Условия устойчивого горения дуги — Энциклопедия по машиностроению XXL
При сварке на постоянном токе полярность электродов остаётся неизменной, а при переменном токе меняется 100 раз в 1 сек., поэтому условия для существования дуги затруднены. Для устойчивого горения дуги переменного тока необходимо наличие индуктивности в сварочной цепи, создающей сдвиг фаз между током и напряжением такой величины,, чтобы после перехода тока через нуль напряжение трансформатора было достаточным для зажигания дуги, а при уменьшении напряжения дуга поддерживалась бы за счёт возникающей электродвижущей силы самоиндукции. Благодаря этому сварочный аппарат, обладая значительной индуктивностью, должен иметь коэфициент мощности os 9 порядка 0,35 — 0,45. С экономической точки зрения желательно иметь os 9 по возможности выше, в пределах, допускаемых условиями устойчивого горения дуги. Напряжение холостого хода по- [c.285]Первое условие устойчивого горения дуги состоит в том, что внешняя характеристика источника питания в рабочей точке должна быть более крутопадающей, чем статическая характеристика дуги.

УСЛОВИЯ УСТОЙЧИВОГО ГОРЕНИЯ ДУГИ [c.13]
Необходимым условием устойчивого горения дуги является постоянство длины дуги. Это условие обеспечивается соблюдением в процессе сварки равенства между скоростью подачи электродной проволоки в зону дуги и скоростью ее плавления (у ), т. е. Колебания напряжения в сети, неровности поверхностей свариваемых деталей, пробуксовка проволоки в подающих роликах, магнитное дутье и другие причины вызывают нарушение этого равенства, в результате чего может произойти или короткое замыкание электрода с изделием, когда Vg > п или обрыв дуги, когда V, [c.49]
ЗАЩИТНЫЙ ПУЗЫРЬ, парогазовый пузырь (при подводной сварке) — парогазовый объем, возникающий вокруг подводной дуги в результате испарения и диссоциации воды и испарения металла. Служит защитной атмосферой. Образование 3. п. является непременным условием устойчивого горения дуги под водой. [c.49]
Различают следующие внешние характеристики источников питания (рис. 8-6) падающую 1, пологопадающую 2, жесткую 3 и возрастающую 4. Выбор источника питания по типу внешней характеристики производится в зависимости от способа сварки. Условия устойчивого горения дуги будут выполнены, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Установившийся режим работы системы сварочная дуга—источник питания определяется точкой пересечения внешней характеристики источника питания и вольт-амперной характеристики
[c.379]
8-6) падающую 1, пологопадающую 2, жесткую 3 и возрастающую 4. Выбор источника питания по типу внешней характеристики производится в зависимости от способа сварки. Условия устойчивого горения дуги будут выполнены, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Установившийся режим работы системы сварочная дуга—источник питания определяется точкой пересечения внешней характеристики источника питания и вольт-амперной характеристики
[c.379]
Рассмотрим условия устойчивого горения дуги (рис. 27, б) с возрастающей статической характеристикой при уменьшении ее длины от до /2. [c.64]
Главным условием устойчивого горения дуги является равенство скорости плавления проволоки Кд и скорости подачи ее в зону дуги
[c. 87]
87]
Основным условием устойчивого горения дуги под флюсом является равенство скорости плавления проволоки и скорости подачи ее в зону дуги В процессе сварки происходит непрерывное нарушение равенства v = v , вызываемое колебаниями напряжения в сети, изменениями длины дуги в связи с неровностями поверхности металла в зоне сварки (расплавлением кромок), пробуксовыванием проволоки в подающих роликах и т. д. [c.125]
Аргоно-гелиевая смесь создает условия устойчивого горения дуги и ее высокой тепловой мощности. Применение смеси, состоящей из 40% аргона и 60% гелия при сварке алюминия обеспечивает получение более плотных швов, чем при защите аргоном. [c.307]
Сварочная дуга с возрастающей статической характеристикой будет устойчиво гореть в условиях, которые отличаются от условий устойчивого горения дуги с падающей статической характеристикой. Если для питания дуги при ручной сварке должны применяться сварочные генераторы с крутопадающей внешней характеристикой, то при сварке в углекислом газе внешняя характеристика сварочных генераторов должна быть жесткой или даже слегка возрастающей.
Третьим условием устойчивости горения дуги при сварке является включение в сварочную цепь последовательно с дугой ин- [c.29]
Укажите условия устойчивого горения дуги [c.83]
Условием устойчивости горения дуги при сварке на переменном токе является наличие в сварочной цепи специального стабилизирующего устройства — дросселя. В процессе горения дуги образуются обрывы (100 обрывов дуги в секунду при промышленной частоте переменного тока 50 Гц). [c.31]
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные выпрямители и генераторы). Источники переменного тока более распространены, так как обладают рядом технико-экономических преимуществ. Сварочные трансформаторы проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако в некоторых случаях (сварка на малых токах покрытыми электродами и под флюсом) при питании переменным током дуга горит неустойчиво, так как через каждые 0,01 с напряжение и ток дуги проходят через нулевые значения, что приводит к временной деионизации дугового промежутка.
Дроссель-регулятор типа РСТЭ-53 служит для получения крутопадающей характеристики трансформатора, создающей условия для устойчивого горения дуги и плавного регулирования силы сварочного тока. Имеет сердечник стержневого типа. Ярмо сердечника разъёмное и одна его часть может перемещаться при помощи ходового винта, снабжённого рукояткой. При вращении рукоятки по часовой стрелке сила тока увеличивается, против часовой стрелки — уменьшается. Вес дросселя 183 кг. При работе на трансформаторах СТЭ-32 следует применять дроссели РСТЭ-32 или 23.
 345]
345]
Устойчивое горение дуги и, следовательно, качественное формирование сварного шва возможны при выполнении ряда условий. Одно из них — равенство напряжения и тока ИП напряжению и току дуги. Это возможно, если ВАХ источника и ВАХ дуги пресекаются хотя бы в одной точке. Например, дуга будет устойчивой, если ВАХ источника J пересекает ВАХ ручной дуговой сварки, а это возможно, только если источник имеет крутопадающую ВАХ. В процессе ручной дуговой сварки часто происходят значительные изменения длины дуги и, следовательно, падения напряжения на нее. При таких изменениях точка пересечения ВАХ будет смещаться, например из точки >42 в точку Аз. Это вызовет изменение силы тока на величину А/, которая будет тем меньше, чем круче ВАХ источника. Значит, источники с крутопадающей характеристикой для ручной сварки предпочтительнее. [c.93]
Устойчивость горения дуги достигается подбором электрических характеристик дуги и ее источника питания (рис. 3.15). Совмещение электрической характеристики дуги и источника питания позволяет найти в точке их пересечения условия U и /д) устойчивой работы. При использовании дуги на начальном участке ее характеристики в точке В, где дифференциальное сопротивление дуги отрицательно (рд характеристика источника / должна быть крутопадающей (рд [c.236]
Совмещение электрической характеристики дуги и источника питания позволяет найти в точке их пересечения условия U и /д) устойчивой работы. При использовании дуги на начальном участке ее характеристики в точке В, где дифференциальное сопротивление дуги отрицательно (рд характеристика источника / должна быть крутопадающей (рд [c.236]
Условия зажигания и устойчивого горения дуги зависят от рода тока (постоянный или переменный), полярности при сварке на постоянном токе, диаметра электрода, состава обмазки при сварке штучными электродами и температуры окружающей среды.
Для сварки металла толщиной до 4 мм, а также при сварке вертикальных, горизонтальных и потолочных швов рекомендуется применять электродную проволоку диаметром 1—1,2 мм. Ввиду того что в монтажных условиях сварку приходится производить в различных пространственных положениях, применяется главным образом проволока диаметром 1 —1,2 мм. При одной и той же силе тока применение более тонкой проволоки увеличивает устойчивость горения дуги и глубину проплавления, уменьшает разбрызгивание и повышает производительность труда.
[c.374]
При одной и той же силе тока применение более тонкой проволоки увеличивает устойчивость горения дуги и глубину проплавления, уменьшает разбрызгивание и повышает производительность труда.
[c.374]
Таким образом, устойчивое горение дуги и стабильность режима сварки зависят от условий существования дугового разряда, свойств и параметров источников питания. Основным параметром источника питания является его внешняя характеристика, которая выражает зависимость между напряжением на зажимах источника и током, протекающим через сварочную цепь при нагрузке. Различают падающую, пологопадающую, жесткую и возрастающую внешние характеристики (рис. 12). Источник питания выбирают по типу внешней характеристики в зависимости от способа сварки. Для ручной электродуговой сварки применяют источники питания с падающей внешней характеристикой (при коротком замыкании напряжение снижается до нуля, что не дает расти силе тока короткого замыкания, а при возбуждении дуги, когда ток очень мал, на дуге обеспечивается повышенное напряжение).
Устойчивое горение дуги и стабильность режима сварки зависят от условий существования дугового разряда, свойств и параметров источника питания. Основным параметром источника питания является его внешняя статическая вольтамперная характеристика, которая выражает зависимость между напряжением на зажимах источника и сварочным током. Источники питания могут иметь крутопадающую, пологопадающую, жесткую характеристику (рис. И). В зависимости от способа сварки источник тока выбирают по типу внеш- [c.35]
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 в) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 в. При сварке на малых токах (60—100 а) для устойчивого горения дуги желательно иметь напряжение холостого ода 70—80 в.
[c.12]
Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 в. При сварке на малых токах (60—100 а) для устойчивого горения дуги желательно иметь напряжение холостого ода 70—80 в.
[c.12]
Следовательно, в условиях пониженной степени ионизация дугового промежутка зажигание дуги может происходить в начале каждого полупериода только при повышенном напряжении повторного зажигания дуги. Пик зажигания (напряжение зажигания в начале каждого полупериода) всегда выше стационарного напряжения дуги. С увеличением силы тока и введением в дуговой промежуток легко ионизируемых элементов или наложением токов высокой частоты устойчивость горения дуги резко возрастает. Высокая температура и большая концентрация теплоты сварочной дуги позволяют почти мгновенно расплавлять небольшие объемы металлов электрода и изделия при сварке. [c.186]
Снижение сварочного тока ниже 250 а приводит к ухудшению устойчивости горения дуги. Можно успешно применять полуавтоматическую сварку под флюсом на токах меньше 250 а, но при условии, что сварка будет выполняться постоянным током обратной полярности.
[c.404]
Можно успешно применять полуавтоматическую сварку под флюсом на токах меньше 250 а, но при условии, что сварка будет выполняться постоянным током обратной полярности.
[c.404]
Условия стабильного горения электрической дуги. Для сварки весьма важным условием является устойчивое, без перерывов, горение электрической дуги. Чем устойчивее (стабильнее) горит дуга, тем легче сварщику выполнять сварку и тем лучше качество сварного шва. Устойчивость горения дуги обеспечивается достаточно высокой степенью ионизации газа в дуговом промежутке. Степень ионизации газа характеризуется отношением количества заряженных (ионизированных) частиц к нейтральным в данном объеме дугового промежутка. [c.16]
Основным условием устойчивого горения сварочной дуги является соответствие внешней характеристики источника питания статической характеристике дуги. Под внешней характеристикой источника питания понимают зависимость между силой тока в сварочной цепи и напряжением источника. [c.602]
[c.602]
Выше мы рассмотрели основные статические характеристики источника питания, относящиеся к условиям, когда последний работает при установившемся режиме. Однако источникам питания приходится обслуживать установку для ПМО и при переходных процессах, например при возбуждении дежурной и основной дуг. При возбуждении дежурной дуги с помощью искрового разряда осциллятора за время существования искры сила тока должна достигнуть значения, при котором дуга будет гореть стабильно. Если значение силы тока устойчивого горения дуги обозначим /у, а время существования искры tu, то темп нарастания силы тока, который должен обеспечиваться источником питания, можно рассчитать из условия [c.20]
Так как условием устойчивого горения дуги при сварке плавящимся электродом в защитных газах является высокая плотность сварочного тока, то применяют электродную проволоку малого диаметра (обычно необходимости применения бо.
 льших скоростей подачи электродной проволоки.
[c.85]
льших скоростей подачи электродной проволоки.
[c.85]Необ.кодимое условие устойчивого горения дуги и получения качествекных сварных соединений — равенство скорости подачи электродной проволоки и скорости ее плавления. [c.96]
Величины потенциалов ионизации и возбуждения зависят от природы атома и колеблются от 3,9 до 24,5 эВ. Наименыхгами потенциалами ионизации обладают щелочноземельные металлы (калий, кальций) и их соединения. Элементы, обладающие малыми потенциалами ионизации и возбуждения,- вводят в состав электродных покрытий, так как они способствуют устойчивому 1 орению дуги. Это первое условие устойчивого горения дуги. Второе условие — напряжение холостого хода источника питания должно быть больше напряжения дуги. [c.16]
Фактически величины dL ldI и dUJdl — динамические сопротивления сварочной дуги и источника питания при данной величине тока дуги /д у. Коэффициент — динамическое сопротивление всей энергетической системы источник питания — сварочная дуга в данном режиме работы. Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
Таким образом, устойчивое горение дуги определяется только общим динамическим сопротивлением системы источник питания — дуга. Если оно положительно — режим устойчив. При нормальных сварочных режимах (сила тока дуги 100—800 А) dUp /dl 0. Это свойственно источникам с падающей внешней характеристикой (рис. 71, б), жесткой или даже возрастающей, но при условии, что dUJdl [c.126]
Минимальное напряжение устойчивого горения дуги (напряжение разрыва) Уд исследовано в ряде работ, В [58, 59] при ВДП стали и титана на переменном токе промьшшенной частоты получено Уд = 32 В. Известно, что прт постоянном токе оно существенно ниже. Повышение Уд при переменном токе по сравнению с постоянным связано с тенденцией к обрыву возникающих разрядов при прохождении кривой тока через нуль. Необходимо, однако, учитывать, что в отличие от условий горения дуги при ВДП на промышленной частоте, на ИПХТ-М обычно используют повьппенную частоту. Соответственно сокращается время, в течение которого идет деионизация разрядного промежутка (при 8000 Гц — до 6-10 с, что на два порядка меньше времени свечения анодного пятна, полученного в [58]).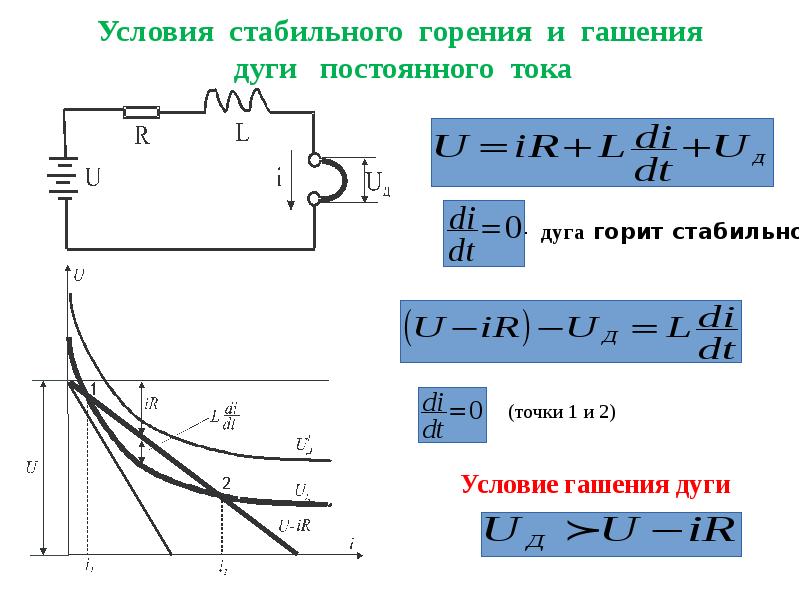 Это обстоятельство может существенно ограничить повышение Уд, вносимое знакоперемеиностью тока в ИПХТ-М.
[c.68]
Это обстоятельство может существенно ограничить повышение Уд, вносимое знакоперемеиностью тока в ИПХТ-М.
[c.68]
Электрические сварочные дуги могут быть непрерывные и прерывистые, импульсные. Импульсная дуга по сравнению с обычной имеет следующие преимущества более совершенное управление процессом плавления проволоки сокращение ве,йичины зоны термического влияния и размеров кристаллов в щве сниж ие нижнего предела рабочих токов и повышение устойчивости горение дуги улучшение условий для сварки в вертикальном и потолочном положениях. [c.452]
Известно, что качество и физико-механические свойства покрытий в вакууме во многом определяются условиями испарения материала катода. Для электродуговых испарителей одним из основных параметров является сила тока горения дуги, характеризующаяся таким значением, при котором горение дуги происходит устойчиво. Нарушение устойчивого горения дуги резко ухудшает качество покрытия за счет нарушения однородности их химического состава. Эта величина для каждого типа катода имеет свое значение и зависит от химического состава и физических свойств расходуемого катода (например, от теплопроводности, энергии сублимации, пористости). Некоторые значения силы тока устойчивого горения д>ти для катодов, изготовленных различными методами порошковой металт ургии, приведены в табл. 4.4.
[c.144]
Эта величина для каждого типа катода имеет свое значение и зависит от химического состава и физических свойств расходуемого катода (например, от теплопроводности, энергии сублимации, пористости). Некоторые значения силы тока устойчивого горения д>ти для катодов, изготовленных различными методами порошковой металт ургии, приведены в табл. 4.4.
[c.144]
Необходимо также отметить, что при прочих равных условиях испарения минимальная сила тока устойчивого горения дуги зависит от технологии получения катодов. Так, в материале катода, изготовленного методом порошковой металлургии, в большинстве случаев имеется остаточная пористость, с увеличением которой увеличивается сила тока устойчивого горения дуги. Это связано с влиянием плотности прессованного материала на тегиюпроводность полученных катодов. [c.144]
Основным условием устойчивого горения сварочной дуги явля ется соответствие внешней характеристики источника питания ста тической характеристике дуги. Под внешней хара зависимость между током в сварочной цеп -и напряжением источника.
[c.442]
Под внешней хара зависимость между током в сварочной цеп -и напряжением источника.
[c.442]
Ар гонно-дуговая сварка — разновидность сварки в инертных газах. Сущность ее заключается в том, что зону сварки и электрод защищают от воздуха аргоном, гелием или их смесями. Инертные газы хорошо ионизируются и создают условия для устойчивого горения дуги. Так как из инертных газов наибольшее распространение получил аргон, сварку называют аргонно-дуговой. [c.73]
Особенно сильно охлаждается дуга струей углекислого газа. При этом тепло расходуется как на нагрев, так и на диссоциацию газа. В подобных условиях для устойчивого горения дуги переменного тока необходимо в ее зону вводить повышенное количество ионизируюпдих веществ. Это успешно применяется при ручной сварке покрытыми электродами, автоматической и полуавтоматической сварке под флюсом, но практически пока не находит применения при сварке в углекислом газе. Вследствие этого сварка в углекислом газе выполняется исключительно на постоянном токе. [c.18]
[c.18]
ИСКУССТВО ЭЛЕКТРОГАЗОСВАРКИ — 10.08.2020
Самые опытные электрогазосварщики Лебединского ГОКа из основных производственных цехов комбината продемонстрировали свои знания и навыки в конкурсе профессионального мастерства.
Сначала конкурсантам предстояло ответить на вопросы по профессии и требованиям охраны труда и промышленной безопасности. Лебединцы уверенно справились с этим этапом, в частности ответив, при каком роде тока обеспечивается более высокая устойчивость горения дуги или для чего в сталь вводятся легирующие элементы.
Второй этап – проверка профессиональных навыков.
– Практическая часть состояла из нескольких подэтапов: во-первых, участники должны были собрать конструкцию в соответствии с технологической картой и сделать прихватки. На это давалось 20 минут. Мы проверяли качество сборки, и если всё выполнено верно, допускали к следующему этапу – сварке. Каждому предоставлялось 35 минут на завершение работы. Затем мы проводили визуальный и измерительный контроль готового образца, а также с помощью ультразвукового дефектоскопа оценивали сварочные швы на наличие внутреннего непровара, – рассказала ведущий специалист неразрушающего контроля управления производственными и машиностроительными активами Ирина Шпарло.
Каждому предоставлялось 35 минут на завершение работы. Затем мы проводили визуальный и измерительный контроль готового образца, а также с помощью ультразвукового дефектоскопа оценивали сварочные швы на наличие внутреннего непровара, – рассказала ведущий специалист неразрушающего контроля управления производственными и машиностроительными активами Ирина Шпарло.
По ее словам, задание было достаточно сложное, поскольку стык получается неповоротный, то есть участникам предстояло продемонстрировать всё своё мастерство владения тремя видами швов: вертикальным, горизонтальным и в потолочном положении.
Первое место завоевал Евгений Лебедев (РМУ), второе – Константин Максимюк (УПЗЧ), которые уже не раз успешно принимали участие в подобных испытаниях. На третьем месте – электрогазосварщик рудоуправления Геннадий Недвижай.
– Участвовал в этом конкурсе много раз, даже сосчитать не могу сколько, но волнение всё равно было. Мне кажется, здесь нужно просто делать свою работу, как умеешь. Сегодня пришёл за победой, и всё получилось, – признался Евгений Лебедев.
Сегодня пришёл за победой, и всё получилось, – признался Евгений Лебедев.
Эта функция не доступна в Google Chrome. Нажмите на звездочку (символ в конце адрес-бара) или нажмите Ctrl-D, чтобы создать закладку.
Комментарии:
Конкурс профессионального мастерства «Электрогазосварщик»
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
Шығыс-Қазақстан облысыбілім басқармасы
ШҚО білім басқармасының
«Глубокое техникалық колледжі» КММ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
Управление образования Восточно-Казахстанской области
КГУ «Глубоковский технический колледж»
управления образования ВКО
Методическая разработка внеклассного мероприятия
«Конкурс профессионального мастерства, посвященный
25-летию Независимости Республики Казахстан
«Лучший электрогазосварщик»»
Құрастырған (Разработал):
Т. А.Ж. (Ф.И.О.) Овчинников А.К.
А.Ж. (Ф.И.О.) Овчинников А.К.
Овчинников Е.К.
п. Верхнеберезовский,
2016г.
Конкурс профессионального мастерства
«Лучший электрогазосварщик»
Аннотация:
Методическая разработка предназначена для проведения конкурса профессионального мастерства среди учащихся первого курса по профессии «Электрогазосварщик»
Конкурс включает в себя кроссворд, головоломку, тестовые задания, задание на скорость и практическое работу.
Представлены критерии оценок по выполнению теоретических и практического заданий.
Содержание
I. Пояснительная записка
II. Методические рекомендации
III. Положение о проведении конкурса профессионального мастерства «Лучший электрогазосварщик» по профессии «Электрогазосварщик»
IV. Материально-техническое обеспечение конкурса
V. Структура конкурса
Структура конкурса
V.1. Подготовительная часть
V.2. Ход конкурса
VI. Подведение итогов конкурса
I. Пояснительная записка.
Данный конкурс имеет цель выявить лучших из числа участников, позволяет выявить и развить интересы и способности учащихся.
Конкурсные задания состоят из:
1 тур — теоретический, который включает в себя соревнования по проверке теоретических знаний.
2 тур – практический, который включает в себя проверку практических навыков.
II. Методические рекомендации при организации конкурса профессионального мастерства.
1. Проводя конкурс, необходимо создать атмосферу активности, в которой комфортно работать: учащимся, организаторам, жюри и зрителям.
2. любое задание включенное в программу, должно быть интересным не только для тех, кто в нем участвует, но и для зрителей. Интерес этот может быть вызван неожиданностью затруднений, возникающих перед конкурсантами, динамичным решением задания, наглядностью и современностью.
3. При проведении конкурса необходимо соблюдать требования по охране труда и технике безопасности.
4. В каждом конкурсе должен быть обязательно элемент познавательности.
5. программа конкурса должна быть хорошо рассчитана по времени, а составляющие ее элементы так скомпонована, чтобы между ними не возникало слишком затяжных пауз.
III. Положение
о проведении конкурса профессионального мастерства «Лучший электрогазосварщик» по профессии «Электрогазосварщик»
1. Цели конкурса
Учебная: Показать уровень подготовленности учащихся по профессии как теоретические так и с умением выполнять трудовые приемы.
Образовательная: Развить умения устанавливать связи между теоретическими знаниями и трудовыми приемами.
Воспитательная: Вызвать ответственное отношение к неукоснительному соблюдению технологической дисциплины как главного условия высокого качества работы.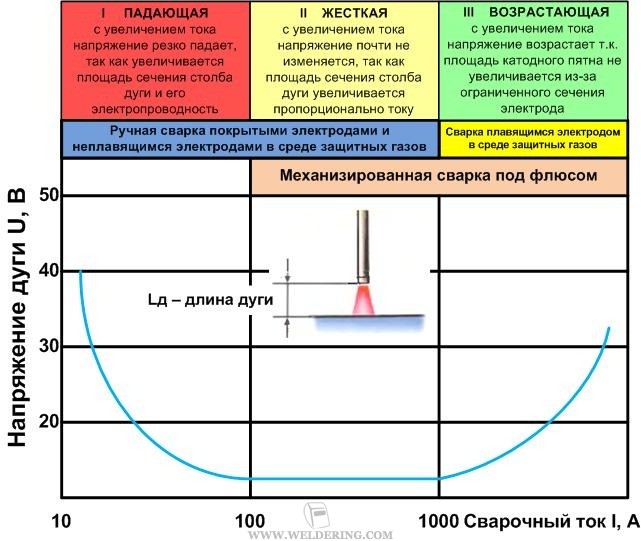
Время и место проведения.
Электрогазосварочная мастерская.
Подведение итогов.
Для подведения итогов конкурса создается жюри в составе из четырех человек.
Награждение победителей.
Победители конкурса, занявшие призовые места (1,2,3) награждаются грамотами и ценными призами.
IV. Материально-техническое обеспечение конкурса
1. Набор инструмента электросварщика
2. Средства индивидуальной защиты сварщика
3. Электроды
4. Металлические пластины
5. Ручки, листы бумаги
6. Карточки задания
7. Сварочный выпрямитель, балластный реостат
V. Структура конкурса
1. Организационный момент – 10 мин.
2. Конкурсы теоретические – 16 мин.
3. Конкурс практический – 10 мин.
4. Конкурс практический – 37 мин.
5. Подведение итогов после каждого конкурса – 1 мин.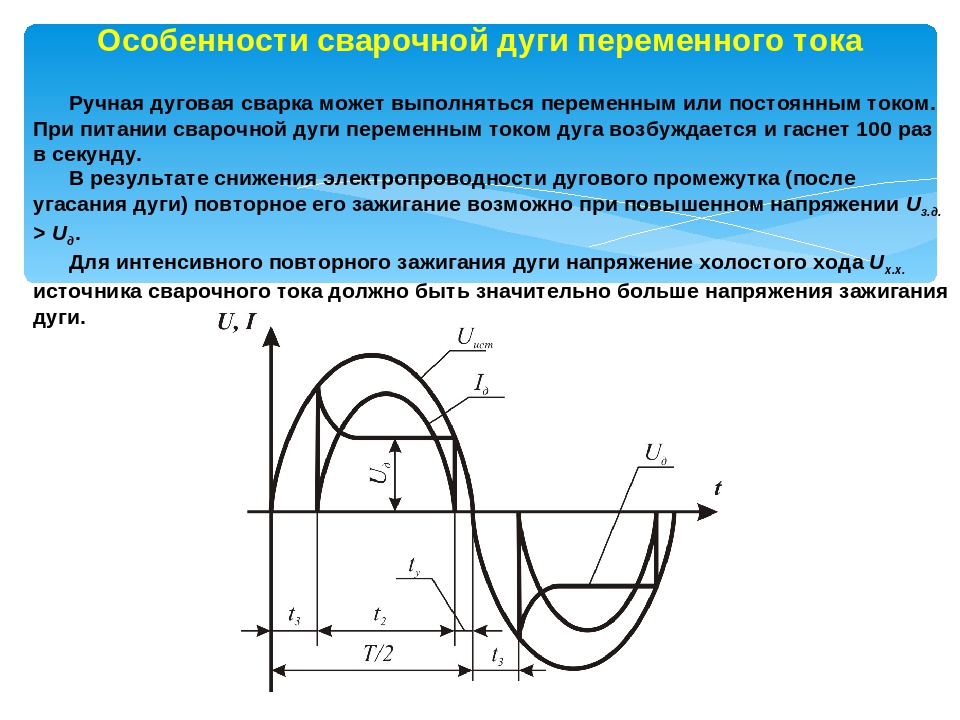 (5 мин.)
(5 мин.)
6. Награждение победителей – 5 мин.
Общее время проведения конкурса – 1 час 20 мин.
2. Организация и проведение конкурса.
В конкурсе участвуют учащиеся первого курса группа 1ЭГС-16 в полном составе, по профессии «Электрогазосварщик».
Конкурс делится на 2 тура.
1 тур — теоретический, который включает в себя соревнования по проверке теоретических знаний.
2 тур – практический, который включает в себя проверку практических навыков.
В состав жюри входят: методист – Ершова Ирина Петровна, мастер производственного обучения – Вагайцев Николай Юрьевич, преподаватель специальных дисциплин – Овчинников Евгений Константинович, старший мастер – Анисимов Сергей Алексеевич.
Жюри оценивает каждый тур конкурса, выставляя баллы в таблицу. Побеждает участник, набравший наибольшее количество баллов. Оценка практического задания зависит от соблюдения правильности сборки, технологии сборки и качества сварки конкурсного образца, соблюдения правил безопасности труда, рациональной организации рабочего места.
3. Условия проведения конкурса.
Порядок проведения 1 этапа конкурса – «Прояви смекалку».
Задание представляет собой решение кроссворда по тематике «Электросварка». В кроссворд входит 8 слов. Каждое правильно угаданное слово оценивается жюри в 1 балл. Приложение 1
Норма времени 3 минут
Порядок проведения 2 этапа конкурса – «Сварщик — Теоретик».
Теоретическое задание конкурсанта представляет собой письменное испытание в форме теста, включающего ситуационные задачи.
