в том числе и находившуюся в эксплуатации, необходимо
провентилировать пяти-шестикратной сменой воздуха.
8.1.7. Перед началом сварки ёмкость (резервуар, бак и т. п.), в
которой находилось жидкое топливо, легковоспламеняющиеся или горючие
жидкости, кислоты, газы и т. п., необходимо отсоединить от
трубопроводов, по которым вредные вещества могут попасть в эту
ёмкость, заглушить, а затем очистить, промыть горячей водой с
каустической содой, пропарить, просушить и провентилировать. После
этого ёмкость необходимо проверить — для подтверждения отсутствия
опасной концентрации вредных веществ.
8.1.8. Перед началом выполнения сварочных работ в подземном
сооружении в нём необходимо проверить содержание возможных вредных
веществ, взрывоопасных концентраций газов, паров
легковоспламеняющихся и горючих веществ.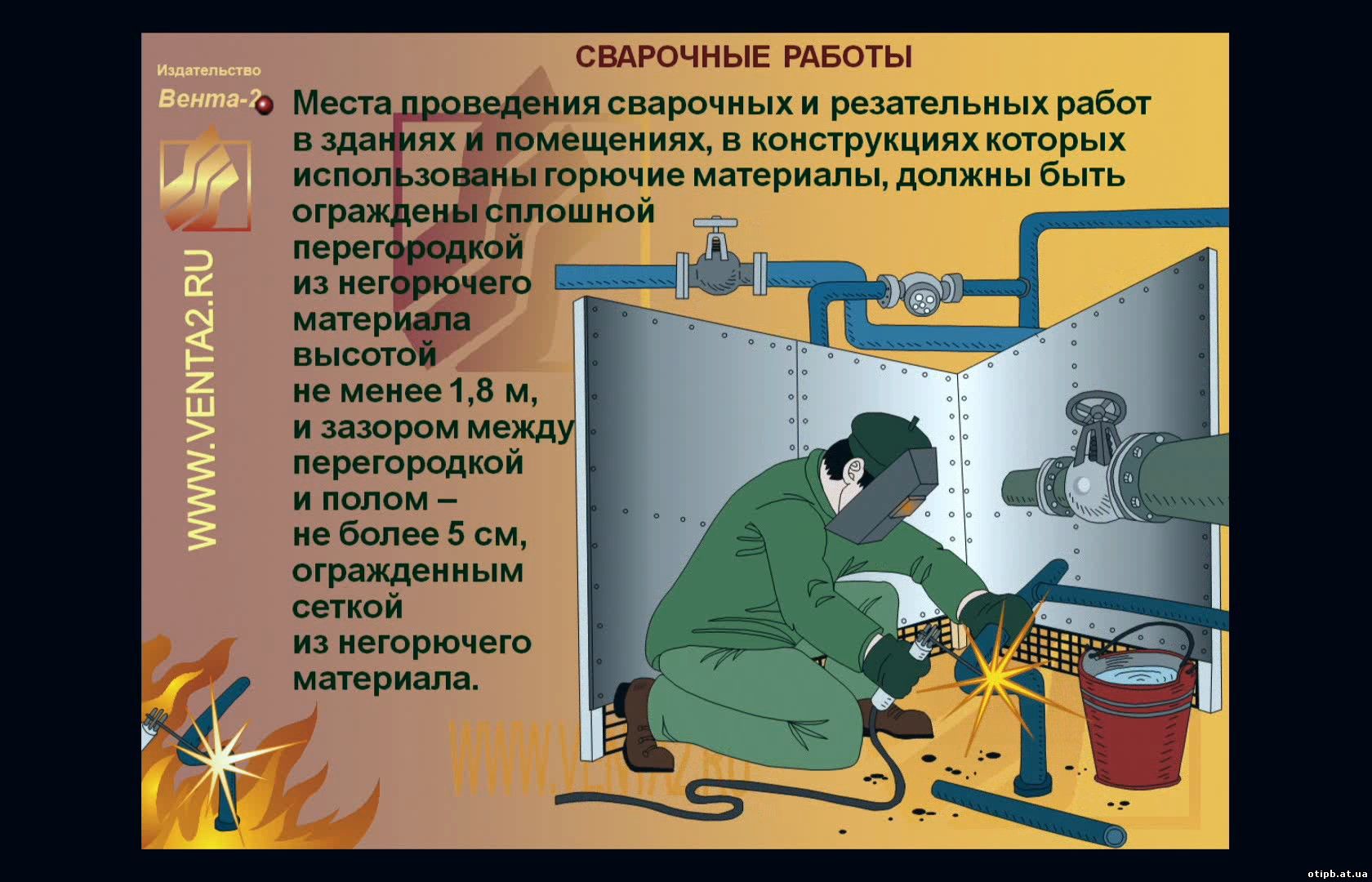
Наличие вредных веществ необходимо проверить по методике,
приведенной в ДНАОП 1.1.10-1.02-01 «Правила безопасной эксплуатации
тепломеханического оборудования электростанций и тепловых сетей».
Предельно допустимая концентрация вредных веществ и газов в
подземном сооружении не должна превышать значений, приведенных в ГОСТ
12.1.005.
При выполнении огневых работ в ёмкостях, подземных сооружениях и
газоопасных помещениях необходимо установить контроль за состоянием
воздушной среды отдельно в их нижней и верхней частях путем
проведения экспресс-анализов с применением газоанализаторов.
Пробы воздуха необходимо отбирать с помощью шланга, который
опускают в люк подземного сооружения или резервуара.
При выявлении газа в рабочей зоне эту зону необходимо проветрить.
Запрещается спускаться в подземные сооружения и резервуары для
отбора проб воздуха.
8.1.9. При наличии в подземном сооружении вредных веществ
работать в этом сооружении не разрешается.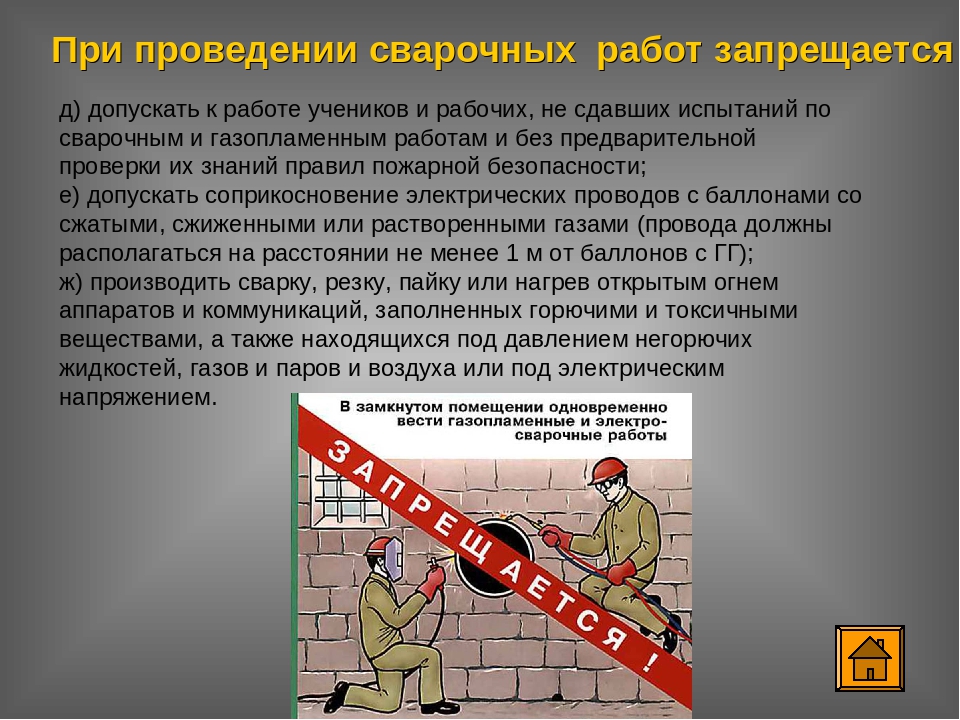
Продолжить выполнение работ в подземном сооружении разрешается
только после того, как будут установлены причины поступления вредных
веществ, устранено поступление их и повторной проверкой будет
подтверждено отсутствие таких веществ.
8.1.10. Сварка внутри барабанов котлов и других резервуаров, а
также в подземных сооружениях должна выполняться при: открытых лазах,
люках, пробках; усиленном действии приточно-вытяжной вентиляции,
которая должна обеспечивать содержание вредных веществ в пределах
допустимых концентраций и достаточное содержание кислорода.
Скорость движения воздух на рабочем месте внутри резервуара или
подземного сооружения должна быть от 0,3 до 1,5 м/с, температура
подаваемого воздуха — не ниже плюс 20 °С.
При выполнении огневых работ внутри закрытых ёмкостей с
применением сжиженных газов (пропана, бутана) и углекислоты вытяжная
вентиляция должна обеспечивать отсасывание из нижней части этих
ёмкостей.
Огневые работы в цокольных и подвальных помещениях, колодцах и в
других подземных сооружениях должны выполняться без применения
сжиженных газов.
8.1.11. Освещенность рабочей зоны при выполнении сварочных работ
внутри ёмкостей должна быть не менее 30 лк. Освещение этой зоны
должно осуществляться светильниками направленного действия,
установленными извне, или ручными переносными светильниками на
напряжение 12 В, оборудованными защитной сеткой.
Переносные светильники должны питаться от трансформатора с
заземленной вторичной обмоткой, установленного вне свариваемой
ёмкости.
Не допускается применение автотрансформаторов для питания
переносных светильников.
8.1.12. Для выполнения сварочных работ внутри барабанов котлов и
других резервуаров, а также внутри подземных сооружений необходимо
назначать не менее трех работников, которые заранее должны быть
проинструктированы о порядке проведения работы и о возможной
опасности при ее выполнении, а также необходимо проверить
правильность . их действий на рабочем месте. Один из работников должен
их действий на рабочем месте. Один из работников должен
выполнять сварочные работы внутри ёмкости или подземного сооружения,
второй — подстраховывать первого с помощью спасательной веревки, а
третий — следить за работой первого работника и предоставлять ему
помощь при передаче необходимого инструмента и материалов.
Работник, находящийся внутри резервуара или газоопасного
подземного сооружения, должен быть обеспечен спасательным лямочным
поясом со страховочным канатом. Спасательный пояс должен иметь
паспорт и бирку с отметкой о дате проведения последнего испытания.
Наблюдающие должны быть обеспечены такими же самыми средствами
защиты, как и сварщик, работающий внутри резервуара или сооружения.
Спасательные пояса должны иметь наплечные ремни со стороны спины
с кольцом на их пересечении — для закрепления спасательной веревки.
Пояс должен быть подогнан таким образом, чтобы кольцо размещалось не
ниже лопаток работника.
Запрещается применять пояса без наплечных ремней.
Наблюдающие не имеют права отходить от люка резервуара или
подземного сооружения до тех пор, пока там находится сварщик.
Один конец спасательной веревки должен быть прикреплен к
спасательному поясу сварщика, а второй в течение всего времени
выполнения работы должен быть в руках у наблюдающего (у работника,
страхующего сварщика).
При необходимости спуститься к потерпевшему один из наблюдающих
должен надеть шланговый противогаз и спасательный пояс и передать
конец спасательной веревки наблюдающему, оставшемуся вне резервуара
или подземного сооружения.
К выполнению сварочных работ должны допускаться только те
работники, на которых оформлен наряд-допуск.
8.1.13. В случае, если в закрытых сосудах или ёмкостях
одновременно выполняют работы несколько сварщиков при неблагоприятных
условиях, необходимо предусмотреть меры по одновременному оказанию
помощи всем сварщикам.
8.1.14. Запрещается одновременное выполнение электросварочных и
газопламенных работ внутри барабанов котлов и резервуаров.
8.1.15. При выполнении сварочных работ продолжительность
пребывания внутри резервуара или подземного сооружения, а также
продолжительность отдыха (с выходом из резервуара или сооружения)
должен определять работник, выдавший задание, в зависимости от
условий и характера выполняемой работы.
8.1.16. Работать в подземном сооружении или резервуаре (кроме
резервуаров для хранения топлива и масел) при температуре воздуха в
них выше плюс 33 °С допускается только в исключительных случаях (при
аварии, — если она угрожает жизни людей, может вызвать разрушение
оборудования и т. п.) и обязательно с разрешения руководителя работ и
под его непосредственным руководством. Такую работу можно выполнять
только при условии принятия необходимых мер по предотвращению ожогов
работников.
8.1.17. Запрещается выполнять сварочные и другие огневые работы
на сосудах, аппаратах, трубопроводах, коммуникациях и т. п.,
заполненных горючими или вредными веществами, а также в том случае,
если они находятся под давлением негорючих жидкостей, газов, пара
и воздуха или находятся под напряжением.
8.1.18. Временные сварочные и другие огневые работы в
производственных зданиях, сооружениях, на территории предприятий при
ремонте оборудования или монтаже строительных конструкций, на
электростанциях и в электрических сетях (кроме строительных площадок
и частных домовладений) необходимо выполнять в соответствии с
требованиями «Правил пожарной безопасности в Украине» по
наряду-допуску на выполнение временных огневых работ, форма которого
приведена в приложении 8 к настоящим Правилам.
Руководитель объекта и работник, ответственный за пожарную
безопасность помещения (территории, установки и т. п.), должны
п.), должны
обеспечить проверку места выполнения временных огневых работ в
течение 2 ч после окончания их.
8.1.19. Порядок выдачи и оформления наряда-допуска на выполнение
огневых работ должен соответствовать требованиям на выполнение работ
на оборудовании, приведенным в ДНАОП 1.1.10-1.02-01 «Правила
безопасной эксплуатации тепломеханического оборудования
электростанций и тепловых сетей».
В непредвиденных случаях выполнения огневых работ разрешается
выдавать наряд-допуск в день проведения таких работ.
8.1.20. Выполнение сварочных и других огневых работ без выдачи
наряда-допуска допускается в постоянных местах проведения огневых
работ, а также при возникновении аварий, но обязательно под
непосредственным наблюдением начальника цеха или по его указанию под
наблюдением другого ответственного инженерно-технического работника
этого же подразделения.
8. 1.21. Сварочные и другие огневые работы должны выполняться при
1.21. Сварочные и другие огневые работы должны выполняться при
условии:
— соблюдения правил безопасного выполнения таких работ и принятия
необходимых мер пожарной безопасности;
— ограждения места проведения работ — для предотвращения
травмирования работников разлетающимися искрами и окалиной, а также
для защиты их от излучения, выделяющегося при сварке;
— тщательной очистки свариваемых деталей снаружи и изнутри от
окалины, пыли, горючих и легковоспламеняющихся жидкостей, а их
поверхностей — от заусенцев;
— наличия средств пожаротушения на месте проведения сварочных
работ. Место, где надлежит выполнять огневые работы, необходимо
освободить от горючих веществ и материалов — в зависимости от высоты
места сварки над уровнем пола или близлежащей территории в радиусе,
указанном в таблице 8.1.
Таблица 8.1.
Радиус зоны огневых работ, проводимых на высоте
+-------------------------------------------------------------------+|Высота точки сварки над уровнем |0-2|2 |3 |4 |6 |8 |10 |Более|
|пола или прилегающей территории,м| | | | | | | |10 |
|---------------------------------+---+---+---+---+---+---+---+-----|
|Минимальный радиус зоны огневых |5 |8 |9 |10 |11 |12 |13 |14 |
|работ,м | | | | | | | | |
+-------------------------------------------------------------------+
8. 1.22. При сварке металлоконструкций массой более 15 кг
1.22. При сварке металлоконструкций массой более 15 кг
стационарные рабочие места необходимо оборудовать сборными стендами и
средствами механизации.
При сварке мелких и малогабаритных (массой до 15 кг) изделий
стационарные рабочие места необходимо оборудовать столами сварщиков.
8.1.23. Приступать к выполнению сварочных работ с лесов,
подмостей и люлек разрешается только после принятия мер,
предотвращающих загорание деревянных элементов и попадание брызг
расплавленного металла на работников, выполняющих работу, или
проходящих внизу людей, а также на сгораемые конструкции.
8.1.24. Выполнение сварочных работ с приставных переносных
лестниц не разрешается.
8.1.25. В местах выполнения сварочных работ не должны применяться
и храниться бензин, керосин, ацетон и другие легковоспламеняющиеся
жидкости.
8.1.26. Запрещается применять для предварительного обезжиривания
поверхностей под сварку и наплавку керосин, бензин, ацетон и другие
горючие и легковоспламеняющиеся вещества, а также трихлорэтилен,
дихлорэтан и другие хлорпроизводные углеводороды.
В исключительных случаях, при невозможности по техническим
причинам использовать пожаробезопасные моющие средства, допускается
применение горючих жидкостей в количествах, необходимых для
одноразового использования, но не более 1 л. В этом случае необходимо
применять только герметичную тару из небьющегося материала.
8.1.27. Запрещается на оборудовании, расположенном в одном
помещении, выполнять одновременно сварочные и лакокрасочные работы.
8.1.28. Сварщики должны быть обеспечены по действующим нормам
спецодеждой, спецобувью и другими средствами индивидуальной защиты,
которыми они обязаны пользоваться при выполнении работ.
8.1.29. Одежда и рукавицы сварщика не должны иметь следов масла,
жира, бензина, керосина, а также других горючих жидкостей.
8.1.30. Для защиты глаз и лица от действия ультрафиолетовых и
инфракрасных лучей сварщик должен пользоваться ручными или
наголовными щитками со стёклами-светофильтрами.
Светофильтры при сварке дуговым методом должны применяться в
зависимости от силы тока и способа сварки.
Назначение светофильтров различных марок из темного стекла для
электрогазосварочных и вспомогательных работ следующее:
— В-1 — для выполнения работ на открытых площадках — при наличии
яркого солнечного освещения и для вспомогательных работников — при
выполнении электросварочных работ в цехах;
— В-2 — для вспомогательных работников — при выполнении
электросварочных работ в цехах;
— Г-1 — для газосварщиков и вспомогательных работников — при
выполнении электросварочных работ на открытых площадках;
— Г-2 — для газосварщиков — при выполнении газосварочных работ и
резке средней мощности;
— Г-3 — для газосварщиков — при мощной газосварке и резке.
Применение светофильтров с темными стеклами для газосварки и
кислородной резки в зависимости от расхода ацетилена и кислорода
должно соответствовать указанному в таблице 8. 2.
2.
Выбор светофильтров из темного стекла для сварщиков, выполняющих
электродуговую и плазменную сварку, зависит от значения тока и
метода сварки и определяется данными таблицы 8.3.
8.1.31. Для обеспечения оптимальных условий зрительной работы
сварщика с учетом индивидуальных особенностей его зрения
рекомендуется кроме светофильтров, имеющих характеристики,
приведенные в таблицах 8.2 и 8.3, использовать светофильтр на один
номер больше или меньше. Если в этом случае оптимальные условия
зрительной работы сварщика не будут достигнуты, необходимо проверить
уровень освещенности и зрение сварщика.
Таблица 8.2. Светофильтры для газовой сварки и кислородной резки
(по ОСТ 21-6-87)
+-------------------------------------------------------------------+Таблица 8.|Обозначение |Расход ацетилена | Расход кислорода |
|светофильтра |при сварке, л/ч | при резке, л/ч ' |
|---------------------+----------------------+----------------------|
|С-1 |Не более 70 | |
|---------------------+----------------------+----------------------|
|С-2 |От 70 до 200 |От 900 до 2000 |
|---------------------+----------------------+----------------------|
|с-3 |От 200 до 800 |От 2000 до 4000 |
|---------------------+----------------------+----------------------|
|С-4 |Не менее 800 |От 4000 до 8000 |
+-------------------------------------------------------------------+
 3. Светофильтры, рекомендуемые при дуговых методах сварки по ОСТ 21-6-87 в зависимости от силы тока
3. Светофильтры, рекомендуемые при дуговых методах сварки по ОСТ 21-6-87 в зависимости от силы тока+-------------------------------------------------------------------+|Метод | Значение тока, А, для светофильтров |
|сварки | |
|-----------+-------------------------------------------------------|
| |С-1|С-2|С-3|С-4|С-5|С-6|С-7|С-8|С-9|С-10|С-11|С-12|С-13|
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | |15-|30-|60-|150|275|350|600|700 |900 | | |
|сварка | | |30 |60 |150| - | - | - | - | - | | | |
|металличес-| | | | | |275|375|600|700|900 | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | |20-|30-|50-|80-|100|200|350|500 |700 |900 | |
|сварка | | |30 |50 |80 |100| - | - | - | - | | | |
|тяжелых | | | | | | |200|350|500|700 |900 | | |
|металлов | | | | | | | | | | | | | |
|металличес-| | | | | | | | | | | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|инертных | | | | | | | | | | | | | |
|газов | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | | |15-|30-|50-|90-|150|275|350 |600 |800 | |
|сварка | | | |30 |50 |90 |150| - | - | - | - | | |
|легких | | | | | | | |275|350|600 |800 | | |
|сплавов | | | | | | | | | | | | | |
|металличес-| | | | | | | | | | | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|инертных | | | | | | | | | | | | | |
|газов | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | |10-|15-|20-|40-|80 |100|175|275 |300 |400 |600 |
|сварка | | |15 |20 |40 |80 | - | - | - | - | - | - | |
|вольфрамо- | | | | | | |100|175|275|300 |400 |600 | |
|вым | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|инертных | | | | | | | | | | | | | |
|газов | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая |30-|60-|100|150|175|300|400|600|700| | | | |
|сварка |60 |100| - | - | - | - | - | - | - | | | | |
|металличес-| | |150|175|300|400|600|700|900| | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|углекислого| | | | | | | | | | | | | |
|газа | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Плазменная | | | | |30-|50-|100|175|300|350 |500 |700 |900 |
|сварка | | | | |50 |100| - | - | - | - | - | - | |
| | | | | | | |175|300|350|500 |700 |900 | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Воздушно- | | | | | | | | | | |500 |700 |900 |
|дуговая | | | | | | | | | | | - | - | |
|поверхност-| | | | | | | | | | |700 |900 | |
|ная резка, | | | | | | | | | | | | | |
|строгание и| | | | | | | | | | | | | |
|выплавка | | | | | | | | | | | | | |
|-------------------------------------------------------------------|
8. 1.32. После окончания огневых работ исполнитель обязан
1.32. После окончания огневых работ исполнитель обязан
тщательно осмотреть место проведения этих работ, при наличии
сгораемых конструкций полить их водой, устранить возможные
причины возникновения пожара.
Должностное лицо, ответственное за пожарную безопасность
помещения (участка, установки, территории и т. п.), где выполнялись
огневые работы, должно в соответствии с НАПБ А.01.001-95 «Правила
пожарной безопасности в Украине» в течение 2 ч обеспечить проверку
места проведения этих работ после окончания их. О приведении места
огневых работ в пожаробезопасное состояние производитель работ и
должностное лицо, отвечающее за пожарную безопасность, должны сделать
соответствующие записи в наряде-допуске на выполнение огневых работ,
форма которого приведена в приложении 8 к настоящим Правилам.
8.1.33. При подготовке к проведению сварочных и других огневых
работ и при выполнении их не разрешается:
— начинать работу в случае неисправности аппаратуры;
— размещать постоянные места для проведения огневых работ в
пожароопасных и взрывоопасных помещениях;
— допускать к сварочным и другим огневым работам работников, не
имеющих удостоверений и не прошедших в установленном порядке обучение
по программе пожарно-технического минимума и ежегодную проверку
знаний с получением специального удостоверения;
— выполнять огневые работы на свежеокрашенных конструкциях и
изделиях — до полного высыхания краски;
— использовать оголенные или с поврежденной изоляцией
электрические провода, а также применять нестандартные
предохранители;
— выполнять огневые работы на аппаратах и коммуникациях,
заполненных горючими и токсичными материалами, а также на находящихся
под давлением негорючих жидкостей, газов, пара и воздуха или под
электрическим напряжением;
— выполнять огневые работы на легких металлических конструкциях
зданий, имеющих сгораемые или тяжелосгораемые утепления.
