Новости
19.09.2022 УЧЕБНАЯ НЕДЕЛЯ НАЧИНАЕТСЯ С ГИМНА РОССИИ
Новый учебный год внес новые традиции и подходы в современную систему воспитания в профессиональном образовании. Теперь учебная неделя для студентов начинается с торжественной церемонии выноса флага, исполнения гимна России и нового проекта «Разговоры о важном»
19.09.2022 БИЛЕТ В БУДУЩЕЕ 2022
Профессиональные пробы в рамках федерального проекта ранней профессиональной ориентации «Билет в будущее»
18.09.2022 ВЫБОРЫ ПРЕДСЕДАТЕЛЯ СТУДСОВЕТА И СТУДСОВЕТА ОБЩЕЖИТИЯ
Новый учебный год, новые перспективы и новые возможности для преподавателей и студентов! Одна из таких возможностей — участие в выборах на пост председателя студенческого совета ГАПОУ СО БПТТ им.Н.В.Грибанова и студенческого совета общежития.
15.
С 1 сентября 2022 во всех профессиональных образовательных учреждений введен церемониал поднятия флага России в начале учебной недели
14.09.2022 ОБЩЕЖИТИЕ — ПОРЯДОК И ДИСЦИПЛИНА
Ежегодно, в начале сентября, проходит встреча директора техникума с обучающимися, проживающими в студенческом общежитии
13.09.2022 ТОРЖЕСТВЕННАЯ ЦЕРЕМОНИЯ ВЫНОСА ЗНАМЕНИ
Новая неделя началась с торжественной церемонии выноса флага России. Для проведения церемонии в техникуме сформирована знаменная группа, в которую входят обучающиеся, имеющие различные достижения в учебной и общественной жизни техникума
05.09.2022 ПОГОВОРИЛИ О ВАЖНОМ
С нового учебного года во всех профессиональных образовательных учреждениях страны каждый понедельник начинается с занятия «Разговоры о важном».
05.09.2022 АКЦИЯ «БУМ БАТЛ
Запускаем ежегодную экологическую акцию по сбору макулатуры «БУМ БАТЛ». Цель акции — привлечение внимания студентов, преподавателей и родителей к вопросу сбережения ресурсов и экологическому воспитанию.
04.09.2022 ДОМ ЮНАРМИИ
Совсем скоро совместный проект с Балаковским районным отделением ВООВ «Боевое братство» — «ДОМ ЮНАРМИИ» начнёт своё воплощение в жизнь на базе ГАПОУ СО БПТТ им.Н.В.Грибанова. Официальный сайт движения — https://yunarmy.ru/
03.09.2022 ДЕНЬ СОЛИДАРНОСТИ В БОРЬБЕ С ТЕРРОРИЗМОМ
Сегодня, 3 сентября, юнармейцы и обучающиеся — судоводители приняли участие в митинге, посвящённом Дню солидарности в борьбе с терроризмом. Мероприятие прошло традиционно в сквере 9 микрорайона на аллее Памяти бойцам, погибшим в Беслане.
02.09.2022 КАПЛЯ ЖИЗНИ
3 сентября День солидарности в борьбе с терроризмом. Через участие во Всероссийской акции «Капля жизни» обучающиеся ГАПОУ СО БПТТ им.Н.В.Грибанова почтили память погибших в Беслане в 2004 году.
02.09.2022 АТМОСФЕРА ПРАЗДНИКА
Праздничная атмосфера Дня знаний была не только в новом корпусе, но и в основном учебном корпусе. Для студентов проводились классные часы, встречи, квесты, посвящённые Дню знаний. В центральном холле работала фото-зона, где каждый желающий мог сделать фото на память.
01.09.2022 В ДЕНЬ ЗНАНИЙ ОТКРЫЛИ НОВЫЙ КОРПУС ТЕХНИКУМА ПОД КОЛОКОЛЬНЫЙ ЗВОН
1 сентября сотни студентов собрались на пересечении улиц Ленина и Набережная у памятника архитектуры XX века. И в необыкновенной обстановке для ребят прошла торжественная линейка, посвящённая началу нового учебного года.
31. 08.2022 ЗНАКОМИМСЯ С НОВЫМ НАБОРОМ СТУДЕНТОВ
08.2022 ЗНАКОМИМСЯ С НОВЫМ НАБОРОМ СТУДЕНТОВ
Уже, по — традиции, в последние числа августа в ГАПОУ СО БПТТ им.Н.В.Грибанова проходят встречи директора Дмитрия Поперечнева и администрации техникума с первокурсниками и их родителями.
18.08.2022 СВЕЖАЯ НОВОСТЬ ДЛЯ АБИТУРИЕНТОВ ГРИБАНОВСКОГО ТЕХНИКУМА
В техникуме начинают действовать новые бонусы для абитуриентов специальности «Судовождение». С 2022 года всем выпускникам — судоводителям при поддержке ООО «АЛБИ ШИППИНГ ГРУП» будет осуществлена организация выдачи первичных морских документов.
20.07.2022 УНИКАЛЬНЫЕ МАСТЕРСКИЕ
В этом году студентов специальности «Судовождение» ждёт сюрприз — новые мастерские. Многие годы этой специальности обучали буквально «на пальцах». С этого учебного года все изменится. Реальные условия работы, ощущения от управлением судном и обеспечения безопасности на судне.
18.07.2022 СВЕЖАЯ НОВОСТЬ ДЛЯ АБИТУРИЕНТОВ ГРИБАНОВСКОГО ТЕХНИКУМА
В техникуме им.Н.В.Грибанова начинают действовать новые бонусы для абитуриентов специальности «Судовождение». С 2022 года всем выпускникам — судоводителям при поддержке ООО «АЛБИ ШИППИНГ ГРУП» будет осуществлена организация выдачи первичных морских документов.
12.07.2022 ЛЕТО — ВРЕМЯ ИЗМЕНЕНИЙ И НОВЫХ ПЕРСПЕКТИВ
Новая рабочая неделя в техникуме началась с конструктивной встречи с директором ООО «АЛБИ ШИППИНГ ГРУП» г.Нижний Новгород Алексеем Быстровым. Алексей Викторович является руководителем крупной компании, занимающейся деятельностью морского грузового транспорта.
08.07.2022 ВТОРОЙ ВЫПУСК ПОДДЕРЖАЛ ТРАДИЦИЮ
В этом году студенты выпускных групп ГАПОУ СО БПТТ им.Н.В.Грибанова поддержали новую традицию, чтобы даже после выпуска память о них осталась в техникуме. Выпускники оставили в память о себе прекрасные цветущие кустарники, розы и гортензии.
Выпускники оставили в память о себе прекрасные цветущие кустарники, розы и гортензии.
30.06.2022 НОВЫЕ СПЕЦИАЛИСТЫ ВЫХОДЯТ В ЖИЗНЬ!
Еще вчера – студенты, а уже сегодня – выпускники, несколько лет преодолевали тернистый путь, чтобы стать профессионалами в своём деле! В этом году стены техникума выпускают 7 учебных групп, всего было вручено 90 дипломов студентам, успешно освоивших различные направления подготовки!
Новости
1 — 20 из 781
Начало | Пред. | 1 2
3
4
5
|
След. |
Конец | Все
Что из перечисленного ниже наиболее сильно влияют на свариваемость металла? — Мегаобучалка
1) Химический состав металла. 2) Механические свойства металла. 3) Электропроводность металла.
Вопрос38: Какой линией условно изображают видимый сварной шов на чертеже?
1)Сплошной основной. 2) Штриховой. 3) Штрих – пунктирной.
2) Штриховой. 3) Штрих – пунктирной.
Вопрос 39: Укажите правильное подразделение электродов по типу покрытия по ГОСТ 9466?
1. Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
2. Окислительные, восстановительные и пассивирующие покрытия.
3. Кислые, основные, целлюлозные и рутиловые покрытия
Вопрос 40: Какую вольтамперную характеристику должен имеет источник питания для РДС?
1. Возрастающую.
2. Падающую.
3. Любую.
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ МАТЕРИАЛЫ
ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД)
для профессии15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
(очная форма обучения)
Вариант II
1 Вопрос:_ Что обозначают буквы и цифры в маркировке низколегированных сталей?
1.
2.Обозначения номера плавки и партии металла.
3. Обозначение химических элементов и их процентный состав.
Вопрос:_ Для чего в сталь вводятся легирующие элементы?
1. Для придания стали специальных свойств.
2. Для улучшения свариваемости стали.
3. Для снижения содержания вредных примесей (серы и фосфора) в стали.
3 Вопрос:_ Как влияет высокое содержание серы и фосфора на свариваемость стали?
1. Не влияет.
2. Повышает свариваемость при условии предварительного подогрева стали.
3. Способствует появлению трещин и ухудшает свариваемость стали.
Вопрос: Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся после сварки.
2. Деформации, остающиеся после сварки и полного остывания изделия.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
5 Вопрос:
Какие конструктивные элементы характеризуют форму разделки кромок? 1. Смещение кромок, угловатость.
Смещение кромок, угловатость.
2. Притупление, угол скоса кромки.
3. Способ подготовки, зазор.
6 Вопрос: Как обозначается сварное соединение на чертеже?
1. Указывается тип соединения, метод и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3.Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
7 Вопрос: С какой целью выполняют визуально-измерительный контроль сварного соединения?
1. С целью выявления поверхностных дефектов шва
2.С целью выявления поверхностных дефектов и дефектов формирования шва.
3. С целью выявления несоответствия конструкционных размеров шва требованиям нормативно-технической документации.
Вопрос:_ Что называют прожогом?
1. Цилиндрическое углубление в сварном шве.
2. Сквозное отверстие в сварном шве.
Сквозное отверстие в сварном шве.
3. Воронкообразное углубление в сварном шве.
Вопрос:_ Что такое «ручная дуговая сварка покрытым электродом»?
1. Дуговая сварка, выполняемая не расплавляющимся при сварке электродом.
2. Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, а газошлаковая защита расплавленного металла обеспечивается расплавлением и разложением компонентов покрытия.
3. Дуговая сварка, при которой защита дуги и сварочной ванны осуществляется потоком защитного газа, подаваемого в зону сварки с помощью специальных устройств.
Вопрос : Где должен подключаться токопровод к изделиям больших размеров для выполнения сварки?
1. В самом толстом месте конструкции, при условии надежного контакта.
2. В непосредственной близости к месту сварки, при условии надежного контакта.
3. Место крепления токопровода не зависит от места сварки.
Вопрос:_ При каком роде тока обеспечивается более высокая устойчивость горения дуги?
1. При постоянном.
При постоянном.
2. При переменном.
3. Устойчивость горения дуги не зависит от рода тока.
Вопрос:_ Какой тип источников питания предназначен для сварки на переменном токе?
1. Сварочные трансформаторы.
2. Сварочные выпрямители.
3. Инверторные источники питания.
Вопрос:_ Как надо подключить источник постоянного тока при сварке на обратной полярности?
1. Отрицательный полюс к электроду.
2. Положительный полюс к электроду
3. Не имеет значения.
Вопрос:_ Укажите причины образования непроваров при ручной дуговой сварке.
1. Большая скорость ведения сварки, недостаточная величина сварочного тока.
2. Малая скорость ведения сварки, повышенная величина сварочного тока.
3. Малая скорость ведения сварки, оптимальная величина сварочного тока.
15 Вопрос: Укажите, чем отличается Ст3кп от Ст3сп
1. Содержанием углерода.
2. Содержанием кремния.
3. Содержанием вредных примесей S и P и газов.
Вопрос:_ Что такое «газовая сварка»?
1. Дуговая сварка, при которой защита сварочной ванны осуществляется за счет подачи газа.
2. Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки.
3.Дуговая сварка проволокой сплошного сечения в среде инертного газа
Тестовые задания для проведения конкурса по профессии Сварщик
Просмотр содержимого документа
«Тестовые задания для проведения конкурса по профессии Сварщик»
Тестовые задания для проведения конкурса по профессии «СВАРЩИК»
№ п/п | Вопросы и варианты ответов | ответ |
1 | Может ли электросварщик произвести подключение к сети сварочного оборудования? а) не может б) может с разрешения инструктора в) подключение производит электротехнический персонал | |
2 | Минимальная величина проходов вокруг места проведения сварочных работ составляет: а) 2 м б) 1,5 м в) 1 м | |
3 | Можно ли производить работы вне сварочного поста в помещении, в котором присутствуют люди? а) нельзя б) можно с согласия руководителя работ в) можно, оградив место работ переносными щитами | |
4 | Каково применение песка как средства пожаротушения? а) для защиты горючих поверхностей полов и настилов б) для тушения горючих жидкостей в) для тушения горящих электроустановок | |
5 | Для защиты близко работающих людей других профессий передвижные сварочные посты оснащаются: а) дополнительной вентиляцией б) переносными щитами (ограждениями),ширмами в) звуковой сигнализацией | |
6 | С какой квалификационной группой по электробезопасности допускаются электросварщики для проведения электросварочных работ? а) не ниже второй б) не ниже третьей в) не ниже четвертой | |
7 | Во время работы необходимо: а) оберегать провода от возможных повреждений б) готовые детали укладывать в соответствующую тару в) соблюдать правила пожарной и электробезопасности | |
8 | Подготовка (зачистка) кромок под сварку включает: а) удаление различных включений и дефектов до появления характерного металлического блеска б) установку и закрепление деталей для выполнения сварки в) химическую обработку поверхности пластин | |
9 | Удалить заусенцы с поверхности кромки можно с помощью: а) металлической щетки б) напильника в) наждачной бумаги | |
10 | Для получения валика правильной формы длина дуги должна быть: а) меньше диаметра электрода б) равна диаметру электрода в) больше диаметра электрода | |
11 | Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом: а) возрастает с увеличением диаметра электрода б) уменьшается с увеличением диаметра электрода в) не изменяется | |
12 | Точечная прихватка – это короткий сварной шов длиной: а) до 4 мм б) менее 10 мм в) от 10 до 15 мм | |
13 | Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм: а) 90…110 А б) 120…140 А в) 140…160 А | |
14 | Зачистка шва предполагает удаление: а) неровности б) шлаковые корки в) брызг застывшего металла | |
15 | При измерительном контроле прихваток пользуются измерительными инструментами: а) лупой б) металлической линейкой в) рулеткой и штангенциркулем | |
16 | Допустимые дефекты прихватки: а) не заваренный кратер б) прожог в) заниженная длина прихватки | |
17 | Кто должен присоединять и отсоединять от сети электросварочные установки? а) сварщик, работающий на этих установках, под наблюдением мастера или начальника участка. б) электротехнический персонал с группой по электробезопасности не ниже II. в) электротехнический персонал с группой по электробезопасности не ниже III. | |
18 | Какая максимальная длина гибкого кабеля допускается при подключении передвижной электросварочной установки к коммутационному аппарату? а)10 м б)15 м в)20 м | |
19 | Электродная проволока: а) обеспечивает стабильное горение сварочной дуги б) обеспечивает хорошее формирование сварочного шва в) выполняет роль присадочного материала | |
20 | Какие дефекты допускается устранять сварщику (не привлекая руководителя работ) в процессе сварки стыка трубы? а) любые дефекты, включая трещины. б) трещины и межваликовые несплавления. в) поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы. | |
21 | Что называется низкоуглеродистой сталью? а) любая конструкционная сталь б) сталь с содержанием углерода до 0,25% в) сталь с содержанием углерода более 0,25% | |
22 | Что такое «ручная дуговая сварка покрытым электродом»? а) дуговая сварка, выполняемая не расплавляющимся при сварке электродом. б) дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, а газошлаковая защита расплавленного металла обеспечивается расплавлением и разложением компонентов покрытия. в) дуговая сварка, при которой защита дуги и сварочной ванны осуществляется потоком защитного газа, подаваемого в зону сварки с помощью специальных устройств. | |
23 | При каком роде тока обеспечивается более высокая устойчивость горения дуги? а) при переменном. б) при постоянном. в) устойчивость горения дуги не зависит от рода тока. | |
24 | Укажите причины образования непроваров при ручной дуговой сварке. а) большая скорость ведения сварки, недостаточная величина сварочного тока. б)малая скорость ведения сварки, повышенная величина сварочного тока. в)малая скорость ведения сварки, оптимальная величина сварочного тока. | |
25 | Как заземляется сварочное оборудование? а)должен быть предусмотрен приваренный к оборудованию медный провод, расположенный в доступном месте с надписью «Земля». б)на оборудовании должен быть предусмотрен болт и вокруг него контактная площадка, расположенные в доступном месте с надписью «Земля». в)на оборудовании должен быть предусмотрен зажим, расположенный в доступном месте с надписью «Земля». |



ТЕСТ 2
№ п/п | Вопросы и варианты ответов | ответ | |
1 | В каких местах допускается производить сварочные работы? а) в помещениях сварочных цехов б) в любых помещениях в) в помещениях и на открытом воздухе по согласованию с органами пожарной охраны | ||
2 | Может ли сварщик произвести мелкий ремонт электрооборудования в процессе работы? а) может с разрешения инструктора б) не может в) ремонт производится только электротехническим персоналом | ||
3 | Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата? а) имеет б) имеет при отлучке не более 5 мин. в) не имеет | ||
4 | Что должно сделать в первую очередь лицо, занятое сварочными работами, при возникновения пожара? а) сообщить о пожаре в пожарную часть б) немедленно принять меры по ликвидации пожара в) оказать помощь пострадавшим | ||
5 | Стационарный пост обычно устанавливается: а) в виде отдельного участка на строительной площадке б) в виде рабочего места на свариваемой конструкции в) в виде отдельной кабины размером 2х2,5 м | ||
6 | При сварке крупногабаритных конструкций рабочее место сварщика должно быть оборудовано: а) подъемной площадкой или лестницей б) дополнительным ограждением или ширмами в) дополнительной вентиляцией | ||
7 | Длина сварочных проводов не должна превышать: а) 30 м б) 20 м в) 10 м | ||
8 | Химическая обработка кромок под сварку включает: а) удаление влаги с поверхности кромки с помощью обтирочного материала б) удаление масляных пятен с помощью обтирочного материала, смоченного в ацетоне в) удаление загрязнения с помощью материала, смоченного в уайт-спирите | ||
9 | Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности металла? а) необходимо немедленно отломить электрод от поверхности заготовки б) необходимо выключить источник питания сварочной дуги, освободить электрод из электрододержателя, покачивая в разные стороны, отломить его от поверхности заготовки в) необходимо отломить электрод от поверхности заготовки с помощью молотка | ||
10 | Слишком длинная дуга приводит: а) к увеличению разбрызгивания б) к неровному формированию валика в) к прилипанию электрода | ||
11 | Прихватка – это короткий сварной шов длиной: а) от 10 до 30 мм б) от 10 до 60 мм в) от 60 до 90 мм | ||
12 | Прихватка – это короткий сварной шов, выполняемый: а) в один проход б) в два прохода в) в три прохода | ||
13 | Выберите длину прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм а) 8 мм б) 15 мм в) 25 мм | ||
14 | Шлаковую корку со сварного шва можно удалить: а) молотком и зубилом б) молотком-шлакоотделителем в) шлифовальным кругом, закрепленным на пневмомашине | ||
15 | Недопустимые дефекты прихватки: а) трещины б) скопление пор в) заниженная длина прихватки | ||
16 | При обнаружении дефектов прихватки, в результате визуального контроля осмотра собранного прихватками узла, вам необходимо: а) запоминать обнаруженные дефекты б) помечать обнаруженные дефекты в) помечать и записывать обнаруженные дефекты | ||
17 | В каких случаях ручные электроинструменты (входящие в комплект сварочного оборудования) должны быть выключены и отсоединены от электрической сети: а) при перерывах в работе и по окончанию работы б) при смазке и очистке в) при смене рабочего инструмента Правильные ответы 1,2 и 3 | ||
18 | На каком расстоянии должны располагаться кабели электросварочных машин от трубопроводов ацетилена и других горючих газов? а) не менее 5 м. б) не менее 1 м. в) не менее 10 м. | ||
19 | Покрытие электрода служит для: а) обеспечения стабильного горения сварочной дуги б) получения металла заданного химического состава в) получения неразъемного сварного соединения | ||
20 | Что называют наплывом в металле шва? а) неровности поверхности металла шва или наплавленного металла. б) дефект в виде металла, натекшего на поверхность свариваемого металла и или ранее выполненного валика и не сплавившегося с ним. в) несплавление валика металла шва с основным металлом. | ||
21 | Свойства низкоуглеродистых сталей определяются: а) содержанием углерода б) содержанием легирующих элементов в) содержанием вредных примесей | ||
22 | Что такое «дуговая сварка в защитном газе»? а) сварка, при которой защита дуги и сварочной ванны обеспечивается газами, образующимися при плавлении и сгорании электродного покрытия. б) дуговая сварка, при которой дуга и расплавленный металл, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств. в) сварка, при которой защита дуги и сварочной ванны обеспечивается слоем сварочного флюса. | ||
23 | Какой тип источников питания предназначен для сварки на переменном токе? а) сварочные трансформаторы. б) сварочные выпрямители. в) инверторные источники питания. | ||
24 | Как влияет характер переноса электродного металла на качество сварного шва? а) мелкокапельный регулярный перенос способствует получению бездефектных швов. б) при крупнокапельном переносе обеспечивается наименьшее содержание водорода в наплавленном металле, что значительно снижает вероятность образования холодных трещин. в) при мелкокапельном переносе повышается вероятность «примерзания» электрода. | ||
25 | На каком расстоянии должны располагаться сварочные кабели от баллонов с кислородом? а) не менее 5 м. б) не менее 0,5 м. в) не менее 8,5 м. | ||



404 — страница не найдена
404 Not FoundООО «Техэкспо»
Производство дизельных электростанций
и энергокомплексов до 30 МВт
Выбранный город:
Санкт-Петербург
Промышленная ул., д. 19Р
Заказать обратный звонок- Санкт-Петербург
- Промышленная ул.
 , д. 19Р
, д. 19Р - +7 (812) 602-52-94
 , д. 19Р
, д. 19Р- Москва
- Щербаковская ул., 3
- +7 499 647-54-32
- Волгоград
- Мира ул., д. 19
- +7 844 268-48-25
- Воронеж
- Московский пр., д. 4
- +7 473 201-60-99
- Екатеринбург
- Антона Валека ул. , д. 13
- +7 343 302-00-42
 , д. 13
, д. 13- Казань
- Проточная ул., д. 8
- +7 843 207-28-35
- Краснодар
- Карасунская ул., д. 60
- +7 861 211-72-34
- Красноярск
- Взлётная ул., д. 57
- +7 391 229-59-39
- Нижний Новгород
- Максима Горького, д. 260
- +7 831 288-54-50
 260
260- Новосибирск
- Гаранина ул., д. 15
- +7 383 312-14-04
- Оренбург
- Шоссейная ул., 24А
- +7 353 248-64-94
- Пермь
- Аркадия Гайдара ул., д. 8Б
- +7 342 233-83-04
- Ростов-на-Дону
- Максима Горького ул. , д. 295
- +7 863 309-21-51
 , д. 295
, д. 295- Самара
- Скляренко ул., д. 26
- +7 846 215-16-17
- Сургут
- 30 лет Победы ул., 44Б
- +7 346 276-92-88
- Тюмень
- Пермякова ул., д. 1
- +7 345 256-43-32
- Уфа
- Кирова ул, д. 107
- +7 347 225-34-97
 107
107- Хабаровск
- ул. Карла Маркса, 96А
- +7 421 252-90-77
- Челябинск
- Победы пр., д. 160
- +7 351 225-72-62
- Якутск
- Короленко ул., 25
- +7 411 250-55-80
- Ярославль
- Некрасова ул. , д. 41А
- +7 4852 27-52-34
 , д. 41А
, д. 41А- Контейнерные ЦОД
- Дизельные электростанции
- Энергокомплексы 3-50 МВт
- Контейнеры для ДГУ
- Аренда ДГУ до 20 МВт
- ТО ДГУ
Заказ оборудования по телефону: 8 (800) 550-83-94
 org/ListItem»>
Главная
org/ListItem»>
Главная- Такой страницы не существует Зато на сайте есть про наши услуги и фото:
- Дизельные электростанции
- Проектирование
- Фотогалерея поставок
По мощности По производителю По двигателю По цене
Что заставляет электрическую сварочную дугу выполнять требуемую функцию (Технический отчет)
Что заставляет электрическую сварочную дугу выполнять требуемую функцию (Технический отчет) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Обсуждаются физика сварочных дуг постоянного и переменного тока, теплопередача сварочных дуг постоянного тока, характеристики сварочных источников постоянного и переменного тока, а также рекомендации по приобретению и обслуживанию прецизионных источников питания. (LCL)
(LCL)
- Авторов:
- Корри, Т. Б.