В содержание теоретического теста включены общие вопросы по сварке, особенностям ручной дуговой сварки, охране труда, чтению чертежей, решению ситуационной задачи.
Всего в тесте 20 вопросов.
Норма времени – 10 минут.
После истечения времени, установленного на выполнение теоретического задания, каждый конкурсант обязан сдать тест членам квалификационной комиссии для проведения оценки правильности его выполнения.
Итоги выполнения теста каждым конкурсантом заносятся членами конкурсной комиссии в соответствующую графу «Оценочная таблица участников конкурса». Приложение 3
Порядок проведения 3 этап «Шустрый сварщик»
Задание выполняют синхронно четыре участника. Судьи засекают время отдельно каждого участника. Участникам необходимо на время одеть экипировку сварщика (сварочная роба, кирзовые сапоги, рукавицы)
Норма времени – 10 минут.
Порядок проведения 4 этапа конкурса – «Как 2х2».
Участникам выдается карточка-задание «Устройство сварочного трансформатора ТС -300», где они должны подписать составные части трансформатора. Приложение 4
Норма времени – 5 минут.
Порядок проведения 5 этапа конкурса – «Сварщик Умелые ручки».
Практическое задание выполняется согласно требованиям технологической карты по сборке и сварке конкурсного образца.
Нормативное время 37 минут.
Оценка практического задания зависит от соблюдения правильности сборки, технологии сборки и качества сварки конкурсного образца, соблюдения правил безопасности труда, рациональной организации рабочего места, соблюдения временного норматива.
Оценки практического задания
ЖюриМаксимальная оценка
Организация рабочего места
5 баллов
Соблюдение правил ТБ и санитарных норм
5 баллов
Качество выполняемых работ
30 баллов
Соблюдение технологического процесса
10 баллов
Максимальное количество баллов
50 баллов
За каждое нарушение условий конкурса
1 балл
4. Этапы конкурса.
Ведущий (мастер п/о) объявляет о начале конкурса «Лучший электрогазосварщик».
О рабочих руках много сказано,
На рабочих руках жизнь лежит,
И с знаниями сердце повязано
Здесь науки грызем мы гранит!
Чтобы нашей любимой Родины
Свою пользу трудом принести,
Дни учебы уже не забудем мы
На великом и славном пути.
1 этап – «Прояви смекалку»
Ведущий раздает участникам кроссворд «Ассоциация». В течение 5 минут участники решают кроссворд. Затем ведущий передает жюри готовые кроссворды — эталон. Задание проверяется. Жюри выставляет за каждый правильный ответ один балл в таблицу.
Кроссворд «Ассоциация»
1.Сталь СП
Л
А
В
Транспортирование леса по реке.
2.Металл
ЖЕ
Л
Е
З
О
Основной компонент стали.
3.Неметалл
СЕ
Р
А
Нежелательный компонент стали
4. Легирующий элемент
Легирующий элемент
Р
О
М
Кожа.
5.Неметалл в составе стали
КР
Е
М
Н
И
Й
Составная часть горной породы.
6.Неметалл
УГ
Л
Е
Р
О
Д
Основной компонент стали.
7.Легирующий элемент
ТИ
Т
А
Н
Выдающаяся личность.
8.Легирующий элемент
БО
Р
Лес.
2 этап – «Сварщик — теоретик»
Ведущий предлагает выполнить тест, состоящий из двух вариантов, выбрав правильный вариант ответа, время выполнения задания 10 минут. За каждый правильный ответ жюри выставляет по одному баллу.
Вариант I
1. Какие существуют способы зажигания электрической дуги?
А. короткое замыкание
В. чирком и тычком +
С. твердым соприкосновением электрода с поверхностью заготовки
2. Какое движение электродом необходимо для наплавки валиком?
А. сверху вниз
В. снизу вверх
С. колебательные +
3. Какой тип источников питания предназначен для сварки на переменном токе?
А. Сварочные трансформаторы. +
В. Сварочные выпрямители.
С. Все перечисленные.
4. Ионизация столба сварочной дуги за счёт обмазки необходима для:
А. усиления переноса металла через дугу
В. повышение горения дуги
С. стабилизация горения дуги +
5. Что называется сварочной дугой?
А. электрический дуговой термический разряд в ионизированной смеси газов, паров металлов и компонентов, входящих в состав электродных покрытий +
В. электрический дуговой не термический разряд
С. грозовой разряд
6. Что такое сварочный выпрямитель?
А. Преобразователь энергии сети в энергию выпрямленного тока, используемую для сварочных работ. +
В. Генератор для преобразования энергии сети в энергию перемененного тока, используемую для сварочных работ.
С. Генератор для преобразования энергии сети в энергию выпрямленного тока, используемую для сварочных работ.
7. Для чего служит сварочный трансформатор?
А. Для преобразования частоты переменного тока.
В. Для преобразования напряжения переменного тока. +
С. Для уменьшения напряжения холостого хода сварочного источника питания.
8. Что нужно одеть, чтобы зачистить сварочные швы после сварки?
А. защитные очки и спецодежду +
В. сварочную маску
С. ничего не одевать
9. С какой целью выполняют разделку кромок?
А. для уменьшения разбрызгивания металла
В. для удобства наблюдения за процессом сварки
С. для обеспечения провара на всю глубину +
10. Выбор силы сварочного тока зависит от:
А. марки стали и положения сварки в пространстве
В. диаметр электрода, марки стали детали и положения сварки в пространстве +
С. толщины металла, диаметра электрода, марки стали и положения в пространстве
толщины металла, диаметра электрода, марки стали и положения в пространстве
11. При каком роде тока обеспечивается более высокая устойчивость горения дуги?
А. при переменном
В. при постоянном +
С. устойчивость горения дуги не зависит от рода тока
12. Заземление предназначено для защиты:
А. Дуги
В. Материала
С. Людей +
13. Для защиты органов дыхания в кабинке устанавливается:
А. Кантователь
В. Подъемные устройства
Подъемные устройства
С. Вентиляция +
14. Для чего служит сварочный кабель:
А. Принадлежность сварщика для подвода тока к электроду +
В. Основной инструмент сварщика
С. Вспомогательный инструмент сварщика
15. Очистку металла производят:
А. От воды
В. Не производят
С. От ржавчины, окалины, грязи, масла +
16. Соединения, в котором свариваемые элементы расположены параллельно и перекрывают друг друга, называются:
А. Двутавровыми
В. Стыковыми
С. Нахлесточными +
17. При затвердевании расплавленного металла образуется:
А. Сварочный шов +
В. Болтовое соединение
С. Кратер
18. При сварке снизу вверх дугу возбуждают:
А. В середине шва
В. В нижней точке шва +
С. Не возбуждают
Не возбуждают
19. Все необходимое для работы должно находиться:
А. В чехле
В. В ящике
С. Под рукой +
20. Подключение к сети и обслуживание преобразователей и агрегатов должен осуществлять:
А. Дежурный слесарь
В. Сам сварщик
С. Специально подготовленный электромонтажник +
Вариант II
1. Подключение к сети и обслуживание преобразователей и агрегатов должен осуществлять:
А. Дежурный слесарь
Дежурный слесарь
В. Сам сварщик
С. Специально подготовленный электромонтажник +
2. Все необходимое для работы должно находиться:
А. В чехле
В. В ящике
С. Под рукой +
3. При сварке снизу вверх дугу возбуждают:
А. В середине шва
В. В нижней точке шва +
С. Не возбуждают
4. При затвердевании расплавленного металла образуется:
А. Сварочный шов +
В. Болтовое соединение
С. Кратер
5. Соединения, в котором свариваемые элементы расположены параллельно и перекрывают друг друга, называются:
А. Двутавровыми
В. Стыковыми
С. Нахлесточными +
6. Очистку металла производят:
А. От воды
В. Не производят
С. От ржавчины, окалины, грязи, масла +
7. Для чего служит сварочный кабель:
А. Принадлежность сварщика для подвода тока к электроду +
Принадлежность сварщика для подвода тока к электроду +
В. Основной инструмент сварщика
С. Вспомогательный инструмент сварщика
8. Для защиты органов дыхания в кабинке устанавливается:
А. Кантователь
В. Подъемные устройства
С. Вентиляция +
9. Заземление предназначено для защиты:
А. Дуги
В. Материала
С. Людей +
10. При каком роде тока обеспечивается более высокая устойчивость горения дуги?
А. при переменном
В. при постоянном +
при постоянном +
С. устойчивость горения дуги не зависит от рода тока
11. Выбор силы сварочного тока зависит от:
А. марки стали и положения сварки в пространстве
В. диаметр электрода, марки стали детали и положения сварки в пространстве +
С. толщины металла, диаметра электрода, марки стали и положения в пространстве
12. С какой целью выполняют разделку кромок?
А. для уменьшения разбрызгивания металла
В. для удобства наблюдения за процессом сварки
С. для обеспечения провара на всю глубину +
13. Что нужно одеть, чтобы зачистить сварочные швы после сварки?
А. защитные очки и спецодежду +
В. сварочную маску
С. ничего не одевать
14. Для чего служит сварочный трансформатор?
А. Для преобразования частоты переменного тока.
В. Для преобразования напряжения переменного тока. +
С. Для уменьшения напряжения холостого хода сварочного источника питания.
15. Что такое сварочный выпрямитель?
А. Преобразователь энергии сети в энергию выпрямленного тока, используемую для сварочных работ. +
В. Генератор для преобразования энергии сети в энергию перемененного тока, используемую для сварочных работ.
С. Генератор для преобразования энергии сети в энергию выпрямленного тока, используемую для сварочных работ.
16. Что называется сварочной дугой?
А. электрический дуговой термический разряд в ионизированной смеси газов, паров металлов и компонентов, входящих в состав электродных покрытий +
В. электрический дуговой не термический разряд
С. грозовой разряд
17. Ионизация столба сварочной дуги за счёт обмазки необходима для:
А. усиления переноса металла через дугу
усиления переноса металла через дугу
В. повышение горения дуги
С. стабилизация горения дуги +
18. Какой тип источников питания предназначен для сварки на переменном токе?
А. Сварочные трансформаторы. +
В. Сварочные выпрямители.
С. Все перечисленные.
19. Какое движение электродом необходимо для наплавки валиком?
А. сверху вниз
В. снизу вверх
С. колебательные +
20. Какие существуют способы зажигания электрической дуги?
А. короткое замыкание
В. чирком и тычком +
С. твердым соприкосновением электрода с поверхностью заготовки
3 этап «Шустрый сварщик»
Участникам необходимо на время одеть экипировку сварщика (сварочная роба, кирзовые сапоги, рукавицы)
4 этапа конкурса «Как 2х2».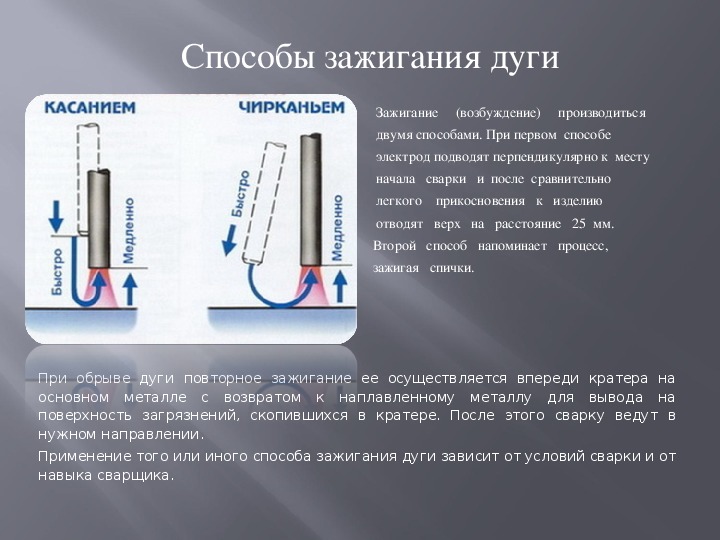
Участникам выдается карточка-задание «Устройство сварочного трансформатора ТС -300», где они должны подписать составные части трансформатора. Приложение 4
5 этап «Сварщик «Умелые ручки»
Порядок проведения 4 тура конкурса – оценка профессионального мастерства.
Практическое задание является единым для всех участников и заключается в заваривании ручной дуговой сваркой одного плоского стыкового и одного нахлёсточного соединения образца.
1. Размеры пластин: 100 х 50 х 3 мм.
2. Материал пластин: углеродистая сталь.
3. Сварочные электроды МР-3, Ø 3.
4. Положение сварки – нижнее, вертикальное.
5. Сварное соединение двухстороннее.
Конкурсантам дается время 10 минут для подготовки рабочего места.
6. Время, устанавливаемое на сборку участником свариваемого стыка, зачистку кромок и подбор режимов сварки – 20 минут.
Время на сварку стыка задается технологической картой.
7. Для послойной зачистки шва в процессе сварки разрешается использовать молоток, зубило и стальную щетку. Для зачистки выполненного шва и околошовной зоны от шлака, окисной пленки и брызг (на ширину не менее 20 мм. от линии сплавления) разрешается использовать молоток, зубило и стальную щетку.
Для послойной зачистки шва в процессе сварки разрешается использовать молоток, зубило и стальную щетку. Для зачистки выполненного шва и околошовной зоны от шлака, окисной пленки и брызг (на ширину не менее 20 мм. от линии сплавления) разрешается использовать молоток, зубило и стальную щетку.
8. Перед выполнением практической части конкурса каждый сварщик имеет возможность ознакомиться со сварочным оборудованием, технологическими картами сварки.
9. После выполнения прихваток и завершения сварки контрольные образцы подвергаются визуальному и измерительному контролям, по результатам которых оформляются заключения. За выявленные дефекты начисляются штрафные баллы. Результаты выполнения практического задания заносятся членами квалификационной комиссии в соответствующие графы индивидуального Листа оценки.
10. Участник, допустивший грубые нарушения технологии выполнения практического задания или правил техники безопасности, по решению квалификационной комиссии может быть дисквалифицирован и отстранен от участия в конкурсе.
11. Члены конкурсной комиссии следят за соблюдением конкурсантами техники безопасности, требований охраны труда и правил эксплуатации оборудования.
5. Подведение итогов конкурса.
5.1. Победитель конкурса определяется по максимальному количеству баллов, полученных при выполнении конкурсных заданий.
5.2. Оценивается выполнение практического и теоретического задания, затем подсчитывается сумма баллов для каждого участника и определяется итоговая оценка.
5.3. При равных показателях предпочтение отдается участнику, выполнившему качественнее практическое задание.
5.4. Победители конкурса награждаются призами и почетными грамотами.
Итоговая оценочная таблица участников конкурса
№
ФИО
«Прояви смекалку»
«Сварщик — теоретик»
«Шустрый сварщик»
«Как 2х2»
«Сварщик «умелые ручки»
Итого баллов
Организация рабочего места
5 б
Соблюдение правил ТБ
5 б
Соблюдение технологического процесса
10 б
Качество выполняемых работ
30 б
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Оценочная таблица 5 тура конкурса – «Сварщик Умелые ручки».
Максимальная оценка
Организация рабочего места
5 баллов
Соблюдение правил ТБ и санитарных норм
5 баллов
Качество выполняемых работ
30 баллов
Соблюдение технологического процесса
10 баллов
Максимальное количество баллов
50 баллов
Нарушение условий конкурса
Первое нарушение
1 балл
Второе нарушение
2 балла
Третье нарушение
3 балла
Критерии оценки практического задания.
1. Сборка. Оценивается правильность сборки, соответствие размеров собранного стыка, отсутствие перекосов, излома кромок и т.п.
2. Сварка оценивается по следующим параметрам:
3. Сваренный образец предъявляется сварщиком представителю конкурсной комиссии.
4. Сваренные образцы подвергаются визуальному осмотру.
5. При визуально-измерительном контроле конкурсная комиссия проверяет качество и правильность выполнения швов, соответствие швов заданным размерам, наличие недопустимых наружных дефектов.
При выявлении недопустимых наружных дефектов, образец признается браком.
7. За каждый обнаруженный дефект, начисляются 1 штрафной балл.
8. Режим и технология сварки (сила тока, напряжение, порядок сборки, порядок наложения швов, однослойная или многослойная сварка, и т.д.) устанавливаются сварщиками исходя из рекомендаций технологических карт, которые выдаются каждому участнику конкурса перед началом практических испытаний. Испытания сварщиков производятся с применением исправного оборудования и инструмента.
9. При несоблюдении условий конкурса, грубых нарушениях технологии работ, правил безопасности труда участник конкурса по решению жюри может быть отстранен от выполнения конкурсного задания.
Требования к качеству
1.Соблюдение техники безопасности
2.Последовательность технологического процесса
3.Качество выполненной работы
Штрафные очки
1. Несоблюдение правил организации рабочего места — 1
2. Отклонение от заданных размеров при сборке — 1
3. Наличие брака — 1
Подготовка рабочего места сварщика.
— убрать все лишние предметы с рабочего места, не загромождая при этом проходов к электрооборудованию, к средствам пожаротушения, приступать к работе только на чистом, не скользком полу;
— убедиться в исправности сварочного оборудования и соответствии рабочего места требованиям ТБ, исправности заземления сварочной установки, свариваемого изделия;
— расположить сварочные провода таким образом, чтобы они не подвергались механическим повреждениям и действию высокой температуры, не соприкасались с влагой;
— убедиться в том, что вблизи рабочего места не расположены пожаро- и взрывоопасные вещества и горючие материалы в радиусе 5 м.
Детали и заготовки уложить или установить в устойчивом положении на подкладках и стеллажах таким образом, чтобы высота штабелей не превышала полторы ширины и полтора диаметра основания штабеля, но не более 1 метра.
Проверить:
— освещенность рабочего места.
— ознакомиться с предстоящей работой и подготовить необходимый для ее выполнения инструмент и технологическую оснастку.
— проверить исправность местной и общеобменной вентиляции.
Критерии качества сварного соединения.
Качество сварных швов считается не годным, если в них при любом типе проверки были найдены наружные или внутренние дефекты, выходящие за пределы значений, регламентированных правилами.
Внешний осмотр и обмер сварных швов. Внешним осмотром выявляют несоответствие шва требуемым геометрическим размерам, наплывы, подрезы, глубокие картеры, прожоги, наружные трещины, непровары, свищи и поры и другие внешние дефекты (рис. 2). Размеры швов должны соответствовать указанным на чертеже. Не допускается какое бы то ни было уменьшение фактического размера шва по сравнению с заданным (номинальным) размером.
2). Размеры швов должны соответствовать указанным на чертеже. Не допускается какое бы то ни было уменьшение фактического размера шва по сравнению с заданным (номинальным) размером.
Рис. 2. Наружные дефекты сварного шва:
а — наплывы;
б — подрезы;
в — непровары;
г — прожог;
д — Трещина в основном металле
Дефекты сварного шва
- Обрыв дуги
Неправильное выполнение конечного участка шва
Большой сварочный ток
Длинная дуга
При сварке угловых швов – смещение электрода в сторону вертикальной стенки
Быстрое охлаждение шва
Загрязнение кромок маслом, ржавчиной и т.п.
Непросушенные электроды
Высокая скорость сварки
Малый угол скоса вертикальных кромок
Малый зазор между ними
Загрязнение кромок
Недостаточный сварочный ток
Завышенная скорость сварки
Грязь на кромках
Малый сварочный ток
Большая скорость сварки
Плохая зачистка кромок
Большая длина дуги
Недостаточный сварочный ток
Большая скорость сварки
Большой сварочный ток
Неправильный наклон электрода
Излишне длинная дуга
Резкое охлаждение конструкции
Высокие напряжения в жестко закрепленных конструкциях
Повышенное содержание серы или фосфора
Низкая пластичность металла шва
Образование закалочных структур
Напряжение от неравномерного нагрева
Чрезмерный нагрев околошовной зоны
Неправильный выбор тепловой мощности
Завышенные значения мощности пламени или сварочного тока
Российская академия ракетных и артиллерийских наук — Российская академия ракетных и артиллерийских наук
С 8 по 10 декабря в Парке науки и искусства «Сириус» в Сочи проходил Конгресс молодых ученых и VIII ежегодная национальная выставка «Вузпромэкспо-2021». Делегация БГТУ «ВОЕНМЕХ» им. Д.Ф. Устинова (ассоциированного члена РАРАН) во главе с ректором университета…Подробнее>>>
Делегация БГТУ «ВОЕНМЕХ» им. Д.Ф. Устинова (ассоциированного члена РАРАН) во главе с ректором университета…Подробнее>>>
3 декабря в Минске, в Белорусском государственном музее истории Великой Отечественной войны, была открыта временная экспозиция «Битва за Москву. Бессмертие подвига» и при участии РАРАН проведена конференция. Оба мероприятия посвящены 80-летию Битвы под Москвой.
Бывшие несовершеннолетние узники фашистских концлагерей провели всероссийские онлайн-конференции при участии РАРАН
27.12.2021
Организация бывших несовершеннолетних узников фашизма при поддержке Общероссийской общественной организации «Офицеры России», Общероссийского движения «Сильная Россия» и Российской академии ракетных и артиллерийских наук на площадке Дома общественных организаций…Подробнее>>>
Представители РАРАН на самом масштабном военно-исторический форуме17.12.2021
Представители РАРАН советники по научному отделению № 10 заместитель начальника Военной академии Генерального штаба ВС РФ д-р военных наук, профессор генерал-лейтенант А. В. Сержантов, заместитель начальника НИО НИИ (ВИ) ВАГШ ВС РФ к.и.н. подполковник А.А. Кузнецов и снс НИИ (ВИ) ВАГШ ВС…Подробнее>>>
В. Сержантов, заместитель начальника НИО НИИ (ВИ) ВАГШ ВС РФ к.и.н. подполковник А.А. Кузнецов и снс НИИ (ВИ) ВАГШ ВС…Подробнее>>>
15.12.2021
На историческом факультете МГУ им. М.В.Ломоносова 7 декабря 2021 г. прошла Международная научная конференция «Начало Великой Отечественной войны. К 80-летию разгрома немецко-фашистских войск под Москвой». Советник РАРАН по научному отделению № 10 А.А. Кузнецов…Подробнее>>>
Ведущей кафедре «ВОЕНМЕХа» 75 лет!01.12.2021
В ноябре 2021 г. под руководством ректора БГТУ «ВОЕНМЕХ» им. Д.Ф. Устинова, члена-корреспондента РАРАН (научное отделение № 10) К.М. Иванова состоялось празднование 75-летия кафедры «Ракетостроение» (А1), исторически известной как кафедра № 1.
Одна…Подробнее>>>
В «ВОЕНМЕХЕ» подвели итоги конкурса на присуждение персональных стипендий фонда «Истоки»01.12. 2021
2021
22 ноября 2021 г. ректор БГТУ «ВОЕНМЕХ» им. Д.Ф. Устинова, член-корреспондент РАРАН (научное отделение № 10) К.М. Иванов участвовал в организации конкурса на присуждение персональных стипендий фонда «Истоки», основанного выпускником «Военмеха» по кафедре…Подробнее>>>
tooltips | Клуб пользователей ANSYS
Одна из сильнейших сторон в ANSYS Mechanical – это создаваемый входной файл, который посылается в ANSYS Mechanical APDL (MAPDL) на решение. И это действительно замечательно потому, что вы, как пользователь, имеете полный доступ ко всем глубинам и всем возможностям классического ANSYS. MAPDL – это хорошая старомодная программа, способная считывать команды и последовательно их исполнять. Так что единственное, что вам нужно сделать, чтобы добраться до любой опции – это просто ввести нужные команды.
Для множества пользователей со стажем это не является проблемой потому, что они «выросли» на текстовых командах. Однако у новых пользователей, как правило, возникают проблемы при желании ощутить всю мощь APDL (ANSYS Parametric Design Language) т.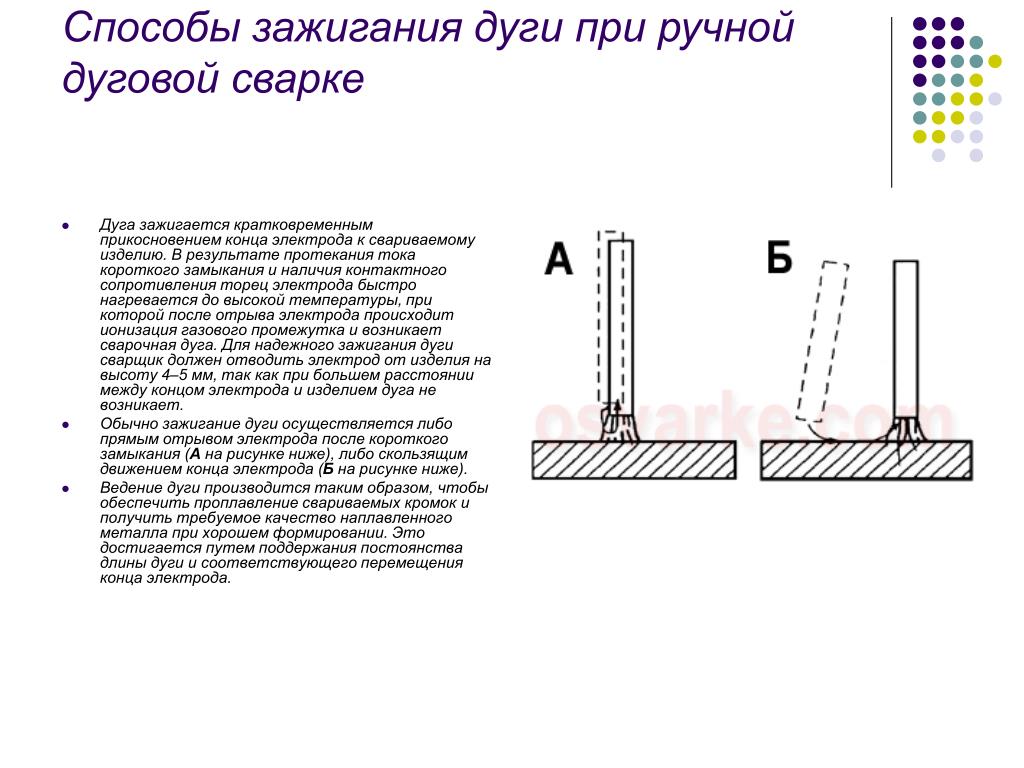 к. добраться до всех расширенных возможностей нелегко.
к. добраться до всех расширенных возможностей нелегко.
Порой, при оказании помощи пользователям или проведении обучения, нужно рассказать, как, например, изменить тип конечного элемента (Mechanical по умолчанию использует наиболее общую формулировку, но у пользователя есть возможность использовать и другие) и иногда попадаются люди, которые признаются, что не только не работали с командами APDL, но и никогда их не встречали.
Таким образом, чтобы помочь пользователям ANSYS Mechanical ступить на эту дорогу любви к APDL командам, мы выпустили список 20 APDL команд, которые следует знать каждому. Правда, по факту их тут больше, чем 20 потому, что некоторые из них мы объединили в группы. Здесь не будет приведено много подробностей по использованию каждой из них, т.к. в APDL help все превосходно расписано.
Основы APDL
APDL был разработан еще во времена перфокарт. Он был гораздо проще других программ в использовании, поскольку вводимые команды не требовалось раскидывать по столбцам. Вместо этого аргументы в командах разделяются запятыми. Поэтому, при задании узла, вместо вот этого:
Вместо этого аргументы в командах разделяются запятыми. Поэтому, при задании узла, вместо вот этого:
345 12.456 17.4567 0.0034
(обратите внимание, что расположение запятой имеет решающее значение) нужно написать строку:
N,345,12.456,17.4567, 0.0034
По тем временам это был большой шаг вперед. Главное, что вам нужно знать об APDL командах – это то, что они начинаются с ключевого слова и далее продолжаются аргументами, назначение каждого из которых подробно расписано в разделе ANSYS help/Command Reference. Например, по команде для создания узла там написано следующее:
Рис.1 Описание команды N в ANSYS help.
Документация последовательная и вы довольно быстро разберетесь с нужными опциями для вашей задачи. Принцип компоновки и изложения этих статей также объясняется в help: // Command Reference // 3. Command Dictionary.
Другой ключевой момент в командах MAPDL – это автоматическое присвоение большинству созданных вами объектов (кроме нагрузок и граничных условий) ID номера.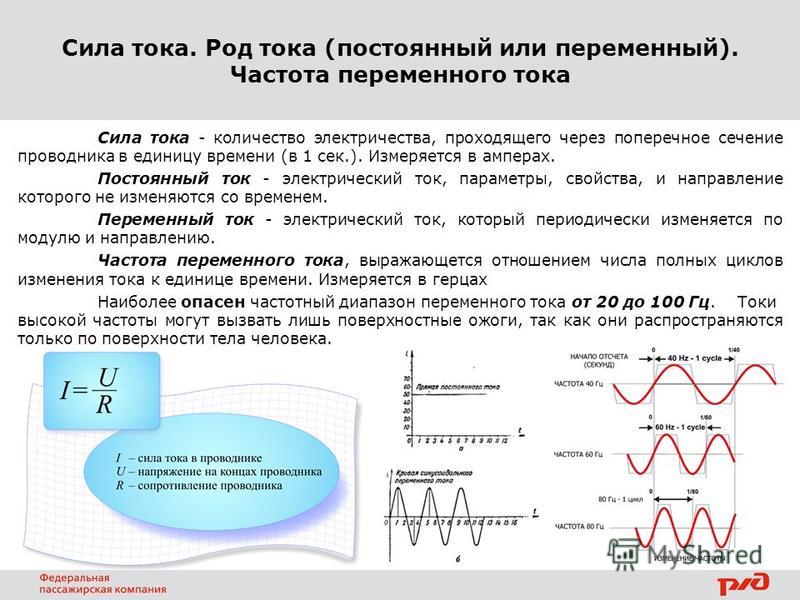 К объектам нужно обращаться по этому ID номеру. Это ключевое понятие зачастую неизвестно людям, «выросшим» только на GUI’s. Таким образом, если вы захотите создать систему координат и использовать ее в последствии, то вам необходимо присвоить ей ID и далее на него ссылаться.
