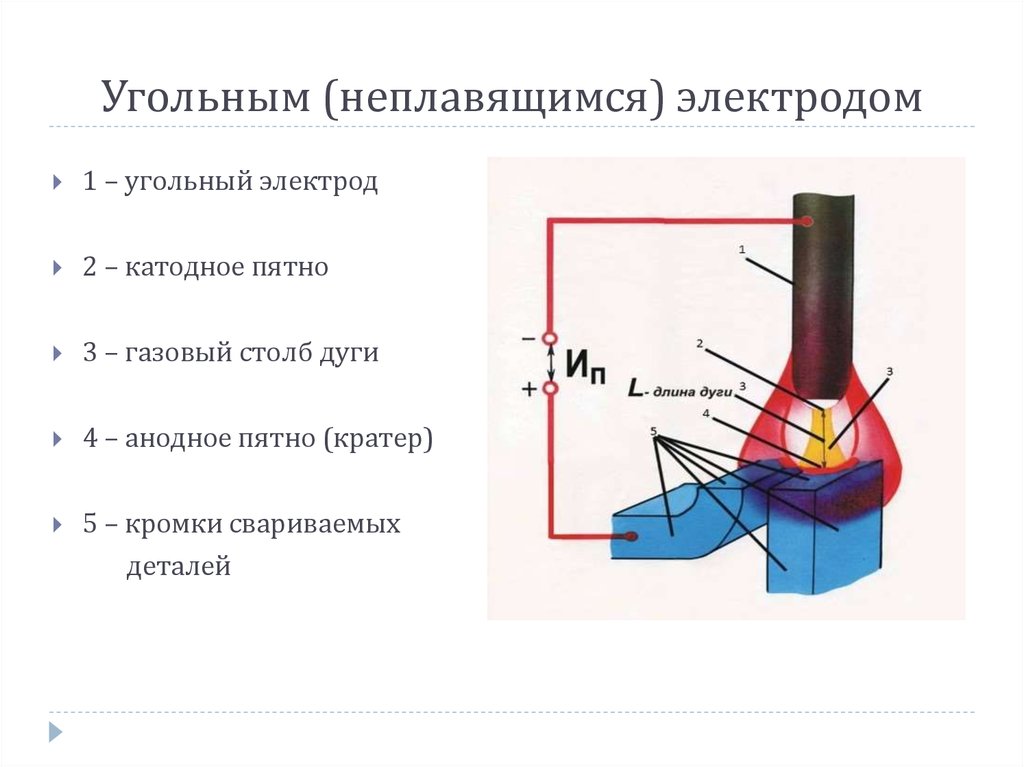
Угольный электрод — Все о сварке
Как показывает статистика и отзывы пользователей, на сегодняшний день более широким спросом пользуются электроды со стальным плавящимся стержнем. Однако, в отдельных случаях, для сварки просто необходим угольный электрод. При помощи такого стержня можно выполнять сварку, резку, плавку. О том, что такое угольные электроды и в чем их преимущества вы узнаете из этой статьи.
Содержание статьи
- Свойства и предназначение
- Разновидности угольных электродов
- Режим сварки
- Принцип сварки
Свойства и предназначение
Сварочный угольный электрод – это такой стержень, ключевым компонентом которого является уголь (кокс). Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм.
Нужно сказать, что применение описываемых изделий нашло себя во многих строительных работах.
Чаще всего применяется угольный электрод для сварки металлов, для выполнения воздушной духовой резки металлов и иных действий.
Специалисты, выполняющие сварку на профессиональном уровне, отмечают, что описываемые стержни могут применяться для работы не только с медью, но и с некоторыми другими изделиями:
- сталь разных сортов, сюда входит и нержавейка, низколегированная, в которой содержится небольшое количество углерода,
- тяжелые и легкие сплавы, например бронза, чугун. Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
- всевозможные цветные металлы. Кстати следует знать, что здесь можно получить достаточно качественное и надежное соединение, чего нельзя достичь методом обычной пайки.
 И сам процесс работы по времени будет менее продолжительным.
И сам процесс работы по времени будет менее продолжительным.
 И сам процесс работы по времени будет менее продолжительным.
И сам процесс работы по времени будет менее продолжительным.Разновидности угольных электродов
Для повышения прочности расходных материалов, в процессе их изготовления начали применять технологию напыления на электроды медного порошка. Другой способ – электролитический. Он подразумевает собой помещение в ванну с электролитом и самого стержня и медного порошка. Под воздействием электрического поля медь оседает на плоскости расходника. Исходом данной процедуры является образование омедненного угольного электрода.
В настоящее время, электрод угольный омедненный выпускается в пяти основных модификациях, которые различаются между собой по форме сечения:
- круглые, у таких изделий диаметр стержня равен 3,2-19 мм;
- круглые бесконечные, за этим видом наименование закрепилось благодаря его экономичности. То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
- плоские, здесь сечение стержней выполнено в прямоугольной форме (в редких случаях в квадратной), размер равен 8-25 мм. Чаще всего применяются для заделки дефектов на поверхностях отливок из стали;
- полукруглые, у данных изделий сечение составляет – 10-19 мм. В настоящее время они считаются самыми распространенными и пользуются наибольшим спросом. Посредством полукруглых электродов можно решить любые проблемы, которые касаются резки металлических заготовок. В процессе сварки вы получите шов, который приобретет нужную форму;
- полые, применяются нечасто. Характерная черта – используя данный вид электродов можно сформировать U-образную канаву. Диаметр стержня составляет 5-13 мм.
На заметку! Некоторые пользователи отмечают, что когда не было возможности приобрести угольный электрод, а сварку нужно было производить срочно, использовали угли из батарейки.
Однако, такая процедура скорее всего не обвенчается успехом. Если ваша цель – получение качественного и прочного шва, то лучше купить готовое изделие.
Режим сварки
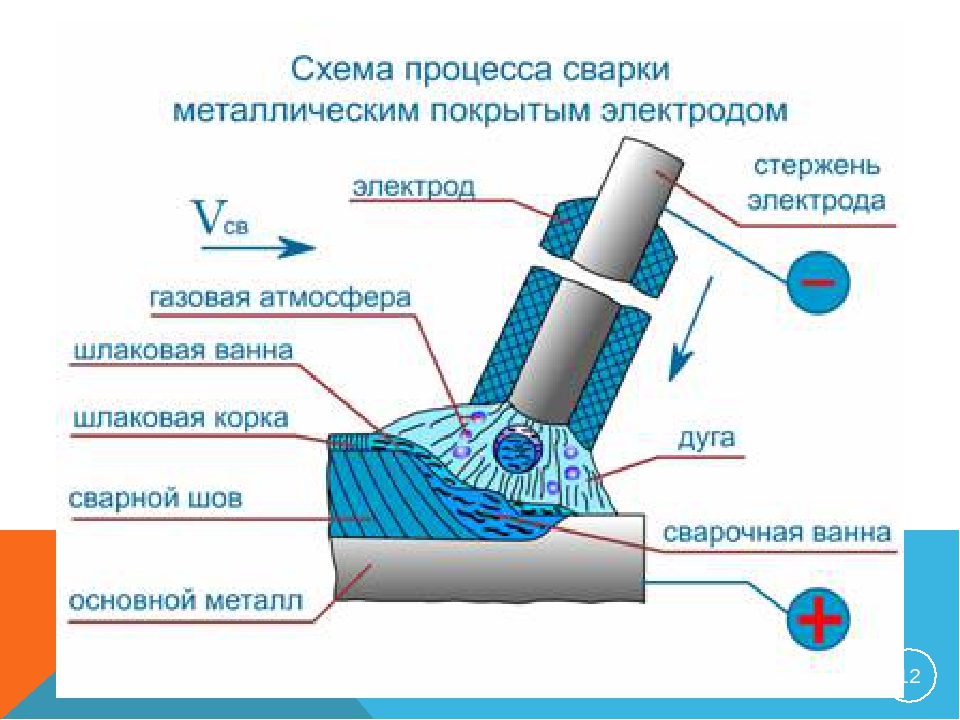
Угольный электрод для сварки входит в категорию неплавких электродов, что и отличает его от других металлических стержней. Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
В определенных ситуациях для сварки необходимо использовать присадочный элемент. Например, при отбортовке тонких металлических заготовок. Такая процедура будет более выгодной и простой. На рынке представлен большой выбор присадок, которые используются при таком виде сварки. Например, если вы работаете с медью, лучше отдать предпочтение бронзовому присадочному материалу.
Также следует обращать внимание на параметры сечения присадочной проволоки или пластины. Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Совет! Выбирая для сварки электроды угольные омедненные, выбирайте присадочный материал, опираясь на толщину соединяемых заготовок.
Принцип сварки
Выделяется два метода сварки в процессе работы с угольным электродом:
- правый, он подразумевает собой перемещение электрода справа налево, а присадка идет сразу за ним$
- левый, в такой ситуации стержень движется слева направо, а присадка – перед ним.

Правая сварка считается более действенной, в плане применения тепловой энергии в участке сварки. Таким способом удобнее производить сварку деталей большой толщины. Да и скорость самого процесса выше примерно на 20-30%. Однако на практике сварщики отдают большее предпочтение левой технологии.
Подводя итог следует сказать, что чаще всего угольные электроды применяются для сварки медных проводов, в домашних условиях они нашли свое применение в резке металлов.
Для чего нужны угольные электроды? Они нужны для того чтобы осуществлять воздушно-духовую резку металлов. Также они применяются для сварки металлов, удаления дефектов металлических листов, среза заклепок и другие. Материалов изготовления служит аморфный электротехнический уголь в виде круглых стержней с сечением от 6 до 18 миллиметров. Их длина составляет 250-700 мм.
Для резки металлов один конец электрода затачивается под углом примерно 65 градусов. Для сварки цветных металлов, а также для наплавки твердых сплавов электрод затачивают под углом 20-30 градусов.
Угольные электроды изготавливаются способом декструзии или термообработки и формования композиции. В основном составе состоит уголь или кокс, а также обязательно добавляются другие связующие вещества, например смола, деготь и другие. Иногда в электроды добавляются металлическая стружка или порошок. Угольные электроды нашли очень широкое применение. Их используют для резки сталей, прошивки отверстий в низколегированной, углеродистой или легированной стали. Также они применяются для резки таких материалов: нержавеющая сталь, медь, малоуглеродистая сталь и другие сплавы, которые применяются в судостроении, машиностроении, сталелитейной промышленности и в производстве всевозможных металлоконструкций.
Сварка угольными электродами уже давно себя хорошо зарекомендовала как качественная, которая имеет множество преимуществ перед самыми распространенными на сегодняшний день методами резки. При резке угольными электродами используется сжатый воздух, углерод и электроток, который позволяет получить хорошую резку металла с удалением. Резка осуществляется при взаимодействии сжатого воздуха и электрической дуги, которая расплавляет металл, а потом и сама удаляется струей воздуха.
При резке угольными электродами используется сжатый воздух, углерод и электроток, который позволяет получить хорошую резку металла с удалением. Резка осуществляется при взаимодействии сжатого воздуха и электрической дуги, которая расплавляет металл, а потом и сама удаляется струей воздуха.
Однако у этого способа соединения металлов есть свои особенности, например, работа может производится только постоянным током, длина дуги должна быть не менее 6 и не более 15 миллиметров. При этом дуга легко поджигается и устойчива, однако если полярность обратная, то у дуги уже не будет устойчивости, а сам электрод начнет испаряться и обгорать.
Однако дуга, которая появляется при сваривании угольными электродами, очень чувствительна к погодным условиям, например ветер, дождь, поток газов и магнитное дутье. Также немаловажным фактором является меньшее КПД дуги при использовании угольных электродов, нежели при сварке обычными металлическими электродами. Но все-таки ценность угольных электродов очень велика: ими можно сваривать тонколистовой металл, цветной металл, наплавка твердых сплавов и электроприхватки при силе тока около 1000 А.
Все виды электродов используются для ручной дуговой сварки. Они, образно говоря, являются ручными резаками, которыми можно поправить дефекты металла или подготовить кромки для сварки. Также ими можно производить разные виды сварки и все это возможно при невысокой цене.
Угольные электроды применение — Справочник химика 21
Реакции, протекающие в водородно-кислородном элементе со щелочным электролитом [8]. Скорость ионизации водорода и кислорода на электродах в низкотемпературных элементах повышается за счет применения активных катализаторов. При этом в элементах часто используют пористые металлические и угольные электроды с большой поверхностью пор, в которых катализатор [c.51]Для обеспечения нормальной работы элемента катод должен выступать из раствора. Площадь соприкосновения электрода своз-духом в элементе ВД-300 увеличивается за счет выемки в верхней части катода.

