Сварка тонкого металла электродом
Со сваркой тонкого металла при помощи электрода с трудом справляются даже некоторые опытные сварщики. А молодым мастерам вообще тяжело освоить эту технологию. В данном случае применяются совсем другие правила, предъявляются более жесткие требования, если сравнивать со сваркой толстостенных металлических образцов. Сварочный процесс сопровождается большим количеством трудностей и нюансов, в результате которых достаточно сложно подобрать оптимальный рабочий режим сварочного оборудования и электроды.
Для сварки тонких металлических заготовок обычно используются полуавтоматы, с которыми сварочные работы значительно упрощаются. Но в бытовых условиях такое оборудование редко применяют, чаще работают аппаратами инверторного типа.
Особенности сваривания листового железа
Не каждый сварщик способен соединить при помощи сварки тонкие металлические листы, толщина которых составляет не более 1,5 мм. Для этого необходимо обладать соответствующими знаниями, практическими навыками. Если, конечно же, проявить упорство и попрактиковаться, изучить досконально технологию сваривания тонких металлических изделий с помощью инвертора, почитать (послушать) рекомендации профессиональных мастеров сварного дела, то успех гарантирован.
Факторы, осложняющие процесс сваривания тонких металлов
- Прожоги. При соединении достаточно тонких металлических изделий очень часто получаются сквозные дыры – прожоги. Это самая распространенная ошибка молодых сварщиков. Основные причины: медленное ведение электрода по шву, неверно подобранная сила тока.
- Непровары. Опасаясь прожогов при сварке металла достаточно маленькой толщины, многие молодые сварщики стараются быстро проходить по шву электродом. Это тоже неправильная позиция, так как некоторые участки до конца не провариваются, в результате чего соединение получается негерметичным и непригодным, к примеру, для хранения жидких составов.
 Также соединение имеет недостаточную прочность на изгиб, разрыв. Единственное решение данной проблемы – подобрать оптимальный режим работы инвертора и подходящие электроды.
Также соединение имеет недостаточную прочность на изгиб, разрыв. Единственное решение данной проблемы – подобрать оптимальный режим работы инвертора и подходящие электроды.
 Также соединение имеет недостаточную прочность на изгиб, разрыв. Единственное решение данной проблемы – подобрать оптимальный режим работы инвертора и подходящие электроды.
Также соединение имеет недостаточную прочность на изгиб, разрыв. Единственное решение данной проблемы – подобрать оптимальный режим работы инвертора и подходящие электроды.- Наплывы с другой стороны соединения. При работе с тонким металлом часто возникает еще одна проблема – с обратной стороны соединения выступают валики. С лицевой стороны вроде бы получается аккуратный, хорошо проваренный шов, а с обратной стороны образуются некрасивые наплывы. Это происходит в результате продавливания расплавленного металла через некоторые участки шва собственной силой тяжести. Подобную проблему можно решить, снизив силу тока или используя в работе специализированные подложки.
- Деформация изделия. В результате перегрева свариваемого листового железа происходит расширение межмолекулярной составляющей, соответственно, заготовка начинает растягиваться на участке нагрева. А так как ее края остаются холодными, на поверхности формируются изгибы или волны. Если к изделию не предъявляются требования в плане идеальности поверхности, то можно воспользоваться холодной правкой, то есть подровнять неровности резиновым молотком. В противном случае шов накладывается по всей длине образца с определенным чередованием.
Электроды для сварки листового металла сваркой инверторного типа
При выборе электродов для осуществления данной процедуры учитывается состав материала, он не должен прилипать к металлу в процессе проведения работ. Углеродистые электроды применяются для сваривания образцов из легированной, низко-, среднеуглеродистой стали.
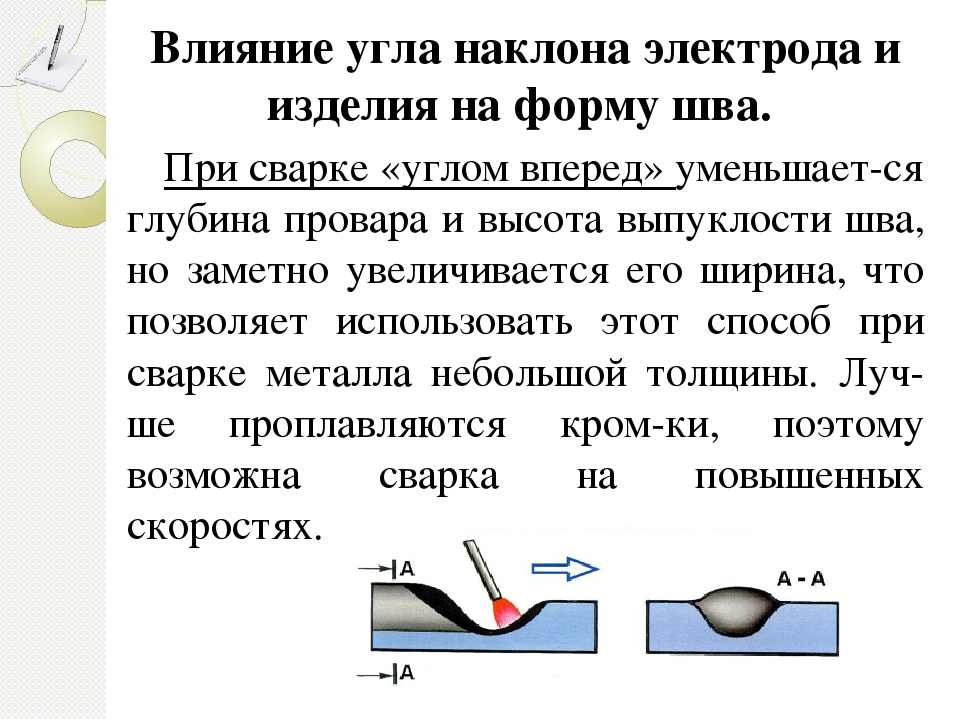
Правильные положения электрода
- Под углом 30-60º вперед – при выполнении потолочных, горизонтальных, вертикальных шовных соединений.
- Под углом 90º вертикально – при сваривании металла на труднодоступных участках.
- Под углом 110-120º назад – при выполнении стыковых, угловых соединений.
При выполнении работ кончик электрода необходимо перемещать без отклонений в стороны, исключительно в одном направлении.

Достоинства применения инверторной сварки для соединения листового металла
- Сварка тонкого металла электродом предоставляет возможность осуществлять достаточно качественные соединения изделий из листового железа.
- При выполнении сварочных работ опытным сварщиком температурная деформация заготовки исключена, готовое изделие будет обладать эстетичным внешним видом.
- Соединять тонкие элементы металлической конструкции, используя постоянный ток, можно. Но, чтобы свести к минимуму вероятность прогорания изделия, силу тока рекомендуется делать меньше.
- Микропроцессорное управление подобным аппаратом предоставляет возможность не допускать перепадов напряжения, генерируя идеальный ток на выходе, который можно использовать для сварки.
Единственным минусом применения инверторного оборудования является его нестабильная работа при отрицательных температурах. Но в подобных условиях даже качественные агрегаты иногда дают сбой.