К объектам нужно обращаться по этому ID номеру. Это ключевое понятие зачастую неизвестно людям, «выросшим» только на GUI’s. Таким образом, если вы захотите создать систему координат и использовать ее в последствии, то вам необходимо присвоить ей ID и далее на него ссылаться.
То же самое касается определения элементов (Element Types), свойств материала, и т. д… Запомните — на этом «горит» множество пользователей. Для того, чтобы использовать MAPDL команды их нужно просто ввести строками в командный объект (command object) в дереве проекта.
Идея выбора объектов имеет фундаментальное значение для APDL. Выше было сказано, что все объекты имеют свой ID. Вы можете взаимодействовать с каждым объектом, указав его ID. Но если у вас их очень много, например, узлов и элементов, то в таком взаимодействии будет огромное количество тупой и скучной работы. APDL справляется с этим, предоставляя пользователю право выбирать группы объектов определенного типа и делать их “выбранными” или “невыбранными”. После этого при вводе команд, вместо конкретного ID, можно указывать “ALL” и тогда будут использоваться только все выбранные объекты. Иногда мы ссылаемся на объекты как на выбранные «selected», а иногда — как на активные “active.” Основная концепция в том, что любой объект в ANSYS Mechanical APDL может быть в двух состояниях: active/selected или inactive/unselected. Inactive/unselected объекты не используются ни в каких командах.
После этого при вводе команд, вместо конкретного ID, можно указывать “ALL” и тогда будут использоваться только все выбранные объекты. Иногда мы ссылаемся на объекты как на выбранные «selected», а иногда — как на активные “active.” Основная концепция в том, что любой объект в ANSYS Mechanical APDL может быть в двух состояниях: active/selected или inactive/unselected. Inactive/unselected объекты не используются ни в каких командах.
Если вы захотите посмотреть на все команды APDL, которые записывает ANSYS Mechanical, то просто выберите ветвь setup и далее Tools-> Write Input File. Просмотреть его можно в любом текстовом редакторе.
Перед тем как мы перейдем непосредственно к списку команд, обозначу последнее важное замечание: старый интерфейс GUI для MAPDL можно использовать для изменения и создания моделей так же, как и ANSYS Mechanical. Любое действие, которое вы производите в старом интерфейсе GUI конвертируется в команду и сохраняется в лог файле с названием проекта (например, jobname. log). Иногда имеет смысл сначала провести необходимые операции там, а потом скопировать получившиеся команды из log файла.
log). Иногда имеет смысл сначала провести необходимые операции там, а потом скопировать получившиеся команды из log файла.
И еще одно замечание: на данный момент эти команды необходимы, но с каждым релизом все больше и больше возможностей решателя переносится в интерфейс ANSYS Mechanical и все меньше требуется APDL скриптов. Так что всякий раз перед написанием скрипта сначала убедитесь, что интерфейс ANSYS Mechanical этого пока не умеет.
Команды
1. !
Восклицательный знак является комментарием в APDL. Любой текст справа от него игнорируется программой. Регулярно используйте эту команду и оставляйте частые подробные комментарии, чтобы другие люди и вы сами всегда могли понять, что именно в вашем файле происходит.
2. /PREP7 – /SOLU – /POST1 – FINISH
Программа MAPDL состоит из совокупности аж 10 процессоров (было больше, но они не были задокументированы). Отдельные команды работают только в нескольких процессорах, а большинство – только в одном из них.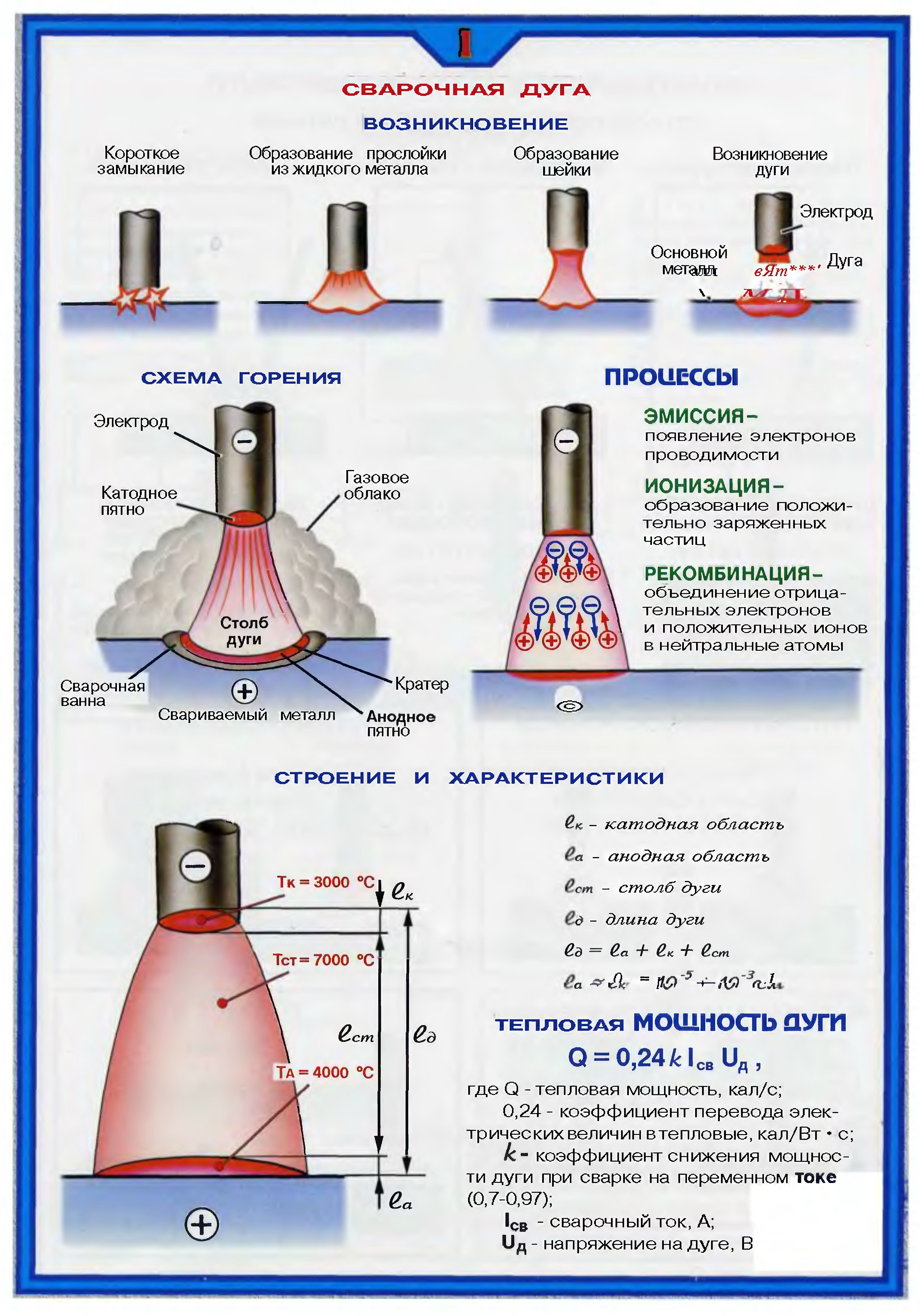 Если вы используете команду для препроцессора в постпроцессоре, то обязательно получите ошибку.
Если вы используете команду для препроцессора в постпроцессоре, то обязательно получите ошибку.
После создания командного объекта в ANSYS Mechanical, он может быть реализован в препроцессоре, настройках решателя (Solution processor) или в постпроцессоре, в зависимости от того, в какой ветви дерева проекта был создан. Если есть необходимость отправить команду в другой процессор, то нужно просто ввести соответствующую команду. ГЛАВНОЕ, НЕ ЗАБУДЬТЕ ПЕРЕЙТИ ОБРАТНО К ИСХОДНОМУ ПРОЦЕССОРУ после записи нужных команд.
/PREP7 – перейти к препроцессору. Здесь можно изменять формулировки элементов, модель материала и любым образом менять сетку конечных элементов.
/SOLU – перейти к настройкам решателя (Solution Processor). Чаще всего вы будете начинать отсюда, так что довольно часто нужно использовать эту команду для того, чтобы перейти обратно к исходному разделу после задания команд в /PREP7. Здесь изменяются нагрузки, граничные условия, и настройки расчета.
/POST1 – перейти к постпроцессору.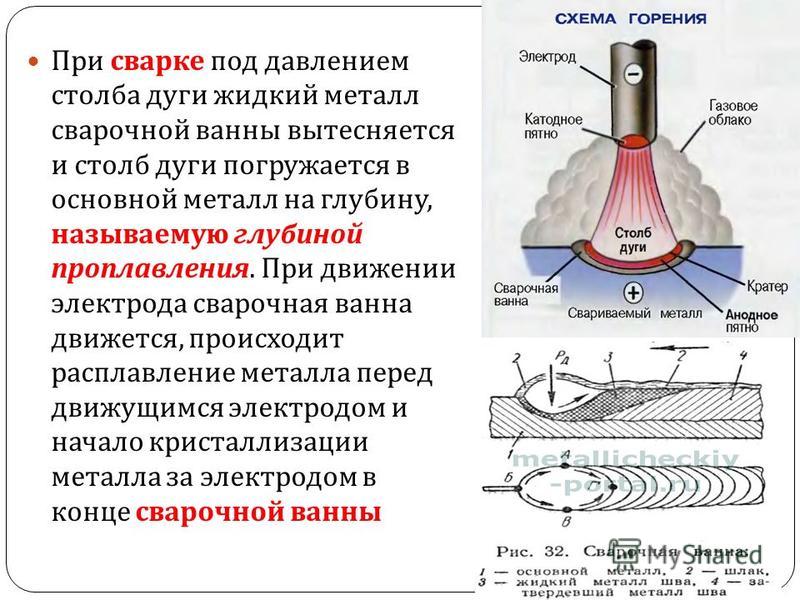 Здесь можно поиграть с результатами, построить собственные графики, и использовать иные возможности APDL для обработки результатов.
Здесь можно поиграть с результатами, построить собственные графики, и использовать иные возможности APDL для обработки результатов.
FINISH – перейти к самому началу. Сюда нужно заходить если вы собираетесь работать с именами файлов.
3. TYPE – MAT – REAL – SECNUM
Вообще, вам действительно нужно знать эти команды, только если вы собираетесь писать ваши собственные элементы… но кое-что про них должен знать каждый, поскольку назначение атрибутов элементам (element attributes) имеет фундаментальное значение для работы в APDL … Так что это имеет смысл прочитать даже если вы не собираетесь писать ваши собственные элементы.
К каждому элементу в вашей модели назначаются определяющие его свойства. Когда вы определяете элемент, вместо указания всех его свойств в каждом случае, вы создаете определения и даете им номера, а затем присваиваете их к каждому элементу. Простейший пример – это свойства материала. Вы определяете набор свойств материала, присваиваете им номер, а затем присваиваете этот номер ко всем элементам в вашей модели, которые в соответствии с этими свойствами должны работать.
И вы не указываете ID при создании элементов, это был бы долгий и полный боли процесс. Вместо этого вы указываете ID для каждого типа свойств “активным” и каждому вновь созданному элементу будет назначен активный ID.
Сами команды не нуждаются в пояснениях: Type устанавливает тип элемента, MAT задает ID материала, REAL задает номер реальных констант, и SECNUM задает номер активного сечения.
Таким образом, введя следующее:
type,4
real,2
mat,34
secnum,112
e,1,2,3,4,11,12,13,14
вы получите:
ELEM MAT TYP REL ESY SEC NODES
1 34 4 2 0 112 1 2 3 4 11 12 13 14
2 3 4 4 0 200 101 102 103 104 111 112 113 114
4. ET
Решатель MAPDL поддерживает сотни элементов. Независимо от решаемой задачи, ANSYS Mechanical выбирает наилучший исходя из общих соображений элемент. Но он может быть и не лучшим для вашей конкретной модели. В таких случаях, вы можете переопределить используемые ANSYS Mechanical элементы.
В таких случаях, вы можете переопределить используемые ANSYS Mechanical элементы.
Примечание: новый элемент обязательно должен иметь ту же топологию. Вы не сможете заменить 4х узловой оболочечный элемент на 8ми узловой гекса элемент. Но если расположение узлов (топология) одинаковое, то вы можете произвести замену при помощи ET команды.
5. EMODIF
Если вы определили тип элемента или ID материала в APDL и хотите внести эти изменения в большой набор элементов, то используйте EMODIF. Это наиболее быстрый способ изменения определения элемента.
6. MP – MPDATA – MPTEMP –TB – TBDATA – TBTEMP
Базовые команды определения свойств материала — это возможно наиболее часто требующиеся для пользователей ANSYS Mechanical команды APDL. Линейные свойства определяются с помощью MP команды, полиноминально зависимые от температуры – с помощью MPDATA и MPTEMP используется для задания кусочно-линейного температурного отклика. Нелинейные свойства материала определяются командами TB, TBDATA, и TBTEMP.
Нелинейные свойства материала определяются командами TB, TBDATA, и TBTEMP.
Никогда не помешает сохранить заданные данные по материалам, чтобы 1) иметь запись о том, что было использовано, и 2) иметь возможность использовать ту же модель материала в других проектах в будущем.
7. R – RMODIF
Если формулировка элемента определяется опциями ET команды, а свойства материала – соответствующими командами по материалам, то как определять остальное, например, толщину оболочки, свойства контакта, или жесткость для снижения эффекта песочных часов? Их нужно вводить в виде реальных констант. Если вы новичок в использовании решателя MAPDL, то к идее реальных констант вам будет немного трудно привыкнуть.
Официальное определение гласит:
Data required for the calculation of the element matrices and load vectors, but which cannot be determined by other means, are input as real constants. Typical real constants include hourglass stiffness, contact parameters, stranded coil parameters, and plane thicknesses.
Данные, требуемые для вычисления матриц и векторов нагрузки элемента, которые не определяются другими средствами, вводятся как реальные константы. Типичные реальные константы – это жесткость для снижения эффекта песочных часов, параметры контакта, параметры обмотки и толщины.
Фактически это просто место, куда нужно писать то, что больше написать некуда. R создает реальную константу, а RMODIF изменяет ее.
8. NSEL – ESEL
Как уже упоминалось, логика выбора является фундаментальной частью работы в MAPDL. Вам никогда не захочется работать с каждым объектом по отдельности, изменять, нагружать, и т. д… Вместо этого вы предпочтете объединять объекты определенного типа в “активную” группу и затем уже с работать со всеми активными объектами разом. (Этим группам также можно присваивать имена — CM-CMSEL-CMDELE команды о компонентах описаны чуть ниже)
При работе в MAPDL из-под ANSYS Mechanical вы наиболее часто будете иметь дело либо с узлами, либо с элементами. NSEL и ESEL используются для определения того, какие узлы или элементы будут являться активными. Эти команды содержат множество опций, так что не пренебрегайте информацией в ANSYS help.
NSEL и ESEL используются для определения того, какие узлы или элементы будут являться активными. Эти команды содержат множество опций, так что не пренебрегайте информацией в ANSYS help.
9. NSLE – ESLN
Часто возникают ситуации, когда по выбранным узлам нужно выбрать приложенный к ним элемент, или наоборот от выбранного элемента перейти к выбору его узлов. NSLE и ESLN отвечают за это. NSLE выбирает все узлы текущего активного выбора элементов, а ESLN – обратную процедуру.
10. ALLSEL
При написании небольших APDL скриптов для ANSYS Mechanical люди часто совершают следующую ошибку: используют команды для выбора нужных им объектов и после всех манипуляций забывают снова выбрать все узлы и элементы модели. Если вы, используя NSEL, выберете несколько узлов модели для того, чтобы, скажем, приложить к ним силу и на этом остановитесь, то обязательно получите ошибку, поскольку эти узлы будут единственными активными во всей модели.
ALLSEL исправит эту проблему. Эта команда попросту все делает активным. Имеет смысл ВСЕГДА вносить эту строку в конец каждого скрипта, где есть что-либо связанное с выбором отдельных объектов.
Эта команда попросту все делает активным. Имеет смысл ВСЕГДА вносить эту строку в конец каждого скрипта, где есть что-либо связанное с выбором отдельных объектов.
11. CM – CMSEL
Если вы используете ANSYS Mechanical, то, должно быть, знакомы с концепцией именованных наборов (Named Selections). Это группы объектов (узлов, элементов, поверхностей, ребер, вершин) с присвоенным именем, по которому на них можно ссылаться, а не выбирать каждый раз по новой. В ANSYS MAPDL это называется компонентами, и команды, с ними работающие, начинаются с букв CM.
Любые геометрические именованные наборы, созданные вами в ANSYS Mechanical, превращаются в узловой компонент – все узлы выбранной в именованном наборе геометрии превращаются в узловой компонент. Вы также можете создать собственный узловой или элементный именованный набор, и он также будет создан в виде соответствующего компонента.
Вы можете использовать CM для создания ваших собственных компонентов в APDL скрипах. Ему нужно будет дать имя – и можно работать. Вы также можете выбирать компоненты с помощью команды CMSEL.
Ему нужно будет дать имя – и можно работать. Вы также можете выбирать компоненты с помощью команды CMSEL.
12. *GET
Чрезвычайно полезная команда в APDL. Это способ просмотреть вашу модель и найти любую полезную информацию: число узлов, наибольшее значение координаты Z среди узлов, если выбраны узлы, то нагрузки на узел, информация о результатах, и т. д…
Обязательно изучите информацию в ANSYS help по этой команде. Если вы в процессе написания скрипта с грустью произносите: “Ах если бы я только знал эту величину в моей модели…”, то скорее всего вам стоит обратиться к команде *get.
13. CSYS – LOCAL – RSYS
Системы координат очень важны в ANSYS Mechanical и ANSYS MAPDL. В большинстве случаев вы можете спокойно создать систему координат в ANSYS Mechanical. Использовать эту систему координат можно будет и в ANSYS MAPDL, но по умолчанию ANSYS Mechanical назначает автоматические ID. Для использования системы координат в MAPDL нужно указать ее номер в окне свойств: изменить предварительно свойство “Coordinate System” с “Program Defined” на “Manual” и указать номер в поле “Coordinate System ID”.
Рис 2. Определение ID системы координат в интерфейсе ANSYS Mechanical
Если есть необходимость создать систему координат прямо в APDL скрипте, используйте команду LOCAL.
Когда вы захотите использовать определенную систему координат, введите команду CSYS, чтобы сделать ее активной.
Примечание: система координат 0 – это глобальная декартова система. Если вы изменили активную систему, то убедитесь, что после скрипта вы не забыли вернуться к глобальной системе координат CSYS,0
RSYS – это что-то вроде CSYS, но для результатов. Если вы хотите построить график или получить список результатов не в глобальной системе координат, то используйте RSYS для активации нужной вам системы координат.
14: NROTATE
Еще одна очень полезная вещь, которую нужно знать – каждый узел в модели имеет ориентацию. По умолчанию степени свободы UX, UY, и UZ ориентированы в соответствии с глобальной системой координат. В ANSYS Mechanical, при задании нагрузки или граничного условия по нормали или по касательной к поверхности, программа фактически поворачивает все узлы таким образом, чтобы степень свободы была расположена нормально к поверхности.
В ANSYS Mechanical, при задании нагрузки или граничного условия по нормали или по касательной к поверхности, программа фактически поворачивает все узлы таким образом, чтобы степень свободы была расположена нормально к поверхности.
Если вам нужно проделать это самостоятельно, например, если вы хотите приложить нагрузку или граничное условие в определенном направлении, кроме глобального декартового, используйте NROTATE. В первую очередь нужно выбрать узлы, которые будете поворачивать, далее следует указать активную систему координат CSYS, затем использовать NROTATE,ALL, чтобы повернуть узлы.
15. D
Наиболее распространенным граничным условием является перемещение, даже в температурных задачах. Для задания оного в ANSYS MAPDL скрипте, используйте команду D. Большинство людей использует набор узлов или компоненты для приложения перемещений нескольким узлам.
В простейшей форме прикладывается единственное значение для перемещения к одному узлу по одной степени свободы.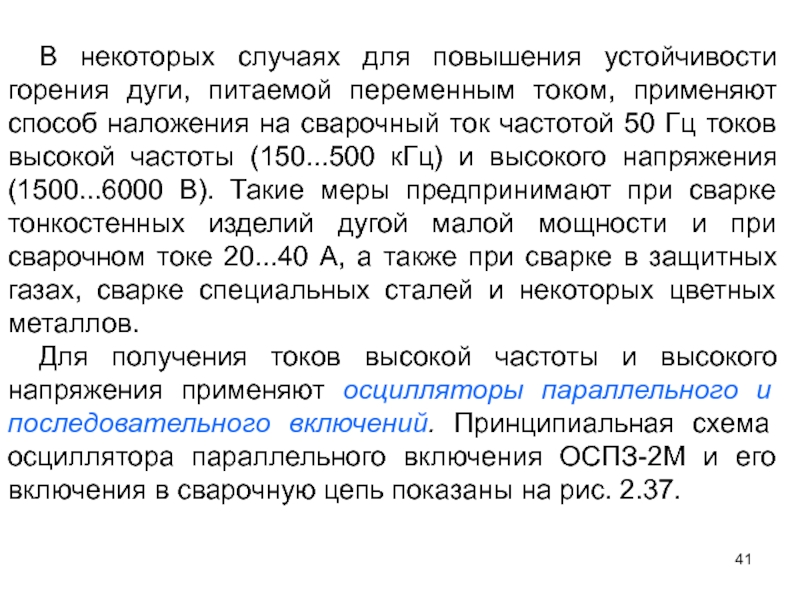 Но и узлов и степеней свободы может быть несколько.
Но и узлов и степеней свободы может быть несколько.
16. F
Команда F – это то же самое, что D, за исключением того, что определяет силу, а не перемещение.
17. SF – SFE
Если нужно приложить давление, то используйте либо SF для приложения к узлам, либо SFE для приложения к элементам. Работает команда во многом также как D и F.
18. /OUTPUT
Когда решатель ANSYS MAPDL находится в процессе решения, он пишет информацию в файл jobename.out, где jobname – это название вашего проекта. Иногда может возникнуть необходимость выписать определенную информацию, скажем, перечислить напряжения всех выбранных узлов. Используйте /OUTPUT,filename для перенаправления вывода в файл. После того как вы закончите нужно будет написать /OUTPUT без опций, и машина вернется к стандартному выводу.
19. /SHOW
ANSYS MAPDL имеет несколько интересных возможностей по построению графиков. Существуют тонны команд и опций для создания графиков, но наиболее важная из них — команда /SHOW,png. Она сообщает ANSYS MAPDL, что все графики, начиная с текущего момента, будут записаны в файлы в формате PNG.
Она сообщает ANSYS MAPDL, что все графики, начиная с текущего момента, будут записаны в файлы в формате PNG.
Рис 3. Обработанное PNG изображение результата
20. ETABLE
Решатель ANSYS MAPDL в процессе решения находит множество величин. Чем более сложные элементы вы используете, тем большее количество величин вы можете получить. Но как добраться до наиболее скрытых? ETABLE.
Выводы
Это, конечно, не окончательный список. Спросите 20 пользователей ANSYS MAPDL какие APDL команды все пользователи ANSYS Mechanical должны знать, и вы в лучшем случае услышите пять или шесть общих. Но основываясь на данных техподдержки и собственном опыте, скажу, что именно эти 20 используются чаще всего.
Command help – это ваш незаменимый друг и товарищ. Всегда пользуйтесь им.
Кроме того, вы можете открыть ANSYS MAPDL и поиграть с этими командами, изучить их влияние на проект.
Информация взята с сайта http://www.padtinc.com/.
Прямое наблюдение эволюции вакуумной дуги с наносекундным разрешением
Фазы развития вакуумной дуги
Геометрия наших экспериментов позволяла четко различать катод (тонкий наконечник) и анод (плоская поверхность). Электроды устанавливали в высоковакуумной камере с уровнем вакуума 2,5 × 10 –4 Па на расстоянии нескольких мм друг от друга. Это расстояние, или длина зазора d g , варьировалось от 0.5-5 мм в разных экспериментах. Источник импульсного высокого напряжения с шириной импульса δ T V = 1 — 5 = 1 — 5 μ S был подключен к катоду и предусмотрено до V MAX = -40 кВ, что было достаточно высока, чтобы обеспечить появление дуги в каждом отдельном импульсе.
На рисунке 1 показаны типичные формы волны напряжения и тока, записанные во время события пробоя для установки с г г = 5 мм и δ T V = 1 μ S (см. вставку к рис.1 для геометрии установки). Абсцисса, левая ордината и правая ордината показывают время, напряжение промежутка и ток промежутка соответственно. На рис. 1 мы выделяем четыре основные фазы развития вакуумной дуги. Фаза P0, фаза зарядки, начинается при подаче импульса от источника напряжения ( t s ). Во время P0 конденсатор промежутка вместе с паразитными емкостями системы (небольшой начальный пик на форме тока) заряжается, и напряжение промежутка начинает расти.P0 заканчивается при t = t 0 , когда ток начинает быстро расти. t 0 также определяется как начало оси времени в наших экспериментах. На следующей фазе P1 ток возрастает до I max = 80 A. Отметим, что напряжение продолжает расти кратковременно до t VP ; только после этого момента он падает до околонулевого значения, когда ток достигает I max .
вставку к рис.1 для геометрии установки). Абсцисса, левая ордината и правая ордината показывают время, напряжение промежутка и ток промежутка соответственно. На рис. 1 мы выделяем четыре основные фазы развития вакуумной дуги. Фаза P0, фаза зарядки, начинается при подаче импульса от источника напряжения ( t s ). Во время P0 конденсатор промежутка вместе с паразитными емкостями системы (небольшой начальный пик на форме тока) заряжается, и напряжение промежутка начинает расти.P0 заканчивается при t = t 0 , когда ток начинает быстро расти. t 0 также определяется как начало оси времени в наших экспериментах. На следующей фазе P1 ток возрастает до I max = 80 A. Отметим, что напряжение продолжает расти кратковременно до t VP ; только после этого момента он падает до околонулевого значения, когда ток достигает I max .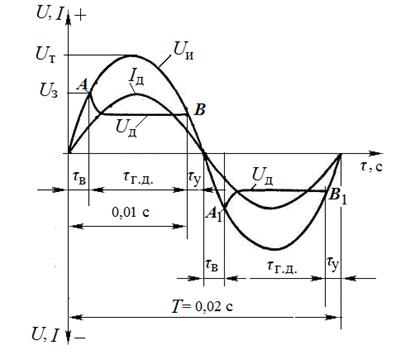 Однако мы связываем начальную точку вакуумной дуги с t 0 , а не с t VP , так как ожидается, что напряжение будет продолжать расти после появления тока через промежуток. На этой начальной стадии дуги ток еще недостаточен для потребления напряжения на промежутке. Это ожидание подтверждается моделированием Simulink 34 , выполненным для той же схемы и условий, которые использовались в эксперименте (подробности см. в разделе S1 дополнительных материалов).Рис. 1 с. Геометрия электродов показана на вставке. P0-P3 обозначает различные фазы развития дуги, T T , , 0, T VP и T V 0 Обозначим к экземплярам при система начала заряжаться, ток начал расти, напряжение достигло своего максимального значения, а напряжение упало до нуля, соответственно.
Однако мы связываем начальную точку вакуумной дуги с t 0 , а не с t VP , так как ожидается, что напряжение будет продолжать расти после появления тока через промежуток. На этой начальной стадии дуги ток еще недостаточен для потребления напряжения на промежутке. Это ожидание подтверждается моделированием Simulink 34 , выполненным для той же схемы и условий, которые использовались в эксперименте (подробности см. в разделе S1 дополнительных материалов).Рис. 1 с. Геометрия электродов показана на вставке. P0-P3 обозначает различные фазы развития дуги, T T , , 0, T VP и T V 0 Обозначим к экземплярам при система начала заряжаться, ток начал расти, напряжение достигло своего максимального значения, а напряжение упало до нуля, соответственно.
Также отметим, что падение напряжения до околонулевого значения и рост тока до I max завершаются примерно в один и тот же момент, который мы определяем как t V 0 и связать с началом следующей фазы установившейся дуги Р2, которая длится до конца импульса. Последней фазой Р3 является затухание разряда, во время которого напряжение и ток через промежуток падают до нуля, завершая процесс вакуумной дуги.Подтверждено существование всех четырех фаз вакуумной дуги при различной длительности импульса напряжения Δ t В = 1 − 5 µ с. Соответствующее сравнение приведено в Дополнительных материалах (S3), где мы показываем, что более длинные Δ t V только увеличивали продолжительность установившейся фазы дуги P2, в то время как фазы P0, P1 и P3, которые определяют динамика развития дуги одинакова и не зависит от длительности импульса.
Последней фазой Р3 является затухание разряда, во время которого напряжение и ток через промежуток падают до нуля, завершая процесс вакуумной дуги.Подтверждено существование всех четырех фаз вакуумной дуги при различной длительности импульса напряжения Δ t В = 1 − 5 µ с. Соответствующее сравнение приведено в Дополнительных материалах (S3), где мы показываем, что более длинные Δ t V только увеличивали продолжительность установившейся фазы дуги P2, в то время как фазы P0, P1 и P3, которые определяют динамика развития дуги одинакова и не зависит от длительности импульса.
Зависимость осциллограмм от длины зазора
Так как было высказано предположение, что длина зазора влияет на роль электродов в процессе вакуумного дугообразования 5 , мы провели серию экспериментов, в которых зафиксировали все экспериментальные параметры кроме d g , варьируя от 0,5 мм до 5 мм. Эти результаты показаны на рис. 2.
Эти результаты показаны на рис. 2.
Типичные формы сигналов тока ( a ) и напряжения ( b ) для четырех различных длин зазоров, как показано на рисунке.Длительность импульса 1 мкс с.
Как видно на этом рисунке, на формы сигналов тока (рис. 2a) и напряжения (рис. 2b) влияет изменение d g . Чем короче этот параметр, тем дальше t 0 сдвигается в сторону более ранних времен, уменьшая продолжительность фазы P0. С другой стороны, для более длинных d g фаза нарастания тока (P1) длится дольше. Мы проанализировали эти вариации, и результаты представлены на рис.3(а). Здесь точками показана продолжительность фаз P0 и P1, усредненная по 50 независимым измерениям. Соответствующие планки погрешностей показывают стандартное отклонение от среднего значения. Как видно, увеличение длительности фазы P1 существенно с увеличением d g , а начальная точка вакуумной дуги t 0 значительно меньше зависит от размера зазор между электродами.