Электрическая дуга постоянного тока — более высокотемпературный источник, чем пламя. Анализируемый образец в измельченном виде помещают в углубление в нижнем электроде, который, как правило, включают анодом в цепь дуги. Температура плазмы дуги зависит от материала электродов и ионизационного потенциала газа в межэлектродном промежутке. Наиболее высокая температура плазмы ( 7000 К) достигается в случае применения угольных электродов, для дуги с медными электродами она составляет примерно 5000 К-Введение в плазму солей щелочных элементов (например, калия) снижает температуру плазмы до 4000 К. [c.59]
Во всех случаях применения электрической дуги в моделях и макетах для изоляции угольных электродов следует применять жаростойкие материалы (фарфоровые трубки и волокнистый асбест для уплотнений, иногда слюду или миканит). Внутри электропечь обкладывают асбестом или обмазывают глиной (шамотной, белой глиной и т. п.), так как даже маленькая электрическая дуга имеет очень высокую температуру. [c.79]
Внутри электропечь обкладывают асбестом или обмазывают глиной (шамотной, белой глиной и т. п.), так как даже маленькая электрическая дуга имеет очень высокую температуру. [c.79]
Методы анализа растворов разнообразны по методике введения растворов в источники света. При введении растворов в дуговой или искровой электрический разряд необходимо упомянуть следующие нанесение капли иа торец графитового, угольного ИЛИ медного электрода введение капли в лунку или кратер электрода использование пористого электрода применение дисковых электродов различные способы распыления аэрозоля. [c.119]
В дуговых печах косвенного действия, как указывалось, применяют графитированные электроды, а в сталеплавильных печах прямого действия — как графитированные, так и угольные Применение угольных электродов из-за науглероживания металЛа, более частых поломок и большего веса ограничивают малыми печами, выплавляющими сталь для фасонного литья и производящими переплав чугуна. Последняя серия отечественных печей малой емкости предусматривает работу только на графитированных электродах. [c.90]
Последняя серия отечественных печей малой емкости предусматривает работу только на графитированных электродах. [c.90]
Фракция смазочных масел, особенно из пенсильванской нефти, часто-содержит большие количества алканов с длинной цепью (Сао —С34), которые имеют довольно высокие температуры плавления. Если они остаются в масле, то при холодной погоде они могут кристаллизоваться с образованием воскообразных твердых веществ. Чтобы предотвратить это, масло охлаждают и воск отделяют фильтрованием. После очистки получают твердый парафин (т. пл. 50—55 X), который можно использовать для получения вазелина. Асфальт используют при строительстве крыш и дорог. Нефтяной кокс, получаемый из остатка от перегонки нефти, состоит из сложных углеводородов, в которых отношение углерод водород велико он находит применение как топливо, а также в производстве угольных электродов для электрохимической промышленности. [c.110]
Нагревательные элементы из стекла. Расплавленное стекло в качестве сопротивления для электрических печей впервые было использовано в Италии Ч В районах, где топливо дорого, а электроэнергия дешева, использование стеклянных нагревательных элементов выгодно даже при нагреве слитков. Применение стекла для нагрева слитков показано на рис. П2. С. каждой стороны ниже слитка в стеклянную массу вставляют по три угольных электрода (для трехфазного тока). Холодное стекло является изолятором. Для того чтобы пошел электрический ток, электроды должны находиться в расплавленном стекле. Для разогрева стеклянной массы используют газовое или нефтяное добавочное отопление. Разумеется, нужно также позаботиться о подаче и удалении слитка. [c.147]
Расплавленное стекло в качестве сопротивления для электрических печей впервые было использовано в Италии Ч В районах, где топливо дорого, а электроэнергия дешева, использование стеклянных нагревательных элементов выгодно даже при нагреве слитков. Применение стекла для нагрева слитков показано на рис. П2. С. каждой стороны ниже слитка в стеклянную массу вставляют по три угольных электрода (для трехфазного тока). Холодное стекло является изолятором. Для того чтобы пошел электрический ток, электроды должны находиться в расплавленном стекле. Для разогрева стеклянной массы используют газовое или нефтяное добавочное отопление. Разумеется, нужно также позаботиться о подаче и удалении слитка. [c.147]
Навеску ВеО с половинным (по массе) количеством сахарного угля смешивают с крахмалом (5% массы смеси) и водой (15% массы смеси). Из полученной смеси прессуют цилиндрические таблетки, которые сушат, прокаливают и, наконец, нагревают в атмосфере На при давлении 3 бар и температуре 1930 °С в течение 10—15 мин. При этом образуются красивые кирпично-крас-иые кристаллы выход 85—92%. При 1700 С взаимодействия ВеО с углеродом еше не происходит, однако выше 2200 °С образующийся карбид бериллия бурно разлагается. Поэтому для синтеза карбида бериллия нельзя рекомендовать экспериментально более удобный способ, когда синтез осуществляется с применением дуговой печи (наиболее просто это сделать, если взять графитовый тигель и погружаемый угольный электрод (110 В, 30 А) [6]). [c.969]
При этом образуются красивые кирпично-крас-иые кристаллы выход 85—92%. При 1700 С взаимодействия ВеО с углеродом еше не происходит, однако выше 2200 °С образующийся карбид бериллия бурно разлагается. Поэтому для синтеза карбида бериллия нельзя рекомендовать экспериментально более удобный способ, когда синтез осуществляется с применением дуговой печи (наиболее просто это сделать, если взять графитовый тигель и погружаемый угольный электрод (110 В, 30 А) [6]). [c.969]
Подготовка композиций для производства угольных электродов. Согласно рис. 77, компоненты угольных смесей из бункеров 1 в нужном количественном соотношении дозируются с помощью ленточных весов 3 и подаются в шнековый коллектор 4, который транспортирует материал в машину 5 для предварительного нагрева, откуда подогретый сухой материал падает в осциллирующий пластикатор 6 типа КЕ. Связующее вещество (если оно в твердом состоянии) из бункера 2 другим ленточным весовым дозатором 3 подается также в зону загрузки пластикатора, где интенсивно, перемешивается с предварительно подогретыми угольными компонентами. Применение твердого связующего требует дополнительной зоны пластикации для его расплавления, поэтому в схеме предусмотрены два установленных последовательно друг за другом пластикатора. При использовании жидких горячих связующих (смол), как правило, достаточно одной пластицирующей машины, в которую связующее подается из бункера-хранилища с помощью дозирующего насоса. [c.115]
Применение твердого связующего требует дополнительной зоны пластикации для его расплавления, поэтому в схеме предусмотрены два установленных последовательно друг за другом пластикатора. При использовании жидких горячих связующих (смол), как правило, достаточно одной пластицирующей машины, в которую связующее подается из бункера-хранилища с помощью дозирующего насоса. [c.115]
Применение электродов из стеклоуглерода увеличивает интенсивность линии Сг 286,26 нм примерно в 3 раза по сравнению с обычными угольными электродами [429]. Отмечены также высокая стабильность разряда и малое влияние примесей, содержащихся в таких электродах. Эти электроды могут быть использованы при определении Мп, Mg, Ре, 2п, У, Сг из растворов по методу [c.73]
В связи с анализом ультрачистых веществ п биологических объектов большое внимание уделяется и анализу растворов, полученных после соответствующей химической обработки анализируемых проб. Спектральный анализ растворов исключает ошибки, связанные с влиянием структуры, тепловой истории образца и с неравномерным распределением в нем элементов. Устраняется также фракционирование элементов, уменьшается влияние матрицы и третьих элементов на результаты анализа. Например, основа не влияет на точность спектрального определения Мп, Сг, N1 в стандартных образцах стали, бронзы и шлака (растворы шлака анализировали без кремневой кислоты) [440]. Сравнительно просто решается вопрос о приготовлении стандартов. Из существующих методов спектрального анализа растворов наибольшей абсолютной чувствительностью обладает метод сухого остатка с применением импрегнированных угольных электродов [48, 182]. [c.75]
Устраняется также фракционирование элементов, уменьшается влияние матрицы и третьих элементов на результаты анализа. Например, основа не влияет на точность спектрального определения Мп, Сг, N1 в стандартных образцах стали, бронзы и шлака (растворы шлака анализировали без кремневой кислоты) [440]. Сравнительно просто решается вопрос о приготовлении стандартов. Из существующих методов спектрального анализа растворов наибольшей абсолютной чувствительностью обладает метод сухого остатка с применением импрегнированных угольных электродов [48, 182]. [c.75]
Основные вопросы, связанные с фракционным испарением при использовании дуги постоянного тока между угольными электродами, освещены в работах [130, 131, 271]. Применение фракционного испарения при анализе веществ, характеризующихся [c.93]
Заслуга изобретения дуговой сварки принадлежит русскому инженеру Н. Н. Бенардосу (1842—1905), Открывшему в 1882 г. способу соединения и разъединения метзллов посредством электриче-СКОЙ дуги, горящей между свариваемым металлом и электродом из проводящего ток вещества. В своей практической деятельности он основное внимание уделял дуговой сварке угольным электродом с применением п стоянного тока от аккумуляторных батарей. Помимо того, Бенардосу принадлежит ряд изобретений в области электрической сварки в частности, он изобрел автоматы для сварки угольным электродом, дуговую сварку с защитным газом, дуговую резку под водой, а также точечную сварку угольными электродами. [c.258]
В своей практической деятельности он основное внимание уделял дуговой сварке угольным электродом с применением п стоянного тока от аккумуляторных батарей. Помимо того, Бенардосу принадлежит ряд изобретений в области электрической сварки в частности, он изобрел автоматы для сварки угольным электродом, дуговую сварку с защитным газом, дуговую резку под водой, а также точечную сварку угольными электродами. [c.258]
Спектры кадмия регистрируют на фотопластинках, чувствительных к ультрафиолетовой области (тип СП I, СП П1) с помощью спектрографов средней дисперсии (ИСП-28). Применение диф-фракционных приборов (ДСФ-8, ДФС-13) на порядок повышает чувствительность определения [156]. При непосредственном спектральном анализе порошкообразных проб (минералы, руды, продукты их переработки) 30 мг образца в большинстве случаев вводят в плазму дуги испарением из канала угольного электрода. Для стабилизации температуры к пробам и стандартным образцам добавляют буферные смеси (в основном соли щелочных металлов). Внутренним стандартом служат Ag, Мп, ЗЬ, Zn и некоторые другие элементы. Этим путем можно анализировать пробы, содержащие 3-10-3 — 1.10-2% Сс1. [c.128]
Внутренним стандартом служат Ag, Мп, ЗЬ, Zn и некоторые другие элементы. Этим путем можно анализировать пробы, содержащие 3-10-3 — 1.10-2% Сс1. [c.128]
Олово хорошо растворяется в щелочном растворе, содержащем 0,5 н. Na JOa, при создании гальванической пары с угольным электродом, более положительным относительно олова. Этот способ рекомендуют также для приготовления щелочного электролита без применения диафрагмы. [c.207]
Поскольку газ, выходящий из печи, сообщается с вагранкой, он является одним из основных источников ее обогрева. Однако для проведения процесса плавления во многих случаях требуется дополнительный нагрев. Для этой цели могут быть использованы угольные электроды 14, выделяющие мощность, например 3200 кВ-А. Электроды установлены таким образом, что их можно погружать в расплавленную сталь для полного переведения ее в жидкое состояние. Применение угольных электродов позволяет повысить температуру в вагранке до 1650 °С и даже выше. Электроды могут автоматически перемещаться в вертикальном направлении, причем может быть задано любое расстояние между поверхностью расплавленного металла и электродами. После полного перевода стали, помещенной в вагранку, в расплавленное состояние, угольные электроды автоматически удаляются из вагранки. Нижняя часть вагранки 15 имеет наклон, который позволяет легко удалять из нее расплавленную сталь. [c.348]
Электроды могут автоматически перемещаться в вертикальном направлении, причем может быть задано любое расстояние между поверхностью расплавленного металла и электродами. После полного перевода стали, помещенной в вагранку, в расплавленное состояние, угольные электроды автоматически удаляются из вагранки. Нижняя часть вагранки 15 имеет наклон, который позволяет легко удалять из нее расплавленную сталь. [c.348]
К недостаткам возбуждения дугой постоянного тока нужно отнести сравнительно нестабильное горение дуги (особенно в отсутствие спектральных буферов), которое сильно отражается на воспроизводимости и точности результатов невозможность применения ее для анализа легкоплавких сплавов, а также наличие значительного фона в области 3600—4200 А, возникающего при использовании угольных электродов в воздушной среде. При высокой температуре дуги углерод связывается с азотом воздуха до дициана (СЫ)2, который дает интенсивный полосатый, спектр в указанной области. Последнее неудобство можно избежать при использовании металлических электродов, например из чистых железа или меди. [c.361]
[c.361]
Постоянные факторы — загрязнения, попадающие из реактивов, угольных электродов для спектрального анализа и т. п. Эти факторы сравнительно нетрудно учесть подстановкой контрольного опыта при соблюдении таких же условий выполнения определения и применением одних и тех же реактивов в тех же количествах. [c.35]
Изучение поведения ряда карбоциклических органических соединений на угольных электродах [20] показало, что относительно легкому окислению подвергаются замещенные ароматические соединения (фенолы, амины), конденсированные структуры (антрацен) или полициклические соединения с сопряженными двойными связями (абиетиновая, левопимаровая кислоты). Окисление алифатических соединений на углеродных материалах, так же как и гидрирование, затруднено. Поэтому данных о применении этих реакций в электроаналитических целях с использованием углеродных материалов в литературе пока не имеется. [c.110]
Непрерывно возникают и развиваются новые перспективные области применения углеграфитовых электродов. . В первую очередь это гидроэлектрометаллургия цветных металлов и электро-оргаиический синтез. Другое интересное направление — уже упоминавшийся прямой электрохимический синтез пероксида водорода при восстановлении кислорода на угольных электродах. Еще одно перспективное направление — использование поляризованных высокодисперсных угольных сорбентов для детоксикации, очистки сточных вод и выделения полезных элементов из морской воды. Новым вопросом является электрохимическая конверсия ископаемых углей, т. е. их электрохимическое окисление с одновременным выделением водорода на катоде. С целью крупномасштабной экономии энергии анодное окисление ископаемых углей может сочетаться с технически важными катодными процессами. [c.248]
. В первую очередь это гидроэлектрометаллургия цветных металлов и электро-оргаиический синтез. Другое интересное направление — уже упоминавшийся прямой электрохимический синтез пероксида водорода при восстановлении кислорода на угольных электродах. Еще одно перспективное направление — использование поляризованных высокодисперсных угольных сорбентов для детоксикации, очистки сточных вод и выделения полезных элементов из морской воды. Новым вопросом является электрохимическая конверсия ископаемых углей, т. е. их электрохимическое окисление с одновременным выделением водорода на катоде. С целью крупномасштабной экономии энергии анодное окисление ископаемых углей может сочетаться с технически важными катодными процессами. [c.248]
Золу или эталон (10 мг) и 30 мг буферной смеси растирают в агатовой ступке 10 мин и вводят в канал угольного электрода. Спектры возбуждают в дуге постоянного тока силой 9 А. Использованы следующие линии Са 317,93 нм, Си 327,40 нм, Ре 302,11 нм, Мп 280,11 нм и Рс1 342,12 нм. При концентрации меди 0,7—3,2 мкг/г, марганца 0,8—21 мкг/г и железа 5— 220 мкг/г коэффициент вариации результатов анализа составляет 5,6—7,5%. Результаты анализа хорошо коррелируют с данными, полученными атомно-абсорбционным методом после кислотного озоления пробы. Уместно отметить, что применение такого экзотического внутреннего стандарта едва ли оправдано, так как палладий практически ни по одному показателю не отвечает требованиям, предъявляемым к внутреннему стандарту для определения меди, марганца и железа. [c.217]
При концентрации меди 0,7—3,2 мкг/г, марганца 0,8—21 мкг/г и железа 5— 220 мкг/г коэффициент вариации результатов анализа составляет 5,6—7,5%. Результаты анализа хорошо коррелируют с данными, полученными атомно-абсорбционным методом после кислотного озоления пробы. Уместно отметить, что применение такого экзотического внутреннего стандарта едва ли оправдано, так как палладий практически ни по одному показателю не отвечает требованиям, предъявляемым к внутреннему стандарту для определения меди, марганца и железа. [c.217]
В работе [145] дано сравнение результатов анализа раствора методами вращающегося электрода, вакуумной чашки и нанесением капель раствора на торец угольных и графитовых электродов. Средние ошибки определения железа и свинца соответственно составляют для метода вращающегося электрода 3,3 и 3,3% для метода вакуумной чашки 3,3 и 5% для графитового электрода 6,7 и 3,3% и для угольного электрода 10 и 8,3%. По чувствительности наилучшие результаты также получены методом вращающегося электрода, далее следуют методы вакуумной чашки, угольного и графитового электродов. Метод вращающегося электрода в дальнейшем подробно рассмотрен применительно к анализу нефтепродуктов. Различные варианты метода и его применение для анализа растворов описаны в работах [137, 138, 141, 142, 146—149 и др.]. [c.29]