Как электродом приварить тонкий металл 1 мм к толстому 15 мм | Ручная дуговая сварка
Это фото из интернета для иллюстрации к статье. Источник яндекс картинки.Друзья, всех приветствую на нашем канале. Кто первый раз у нас, тот должен знать, что этот канал для начинающих самоучек в ручной дуговой сварке. Здесь мы даём только проверенные советы, основанные на многолетней сварочной практике. Таких рекомендаций вы не найдёте в книгах.
Сегодня расскажу важную информацию, как начинающему самоучке сварить металлы разных толщин между собой. Для примера будут сварены две пластины толщиной 1 мм и 15 мм. Удивлены? Нет, это вполне возможно, если знать три основных правила такой сварки.
Начнём!Друзья смотрите, на верхних 4 фотографиях я показал материал, который нам предстоит сваривать. Это толстая пластина толщиной 15 мм, плюс она приварена к толстостенному уголку. И пластинки толщиной 1 мм, я их нарезал из старого электрического ящика.
Это толстая пластина толщиной 15 мм, плюс она приварена к толстостенному уголку. И пластинки толщиной 1 мм, я их нарезал из старого электрического ящика.
Правило первое- ток подбираем на детали большей толщины. Если сделаем наоборот, то такая сварка будет проблемной, электрод будет липнуть к толстой пластине, и нормального соединения добиться будет трудно.
Правило второе, если бы свариваемые пластины имели одинаковую толщину, то электрод во время сварки мы должны держать посередине, те на равных расстояниях от свариваемых деталей. А вот в случае разных толщин, электрод стоит сильнее наклонять в сторону более тонкого металла.
На фото вверху мы представим что вертикальная полка уголка имеет меньшую толщину, поэтому электрод сильнее наклоняем к этой детали. Просто при таком наклоне энергия сварочной ванночки будет меньше взаимодействовать с тонким металлом, то что нам нужно.
Третье правило, это правило наложения сварочного шва при такой сварке. Здесь я нарисовал ( попытался нарисовать!) электрод, а за ним формируется сварочный шов.
А вот рисунок шва в разрезе, он имеет форму плавной ямки, что всё это нам даёт? Смотрите дальше.
Середина шва имеет максимальную глубину проплавления, здесь будет максимальная энергия.
А вот к краям шва энергия уменьшается, и уменьшается глубина проплавления основного металла.
Поэтому при сварке тонкого к толстому, мы цепляем тонкий металл лишь краешком сварочной ванны, поэтому он будет свариваться с толстым металлом, и при этом не будет прожигаться.
Вот мы и узнали в теории три главных правила для сварки тонкого и толстого металла, давайте приступим к самой сварки.
Поставили две прихватки, в некоторых местах оказался зазор, придётся заваривать и его.
Шов заварили, проблем не было.
Отбиваем шлак и зачищаем металлической щёткой, теперь нам всё будет хорошо видно.
Я вынес сваренные детали на улицу, здесь хорошее естественное освещение, и мы можем наблюдать что наша сварка тонкого и толстого металла получилась отлично.
Просто мы знали эти главные правила, теперь их знаете и вы, дело за практикой, и всё будет хорошо!
Друзья, давайте посмотрим видео с процессом этой сварки. Ролик дополнит информацию, которую я дал в тексте.
Техника выполнения ручной дуговой сварки
Техника выполнения ручной дуговой сварки
Дуговая сварка металлическими электродами с покрытием остается самым распространенным методом, применяемым при изготовлении и монтаже конструкций. В начале работы следует зажечь (возбудить) дугу, установив нужное значение сварочного тока. Оно зависит от марки электрода и типа сварного соединения.
Зажигать дугу можно разными способами. При первом способе электрод приближают перпендикулярно к поверхности изделия и, коснувшись металла, быстро отводят вверх на необходимую длину дуги. При втором способе электродом вскользь чиркают по поверхности металла.
Существует такое понятие, как длина дуги. Она напрямую зависит от марки и диаметра электрода, разделки свариваемых кромок.
Нормальная длина дуги составляет 0,5-1,1 диаметра электрода. Если длину увеличить, то качество наплавленного металла шва снижается ввиду его интенсивного окисления и азотирования; глубина проплавления основного металла уменьшается, ухудшая внешний вид шва. Сварку можно вести в разных направлениях: от себя, к себе, слева направо, справа налево (рис. 106).
Независимо от этого электрод всегда должен быть наклонен к оси шва таким образом, чтобы основной металл проплавлялся на наибольшую глубину. Для получения гладкого и плотного шва необходимо, чтобы угол наклона электрода в сторону ведения шва составлял 15°.
Рис. 106. Направление движения электродов Движение электрода вправо; б — движение электрода влево; в — движение электрода вверх; г — движение электрода вниз
106. Направление движения электродов Движение электрода вправо; б — движение электрода влево; в — движение электрода вверх; г — движение электрода вниз
Существует 3 основных направления движения электрода. Первое из них — поступательное вдоль оси. Движение вдоль оси позволяет обеспечить постоянство длины дуги и связан это со скоростью плавления электродов.
Второе движение электрода — перемещение вдоль оси образуемого валика в направлении наплавки для образована шва. Образуется узкий валик, ширина которого зависит от ско, рости перемещения дуги по поверхности и сварочного то Узкий валик накладывают, проваривая корень шва или ев ривая тонкие листы.
Третье движение включает в себя поперечные колеб тельные движения электрода (рис. 107).
Читать далее:
Сварочные флюсы
Сварочные электроды
Общие сведения о сварке арматуры
Противопожарные мероприятия при сварке
Безопасность труда при сварке технологических трубопроводов
Безопасность труда при сварке строительных металлических и железобетонных конструкций
Техника безопасности и производственная санитария при сварке
Управление качеством сварки
Статистический метод контроля
Вольфрамовые электроды — экономичность и качество сварки
Редкий металл вольфрам имеет уникальную температуру плавления. Он является абсолютным лидером по тугоплавкости среди металлов, оставаясь твердым при супер высоких температурах. Эти свойства были использованы в производстве комплектующих для сварочных работ. При использовании вольфрамовых электродов на метр выполненного сварочного шва уходит менее грамма расплавленного металла. Вольфрамовые электроды используются в современных сварочных технологиях.
WolfRahm — волчьи сливки?
Открытие металла состоялось еще в 18 веке. Именно тогда он получил странное (с точки зрения перевода на русский язык) название. Причиной стало свойство металла, который встречался в сопровождении оловянных руд и мешал выплавке олова. В процессе он переводил олово в белую пену шлаков.
Причиной стало свойство металла, который встречался в сопровождении оловянных руд и мешал выплавке олова. В процессе он переводил олово в белую пену шлаков.
Несмотря на то, что металл известен уже более двух веков, его массовое использование пришлось только на начало 20 столетия. Производителям сварочной техники стало понятно, что вольфрам и сварное дело — понятия неразделимые. Вольфрамовые электроды из чистого металла или с добавками — незаменимы при соединении металлов, требующих особых условий. Со времени начала промышленного использования, словосочетание «вольфрамовый электрод» стало символом прорыва в технологии сварки.
Лидером по запасам и добыче вольфрама является Китай, поэтому не стоит переживать, если на упаковке вольфрамовых электродов в качестве страны происхождения указывается КНР.
Условия применения
Чтобы избежать появления окислов на соединительном шве, сварка вольфрамовыми электродами производится исключительно в защитной среде — газовой. Задача газа — защитить зону сваривания металлов от кислорода и воды. Обязательное условие — газ должен быть инертным, то есть не вступать в химическую реакцию с материалом. Чаще для этих целей используют аргон, чуть реже — гелий. Могут использоваться специальные смеси газов. Причина частого применения аргона — доступность и универсальность.