Зависимость длительности фаз P0 и P1 ( a ) и напряжения пробоя ( b ) от длины промежутка.Соответствующие планки погрешностей указывают стандартное отклонение, полученное из 50 повторений измерений для каждой длины зазора.
На рис. 3b показано, что напряжение пробоя, то есть напряжение при t 0 , систематически уменьшается с увеличением длины промежутка. Это ясно указывает на то, что дуга зажигается, когда локальное электрическое поле на вершине катодной иглы достигает некоторого критического значения. Чтобы свести к минимуму влияние обработки поверхности на напряжение пробоя, измерения, показанные на рис.3б сняты после не менее 1000 пробоев на одних и тех же электродах. Мы рассчитали распределение электрического поля вокруг вершины катода методом конечных элементов (см. раздел «Метод») и нашли, что для всех d g максимальное электрическое поле при t 0 равно 160 ± 30 МВ/м, что на удивление хорошо согласуется с измерениями полей пробоя для плоских медных электродов 20,35 .
На основании проведенных экспериментов делаем вывод, что увеличение длины промежутка повлияло на продолжительность выявленных фаз развития вакуумной дуги, однако не повлияло кардинально на процесс вакуумного дугообразования, что свидетельствовало бы о переключении опережающих Роль электродов в этом процессе.
Наблюдение за развитием вакуумной дуги с наносекундным разрешением
Вакуумные дуги наблюдались через окно с помощью камеры прибора с зарядовой связью (ICCD, Andor Dh434T-18U-04). Электронное управление затвором ICCD позволяет сократить время экспозиции t w до 2 нс. Однако физическое ограничение устройства позволяет делать не более пяти снимков в секунду. Поскольку длительность импульса составляет всего несколько мкс с, мы смогли получить только один выстрел в импульсе.
Чтобы воспроизвести всю эволюцию вакуумной дуги с наносекундным разрешением, мы многократно повторяли эксперимент, постепенно оттягивая момент выстрела ICCD на интервал Δ t нс по отношению к времени пробоя t 0 (подробности см. в разделе «Методы»). Повторяемость экспериментов подтверждена и показана в дополнительном материале (S2).
в разделе «Методы»). Повторяемость экспериментов подтверждена и показана в дополнительном материале (S2).
На рис. 4 показана полная эволюция света, излучаемого во время вакуумной дуги, для расстояния промежутка d g = 5 мм и длительности импульса 5 µ с.Рассматривая кадры на рис. 4, мы видим, что вакуумная дуга имеет три основных этапа по отношению к световому излучению, регистрируемому камерой ICCD. На первом этапе, который длится 250 нс (первые пять кадров на рис. 4), свет излучается с кончика катода, а анод остается темным. Также на этом этапе постепенно увеличивается интенсивность света, излучаемого катодом. На 250 нс анод начинает излучать и разряд переходит во вторую стадию, характеризующуюся свечением обоих электродов.На этом этапе анодное свечение постепенно расширяется, пока не охватит весь промежуток на 2000 нс (12-й кадр на рис. 4). Наконец, на последней стадии анодное свечение начинает затухать еще до окончания импульса напряжения и в конечном итоге исчезает из промежутка. Однако катод все еще светится до 6000 нс после полного отключения питания на 5000 нс. После этого ICCD не регистрировал никакого излучения из щели.
Однако катод все еще светится до 6000 нс после полного отключения питания на 5000 нс. После этого ICCD не регистрировал никакого излучения из щели.
Световое излучение с наносекундным разрешением в процессе вакуумной дуговой сварки.Зазор составляет 5 мм, а длительность импульса 5 мкс с. Электроды обведены белыми пунктирными линиями (катод в виде тонкого длинного острия, анод в виде большой плоской поверхности). Цифры под каждым кадром обозначают время задержки Δ t . Время экспозиции камеры составляет t w = 50 нс.
Короче говоря, на основе анализа световой визуализации мы выделяем три основных этапа развития вакуумной дуги. Это стадия катодного излучения, стадия расширения анодного света и, наконец, стадия затухания анодного света.
Световое излучение с временным разрешением во время вакуумных дуг с длиной зазора 3 мм и 1 мм можно найти в дополнительных материалах (S6). Для разных длин промежутков мы видим поведение, подобное представленному на рис. 4, но со значительными различиями в продолжительности каждого этапа. Конечные точки трех этапов приведены в таблице 1 для всех четырех длин зазоров. Последний столбец таблицы 1 содержит продолжительность текущей фазы нарастания P1 для целей сравнения. Напомним, что окончание P1 соответствует моменту, когда напряжение падает близко к нулю и в промежутке образуется проводящий канал.
Для разных длин промежутков мы видим поведение, подобное представленному на рис. 4, но со значительными различиями в продолжительности каждого этапа. Конечные точки трех этапов приведены в таблице 1 для всех четырех длин зазоров. Последний столбец таблицы 1 содержит продолжительность текущей фазы нарастания P1 для целей сравнения. Напомним, что окончание P1 соответствует моменту, когда напряжение падает близко к нулю и в промежутке образуется проводящий канал.
Из результатов рис. 4 и таблицы 1 вытекают три важных наблюдения. Во-первых, катодное излучение появляется сразу после того, как происходит пробой и начинает расти ток.Значительная часть фазы нарастания тока Р1 совпадает со стадией свечения катода. Стадия расширения анодного света начинается довольно поздно в фазе P1 (сравните второй и последний столбцы в таблице 1), т. е. когда ток промежутка уже достаточно высок, а напряжение начало падать. Во-вторых, вторая стадия простирается далеко в фазу P2 и момент перекрытия светом всего промежутка наступает значительно позже, чем спад напряжения и образование полной проводящей дорожки в промежутке.Наконец, продолжительность двух первых стадий излучения катода и расширения света анода сильно зависит от длины промежутка.
Стадия расширения анодного света начинается довольно поздно в фазе P1 (сравните второй и последний столбцы в таблице 1), т. е. когда ток промежутка уже достаточно высок, а напряжение начало падать. Во-вторых, вторая стадия простирается далеко в фазу P2 и момент перекрытия светом всего промежутка наступает значительно позже, чем спад напряжения и образование полной проводящей дорожки в промежутке.Наконец, продолжительность двух первых стадий излучения катода и расширения света анода сильно зависит от длины промежутка.
Анализ катодного и анодного свечения
Сильные вспышки света, которые мы наблюдаем на снимках, полученных во время вакуумной дуги (рис. 4), не дают точной информации об интенсивности этого света. Для оценки вклада каждого электрода в свечение в промежутке анализируем интенсивность светового излучения следующим образом.
Сначала мы увеличиваем камеру, чтобы сфокусироваться на области катода, и устанавливаем время экспозиции 7 мкс с, чтобы захватить весь процесс разряда; На рис. 5(а) показан типичный снимок такой экспозиции. Мы видим, что источник света выглядит как чрезвычайно сфокусированное сферическое пятно с максимальной интенсивностью в его центре, которая более чем на два порядка превышает интенсивность окружающего света. Суммарная интегральная интенсивность этого света, полученная в опытах с разными d g и Δ t V , не проявляла зависимости от длины зазора, а линейно возрастала с увеличением Δ t V (подробности см. в Дополнительных материалах S4).Кроме того, диапазон пика (т. е. размер катодного пятна) от полной ширины до половины максимума (FWHM) также постоянен и составляет около 0,1 мм для всех расстояний зазора. Такая согласованность наблюдений свидетельствует о том, что распределение интенсивности света катодного пятна является стабильным и постоянным на протяжении всего дугового процесса, независимо от длины промежутка или длительности импульса. Рисунок 5( b ) Распределение интенсивности света вдоль зазора.
5(а) показан типичный снимок такой экспозиции. Мы видим, что источник света выглядит как чрезвычайно сфокусированное сферическое пятно с максимальной интенсивностью в его центре, которая более чем на два порядка превышает интенсивность окружающего света. Суммарная интегральная интенсивность этого света, полученная в опытах с разными d g и Δ t V , не проявляла зависимости от длины зазора, а линейно возрастала с увеличением Δ t V (подробности см. в Дополнительных материалах S4).Кроме того, диапазон пика (т. е. размер катодного пятна) от полной ширины до половины максимума (FWHM) также постоянен и составляет около 0,1 мм для всех расстояний зазора. Такая согласованность наблюдений свидетельствует о том, что распределение интенсивности света катодного пятна является стабильным и постоянным на протяжении всего дугового процесса, независимо от длины промежутка или длительности импульса. Рисунок 5( b ) Распределение интенсивности света вдоль зазора. Кривые получены суммированием интенсивности в горизонтальном направлении (параллельно анодной пластине), нормированием на ее максимальное значение и усреднением 10 различных повторений измерений.
Кривые получены суммированием интенсивности в горизонтальном направлении (параллельно анодной пластине), нормированием на ее максимальное значение и усреднением 10 различных повторений измерений.
Увеличив масштаб камеры, мы смогли зафиксировать общую интенсивность света, излучаемого во время дуги, во всем зазоре. Сравнивая интенсивность света, излучаемого анодом и катодом, мы можем изучить вклад обоих источников света, чтобы сделать вывод о том, какой электрод играет ведущую роль в процессе вакуумной дуги.На рис. 5(b) мы наносим нормированные распределения интенсивности (интегрированные по латеральным направлениям) вдоль зазора для различных длин зазора d g . Поскольку мы обнаружили, что максимальная интенсивность света катода не зависит от d g , мы использовали его в качестве эталона. Следовательно, все кривые на рис. 5(б) нормированы по пиковым значениям интенсивности света на катоде. Мы отчетливо видим, что интенсивность света на катодном пике значительно выше, чем на аноде, так как и интенсивность, и продолжительность катодного свечения значительно выше и продолжительнее анодного.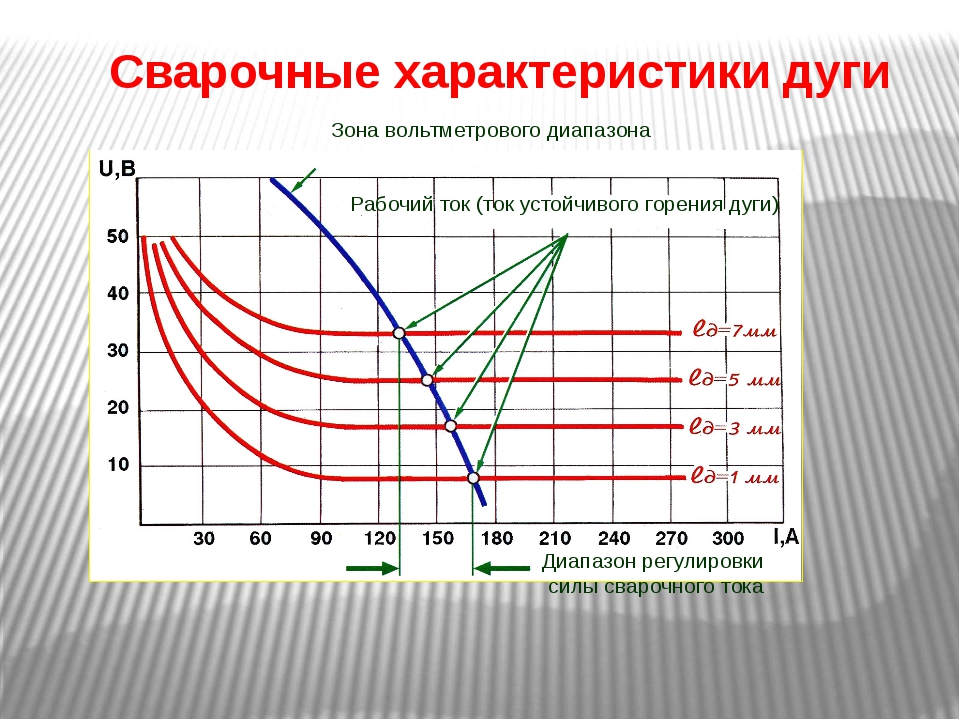 Однако пик, соответствующий анодному свечению, растет с увеличением d g . Ясно, что свечение анода возникает как вторичный эффект, вызванный событиями, развивающимися на катоде.
Однако пик, соответствующий анодному свечению, растет с увеличением d g . Ясно, что свечение анода возникает как вторичный эффект, вызванный событиями, развивающимися на катоде.
Тот факт, что анодное свечение начинается после того, как ток электронов через промежуток увеличился почти до максимального значения, свидетельствует о том, что свечение на аноде возникает в результате нагрева поверхности электронным током. Этот сценарий также согласуется с тем фактом, что энергия, доступная для нагрева анода, увеличивается с длиной промежутка, так как продолжительность фазы P1 (нарастание тока) больше, а напряжение пробоя при t 0 выше.
Вышеприведенная гипотеза о природе анодного свечения может быть подтверждена экспериментально путем изучения реакции анодного свечения на приложение магнитного поля, перпендикулярного протеканию тока в промежутке. Для этой цели мы использовали другую тройную конфигурацию электродов. Одноконечный катод помещался в середину двухконтурного анода. Перпендикулярное расстояние от вершины катодного наконечника к верхам анодных наконечников составляло г г = 3 мм, а ширина импульса напряжения была δ T V = 1 μ с.На рис. 6 представлены фотографии разрядов между электродами с магнитным полем B = 280 мТл, приложенным либо наружу (рис. 6а), либо внутрь (рис. 6б) относительно плоскости рисунка. Рис. 6 Здесь анод имеет форму двух наконечников вместо простой плоской пластины. Длина зазора g d = 3 мм измеряется между вершинами наконечников вдоль зазора.Прикладывали магнитное поле 280 мТл в направлении наружу ( a ) и внутрь ( b ) к плоскости электродов. Направления магнитных полей показаны в левом верхнем углу рисунков. Время экспозиции камеры составляло 2 мкс с и фиксировало весь процесс разряда.
Перпендикулярное расстояние от вершины катодного наконечника к верхам анодных наконечников составляло г г = 3 мм, а ширина импульса напряжения была δ T V = 1 μ с.На рис. 6 представлены фотографии разрядов между электродами с магнитным полем B = 280 мТл, приложенным либо наружу (рис. 6а), либо внутрь (рис. 6б) относительно плоскости рисунка. Рис. 6 Здесь анод имеет форму двух наконечников вместо простой плоской пластины. Длина зазора g d = 3 мм измеряется между вершинами наконечников вдоль зазора.Прикладывали магнитное поле 280 мТл в направлении наружу ( a ) и внутрь ( b ) к плоскости электродов. Направления магнитных полей показаны в левом верхнем углу рисунков. Время экспозиции камеры составляло 2 мкс с и фиксировало весь процесс разряда.
Эволюция вакуумной дуги в этой экспериментальной конфигурации была аналогична той, которую мы наблюдали для простого плоского анода без магнитного поля.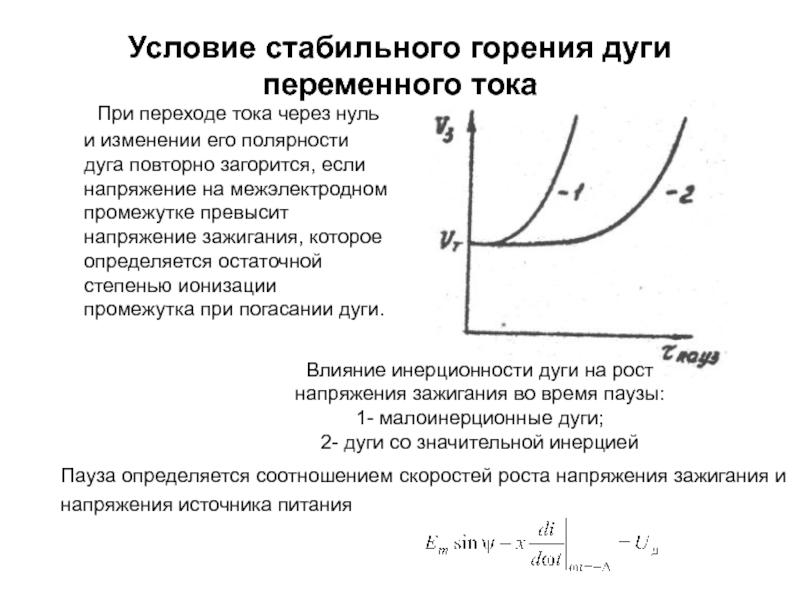 Однако, как видно на рис.6 систематически определялось направление поля, где возникло анодное свечение: справа, когда поле направлено наружу (рис. 6а), и слева, когда оно направлено внутрь (рис. 6б). Это согласуется с отклонением отрицательно заряженных частиц, движущихся от катода к аноду. Это наблюдение подтверждает, что анодное свечение инициируется электронами, ударяющимися о поверхность анода и нагревающими ее. Нагретый анод начинает испускать пар, который взаимодействует с поступающими электронами, создавая свечение, распространяющееся от поверхности анода.
Однако, как видно на рис.6 систематически определялось направление поля, где возникло анодное свечение: справа, когда поле направлено наружу (рис. 6а), и слева, когда оно направлено внутрь (рис. 6б). Это согласуется с отклонением отрицательно заряженных частиц, движущихся от катода к аноду. Это наблюдение подтверждает, что анодное свечение инициируется электронами, ударяющимися о поверхность анода и нагревающими ее. Нагретый анод начинает испускать пар, который взаимодействует с поступающими электронами, создавая свечение, распространяющееся от поверхности анода.
Анализ анодного свечения
В предыдущих разделах мы предположили, что анодное свечение может начаться из-за воздействия электронов, вылетевших из катодного пятна. Здесь мы подтвердим это объяснение, сравнив повреждения поверхностей катода и анода и оценив изменение температуры анода.
Для оценки степени повреждения поверхности, соответствующей катодному и анодному свечению, были проведены исследования поверхности катода и анода с помощью СЭМ (сканирующего электронного микроскопа) как до, так и после электрических разрядов. было использовано. На рисунке 7 показаны соответствующие изображения, полученные с помощью Hitachi S-3000N SEM, для зазора 3 мм. На поверхности катода наблюдается отчетливое плавление, в то время как на аноде не наблюдается никаких признаков процесса плавления. Многие микроскопические особенности, обнаруженные до разрушения (см., например, красный кружок на рис. 7в), все еще присутствуют после эксперимента (рис. 7г). Напротив, поверхность катода сильно повреждена, представляя собой затвердевшую жидкость (ср. рис. 7а, б, поврежденные участки указаны стрелками на рис.7б). Повреждение поверхности катода позволяет предположить, что соответствующее интенсивное свечение можно объяснить наличием полностью развитой дуговой плазмы 36,37 , а практически неизмененную поверхность анода необходимо дополнительно исследовать, оценив ее температуру.
было использовано. На рисунке 7 показаны соответствующие изображения, полученные с помощью Hitachi S-3000N SEM, для зазора 3 мм. На поверхности катода наблюдается отчетливое плавление, в то время как на аноде не наблюдается никаких признаков процесса плавления. Многие микроскопические особенности, обнаруженные до разрушения (см., например, красный кружок на рис. 7в), все еще присутствуют после эксперимента (рис. 7г). Напротив, поверхность катода сильно повреждена, представляя собой затвердевшую жидкость (ср. рис. 7а, б, поврежденные участки указаны стрелками на рис.7б). Повреждение поверхности катода позволяет предположить, что соответствующее интенсивное свечение можно объяснить наличием полностью развитой дуговой плазмы 36,37 , а практически неизмененную поверхность анода необходимо дополнительно исследовать, оценив ее температуру.
СЭМ-изображения для поверхностей катода и анода до и после вакуумных разрядов в зазоре 3 мм. ( a ) Поверхность катода перед разрядом; ( b ) поверхность катода после разрядов; ( c ) поверхность анода перед разрядом; ( d ) Поверхность анода после разрядов.Красные кружки в ( c ) и ( d ) указывают на одно и то же положение. Шкала длины указана линейкой, состоящей из 11 точек в правом нижнем углу.
( a ) Поверхность катода перед разрядом; ( b ) поверхность катода после разрядов; ( c ) поверхность анода перед разрядом; ( d ) Поверхность анода после разрядов.Красные кружки в ( c ) и ( d ) указывают на одно и то же положение. Шкала длины указана линейкой, состоящей из 11 точек в правом нижнем углу.
С этой целью мы численно решили одномерное зависящее от времени уравнение диффузии тепла для плоской медной пластины, как описано в разделе «Метод». Зная обе формы волны напряжения на промежутке и тока через промежуток, мы можем оценить мощность нагрева, выделяемую электронами, достигающими поверхности анода (подробности см. в разделе «Метод»).Эта оценка сделана в предположении, что на стадии катодного излучения дуги (до начала свечения анода) электроны свободно ускоряются напряжением промежутка и отдают всю свою энергию анодной пластине.
На рис. 8 показано изменение расчетной температуры поверхности анодной пластины и давления пара, соответствующего этой температуре, на стадии катодного излучения для трех типичных экспериментов при длинах зазора d g = 1, 3 и 5 мм. Мы видим, что температуры достигают температуры плавления Cu (1356 K) для всех расстояний зазора с соответствующим давлением паров, превышающим 0,1 Па, что соответствует плотности нейтральных атомов порядка 10 18 –10 19 м −3 . Электроны, сталкиваясь с этими нейтральными атомами, могут вызывать расширяющееся свечение, возникающее вблизи анода. Рис. 8 (сплошные линии) и d г = 3 мм (пунктирные линии) и d г = 5 мм (пунктирные линии).Максимальная глубина расплавленной области не превышает 0,5 µ м для всех случаев.
Мы видим, что температуры достигают температуры плавления Cu (1356 K) для всех расстояний зазора с соответствующим давлением паров, превышающим 0,1 Па, что соответствует плотности нейтральных атомов порядка 10 18 –10 19 м −3 . Электроны, сталкиваясь с этими нейтральными атомами, могут вызывать расширяющееся свечение, возникающее вблизи анода. Рис. 8 (сплошные линии) и d г = 3 мм (пунктирные линии) и d г = 5 мм (пунктирные линии).Максимальная глубина расплавленной области не превышает 0,5 µ м для всех случаев.
Кроме того, давление пара достигает этого диапазона в разном временном масштабе для каждой длины зазора (при 40, 100 и 230 нс для d g = 1, 3, 5 мм соответственно). Эти временные шкалы согласуются со временем появления анодного свечения (см. рис. 5 и рис. S7, S8 дополнительного материала), то есть продолжительностью стадии катодного излучения (см. таблицу 1).Последнее увеличивается с увеличением расстояния зазора, потому что электронный пучок распространяется шире, уменьшая выделение тепла на единицу площади. Это означает, что с увеличением длины зазора аноду требуется большее время для нагрева до температуры, достаточной для интенсивного испарения.
таблицу 1).Последнее увеличивается с увеличением расстояния зазора, потому что электронный пучок распространяется шире, уменьшая выделение тепла на единицу площади. Это означает, что с увеличением длины зазора аноду требуется большее время для нагрева до температуры, достаточной для интенсивного испарения.
Наконец, хотя выделяемого электронами тепла достаточно для расплавления поверхности анода во всех случаях, максимальная глубина расплавленной области не превышает 0,5 мк м для всех случаев. Следовательно, тепло не проникает на глубину, достаточную для того, чтобы вызвать заметное повреждение от плавления, как показано на изображениях РЭМ на рис.7.
Онлайн-кампус микроскопии ZEISS | Ксеноновые дуговые лампы
Введение
Ксеноновые и ртутные плазменные лампы с короткой дугой демонстрируют самую высокую яркость и мощность излучения среди всех непрерывно работающих источников света и очень близко приближаются к идеальной модели точечного источника света. В отличие от ртутных и металлогалогенных источников освещения, дуговая ксеноновая лампа отличается тем, что она дает практически непрерывный и однородный спектр во всей видимой области спектра.Поскольку профиль излучения ксеноновой лампы имеет цветовую температуру примерно 6000 К (близкую к температуре солнечного света) и не имеет заметных линий излучения, этот источник освещения более выгоден, чем ртутные дуговые лампы, для многих применений в количественной флуоресцентной микроскопии. Фактически, в сине-зеленой (от 440 до 540 нанометров) и красной (от 685 до 700 нанометров) областях спектра 75-ваттная ксеноновая дуговая лампа ярче, чем сопоставимая 100-ваттная ( HBO 100) ртутная дуговая лампа. Подобно ртутным лампам, ксеноновые дуговые лампы обычно упоминаются с использованием зарегистрированного товарного знака как лампы XBO ( X для Xe или ксенона; B — символ яркости; O — для принудительного охлаждения). представлена научному сообществу в конце 1940-х гг.
В отличие от ртутных и металлогалогенных источников освещения, дуговая ксеноновая лампа отличается тем, что она дает практически непрерывный и однородный спектр во всей видимой области спектра.Поскольку профиль излучения ксеноновой лампы имеет цветовую температуру примерно 6000 К (близкую к температуре солнечного света) и не имеет заметных линий излучения, этот источник освещения более выгоден, чем ртутные дуговые лампы, для многих применений в количественной флуоресцентной микроскопии. Фактически, в сине-зеленой (от 440 до 540 нанометров) и красной (от 685 до 700 нанометров) областях спектра 75-ваттная ксеноновая дуговая лампа ярче, чем сопоставимая 100-ваттная ( HBO 100) ртутная дуговая лампа. Подобно ртутным лампам, ксеноновые дуговые лампы обычно упоминаются с использованием зарегистрированного товарного знака как лампы XBO ( X для Xe или ксенона; B — символ яркости; O — для принудительного охлаждения). представлена научному сообществу в конце 1940-х гг. Популярная XBO 75 (75-ваттная ксеноновая дуговая лампа) более стабильна и имеет более длительный срок службы, чем аналогичная ртутная лампа HBO 100, но излучение видимого света составляет лишь около 25 процентов от общего светового потока, при этом большая часть энергия попадает в менее полезную инфракрасную область спектра. Приблизительно 70 процентов выходного сигнала ксеноновой дуговой лампы приходится на длину волны более 700 нанометров, в то время как менее 5 процентов выходного сигнала приходится на длину волны менее 400 нанометров. Чрезвычайно высокое давление ксеноновых ламп во время работы (от 40 до 60 атмосфер) уширяет спектральные линии, что приводит к гораздо более равномерному распределению возбуждения флуорофоров по сравнению с узкими и дискретными линиями излучения ртутных ламп.Таким образом, дуговая ксеноновая лампа больше подходит для строгих задач, требующих одновременного возбуждения нескольких флуорофоров в широком диапазоне длин волн в аналитической флуоресцентной микроскопии.
Популярная XBO 75 (75-ваттная ксеноновая дуговая лампа) более стабильна и имеет более длительный срок службы, чем аналогичная ртутная лампа HBO 100, но излучение видимого света составляет лишь около 25 процентов от общего светового потока, при этом большая часть энергия попадает в менее полезную инфракрасную область спектра. Приблизительно 70 процентов выходного сигнала ксеноновой дуговой лампы приходится на длину волны более 700 нанометров, в то время как менее 5 процентов выходного сигнала приходится на длину волны менее 400 нанометров. Чрезвычайно высокое давление ксеноновых ламп во время работы (от 40 до 60 атмосфер) уширяет спектральные линии, что приводит к гораздо более равномерному распределению возбуждения флуорофоров по сравнению с узкими и дискретными линиями излучения ртутных ламп.Таким образом, дуговая ксеноновая лампа больше подходит для строгих задач, требующих одновременного возбуждения нескольких флуорофоров в широком диапазоне длин волн в аналитической флуоресцентной микроскопии.
Несмотря на то, что ксеноновые лампы производят широкополосное, почти непрерывное излучение, имеющее цветовую температуру, близкую к солнечному свету в видимом диапазоне длин волн (часто называемом белым светом ), они демонстрируют сложный линейчатый спектр в диапазоне от 750 до 1000 нанометров ближнего диапазона. инфракрасный спектр (см. рис. 1).Кроме того, около 475 нанометров в видимой области существует несколько линий с более низкой энергией. В диапазоне от 400 до 700 нанометров примерно 85 процентов всей энергии, излучаемой ксеноновой лампой, приходится на континуум, тогда как около 15 процентов приходится на линейчатый спектр. Спектральный выход (цветовая температура) ксеноновой лампы не изменяется по мере старения устройства (даже до конца срока службы) и, в отличие от ртутных дуговых ламп, полный профиль излучения возникает мгновенно при включении.Мощность ксеноновой лампы остается линейной в зависимости от приложенного тока и может регулироваться для специализированных приложений. Кроме того, спектральная яркость не изменяется при изменении тока лампы. Типичная лампа XBO 75 производит световой поток примерно 15 люмен на ватт, но лампе требуется несколько минут после зажигания, чтобы достичь максимальной светоотдачи из-за того, что давление газа ксенона внутри колбы продолжает увеличиваться, пока она не достигнет конечной рабочей температуры. и достигает теплового равновесия.
Кроме того, спектральная яркость не изменяется при изменении тока лампы. Типичная лампа XBO 75 производит световой поток примерно 15 люмен на ватт, но лампе требуется несколько минут после зажигания, чтобы достичь максимальной светоотдачи из-за того, что давление газа ксенона внутри колбы продолжает увеличиваться, пока она не достигнет конечной рабочей температуры. и достигает теплового равновесия.