Метод вращающегося электрода в дальнейшем подробно рассмотрен применительно к анализу нефтепродуктов. Различные варианты метода и его применение для анализа растворов описаны в работах [137, 138, 141, 142, 146—149 и др.]. [c.29]
Существенное значение для анализа нефтепродуктов имеет влияние водорода. Этот вопрос в ряде работ исследован довольно детально. При возбуждении спектра высокочастотным разрядом в водороде установлено существенное снижение интенсивности линий примесей, поступающих из электродов [351]. Подобный эффект обнаружен также при анализе порошков из канала электрода [352 , методом вдувания [76] и при анализе растворов с применением фульгуратора [184]. При анализе сухого остатка в водороде на торце угольного электрода интенсивность линий примесей снижается в 40 раз, а при анализе раствора — до 8 раз. Такая разница, по-видимому, объясняется тем, что в растворах содержится значительное количество водорода, уменьшающего его дополнительное влияние. [c. 136]
136]
Визуальные наблюдения выявили, что интенсивное дугообра-зоваиие происходит ближе к внутреннему неподвижному электроду, т. е. к электроду с меньшим диаметром, в то время как вблизи наружного электрода отмечается слабое искрение и небольшое выделение газа. Это подтверждается также большим износом внутреннего электрода. Такая неравномерность дуго-образования снижает срок работы электродов, а следовательно, и реактора. Особенно наглядно подтвердилось это при работе с металлическими электродами, износ которых под действием кратковременных дуговых разрядов происходил значительно быстрее угольных электродов. Применение металлических электродов для данного вида реакторов нецелесообразно. Использование металлических деталей непосредственно в зоне дугообразо-вания надо считать недопустимым ввиду их быстрого разрушения. Недостатком цилиндрического реактора явилась также его низкая [c.109]
Менее развита вторая группа методов, имеющих своей задачей анализ смесей со сравнимым содержанием отдельных редкоземельных элементов. При этом иногда используют методику, позволяющую свести задачу к определению примесей в каком-либо основном компоненте. Так поступал Фассель при определении Gd и Y в сложных смесях редкоземельных элементов. При подготовке пробы к анализу к образцу добавляли значительное количество СеОг (80% СеОг и 20% образца) и затем полученную пробу смешивали с графитовым порошком в соотношении 1 1. Смеси такого состава весом 15 мг вводили в анод дуги постоянного тока с угольными электродами. Применение этой методики позволяло определять Gd и Y в сложной смеси редких земель в области концентраций 8—100% с хорошей точностью (относительная стандартная ошибка 2,57о)- [c.300]
При этом иногда используют методику, позволяющую свести задачу к определению примесей в каком-либо основном компоненте. Так поступал Фассель при определении Gd и Y в сложных смесях редкоземельных элементов. При подготовке пробы к анализу к образцу добавляли значительное количество СеОг (80% СеОг и 20% образца) и затем полученную пробу смешивали с графитовым порошком в соотношении 1 1. Смеси такого состава весом 15 мг вводили в анод дуги постоянного тока с угольными электродами. Применение этой методики позволяло определять Gd и Y в сложной смеси редких земель в области концентраций 8—100% с хорошей точностью (относительная стандартная ошибка 2,57о)- [c.300]
Как и в гальваническом элементе, при электролизе могут быть использованы активные (расходуемые) и инертные (нерасходуе-мые) аноды. Активный анод окисляется и посылает в раствор собственные ионы. Инертный анод является лишь передатчиком электронов, а сам химически не изменяется. В качестве инертных анодов обычно используют графит и платину. Рассмотрим простейший пример электролиза расплава хлорида натрия с применением угольных электродов. Расплав Na l диссоциирует с образованием ионов Na+ и С1 [c.297]
Рассмотрим простейший пример электролиза расплава хлорида натрия с применением угольных электродов. Расплав Na l диссоциирует с образованием ионов Na+ и С1 [c.297]
Прочие области. С давних пор известно применение РЗЭ в светотехнике. В настоящее время угольные электроды с редкоземельными наполнителями применяются в мощных зенитных прожекторах, киносъемочных и кинопроекционных аппаратах. Большую роль играют РЗЭ в синтезе кристаллофосфбров — веществ, которые преобразуют в свет различные виды энергии (ультрафиолетовые, катодные, рентгеновские- лучи) и применяются в телевизионной, радиолокационной аппаратуре, электронно-оптических преобразователях. [c.89]
Часто индий открывают и определяют при возбуждении спектра в дуге. По очень чувствительным линиям 1п3256,1 и In 3039,ЗА можно открывать до 0,1 yin [368]. Находящаяся в видимой части спектра линия In 4101,8 А значительно слабее, а более сильная линия In 4511,3A не может быть использована при употреблении угольных электродов, так как она перекрывается полосой циана (максимум интенсивности при 4514,9 А). Поэтому в ряде случаев целесообразно работать с металлическими электродами, например с железными [133]. На нижний электрод помещают исследуемое вещество (например, раствор, который осторожно выпаривают) вещество испаряют в дуге при 110 в и 5,5 а при применении угольных электродов диаметром 7 мм [368] или при 110 в и 3 а при применении железных электродов [133] продолжительность экспозиции 15 рек. Сравнивают интенсивность линий In 3256,1 и In 3039,4 A в спектре анализируемого вещества и стандарта. Индий успешно определяют с применением железных электродов в многочисленных металлах не мешают медь, свинец, цинк, железо и галлий. Олово и серебро несколько изменяют чувствительность метода [133]. [c.208]
Поэтому в ряде случаев целесообразно работать с металлическими электродами, например с железными [133]. На нижний электрод помещают исследуемое вещество (например, раствор, который осторожно выпаривают) вещество испаряют в дуге при 110 в и 5,5 а при применении угольных электродов диаметром 7 мм [368] или при 110 в и 3 а при применении железных электродов [133] продолжительность экспозиции 15 рек. Сравнивают интенсивность линий In 3256,1 и In 3039,4 A в спектре анализируемого вещества и стандарта. Индий успешно определяют с применением железных электродов в многочисленных металлах не мешают медь, свинец, цинк, железо и галлий. Олово и серебро несколько изменяют чувствительность метода [133]. [c.208]
Основными областями применения машины Ко-Кпе1ег являются подготовка термопластичных и термореактивных пластмасс, производство угольных электродов, приготовление хлебного теста и шоколадных масс. Она обеспечивает возможность проведения химических превращений в вязкопластичных средах и в первую очередь процессов получения плавиковой кислоты, фторида алюминия, ацетат-целлюлозы, вискозы и различных полимеров. Применение машин этого типа в качестве шнековых реакторов освещено также в разделе 3.8.1. [c.100]
Применение машин этого типа в качестве шнековых реакторов освещено также в разделе 3.8.1. [c.100]
Суш ественное снижение предела обнаружения мышьяка достигается с помощью термохимических реакций. Наиболее полная характеристика термохимических процессов в электродах угольной дуги приведена в работах [435, 1045]. К основным термохимическим реакциям в угольных электродах дуги, применяемым при определении мышьяка в разнообразных объектах, относятся реакции сульфидирования (добавление серы [134], сульфидов [45] или восстанавливающ,ихся до сульфидов сульфатов) и фторирования (добавки фторидов N3, А1, Си, РЬ и др.) [1046]. С помощью сульфидирования при анализе двуокиси титана предел обнаружения мышьяка удалось снизить до 1-10 % [256]. При определении мышьяка в меди применение СиГа в качестве фторирующего агента при использовании дуги постоянного тока (14а), оптимального времени экспозиции (10 сек.) и дифракционного спектрографа позволило определить 5-10 % Аз [1161]. Низкий предел обнаружения мышьяка достигается путем применения метода глобульной дуги . Глобульная дуга в настоящее время получила широкое применение при анализе ряда металлов Сг, Мп, Ре, Со, N1, Си, Т1, Ag, 8п и др. В чистой меди этот метод позволяет определять до [c.94]
Низкий предел обнаружения мышьяка достигается путем применения метода глобульной дуги . Глобульная дуга в настоящее время получила широкое применение при анализе ряда металлов Сг, Мп, Ре, Со, N1, Си, Т1, Ag, 8п и др. В чистой меди этот метод позволяет определять до [c.94]
Анализ выполняют на спектрографе средней дисперсии с применением дуги постоянного тока силой 8 а, проба — анод. Для усиления эффекта фракционного испарения к окиси образца добавляют смесь серы и углек ис-лого натрия (в отношении 1 5) [275]. Эталоны готовят механическим смешиванием чистой окиси титана с чистой Р2О5 или МдаРгО . При выполнении анализа 25 мг пробы (или 60 мг смеси пробы с серой и углекислым натрием) набивают в канал угольного электрода. Диаметр канала 3,5—4 мм, глубина [c.147]
Температура плазмы дуги зависит от материала электродов и ионизационного потенциала газа в межэ-лектродном промежутке. Наиболее высокая температура плазмы ( 7000 К) достигается в случае применения угольных электродов. Для дуги между медными электродами она составляет 5000 К. Введение солей щелочных элементов (например, калия) снижает температуру плазмы дуги до 4000 К. [c.364]
Для дуги между медными электродами она составляет 5000 К. Введение солей щелочных элементов (например, калия) снижает температуру плазмы дуги до 4000 К. [c.364]
Наиболее широкое распространение получил вариант анализа по ступенчатому ослаблению линий, разработанный в 50-х годах М.М. Клером. Первоначально он предназначался для анализа порошковых проб горных пород, но впоследствии получил применение и в других областях. Для анализа используется десятиступенчатый ослабитель с дополнительной шторкой (рис. 14.32), устанавливаемой непосредственно перед ослабителем на входной щели спектрографа (аналогично диафра1″ме Г артмана). Путем горизонтального перемещения шторка может быть установлена в одном из четырех положений в положении 1 производят съемку спектра угольных электродов (без пробы) для проверки их чистоты в отношении определяемых элементов в положении 2 экспонируется спектр пробы, причем одновременно на двух уровнях — через верхний вырез в шторке для выделения спектра легколетучих компонентов и через нижний вьгрез и ослабитель (длительность экспозиции в этом положении шторки обычно составляет 20-30 с) в положении 3 — до полного выгорания пробы из электрода (шторку передвигают в это положение, не выключая дугового разряда). [c.403]
[c.403]
Применение фтороплас-товой и полиэтиленовой посуды и приборов, иони-товых фильтров для предотвращения загрязнения пробы позволяет значительно повысить коэффициент обогащения и, как следствие, чувствительность анализа [280, 281]. Авторами установлено, в частности, загрязнение угольного концентрата, соприкасающегося с бумажной калькой. Между тем, именно в пакетах из бумажной кальки обычно хранят порошкообразные пробы и эталоны. Необходимо постоянно помнить, что даже спектрально чистые материалы обычно содержат заметное количество тех или иных примесей. Поэтому наряду с повышением требований к чистоте применяемых материалов следует по возможности сократить их удельный расход. Стенки угольных электродов должны быть минимальной толщины, а соотношение диаметра канала и его глубины — оптимальным. При растворении пробы необходимо использовать минимальное количество реактивов и воды. Для снижения концентрации внутреннего стандарта желательно использовать наиболее чувствительные линии сравнения и т. д. [c.129]
д. [c.129]
Графитовый (угольный) электрод: виды, применение и строжка
В 1882 году российский ученый Н. Н. Бенардос впервые в мире соединил металлические детали с помощью электродуговой сварки. В своей установке он использовал неплавящиеся угольные электроды и раздельную подачу присадочного материала и флюса. Основываясь на этом методе, Бенардос также разработал сварку в защитном газе и электродуговую резку. Через шесть лет была изобретена сварочная технология с использованием плавящихся электродов, которые со временем практически полностью вытеснили угольные. В настоящее время последние ограничены в своем применении тремя основными направлениями: удаление излишков металла, дуговая резка и сварка отдельных материалов.
На просторах российского интернета в статьях о сварочных технологиях нередко можно встретить такое название, как «графитовый электрод». Не вдаваясь в подробности причин этого явления, следует отметить, что ГОСТ не предусмотрено изготовление сварочных электродов из графита. Государственным стандартом регламентированы только графитовые спектральные электроды, применяемые для лабораторных исследований. Производители могут выпускать угольные и графитовые стержни как фасонные изделия по ТУ 1915-086–00200851, но таким образом, как правило, изготавливают только толстые электроды для разделки лома и обработки отливок.
Государственным стандартом регламентированы только графитовые спектральные электроды, применяемые для лабораторных исследований. Производители могут выпускать угольные и графитовые стержни как фасонные изделия по ТУ 1915-086–00200851, но таким образом, как правило, изготавливают только толстые электроды для разделки лома и обработки отливок.
Кроме того, металлургические предприятия, на которых применяют графитированные электроды для электродуговых печей, самостоятельно производят нестандартные сварочные электроды из обломков этих крупногабаритных изделий, которые, по сути, тоже можно назвать графитовыми.
Рисунок 1 — Графитовый электрод
Назначение угольных электродов
Угольные электроды, в основном, используются для заделки дефектов в поковках, литых заготовках и металлопрокате, снятия излишков металла с поверхности сварочных швов и массивных заготовок, а также при сварке отдельных видов металлов и их сплавов. Обычно их применяют при таких видах работ, как:
- устранение приливов, раковин и прочих дефектов;
- строжка корней сварочных швов;
- срезание прихваток и старой сварки;
- прожигание отверстий;
- срезание заклепок;
- сварка металлических заготовок с тонкими краями;
- сваривание цветных металлов;
- сварочное соединение жил и шин при электротехнических работах.

При срезании лишнего металла обычно применяют метод строжки — выдувание кипящего металла из сварочной ванны узконаправленным потоком сжатого воздуха (см. далее). Таким способом вычищаются каверны в литых заготовках и поковках, а также снимается дефектный слой металла со сварных швов.
Применение этих изделий для сварки цветных металлов, в основном, ограничено чугуном, медью и ее сплавами (см. таблицу).
| № | Материал детали | Материал присадочных прутков | Флюс | Доп. условия |
| 1 | Медь | Оловянно-фосфористая бронза, кремнистая латунь и медь (М1 или МСр1). | Бура с добавками древесного угля, гидрофосфата натрия и кремниевой кислоты. | — |
| 2 | Бронза | Тот же, что и основное изделие. | Для оловянистых бронз — бура, для алюминиевых бронз — хлориды и фториды. | Перед сваркой прогреть до 250÷350 °C. |
| 3 | Латунь | Тот же, что и основное изделие. | — | Погружение конца угольного стержня в расплавленный металл, чтобы дуга была полностью окружена парами цинка. |
| 4 | Чугун | Чугунные прутки марок А и Б. | На основе буры. | — |
Сварка угольными электродами листового проката обычно производится без использования присадочных прутков, путем расплавления металла кромок заготовки. При этом толщина свариваемых листов обычно составляет 1÷2 мм, а их края соединяются или встык с отбортовкой (подогнутыми кромками) или внахлест.
Описание технологии
В начале работы (как перед сваркой, так и перед строжкой) всегда проводится подготовка. Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Убираются все очаги коррозий, включения чужеродных материалов, загрязнения, неровности. После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
Уровень силы тока выставляется в зависимости от диаметра электрода. При размере в 4 мм сила тока должна достигать 150-200 Ампер.
 Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.
Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.Для стабильности работы дуги стоит настраивать постоянный тип тока. Полярность устанавливается отрицательная. Это также понизит расход материала.
Для улучшения плотности шва и стабилизации дуги при строжке и сварке применяется флюс. Они существуют нескольких типов: порошок, паста, жидкость. Использовать можно любой, однако для применения в домашних условиях больше подходит форма пасты или жидкости.
Для лучшего эффекта флюс должен включать в себя ионизирующие вещества. Сам флюс наносится на сварочную поверхность и распределяется тонким равномерным слоем.
Далее присадочный элемент вставляется в держак, разжигается дуга и формируется сварочная ванна. Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Во время работы видимая часть присадочного элемента не должна превышать 7 см. Продвижение вдоль стыка должно быть равномерным, с учетом плавления кромок и формирования соединения.

Сваривание деталей, а также строжка угольным электродом применимо в домашних условиях, однако для этого нужно использовать аппаратуру заводского производства. Самодельные агрегаты для такой сварки не подойдут ввиду отсутствия возможности настройки силы тока.
Устройство и характеристики
Угольные электроды — это стержни круглого или прямоугольного сечения, изготовленные из электротехнического угля, который представляет собой смесь углерода (в виде кокса или антрацита), сажи и связующих веществ (каменноугольная смола или жидкое стекло). Круглые изготавливают методом экструзии и поставляются потребителям в виде стержней диаметром от 4 до 18 мм и длиной 250÷700 мм, а прямоугольные — методом прессования в формах. Помимо типоразмеров ГОСТ также применяются специальные стержни увеличенной толщины (15х15, 20х20 и т. п.), изготовленные по ТУ.
Угольные электроды намного дешевле и прочнее графитовых. Но удельное сопротивление электротехнического угля в несколько раз выше, чем у графита.
 Поэтому для улучшения электротехнических характеристик угольных стержней их поверхность покрывают медью.