Отметим, что формирование защитной газовой среды в разных сварочных системах происходит по-разному. Самая распространенная и доступная система предусматривает выброс инертного газа непосредственно из сопла горелки. Такой способ доступен для бытовых сварочных приборов. В промышленных условиях детали могут помещаться в специальные камеры, наполненные газом. Такие швы получаются максимально крепкими и качественными. Подобную технологию применяют в самолетостроении.
Классификация и маркировка
Деление вольфрамовых электродов на классы имеет простое основание. Маркировка соответствует международному стандарту, поэтому никаких проблем с покупкой возникать не должно. Производителей может быть много, но маркировка остается типовой.
Производителей может быть много, но маркировка остается типовой.
Вольфрамовые электроды для аргонодуговой сварки можно разделить на группы по типу тока, на котором можно проводить сварочные работы:
- переменная. С помощью электродов этой группы сваривают изделия из алюминия, магния, смесей и сплавов с ними. В этой группе находятся электроды из основного металла без примесей;
- постоянная. Сюда относят вольфрамовые электроды для аргонной сварки с композиционным составом;
- универсальная — может использоваться обратная полярность.
Иная, более детальная, классификация предусматривает деление на группы в зависимости от состава. Точнее — в зависимости от названия лигатуры в составе. Все они имеют особую маркировку, состоящую из букв и цифр. Начальная буква не меняется («W») и означает металл, из которого в основном состоят сварочные электроды — вольфрам. Следующая буква зависит от той легирующей добавки.
Цифровые показатели в маркировке указывают на процентное содержание лигатуры и длину самого прутка. Предусмотрена простая цветовая маркировка наконечников электродов. Достаточно знать какой именно цвет нужен для конкретных условий аргонодуговой сварки.
Марки
На рынке реализуются следующие вольфрамовые электроды, где легирующая добавка определена латинской буквой:
- P — вольфрамовые электроды без примесей — зеленые отметки. Самые первые сварочные прутки из вольфрама на рынке. Состав: 99,5 % чистого металла. Произвели переворот в технологии сварки аргоновой дугой. С их помощью стало возможным варить без прожогов такие сложные материалы, как алюминий, магний, любые металлические смеси и сплавы. Особенность — достаточно долгий розжиг сварочной дуги. Российское обозначение серии — ЭВЧ — чистый;
- C — с церием — серые. Относятся к универсальному типу вольфрамовых электродов WC20 для аргонодуговой сварки. Содержание добавки — 2 %. Относятся к универсальной группе. Устойчивы, могут использоваться в работе с капризными металлами;
- Z — с цирконием — белые. Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
- L — вольфрамовые электроды с лантаном — черные (1 %), золотые (1,5 %), синие (2 %). Лигатура равномерно распределяется по длине стержня, предотвращая эрозию наконечника при недостатке силы тока. Особенность — возможность быстрого повторного розжига. Российская маркировка — ЭВЛ;
- Т — с торием — красные (2 % лигатуры). Его наличие позволяет сваривать самые капризные и тонкие металлы, не допуская прожогов. На постоянном токе получается ровный и чистый шов, на переменном токе шов может получиться неровным с непроваренными участками из-за нестабильности дуги. Применение радиоактивной легирующей добавки требует строгого соблюдения норм безопасности — пары и пыль опасны. В нашей стране электроды производят с обозначением — ЭВТ;
- Y — с иттрием — синие (2 %). Среди перечисленных марок иттриевые электроды — самые устойчивые. Их использование оправдано при сварке конструкций, которые должны выдерживать огромные нагрузки. Отечественное обозначение по ГОСТу — ЭВИ.
 Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;
Полноценная альтернатива электродам из чистого вольфрама, но с гораздо более высокими показателями быстроты формирования дуги, ее стабильности. Это заслуга небольшой доли циркония — всего 0,8 %. Недостаток — прутки очень требовательны к чистоте сварочной ванны, малейшие погрешности могут привести к эрозии наконечника;Правила выбора
Выбирают вольфрамовые электроды, ориентируясь на:
- тип тока;
- легирующие добавки;
- диаметр стержня, влияющего на толщину будущего шва.
Вольфрамовые электроды для аргонной сварки нужно подготовить к работе. Сварщику придется предварительно заточить пруток. В этом заключается основной недостаток неплавящихся стержней и отличие от плавящихся. Последние не нуждаются в подготовке и могут использоваться сразу. Форму кончика вольфрамового электрода нужно постоянно проверять в процессе работы. Все дело заключается в потоках электронных частиц, направляющихся к кончику стержня. От интенсивности их движения зависит сила, с которой дуга давит на изделие.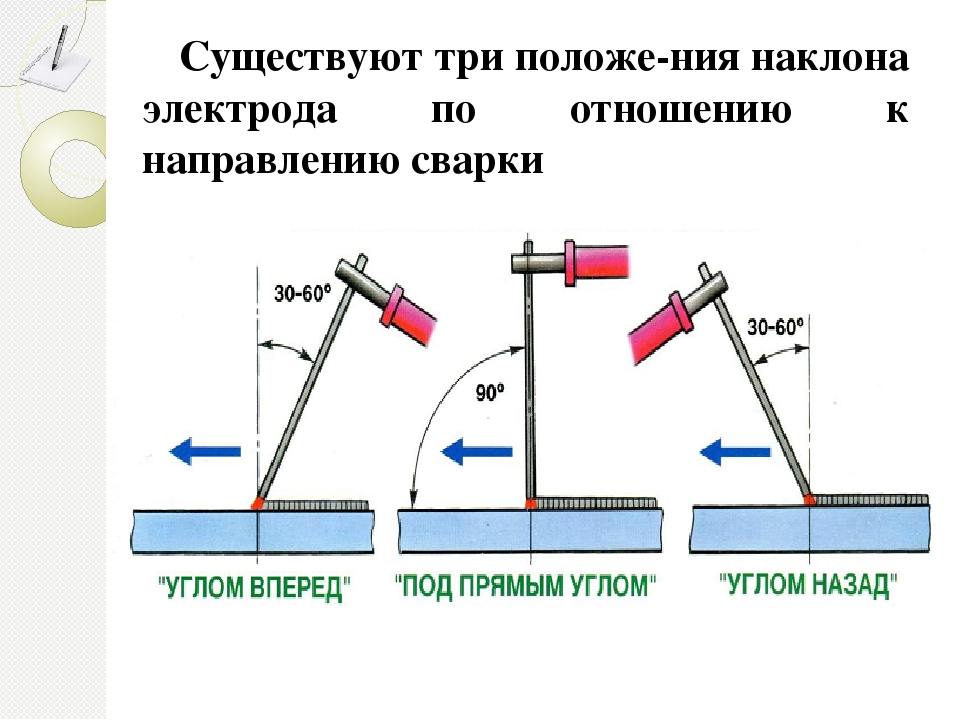 А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
А от нее уже зависит равномерность проварки шва, его ровность, толщина и чистота.
Установлены жесткие требования, соблюдение которых позволит получить ровный красивый шов без пропусков и прожогов. Предусматриваются формы:
- шарика или полусферы — для серий WP и WL;
- иглы — для всех остальных.