НПАОП 28.52-7.83-84. ОСТ 25 1162-84 Сварочные работы. Требования безопасности. (3332)
СССР
ОТРАСЛЕВОЙ СТАНДАРТ
Система стандартов безопасности труда.
СВАРОЧНЫЕ РАБОТЫ.
Требования безопасности.
ОСТ 25 1162-84
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ДИРЕКТИВНЫМ УКАЗАНИЕМ МИНИСТЕРСТВА ПРИБОРОСТОРОЕНИЯ, СРЕДСТВ АВТОМАТИЗАЦИИ И СИСТЕМ УПРАВЛЕНИЯ ОТ 31.10.1984г. № 24-6/6-5221.
ИСПОНИТЕЛИ:
М.М. Мохнач – руководитель темы
Т.А. Сидорова
СОГЛАСОВАН:
ЦК профсоюза рабочих машиностроения и приборостроения
Секретарь – В.М. Григорьев
Минприбор
Начальник Отдела охраны труда и техники безопасности – В.Д. Акилов.
СОГЛАСОВАНО | УТВЕРЖДАЮ. | |
Секретарь ЦК профсоюза машиностроения и приборостроения 5/21-29-МА В.М. Григорьев «11» 10 1984г. | Начальник Научно-технического управления Минприбора ______________ Н. «17» 10 1984г. |
 И. Гореликов
И. ГореликовУДК 621.791:658.382.3 Группа Т 58
ОТРАСЛЕВОЙ СТАНДАРТ
Система стандартов безопасности труда
СВАРОЧНЫЕ РАБОТЫ
Требования безопасности
ОСТ 25 1162-84
Введен впервые
Директивным указанием Министерства приборостроения, средств автоматизации и систем управления от 31.10.1984г. № 24-6/6-5221 срок действия установлен
с 01.08.1985г.
до 01.01.1990г.
Настоящий стандарт распространяется на сварочные работы, выполняемые следующими видами сварки: дуговая, контактная, электронно-лучевая, трением, газовая.
Стандарт устанавливает требования безопасности труда при выполнении сварочных работ на всех стадиях.
Стандарт разработан в соответствии с требованиями ГОСТ 12.3.003-75 и обязателен для предприятий и организаций Министерства приборостроения, средств автоматизации и систем управления.
В стандарте учтены требования и рекомендации стандартов СЭВ и стандартов ЕСТД.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1 При выборе сварочного процесса, учитывая наличие опасных и вредных производственных факторов при сварочных работах, следует руководствоваться перечнем, который соответствует классификации ГОСТ 12.0.003-74 и приведен в справочном приложении 1.
1.2 При организации производственного процесса необходимо учитывать интенсивность физических факторов, зависящих от конструкции и мощности сварочного оборудования и инструмента, применяемых сварочных материалов, защитных и плазмообразующих газов, свариваемых металлов, способов, режимов сварки.
1.3 При проведении сварочного процесса должны быть предусмотрены мероприятия и средства защиты работающих от возможного действия опасных и вредных производственных факторов, приведенных в обязательном приложении 2, требования ГОСТ 12.3.002-75, ГОСТ 12.3.003-75.
Уровни физически опасных и вредных производственных факторов не должны превышать значений, установленных санитарными нормами согласно Методическим указаниям Минздрава СССР.
На рабочих местах сварщиков должны вывешиваться знаки безопасности по ГОСТ 12.4.026-76.
1.4 В нормативно-технической документации на отдельные технологические процессы и операции, установленные ГОСТ 3.1102-81, должны быть ссылки на инструкции по безопасности труда, учитывающие требования безопасности к конкретным процессам и операциям сварки.
1.5 При выборе вида и режима сварки предпочтение должно отдаваться тем, которые характеризуются наименьшим образованием опасных и вредных производственных факторов.
1.6 Требования к режимам работ, порядку обслуживания в обычных условиях эксплуатации и в аварийных ситуациях должны соответствовать требованиям ГОСТ 12.1.004-76, ГОСТ 12.1.006-76, ГОСТ 12.1.007-76, ГОСТ 12.1.011-78, ГОСТ 12.1.019-79, ГОСТ 12.1.040-83, ГОСТ 12.2.003-74, ГОСТ 12.2.007.8-75, «Правилам технической эксплуатации электроустановок потребителей» (ПТЭ) и «Правилам технической безопасности при эксплуатации электроустановок потребителей» (ПТБ), утвержденным Госэнергонадзором 12 апреля 1969 г.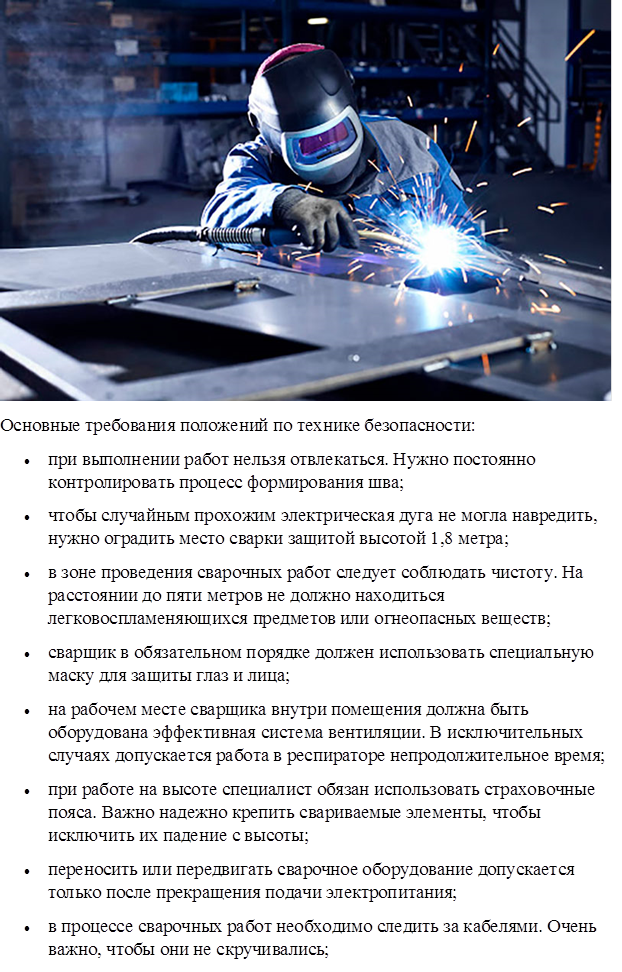 (дополнение и изменение от 3 февраля 1971 г. и от 10 декабря 1972 г.), «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденным Госгортехнадзором СССР 19 мая 1970г. с изменениями и дополнениями от 25 декабря 1973 г., «Санитарным правилам при сварке, наплавке и резке металлов», утвержденным Минздравом СССР от 5 марта 1973 г. № 1009-73 и введенным приказом от 19 ноября 1973 г. № 636.
(дополнение и изменение от 3 февраля 1971 г. и от 10 декабря 1972 г.), «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденным Госгортехнадзором СССР 19 мая 1970г. с изменениями и дополнениями от 25 декабря 1973 г., «Санитарным правилам при сварке, наплавке и резке металлов», утвержденным Минздравом СССР от 5 марта 1973 г. № 1009-73 и введенным приказом от 19 ноября 1973 г. № 636.
1.7 Безопасность производственных процессов должна быть обеспечена профессиональным отбором и обучением работающих, применением общих и индивидуальных средств защиты работающих.
1.8 Производственные процессы сварки не должны загрязнять окружающую среду выбросами вредных веществ.
Воздух удаляемый местными отсосами и содержащий пыль или вредные вещества перед выбросом в атмосферу, подлежит очистке в соответствии с ГОСТ 17.2.1.01-76, ГОСТ 17.2.3.02-78.
1.9 Термины и определения, принятые в стандарте, приведены в справочном приложении 3.
2. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ.
2.1 Размещение потенциально опасного оборудования.
2.1.1 Сварочное оборудование должно соответствовать ГОСТ 12.2.003-74, ГОСТ 12.2.008-75, ГОСТ 12.2.040-79, «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением».
Электротехнические устройства, входящие в состав сварочного оборудования, должны соответствовать ГОСТ 12.1.019-79, ГОСТ 12.2.007.3-75 и ГОСТ 12.2.007.8-75.
2.1.2 Размещение производственного оборудования и коммуникаций, которые являются источниками опасных и вредных производственных факторов, должны соответствовать действующим нормам технологического проектирования, строительным нормам и правилам: СНиП 11-4-79, СНиП 11-33-75, санитарным нормам СН 245-75, утвержденным в установленном порядке.
2.1.3 Ширина проходов между оборудованием и расстояние между установками должны соответствовать данным, указанным в ГОСТ 12.3.003-75.
2.1.4 Размещение постов газовой сварки и сварки в защитных газах следует производить в соответствии с ГОСТ 12. 3.003-75 и СН 245-75, на первых этажах во избежание проникновения защитных горючих газов в нижерасположенные помещения.
3.003-75 и СН 245-75, на первых этажах во избежание проникновения защитных горючих газов в нижерасположенные помещения.
2.1.5 Корпус источника питания сварочной установки и корпус самой сварочной установки должны быть надежно заземлены. Заземление проводят голым, защищенным от коррозии (окраской) проводником до включения установки в сеть. Заземляющий провод присоединяют к магистрали заземления сваркой, а затем к сварочному оборудованию, с помощью специального болтового соединения диаметром 5-8 мм, расположенного в доступном месте с надписью «Земля»). Последовательное заземление нескольких заземляемых установок запрещается.
На видном месте корпусов сварочных трансформаторов и выпрямителей должна быть надпись: «Без заземления не включать!».
2.1.6 Для снижения шума оборудование, создающее шум, помещают в звукоизолирующие помещения или ограждения.
Технологическое и вентиляционное оборудование, создающее шум и вибрацию, устанавливают на виброизолирующем основании в соответствии с требованиями ГОСТ 12. 1.029-80.
1.029-80.
2.2 Порядок расположения коммуникаций.
2.2.1 Общие требования к коммуникации сварочного оборудования должны соответствовать ГОСТ 12.2.063-81.
2.2.2 При централизованном (трубопроводном) питании постов газами у каждого поста должен быть установлен исправный водяной затвор соответствующего давления и пропускной способности.
При эксплуатации централизованной системы снабжения углекислым газом от изотермических цистерн с электрогазификаторами и газоразборными постами порядок наполнения, перевозки и слива сжиженных газов должен быть регламентирован инструкциями охраны труда (ИОТ) предприятия.
2.2.3 Запрещается хранить в одном помещении баллоны для горючего газа и для кислорода (как наполненные так и пустые).
2.2.4 Баллоны с защитным газом должны устанавливаться на расстоянии не менее 5м от сварочной горелки и не менее 1 м от приборов отопления. Рекомендуемое положение – вертикальное.
2.2.5 Во время проведения сварочных работ баллоны с защитным газом должны быть зафиксированы хомутами, ремнями, цепями либо другими устройствами, предохраняющими от падения. Удары по баллонам недопустимы. Эти требования необходимо соблюдать и при хранении баллонов.
Удары по баллонам недопустимы. Эти требования необходимо соблюдать и при хранении баллонов.
Баллоны для сварочных газов, отправляемые заводам-наполнителям должны иметь остаточное давление не менее 0,05 МПа, а баллоны для растворенного ацетилена – не менее 0,05 МПа и не более 0,1МПа.
2.2.6 Хранить запасные баллоны у рабочего места сварщика не разрешается. Хранить баллоны необходимо в закрытых помещениях или под навесами, защищающими от атмосферных осадков и солнечных лучей.
2.2.7 При транспортировании баллонов к рабочему месту сварщика используют специальные носилки или тележки. Переносить баллоны на плечах и руках запрещается.
2.2.8 Не разрешается на баллонах, находящихся под давлением, подтягивать соединения в вентиле, стоять против редуктора или входного отверстия вентиля при его открывании.
2.2.9 Трубопроводы, шланги для подачи воздуха, воды, газа должны быть расположены так, чтобы не затруднять обслуживания оборудования и исключать возможность контакта кислорода с маслом.
2.2.10 Шланги необходимо применять в соответствии с ГОСТ 9356-75. Не разрешается использовать кислородные шланги для подачи ацетилена или подавть кислород по шлангам для подачи горючих газов.
Не разрешается сплющивать, скручивать и перегибать шланги при их укладке. Запрещается пользоваться замасленными шлангами.
2.2.11 Нельзя допускать соприкосновения баллонов и шлангов с токоведущими проводами. Особенно внимательно необходимо следить за этим на тех производственных участках, где одновременно применяется электрическая и газовая сварка.
2.2.12 Стыковка шлангов разрешается специальными шланговыми ниппелями в соответствии с ГОСТ 1078-81. Для закрепления шлангов на присоединительных ниппелях следует пользоваться специальными хомутиками. Запрещается применять ниппель для соединения шлангов, по которым проходят керосин или бензин.
2.3 Условия допуска людей к участию в применяемых видах сварки.
2.3.1 При всех видах сварки должна применяться одежда специальная, обувь специальная и средства защиты рук в соответствии с ГОСТ 12. 4.103-83.
4.103-83.
Выдача спецодежды производится согласно «Типовым отраслевым нормам бесплатной выдачи спецодежды, спецобуви и предохранительных приспособлений», утвержденным Госкомтрудом СССР и ВЦСПС.
2.3.2 Рабочие места должны иметь уровни и показатели микроклимата в соответствии с ГОСТ 12.1.006-76.
2.3.3 Уровни шума на рабочих местах не должны превышать норм, установленных ГОСТ 12.1.003-83.
2.3.4 Средства и методы защиты от шума на рабочих местах по ГОСТ 12.1.029-80.
2.3.5 Общая и локальная вибрация не должна превышать значений, установленных ГОСТ 12.1.012-83.
2.3.6 Методы и средства вибрационной защиты по ГОСТ 12.4.046-78.
2.3.7 Уровни ультразвукового давления не должны превышать норм, установленных ГОСТ 12.1.001-83.
2.3.8 Содержание вредных веществ в воздухе рабочей зоны не должно превышать установленных предельно-допустимых концентраций (ПДК), указанных в ГОСТ 12.1.005-76.
При невозможности уменьшения вредных выделений до допустимых уровней необходимо пользоваться средствами индивидуальной защиты органов дыхания, установленными ГОСТ 12. 4.034-78.
4.034-78.
2.3.9 Величина необходимого воздухообмена определяется по действующим «Санитарным правилам № 1009-73».
2.3.10 Допустимые уровни рентгеновского излучения не должны превышать величин, установленных «Нормами радиационной безопасности» (НРБ-76), утвержденных Министерством здравоохранения СССР.
2.3.11 Уровень освещенности рабочего места сварщика в соответствии с СН 245-75, СНиП 11-4-79 должен составлять при комбинированном освещении не менее 500 лк, при общем – не менее 200 лк.
2.3.12 Материалы для технологических нужд и средства индивидуальной защиты, применяемые при выполнении сварочных работ, приведены в справочном приложении 6.
2.3.13 Сварка в закрытых емкостях производится в соответствии с ГОСТ 12.3.003-75.
2.3.14 Сварка емкостей (баков, бочек и т.п.), в которых находилось жидкое топливо, легковоспламеняющиеся жидкости, газы, должна производиться обязательно после тщательной их очистки, промывки горячей водой и каустической содой, пропарки, просушки, вентилирования с последующим анализом воздушной среды и только с письменного разрешения администрации предприятия в соответствии с «Правилами технической эксплуатации электроустановок потребителей».
2.4 Требования профессионального отбора и обучения.
2.4.1 Лица, допускаемые к работам по обслуживанию сварочных установок, должны проходить предварительные и периодические медицинские осмотры, которые проводятся в сроки, установленные Министерством здравоохранения (приложение 1 к приказу Министерства здравоохранения СССР от 30 мая 1989 г. № 400).
2.4.2 Лица, допускаемые к работам по обслуживанию сварочных установок, должны иметь соответствующую квалификацию согласно «Единому тарифно-квалификационному справочнику работ и профессий рабочих», утвержденному Госстроем СССР и Госкомтрудом СССР.
2.4.3 В соответствии с «Правилами аттестации сварщиков» (утверждены Госгортехнадзором 22 июня 1971 г.) перед аттестацией сварщики должны пройти подготовку по программам, утвержденным соответствующим Министерством (ведомством) включающим правила безопасности при проведении сварочных работ.
2.4.4 Специфика и особенности электронно-лучевой, лазерной и газовой сварок предъявляют особые требования к профессиональному отбору и обучению.
К работе на электронно-лучевых и лазерных установках допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование в порядке, установленном Минздравом СССР, обученные безопасным приемам труда.
2.4.5 К работе на электронно-лучевых установках допускаются лица высших квалификационных групп, прошедшие специальный инструктаж, знающие правила работы на электронно-лучевых установках и правила безопасности при работе на установках глубокого вакуума.
2.4.6 к работе на лазерных установках допускаются лица, прошедшие инструктаж, не имеющие медицинских противопоказаний при поступлении на работу.
Лица, работающие на лазерных установках, должны быть обучены правилам безопасного ведения работ, а также правилам и методам защиты от лазерного излучения.
Техника безопасности при производстве сварочных работ
При производстве сварочных работ, особенно в действующих цехах, необходимо неукоснительно выполнять все правила техники безопасности. Электросварочные работы при монтаже и ремонте оборудования должны быть организованы в соответствии с ГОСТ 12.3.003—75 Работы электросварочные. Общие требования безопасности и Правилами пожарной безопас- [c.570]
Электросварочные работы при монтаже и ремонте оборудования должны быть организованы в соответствии с ГОСТ 12.3.003—75 Работы электросварочные. Общие требования безопасности и Правилами пожарной безопас- [c.570] Техника безопасности при монтажных работах, связанных с новым строительством, должна быть полностью предусмотрена проектом организации строительства и проектом производства монтажных работ в соответствии со СНиП III-A.11—70. Проект или план должны предусматривать надлежащую организацию строительно-монтажной площадки, безопасность эксплуатации машин, механизмов и инструментов, сварочных, погрузочно-разгрузочных, транспортных, земляных и других работ. Проведению монтажных работ должно предшествовать выполнение всех действующих норм и правил по охране труда, а также инструкций по подготовке рабочего места, проверке знаний персонала, участвующего в монтаже, выбору грузоподъемных машин, механизмов, приспособлений и инструментов [3.
 4]. Все операции по монтажу, включая планировку монтажных площадок и подъездных путей, должны производиться в определенной последовательности. [c.570]
4]. Все операции по монтажу, включая планировку монтажных площадок и подъездных путей, должны производиться в определенной последовательности. [c.570]Производство сварочных работ во взрывоопасных помещениях, как п)завило, запрещается. В отдельных случаях при необходимости сварка в таких помещениях может производиться с соблюдением особых мер предосторожности по согласованию со службой техники безопасности предприятия. [c.323]
При производстве сварочных работ следует руководствоваться действующими правилами по технике безопасности и инструкциями по проведению огневых работ. [c.60]
Сварочные работы в действующем производстве обязаны выполнять высококвалифицированные сварщики в присутствии начальника смены или ответственного лица по технике безопасности. [c.40]
На нефтебазах, наливных и перекачивающих станциях к производству сварочных работ допускаются сварщики, прошедшие пожаро-технический минимум по десяти-двенадцатичасовой программе, выдержавшие испытания по специальной подготовке и имеющие соответствующие квалификационное удостоверение и талон по технике пожарной безопасности (приложение 12). Перед проведением работ сварщик и его подручные должны быть ознакомлены с правилами пожарной безопасности и техники безопасности. [c.54]
Перед проведением работ сварщик и его подручные должны быть ознакомлены с правилами пожарной безопасности и техники безопасности. [c.54]
Техника безопасности при монтажных работах, связанных с новым строительством, должна быть полностью предусмотрена проектом организации строительства и проектом проведения монтажных работ, разрабатываемыми специализированными проектными организациями в соответствии со СНиП П1-А-11—70 и с учетом конкретных условий. В настоящей главе СНиП нашли место условия безопасности ведения монтажных работ на действующих предприятиях, которые должны отражаться в так называемой первичной документации — проекте или плане производства монтажа. План или проект должны предусмотреть надлежащую организацию строительно-монтажной площадки, безопасность эксплуатации машин, механизмов и инструментов, сварочных, погрузочно-разгрузочных, транспортных, земляных, монтажных и других работ. [c.82]
Высокая температура пламени приборов и аппаратов, применяемых при сварке и пайке алюминиевых жил, представляет собой пожарную опасность.