Максимальное распределение яркости рядом с катодом в области дуги ксеноновой лампы XBO 75 (часто называемой горячей точкой или плазменным шаром ) составляет примерно 0,3 x 0,5 миллиметра и может учитываться для всех практических целей. в оптической микроскопии — точечный источник света, создающий коллимированные лучи высокой интенсивности при правильном направлении через систему конденсирующих линз в фонаре. В большинстве приложений флуоресцентной микроскопии свет, собранный от дуги ксеноновой лампы, отражается на точечном отверстии или задней апертуре объектива.Типичная контурная карта лампы XBO 75 показана на рис. 2(а), а распределение силы светового потока для той же лампы показано на рис. 2(б). На контурной карте яркость дуги наиболее интенсивна на кончике катода и быстро падает вблизи анода. Картина интенсивности потока (рис. 2(b)) демонстрирует, по большей части, превосходную вращательную симметрию вокруг лампы, но затенена электродами в областях, окружающих ноль и 180° на карте, где интенсивность резко падает.В ксеноновых дуговых лампах общая выходная мощность лампы составляет более 1000 нанометров в спектральной полосе пропускания, при этом на плазменную дугу и электроды приходится примерно половина общего излучения. Существенный вклад электродов обусловлен их большой площадью поверхности и высокими температурами. Большая часть излучения с более низкой длиной волны (по сути, видимый свет) исходит от плазменной дуги, тогда как на электроды приходится большая часть инфракрасного излучения (выше 700 нанометров). Свечение и интенсивность излучения, генерируемые дуговыми лампами, являются критически важными элементами для инженеров при проектировании оптики и стратегии охлаждения систем распределения света для применений в оптической микроскопии.
2(а), а распределение силы светового потока для той же лампы показано на рис. 2(б). На контурной карте яркость дуги наиболее интенсивна на кончике катода и быстро падает вблизи анода. Картина интенсивности потока (рис. 2(b)) демонстрирует, по большей части, превосходную вращательную симметрию вокруг лампы, но затенена электродами в областях, окружающих ноль и 180° на карте, где интенсивность резко падает.В ксеноновых дуговых лампах общая выходная мощность лампы составляет более 1000 нанометров в спектральной полосе пропускания, при этом на плазменную дугу и электроды приходится примерно половина общего излучения. Существенный вклад электродов обусловлен их большой площадью поверхности и высокими температурами. Большая часть излучения с более низкой длиной волны (по сути, видимый свет) исходит от плазменной дуги, тогда как на электроды приходится большая часть инфракрасного излучения (выше 700 нанометров). Свечение и интенсивность излучения, генерируемые дуговыми лампами, являются критически важными элементами для инженеров при проектировании оптики и стратегии охлаждения систем распределения света для применений в оптической микроскопии.
Оптическая мощность ксеноновых (XBO) дуговых ламп
| ||||||||||||||||||||||||||||||||||||||||||
 4
4  gif»>
gif»>1 Фильтры ZEISS 2 Фильтры Semrock
Таблица 1
В таблице 1 представлены значения оптической выходной мощности типичного 75-ваттного источника света XBO после прохождения через оптическую систему микроскопа и выбранные наборы флуоресцентных фильтров.Мощность (в милливаттах/см 2 ) измеряли в фокальной плоскости объектива микроскопа (40-кратный сухой флюорит, числовая апертура = 0,85) с использованием радиометра на основе фотодиодов. Для проецирования света через объектив в датчик радиометра использовалось либо зеркало с коэффициентом отражения более 95% от 350 до 800 нанометров, либо стандартный набор флуоресцентных фильтров. Потери светопропускной способности в системе освещения микроскопа могут варьироваться примерно от 50 до 99 процентов входной мощности, в зависимости от механизма соединения источника света и количества фильтров, зеркал, призм и линз в оптической цепи. Например, для типичного инвертированного микроскопа исследовательского класса, соединенного с ламповым блоком XBO на входе эпи-осветителя, менее 70 процентов света, выходящего из системы собирающих линз, доступно для возбуждения флуорофоров, расположенных в фокусе объектива. самолет.
Например, для типичного инвертированного микроскопа исследовательского класса, соединенного с ламповым блоком XBO на входе эпи-осветителя, менее 70 процентов света, выходящего из системы собирающих линз, доступно для возбуждения флуорофоров, расположенных в фокусе объектива. самолет.
Ориентация ксеноновой лампы имеет решающее значение для правильной работы и долговечности. В тех лампах, которые предназначены для вертикальной работы (до угла отклонения от оси 30), анод расположен вверху, а катод находится внизу в нижней части лампы.Эта конфигурация осесимметрична и обеспечивает отличные характеристики дуги. Напротив, лампы, предназначенные для горизонтальной работы (хотя они также могут работать и вертикально), создают дугу, требующую стабилизации, чтобы уменьшить преждевременный и ускоренный износ электродов. Горизонтальная работа лампы не отличается симметрией, присущей вертикальной работе лампы, хотя такая ориентация требуется для некоторых конструкций ламповых домов. Стабилизация дуги в горизонтальных лампах проще всего достигается с помощью стержнеобразных магнитов, установленных параллельно оси лампы, непосредственно под колпаком. Магнитное поле тянет дугу вниз, повышая стабильность, которую можно точно настроить, изменяя расстояние между магнитом и оболочкой. Изменение положения лампы путем поворота на 180 градусов в период полураспада лампы позволяет более равномерно распределить испарившийся электродный материал на внутренних стенках оболочки. Следует отметить, что разумным выбором является использование вертикальной ориентации ксеноновых ламп, когда это возможно, в конфигурациях флуоресцентной микроскопии.
Магнитное поле тянет дугу вниз, повышая стабильность, которую можно точно настроить, изменяя расстояние между магнитом и оболочкой. Изменение положения лампы путем поворота на 180 градусов в период полураспада лампы позволяет более равномерно распределить испарившийся электродный материал на внутренних стенках оболочки. Следует отметить, что разумным выбором является использование вертикальной ориентации ксеноновых ламп, когда это возможно, в конфигурациях флуоресцентной микроскопии.
Срок службы ксеноновой дуговой лампы в первую очередь определяется уменьшением светового потока из-за испарения вольфрама, который со временем осаждается на внутренней стенке колбы. Распад наконечника катода и воздействие ультрафиолетового излучения на кварцевую оболочку также способствуют старению лампы и стабильности. Частые возгорания лампы ускоряют износ электродов и приводят к преждевременному почернению оболочки. Почернение постепенно снижает светоотдачу и сдвигает спектральные характеристики в сторону более низкой цветовой температуры. Почернение лампы, которое увеличивает рабочую температуру оболочки из-за поглощения энергии излучаемого света, происходит медленно на ранних стадиях срока службы лампы, но быстро увеличивается на более поздних стадиях. Другими факторами, негативно влияющими на срок службы ксеноновой лампы, являются перегрев, слабый ток, пульсации источника питания, неправильное положение горения, чрезмерный ток и неравномерное почернение оболочки. Средний срок службы лампы (рассчитанный производителями) основан на периоде горения приблизительно 30 минут для каждого случая возгорания.Конструкция ксеноновой дуговой лампы Дуговые ксеноновые лампы
Почернение лампы, которое увеличивает рабочую температуру оболочки из-за поглощения энергии излучаемого света, происходит медленно на ранних стадиях срока службы лампы, но быстро увеличивается на более поздних стадиях. Другими факторами, негативно влияющими на срок службы ксеноновой лампы, являются перегрев, слабый ток, пульсации источника питания, неправильное положение горения, чрезмерный ток и неравномерное почернение оболочки. Средний срок службы лампы (рассчитанный производителями) основан на периоде горения приблизительно 30 минут для каждого случая возгорания.Конструкция ксеноновой дуговой лампы Дуговые ксеноновые лампы
изготавливаются со сферическими или эллипсоидальными оболочками, состоящими из плавленого кварца, одного из немногих оптически прозрачных материалов, способных выдерживать чрезмерные тепловые нагрузки и высокое внутреннее давление, воздействующее на материалы, используемые при изготовлении этих ламп. Для большинства применений в оптической микроскопии ксеноновые лампы обычно содержат кварцевый сплав, легированный соединениями церия или диоксидом титана для поглощения ультрафиолетовых длин волн, которые служат для образования озона во время работы. Типичный плавленый кварц пропускает свет с длиной волны до 180 нанометров, тогда как легирование стекла ограничивает излучение лампы длиной волны выше 220 нанометров. Ксеноновые лампы, оборудованные для работы без озона, часто обозначаются кодом OFR для обозначения их класса. Подобно процессу изготовления ртутных ламп, кварц, используемый для корпусов ксеноновых ламп, изготавливается из трубок высочайшего качества, которые тщательно формируются на токарном станке в готовую колбу с помощью методов расширения воздуха.Во время работы корпус лампы может нагреваться до температуры от 500 до 700°С, что требует жестких производственных допусков для сведения к минимуму риска взрыва.
Типичный плавленый кварц пропускает свет с длиной волны до 180 нанометров, тогда как легирование стекла ограничивает излучение лампы длиной волны выше 220 нанометров. Ксеноновые лампы, оборудованные для работы без озона, часто обозначаются кодом OFR для обозначения их класса. Подобно процессу изготовления ртутных ламп, кварц, используемый для корпусов ксеноновых ламп, изготавливается из трубок высочайшего качества, которые тщательно формируются на токарном станке в готовую колбу с помощью методов расширения воздуха.Во время работы корпус лампы может нагреваться до температуры от 500 до 700°С, что требует жестких производственных допусков для сведения к минимуму риска взрыва.
Анодные и катодные электроды в ксеноновых дуговых лампах изготавливают из кованого вольфрама или специальных вольфрамовых сплавов, легированных оксидом тория или соединениями бария для снижения работы выхода и повышения эффективности электронной эмиссии. В производстве ксеноновых дуговых ламп используются только самые чистые сорта вольфрама. Высококачественный вольфрам имеет очень низкое давление паров и гарантирует, что электроды ксеноновых ламп способны выдерживать чрезвычайно высокие температуры дуги (более 2000 C для анода), возникающие во время работы, и помогает свести к минимуму накопление отложений на оболочке. Из-за сложности обработки электродов с такими высокочистыми сортами вольфрама на протяжении всего процесса требуются керамические инструменты, чтобы избежать попадания загрязняющих веществ. После изготовления катод припаивается к молибденовому стержню или пластине для поддержки, но стержень анода состоит из твердого вольфрама, поскольку он подвергается гораздо более высоким температурам из-за постоянной бомбардировки электронами, испускаемыми катодом.Оба электрода проходят ультразвуковую очистку и термообработку для удаления остатков смазки и загрязнений перед их герметизацией в колбе лампы.
Высококачественный вольфрам имеет очень низкое давление паров и гарантирует, что электроды ксеноновых ламп способны выдерживать чрезвычайно высокие температуры дуги (более 2000 C для анода), возникающие во время работы, и помогает свести к минимуму накопление отложений на оболочке. Из-за сложности обработки электродов с такими высокочистыми сортами вольфрама на протяжении всего процесса требуются керамические инструменты, чтобы избежать попадания загрязняющих веществ. После изготовления катод припаивается к молибденовому стержню или пластине для поддержки, но стержень анода состоит из твердого вольфрама, поскольку он подвергается гораздо более высоким температурам из-за постоянной бомбардировки электронами, испускаемыми катодом.Оба электрода проходят ультразвуковую очистку и термообработку для удаления остатков смазки и загрязнений перед их герметизацией в колбе лампы.
Значительное внимание уделялось конструкции катодов ксеноновых ламп, направленной на повышение стабильности дуги во время работы.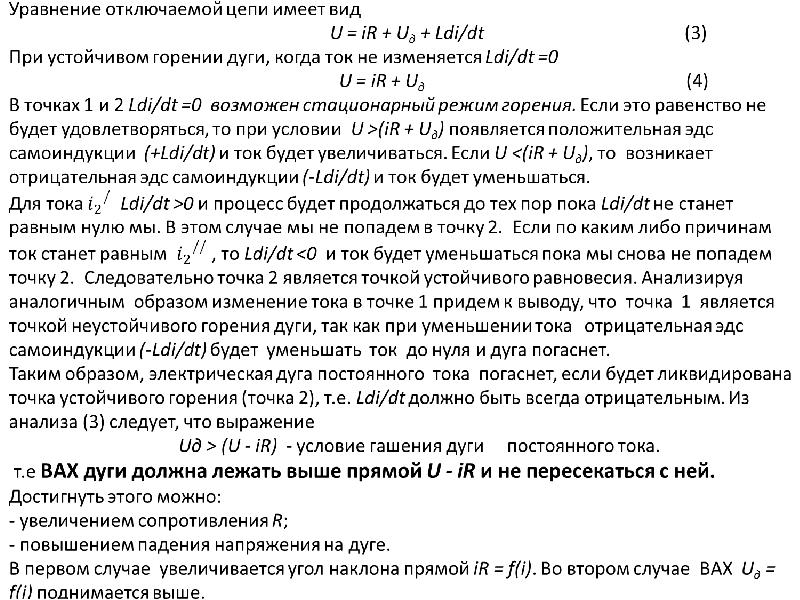 В обычных лампах с вольфрамовыми электродами, легированными торием, точка испускания дуги на катоде периодически смещается из-за локализованных изменений эмиссии электронов с поверхности, явление, известное как дрейф дуги (см. рис. 3(a)).Этот артефакт, интенсивность которого увеличивается по мере износа наконечника, приводит к мгновенным колебаниям яркости лампы, называемым бликом , когда дуга перемещается в новую область на катоде (рис. 3(b)). Дуга флаттер описывает быстрое боковое смещение столба дуги за счет конвекционных потоков, возникающих при нагревании газообразного ксенона дугой и охлаждении внутренними стенками оболочки (рис. 3(с)). Кроме того, острые наконечники катодов, легированных торием, изнашиваются быстрее, чем катоды, изготовленные из современных сплавов оксидов редкоземельных элементов.Лампы с передовой катодной технологией часто называют сверхтихими , и они продемонстрировали высокую кратковременную стабильность дуги менее чем на полпроцента, а также сниженную скорость дрейфа менее 0,05 процента в час работы.
В обычных лампах с вольфрамовыми электродами, легированными торием, точка испускания дуги на катоде периодически смещается из-за локализованных изменений эмиссии электронов с поверхности, явление, известное как дрейф дуги (см. рис. 3(a)).Этот артефакт, интенсивность которого увеличивается по мере износа наконечника, приводит к мгновенным колебаниям яркости лампы, называемым бликом , когда дуга перемещается в новую область на катоде (рис. 3(b)). Дуга флаттер описывает быстрое боковое смещение столба дуги за счет конвекционных потоков, возникающих при нагревании газообразного ксенона дугой и охлаждении внутренними стенками оболочки (рис. 3(с)). Кроме того, острые наконечники катодов, легированных торием, изнашиваются быстрее, чем катоды, изготовленные из современных сплавов оксидов редкоземельных элементов.Лампы с передовой катодной технологией часто называют сверхтихими , и они продемонстрировали высокую кратковременную стабильность дуги менее чем на полпроцента, а также сниженную скорость дрейфа менее 0,05 процента в час работы. Долгосрочный анализ высокоэффективной работы катода показывает, что износ значительно снижается, а смещение точки дуги в течение среднего срока службы лампы практически исключено. В результате, после того, как сверхтихая ксеноновая лампа первоначально выровнена с другими элементами оптической системы микроскопа, как правило, нет необходимости в повторной регулировке положения в течение всего срока службы лампы.
Долгосрочный анализ высокоэффективной работы катода показывает, что износ значительно снижается, а смещение точки дуги в течение среднего срока службы лампы практически исключено. В результате, после того, как сверхтихая ксеноновая лампа первоначально выровнена с другими элементами оптической системы микроскопа, как правило, нет необходимости в повторной регулировке положения в течение всего срока службы лампы.
На этапах герметизации сборки лампы катод и анод крепятся к полоскам очень тонкой молибденовой ленты в градуированном уплотнении, которое компенсирует разницу в тепловом расширении между кварцевой трубкой и металлическими стержнями электродов. Функциональное уплотнение создается путем термопрессования кварцевой трубки с молибденовой фольгой на токарном станке, находящемся под вакуумом для предотвращения окисления. Высокие температуры сжатия позволяют расплавленному кварцу разрушаться вокруг молибденовой фольги, образуя газонепроницаемое уплотнение.После герметизации электродов в корпусе кварцевой лампы и отжига сборки для снятия деформации оболочка наполняется газообразным ксеноном высокой чистоты (99,999%) до давления 10 атмосфер через наполнительную трубку, прикрепленную к колбе оболочки.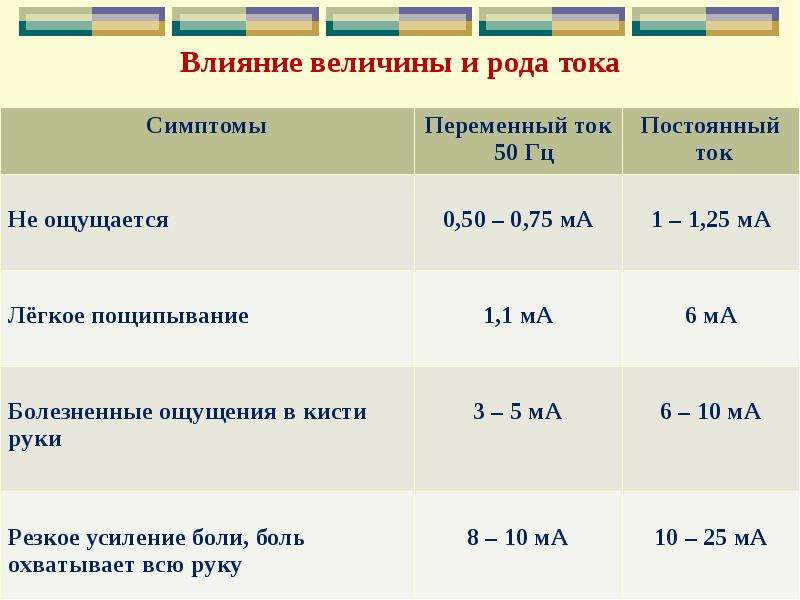 Затем лампу охлаждают жидким азотом для затвердевания газообразного ксенона и удаляют наполнительную трубку, чтобы полностью запечатать оболочку. После возврата к комнатной температуре готовая лампа подвергается давлению, поскольку ксенон возвращается в газообразное состояние.
Затем лампу охлаждают жидким азотом для затвердевания газообразного ксенона и удаляют наполнительную трубку, чтобы полностью запечатать оболочку. После возврата к комнатной температуре готовая лампа подвергается давлению, поскольку ксенон возвращается в газообразное состояние.
Заключительный этап процесса сборки ксеноновой лампы состоит из добавления никелированных латунных наконечников, называемых наконечниками или основаниями , к каждому концу колбы.Наконечники, которые должны выдерживать температуру до 300°C, выполняют двойную функцию, действуя как электрические соединения с источником питания, а также как механическая опора для точной фиксации лампы в правильном оптическом положении внутри фонаря. Многие конструкции наконечников включают в себя гибкий подводящий провод внутри основания, который соединяется с герметичными электродами, чтобы исключить возможность отказа лампы из-за напряжения или деформации между стержнем электрода и латунным наконечником.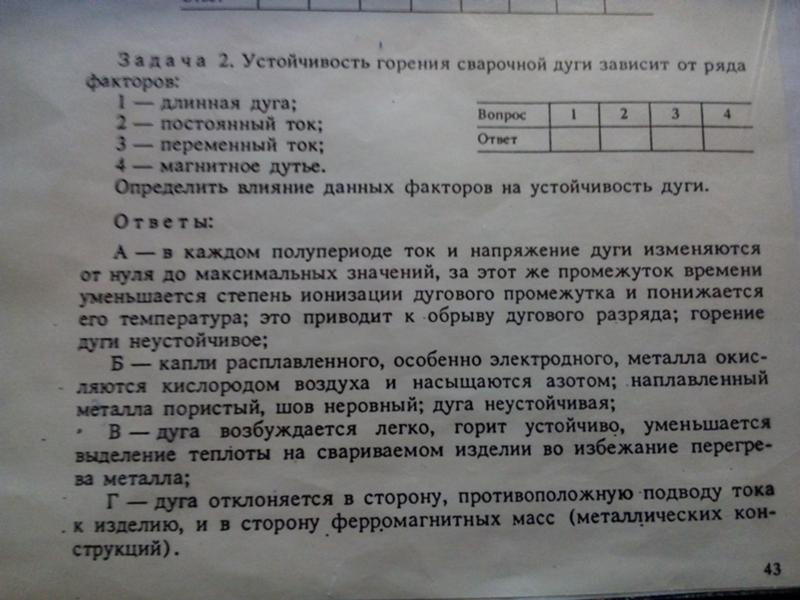 Феррулы крепятся к запаянным концам кварцевой оболочки с помощью углеграфитовой ленты или термостойкого клея.Ксеноновые лампы и блоки питания
Феррулы крепятся к запаянным концам кварцевой оболочки с помощью углеграфитовой ленты или термостойкого клея.Ксеноновые лампы и блоки питания
Конструкция ламп для ксеноновых дуговых ламп имеет решающее значение для долговечности и рабочих характеристик лампы. Важнейшим из конструктивных соображений является тот факт, что эти лампы работают при чрезвычайно высоком внутреннем давлении (обычно более 50 атмосфер), поэтому при выборе конструкционных материалов следует учитывать возможность взрыва. Поскольку дуговые лампы расширяются из-за избыточного тепла, выделяющегося при работе, к корпусу следует жестко прижимать только один конец лампы; другой конец можно закрепить гибкой металлической полосой или накрыть радиатором и присоединить к соответствующей внутренней электрической клемме кабелем (см. рис. 4).Ксеноновые лампы должны иметь достаточное охлаждение, чтобы ксеноновые лампы могли работать при температуре менее 750°С на поверхности оболочки и менее 250°С у основания. Чрезмерно высокие температуры быстро приводят к окислению выводов электродов, ускоренному износу оболочки и повышают вероятность преждевременного выхода лампы из строя. В случае ламп малой мощности (менее 250 Вт) обычно достаточно конвекционного охлаждения в хорошо проветриваемом помещении лампы, но для ламп большей мощности часто требуется охлаждающий вентилятор.Высокие напряжения срабатывания (от 20 до 30 кВ), необходимые для зажигания ксеноновых ламп, требуют использования качественных изоляционных материалов в электропроводке фонаря, а кабель питания должен выдерживать напряжение свыше 30 кВ. Кроме того, кабель питания должен быть как можно короче, развязан и находиться вдали от корпуса микроскопа и других металлических инструментов (таких как компьютеры, контроллеры фильтров и цифровые камеры) в непосредственной близости.
В случае ламп малой мощности (менее 250 Вт) обычно достаточно конвекционного охлаждения в хорошо проветриваемом помещении лампы, но для ламп большей мощности часто требуется охлаждающий вентилятор.Высокие напряжения срабатывания (от 20 до 30 кВ), необходимые для зажигания ксеноновых ламп, требуют использования качественных изоляционных материалов в электропроводке фонаря, а кабель питания должен выдерживать напряжение свыше 30 кВ. Кроме того, кабель питания должен быть как можно короче, развязан и находиться вдали от корпуса микроскопа и других металлических инструментов (таких как компьютеры, контроллеры фильтров и цифровые камеры) в непосредственной близости.
Большинство высокопроизводительных ксеноновых ламп включают внутреннее отражающее зеркало, соединенное с системой линз выходного коллектора, которая создает коллимированный световой пучок высокой интенсивности. Конструкции собирающих отражателей варьируются от простых вогнутых зеркал до сложных эллиптических, сферических, асферических и параболических геометрических форм, которые более эффективно организуют и направляют излучение лампы на собирающую линзу, а затем через микроскоп. Использование гальванического конического отражателя может обеспечить номинальную эффективность сбора до 85 процентов, что является значительным улучшением по сравнению с обычными системами обратного отражателя, которые имеют эффективность в диапазоне от 10 до 20 процентов.Специализированные отражатели могут быть легко разработаны с помощью простых методов трассировки лучей. Покрытия на всех собирающих зеркалах должны быть дихроичными, чтобы пропускать инфракрасные (тепловые) волны. Ксеноновые лампы также выигрывают от наличия фильтров, блокирующих инфракрасное излучение, таких как стеклянный фильтр Schott BG38 или BG39 и/или теплое зеркало или холодное зеркало (в зависимости от длины волны, передаваемой или отражаемой), для ослабления или блокировки длин волн инфракрасного излучения и защиты образца (живые клетки) от избыточного тепла.Кроме того, твердотельные детекторы в электронных камерах, особенно в формирователях изображения на ПЗС, также особенно чувствительны к инфракрасному свету, который может затуманивать изображение, если на пути света не установлены соответствующие фильтры.
Использование гальванического конического отражателя может обеспечить номинальную эффективность сбора до 85 процентов, что является значительным улучшением по сравнению с обычными системами обратного отражателя, которые имеют эффективность в диапазоне от 10 до 20 процентов.Специализированные отражатели могут быть легко разработаны с помощью простых методов трассировки лучей. Покрытия на всех собирающих зеркалах должны быть дихроичными, чтобы пропускать инфракрасные (тепловые) волны. Ксеноновые лампы также выигрывают от наличия фильтров, блокирующих инфракрасное излучение, таких как стеклянный фильтр Schott BG38 или BG39 и/или теплое зеркало или холодное зеркало (в зависимости от длины волны, передаваемой или отражаемой), для ослабления или блокировки длин волн инфракрасного излучения и защиты образца (живые клетки) от избыточного тепла.Кроме того, твердотельные детекторы в электронных камерах, особенно в формирователях изображения на ПЗС, также особенно чувствительны к инфракрасному свету, который может затуманивать изображение, если на пути света не установлены соответствующие фильтры.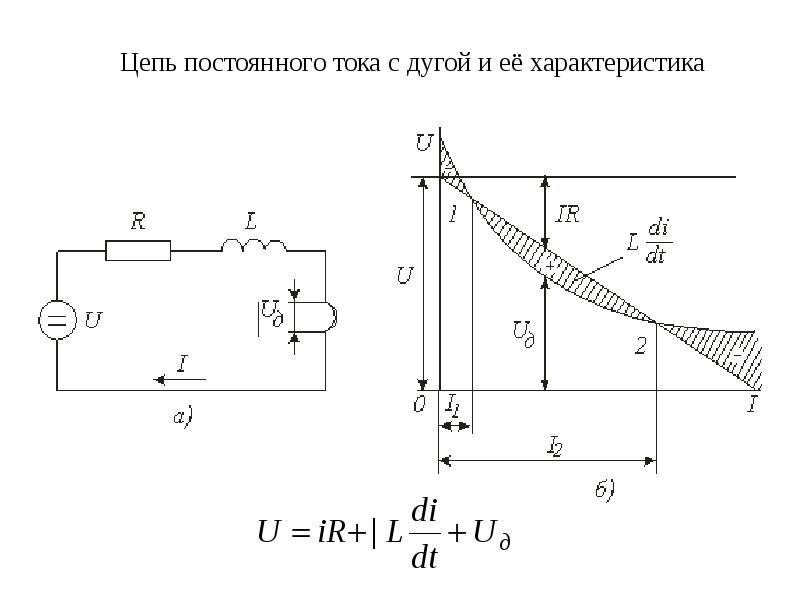
обычно имеют стандартную конфигурацию с дуговой лампой, расположенной в фокусе линзы коллектора, так что волновые фронты, выходящие из источника, собираются и грубо коллимируются, выходя из лампы в виде параллельного пучка (рис. 4).Рефлектор также расположен на той же оси, что и лампа и коллектор, чтобы гарантировать, что перевернутое виртуальное изображение дуги может быть создано рядом с лампой. Свет от отраженного виртуального изображения также собирается собирающей линзой, что увеличивает мощность освещения. Вторая система линз (называемая конденсорной линзой ), расположенная внутри осветителя микроскопа, необходима для того, чтобы сфокусировать параллельные лучи, выходящие из лампы, в задней фокальной плоскости объектива. Как правило, фокусное расстояние системы конденсирующих линз намного больше, чем фокусное расстояние коллектора, в результате чего увеличенное изображение дуги проецируется на заднюю фокальную плоскость объектива.Конечным результатом является то, что свет, выходящий из передней линзы объектива и направляющийся к образцу, идет примерно параллельно, что обеспечивает равномерное освещение поля зрения. Обратите внимание, что во время выравнивания фонаря свет, собранный собирающим отражателем, не должен быть непосредственно сфокусирован на стенках оболочки лампы (вблизи дуги), чтобы избежать прямого нагрева колбы ее собственным излучением. Это действие приведет к чрезмерному нагреву лампы. Вместо этого расположите виртуальное изображение дуги с одной или с другой стороны лампы.
Обратите внимание, что во время выравнивания фонаря свет, собранный собирающим отражателем, не должен быть непосредственно сфокусирован на стенках оболочки лампы (вблизи дуги), чтобы избежать прямого нагрева колбы ее собственным излучением. Это действие приведет к чрезмерному нагреву лампы. Вместо этого расположите виртуальное изображение дуги с одной или с другой стороны лампы.
Одно из основных требований к использованию ксеноновой дуговой лампы для количественной флуоресцентной микроскопии заключается в том, что выходное излучение должно быть стабильным. Выходная интенсивность излучения ксеноновой лампы приблизительно пропорциональна току, протекающему через лампу. Таким образом, для обеспечения максимальной стабильности блок питания должен быть тщательно спроектирован. Источники питания дуговых ламп также должны иметь пусковое устройство для зажигания лампы. На рисунке 5 показана принципиальная схема типичного стабилизированного источника питания для ксеноновой дуговой лампы. Помимо питания лампы от источника стабильного постоянного тока ( DC ), блок питания также заряжается с поддержанием оптимальной рабочей температуры катода с помощью определенного уровня тока. Схема стабилизации источника питания ксеноновой дуговой лампы, в зависимости от конструкции, может стабилизировать напряжение, ток или общую мощность (напряжение x ток). Если напряжение стабилизируется, ток (и яркость лампы) будет медленно уменьшаться по мере распада электродов. Напротив, если ток стабилизирован, лампа будет продолжать излучать на постоянном уровне до тех пор, пока электроды не достигнут критической точки износа, при которой лампа не сможет зажечься.С другой стороны, поскольку для поддержания фиксированного тока требуется возрастающее напряжение, мощность, подаваемая на дугу, медленно увеличивается по мере износа электродов, что может привести к перегреву и возможности взрыва. В источниках питания, которые стабилизируют общий уровень мощности, светоотдача будет медленно падать с увеличением тока по мере увеличения напряжения, необходимого для поддержания дуги.