Имеет значение и другой показатель — высота обработки наконечника. Ее определяют с помощью математических вычислений — необходимо умножить размер диаметра прутка на константу — 2,5. При диаметре 6 см понадобится заточить пруток на высоту 15 мм. Заточку осуществляют болгаркой или точильным станком.
Еще один важный показатель, который влияет на качество сварки — угол. Правила выбора угла заточки:
- низкий уровень тока — 10 или 20 градусов;
- невысокий уровень тока — не более 30 градусов;
- высокий — до 120 градусов.
Из опыта — самый эффективный размер — от 20 до 90 градусов. Если он менее 20 градусов — вольфрамовый электрод быстро износится и придется приобретать новый. Если угол превышает показатели в 90 градусов, появляется риск нестабильной работы дуги.
Не имеет значения состав электрода, его легирующие добавки для выбора угла заточки. Важен только уровень подаваемого тока. Неправильно выбранный угол тут же приведет к видимым проблемам: неровный или шов с непроваренными участками, быстрое изнашивание расходника.
Советы
Наилучшим вариантом для вольфрамовых электродов аргонодуговой сварки является работа на постоянном токе прямой полярности. Особое внимание необходимо уделить заточке кончика прутка. Рекомендуется уделить внимание другим моментам:
- В процессе заточки не стоит усердствовать. Материал может перегреться и стать хрупким. Дальнейшее его использование будет вряд ли возможно, он просто раскрошится;
- Важно следить за качеством подаваемого газа. Объемная доля качественного аргона достигает 99,9 %. Если его качество низкое, это сразу станет заметно по потемневшему шву. Необходимо будет провести регулировку с помощью оборудования на баллоне;
- Важно наладить оптимальную силу тока, чтобы избежать эрозии наконечника прутка. Затупление или образование большой капли приведет к недолговечности электрода, пропуску участков расплавления, сквозным прожогам материала;
- Для получения качественного шва сварку проводят справа налево. Горелка удерживается в правой руке, а присадочная проволока — в левой.
 Необходимо будет провести регулировку с помощью оборудования на баллоне;
Необходимо будет провести регулировку с помощью оборудования на баллоне;В ряде случаев может применяться переменный ток. Сварка аргоном на переменном токе не столь требовательна к форме кончика прутка. Здесь важно просто подготовить электрод к сварке, придав кончику полукруглую форму. А вот к поверхностям, которые потребуется сварить, сварка на переменном токе очень чувствительна. Особенно это касается алюминия. Основное условие получения ровных сварных швов без непроваренных участков — очистка и тщательное удаление жировых следов с поверхности.
Используемая литература и источники:
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
Поделиться в социальных сетях
Сварочные материалы — Welders Universe
Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатый газ для сварочных работ При сварке расходные материалы — это те материалы, которые быстро изнашиваются и нуждаются в замене. А поскольку существует множество линий продуктов и множество систем классификации, заказ этих товаров может быть чем-то вроде приключения. Тем не менее, в процессе выбора будут учитываться несколько важных переменных:
Тем не менее, в процессе выбора будут учитываться несколько важных переменных:
- Вид свариваемого металла (сталь, алюминий и др.))
- Свариваемые объекты (трубы, пластины и т. Д.)
- Вид и размер сварного шва (паз, угловой и т. Д.)
- Нормы и требования к конструкции
- Положение при сварке (вертикальное, потолочное и т. Д.)
- Окружающая среда размещения (очень холод, под водой и т. Д.)
- Доступные размеры соответствующего стержня / проволоки / электрода
Американское общество сварщиков (AWS), Американское общество инженеров-механиков (ASME) и другие отраслевые ассоциации попытались упростить работу сварщика по выбору правильных расходных материалов путем создания различных классификаций продукции.Следование этим стандартам должно гарантировать выбор правильного продукта, соответствующего требованиям правил сварки. Хотя производители выпускают свои собственные запатентованные марки и модели продуктов, они, тем не менее, имеют идентификацию соответствующей отраслевой классификации. Так что всегда ищите эту информацию, когда делаете покупки.
Из-за множества вариантов выбора опытный сварщик, техник, покупатель или инженер по сварке ведет подшивку или базу данных, содержащую текущие продуктовые линейки от различных производителей и поставщиков.Эти справочные материалы должны также включать спецификации продукта, в которых подробно описаны свойства каждого элемента и его соответствие кодам AWS и ASME (если таковые имеются). Если вы студент, вы сэкономите время и избавитесь от головной боли, если создадите собственную папку на основе вашей работы в школе.
Сварщики начального уровня на рабочем месте должны разбираться в стандартных классификациях присадочных прутков, проволоки и электродов, используемых компаниями, в которых они работают; в противном случае на исследования может быть потрачено много времени.Например, вас могут попросить принести расходные материалы из складского помещения или поехать в местный магазин сварочных материалов, чтобы купить расходные материалы для работы, которую необходимо завершить в ближайшее время.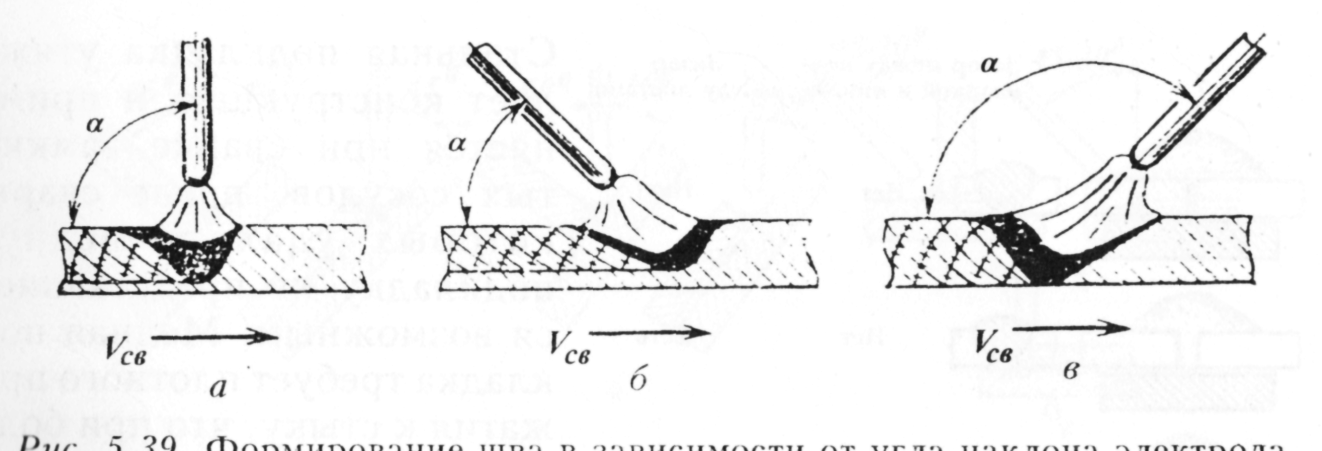 Так что освоение лабиринта продуктов просто необходимо.
Так что освоение лабиринта продуктов просто необходимо.
Если вы новичок в этой профессии, возможно, вас немного смущает разница между электродом и присадочным стержнем. При сварке штангой присадочный пруток и электрод — это одно и то же. Электроэнергия, подаваемая сварочным аппаратом, питает стержень, который прикреплен к металлическому зажиму.(См. Фото ниже.) Возникает электрическая дуга, выделяющая сильное тепло. При этом кончик стержня плавится в ванне расплава в соединении на основном металле.