 Кроме того, при сварке приходятся пользоваться горючими жидкостями или газами в сочетании с кислородом, давление которого в баллонах достигает 150 ат. Ввиду этого от работающих по сварке и пайке алюминиевых жил необходимо требовать твердого знания и соблюдения специальных правил по технике безопасности при производстве сварочных работ, а также правил устройства и безопасной эксплуатации сосудов, работающих под давлением [Л. 88]. [c.253]
Кроме того, при сварке приходятся пользоваться горючими жидкостями или газами в сочетании с кислородом, давление которого в баллонах достигает 150 ат. Ввиду этого от работающих по сварке и пайке алюминиевых жил необходимо требовать твердого знания и соблюдения специальных правил по технике безопасности при производстве сварочных работ, а также правил устройства и безопасной эксплуатации сосудов, работающих под давлением [Л. 88]. [c.253]При производстве электросварочных работ необходимо соблюдать правила техники безопасности. Корпусы сварочных трансформаторов и генераторов, а также свариваемые конструкции, трубопроводы и детали должны быть заземлены, чтобы предотвратить поражение человека электротоком. [c.143]
Проведение сварочных работ на аппаратах и в емкостях, находящихся в эксплуатации, допускается только после 1их подготовки (промывки, пропарки и т. д.) и дополнительной очистки рабочего места в радиусе не менее 1,5 м. До начала сварочных работ необходимо убедиться в том, что концентрация паров и газов в аппарате не является взрывоопасной.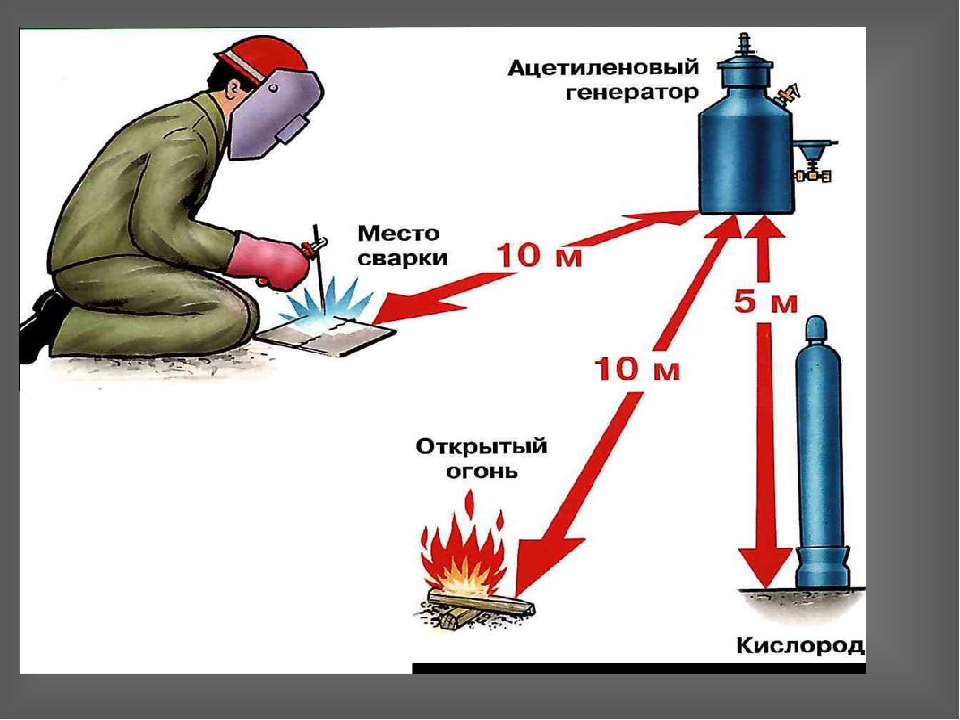 Ответственными за проведение работ с открытым огнем в цехе за соблюдение правил техники безопасности являются механик. цеха, непосредственный руководитель и исполнитель. работы. Все части электроустановок, предназначенных для проведения сварочных работ, должны удовлетворять требованиям Правил и норм техники безопасности и промышленной санитарии для проектирования и эксплуатации пожаро- и взрывоопасных производств химической и нефтехимической промышленности , утвержденных Гостехнадзором СССР 21 октября 1966 г. [c.130]
Ответственными за проведение работ с открытым огнем в цехе за соблюдение правил техники безопасности являются механик. цеха, непосредственный руководитель и исполнитель. работы. Все части электроустановок, предназначенных для проведения сварочных работ, должны удовлетворять требованиям Правил и норм техники безопасности и промышленной санитарии для проектирования и эксплуатации пожаро- и взрывоопасных производств химической и нефтехимической промышленности , утвержденных Гостехнадзором СССР 21 октября 1966 г. [c.130]
Перед ремонтом или чисткой аппаратуры и коммуникаций проводят инструктаж соответствующих групп рабочих о порядке подготовки работ, о производстве переключений и непосредственном осуществлении чистки и ремонта. При этом особое внимание должно быть уделено вопросам техники безопасности (производство работ в соответствующей спецодежде, обеспечение средствами индивидуальной защиты, пользование переносным освещением напряжением не выше 12 вольт, меры предосторожности при производстве сварочных работ и т. п.). [c.301]
п.). [c.301]
В 1971—1975 гг. последовательно наращивался выпуск электросварочного оборудования. В конце пятилетки он превысил уровень 1970 г. в 1,2 раза (в количественном выражении), причем рост производства оборудования для механизированных способов сварки был выше в 1,5 раза. За эти же годы был достигнут значительный рост объемов производства основных сварочных материалов. Так, по сравнению с 1970 г. объем выпуска сварочных электродов увеличился на 20%, проволоки сварочной легированной для сварки в углекислом газе в 2,3 раза, порошковой проволоки сварочной и наплавочной в 2 раза, сварочных флюсов на 30%. В годы девятой пятилетки были широко развернуты работы в области гигиены, охраны труда и техники безопасности в сварочном производстве. [c.9]
Приступать к сварочно-монтажным работам по строительству и ремонту газопроводов из полиэтиленовых труб разрешается при наличии проекта производства работ или технологической карты, в которых решены вопросы техники безопасности. Работники, выполняющие сварку и монтаж, должны быть обеспечены исправными инструментом, приспособлениями и спецодеждой. [c.666]
Работники, выполняющие сварку и монтаж, должны быть обеспечены исправными инструментом, приспособлениями и спецодеждой. [c.666]
Особенно важно при работе с жидким водородом предотвращать возможность воспламенения и взрыва. Недопустимо, например, хранение баллонов с газообразным водородом и сосудов с жидким продуктом вблизи источников тепла и при прямом солнечном освещении [165]. Курение, разведение открытого огня и сварочные работы на объектах производства и эксплуатации водорода, а также применение не предусмотренно го правилами техники безопасности электрооборудования, способного к искрообразованию, запрещаются. Электрооборудование должно быть во взрывобезопасном исполнении, так как оно является наиболее вероятным источником искрообразования или нагрева при аварии и перегрузках. В крайнем случае при необходимости использования обычного электрооборудования должен быть применен поддув в кожух его инертного газа или оно должно быть вынесено из опасной зоны. [c. 185]
185]
Травление внутренних поверхностей трубопроводов. Необходимость травления внутренней поверхности трубопровода, вид и способ определяются проектом производства работ. Ответственный за работы по травлению трубопроводов назначается письменным распоряжением администрации. До начала травления внутренней полости деталей узлов и линий трубопровода должны быть закопчены все работы по их изготовлению (монтажу), включая сварочные и огневые работы. При необходимости выполнения сварочных, огневых и других работ, в результате которых может образоваться грат на внутренней поверхности, очистку внутренней поверхности этого участка трубопровода следует повторить. Работа по травлению должна выполняться с соблюдением правил техники безопасности, промсанитарии и пожарной безопасности. [c.113]
При применении Э. для сварочных работ см. Правила техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов , утв. Президиумом ЦК профсоюза рабочих машиностроения 2.04.63 с изменениями от 20.04.66. [c.72]
Президиумом ЦК профсоюза рабочих машиностроения 2.04.63 с изменениями от 20.04.66. [c.72]
До начала монтажа трубопроводов заканчивают общестроительные работы и установку оборудования проходы и проезды очищают от строительного мусора и посторонних предметов для свободного и безопасного доступа к рабочим местам выясняют условия выполнения работ, возможность прокладки трубопроводов в соответствии с чертежами, проверяют готовность и надежность опорных конструкций и оборудования для монтажа трубопроводов выявляют опасные по травматизму участки и проверяют достаточность намеченных мероприятий по технике безопасности. Необходимые отверстия в стенах и перегородках пробивают до начала монтажных работ, так как в противном случае придется осуществлять специальные мероприятия по защите рабочих от ушибов падающими обломками стеновых материалов. В местах производства работ оборудуют сварочные посты, площадки для промежуточного складирования и укрупнения трубных узлов, устанавливают необходимое оборудование и защитные средства. [c.269]
[c.269]
Описаны основные и вспомогательные материалы, арматура, контрольно-измерительные приборы, оборудование, инструмент, станки н механизмы, широко применяемые при производстве заготовительных и монтажно-сборочных санитарно-технических работ. Приведены сведения о сварочных работах и технике безопасности. [c.2]
В данном издании Справочника значительно переработан и расширен материал, относящийся непосредственно к санитарно-техническому производству, за счет общетехнических данных и сведений по вспомогательным работам (такелажным и т. п.>, освещенным в специальных справочниках. Расширены и переработаны данные о пластмассовых материалах и изделиях, арматуре, заготовительном и монтажном производстве, сведения по технике безопасности и др. Сведения о сварочных работах приведены в объеме, необходимом для мастера-сантехника. [c.3]
Техник-технолог должен знать технологические процессы различных видов сварки и резки металлов, правила эксплуатации электрогазосварочного оборудования, руководящие материалы по разработке и оформлению технологической документации, основы экономики и организации производства, труда и управления в пределах цеха (участка), технико-экономического, оперативного планирования, методы хозяйственного расчета, нормирования труда, правила техники безопасности и охраны труда при проведении сварочных работ. [c.4]
[c.4]
При проведении сварочных, газорезных и паяльных работ запрещается приступать к работе при неисправной аппаратуре сваривать, резать или паять свежеокрашенные конструкции до-полного высыхания краски пользоваться при огневых работах одеждой и рукавицами со следами жиров, масла, бензина, керосина и других горючих жидкостей хранить в сварочных кабинах одежду, горючую жидкость и другие легкосгораемые предметы или материалы допускать к работе учеников и рабочих, не сдавших испытаний по правилам техники безопасности при производстве газопламенных работ. Если огневые работы ведут около электрических проводов, необходимо следить, чтобы они не прикасались к баллонам со сжатыми, сжиженными и растворенными газами. Запрещается ремонтировать оборудование и аяпаратуру, заполненную горючими и токсическими веществами или находящуюся под давлением или электрическим напряжением. [c.295]
Сварочные работы могут производиться, если температура окружающего воздуха выше —20 °С при этом если толщина свариваемых элементов более 16 мм, должен осуществляться подогрев стыка до 50—150 °С. Сварочные работы выполняют под руководством инженерно-технического работника (производителя работ), имеющего опыт изготовления оборудования, поднадзорного ГГТН СССР, с соблюдением правил техники безопасности производства сварочных работ. [c.46]
Сварочные работы выполняют под руководством инженерно-технического работника (производителя работ), имеющего опыт изготовления оборудования, поднадзорного ГГТН СССР, с соблюдением правил техники безопасности производства сварочных работ. [c.46]
Проект производства работ (ППР), разрабатываемый специализированным проектным институтом (Гипрохиммонтаж, Ги-пронефтеспецмонтаж и др.) или проектным подразделением монтажного треста, являющийся основным документом для выполнения монтажных работ, как правило, включает копию задания на разработку ППР с перечнем исходной документации ведомости документов, необходимого монтажного оборудования, материалов и оснастки, объемов монтажных работ (в стоимостном выражении и натуральных показателях) пояснительную записку с краткой характеристикой объекта и основных проектных решений, указаниями о порядке испытания смонтированного оборудования, контроле качества монтажных работ и технике безопасности генеральный план монтажных работ с расположением зданий и сооружений монтируемого объекта, подъездных путей, площадок для хранения и укрупненной сборки, мест размещения временных сооружений монтажной организации, постоянных и временных трубопроводов сжатого воздуха, сварочных газов, электроэнергии, пара и воды на монтаж, укрупненную сборку и транспортирование оборудования, производство сварочных работ рабочие чертежи монтажной оснастки и приспособлений графики (линейные и сетевые) производства работ, подачи в монтаж оборудования, конструкций и материалов. [c.317]
[c.317]
В процессе сборки детали устанавливают в требуемое положение, руководствуясь детальными рабочими чертежами металлоконструкций (КМД), и соединяют их друг с другом короткими сварными швами-прихватками или при помощи сборочных приспособлений. Прихватки выполняют высотой 4—6 мм, длиной 40—60 мм и располагают на расстоянии 400—600 мм одну от другой. При определении количества прихваток учитывают их прочность и те усилия, которые могут развиться в прихватках во время перевозки и кантовки незаконченной сваркой конструкции. Электроприхватки могут выполнять только рабочие, прошедшие специальное обучение, знающие правила техники безопасности при производстве сварочных работ и умеющие обращаться со сварочным оборудованием. [c.207]
К работе по электрпческой сварке, а также к обслуживанию элек-> тросварочных аппаратов могут быть допущены лица, достигшие 18-летнего возраста, имеющие валпфикационную группу пе ниже II. Они должны быть обучены правилам техники безопасности при производстве сварочных работ и иметь допуск к этим работам с записью в удостоверении по технике безопасностп. [c.295]
[c.295]
Инструкция по применению флюса-пасты ФП-8-2 при сварке трубопроводов из аустенитных коррозионностойких сталей Временная инструкция по термической обработке сварных соединений из стали марки Ст. 20 гибкими пальцевыми элементами в монтажных условиях Правила по применению, хранению и транспортированию переносных гамма-аппаратов для дефектоскопии в условиях монтажных работ кaзaния по составлению разделов электробезопасности в проектах производства монтажных и сварочных работ Указания по технике безопасности при монтаже оборудования пищевых отраслей промышленности Инструкция по технике безопасности для машиниста передвижной компрессорной станции [c.479]
При производстве монтажных работ в условиях строительства широко применяют напряжение 380/220 в для питания электрифицированных инструментов, моторной нагрузки и сварочных аппарагов. Наличие большого количества заземленных предметов машин и конструкций хорошо проводящих полов в цехе усугубляет опасность поражения электрическим током, поэтому при выполнении временных проводок, присоединений к действующим сетям и работе с электрифицированным инструментом надо строго соблюдать правила техники безопасности. [c.153]
[c.153]
Правилам техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов, Правилам пожарной безопасности при проведении сварочныл и других огневых работ на объектах народного хозяйства, а также настоящим Правилам. [c.294]
Меры безопасности при производстве работ
Общие требования
Производство сварочно-монтажных работ должно осуществляться с оформлением наряда-допуска на огневые работы. При производстве работ должен быть организован контроль воздушной среды на загазованность.
К проведению сварочных работ допускаются лица, прошедшие предварительное обучение, проверку знаний инструкций по охране труда, имеющие запись в квалификационном удостоверении о допуске к выполнению работ с переносным электроинструментом и группу по электробезопасности не ниже II.
К сварке магистральных трубопроводов допускаются только сварщики и специалисты сварочного производства, аттестованные в соответствии с требованиями ПБ 03-273-99, РД 03-495-02 и раздела 7 РД-03. 120.10-КТН-001-11.
120.10-КТН-001-11.
Каждый работник должен быть обеспечен спецодеждой, индивидуальными средствами защиты по утвержденным нормам. Для предохранения от брызг расплавленного металла и излучения сварочной дуги (ультрафиолетовое и инфракрасное) сварщик должен носить положенную по нормам спецодежду (брюки, одетые поверх обуви, манжеты рукавов завязаны) и спецобувь, перчатки, специальный шлем, закрывающий шею и плечи, лицо и глаза защищать специальной маской или щитком со светофильтром.
Зона сборки и сварки труб должна быть защищена от постороннего персонала и персонала, не связанного непосредственно с проведением работ, а так же укрыта, где это возможно, защитными экранами. При зачистке концов труб и сварного шва необходимо пользоваться защитными очками.
При подготовке к огневым работам необходимо определить опасную зону, границы которой четко обозначить предупредительными знаками и надписями.
Место проведения огневых работ должно быть обеспечено необходимыми первичными средствами пожаротушения (огнетушитель, ящик с песком и лопатой и т. д.). Электросварщики должны уметь пользоваться первичными средствами пожаротушения (огнетушителями: порошковыми или углекислотными, ломами, топорами) и средствами индивидуальной защиты.
д.). Электросварщики должны уметь пользоваться первичными средствами пожаротушения (огнетушителями: порошковыми или углекислотными, ломами, топорами) и средствами индивидуальной защиты.
Ответственный за проведение огневых (сварочных) работ обязан:
организовать выполнение мероприятий по проведению огневых работ;
провести инструктаж со всеми работниками, занятыми на сварочных работах, проверить наличие у них квалификационных удостоверений и удостоверений о проверке знаний правил пожарной безопасности;
каждый раз перед началом работ проверять исправность и комплектность оборудования, инструментов и приспособлений для выполнения сварочных работ;
обеспечить место проведения огневых работ первичными средствами пожаротушения, а сварщиков – дополнительными средствами индивидуальной защиты (противогазы, спасательные пояса, веревки и т.д.) и проконтролировать их правильное использование;
ознакомить исполнителей работ с планом ликвидации возможных аварий и загораний на данном участке;
при производстве сварочных работ в рабочем котловане определить места для страхующих (не менее двух) на бровке котлована и обеспечить непрерывную страховку электросварщика спасательной веревкой, привязанной к его предохранительному поясу;
при проведении сварочных работ обеспечить контроль газовоздушной среды и в случае необходимости работы прекратить. Результаты анализов заносятся в таблицу, приложенную к наряду-допуску на проведение сварочных работ;
Результаты анализов заносятся в таблицу, приложенную к наряду-допуску на проведение сварочных работ;
руководить сварочными работами и контролировать их выполнение;
при возобновлении огневых работ после перерыва проверить состояние места их проведения и оборудования. Разрешить проводить работы только после получения удовлетворительного анализа воздушной среды с места проведения огневых работ;
проверить по окончании сварочных работ место работы на отсутствие очагов возможного пожара.
Применяемое сварочное оборудование, переносной электроинструмент, освещение, средства индивидуальной защиты должны соответствовать требованиям Правил устройства электроустановок, Правил эксплуатации электроустановок потребителей.
Запрещается проведение сварочных работ во время снега или дождя без применения навеса над местом производства работ и ветра со скоростью свыше 10 м/с. Запрещается оставлять без надзора электроинструмент, присоединенный к сети, а также передавать его лицам, не имеющим доступа к работе с ним. При оставлении места работы сварщик должен отключать сварочный аппарат.
При оставлении места работы сварщик должен отключать сварочный аппарат.
Вышедшую из строя электрическую часть сварочных агрегатов разрешается ремонтировать только электромонтерам и электрослесарям. Сварщикам выполнять эту работу запрещается. Ремонт, исправление повреждений и наладка механической части установок сварки разрешается только после отключения электроэнергии. В процессе работы необходимо следить за исправным состоянием изоляции токоведущих проводов, пусковых устройств и рукоятки электродержателя.
Газовые баллоны разрешается перевозить, хранить, выдавать и получать только лицам, прошедшим обучение по обращению с ними. Пустые баллоны следует хранить отдельно от наполненных. Все соединения рукавов с резаком и редуктором, а также соединения шлангов выполняются с помощью обжимных хомутов. Применение проволочных скруток запрещается.
Огневые работы разрешается начинать при отсутствии взрывоопасных и взрывопожароопасных веществ в воздушной среде или наличии их не выше предельно допустимой концентрации по действующим санитарным нормам.
Электросварка сварочными агрегатами
К работе на сварочных машинах допускают сварщиков не ниже VI разряда, сдавших испытания на право сварки труб согласно “Правилам аттестации сварщиков”
и получивших удостоверение на право сварки трубопровода (паспорт сварщиков). Операторы-сварщики должны иметь II квалификационную группу по электробезопасности в соответствии с ПОТ РМ-016-2001.
К управлению электростанцией, питающей сварочную машину, допускают лиц, имеющих II квалификационную группу по электробезопасности и изучивших инструкцию по эксплуатации данной электростанции. К оперативному обслуживанию электрооборудования, его ремонту и профилактике допускают лиц, имеющих квалификационную группу по электробезопасности не ниже III и знающих его электрическую схему.
Для безопасности и удобства работ при сварке неповоротных стыков должны устанавливаться инвентарные страховочные опоры по обе стороны свариваемого стыка так, чтобы расстояние между поверхностью грунта и нижней образующей трубы было не менее 500 мм. Проводить сварочные работы с использованием земляных и снежных призм запрещается.
Проводить сварочные работы с использованием земляных и снежных призм запрещается.
Сварку неповоротных стыков после установки наружного центратора разрешается вести только после прочного его закрепления накидным винтовым зажимом.
Сваренную плеть трубопровода следует укладывать от бровки траншеи на расстоянии 1,5 м, а при поперечном уклоне местности более 7 °, кроме того, укреплять против скатывания анкерными устройствами.
Сваривать стыки захлестов разрешается только после того, как будут надежно укреплены подлежащие сварке концы плетей или вставки.
При сварке неповоротных стыков в потолочном положении сварщику следует
пользоваться защитным ковриком, предохраняющим от сырости и холода.
Сварку на трассе разрешается проводить на расстоянии не менее 50 м от легковоспламеняющихся или взрывоопасных материалов (бочек с горючим, баллонов, ацетиленовых газогенераторов). Токоподводящие кабели не должны касаться этих материалов и подводящих шлангов.
Все электрооборудование должно быть надежно заземлено в соответствии с действующими инструкциями по их эксплуатации.
В процессе работы необходимо следить за исправным состоянием изоляции токоведущих проводов, пусковых и отключающих устройств, сварочных трансформаторов.
Запрещается при подгонке “катушек”, резке торцов труб находится напротив открытых концов трубопровода, а также присутствовать лицам, не участвующим при выполнении данных операций.
Расстояние от сварочных кабелей до баллонов с кислородом должно быть не менее 0,5 м, до баллонов с горючими газами – не менее 1 м.
Использование самодельных электрододержателей и электрододержателей с нарушенной изоляцией рукоятки запрещается.
Кабели, подключенные к сварочным аппаратам, распределительным щитам и
другому оборудованию, а также в местах сварочных работ, должны быть надежно изолированы от действия высокой температуры, химических воздействий и механических повреждений.
Газопламенные работы
При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов. Производить сварку, резку и нагрев, открытым пламенем аппаратов, сосудов и трубопроводов, содержащих под давлением любые жидкости или газы, заполненных горючими или вредными веществами или относящихся к электротехническим устройствам, не допускается без согласования с эксплуатирующей организацией мероприятий по обеспечению безопасности.
Газовые баллоны разрешается перевозить, хранить, выдавать и получать только лицам, прошедшим обучение обращению с ними. По окончании работы баллоны с газами должны находиться в специально отведенном для хранения месте, исключающем доступ посторонних лиц. При эксплуатации, хранении и перемещении кислородных баллонов должны быть обеспечены меры против соприкосновения баллонов и рукавов со смазочными материалами, а также одеждой и обтирочными материалами, имеющими следы масел. Перемещение газовых баллонов необходимо осуществлять на специально предназначенных для этого тележках, в контейнерах и других устройствах, обеспечивающих устойчивое положение баллонов.
Запрещается хранить какие-либо горючие материалы, пользоваться открытым огнем или курить на расстоянии менее 10 м от мест хранения баллонов с газом.
Газосварщик должен работать в спецодежде с огнестойкой пропиткой, защищающей от попадания на кожу брызг металла и шлаков (брюки навыпуск, куртка, застегнутая на все пуговицы), в рукавицах с огнестойким покрытием, очках с защитными стеклами, спецобуви, выдаваемыми в соответствии с установленными нормами.
Какие требования безопасности установлены при выполнении электросварочных и газосварочных работ?
Дуговая сварка внутри резервуаров, котлов и в других закрытых полостях металлических конструкций разрешается при условии, что сварочная установка снабжена специальным устройством, отключающим сварочную цепь при обрыве дуги, при этом выдержка времени в момент отключения допускается не более 0,5 с.
Установка для ручной сварки должна снабжаться рубильником или контактором (для подключения источника сварочного тока к распределительной цеховой сети), предохранителем (в первичной цепи) и указателем величины сварочного тока (амперметром или шкалой на регуляторе тока).
На временных местах сварки для проведения электросварочных работ, связанных с частыми перемещениями сварочных установок, должны применяться соответствующие сварочные провода.
Применение сварочных проводов всех марок для подключения источника сварочного тока к распределительной цеховой сети не допускается. В качестве питающих проводов, как исключение, могут быть использованы провода марки ПР, ПРГ при условии усиления их изоляции и защиты от механических повреждений.
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки или специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами.
Кабели (электропроводка) электросварочных машин должны располагаться от трубопроводов кислорода на расстоянии не менее 0,5 м, а от трубопроводов ацетилена и других горючих газов — не менее 1 м. В отдельных случаях допускается сокращение указанных расстояний вдвое при условии заключения кабеля в защитную металлическую трубу.
При проведении электросварочных работ обратный провод от свариваемого изделия до источника выполняется только лишь изолированным проводом, причем по качеству изоляции он не должен соответствовать прямому проводу, присоединяемому к электрододержателю.
Использование в качестве обратного провода внутренних железнодорожных путей, сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования запрещается. Сварка должна производиться с применением двух проводов.
Электрододержатели для ручной сварки должны быть минимального веса и иметь конструкцию, обеспечивающую надежное зажатие и быструю смену электродов, а также исключающую возможность короткого замыкания его корпуса на свариваемую деталь при временных перерывах в работе или случайном его падении на металлические предметы. Рукоятка электрододержателя должна быть сделана из несгораемого диэлектрического теплостойкого материала.
При смене электродов в процессе сварки их остатки (огарки) следует выбрасывать только в специальный металлический ящик, устанавливаемый у места сварочных работ. Сварщики, работающие на высоте, должны иметь металлическую коробку для сбора электродных огарков.
Чистка агрегата и пусковой аппаратуры производится ежедневно после окончания работы. Ремонт сварочного оборудования должен производиться в соответствии с установленными правилами производства планово-предупредительных ремонтов.
Газосварочные и газорезательные работы
Переносные ацетиленовые генераторы для работы следует устанавливать на открытых площадках. Допускается временная их работа в хорошо проветриваемых помещениях.
Ацетиленовые генераторы необходимо ограждать и размещать не ближе 10 м от мест проведения сварочных работ, открытого огня и сильно нагретых предметов, мест забора воздуха компрессорами или вентиляторами.
При установке ацетиленового генератора вывешиваются плакаты: «Вход посторонним воспрещен — огнеопасно», «Не курить», «Не проходить с огнем».
Газосварщик обязан:
перед началом работы убедиться в исправности применяемого оборудования;
проводить работы в соответствии с техрегламентом;
по завершении работ убрать баллоны и другое оборудование на места их постоянного хранения.
Выгружаемые из генератора остатки от карбида кальция необходимо отвозить в специальные иловые ямы. Открытые иловые ямы должны быть ограждены перилами, а закрытые — снабжены вытяжной трубой и люками для их очистки.
Используемые при проведении огневых работ баллоны при их хранении, перевозке и эксплуатации должны быть защищены от действия солнечных лучей и других источников тепла. При размещении баллонов в помещениях они должны находиться не ближе 1 м от приборов отопления и 10 м — от печей и других источников тепла с открытым огнем. Баллоны должны устанавливаться от сварочной горелки на расстоянии не менее 10 м. На рабочем месте разрешается иметь не более двух баллонов: один — рабочий, другой — запасной.