Поэтому для улучшения электротехнических характеристик угольных стержней их поверхность покрывают медью.В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) | Канавка (ширина/глубина) (мм) | Толщина реза (мм) |
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
Виды угольных электродов
Нормативной базой для производства отечественных угольных электродов является ГОСТ 10720-75, содержащий описание трех типов таких изделий: ВДК, ВДП, СК, — которые могут выпускаться как омедненными, так и без покрытия. ВДК (воздушно-дуговые круглые) должны изготавливаться длиной 300 мм и четырех типоразмеров по диаметру.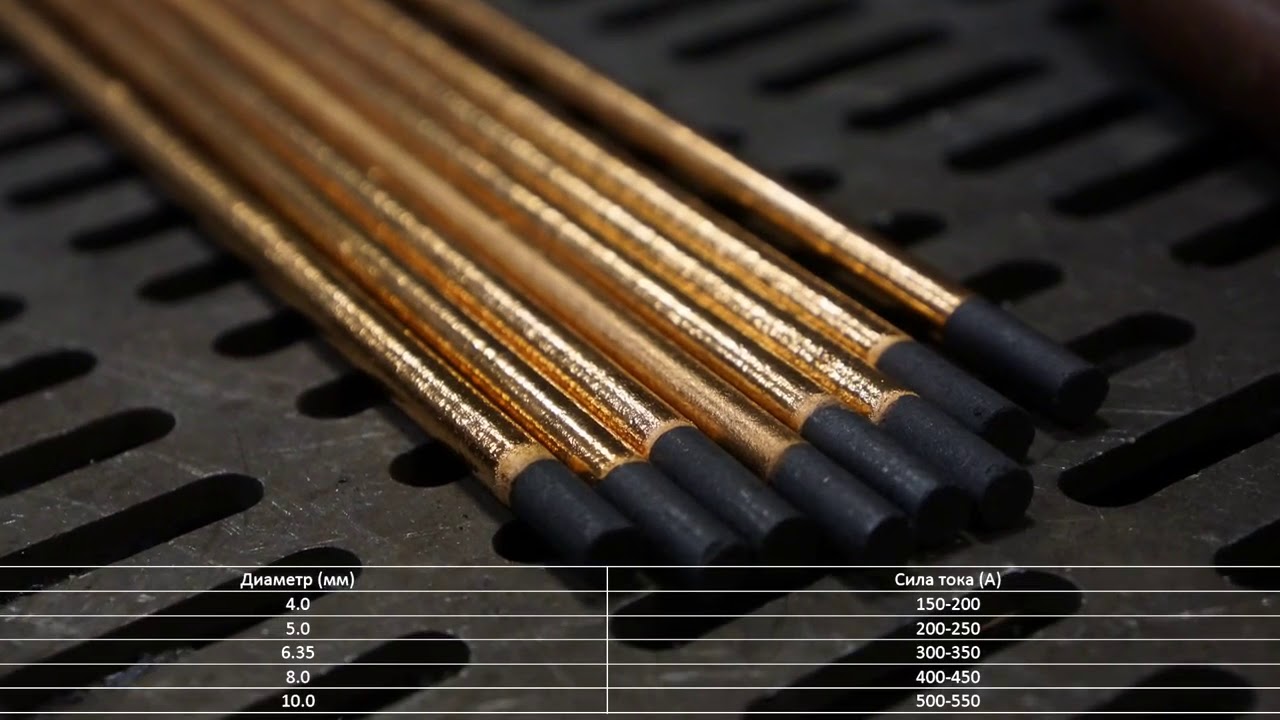 СК (сварочные круглые) — длиной 250 мм и шести типоразмеров по диаметру. ВДП (воздушно-дуговые плоские) — длиной 350 мм и двух сечений. По запросу заказчика разрешается изготавливать изделия СК с линейным размером до 700 мм.
СК (сварочные круглые) — длиной 250 мм и шести типоразмеров по диаметру. ВДП (воздушно-дуговые плоские) — длиной 350 мм и двух сечений. По запросу заказчика разрешается изготавливать изделия СК с линейным размером до 700 мм.
Кроме отечественных электродов на российском рынке представлена продукция известных международных сварочных брендов и производителей из Восточной Азии. Шведский концерн ESAB предлагает свыше двадцати видов омедненных угольных электродов. Кроме изделий, используемых для сварки на постоянном токе прямой полярности, в номенклатуре ESAB присутствуют четыре типоразмера для сварки на переменном токе. А известный немецкий производитель сварочных принадлежностей ABICOR BINZEL, рекламируя свою продукцию, акцентирует внимание на том, что она изготовлена из «синтетического графита» (т. е. графитированного углерода). Вполне вероятно, что эти изделия спрессованы из порошка, полученного из остатков и лома металлургических графитированных электродов.
Помимо этого, на рынке присутствуют прессованные электроды из электротехнического и графитированного углерода, которые изготавливаются на заказ производителями угольных и графитовых изделий по ТУ 1915-086–00200851.
Как правило, они представляют собой прямоугольные стержни толщиной 10, 20, 30 и более миллиметров и применяются для объемных работ на больших сварочных токах: разделке металлургического лома, устранении прибылей на отливках, сквозной резке толстого металла и пр.
Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- – полуавтоматы и автоматы;
- – TIG – аппараты;
- – инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.
BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой
Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Советы по сварке
При сварке медных проводников следует помнить, что в первую очередь нужно подготовить и очистить свариваемые поверхности, а затем надежно их зафиксировать. Сварка медных проводов и шин осуществляется только в положении сверху вниз, т. к. расплавленная медь обладает повышенной текучестью. При этом используется флюс «борный шлак». Еще одной особенностью данного типа электродов является то, что процесс плавления у них почти неразличим, т. к. практически сразу начинается испарение (электротехнический уголь плавится при температуре 3800 °C, а испаряется — при 4200 °C).
Рекомендуемый угол заточки торцов угольных стержней — 60÷70°, но для сварки цветных металлов их необходимо затачивать под углом 20÷40°. Листовую медь толщиной до 4 мм можно сваривать без использования присадочных прутков (но с обязательной отбортовкой кромок), а свыше 4 мм — встык с присадочным материалом и разделкой кромок под углом 45°. Технология сварки латуни требует разделки кромок под углом 60÷70° с притуплением торцов на 1÷2 мм. Сварка производится путем погружения конца стержня, который должен быть полностью окутан парами цинка.
Технология сварки латуни требует разделки кромок под углом 60÷70° с притуплением торцов на 1÷2 мм. Сварка производится путем погружения конца стержня, который должен быть полностью окутан парами цинка.
Рисунок 5 — Провода из латуни
Особенности сварки
Некоторые сварщики делились историями о том, как они использовали в качестве источника угля батарейки, не имея возможности купить стержень. Учтите, что этот вариант не подойдёт, если вам нужен красивый шов.
Угольный электрод имеет свойство не плавится. В этом заключается его основное отличие от типичных металлических стержней.
Работа с ним имеет некоторые особенности: сварка с этим стержнем требует не переменного, а постоянного тока, полярность которого прямая. Плюс должен подсоединяться к металлу, с которым вы работаете, а минус – непосредственно к электроду.
Некоторые ситуации во время сварочных работ требуют использования присадочного элемента. Такой ситуацией может быть, например, отбортовка тонких заготовок из металла. Используя присадку, можно сделать эту процедуру проще и выгоднее.
Используя присадку, можно сделать эту процедуру проще и выгоднее.
Выбирать присадку нужно учитывая материал, с которым проводится работа. При пайке меди, например, следует выбирать бронзу как присадочный материал.
Стоит обратить внимание и на форму и площадь сечения присадочной проволоки (также это может быть пластина).
Строжка угольным электродом
Строжка — это удаление узкого поверхностного слоя с использованием электродуговой сварки угольными электродами. Само слово ведет свое происхождение от глагола «строгать», т. к. этот процесс в чем-то аналогичен обработке пазов на строгальном станке. Технология строжки основана на разогреве металла электрической дугой до температуры кипения с последующим выдуванием его из сварочной ванны узконаправленным потоком воздуха. Строжка выполняется на глубины до десятков миллиметров, а ее производительность, зависящая от толщины угольного электрода и силы тока, измеряется в граммах удаленного металла на сантиметр канавки.
При выполнении строжки электрод под наклоном 30÷45° равномерно перемещают вперед, формируя канавку, которая на несколько миллиметров шире и глубже диаметра электрода. Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.
Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.
Рисунок 6 — Направление воздуха при сварке
Применение сварки угольными электродами для соединения электротехнических шин из меди и алюминия подробно регламентировано инструкцией «Росэлектромонтажа» И 1.08-08. Но там ничего не говорится о сварке проводов. Вместе с тем в интернете достаточно много фотографий, демонстрирующих использование такой сварки при монтаже электропроводки в обычных квартирах и офисных помещениях. Однако найти даже упоминание о нормативном документе, регламентирующем такую технологию, нам пока что не удалось. Если вам что-нибудь известно об этом, пожалуйста, напишите комментарий к этой статье.
Электроды для высокоуглеродистых сталей
- Для сварки углеродистой стали
- Для высоколегированных сталей
Конструкционная сталь, используемая при сваривании металлических изделий разного назначения, выплавляется в мартеновских и открытых электропечах. В результате увеличения процентного содержания углерода в стали, возможно снижение прочности металла, а также у металла появляется большая чувствительность к перегреву, что делает сварочный процесс более сложным. Также воздействие кислорода на сталь оставляет свои следы на его прочности. Образуя оксидные включения, кислород делает сталь более хрупкой.
Высокоуглеродистые стали имеют свойство, из-за которого после воздействия температуры сваривания металл становится более хрупким. Данный процесс в высокоуглеродистых сталях выражен больше, чем в среднеуглеродистых сталях. Также повышается возможность появления трещин. Поэтому перед свариванием обязательно нужно предварительно подогревать свариваемое изделие до температуры 350 – 400 градусов по Цельсию. Последующий отжиг имеет наибольшую важность до остывания нагретого металлического изделия до температуры 20 градусов по Цельсию.
Последующий отжиг имеет наибольшую важность до остывания нагретого металлического изделия до температуры 20 градусов по Цельсию.
Ввиду многих особенностей высокоуглеродистых сталей было налажено производство электродов, специально предназначенных для проведения сварочных работ с вышеприведенными видами сталей. Это электроды НР-70. Классифицируются они как плавящиеся электроды. Типом покрытия является основное. Для сварки электродами НР-70 используется постоянный ток обратной полярности. Предпочитаемым положением сварочного шва является нижнее.
Основным предназначением электродов НР-70 является ручная дуговая наплавка изношенных концов рельсов обычного производства. Также они используются для работы с рельсами производства из мартеновской стали и поверхностей, имеющих объемную закалку. НР-70 используются для работы с высокоуглеродистыми сталями, входящих в состав рельсов, кроме рельсов, изготовленных с использованием бессемеровской стали.
Сварочные электроды изготавливаются диаметром 4 и 5 миллиметров. Для сварки электродами 4 миллиметра нужно использовать сварочный ток, равный 170 – 190 Ампер, а для диаметра 5 миллиметров – 220 – 240 Ампер. В состав наплавленного металла электродами НР-70 входят молибден, кремний, силиций, титан, хром, фосфор, железо, медь, никель, углерод и сера.
Коэффициент наплавки электродов НР-70 составляет 9 г/Ач. Для наплавки 1 килограмма металла используется примерно 1,6 килограмма электродов НР-70. Как видите, разбрызгивание металла у электродов НР-70 достаточно низкое. При сваривании листовых конструкций из высокоуглеродистой стали толщиной 3 – 4 миллиметра подогрев детали полностью или в месте сварки не обязателен.
Проводя сварочные работы без подогрева, металл такой толщины не будет подвергаться образованию трещин и кристаллизации. При переходе к свариванию более толстого листового металла свариваемое изделие желательно подогревать. Проигнорировав данное требование, сварочный шов может получиться некачественным.
Самодельный электрод для меди Для подводной сварки Для теплоустойчивых сталей
Графитовые электроды: применение, разновидности, свойства
Сварка угольным электродом
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем. Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.
Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм. Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Виды угольных электродов
Сегодня производители предлагают пять видов, которые отличаются друг от друга формой сечения.
- Круглые. Применение неограниченно. Диаметр стержня – 3,2-19 мм.
- Круглые бесконечные. Свое название получили за самый малый расход, то есть, это самые экономичные сварочные электроды этой категории. Диаметр – 8-25 мм. Обычно для проведения сварки применяется специальная машинка.
- Плоские. Сечение стержней прямоугольное (иногда квадратное) размером 8-25 мм. В основном используются для заделки дефектов на поверхностях стальных отливок.
- Полукруглые. Сечение – 10-19 мм. На сегодняшний день это самые востребованные электроды, с помощью которых можно решить любые проблемы, связанные с резкой металлических заготовок. При сварке шов получается необходимой формы. При формировании кромок им равных нет.
- Полые. Редко используются. Отличительная черта – с их помощью можно сформировать U-образную канавку. Диаметр стержня: 5-13 мм.
 При формировании кромок им равных нет.
При формировании кромок им равных нет.Чтобы увеличить прочностные характеристики расходников, в технологии их производства стал использоваться метод напыления на электроды медного порошка. Второй метод – электролитический. Это, когда в ванну с электролитов помещают и сам стержень, и медный порошок. Здесь под действием электрического поля медь оседает на плоскости расходника. То есть, получился подвид, который называется – электроды угольные омедненные. По типу разделения он точно такой же, как и обычные угольные электроды.
Режим сварки
Электрод угольного типа относится к категории неплавких элементов. Это и есть его основное отличие от основной категории металлических сварных стержней. Поэтому при сварке с его помощью используется только постоянный ток прямой полярности. То есть, минус присоединяется к электроду, плюс к металлической заготовке.
Получается так, что для сварки металлов с помощью угольного электрода потребуется присадочный элемент. Правда, не всегда. К примеру, по отбортовке тонких металлических заготовок или при некоторых вариантах сварки угловых стыков. Это и выгоднее, и удобнее. Необходимо добавить, что производительность сварочных работ при соединении листов толщиною 1-3 мм с использованием угольных электродов без применения присадочного материала в разы выше, чем при сварке обычными неугольными электродами.
Но тут есть один момент. При сварке две заготовки соединяются между собой путем расплавления самого металла. И такой шов очень прочным назвать нельзя. Поэтому данный вид сваривания лучше всего использовать для сборки неответственных конструкций.
Существует достаточно большая линейка присадочных материалов, которая применяется в этом виде сварки. Все будет зависеть от марки свариваемого металла. К примеру, для сварки меди лучше всего использовать бронзовый присадочный материал.
Очень важен и показатель сечения присадочной проволоки или пластины. Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
| Толщина свариваемых заготовок, мм | Диаметр присадочного прутка, мм |
| 1,5 | 1,5 |
| 1,5-2,5 | 2 |
| 2,5-4 | 3 |
| 4-8 | 5 |
| 8-15 | 8 |
| Больше 15 | 10 |
Конечно, качество шва будет зависеть от того, какой силой тока производится сварка угольным стержнем. Зависимость в нижней таблице.
| Толщина свариваемых заготовок, мм | Сварочный ток, А |
| 2 | 160-200 |
| 3 | 210-260 |
| 4 | 240-280 |
| 5 | 260-300 |
| 6 | 300-350 |
| 7 | 300-360 |
Сварочный режим также зависит и от диаметра используемого электрода. Зависимость в таблице ниже.
Зависимость в таблице ниже.
| Толщина свариваемых заготовок, мм | Диаметр угольного электрода, мм |
| 2-5 | 15 |
| 5-10 | 18 |
| 10-15 | 25 |
Особенности сварки
Существует два вида сварки.
- Правый. Это когда электрод перемещается слева направо, а присадка за ним следом.
- Левый. Стержень движется справа налево, а присадка перед ним.
Самое удивительное, что правая сварка угольным стержнем эффективнее в плане использования тепловой энергии в зоне сварки. При этом удобнее варить детали большой толщины. Да и скорость процесса больше на 20-25%. Но на практике чаще всего применяется именно левая технология.
И другие особенности.
- Электрическая дуга очень чувствительна к различным внешним воздействиям: к ветру, к потокам разных газов, к магнитному влиянию и так далее. Поэтому сварку угольными электродами нужно проводить в закрытых помещениях.
- КПД этого вида сварки ниже, чем у процессов, где используются металлические плавящиеся электроды.
- Плавку угольными стержнями провести невозможно, потому что температура плавления и температура их кипения практически одинаковы: Тпл=3800С, Ткип=4200С.

Использование угольных электродов для сварки медных проводов – один из основных вариантов применения. Особенно ими производится соединение электрических медных шин в трансформаторных подстанциях. Как показала практика, другие способы малоэффективны. В домашних же мастерских угольные электроды используются в основном для резки металлов. То есть, это происходит чаще, чем сваривание. Все дело в условии и возможностях мастерской.
Поделись с друзьями
0
0
0
0
Электродуговая сварка никеля угольным электродом
Такой способ сварки не создаёт каких-либо трудностей. Но, металл при этом насыщается электродом, что крайне нежелательно для никеля. Поэтому, по возможности рекомендуется использовать металлический электрод. Угольным электродом, сваривают, в основном, сплавы на основе никеля.
Угольным электродом, сваривают, в основном, сплавы на основе никеля.
Флюсы при сварке угольным электродом применяют тех же марок, что и при газовой сварке никеля. Процесс сварки ведут электродами диаметром 6-8 мм. Сварочный ток прямой полярности, постоянный. Сила тока 120-140А. Напряжение электрической дуги 22-26В. Угольные электроды применяются при сварке никеля малой толщины. Для больших толщин их не используют.
Угольный электрод. Его отличительные особенности
Как показывает статистика и отзывы пользователей, на сегодняшний день более широким спросом пользуются электроды со стальным плавящимся стержнем. Однако, в отдельных случаях, для сварки просто необходим угольный электрод. При помощи такого стержня можно выполнять сварку, резку, плавку. О том, что такое угольные электроды и в чем их преимущества вы узнаете из этой статьи.