- Дата публикации:
- Исследовательская организация:
- Pacific Northwest Lab., Ричленд, Вашингтон (США)
- Идентификатор ОСТИ:
- 64
- Номер(а) отчета:
- PNL-4341
ВКЛ.: DE83000542
- Номер контракта с Министерством энергетики:
- АК06-76РЛ01830
- Тип ресурса:
- Технический отчет
- Отношение ресурсов:
- Прочая информация: Части документа неразборчивы
- Страна публикации:
- США
- Язык:
- Английский
- Тема:
- 36 МАТЕРИАЛОВЕДЕНИЕ; 42 МАШИНОСТРОЕНИЕ; ДУГОВАЯ СВАРКА; ЭЛЕКТРИЧЕСКИЕ ДУГИ; ИСТОЧНИКИ ПИТАНИЯ; ФИЗИЧЕСКИЕ СВОЙСТВА; ЭКСПЛУАТАЦИЯ; ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ; ПЕРЕМЕННЫЙ ТОК; ПОСТОЯННЫЙ ТОК; ГАЗЫ; ТЕПЛОПЕРЕДАЧА; МЕТАЛЛЫ; ПРОИЗВОДИТЕЛЬНОСТЬ; ВЫПРЯМИТЕЛИ; ВОЛНОВЫЕ ФОРМЫ; ТОКИ; ЭЛЕКТРИЧЕСКИЕ ТОКИ; ЭЛЕКТРИЧЕСКИЕ РАЗРЯДЫ; ЭЛЕКТРООБОРУДОВАНИЕ; ЭЛЕКТРОННОЕ ОБОРУДОВАНИЕ; ЭЛЕМЕНТЫ; ПЕРЕДАЧА ЭНЕРГИИ; ОБОРУДОВАНИЕ; ИЗГОТОВЛЕНИЕ; ЖИДКОСТИ; ПРИСОЕДИНЕНИЕ; СВАРКА; 360101* — Металлы и сплавы — Подготовка и изготовление; 420800 — Инженерия — Электронные схемы и устройства — (-1989)
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Корри, Т. Б. Что заставляет электрическую сварочную дугу выполнять требуемую функцию . США: Н. П., 1982.
Веб. дои: 10.2172/64.
Б. Что заставляет электрическую сварочную дугу выполнять требуемую функцию . США: Н. П., 1982.
Веб. дои: 10.2172/64.
Копировать в буфер обмена
Корри, Т. Б. Что заставляет электрическую сварочную дугу выполнять требуемую функцию . Соединенные Штаты. https://doi.org/10.2172/64
Копировать в буфер обмена
Корри, Т. Б. 1982.
«Что заставляет электрическую сварочную дугу выполнять требуемую функцию». Соединенные Штаты. https://doi.org/10.2172/64. https://www.osti.gov/servlets/purl/64.
Копировать в буфер обмена
@статья{osti_64,
title = {Что заставляет электрическую сварочную дугу выполнять требуемую функцию},
автор = {Корри, TB},
abstractNote = {Обсуждаются физика сварочных дуг постоянного и переменного тока, теплопередача сварочных дуг постоянного тока, характеристики источников питания для сварки постоянным и переменным током, а также рекомендации по приобретению и обслуживанию прецизионных источников питания. (LCL)},
(LCL)},
дои = {10.2172/64},
URL-адрес = {https://www.osti.gov/biblio/64},
журнал = {},
номер =,
объем = ,
место = {США},
год = {1982},
месяц = {9}
}
Копировать в буфер обмена
Посмотреть технический отчет (4,70 МБ)
https://doi.org/10.2172/64
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Стабильность процесса GMAW
- Вход в панель авторов
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы представляем собой сообщество из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах мира, включая лауреатов Нобелевской премии и самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, описывающий открытый доступ, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Рецензируемая глава в открытом доступе
Автор:
Элина Милен Монтеро Пуньялес и Садек Крисостомо Абси Альфаро
Представлено: 29 августаTh, 2019 Обзор: 5 ноября 2019 года. Детали Заказать Распечатать
Обзор показателей главы
496 Глава Загрузки
Посмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНОРекламное объявление
Abstract
Процесс дуговой сварки металлическим электродом в среде защитного газа (GMAW) широко используется в промышленном производстве; поэтому прилагаются большие усилия для выбора подходящей процедуры, обеспечивающей высочайшее качество. Широко изучаемой областью исследований, напрямую связанной с качеством GMAW, является контроль стабильности процесса. Цель этой главы — представить библиографический обзор научной литературы, связанной с качественными и количественными показателями для оценки стабильности процесса GMAW. Документы представляют собой подборку факторов, влияющих на стабильность, показатели стабильности и, наконец, обобщение исследования. При обзоре литературы был сделан вывод, что наибольший процент исследований был направлен на изучение стабильности переноса металла, особенно в режиме переноса с коротким замыканием. Также очевидно, что основными методами обработки для разработки индексов были математическая формулировка; статистический анализ; обработка изображений; и мониторинг акустических сигналов. В этом тексте обсуждаются статьи, тезисы и другие документы, найденные по теме.
Широко изучаемой областью исследований, напрямую связанной с качеством GMAW, является контроль стабильности процесса. Цель этой главы — представить библиографический обзор научной литературы, связанной с качественными и количественными показателями для оценки стабильности процесса GMAW. Документы представляют собой подборку факторов, влияющих на стабильность, показатели стабильности и, наконец, обобщение исследования. При обзоре литературы был сделан вывод, что наибольший процент исследований был направлен на изучение стабильности переноса металла, особенно в режиме переноса с коротким замыканием. Также очевидно, что основными методами обработки для разработки индексов были математическая формулировка; статистический анализ; обработка изображений; и мониторинг акустических сигналов. В этом тексте обсуждаются статьи, тезисы и другие документы, найденные по теме.
Ключевые слова
- сварка
- GMAW
- индекс качества
- GMAW
- стабильность процесса
При соответствующей настройке параметров он позволяет производить сварку практически во всех положениях и почти со всеми существующими металлическими сплавами.
 Одной из особенностей процесса GMAW является то, что в зависимости от силы тока и напряжения могут наблюдаться различные типы переноса металла. Режим переноса металла характеризует способ осаждения расплавленного металла. Три основных режима переноса металла: короткое замыкание, шаровидный и аэрозольный. Можно упомянуть наиболее важные параметры, участвующие в процессе: сила тока, напряжение, скорость сварки и вылет. Еще одна особенность состоит в том, что процесс можно определить как хаотический; предполагает взаимодействие нескольких нелинейных переменных сварки; и представляет собой стохастическое поведение. Поэтому прилагаются большие усилия для выбора подходящей процедуры для обеспечения высочайшего качества.
Одной из особенностей процесса GMAW является то, что в зависимости от силы тока и напряжения могут наблюдаться различные типы переноса металла. Режим переноса металла характеризует способ осаждения расплавленного металла. Три основных режима переноса металла: короткое замыкание, шаровидный и аэрозольный. Можно упомянуть наиболее важные параметры, участвующие в процессе: сила тока, напряжение, скорость сварки и вылет. Еще одна особенность состоит в том, что процесс можно определить как хаотический; предполагает взаимодействие нескольких нелинейных переменных сварки; и представляет собой стохастическое поведение. Поэтому прилагаются большие усилия для выбора подходящей процедуры для обеспечения высочайшего качества. Качество можно определить как совокупность требований клиента к продукту. В конкретном случае сварки основная цель состоит в том, чтобы получить сварной шов как можно ближе к требованиям. Качество сварки можно контролировать в два момента: в режиме онлайн во время процесса и в автономном режиме после получения сварочного валика.
При автономной оценке учитывались такие геометрические факторы, как надлежащее проникновение, армирование и длина деталей. Разрушающие испытания могут проводиться и заключаются в отборе образцов сварных конструкций для оценки непрерывности металла, механической прочности и других определяющих факторов для правильной эксплуатации. Иногда эти тесты приводят к разрушению тестируемого тела. С другой стороны, Ву и соавт. [1] утверждают, что онлайн-контроль качества позволяет экономить финансовые ресурсы за счет сокращения брака на производственной линии. С этой целью были реализованы датчики для визуального изображения, сбора звука, инфракрасные камеры и методы ультразвукового зондирования.
Одной из концепций, тесно связанных с онлайн-качеством, является контроль стабильности процесса. Согласно Пономареву [2], стабильность процесса GMAW оценивается в режиме онлайн тремя факторами: регулярностью переноса металла, стабильностью дуги и эксплуатационным поведением процесса сварки. Meneses [3] также утверждает, что чем выше стабильность переноса, тем выше проникновение и меньше разбрызгивание.
Meneses [3] также утверждает, что чем выше стабильность переноса, тем выше проникновение и меньше разбрызгивание.
Целью данной работы является представление библиографического обзора научной литературы, связанной с оценкой качества сварных швов, с упором главным образом на те исследования, в которых представлены качественные и количественные показатели для оценки стабильности процесса GMAW. Глава имеет следующую структуру: в разделе 2 обсуждается управление стабильностью в процессе GMAW; Раздел 2.1 обсуждает работу процесса GMAW; В разделе 2.2 обсуждаются факторы, влияющие на стабильность; В разделе 2.3 представлен краткий индекс стабильности; и, наконец, Раздел 3 раскрывает синтез исследования и будущих направлений исследований.
Реклама
2. Контроль стабильности в процессе GMAW
2.1 Процесс GMAW
Процесс GMAW характеризуется образованием дуги между постоянно подаваемым плавящимся электродом, защитным газом и свариваемым изделием, как представлен на рис. 1.
1.
Рис. 1.
Принципиальная схема процесса MIG/MAG (с изменениями из [4]).
Токопроводящая трубка: Это компонент сварочной горелки, выполняющий функцию направления потока газа в процессе сварки.
Контактный наконечник: это устройство-фонарик, предназначенное для направления и подачи напряжения на провод.
Электрод: это расходуемый стальной электрод с медным покрытием, который плавится под действием электрической дуги и перемещается в плавильную ванну.
Заготовка: состоит из металлических тел, соединяемых сварным швом.
CTWD (расстояние от контактного наконечника до рабочего места): его часто путают с расстоянием между контактным наконечником и заготовкой, которое совпадает, когда передний срез сопла совпадает с передним срезом контактного наконечника.
Вылет: это длина свободного провода после его прохождения через контактный наконечник.
Состав газа направлен на стабилизацию дуги и защиту сварочного материала от атмосферных газов, таких как азот и кислород, которые могут вызвать дефекты плавления, пористость и охрупчивание металла шва при контакте с электродом, дугой или сварка металла. В зависимости от того, является ли газ инертным (Ar или He) или активным (CO 2 или смесью, включающей N 2 или O 2 ), он может быть классифицирован как активный газ металла (MAG) или инертный газ металла (MIG).
Геометрия сварного шва напрямую зависит от параметров, определяющих процесс. На рис. 2 показаны эти геометрические параметры в поперечном сечении наплавленного валика. Наиболее важными параметрами, влияющими на проплавление и геометрию в процессе GMAW, являются сварочный ток, напряжение дуги, скорость перемещения горелки или скорость сварки, вылет, наклон горелки и диаметр электрода.
Рис. 2.
 w3.org/1999/xlink» xmlns:xsi=»http://www.w3.org/2001/XMLSchema-instance»> Геометрические характеристики сварного шва [5].
w3.org/1999/xlink» xmlns:xsi=»http://www.w3.org/2001/XMLSchema-instance»> Геометрические характеристики сварного шва [5].Согласно [6] технологические параметры GMAW можно разделить на пять основных групп (как показано на рисунке 3):
Фиксированные, которые не могут быть изменены оператором и определены в технологическом проекте.
Настраивается онлайн, что может быть изменено в процессе.
Настраивается в автономном режиме, который можно изменить только перед запуском процесса.
Поддается количественному онлайн-измерению, которое можно измерить в процессе.
Поддается количественной оценке в автономном режиме, т. е. поддается измерению только после завершения процесса.
Рис. 3.
Классификации параметров GMAW [6].
2.
 2 Факторы, влияющие на стабильность
2 Факторы, влияющие на стабильностьЭксплуатационные характеристики оказывают большое влияние на стабильность. Если газ подается неточно, дуга может не загореться, не будет стабильной или непрерывной ионизации плазмы, что повлияет на защитный эффект; азот, кислород и водяной пар попадают в зону сварки и непосредственно контактируют с дугой и плавящимися металлами, снижая устойчивость дуги и образуя различные сварочные дефекты. Точно так же наличие смазки, краски, пыли, влажности и экстремальных температур приводит к изменению сварочного напряжения.
Но стабильность дуги напрямую зависит от параметров процесса. Можно отметить, что существует зависимость между длиной дуги и стабильностью процесса. Увеличение длины дуги (из-за увеличения контактной насадкой рабочей длины заготовки) приведет к дестабилизации процесса, вызывая колебания силы сварочного тока и напряжения на дуге. В то же время, когда напряжение слишком мало, длина дуги мала, поэтому капля не растет полностью и затем контактирует с расплавленной ванной.
Параметр скорости подачи проволоки также оказывает влияние. При увеличении скорости подачи проволоки диаметр капли уменьшается; очень высокие или низкие значения совпадают с наиболее нестабильными условиями. Но степень этого влияния зависит от используемого защитного газа и сварочного напряжения.
Кроме того, изменение тока влияет на регулярность металлического переноса, и, кроме того, регулярность переноса отражает стабильность процесса. Тогда можно сказать, что на эти факторы будет влиять динамическое поведение процесса сварки GMAW, особенно физические изменения во время различных режимов переноса. Следовательно, чтобы понять, как эти факторы повлияли на стабильность, необходимо углубиться в особенности переноса металла.
Перенос металла напрямую влияет на стабильность дуги и окончательную геометрию наплавленного валика. Перенос металла контролируется несколькими параметрами, такими как ток, напряжение, диаметр электрода и состав защитного газа. Это напрямую влияет на способ переноса капель металла; однородность и объем капли; и изменения длины дуги.
Три первых режима передачи: короткое замыкание, шаровидное распыление и импульсный GMAW. В дополнение к этим режимам переноса существуют другие, классифицируемые как режимы переноса в свободном полете, которые возникают при высоком напряжении дуги и включают в себя отталкивание шаровидного распыления, выбрасываемое распыление, струйное распыление и вращающееся распыление. Настоящее исследование сосредоточено на трех первых естественных способах переноса.
Распылительный перенос характеризуется мелкими однородными каплями диаметром, близким к размеру электрода. Эта передача достигается с высокой интенсивностью и высоким напряжением; его силы тока от 150 до 500 А и напряжения от 24 до 40 ⱱ. Инертный защитный газ способствует этому типу переноса. Процесс характеризуется высокой стабильностью дуги, большими токами и глубоким проваром в заготовке, высокой частотой отрыва. Это позволяет достичь высокого проникновения. Осциллограммы напряжения и сварочного тока существенно не различаются, как показано на рис. 4.9.0003
4.9.0003
Рис. 4.
Коэффициенты волновой формы Режим переноса распылением [7].
При глобулярном переносе капля растет, пока не превысит размеры электрода, а отрыв происходит под действием силы тяжести. Типичными параметрами шаровидного переноса являются напряжение 20–36 ⱱ, сила тока 70–255 А. Он был нежелательным в промышленности из-за его нестабильности и высокой степени разбрызгивания. Во время этого режима передачи выходные токи продолжают колебаться в зависимости от отрыва капли, как показано на рисунке 5.9.0003
Рис. 5.
Волновые коэффициенты шарового режима передачи [7].
Импульсный перенос считается частным случаем распылительного переноса, но характеризуется высокой стабильностью, которая достигается за счет управления переменными процесса, в частности током. Сварочное оборудование генерирует два уровня тока. В первом случае базовый ток (Ib) поддерживается на низком уровне, так что не происходит передачи, а только начинается сплавление проволоки; во втором пиковый ток (Ip) выше, чем ток шарового перехода, вызывающий перенос в оптимальных условиях работы одиночной капли. Типичными параметрами при импульсной передаче являются напряжение 20–30 ⱱ и сила тока 100–300 А, как показано на рисунке 6.9.0003
Сварочное оборудование генерирует два уровня тока. В первом случае базовый ток (Ib) поддерживается на низком уровне, так что не происходит передачи, а только начинается сплавление проволоки; во втором пиковый ток (Ip) выше, чем ток шарового перехода, вызывающий перенос в оптимальных условиях работы одиночной капли. Типичными параметрами при импульсной передаче являются напряжение 20–30 ⱱ и сила тока 100–300 А, как показано на рисунке 6.9.0003
Рис. 6.
Факторы формы волны (изменено из [8]).
Еще одним параметром, влияющим на стабильность процесса, является ток перехода, который изменяет частоту и диаметр переносимых капель.
При заданном токе перехода короткого замыкания капельный перенос существует в виде короткого замыкания, а сварка устойчива. При увеличении сварочного тока переход капли из режима короткого замыкания в смешанный режим, поэтому процесс сварки и электрический сигнал становятся нестабильными.
С другой стороны, ток перехода шаровидных брызг также представляет нестабильность; большое количество брызг, но дуга уже не гаснет. Исследования показывают, что с увеличением СО 2 в газовой смеси происходит увеличение тока перехода.
Наконец, особенностью режима переноса короткого замыкания является наличие регулярного контакта между электродом и заготовкой. Типичными параметрами короткого замыкания являются напряжение 16–22 ⱱ и сила тока 50–150 А. При возникновении короткого замыкания дуга гасится с образованием двух характерных фаз: дугового периода и периода короткого замыкания. Рост капель происходит в период горения дуги, тогда как в период контакта происходит перенос металла. Кроме того, напряжение и ток колеблются в сторону высоких и низких значений на той же частоте переноса металла (рис. 7).
Рис. 7.
Факторы формы волны (изменено из [9]).
Кроме того, существует взаимосвязь между коэффициентом формы короткого замыкания и стабильностью дуги. Некоторые параметры (относящиеся к времени и току), используемые для количественной оценки стабильности, легко рассчитать по коэффициенту формы сигнала, например, время короткого замыкания, время горения дуги, период переключения и частота короткого замыкания. Мита и др. В [9] также утверждается, что корреляция между этими параметрами и стабильностью ослабевает с увеличением тока.
2.3 Резюме индексов стабильности
Используя вышеупомянутые концепции, было предложено несколько индексов для оценки стабильности и качества процесса сварки. Они рассчитывались с использованием методов обработки изображений, акустического мониторинга и анализа электрических сигналов. На рисунке 8 показан процент статей, классифицированных по режимам передачи, и было обнаружено, что самый высокий процент индексов сосредоточен на режиме передачи с коротким замыканием.
Рис. 8.

Бумаги, классифицированные по способам передачи.
2.3.1 Статистический анализ для выявления нарушений
Зная, что сигнал ведет себя согласно стохастическому процессу, можно определить вероятностную модель и применить некоторые алгоритмы для обработки этого сигнала. Следовательно, несколько работ были сосредоточены на изучении электрических сигналов в момент возмущения с использованием статистической обработки.
Адольфссон и Бахрами [10] рассчитывают дисперсию сварочного напряжения (каждые 1024 сигнала). Исследование подтверждает гипотезу о том, что нестабильность процесса (вызванная возмущениями) коррелирует со снижением дисперсии сварочного напряжения; аналогичным образом уменьшилась скорость передачи короткого замыкания; и наоборот, не происходит снижения расчетной дисперсии сварочного тока. Полученные результаты были использованы при разработке алгоритма онлайн-обнаружения неисправностей. Эта работа показывает многообещающий индекс стабильности, но она ориентирована только на режим переноса с коротким замыканием и не была распространена на другие режимы переноса. Обратите внимание, что моменты возмущения были вызваны выполнением надрезов в заготовке, а не изменением входных переменных процесса, таких как скорость подачи проволоки, скорость сварки и расстояние от наконечника до рабочего места (CTWD), что также влияет на стабильность.
Эта работа показывает многообещающий индекс стабильности, но она ориентирована только на режим переноса с коротким замыканием и не была распространена на другие режимы переноса. Обратите внимание, что моменты возмущения были вызваны выполнением надрезов в заготовке, а не изменением входных переменных процесса, таких как скорость подачи проволоки, скорость сварки и расстояние от наконечника до рабочего места (CTWD), что также влияет на стабильность.
Luksa [11] рассчитывает среднее значение короткого замыкания; отклонение сварочного тока; время горения дуги; и значения частоты короткого замыкания (каждые 2200 отсчетов сигналов). Он выделяет два типа помех, вызванных внешними факторами, такими как жир и краска, которые влияют на газовую защиту сварочной дуги, и вторую группу, вызванную изменениями длины проволоки. Как уже упоминалось в предыдущей работе, автор указывает, что в момент возмущения дисперсия сварочного напряжения уменьшалась. Но он также утверждает, что при ступенчатом воздействии также могут иметь место увеличения скоростей коротких замыканий и оптимальная устойчивость процесса, что противоречит результатам, полученным в [10]. Интересным вкладом этой работы является исследование правильного размера окна данных, поскольку очень большой или маленький размер окна данных может привести к ошибочным результатам стабильности.
Интересным вкладом этой работы является исследование правильного размера окна данных, поскольку очень большой или маленький размер окна данных может привести к ошибочным результатам стабильности.
Наконец, Wu et al. [12] использовали статистическое управление процессом (SPC), создав последовательную диаграмму сварочного напряжения и тока (каждые 2000 сигналов). Совпадая с представленным ранее индексом, во время этапа возмущения происходит уменьшение расчетной дисперсии сварочного напряжения. Они также понимают в результате увеличение эксцесса как для сварочного напряжения, так и для тока. Результаты были обобщены для трех основных режимов переноса и использованы при построении СПК.
2.3.2 Стабильность дуги
В 1988 г. авторы Mita et al. [9] выявил корреляцию между стабильностью дуги и стандартным отклонением времени горения дуги; стандартное отклонение тока короткого замыкания; и среднее значение частоты коротких замыканий. Они использовали линейную регрессию, чтобы доказать эту корреляцию и создать новый индекс стабильности. Они показали, что на частоту коротких замыканий влияют несколько параметров сварки, в основном скорость подачи проволоки и напряжение дуги. Кроме того, утверждается, что стабильность процесса возрастает при уменьшении стандартного отклонения частоты короткого замыкания. Тем не менее, предложенный индекс был протестирован во всех текущих диапазонах, и авторы пришли к выводу, что стабильность дуги может быть получена во всех режимах переноса.
Они показали, что на частоту коротких замыканий влияют несколько параметров сварки, в основном скорость подачи проволоки и напряжение дуги. Кроме того, утверждается, что стабильность процесса возрастает при уменьшении стандартного отклонения частоты короткого замыкания. Тем не менее, предложенный индекс был протестирован во всех текущих диапазонах, и авторы пришли к выводу, что стабильность дуги может быть получена во всех режимах переноса.
Hermans и Ouden [13] предлагают критерий стабильности дуги (уравнение 1, таблица 1), основанный на частоте коротких замыканий, используя взаимосвязь между временем дуги и временем короткого замыкания. Для этого они проанализировали поведение сварочной ванны, сделав снимки высокоскоростной камерой. Авторы пришли к выводу, что в момент, когда частота колебаний сварочной ванны и частота короткого замыкания синхронизированы, достигается наибольшая стабильность.
Таблица 1.
Сводка индексов стабильности дуги.
Ogunbiyi и Norris [14] обобщили несколько критериев, представленных другими авторами, и предложили три индекса для расчета стабильности переноса металла. Этими показателями являются индекс переноса (уравнение 2, таблица 1), индекс стабильности переноса (уравнение 3, таблица 1) и индекс устойчивости погружения (уравнение 4, таблица 1), которые основаны на корреляции между режимами переноса металла, дугой. стабильность и форма тока. Исследование сталкивается с тремя основными способами переноса металла, что является преимуществом по сравнению с другими исследованиями. Они рассчитывают индексы на основе соотношения между минимальным, средним и максимальным сварочным током. Показатели и математическая формулировка представлены в таблице 1. Они также используют форму волны напряжения для прогнозирования режима переноса металла, поскольку наблюдаются большие изменения напряжения при переходе от распыления к переносу при коротком замыкании. Они делают обобщение и предлагают новый показатель коэффициента мощности (PR) (уравнение 5, таблица 1), используемый для идентификации режима переноса металла и стабильности дуги. Наконец, была создана система онлайн-мониторинга, способная прогнозировать состояние процесса.
Этими показателями являются индекс переноса (уравнение 2, таблица 1), индекс стабильности переноса (уравнение 3, таблица 1) и индекс устойчивости погружения (уравнение 4, таблица 1), которые основаны на корреляции между режимами переноса металла, дугой. стабильность и форма тока. Исследование сталкивается с тремя основными способами переноса металла, что является преимуществом по сравнению с другими исследованиями. Они рассчитывают индексы на основе соотношения между минимальным, средним и максимальным сварочным током. Показатели и математическая формулировка представлены в таблице 1. Они также используют форму волны напряжения для прогнозирования режима переноса металла, поскольку наблюдаются большие изменения напряжения при переходе от распыления к переносу при коротком замыкании. Они делают обобщение и предлагают новый показатель коэффициента мощности (PR) (уравнение 5, таблица 1), используемый для идентификации режима переноса металла и стабильности дуги. Наконец, была создана система онлайн-мониторинга, способная прогнозировать состояние процесса.
Симпсон [15] представляет индекс стабильности с использованием метода обработки изображений, известного как сигнатурные изображения. Этот показатель рассчитывается последовательно из сравнения двух изображений размерных гистограмм данных напряжения и тока, позволяющих обнаруживать неисправности для трех основных режимов переноса металла. Хотя это метод обработки изображений, который не требует высокоскоростных камер, вместо этого необходима хорошая система сбора данных для работы в режиме реального времени. Поэтому его можно рассматривать как дешевый и осуществимый метод для внедрения в промышленность.