Ремонт вентилей баллонов при наличии в них газа и смеси газа с воздухом категорически запрещается; выпуск газа производится только на открытом воздухе, вдали от источников огня.
В местах хранения и вскрытия барабанов с карбидом кальция запрещается: курение, пользование открытым огнем и применение инструмента, образующего искры.
Раскупорка барабанов с карбидом кальция должна производиться инструментом, исключающим образование искр. Наглухо запаянные барабаны открываются специальным ножом. Место реза на крышке предварительно смачивается толстым слоем солидола (тавота). Применять медь в качестве инструмента для вскрытия барабанов с карбидом кальция или в качестве припоя для пайки ацетиленовой аппаратуры и в других местах, где возможно соприкосновение с ацетиленом, категорически запрещается.
Вскрытые барабаны с карбидом кальция следует защищать непроницаемыми для воды крышками с отогнутыми краями, плотно охватывающими барабан. Высота борта крышки должна быть не менее 50 мм.
Дробление карбида кальция производится инструментом, не образующим искр. Образующуюся при размельчении и развеске карбида кальция пыль необходимо своевременно удалять из помещения и утилизировать в безопасном месте.
При проведении газосварочных и газорезательных работ запрещается:
отогревать замерзшие ацетиленовые генераторы, трубопроводы, вентили, редукторы и другие детали сварочных установок открытым огнем или раскаленными предметами, а также пользоваться инструментом, который может образовать искры при ударе;
допускать соприкосновение кислородных баллонов и оборудования с наличием в нем кислорода с растительными, животными и минеральными маслами, а также промасленной одеждой, тряпками и другими предметами;
работать от одного водяного затвора двум сварщикам, загружать карбид кальция завышенной грануляции или проталкивать его в воронку аппарата с помощью железных прутков и проволоки, работать на карбидной пыли;
загружать карбид кальция в мокрые загрузочные корзины или при наличии воды в газосборнике загружать корзины более половины их объема при работе генераторов «вода на карбид»;
прокладывать шланги возле источников тепла и электропроводов, пользоваться шлангами, длина которых менее 10 и более 40 м;
перекручивать между собой, заламывать или зажимать газоподводящие шланги;
переносить генератор при наличии в газосборнике ацетилена; проводить форсированную работу ацетиленовых генераторов путем преднамеренного увеличения давления газа в них или увеличения единовременной загрузки карбида кальция.
Законы, правила, анализ по сварке, резке и пайке — Безопасность.BLR.com
ОБЗОРЭтот анализ охватывает требования безопасности при сварке, резке и пайке на рабочих местах в промышленности и в строительстве. Такие операции также известны как «горячие работы». Правила ОБЩЕЙ ПРОМЫШЛЕННОСТИ рассматриваются в первой половине этого анализа. Прокрутите вниз до раздела СТРОИТЕЛЬНАЯ СВАРКА И РЕЗКА — ОБЗОР, чтобы узнать о требованиях к рабочему месту на стройке.
Сварка, резка и пайка являются опасными видами деятельности, которые представляют собой уникальное сочетание рисков для безопасности и здоровья более чем 500 000 рабочих в самых разных отраслях промышленности.Риск от одного только смертельного травматизма составляет более четырех смертей на тысячу рабочих за всю рабочую жизнь. По этим причинам OSHA разработало несколько правил, предназначенных для защиты рабочих от травм и заболеваний, связанных со сваркой, резкой и пайкой.
ОБЩАЯ ПРОМЫШЛЕННОСТЬ ТРЕБОВАНИЯ К СВАРКЕ, РЕЗКЕ И ПРАЙКЕПравила OSHA по сварке, резке и пайке для общепромышленных рабочих мест охватывают следующие операции:
- Определения — 29 CFR 1910.251
- Общие требования — 29 CFR 1910.252
- Сварка и резка в кислородно-топливном газе — 29 CFR 1910.253
- Дуговая сварка и резка — 29 CFR 1910.254
- Сварка сопротивлением — 29 CFR 1910.255
Соответствующие правила безопасности. Существуют дополнительные правила OSHA, которые применяются к операциям сварки, резки и пайки в общей промышленности:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1910.1026, где хромсодержащие материалы нагреваются, сжигаются или режутся и образуются пыль, пары или туманы Cr (VI)
- Замкнутое пространство — 29 CFR 1910.146 о разрешении на выполнение огневых работ и разрешений на проведение огневых работ
- Профилактика пожаров — 29 CFR 1910.39 требует плана предотвращения пожаров
- Уведомление об опасностях — 29 CFR 1910.1200 требует информации и обучения для сотрудников, которые работают с опасными химическими веществами или рядом с ними.
- Опасные материалы 29 CFR 1910.101 — 1910.106 регулируют сжатые газы и горючие материалы
- Средства индивидуальной защиты (СИЗ) — 29 CFR с 1910.132 по 1910.138 требуют защитной одежды для рабочих, использующих оборудование для горячих работ.
- PPE — 29 CFR 1910, подраздел I, приложение B содержит руководство по оценке опасностей и выбору средств индивидуальной защиты.
- Управление производственной безопасностью — 29 CFR 1910.119 регламентирует выполнение особо опасных химикатов и горячих работ, выполняемых рядом с ними.
Опасности. Горячие работы создают множество опасностей: пожар, взрыв, токсичные среды, ультрафиолетовое излучение и поражение электрическим током. Даже рабочие, не являющиеся «сварщиками» (то есть любой оператор оборудования для электрической или газовой сварки и резки) как таковые, должны знать об опасностях при обращении с топливными баллонами и вдыхании дыма от операций сварки, резки и пайки.
OSHA приняло правила, ограничивающие воздействие Cr (VI) на рабочих.Профессиональное воздействие Cr (VI) происходит в основном среди рабочих, которые работают с пигментами, содержащими сухой хромат, распылительными красками и покрытиями, содержащими хромат, работают в ваннах для хромирования, а также сваривают или режут нержавеющую сталь и другие металлы, содержащие хром.
Контроль опасностей и безопасные методы работы. Безопасные горячие работы зависят от мер, принимаемых для предотвращения и контроля воздействия экстремальных температур, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии.Правила охватывают меры по предотвращению и защите пожаров, безопасные методы работы и защиту персонала, а также технические требования к конструкции для использования оборудования. В частности, они охватывают:
- Хранение, обращение и транспортировка ацетилена и кислорода
- Правила техники безопасности для оборудования для дуговой сварки, резки и контактной сварки
- Одежда защитная для сварщиков
- Вентиляция рабочей зоны
- Защита органов дыхания в замкнутом пространстве
- Осмотр и обслуживание систем и оборудования квалифицированными специалистами
- Обучение сотрудников
Обучение сотрудников. Работодатели несут ответственность за обучение сотрудников безопасной работе с топливным газом при сварке и резке. Обучение включает ознакомление рабочих с интерактивным характером опасностей, связанных с сваркой. Работодатели также несут ответственность за надлежащее обращение с топливными баллонами, их перемещение и хранение, предоставление оборудования, соответствующего правилам безопасности, и проведение необходимых испытаний и проверок этого оборудования.
ОСНОВНЫЕ ПОЛОЖЕНИЯ29 CFR 1910.252
Применимость. Правило сварки, резки и пайки распространяется на все рабочие места, где используется любое оборудование для электрической или газовой сварки и резки.
Отраслевые консенсусные стандарты, включенные посредством ссылки. Правило включает посредством ссылки ряд отраслевых консенсусных стандартов (29 CFR 1910.6), включая:
- Стандарт 51B-1962 Национальной ассоциации противопожарной защиты (NFPA), Стандарт по предотвращению пожаров при использовании процессов резки и сварки
- Американский национальный институт стандартов (ANSI) Z87.1-1968, Американская национальная стандартная практика защиты глаз и лица в профессиональном и образовательном учреждении, для всех фильтрующих линз и пластин, которые должны пройти испытание на передачу лучистой энергии
Примечание о консенсусных стандартах: NFPA, ANSI и многие другие отраслевые организации обновили свои консенсусные стандарты после принятия федеральных правил. OSHA позволяет работодателям без штрафных санкций следовать обновленным консенсусным стандартам, когда они обеспечивают защиту сотрудников, которая равна или превышает консенсусный стандарт, упомянутый в правиле OSHA.
Противопожарная защита. Работодатели должны обеспечить выполнение следующих основных мер предосторожности для предотвращения пожаров при сварке или резке, в противном случае сварка и резка не должны выполняться:
- Если объект, подлежащий сварке или резке, не может быть легко перемещен, тогда все подвижные источники возгорания поблизости должны быть перенесены в безопасное место.
- Если объект, подлежащий сварке или резке, не может быть перемещен и если не удается устранить все опасности возгорания, необходимо использовать ограждения для ограничения тепла, искр и шлака, а также для защиты неподвижных источников возгорания.
- Горючие материалы должны быть защищены от воздействия искр везде, где есть отверстия в полу или трещины в полу, трещины или отверстия в стенах, открытые дверные проемы, а также открытые или разбитые окна, которые нельзя закрыть.
- Огнетушители или средства пожаротушения должны быть готовы и доступны для немедленного использования; такое оборудование может состоять из ведер с водой, ведер с песком, шлангов или переносных огнетушителей, в зависимости от природы и количества горючего материала.
- Дежурные по пожарной безопасности требуются всякий раз, когда сварка или резка выполняется в местах, где может развиться не только небольшой пожар, либо существует любое из следующих условий:
- Заметный горючий материал находится ближе чем 10,7 метра (35 футов) к месту эксплуатации
- Заметные горючие вещества находятся на расстоянии более 35 футов (10,7 м), но могут легко воспламениться от искры
- Отверстия в стенах или полу в радиусе 35 футов (10,7 м) открывают доступ к горючим материалам в прилегающих зонах, включая скрытые пространства в стенах или полах
- Горючие материалы прилегают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться из-за проводимости или излучения
Пожарные должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию.Они должны быть знакомы с устройствами для подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех незащищенных участках, пытаться тушить его только тогда, когда очевидно, что в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих пожаров.
Перед тем, как резка или сварка будут разрешены, зона должна быть осмотрена лицом, ответственным за выдачу разрешений на резку и сварку.Он или она должны указать меры предосторожности, которые необходимо соблюдать при выдаче разрешения на дальнейшие действия, предпочтительно в форме письменного разрешения.
Если на полу лежат горючие материалы, такие как вырезки из бумаги, стружка или текстильные волокна, пол необходимо подметать в радиусе 35 футов (10,7 м). Горючие полы должны быть влажными, засыпанными влажным песком или защищенными огнестойкими экранами. Если полы промокли, персонал, работающий с оборудованием для дуговой сварки или резки, должен быть защищен от возможных ударов.
Запрещается резка или сварка:
- Участки, не авторизованные руководством
- Здания с дождевателями, когда дождеватели не работают
- Наличие взрывоопасной атмосферы (смеси горючих газов, паров, жидкостей или пыли с воздухом) или взрывоопасной атмосферы, которая может образовываться внутри неочищенных или неправильно подготовленных резервуаров или оборудования, которые ранее содержали такие материалы, или которые могут образовываться в зонах с скопление горючей пыли
- Участки вблизи хранилищ большого количества незащищенных, легко воспламеняющихся материалов, таких как сыпучая сера, тюки бумаги или хлопок
Где это практически возможно, все горючие материалы должны быть перемещены на расстояние не менее 35 футов (10.7 м) от строительной площадки. Если перемещение невозможно, горючие материалы должны быть защищены огнестойкими крышками или иным образом защищены металлическими или асбестовыми ограждениями или занавесками.
Воздуховоды и конвейерные системы, которые могут переносить искры в далекие горючие вещества, должны быть надлежащим образом защищены или отключены.
Если резка или сварка производятся возле стен, перегородок, потолка или крыши из горючих материалов, должны быть предусмотрены огнестойкие экраны или ограждения для предотвращения возгорания.
Если сварка должна выполняться на металлической стене, перегородке, потолке или крыше, необходимо принять меры для предотвращения воспламенения горючих материалов на другой стороне из-за проводимости или излучения, предпочтительно путем перемещения горючих веществ.В тех случаях, когда горючие материалы не переносятся, необходимо предусмотреть пожарную охрану с противоположной стороны от места проведения работ.
Запрещается выполнять сварку металлических перегородок, стен, потолка или крыши с горючим покрытием, а также стен или перегородок из конструкции из горючих сэндвич-панелей. Запрещается резка или сварка труб или другого металла, контактирующего с горючими стенами, перегородками, потолками или крышами, если работа находится достаточно близко, чтобы вызвать возгорание из-за теплопроводности.
Руководство должно осознавать свою ответственность за безопасное использование оборудования для резки и сварки на своей собственности.Должность руководства:
- Создание участков для резки и сварки, а также определение процедур резки и сварки в других областях на основе потенциальной опасности возгорания на производственных объектах.
- Назначьте лицо, ответственное за разрешение операций по резке и сварке в областях, специально не предназначенных для таких процессов.
- Настаивайте на том, чтобы резаки или сварщики и их руководители прошли соответствующую подготовку по безопасной эксплуатации своего оборудования и безопасному использованию процесса.
- Сообщите всем подрядчикам о легковоспламеняющихся материалах или опасных условиях, о которых они могут не знать.
Супервайзер должен:
- Несет ответственность за безопасное обращение с оборудованием для резки или сварки и безопасное использование процесса резки или сварки.
- Определите горючие материалы и опасные зоны, которые присутствуют или могут присутствовать на рабочем месте.
- Защищать горючие вещества от воспламенения с помощью следующего:
- Переместите работу в место, свободное от опасных горючих материалов.
- Если работа не может быть перемещена, переместите горючие материалы на безопасное расстояние от работы или обеспечьте надлежащую защиту горючих материалов от возгорания.
- Проследите, чтобы резка и сварка были запланированы таким образом, чтобы операции предприятия, которые могут вызвать возгорание горючих материалов, не запускались во время резки или сварки.
- Получите разрешение на выполнение операций резки или сварки от назначенного представителя руководства.
- Убедитесь, что резак или сварщик подтвердил, что условия безопасны, прежде чем приступить к работе.
- Убедитесь, что оборудование для пожаротушения и пожаротушения правильно расположено на объекте.
- При необходимости убедитесь, что на объекте есть пожарная охрана.
Резка или сварка разрешается только в зонах, которые являются или были сделаны пожаробезопасными. Когда работу практически невозможно переместить, как при большинстве строительных работ, необходимо обеспечить безопасность зоны, удалив горючие вещества или защитив горючие от источников возгорания.
Запрещается выполнять сварку, резку или другие горячие работы на использованных барабанах, бочках, резервуарах или других контейнерах до тех пор, пока они не будут очищены настолько тщательно, чтобы быть абсолютно уверенным в отсутствии горючих материалов или любых веществ, таких как смазки, смолы, кислоты или другие материалы, которые при нагревании могут выделять легковоспламеняющиеся или токсичные пары.Любые трубопроводы или соединения с барабаном или резервуаром должны быть отключены или закрыты.
Все полые пространства, полости или емкости должны вентилироваться, чтобы обеспечить выход воздуха или газов перед предварительным нагревом, резкой или сваркой. Рекомендуется продуть инертным газом.
Защита от физических опасностей. Сварщик или помощник, работающий на платформах, строительных лесах или взлетно-посадочных полосах, должен быть защищен от падения. Этого можно достичь с помощью перил, ремней безопасности, спасательных тросов или некоторых других не менее эффективных средств защиты.
Сварщики должны размещать сварочный кабель и другое оборудование так, чтобы они не попадали в проходы, лестницы и лестницы.
Каски или щитки для рук должны использоваться во время всех операций дуговой сварки или дуговой резки, за исключением сварки под флюсом. Помощникам или обслуживающему персоналу должны быть предоставлены надлежащие средства защиты глаз, например:
- Очки или другие подходящие средства защиты глаз во время всех операций газовой сварки или кислородной резки. Очки без боковых экранов с подходящими фильтрующими линзами разрешены для использования во время газовой сварки на легких работах, для пайки горелкой или для проверки
- Прозрачные маски для лица или защитные очки для всех операторов и обслуживающего персонала оборудования контактной сварки или контактной пайки, в зависимости от конкретной работы, для защиты лица или глаз
- Защита глаз в виде подходящих очков, если они необходимы для операций пайки, не подпадающих под действие других положений регламента
Шлемы и щитки для рук должны быть изготовлены из изолятора тепла и электричества.Шлемы, щитки и защитные очки не должны быть легковоспламеняющимися и выдерживать стерилизацию. Шлемы и щитки для рук должны защищать лицо, шею и уши от прямого излучения дуги. Шлемы должны быть снабжены фильтрующими пластинами и накладками, предназначенными для легкого снятия. Все части должны быть изготовлены из материала, который не вызывает коррозии или обесцвечивания кожи. Очки должны вентилироваться для предотвращения запотевания линз, насколько это возможно. Все стекла для линз должны быть закаленными, по существу без полос, пузырьков воздуха, волн и других дефектов.За исключением случаев, когда линза заточена для обеспечения надлежащей оптической коррекции дефекта зрения, передняя и задняя поверхности линз и окон должны быть гладкими и параллельными. Линзы должны иметь постоянную отличительную маркировку, по которой можно легко определить источник и оттенок.
Ниже приводится руководство по выбору правильных номеров оттенков. Эти рекомендации могут быть изменены в зависимости от индивидуальных потребностей.
| Сварочные работы | Оттенок No. |
| Экранированная дуговая сварка — электроды 1/16, 3/32, 1/8, 5/32 дюйма | 10 |
| Дуговая сварка в защитном газе (цветных металлов) — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 11 |
| Дуговая сварка в защитном газе (черных металлов) — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 12 |
| Экранированная дуговая сварка металлом: | |
| Электроды 3/16, 7/32, 1/4 дюйма | 12 |
| 5 / 16-, 3/8-дюймовые электроды | 14 |
| Сварка атомарным водородом | 1014 |
| Угольная сварка | 14 |
| Пайка | 2 |
| Горелка для пайки | 3 или 4 |
| Легкая резка, до 1 дюйма | 3 или 4 |
| Средняя резка, от 1 дюйма до 6 дюймов | 4 или 5 |
| Тяжелая резка, 6 дюймов и более | 5 или 6 |
| Газовая сварка (легкая) до 1/8 дюйма | 4 или 5 |
| Газовая сварка (средняя) от 1/8 дюйма до 1/2 дюйма | 5 или 6 |
| Газовая сварка (тяжелая) 1/2 дюйма и более | 6 или 8 |
Примечание к диаграмме: При газовой сварке или кислородной резке, когда горелка излучает яркий желтый свет, желательно использовать фильтр или линзу, которые поглощают желтую или натриевую линию в видимом свете операции.
Если работа позволяет, сварщик должен быть заключен в отдельную кабину, окрашенную покрытием с низким коэффициентом отражения, например оксидом цинка (важный фактор поглощения ультрафиолетового излучения) и ламповой чернотой, или должен быть заключен в негорючие экраны, окрашенные аналогичным образом. Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, прилегающие к участкам сварки, должны быть защищены от лучей негорючими или взрывонепроницаемыми экранами или экранами или должны быть обязаны носить соответствующие защитные очки.
Общие требования к защитной одежде. Сотрудники, подверженные опасностям, связанным с операциями сварки, резки или пайки, должны быть защищены средствами индивидуальной защиты (СИЗ) в соответствии со стандартом OSHA по СИЗ (29 CFR 1910.132).
Защита и вентиляция от опасностей для здоровья. При сварке в помещении, полностью экранированном со всех сторон, экраны должны быть расположены так, чтобы они не ограничивали вентиляцию помещения. Экраны желательно монтировать так, чтобы они были около 2 футов (0.61 м) над полом, за исключением случаев, когда работа выполняется на настолько низком уровне, что экран необходимо выдвигать ближе к полу, чтобы защитить находящихся поблизости рабочих от бликов от сварки.
Местные вытяжные или общие системы вентиляции должны быть предусмотрены и организованы таким образом, чтобы количество токсичных паров, газов или пыли не превышало максимально допустимой концентрации, указанной в таблице опасных и токсичных веществ OSHA (29 CFR 1910.1000).
Уведомления об опасности для здоровья. Ряд потенциально опасных материалов используется во флюсах, покрытиях, покрытиях и присадочных металлах, используемых при сварке и резке, или выбрасываются в атмосферу во время сварки и резки.Поставщики сварочных материалов должны определить опасность, если таковая имеется, связанную с использованием их материалов при сварке и резке.
Работодатели должны включать в уведомления об опасности для здоровья следующую информацию:
- Все присадочные металлы и легкоплавкие гранулированные материалы должны иметь, как минимум, следующее уведомление на бирках, коробках или других контейнерах:
«ВНИМАНИЕ! При сварке могут образовываться опасные для здоровья пары и газы. Избегайте вдыхания этих паров и газов. .Используйте соответствующую вентиляцию. См. ANSI Z49. «
- Металлические наполнители, содержащие кадмий в значительных количествах, должны иметь следующее уведомление на бирках, коробках или других контейнерах:
«ПРЕДУПРЕЖДЕНИЕ — СОДЕРЖИТ КАДМИЙ — ПРИ НАГРЕВАНИИ МОЖЕТ ОБРАЗОВАТЬСЯ ЯДОВИТЕЛЬНЫЙ ДЫМ — Не вдыхайте пары. Используйте только с соответствующими вентиляция, такая как коллекторы дыма, вытяжные вентиляторы или респираторы с подачей воздуха. — См. ANSI Z49.1. — При появлении боли в груди, кашля или лихорадки после использования немедленно обратитесь к врачу.»
Вентиляция для общей сварки и резки. Должна быть предусмотрена механическая вентиляция при сварке или резке металлов и других соединений, не подпадающих под действие этого правила, при следующих ограничениях:
- На площади менее 10 000 кубических футов (284 кубических м) на сварщика
- В помещении с высотой потолка менее 5 м (16 футов)
- В замкнутых пространствах или там, где сварочное пространство содержит перегородки, балконы или другие структурные барьеры до такой степени, что они значительно затрудняют перекрестную вентиляцию
Скорость такой вентиляции должна составлять не менее 2 000 кубических футов (57 кубических метров) в минуту на сварщика, за исключением случаев, когда предусмотрены местные вытяжные шкафы, кабины или респираторы для самолетов.Естественная вентиляция считается достаточной для операций сварки или резки, где нет ограничений по пространству.
Приточно-вытяжная вентиляция или кабины. Либо вытяжка, либо стационарный кожух (т. Е. Кабина) с воздушным потоком удовлетворяют требованиям для механической местной вытяжной вентиляции. Свободно перемещаемые кожухи, предназначенные для размещения сварщиком как можно ближе к свариваемой детали и обеспечивающие скорость воздушного потока, достаточную для поддержания скорости в направлении кожуха 100 линейных футов (30 м) в минуту в зона сварки, когда вытяжка находится на самом удалении от места сварки, удовлетворяет требованиям, предъявляемым к вытяжке, если выбран этот метод вентиляции.
Скорость вентиляции, необходимая для достижения этой скорости управления с использованием 3-дюймового. Всасывающее отверстие с фланцем шириной 7,6 см показано в виде диаграммы в документе 29 CFR 1910.252 (c) (3) (i).
Неподвижный кожух (кабина) с верхней частью и не менее чем с двух сторон, которые окружают операции сварки или резки, и со скоростью воздушного потока, достаточной для поддержания скорости на расстоянии от сварщика не менее 100 погонных футов (30 м) на Минутка — приемлемая альтернатива вытяжке.
Сварка соединениями фтора. В замкнутых пространствах сварка или резка с использованием флюсов, покрытий или других материалов, содержащих соединения фтора, должны выполняться в соответствии с требованиями данного регламента к замкнутому пространству. См. Раздел настоящего анализа «Операции в замкнутом пространстве». Соединение фтора — это соединение, которое содержит фтор как элемент в химической комбинации, а не как свободный газ.
Необходимость в местной вытяжной вентиляции или респираторах для сварки или резки вне замкнутых пространств будет зависеть от индивидуальных обстоятельств.Однако опыт показал, что такая защита желательна для производственной сварки в фиксированном месте и для любой производственной сварки нержавеющих сталей. Если пробы воздуха, взятые в месте сварки, показывают, что количество выделяемых фторидов ниже максимально допустимой, такая защита не требуется.