Братья ХобартСварка труб палкой — один из самых сложных процессов для освоения, но как только вы освоите его, вы получите право на множество высокооплачиваемых работ по всему миру.
(Если вы все еще не знаете, что такое сварочные процессы, найдите время, чтобы прочитать раздел «Навыки, которые необходимо изучить».)
Классификация стержневых электродовШтучные электроды продаются для следующих металлов:
- Низкоуглеродистая сталь
- Нержавеющая сталь
- Сталь низколегированная
- Чугун
- Алюминий
AWS классифицирует стержневые электроды по нескольким кодам в зависимости от типа металла.Одним из наиболее распространенных является AWS A5.1 / A5.1M: Спецификация электродов из углеродистой стали для дуговой сварки экранированного металла . E-7018 и E-6010 — примеры стержней, используемых сварщиками труб. Вот что означают цифры:
E — электрод
70 — Предел прочности при растяжении металла сварного шва, измеряется в фунтах на квадратный дюйм (PSI). Примечание: в некоторых странах фунт / кв. Дюйм заменяется метрической единицей.
1 — Это однозначное число указывает на наиболее сложное положение сварки, в котором можно использовать электрод (1 = любое положение, 2 = горизонтальное и плоское; 3 = только плоское; 4 = верхнее, горизонтальное, вертикальное, нижнее и плоское)
8 — Поскольку эту последнюю цифру иногда объединяют с третьим числом для получения информации об электроде, это может вызвать некоторую путаницу. Цель здесь — сообщить флюс / раскислители и другие ингредиенты, используемые в покрытии электрода. Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Цель здесь — сообщить флюс / раскислители и другие ингредиенты, используемые в покрытии электрода. Покрытия предназначены как для полярности источника питания, так и для положения сварки. Таким образом, вы должны прочитать две цифры вместе, чтобы узнать, что находится в покрытии. В таблице ниже приведены рецепты сварки во всех положениях (1) и горизонтально / плоско (2), а также текущие типы / полярности, доступные для каждого обозначения стержня.
Иногда вы также можете встретить такие числа, как E-8018-C1.Суффикс в конце обычно указывает на то, что в электрод были добавлены сплавы. Наиболее распространены молибден, хром и никель. Вот несколько примеров:
A1 — Углеродистый молибден
B1 — 1/2 CR, 1/2 MO
B2 — 1-1 / 4 CR, 1/2 MO
B3 — 1-1 / 4 CR, 1 MO
C1 — 2-1 / 2 Никель
C2 — 3-1 / 2 Никель
C3 — 1 Никель
D1 — 1-1 / 2 MN, 1/4 MO
D2 — 1 MN, 1 / 4MO
M — соответствует военным спецификациям.
Вот таблица с описанием шести стандартных электродов, используемых для сварки низкоуглеродистой стали:
Обратите внимание, как ингредиенты покрытия стержня влияют на осаждение присадочного металла в сварном шве, а также на полярность, требуемую от источника питания.(Кстати, металл шва в центре стержня у всех этих изделий одинаковый.)
В сварочном бизнесе штучные электроды также делятся на четыре основные группы. Они основаны на химических добавках, предназначенных для защиты сварочной ванны, не только для предотвращения окисления, пористости или некоторых других потенциальных дефектов сварного шва, но и для соответствия требованиям положения сварщика:
Fast Freeze (0,1) — Используется для сварки над головой
Fill Freeze (2,3,4)
Fast Fill (21-27) — Ограничено плоским и горизонтальным положением
Low Hydrogen (18, 28) — Ограничивает пористость
Студентам-сварщикам сначала нелегко понять эти четыре категории, возможно, из-за недостатка творчества в правилах присвоения имен. Тем не менее, полезно ознакомиться с терминологией и помнить, что не все удилища подходят для каждой ситуации.
Тем не менее, полезно ознакомиться с терминологией и помнить, что не все удилища подходят для каждой ситуации.
Еще одно сбивающее с толку понятие касается полярности при сварке. Обратите внимание на двух диаграммах, показанных ранее, что есть три варианта выбора в разделе «Текущий». Переменный ток представляет собой знакомый переменный ток, который является приемлемым вариантом для всех перечисленных здесь электродов, кроме E-6010. Два других варианта, которые относятся к DC (постоянному току), требуют небольшого пояснения.
DCEP или DC + « E lectrode P ositive» — это также известно как «обратная полярность» и используется в большинстве случаев сварки штангой. Хотя электроны неизбежно проходят через цепь от отрицательной стороны к положительной, вы можете эффективно изменить направление тока, переключив соединения держателя электрода и рабочего зажима. (В настоящее время на большинстве промышленных аппаратов для сварки наклеиванием DCEP либо является настройкой по умолчанию, либо достигается путем манипулирования элементами управления, чтобы выбрать AC, DCEP или DCEN.
Целью использования DCEP является передача 70% тепла (генерируемого электрической дугой) на кончик электрода, который может мгновенно расплавить его в сустав. Остальные 30% распределяются по детали.
DCEN или DC- «Отрицательный электрод» — это «прямая полярность». Теперь 70% тепла фокусируется на рабочих пластинах и только 30% достигает кончика электрода. Такая ситуация желательна при работе с тонкой металлической заготовкой или соединением, не требующим глубокого проплавления.DCEN также является выбором полярности для большинства сварки TIG металлов, кроме алюминия, для которой в качестве полярности тока используется переменный ток.
Осторожно, DCEN и DCEP вызывают большую путаницу. Если у вас возникнут вопросы, обратитесь к авторитетному источнику, например, на веб-сайтах Miller или Lincoln Electric, или прочтите учебник по этой теме. Как правило, TIG любит DCEN, а Stick Welding любит DCEP.
Как правило, TIG любит DCEN, а Stick Welding любит DCEP.
Хотя сварка штангой в основном используется для углеродистой стали, вы можете приобрести стержни для сварки некоторых нержавеющих сталей и алюминия.Наиболее распространенным стержнем для нержавеющей стали является 308 , который подходит для неблагородных металлов, которые классифицируются как 304 или 308 в соответствии со стандартом AISI. Как вы узнаете из других разделов этого веб-сайта, металлический сплав, известный как нержавеющая сталь, имеет множество классификаций, основанных на смеси используемых металлов. Каждая смесь нержавеющей стали классифицируется трехзначным числом, большинство из которых находится в диапазоне 200, 300 и 400. Таким образом, стержневые электроды из нержавеющей стали частично идентифицируются этими же номерами.
Классификация алюминиевых электродов, с другой стороны, определяется номерами серий AISI 4000, 5000 и 6000. Например, общий стержень — 4043 .
Чтобы узнать больше об общих системах классификации металлов, щелкните здесь.
Hillcrest EngineeringСварка алюминия стержнем стержнем E4043.
После того, как сварщик выбрал подходящий электрод, остается еще два решения. Какой размер (диаметр) электрода следует использовать? И какой диапазон тока подходит для этого диаметра?
Компании, продающие расходные материалы, обычно предоставляют таблицу с допустимой силой тока в зависимости от диаметра стержня, чтобы облегчить вам выбор.Вот пример:
Вот более общий диапазон настроек тока для различных сварочных стержней. Обратите внимание, что в таблице рекомендуется меньший ток при сварке в вертикальном или верхнем положении.