Наконец, группа Laprosolda из Федерального университета Уберландии, Бразилия [12, 13, 16, 17], в аналогичном приближении, на основе численных и статистических методов, предлагает два показателя для режима передачи короткого замыкания: регулярность индекс (IVcc) (уравнение 6, таблица 1) критерий для количественной оценки стабильности переноса короткого замыкания в процессе сварки MIG/MAG, принимая во внимание постоянство времени короткого замыкания и открытой дуги, а также индекс частоты резания ( ∆Fcc) (уравнение 7, табл. 1) для определения диапазона регулирования напряжения, гарантирующего большую стабильность переноса металла при коротком замыкании GMAW. Используя параметры диаметра проволока-электрод, скорость подачи проволоки и диаметр капли в зависимости от диаметра проволоки, они определяют поведение переноса металла (особенно в отношении корреляции между стабильностью режима переноса и дефектами сварки). Использование этих индексов позволило авторам проверить корреляцию между индуктивностью; регулярность металлического переноса; и влияние изменения расстояния от контактного наконечника до рабочего расстояния (CTWD) с тремя различными типами газов. Кроме того, предложенные индексы широко использовались в других исследованиях; некоторые из них обсуждаются ниже.
1) для определения диапазона регулирования напряжения, гарантирующего большую стабильность переноса металла при коротком замыкании GMAW. Используя параметры диаметра проволока-электрод, скорость подачи проволоки и диаметр капли в зависимости от диаметра проволоки, они определяют поведение переноса металла (особенно в отношении корреляции между стабильностью режима переноса и дефектами сварки). Использование этих индексов позволило авторам проверить корреляцию между индуктивностью; регулярность металлического переноса; и влияние изменения расстояния от контактного наконечника до рабочего расстояния (CTWD) с тремя различными типами газов. Кроме того, предложенные индексы широко использовались в других исследованиях; некоторые из них обсуждаются ниже.
Souza [18] представляет работу, связанную с картированием режимов переноса капель, чтобы помочь сварщикам в выборе наилучших необходимых параметров настройки сварки. Карты были предложены для режимов переноса брызг и короткого замыкания. Они использовали параметры IVcc и ∆Fcc, чтобы сфокусировать диапазон напряжений и получить области перехода с соответствующими рабочими характеристиками для режима короткого замыкания. Исследование показало, что показатель имеет свойство уменьшаться, а затем вновь возрастать при увеличении сварочного напряжения. Поскольку меньшие значения индекса указывают на лучшую стабильность, кажется, что процесс имеет плохую стабильность при очень низких и очень высоких напряжениях.
Они использовали параметры IVcc и ∆Fcc, чтобы сфокусировать диапазон напряжений и получить области перехода с соответствующими рабочими характеристиками для режима короткого замыкания. Исследование показало, что показатель имеет свойство уменьшаться, а затем вновь возрастать при увеличении сварочного напряжения. Поскольку меньшие значения индекса указывают на лучшую стабильность, кажется, что процесс имеет плохую стабильность при очень низких и очень высоких напряжениях.
Meneses [3] представляет реализацию модели, представляющей процесс GMAW при орбитальной сварке. Она также разработала исследование управления переносом металла с целью достижения высокого уровня качества сварного соединения в различных условиях. Указанные показатели использовались для того, чтобы сделать возможной оценку гипотезы, чтобы большее количество коротких замыканий имело большую устойчивость в процессе. Это позволяет пользователям выбирать правильную настройку параметров в зависимости от своих потребностей, чтобы получить стабильный перенос при соответствующих условиях сварки.
Коста [19] провел проверку стабильности процесса сварки для режима переноса короткого замыкания. Были использованы индекс регулярности (IVcc) и индекс частоты резания (Fcc), и это позволило определить уровни натяжения, которые приводят к большей регулярности переноса, меньшему уровню разбрызгивания, более высокой эффективности наплавки и лучшему качеству поверхности сварного валика. На следующем этапе они использовали характеристики осаждения и позволили оценить количество материала, потерянного из-за шлака и дыма, а также количество образующихся брызг. Также удалось оценить влияние скорости подачи и типа защитного газа на поведение при коротких замыканиях. Наконец, он разработал анализ термического КПД, где пришел к выводу, что нет никакой связи между значениями термического КПД и регулярностью переноса.
В заключение отметим, что эти индексы являются мощными инструментами для определения стабильности процесса GMAW и могут отслеживаться в режиме реального времени. Частота короткого замыкания является одним из наиболее подходящих параметров для определения устойчивости в режиме переноса короткого замыкания либо путем ее корреляции с частотой колебаний сварочной ванны, либо путем расчета ее стандартного отклонения. Так называемый индекс Вилариньо, разработанный группой Laprosolda, получил широкое распространение в Бразилии, и это индекс устойчивости к короткому замыканию, о котором было найдено наибольшее количество ссылок.
Так называемый индекс Вилариньо, разработанный группой Laprosolda, получил широкое распространение в Бразилии, и это индекс устойчивости к короткому замыканию, о котором было найдено наибольшее количество ссылок.
2.3.3 Анализ осциллограмм тока и напряжения
Анализ осциллограмм тока и напряжения используется так же, как индикатор стабильности. Были использованы методы спектральной плотности мощности и частотно-временного анализа, которые позволили выполнить разложение сигналов по времени и частоте.
Адольфссон и Бахрами [10] использовали спектральный анализ данных измерений для обнаружения различий в спектральной плотности мощности сварочного напряжения и тока в момент возмущения. Это сделало возможным создание алгоритма, обнаруживающего изменения частот и позволяющего обнаруживать неисправности. Они также утверждают, что уменьшение дисперсии отражалось в уменьшении площади спектральной плотности мощности. Эта работа обсуждалась ранее в разделе 2.3.1.
Кроме того, Huang et al. [20] использовали методы частотно-временной энтропии для оценки стабильности дуговой сварки металлическим электродом с коротким замыканием, продемонстрировав, что, когда сварка более стабильна, частотно-временная энтропия увеличивается. Чтобы получить результаты, авторы изменили входные переменные, такие как ток, напряжение и скорость сварки, продемонстрировав, что этот метод можно использовать для определения параметров, обеспечивающих большую стабильность. Наконец, результаты могут быть использованы для выполнения классификации процессов в стабильной и неустойчивой дуге. В будущих работах было бы интересно интегрировать эти методы с алгоритмами машинного обучения под наблюдением для выполнения классификации устойчивости.
[20] использовали методы частотно-временной энтропии для оценки стабильности дуговой сварки металлическим электродом с коротким замыканием, продемонстрировав, что, когда сварка более стабильна, частотно-временная энтропия увеличивается. Чтобы получить результаты, авторы изменили входные переменные, такие как ток, напряжение и скорость сварки, продемонстрировав, что этот метод можно использовать для определения параметров, обеспечивающих большую стабильность. Наконец, результаты могут быть использованы для выполнения классификации процессов в стабильной и неустойчивой дуге. В будущих работах было бы интересно интегрировать эти методы с алгоритмами машинного обучения под наблюдением для выполнения классификации устойчивости.
Чу и др. В работе [21] проведен анализ спектральной плотности мощности сигналов тока и напряжения также для процессов с режимом передачи короткого замыкания с использованием для этого преобразования Фурье. Чтобы определить, были ли процессы испытаний стабильными, была проведена корреляция между геометрией валика сварного шва и значениями напряжения и тока. Они утверждают, что процесс сварки с уникальной частотой соответствует однородности сварных швов и хорошему качеству поверхности сварного шва, что позволяет обнаруживать стабильные диапазоны и участки с дефектами.
Они утверждают, что процесс сварки с уникальной частотой соответствует однородности сварных швов и хорошему качеству поверхности сварного шва, что позволяет обнаруживать стабильные диапазоны и участки с дефектами.
Cayo и Alfaro [22] сравнивают временную и частотную области, чтобы определить, какая из них наиболее подходит для расчета стабильности процесса сварки S-GMAW. Применение этих двух методов к звуку сварочной дуги показало, что временная область является наиболее подходящей. Они также демонстрируют, что частота акустических возгораний и частота коротких замыканий уменьшаются в областях неустойчивости. Полученные результаты могут быть использованы для разработки онлайн-системы выявления областей нарушений.
Масиас и др. [23] используют обработку изображений для анализа изображения, генерируемого частотно-временной диаграммой, полученной из акустического мониторинга. Доказательство того, что минимальное стандартное отклонение сварного шва с переносом металла указывает на то, что процесс стабилен, как упоминалось ранее. Авторы не реализовали онлайн-мониторинг, но подчеркнули существующую гибкость с точки зрения обработки изображений и онлайн-обработки сигналов. Следует отметить, что в будущих работах авторы интегрируют свои результаты в нейронную сеть с искусственным интеллектом для прогнозирования стабильности процесса.
Авторы не реализовали онлайн-мониторинг, но подчеркнули существующую гибкость с точки зрения обработки изображений и онлайн-обработки сигналов. Следует отметить, что в будущих работах авторы интегрируют свои результаты в нейронную сеть с искусственным интеллектом для прогнозирования стабильности процесса.
Таким образом, можно сделать вывод, что спектральная плотность мощности является мощным методом количественной оценки стабильности и позволяет выявлять сбои в процессе путем обнаружения изменений частоты сигнала. Таким образом, можно сделать вывод, что спектральная плотность мощности является мощным методом количественной оценки стабильности и позволяет выявлять неисправности в процессе путем обнаружения изменений частоты сигнала, которые можно соотнести с качеством геометрии сварного шва. шарик.
Сигналы тока и напряжения также использовались для создания циклограмм, показывающих зависимость сварочного напряжения от сварочного тока для получения индикатора стабильности процесса. Циклограммы представляют собой новый метод анализа стабильности в процессе сварки. Они представляют собой визуальное представление в виде графиков зависимости значений напряжения от тока (рис. 9). Он широко используется в качестве индикатора стабильности для режима передачи короткого замыкания.
Циклограммы представляют собой новый метод анализа стабильности в процессе сварки. Они представляют собой визуальное представление в виде графиков зависимости значений напряжения от тока (рис. 9). Он широко используется в качестве индикатора стабильности для режима передачи короткого замыкания.
Рис. 9.
Представление циклограмм (изменено из [24]).
Согласно Мойнуддину и Шарме [24], с помощью циклограмм можно представить характеристики отрыва капли и стадии горения дуги. Авторы также провели анализ распределения плотности вероятности напряжения дуги, наплавленного валика и анализ микроструктуры для различных условий сварки, что позволило распространить исследование стабильности на режим струйного переноса. Исследование показало, что существует сильная корреляция между микроструктурой и стабильностью дуги. Кроме того, различные типы электродов и их электропроводность также влияют на получаемую микроструктуру сварного шва. Стабильная дуга обеспечивает большее проплавление и повышает эффективность плавки. Авторы отмечают, что исследование может быть расширено с учетом других параметров, таких как тип электрода, удлинение электрода, защитный газ, скорость сварки и другие режимы тока, такие как импульсный.
Стабильная дуга обеспечивает большее проплавление и повышает эффективность плавки. Авторы отмечают, что исследование может быть расширено с учетом других параметров, таких как тип электрода, удлинение электрода, защитный газ, скорость сварки и другие режимы тока, такие как импульсный.
Cayo [25] использует циклограммы для обнаружения дефектов сварного шва, отраженных в сигналах дуги и вольт-амперного сигнала. Циклограммы позволили выявить три вида возмущений, изменение стенда, наличие смазки и отсутствие защитного газа. Каждый тип дефекта показывал изменения на циклограммах, что позволяло анализировать изменения напряжения и тока. Одним из преимуществ циклограмм является то, что они дают визуальный результат, позволяющий быстро анализировать значения, полученные в процессе. Снова показан мощный индикатор стабильности, но он был ориентирован только на анализ режима передачи короткого замыкания.
Субан [26] использует этот показатель для определения более стабильного переноса материала при коротком замыкании.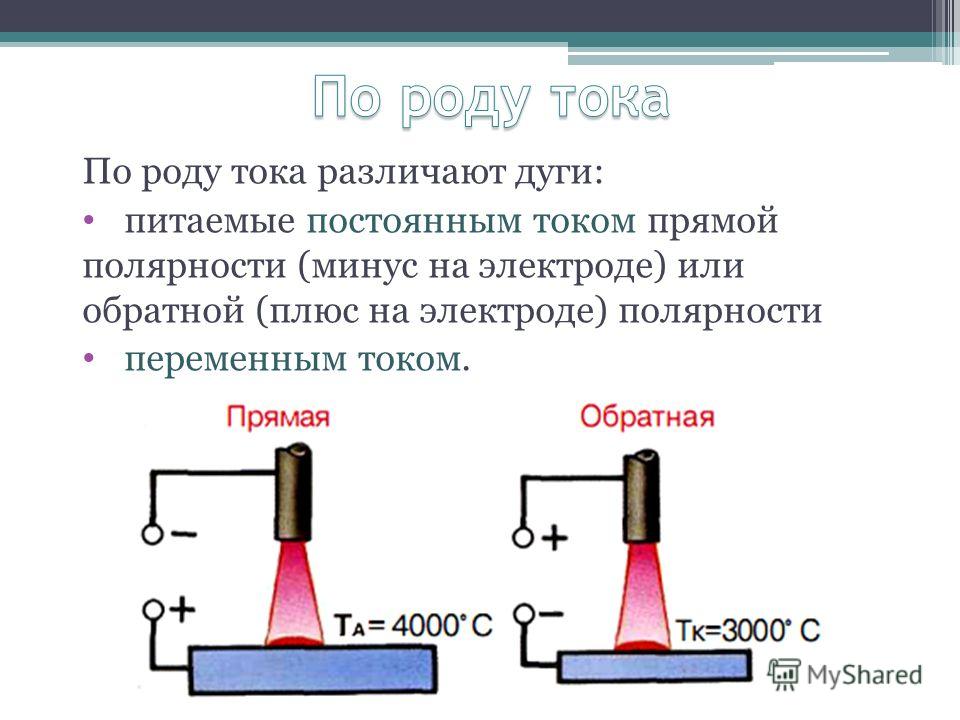 В результате идентифицируются моменты открытой дуги, короткого замыкания и переноса брызг в зависимости от типа используемого газа. Кроме того, автор выполняет анализ вероятностного распределения напряжения и тока с помощью анализа Фурье. Среди выводов авторы подчеркивают, что с чистым CO 2 достигается большая стабильность. Этот метод прост и может быть реализован в режиме реального времени.
В результате идентифицируются моменты открытой дуги, короткого замыкания и переноса брызг в зависимости от типа используемого газа. Кроме того, автор выполняет анализ вероятностного распределения напряжения и тока с помощью анализа Фурье. Среди выводов авторы подчеркивают, что с чистым CO 2 достигается большая стабильность. Этот метод прост и может быть реализован в режиме реального времени.
2.3.4 Контроль размера капель
Контроль размера капель обеспечивает стабильность переноса. Для измерения этой переменной обычно используются методы обработки изображений, лазерного затенения и обработки звука. Соответствующее управление обеспечивает правильный режим передачи; повышает качество сварки и уменьшает количество дефектов. Крупные капли не представляют подходящего состояния.
Перенос капли зависит от форм сварочного тока и напряжения дуги, на которые влияют сила тяжести, электромагнитная сила, сила сопротивления плазмы и поверхностное натяжение. Субан [26] гарантирует, что для максимальной стабильности время между переносами двух последовательных капель всегда должно быть одинаковым.
Мусави и Кулкарни [27, 28] демонстрируют, что связь между отрывом капель и статистическими параметрами тока существует, уверяя, что меньшее стандартное отклонение и коэффициент вариации считаются равномерными отрывом капель и однородностью длины дуги.
Soderstrom и Mendez [29] используют высокоскоростные лазерные теневые графики и быстрое преобразование Фурье (БПФ) сигнала напряжения для измерения диаметра капель и частоты отрыва. Было обнаружено, что существует зависимость между средним диаметром капель и током для электродов разного диаметра. Кроме того, в нем говорится, что увеличение CO 2 выше нормы вызывает неустойчивое отслоение.
Тогда можно сделать вывод, что существует корреляция между формой волны тока и отрывом капли. Меньший коэффициент вариации среднего значения сварочного тока отражает однородность частоты отрыва. Кроме того, при переменном времени переноса сварочная дуга имеет тенденцию к нестабильности, а сигналы тока проявляют неравномерное поведение.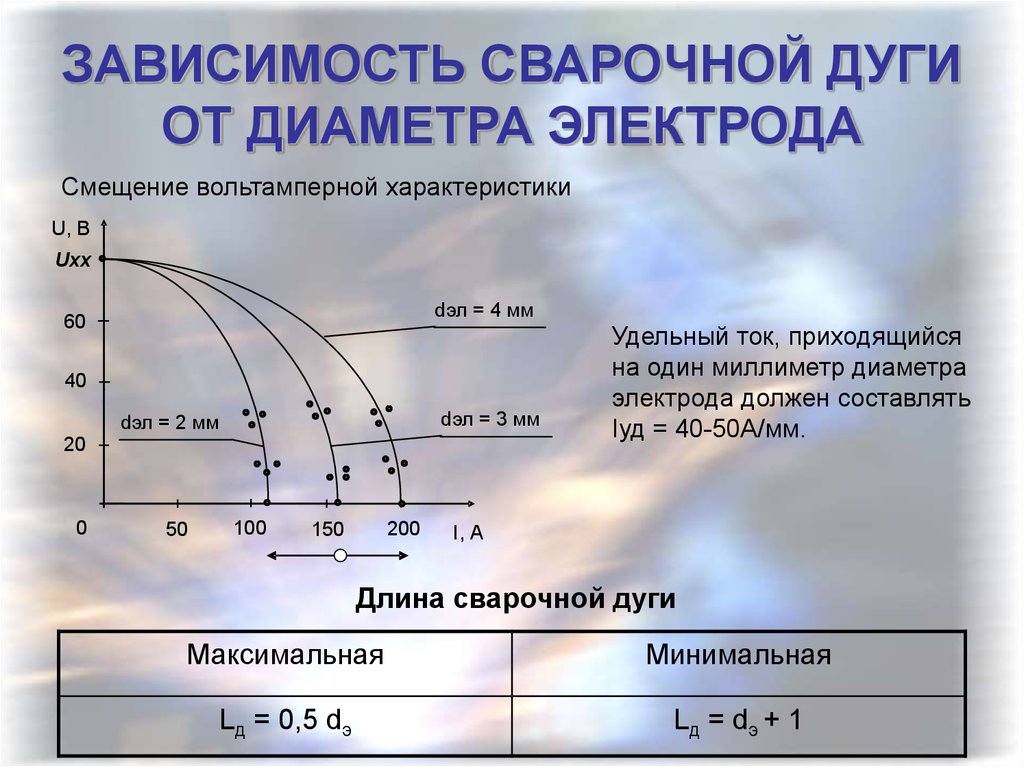 В случае режима передачи короткого замыкания рекомендуется отсоединить одну капельницу накоротко. В равной степени Пал и соавт. В работе [30] утверждается, что в процессах импульсной сварки отрыв капли должен происходить во время импульсов, а диаметр капли должен быть подобен диаметру электрода. Наконец, адекватный контроль и изучение металлического переноса позволяют гарантировать качество геометрии наплавленного валика.
В случае режима передачи короткого замыкания рекомендуется отсоединить одну капельницу накоротко. В равной степени Пал и соавт. В работе [30] утверждается, что в процессах импульсной сварки отрыв капли должен происходить во время импульсов, а диаметр капли должен быть подобен диаметру электрода. Наконец, адекватный контроль и изучение металлического переноса позволяют гарантировать качество геометрии наплавленного валика.
2.3.5 Показатель разбрызгивания
Еще одним широко используемым показателем является количество брызг, образующихся в процессе сварки; брызги являются результатом нестабильности дуги и должны быть сведены к минимуму. Наибольшее количество исследований разработано в области короткого замыкания. В момент возникновения короткого замыкания и сброса дуги образуется наибольшее количество брызг. Кроме того, если среднее значение времени короткого замыкания неравномерно, будет образовываться больше брызг.
Сильва и др. [31] предлагают критерий индекса разбрызгивания, коррелирующий скорость разбрызгивания (S — уравнение 1, таблица 2) и скорость осаждения (D — уравнение 2, таблица 1). Цель состояла в том, чтобы продемонстрировать, что правильный контроль этих показателей позволяет выбрать соответствующие параметры для любого конкретного применения сварки.
Цель состояла в том, чтобы продемонстрировать, что правильный контроль этих показателей позволяет выбрать соответствующие параметры для любого конкретного применения сварки.
Таблица 2.
Сводка индексов стабильности переноса.
С другой стороны, Kang и Rhee [32] разработали модели статистической регрессии для прогнозирования количества брызг при передаче короткого замыкания для GMAW. Таким же образом показано, что формы сигналов напряжения и сварочного тока могут быть удовлетворительно использованы для прогнозирования наличия брызг. Канг и др. [33] в аналогичной работе используют четыре различные модели линейной и нелинейной регрессии, состоящие из коэффициентов формы волны, для разработки модели прогнозирования разбрызгивания. Доказывая, что количество брызг зависит от количества погасаний дуги, погасания дуги происходят, когда сварочное напряжение ниже оптимального. В другом исследовании были разработаны модели для оценки скорости разбрызгивания на основе обычных многослойных персептронов с прямой связью и обратным распространением ошибки в качестве алгоритма обучения для оценки скорости разбрызгивания.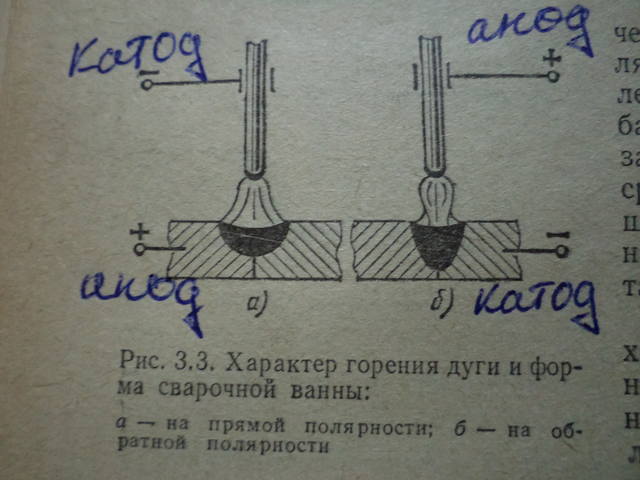
Наконец, Fernandes et al. [34] предлагают коэффициент разбрызгивания (уравнение 7, таблица 2), связанный математическим уравнением веса брызг, собранных в ящике, и веса сварного шва. Используя рассчитанное значение индекса разбрызгивания, они предлагают новый индекс стабильности (уравнение 8, таблица 1), который повышает электрическую стабильность процесса и вес брызг, образующихся во время сварки. Предлагаемый метод эффективен при правильном сборе брызг. Он подходит для лабораторных условий, но вряд ли может быть реализован в промышленности, поскольку зависит от устройства сбора. Однако полученные результаты могут быть обобщены в модели автоматического обучения и реализованы для контроля разбрызгивания.
2.3.6 Акустический мониторинг
Согласно Grad et al. [35], акустический сигнал содержит информацию о режиме переноса и поведении дуги. Также возможно определить изменения размеров и геометрии дуги; изменения интенсивности дуги; перенос металла и колебания расплавленной ванны.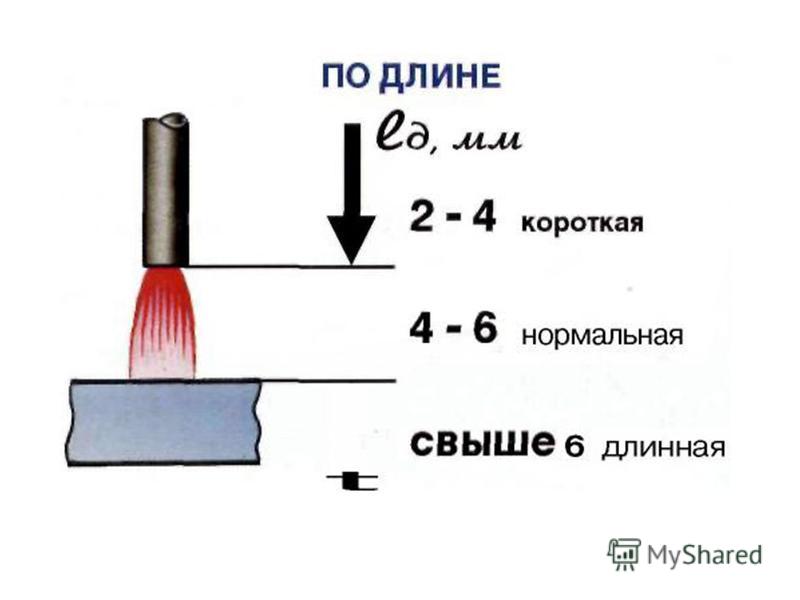
Даже согласно Mota et al. [36], можно заметить, что звуковой сигнал сопровождает электрический сигнал, а именно напряжение, по отношению к моментам гашения и зажигания дуги. На рис. 10 легко увидеть звуковые импульсы с моментов резкого изменения напряжения электрической дуги, а промежутки времени между ними следуют той же закономерности, что и в электрическом сигнале.
Рис. 10.
Сравнение звукового и токового сигналов (с изменениями из [36]).
Грум и др. [37] используют звуковой и световой сигналы для обнаружения даже самых незначительных отклонений в поведении дуги, а также больших отклонений из-за режима переноса материала и чрезмерного/недостаточного проплавления сварного шва. Они предлагают математическую модель, использующую значения звука и света. Авторы продемонстрировали наличие корреляции между световыми сигналами и энергией, подводимой к системе. При контроле звука удалось выявить колебания дуги, свидетельствующие о нестабильности. Модель была разработана для режима переноса короткого замыкания, но была обобщена для режима переноса распылением.
При контроле звука удалось выявить колебания дуги, свидетельствующие о нестабильности. Модель была разработана для режима переноса короткого замыкания, но была обобщена для режима переноса распылением.