Флюсы для пайки и газовой сварки, содержащие соединения фтора, должны иметь предупреждающую формулировку, указывающую на то, что они содержат соединения фтора. Одна из таких предостерегающих формулировок, рекомендованная Американским обществом сварки для флюсов для пайки и газовой сварки, гласит:
ВНИМАНИЕ — СОДЕРЖИТ ФТОРИДЫ — Этот флюс при нагревании выделяет пары, которые могут раздражать глаза, нос и горло.
1. Избегайте испарений — используйте только в хорошо вентилируемых помещениях.
2. Избегайте попадания флюса в глаза или на кожу.
3. Не принимать внутрь.
Сварка цинком. В замкнутых пространствах сварка или резка основных или присадочных металлов, содержащих цинк, или металлов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с требованиями настоящего правила для замкнутых пространств. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещении сварка или резка цинкосодержащего основного или присадочного металла, покрытого цинкосодержащими материалами, должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.
Сварка свинцом. В замкнутых пространствах сварка свинцовых недрагоценных металлов (ошибочно называемая выжиганием свинца) должна выполняться в соответствии с требованиями данного правила для замкнутых пространств. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещениях сварка металлов на основе свинца должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.
В замкнутых пространствах или в помещении сварка или резка металлов, содержащих свинец, кроме примесей, или металлов, покрытых свинцовыми материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях.Работа на открытом воздухе требует использования респираторов NIOSH. Во всех случаях рабочие, находящиеся в непосредственной близости от места резки, должны быть защищены местной вытяжной вентиляцией или воздушными респираторами.
Сварка бериллием. Сварка или резка в любом месте, где используются основные или присадочные металлы, содержащие бериллий, должны выполняться с использованием местной вытяжной вентиляции и респираторов, если атмосферные испытания в наиболее неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах допустимого предела воздействия (PEL) для бериллий (29 CFR 1910.1000). Во всех случаях рабочие, находящиеся в непосредственной близости от сварочных или отрезных работ, должны быть при необходимости защищены местной вытяжной вентиляцией или респираторами на авиалиниях.
Сварка кадмием. В замкнутых пространствах или в помещении операции сварки или резки неблагородных металлов, содержащих кадмий или покрытые кадмием, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях, если атмосферные испытания в наиболее неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах допустимого предела воздействия ( PEL) для кадмия (29 CFR 1910.1000). Для работы на открытом воздухе требуются респираторы, одобренные NIOSH, например, дымовые респираторы.
Если сварка (пайка) присадочных металлов, содержащих кадмий, должна выполняться в замкнутом пространстве, она должна выполняться с использованием вентиляции, как предписано вытяжной вентиляцией или вентиляцией кабины и требованиями к замкнутому пространству настоящего правила. Дополнительную информацию см. В разделе «Операции в замкнутом пространстве» данного анализа.
Сварка ртутью. В замкнутых пространствах или в помещении операции по сварке или резке металлов, покрытых ртутьсодержащими материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах PEL для ртуть (29 CFR 1910.1000). Такие операции на открытом воздухе должны выполняться с использованием респираторов, одобренных NIOSH.
Чистящие составы. При использовании чистящих средств необходимо соблюдать инструкции производителя и другие меры предосторожности. Обезжиривание и другие операции по очистке с использованием хлорированных углеводородов должны проводиться таким образом, чтобы пары от этих операций не попадали или не попадали в атмосферу, окружающую любые сварочные операции. Кроме того, трихлорэтилен и перхлорэтилен следует хранить вдали от атмосфер, проницаемых ультрафиолетовым излучением при сварочных операциях в среде защитных газов.
Порезка нержавеющих сталей. Кислородная резка химическим флюсом или железным порошком или резка нержавеющей стали дугой в среде защитного газа должна выполняться с использованием механической вентиляции, достаточной для удаления образующихся паров.
Первая помощь. Аптечка первой помощи должна быть доступна в любое время. Обо всех травмах необходимо как можно скорее сообщать для обращения за медицинской помощью. Необходимо оказать первую помощь до тех пор, пока не будет оказана медицинская помощь.
Применения трубопроводов передачи. Должны быть выполнены требования настоящего Регламента и правила дуговой сварки (29 CFR 1910.254) к физической безопасности, охране здоровья и вентиляции.
Это постановление, правило о топливном газе, а также правила дуговой сварки и резки должны применяться в тех случаях, когда производятся полевые цеха по изготовлению арматуры, переходы через реки, дорожные переходы, а также насосные и компрессорные станции.
Если дуговая сварка выполняется во влажных условиях или в условиях высокой влажности, необходима специальная защита от поражения электрическим током.
При испытаниях трубопроводов под давлением рабочие и население должны быть защищены от травм в результате выдувания затворов или других устройств ограничения давления. Также должна быть предусмотрена защита от вытеснения рыхлой грязи, которая могла застрять в трубе.
Сварная конструкция магистральных трубопроводов должна выполняться в соответствии со стандартом 1104 ANSI / Американского нефтяного института (API), стандартом для сварочных трубопроводов и сопутствующих устройств, стандартом API 1104-1968 или обновленной версией.
Сварочное соединение ответвлений трубопроводов, транспортирующих легковоспламеняющиеся вещества, должно выполняться в соответствии со стандартом API PSD 2201-1963 «Сварка или врезка горячей врезки на оборудовании, содержащем горючие вещества», который включен посредством ссылки.
Использование рентгеновских лучей и радиоактивных изотопов для проверки сварных стыков трубопроводов должно осуществляться в соответствии с ANSI Z54.1-1963, Немедицинские источники рентгеновского излучения и герметичные источники гамма-излучения, который включен посредством ссылки.
Применение в механических системах трубопроводов. Требования данного правила по предотвращению пожаров и защите персонала, а также правила газовой кислородно-газовой и дуговой сварки / резки (29 CFR 1910.253 и 29 CFR 1910.254) должны быть выполнены.
ОПЕРАЦИИ В ОГРАНИЧЕННОМ ПРОСТРАНСТВЕ29 Свода федеральных правил 1910.252 (a) (4) и (b) (4)
В целях определения замкнутого пространства при сварке, резке и пайке замкнутое пространство — это относительно небольшое или ограниченное пространство, такое как резервуар, котел, сосуд высокого давления или небольшой отсек корабля.
См. Раздел анализа замкнутого пространства для получения подробной информации о работе в замкнутом пространстве.
Противопожарная защита в закрытых помещениях. Если дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды необходимо вынуть из держателей, а держатели осторожно расположить так, чтобы исключить случайный контакт и отсоединить аппарат от источника питания. .
Чтобы исключить возможность утечки газа из-за утечек или неправильно закрытых клапанов, при газовой сварке или резке клапаны горелки должны быть закрыты, а подача газа к горелке принудительно отключена в какой-то момент за пределами ограниченного пространства, когда горелка работает. не использовать в течение длительного периода времени, например, во время обеденного перерыва или на ночь.По возможности резак и шланг также должны быть удалены из ограниченного пространства.
Работа в ограниченном пространстве. Вентиляция — необходимое условие для работы в замкнутом пространстве. Требования к вентиляции см. В подразделе «Общие положения» данного анализа.
Газовые баллоны и сварочные аппараты следует оставлять вне замкнутого пространства при выполнении сварки или резки. Перед началом работы тяжелое переносное оборудование, установленное на колесах, необходимо надежно заблокировать, чтобы предотвратить случайное перемещение.
Если сварщик должен войти в ограниченное пространство через люк или другое небольшое отверстие, должны быть предусмотрены средства для его быстрого удаления в случае возникновения чрезвычайной ситуации. Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика, чтобы его тело не могло застрять в небольшом выходном отверстии. Дежурный с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и быть в состоянии осуществить спасательные операции. Однако OSHA заявило в письме о толковании (Emmerich, 30 июля 1993 г.), что агентство согласится на использование процедуры постукивания по стенкам резервуаров в качестве средства связи вместо прямого наблюдения сварщика со стороны обслуживающего персонала.
Если дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды должны быть извлечены из держателей, а держатели осторожно расположены так, чтобы исключить случайный контакт, и аппарат должен быть отключен от источника питания. источник.
Если горелка не будет использоваться в течение длительного периода времени, например, в обеденный перерыв или в ночное время, клапаны горелки должны быть закрыты, а подача топливного газа и кислорода к горелке принудительно отключена в некоторой точке за пределами замкнутого пространства. .По возможности резак и шланг также должны быть удалены из ограниченного пространства.
После завершения сварочных работ сварщик должен пометить горячий металл или предоставить другие средства предупреждения других рабочих о горячем металле.
Вентиляция в закрытых помещениях. Все операции по сварке и резке, выполняемые в замкнутом пространстве, должны иметь соответствующую вентиляцию, чтобы предотвратить накопление токсичных материалов или возможный дефицит кислорода. Это касается не только сварщика, но и помощников и другого персонала в непосредственной близости.Весь воздух, заменяющий удаленный, должен быть чистым и безопасным для дыхания.
Респираторы в ограниченном пространстве. В обстоятельствах, при которых невозможно обеспечить такую вентиляцию, следует использовать респираторы для авиалиний или шланговые маски, одобренные для этой цели NIOSH.
В зонах, представляющих непосредственную опасность для жизни, необходимо использовать полностью закрывающий лицо, работающий под давлением, автономный дыхательный аппарат или комбинированный закрывающий лицо респиратор с подачей воздуха под давлением с дополнительной автономной подачей воздуха, одобренный NIOSH. использоваться.
Если сварочные работы выполняются в замкнутом пространстве и где сварщики и помощники снабжены шланговыми масками, шланговыми масками с воздуходувками или автономным дыхательным оборудованием, одобренным Управлением по безопасности и охране здоровья шахт и Национальным институтом безопасности и гигиены труда, рабочий должен находиться вне таких замкнутых пространств, чтобы обеспечить безопасность тех, кто работает внутри.
Запрещается использовать кислород для вентиляции.
СВАРКА И РЕЗКА В КИСЛОРОДНО-ТОПЛИВНОМ ГАЗЕ29 CFR 1910.253
Работодатели должны применять процедуры для предотвращения взрыва смеси топливных газов и воздуха или кислорода. Смеси воздуха или кислорода с легковоспламеняющимися газами перед их потреблением, за исключением горелки или стандартной горелки, не допускаются, если не одобрено для этой цели.
Баллоны переносные. Все переносные баллоны, используемые для хранения и транспортировки сжатых газов, должны быть сконструированы и обслуживаться в соответствии с правилами Министерства транспорта США, 49 CFR, части 171179.
Баллоны со сжатым газом должны иметь четкую маркировку с указанием химического или торгового наименования газа. Маркировка должна быть трафаретом, штампом или этикеткой и не должна легко удаляться. По возможности маркировка должна располагаться на плече баллона.
Ацетилен. Ни при каких условиях ацетилен не должен генерироваться, подаваться по трубам (за исключением одобренных коллекторов баллонов) или использоваться при давлении, превышающем 15 фунт-сила на квадратный дюйм манометра (103 кПа) или 30 фунт-сила на квадрат. дюйм абсолютный (206 кПа абсолютный).
Дополнительные требования. Регламент содержит очень подробные дополнительные требования для:
- Цилиндры
- Коллектор цилиндров
- Системы сервисных трубопроводов
- Защитное снаряжение, шланг и баллоны
- Генераторы ацетилена
- Хранилище карбида кальция
29 CFR 1910.254
Требования к конструкции оборудования для дуговой сварки и резки.Работодатели могут соответствовать требованиям безопасности для аппаратов для дуговой сварки и резки, соблюдая либо:
- Национальная ассоциация производителей электрооборудования EW11962, Требования к аппаратам для электродуговой сварки; или
- ANSI и Underwriters ‘Laboratories C33.2-1956, Стандарт безопасности для трансформаторных машин для дуговой сварки.
Монтаж оборудования. Установка, включая источник питания, должна соответствовать требованиям электрических стандартов OSHA (29 CFR 1910, подраздел S).Подробные требования к установке описаны в регламенте. См. Раздел анализа Электробезопасность для получения дополнительной информации о требованиях к электробезопасности.
Эксплуатация и обслуживание. Работодатели и сотрудники должны строго соблюдать печатные правила и инструкции, касающиеся эксплуатации оборудования, поставляемого производителями.
Работодатели должны гарантировать, что сотрудники соблюдают процедуры предотвращения и защиты от пожара, защиты персонала, охраны здоровья и вентиляции в правилах сварки, резки и пайки (29 CFR 1910.252). В правилах есть дополнительные требования безопасности для подключения машины, заземления, утечек, переключателей, держателей электродов, поражения электрическим током и технического обслуживания.
СОПРОТИВЛЕНИЕ СВАРКИ29 CFR 1910.255
Установка. Все оборудование должно быть установлено квалифицированным электриком в соответствии с требованиями электрических стандартов OSHA (29 CFR 1910, подраздел S). См. Раздел «Анализ электробезопасности» для получения дополнительной информации о требованиях к электробезопасности.
Должен быть выключатель-разъединитель безопасности, прерыватель цепи или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключать питание, когда машина или ее органы управления должны быть отключены. обслуживаться.
Трубки Ignitron, используемые в оборудовании для контактной сварки, должны быть оснащены термозащитным выключателем.
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или защищены, чтобы оператор не мог их случайно активировать.
Непереносные аппараты для точечной и шовной сварки. В правиле содержатся подробные требования к сварке конденсаторов, блокировкам, ограждениям, экранам, ножным переключателям, кнопкам останова, английским штырям и заземлению.
Переносные сварочные аппараты. В правиле есть требования к противовесу, предохранительным цепям, скобе, щиткам переключателей, подвижному держателю и заземлению.
Оборудование для оплавления. В правиле есть требования для вентиляции, пламегасителей и противопожарных завес.
Техническое обслуживание. Периодические проверки должны проводиться квалифицированным обслуживающим персоналом, и должна вестись сертификационная запись. Сертификационная запись должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор проверяемого оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет завершен безопасный ремонт.
ОБУЧЕНИЕ ПЕРСОНАЛА СВАРОЧНЫЕ, КУСАЧИ И НАДЗОРЫ29 Свода федеральных правил 1910.252 (a) (2) (xiii) (C)
Резаки, сварщики и их руководители должны быть надлежащим образом обучены безопасной эксплуатации своего оборудования и безопасному использованию процесса или системы, когда объект, подлежащий сварке или резке, не может быть перемещен и если все опасности возгорания не могут быть устранены.
ПОЖАРНЫЕ Дозоры29 Свода федеральных правил 1910.252 (a) (2)
Пожарные наблюдатели должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию.Они должны быть знакомы с оборудованием и процедурами подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех незащищенных участках, пытаться тушить его только тогда, когда очевидно, что в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих пожаров.
ПЕРСОНАЛ ПО КИСЛОРОДНО-ТОПЛИВНОЙ СВАРКЕ И РЕЗКЕ29 CFR 1910.253 (a) (4) и (e) (6)
Рабочие, отвечающие за оборудование подачи кислорода или топливного газа, включая генераторы, и системы трубопроводов распределения кислорода или топливного газа, должны быть проинструктированы и признаны их компетентными для выполнения этой важной работы, прежде чем их оставят за них.
Квалифицированные механики должны пройти надлежащий инструктаж по ремонту регуляторов или частей регуляторов, в том числе манометров.
ДУГОВАЯ СВАРКА И РЕЗКА29 Свода федеральных правил 1910.254 (a) (3) и (d) (1)
Рабочие, работающие с оборудованием для дуговой сварки, должны быть проинструктированы и иметь квалификацию для работы и обслуживания такого оборудования, а также соблюдать общие положения правил сварки, резки и пайки (29 CFR 1910.252).
СОПРОТИВЛЕНИЕ СВАРКИ29 Свода федеральных правил 1910.255 (a) (3)
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
ТРЕБОВАНИЯ К СВАРКЕ, РЕЗКЕ И НАГРЕВАНИЮ СТРОИТЕЛЬСТВАВ этом разделе изложены требования безопасности при сварке, резке и нагреве на рабочих местах в строительной отрасли.
Правила безопасности. Правила техники безопасности при сварке, резке и нагревании:
- Газовая сварка и резка — 29 CFR 1926 г.350
- Дуговая сварка и резка — 29 CFR 1926.351
- Противопожарная безопасность — 29 CFR 1926.352
- Защитное снаряжение, шланг и баллоны
- Вентиляция и защита при сварке, резке и нагревании — 29 CFR 1926.353
- Защитные покрытия для сварки, резки и нагрева — 29 CFR 1926.354
Соответствующие правила безопасности. Существуют дополнительные правила безопасности, относящиеся к операциям сварки, резки и нагрева:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1926.1126
- Кадмий — 29 CFR 1926.1127
- Газы, пары, дымы, пыль и туманы — 29 CFR 1926.55
- Вентиляция — 29 CFR 1926.57
- Сообщение об опасности — 29 CFR 1926.59
- Свинец — 29 CFR 1926.62
- Управление производственной безопасностью — 29 CFR 1926.64
- Средства индивидуальной защиты — 29 CFR 1926, подраздел E
- Противопожарная защита и предотвращение пожаров — 29 CFR 1926, подраздел F
Опасности. Безопасность операций сварки и резки зависит от мер, принимаемых для предотвращения и контроля воздействия экстремальных температур, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии. Последствия небезопасной практики могут варьироваться от «солнечных ожогов для глаз» до хронических последствий для здоровья. Осведомленность, подготовка и способность сварщиков и их руководителей выявлять опасности во многом определяют безопасность этих операций.
Элементы программы безопасности. Программа обеспечения безопасности при сварке, резке и нагревании или «горячих работах» должна включать следующие элементы:
- Ограничение выполнения процесса сварки или резки квалифицированным персоналом, который обучен выполнять определенный тип операции (например, кислородно-ацетиленовая, кислородно-порошковая, угольная дуга, газовый вольфрам, пятно сопротивления)
- Признание работниками опасностей, связанных со сваркой, резкой, нагревом и пайкой, а также опасного характера основного материала, с которым контактируют
- Описание и реализация программы предотвращения пожаров и реагирования на них, включая предоставление огнетушителей / спринклеров, назначение пожарных, ограничение деятельности в огнеопасных / взрывоопасных ситуациях и выдачу разрешений на проведение огневых работ
- Особые процедуры для замкнутых пространств
- Эффективные методы промышленной гигиены
- Защита персонала, механическая вентиляция, средства индивидуальной защиты, сварочные шторы и т. Д.
- Безопасные методы обращения и хранения материалов, в частности газовых баллонов
Обучение сотрудников. Работодатели должны инструктировать сотрудников по безопасному использованию топливного газа и безопасным операциям сварки и резки, включая правильное обращение, перемещение и хранение топливных баллонов. Работодатели должны предоставлять оборудование, соответствующее требованиям и спецификациям безопасности, и проводить необходимые испытания и проверки этого оборудования. Работодатели также должны предоставить средства индивидуальной защиты, обеспечить соответствующую вентиляцию и убедиться, что рабочие осведомлены об интерактивном характере опасностей, связанных с сваркой.
ГАЗОВАЯ СВАРКА И РЕЗКА29 CFR 1926.350
Транспортировка, перемещение и хранение баллонов со сжатым газом. Защитные колпачки клапана должны быть на месте и закреплены. Когда баллоны поднимаются, они должны быть закреплены на опоре, стропе или поддоне. Их нельзя поднимать или перемещать на магнитах или кольцевых стропах. Цилиндры необходимо перемещать, наклоняя и перекатывая их по нижнему краю. Их нельзя умышленно ронять, наносить удары или позволять наносить друг другу удары с применением силы.
При транспортировке баллонов механическими транспортными средствами они должны быть закреплены в вертикальном положении. Запрещается использовать защитные колпачки клапана для подъема цилиндров из одного вертикального положения в другое. Запрещается использовать стержни под клапанами или защитными колпачками клапана для освобождения цилиндров при замерзании. Для размораживания цилиндров необходимо использовать теплую, а не кипящую воду.
За исключением случаев, когда баллоны надежно закреплены на специальном держателе, предназначенном для этой цели, перед перемещением баллонов необходимо снять регуляторы и установить защитные колпачки клапанов.Необходимо использовать подходящую тележку для цилиндров, цепь или другое стабилизирующее устройство, чтобы цилиндры не опрокидывались во время использования. По окончании работы, когда баллоны пусты или когда баллоны перемещаются в любое время, клапан баллона должен быть закрыт. Баллоны со сжатым газом должны быть закреплены в вертикальном положении все время, если необходимо, на короткие периоды времени, пока баллоны фактически поднимаются или переносятся.
Кислородные баллоны на хранении должны быть отделены от баллонов с топливным газом или горючих материалов (особенно масла или смазки) на минимальном расстоянии 20 футов (6.1 м) или негорючим барьером высотой не менее 5 футов (1,5 м) с рейтингом огнестойкости не менее получаса.
Внутри зданий баллоны должны храниться в хорошо защищенном, хорошо вентилируемом, сухом месте на расстоянии не менее 20 футов (6,1 м) от легковоспламеняющихся материалов, таких как масло или эксельсиор. Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц или проходов. Отведенные места для хранения должны быть расположены в таком месте, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвергаться взлому.
Обработка, хранение и утилизация всех сжатых газов в баллонах, переносных цистернах, железнодорожных цистернах или грузовых цистернах транспортных средств на предприятии должны осуществляться в соответствии с брошюрой Ассоциации сжатых газов P-1-1965, Безопасное обращение со сжатыми Газы в баллонах .
Размещение цилиндров. Цилиндры должны располагаться достаточно далеко от места проведения сварочных работ или резки, чтобы искры, горячий шлак или пламя не достигли их. Когда это нецелесообразно, необходимо предусмотреть огнестойкие экраны.
Цилиндры следует размещать там, где они не могут стать частью электрической цепи. Электроды не должны ударяться об цилиндр, чтобы вызвать дугу.
Баллоны с топливным газом необходимо размещать клапаном вверх, когда они используются. Их нельзя размещать в местах, где они не будут подвергаться воздействию открытого огня, горячего металла или других источников искусственного тепла.
Баллоны с кислородом, ацетиленом или другим топливным газом нельзя брать в замкнутые пространства.
Обработка баллонов. Цилиндры, полные или пустые, нельзя использовать в качестве роликов или опор.
Никто, кроме поставщика газа, не должен пытаться смешивать газы в баллоне. Никто, кроме владельца баллона или уполномоченного им лица, не должен заправлять баллон. Никто не должен использовать содержимое баллона для целей, отличных от тех, которые предусмотрены поставщиком. Все используемые баллоны должны соответствовать требованиям Министерства транспорта, опубликованным в 49 CFR Part 178, Subpart C, Specification for цилиндров.
Запрещается использовать поврежденный или дефектный цилиндр.
Использование топливного газа. Работодатель должен тщательно проинструктировать сотрудников о безопасном использовании топливного газа, а именно:
Топливный газ нельзя использовать из баллонов через горелки или другие устройства, оборудованные запорными клапанами, без снижения давления с помощью подходящего регулятора, прикрепленного к клапану баллона или коллектору.
Перед тем, как подсоединить регулятор к вентилю баллона, вентиль необходимо слегка приоткрыть и немедленно закрыть.(Это действие обычно называют «растрескиванием» и предназначено для очистки клапана от пыли или грязи, которые в противном случае могли бы попасть в регулятор.) Человек, взламывающий клапан, должен стоять сбоку от выпускного отверстия, а не перед ним. Клапан баллона с топливным газом не должен иметь трещин в местах, где газ может попасть в сварочные работы, искры, пламя или другие возможные источники воспламенения.
Клапан баллона всегда следует открывать медленно, чтобы предотвратить повреждение регулятора. Для быстрого закрытия клапаны баллонов с топливным газом нельзя открывать более чем на 1.5 ходов. Если требуется специальный гаечный ключ, его необходимо оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае аварии. В случае цилиндров с коллектором или соединением, по крайней мере, один такой ключ всегда должен быть доступен для немедленного использования. Во время работы на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
Перед снятием регулятора с клапана баллона клапан баллона всегда должен быть закрыт и газ должен быть выпущен из регулятора.