Что касается выбора правильного диаметра стержня, это зависит от типа создаваемого сварного шва и толщины основного металла. (Покрытие вокруг электрода не учитывается как часть его диаметра, только металл сварного шва внутри. ) Поскольку электроды большего диаметра обеспечивают сварные швы большего размера, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной.Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой. Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Это особенно актуально для сварки нержавеющей стали, алюминия и других сплавов.
) Поскольку электроды большего диаметра обеспечивают сварные швы большего размера, вы не захотите использовать стержень 3/16 дюйма на листовом металле. это 1/8 дюйма толщиной.Соединения внахлестку, как вы узнаете в школе, требуют гораздо меньшего провара и образования наплавленного металла, чем соединения со скошенной канавкой. Наконец, нагрев является серьезной проблемой при сварке металлов, отличных от углеродистой стали, поэтому допустимый диапазон тока сильно влияет на выбор правильного стержня. Это особенно актуально для сварки нержавеющей стали, алюминия и других сплавов.
Ознакомьтесь с руководством Lincoln Electric по расходным материалам (PDF), чтобы узнать больше о брендах, спецификациях и других характеристиках.
Уход и хранение электродов
Для стержневых электродов с низким содержанием водорода (например, E-7018) требуются особые условия хранения из-за их покрытия. Сварщики должны держать эти стержни в сухом состоянии, так как влага содержит водород.
До тех пор, пока стержни остаются запечатанными внутри коробки, в которой они были изначально упакованы, никакого специального обращения не требуется. Но если печать сломана, нужно проявлять особую осторожность. На складе или в полевых условиях обычно разогревают партии в стержневой печи при температуре 250 градусов от 30 минут до часа перед использованием.Кроме того, сварщик должен доставать из печи только несколько теплых стержней за один раз, помещая их в мешочек для электродов, чтобы они оставались в тепле, пока не придет время приступить к работе. (Имейте в виду, что эти стержни нельзя нагревать в духовке более трех раз, поэтому наполняйте духовку только тем, что, по вашему мнению, необходимо каждый день.)
Далее: MIG Wire
Завод Инжиниринг | Выбор присадочного металла: семь факторов, которые необходимо учитывать
Использование присадочного металла, который обеспечивает соответствующие механические и химические свойства для данной работы и способный выдерживать рабочие условия, с которыми сталкивается сварной шов, имеет решающее значение. Это помогает свести к минимуму риск появления трещин, коррозии и / или дефектов сварных швов, которые могут привести к длительным и дорогостоящим доработкам.
Это помогает свести к минимуму риск появления трещин, коррозии и / или дефектов сварных швов, которые могут привести к длительным и дорогостоящим доработкам.
При выборе присадочного металла следует учитывать семь ключевых факторов: основной свариваемый материал, положение сварки, нормативные спецификации и нормы, требования к конструкции, защитный газ, термообработка после сварки и сварочное оборудование. посмотрите на каждый из этих факторов и на то, как они определяют, какой присадочный металл использовать.
Фактор No.1: Основной свариваемый материал
Соединение двух материалов — это, по большей части, вопрос химии: какой присадочный металл лучше всего подходит для основного материала? Если химический состав материалов совпадает, механические свойства (такие как предел прочности на разрыв и предел текучести) также будут совпадать. Операторы сварки могут быть уверены, что их наплавленный металл будет иметь такую же прочность и свойства, как и основной материал.
Если соединяемые материалы имеют разную прочность, существуют другие соображения.Как показывает практика, сварщики должны согласовывать прочность присадочного металла с более низкой прочностью двух основных материалов. В процессе сварки разбавления более прочного основного материала достаточно для упрочнения наплавленного металла.
Большинство неблагородных металлов можно легко идентифицировать с помощью тестов, основанных на внешнем виде и реакции на магниты, трещины, долото, пламя или искры; и сварщик обычно знает, с каким основным материалом он или она работает.В некоторых случаях — обычно во время ремонта или повторной сварки — может потребоваться отобрать образец в лабораторию, где можно провести химический анализ.
Фактор № 2: Положение сварки
По возможности сварщики должны поворачивать деталь так, чтобы ее можно было сваривать в горизонтальном положении. Сварка в горизонтальном положении всегда является наиболее экономичным методом, за ним следует горизонтальная или вертикальная сварка и, наконец, сварка над головой.
Однако, если сварщику приходится работать с большим сварным швом, которым нельзя манипулировать, возникает необходимость выполнять сварку в нескольких положениях.Сварка в нерабочем положении может быть особенно сложной, если доступен только один размер проволоки. Например, вертикальная сварка проволокой диаметром 3/32 дюйма может быть чрезвычайно сложной или даже невозможной. Лучшим выбором будет провод диаметром от 0,045 дюйма до 1/16 дюйма. в диаметре, но для работы потребуется установка дополнительного механизма подачи проволоки или другого источника питания. Также потребуется замена подающих роликов и, возможно, сварочного пистолета. Компании должны иметь в виду, что изменение положения сварки может замедлить процесс и снизить эффективность, и, когда это возможно, следует выбирать тип и размер присадочного металла, которые обеспечат максимальную универсальность.
Фактор № 3: Нормативные требования и коды
Спецификации работы часто диктуют, какой класс провода использовать. В противном случае операторы сварки должны внимательно рассмотреть требования к обслуживанию, с которыми могут столкнуться сварочные швы.
Например, если сварщик использует присадочный металл из низкоуглеродистой стали для применений, подверженных воздействию агрессивных элементов, вероятно, что сварные швы будут ржаветь, портиться и корродировать быстрее, чем основной материал. Это действие может привести к повреждению сварного шва, особенно если конечный продукт имеет решающее значение, например, сосуд высокого давления, используемый в высокотемпературных средах, или мост, который будет подвергаться воздействию элементов.
В конце концов, какой бы присадочный металл ни использовал сварщик, он также должен соответствовать условиям эксплуатации конечного продукта, чтобы наплавленный металл оставался столько же, сколько и основной материал. Не менее важно при сварке соблюдать нормы, чтобы присадочный металл соответствовал квалификационным требованиям или сертификации, установленным этим кодексом.
Фактор № 4: Проектные требования
В дополнение к приведенным ниже кодам (при необходимости) важно выбрать присадочный металл, который соответствует требованиям конструкции соединения или превышает их, как указано в сварочной конфигурации инженера.Например, при сварке тонкого материала важно, чтобы характеристики дуги были подходящими — проволока с глубоким проплавлением может вызвать прожог сварщика. С другой стороны, если свариваемая деталь является толстой и имеет единственное V-образное соединение, присадочный металл с лучшими характеристиками проплавления обеспечивает лучшее соединение в корне и по бокам.
Фактор № 5: Защитный газ
Важно убедиться, что присадочный металл и защитный газ совместимы.
Различные защитные газы по-разному влияют на присадочный металл. Например, добавление аргона к диоксиду углерода (CO2) позволяет оператору сварки перенести больше химического состава присадочного металла в наплавленный металл. Эта смесь обеспечивает стабильное качество сварки, обеспечивает хороший контроль сварочной ванны и снижает уровень разбрызгивания. Однако за счет переноса более богатого химического состава из присадочного металла в наплавленный сварной шов это также увеличивает риск потенциального растрескивания.