Cayo и Alfaro [38] используют звук, чтобы определить разницу между режимами передачи в процессе GMAW. Они используют звуковое давление и токовые сигналы для выявления изменений в режиме передачи и выявления дефектов. В случае спрей-переноса капли мелкие и практически незаметны при акустическом анализе. Уже в случае короткого замыкания можно отслеживать возникновение каждого короткого замыкания и повторное зажигание дуги.
Рока и др. [39] также применяли акустический мониторинг, а полученные результаты использовали для обучения нейронной сети. Для проведения анализа получают стандартные отклонения пиковых амплитуд звука в момент короткого замыкания и используют их в качестве индикатора стабильности. В уравнении 12, в таблице 1 показан ранее установленный индекс стабильности. Сочетание статистического метода, акустического мониторинга и искусственного интеллекта позволило использовать онлайн-мониторинг, считая его эффективным и неразрушающим методом.
Сочетание статистического метода, акустического мониторинга и искусственного интеллекта позволило использовать онлайн-мониторинг, считая его эффективным и неразрушающим методом.
Можно резюмировать, что электрические и акустические сигналы коррелируются в основном в режиме передачи короткого замыкания, где можно идентифицировать отрыв капли и повторное зажигание дуги. Кроме того, с помощью звукового мониторинга можно выявить режимы переноса. Это недорогой метод, который можно реализовать в промышленности. Комбинация этого метода с методами машинного обучения, позволяющими прогнозировать и классифицировать, открыта для будущих работ.
Реклама
3. Обобщение исследования и будущих направлений исследований
Для синтеза исследования был получен анализ документации, метаданные коллекции документов экспортированы в формат исследования информационных систем (RIS), а библиометрический анализ проводили с помощью программы VOSViewer. График с группами основных авторов и их отношением соавторства (принимая пять за частоту встречаемости фамилии автора) представлен на рисунке 11. Можно выделить как самый большой кластер китайских авторов, за которыми следуют меньшие группы бразильских и индийских авторов, подчеркнув, что между этими группами мало сотрудничества.
График с группами основных авторов и их отношением соавторства (принимая пять за частоту встречаемости фамилии автора) представлен на рисунке 11. Можно выделить как самый большой кластер китайских авторов, за которыми следуют меньшие группы бразильских и индийских авторов, подчеркнув, что между этими группами мало сотрудничества.
Рис. 11.
Авторы и их отношения соавторства (два как частота встречаемости фамилии автора).
На рис. 12 показаны наиболее часто используемые термины в области, которые можно определить как ключевые слова.
Рисунок 12.
Кластер терминов (два как частота появления термина).
На рисунках 13 и 14 показаны сводные данные о сигналах и методах, используемых для измерения или оценки индексов. Следовательно, сигналы тока и напряжения широко используются, а также камера при обработке изображений и микрофон для анализа акустических сигналов.
Следовательно, сигналы тока и напряжения широко используются, а также камера при обработке изображений и микрофон для анализа акустических сигналов.
Рис. 13.
Датчики, используемые для измерения.
Рис. 14.
Методы, используемые для оценки индексов.
На рис. 15 обобщены параметры и переменные, использованные в исследованиях, которые показывают, что среди факторов, наиболее влияющих на стабильность процесса, можно упомянуть ток, напряжение, скорость подачи проволоки, время короткого замыкания, время горения дуги и частоту короткого замыкания. .
Рисунок 15.
 w3.org/2001/XMLSchema-instance»> Параметры и переменные, используемые в исследованиях.
w3.org/2001/XMLSchema-instance»> Параметры и переменные, используемые в исследованиях.Также возможно классифицировать указатели на группы по назначению, ориентированные на контроль металлического переноса, анализ стабильности дуги и процесса в целом. На рис. 16 показано процентное соотношение по группам; На рис. 17 показан метод, используемый для разработки индексов для этих групп. Важно подчеркнуть, что эти понятия широко соотносятся.
Рисунок 16.
Проценты по группам.
Рисунок 17.
Методы, используемые для разработки индексов, классифицированных по группам.
Обратите внимание, что наибольший процент исследований направлен на изучение стабильности переноса металла. Также очевидно, что основными методами обработки для разработки индексов были математическая формулировка и статистические методы. Хотя в случае переноса металла широко используется обработка изображений, в основном для определения режима переноса и размера капли.
Также очевидно, что основными методами обработки для разработки индексов были математическая формулировка и статистические методы. Хотя в случае переноса металла широко используется обработка изображений, в основном для определения режима переноса и размера капли.
На рис. 18 показана таксономия, в которой подробно описаны методы, используемые для измерения стабильности процесса сварки, и связанные с ними методы. Используемые методы были разделены согласно Weglowski [40] на традиционные и нетрадиционные.
Рис. 18.
Классификация основных методов, используемых для мониторинга.
Наконец, чтобы найти тенденцию и возможное видение направления будущих исследований, было проанализировано следующее:
3.1 Основные работы последних 5 лет
Проведен анализ работ в области стабильности за последние 5 лет, который позволил выявить следующие тенденции.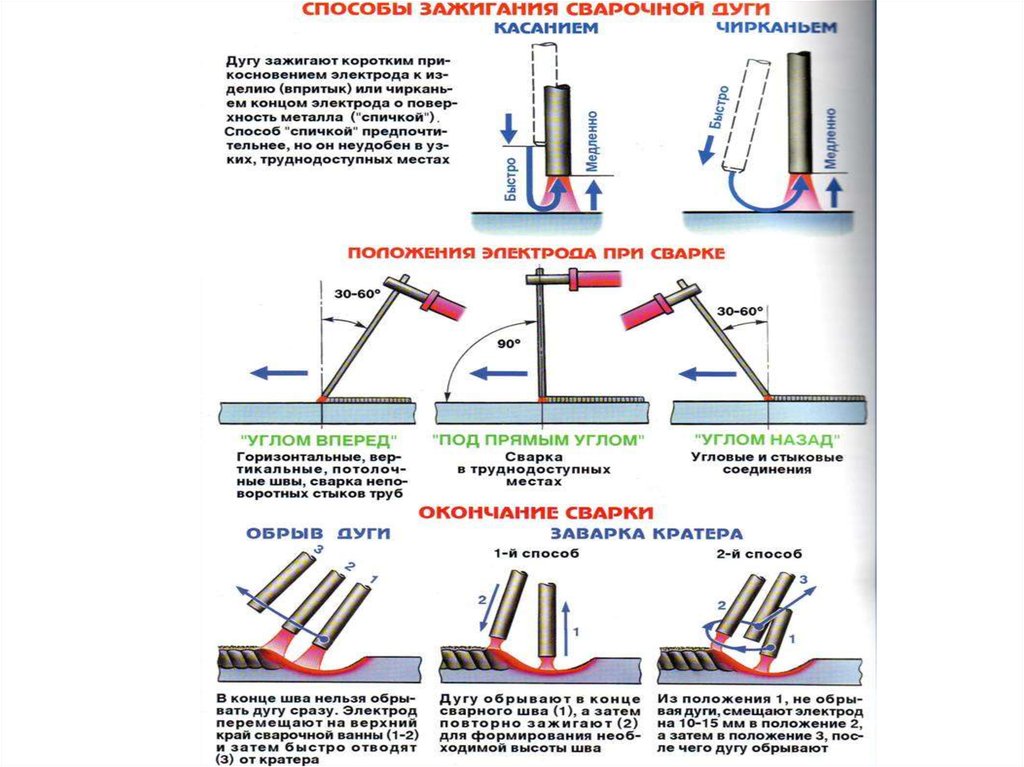 Наблюдается значительный рост изучения и применения работ в импульсном GMAW (рис. 19). Это увеличение вызвано известными улучшениями качества и производительности по сравнению с обычной дуговой сваркой металлическим электродом (GMAW).
Наблюдается значительный рост изучения и применения работ в импульсном GMAW (рис. 19). Это увеличение вызвано известными улучшениями качества и производительности по сравнению с обычной дуговой сваркой металлическим электродом (GMAW).
Рис. 19.
Количество публикаций за годы в области импульсных GMAW.
Еще одна тенденция, которую можно обозначить, — это увеличение числа исследований, объединяющих методы классической статистики и новые алгоритмы машинного обучения. Хорошо известно, что с увеличением вычислительных мощностей анализ данных, большие данные и машинное обучение пережили значительный бум с 2009 года.. Область сварки не забыла об использовании таких методов, хотя следует отметить, что в области стабильности чаще используется классическая статистика, как показано в настоящем исследовании.
Уже в последние годы были представлены некоторые интересные решения.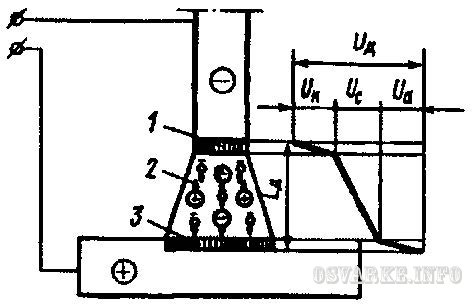 Ализаде и Омрани [41] успешно интегрировали метод Тагучи с методом нейронной сети с обратным распространением (BPNN) для контроля качества в автономном режиме. Гяси и др. [42] используют искусственную нейронную сеть (ИНС) для прогнозирования геометрических характеристик сварного шнура. Ван и др. [43] интегрируют множественный линейный регрессионный анализ и нейронную сеть с обратным распространением для оценки качества сварки. Юэ-чжоу и др. [44] используют звуковой мониторинг и разрабатывают алгоритм классификации с SVM (автомат опорных векторов). Сумеш и др. [45] используют алгоритмы машинного обучения для контроля качества сварки, акустической сигнатуры, а для классификации выполнения используют алгоритмы J48 и случайного леса.
Ализаде и Омрани [41] успешно интегрировали метод Тагучи с методом нейронной сети с обратным распространением (BPNN) для контроля качества в автономном режиме. Гяси и др. [42] используют искусственную нейронную сеть (ИНС) для прогнозирования геометрических характеристик сварного шнура. Ван и др. [43] интегрируют множественный линейный регрессионный анализ и нейронную сеть с обратным распространением для оценки качества сварки. Юэ-чжоу и др. [44] используют звуковой мониторинг и разрабатывают алгоритм классификации с SVM (автомат опорных векторов). Сумеш и др. [45] используют алгоритмы машинного обучения для контроля качества сварки, акустической сигнатуры, а для классификации выполнения используют алгоритмы J48 и случайного леса.
Кроме того, увеличилось использование алгоритмов искусственного интеллекта и сенсорного слияния. Два эффективных метода позволили отслеживать и контролировать процессы сварки в режиме реального времени. Кроме того, как и ожидалось, мы уже находим в литературе новые предложения по применению искусственного интеллекта и робототехники.
Еще одной областью, получившей большое развитие в последние годы и имеющей перспективы на будущее, является обработка изображений. Для высокой производительности в этой теме создано большое количество алгоритмов. Благодаря этим достижениям мониторинг сварного шва в режиме реального времени стал реальностью.
3.2 Инновационные технологии
Известно, что перенос металла напрямую влияет на стабильность процесса и конечное качество сварки. Следовательно, он был широко изучен, как показано в настоящем обзоре литературы.
Но в этой области продолжают появляться инновационные технологии, которые представляют большой интерес в будущем. В этом случае они были идентифицированы как лазерная дуговая сварка металлическим газом (GMAW), модификация GMAW, используемая для контроля переноса металла. Лазер малой мощности помогает получить большую силу отрыва капли. Он также был определен как недавно разработанный метод дуговой сварки и дуговая сварка с использованием ультразвуковой волны. Этот новый метод использует энергию мощного ультразвука для излучения дуги и сварочной ванны, изменяя скорость, с которой плазма нагревается и охлаждается. Согласно Fan и соавт. [46], это позволяет повысить стабильность процесса.
Этот новый метод использует энергию мощного ультразвука для излучения дуги и сварочной ванны, изменяя скорость, с которой плазма нагревается и охлаждается. Согласно Fan и соавт. [46], это позволяет повысить стабильность процесса.
3.3 Области, требующие дальнейшего изучения
Очень тесно связан с изучением акустического мониторинга анализ излучения дуги. Он используется для контроля металлического переноса. Лазер малой мощности помогает получить большую силу отрыва капли. Weglowski [47] продемонстрировали, что излучение света имеет линейную корреляцию с током. С другой стороны, Shao et al. [48] утверждают, что световой сигнал указывает на интенсивность излучения дуги, а излучение дуги пропорционально высвобождаемой мощности, которая является важным индикатором энергии, подаваемой в сварной шов.
В меньшей степени и мало представленные в научной литературе работы, связанные с количественным определением выделения дымов. Ямамото и др. [49] пришли к выводу, что существует связь между теплосодержанием, скоростью выделения дыма и режимом переноса расплавленного металла; следовательно, скорость выделения дыма на единицу веса израсходованной проволоки увеличивается с увеличением теплосодержания.
Но Meneses et al. [50] доказали, что нет корреляции между количеством генерируемого разбрызгивания и скоростью образования дыма, поскольку регулярность переноса не оказывает влияния на морфологию, размер или состав дыма. Тогда образование дыма не коррелирует со стабильностью процесса.
Наконец, другие методы, которые могут быть разработаны, включают трехмерное компьютерное моделирование, моделирование, спектроскопию, спектральный анализ и систему рентгеновского наблюдения.
Реклама
4. Выводы
В главе представлены надежные и точные методы измерения стабильности процесса сварки GMAW.
Наибольшие усилия в этой области были направлены на изучение металлического переноса.
Режим передачи, для которого создано большинство индексов, — это короткое замыкание.
Индексы были разработаны на основе анализа технологических сигналов, таких как ток, напряжение, звук и свет.
К наиболее полезным относятся такие методы, как математическое формулирование, статистический анализ, обработка изображений и мониторинг акустических сигналов и светового спектра.
Методы искусственного интеллекта и машинного обучения использовались мало, оставляя интересный путь для будущих исследований.

Реклама
Благодарности
Эта работа была поддержана Университетом Бразилиа (UnB), государственным исследовательским фондом CAPES и CNPQ.
Реклама
Конфликт интересов
Элина Милен Монтеро Пуньялес и Садек Крисотомо Абси Альфаро заявляют об отсутствии конфликта интересов.
Ссылки
- 1. Wu C, Polte T, Rehfeldt D. Система нечеткой логики для мониторинга процесса и оценки качества в GMAW. Сварочный журнал. 2001;80:33-38
- 2. Пономарев А. Статистический анализ процесса дуговой сварки. Методические подходы, концепции анализа, опыт. Дания: DTU-Helsingor, JOM-Instit.; 1997. стр. 59-100
- 3. Meneses LYH. Modelagem E Simulação Da Transferência Metalica No Processo Gmaw-S Em Soldagem Orbital. Бразилиа: УНБ; 2013 стр. 196
- 4. Пинто Лопера Х.Е. Использование агентов inteligentes не контролируется одновременно с largura и сделать reforço душ шнуры де проданы без процесса GMAW-S. 2016
- 5. Margarita E et al. Оптимизация параметров в процессе Gmaw со сплошной и металлопорошковой проволокой. Уберландия, Бразилия: Cobem, ABCM; 2013. стр. 5256-5266
- 6. Бестар Г.А. Sensor Fusion и встроенные устройства для оценки и контроля глубины и ширины сварного шва в режиме реального времени. Бразилия: Universidade de Brasília-UnB; 2017
- 7. Де Фигейреду К.М. Mapeamento душ Modos де Transferência Metalica на Soldagem Mig де Alumínio. Бразилия: Федеральный университет Уберландии; 2000
- 8. Чавес Дж.Дж.М. Uma Metodologia Para Obtenção E Validação De Parametros Ótimos Em Soldagem Gmaw Pulsado. Бразилия: УНБ; 2014. с. 190
- 9. Мита, Сакабе, Йокоо. Количественные оценки устойчивости дуги для CO 2 Дуговая сварка в среде защитных газов. Сварка Интернэшнл. 1988;2(2):152-159
- 10. Адольфссон С., Бахрами А. Мониторинг качества в режиме онлайн при дуговой сварке металлическим электродом с коротким замыканием. Сварочный журнал. 1999;78(2):59S-73S
- 11. Лукса К. Влияние дефектности сварного шва на стабильность дуги сварки GMA при коротком замыкании. Журнал технологии обработки материалов. 2006;175(1–3):285-290
- 12. Ву К.С., Гао Дж.К., Ху Дж.К. Датчики и мониторинг в режиме реального времени при роботизированной дуговой сварке металлическим газом. Измерительная наука и техника. 2007;18(1):303-310
- 13. Германс М., Ден Оуден Г. Поведение и стабильность процесса при дуговой сварке металлическим электродом с коротким замыканием. Сварочный журнал. 1999;78:137-141
- 14. Огунбий Б., Норриш Дж. Мониторинг показателей переноса металла в процессе GMAW. Наука и техника сварки и соединения. 1997;2(1):33-35
- 15. Симпсон С.В. Стабильность изображения подписи и перенос металла при дуговой сварке в среде защитного газа. Наука и техника сварки и соединения. 2008;13(2):176-183
- 16. Modenesi RCAPJ. Влияние малых вариаций характеристик проволоки на стабильность процесса дуговой сварки металлическим электродом в среде защитного газа. Журнал технологии обработки материалов. 1997;86:226-232
- 17. де Резенде Г.М.С., Лискевич О., Вилариньо Л.О., Скотти А. Критерий, определяющий регулировку напряжения при сварке MIG/MAG по короткому контуру. Soldagem & Inspeção. 2011;16(2):98-103
- 18. Souza D. Levantamento de Mapas Operacionais de Transferência Metalica para Soldagem MIG/MAG de Aço ao Carbono na Posição Plana. Бразилия: Федеральный университет Уберландии; 2010
- 19. Коста ТФ. Avaliação De Critérios De Estabilidade Do Processo Mig/Mag Curto-Circuito Na Soldagem De Aços Inoxidáveis Austenítico E Duplex. Бразилия: Федеральный университет Уберландии; 2014
- 20. Huang Y, Wang K, Zhou Z, Zhou X, Fang J. Оценка стабильности дуговой сварки в среде защитного газа с коротким замыканием на основе разложения ансамблевых эмпирических мод. Измерительная наука и техника. 2017;28(3):12
- 21. Chu SPMYX, Hu SJ, Hou WK, Wang PC. Анализ сигнатур для контроля качества при коротком замыкании GMAW. Сварочный журнал. 2004;83(12):336S-343S (декабрь)
- 22. Cayo EH, Alfaro SCA. Неинтрузивная система контроля качества сварочного процесса GMA с использованием акустического зондирования. Датчики (Базель). 2009 г.;9(9):7150-7166
- 23. Macías EJ, Roca AS, Fals HC, Fernández JB, de la Parte MP. Частотно-временная диаграмма для анализа стабильности дуговой сварки металлическим газом на основе акустической эмиссии. Наука и техника сварки и соединения. 2010;15(3):226-232
- 24. Мойнуддин С.К., Шарма А. Стабильность дуги и ее влияние на свойства и микроструктуру сварного шва при противофазной синхронизированной синергетически-импульсной двухпроволочной дуговой сварке металлическим газом. Материалы и дизайн. 2015;67:293-302
- 25. Кайо Э. Идентификация режимов переноса сварного шва по уровню звукового давления в процессе GMAW. Журнал достижений в области материалов и технологии производства. 2008;29(1):57-62
- 26. Субан М. Определение стабильности процессов сварки MIG/MAG. Международная инженерная служба качества и надежности. 2001;17(5):345-353
- 27. Мусави М., Хаэри М. Управление сварочным током и напряжением дуги в процессе GMAW с использованием MPC на основе ARMarkov. Практика инженерии управления. 2011;19(12):1408-1422
- 28. Кулкарни С.Д., Малля УД, Чатурведи РЦ. Особенности отрыва капель и сплавления пластин при дуговой сварке импульсным током в газовой среде. Сварочный журнал. 1998;6 (июнь): 254-269
- 29. Содерстром Э.Дж., Мендес П.Ф. Перенос металла при GMAW с тонкими электродами и Ar-CO 2 . Сварочные исследования. 2008; 87 (май): 124-133
- 30. Пал К., Пал С.К. Влияние параметров импульса на качество сварного шва при импульсной газовой дуговой сварке металлом: обзор. Журнал материаловедения и производительности. 2011;20(6):918-931
- 31. Сильва К.Р., Феррареси В.А., Скотти А. Качественный и стоимостной подход к выбору процесса сварки. Журнал Бразильского общества механических наук и инженерии. 2000;22(3):389-398
- 32. Кан, Ри. Статистические модели для оценки количества брызг в режиме передачи короткого замыкания GMAW. Сварочный журнал. 2001;80:1-8
- 33. Kang MJ, Kim Y, Ahn S, Rhee S. Оценка скорости разбрызгивания в области передачи короткого замыкания GMAW. Сварочный журнал. 2003;82(9):238s-247s
- 34. Fernandes DB, de Menezes Júnior LC, Vilarinho LO, Scotti A. Ensaio para medição de nível e alcance de respingos em soldagem MIG/MAG. Солдаг. е Вдох. 2010;15(2):150-151
- 35. Град Л., Грум Дж., Полайнар И., Слейб Дж.М. ТЭО акустических сигналов для оперативного контроля при дуговой сварке металлическим электродом с коротким замыканием. Международный журнал станков и производства. 2004;44(5):555-561
- 36. Mota CP, Mendes R, Neto F, Vilarinho LO. Do Por Curto-Circuito. 2013
- 37. Грум Дж., Бергант З., Полайнар И. Мониторинг процесса GMAW путем определения сварочного тока, интенсивности света и звука. В: Defectoscopie 2012, Чешская Республика: Чешское общество неразрушающего контроля; 2012
- 38. Кайо, Альфаро. Измерение качества сварки на основе акустического зондирования. Бразилия: COBEM, ABCM; 2008
- 39. Roca AS, Fals HC, Fernández JB, Macías EJ, De La Parte MP. Применение искусственных нейронных сетей и акустической эмиссии для анализа устойчивости при дуговой сварке металлическим электродом в среде защитного газа. Наука и техника сварки и соединения. 2009;14(2):117-124
- 40. Weglowski M. Моделирование и анализ спектра света дуги в GMAW. Сварочный журнал. 2008; 87 (август): 212-218
- 41. Ализаде А., Омрани Х. Интегрированная мультиответная модель Тагучи-нейронная сеть-надежная модель анализа данных для CO 2 лазерная резка. Измерение. 2019;131:69-78
- 42. Гяси Э.А., Ках П., Ву Х., Кессе М.А. Моделирование системы искусственного интеллекта для прогнозирования структурной целостности в роботизированной GMAW угловых сварных соединений UHSS. 2017;1139-1155
- 43. Wan X, Wang Y, Zhao D, Huang Y, Yin Z. Исследование контроля качества сварных швов при маломасштабной контактной точечной сварке с помощью динамического сопротивления и нейронной сети. Измерение. 2017;99:120-127