Если при открытии клапана баллона с топливным газом обнаруживается утечка вокруг штока клапана, клапан необходимо закрыть и затянуть гайку сальника. Если это действие не устраняет утечку, использование баллона должно быть прекращено, он должен быть надлежащим образом помечен и удален из рабочей зоны. В случае, если топливный газ должен вытекать из клапана баллона, а не из штока клапана, и газ не может быть перекрыт, баллон должен быть надлежащим образом промаркирован и удален из рабочей зоны.Если регулятор, прикрепленный к клапану баллона, будет эффективно предотвращать утечку через седло клапана, баллон не нужно удалять из рабочей зоны.
Если утечка должна образоваться в предохранительной вилке или другом предохранительном устройстве, цилиндр должен быть удален из рабочей зоны.
Коллекторы топливного газа и кислорода. На коллекторах топливного газа и кислорода должно быть указано название вещества, которое они содержат, буквами не менее 1 дюйма. высокий, который должен быть либо нарисован на коллекторе, либо на постоянно прикрепленном к нему знаке.Эти коллекторы необходимо размещать в безопасных, хорошо вентилируемых и доступных местах, а не в закрытых помещениях.
Соединения шлангов коллектора, включая оба конца подающего шланга, которые ведут к коллектору, должны быть такими, чтобы шланг нельзя было менять местами между коллекторами топливного газа и кислорода и соединениями подающего коллектора. Для замены шлангов нельзя использовать переходники. Шланговые соединения должны быть очищены от жира и масла.
Когда они не используются, соединения коллектора и коллектора должны быть закрыты крышками.Во время использования нельзя класть на коллектор ничего, что может повредить коллектор или помешать быстрому закрытию клапанов.
Шланги. Шланги топливного газа и кислорода должны легко отличаться друг от друга. Контраст может составлять разные цвета или характеристики поверхности, легко различимые на ощупь. Шланги для кислорода и топливного газа не должны быть взаимозаменяемыми. (См., Например, сопроводительный рисунок.) Запрещается использовать один шланг с более чем одним проходом для газа.
Когда параллельные участки шлангов для кислорода и топливного газа скреплены лентой, не более 4 дюймов из 12 дюймов должны быть покрыты лентой.
Все используемые шланги, по которым идет ацетилен, кислород, природный или промышленный топливный газ, или любой газ или вещество, которые могут воспламениться, вступить в горение или каким-либо образом причинить вред работникам, должны проверяться в начале каждой рабочей смены. Неисправные шланги необходимо вывести из эксплуатации.
Шланги, которые подверглись повторной вспышке или демонстрируют признаки сильного износа или повреждения, должны быть испытаны при двойном давлении, превышающем нормальное, которому каждый подвергается, но ни в коем случае не менее 300 p.s.i. Неисправные шланги или шланги в сомнительном состоянии использовать нельзя.
Шланговые муфты должны быть такого типа, которые нельзя разблокировать или отсоединить прямым усилием без вращательного движения.
Ящики, используемые для хранения газовых шлангов, должны вентилироваться.
Шланги, кабели и другое оборудование не должны приближаться к проходам, лестницам и лестницам.
Факелы. Засоренные отверстия наконечников резака необходимо очистить с помощью подходящей чистящей проволоки, сверл или других приспособлений, предназначенных для этой цели.Факелы в использовании должны быть проверены в начале каждой рабочей смены для негерметичных отсечных клапанов, шлангов муфт и концевых соединений. Неисправные горелки использовать нельзя. Факелы следует зажигать от фрикционных зажигалок или других разрешенных устройств, а не от спичек или от горячих работ.
Регуляторы и датчики. Регуляторы давления кислорода и топливного газа, включая соответствующие манометры, должны быть в надлежащем рабочем состоянии во время использования.
Опасности из-за масел и смазок. Кислородные баллоны и фитинги следует хранить вдали от масла или смазки. Цилиндры, крышки цилиндров и клапаны, муфты, регуляторы, шланги и оборудование должны быть очищены от масла или жирных веществ и не должны использоваться масляными руками или перчатками. Кислород нельзя направлять на масляные поверхности, жирную одежду или внутрь жидкого топлива или другого резервуара для хранения или емкости.
Стандарты консенсуса. Дополнительные сведения, не указанные в правиле, приведены в соответствующих технических разделах ANSI Z49.1-1967, Безопасность при сварке и резке , должны применяться.
ДУГОВАЯ СВАРКА И РЕЗКА29 CFR 1926.351
Ручные электрододержатели. Должны использоваться только ручные электрододержатели, специально разработанные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
Любые токопроводящие части, проходящие через часть держателя, которую сварщик или резак держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, возникающего на земле.
Кабели и соединители сварочные. Все кабели для дуговой сварки и резки должны быть полностью изолированного, гибкого типа, способного выдерживать максимальные требования к току выполняемой работы, с учетом рабочего цикла, в котором работает дуговой сварщик или резак.
Должен использоваться только кабель, не подвергшийся ремонту или стыкам, на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или сращиваниями, качество изоляции которых равно качеству изоляции кабеля. разрешены.
Кабели, нуждающиеся в ремонте, использовать нельзя. Когда кабель, отличный от упомянутого выше кабеля, изнашивается до такой степени, что обнажает оголенные проводники, обнаженная часть должна быть защищена резиной и фрикционной лентой или другой эквивалентной изоляцией.
Когда возникает необходимость соединить или срастить отрезки кабеля друг с другом, должны использоваться надежные изолированные соединители, емкость которых по крайней мере эквивалентна кабелю. Если соединения выполняются с помощью кабельных наконечников, они должны быть надежно скреплены между собой для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Возвраты на землю и заземление машины. Кабель заземления должен иметь безопасную допустимую нагрузку по току, равную или превышающую указанную максимальную выходную мощность устройства дуговой сварки или резки, которое он обслуживает. Когда один кабель заземления обслуживает более одного блока, его безопасный ток должен превышать общую указанную максимальную выходную мощность всех блоков, которые он обслуживает.
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве заземления.
Когда конструкция или трубопровод используются в качестве цепи заземления, необходимо определить наличие необходимого электрического контакта на всех стыках. Возникновение дуги, искр или тепла в любой точке должно вызывать отказ от конструкций в качестве цепи заземления.
Когда конструкция или трубопровод постоянно используются в качестве заземляющего обратного контура, все соединения должны быть скреплены, и должны проводиться периодические проверки, чтобы гарантировать отсутствие электролиза или опасности возникновения пожара в результате такого использования.
Рамы всех аппаратов для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, в котором находится проводник цепи, либо через отдельный провод, который заземляется в источнике тока. Цепи заземления, кроме как посредством конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводом имеет достаточно низкое сопротивление, чтобы пропустить достаточный ток, чтобы предохранитель или автоматический выключатель прервали ток.
Все заземляющие соединения должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.
Руководство по эксплуатации. Работодатели должны инструктировать сотрудников по безопасным средствам дуговой сварки и резки следующим образом:
- Когда держатели электродов должны оставаться без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли электрически контактировать с работниками или токопроводящими объектами.
- Держатели горячих электродов нельзя погружать в воду. Это может привести к поражению дуговой сваркой или резаком электрическим током.
- Когда дуговой сварщик или резак имеет случай оставить свою работу или прекратить работу на какой-либо значительный период времени, или когда нужно переместить аппарат для дуговой сварки или резки, выключатель электропитания оборудования должен быть разомкнут.
- О любом неисправном или неисправном оборудовании необходимо сообщать руководителю.
- О любом неисправном или неисправном оборудовании необходимо сообщать руководителю.
- Должен быть предусмотрен выключатель или автоматический выключатель, с помощью которого каждый сварочный аппарат сопротивлением и его управляющее оборудование могут быть изолированы от цепи питания. Номинальная сила тока этого отключающего средства не должна быть меньше допустимой токовой нагрузки питающего провода.
Экранирование. По возможности, все операции по дуговой сварке и резке должны быть защищены негорючим или взрывонепроницаемым экраном, который будет защищать сотрудников и других лиц, работающих в непосредственной близости от прямых лучей дуги.
ПРОТИВОПОЖАРНЫЙ29 CFR 1926.352
По возможности, объекты для сварки, резки или нагрева должны быть перемещены в назначенное безопасное место или, если эти объекты не могут быть легко перемещены, все подвижные источники возгорания поблизости должны быть перемещены в безопасное место или защищены иным образом. Если эти объекты не могут быть перемещены и все источники опасности возгорания не могут быть устранены, необходимо принять положительные меры для ограничения тепла, искр и шлака, а также для защиты от них неподвижных источников возгорания.
Запрещается выполнять сварку, резку или нагревание в местах, где нанесение легковоспламеняющихся красок или присутствие других легковоспламеняющихся соединений или высокая концентрация пыли создают опасность.
Средства пожаротушения. Соответствующее оборудование пожаротушения должно быть немедленно доступно в рабочей зоне и поддерживаться в состоянии или готовности к немедленному использованию.
Дополнительные меры предосторожности при недостаточности обычных мер противопожарной защиты. Когда операция сварки, резки или нагрева такова, что обычные меры предосторожности по предотвращению пожара недостаточны, необходимо назначить дополнительный персонал для защиты от огня во время выполнения фактических операций сварки, резки или нагрева и в течение достаточного периода времени. время после завершения работ, чтобы исключить возможность возгорания.Такой персонал должен быть проинструктирован относительно конкретных предполагаемых опасностей пожара и того, как следует использовать предоставленное противопожарное оборудование.
Горячие работы, выполняемые на стенах, полу или потолке. При сварке, резке или обогреве стен, полов и потолков, поскольку прямое проникновение искр или теплопередача может создать опасность пожара в прилегающей зоне, на противоположной стороне должны быть приняты те же меры предосторожности, что и сторона, на которой выполняется сварка, резка или нагрев.
Закрытые или замкнутые пространства. Для устранения возможного возгорания в закрытых помещениях в результате утечки газа через негерметичные или неправильно закрытые клапаны горелки, подача газа в горелку должна быть принудительно перекрыта в некоторой точке за пределами закрытого пространства, когда горелка не будет использоваться. или всякий раз, когда факел остается без присмотра в течение значительного периода времени, например, во время обеденного перерыва. На ночь и при смене смен резак и шланг необходимо вынуть из замкнутого пространства.Открытые шланги для топливного газа и кислорода должны быть немедленно удалены из замкнутых пространств, когда они отсоединены от горелки или другого устройства, потребляющего газ.
За исключением случаев, когда содержимое удаляется или переносится, бочки, ведра и другие емкости, которые содержат или содержали легковоспламеняющиеся жидкости, должны оставаться закрытыми. Пустые емкости необходимо убрать в безопасное место, кроме горячих работ или открытого огня.
Бочки, контейнеры или полые конструкции. Бочки, контейнеры или полые конструкции, содержащие токсичные или легковоспламеняющиеся вещества, перед сваркой, резкой или нагреванием должны быть либо заполнены водой, либо тщательно очищены от таких веществ, а затем вентилированы и испытаны.
Прежде чем нагревать барабан, контейнер или полую конструкцию, необходимо предусмотреть вентиляционное отверстие или отверстие для сброса любого давления, создаваемого во время приложения тепла.
ВЕНТИЛЯЦИЯ И ЗАЩИТА ПРИ СВАРКЕ, РЕЗКЕ И НАГРЕВАНИИ29 CFR 1926.353
Механическая вентиляция. Механическая вентиляция должна состоять из систем общей механической вентиляции или местных вытяжных систем.
Вентиляция должна считаться адекватной, если она имеет достаточную мощность и устроена таким образом, чтобы удалять пары и дым у источника и поддерживать их концентрацию в зоне дыхания в безопасных пределах, как это определено в Подчасти D Части 1926, Гигиена труда и контроль окружающей среды.
Загрязненный воздух, выходящий из рабочего пространства, необходимо выпускать отдельно от источника всасываемого воздуха. Весь воздух, заменяющий удаленный, должен быть чистым и пригодным для вдыхания. Кислород нельзя использовать для вентиляции, комфортного охлаждения, сдува пыли с одежды или для уборки рабочей зоны.
Горячие работы в закрытых помещениях. За исключением случаев, когда респираторы с воздушной магистралью требуются или разрешаются, как описано ниже, должна быть предусмотрена соответствующая механическая вентиляция, отвечающая требованиям, описанным выше, всякий раз, когда сварка, резка или нагревание выполняются в ограниченном пространстве.
Если невозможно обеспечить достаточную вентиляцию без блокировки средств доступа, сотрудники в замкнутом пространстве должны быть защищены респираторами на воздушной линии в соответствии с требованиями Подчасти E Части 1926, Средства индивидуальной защиты и спасения. Сотрудник за пределами замкнутого пространства должен быть назначен для поддержания связи с теми, кто работает в нем, и для оказания им помощи в чрезвычайной ситуации.
Если сварщик должен войти в ограниченное пространство через небольшое отверстие, должны быть предусмотрены средства для быстрого удаления его в случае возникновения чрезвычайной ситуации.Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика таким образом, чтобы его тело не могло застрять в небольшом выходном отверстии. Дежурный с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и быть в состоянии осуществить спасательные операции.
Сварка, резка или нагрев металлов, имеющих токсическое значение. Сварка, резка или нагревание в любых закрытых помещениях с использованием следующих металлов должны выполняться при соответствующей механической вентиляции.
- Цинкосодержащие основные или присадочные металлы или металлы, покрытые цинксодержащими материалами
- Недрагоценный свинец
- Присадочные материалы, содержащие кадмий
- Хромсодержащие металлы или металлы, покрытые хромсодержащими материалами
Сварка, резка или нагрев любых замкнутых пространств, включающих следующие металлы, должны выполняться с соответствующей местной вытяжной вентиляцией, как описано выше, или сотрудники должны быть защищены респираторами на воздушной линии в соответствии с правилом респираторов (29 CFR 1926.103):
- Металлы, содержащие свинец, кроме примесей, или металлы, покрытые свинцовыми материалами
- Основные металлы с кадмием или с кадмиевым покрытием
- Металл с покрытием из металлов, содержащих ртуть
- Бериллийсодержащие основные или присадочные металлы
Из-за его высокой токсичности работы с бериллием должны выполняться как с местной вытяжной вентиляцией, так и с респираторами на воздушной линии.
Сотрудники, выполняющие такие операции на открытом воздухе, должны быть защищены респираторами фильтрующего типа, за исключением того, что сотрудники, выполняющие такие операции с бериллийсодержащим основным или присадочным металлом, должны быть защищены респираторами воздуховода.
Другие сотрудники, находящиеся в той же атмосфере, что и сварщики или горелки, должны быть защищены таким же образом, как и сварщики или горелки.
Электродуговая сварка в среде инертного газа. Поскольку процесс дуговой сварки в среде инертного газа включает в себя производство ультрафиолетового излучения с интенсивностью в 5-30 раз больше, чем при дуговой сварке в среде защитного металла, разложение хлорированных растворителей ультрафиолетовыми лучами и выделение токсичных паров и газов, сотрудников нельзя допускать к участию в процессе или подвергать их воздействию до тех пор, пока не будут приняты определенные специальные меры предосторожности.
При использовании хлорированных растворителей необходимо поддерживать расстояние не менее 200 футов, если они не защищены, от открытой дуги, а поверхности, подготовленные с использованием хлорированных растворителей, должны быть полностью высушены перед тем, как сварка разрешена на таких поверхностях.
Работники в зоне, не защищенной от дуги экранированием, должны быть защищены фильтрующими линзами. Когда два или более сварщика подвергаются воздействию дуги друг друга, под сварочными шлемами необходимо надевать защитные очки с фильтрующими линзами подходящего типа. Щитки для рук для защиты сварщика от вспышек и лучистой энергии должны использоваться, когда шлем поднят или снят щит.
Сварщики и другие сотрудники, подвергающиеся воздействию радиации, должны быть надлежащим образом защищены, чтобы кожа была полностью покрыта, чтобы предотвратить ожоги и другие повреждения ультрафиолетовыми лучами. Сварочные маски и щитки для рук не должны иметь утечек, отверстий и поверхностей с высокой отражающей способностью.
При выполнении дуговой сварки в среде инертного газа на нержавеющей стали необходимо использовать соответствующую местную вытяжную вентиляцию, как описано выше, или респираторы на линии подачи воздуха для защиты от опасных концентраций диоксида азота.
Общая сварка, резка и нагрев. Сварка, резка или нагрев, не связанные с условиями или токсичными материалами, описанными выше, обычно могут выполняться без механической вентиляции или средств защиты органов дыхания. Однако такая защита должна быть предусмотрена там, где существует небезопасное скопление загрязняющих веществ из-за необычных физических или атмосферных условий.
Сотрудники, выполняющие любые виды сварки, резки или нагрева, должны быть защищены подходящими средствами защиты глаз (см. 29 CFR 1926.102).
СВАРКА, РЕЗКА И НАГРЕВ КОНСЕРВИРУЮЩИХ ПОКРЫТИЙ29 CFR 1926.354
Перед тем, как начать сварку, резку или нагрев любой поверхности, покрытой защитным покрытием, воспламеняемость которого неизвестна, компетентное лицо должно провести испытание для определения ее воспламеняемости. Консервирующие покрытия следует рассматривать как легковоспламеняющиеся, когда соскоб сгорает очень быстро.
Когда установлено, что покрытия легко воспламеняются, их необходимо удалить с нагреваемой области, чтобы предотвратить возгорание.
Защита от токсичных консервирующих покрытий. В закрытых помещениях все поверхности, покрытые токсичными консервантами, должны быть удалены от всех токсичных покрытий на расстоянии не менее 4 дюймов от зоны воздействия тепла, либо сотрудники должны быть защищены респираторами с воздушной линией. На открытом воздухе сотрудники должны быть защищены респиратором.
Удаление защитных покрытий. Консервирующие покрытия необходимо удалить на достаточном расстоянии от нагреваемой области, чтобы не допустить значительного повышения температуры незащищенного металла.Искусственное охлаждение металла, окружающего зону нагрева, может использоваться для ограничения размера очищаемой зоны.
СТРОИТЕЛЬНОЕ ОБУЧЕНИЕДля газовой и дуговой сварки и резки необходимы подробные инструкции по эксплуатации. Некоторым работодателям может потребоваться обучить специальный персонал пожарным опасностям и противопожарному оборудованию, подходящему для их работы.
ГАЗОВАЯ СВАРКА И РЕЗКА29 CFR 1926.350 (d) (1)
Работодатель должен инструктировать сотрудников по безопасному использованию топливного газа.См. Конкретные процедуры в подразделе «Использование топливного газа» данного анализа.
ДУГОВАЯ СВАРКА И РЕЗКА29 CFR 1926.351 (d)
Работодатели должны обучать сотрудников безопасным средствам дуговой сварки и резки. См. Подраздел «Инструкции по эксплуатации» данного анализа для получения информации о конкретных процедурах.
ПРОТИВОПОЖАРНЫЙ29 CFR 1926.352 (e)
Персонал, назначенный для защиты от пожара во время фактических сварочных работ, резки или нагрева, должен быть обучен предупреждению опасности возгорания и использованию имеющегося противопожарного оборудования.Когда обычные меры противопожарной безопасности недостаточны, дополнительные лица, обученные методам пожарной безопасности и противопожарному оборудованию, должны принять меры для защиты от пожара.
100 основных правил, которые можно и нельзя делать в сварке
Умение работать с металлом — захватывающий и вдохновляющий опыт. Как сварщик, у вас будет возможность превратить некоторые из самых прочных материалов в мире в продукт, который будет полезен другим. Этот навык используется в автомобилестроении, дорожном строительстве, строительстве и производстве систем вооружения и транспортных средств.Вот список из 100 правил, которые можно и чего нельзя делать в отношении любого сварочного аппарата MIG, сварочного аппарата TIG и аппарата плазменной резки.
Что нужно делать в сварочных машинах
- Проверьте и дважды проверьте свою рабочую зону на предмет легковоспламеняемости. Убедитесь, что в полу нет отверстий или треснувших окон, через которые могут пройти искры.
- Удалите горючие жидкости и газы из помещения. Все, что нужно, — это небольшая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние.Все горючие материалы должны находиться на расстоянии не ближе 20 футов от вашего проекта.
- Вымойте пол перед тем, как начать. Пыль и мусор на полу могут стать источником топлива для любых искр, которые могут там попасть.
- Закройте все горючие материалы, которые нельзя сдвинуть. Если вы не можете переместить их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая занавеска.
- Накройте и намочите горючий пол. Если напольный материал сам по себе горючий, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, которые содержат или содержат горючие жидкости. Это включает изоляцию, гашение, продувку и инвертирование. Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии горючих паров. Подумайте о том, чтобы заполнить привариваемый контейнер / резервуар водой на расстоянии нескольких дюймов от рабочей зоны в качестве дополнительной меры предосторожности.
- Защитите шланги. Держите шланги на безопасном расстоянии от любого оборудования.
- Зафиксируйте все цилиндры.Транспортируйте их только с установленными крышками.
- Убедитесь, что все электрическое оборудование установлено правильно. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотайте все шланги. Шланги вашего оборудования должны быть размотаны и расположены на безопасном расстоянии от технологического процесса.
- Защитите сварочные провода. Накройте или подвесьте провода, чтобы предотвратить повреждение.
- Храните кислород и ацетилен в разных местах. Разделите газы на расстоянии не менее 20 футов или пятифутовым брандмауэром, рассчитанным на полчаса.
- При необходимости установить пожарную охрану. Если сомневаетесь, всегда проявляйте осторожность.
- Убедитесь, что огнетушитель легко доступен. Последнее, что вам нужно делать в случае пожара, — это копаться в поисках чего-нибудь, чтобы его потушить.
- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите оказаться на пути искр от другого оператора.
- Еще раз проверьте все соединения на вашей установке. Перед началом работы все муфты и фитинги должны быть плотно прижаты.
- Проверяйте все свое оборудование перед каждым использованием. Этот шаг очень важен, чтобы гарантировать, что вы не закончите работу с неправильно настроенной буровой установкой.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть направлен вверх, а не в сторону или к полу.
- Пользоваться защитными очками. На травмы глаз приходится примерно 25% всех травм, связанных со сваркой и плазменной резкой, и они, по сути, являются наиболее распространенными среди сварщиков. Особому риску подвержены те, кто производит промышленное / торговое оборудование, компьютерные материалы и металлические изделия.Всегда надевайте под шлемом защитные очки или защитные очки с боковой защитой, соответствующей стандарту ANSI Z87.1.
- Найдите лучший заземляющий зажим, который вы можете найти. Хороший заземляющий зажим будет иметь медные точки контакта на губках, а также шунт.
- Используйте хороший спрей для защиты от брызг. Если вы работаете в месте с соблюдением правил, вам, вероятно, потребуется приобрести утвержденный спрей для защиты от брызг. Однако, если вы работаете сварщиком-любителем или работаете у независимого подрядчика со своим собственным бизнесом, вы можете обойтись использованием кулинарного спрея PAM, который имеет меньше рисков для здоровья и дешевле в приборе.
- Держите запасной вкладыш под рукой. Замените лайнер до того, как он достигнет точки, в которой проволока не сможет проходить должным образом.
- Используйте правильные цепи тока и предохранители в том месте, где вы подключаете свою установку. Убедитесь, что проводка достаточна для безопасного отвода тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час. Однако, поскольку калибровка всех расходомеров будет отличаться, вам может потребоваться больше или меньше.
- Убедитесь, что у вас правильная вентиляция. Несоблюдение этого правила может убить вас.
- Носите длинные рукава. Короткие рукава не рекомендуются.
- Надеть респиратор. Ношение одного не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Практикуйтесь часто. Проведите тесты на металлоломе, чтобы убедиться, что ваши настройки и техника дадут желаемые результаты.
- Обратный шов для предотвращения деформации тонкого листового металла.Сварите несколько дюймов в начале, середине и конце и повторяйте, пока не будет сварен весь шов. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварить непрерывный длинный шов.
- Убедитесь, что ваша установка издает правильные звуки. При плазменной резке на короткое замыкание говорится «услышать жареный бекон». По возможности стремитесь к более плавному звучанию. При сварке алюминия методом MIG вам нужно услышать гудящий звук, а не треск и треск.