Помимо питания лампы от источника стабильного постоянного тока ( DC ), блок питания также заряжается с поддержанием оптимальной рабочей температуры катода с помощью определенного уровня тока. Схема стабилизации источника питания ксеноновой дуговой лампы, в зависимости от конструкции, может стабилизировать напряжение, ток или общую мощность (напряжение x ток). Если напряжение стабилизируется, ток (и яркость лампы) будет медленно уменьшаться по мере распада электродов. Напротив, если ток стабилизирован, лампа будет продолжать излучать на постоянном уровне до тех пор, пока электроды не достигнут критической точки износа, при которой лампа не сможет зажечься.С другой стороны, поскольку для поддержания фиксированного тока требуется возрастающее напряжение, мощность, подаваемая на дугу, медленно увеличивается по мере износа электродов, что может привести к перегреву и возможности взрыва. В источниках питания, которые стабилизируют общий уровень мощности, светоотдача будет медленно падать с увеличением тока по мере увеличения напряжения, необходимого для поддержания дуги.
Когда дуговые лампы холодные (по сути, при комнатной температуре), они действуют как электрические изоляторы, и газообразный ксенон, окружающий электроды, необходимо сначала ионизировать, чтобы инициировать и установить дугу.В большинстве конструкций источников питания зажигание осуществляется с помощью высоковольтных всплесков (30–40 кВ) от вспомогательной цепи, создающей разряд между электродами. Специализированная схема часто упоминается как триггер или воспламенитель , потому что она подает мгновенный высокочастотный импульс на ламповую нагрузку посредством индуктивной связи (см. рис. 5). После образования дуги ее необходимо поддерживать постоянным источником тока от основного источника питания, величина которого зависит от параметров лампы.Типичная лампа XBO мощностью 75 Вт работает при напряжении 15 вольт и силе тока от 5 до 6 ампер, но эти цифры зависят от производителя и увеличиваются с увеличением мощности лампы. Обратите внимание, что лампа XBO работает при значительно более высоком токе, чем можно было бы ожидать при относительно низком напряжении, которое определяется размером дугового промежутка, давлением ксенона и рекомендуемой рабочей температурой.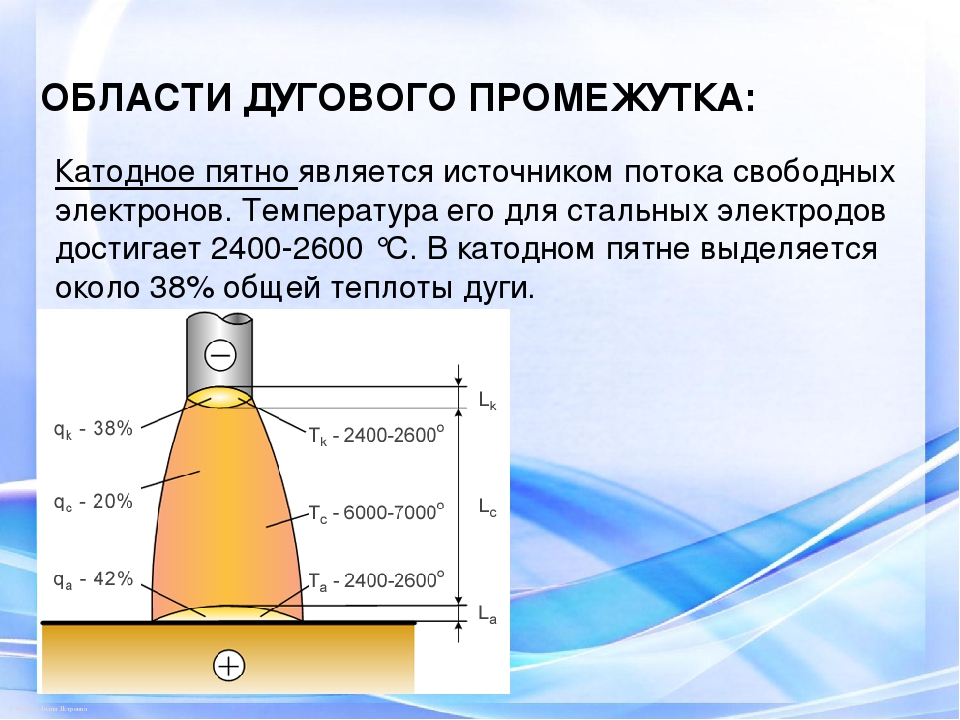 Пульсации тока от источника питания должны быть сведены к минимуму, чтобы обеспечить длительный срок службы дуговой лампы. Таким образом, качество постоянного тока, используемого для питания лампы, должно быть высоким, а пульсации должны быть менее 10 процентов (полный размах) для ксеноновых ламп мощностью до 3000 Вт.
Пульсации тока от источника питания должны быть сведены к минимуму, чтобы обеспечить длительный срок службы дуговой лампы. Таким образом, качество постоянного тока, используемого для питания лампы, должно быть высоким, а пульсации должны быть менее 10 процентов (полный размах) для ксеноновых ламп мощностью до 3000 Вт.
Специализированные ксеноновые лампы, выпускаемые производителями вторичного рынка, часто включают опции выбора длины волны и связывают выходной сигнал с оптическим волокном или жидким световодом для передачи на оптическую систему микроскопа для высокоэффективного освещения в выбранных областях спектра. Примеры включают Lambda LS (Sutter Instrument), который включает в себя ксеноновую лампу, холодное параболическое зеркало и источник питания в одном корпусе, соединенном с жидким световодом.В Lambda LS можно установить внутренний фильтрующий элемент, фильтрующие вставки и второй внешний фильтрующий элемент. Более совершенный и быстрый прибор от Sutter, DG-4, способен обеспечивать скорость переключения длин волн в диапазоне 1-2 миллисекунды, используя конструкцию двойного гальванометра, соединенную со стандартными интерференционными фильтрами. Свет от ксеноновой дуговой лампы фокусируется на первом гальванометре, который путем отражения от параболического зеркала направляет его на интерференционный фильтр. Затем отфильтрованный свет проходит через второе параболическое зеркало и гальванометр, прежде чем попасть в жидкий световод.Холодное зеркало, расположенное перед световодом, исключает попадание инфракрасного излучения на оптическую систему микроскопа. Другие производители также производят аналогичные ксеноновые осветители, многие из которых имеют выбор длины волны и световые затворы.
Свет от ксеноновой дуговой лампы фокусируется на первом гальванометре, который путем отражения от параболического зеркала направляет его на интерференционный фильтр. Затем отфильтрованный свет проходит через второе параболическое зеркало и гальванометр, прежде чем попасть в жидкий световод.Холодное зеркало, расположенное перед световодом, исключает попадание инфракрасного излучения на оптическую систему микроскопа. Другие производители также производят аналогичные ксеноновые осветители, многие из которых имеют выбор длины волны и световые затворы.
%PDF-1.4
%
1741 0 объект
>
эндообъект
внешняя ссылка
1741 58
0000000016 00000 н
0000001515 00000 н
0000001749 00000 н
0000003420 00000 н
0000004150 00000 н
0000005355 00000 н
0000006001 00000 н
0000006099 00000 н
0000006354 00000 н
0000007601 00000 н
0000007842 00000 н
0000008491 00000 н
0000009743 00000 н
0000009787 00000 н
0000010030 00000 н
0000011276 00000 н
0000011525 00000 н
0000012168 00000 н
0000012805 00000 н
0000014058 00000 н
0000014713 00000 н
0000015955 00000 н
0000016202 00000 н
0000016852 00000 н
0000016883 00000 н
0000016913 00000 н
0000018689 00000 н
0000018713 00000 н
0000019366 00000 н
0000020624 00000 н
0000020883 00000 н
0000022131 00000 н
0000023384 00000 н
0000024037 00000 н
0000024297 00000 н
0000024550 00000 н
0000025197 00000 н
0000025854 00000 н
0000026104 00000 н
0000026369 00000 н
0000027618 00000 н
0000028263 00000 н
0000029523 00000 н
0000029731 00000 н
0000029754 00000 н
0000029777 00000 н
0000029800 00000 н
0000029823 00000 н
0000029846 00000 н
0000029869 00000 н
0000029892 00000 н
0000029915 00000 н
0000029938 00000 н
0000029961 00000 н
0000029984 00000 н
0000030009 00000 н
0000002264 00000 н
0000003396 00000 н
трейлер
]
>>
startxref
0
%%EOF
1742 0 объект
>
/StructTreeRoot 1743 0 R
/Lang (en-US)
/МаркИнфо >
/PageMode /UseThumbs
/Метаданные 1740 0 R
>>
эндообъект
1743 0 объект
>
эндообъект
1797 0 объект
>
ручей
Hb«`e` ;Abl,AHE/e`[5′];\;3 &* r2e!��
;t&ԥa$6`3WL*)^gE7U7 mZ˹IU2$DKJZiƅ3j]\d8ovήEg% 2ADm̛mnœE^)4j&(i,2W|^3WqfFNlo;rӂPQi=&ʛ;Ku95ol\i]$’zj. Sh57)KW GE7ot0qhUpl}J\ Y1|~NCU_’E5e>@-zn`fԶ6Oy|sKqKmAS_TjvO K ҫ*_J[tt4@$X\B#2ta@=JjiH&
е
MKC0
-(BFD%40ȀZd?
Джеп@2q@2$
d[APB(hl
qС}1#
$t/w/ۂMcgn`9 hT9!OLlG,9sX g,`r,8+L}(aTb`P`p`h`rO?4pj9V
@88h3p(aB (0%EتW?Rοe_EE+د
Sh57)KW GE7ot0qhUpl}J\ Y1|~NCU_’E5e>@-zn`fԶ6Oy|sKqKmAS_TjvO K ҫ*_J[tt4@$X\B#2ta@=JjiH&
е
MKC0
-(BFD%40ȀZd?
Джеп@2q@2$
d[APB(hl
qС}1#
$t/w/ۂMcgn`9 hT9!OLlG,9sX g,`r,8+L}(aTb`P`p`h`rO?4pj9V
@88h3p(aB (0%EتW?Rοe_EE+د
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно.Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались.
Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.

- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом.Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу.Предоставить доступ без файлов cookie
потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.Например, сайт не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Получение, механизмы стабильности и применение
Наножидкости, жидкие суспензии наноматериалов, продемонстрировали множество интересных свойств, а отличительные особенности открывают беспрецедентный потенциал для многих приложений.В этой статье обобщен недавний прогресс в изучении наножидкостей, таких как методы приготовления, методы оценки стабильности наножидкостей и способы повышения стабильности наножидкостей, механизмы стабильности наножидкостей, а также представлен широкий диапазон текущих и будущие приложения в различных областях, включая энергетику, механику и биомедицину. Наконец, в документе определены возможности для будущих исследований.
Наконец, в документе определены возможности для будущих исследований.
1. Введение
Наножидкости представляют собой новый класс жидкостей, созданных путем диспергирования материалов нанометрового размера (наночастиц, нановолокон, нанотрубок, нанопроволок, наностержней, нанолистов или капель) в базовых жидкостях.Другими словами, наножидкости представляют собой наноразмерные коллоидные суспензии, содержащие конденсированные наноматериалы. Это двухфазные системы с одной фазой (твердой фазой) в другой (жидкой фазе). Было обнаружено, что наножидкости обладают улучшенными теплофизическими свойствами, такими как теплопроводность, температуропроводность, вязкость и коэффициенты конвективной теплопередачи, по сравнению с базовыми жидкостями, такими как масло или вода. Он продемонстрировал большой потенциал применения во многих областях.
Для двухфазной системы нам придется столкнуться с некоторыми важными проблемами.Одной из наиболее важных проблем является стабильность наножидкостей, и достижение желаемой стабильности наножидкостей остается большой проблемой.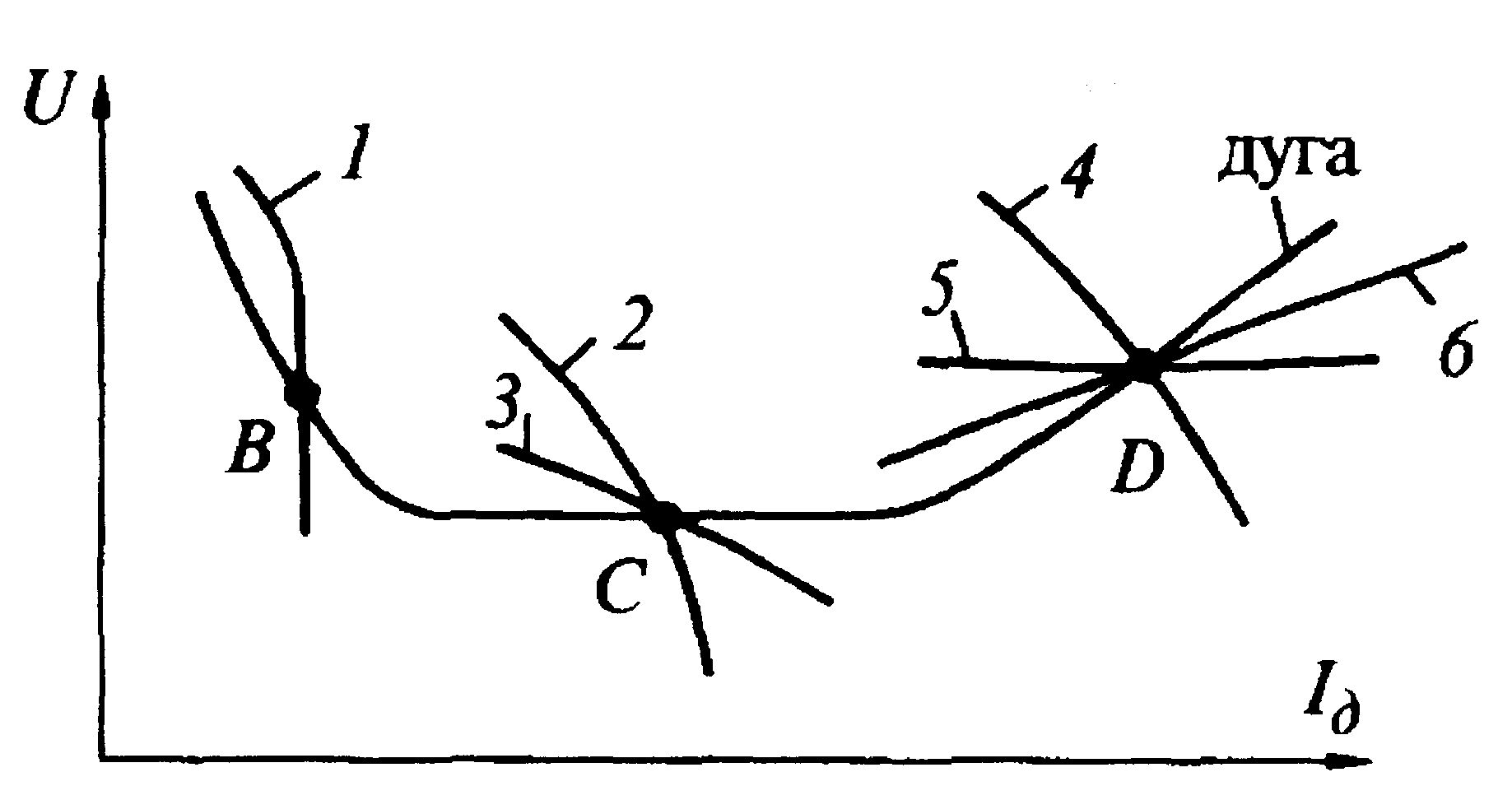 В этой статье мы рассмотрим новый прогресс в методах приготовления стабильных наножидкостей и обобщим механизмы стабильности.
В этой статье мы рассмотрим новый прогресс в методах приготовления стабильных наножидкостей и обобщим механизмы стабильности.
В последние годы наножидкости привлекают все больше внимания. Основная движущая сила исследований наножидкостей заключается в широком спектре приложений. Хотя в последние несколько лет было опубликовано несколько обзорных статей, посвященных прогрессу исследования наножидкостей [1–6], большая часть обзоров посвящена экспериментальным и теоретическим исследованиям теплофизических свойств или конвективного теплообмена наножидкостей.Цель этой статьи будет сосредоточена на новых методах приготовления и механизмах стабильности, особенно на новых тенденциях применения наножидкостей в дополнение к свойствам теплопередачи наножидкостей. Мы попытаемся найти некоторые сложные вопросы, которые необходимо решить для будущих исследований, на основе обзора этих аспектов наножидкостей.
2. Методы приготовления наножидкостей
2.1. Двухстадийный метод
Двухстадийный метод является наиболее широко используемым методом приготовления наножидкостей. Наночастицы, нановолокна, нанотрубки или другие наноматериалы, используемые в этом методе, сначала производятся в виде сухих порошков химическими или физическими методами. Затем наноразмерный порошок будет диспергирован в жидкости на втором этапе обработки с помощью интенсивного магнитного перемешивания, ультразвукового перемешивания, перемешивания с высоким усилием сдвига, гомогенизации и шаровой мельницы. Двухстадийный метод является наиболее экономичным методом производства наножидкостей в больших масштабах, потому что методы синтеза нанопорошков уже доведены до уровня промышленного производства.Из-за большой площади поверхности и поверхностной активности наночастицы имеют тенденцию к агрегации. Важным методом повышения стабильности наночастиц в жидкостях является использование поверхностно-активных веществ. Тем не менее, функциональность поверхностно-активных веществ при высоких температурах также вызывает большую озабоченность, особенно для высокотемпературных применений.
Наночастицы, нановолокна, нанотрубки или другие наноматериалы, используемые в этом методе, сначала производятся в виде сухих порошков химическими или физическими методами. Затем наноразмерный порошок будет диспергирован в жидкости на втором этапе обработки с помощью интенсивного магнитного перемешивания, ультразвукового перемешивания, перемешивания с высоким усилием сдвига, гомогенизации и шаровой мельницы. Двухстадийный метод является наиболее экономичным методом производства наножидкостей в больших масштабах, потому что методы синтеза нанопорошков уже доведены до уровня промышленного производства.Из-за большой площади поверхности и поверхностной активности наночастицы имеют тенденцию к агрегации. Важным методом повышения стабильности наночастиц в жидкостях является использование поверхностно-активных веществ. Тем не менее, функциональность поверхностно-активных веществ при высоких температурах также вызывает большую озабоченность, особенно для высокотемпературных применений.
Из-за сложности приготовления стабильных наножидкостей двухэтапным методом было разработано несколько передовых методов получения наножидкостей, включая одностадийный метод. В следующей части мы подробно представим одноэтапный метод.
В следующей части мы подробно представим одноэтапный метод.
2.2. Одноэтапный метод
Чтобы уменьшить агломерацию наночастиц, Eastman et al. разработали одностадийный метод физической конденсации паров для приготовления наножидкостей Cu/этиленгликоль [7]. Одноэтапный процесс состоит из одновременного создания и диспергирования частиц в жидкости. В этом методе избегают процессов сушки, хранения, транспортировки и диспергирования наночастиц, поэтому агломерация наночастиц минимизируется, а стабильность жидкостей повышается [5].Одноэтапные процессы позволяют получать однородно диспергированные наночастицы, которые могут быть стабильно взвешены в базовой жидкости. Вакуум-SANSS (система синтеза наночастиц под флюсом) является еще одним эффективным методом получения наножидкостей с использованием различных диэлектрических жидкостей [8, 9]. На различные морфологии в основном влияют и определяются различные свойства теплопроводности диэлектрических жидкостей. Полученные наночастицы имеют игольчатую, многоугольную, квадратную и круглую морфологическую форму. Метод достаточно хорошо позволяет избежать нежелательной агрегации частиц.
Метод достаточно хорошо позволяет избежать нежелательной агрегации частиц.
Одноэтапный физический метод не может синтезировать наножидкости в больших масштабах, а стоимость также высока, поэтому одностадийный химический метод быстро развивается. Чжу и др. представили новый одностадийный химический метод получения медных наножидкостей путем восстановления CuSO4⋅5h3O с помощью Nah3PO2⋅h3O в этиленгликоле под действием микроволнового излучения [10]. Были получены хорошо диспергированные и устойчиво взвешенные медные наножидкости. Этим методом также были получены наножидкости на основе минерального масла, содержащие наночастицы серебра с узким распределением по размерам [11].Частицы могут быть стабилизированы Корантином, который координируется с поверхностью частиц серебра через два атома кислорода, образуя плотный слой вокруг частиц. Суспензии наночастиц серебра были стабильны в течение примерно 1 месяца. Стабильные наножидкости на основе этанола, содержащие наночастицы серебра, могут быть получены одностадийным методом с использованием микроволн [12]. В этом методе в качестве стабилизатора коллоидного серебра и восстановителя серебра в растворе использовали поливинилпирролидон (ПВП). Катионное поверхностно-активное вещество октадециламин (ОДА) также является эффективным межфазным переносчиком для синтеза коллоидов серебра [13].Фазовый перенос наночастиц серебра возникает из-за связывания наночастиц серебра с молекулами ОДА, присутствующими в органической фазе, посредством образования координационной связи или слабого ковалентного взаимодействия. Метод межфазного переноса был разработан для получения однородных и стабильных коллоидов оксида графена. Нанолисты оксида графена (GON) были успешно перенесены из воды в н-октан после модификации олеиламином, и схематическая иллюстрация процесса межфазного переноса показана на рис. 1 [14].
В этом методе в качестве стабилизатора коллоидного серебра и восстановителя серебра в растворе использовали поливинилпирролидон (ПВП). Катионное поверхностно-активное вещество октадециламин (ОДА) также является эффективным межфазным переносчиком для синтеза коллоидов серебра [13].Фазовый перенос наночастиц серебра возникает из-за связывания наночастиц серебра с молекулами ОДА, присутствующими в органической фазе, посредством образования координационной связи или слабого ковалентного взаимодействия. Метод межфазного переноса был разработан для получения однородных и стабильных коллоидов оксида графена. Нанолисты оксида графена (GON) были успешно перенесены из воды в н-октан после модификации олеиламином, и схематическая иллюстрация процесса межфазного переноса показана на рис. 1 [14].
Однако одноэтапный метод имеет некоторые недостатки. Наиболее важным из них является то, что остаточные реагенты остаются в наножидкостях из-за неполной реакции или стабилизации. Трудно объяснить эффект наночастиц, не устранив этот эффект примеси.
2.3. Другие новые методы
Wei et al. разработали проточный микрожидкостный микрореактор для синтеза медных наножидкостей. С помощью этого метода можно непрерывно синтезировать медные наножидкости, а их микроструктуру и свойства можно изменять, регулируя такие параметры, как концентрация реагента, скорость потока и добавка.Наножидкости CuO с высокой объемной долей твердого вещества (до 10 об.%) могут быть синтезированы с помощью нового метода трансформации прекурсоров с помощью ультразвукового и микроволнового облучения [15]. Прекурсор Cu(OH) 2 полностью трансформируется в наночастицы CuO в воде под действием микроволнового излучения. Цитрат аммония предотвращает рост и агрегацию наночастиц, в результате чего получается стабильная водная наножидкость CuO с более высокой теплопроводностью, чем жидкости, приготовленные другими методами диспергирования.Метод фазового переноса также является простым способом получения монодисперсных коллоидов благородных металлов [16].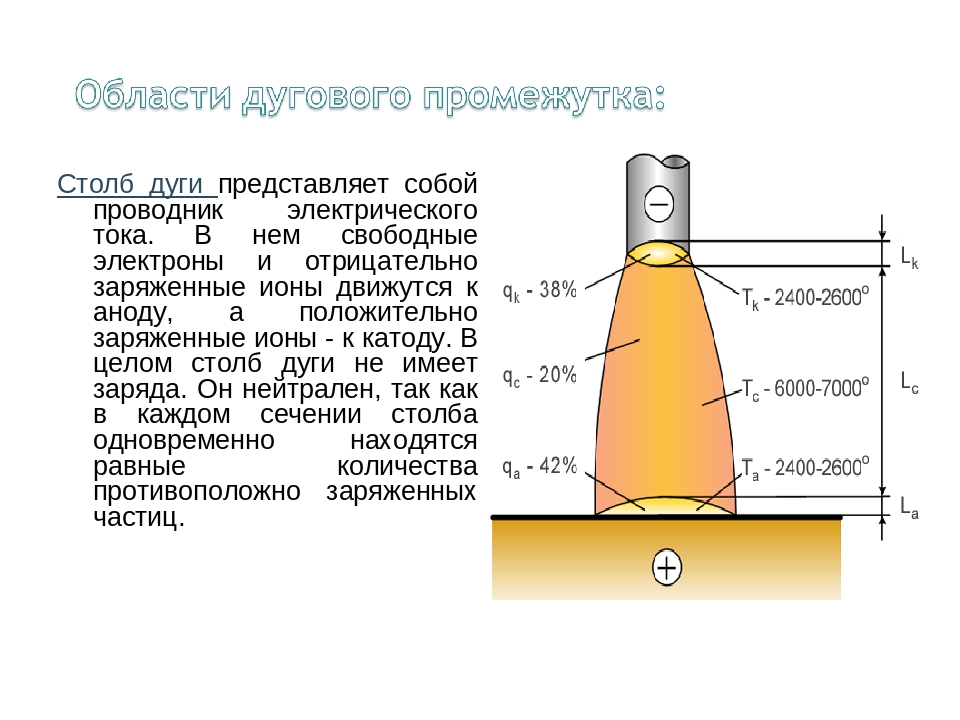 В двухфазной системе вода-циклогексан водный раствор формальдегида переносится в фазу циклогексана посредством реакции с додециламином с образованием промежуточных соединений восстановления в циклогексане. Промежуточные соединения способны восстанавливать ионы серебра или золота в водном растворе с образованием защищенных додециламином наночастиц серебра и золота в растворе циклогексана при комнатной температуре. Фэн и др. использовали водно-органический метод фазового переноса для получения наночастиц золота, серебра и платины на основе снижения растворимости ПВП в воде с повышением температуры [17].Метод фазового переноса также применяется для приготовления стабильных наножидкостей Fe 3 O 4 на основе керосина. Олеиновая кислота успешно прививается на поверхность наночастиц Fe 3 O 4 хемосорбционным способом, что позволяет наночастицам Fe 3 O 4 иметь хорошую совместимость с керосином [18]. Наножидкости Fe 3 O 4 , приготовленные методом фазового переноса, не показывают ранее сообщавшуюся «зависимость характеристики теплопроводности от времени».
В двухфазной системе вода-циклогексан водный раствор формальдегида переносится в фазу циклогексана посредством реакции с додециламином с образованием промежуточных соединений восстановления в циклогексане. Промежуточные соединения способны восстанавливать ионы серебра или золота в водном растворе с образованием защищенных додециламином наночастиц серебра и золота в растворе циклогексана при комнатной температуре. Фэн и др. использовали водно-органический метод фазового переноса для получения наночастиц золота, серебра и платины на основе снижения растворимости ПВП в воде с повышением температуры [17].Метод фазового переноса также применяется для приготовления стабильных наножидкостей Fe 3 O 4 на основе керосина. Олеиновая кислота успешно прививается на поверхность наночастиц Fe 3 O 4 хемосорбционным способом, что позволяет наночастицам Fe 3 O 4 иметь хорошую совместимость с керосином [18]. Наножидкости Fe 3 O 4 , приготовленные методом фазового переноса, не показывают ранее сообщавшуюся «зависимость характеристики теплопроводности от времени». Получение наножидкостей с управляемой микроструктурой является одним из ключевых вопросов. Хорошо известно, что свойства наножидкостей сильно зависят от структуры и формы наноматериалов. Недавние исследования показывают, что наножидкости, синтезированные методом химического раствора, обладают как более высоким усилением проводимости, так и лучшей стабильностью, чем жидкости, полученные другими методами [19]. Этот метод отличается от других своей управляемостью. Микроструктуру наножидкости можно варьировать и управлять ею, регулируя параметры синтеза, такие как температура, кислотность, ультразвуковое и микроволновое облучение, типы и концентрации реагентов и добавок, а также порядок, в котором добавки добавляются в раствор.
Получение наножидкостей с управляемой микроструктурой является одним из ключевых вопросов. Хорошо известно, что свойства наножидкостей сильно зависят от структуры и формы наноматериалов. Недавние исследования показывают, что наножидкости, синтезированные методом химического раствора, обладают как более высоким усилением проводимости, так и лучшей стабильностью, чем жидкости, полученные другими методами [19]. Этот метод отличается от других своей управляемостью. Микроструктуру наножидкости можно варьировать и управлять ею, регулируя параметры синтеза, такие как температура, кислотность, ультразвуковое и микроволновое облучение, типы и концентрации реагентов и добавок, а также порядок, в котором добавки добавляются в раствор.
3. Стабильность наножидкости
Агломерация наночастиц приводит не только к оседанию и закупориванию микроканалов, но и к снижению теплопроводности наножидкостей. Таким образом, исследование стабильности также является ключевым вопросом, влияющим на свойства наножидкостей для применения, и необходимо изучать и анализировать факторы, влияющие на стабильность дисперсии наножидкостей. Этот раздел будет содержать (а) методы оценки стабильности наножидкостей, (б) способы повышения стабильности наножидкостей и (в) механизмы стабильности наножидкостей.
Этот раздел будет содержать (а) методы оценки стабильности наножидкостей, (б) способы повышения стабильности наножидкостей и (в) механизмы стабильности наножидкостей.