Содержание статьи
Свойства и предназначение
Сварочный угольный электрод — это такой стержень, ключевым компонентом которого является уголь (кокс). Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Нужно сказать, что применение описываемых изделий нашло себя во многих строительных работах.
Чаще всего применяется угольный электрод для сварки металлов, для выполнения воздушной духовой резки металлов и иных действий.
Специалисты, выполняющие сварку на профессиональном уровне, отмечают, что описываемые стержни могут применяться для работы не только с медью, но и с некоторыми другими изделиями:
- сталь разных сортов, сюда входит и нержавейка, низколегированная, в которой содержится небольшое количество углерода,
- тяжелые и легкие сплавы, например бронза, чугун. Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
- всевозможные цветные металлы. Кстати следует знать, что здесь можно получить достаточно качественное и надежное соединение, чего нельзя достичь методом обычной пайки. И сам процесс работы по времени будет менее продолжительным.
 Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,Разновидности угольных электродов
Для повышения прочности расходных материалов, в процессе их изготовления начали применять технологию напыления на электроды медного порошка. Другой способ – электролитический. Он подразумевает собой помещение в ванну с электролитом и самого стержня и медного порошка. Под воздействием электрического поля медь оседает на плоскости расходника. Исходом данной процедуры является образование омедненного угольного электрода.
В настоящее время, электрод угольный омедненный выпускается в пяти основных модификациях, которые различаются между собой по форме сечения:
- круглые, у таких изделий диаметр стержня равен 3,2-19 мм;
- круглые бесконечные, за этим видом наименование закрепилось благодаря его экономичности. То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
- плоские, здесь сечение стержней выполнено в прямоугольной форме (в редких случаях в квадратной), размер равен 8-25 мм. Чаще всего применяются для заделки дефектов на поверхностях отливок из стали;
 То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;- полукруглые, у данных изделий сечение составляет – 10-19 мм. В настоящее время они считаются самыми распространенными и пользуются наибольшим спросом. Посредством полукруглых электродов можно решить любые проблемы, которые касаются резки металлических заготовок. В процессе сварки вы получите шов, который приобретет нужную форму;
- полые, применяются нечасто. Характерная черта – используя данный вид электродов можно сформировать U-образную канаву. Диаметр стержня составляет 5-13 мм.
На заметку! Некоторые пользователи отмечают, что когда не было возможности приобрести угольный электрод, а сварку нужно было производить срочно, использовали угли из батарейки.

Однако, такая процедура скорее всего не обвенчается успехом. Если ваша цель — получение качественного и прочного шва, то лучше купить готовое изделие.
Режим сварки
Угольный электрод для сварки входит в категорию неплавких электродов, что и отличает его от других металлических стержней. Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
В определенных ситуациях для сварки необходимо использовать присадочный элемент. Например, при отбортовке тонких металлических заготовок. Такая процедура будет более выгодной и простой. На рынке представлен большой выбор присадок, которые используются при таком виде сварки. Например, если вы работаете с медью, лучше отдать предпочтение бронзовому присадочному материалу.
Также следует обращать внимание на параметры сечения присадочной проволоки или пластины. Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Совет! Выбирая для сварки электроды угольные омедненные, выбирайте присадочный материал, опираясь на толщину соединяемых заготовок.
Принцип сварки
Выделяется два метода сварки в процессе работы с угольным электродом:
- правый, он подразумевает собой перемещение электрода справа налево, а присадка идет сразу за ним$
- левый, в такой ситуации стержень движется слева направо, а присадка – перед ним.
Правая сварка считается более действенной, в плане применения тепловой энергии в участке сварки. Таким способом удобнее производить сварку деталей большой толщины. Да и скорость самого процесса выше примерно на 20-30%. Однако на практике сварщики отдают большее предпочтение левой технологии.
Подводя итог следует сказать, что чаще всего угольные электроды применяются для сварки медных проводов, в домашних условиях они нашли свое применение в резке металлов.
[Всего голосов: 2 Средний: 1.5/5]
Виды угольных электродов
Электроды угольные сварочные представлены на рынке в нескольких различных вариантах:
- Омедненный круглый – используется в различных сферах и может иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные – являются весьма экономными и значительно сокращают свой расход. Их работа практически безотходна. Чтобы ими было удобнее пользоваться, используется специальная машинка. Сечение у данных изделий является круглым, а диаметр начинается от 8 до 25 мм.
- Плоские омедненные – имеют квадратное или прямоугольное сечение. Имеют сечение от 8 до 25 мм, хотя под заказ можно сделать электроды и больших размеров.
- Омедненные полукруглые – из всех разновидностей являются наиболее широко употребляемыми. С одной стороны у них плоское сечение, а с другой – круглое. Таким образом, он может решать любые проблемы с резкой металла. С его помощью можно сформировать канавку требуемой формы. Размеры сечения колеблются от 10 до 19 мм.
- Полые омедненные – используются для строжки и могут формировать канавки U-образной формы. На рынке встречаются достаточно редко и диапазон диаметров здесь составляет от 5 до 13 мм.

Размеры угольных электродов
Для каждой из разновидностей, будь то угольные электроды омедненные или другие, имеются свои номинальные размеры.
| Разновидность | Размеры, мм |
| Омедненный круглый | 3,2; 4; 5, 6,5; 8; 9; 9,5; 10; 13; 16; 19. |
| Бесконечные омедненный | 8; 10; 13; 16; 19; 25. |
| Плоские омедненные | 8-8-305, 10-5-305, 15-5-305, 20-5-355, 25-5-355, 20-6-355. |
| Омедненные полукруглые | 3-6.5-355, 10-5-355, 16-8-355, 19-9.5-355 |
| Полые омедненные | 5; 6,5; 8; 9; 13. |
Сварка угольным электродом
Угольные электроды изготавливают из аморфного электротехнического угля в виде стержней круглого сечения диаметром от 6 до 18 мм, длиной 250—700 мм с гладкой черной поверхностью. Для сварки пригодны только сплошные электроды, т. е. без канала внутри. Конец электрода затачивают под углом 60—70°, а для сварки цветных металлов — 20—40°.
Для сварки пригодны только сплошные электроды, т. е. без канала внутри. Конец электрода затачивают под углом 60—70°, а для сварки цветных металлов — 20—40°.
Процессу сварки угольными электродами присущи такие особенности:
- температуры плавления и кипения угольных электродов весьма высоки и настолько близки (Тпл = 3800 °C, Ткип = 4200 °C), что практически процесс плавления не удается наблюдать, видно лишь медленное испарение, чистый углерод имеет Тпл ≈ 3500 °C, Ткип = 3467 °C, поэтому он не плавится, а возгоняется;
- сварку угольными электродами можно вести только на прямой полярности (минус на электроде). При обратной полярности наблюдается недостаточно устойчивое горение дуги, неудовлетворительное формирование шва, происходит науглероживание наплавленного металла, электрод сильно разогревается на большой длине, что приводит к увеличению его испарения;
- коэффициент полезного действия дуги при сварке угольным электродом значительно ниже, чем при сварке металлическим плавящимся электродом;
- дуга в процессе сварки чувствительна к различным внешним воздействиям, потокам газов, ветру и т. п., а также сильно поддается магнитному дутью.
 п., а также сильно поддается магнитному дутью.
п., а также сильно поддается магнитному дутью.Вместе с тем угольные электроды успешно применяют для сварки тонколистового металла, заварки дефектов литья, сварки цветных металлов и наплавки твердых сплавов.
В настоящее время используют следующие способы сварки угольным электродом тонколистового металла:
- без присадочного материала;
- с подачей присадочного материала в дугу;
- с предварительной укладкой присадочного материала.
Сварка без присадочного материала — это наиболее простой способ, который получил наибольшее распространение. Он заключается в оплавлении дугой кромок свариваемых деталей. Этим способом сваривают листы при бортовых, угловых и нахлесточных соединениях. Причем производительность сварки при толщине листов 1—3 мм может быть значительно выше производительности ручной сварки покрытыми металлическими электродами. Без присадочного материала
успешно сваривают уголки, швеллеры и другие профили, в которых шов образуется за счет расплавленного металла кромок или полок. Сварка стыковых соединений этим способом дает ослабленный шов, и поэтому его можно применять только лишь в тех случаях, когда шов не будет подвергаться значительным усилиям.
Сварка стыковых соединений этим способом дает ослабленный шов, и поэтому его можно применять только лишь в тех случаях, когда шов не будет подвергаться значительным усилиям.
Характерные типы сварных соединений, которые можно выполнять этим способом, показаны на рис. 1.
Рис. 1. Характерные типы сварных соединений без присадочного материала: а — стыковое соединение листов толщиной 1—2 мм с отбортовкой кромок; б — присоединение штампованного днища к обечайке; в — соединение кожухов, емкостей и т. п.; г — угловое соединение; д, е, ж, з, и — различные виды соединений из уголков, швеллеров и листов, соединение внахлест
Сварка тонких листов с подачей присадочного материала в дугу ведется по схеме, приведенной на рис. 2. Сварщик в левой руке держит присадочный пруток, а в правой — держатель с угольным электродом. Факел дуги направляют на конец присадочного материала, и этим предупреждают прожоги при сварке тонких листов. Такой способ рекомендуется для сварки стальных листов толщиной 0,3—1,0 мм.
Рис. 2. Сварка тонких листов с подачей присадочного металла в дугу
Он дает также хорошие результаты при заварке дефектов литья и при сварке цветных металлов.
Сварку с подачей присадочного материала в дугу можно выполнять «левым» и «правым» способом. При «левом» способе (рис. 3, а) присадочный пруток раз
Рис. 3. Сварка с подачей присадочного материала в дугу: а — левый способ; б — правый способ
мещают между электродом и основным металлом, пламя дуги направлено на основной металл. При «правом» способе (рис. 3, б) присадочный пруток размещают между наплавленным валиком и угольным электродом, пламя дуги направлено на расплавленный металл.
При «правом» способе нагрев более концентрированный, чем при «левом», что позволяет производить сварку на больших скоростях. Однако при «правом» способе велика вероятность прожогов.
На практике чаще применяют «левый» способ, а «правый», как правило, используют при сварке металла больших толщин.
Сварку с предварительной укладкой прутков или полосок применяют при выполнении стыковых и угловых швов из листов большой толщины (рис. 4). При этом получается усиленный шов за счет сплавления кромок свариваемых листов и присадочного прутка.
Сварочный ток подбирают в зависимости от толщины металла и вида сварного соединения; диаметр электрода — в зависимости от толщины свариваемых листов с таким расчетом, чтобы электрод не разогревался по всей длине до светло-красного каления, которое вызывает его быстрое испарение, растекание и расход.
Примерные режимы сварки соединений низкоуглеродистой стали угольными электродами приведены в табл. 1.
Рис. 4. Сварка с предварительной укладкой прутков или полосок: а — односторонний стыковой шов с укладкой прутка; б — односторонний стыковой шов с укладкой прутка и подкладкой под шов полоски; в, г — односторонний угловой шов с укладкой прутка; д — односторонний стыковой шов с укладкой полоски и подкладкой под шов полоски; е — двухсторонний стыковой шов с укладкой с обеих сторон полоски; ж — двухсторонний стыковой шов с укладкой полоски в зазор между свариваемыми листами
Таблица 1. Режимы сварки соединений из низкоуглеродистой стали угольными электродами
Режимы сварки соединений из низкоуглеродистой стали угольными электродами
| Вид соединения | Толщина металла, мм | Сила тока, А | Диаметр электрода, мм | Скорость сварки, м/ч |
| Односторонний стыковой шов | 2 | 200 | 10 | 20 |
| 3 | 300 | 12 | 20 | |
| Односторонний угловой шов | 2 | 150 | 10 | 20 |
| 3 | 250 | 10 | 15 | |
| С отбортовкой кромок | 1 | 130 | 10 | 30 |
| 2 | 200 | 10 | 40 |
Увеличение плотности тока можно допускать при использовании графитовых электродов. Графитовые электроды изготавливают из кристаллического углерода — графита. Цвет графитовых электродов темно-серый с металлическим блеском. Они мягкие, легко режутся, при сварке дают лучшие результаты, чем угольные. Благодаря высокой электропроводности и стойкости против окисления они медленнее испаряются и более стойки против растрескивания. При использовании графитовых электродов можно повысить силу тока в 2,5—3 раза по сравнению с угольными электродами. Это позволяет пользоваться более тонкими и удобными в работе электродами. Ориентировочные режимы сварки соединения при отбортовке кромок с использованием графитовых электродов приведены в табл. 2.
При использовании графитовых электродов можно повысить силу тока в 2,5—3 раза по сравнению с угольными электродами. Это позволяет пользоваться более тонкими и удобными в работе электродами. Ориентировочные режимы сварки соединения при отбортовке кромок с использованием графитовых электродов приведены в табл. 2.
Таблица 2. Режимы сварки соединений при отбортовке графитовыми электродами
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А | Скорость сварки, м/ч |
| 1,5 | 5 | 90—100 | 45 |
| 2 | 6 | 125—135 | 40 |
| 2,5 | 6—8 | 100—250 | 35 |
| 3 | 6—8 | 250—275 | 33 |
При сварке тонких листов угольным электродом наружный вид шва лучше, чем при сварке покрытым металлическим электродом. Механические свойства сварных соединений практически находятся на уровне свойств основного металла. Сварку угольным электродом успешно можно применять и для сварки цветных металлов, и для наплавки твердых сплавов. С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами.
С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами.
Сварку ведут на переменном токе на режимах, приведенных в табл. 3.
Таблица 3. Режимы сварки угольными электродами при использовании дуги косвенного действия
| Вид сварки и материалы | Толщина свариваемого элемента, мм | Сила тока, А |
| Сварка свинца, медных листов и сплавов алюминия | 0,3—0,6 | 15—30 |
| Сварка нержавеющей стали, медных листов и сплавов алюминия | 1—3 | 25—50 |
| Нагрев металла, пайка твердыми припоями, наплавка твердых сплавов | — | 60—150 |
технология, особенности, как выполнить своими руками
Технология сварки угольными электродами встречается достаточно редко. Это связано с узкой спецификацией угольного присадочного материала. Из-за своей структуры он не плавится под воздействием высоких температур.
Это ограничивает его применение сваркой цветных металлов и чугуна. Однако помимо короткого списка сварочных работ, угольный присадочный материал можно использовать для другого типа обработки – строжки.
Однако помимо короткого списка сварочных работ, угольный присадочный материал можно использовать для другого типа обработки – строжки.
Строжкой называется методика разрезания металлических поверхностей. При этой методике проводится резка на частичной глубине полотна детали.
Эта статья детально рассмотрит оба вида обработки металла с помощью угольных электродов: сварку и строжку.
Содержание статьиПоказать
Общая информация о сварке угольными электродами
Этот тип сварки используется достаточно редко. Структура основы материала не подходит для сваривания большинства металлов. Однако есть сплавы, в работе с которыми он проявляет себя хорошо.
Это цветные металлы, низкоуглеродистая сталь или чугун, толщина которого не превышает 3 мм. А также при спайке проводов из меди.
Ключевой показатель этого материала заключается в том, при воздействии высоких температур он не плавится. Происходит лишь плавка и испарение медного покрытия поверхности присадочного материала.
Из-за такой структуры смешения присадочного материала с металлом детали не происходит. Это дает минимальны расход стержня, а для сварщиков, работавших с плавящимся типом – непривычные характеристики процесса.
Сваривание металлических поверхностей при применении неплавящихся присадочных материалов происходит смешением металла самих деталей. Под воздействием высоких температур края детали расплавляются.
Расплавленный металл заполняет сварочный стык, формируя полотно шва.
В случае, если размер зазора между деталями не позволяет формировать надежный шов только за счет смешения основных металлов, для соединения используется присадочная проволока.
Описание технологии
В начале работы (как перед сваркой, так и перед строжкой) всегда проводится подготовка. Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Убираются все очаги коррозий, включения чужеродных материалов, загрязнения, неровности. После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
Уровень силы тока выставляется в зависимости от диаметра электрода. При размере в 4 мм сила тока должна достигать 150-200 Ампер. Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.