- Убедитесь, что ваши сварные поверхности чистые.Грязь, ржавчина, масло и жир повлияют на качество сварного шва.
- Следите за перчатками. Они могут быть дорогими, поэтому, когда они станут жесткими и неподатливыми, обращайтесь с ними как с парой охотничьих ботинок со смазкой для ботинок и феном.
- Используйте тонкую перчатку на руке, на которой подается наполнитель. Некоторые сварщики рекомендуют использовать перчатки для механиков или перчатки для сварки TIG из козьей кожи.
- Используйте вольфрам наименьшего размера для выполнения поставленной задачи. Использование слишком большого электрода может привести к возникновению нестабильной дуги и загрязнению сварного шва.В худшем случае возникнет электрическая дуга внутри чашки и наружу сбоку от вольфрама, что приведет к разрушению тонких краев и потенциальной потере дорогостоящих деталей.
- Используйте умеренное количество горелочного газа при работе с алюминием в качестве сварочного аппарата TIG. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете его поддерживать.
- Рассмотрите возможность использования для защиты других газов, кроме аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, вы получите лучшие результаты при использовании смеси гелия / аргона в определенных обстоятельствах.
- Использование Смесь гелия и аргона пятьдесят на пятьдесят для толстого алюминия и магния позволяет.
- Для толстых алюминиевых отливок используйте гелий и аргон в соотношении 3: 1. Соотношение гелия и аргона 3: 1 быстро образует лужи и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конечном итоге будет герметичным. В противном случае воздух внутри нагреется и унесет защитный газ. В некоторых случаях он может взорваться в конце сварного шва и испортить вашу работу.
- Перед началом убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезным травмам или смерти.
- Не держите в каждой руке по два оголенных провода. Электрический ток может пройти через провода и оператора, что может привести к смертельному поражению электрическим током.
- Не прикасайтесь руками к электроду и металлическим частям электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Сохраняйте сухую изоляцию между вашим телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата внутри помещений для коммерческих целей. Для любителей, убедитесь, что у вас есть достаточная вентиляция с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, если они выходят из рабочей зоны, чтобы ограничить воздействие.
- Надевайте соответствующие СИЗ (средства индивидуальной защиты). Это убережет от ожогов и воздействия дуговых лучей.
- Избегайте свернутых рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь кожу насквозь.
- Используйте надежные средства защиты органов слуха. Это поможет сохранить слух при работе в шумной обстановке и предотвратит попадание мусора в слуховой проход.
Что нельзя делать при сварке
- Не допускайте перегрузки электрической цепи при использовании сварочного аппарата MIG. Это может создать опасность пожара.
- Не работайте в закрытом помещении. Вы можете убить себя от вдыхания опасных газов.
- Не работайте на сварочном аппарате без достаточных средств защиты глаз. Хотя большинство глазных травм носит временный характер, вы можете навсегда ослепнуть.
- Не используйте дешевые заземляющие зажимы, если это возможно. Использование дешевых зажимов увеличит время пуска и не обеспечит хорошее заземление.
- Не используйте в коммерческих целях ничего, кроме утвержденного спрея для защиты от брызг.
- Не используйте буровую установку с забитым хвостовиком. Работа с засоренным лайнером может привести к плохой подаче проволоки, возникновению гнезд птиц и ожогам спины.
- При сварке запрещается носить одежду с короткими рукавами или манжетами. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открытии банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут выходить из трещин в стенах или окнах и вступать в контакт с горючими материалами снаружи.
- Не работайте с горючими жидкостями или газами в этом районе. Единственная искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор — отличное средство для разжигания огня.
- Не сваривайте контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.
- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любых механизмов и источников тепла.
- Не работайте со спиральными шлангами. Засорение может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без установленных крышек.
- Не храните баллоны боком или вверх ногами. Клапаны с крышками всегда должны быть направлены вертикально.
- Не превышайте пределы нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью.Держите их закрытыми или подвешенными, чтобы предотвратить повреждение.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разнесите их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении возгорания зависит от того, как быстро вы его потушите.
- Не используйте ярлыки. Ярлыки приводят к долгим (и, возможно, опасным) задержкам.
- Не работайте в непосредственной близости от других сварщиков.Между вами и другими должно быть достаточно места, чтобы не допустить травм.
- Не начинайте работу, пока не перепроверете все свои соединения и муфты. Перед началом работы следует позаботиться о любых ослабленных соединениях.
- Не включайте сварочный аппарат TIG, не убедившись, что все правильно настроено.
- Не используйте оборудование, рассчитанное на более высокий ток, чем рассчитаны на схему и предохранитель.
- Не экономьте на деталях для сварочного аппарата.Покупайте качественные запчасти и аксессуары у проверенного продавца.
- Не используйте сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварочный аппарат без соответствующей подготовки. Если вы не знаете, что делаете, вы можете травмировать себя и других.
- Не продолжайте работу со своей установкой, если она звучит неправильно. Как MIG, так и TIG методы сварки подавляют определенные звуки при работе с разными металлами.
- Не используйте рваные или жесткие сварочные перчатки. Сделайте их эластичными с помощью смазки для обуви.
- Не надевайте перчатки механика на руки, которые подают наполнитель. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам больше, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к нестабильному образованию дуги.
- Не используйте слишком много защитного газа. Каждый тип металла имеет свой собственный расход газа в горелке.
- Не используйте не рекомендованные газовые смеси. Это могло вызвать серьезные проблемы.
- Не приваривайте проект, который будет герметичным на конце, без небольшого вентиляционного отверстия. В противном случае это может закончиться потерей защитного газа или выдуванием сварного шва.
- Не эксплуатируйте буровую установку без надежного заземления. Поражение электрическим током может привести к травмам или смерти.
- Не держите две оголенные проволоки в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Не допускайте контакта электрода с кожей или одеждой, чтобы избежать ожогов.
- Не надевайте мокрые перчатки или перчатки, которые изнашиваются или рвутся.
- Не работайте сварщиком на влажной изоляции.
- Не выполняйте сварку без средств защиты органов слуха. Это поможет предотвратить повреждение из-за шума окружающей среды, а также предотвратить попадание мусора в слуховой проход.
- Не выполняйте сварку без одобренных средств индивидуальной защиты. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок. Если вы это сделаете, ваш сварной шов может иметь дефекты.
- Не используйте сварочный аппарат без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.
- Не сваривайте, если в чем-то не уверены. Вы же не хотите укоренять в уме вредные привычки.
- Не сваривайте весь длинный шов на тонком листе металла. Это может привести к искажению изделия.
- Не используйте расход защитного газа выше или ниже того, что требуется для безопасности вашего проекта.
- Не сваривайте контейнер, в котором раньше находились легковоспламеняющиеся жидкости, не заполнив его водой на несколько дюймов ниже места проекта.
Правил безопасности | LSU Машиностроение и промышленное строительство
- Для использования сварочного оборудования требуется разрешение персонала цеха.
- Сварщики, помощники и все остальные в зоне сварки должны носить очки или щитки. рекомендованных оттенков при сварочных работах.
- Сварщик должен установить экран вокруг зоны сварки для защиты другой персонал в магазине из-за травм глаз.
- Проверяйте все сварочное оборудование перед каждым использованием на предмет возможных повреждений.
- Не прикасайтесь к баллонам с кислородом жирными руками, перчатками или тряпкой. Фатальные взрывы возникли по этой причине.
- Всегда пристегивайте резервуары к сварочной тележке или неподвижному объекту. Никогда не позволяйте газовый баллон быть свободным. Замените предохранительные колпачки на всех цилиндрах, когда они не используются.
- При дуговой сварке убедитесь, что рабочий стол и / или рабочий стол правильно заземлены.
- Не выполняйте дуговую сварку во влажной зоне.
- Будьте внимательны к возможной опасности возгорания.Переместите свариваемый объект в безопасное место, или удалите с рабочей зоны все легковоспламеняющиеся материалы.
- Никогда не проводите сварку в том же месте, где выполняются обезжиривание или другие операции по очистке.
- Держите поблизости подходящее оборудование для пожаротушения и знайте, как им пользоваться.
- Закройте клапаны баллона, когда работа будет завершена, сбросьте давление из регуляторов, на мгновение открыв клапаны горелки, и отрегулировав регулятор клапаны.Никогда не оставляйте резак без присмотра с давлением в шлангах.
- Используйте все защитное оборудование и одежду. Не выполняйте дуговой сварки ни с какой частью тело непокрыто, дуговая лампа является актиничным светом (чрезмерным ультрафиолетом) и вызовет ожоги, похожие на сильный солнечный ожог.
- Никогда не сваривайте в барабанах или закрытых помещениях без соответствующей вентиляции или без использования респираторов или автономных дыхательных аппаратов.
- Проверяйте вентиляционную систему перед началом сварки и периодически после этого обеспечить адекватную производительность. Не допускайте попадания сварочного дыма в остальное. рабочих зон магазина.
- Ни в коем случае не резайте и не сваривайте емкости, содержащие взрывчатые или легковоспламеняющиеся материалы. Использовать предписанные методы очистки или затопления.
- Никогда не используйте гаечные ключи или инструменты, кроме тех, которые предоставлены или одобрены газовым баллоном. производитель, чтобы открыть клапаны. Никогда не используйте молоток для открытия или закрытия клапанов.
- Соблюдайте все другие меры безопасности, необходимые для каждого конкретного типа сварки.
- Обеспечьте надлежащую вентиляцию при пайке или пайке.Флюсы кислые и токсичен.
- Запрещается сваривать окрашенные, оцинкованные или жирные, маслянистые металлы. Не только дым быть токсичным, но сварные швы будут неудовлетворительными и выйдут из строя.
Безопасность выходит за рамки набора информации и правил, которые необходимо запомнить. Безопасность — это культура. Вы живете этим, изучая это, и познаете это, живя этим… чтобы вы и другие могли продолжай жить. БЕЗОПАСНОСТЬ очень важна!
Руководство по разработке программы обеспечения безопасности при сварке и резке
Лоры Х. Родс, ред., CSP, и Дэвида П. Роудса, MA, CSP, CPCU, PHR
Операции по резке и сварке выполняются на регулярной или нечастой основе во всех промышленных и коммерческих условиях обслуживающим персоналом или подрядчиками в процессе изготовления, ремонта оборудования или операций по техническому обслуживанию оборудования.OSHA сообщает, что сварка, резка и пайка являются опасными видами деятельности, которые представляют собой уникальное сочетание рисков для безопасности и здоровья более чем 500 000 рабочих в самых разных отраслях промышленности. Риск от одного только смертельного исхода составляет более четырех смертей на 1000 рабочих в течение всей рабочей жизни. 1 По данным Бюро статистики труда США (BLS), до 25 процентов смертельных случаев на верфях происходит в результате пожаров и взрывов, вызванных горячими работами. 2
Пример результата неконтролируемых опасностей для безопасности и здоровья и ненадлежащих методов работы рассмотрен в OSHA Fatal Facts Accident Summary No.25. Сварщик вошел в стальную трубу (диаметром 24 дюйма), чтобы зашлифовать плохой сварной шов на клапане примерно в 30 футах от точки входа. Перед тем, как он вошел, другие члены экипажа решили подлить кислород в трубу рядом с плохим сварным швом. Он периодически измельчал в течение примерно 5 минут, когда вспыхнул пожар и охватил его одежду. Другой член экипажа подтянул его на 30 футов до входа в трубу и потушил пожар. Однако на следующий день сварщик скончался от ожогов.
Подобные трагедии можно предотвратить, если компании разработают программу безопасности при сварке и резке на рабочем месте, руководствуясь Руководством по управлению программами безопасности и гигиены труда OSHA, выпущенным в январе 1989 года. 3 Эти добровольные руководящие принципы описывают то, что OSHA установило для представления содержания и основы для достижения превосходного качества программ в области безопасности и здоровья. Рекомендации основаны на опыте OSHA по оценке рабочих мест в рамках государственных консультационных проектов и программ добровольной защиты.
В руководстве описывается система управления для выявления и контроля опасностей на упреждающей основе с использованием четырех основных программных элементов:
- Руководство и вовлеченность сотрудников;
- Анализ рабочего места;
- Предупреждение и контроль опасностей; и
- Обучение.
OSHA определяет «горячие работы» как любую работу, которая включает в себя сжигание, сварку, использование огня или искрообразователей, или которые создают источник возгорания. 4 Мы будем использовать эти четыре основных элемента программы безопасности и здоровья для определения опасностей, связанных с горячими работами, а также контроля опасностей и связанных с ними передовых методов, необходимых для предотвращения травм и заболеваний в общей производственной среде отрасли. OSHA разработала систему управления безопасностью и здоровьем eTool — интерактивный веб-инструмент обучения, доступный на сайте www.osha.gov, чтобы предоставить работодателям рекомендации по рекомендуемым компонентам программы по охране труда.
Руководство и вовлечение сотрудников
Руководство и участие сотрудников дополняют друг друга. Управленческое лидерство обеспечивает мотивирующую силу и ресурсы для организации и контроля деятельности внутри организации. В эффективной программе руководство считает безопасность и здоровье работников фундаментальной ценностью.Вовлеченность сотрудников обеспечивает средства, с помощью которых они выражают свою приверженность безопасности и здоровью для себя и своих коллег.
Руководству следует разработать и внедрить письменные политики и процедуры, в которых излагаются рабочие практики и правила, необходимые для безопасного выполнения сварочных работ и резки на рабочем месте. Стандарт OSHA 29 CFR 1910.252, Общие требования к сварке, резке и пайке, требует, чтобы руководство осознало свою ответственность за безопасное использование оборудования для резки и сварки на его собственности и, исходя из потенциальной опасности возгорания на производственных объектах, также определяло участки для резки и сварки как установить процедуры резки и сварки в других областях.Кроме того, руководство должно назначить лицо, ответственное за санкционирование операций по резке и сварке в областях, специально не предназначенных для таких процессов, и настаивать на том, чтобы резаки или сварщики и их руководители прошли соответствующую подготовку по безопасной эксплуатации своего оборудования и безопасному использованию процесса. .
Вовлеченность сотрудников дает возможность работникам развивать и выражать свою приверженность безопасности и здоровью как для себя, так и для своих коллег. Руководство должно стремиться вовлекать сотрудников во все аспекты безопасности при сварке и резке.Примеры участия сотрудников:
- Участие в комитетах по безопасности, которые проводят инспекции на местах для выявления опасностей, связанных со сваркой и резкой;
- Подготовка безопасных методов сварки и резки или средств контроля для устранения или уменьшения воздействия; и
- Проведение анализа перед использованием или заменой нового сварочного и режущего оборудования или процессов с целью выявления опасностей заранее перед использованием.
Анализ рабочего места
Анализ рабочего места включает в себя различные обследования рабочего места для выявления не только существующих опасностей, но также условий и операций, в которых изменения могут создать опасность.Эффективные методы управления безопасностью активно анализируют работу и рабочее место, чтобы предвидеть и предотвращать опасные события. Регулярные проверки безопасности и здоровья на объекте предназначены для выявления опасностей, пропущенных на других этапах. Этот тип проверки следует проводить через регулярные промежутки времени, как правило, еженедельно. Справочник OSHA для малого бизнеса (публикация OSHA 2209) содержит Контрольный список для сварки, резки и пайки (см. Отрывок выше), который может использоваться в качестве ориентира для персонала, выполняющего самостоятельные проверки рабочего места.
Анализ рабочих опасностей (JHA) — еще один метод анализа рабочего места, который можно использовать для выявления потенциальных опасностей на рабочем месте. JHA — это метод, который фокусируется на рабочих задачах как способе выявления опасностей до их возникновения. Он фокусируется на отношениях между работником, задачей, инструментами и рабочей средой. В идеале после выявления неконтролируемых опасностей вы должны предпринять шаги по их устранению или снижению до приемлемого уровня риска. Публикация OSHA 3071 «Анализ рабочих рисков» предоставляет работодателям основу и необходимые инструменты для выполнения JHA по сварке и резке, выполняемой на их рабочем месте.
Предотвращение и контроль опасностей
После обнаружения все существующие и потенциальные опасности для здоровья и безопасности должны быть предотвращены, исправлены или контролироваться. Рекомендуемые OSHA системы, используемые для предотвращения и контроля опасностей, включают инженерные средства контроля, безопасные методы работы, административный контроль, средства индивидуальной защиты (СИЗ) и подготовку к чрезвычайным ситуациям.
Технические средства контроля являются первой и лучшей стратегией контроля опасности в ее источнике и могут использоваться для контроля опасности для здоровья от операций сварки, резки и пайки.Эти опасности включают воздействие на сотрудников паров металлов и ультрафиолетового (УФ) излучения. Местная вытяжная вентиляция, установленная на сварочном посту с целью удаления загрязнений воздуха, образующихся в процессе сварки, является примером инженерного контроля. Отделение сварки и резки от других операций на рабочем месте для предотвращения воздействия на сотрудников может быть достигнуто за счет использования негорючих барьерных стен и переносных сварочных экранов. Кислородные баллоны при хранении могут быть отделены от баллонов с топливным газом или горючих материалов (особенно масла или смазки) негорючим барьером не менее 5 футов (1.5 метров) высотой с классом огнестойкости не менее получаса.
Методы безопасной работы включают общие правила компании на рабочем месте и другие правила, относящиеся к конкретной деятельности. Руководство должно установить письменное правило, согласно которому только уполномоченный и обученный персонал может использовать оборудование для сварки, резки или пайки. Руководители должны гарантировать, что каждый оператор имеет копию соответствующих инструкций по эксплуатации сварочного и режущего оборудования и выполняет их.
В то время как безопасные методы работы можно рассматривать как формы административного контроля, OSHA использует термин административный контроль для обозначения других мер, направленных на снижение воздействия опасностей на сотрудников.Примером административного контроля является ротация рабочих, выполняющих сварочные работы, резку и пожарную охрану. Ротация рабочих ограничит их потенциальную опасность для безопасности от операций сварки, резки и пайки, включая ожоги, повреждение глаз, поражение электрическим током, порезы и раздавливание пальцев рук и ног.
Перед выполнением работ по огневым работам работодатели должны проинструктировать сотрудников по использованию средств индивидуальной защиты, противопожарным требованиям и требованиям защиты, а также по безопасному использованию оборудования для сварки / резки.Координатор по безопасности на рабочем месте должен провести оценку СИЗ для огневых работ, которые будут выполняться сотрудниками на рабочем месте. Стандарт OSHA 29 CFR 1910.132 (d) (1) требует, чтобы «работодатель проводил оценку рабочего места для определения наличия или вероятности наличия опасностей, которые требуют использования« СИЗ », и эта деятельность должна быть задокументирована работодатель. Кроме того, стандарты OSHA, касающиеся резки и сварки, содержат особые требования к СИЗ. Опасности, связанные со сваркой и резкой, могут включать в себя воздействие на сотрудников:
- Ультрафиолетовое и инфракрасное излучение
- Металлические пары и сварочные газы
- Электрический ток
- Горячий металл
- Шум.
Публикация OSHA 3077 «Средства индивидуальной защиты (СИЗ)» является отличным справочником по обучению сотрудников использованию СИЗ на рабочем месте. СИЗ не следует использовать вместо инженерного, производственного или административного контроля. В сочетании с этими средствами контроля следует использовать средства индивидуальной защиты, чтобы обеспечить безопасность и здоровье сотрудников на рабочем месте. СИЗ включает в себя всю одежду и другие рабочие принадлежности, предназначенные для создания барьера от опасностей на рабочем месте.Основным элементом любой программы управления СИЗ должна быть углубленная оценка оборудования, необходимого для защиты от опасностей на рабочем месте. Руководство, занимающееся безопасностью и здоровьем сотрудников, должно использовать эту оценку, чтобы установить стандартную рабочую процедуру для персонала, а затем обучить сотрудников ограничениям защиты СИЗ, а также их правильному использованию и обслуживанию.
В результате оценки СИЗ от сотрудников следует обязать использовать СИЗ, включая защитные очки, защиту рук и защитную одежду.Кооперативное отделение Университета Аризоны сообщает, что очень важно, чтобы оператор и помощники были должным образом одеты и защищены от тепла, ультрафиолетовых лучей и искр, создаваемых дуговой сваркой, как показано ниже. 5
Защита органов дыхания должна быть обеспечена только в том случае, если технические средства контроля невозможны в производственной среде. Техническое руководство OSHA TED 01-00-015 [TED 1-0.15A] (20 января 1999 г.) включает раздел по отбору проб для сварочного дыма.Местные вытяжные или общие системы вентиляции должны быть предусмотрены и устроены так, чтобы количество токсичных паров, газов или пыли не превышало максимально допустимую концентрацию, как указано в 29 CFR 1910.1000.
Руководство должно осознавать возможные чрезвычайные ситуации и планировать наилучшие способы контроля или предотвращения опасностей, которые они представляют. Для устранения опасностей, связанных с сваркой и порезанием, на рабочем месте должны быть разработаны и реализованы конкретные письменные программы контроля опасностей, включая план предотвращения пожаров, план действий в чрезвычайных ситуациях и программу разрешений на огневые работы.В плане предотвращения пожара описаны источники топлива (опасные или другие материалы) на площадке, которые могут инициировать или способствовать распространению пожара, а также системы здания (такие как стационарные системы пожаротушения и системы сигнализации), используемые для контроля возгорание или распространение огня. План действий в чрезвычайных ситуациях (EAP) разработан для облегчения и организации действий работодателей и сотрудников во время чрезвычайных ситуаций на рабочем месте. ETool «Планы и процедуры действий в чрезвычайных ситуациях» OSHA содержит инструкции по разработке этих важных планов безопасности.Он включает Экспертную систему плана действий в чрезвычайных ситуациях, которая поможет работодателю создать простой EAP.
Национальная ассоциация противопожарной защиты (NFPA) устанавливает научно обоснованные правила и стандарты предотвращения пожаров и защиты. Отличным ресурсом для разработки программы разрешений на проведение огневых работ является стандарт NFPA 51B по предотвращению пожаров при использовании процессов резки и сварки. 6 В этих стандартах рассматриваются основные меры предосторожности и особые меры предосторожности, которые следует соблюдать для предотвращения потери жизни и имущества в результате неконтролируемых повреждений при сварке и резке.Кроме того, в этих стандартах рассматриваются обязанности сварщиков и резчиков, их руководителей (включая внешних подрядчиков) и руководителей, на чьей собственности резка и сварка должны выполняться, по защите и предотвращению пожара.
Работодатель должен разработать «Разрешение на резку и сварку переносным газовым или дуговым оборудованием», используя NFPA 51B, Приложение A «Предлагаемая форма письменного разрешения на резку и сварку» в качестве ориентира. Этот стандарт NFPA охватывает положения по предотвращению потери жизни и имущества в результате пожара или взрыва в результате проведения огневых работ.Прежде чем резка или сварка будут разрешены, зона должна быть осмотрена лицом, ответственным за сварку и резку, чтобы убедиться, что это пожаробезопасная зона. Физическое лицо должно указать меры предосторожности в форме письменного разрешения или других эквивалентных средств. Кроме того, NFPA 51B требует, чтобы человек удостоверился, что все меры предосторожности пожарной безопасности были приняты; они включают в себя, что сварочное и режущее оборудование находится в хорошем рабочем состоянии; нет горючего материала в пределах 35 футов; и что находящийся поблизости персонал, стены и потолки зданий надлежащим образом защищены от тепла, искр, шлака и т. д.