- 44. Ma YZ, Qu M, Chen JH. Классификатор SVM для контроля удлинения проводов с использованием звукового сигнала дуги в GMAW. Сделки Китайского института сварки. 2006;27(5):21-26
- 45. Сумеш А., Рамешкумар К., Мохандас К., Бабу Р.С. Использование алгоритмов машинного обучения для контроля качества сварных швов с использованием акустической подписи. Процесседия Информатика. 2015;50:316-322
- 46. Fan C, Xie W, Yang C, Lin S, Fan Y. Стабильность процесса дуговой сварки металлическим электродом с ультразвуковой волной. Металлургия и Материалы Операции A: Физическая Металлургия и Материаловедение. 2017;48(10):4615-4621
- 47. Венгловский М.С., Хуан Ю., Чжан Ю.М. Взаимосвязь между скоростью подачи проволоки и переносом металла в GMAW. Журнал достижений в области материалов и технологии производства. 2008;29(2):191-194
- 48. Shao Y, Wang Z, Zhang Y. Мониторинг капель жидкости в GMAW с лазерным усилением. Международный журнал передовых производственных технологий. 2011;57(1–4):203-214
- 49. Yamamoto E, Yamazaki K, Suzuki K, Koshiishi F. Влияние коэффициента потока в порошковой проволоке на плавление проволоки и скорость выделения дыма. Сварочный мир. 2013;54(5–6):R154-R159
- 50. Де Менесес В.А., Гомеш Дж.Ф.П., Скотти А. Влияние стабильности переноса металла (разбрызгивание) на образование, морфологию и состав дыма при сварке MAG с коротким замыканием. Журнал технологии обработки материалов. 2014;214(7):1388-1397
 Пономарев А. Статистический анализ процесса дуговой сварки. Методические подходы, концепции анализа, опыт. Дания: DTU-Helsingor, JOM-Instit.; 1997. стр. 59-100
Пономарев А. Статистический анализ процесса дуговой сварки. Методические подходы, концепции анализа, опыт. Дания: DTU-Helsingor, JOM-Instit.; 1997. стр. 59-100 Бразилия: Федеральный университет Уберландии; 2000
Бразилия: Федеральный университет Уберландии; 2000 2007;18(1):303-310
2007;18(1):303-310 2011;16(2):98-103
2011;16(2):98-103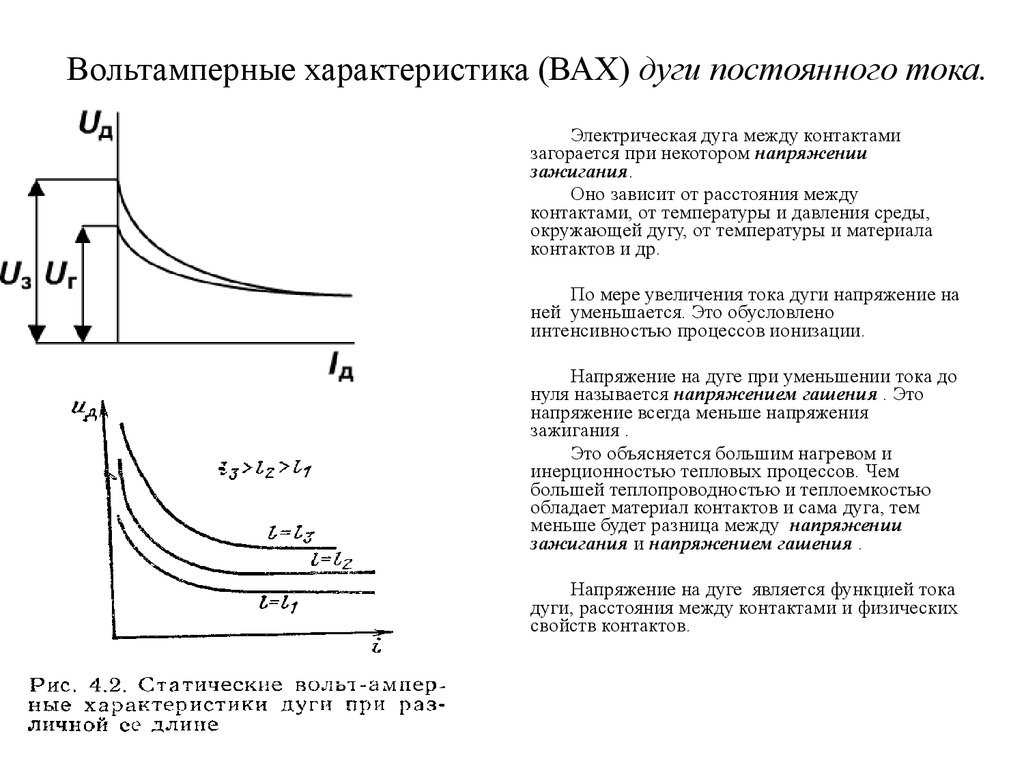 Датчики (Базель). 2009 г.;9(9):7150-7166
Датчики (Базель). 2009 г.;9(9):7150-7166 Мусави М., Хаэри М. Управление сварочным током и напряжением дуги в процессе GMAW с использованием MPC на основе ARMarkov. Практика инженерии управления. 2011;19(12):1408-1422
Мусави М., Хаэри М. Управление сварочным током и напряжением дуги в процессе GMAW с использованием MPC на основе ARMarkov. Практика инженерии управления. 2011;19(12):1408-1422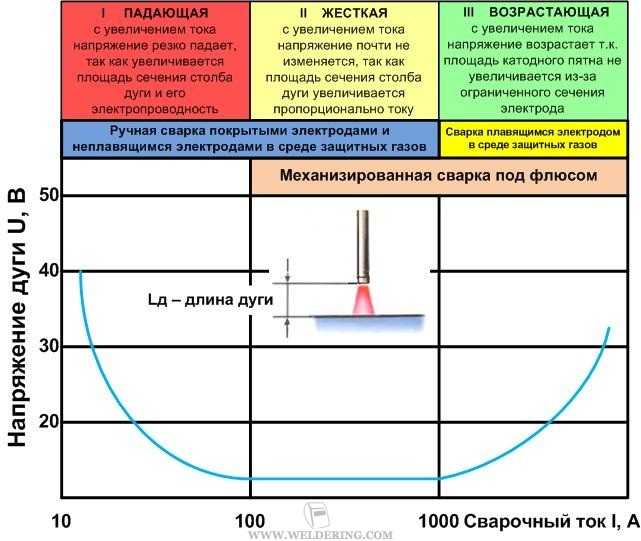 Кан, Ри. Статистические модели для оценки количества брызг в режиме передачи короткого замыкания GMAW. Сварочный журнал. 2001;80:1-8
Кан, Ри. Статистические модели для оценки количества брызг в режиме передачи короткого замыкания GMAW. Сварочный журнал. 2001;80:1-8 В: Defectoscopie 2012, Чешская Республика: Чешское общество неразрушающего контроля; 2012
В: Defectoscopie 2012, Чешская Республика: Чешское общество неразрушающего контроля; 2012 2017;1139-1155
2017;1139-1155 Венгловский М.С., Хуан Ю., Чжан Ю.М. Взаимосвязь между скоростью подачи проволоки и переносом металла в GMAW. Журнал достижений в области материалов и технологии производства. 2008;29(2):191-194
Венгловский М.С., Хуан Ю., Чжан Ю.М. Взаимосвязь между скоростью подачи проволоки и переносом металла в GMAW. Журнал достижений в области материалов и технологии производства. 2008;29(2):191-194Разделы
Информация о авторе
- 1. Введение
- 2. Контроль подготовки в процессе GMAW
- 3. Синтез исследования и будущие направления исследований
- 4.conclusions
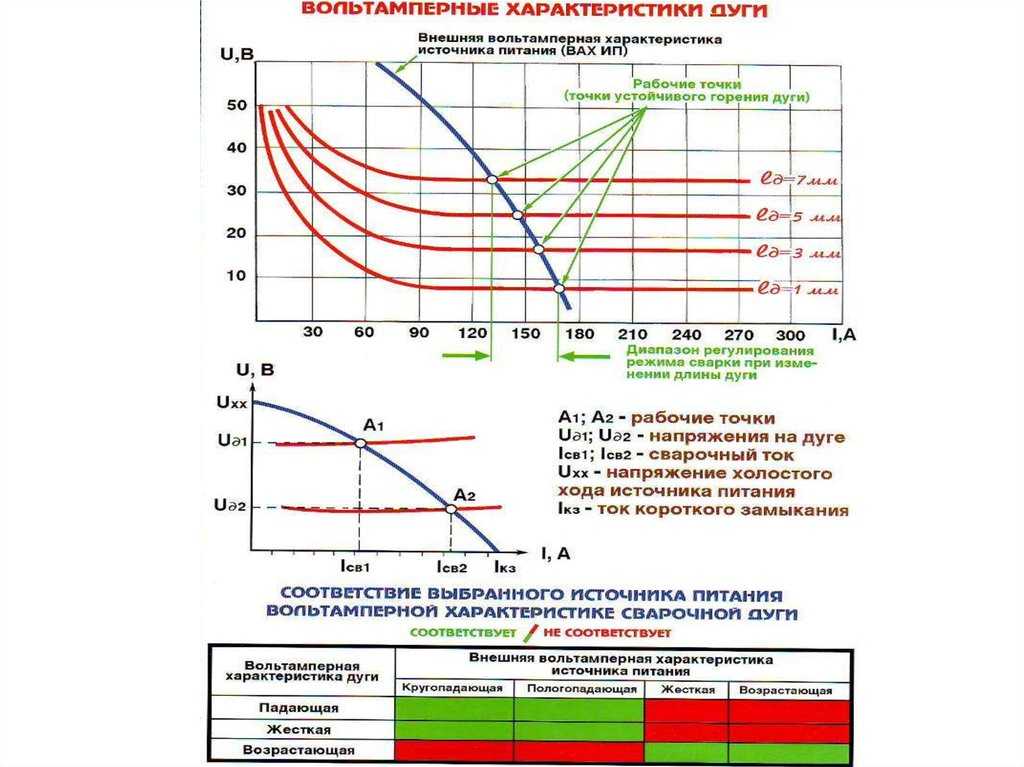 Введение
ВведениеСсылки
Реклама
Автор:
Элина Милен Монтеро Пуньялес и Садек Крисостомо Абси Альфаро
Подано: 29 августа 2019 г.Отредактировано: 5 ноября 2019 г. Опубликовано: 14 января 2021 г.
СКАЧАТЬ БЕСПЛАТНО © 2019 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Выявление и решение проблем, связанных с вольфрамовым электродом и дугой
Предоставлено Weldcraft
В отличие от сварки электродом, сварки MIG и сварки с флюсовой проволокой, сварка TIG выполняется медленно.
Неудивительно, что чрезмерное время простоя для устранения неполадок может еще больше замедлить процесс. Это также может стоить ненужного времени, денег и разочарований.
В дополнение к обычным дефектам сварного шва, таким как пористость, подрезы или непровар, которые характерны для большинства сварочных процессов, сварка ВИГ подвержена двум другим проблемам: вольфрамовым электродам и дуге. Очень важно иметь ноу-хау для быстрого выявления и решения этих проблем. Это также относительно легко.
Придерживайтесь пункта
Для создания дуги и передачи сварочного тока на свариваемый основной материал при сварке ВИГ требуется использование вольфрамового электрода. Вольфрам — это нерасходуемый электрод, который имеет самую высокую температуру плавления среди всех металлов (3410 градусов по Цельсию или 6170 градусов по Фаренгейту). То есть теоретически он не может расплавиться, верно? Неправильный.
То есть теоретически он не может расплавиться, верно? Неправильный.
Одной из самых распространенных проблем с вольфрамом является перерасход . При сварке на переменном токе, например при сварке алюминия методом TIG, установка регулятора баланса в сторону положительного электрода (EP) обеспечивает хорошее очищающее действие (удаление оксидов) вокруг сварного шва. Однако это также может привести к расплавлению вольфрамового электрода. Лучшее средство — установить регулятор баланса в сторону отрицательного электрода (EN), так как это увеличивает количество тепла, попадающего в заготовку, в отличие от вольфрама. От семидесяти до восьмидесяти процентов по направлению к отрицательному электроду — хороший диапазон. При сварке TIG таких материалов, как сталь, нержавеющая сталь, инконель или другие железосодержащие материалы с использованием постоянного тока (постоянный ток), также установите источник питания в режим отрицательного электрода.
Другой причиной чрезмерного расхода вольфрамового электрода является использование слишком большой силы тока для данного диаметра вольфрама, независимо от того, работает ли он на переменном или постоянном токе. Всегда соблюдайте рекомендуемые производителем вольфрамовых электродов рабочие параметры для используемого диаметра.
Всегда соблюдайте рекомендуемые производителем вольфрамовых электродов рабочие параметры для используемого диаметра.
Наконец, неподходящий или загрязненный защитный газ, а также ослабленные или треснувшие фитинги шлангов могут привести к чрезмерному расходу вольфрамового электрода. Позаботьтесь об использовании чистого аргона и убедитесь, что все шланги не повреждены, а фитинги затянуты перед сваркой.
Загрязнение вольфрамового электрода — еще одна распространенная ошибка, которая может возникнуть во время сварки TIG. Признаками того, что произошло загрязнение вольфрамового электрода, являются: во-первых, сварочная ванна выглядит грязной; во-вторых, присадочный стержень не соединяется или плавно плавится в сварочной ванне; и в-третьих, дуга становится неустойчивой.
Прикосновение вольфрамового электрода к заготовке и/или сварочной ванне часто является причиной загрязнения вольфрамового электрода. Самое простое решение — отрегулировать угол резака и/или отодвинуть его дальше от заготовки. Если источнику питания требуется метод пуска с нуля для инициирования дуги, а загрязнение вольфрамового электрода продолжает оставаться проблемой, рассмотрите возможность использования аппарата с высокочастотным пуском или функцией LiftArc.
Если источнику питания требуется метод пуска с нуля для инициирования дуги, а загрязнение вольфрамового электрода продолжает оставаться проблемой, рассмотрите возможность использования аппарата с высокочастотным пуском или функцией LiftArc.
Прикосновение присадочного стержня к вольфрамовому электроду также может привести к загрязнению. Единственным реальным решением этой проблемы является практика подачи стержня в сварочную ванну.
В некоторых случаях недостаточная подача защитного газа, в том числе отсутствие продувки, может вызвать загрязнение вольфрамового электрода. Общепринятое эмпирическое правило: поддерживайте расход защитного газа на уровне от 10 до 20 кубических футов в час (CFH), а также пост-поток около одной секунды на каждые 10 ампер используемого сварочного тока. Если вольфрамовый электрод меняет свой нормальный светло-серый цвет на фиолетовый или черный, это указывает на необходимость еще большего увеличения времени после продувки.
Оставайтесь сосредоточенными и стабильными
Помимо различных проблем со сварочной ванной, загрязненный вольфрамовый электрод также является основной причиной нестабильной дуги . Не имеет значения первоначальная причина загрязнения — плохой поток защитного газа, прикосновение к основному материалу или протекающие шланги, — важно то, как это устранено.
Не имеет значения первоначальная причина загрязнения — плохой поток защитного газа, прикосновение к основному материалу или протекающие шланги, — важно то, как это устранено.
Сначала снимите вольфрамовый электрод с горелки, закрепите конец и заново заточите его. Следует помнить важное правило: всегда шлифуйте вольфрам вдоль. Не обтачивайте его вокруг него, так как это приведет к образованию гребней на вольфрамовом электроде, а также к неустойчивой или блуждающей дуге. Кроме того, отшлифуйте конус на вольфрамовом электроде, который охватывает расстояние не более чем в два с половиной раза больше диаметра электрода. Например, 1/8-дюймовый. вольфрамовый электрод будет иметь конусность от 1/4 до 5/16 дюйма. длинная. Не забудьте использовать шлифовальный круг, специально предназначенный для шлифовки вольфрамовых электродов. Это помогает избежать дальнейшего загрязнения, которое может отрицательно повлиять на качество дуги (и сварки).
Слишком длинная дуга также может привести к ее нестабильности и/или блужданию как на переменном, так и на постоянном токе. В обоих случаях укоротите дугу, переместив горелку и вольфрамовый электрод ближе к заготовке, стараясь не касаться ее.
В обоих случаях укоротите дугу, переместив горелку и вольфрамовый электрод ближе к заготовке, стараясь не касаться ее.
Грязные основные материалы и защитный газ являются другими потенциальными причинами нестабильной сварочной дуги ВИГ. Перед сваркой не забудьте очистить материал от масла, грязи и мусора, а также обработать металлической щеткой такие материалы, как алюминий. Обязательно используйте чистый, чистый аргон для сварки TIG (или уменьшите процентное содержание гелия при использовании смеси) и держите скорость потока между 10 и 20 CFH.
При сварке ВИГ на переменном или постоянном токе выберите подходящий размер и тип вольфрамового электрода для данной силы тока, чтобы избежать проблем с зажиганием дуги . Слишком большое количество вольфрама для данной силы тока может привести к вращению дуги вокруг наконечника, в то время как слишком малое количество вольфрама может расплавить и сделать дугу нестабильной. Всегда соблюдайте рекомендуемые производителем параметры сварки для каждого диаметра вольфрамового электрода.
Вольфрамовые электроды с 2% содержанием церия обеспечивают хорошее зажигание дуги при низкой силе тока и могут использоваться как на переменном, так и на постоянном токе при сварке углеродистой или нержавеющей стали, никелевых сплавов, алюминия или титана. То же самое относится и к вольфрамовым электродам с содержанием 1,5 % лантана. Для приложений с более высоким током или приложений с низким током переменного тока вольфрамовые электроды с 2-процентным содержанием тория обеспечивают хорошее зажигание дуги. Примечание: Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям производителя, инструкциям и паспорту безопасности материала (MSDS) при его использовании.
Последним средством устранения проблемы с зажиганием дуги является проверка надежности зажима заземления и отсутствия ослабленных или поврежденных кабелей, ведущих к нему. Кабели горелки и рабочие кабели должны быть как можно короче, но при этом иметь возможность дотянуться до рабочей зоны и размещать их близко друг к другу. Убедитесь, что все силовые кабели установлены в соответствии с рекомендациями производителя источника питания.
Убедитесь, что все силовые кабели установлены в соответствии с рекомендациями производителя источника питания.
Избавьтесь от проблем
Поскольку не существует единой причины проблем с вольфрамовым электродом и дугой, которые обычно возникают при сварке TIG, не существует единого способа их устранения. Однако немного знаний, надлежащее обучение и много практики могут облегчить процесс устранения неполадок. Это также может помочь избежать ненужных, не говоря уже о дорогостоящих простоях.
Weldcraft
Распространенные виды отказов рентгеновской трубки
Распространенные виды отказов рентгеновских трубок
AN-02
Введение
Рентгеновские трубки являются проверенным и экономичным способом получения рентгеновского излучения, полезного в медицине, инспекциях и научных областях. На протяжении более 100 лет рентгеновские трубки совершенствовались благодаря новым применениям, материалам, технологическому оборудованию и дизайну. Сегодня преобладают два типа трубок: трубки с вращающимся анодом, используемые в основном в медицинских целях, от 25 киловольт (кВ) до 150 кВ, и трубки со стационарным анодом, используемые в инспекционной промышленности, от 25 кВ до более 400 кВ, некоторые из них в диапазоне миллионов вольт. Стационарные анодные лампы обычно работают при токе 1-20 миллиампер почти в непрерывном режиме и могут работать много часов подряд. Лампы с вращающимся анодом работают при силе тока свыше 1000 миллиампер, но в основном используются в импульсном режиме от 1 мс до 10 с.
Сегодня преобладают два типа трубок: трубки с вращающимся анодом, используемые в основном в медицинских целях, от 25 киловольт (кВ) до 150 кВ, и трубки со стационарным анодом, используемые в инспекционной промышленности, от 25 кВ до более 400 кВ, некоторые из них в диапазоне миллионов вольт. Стационарные анодные лампы обычно работают при токе 1-20 миллиампер почти в непрерывном режиме и могут работать много часов подряд. Лампы с вращающимся анодом работают при силе тока свыше 1000 миллиампер, но в основном используются в импульсном режиме от 1 мс до 10 с.
При производстве рентгеновских лучей менее 1% энергии вырабатывается полезными рентгеновскими лучами, а остальные 99% преобразуются в тепло. Этот фактор ограничивает срок службы рентгеновской трубки. Многие научные дисциплины необходимы и должны контролироваться для производства качественного продукта. К ним относятся: термодинамика, теплопередача, материаловедение, вакуумная технология, высокое напряжение, электроника, атомные и радиационные дисциплины, производственные процессы и многие менее важные, но важные технологии. Интеграция и управление рентгеновской трубкой и генератором имеет решающее значение для получения ожидаемых технических результатов и длительного срока службы трубки.
Интеграция и управление рентгеновской трубкой и генератором имеет решающее значение для получения ожидаемых технических результатов и длительного срока службы трубки.
1. Нормальное старение
a) Нормальное выгорание нити накала
b) Ускоренное выгорание нити накала
c) Медленная утечка
d) Бездействие
e) Растрескивание стекла
f) Дугообразование
g) Целевое микротрещин2 h
) Случайное повреждение
i) Подшипники
2. Производственные дефекты
a) Немедленные отказы
i) Удаление с помощью испытаний
ii) Период выдержки
iii) Неподходящие материалы
iv) Технологические сбои
b) Скрытые неисправности
0042 i) Оптимизация процессов
ii) Незначительные/плохо понятые процессы
iii) Анализ отказов/неотслеживаемые причины
3. Несоответствие приложений
a) Низкое кВ/высокое мА излучение
b) Температура/срок службы
a) Полное сопротивление источника питания
b) Постоянный/переменный ток накала
c) Высокая частота
d) Скорость вращения/торможение
e) Усиление нити накала
f) Логические схемы
g) Ограничение нити накала/Предварительный нагрев нити Настройки
5. Рекомендации по корпусу трубки
Рекомендации по корпусу трубки
a) Утечка диэлектрика (масла)
b) Перегрев
c) Температура окружающей среды
d) Положение корпуса
e) Соединения кабеля/заземления
f) Требования к диэлектрическому расширению
line g) Номинальная дисциплина
1. Нормальное старение.
Рентгеновские трубки стареют и имеют ограниченный срок службы, поскольку характеристики и используемые материалы начинают постепенно ухудшаться и изнашиваются, так что производительность постепенно снижается до тех пор, пока они не перестанут быть удовлетворительными.
а. Нормальное перегорание нити накала: Электронный пучок в рентгеновской трубке обеспечивается вольфрамовой нитью накала, которая использовалась с момента появления электронных ламп, а также в лампах накаливания. Несмотря на эксперименты с другими эмиттерами: катодами диспенсера, гексаборидом лантана и церия, вольфрамом, легированным торием и рением, чистый вольфрам остался лучшим материалом накала. Нить накала сделана из проволоки, свернутой в спираль и вставленной в чашу, которая действует как фокусирующий элемент для формирования необходимого прямоугольного электронного пучка. Спираль служит для укрепления нити накала и обеспечивает увеличенную площадь поверхности, чтобы максимизировать эмиссию электронов.
Нить накала сделана из проволоки, свернутой в спираль и вставленной в чашу, которая действует как фокусирующий элемент для формирования необходимого прямоугольного электронного пучка. Спираль служит для укрепления нити накала и обеспечивает увеличенную площадь поверхности, чтобы максимизировать эмиссию электронов.
Вольфрамовая проволока легкодоступна и перерабатывается в пригодные для использования формы. Проволока относительно прочная, прочная и сохраняет свою форму при контролируемых нагрузках, таких как вибрация и удары. Производители рентгеновских трубок стабилизируют и укрепляют нити с помощью процесса, называемого рекристаллизацией. Это изменяет микроструктуру необработанной волокнистой проволоки на такую, в которой кристаллическая структура имеет отношение длины к диаметру в диапазоне от 3 до 6. Рекристаллизация достигается путем очень быстрого нагревания проволоки примерно до 2600°С за несколько секунд и выдержки в течение очень короткое время.
Общим параметром для нитей является срок службы нити. Когда горячий вольфрам медленно испаряется с его поверхности, чем выше температура, тем больше скорость испарения. В идеале вольфрам испаряется равномерно, но на практике он начинает образовывать горячие точки на границах кристаллических зерен, которые видны как «выемки». В горячих точках вольфрам испаряется быстрее, а проволока в этих местах становится тоньше, что в конечном итоге приводит к обгоранию. Чем выше температура нити накала, тем больше со временем растут зерна вольфрама и тем быстрее происходит надрез. Кроме того, если допускается высокий пусковой ток с холодной нитью накала, это ускоряет перегорание из-за перегрева утонченных участков.
Когда горячий вольфрам медленно испаряется с его поверхности, чем выше температура, тем больше скорость испарения. В идеале вольфрам испаряется равномерно, но на практике он начинает образовывать горячие точки на границах кристаллических зерен, которые видны как «выемки». В горячих точках вольфрам испаряется быстрее, а проволока в этих местах становится тоньше, что в конечном итоге приводит к обгоранию. Чем выше температура нити накала, тем больше со временем растут зерна вольфрама и тем быстрее происходит надрез. Кроме того, если допускается высокий пусковой ток с холодной нитью накала, это ускоряет перегорание из-за перегрева утонченных участков.
Для срока службы нити уменьшение массы проволоки примерно на 10 % считается окончанием срока службы. Это представляет собой уменьшение диаметра проволоки на 5,13%, а срок службы нити накала составляет около 98%. (Жизнь вольфрамовой нити при нагреве постоянным током, А. Уилсон, Журнал прикладной физики, том 40, № 4, стр. 1956, 15 марта 1969 г.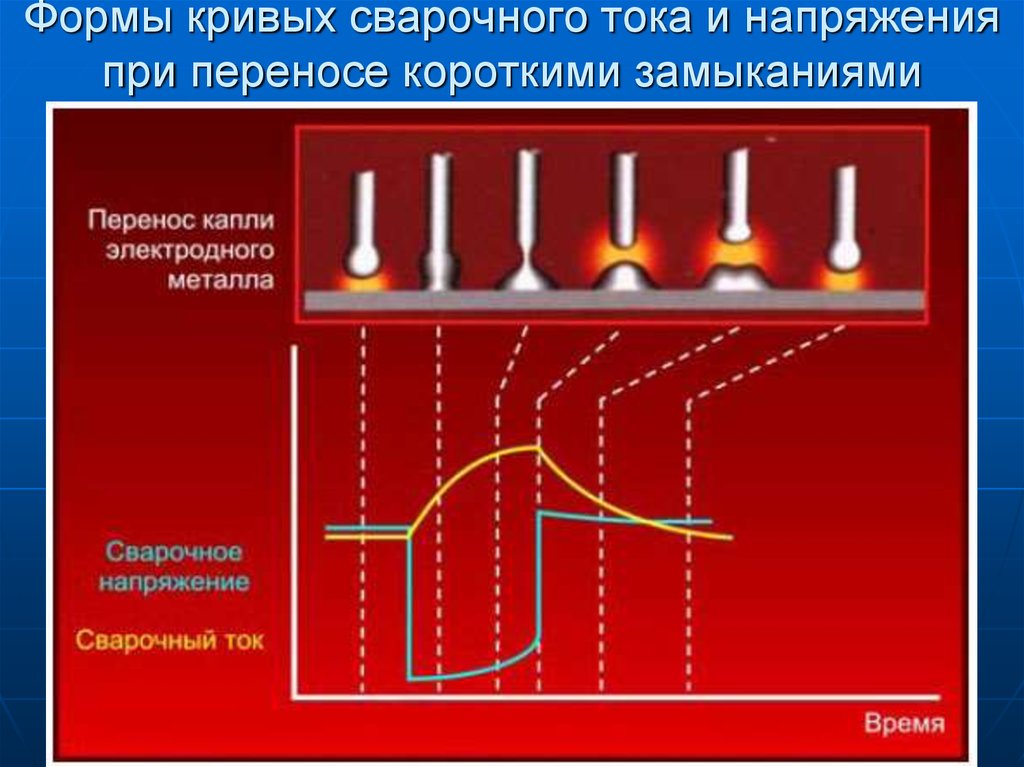 ) (В этой ссылке также есть хорошее изображение нити с надрезом, работающей в условиях постоянного тока. и провод без надреза, работающий в условиях переменного тока.) Многие производители считают уменьшение диаметра на 5 или 6% окончанием срока службы.