И наоборот, при использовании CO2 (окисляющего газа) некоторые элементы присадочного металла сгорают.Стопроцентный CO2 дает преимущество глубокого проплавления шва, что желательно при сварке более толстых материалов. Он имеет тенденцию к большему переносу шара и может создавать больше брызг, чем смеси защитных газов, которые представляют собой комбинацию аргона и CO2.
Существуют проволоки, способные работать как с прямым CO2, так и со смесью аргона и CO2. При выборе присадочного металла компании должны учитывать доступный газ и желаемые характеристики сварного шва, а также убедиться, что выбранный присадочный металл совместим с выбранным защитным газом.
Фактор № 6: Термическая обработка после сварки
Есть стали и материалы определенной толщины, которые необходимо предварительно нагреть до определенной температуры перед началом сварки. Предварительный нагрев позволяет детали медленно остывать, чтобы избежать усадки и растрескивания при сварке. Точно так же термическая обработка после сварки (PWHT) используется для снижения напряжений и медленного снижения остаточного тепла, выделяемого во время сварки, позволяя сварному соединению и основным материалам вернуться к желаемым свойствам.Для материалов, для которых требуется PWHT, важно выбрать присадочный металл, способный производить сварные швы, которые должным образом реагируют на приложение тепла.
Предварительный нагрев позволяет детали медленно остывать, чтобы избежать усадки и растрескивания при сварке. Точно так же термическая обработка после сварки (PWHT) используется для снижения напряжений и медленного снижения остаточного тепла, выделяемого во время сварки, позволяя сварному соединению и основным материалам вернуться к желаемым свойствам.Для материалов, для которых требуется PWHT, важно выбрать присадочный металл, способный производить сварные швы, которые должным образом реагируют на приложение тепла.
Фактор № 7: Сварочное оборудование
Тип и размер используемого оборудования влияет на то, какой присадочный металл лучше всего подходит для работы. В частности, источник питания должен обеспечивать ток, достаточный для диаметра проволоки, используемой для работы. В случае недостаточной силы тока потребуется либо изменить диаметр проволоки, что может привести к замедлению производства для завершения сварки, либо перейти на установку с большей мощностью.
Также важно, чтобы источник питания обеспечивал правильный сварочный ток для выбранного присадочного металла. Сварка с использованием неподходящего тока может привести к разбрызгиванию и ухудшению качества сварки.
Не менее важно определение желаемых характеристик сварного шва. Присадочные металлы, работающие с обратной полярностью (положительный электрод или EP), обеспечивают отличное проникновение, в то время как присадочные металлы с прямой полярностью (отрицательный электрод или EN) обеспечивают более мелкое проникновение в стыки.
Хотя влияние различных элементов в присадочных металлах может быть довольно сложным и взаимосвязанным, обзор их общих свойств также может помочь операторам сварки определить, какой присадочный металл идеально подходит для работы.
Углерод, например, обычно увеличивает твердость, предел прочности и износостойкость, но снижает пластичность, ударопрочность и способность машины. Никель, с другой стороны, увеличивает твердость, прочность на разрыв, ударную вязкость и пластичность, но снижает способность детали к механической обработке.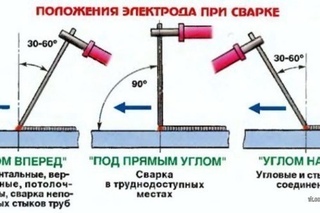 Точно так же существуют различные легирующие элементы, которые обладают разными свойствами раскисления, улучшения зеренной структуры или улучшения пластичности. При выборе присадочного металла сварщикам важно учитывать свойства, необходимые для готового сварного шва.
Точно так же существуют различные легирующие элементы, которые обладают разными свойствами раскисления, улучшения зеренной структуры или улучшения пластичности. При выборе присадочного металла сварщикам важно учитывать свойства, необходимые для готового сварного шва.
Для получения дополнительной информации о металлургии сварки и о том, как выбрать лучший присадочный металл, проконсультируйтесь с местным дистрибьютором сварочного оборудования или надежным производителем присадочного металла.
Брюс Морретт — менеджер по продукции в Хобарте.
Итог:
- По возможности сварщики должны повернуть деталь так, чтобы ее можно было сваривать в горизонтальном положении. Сварка в горизонтальном положении всегда наиболее экономична, за ней следует горизонтальная или вертикальная сварка и, наконец, сварка над головой.
- Какой бы присадочный металл ни использовал сварщик, он также должен соответствовать условиям эксплуатации конечного продукта, чтобы наплавленный металл сохранялся столько же, сколько и основной материал. Не менее важно при сварке соблюдать нормы, чтобы присадочный металл соответствовал квалификационным требованиям или сертификации, установленным этим кодексом.
- Тип и размер используемого оборудования влияет на то, какой присадочный металл лучше всего подходит для работы. В частности, источник питания должен обеспечивать ток, достаточный для диаметра проволоки, используемой для работы.
Ключевые слова:
На сайте www.plantengineering.com, KEYWORD WELDING вы найдете больше статей по этой теме:
Баланс между безопасностью, производительностью и комфортом при выборе сварочного шлема
При выборе подходящего сварочного шлема необходимо учитывать несколько факторов — некоторые из них критичны, некоторые в большей степени связаны с личным стилем, — но основная цель — обеспечить защиту глаз и кожи от опасных побочных продуктов процесса сварки: серьезные искры и потенциально опасные ультрафиолетовые и инфракрасные лучи, испускаемые дугой.
Сварочные камеры адаптируются к производственным изменениям
Создание адаптируемой сварочной ячейки выходит за рамки простого улучшения физического пространства, но это также очень важный компонент. Выбор гибкого и модульного сварочного оборудования — важный способ, с помощью которого производители могут максимально увеличить ценность и срок службы этого оборудования, даже если потребности меняются.
Почему сварка остается жизненно важной для современных производителей
Одним из основных преимуществ сварки является ее гибкость.Промышленные предприятия могут сваривать материалы в одном месте, отправлять их на объект для установки и размещать в различных конфигурациях. Гибкость особенно важна в процессе ремонта, так как сварщики могут залезть в трубную эстакаду на нефтехимическом заводе, использовать горелку или другой процесс резки, чтобы удалить неисправный участок и произвести ремонт. При транспортировке топлива и природного газа ремонтные работы чувствительны ко времени и даже производятся при протекании продуктов.
Азбука дуговой сварки в газе
Дуговая сварка в газе (GMAW) была первоначально разработана в 1940-х годах для сварки алюминия и других цветных металлов.Но из-за меньшего времени сварки его применили к стали. А сейчас это самый распространенный промышленный сварочный процесс.
Американское сварочное общество определяет GMAW как дуговую сварку с использованием плавящегося электрода с непрерывной подачей и защитного газа. Он также известен как MIG (металлический инертный газ),
. Скотт Райт, Miller Electric Manufacturing «Это не совсем подходящий термин, — сказал Скотт Райт, менеджер по техническим ресурсам и сертифицированный супервайзер по сварке в Miller Electric, — потому что MIG означает инертный газ для металла, и сварка алюминия — это так, но для всего остального. мы делаем, мы используем активный газ.Мы не используем только инертный газ ».
Райт перечислил преимущества GMAW:
• Использует сплошной электрод.
• Может использоваться для всех свариваемых металлов.