Для стабильности работы дуги стоит настраивать постоянный тип тока. Полярность устанавливается отрицательная. Это также понизит расход материала.
Для улучшения плотности шва и стабилизации дуги при строжке и сварке применяется флюс. Они существуют нескольких типов: порошок, паста, жидкость. Использовать можно любой, однако для применения в домашних условиях больше подходит форма пасты или жидкости.
Для лучшего эффекта флюс должен включать в себя ионизирующие вещества. Сам флюс наносится на сварочную поверхность и распределяется тонким равномерным слоем.
Далее присадочный элемент вставляется в держак, разжигается дуга и формируется сварочная ванна. Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Во время работы видимая часть присадочного элемента не должна превышать 7 см. Продвижение вдоль стыка должно быть равномерным, с учетом плавления кромок и формирования соединения.
Сваривание деталей, а также строжка угольным электродом применимо в домашних условиях, однако для этого нужно использовать аппаратуру заводского производства. Самодельные агрегаты для такой сварки не подойдут ввиду отсутствия возможности настройки силы тока.
Общая информация о строжке угольными электродами
Такой тип строжки также называется воздушно-дуговым. Эта методика основана на применении сжатого воздуха для разрезания детали.
Воздействие сварочного тока расплавляет тело детали. А разрез производится направленной параллельно струей сжатого воздуха.
В отличие от сварки, строжка угольными электродами применяется для обработки любых типов металлов. Но чаще всего эта методика используется, чтобы разрезать нержавеющую сталь, чугун, никель, алюминий либо медь.
Но чаще всего эта методика используется, чтобы разрезать нержавеющую сталь, чугун, никель, алюминий либо медь.
Описание технологии
Воздушно-дуговая резка применима в домашних условиях. Однако, как и при других обработках, при резке важно соблюдать безопасность.
Перед тем, как приступать к работе по сварке и строжке, проводится проверка исправности оборудования. А также подготовка металла – зачистка и обезжиривание. После этого проводится настройка режима сварки, выставляются параметры силы тока.
Не стоит настраивать высокие показатели этого параметра. Завышенная сила тока быстро испарит медное покрытие присадочного материала. Это повлияет на качество и равномерность расплавки тела детали.
Помимо сварочного оборудования проводится подготовка баллона со сжатым воздухом. Он не должен иметь повреждения и вмятины.
Удостоверившись в исправности баллона, проводится настройка давления. Для воздушно-дуговой строжки достаточно четыре-шесть бар.
Присадочный элемент вставляется в держак так, чтобы видимая часть не превышала длину в 10 см.
 Подается воздух, поджигается дуга.
Подается воздух, поджигается дуга.После формирования сварочной ванны сжатый воздух направляется в рабочую зону. Обе части обработки должны проводиться равномерно.
Заключение
Сварка и строжка угольными электродами применяется редко, но обработать этими методиками металл можно. Это достаточно сложная задача.
Однако умение работать с таким типом присадочного материала поможет в обучении другим, более простым методикам.
Сварка и строжка угольным электродом в домашних условиях
Время чтения: ≈5 минут
Сварка угольными электродами — редко применяющаяся технология. Все дело в узкой сфере применения. Угольный электрод не плавится во время сварки, поэтому его можно использовать только при работе с цветными металлами или чугуном. Но это не значит, что угольные электроды не нужно рассматривать.
Ведь с их помощью можно выполнить строжку. Строжка — это метод разрезания металлов, когда резка осуществляется не на всей глубине детали. В этой статье мы напомним вам, как варить металл угольным электродом и расскажем, как с его помощью выполнить строжку.
Содержание статьи
Сварка угольным электродом
Как мы уже писали выше, сварка угольным стержнем применяется редко. Но она хорошо зарекомендовала себя при работе с цветными металлами, низкоуглеродистой сталью и чугуном толщиной до 3 миллиметров. Также угольные электроды иногда используются для пайки медных проводов.
Учитывайте, что угольный электрод является неплавящимся. Т.е., во время сварки он сам не плавится и не смешивается с основным металлом. У него есть медное покрытие, которое лишь немного испаряется в процессе работы. Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
Т.е., во время сварки он сам не плавится и не смешивается с основным металлом. У него есть медное покрытие, которое лишь немного испаряется в процессе работы. Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
За счет чего образуется шов? За счет самого металла, с которым вы работаете. Кромки плавятся под воздействием дуги и заполняют стык между двумя деталями. Иногда можно использовать присадочную проволоку, если зазор слишком большой.
Технология
Подготовьте металл к сварке. Зачистите все поверхности, при необходимости отшлифуйте. Затем настройте силу тока. Сила тока зависит от диметра электрода. Для электрода диаметром 4 миллиметра оптимальная сила тока — 150-200А. Увеличивайте силу тока, если используете электроды большего диаметра. Также рекомендуем установить прямой ток и прямую полярность. Так дуга будет гореть стабильнее, а электрод будет расходоваться еще экономнее.
Чтобы улучшить качество шва и стабилизировать дугу можно использовать флюсы. Как пастообразные, так и порошковые. В их составе должны быть ионизирующиеся вещества. Нанесите флюс на кромки и равномерно распределите.
Как пастообразные, так и порошковые. В их составе должны быть ионизирующиеся вещества. Нанесите флюс на кромки и равномерно распределите.
Вставьте электрод в держак и зажгите дугу. Это можно сделать, постучав стержнем о кромки. Затем сформируйте сварочную ванну. Видимая часть электрода должна составлять не более 7 сантиметров. Ведите дугу равномерно, следите за плавлением металла и формированием шва.
Строжка угольным электродом
Строжка угольным электродом – это метод резки металла, во время которого используется сжатый воздух. Электрическая дуга производит расплавление металла, а струя сжатого воздуха, направленная на область сварки, производит его выдувание.
Воздушно-дуговая строжка угольным электродом или строжка может использоваться для резки любых видов металлов. Но в основном этот технологический процесс применяют для разрезания нержавейки, чугуна, никеля, алюминия меди.
Проведение сварочных работ с использованием угодных стержней используется только в исключительных случаях, когда требуется сделать прочный и ровный сварной шов. Данная технология обладает многими важными особенностями, которые обязательно нужно соблюдать при ее проведении. Но особую важность представляет подбор угольных стержней, при помощи которых производится сварка.
Данная технология обладает многими важными особенностями, которые обязательно нужно соблюдать при ее проведении. Но особую важность представляет подбор угольных стержней, при помощи которых производится сварка.
Графитовые электроды: применение, разновидности, свойства
Графитовые электроды – это проводники, в составе которых присутствует углерод-графит. Визуально они отличаются блеском поверхности и серым цветом. Электрод имеет гибкую текстуру, поэтому вы легко сможете нарезать необходимый размер. Проводники актуальны для сварки цветных сплавов. Графитовые электроды также используют для соединения твердых металлов. По мнению экспертов, графитовые считаются более практичными в отличие от угольных.
Если обратимся к свойствам самого графита, температура плавления – около 3500 градусов. Единой технологии производства стержней не существует. Их изготавливают из остатков электродов плавильных печей. Для получения нужной формы наконечника электрод затачивают. В работе графитовые электроды демонстрируют меньшее сопротивление. Если сравнивать с угольными, графит используют для сварки под большой силой тока.
В работе графитовые электроды демонстрируют меньшее сопротивление. Если сравнивать с угольными, графит используют для сварки под большой силой тока.
Специфика применения графитовых электродов:
- образовывается сварочная дуга за счет соприкосновения электрода и металлического основания. Кромка материала плавится, в результате чего образовывается сварочная ванна. Она и образует шов;
- для работы с графитовыми электродами нужен постоянный ток. Только при прямой полярности дуга будет стабильной. Непрямая полярность встречается при резке металлических изделий;
- особенность графитовых электродов – экономия стержней, которые практически не трескаются. Минимальный расход материала привлекает сварщиков, которые чаще всего выбирают графитовые расходники именно по этой причине.
Плюсы и минусы графитового электрода
Если вы раньше не работали с графитовыми электродами, важно оценить сильные стороны и недостатки материала.
Плюсы графитового электрода:
- их изготавливают из остатков стержней из плавильных печей. Именно поэтому электрод прост в использовании;
- способность электрода выдерживать высокие показатели силы тока;
- выступают отличными электропроводниками, что положительно сказывается на качестве сварки;
- долговечность электрода из-за стойкости к агрессивным факторам воздействия, не окисляются.
К минусам графитовых электродов относят:
- серьезные требования к форме и заточке наконечников электродов;
- в процессе сварки электродами есть вероятность увеличения количества углерода;
- минимальный диаметр – 6 мм, что сужает круг применения электрода из графита.
Расход графитового электрода
В процессе плавки графитовый стержень расходуется. Несмотря на то, что материал считается устойчивым к плавке, медленное плавление происходит. Этот процесс существенно замедлен в отличие от других видов расходников. Если при воздействии высоких температур диаметр стержня уменьшается и становится меньше нормы, тогда необходимо наращивание. Для этого и используют ниппели, которые иногда прилагаются в комплекте от производителя.
Этот процесс существенно замедлен в отличие от других видов расходников. Если при воздействии высоких температур диаметр стержня уменьшается и становится меньше нормы, тогда необходимо наращивание. Для этого и используют ниппели, которые иногда прилагаются в комплекте от производителя.
При стандартной работе печи расход составляет от 4 до 8 кг на тонну. Чтобы снизить затраты на расходные материалы и сделать процесс более экономичным, нужно контролировать ряд параметров:
- качество используемых расходников;
- особенности печи для плавки;
- режим термической обработки и установленная температура;
- качество стали и тип горелки.
В целом, графитные электроды практически не расходуются. Потери массы расходных материалов происходят из-за испарения самого графита.
Особенности графитового электрода
По своей структуре стержень состоит из двух элементов с изолирующей прокладкой. В качестве изолятора используют окиси меди или алюминия. Графитовые электроды производят из прессованного угля. По этой причине в металле может увеличиваться процентное содержание углерода в процесс варки металла.
В качестве изолятора используют окиси меди или алюминия. Графитовые электроды производят из прессованного угля. По этой причине в металле может увеличиваться процентное содержание углерода в процесс варки металла.
Состав и технические особенности электрода зависят от производителя. Для получения исчерпывающей информации по электроду расшифруйте маркировку изделия. Все расходники должны выпускаться по стандартам ГОСТ и другим нормативным документам. К техническим характеристикам графитового электрода относят следующие показатели: плотность, примеси золы, сила сопротивления, прочность, упругость.
Где применяют графитовый электрод?
Расходники достаточно популярны, поэтому область их применения широкая. Графитовые электроды используют для выполнения ряда задач. Графитовые стержни подходят для обработки металлической поверхности перед сваркой, зачистки деталей.
С помощью графитовых электродов реально снизить риски брака и избежать дефектов швов. Определяют несколько основных направлений в использовании расходных материалов:
Определяют несколько основных направлений в использовании расходных материалов:
- сварка цветных сплавов;
- устранение дефектов при создании литого сплава;
- наплавление твердых сплавов на основу из металла.
Марки графитовых электродов
Чтобы определиться, какой расходник подойдет для выполнения конкретной задачи, нужно рассмотреть наиболее популярные марки электродов.
- ЭГ или графитированные изделия. В составе присутствуют кокс из нефти и угольный пек. Между собой модели могут отличаться сопротивлением. Некоторые производители выпускают вместе с ниппелями.
- ЭГС производят на основе игольчатого коса и пека из камня. Актуальны для сталеплавильного производства.
- ЭГП используются для резки металла. Наряду с нефтяным коксом в составе и угольным пеком дополнительно электроды еще пропитывают пеком. Используются в промышленности на ферросплавных цехах и в металлолитейной сфере.
- ЭГСП используются в электродуговой сварке. Стержни изготовлены из игольчатого кокса и каменноугольного пека.

Как производят графитовый электрод?
Преимущественно для изготовления стержней используют уголь. Он может быть натуральным или искусственным. Дальше включают связующие добавки. Примеси могут отличаться в зависимости от модификации и особенностей продукции. Производство включает в себя несколько этапов:
- экструзия или продавливание материала под воздействием высоких температур;
- создание нужной формы или конфигурации;
- разметка резьбовых соединений;
- обработка электрода медным слоем для защиты от окисления и придания ему долговечности.
Сварка меди графитовым электродом
Медные проводы можно варить с помощью электродов. Это отличная альтернатива другим способам. Профессиональные сварщики выделяют ряд преимуществ такой технологии:
- удается достичь максимальной надежности, создавая качественное соединение;
- основания спаиваются с торца, основная поверхность остается нетронутой. За счет этого удается избежать перегрева конструкции. Следовательно, можно увеличивать нагрузки;
- оперативность процесса. Нагрев осуществляется пару секунд, что упрощает работу с графитовыми электродами.
 За счет этого удается избежать перегрева конструкции. Следовательно, можно увеличивать нагрузки;
За счет этого удается избежать перегрева конструкции. Следовательно, можно увеличивать нагрузки;Техника безопасности при использовании графитовых электродов
При работе со сваркой и резкой металла обязательно нужно придерживаться техники безопасности. Графитовые электроды используются для работы с невысоким напряжением, но без знания мер предосторожности можно столкнуться с негативными последствиями для здоровья.
Выделяют несколько базовых правил:
- Обязательно использование защитных средств в виде маски сварщика, одежды и краги.
- Подготовить рабочую зону. Уберите легковоспламеняющиеся предметы. Минимальное расстояние от места сварки – 5 метров.
- Перед началом работы убедитесь в исправности оборудование, которое вы хотите использовать.
- Обесточьте провода, которые намерены варить.
Требования достаточно простые, но их выполнение защитит вас от необратимых последствий. При выборе графитного электрода учитывайте диаметр заготовок для спаивания, особенности сварочного аппарата.
Вывод
Преимущественно графитовый электрод используется в промышленных цехах на специальном оборудовании. Каждая марка, присутствующая на рынке, соответствует своей специализации. Поскольку графитовые электроды выпускают с диаметром минимум 6 мм, они обладают отличной электропроводностью, их применяют для создания соединений в конструкциях с предусмотренными большими нагрузками.
Угольные электроды Esab: особенности, преимущества
Угольный электрод применяется для строжки, резки, пробития отверстий в углеродистой низколегированной и легированной стали. Он дает самый высокий коэффициент полезного действия при удалении металла за единицу времени и длины электрода. Для сварки их применяют реже, чем электроды со стальным сердечником, но спектр их применений гораздо шире. Разберемся подробнее, что такое угольный электрод.
Для сварки их применяют реже, чем электроды со стальным сердечником, но спектр их применений гораздо шире. Разберемся подробнее, что такое угольный электрод.
Особенности
Угольный электрод ESAB представляет собой стержень выполненный на основе синтетического угля (графита) с некоторыми добавками. Это неметаллический вид электрода, его также называют графитовым электродом. Связующим материалом здесь предстает смола, а упрочняющим – металлический порошок. По размерам электрод имеет толщину диаметром в 4-25 мм и длину – в 300-450 мм. Длинные стержни позволяют экономить, а короткие — проводить работы в труднодоступных местах.
Изготавливается электрод следующим образом:
- делается смесь из компонентов;
- формуется;
- сушится.
Преимущества
Электроды марки ESAB разработаны специально для воздушно-дуговой резки и строжки, среди их плюсов стоит отметить следующие:
- они имеют самые лучшие показатели удаления металла;
- смесь углеродного графита точно форматирована;
- отличная скорость работы;
- возможность стыковки электродов;
- стандартизированные диаметры и длины.

Электроды идеально подходят для решения широкого спектра задач и применяются:
- для U-образных канавок для сварки;
- удаления старой наплавки;
- выемки трещин;
- очистки и восстановления заготовок;
- удаления «жесткой» поверхности;
- черновой обработки.
Сферы применения и последовательность работы
Угольный электрод эсаб нашел свое применение в сталелитейной промышленности, машиностроении, судостроении и прочих областях производства.
Они участвуют в работе как по большим толщинам, так и для тонких изделий. С их помощью можно устранить дефекты литого металла, что исключает повторное его литье.