) (В этой ссылке также есть хорошее изображение нити с надрезом, работающей в условиях постоянного тока. и провод без надреза, работающий в условиях переменного тока.) Многие производители считают уменьшение диаметра на 5 или 6% окончанием срока службы.
б. Ускоренное выгорание нити накала: на характеристики рентгеновской трубки влияет несколько факторов, в том числе: ток трубки, напряжение трубки, расстояние между анодом и катодом, угол мишени и размер фокусного пятна (размер электронного луча). На размер фокусного пятна влияют: площадь поверхности проволоки, шаг спирали (количество витков на дюйм), диаметр/длина спирали, выступ нити накала в фокусирующей чаше и форма самой чашки. Только высокое напряжение от анода к катоду и ток накала (температура) определяют эмиссию трубки. Эмиссия регулируется уравнением Ричардсона-Душмана, которое очень зависит от температуры нити накала; чем выше температура, тем больше эмиссия.
Нить накала в трубке нагревается сильнее, когда от трубки требуется больший ток трубки при фиксированном напряжении или когда требуется больший ток трубки, но трубка работает при более низком напряжении. Например, сравниваются два случая для трубки с неподвижным анодом. Во-первых: лампа, работающая при 160 кВ при 1 миллиампер (мА), по сравнению с 5 мА. В этой трубке рассчитано, что нить накала работает при температуре около 2086 градусов Кельвина по сравнению с 2260 градусами Кельвина при 5 мА. Увеличение на 174 градуса приводит к увеличению скорости испарения в 21 раз при токе 5 мА по сравнению с 1 мА. («Скорость испарения и давление паров вольфрама…», Джонс и Маккей, Physical Review, Vol. XX № 2, 19 августа.27.) Во-вторых, для той же трубки, работающей при 40 кВ при 5 мА по сравнению с 160 кВ и 1 мА, температура составляет 2300 К и 2086 К соответственно, что сокращает срок службы примерно в 43 раза. Интересно, что относительно небольшое сокращение срока службы наблюдается при низком токе трубки при снижении напряжения на трубке; например, 160 кВ против 40 кВ, оба для 1 мА, только сокращают срок службы в 1,3 раза, а 160 кВ против 40 кВ оба при 5 мА уменьшают в 2,1 раза.
Например, сравниваются два случая для трубки с неподвижным анодом. Во-первых: лампа, работающая при 160 кВ при 1 миллиампер (мА), по сравнению с 5 мА. В этой трубке рассчитано, что нить накала работает при температуре около 2086 градусов Кельвина по сравнению с 2260 градусами Кельвина при 5 мА. Увеличение на 174 градуса приводит к увеличению скорости испарения в 21 раз при токе 5 мА по сравнению с 1 мА. («Скорость испарения и давление паров вольфрама…», Джонс и Маккей, Physical Review, Vol. XX № 2, 19 августа.27.) Во-вторых, для той же трубки, работающей при 40 кВ при 5 мА по сравнению с 160 кВ и 1 мА, температура составляет 2300 К и 2086 К соответственно, что сокращает срок службы примерно в 43 раза. Интересно, что относительно небольшое сокращение срока службы наблюдается при низком токе трубки при снижении напряжения на трубке; например, 160 кВ против 40 кВ, оба для 1 мА, только сокращают срок службы в 1,3 раза, а 160 кВ против 40 кВ оба при 5 мА уменьшают в 2,1 раза.
Итого:
160 кВ при 5 мА против 160 кВ при 1 мА В 21 раз меньше срок службы нити накала
40 кВ при 5 мА против 160 кВ при 1 мА Срок службы нити накала в 43 раза меньше
40 кВ при 1 мА против 160 кВ при 1 мА Срок службы нити накала в 1,3 раза меньше
40 кВ при 5 мА против 160 кВ при 5 мА 2,1 раз меньше срок службы нити накала
Это показывает, что увеличение тока трубки (вызванное повышением температуры нити накала) гораздо важнее, чем изменение напряжения на трубке. Отдельные типы трубок, а также отдельные трубки одного типа будут отличаться от этих примеров.
Отдельные типы трубок, а также отдельные трубки одного типа будут отличаться от этих примеров.
Выход из строя нити накала из-за перегорания, вызванный высокими рабочими температурами; чем выше температура, тем быстрее нить накала сгорит. Вольфрам испаряется с поверхности нити, но неравномерно, поэтому образуются горячие точки, которые испаряются быстрее. Горячие точки возникают на гранях кристаллов вольфрама, которые преимущественно испаряются на разных поверхностях кристаллов. Чем выше температура нити и чем дольше она там работает, тем крупнее вырастают кристаллы. Долгий срок службы достигается за счет длинных и узких кристаллов вдоль оси проволоки и поддержания как можно более низкой температуры.
в. Медленные утечки: для работы рентгеновских трубок требуется высокий вакуум. Уплотнения стекло-металл и металлические паяные соединения, которые подходят для начала, начинают утомляться и иногда начинают пропускать незначительное количество газа, постепенно повышая давление газа. Работа трубки начинает страдать из-за испарения материалов и дугового разряда высокого напряжения, которые могут быть вызваны более высоким давлением газа.
Работа трубки начинает страдать из-за испарения материалов и дугового разряда высокого напряжения, которые могут быть вызваны более высоким давлением газа.
д. Неактивность: Отсутствие работы позволяет газам внутри вакуумной трубки скапливаться и мигрировать вдоль поверхностей. Когда на нить подается питание и подается высокое напряжение, дуговое перекрытие может произойти, особенно при более высоких рабочих напряжениях. Большинство производителей рекомендуют процедуру прогрева в зависимости от периода бездействия. Это обязательно универсальная процедура, но одна процедура может не подойти всем. В некоторых случаях необходима дополнительная расширенная работа, включая работу с более высокой мощностью или напряжением, называемая выдержкой, которая помогает работе лампы. Это может работать неудовлетворительно или вообще не работать, и трубку необходимо заменить.
эл. Растрескивание стекла: Большинство трубок изготавливаются из стекла в качестве сосуда с вакуумными стенками, но стекло также выполняет задачу изоляции электродов трубки (катода, анода и заземления) от токов утечки и дугового разряда. Со временем и в зависимости от условий эксплуатации металл (вольфрам) с анода и нити накала начинает испаряться на стеклянные поверхности, что в конечном итоге приводит к дуговому разряду и выходу трубки из строя.
Со временем и в зависимости от условий эксплуатации металл (вольфрам) с анода и нити накала начинает испаряться на стеклянные поверхности, что в конечном итоге приводит к дуговому разряду и выходу трубки из строя.
Дугообразование возмущает испаряемый материал и может вызвать травление стеклянных изоляторов. Это состояние часто называют «крайзингом» или «травлением».
Для смягчения последствий испарения используются различные методы, в том числе: пескоструйная обработка стекла (что увеличивает изолирующий путь), использование анода с колпаком на стационарных анодных трубках (колпак или кожух уменьшает целевое испарение на стекло), металлический центр вакуумные стенки (которые уменьшают испарение нити на стекло в трубках с вращающимся анодом и некоторых трубках с неподвижным анодом) и использование керамики. Эти методы не устраняют испарение металла, но значительно уменьшают его отложение на стеклянных и керамических изолирующих поверхностях, тем самым отсрочив тенденцию к возникновению дугового разряда.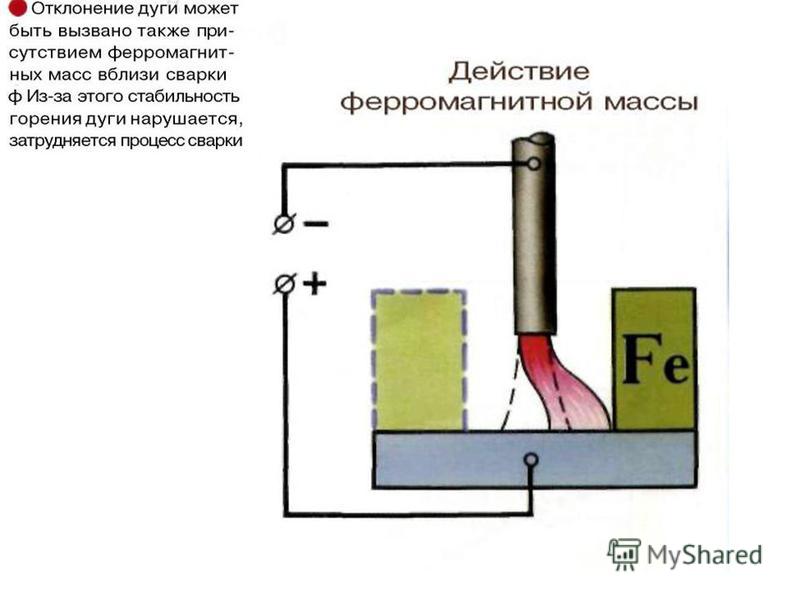 Эти методы могут привести к другим нежелательным эффектам, например, пескоструйная обработка стекла может привести к высвобождению стеклянных частиц, что приведет к дуговому разряду.
Эти методы могут привести к другим нежелательным эффектам, например, пескоструйная обработка стекла может привести к высвобождению стеклянных частиц, что приведет к дуговому разряду.
ф. Дугообразование: Дугообразование является распространенной проблемой во всех высоковольтных системах. Некоторые причины были упомянуты выше: высокий уровень газа в вакууме, испарение проводящего металла на поверхности изолятора, образование трещин или травление изоляторов, что, в свою очередь, приводит к более высокому давлению газа или ухудшает способность изоляторов удерживать высокое напряжение. Другие причины, такие как мелкие изоляторы или металлические частицы, которые высвобождаются при работе или могут образовываться внутри трубы, создают газ и проводящие пленки на изоляторах. Эти частицы могут
вызывают небольшие, но сфокусированные электронные лучи, вызывающие дуговые разряды.
г. Микротрещины мишени: Когда на трубку подается питание, электронный луч попадает в мишень, и температура под этим лучом быстро повышается. Для ламп с неподвижным анодом мощность и температура относительно низкие, а равновесная температура достигается за доли минуты. Поверхность вольфрамовой мишени может легко достигать температуры плавления вольфрама (3400 градусов по Цельсию), но ограничена примерно 400 градусами Цельсия (750 по Фаренгейту), поэтому вольфрамовый диск не отсоединяется от своего медного основания. Повышение температуры на поверхности мишени вызывает напряжения, которые могут привести к микротрещинам на поверхности мишени. Со временем и при циклическом включении/выключении эти трещины растут, и некоторые электроны в пучке попадают в эти трещины, поэтому результирующее рентгеновское излучение изменяется. Вольфрам поглощает часть излучения из трещин, и интенсивность излучения снижается, а энергия рентгеновских лучей становится более жесткой (имея более высокие энергетические лучи). Запуск труб с меньшей мощностью и меньшим углом цели) также уменьшает эту тенденцию.
Для ламп с неподвижным анодом мощность и температура относительно низкие, а равновесная температура достигается за доли минуты. Поверхность вольфрамовой мишени может легко достигать температуры плавления вольфрама (3400 градусов по Цельсию), но ограничена примерно 400 градусами Цельсия (750 по Фаренгейту), поэтому вольфрамовый диск не отсоединяется от своего медного основания. Повышение температуры на поверхности мишени вызывает напряжения, которые могут привести к микротрещинам на поверхности мишени. Со временем и при циклическом включении/выключении эти трещины растут, и некоторые электроны в пучке попадают в эти трещины, поэтому результирующее рентгеновское излучение изменяется. Вольфрам поглощает часть излучения из трещин, и интенсивность излучения снижается, а энергия рентгеновских лучей становится более жесткой (имея более высокие энергетические лучи). Запуск труб с меньшей мощностью и меньшим углом цели) также уменьшает эту тенденцию.
Для ламп с вращающимся анодом, мощность которых может быть в 1000 раз больше, чем у стационарного анода, микротрещины мишени гораздо более серьезны, и поэтому их последствия сильнее. Температура целевого фокусного пятна во вращающейся анодной трубке может достигать 2800 градусов Цельсия (более 5000 градусов по Фаренгейту). Пониженное излучение в зависимости от количества экспозиций часто называют «падением радиации». Микротрещины уменьшаются за счет использования самой низкой необходимой мощности, максимально возможного фокусного пятна и более длительных экспозиций при пониженной мощности, а не более коротких экспозиций при более высокой мощности. Такие критерии применимы и к трубкам со стационарным анодом. Микротрещины уменьшают теплопередачу, что увеличивает температуру фокального пятна, что увеличивает испарение вольфрамовой мишени на стекло.
Температура целевого фокусного пятна во вращающейся анодной трубке может достигать 2800 градусов Цельсия (более 5000 градусов по Фаренгейту). Пониженное излучение в зависимости от количества экспозиций часто называют «падением радиации». Микротрещины уменьшаются за счет использования самой низкой необходимой мощности, максимально возможного фокусного пятна и более длительных экспозиций при пониженной мощности, а не более коротких экспозиций при более высокой мощности. Такие критерии применимы и к трубкам со стационарным анодом. Микротрещины уменьшают теплопередачу, что увеличивает температуру фокального пятна, что увеличивает испарение вольфрамовой мишени на стекло.
ч. Случайное повреждение: Хотя это и не является серьезной причиной отказа, случайное повреждение может быть вызвано несоблюдением рекомендуемых протоколов во время установки и эксплуатации. Непонимание, незнание и предположения могут привести к случайному повреждению. Применяется поговорка плотника: один раз отмерь, два отрежь; дважды отмерь, один раз отрежь.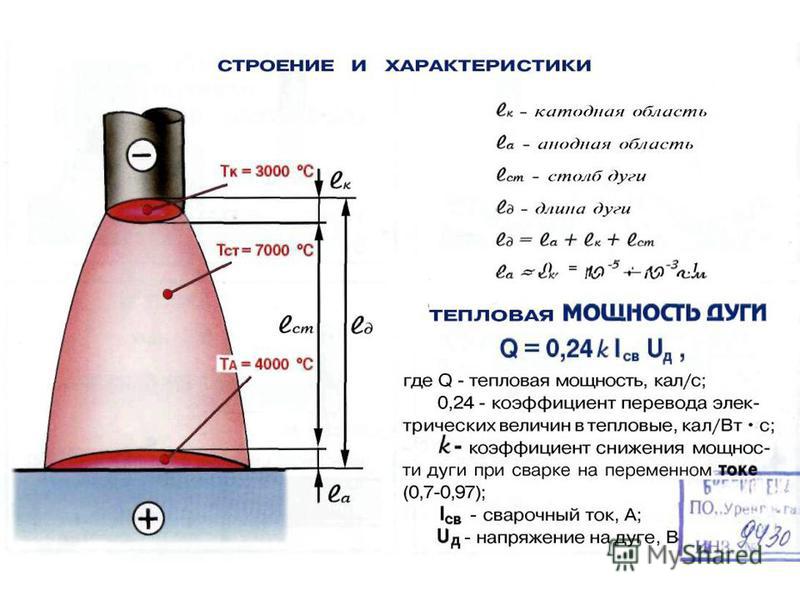 Для рентгеновских трубок проверьте и перепроверьте.
Для рентгеновских трубок проверьте и перепроверьте.
и. Подшипники: Выход из строя подшипников трубок с вращающимся анодом может быть проблематичным. Все механические системы изнашиваются и перестают работать, поэтому главное — добиться долговечности. Высокая температура и высокая скорость значительно сокращают срок службы подшипника. Во время работы смазка (обычно серебро или свинец) стирается с поверхностей шарика и качения, оставляя контакт стали со сталью, что приводит к заклиниванию или заклиниванию. При консервативном использовании подшипники обычно переживают другие отказоустойчивые механизмы. Требования к излучению и работа должны быть тщательно и подробно рассмотрены при выборе вращающегося анода вместо стационарной трубки.
2. Производственные недостатки.
а. Немедленные неисправности: Как бы ни старался производитель, не все лампы сделаны одинаково. Небольшие различия существуют, но производитель должен убедиться, что такие различия не влияют на работу трубки.
и. Weed Out by Test: После того, как труба изготовлена и обработана, она подвергается ряду тестов для завершения окончательной обработки, но, что более важно, чтобы убедиться, что она соответствует стандартам производительности, установленным для этой модели. Трубка проходит проверку качества. Основным испытанием является стабильность высокого напряжения. Каждая лампа подвергается воздействию высокого напряжения, обычно на 15% или более превышающего ее максимальное рабочее напряжение, при работе с максимальной мощностью. Такая обработка удаляет газы и частицы, а также приправляет нетронутые поверхности для работы под высоким напряжением. Затем трубка подвергается эксплуатационным испытаниям 9.0042, чтобы проверить его устойчивость к высокому напряжению, чтобы дуги не возникали или возникали в ограниченном количестве в течение заданного периода времени при работе при максимальном номинальном напряжении.
Испытаны и измерены катодная эмиссия, вольт-амперные характеристики нити накала, размер фокусного пятна, тепловая нагрузка и другие соответствующие характеристики. Для трубок с вращающимся анодом проводятся дополнительные испытания, такие как шум, вибрация, время выбега и другие, чтобы оценить рабочие характеристики ротора и подшипников. Трубы, не соответствующие спецификациям, отбраковываются/утилизируются, но анализируются для выявления причин нарушения, чтобы можно было внести коррективы в производственный процесс.
Для трубок с вращающимся анодом проводятся дополнительные испытания, такие как шум, вибрация, время выбега и другие, чтобы оценить рабочие характеристики ротора и подшипников. Трубы, не соответствующие спецификациям, отбраковываются/утилизируются, но анализируются для выявления причин нарушения, чтобы можно было внести коррективы в производственный процесс.
ii. Период выдержки: Иногда, несмотря на удовлетворительные испытания, лампы, выдерживаемые в течение 2-4 недель, не работают удовлетворительно, особенно в условиях высокого напряжения. Изменение производительности обычно вызвано крошечными утечками вакуума, которые не могут быть обнаружены обычными средствами, но выделяют газы, которые не обеспечивают хороших характеристик (высокое напряжение). Нормальное термоциклирование может привести к утечкам или открытию пустот и проникновению вредных газов. Такое снижение производительности происходит редко, но имеет место, а в некоторых случаях более длительное время простоя или нормальное время оборота запасов выявляют дополнительные сбои.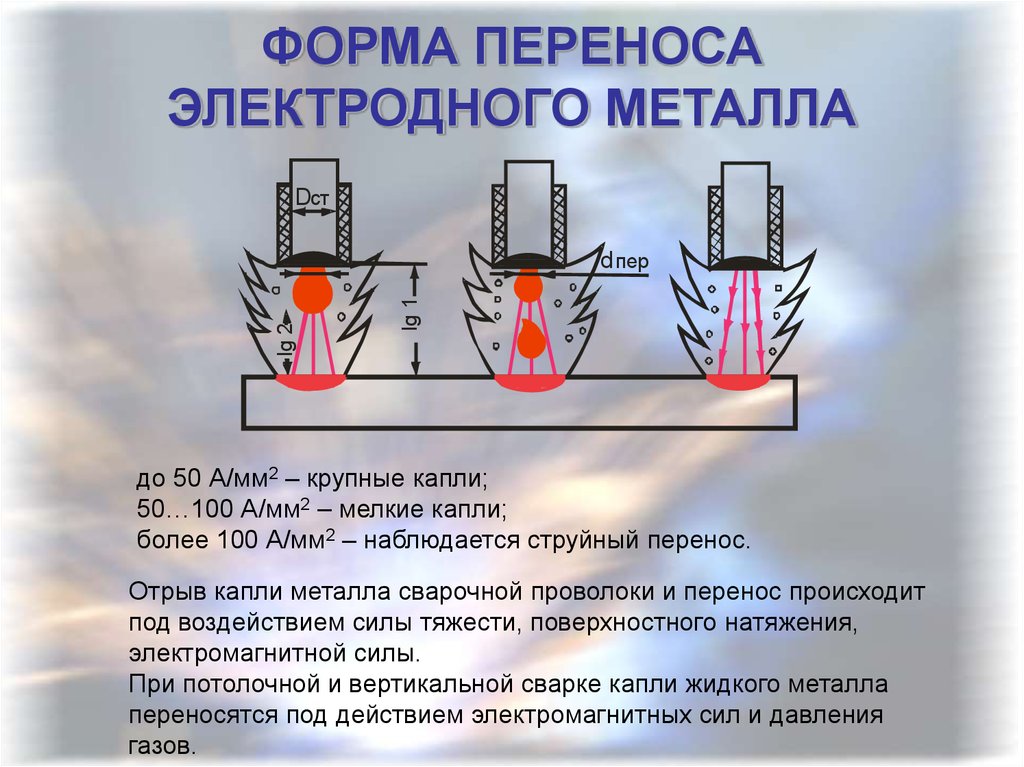
iii. Неподходящие материалы: Современные материалы, такие как: бескислородная медь, кобальтовые сплавы с регулируемым расширением, вольфрам, насыщенный рением, жаропрочные сплавы, вакуумный графит, высокотемпературные припои, а также керамика и техническое стекло, значительно улучшили характеристики трубок. Из-за таких улучшений необходим высокий уровень обеспечения качества, чтобы гарантировать качество этих и других материалов. Тестирование и сертификаты соответствия часто используются для обеспечения качества поставщика. Несмотря на эти усилия, материалы, не соответствующие стандартам, могут проникнуть в производственный процесс. Хорошим примером является бескислородный медный стержень, который при экструзии может содержать стрингеры, вызывающие утечки вакуума. Необходимо использовать более дорогие кованые пластины и стержни. Обычно эти недостатки выявляются внутри компании и не замечаются заказчиком.
iv. Технологические сбои: Новые процессы, такие как вакуумный переплав металлов, турбомолекулярные вакуумные насосы, высокотемпературная вакуумная обработка, высокотемпературный обжиг водородом, вакуумная пайка и электрополировка, также обеспечивают улучшенные характеристики рентгеновской трубки. Автоматизация помогла обеспечить более стабильный продукт. Однако, если эти используемые процессы/оборудование выходят из строя или управление теряется, хорошо отлаженный процесс может легко дать сбой, что может привести к браку или браку труб.
Автоматизация помогла обеспечить более стабильный продукт. Однако, если эти используемые процессы/оборудование выходят из строя или управление теряется, хорошо отлаженный процесс может легко дать сбой, что может привести к браку или браку труб.
б. Скрытые сбои: Скрытые или непредсказуемые сбои, возникающие во времени, часто бывают непредвиденными и иногда не могут быть связаны с известной причиной.
и. Оптимизация процесса: Многие процессы, используемые для труб и их частей, развивались в течение многих лет и на основе практического опыта. Если нет очень четких доказательств обратного, производители не хотят менять процесс, опасаясь неизвестных последствий. Например, анод с графитовым диском, припаянным к его задней части для вращающейся анодной трубки, должен быть обезгажен перед сборкой. Если температура слишком высока, возможно повреждение пайки и ее
может возникнуть интерфейс, но если он будет слишком низким и адекватным, дегазация может быть нарушена. В стационарном аноде высокая температура на аноде способствует выделению газа, но насколько высокой и как долго может быть температура до того, как произойдет (скрытое) повреждение? В эту категорию попадают многие процессы, такие как дегазация, вакуумная откачка и приправа. Слишком консервативный подход может привести к неудовлетворительной работе, а слишком агрессивный — к повреждению. Трудно найти подходящий компромисс, и как только процесс работает, часто лучше оставить его в покое.
В стационарном аноде высокая температура на аноде способствует выделению газа, но насколько высокой и как долго может быть температура до того, как произойдет (скрытое) повреждение? В эту категорию попадают многие процессы, такие как дегазация, вакуумная откачка и приправа. Слишком консервативный подход может привести к неудовлетворительной работе, а слишком агрессивный — к повреждению. Трудно найти подходящий компромисс, и как только процесс работает, часто лучше оставить его в покое.
ii. Маргинальные или плохо понятые процессы: Некоторые сбои вызваны эффектами, которые малоизвестны или для которых неизвестны побочные эффекты различных процессов. Почему диэлектрическое масло иногда темнеет и содержит посторонние включения, а трубка работает исправно? В других системах наблюдается искрение, но трубка, охлаждающее масло и окружающая среда выглядят и тестируются нормально. Смазка шарикоподшипников во вращающемся аноде — хороший пример неполного понимания процесса. Смазка, обычно свинцовая или серебряная, наносится методом химического или физического испарения, имеет пятнистый характер и не столь однородна. Требуется некоторая приработка трубок для более равномерного распределения смазки. Средняя толщина также важна; слишком тонкий и срок службы подшипника снижается, слишком толстый и трубы работают неровно и часто заедают. Исторические результаты и пробы и ошибки определяют процесс, но физические причины не совсем понятны.