• Легко учиться. «Примерно 85% затрат на нанесение сварного шва в Северной Америке составляет труд, поэтому, поскольку этот процесс легче освоить, а также высокая скорость наплавки и скорость перемещения, мы предпочитаем использовать его в производственных условиях.”
• Требуется меньше остановок и пусков.
• Обеспечивает чистые сварные швы без шлака.
• Может использоваться во всех положениях. «Мы можем делать с дугой разные вещи».
Райт сказал, что приложения включают изготовление металла, производство, техническое обслуживание, домашний хобби и ремонт.
Способов передачи:
• Перенос короткого замыкания (также известный как GMAWS или перенос короткого замыкания).
Преимущества / применение: тонкий материал; работа вне должности; открытый корень; плохая подгонка; и материалы толщиной менее 3/16 дюйма.
Ограничения: образование брызг; непробиваемость на более толстых материалах; и ограниченное использование на алюминии.
• Глобальный перенос.
Обычно не рекомендуется, так как на нем много брызг и существует вероятность неполного проникновения.
• Распылительный перенос (рекомендуется 90% аргона — 10% Co2).
Преимущества: высокая наплавка; хороший внешний вид бусинок; возможность использования проволоки большого диаметра; наличие очень небольшого количества брызг, если они вообще есть; и хорошее сплавление и проникновение.
Ограничения: используется только для материала толщиной 1/8 дюйма или более; всегда требуется хорошая подгонка, потому что нет возможности открыть корень; и может использоваться только в горизонтальном или горизонтальном положении.
• Импульсный распылитель.
«Оборудование может создавать импульсную дугу между пиковыми значениями силы тока и напряжения и фоновыми значениями силы тока и напряжения», — сказал Райт.«Когда проволока имеет максимальную силу тока и напряжение, она достаточно горяча при полном распылении и переносит присадочный металл по дуге. Когда он находится на заднем плане, дуга остается установленной, так что у нас все еще есть струя, но она достаточно холодная, чтобы лужа остыла и не переносила присадочный металл через дугу ».
Преимущества: сварка во всех положениях; фоновый ток позволяет луже немного остыть; без брызг; тонкие или толстые металлы; гибкость и производительность; и программируемый.
«Некоторые другие преимущества заключаются в том, что это помогает минимизировать искажения, потому что, поскольку лужа остывает в фоновом режиме, и вы двигаетесь быстрее, они работают вместе, чтобы уменьшить тепло», — сказал он.«Так что это помогает с множеством проблем с искажениями. Большинство машин и оборудования, которые сегодня производят производители, адаптируются к изменениям. Старого оборудования не было. Если бы парень не держал его прямо там, его дуга изменилась бы.
«Импульсное распыление также помогает удалять загрязнения лучше, чем даже импульсное распыление. Это также фактически снижает образование дыма. Это пульсирующее действие поможет избавиться от паров. Иногда мы не думаем об этом ».
Ограничения:
• Дополнительная стоимость оборудования. «Оборудование обычно немного дороже. Это может быть незначительно, но дороже. Он делает гораздо больше ».
• Принятие оператором и знание процесса. «Сегодня все не так плохо, как раньше, потому что оборудование на самом деле помогает оператору больше, чем оно помогало, но для этого требуется определенное обучение. У него действительно другой звук. Некоторым парням просто не по себе от этого звучания, которое так сильно отличается. Звук шмеля.
• Сложность настройки параметров. «В современном оборудовании мы исключаем догадки. Большая часть производителей позволяет вам выбирать размер используемого провода, тип провода, комбинацию газа, и теперь мы используем термин «синергетически». Синергетически он соединяет все вместе и все вместе вниз ».
«В современном оборудовании мы исключаем догадки. Большая часть производителей позволяет вам выбирать размер используемого провода, тип провода, комбинацию газа, и теперь мы используем термин «синергетически». Синергетически он соединяет все вместе и все вместе вниз ».
• Открытый корень и плохая подгонка. «Мы называем это ограничением. Однако он может намного больше, чем обычный аэрозольный баллончик. Это потенциально может решить проблемы, когда кто-то действительно не хочет использовать короткую дугу.”
Выбор подходящего защитного газаГоворя о защитных газах, он сказал, что 100% CO2 и 75% аргон / 25% CO2 не рекомендуются для переноса распылением и переноса импульсного распыления и отклонений.
Райт сказал, что 90% аргона / 10% CO2 помогут обеспечить перенос распылением при сварке стали GMAW.
Переменные GMAW: вылет; удлинитель электрода; длина дуги; расстояние между соплом и изделием; контакт наконечника к рабочему расстоянию; и смещение контактного наконечника.
Он сказал, что по мере увеличения расстояния между контактным наконечником и рабочей поверхности (CTWD) или удлинения электрода сварочный ток или сила тока уменьшаются.Эмпирическое правило силы тока — один ампер на каждые 0,001 дюйма материала. Одна восьмая дюйма материала равна 0,125 и 125 ампер.
Как определить провод правильного размера:• Определите приблизительную силу тока для материала, который вы свариваете, с помощью практического правила.
• См. Лист технических данных производителя. В паспорте проводов указан диапазон силы тока для каждого размера провода.
• Выберите размер провода. Ваш приблизительный диапазон должен находиться примерно в середине одного из диапазонов силы тока на диаграмме диаметра провода.
Определение скорости подачи проволоки (WFS): • WFS напрямую влияет на силу тока. Увеличение или уменьшение скорости подачи проволоки изменяет ток и силу тока.
• После определения размера провода и силы тока необходимо определить правильную WFS. Используйте это эмпирическое правило: на ампер требуется дюймов в минуту. Например, размер стальной проволоки 0,023 дюйма означает, что на каждый ампер требуется 3,5 WFS.
Райт сказал, что скорость наплавки — это количество металла сварного шва, которое может быть нанесено на сварной шов.
«Это ключевой фактор в эффективном производстве сварных швов», — сказал Райт. «Факторы, снижающие скорость осаждения, включают разбрызгивание — неправильную силу тока — и режимы переноса.
Воздействие напряженияРайт сказал, что напряжение напрямую влияет на высоту и ширину валика. Он прямо пропорционален длине дуги; увеличение напряжения увеличивает длину дуги. Машины GMAW чаще всего являются машинами CV, что означает поддержание длины дуги и постоянной энергии.
Райт сказал, что индуктивность влияет только на начальное короткое замыкание, которое возникает при зажигании дуги.
«Он действует как амортизатор», — сказал он. «Индуктивность замедляет реакцию машины на повышение и понижение силы тока. Это создает немного более длинную дугу во времени включения.
«Добавление индуктивности уменьшает количество коротких замыканий в секунду. Когда он включен, индуктивность распределяет наплавленный металл — дуга становится более влажной и жидкой. Слишком много означает, что дуга сложно зажечь. Недостаточно означает резкую дугу / разрядку.Оптимальным является чистый запуск и минимальное количество брызг ».
Райт сказал, что неправильная скорость движения может привести к нарушениям целостности и повреждению сварных швов.
«Скорость движения влияет на проплавление и форму сварного шва», — сказал он. «Слишком высокая скорость означает меньше тепла на дюйм сварного шва, это снижает плавление основного металла, меньше провара, более высокий и менее широкий валик и подрезы на пальцах ног. Слишком медленное означает ограниченное проникновение, дуга остается на вершине лужи, и в результате получается более широкий валик.