Перед проведением любых сварочных работ с помощью покрытых электродом проводят подготовку металла перед сваркой. Делается разделка кромок, зачистка поверхности детали – сварочной зоны – с помощью наждачной бумаги, напильника либо шлифовальной машинки. Важно устранить все коррозии, чужеродные материалы, неровности, загрязнения. Поверхность обезжиривают специальной жидкостью. От подготовительных действий зависит качество сварочного соединения. Можно уменьшить количество проведенных подготовительных работ перед сваркой за счет применения воздушно-дуговой строжки угольным электродом.
Поверхность обезжиривают специальной жидкостью. От подготовительных действий зависит качество сварочного соединения. Можно уменьшить количество проведенных подготовительных работ перед сваркой за счет применения воздушно-дуговой строжки угольным электродом.
Омедненный графитовый электрод OK Carbon предназначен для строжки металла и воздушно-дуговой резки, дает высокую производительность. Расплавленные частицы металла удаляются благодаря потоку сжатого воздуха. Этот метод наиболее востребован для устранения дефектов сварных швов и похожих несовершенств металла и активно применяется на промышленных предприятиях. Метод можно использовать практически для любых электропроводных материалов.
Угольный электрод OK отличается удобством в использовании, безопасностью, максимальной производительностью. Специальная система Jointed позволяет применять материал более экономично, соединяя электроды между собой в процессе работы с ними, что исключает образование огарков. Прутки нужно держать под углом в 45-60° по отношению к обрабатываемой поверхности, соблюдать скорость процесса, регулярно очищать обрабатываемую плоскость.
Прутки нужно держать под углом в 45-60° по отношению к обрабатываемой поверхности, соблюдать скорость процесса, регулярно очищать обрабатываемую плоскость.
Данные электроды можно использовать на любом токе – постоянном или переменном. Чтобы работы с ними получались качественными, нужно придерживаться некоторых правил и знать тонкости использования материала.
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или уточнить у системного администратора.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файлах cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Электрохимия углеродных электродов | Wiley
Список участников XIII
Редакторы серииПредисловие XIX
Предисловие XXI
1 Свойства углерода: обзор 1
Шэнси Хуанг, Йохан Эквайс, Сара Коста, Мартин Калбак и Милдред С. Дрессельхаус
1.1 Обзор свойств 1
1. 2 Различные формы углерода 2
2 Различные формы углерода 2
1.2.1 Графен 2
1.2.1.1 Оптические свойства 2
1.2.1.2 Электрические свойства и настраиваемость 4
1.2.1.3 Спектроскопические свойства 5
1.2.2 HOPG 11
1.2.3 Углеродная нанотрубка 12
1.2.3.1 Структура и электронные свойства 12
1.2.3.2 Спектроскопия и спектроэлектрохимия углеродных нанотрубок 14
1.2.4 Графеновая нанолента 18
1.2.5 Алмаз 20
1.2.6 Пористый углерод 20
1.3 Перспективы 21
Ссылки 21
2 Электрохимия Ориентированный пиролитический графит (ВОПГ): к новой перспективе 31
Aleix G.Гуэль, Се-инь Тан, Патрик Р. Анвин и Гохуэй Чжан
2.1 Введение 31
2.2 Структура и электронные свойства HOPG 33
2.2.1 Структура и формирование 33
2.2.2 Электронные свойства 39
2.2.3 Значение для электрохимических исследований 44
2.3 Формирующие исследования электрохимии ВОПГ 45
2. 3.1 Ранние макроскопические вольтамперометрические измерения и корреляции 45
3.1 Ранние макроскопические вольтамперометрические измерения и корреляции 45
2.3.2 Макроскопическая вольтамперометрия и моделирование 49
2.3.3 Вольтамперометрические методы переменного тока 50
2.3.4 Критическое сравнение макроскопических данных 50
2.4 Микроскопические представления электрохимии в HOPG 53
2.4.1 Редокс-системы во внешней сфере 53
2.4.1.1 Контактный метод сканирующей микропипетки 53
2.4.1.2 HOPG, покрытый пленкой Nafion 55
2.4.1.3 Сканирующая электрохимическая клеточная микроскопия (SECCM) 56
2.4.1.4 Сканирующая электрохимическая микроскопия (SECM) 60
2.4.1.5 Исследования SECM – AFM 61
2.4.1.6 Последние макроскопические исследования 62
2.4.2 Сложные многоступенчатые реакции: окисление нейротрансмиттеров 64
2.4.3 Адсорбированные системы 68
2.4.4 Диазониевая функционализация ВОПГ 71
2.5 Выводы 73
Благодарности 75
Ссылки 75
3 Электрохимия в одном измерении: применение углеродных нанотрубок 83
Эмилиано Н. Примо, Фабиана Гутьеррес, Мар’ © ¥ a D.Рубианс, Нэнси Ф. Феррейра, Марсела К. Родрэгез, Марсэйра. Л. Педано, Аурелиен Гаснье, Алехандро Гутьеррес, Маркос Эгу’каз, Пабло Дальмассо, Гильермина Луке, Соледад Болло, Консепсьон Паррадо и Густаво А. Ривас
Примо, Фабиана Гутьеррес, Мар’ © ¥ a D.Рубианс, Нэнси Ф. Феррейра, Марсела К. Родрэгез, Марсэйра. Л. Педано, Аурелиен Гаснье, Алехандро Гутьеррес, Маркос Эгу’каз, Пабло Дальмассо, Гильермина Луке, Соледад Болло, Консепсьон Паррадо и Густаво А. Ривас
3.1 Углеродные нанотрубки: общие соображения2 83
9000 УНТ 843.3 Зависимость структуры УНТ от электрохимических свойств 86
3.4 Стратегии приготовления электродов на основе углеродных нанотрубок 89
3.4.1 Функционализация 89
3.4.1.1 Ковалентная функционализация 90
3.4.1.2 Нековалентная функционализация 90
3.4.2 Приготовление электродов из пасты из углеродных нанотрубок с использованием различных связующих 106
3.4.2.1 Электроды с трафаретной печатью (SPE) 108
3.5 ProspectiveWork 108
Ссылки 109
4 Электрохимия графена 121
Холли В. Паттен, Мэттью Великий и Роберт А.В. Драйф
4.1 Обзор свойств графена 121
4. 2 Получение графена 123
2 Получение графена 123
4.2.1 Изготовление графена сверху вниз 123
4.2.2 Пути производства графена «снизу вверх» 128
4.3 Емкость графеновых электродов 130
4.4 Кинетика переноса электрона на графеновых электродах 137
4.4.1 Модификация и легирование графена для применения в электрокатализе 149
4.5 Заключение и дальнейшие направления 151
Сокращения 152
Символы 152
Ссылки 153
Использование Проводящий алмаз в электрохимии 163
Джули В.Macpherson
5.1 Введение 163
5.1.1 Алмаз, легированный бором: электрические свойства 164
5.1.2 Выращивание синтетического алмаза, легированного бором, для электрохимических применений 166
5.1.2.1 Высокое давление и высокая температура (HPHT) Рост 166
5.1.2.2 Рост химического осаждения из паровой фазы 167
5.2 Геометрия и расположение электродов 170
5.2.1 Определение электрохимических свойств и свойств материалов BDD 174
5. 2.1.1 Оценка морфологии поверхности 174
2.1.1 Оценка морфологии поверхности 174
5.2.1.2 Расширенное окно для растворителя и низкая емкость 175
5.2.1.3 Рамановское исследование отношения sp2 / sp3 в BDD 177
5.2.1.4 Характеристика редокс-видов внешней сферы 180
5.3 Эффект Обрывов поверхности на электрохимический отклик BDD 182
5.3.1 Механизмы переноса электронов во внутренней и внешней сфере 182
5.3.2 Алмаз с концевыми группами водорода и кислорода 183
5.3.2.1 Гетерогенная кинетика переноса электрона на электродах с водородом и кислородом 186
5.4 Поликристаллическая и монокристаллическая электрохимия 190
5.5 Придание каталитической активности BDD 195
5.5.1 Электроды BDD, покрытые металлическими наночастицами 195
5.5.2 Ионная имплантация 197
5.6 Химическая функционализация электродов BDD 197
5.7 Электроаналитические применения BDD 199
5.8 Выводы 201
Благодарности 202
Ссылки 202
6 Модификация поверхности углеродных электродов 211
Мухаммад Танзирул Алам и Дж. Джастин Гудинг
Джастин Гудинг
6,1
Модификация 212
6.2.1 Восстановление катиона диазония 212
6.2.2 Окисление амина 220
6.2.3 Окисление карбоксилата 223
6.2.4 Окисление спирта 225
6.2.5 Гидрирование и галогенирование углерода 226
6.3 Нековалентная модификация 228
6.3.1 Укладка π – π 228
6.3.2 Поверхностно-активное вещество 231
6.4 Направления на будущее 234
Благодарности
Ссылки 235
7 Углеродные материалы в низкотемпературных полимерных электролитных мембранных топливных элементах 241
Майкл Брон и Кристина Рот
7.1 Введение 241
7.1.1 Краткая история наиболее известных углеродных материалов, применяемых в исследованиях топливных элементов 242
7.1.2 Характеристика углерода 246
7.1.2.1 Рамановская спектроскопия 247
7.1.2.2 Методы малоуглового рассеяния 249
7.1.2.3 Химия поверхности с помощью рентгеновской фотоэлектронной спектроскопии (XPS) и тонкой структуры ближней рентгеновской абсорбционной спектроскопии (NEXAFS) 249
7. 1.2.4 Другие методы и исследования in situ 251
1.2.4 Другие методы и исследования in situ 251
7.2 Углерод в качестве вспомогательного материала в электрокатализаторах топливных элементов 251
7.2.1 Технический углерод 254
7.2.2 УНТ и графен 255
7.2.3 (Заказные) Мезопористые угли 257
7.2.4 Графитизация как средство борьбы с углеродом Коррозия 258
7.3 Углерод как каталитически активный компонент в топливных элементах 259
7.3.1 Активность углерода с добавкой азота 259
7.3.2 Углерод с примесью азота и функционализированные УНТ 260
7.3.3 Модификация технического углерода и других углеродных материалов 261
7.3.3.1 Материалы на основе УНТ 262
7.3.3.2 Графен 262
7.3.3.3 Наноструктурированный углерод, выращенный на металлических катализаторах 262
7.4 Углерод как структурообразующий элемент в пористых электродах топливных элементов 263
7.4.1 Как подложка Материал влияет на структуру электрода 264
7.4.2 Как выбранный этап изготовления влияет на структуру электрода 266
7. 4.3 Каким образом структурирование электродов способствует улучшению характеристик электрода 267
4.3 Каким образом структурирование электродов способствует улучшению характеристик электрода 267
7.4.4 Классические конструкции электродов 268
7.4.5 Расширенные конструкции 268
7.4.5.1 Горизонтальное структурирование с помощью LbL 269
7.4.5.2 Наноструктурированные электроды 270
7.4.6 Новые концепции 270
7.4.6.1 Электроформование в технологии топливных элементов 271
7.4.6.2 «Самосборка» эмульсиями Пикеринга 272
7.5 Резюме и перспективы 274
Благодарности 275
Ссылки 275
8 Электрохимические конденсаторы на основе углеродных электродов в водных электролитах 285
900biet Frackowiak, Paula Ratajczak и François Béguin
8.1 Введение 285
8.2 Основы углеродных / углеродных электрических двухслойных конденсаторов 286
8.3 Уголь и электролиты для электрических двухслойных конденсаторов 290
8.3.1 Электрические двухслойные конденсаторы на основе углеродных электродов 290
8. 3.2 Электролиты для электрических двухслойных конденсаторов 295
3.2 Электролиты для электрических двухслойных конденсаторов 295
8.4 Привлекательные электрохимические конденсаторы в водных растворах 296
8.4.1 Расширение окна стабильности в нейтральных водных электролитах 296
8.4.2 Определение пределов стабильности потенциала ячеек с помощью плавающих 300
8.4.3 Повышение емкости за счет фарадеевских реакций на границе углерод – электролит в водной среде 305
8.5 Выводы и перспективы 308
Ссылки 309
9 Углеродные электроды в электрохимической технологии 313
Дерек Плетчер
9.1 Введение 313
9.2 Комментарии к углям, используемым в электрохимической технологии 314
9.3 Химическая промышленность 315
9.3.1 Хлорно-щелочная промышленность 316
9.3.2 Добыча алюминия 317
9.3.3 Добыча металлов 1 и 2 групп 318
9.3.4 Производство фтора 318
9.3. 5 Производство озона 319
9.3.6 Перекись водорода 322
9. 3.7 Другие сильные окислители 323
3.7 Другие сильные окислители 323
9.3.8 Органические продукты 323
9.4 Очистка воды и сточных вод 327
9.4.1 Удаление органических веществ 328
9.4.1.1 Алмаз, легированный бором 328
9.4.1.2 Химия перекиси водорода 329
9.4.1.3 Другие технологии 329
9.4.2 Удаление неорганических веществ 330
9.5 Проточные батареи 331
Ссылки 332
10 Углерод Электроды в молекулярной электронике 339
Адам Йохан Бергрен и Алексей Иващенко
10.1 Введение 339
10.2 Изготовление 344
10.3 Новые аллотропы углерода в молекулярной электронике 350
10.3.1 Графен 350
10.3.1.1 Электрохимия графена (см. Также главу 4) 350
10.3.1.2 Графен в молекулярной электронике 351
10.3.2 Углеродные нанотрубки 355
10.3.2.1 Электрохимия CNT-электродов
10.30003. 2.2 Электронные свойства CNT 357
10.3.2.3 Электронные устройства на основе CNT 357
10.4 Транспортировка заряда 360
10.4.1 Транспортировка заряда зависит от системы 365
10.4.2 Механизм переходов 367
10.5 Выводы и перспективы 367
Благодарности 368
Ссылки 368
11 Электроды с углеродной пастой 379
Иван Шванкара и Курт Калчер
11.1 Введение: углеродная паста с электродами 379
11.2 Углеродная паста в качестве материала электрода 380
11.2.1 Основные положения и классификация 380
11.2.2 Характеристика двух основных компонентов углеродной пасты 384
11.2.2.1 Углеродистая составляющая 384
11.2.2.2 Связующее / пастообразная жидкая составляющая 386
11.2.3 Физико-химические и электрохимические характеристики углеродных паст и соответствующих электродов из углеродной пасты 387
11.2.3.1 Несколько замечаний по получению общего углерода Смеси паст 387
11.2.3.2 Типичные свойства и поведение традиционных углеродных паст (электродов) 388
11.2.3.3 Особенности новых типов двухкомпонентных углеродных паст 391
11.2.4 Обзор применения двухкомпонентных и немодифицированных углеродных паст 394
11.2.5 Текущие тенденции в использовании углеродных паст и некоторые перспективы на будущее 398
11.3 Электроды с модифицированной углеродной пастой 399
11.3.1 Модификация — как изменить свойства электрода намеренно 399
11.3.2 Процессы модификации 400
11.3.3 Типы модификаторов 401
11.3.4 Биосенсоры на углеродной пасте 406
11.3.5 Применение CMCPE и CP-биосенсоров в исследованиях, фактах и цифрах 408
11.4 Последние достижения в электроанализе с использованием CMCPE и CP-биосенсоров и перспективы на будущее 412
Ссылки 413
12 Угольные электроды с трафаретной печатью 425
Стивен Флетчер
12.1 Введение 425
12.2 Электропроводность12.3 Полиморфы углерода 427
12.4 Кислородные функции 427
12,5 Активированные угли 428
12.6 Комбинации связующего и растворителя 429
12.7 Свойства ПВДФ 430
12,8 Растворимость ПВДФ 432
12.9 Гибкие подложки 433
12.10 Процесс трафаретной печати 434
12.11 Материалы для трафаретной печати 435
12,12 Поток чернил 436
12,13 Субстрат Смачивающий 436
12,15 Процент связующего вещества 43812,16 Многослойные электроды 438
12,17 ИК-капля 439
12,18 Площадь ёмкости 439
12.19 Эквивалентная схема 440
Ссылки 441
Указатель 445
Материалы | Бесплатный полнотекстовый | Полностьюуглеродный электрод, состоящий из углеродных нанотрубок на графитовой фольге для гибких электрохимических применений
1. Введение
Благодаря своей способности к графитизации и присутствию в различных типах порошков, волокон, тканей и других композитов углерод представляет собой очень привлекательный материал для электрохимических применений [1,2], особенно в биосенсорах и устройствах хранения энергии. [3,4].Угольные электроды могут предложить различные потенциальные преимущества по сравнению с обычными электродами, такими как платиновые или золотые. Поскольку они могут быть изготовлены по индивидуальному заказу, они могут быть изготовлены с большой гибкостью в различных формах и размерах [4].