3.1. Методы оценки стабильности наножидкостей
3.1.1. Методы осаждения и центрифугирования
Для оценки стабильности наножидкостей было разработано множество методов. Наиболее простым методом является метод седиментации [20, 21]. Вес осадка или объем осадка наночастиц в наножидкости под действием внешнего силового поля является показателем стабильности охарактеризованной наножидкости. Изменение концентрации или размера частиц надосадочной жидкости в зависимости от времени отстаивания можно получить с помощью специального прибора [5].Наножидкости считаются стабильными, когда концентрация или размер частиц надосадочной жидкости остаются постоянными. Фотография осаждения наножидкостей в пробирках, сделанная камерой, также является обычным методом наблюдения за стабильностью наножидкостей [5]. Чжу и др. использовали метод седиментационного баланса для измерения стабильности графитовой суспензии [22]. Лоток седиментационного остатка погружают в свежую графитовую суспензию. Измерялась масса наночастиц осадка за определенный период.Можно рассчитать долю суспензии наночастиц графита в определенный момент времени. Недостатком метода седиментации является длительный период наблюдения. Поэтому для оценки стабильности наножидкостей разработан метод центрифугирования. Сингх и др. . применил метод центрифугирования для наблюдения за стабильностью наножидкостей серебра, полученных микроволновым синтезом в этаноле путем восстановления Ag NO 3 с ПВП в качестве стабилизирующего агента [12]. Установлено, что полученные наножидкости стабильны более 1 месяца в стационарном состоянии и более 10 ч при центрифугировании при 3000 об/мин без седиментации.Превосходная стабильность полученной наножидкости обусловлена защитной ролью ПВП, так как он задерживает рост и агломерацию наночастиц за счет стерического эффекта.
использовали метод седиментационного баланса для измерения стабильности графитовой суспензии [22]. Лоток седиментационного остатка погружают в свежую графитовую суспензию. Измерялась масса наночастиц осадка за определенный период.Можно рассчитать долю суспензии наночастиц графита в определенный момент времени. Недостатком метода седиментации является длительный период наблюдения. Поэтому для оценки стабильности наножидкостей разработан метод центрифугирования. Сингх и др. . применил метод центрифугирования для наблюдения за стабильностью наножидкостей серебра, полученных микроволновым синтезом в этаноле путем восстановления Ag NO 3 с ПВП в качестве стабилизирующего агента [12]. Установлено, что полученные наножидкости стабильны более 1 месяца в стационарном состоянии и более 10 ч при центрифугировании при 3000 об/мин без седиментации.Превосходная стабильность полученной наножидкости обусловлена защитной ролью ПВП, так как он задерживает рост и агломерацию наночастиц за счет стерического эффекта. Ли подготовил водные коллоиды полианилина и использовал метод центрифугирования для оценки стабильности коллоидов [23]. Электростатические силы отталкивания между нановолокнами обеспечивают долгосрочную стабильность коллоидов.
Ли подготовил водные коллоиды полианилина и использовал метод центрифугирования для оценки стабильности коллоидов [23]. Электростатические силы отталкивания между нановолокнами обеспечивают долгосрочную стабильность коллоидов.
3.1.2. Анализ дзета-потенциала
Зета-потенциал — это электрический потенциал в межфазном двойном слое в месте расположения плоскости скольжения по сравнению с точкой в объемной жидкости вдали от поверхности раздела, и он показывает разность потенциалов между дисперсионной средой и неподвижным слоем жидкости прикрепленный к дисперсной частице.Значение дзета-потенциала состоит в том, что его значение может быть связано со стабильностью коллоидных дисперсий. Так, коллоиды с высоким дзета-потенциалом (отрицательным или положительным) электрически стабилизированы, в то время как коллоиды с низким дзета-потенциалом склонны коагулировать или флоккулировать. В общем, значение 25 мВ (положительное или отрицательное) может быть принято как произвольное значение, которое отделяет поверхности с низким зарядом от поверхностей с высоким зарядом. Считается, что коллоиды с дзета-потенциалом от 40 до 60 мВ хорошо стабильны, а коллоиды с дзета-потенциалом более 60 мВ обладают превосходной стабильностью.Ким и др. приготовили наножидкости Au с выдающейся стабильностью даже через 1 месяц, хотя никаких диспергаторов не наблюдалось [24]. Стабильность обусловлена большим отрицательным дзета-потенциалом наночастиц золота в воде. Было изучено влияние pH и додецилбензолсульфоната натрия (SDBS) на стабильность двух наножидкостей на водной основе [25], и анализ дзета-потенциала был важным методом для оценки стабильности. Чжу и др. [26] измерили дзета-потенциал наножидкостей Al 2 O 3 -H 2 O при различных значениях pH и различной концентрации SDBS.Теория Держагина-Лодо-Вервея-Овербека (DLVO) использовалась для расчета потенциалов притяжения и отталкивания. Катионное поверхностно-активное вещество-гемини в качестве стабилизатора было использовано для приготовления стабильных наножидкостей на водной основе, содержащих МУНТ [27].
Считается, что коллоиды с дзета-потенциалом от 40 до 60 мВ хорошо стабильны, а коллоиды с дзета-потенциалом более 60 мВ обладают превосходной стабильностью.Ким и др. приготовили наножидкости Au с выдающейся стабильностью даже через 1 месяц, хотя никаких диспергаторов не наблюдалось [24]. Стабильность обусловлена большим отрицательным дзета-потенциалом наночастиц золота в воде. Было изучено влияние pH и додецилбензолсульфоната натрия (SDBS) на стабильность двух наножидкостей на водной основе [25], и анализ дзета-потенциала был важным методом для оценки стабильности. Чжу и др. [26] измерили дзета-потенциал наножидкостей Al 2 O 3 -H 2 O при различных значениях pH и различной концентрации SDBS.Теория Держагина-Лодо-Вервея-Овербека (DLVO) использовалась для расчета потенциалов притяжения и отталкивания. Катионное поверхностно-активное вещество-гемини в качестве стабилизатора было использовано для приготовления стабильных наножидкостей на водной основе, содержащих МУНТ [27]. Измерения дзета-потенциала использовались для изучения механизмов поглощения поверхностно-активных веществ на поверхности МУНТ с помощью инфракрасных спектров с преобразованием Фурье.
Измерения дзета-потенциала использовались для изучения механизмов поглощения поверхностно-активных веществ на поверхности МУНТ с помощью инфракрасных спектров с преобразованием Фурье.
3.1.3. Спектральный анализ поглощения
Спектральный анализ поглощения — еще один эффективный способ оценки стабильности наножидкостей.В общем, существует линейная зависимость между интенсивностью абсорбции и концентрацией наночастиц в жидкости. Хуанг и др. . оценивали дисперсионные характеристики суспензий оксида алюминия и меди традиционным методом седиментации с помощью анализа абсорбции на спектрофотометре после осаждения суспензий в течение 24 ч [28]. Исследование стабильности систем коллоидных наночастиц FePt проводилось с помощью спектрофотометрического анализа [29]. Кинетику седиментации также можно определить, исследуя поглощающую способность частиц в растворе [26].
Если наноматериалы, диспергированные в жидкостях, имеют характерные полосы поглощения в диапазоне длин волн 190–1100 нм, это простой и надежный метод оценки стабильности наножидкостей с помощью спектрального анализа в УФ-видимой области. Изменение концентрации супернатантных частиц наножидкостей в зависимости от времени осаждения может быть получено путем измерения поглощения наножидкостей, поскольку существует линейная зависимость между концентрацией супернатантных наночастиц и абсорбцией взвешенных частиц.Выдающимся преимуществом по сравнению с другими методами является то, что спектральный анализ в УФ-видимой области может отображать количественную концентрацию наножидкостей. Хван и др. . [30] изучал стабильность наножидкостей с помощью спектрофотометра UV-Vis. Считалось, что на стабильность наножидкостей сильно влияют характеристики взвешенных частиц и базовой жидкости, такие как морфология частиц. Кроме того, добавление поверхностно-активного вещества может улучшить стабильность суспензий.Относительную стабильность наножидкостей МУНТ [27] можно оценить путем измерения поглощения УФ-видимого излучения наножидкостями МУНТ в разное время осаждения. Из приведенного выше соотношения между концентрацией MWNT и его значением поглощения в УФ-видимой области можно получить концентрацию наножидкостей MWNT в разное время осаждения.
Изменение концентрации супернатантных частиц наножидкостей в зависимости от времени осаждения может быть получено путем измерения поглощения наножидкостей, поскольку существует линейная зависимость между концентрацией супернатантных наночастиц и абсорбцией взвешенных частиц.Выдающимся преимуществом по сравнению с другими методами является то, что спектральный анализ в УФ-видимой области может отображать количественную концентрацию наножидкостей. Хван и др. . [30] изучал стабильность наножидкостей с помощью спектрофотометра UV-Vis. Считалось, что на стабильность наножидкостей сильно влияют характеристики взвешенных частиц и базовой жидкости, такие как морфология частиц. Кроме того, добавление поверхностно-активного вещества может улучшить стабильность суспензий.Относительную стабильность наножидкостей МУНТ [27] можно оценить путем измерения поглощения УФ-видимого излучения наножидкостями МУНТ в разное время осаждения. Из приведенного выше соотношения между концентрацией MWNT и его значением поглощения в УФ-видимой области можно получить концентрацию наножидкостей MWNT в разное время осаждения. Вышеупомянутые три метода могут быть объединены для исследования стабильности наножидкостей. Например, Ли и др. . оценивали дисперсионное поведение водных наносуспензий меди при различных значениях рН, различных типах диспергаторов и концентрации методом дзета-потенциала, абсорбции и фотографий седиментации [21].
Вышеупомянутые три метода могут быть объединены для исследования стабильности наножидкостей. Например, Ли и др. . оценивали дисперсионное поведение водных наносуспензий меди при различных значениях рН, различных типах диспергаторов и концентрации методом дзета-потенциала, абсорбции и фотографий седиментации [21].
3.2. Пути повышения стабильности наножидкостей
3.2.1. Поверхностно-активные вещества, используемые в наножидкостях
Поверхностно-активные вещества, используемые в наножидкостях, также называются диспергаторами. Добавление диспергаторов в двухфазные системы является простым и экономичным методом повышения стабильности наножидкостей. Диспергаторы могут заметно влиять на характеристики поверхности системы в небольшом количестве. Диспергаторы состоят из гидрофобной хвостовой части, обычно длинноцепочечного углеводорода, и гидрофильной полярной головной группы.Диспергаторы используются для увеличения контакта двух материалов, что иногда называют смачиваемостью. В двухфазной системе диспергатор имеет тенденцию располагаться на границе раздела двух фаз, где он обеспечивает определенную степень непрерывности между наночастицами и жидкостями. По составу головки ПАВ делятся на четыре класса: неионогенные ПАВ без зарядовых групп в головной части (включают полиэтиленоксид, спирты и другие полярные группы), анионные ПАВ с отрицательно заряженными головными группами (к анионным головным группам относятся длинно- цепные жирные кислоты, сульфосукцинаты, алкилсульфаты, фосфаты и сульфонаты), катионные поверхностно-активные вещества с положительно заряженными головными группами (катионными поверхностно-активными веществами могут быть протонированные длинноцепочечные амины и длинноцепочечные соединения четвертичного аммония) и амфотерные поверхностно-активные вещества с цвиттер-ионными головными группами (заряд зависит от рН.Класс амфотерных ПАВ представлен бетаинами и некоторыми лецитинами). Выбор подходящих диспергаторов является ключевым вопросом. В общем, когда базовой жидкостью наножидкостей является полярный растворитель, следует выбирать водорастворимые поверхностно-активные вещества; в противном случае мы выберем маслорастворимые.
В двухфазной системе диспергатор имеет тенденцию располагаться на границе раздела двух фаз, где он обеспечивает определенную степень непрерывности между наночастицами и жидкостями. По составу головки ПАВ делятся на четыре класса: неионогенные ПАВ без зарядовых групп в головной части (включают полиэтиленоксид, спирты и другие полярные группы), анионные ПАВ с отрицательно заряженными головными группами (к анионным головным группам относятся длинно- цепные жирные кислоты, сульфосукцинаты, алкилсульфаты, фосфаты и сульфонаты), катионные поверхностно-активные вещества с положительно заряженными головными группами (катионными поверхностно-активными веществами могут быть протонированные длинноцепочечные амины и длинноцепочечные соединения четвертичного аммония) и амфотерные поверхностно-активные вещества с цвиттер-ионными головными группами (заряд зависит от рН.Класс амфотерных ПАВ представлен бетаинами и некоторыми лецитинами). Выбор подходящих диспергаторов является ключевым вопросом. В общем, когда базовой жидкостью наножидкостей является полярный растворитель, следует выбирать водорастворимые поверхностно-активные вещества; в противном случае мы выберем маслорастворимые.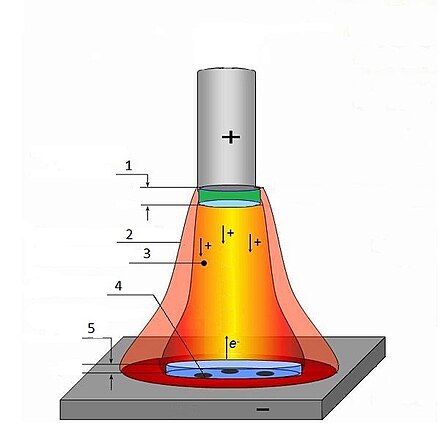 Для неионогенных поверхностно-активных веществ мы можем оценить растворимость с помощью термина значение гидрофильного/липофильного баланса (ГЛБ). Чем ниже число ГЛБ, тем более маслорастворимы поверхностно-активные вещества, и, в свою очередь, чем выше число ГЛБ, тем более водорастворимы поверхностно-активные вещества.Значение HLB можно легко получить во многих справочниках. Хотя добавление поверхностно-активного вещества является эффективным способом повышения диспергируемости наночастиц, поверхностно-активные вещества могут вызвать ряд проблем [31]. Например, добавление поверхностно-активных веществ может загрязнить теплоноситель. Поверхностно-активные вещества могут образовывать пену при нагревании, в то время как нагрев и охлаждение являются обычными процессами в системах теплообмена. Кроме того, молекулы поверхностно-активного вещества, прикрепляющиеся к поверхности наночастиц, могут увеличить тепловое сопротивление между наночастицами и базовой жидкостью, что может ограничить повышение эффективной теплопроводности.
Для неионогенных поверхностно-активных веществ мы можем оценить растворимость с помощью термина значение гидрофильного/липофильного баланса (ГЛБ). Чем ниже число ГЛБ, тем более маслорастворимы поверхностно-активные вещества, и, в свою очередь, чем выше число ГЛБ, тем более водорастворимы поверхностно-активные вещества.Значение HLB можно легко получить во многих справочниках. Хотя добавление поверхностно-активного вещества является эффективным способом повышения диспергируемости наночастиц, поверхностно-активные вещества могут вызвать ряд проблем [31]. Например, добавление поверхностно-активных веществ может загрязнить теплоноситель. Поверхностно-активные вещества могут образовывать пену при нагревании, в то время как нагрев и охлаждение являются обычными процессами в системах теплообмена. Кроме того, молекулы поверхностно-активного вещества, прикрепляющиеся к поверхности наночастиц, могут увеличить тепловое сопротивление между наночастицами и базовой жидкостью, что может ограничить повышение эффективной теплопроводности.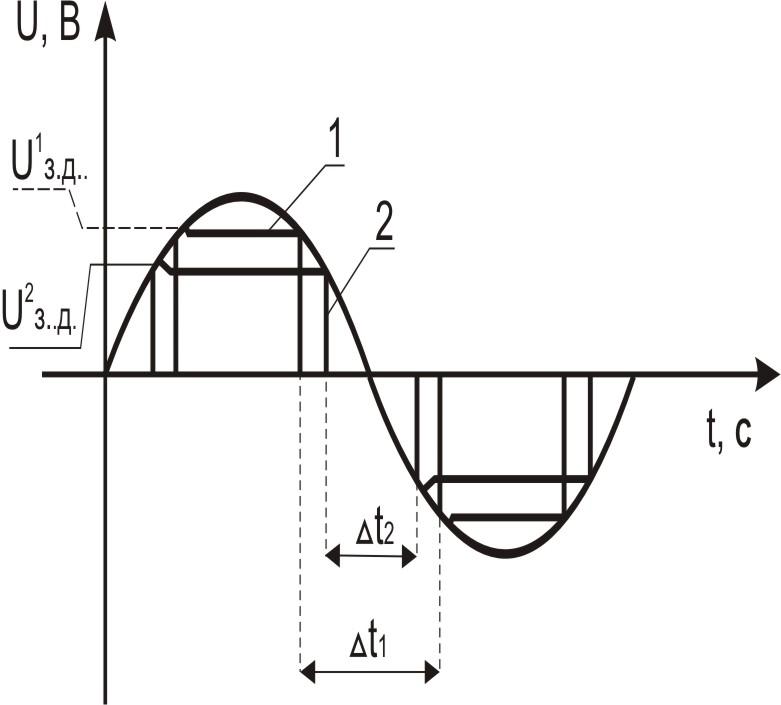
3.2.2. Методы модификации поверхности: метод без поверхностно-активных веществ
Использование функционализированных наночастиц является многообещающим подходом к достижению долгосрочной стабильности наножидкости. Он представляет собой метод без поверхностно-активных веществ. Ян и Лю представили работу по синтезу наночастиц функционализированного кремнезема (SiO 2 ) путем прививки силанов непосредственно на поверхность наночастиц кремнезема в исходных растворах наночастиц [32]. Одной из уникальных характеристик наножидкостей было то, что после процесса кипячения в бассейне на нагретой поверхности не образовывался слой осаждения.Хван и др. вводили гидрофильные функциональные группы на поверхность нанотрубок путем механохимической реакции [30]. Приготовленные наножидкости, не загрязняющие среду, обладающие хорошей текучестью, низкой вязкостью, высокой стабильностью и высокой теплопроводностью, могут иметь потенциальное применение в качестве хладагентов в передовых тепловых системах. Влажная механохимическая реакция была применена для получения наножидкостей без поверхностно-активных веществ, содержащих двух- и однослойные УНТ. Результаты измерений инфракрасного спектра и дзета-потенциала показали, что на обработанные поверхности УНТ были введены гидроксильные группы [33].Химическая модификация для функционализации поверхности углеродных нанотрубок является распространенным методом повышения стабильности углеродных нанотрубок в растворителях. Здесь мы представляем обзор по модификации поверхности углеродных нанотрубок [34]. Плазменная обработка применялась для модификации характеристик поверхности алмазных наночастиц [35]. Путем плазменной обработки с использованием газовых смесей метана и кислорода на поверхность наночастиц алмаза были приданы различные полярные группы, что улучшило их дисперсионную способность в воде.Стабильная дисперсия наночастиц диоксида титана в органическом растворителе диметилового эфира диэтиленгликоля (диглиме) была успешно приготовлена с использованием процесса шаровой мельницы [36].
Влажная механохимическая реакция была применена для получения наножидкостей без поверхностно-активных веществ, содержащих двух- и однослойные УНТ. Результаты измерений инфракрасного спектра и дзета-потенциала показали, что на обработанные поверхности УНТ были введены гидроксильные группы [33].Химическая модификация для функционализации поверхности углеродных нанотрубок является распространенным методом повышения стабильности углеродных нанотрубок в растворителях. Здесь мы представляем обзор по модификации поверхности углеродных нанотрубок [34]. Плазменная обработка применялась для модификации характеристик поверхности алмазных наночастиц [35]. Путем плазменной обработки с использованием газовых смесей метана и кислорода на поверхность наночастиц алмаза были приданы различные полярные группы, что улучшило их дисперсионную способность в воде.Стабильная дисперсия наночастиц диоксида титана в органическом растворителе диметилового эфира диэтиленгликоля (диглиме) была успешно приготовлена с использованием процесса шаровой мельницы [36].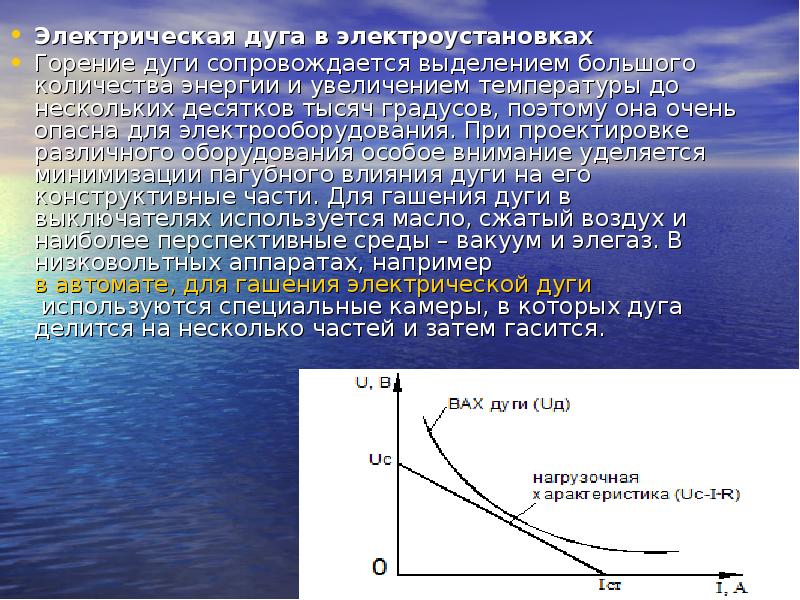 Для повышения дисперсионной стабильности раствора модификацию поверхности диспергированных частиц диоксида титана проводили в процессе центробежной бисерной мельницы. Модификацию поверхности использовали с помощью силановых связующих агентов, (3-акрилоксипропил)триметоксисилана и триметоксипропилсилана. Наночастицы оксида цинка могут быть модифицированы полиметакриловой кислотой (ПМАК) в водной системе [37].Гидроксильные группы поверхности частиц нано-ZnO могут взаимодействовать с карбоксильными группами ПМАК и образовывать комплекс поли(метакрилат цинка) на поверхности нано-ZnO. PMAA улучшил диспергируемость частиц нано-ZnO в воде. Модификация не изменила кристаллическую структуру наночастиц ZnO.
Для повышения дисперсионной стабильности раствора модификацию поверхности диспергированных частиц диоксида титана проводили в процессе центробежной бисерной мельницы. Модификацию поверхности использовали с помощью силановых связующих агентов, (3-акрилоксипропил)триметоксисилана и триметоксипропилсилана. Наночастицы оксида цинка могут быть модифицированы полиметакриловой кислотой (ПМАК) в водной системе [37].Гидроксильные группы поверхности частиц нано-ZnO могут взаимодействовать с карбоксильными группами ПМАК и образовывать комплекс поли(метакрилат цинка) на поверхности нано-ZnO. PMAA улучшил диспергируемость частиц нано-ZnO в воде. Модификация не изменила кристаллическую структуру наночастиц ZnO.
3.2.3. Механизмы стабильности наножидкостей
Частицы в дисперсии могут слипаться и образовывать агрегаты увеличивающегося размера, которые могут оседать под действием силы тяжести. Стабильность означает, что частицы не агрегируют со значительной скоростью.Скорость агрегации в целом определяется частотой столкновений и вероятностью сцепления во время столкновения. Держагин, Вервей, Ландау и Овербек (ДВЛО) разработали теорию, касающуюся коллоидной стабильности [38, 39]. Теория DLVO предполагает, что стабильность частицы в растворе определяется суммой сил притяжения Ван-дер-Ваальса и силы отталкивания двойного электрического слоя, которые существуют между частицами, когда они приближаются друг к другу из-за совершаемого ими броуновского движения.Если сила притяжения больше силы отталкивания, две частицы столкнутся, и суспензия не будет стабильной. Если частицы обладают достаточно высоким отталкиванием, суспензии будут существовать в стабильном состоянии. Для стабильных наножидкостей или коллоидов должны преобладать силы отталкивания между частицами. В соответствии с типами отталкивания основные механизмы, влияющие на коллоидную стабильность, делятся на два вида: один представляет собой стерическое отталкивание, а другой представляет собой электростатическое (зарядовое) отталкивание, показанное на рисунке 2.Для стерической стабилизации в суспензионную систему всегда вовлекаются полимеры, которые будут адсорбироваться на поверхности частиц, создавая дополнительную стерическую силу отталкивания.
Держагин, Вервей, Ландау и Овербек (ДВЛО) разработали теорию, касающуюся коллоидной стабильности [38, 39]. Теория DLVO предполагает, что стабильность частицы в растворе определяется суммой сил притяжения Ван-дер-Ваальса и силы отталкивания двойного электрического слоя, которые существуют между частицами, когда они приближаются друг к другу из-за совершаемого ими броуновского движения.Если сила притяжения больше силы отталкивания, две частицы столкнутся, и суспензия не будет стабильной. Если частицы обладают достаточно высоким отталкиванием, суспензии будут существовать в стабильном состоянии. Для стабильных наножидкостей или коллоидов должны преобладать силы отталкивания между частицами. В соответствии с типами отталкивания основные механизмы, влияющие на коллоидную стабильность, делятся на два вида: один представляет собой стерическое отталкивание, а другой представляет собой электростатическое (зарядовое) отталкивание, показанное на рисунке 2.Для стерической стабилизации в суспензионную систему всегда вовлекаются полимеры, которые будут адсорбироваться на поверхности частиц, создавая дополнительную стерическую силу отталкивания. Например, наночастицы оксида цинка, модифицированные ПМАК, обладают хорошей совместимостью с полярными растворителями [37]. Серебряные наножидкости очень стабильны благодаря защитной роли ПВП, так как он задерживает рост и агломерацию наночастиц за счет стерического эффекта. ПВП является эффективным агентом для повышения стабильности графитовой суспензии [22].Стерический эффект полимерного диспергатора определяется концентрацией диспергатора. Если концентрация ПВП низкая, поверхность частиц графита постепенно покрывается молекулами ПВП с увеличением ПВП. Камия и др. . исследовали влияние структуры полимерного диспергатора на электростерическое взаимодействие и поведение плотной суспензии оксида алюминия [40]. Оптимальное соотношение гидрофильных и гидрофобных групп было получено из максимальной силы отталкивания и минимальной вязкости. Для электростатической стабилизации поверхностный заряд будет развиваться с помощью одного или нескольких из следующих механизмов: (1) преимущественная адсорбция ионов, (2) диссоциация частиц с поверхностным зарядом, (3) изоморфное замещение ионов m, (4) накопление или истощение электронов на поверхности и (5) физической адсорбции заряженных частиц на поверхности.
Например, наночастицы оксида цинка, модифицированные ПМАК, обладают хорошей совместимостью с полярными растворителями [37]. Серебряные наножидкости очень стабильны благодаря защитной роли ПВП, так как он задерживает рост и агломерацию наночастиц за счет стерического эффекта. ПВП является эффективным агентом для повышения стабильности графитовой суспензии [22].Стерический эффект полимерного диспергатора определяется концентрацией диспергатора. Если концентрация ПВП низкая, поверхность частиц графита постепенно покрывается молекулами ПВП с увеличением ПВП. Камия и др. . исследовали влияние структуры полимерного диспергатора на электростерическое взаимодействие и поведение плотной суспензии оксида алюминия [40]. Оптимальное соотношение гидрофильных и гидрофобных групп было получено из максимальной силы отталкивания и минимальной вязкости. Для электростатической стабилизации поверхностный заряд будет развиваться с помощью одного или нескольких из следующих механизмов: (1) преимущественная адсорбция ионов, (2) диссоциация частиц с поверхностным зарядом, (3) изоморфное замещение ионов m, (4) накопление или истощение электронов на поверхности и (5) физической адсорбции заряженных частиц на поверхности.
4. Применение наножидкостей
4.1. Интенсификация теплопередачи
С момента появления концепции наножидкостей около десяти лет назад потенциал наножидкостей в приложениях теплопередачи привлекает все больше и больше внимания. К настоящему времени существует несколько обзорных статей, в которых представлены обзоры различных аспектов наножидкостей [1, 3–6, 41–46], включая подготовку и определение характеристик, методы измерения теплопроводности, теорию и модель, теплофизические свойства и конвективный теплообмен.Наша группа изучила теплопроводность наножидкостей на основе этиленгликоля (EG-), содержащих оксиды, включая наночастицы MgO, TiO 2 , ZnO, Al 2 O 3 и SiO 2 [47], и результаты (Таблица 1) продемонстрировало, что наножидкость MgO-EG обладает превосходными характеристиками с самой высокой теплопроводностью и самой низкой вязкостью. В этой части мы обобщим применение наножидкостей для улучшения теплопередачи.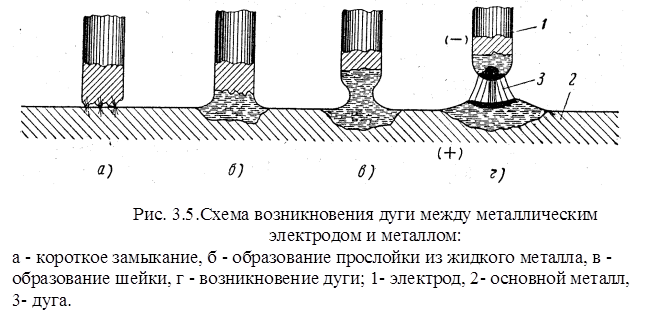
 2
2 Таким образом, надежная система терморегулирования жизненно важна для бесперебойной работы современных электронных устройств. В целом существует два подхода к улучшению теплоотвода электронного оборудования.Один — найти оптимальную геометрию охлаждающих устройств; другой заключается в увеличении мощности теплопередачи. Наножидкости с более высокой теплопроводностью являются предсказуемыми коэффициентами конвективной теплопередачи по сравнению с базовыми жидкостями. Недавние исследования показали, что наножидкости могут увеличить коэффициент теплопередачи за счет увеличения теплопроводности хладагента. Джанг и Чой разработали новый кулер, комбинированный микроканальный радиатор с наножидкостями [48]. Получена более высокая эффективность охлаждения по сравнению с устройством, использующим в качестве рабочей среды чистую воду.Наножидкости уменьшали как термическое сопротивление, так и разницу температур между нагретой стенкой микроканала и теплоносителем. Комбинированный микроканальный радиатор с наножидкостями может стать охлаждающим устройством следующего поколения для отвода сверхвысокого теплового потока.