Постановка пожарной охраны имеет решающее значение при сварке и резке. Хотя резак или сварщик имеет наилучшую возможность избежать пожара или травм за счет надлежащего управления оборудованием, которое он использует, существует много обстоятельств, при которых пожар, взрыв или тяжелые травмы были бы неизбежны, если бы газовая горелка или электрод были использованы. Могут возникнуть такие обстоятельства, при которых резак или сварщик могут не знать (1) о близости или воспламеняемости находящихся поблизости горючих твердых веществ, жидкостей или пыли; (2) наличие или образование возможных взрывоопасных смесей легковоспламеняющихся газов или паров и воздуха; или (3) наличие обогащенной кислородом атмосферы в том месте, где будут выполняться работы.Меры предосторожности, принимаемые сварщиком или резчиком, часто зависят от стремления других к скорости или экономии в его работе или из-за неспособности руководства подчеркнуть возможную степень или серьезность пожара в рабочей зоне. Таким образом, все трое: резчик или сварщик, его руководитель и руководство несут ответственность за безопасное использование оборудования для резки и сварки. 7
Обучение
Сотрудники должны пройти необходимое обучение до их назначения на выполнение огневых работ.В частности, это означает, как распознавать и оценивать опасности, а также средства контроля для предотвращения травм сотрудников, выполняющих сварочные работы и резку на рабочем месте. Публикация OSHA 2254 «Требования к обучению по стандартам OSHA и руководящим принципам обучения» содержит обзор обязательного обучения OSHA, необходимого для сотрудников, занятых сваркой и резкой. Эти требования кратко изложены ниже:
Менеджмент. Руководство должно осознавать свою ответственность за безопасное использование оборудования для резки и сварки на своей собственности и настаивать на том, чтобы резаки или сварщики и их руководители прошли соответствующую подготовку по безопасной эксплуатации своего оборудования и безопасному использованию процесса.
Персонал. Работники, отвечающие за оборудование для подачи кислорода или топливного газа, включая генераторы и системы трубопроводов распределения кислорода или топливного газа, должны быть проинструктированы своими работодателями для выполнения этой важной работы, прежде чем их оставят за них. Правила и инструкции по эксплуатации и техническому обслуживанию оборудования подачи кислорода или топливного газа, включая генераторы и системы трубопроводов распределения кислорода или топливного газа, должны быть легко доступны.
Кроме того, рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
Инструкция. Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть надлежащим образом проинструктированы и иметь квалификацию для работы с таким оборудованием.
Таким образом, выполнение горячих работ может создавать множество опасностей на рабочем месте, которые, если их не контролировать со стороны работодателя, могут привести к серьезным травмам и / или болезни сотрудников и значительному материальному ущербу. Работодатель может использовать Руководство OSHA по добровольному управлению программой безопасности и здоровья в качестве шаблона для разработки программы безопасности при сварке и резке на своем рабочем месте.
Список литературы
1 www.osha.gov/SLTC/constructionwelding/index.html
2 www.osha.gov/SLTC/etools/shipyard/shiprepair/hotwork/index_hw.html
3 Министерство труда США, Вашингтон, Управление по охране труда и здоровья, «Руководящие принципы управления программами безопасности и здоровья (выпуск добровольных руководств; уведомление». Федеральный регистр , том 54, № 16, 26 января, 1989, стр. 3904-3916).
4 www.osha.gov/SLTC/etools/oilandgas/general_safety/hot_work_welding.html
5 «Безопасность дуговой сварки, Обзор NASD:» 04/2002. Это документ 8818, серия Cooperative Extension, University of Arizona, Tucson, AZ 85719. Дата публикации: май 1989 г. Лэнс Флюгель, координатор по безопасности, и Брэдли Рейн, инженер-специалист, Сельскохозяйственный колледж Университета Аризоны, Тусон, Аризона 85719. www.cdc.gov/nasd/docs/d000801-d000900/d000873/d000873.html
6,7 NFPA 51B Стандарт по предотвращению пожаров при использовании процессов резки и сварки , Глава 2, Ответственность за резку и сварку, 2-1 Общие положения, издание 2003 г.
Доктор Лаура Хелмрих-Родс, CSP, является адъюнкт-профессором Департамента наук о безопасности Пенсильванского университета штата Индиана, где она преподает как аспирантуру, так и курсы бакалавриата; недавно разработал и провел дуэльный курс «Актуальные вопросы безопасности». Она является инструктором, уполномоченным OSHA, и на нее ложится большая часть ее учебной нагрузки.Родс также курирует старших стажеров в крупных корпорациях США. Она является советником почетного общества наук о безопасности Ро Сигма Каппа. Ее докторская диссертация, полученная в Питтсбургском университете по административным и политическим исследованиям, была сосредоточена на пересечении профессий, связанных с кадрами и безопасностью.
Дэвид Родс, MA, CSP, CPCU, является доцентом / консультантом по безопасности в IUP. Он является инспектором по безопасности в Консультационной программе PA / OSHA, управляемой Департаментом наук о безопасности.Он преподавал курсы по безопасности на уровне бакалавриата и магистратуры, а также различные информационные курсы OSHA в Учебном центре Keystone по охране труда и здоровья. Он имеет степень бакалавра наук. в области безопасности и степень магистра в области производственных и трудовых отношений.
Безопасность при сварке Mig: руководство и изображения
К безопасности сварки MIGследует относиться серьезно, так как сварщик должен быть защищен от воздействия тепла, газа, электричества и света, которые производят сварщики MIG.
Принципы безопасности довольно просты и сосредоточены на:
- Чистота и порядок, разместить сварочный аппарат в сухом месте на полу сварочной кабины
- Достаточное освещение
- Проверка на утечку газа
- Вентиляция по стандартам OSHA (также проверьте паспорт безопасности материалов для каждого свариваемого металла). Используйте респиратор, если этого требует паспорт безопасности материала.
- Безопасное хранение горючих газов и жидкостей, например, в специально разработанном ящике для хранения
- Проверить целостность электрических шнуров
- Защита от ожогов нагревом металла, электродами и ультрафиолетовым излучением
- Регулярное обслуживание оборудования и правильная установка
- Держите под рукой аптечку
- Используйте соответствующее сварочное оборудование, которое включает в себя защиту для глаз и защитную одежду (обувь / ботинки, перчатки, рубашка с длинным рукавом, штаны поверх ботинок с дополнительными бахилами (так называемые гетры), шляпу или шапочку сварщика, кожаную куртку или фартук.
- Держите под рукой огнетушитель
Размышляя о безопасности, думайте также и об окружающих. Сварочную дугу не следует видеть невооруженным глазом ближе, чем на 20 футов.
Меры предосторожности
Вентиляция, дым и газы
Может навредить вам, держите голову подальше от дыма. Используйте общую вентиляцию, средства защиты органов дыхания или местную вытяжную вентиляцию, как рекомендовано в паспорте безопасности материалов для свариваемого материала.
Не сваривайте грязную плиту или плиты, загрязненные неизвестным материалом.Перед сваркой удалите всю краску и гальванические покрытия.
Будьте осторожны при работе с защитой от двуокиси углерода, так как это может быть опасно. Используйте соответствующую вентиляцию.
Используйте более высокое процентное содержание аргона вместе с методом импульсного распыления, чтобы уменьшить опасность, связанную с газом.
Будьте особенно осторожны при сварке со следующими металлами, так как они содержат токсичные пары:
- свинец
- кадмий
- медь
- цинк
- бериллий
Не проводить обезжиривание в зоне сварки
Не допускайте обезжиривания в зоне сварки.Обезжиривающие средства сделаны из четыреххлористого углерода, перхлорэтилена и трихлорэтилена могут распадаться на фосген под воздействием дуговых лучей.
Шкаф для легковоспламеняющихся материалов, соответствующий стандарту OSHA 1910.106 и NFPA Code 30 по безопасному хранению и обращению с легковоспламеняющимися жидкостямиПоказан: Шкаф безопасности Eagle 1932 для легковоспламеняющихся жидкостей, 2 дверцы, закрывающиеся вручную, 30 галлонов, высота 44 дюйма, ширина 43 дюйма, 18 дюймов Глубина, сталь, желтый
Дуговые лучи и брызги
Остерегайтесь дуговых лучей и брызг при рассмотрении планов безопасности при сварке MIG.
Лучи дуги и брызги могут повредить глаза и обжечь кожу. Во избежание этого используйте средства защиты глаз, ушей и тела.
Излучение электрической дуги может обжечь глаза и кожу так же, как сильный солнечный свет. Электрические дуги излучают как ультрафиолетовые, так и инфракрасные лучи. Используйте правильный фильтр.
Удар током
УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить вас. Не прикасайтесь к токоведущим электрическим частям. Выключайте станок при выполнении любых ремонтных работ на пистолете. Отключайте машину от сети при выполнении любых ремонтных работ внутри машины.Если одновременно коснуться электрода и поработать или заземлить, может произойти удар.
- При нажатии на спусковой крючок катушка может сотрясать
- Никогда не прикасайтесь к металлическим частям электрододержателя и электрода мокрой одеждой или кожей
- Сохранять изоляцию между свариваемым или шлифуемым металлом
Безопасность устройства подачи проволоки
При регулировке или выравнивании приводных роликов отключите питание. Есть также несколько точек, где можно защемить пальцы.
Не направляйте провод на тело.
Защитное снаряжение
Следующие средства защиты при сварке MIG требуются:
- Сварочная маска: как правило, высококлассная сварочная маска MIG с линзой номер 6 рассчитана на работу с током до 30 ампер. Номер 14 следует использовать при использовании более 400 ампер (см. Таблицу ниже). Как правило, сразу после сварки закрывайте глаза. Если дуга все еще видна, необходимо использовать линзы более темного оттенка.
- Сапоги со стальным колпачком или другая подходящая обувь
- Защита глаз и защитные очки — защищают от состояния, называемого вспышкой сварщика, которое может необратимо повредить зрение. GMAW обычно использует номера оттенков 11-12.
- Покрытые длинные волосы
- Защищать затылок и шею от проблем, вызванных отраженным излучением
- Защитная одежда или кожаный фартук
- Кожаные перчатки
- Сварочные рукава или рубашка темного цвета с длинным рукавом: темный цвет уменьшает отражение.
- Наколенники — если вы планируете работать на низком уровне в течение длительного времени
Материалы, стойкие к лучистой энергии, включают шерсть, кожу и ткань с алюминиевым покрытием.
Рекомендации по линзам с фильтромКак правило, начинайте с оттенка, который слишком темный, чтобы увидеть зону сварного шва. Затем выберите более светлый оттенок, обеспечивающий достаточный обзор зоны сварного шва, но не ниже минимума. При кислородно-газовой сварке или резке, когда горелка излучает яркий желтый свет, желательно использовать линзу с фильтром, которая поглощает желтую или натриевую линию в видимом свете (спектрального) режима работы.** При этих значениях четко видна действительная дуга. Опыт показал, что более легкие фильтры можно использовать, когда дуга скрыта заготовкой. (Информация взята из ANSI Z49.1.2005.
Безопасное место для сварки
Пары и искры — две опасности, которые необходимо учитывать при проектировании пространства для сварки. Рассмотрим следующее:
- Освещение: чтобы вы могли видеть свою работу.
- Огнестойкая комната: проверьте стены и пол на огнестойкость.Полы должны быть бетонными, а стены из шлакоблоков — это те материалы, которые необходимы. Спланируйте, где будет храниться каждая единица оборудования. Как правило, все легковоспламеняющиеся предметы должны находиться на расстоянии не менее 35 футов от свариваемых предметов.
- Электрооборудование: спрогнозируйте типы оборудования и количество машин, которые будут работать, чтобы спланировать ваши потребности в электроэнергии. Многие типы сварочного оборудования будут работать с однофазным питанием 110, которое можно найти в домах в США с автоматическими выключателями на 20 А.Вы также можете захотеть получить доступ к 220-фазному обслуживанию (так же, как то, что используется для домашней сушилки для одежды) к оборудованию, которое требует этого типа обслуживания.
- Вентиляция: Газы и дым, образующиеся при сварке, могут быть вредными, если их не проветривать должным образом.
Техника безопасности при сварке MIG
Подготовка к эксплуатации
Используйте его в качестве основного контрольного списка безопасности при сварке MIG:
- Чистая и организованная рабочая зона
- Удалить легковоспламеняющиеся жидкости из зоны
- Проверить вентиляцию
- Снимите украшения и свободную одежду.
- Проверить газовые магистрали на герметичность
Операционное оборудование MIG
- Очистить рабочую зону от посторонних лиц
- Расположите шторку вспышки, чтобы защитить находящийся поблизости персонал
- Проверьте положение кабеля, чтобы избежать повреждений из-за искр или материалов, которые могут упасть
- Проверить все настройки оборудования
- Большая часть риска, связанного с сварочным дымом и дымом, может быть снижена за счет использования защитного газа с более высоким процентным содержанием аргона и импульсного режима переноса.
- Помните, что механизм подачи проволоки проталкивает проволоку, не нужно проталкивать горелку в дугу
- Не допускайте попадания брызг на сопла.Брызги могут накапливаться и электрически соединять изолированное сопло с контактной трубкой. Брызги из чистой форсунки будут падать сами по себе. Вы можете нанести состав для предотвращения разбрызгивания на сопло, пистолет и конец контактной трубки. Что бы вы ни делали, не чистите насадку, стуча по твердой поверхности. Он может сломаться и повредиться.
Послеоперационный период
- Выключить машину
- Плотно закрыть газовый баллон
- Верните сварочный пистолет на хранение
Безопасность газового баллона
Предупреждающая табличка на сварочном цилиндреГаз также является проблемой при планировании безопасности при сварке MIG.В процессе сварки MIG используются баллоны или баллоны высокого давления.
Бутылки ВСЕГДА должны быть связаны. Неиспользуемые бутылки должны быть закрыты крышками.
Большинство цилиндров необходимо периодически проверять и повторно сертифицировать. Каждый баллон должен иметь маркировку, указывающую на его сертификационный статус. OSHA устанавливает стандарты для ацетилена, сжиженного нефтяного газа, кислорода и водорода.
Храните баллоны в защищенном месте вдали от опасностей, таких как жир, холод и огонь. Их следует закрепить, чтобы не опрокинуть.
Убедитесь, что вы используете правильный расходомер и регулятор для используемого баллона.
Пустые баллоны хранятся в вертикальном положении с закрытым клапаном.
Баллоны высокого давления имеют двухседельные клапаны и должны быть ВСЕ ВКЛЮЧЕНЫ или ВСЕ ВЫКЛЮЧЕНЫ.
Также прочтите : Выбор газового баллона подходящего размера для MIG & TIG
Пожарная безопасность
В целях безопасности сварки MIG не выполняйте сварку вблизи легковоспламеняющихся материалов или дыма. Например, держите сварные швы подальше от участков, где материалы окрашиваются или окунаются.
Также не используйте легковоспламеняющиеся полы или столы. Держите сварочное оборудование подальше от легковоспламеняющихся стен.
Если сварка тары. убедитесь, что все легковоспламеняющиеся материалы были надлежащим образом удалены.
Для дополнительного чтения
Стандарты сварки OSHA
Справочник— Условия сварки Справочник
— Условия сварки 1 Продолжение на следующей странице … Условия сварки В этом разделе более подробно рассматривается собственно сварка низкоуглеродистых мягких сталей, нержавеющих сталей, алюминиевые сплавы и медные сплавы.Это цель этого раздела установить рекомендуемые общие сварочные процедуры и условия для каждый материал. В таблицы условий сварки должны служить только отправной точкой при начале новые приложения. Oни не являются единственным хорошим способом выполнения определенного сварного шва. Изменения в условиях сварки скорее всего, будет вызвано различием в опыте сварщика, точный характер конфигурации сварного шва (совместное проектирование) и используемое оборудование.Для получения оптимальных условий сварки это лучше всего удовлетворить конкретных требований нового приложения, всегда рекомендуется проводить квалификационные испытания до к производству. Однако это основной момент — установите хорошую стабильную сварку. состояние и скорее всего может использоваться во многих приложениях. Когда изменения условий сварки требуются, их нужно вносить аккуратно. Так как видели в предыдущем разделе, каждый параметр сварки оказывает определенное влияние на характеристики сварного шва и многие действительно совпадают.Все корректировки необходимо вносить по одной и записывать для использования в будущем. Обсуждение, сопровождающее эти таблицы подчеркнет соответствующие темы и установит общие правила большой палец ». Эти правила должны быть соблюдались независимо от окончательно выбранной процедуры сварки. Каждая таблица перечисляет все необходимые условия для выполнения сварного шва в зависимости от толщины материала, конструкции и положения стыка сварки. Обращаясь к этим таблиц, есть несколько важных моментов: 1.Указанное напряжение — это напряжение дуги, а не напряжение, считываемое с измерителя источника питания. Напряжение дуги считывается между последняя точка электрического контакта в горелке (обычно направляющая трубка) и заготовка. Это не напряжение, показанное на измерителе источника питания, которое обычно на 1,5-2,5 вольт выше в зависимости от размера и длина кабеля питания. 2. Размер сварного шва равен толщине материала в случае угловых швов. 3. Изображенные конструкции шарниров не единственные конструкции, которые можно использовать для данной толщины материала.29 CFR § 1910.254 — Дуговая сварка и резка. | CFR | Закон США
§ 1910.254 Дуговая сварка и резка.
(а) Общие —
(1) Подбор оборудования.Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в параграфе (b) данного раздела.
(2) Установка. Сварочное оборудование должно быть безопасно установлено в соответствии с параграфом (c) этого раздела.
(3) Инструкция. Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть надлежащим образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в параграфе (d) данного раздела.
(б) Применение оборудования для дуговой сварки —
(1) Общие.Гарантия безопасности при проектировании достигается путем выбора оборудования, соответствующего требованиям к аппаратам для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или Стандарту безопасности для машин дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters ‘Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
(2) Условия окружающей среды.
(i) Стандартные аппараты для дуговой сварки должны быть спроектированы и сконструированы таким образом, чтобы выдерживать их номинальную нагрузку с номинальным повышением температуры, если температура охлаждающего воздуха не превышает 40 ° C (104 ° F) и высота не превышает 3300 футов (1005.8 м) и должны подходить для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
(ii) Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально спроектированы таким образом, чтобы безопасно отвечать требованиям службы. Основными среди этих условий являются:
(A) Воздействие необычно едких паров.
(B) Воздействие пара или чрезмерной влажности.
(C) Воздействие чрезмерного количества паров масла.
(D) Воздействие горючих газов.
(E) Воздействие необычной вибрации или ударов.
(F) Воздействие чрезмерного количества пыли.
(G) Воздействие погодных условий.
(H) Воздействие необычных условий на берегу моря или на борту судна.
(3) Напряжение. Следующие ограничения не должны быть превышены:
(i) Машины переменного тока
(A) Ручная дуговая сварка и резка — 80 вольт.
(B) Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
(ii) Машины постоянного тока
(A) Ручная дуговая сварка и резка — 100 вольт.
(В) Автоматическая (машинная или механизированная) дуговая сварка и резка-100 вольт.
(iii) Когда для специальных процессов сварки и резки требуются значения напряжения холостого хода выше, чем указано выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением с помощью соответствующей изоляции или других средств.
(iv) Для переменного тока. При сварке во влажных условиях или в теплой среде, где присутствует потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения холостого хода, чтобы снизить опасность поражения электрическим током.
(4) Дизайн.
(i) Контроллер, встроенный в сварочный аппарат с электродвигателем, должен иметь способность выдерживать номинальный ток двигателя, должен быть способен включать и отключать заторможенный ток ротора двигателя, и может служить в качестве рабочего устройства максимального тока, если он снабжен номером устройств максимального тока, как указано в подразделе S этой части.
(ii) На всех типах аппаратов для дуговой сварки аппаратура управления должна быть закрытой, за исключением рабочих колес, рычагов или ручек.
(iii) Входные силовые клеммы, устройства переключения ответвлений и металлические части под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
(iv) Клеммы для сварочных проводов должны быть защищены от случайного электрического контакта со стороны персонала или металлических предметов, например, транспортных средств, крановых крюков и т.д. утопленные проемы с несъемными откидными крышками; прочная изоляционная оболочка или лента или другая эквивалентная электрическая и механическая защита.Если зажим сварочного провода, который предназначен для использования исключительно для подключения к работе, подключен к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющий провод, и зажим должен иметь маркировку, указывающую, что это обосновано.
(v) Никакие соединения для переносных устройств управления, таких как кнопки, которые несет оператор, не должны подключаться к источнику переменного тока. цепь выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 В, должны быть заземлены заземляющим проводом в кабеле управления.
(vi) Автотрансформаторы или переменного тока реакторы не должны использоваться для получения сварочного тока напрямую от любых источников переменного тока. источник питания с напряжением более 80 вольт.
(в) Монтаж оборудования для дуговой сварки —
(1) Общие. Установка, включая источник питания, должна соответствовать требованиям подраздела S этой части.
(2) Заземление.
(i) Рама или корпус сварочного аппарата (кроме машин с приводом от двигателя) должны быть заземлены в условиях и в соответствии с методами, предписанными в подразделе S этой части.
(ii) Трубопроводы, содержащие электрические проводники, не должны использоваться для замыкания цепи рабочего вывода. Трубопроводы не должны использоваться в качестве постоянной части цепи рабочего кабеля, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не будет проходить через резьбовые соединения, фланцевые болтовые соединения или герметичные соединения и что используются специальные меры предосторожности, чтобы избежать искрение при подключении рабочего кабеля.
(iii) Цепи, тросы, краны, подъемники и лифты не должны использоваться для подачи сварочного тока.
(iv) Если конструкция, конвейер или приспособление регулярно используются в качестве цепи возврата сварочного тока, стыки должны быть склеены или обеспечены соответствующими токосъемными устройствами.
(v) Все заземляющие соединения должны быть проверены, чтобы определить, являются ли они механически прочными и электрически адекватными для требуемого тока.
(3) Соединения и провода питания.
(i) На каждом сварочном аппарате или рядом с ним должен быть предусмотрен выключатель или контроллер, не оборудованный таким выключателем или контроллером, установленным как неотъемлемая часть аппарата.Переключатель должен соответствовать подразделу S этой части. Должна быть обеспечена максимальная токовая защита, как указано в подразделе S этой части. Для каждой розетки, предназначенной для подключения к переносному сварочному аппарату, должен быть предусмотрен выключатель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S этой части.
(ii) Для отдельных сварочных аппаратов номинальная допустимая токовая нагрузка питающих проводов должна быть не меньше номинального первичного тока сварочных аппаратов.
(iii) Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводов может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальный ток проводника должен определяться в каждом случае в соответствии с нагрузкой на машину на основе использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые с проводниками, не будут использоваться одновременно. .
(iv) При операциях с участием нескольких сварщиков на одной конструкции d.c. требования к процессу сварки могут потребовать использования обеих полярностей; или ограничения цепи питания переменного тока. сварка может потребовать распределения машин по фазам цепи питания. В таких случаях напряжение холостого хода между держателями электродов будет в 2 раза больше нормального при постоянном токе. или в 1, 1,41, 1,73 или 2 раза больше нормы на переменном токе. машины. Подобные различия напряжения будут существовать, если оба переменного тока. и d.c. сварка производится на одной конструкции.
(A) Все постоянного тока машины должны быть подключены с одинаковой полярностью.
(B) Все переменного тока машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
(г) Эксплуатация и техническое обслуживание —
(1) Общие. Рабочие, назначенные для эксплуатации или обслуживания оборудования для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
(2) Подключение машины. Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно.Рабочий кабель должен быть прочно прикреплен к работе; Магнитные рабочие зажимы должны быть освобождены от прилипших металлических частиц и брызг на контактных поверхностях. Сварочный кабель, свернутый в спираль, перед использованием необходимо разложить, чтобы избежать серьезного перегрева и повреждения изоляции.
(3) Заземление. Проверить заземление рамы сварочного аппарата. Особое внимание следует уделять заземлению переносных машин.
(4) Утечки. Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
(5) Переключатели. Необходимо определить наличие надлежащего коммутационного оборудования для выключения машины.
(6) Инструкции производителя. Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
(7) Держатели электродов. Держатели электродов, когда они не используются, должны быть размещены таким образом, чтобы они не могли электрически контактировать с людьми, проводящими объектами, резервуарами с топливом или сжатым газом.
(8) Поражение электрическим током.Кабели со стыками в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
(9) Техническое обслуживание.
(i) Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность. Ремонт должен производиться только квалифицированным персоналом.
(ii) Намокшие машины должны быть тщательно высушены и испытаны перед использованием.
(iii) Кабели с поврежденной изоляцией или оголенными проводниками должны быть заменены. Соединение рабочих участков и кабелей электродов должно выполняться с помощью средств соединения, специально предназначенных для этой цели.