Смазка, обычно свинцовая или серебряная, наносится методом химического или физического испарения, имеет пятнистый характер и не столь однородна. Требуется некоторая приработка трубок для более равномерного распределения смазки. Средняя толщина также важна; слишком тонкий и срок службы подшипника снижается, слишком толстый и трубы работают неровно и часто заедают. Исторические результаты и пробы и ошибки определяют процесс, но физические причины не совсем понятны.
iii. Анализ сбоев/неотслеживаемые причины: Анализ сбоев может выявить причину сбоя и является важным процессом, используемым производителями для обнаружения скрытых и непосредственных сбоев. Иногда проблема очевидна, в других случаях для выявления первопричины требуется много анализов и тестов. Любой человек, занимающийся анализом отказов, знает, что, несмотря на большие усилия, во многих случаях невозможно найти первопричину. Либо сбой уничтожает окончательные доказательства, либо разборка во время анализа удаляет доказательства.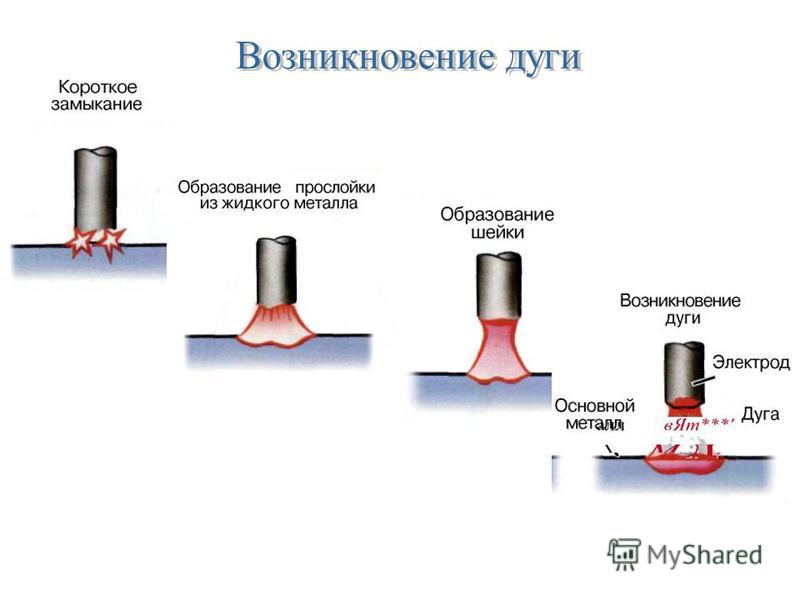 Иногда не хватает доказательств, чтобы сделать определенный вывод. Лучшее, что часто можно сделать, — это экстраполировать на причину.
Иногда не хватает доказательств, чтобы сделать определенный вывод. Лучшее, что часто можно сделать, — это экстраполировать на причину.
Распространенной неисправностью относительно долгоживущих ламп является искрение. Наиболее распространенными доказанными причинами дугового разряда являются: высокое давление остаточного газа, разрушение изоляторов и паразитная эмиссия электронов (обычно называемая «автоэмиссией»). Первые две темы были затронуты ранее. Для автоэмиссии микроскопические частицы (как металлические проводники, так и неметаллические изоляторы) могут вызывать небольшие электрические токи, обычно в диапазоне наноампер, которые испускаются просто из-за очень сильных электрических полей. Эти мельчайшие токи, исходящие в виде пучка, могут при определенных условиях заряжать изоляторы, которые затем разряжаются, вызывая дуговой разряд. Зарядка также может вызвать выход из строя изолятора в виде прокола, который представляет собой крошечное отверстие в изоляторе, вызывающее потерю вакуума. С другой стороны, частицы могут отрываться, ускоряться, приобретать высокую энергию в электрическом поле и взрываться при ударе, вызывая дугу. Удар часто вызывает вторичное повреждение в виде осколков, что, в свою очередь, вызывает усиление полевой эмиссии.
С другой стороны, частицы могут отрываться, ускоряться, приобретать высокую энергию в электрическом поле и взрываться при ударе, вызывая дугу. Удар часто вызывает вторичное повреждение в виде осколков, что, в свою очередь, вызывает усиление полевой эмиссии.
Производители делают упор на чистоту, стремясь уменьшить количество твердых частиц, обычно собирая трубы в чистых помещениях и используя различные процессы, такие как ультразвуковая очистка или электрополировка для удаления частиц. Несмотря на такие усилия, мельчайшие частицы все еще попадают в трубку. Чтобы уменьшить количество твердых частиц, каждая новая трубка «приправляется» или подвергается воздействию высокого напряжения примерно до 25% от ее максимального рабочего напряжения, чтобы сжечь или удалить частицы в неактивные части трубки. Приправа к трубке в холодных условиях мало что дает, поэтому трубка должна эксплуатироваться по определенному температурному протоколу, которых может быть много. Схемы для такой приправы включают значительные эксперименты и оценки, но все же не всегда идеальны. Чрезвычайно трудно получить трубу, которая никогда не образует дуги.
3. Несоответствие приложений.
Хорошим примером изначального несоответствия трубок является ранняя маммография, когда для получения маммограмм использовалась стандартная диагностическая трубка. В результате диагноз был довольно плохим, и часто приводили к радиационным ожогам. За несколько лет стало известно, что молибденовое излучение при напряжении около 30 кВ с очень маленькими фокусными пятнами, сконструированными в виде трубок, которые особенно соответствуют анатомии, очень эффективно для ранней диагностики рака молочной железы. Новые пробирки были разработаны с учетом этих требований, и сегодня они являются золотым стандартом для раннего выявления заболеваний.
а. Низкое излучение в кВ/высокое значение в мА: Обычное несоответствие может возникнуть, когда трубка, предназначенная для использования с высоким напряжением, используется при более низком напряжении (обычно половина или меньше максимального), нить накала должна работать при более высоком токе, чтобы преодолеть ограниченное излучение. . В конкретной лампе с вращающимся анодом, работающей при 125 кВ и 300 мА, при снижении до 50 кВ и 300 мА нить накала должна работать с мощностью на 16 % больше, чтобы преодолеть более низкое напряжение трубки. Поскольку нить накала охлаждается излучением с температурой, пропорциональной 4-й степени (T⁴), увеличение на 16% означает увеличение температуры нити только на 3,8%. Хотя это кажется небольшим, вольфрам испаряется примерно в три раза быстрее при более высокой мощности, что в этом случае приводит к сокращению срока службы нити накала в три раза. Если трубка работает при более высоком токе трубки (в данном случае> 300 мА) при напряжении 50 кВ, ток накала необходимо увеличить, что приведет к еще большему сокращению срока службы накала. Часто такое несоответствие приходится принимать, потому что производитель не хочет производить специальную конструкцию, особенно если продажи будут ограничены.
б. Температура/Жизнь: Основным правилом для рентгеновских трубок является то, что температура – враг. Чем больше приложенная мощность, тем короче срок службы трубки. Однако без достаточной мощности может не хватить интенсивности рентгеновского излучения для выполнения работы. Испарение нити накала, вызывающее нежелательные металлические отложения, в конечном итоге приведет к возникновению дуги в изоляторе. Эксплуатация мишени при более высокой температуре не только в конечном итоге вызовет испарение мишени, но и качество излучения с точки зрения распределения энергии и интенсивности начнет меняться и будет снижаться из-за микротрещин.
Во время работы трубки присутствуют термомеханические напряжения. Уплотнения между стеклом и металлом испытывают напряжение при нагревании, и чем больше тепла, тем выше температура, что приводит к увеличению напряжения. В конце концов мельчайшие частицы могут отколоться или стекло образует мелкие трещины, которые увеличиваются при прохождении излучения. Механическая усталость всегда присутствует из-за термического циклирования, и чем больше циклов, тем быстрее развивается усталость. Более высокая мощность вызывает более высокую температуру, которая ускоряет утомление. Эксплуатация рентгеновской трубки при минимальной полезной мощности продлевает срок службы.
4. Неправильный привод от источника питания.
В источнике рентгеновского излучения источник питания обеспечивает всю необходимую мощность для работы трубки, включая нить накала и часто питание ротора для трубки с вращающимся анодом. Кроме того, поставка содержит логику и блокировки, используемые системой. Таким образом, источник питания является неотъемлемой частью источника рентгеновского излучения, и оба они действуют согласованно.
а. Полное сопротивление источника питания: Одной из наиболее важных характеристик источника питания является его полное сопротивление. Для ламп со стационарным анодом, которые работают на мощности в несколько сотен ватт, импеданс может быть высоким, что означает, что они содержат большое сопротивление, поэтому в случае дугового разряда повреждение трубки и чувствительной электроники сводится к минимуму. Дуга обычно гаснет, когда напряжение, поддерживающее дугу, уменьшается. Когда ток в дуге проходит через высоковольтное сопротивление, напряжение на сопротивлении увеличивается, тем самым уменьшая напряжение на трубке и других частях высоковольтной схемы. Если давление газа в трубке становится настолько высоким, что поддерживает дугу, импеданс также защищает источник питания и связанную с ним электронику. Ничего нельзя сделать с трубкой, чтобы улучшить ее работу, когда уровень газа в ней становится слишком высоким.
К сожалению, высокий импеданс также означает, что если дуговой разряд начинается из-за излучения частиц, полевого излучения или испарения света, часто не остается достаточно энергии для устранения или испарения причины, и дуговой разряд может продолжаться.
Лампа с вращающимся анодом работает в условиях гораздо более высокой мощности, иногда превышающей 100 киловатт или почти в 1000 раз превышающей мощность стационарного анода. Здесь источник не может иметь высокий импеданс, иначе он не будет поддерживать требуемую мощность. В этих случаях часто необходимо ограничить накопленную энергию обычно менее чем 10 джоулями. Кабели высокого напряжения и конденсаторы умножителя напряжения будут накапливать такую энергию, что может привести к повреждению трубки в дуге. Десять джоулей — это не фиксированное значение, а только ориентир, поскольку некоторые лампы удовлетворительно работают с большим запасом энергии, а другие не будут работать с меньшим количеством энергии. Емкость становится более проблематичной при более высоких напряжениях, поскольку энергия пропорциональна квадрату напряжения.
б. Нить постоянного/переменного тока: Обычно нити накала работают в условиях переменного напряжения/тока. Есть три основные причины. Во-первых, исторически было проще контролировать и подавать переменный ток (AC), а во-вторых, при использовании постоянного тока (DC) наблюдается тенденция к росту зерен, в результате чего со временем образуются хрупкие хрупкие нити, которые сгорают раньше. Наконец, менее важно то, что в условиях постоянного тока на одном конце нити будет существовать небольшой фиксированный потенциал, равный рабочему потенциалу нити, который может искажать фокальное пятно, слегка смещая его по отношению к фокусирующему колпачку. Эффект более выражен при меньших фокусных пятнах и условиях высокой эмиссии. При переменном токе такое смещение чередуется между обоими концами нити и поэтому размывается.
Для нитей накала, нагреваемых постоянным током, происходит явление надрезов, особенно для тонких нитей. В этом случае некоторые ионы вольфрама образуются из испарившихся атомов вольфрама и притягиваются к отрицательному концу нити накала и осаждаются, образуя серию «надрезов». Эти надрезы тоньше, чем другие участки нити, и приводят к появлению горячих точек с сопутствующим большим испарением и, в конечном итоге, выгоранием. Сообщается о сокращении срока службы нити накала от двух до десяти раз при работе с постоянным током, а не с переменным током. Современные источники питания, в которых используются нити накала постоянного тока, получают его от высокочастотного преобразователя. В этих условиях в сигнале накала присутствуют высокочастотные пульсации с малой амплитудой порядка 10 с кГц, что сводит к минимуму эффект режекции.
в. Высокая частота: Металлостеклянные уплотнения в трубке изготовлены из ковара или аналогичного сплава, состоящего из железа, никеля и кобальта, которые обладают сильными магнитными свойствами. Уплотнения включают вводы, по которым протекает ток накала. При высокой частоте магнитные материалы подвержены магнитному гистерезису, вихревым токам и скин-эффекту, которые поглощают энергию электрического тока. Это явление требует, чтобы источник питания обеспечивал большую мощность, чем по сравнению с немагнитными материалами, чтобы преодолеть потери. Чем выше частота, тем больше потери. Потеря мощности приведет к нагреву проходных отверстий, а влияние механических напряжений на уплотнения недостаточно изучено. В настоящее время используются частоты до 40 кГц. Для катода и анода используются высокочастотные источники высокого напряжения, но они выпрямляются до постоянного тока.
д. Скорость вращения/тормоз: Для вращающихся трубок срок службы подшипников, а также испарение нити накаливания являются важным фактором, определяющим срок службы трубки. Когда требуется экспонирование, мощность статора подается так, что анод трубки достигает скорости вращения (оборотов в минуту). Такая минимальная скорость указывается производителем, и синхронизированная скорость исторически имеет четыре значения в зависимости от частоты коммерческой мощности; для 60 герц максимальная скорость 3600 об/мин или при тройной скорости 10800, для 50 герц мощность 3000 об/мин и 9000 за тройную скорость. Эти скорости обычно называют «низкой» или «высокой» скоростью для нормальной единичной частоты или тройной частоты соответственно. На практике ротор никогда не может полностью достичь этой скорости, потому что трение в подшипниках и неполная магнитная связь между статором и ротором снижают скорость. На самом деле система статор/ротор имеет КПД всего около 10% по сравнению с коммерческими двигателями, эффективность которых обычно превышает 90%. По этим причинам производители обычно указывают минимальную скорость, как правило, 3000, 9500, 2800 и 8500 или аналогичные значения для учета проскальзывания синхронной скорости.
Когда инициируется экспозиция, мощность статора подается в течение определенного времени для достижения минимальной скорости и зависит от: момента инерции анода (очень приблизительно пропорционально емкости накопления тепла), напряжения, подаваемого на статор и частота приложенного напряжения (высокая или низкая скорость). Обычно это время «разгона» ротора составляет от 1,5 до 6 или более секунд. После применения форсирования статор переходит в «рабочий» режим, в котором постоянно подается пониженное напряжение (обычно от 80 до 100 вольт) для поддержания минимальной скорости. Часто установщику остается отрегулировать время разгона для достижения минимальной скорости, и это может стать практической проблемой для реализации. Тахометры с язычком и синхронные стробоскопы могут измерять скорость вращения. Необходимо учитывать тепловое состояние анода; горячий анод будет двигаться с меньшей скоростью, чем холодный анод, из-за повышенного трения и уменьшения магнитной связи. После воздействия скорость вращения ротора снижается или тормозится путем подачи напряжения только на одну обмотку статора.
Торможение выполняется для быстрого уменьшения вращения подшипника, но не менее важно быстро пройти через резонанс ротора. Все роторы имеют собственную резонансную частоту, и в этот момент ротор/анод может заметно вибрировать. Чтобы быстро преодолеть эту резонансную скорость и свести к минимуму любые повреждения, подается тормозное напряжение. Типичные резонансные частоты составляют от 4000 до 5000 об/мин (65-80 Гц), особенно важно тормозить после работы на высокой скорости. Принимая во внимание обычно более короткое ускорение нити накала и более длительное время вращения ротора, можно увидеть, что последовательность событий рентгеновской системы следующая: запрос на экспозицию, подача форсирования статора, подача форсировки накала, подача импульса высокого напряжения экспонирования, перевод нити накала на холостой ход, обрыв. скорость анода. Современные блоки питания имеют настройку на все эти временные последовательности.
эл. Filament Boost: Когда рентгеновская трубка не производит рентгеновские лучи (т. е. к катоду и аноду не приложено высокое напряжение), ее нить накала находится в так называемом режиме ожидания (или предварительного нагрева). Через него проходит ток, но он находится ниже точки излучения, где будет проходить ток трубки. Всякий раз, когда требуется экспонирование, ток накала «повышается» до заданного значения, которое позволяет протекать определенному току трубки, когда на трубку подается высокое напряжение. Когда рентгеновские лучи больше не нужны, высокое напряжение отключается, и ток накала возвращается к его холостому току.
Типичное время разгона нити накала колеблется от половины до одной секунды. Этот метод особенно важен для трубки с вращающимся анодом, где ток в трубке высок, а срок службы нити накала сохраняется за счет ее работы только тогда, когда необходимы рентгеновские лучи. Ток холостого хода накала выбран таким образом, чтобы испарение с нити накала составляло очень небольшую часть тока накала, необходимого для высокой эмиссии, что минимизирует испарение на холостом ходу. Если ток трубки достаточно низкий, некоторые лампы с неподвижным анодом вообще не будут усилены, и нить накала может быть выведена из состояния отсутствия питания. Системы с непрерывным импульсом могут представлять проблему с испарением, потому что, если частота повторения импульсов высока, между импульсами недостаточно времени, чтобы усилить нить накала до того, как придет следующий импульс. Обычно в таких случаях нить накала запускается в режиме форсирования до тех пор, пока все пульсации не прекратятся. Современные источники питания полностью адаптируются ко всем этим временным последовательностям.
ф. Логические схемы: Как видно из вышеприведенного описания, логическая последовательность и их производительность являются критически важными. Добавьте другие системы, такие как блокировки, последовательность изображений, требования к рентгенографическим объектам и другие системные требования, и можно увидеть, что функционирование и надежность логических систем
необходимы, если ничего не пойдет не так. Иногда искрение в трубке может вызывать переходные процессы, инициированные скачками тока или прерыванием высокого напряжения, что приводит к сбоям в логической схеме. Современные источники питания имеют изолированные логические схемы, которые защищают чувствительную электронику от переходных процессов при нормальной работе и искрения.
г. Настройки предела нити/предварительного нагрева нити: Одной из наиболее важных настроек является регулировка предела нити. Уставка предела нити накала ограничивает максимальный выходной ток источника питания накала для защиты нити накала рентгеновской трубки. Эта настройка не позволит генератору рентгеновского излучения превысить это значение ни при каких обстоятельствах. Он должен быть установлен на уровне или ниже спецификации производителя рентгеновской трубки.
При установке предела накала ниже максимальной спецификации рентгеновской трубки предел накала должен быть на 10-15 % выше, чем ток накала, необходимый для достижения максимального запрограммированного тока эмиссии (мА) при самой низкой используемой настройке кВ. Помните, что максимальные значения нити накала отличаются от НЕОБХОДИМЫХ значений для эмиссии. Установка на 10-15% сверх необходимых значений тока эмиссии обеспечивает запас, а также лучшие характеристики отклика поезда.
Всегда держите предельный уровень нити накала на уровне или ниже рекомендованного производителями максимального тока накала. Ток ожидания нити накала (называемый предварительным подогревом нити накала в некоторых линейках продуктов) — это ток холостого хода, подаваемый на нить накала рентгеновской трубки в условиях ожидания рентгеновского излучения (HV OFF/XRay отключен).
Уставка предварительного нагрева нити накала обычно составляет от 1 до 2 ампер, но следует проконсультироваться с производителем рентгеновской трубки. Хорошей рекомендацией для рассмотрения является то, что максимальный уровень предварительного нагрева нити должен быть ограничен 50% спецификации предела нити. Совершенно нормально установить ток в режиме ожидания равным нулю, если не требуется быстрое линейное изменение тока эмиссии.
5. Соображения по корпусу трубки (корпусу).
Рентгеновская трубка должна быть заключена в подходящий контейнер, чтобы: предотвратить распространение рентгеновских лучей во всех направлениях, обеспечить подходящую изоляцию высокого напряжения и обеспечить охлаждение трубки/системы. Для автономной рентгеновской трубки контейнер называется корпусом, узлом трубки или источником излучения, а для системы, в которой источник питания объединен с трубкой, он обычно называется Monoblock® (зарегистрированная торговая марка Spellman). .
а. Утечка диэлектрика (масла): Диэлектрик, обычно трансформаторное масло с ингибитором окисления, должен обеспечивать изоляцию высокого напряжения, чтобы предотвратить искрение на всех поверхностях, находящихся под высоким напряжением. Если возникает утечка масла, это обычно означает, что воздух также просачивается в корпус, и если воздух попадает в область поля высокого напряжения, это вызывает искрение. Если искрение продолжится, углерод от распада масла начнет покрывать поверхности, и их нельзя будет восстановить. Масляные уплотнения часто изготавливаются в виде колец круглого сечения, а резина из бута-нитрильного каучука подходит для ингибированного масла. Некоторые материалы, такие как неопрен, не подходят, так как они набухают в этом масле. Обычные рекомендации производителей уплотнительных колец для степени сжатия составляют около 5-10% и не применяются. На самом деле используется сжатие около 25%, поскольку уплотнительные кольца при типичных высоких температурах корпуса деформируются и теряют упругость и могут начать просачиваться.
Используемое масло содержит абсорбированные газы, которые необходимо удалить вакуумной обработкой, чтобы предотвратить их попадание в корпус. Такая обработка увеличивает диэлектрическую прочность, измеряемую в единицах вольт на расстояние. Типичные значения превышают 30 киловольт на дюйм. Важным фактором являются материалы, используемые внутри корпуса, обычно пластиковые изоляторы. Они могут выщелачивать пластификаторы или другие химические вещества, которые могут растворяться в масле и ухудшать диэлектрическую прочность. Температура усиливает выщелачивание. Необходимо проявлять осторожность при тестировании материалов, используемых в корпусе, даже для новых производственных партий этих деталей.
б. Перегрев: Перегрев может вызвать искрение не только в трубке, но и в корпусе. Многие системы имеют теплообменник, в котором используется вентилятор, а иногда и насос для циркуляции масла. Крайне важно, чтобы эти обменники содержались в чистоте. Пыль является основным виновником и будет препятствовать как естественной конвекции воздуха, так и принудительной (вентиляторной) конвекции воздуха. В результате корпус перегревается, следует установить график обслуживания.
в. Температура окружающей среды: Необходимо соблюдать температуру окружающей среды, указанную производителем. Типичная температура окружающей среды составляет 25 или 30 градусов по Цельсию, а в условиях высокой нагрузки температура корпуса может подняться до 75 или 80 градусов по Цельсию, что является типичным пределом. Таким образом, повышение температуры может составлять около 50 градусов, и если температура окружающей среды выше указанной, это повышение температуры будет добавлено к температуре окружающей среды, что приведет к перегреву. Корпуса, часто используемые при испытаниях и для предотвращения утечки излучения, могут привести к тому, что температура окружающей среды превысит рекомендуемые значения. Также нередко можно встретить пластиковые или тканевые чехлы, используемые для «защиты» оборудования, но они только мешают конвекционному воздушному потоку и могут легко привести к перегреву.
д. Корпус Отношение: Трубчатый корпус с теплообменником или без него может нагреваться в верхней части, а не в нижней. Это связано с тем, что диэлектрическое охлаждающее масло образует сильные конвекционные потоки, которые поднимаются вверх, как дым от сигареты, и переносят тепло к верхней части корпуса. Необходимо соблюдать осторожность, чтобы обеспечить наилучшее положение корпуса для эксплуатации. Часто термопары могут направлять и выявлять горячие области, но для точных измерений необходим хороший тепловой контакт.
эл. Соединения кабеля/заземления: Хотя это кажется очевидным, хорошие электрические соединения необходимы. Заземление, а также другие соединения, такие как статор, датчики перегрева и высоковольтные кабели, одинаково важны. Обязательны плотные резьбовые соединения без перетертых контактов и проводов. Соединения высоковольтных кабелей особенно важны, потому что, если воздух включен, он будет ионизироваться в областях с сильным полем и вызывать искрение через изоляцию. Обычно для герметизации воздуха и обеспечения тесного контакта между поверхностями используется высоковольтная смазка. После того, как дуговые следы начинаются, они не подлежат ремонту. Рекомендации производителя по установке кабельных изоляторов должны строго соблюдаться.
ф. Диэлектрическое расширение: При нагревании масло расширяется в объеме, как и все материалы. Рентгеновская система должна иметь достаточный объем для такого расширения. На холодной стороне при отгрузке системы необходимо предусмотреть объем для усадки. Это расширение и сжатие обычно достигается с помощью гибкой диафрагмы, позволяющей изменять весь объем. Хороший дизайн позволит фактор безопасности; чем больше, тем лучше. Коэффициенты безопасности не менее 25% — это хорошо. Не менее важно установить нейтральную точку в экскурсиях по расширению; диафрагма должна быть установлена так, чтобы допускать расширение и сжатие, которые будут встречаться. Этими факторами являются требования к конструкции и производству.
г. Номинальная дисциплина: Одним из наиболее важных соображений при работе с лампой является работа в рамках опубликованных рейтингов. Знакомство и планирование являются ключевыми вопросами. Необходимо контролировать высокое напряжение и мощность накала, чтобы не допустить превышения долговременного перегрева, кратковременное превышение мощности на аноде может привести к расплавлению фокального пятна. Осторожность и осторожность – вот правила. Не менее важна работа незагруженного теплообменника. То же самое относится и к трубкам с вращающимся анодом, но, кроме того, должно быть обеспечено правильное вращение. Индивидуальные рейтинги экспозиции важны для того, чтобы убедиться, что правильное фокусное пятно находится под напряжением, используется правильная диаграмма скоростей, наблюдается высокое напряжение и выбрана правильная длительность импульса. Графики должны быть согласованы с эмиссией накала и вольт-амперными характеристиками, чтобы предотвратить перегрузку. Очень легко перепутать диаграммы и неправильно их истолковать. Всегда проверяйте дважды.
Электрические ожоги | DermNet
Автор: Маде Ананда Кришна, врач общей практики, больница Чипто Мангункусумо, медицинский факультет Университета, Индонезия; Главный редактор: достопочтенный профессор Аманда Окли, дерматолог, Гамильтон, Новая Зеландия, сентябрь 2015 г. Отредактировано в феврале 2021 г.
toc-icon
Что такое электрический ожог?
Электрический ожог — это повреждение ткани, вызванное контактом с электрическим током, таким как провода под напряжением или молния.
Электрические ожоги подразделяются на:
- Низковольтная травма (< 1000 В) по сравнению с высоковольтной травмой (> 1000 В)
- Термическое поражение в результате поражения электрическим током, протекающим непосредственно через тело.