Таким образом, надежная система терморегулирования жизненно важна для бесперебойной работы современных электронных устройств. В целом существует два подхода к улучшению теплоотвода электронного оборудования.Один — найти оптимальную геометрию охлаждающих устройств; другой заключается в увеличении мощности теплопередачи. Наножидкости с более высокой теплопроводностью являются предсказуемыми коэффициентами конвективной теплопередачи по сравнению с базовыми жидкостями. Недавние исследования показали, что наножидкости могут увеличить коэффициент теплопередачи за счет увеличения теплопроводности хладагента. Джанг и Чой разработали новый кулер, комбинированный микроканальный радиатор с наножидкостями [48]. Получена более высокая эффективность охлаждения по сравнению с устройством, использующим в качестве рабочей среды чистую воду.Наножидкости уменьшали как термическое сопротивление, так и разницу температур между нагретой стенкой микроканала и теплоносителем. Комбинированный микроканальный радиатор с наножидкостями может стать охлаждающим устройством следующего поколения для отвода сверхвысокого теплового потока. Нгуен и др. разработал замкнутый жидкостный контур для исследования улучшения теплопередачи системы жидкостного охлаждения путем замены базовой жидкости (дистиллированной воды) наножидкостью, состоящей из дистиллированной воды и наночастиц Al 2 O 3 в различных концентрациях [49].Данные измерений ясно показали, что включение наночастиц в дистиллированную воду привело к значительному повышению коэффициента конвективной теплопередачи охлаждающего блока. При загрузке частиц 4,5% по объему улучшение составляет до 23% по сравнению с базовым флюидом. Также было замечено, что увеличение концентрации частиц привело к явному снижению температуры перехода между нагретым компонентом и охлаждающим блоком. Были проанализированы характеристики кремниевого микроканального теплоотвода с использованием наножидкостей, содержащих наночастицы Cu [50].Было обнаружено, что наножидкости могут повысить производительность по сравнению с использованием чистой воды в качестве хладагента.
Нгуен и др. разработал замкнутый жидкостный контур для исследования улучшения теплопередачи системы жидкостного охлаждения путем замены базовой жидкости (дистиллированной воды) наножидкостью, состоящей из дистиллированной воды и наночастиц Al 2 O 3 в различных концентрациях [49].Данные измерений ясно показали, что включение наночастиц в дистиллированную воду привело к значительному повышению коэффициента конвективной теплопередачи охлаждающего блока. При загрузке частиц 4,5% по объему улучшение составляет до 23% по сравнению с базовым флюидом. Также было замечено, что увеличение концентрации частиц привело к явному снижению температуры перехода между нагретым компонентом и охлаждающим блоком. Были проанализированы характеристики кремниевого микроканального теплоотвода с использованием наножидкостей, содержащих наночастицы Cu [50].Было обнаружено, что наножидкости могут повысить производительность по сравнению с использованием чистой воды в качестве хладагента. Улучшение произошло за счет увеличения теплопроводности хладагента и эффекта термодисперсии наночастиц. Другим преимуществом было то, что не было дополнительного перепада давления, так как наночастица была мала, а объемная доля частиц была низкой.
Улучшение произошло за счет увеличения теплопроводности хладагента и эффекта термодисперсии наночастиц. Другим преимуществом было то, что не было дополнительного перепада давления, так как наночастица была мала, а объемная доля частиц была низкой.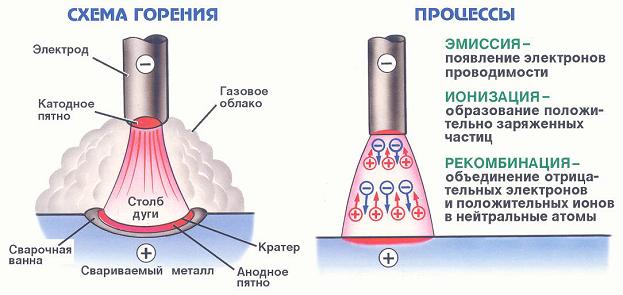 Поэтому ожидается, что размер зародышеобразования парового пузыря намного меньше для жидкости с взвешенными наночастицами, чем без них. Это может быть основной причиной снижения теплового сопротивления тепловой трубы. Чен и др. изучали влияние наножидкости на тепловые характеристики плоской тепловой трубы (ПТТ) [52], используя серебряную наножидкость в качестве рабочей жидкости. Разность температур и термическое сопротивление ЗТП с раствором наночастиц серебра были ниже, чем с чистой водой.Вероятные причины повышения тепловых характеристик ЗТД с использованием наножидкости можно объяснить увеличением критического теплового потока за счет более высокой смачиваемости и снижения предела кипения. Наножидкостная колеблющаяся тепловая трубка со сверхвысокой производительностью была разработана Ма и др. . [53]. Они объединили наножидкости с термически возбуждаемым колебательным движением в колеблющейся тепловой трубе, и способность к переносу тепла значительно увеличилась. Например, при входной мощности 80.
Поэтому ожидается, что размер зародышеобразования парового пузыря намного меньше для жидкости с взвешенными наночастицами, чем без них. Это может быть основной причиной снижения теплового сопротивления тепловой трубы. Чен и др. изучали влияние наножидкости на тепловые характеристики плоской тепловой трубы (ПТТ) [52], используя серебряную наножидкость в качестве рабочей жидкости. Разность температур и термическое сопротивление ЗТП с раствором наночастиц серебра были ниже, чем с чистой водой.Вероятные причины повышения тепловых характеристик ЗТД с использованием наножидкости можно объяснить увеличением критического теплового потока за счет более высокой смачиваемости и снижения предела кипения. Наножидкостная колеблющаяся тепловая трубка со сверхвысокой производительностью была разработана Ма и др. . [53]. Они объединили наножидкости с термически возбуждаемым колебательным движением в колеблющейся тепловой трубе, и способность к переносу тепла значительно увеличилась. Например, при входной мощности 80.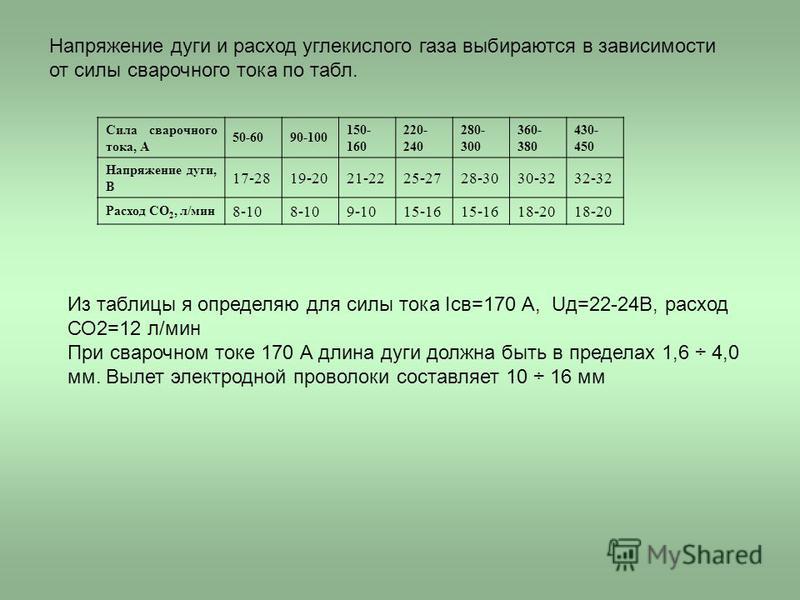 0 Вт алмазная наножидкость могла уменьшить разницу температур между испарителем и конденсатором с 40,9 до 24,3°С. Это исследование ускорит разработку высокоэффективного охлаждающего устройства для электронных систем со сверхвысоким тепловым потоком. Исследование тепловых характеристик тепловой трубы показало, что наножидкости, содержащие наночастицы серебра или титана, могут быть использованы в качестве эффективной охлаждающей жидкости для устройств с высокой плотностью энергии. Для серебряной наножидкости разность температур уменьшилась до 0.56–0,65 по сравнению с водой при подводимой мощности 30–50 Вт [54]. Для тепловой трубы с наночастицами титана при объемной концентрации 0,10 % тепловой КПД на 10,60 % выше, чем с рабочим телом на основе [55]. Эти положительные результаты способствуют продолжению исследований и разработок наножидкостей для таких приложений.
0 Вт алмазная наножидкость могла уменьшить разницу температур между испарителем и конденсатором с 40,9 до 24,3°С. Это исследование ускорит разработку высокоэффективного охлаждающего устройства для электронных систем со сверхвысоким тепловым потоком. Исследование тепловых характеристик тепловой трубы показало, что наножидкости, содержащие наночастицы серебра или титана, могут быть использованы в качестве эффективной охлаждающей жидкости для устройств с высокой плотностью энергии. Для серебряной наножидкости разность температур уменьшилась до 0.56–0,65 по сравнению с водой при подводимой мощности 30–50 Вт [54]. Для тепловой трубы с наночастицами титана при объемной концентрации 0,10 % тепловой КПД на 10,60 % выше, чем с рабочим телом на основе [55]. Эти положительные результаты способствуют продолжению исследований и разработок наножидкостей для таких приложений. Улучшенная скорость охлаждения двигателей автомобилей и грузовиков может быть использована для отвода большего количества тепла от более мощных двигателей с системой охлаждения того же размера. В качестве альтернативы выгодно разработать более компактную систему охлаждения с меньшими и более легкими радиаторами. Это, в свою очередь, выгодно высокой производительностью и высокой топливной экономичностью легковых и грузовых автомобилей. Наножидкости на основе этиленгликоля привлекли большое внимание при применении в качестве охлаждающей жидкости двигателя [56–58] из-за работы при низком давлении по сравнению со смесью этиленгликоля и воды 50/50, которая является почти повсеместно используемой автомобильной охлаждающей жидкостью.Наножидкости имеют высокую температуру кипения, и их можно использовать для повышения нормальной рабочей температуры хладагента, а затем отводить больше тепла через существующую систему хладагента [59]. Коле и др. . приготовили охлаждающую жидкость для автомобильных двигателей (Al 2 O 3 nanofluid) с использованием стандартной охлаждающей жидкости для автомобильных двигателей (HP KOOLGARD) в качестве базовой жидкости [60] и исследовали теплопроводность и вязкость охлаждающей жидкости.
Улучшенная скорость охлаждения двигателей автомобилей и грузовиков может быть использована для отвода большего количества тепла от более мощных двигателей с системой охлаждения того же размера. В качестве альтернативы выгодно разработать более компактную систему охлаждения с меньшими и более легкими радиаторами. Это, в свою очередь, выгодно высокой производительностью и высокой топливной экономичностью легковых и грузовых автомобилей. Наножидкости на основе этиленгликоля привлекли большое внимание при применении в качестве охлаждающей жидкости двигателя [56–58] из-за работы при низком давлении по сравнению со смесью этиленгликоля и воды 50/50, которая является почти повсеместно используемой автомобильной охлаждающей жидкостью.Наножидкости имеют высокую температуру кипения, и их можно использовать для повышения нормальной рабочей температуры хладагента, а затем отводить больше тепла через существующую систему хладагента [59]. Коле и др. . приготовили охлаждающую жидкость для автомобильных двигателей (Al 2 O 3 nanofluid) с использованием стандартной охлаждающей жидкости для автомобильных двигателей (HP KOOLGARD) в качестве базовой жидкости [60] и исследовали теплопроводность и вязкость охлаждающей жидкости. Приготовленная наножидкость, содержащая только 3,5% объемной доли наночастиц Al 2 O 3 , показала значительно более высокую теплопроводность, чем базовая жидкость, и максимальное усиление 10 . 41% наблюдали при комнатной температуре. Ценг и др. [61] применили наножидкости для охлаждения автоматических трансмиссий. В качестве экспериментальной платформы использовалась трансмиссия полноприводного автомобиля. Используемые наножидкости готовили путем диспергирования наночастиц CuO и Al 2 O 3 в моторном трансмиссионном масле. Результаты показали, что наножидкости CuO обеспечивают более низкие температуры передачи как при высоких, так и при низких скоростях вращения. С точки зрения тепловых характеристик использование наножидкости в трансмиссии имеет явное преимущество.
Приготовленная наножидкость, содержащая только 3,5% объемной доли наночастиц Al 2 O 3 , показала значительно более высокую теплопроводность, чем базовая жидкость, и максимальное усиление 10 . 41% наблюдали при комнатной температуре. Ценг и др. [61] применили наножидкости для охлаждения автоматических трансмиссий. В качестве экспериментальной платформы использовалась трансмиссия полноприводного автомобиля. Используемые наножидкости готовили путем диспергирования наночастиц CuO и Al 2 O 3 в моторном трансмиссионном масле. Результаты показали, что наножидкости CuO обеспечивают более низкие температуры передачи как при высоких, так и при низких скоростях вращения. С точки зрения тепловых характеристик использование наножидкости в трансмиссии имеет явное преимущество. Экономия топлива составляет до 5% за счет снижения аэродинамического сопротивления. Это открывает двери для новых аэродинамических конструкций автомобилей, которые сокращают выбросы за счет снижения лобового сопротивления. Применение наножидкостей также способствовало уменьшению трения и износа, уменьшению паразитных потерь, улучшению работы таких компонентов, как насосы и компрессоры, что впоследствии привело к экономии топлива более чем на 6%.На самом деле, наножидкости не только повышают эффективность и экономичность автомобильного двигателя, но и сильно влияют на конструкцию конструкции автомобилей. Например, радиатор двигателя, охлаждаемый наножидкостью, будет меньше и легче. Его можно разместить в любом месте автомобиля, что позволяет сделать шасси более аэродинамичным. За счет уменьшения размера и изменения расположения радиатора снижение веса и сопротивления ветру может обеспечить большую топливную экономичность и, как следствие, снижение выбросов выхлопных газов.Компьютерное моделирование, проведенное Управлением автомобильных технологий Министерства энергетики США, показало, что охлаждающие наножидкости могут уменьшить размер радиаторов грузовиков на 5%.
Экономия топлива составляет до 5% за счет снижения аэродинамического сопротивления. Это открывает двери для новых аэродинамических конструкций автомобилей, которые сокращают выбросы за счет снижения лобового сопротивления. Применение наножидкостей также способствовало уменьшению трения и износа, уменьшению паразитных потерь, улучшению работы таких компонентов, как насосы и компрессоры, что впоследствии привело к экономии топлива более чем на 6%.На самом деле, наножидкости не только повышают эффективность и экономичность автомобильного двигателя, но и сильно влияют на конструкцию конструкции автомобилей. Например, радиатор двигателя, охлаждаемый наножидкостью, будет меньше и легче. Его можно разместить в любом месте автомобиля, что позволяет сделать шасси более аэродинамичным. За счет уменьшения размера и изменения расположения радиатора снижение веса и сопротивления ветру может обеспечить большую топливную экономичность и, как следствие, снижение выбросов выхлопных газов.Компьютерное моделирование, проведенное Управлением автомобильных технологий Министерства энергетики США, показало, что охлаждающие наножидкости могут уменьшить размер радиаторов грузовиков на 5%. Это приведет к экономии топлива на 2,5% на скоростях шоссе.
Это приведет к экономии топлива на 2,5% на скоростях шоссе.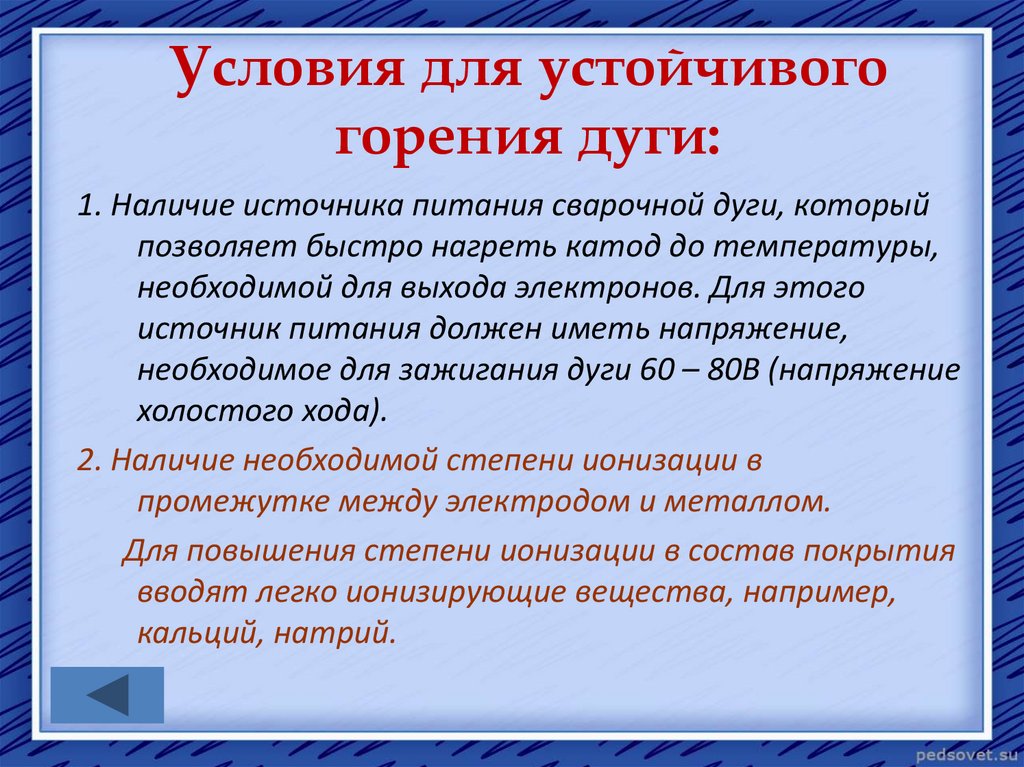 Сопутствующее сокращение выбросов составит примерно 5,6 млн метрических тонн двуокиси углерода, 8 600 метрических тонн оксидов азота и 21 000 метрических тонн диоксида серы [65].
Сопутствующее сокращение выбросов составит примерно 5,6 млн метрических тонн двуокиси углерода, 8 600 метрических тонн оксидов азота и 21 000 метрических тонн диоксида серы [65].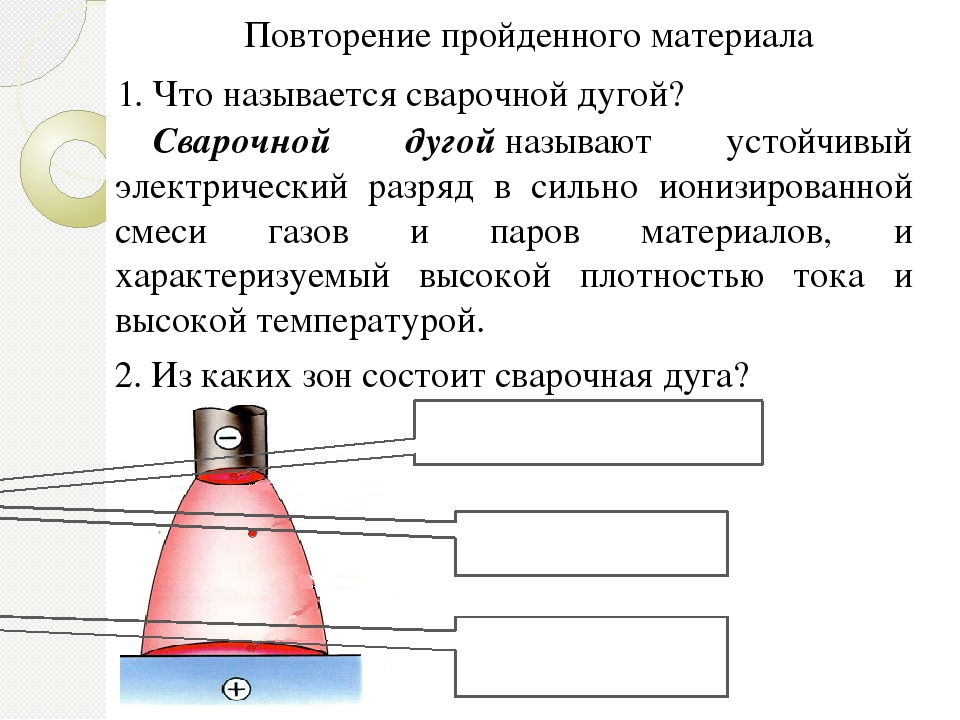 Ожидается, что жидкий металл с низкой температурой плавления будет идеальной базовой жидкостью для создания сверхпроводящего раствора, что может привести к созданию идеального хладагента в самых разных областях улучшения теплопередачи. Теплопроводность жидкометаллической жидкости можно повысить за счет добавления более проводящих наночастиц.
Ожидается, что жидкий металл с низкой температурой плавления будет идеальной базовой жидкостью для создания сверхпроводящего раствора, что может привести к созданию идеального хладагента в самых разных областях улучшения теплопередачи. Теплопроводность жидкометаллической жидкости можно повысить за счет добавления более проводящих наночастиц. Это снижает первоначальную стоимость оборудования без учета стоимости наножидкости. Это также уменьшит загрязнение окружающей среды, поскольку меньшие по размеру нагревательные элементы потребляют меньше энергии, а теплопередающие устройства имеют меньше жидких и материальных отходов, которые необходимо выбрасывать в конце своего жизненного цикла.
Это снижает первоначальную стоимость оборудования без учета стоимости наножидкости. Это также уменьшит загрязнение окружающей среды, поскольку меньшие по размеру нагревательные элементы потребляют меньше энергии, а теплопередающие устройства имеют меньше жидких и материальных отходов, которые необходимо выбрасывать в конце своего жизненного цикла. Использование наножидкости в аккумуляторах САОЗ и аварийном впрыске может увеличить запасы по пиковым температурам оболочки (в активной зоне номинальной мощности) или сохранить их в активных зонах повышенной мощности, если наножидкость имеет более высокую скорость теплопередачи после КГП; (3) теплоноситель для внутрикорпусного удержания расплавленной активной зоны при тяжелых авариях в легководных реакторах большой плотности мощности.Это может увеличить запас прочности корпуса на 40% во время тяжелых аварий в системах с высокой удельной мощностью, таких как Westinghouse APR1000 и Korean APR1400. Хотя существует несколько существенных пробелов, включая теплогидравлические характеристики наножидкости в условиях прототипа реактора и совместимость химии наножидкости с материалами реактора. Необходимо проделать большую работу, чтобы преодолеть эти пробелы, прежде чем какие-либо приложения можно будет реализовать на атомной электростанции.
Использование наножидкости в аккумуляторах САОЗ и аварийном впрыске может увеличить запасы по пиковым температурам оболочки (в активной зоне номинальной мощности) или сохранить их в активных зонах повышенной мощности, если наножидкость имеет более высокую скорость теплопередачи после КГП; (3) теплоноситель для внутрикорпусного удержания расплавленной активной зоны при тяжелых авариях в легководных реакторах большой плотности мощности.Это может увеличить запас прочности корпуса на 40% во время тяжелых аварий в системах с высокой удельной мощностью, таких как Westinghouse APR1000 и Korean APR1400. Хотя существует несколько существенных пробелов, включая теплогидравлические характеристики наножидкости в условиях прототипа реактора и совместимость химии наножидкости с материалами реактора. Необходимо проделать большую работу, чтобы преодолеть эти пробелы, прежде чем какие-либо приложения можно будет реализовать на атомной электростанции. Вы и др. . [69] и Вассало и др. . [70] сообщили об увеличении на порядок критического теплового потока при кипении в бассейне с наножидкостями по сравнению с одной базовой жидкостью. Дальнейшие исследования наножидкостей приведут к разработке охлаждающих устройств следующего поколения, которые включают наножидкости для электронных систем со сверхвысоким тепловым потоком, что дает возможность повысить мощность микросхем в электронных компонентах или упростить требования к охлаждению для космических приложений.Ряд приборов и систем военного назначения требуют охлаждения с высоким тепловым потоком на уровне десятков МВт/м 2 . На этом уровне охлаждение военных устройств и систем жизненно важно для надежной работы. Наножидкости с высокими критическими тепловыми потоками могут обеспечить необходимое охлаждение в таких приложениях, а также в других военных системах, включая военные автомобили, подводные лодки и мощные лазерные диоды. Поэтому наножидкости имеют широкое применение в космической и оборонной областях, где удельная мощность очень высока, а компоненты должны быть меньше и легче.
Вы и др. . [69] и Вассало и др. . [70] сообщили об увеличении на порядок критического теплового потока при кипении в бассейне с наножидкостями по сравнению с одной базовой жидкостью. Дальнейшие исследования наножидкостей приведут к разработке охлаждающих устройств следующего поколения, которые включают наножидкости для электронных систем со сверхвысоким тепловым потоком, что дает возможность повысить мощность микросхем в электронных компонентах или упростить требования к охлаждению для космических приложений.Ряд приборов и систем военного назначения требуют охлаждения с высоким тепловым потоком на уровне десятков МВт/м 2 . На этом уровне охлаждение военных устройств и систем жизненно важно для надежной работы. Наножидкости с высокими критическими тепловыми потоками могут обеспечить необходимое охлаждение в таких приложениях, а также в других военных системах, включая военные автомобили, подводные лодки и мощные лазерные диоды. Поэтому наножидкости имеют широкое применение в космической и оборонной областях, где удельная мощность очень высока, а компоненты должны быть меньше и легче.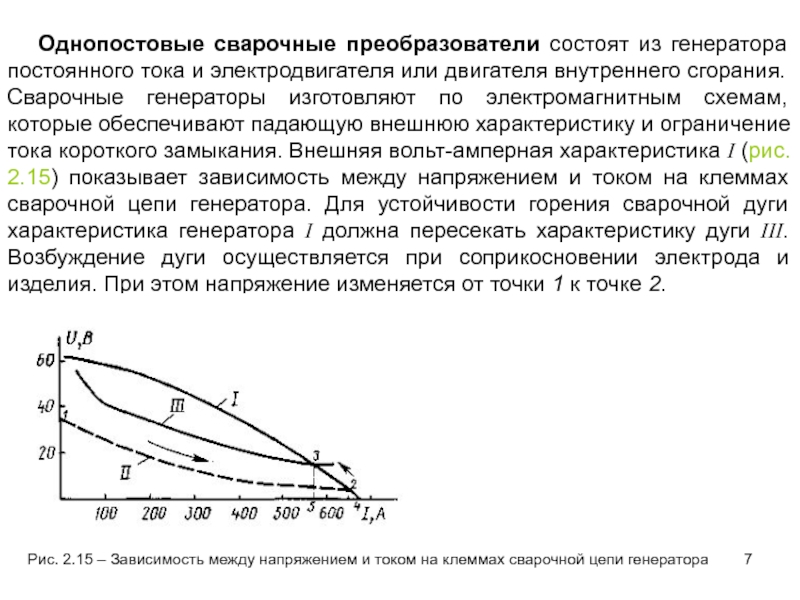
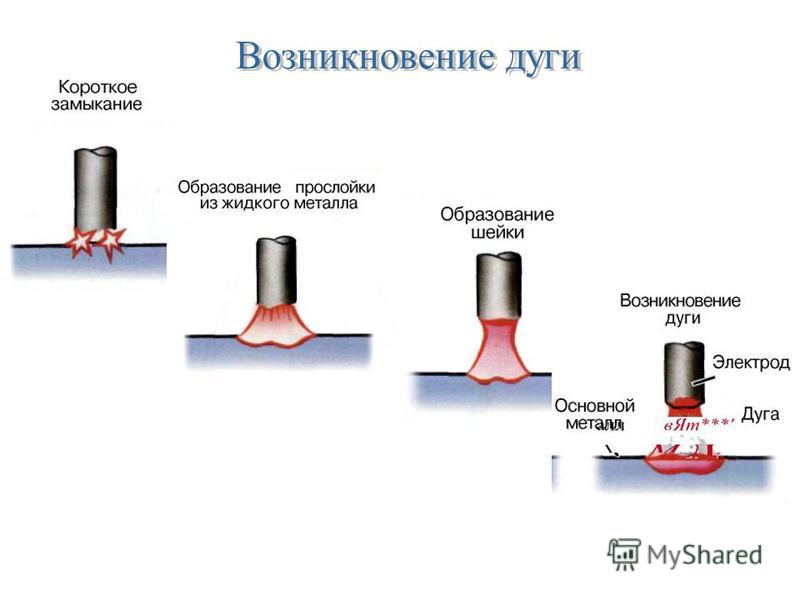 Диффузионтермо подразумевает, что теплопередача индуцируется градиентом концентрации [73].Ма и др. изучали массообменный процесс абсорбции с использованием в качестве рабочей среды УНТ-аммиачных наножидкостей [74, 75]. Скорости поглощения бинарных наножидкостей УНТ-аммиак были выше, чем у раствора аммиака без УНТ. Коэффициент эффективного поглощения бинарных наножидкостей УНТ-аммиак увеличивался с увеличением исходной концентрации аммиака и массовой доли УНТ. Комати и др. изучали абсорбцию CO 2 в растворах аминов, и добавление феррожидкости увеличивало коэффициент массопереноса при массопереносе газ/жидкость [76], причем степень повышения зависела от количества добавленной феррожидкости.Повышение коэффициента массопереноса составило 92,8% для объемной доли флюида около 50% (объемная доля твердого магнетита около 0,39%). Исследование влияния наножидкости Al 2 O 3 на абсорбцию падающей пленкой с аммиачной водой показало, что типы наночастиц и поверхностно-активных веществ в наножидкости и концентрация аммиака в базовой жидкости являются ключевыми параметрами, влияющими на эффект поглощения.
Диффузионтермо подразумевает, что теплопередача индуцируется градиентом концентрации [73].Ма и др. изучали массообменный процесс абсорбции с использованием в качестве рабочей среды УНТ-аммиачных наножидкостей [74, 75]. Скорости поглощения бинарных наножидкостей УНТ-аммиак были выше, чем у раствора аммиака без УНТ. Коэффициент эффективного поглощения бинарных наножидкостей УНТ-аммиак увеличивался с увеличением исходной концентрации аммиака и массовой доли УНТ. Комати и др. изучали абсорбцию CO 2 в растворах аминов, и добавление феррожидкости увеличивало коэффициент массопереноса при массопереносе газ/жидкость [76], причем степень повышения зависела от количества добавленной феррожидкости.Повышение коэффициента массопереноса составило 92,8% для объемной доли флюида около 50% (объемная доля твердого магнетита около 0,39%). Исследование влияния наножидкости Al 2 O 3 на абсорбцию падающей пленкой с аммиачной водой показало, что типы наночастиц и поверхностно-активных веществ в наножидкости и концентрация аммиака в базовой жидкости являются ключевыми параметрами, влияющими на эффект поглощения. аммиака [77].
аммиака [77].