Тяжелая или смертельная травма, вызванная поражением электрическим током, называется поражением электрическим током.
Кто получает электрический ожог?
Электрические травмы являются относительно редкой причиной ожогов, однако ежегодно в США погибает около 1000 человек. Любой, кто соприкоснется с электрическим током, может получить электрический ожог. Как правило, пациентом с низковольтной электротравмой/ожогом является здоровый молодой человек дома или на рабочем месте. Травмы от высокого напряжения менее распространены на производстве. Треть поражений электрическим током высокого напряжения происходит из-за удара молнии. Сообщается, что недавняя форма искусства, фрактальное выжигание по дереву, вызывает электрические ожоги от высокого напряжения.
Что вызывает электрический ожог?
Электричество определяется как поток электронов. Электроны текут, когда есть разница электрического потенциала между двумя точками (напряжение). Чем выше напряжение, тем выше ток электронов (закон Ома).
Степень и тяжесть повреждения кожи зависят от:
- Силы тока: функция напряжения и сопротивления тканей
- Тип электрической цепи (постоянный или переменный ток)
- Путь тока через тело
- Продолжительность контакта.
Каковы клинические признаки электрического ожога?
Электрическая травма приводит к повреждению тканей/органов тремя механизмами:
- Электрический ток проходит через ткани тела и вызывает прямую травму
- Преобразование электрической энергии в тепловую
- Непрямое механическое воздействие, вызывающее неконтролируемое сокращение мышц и падения, особенно при травмах высокого напряжения.
Ожог электрическим током низкого напряжения
Электрический ток низкого напряжения приводит к 2 четко очерченным глубоким частичным или полным электротермическим ожогам:
- Контактный ожог в области входа (например, рук, черепа)
- Выходная рана (например, пятки соприкасаются с землей).
Ожог электрическим током от высокого напряжения
Травма от высокого напряжения может быть вызвана прямым контактом или вспышкой.
- Прямой контакт с высоким напряжением вызывает безболезненный, полнослойный, изрезанный, желтовато-серый ожог кожи, который иногда сопровождается центральным некрозом.
- Вспышка поражения электрическим током может вызвать поверхностный ожог, ожог частичной толщины или разрушительное повреждение всей толщины, вызванное электрической дугой.
Электрическая дуга или искра, включая удар молнии, возникает между сильно заряженным источником и землей, достигая температуры до 2500°С.
- Эта высокая температура непосредственно обжигает кожу.
- Искра поджигает одежду; возникающее пламя также обжигает кожу.
- Электрический ток, протекающий через ткани тела, вызывает электротермический нагрев.
- Вызывает ожоги от поцелуев.
Ожог от поцелуя представляет собой электрическую дугу, возникающую между двумя поверхностями кожи, обращенными друг к другу и захватывающими сустав, обычно локтевой и коленный сгибы. Дуга пересекает складку сгибателей и обжигает две «целующиеся» поверхности кожи, вызывая обширное разрушение подлежащих тканей.
Оценка только поражения кожи может привести к недооценке степени повреждения подлежащих тканей.
Как диагностируется электрический ожог?
Предшествующее электрическое воздействие подтверждает диагноз электрического ожога.
У пациента без сознания в соответствующих условиях окружающей среды:
- Включить электротравму в дифференциальный диагноз
- Активировать расширенный протокол жизнеобеспечения при травмах, безопасно обезопасив дыхательные пути, дыхание и кровообращение
- Тщательно осмотрите все системы органов (см. ниже)
- Рассчитать общую площадь поверхности тела (TBSA) с ожогом кожи
- Мониторинг сосудисто-нервного статуса конечностей для выявления компартмент-синдрома.
Кожа
- Ожог кожи
Сердце
- Аритмия
- Остановка сердца
Дыхательная система
- Остановка дыхания, вызванная тетанией дыхательных мышц или дисфункцией центральной нервной системы
Сосудистая система*
- Развитие аневризмы
- Ишемия тканей
Неврологическая система*
- Нарушение сознания
- Параличи и парестезии (обычно преходящие)
- Периферическая невропатия
- Травма спинного мозга
Опорно-двигательный аппарат*#
- Некроз мышц и синдром компартмента
- Переломы/вывихи
Почки
- Почечная недостаточность, вызванная миоглобинурией при обширном мышечном некрозе
Прочие
- Катаракты
- Нейропсихологические эффекты
Примечание:
- *Сосуды, нервы и мышцы являются хорошими проводниками и непосредственно разрушаются при прохождении через них электронов.
- #Кости и сухожилия имеют самое высокое сопротивление электрическому току; электрическая энергия преобразуется в тепло, что приводит к термическому поражению.
Расчет общей площади поверхности тела
Существует несколько способов определения TBSA.
- Правило девяток: доля площади поверхности тела у взрослых отличается от доли у младенцев и детей.
- Таблица Лунда и Браудера более точна, чем правило девяток у детей и младенцев.
- Используйте размер руки пациента для представления 1% TBSA.
Электрокардиография
Электрокардиография (ЭКГ) должна проводиться в каждом случае электрического ожога. Непрерывный кардиомониторинг необходим при документально подтвержденной аритмии и признаках ишемии, потере сознания в анамнезе или подозрении на поражение электрическим током.
Другие анализы
Общий анализ крови, электролиты, азот мочевины крови и креатинин назначаются пациентам с тяжелыми травмами или при наличии риска кондуктивных электротравм (наличие входных и выходных ран или нарушений ритма).
Анализ мочи на наличие крови без эритроцитов может указывать на миоглобинурию из-за разрушения мышц.
Уровень креатининкиназы следует измерять при поражении электрическим током, поскольку его пиковая концентрация позволяет предсказать степень мышечного повреждения, риск ампутации, смертность и продолжительность госпитализации.
Как лечить электрический ожог?
На догоспитальном этапе
На догоспитальном этапе приоритетами являются:
- Обезопасить место происшествия: убедитесь, что пациент больше не касается проводов под напряжением, прежде чем прикасаться к ним.
- Отключите источник питания, предположительно ставший причиной электрического ожога/травмы
- Обследовать пациента без сознания на предмет возможной остановки сердца и провести сердечно-легочную реанимацию (СЛР)
- Обеспечьте инфузионную реанимацию и обезболивание.
Лечение электроожоговых ран
Лечение электроожоговых ран должно включать:
- Очищение: удаление рыхлой ткани и остатков волдырей
- Увлажнение для ранней эпителизации
- Нанесите противомикробное средство широкого спектра действия. Варианты включают:
- Крем с сульфадиазином серебра: широкий спектр, хороший профиль безопасности, но не проникает в струп
- Крем Мафенид: широкий спектр действия, может проникать в струпья, но может вызывать метаболический ацидоз, применение болезненно
- Нитрат серебра: широкий спектр действия, необходимо наносить каждые 4 часа, оставляет пятна, имеет потенциальную осмолярную разбавляющую способность.
Хирургическое лечение
Ранняя процедура декомпрессии требуется при сужении и тесноте конечности (например, предплечье, нога) на основании оценки периферических нервно-сосудистых заболеваний.
- Прогрессирующая сенсорная и моторная дисфункция
- Сильная боль
- Потеря артериального сигнала при ультразвуковой допплерографии
- Неадекватная ранняя реанимация
Хирургическая обработка нездоровой ткани с последующим окончательным закрытием раны проводится на 3–5-й день после того, как поврежденная ткань хорошо разграничена.
Иссечение и трансплантация могут потребоваться при контрактурах через несколько недель после глубоких частичных и полнослойных ожогов.
Каков исход электрического ожога?
Глубокие раны частичной или полной толщины неизбежно вызывают рубцевание. Другие потенциальные долгосрочные осложнения электрических ожогов включают:
- Неврологический дефицит: периферическая невропатия и дисфункция центральной нервной системы: они развиваются в течение от нескольких недель до месяцев
- Посттравматическое стрессовое расстройство и большая депрессия
- Катаракта при повреждении глаза
- Гетеротопическая оссификация и невромы.
Электрические ожоги могут привести к немедленному летальному исходу, особенно если они вызваны воздействием низкого напряжения или ударом молнии. Повреждения высоким напряжением вызывают больше осложнений, чем ожоги низким напряжением, включая больше медицинских осложнений, требуют большего количества хирургических вмешательств и оказывают большее психологическое воздействие.
Библиография
- Акоз А., Озогуль Б., Авсар У., Чакир З., Аслан С., Муджахит Э., Байрамоглу А. Социально-демографические характеристики пациентов с электроожогами, поступивших в отделение неотложной помощи. ЯЭМ. 2015;14:26–9. doi: 10.5152/jaem.2015.70446. Журнал
- Чуцман А.Д., Зейн Р.Д. Электротравмы: обзор для врача скорой помощи. ЭБ Медицина. 2009;11(10):1–24. Журнал
- Ghavami Y, Mobayen MR, Vaghardoost R. Электрический ожог: пятилетнее обследование 682 пациентов. Травма пн. 2014;19(4):e18748. doi:10.5812/traumamon.18748. Журнал
- Кляйн МБ. Термические, химические и электрические травмы. В: Thorne CH, Beasley RW, Aston SJ, Bartlett SP, Gurtner GC, Spear SL (eds). Пластическая хирургия Грабба и Смита. 6-е изд. Липпинкотт Уильямс и Уилкинс; 2006. с. 132–49.
- Ричардсон С., Джонстон К. Необычный случай поражения электрическим током высокого напряжения с фрактальным сжиганием дерева. Открытие J Am Coll Emerg Physicians. 2020;2(1):e12330. дои: 10.1002/emp2.12330. Журнал
- Ши Дж.Г., Шахрохи С., Йешке М.Г. Обзор результатов ожогов электрическим током у взрослых во всем мире: анализ поражения электрическим током низкого и высокого напряжения. J Burn Care Res. 2017;38(1):e293–8. doi:10.1097/BCR.0000000000000373. ПабМед
На DermNet NZ
- Термические ожоги
- Химические ожоги
- Солнечный ожог
Другие веб-сайты
- Medline Plus: Электротравма
- Медскейп Артикул:
- Электрические ожоги
- Электротравмы в неотложной медицине
- Электрические травмы
- Электротравмы Слайд-шоу
Книги о кожных заболеваниях
- Книги о коже
- Дерматология стала проще книга
Действительно ли допустимо подавать больший ток, чем рассчитан компонент?
Спросил
Изменено 7 месяцев назад
Просмотрено 147 тысяч раз
\$\начало группы\$
В этом ответе, получившем большое количество голосов, ответчик заявляет, что можно подавать на компонент больший ток, чем он рассчитан. Аналогия в том, что (перефразируя здесь): «Если Джонни хочет съесть два яблока, он съест только два, независимо от того, дадите ли вы ему три или пять и т. д.».
Однако, одна из самых простых схем, которые вы можете сделать, это питание светодиода от какого-нибудь источника питания. Поскольку большинство источников питания обеспечивают ток, превышающий ток, который может выдержать большинство светодиодов, вам придется должен поставить резистор перед светодиодом, чтобы не сжечь его.
Так что это?!? Может ли кто-нибудь объяснить мне, когда/где/как можно/недопустимо обеспечивать более высокий (и более низкий, если на то пошло) ток, чем то, на которое рассчитан компонент?
- блок питания
- ток
\$\конечная группа\$
8
\$\начало группы\$
Чтобы ответить на заголовок вашего вопроса, ответ — нет. Недопустимо подавать на компонент ток, превышающий его номинальное значение.
Однако вполне допустимо иметь блок питания с напряжением, рассчитанный на большее значение тока, чем номинальное значение компонента, поскольку компонент будет потреблять столько, сколько ему нужно. Если вы подаете больший ток на компонент (принудительно), то компонент превысит свое номинальное значение, нагреется и разрушится. Например, если вы используете источник постоянного тока или используете большое напряжение (что приведет к протеканию большего тока). Но если вы используете номинальное напряжение, то нагрузка будет потреблять только то, что требуется, независимо от того, какой ток можно получить от источника.
Разница в том, как вы сформулируете свой вопрос.
\$\конечная группа\$
3
\$\начало группы\$
Ваше заблуждение проистекает из одного неверного утверждения: Поскольку большинство блоков питания обеспечивают ток, который выше, чем может выдержать большинство светодиодов, вы должны поставить резистор перед светодиодом, чтобы не сжечь его.
Резистор, включенный последовательно с вашим светодиодом, заключается в том, что , если ваш источник питания обеспечивает более высокое значение напряжение , чем для светодиода требуется , и ваш блок питания способен подавать на больший ток, чем может выдержать светодиод, тогда вы должны ограничить ток, который ваша схема потребляет от источника питания, используя подходящую серию резистор.
Блок питания на 5 А не будет нагнетать 5 А через все, что вы к нему подключаете. Он позволит протекать только максимум до 5 А, и сколько на самом деле течет, зависит от напряжения источника питания и эффективного общего сопротивления подключенной к нему цепи.
\$\конечная группа\$
\$\начало группы\$
Простой пример:
Вы можете иметь источник питания, рассчитанный на 5 В на 1 миллиард ампер. Теперь предположим, что вы подключаете к этому источнику питания резистор, скажем, 5 Ом. Какой ток он будет потреблять? (а) 1А или (б) 1 миллиард А?
Ответ (а). Закон Ома гласит, что I = V/R. Следовательно, если у вас есть питание 5 В через резистор 5 Ом, вы получаете ток 1 А? Но что случилось с остальными примерно 999 миллионами ампер? Ну, не хватило напряжения, чтобы пропустить это через цепь. Теперь, если бы у вас был 5e-9резистор, тогда вы получите свой 1 миллиард ампер.
В схеме светодиода диод нелинейный. Это означает, что при увеличении напряжения ток не увеличивается по закону Ома. На самом деле он экспоненциальный — светодиод может проводить 10 мА при 2 В, но может проводить, например, 1 А при 2,1 В — обычно это не так уж экстремально, но вы можете видеть, что если мы не ограничим ток, светодиод, несомненно, будет работать. Взрывать. Как помогает резистор? Ну, вы можете считать светодиод идеальным источником напряжения (не совсем так, но потерпите меня). В этом примере светодиод падает примерно на то же напряжение при 10 мА, что и при 1 А, поэтому мы говорим: «Эй, у него всегда одинаковое напряжение, поэтому, если мы добавим резистор, то напряжение, превышающее его, будет напряжением питания минус то, что светодиодные капли. Затем мы можем использовать закон Ома, чтобы выбрать резистор, который будет снижать это напряжение до требуемого уровня тока.
Теперь момент, когда текущий рейтинг источника питания становится важным, это. Скажем, у вас есть источник питания, рассчитанный на 5 В при 10 мА. Подключил к нему резистор на 5 Ом. Какой ток? (а) 1А или (б) намного меньше?
Ответ будет (б). Почему? Ну, источник просто не может пропускать такой большой ток — это может быть из-за его внутреннего сопротивления, это может быть источник тока. Что бы ни. Итак, что происходит, либо напряжение на клеммах источника питания уменьшается (например, из-за того, что больше напряжения падает на внутреннее сопротивление), либо (и) оно взрывается, плавится, сгорает, как бы вы это ни называли. Ключевым моментом здесь является то, что если питание сохранилось, а напряжение упало, то напряжение на резисторе меньше, а это означает, что для удовлетворения закона Ома потребуется меньший ток — теперь все это происходит в очень быстром переходном процессе, поэтому, по сути, все, что вам нужно см. резистор 5 Ом с очень низким напряжением на нем.
Что касается прямого ответа на заголовок вопроса, то ответ в большинстве случаев Нет . Номинальный ток — это то, при котором, по словам производителя компонента, он будет работать правильно.
Во многих случаях это может быть такой компонент, как светодиод или резистор (обычно ограниченный номинальной мощностью, а не током, но все же…), который при отсутствии ограничения тока или правильном напряжении питания может легко проводить намного больший ток, чем его рассчитан на чрезмерное нагревание и/или повреждение.
В других случаях, если вы подадите правильное напряжение питания, устройство будет работать при требуемом токе, даже если у вас есть источник питания, способный обеспечить намного больше этого. Это связано с тем, что все устройства в конечном итоге представляют собой просто резисторы, будь то резисторы с фиксированным значением или резисторы, сопротивление которых изменяется в зависимости от напряжения (например, полупроводники, транзисторы и т. д.). При данном напряжении питания расположение этих сопротивлений будет работать при уровне тока, на который они рассчитаны.
\$\конечная группа\$
\$\начало группы\$
Продолжая аналогию с поеданием яблок, светодиод будет поглощать каждое яблоко, которое вы ему дадите, пока не взорвется. Оно не способно ограничивать себя. Вам нужно обеспечить светодиод разумным током (то есть количеством яблок). Это нормально, когда где-то спрятан миллион яблок (блок питания), но вы (резистор) должны стоять на пути светодиода, чтобы предотвратить самоуничтожение светодиода.
Блок питания имеет номинальное напряжение и силу тока (среди прочих номинальных значений). Источник питания обычно обеспечивает номинальное напряжение до номинальный ток. Тот факт, что 12-вольтовый блок питания может подавать 10 ампер, не означает, что блок питания будет форсировать 10 ампер через цепь.
Как правило, недопустимо подавать на компонент ток, превышающий номинальный. Светодиоды (и все диоды) действуют как короткие замыкания, как только их требования к прямому напряжению удовлетворяются. Они потребляют все силы, которые может дать блок питания, только на очень короткое время, а затем становятся разомкнутыми цепями.
\$\конечная группа\$
0
\$\начало группы\$
Вопрос, который вы связали, касается источников питания с фиксированным напряжением. Эти источники питания обычно имеют фиксированное выходное напряжение и максимальный ток нагрузки.
Если вы используете хорошо подобранный токоограничивающий резистор, ваш блок питания может быть с номиналом для любого максимального тока, который вам нравится, и это не разрушит светодиод.
Например, у вас есть блок питания с фиксированным напряжением 5 В и светодиод, на котором падает напряжение 2,0 В.
Если вы используете токоограничивающий резистор на 300 Ом, цепь светодиодного резистора будет потреблять (около) 10 мА, независимо от того, рассчитан ли источник питания на 100 мА или 100 А.
\$\конечная группа\$
\$\начало группы\$
Сначала давайте обратимся к поставке большего тока, чем рассчитано устройство. Предположим, у вас есть очень простая схема с одним резистором (100 Ом) и одним источником напряжения (5 В). Тогда по
V=IR 5=I(100) I=0,05A
Эта цепь всегда потребляет 0,05A тока. Не имеет значения, способен ли источник питания, который вы используете для генерирования 5 В, подавать ток 0,05 А или 5 А; поскольку напряжение и сопротивление фиксированы, ток в цепи также будет фиксированным. (Хотя обратите внимание, что лучше иметь источник питания чуть большей мощности, чем требуемый 0,05 А, чтобы вы не использовали источник питания на 100% все время)
Теперь конкретно о светодиоде. Этот компонент представляет собой диод, и ток через него очень легко течет в прямом направлении. Это означает очень малое сопротивление току. Обратите внимание на V = IR, что, когда сопротивление становится очень маленьким, I становится очень большим. Это означает, что последовательное подключение только светодиода к источнику напряжения приведет к большому току — вероятно, намного большему, чем рассчитанный светодиод. По этой причине в цепь помещается резистор — чтобы уменьшить величину потребляемого тока путем добавления некоторого сопротивления в цепь.
Однако обратите внимание, что если светодиод и резистор подключены последовательно к источнику напряжения, ток в этой конкретной цепи всегда будет постоянным, независимо от того, какой дополнительный ток способен обеспечить источник питания.
\$\конечная группа\$
\$\начало группы\$
да и нет.
Некоторые компоненты, такие как светодиоды, допускают импульсный ток выше постоянного. Светодиод, рассчитанный на 50 мА в непрерывном режиме, может допускать 100 мА при рабочем цикле 50% на частоте 1 кГц.
но не на 0,1 Гц (т.е. 10 секунд на 10 секунд выключения).
или не 1А при рабочем цикле %5.
Все случаи имеют одинаковое общее среднее энергопотребление. Какие-то будут работать, какие-то нет.
\$\конечная группа\$
\$\начало группы\$
Допустим, у вас есть лампа накаливания мощностью 100 Вт при подключении к сети 120 вольт.
Поскольку мощность (P) равна напряжению (E), умноженному на ток, (I) мы можем написать:
$$ P = E \times I, $$
и узнать, какой ток лампа потребляет от сети мы можем изменить формулу следующим образом:
$$ I = \frac PE. $$
Затем, если мы подключим то, что мы знаем, мы можем определить ток через лампу следующим образом:
$$ I =\frac {100 Вт}{120 В} \приблизительно 0,83 \\text {ампер} $$
и мы можем рассчитать сопротивление лампы следующим образом:
$$ R = \frac EI =\frac {120В}{0,83А} \приблизительно145 \\text {Ом} $$
Итак, теперь мы знаем довольно почти все о лампе, что нам нужно для этого упражнения.
\$ \ \$
Далее, предположим, у вас есть один из этих 120-вольтовых 1000-ваттных бензиновых генераторов.
Так как \$\ I = \frac{1000W}{120V}\ \$, он будет рассчитан на максимальную силу тока 8,3 ампера, а если вы подключите к нему 100-ваттную лампу, то лампа будет потреблять только 0,83 ампера. потому что сопротивление лампы 145 Ом ограничит ток через нее [лампу] до 0,83 ампера при напряжении 120 вольт на ней.
Итак, теперь, если у вас есть автоматический выключатель на 15 ампер в одной из 120-вольтовых цепей в вашем доме, эта цепь может обеспечить 1800 Вт без размыкания выключателя, поэтому ваш фен, который рассеивает 1200 Вт, потребляет 10 ампер от линии, потому что она имеет сопротивление 12 Ом.
Включите лампу, однако, поскольку сопротивление лампы составляет 145 Ом, она потребляет от линии только 0,83 ампера, хотя линия рассчитана на подачу 15 ампер , если это необходимо.
Суть в том, что даже если источник может обеспечить возможность подачи большого тока при определенном напряжении, нагрузка будет потреблять только то, что позволяет ее сопротивление [нагрузки].
\$\конечная группа\$
2
\$\начало группы\$
Есть 2 типа блока питания. Первый и, безусловно, самый распространенный —
Источник постоянного напряжения . Это обеспечит, например, 5 вольт. Если вы замкнете это изолированным проводом, вы [обычно] получите искру, за которой следует довольно горячий провод. Будет течь куча тока, и вы даже можете почувствовать запах горящей изоляции. Последовательное подключение резистора ограничит ток, как и в примере со светодиодом.
Источник постоянного тока . Этот гораздо более редкий зверь обеспечит, например, 1 ампер. Если вы подключите это к резистору на 1000 Ом, вы [теоретически] получите 1000 вольт на резисторе. ТЕОРЕТИЧЕСКИ, если ничего не подключено [разомкнутая цепь], источник питания должен вырабатывать достаточно вольт, чтобы вызвать дугу, просто чтобы пропустить этот 1 ампер.
В реальном мире большинство источников питания эмулируют источник постоянного напряжения. Если вы попытаетесь потреблять слишком много тока, выходное напряжение имеет тенденцию падать.
В заключение : Да, это нормально иметь источник питания, способный подавать больший ток, чем вам нужно. Однако, если вы строите что-то самостоятельно, убедитесь, что оно не слишком короткое, прежде чем подключать его, иначе вы почувствуете запах горящей изоляции.
\$\конечная группа\$
2
\$\начало группы\$
Если бы это зависело от меня, я бы снабдил ВСЕ свои схемы током в миллиард ампер, при условии, что предохраню их надлежащим образом. Это зависит от (мой конструкции) схемы, сколько она на самом деле потребует. И если это требует слишком многого (например, короткое замыкание, плохой дизайн и т. д.), то здесь в дело вступает предохранитель. Таким образом, ответ ДА, это нормально подавать больший ток, чем то, на которое рассчитан компонент.
\$\конечная группа\$
9
\$\начало группы\$
Как энтузиаст электроники со стажем более 60 лет (начал с 5!), а недавно преподавал STEM, я думаю, что аналогия с водой почти идеально отвечает на этот вопрос.
Напряжение похоже на давление воды — у Water-Pik более высокое «напряжение» (давление), чем у огромного мелкого детского бассейна.
Течение похоже на скорость потока воды. В детском бассейне поток воды в секунду намного больше.
Подается давление напряжения. Текущие результаты потока.
Слово «снабжение» расплывчато; и ирригатор, и детский бассейн «снабжают» обоих; Давайте возьмем общеупотребительные значения: подача определенного напряжения означает его немедленную подачу, а подача определенного тока означает возможность обеспечить такую высокую скорость тока.
Теперь к обсуждаемому вопросу. «Действительно ли нормально подавать больший ток, чем рассчитано на компонент?»0003
Да. Дополнительная возможность не используется сразу. Вы можете подключить 12-вольтовую лампу для фонарика к автомобильному аккумулятору. Он может даже продержаться год, но не сгорит.
Окончательный ответ: Да!
\$\конечная группа\$
2
\$\начало группы\$
Более полная аналогия —
Джонни любит яблоки. Вольты = размер яблок Ампер = скорость, с которой Джонни ест яблоки. Сопротивление = естественные ограничения тела на то, как быстро Джонни может съесть яблоки.
Джонни любит есть медовые хрустящие большие яблоки Джонни Светодиод не имеет сопротивления к яблокам Джонни ест яблоки слишком быстро, потому что у него нет сопротивления, и он умирает.
Джек любит маленькие вкусные красные яблоки
Бодибилдер Джек имеет железный стержень, который заставляет его медленно есть яблоки.