Среди углеродных материалов углеродные нанотрубки (УНТ) обладают выдающимися свойствами, такими как превосходная электрическая и теплопроводность, а также большая площадь поверхности. Они являются привлекательными кандидатами не только для электродов в электрохимических устройствах, но и для других применений, таких как проводка [5], отвод тепла [6] и полевые эмиттеры электронов [7].Другой интересный углеродный материал, графит, обладает такими полезными характеристиками, как относительно простой процесс изготовления, рентабельность и механическая гибкость из-за гексагональной пластинчатой решетки атомов углерода [8].
Для правильной работы в обычных электрохимических устройствах используются электроды с большой эффективной площадью поверхности [9]. Комбинация УНТ и графита позволяет получить гибридные электроды с превосходными характеристиками обоих материалов. По сравнению с другими электродами такие превосходные характеристики будут включать большую площадь поверхности, а также механическую гибкость, более высокую чувствительность и значительно меньший вес.Для достижения большой площади поверхности ключевым параметром является оптимизированный рост вертикально ориентированных УНТ. Преимущество вертикально ориентированных УНТ перед случайными УНТ, такими как спагетти-подобные структурированные УНТ [10], состоит в том, что количество вертикально ориентированных УНТ, которые могут быть упакованы на единицу площади подложки, с доступом к площади проводящей поверхности УНТ. — существенно большой. Следовательно, было разработано несколько методов химического осаждения из газовой фазы для выращивания выровненных многослойных УНТ и однослойных лесов УНТ, но очень трудно напрямую выращивать вертикально ориентированные УНТ на гибкой углеродной подложке [11,12].
В этой работе мы разработали новый проводящий и гибкий полностью углеродный электрод, состоящий из УНТ на графитовой фольге с наноразмерными углеродными структурами для использования в высокочувствительных электрохимических устройствах. В исследовании представлена информация о механизмах роста УНТ на графитовой подложке, включая их ансамблевые структуры. Он раскрывает наноструктуры УНТ и измеряет их электрохимические и механические свойства.
2. Экспериментальная часть
2.1. Подготовка полностью углеродного электрода
Изготовление гибкого полностью углеродного электрода изображено на рисунке 1. Первоначально пленка никелевого катализатора толщиной 60 нм была нанесена на графитовую фольгу толщиной 0,125 мм (Good Fight Corp. ., Кораополис, Пенсильвания, США) с помощью радиочастотного (RF) магнетронного распыления с использованием никелевой мишени чистотой 99,9999% и диаметром 4 дюйма (рис. 1а). Во время распыления образец графита располагался на 10 см выше мишени. Затем процесс посева был инициирован формованием при 600 ° C в течение 30 минут.Процесс формования вызывает агломерацию никелевых катализаторов (рис. 1b).
Затем образец был перенесен в систему плазменного химического осаждения из паровой фазы (PECVD) с сеткой, расположенной на 10 мм выше держателя подложки для роста вертикальных УНТ [7]. Электрод-подложка поддерживался при -600 В с заземленным верхним электродом, а расстояние между двумя электродами составляло 20 мм в системе триод-PECVD. Для выращивания УНТ использовались газы ацетилен (C 2 H 2 ) и аммиак (NH 3 ), при этом соотношение расходов C 2 H 2 : NH 3 фиксировалось на уровне 40: 60.Общее давление газа во время роста поддерживалось на уровне 2 Торр, а время роста УНТ составляло 20 мин. Температуру роста поддерживали на уровне 700 ° C. Направление электрического поля во время роста может обеспечивать направление осей нанотрубок, а диаметр нанотрубок можно в значительной степени контролировать, готовя частицы катализатора соответствующего диаметра (рис. 1c) [13]. До сих пор было показано, что система триод-PECVD производит ориентированные нанотрубки, а также может использоваться для производства отдельных автономных нанотрубок, что приводит к электродам с большой площадью поверхности [14].Проведенные испытания на гибкость показали, что полностью углеродный электрод изгибается (рис. 1d) и не ломается. Три образца были обработаны в системе триод-PECVD в течение 3, 5 и 7 мин с целью исследования механизма роста УНТ [15,16].
2.2. Электронная микроскопия
Характеристика отдельных УНТ и катализаторов на различных стадиях роста, включая получение изображений с помощью просвечивающего электронного микроскопа (ПЭМ) высокого разрешения и сканирование электронного микроскопа (СЭМ), проводилась с использованием ПЭМ FEI Tecnai F-30 (S) с полем -эмиссионная электронная пушка на 300 кэВ и растровый электронный микроскоп высокого разрешения Hitachi S-4700 соответственно.Для исследования микроскопической границы раздела между УНТ и графитовой подложкой образцы были приготовлены с использованием сфокусированного ионного пучка (FIB) (Quanta 3D FEG, FEI Company).
2.3. Электрохимические измерения
Эксперименты по циклической вольтамперометрии (CV) были выполнены с использованием усовершенствованного электрохимического анализатора PARSTAT 2263 (Princeton Applied Research, Oak Ridge, TN, USA) с программным обеспечением Power CV (Princeton Applied Research). Все эксперименты проводились с использованием трехэлектродной системы с полностью углеродными электродами в качестве рабочего электрода, платиновой проволокой в качестве противоэлектрода и электродом Ag / AgCl в качестве электрода сравнения в деионизированной воде с добавлением 0.1 М хлорид калия (KCl), содержащий 1,0 мМ гексацианоферрата (III) калия (K 3 Fe (CN) 6 , реагент ACS, Sigma-Aldrich, Сент-Луис, Миссури, США). Измерения CV были записаны в диапазоне потенциалов от -0,1 до +0,5 В относительно Ag / AgCl.
3. Результаты и обсуждение
3.1. Механизм роста углеродного электрода
Схематическая иллюстрация роста УНТ на графитовой фольге изображена на рисунке 2. Поверхность графитовой фольги не однородна, а скорее состоит из уложенных друг на друга слоев графена (рисунок 2a).В процессе формования при 600 ° C в течение 30 минут Ni агрегирует с образованием затравочных металлов на графитовой фольге (рис. 2b). Диаметр семян составляет 100 ~ 170 нм (средний диаметр: 140 нм). Через 3 мин в процессе роста становятся видимыми структуры УНТ, похожие на ростки (рис. 2с). УНТ выравниваются по мере увеличения времени роста (рис. 2d). УНТ заняли около 10 минут, чтобы стать вертикально выровненными (рис. 2e) [13].
3.2. Структурные свойства полностью углеродного электрода
Полностью углеродный электрод продемонстрировал выдающуюся структурную податливость при механическом изгибе.Его можно было согнуть до радиуса 1,5 см без видимых трещин (Рисунок S1). УНТ демонстрируют очень однородную морфологию леса (рис. 3а), что является одним из требований для приложений устройств. После выращивания УНТ выравниваются по вертикали и имеют длину около 3 мкм. Диаметр УНТ составляет 100 нм (рис. 3б). Мы можем выращивать различные наноструктуры из нановолокон до диаметров нанотрубок, контролируя толщину слоя катализатора [17]. В этом исследовании, несмотря на большую толщину УНТ, мы можем видеть многослойные и дырочные структуры на изображениях ПЭМ (см. Дополнительные материалы на рис. S2).Равномерное совмещение приводит к получению подложек небольшого размера с большей площадью поверхности. Результат — выдающаяся способность поддерживать перенос электронов при использовании в качестве электродов в электрохимических реакциях.
Прочная физическая связь между УНТ и графитовой подложкой позволяет структурам выдерживать механическое напряжение во время изгиба, что делает их применимыми для гибких и неразрушаемых приложений. Структура графитовой фольги пористая (рис. 4), что способствует гибкости графитовой фольги.Как показано на рис. 4b, на увеличенной подложке (рис. 4а) можно увидеть структуру кристаллического графита. Связь между графитовой подложкой и УНТ достаточно прочная, чтобы выдерживать любые механические нагрузки. Хотя для отсоединения нескольких УНТ от образца для ПЭМ-анализа использовалась внешняя сила, графит по-прежнему прочно прикреплен к УНТ (рис. 4а) [18].
3.3. Тест на гибкость
Для количественной оценки влияния прокатки на электрическую проводимость были измерены электрические сопротивления полностью углеродного электрода при непрерывных циклах прокатки с использованием гибкой полностью углеродной подложки размером 6 × 6 см 2 .Радиус закругления 6 мм. Подробные сведения о способе прокатки можно найти на рисунке S3 дополнительных материалов.
Для исследования надежности подложки была прослежена морфология полностью углеродного электрода с увеличением числа циклов прокатки, и результаты суммированы на рис. 5a – c. Несмотря на возрастающее напряжение изгиба, не происходит растрескивания или отслаивания УНТ от графитовой фольги.
3.4. Электрохимическая характеристика
Чтобы охарактеризовать электрохимическое поведение полностью углеродного электрода после напряжения изгиба, мы выполнили измерения CV с использованием стандартного электроактивного реагента, такого как K 3 Fe (CN) 6 .
На рис. 6а, б представлены циклические вольтамперограммы графитовой фольги и полностью углеродного электрода после 250-х циклов прокатки в 1,0 мМ K 3 Fe (CN) 6 в деионизированной воде с добавлением 0,1 М KCl при скоростях развертки потенциала. от 10 до 200 мВ / с. Зависимость соответствующего пикового тока от квадратного корня из скорости сканирования показана на рис. 6c, d. Анодный и катодный пиковые токи как в графитовой фольге, так и в полностью углеродном электроде после 250-го изгиба линейно увеличивались с корнем квадратным из скоростей сканирования (коэффициенты корреляции 0.9986 (анодный пик) и 0,9930 (катодный пик) в графитовой фольге и 0,9980 (анодный пик) и 0,9971 (катодный пик) в полностью углеродном электроде соответственно). Линейные зависимости указывают на то, что электрохимическая кинетическая реакция обоих электродов контролируется диффузией [3]. Однако циклические вольтамперограммы полностью углеродного электрода представляли более резкие и сильные пики с меньшим разделением пиков, чем у графитовой фольги. Потенциальное разделение Fe (CN) 6 3– / 4– редокс-пара при скорости сканирования 10 мВ / с и соответствующих крутизнах пикового тока в зависимости откорень квадратный из скорости сканирования приведены в таблице 1.
Разделение потенциалов (ΔE p ) в полностью углеродном электроде между потенциалом анодного пика (E pa ) и потенциалом катодного пика (E pc ) при 10 мВ / с составляла 66,07 мВ, что было ближе к теоретическому значению 57 мВ для обратимой реакции одноэлектронного переноса при 25 ° C, чем для графитовой фольги (259,45 мВ) [19]. Следовательно, это предполагает, что полностью углеродный электрод имеет лучшую электрохимическую обратимость, чем графитовая фольга, что указывает на более быструю способность к переносу электронов на поверхности электрода.Кроме того, наклон прямой I pa относительно v 1/2 составляет 7,06 и 1,36 мкА · мВ –1/2 · с 1/2 в полностью углеродном электроде и графитовой фольге. , соответственно. Наклон кривой I pc по сравнению с v 1/2 составляет -8,10 и -2,67 мкА · мВ -1/2 · с 1/2 в полностью углеродном электроде и графитовой фольге соответственно. Сравнивая наклон кривых, кинетика переноса электронов на полностью углеродном электроде была улучшена как для анодного, так и для катодного процессов.Это может быть связано с большей площадью поверхности полностью углеродного электрода. Также нет влияния полностью углеродного электрода с 250 циклами прокатки и без циклов прокатки (см. Дополнительные материалы на рис. S4).
Расчетная электроактивная площадь полностью углеродного электрода была определена с использованием уравнения Рэндлса-Шевчика для квазиобратимых процессов переноса электрона:
Ip = (2,65 × 105) n32ACD12v12
(1)
где n — количество электронов, участвующих в окислительно-восстановительном процессе, A — площадь рабочего электрода (см 2 ), D — коэффициент диффузии (7.64 × 10 −6 см 2 · с −1 при 25 ° C), C — концентрация молекулы зонда (1 × 10 −6 моль · см −3 ), ν — скорость сканирования (В · с -1 ). По уравнению (1) электроактивная площадь полностью углеродного электрода составляла 0,205 см 2 , что было больше, чем у графитовой фольги (0,067 см 2 ). Следовательно, отличные электрокаталитические характеристики полностью углеродного электрода можно отнести к высокоэффективной поверхности, которая состоит из больших проводящих областей.
4. Выводы
Изготовлен и исследован полностью углеродный электрод для использования в электрохимических устройствах. Полностью углеродный электрод, состоящий из УНТ, выращенных непосредственно на гибкой графитовой фольге, продемонстрировал очень большую электрохимически активную поверхность и высокую электрокаталитическую активность. Была подтверждена механическая гибкость, и электрод показал надежные адгезионные свойства между УНТ и графитовой фольгой. Полностью углеродный электрод обещает создание высокостабильных, высокопроизводительных и экономичных гибких электрохимических приложений.
Дополнительная информация
материалы-07-01975-s001.pdfБлагодарности
Эта работа была поддержана программой развития промышленных стратегических технологий, финансируемой Министерством торговли, промышленности и энергетики (грант № 10037379).
Вклад авторов
Дж. Рю разработал и провел основные эксперименты и написал черновик рукописи, Г. Ли проанализировал электрохимические свойства по данным измерений В. Кима, Х. Лим охарактеризовал образцы с помощью SEM, М.Мэллори проверил характеристики качения, а Парк руководил всем исследованием. Все авторы внесли свой вклад в анализ результатов и выводов, а также отредактировали документ.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Frackowiak, E .; Бегин Ф. Углеродные материалы для электрохимического хранения энергии в конденсаторах. Углерод 2001 , 39, 937–950. [Google Scholar]
- Lee, H.-M .; Лук-порей.; Ким, С.-К. Электроосаждение пленок оксида марганца-никеля на графитовый лист для электрохимических конденсаторов. Материалы 2014 , 7, 265–274. [Google Scholar]
- Nie, H .; Yao, Z .; Чжоу, X .; Ян, З .; Хуанг, С. Неферментативное электрохимическое обнаружение глюкозы с использованием хорошо распределенных наночастиц никеля на прямых многостенных углеродных нанотрубках. Биосенс. Bioelectron 2011 , 30, 28–34. [Google Scholar]
- You, B .; Wang, L .; Yao, L .; Ян Дж. Трехмерные сети углеродных нанотрубок, легированных азотом, для суперконденсатора.Chem. Commun 2013 , 49, 5016–5018. [Google Scholar]
- Чжан М. Многофункциональная пряжа из углеродных нанотрубок путем уменьшения размера древней технологии. Наука 2004 , 306, 1358–1361. [Google Scholar]
- Kordás, K .; Tóth, G .; Moilanen, P .; Кумпумяки, М .; Vähäkangas, J .; Уусимяки, А .; Vajtai, R .; Аджаян, П. Охлаждение микросхем с интегрированной архитектурой микрогребней из углеродных нанотрубок. Appl. Phys. Lett 2007 , 90. [Google Scholar] [CrossRef]
- Park, K.; Ryu, J .; Kim, K .; Yu, Y .; Джанг, Дж. Рост углеродных нанотрубок с помощью процесса резистивного формирования рисунка. J. Vac. Sci. Technol. B 2007 , 25, 1261–1264. [Google Scholar]
- Barsan, M.M .; Пинто, E.M .; Флореску, М .; Бретт, C.M.A. Разработка и характеристика нового проводящего углеродного композитного электрода. Анальный. Чим. Acta 2009 , 635, 71–78. [Google Scholar]
- Zhu, Z .; Garcia-Gancedo, L .; Flewitt, A.J .; Xie, H .; Мусси, Ф .; Милн, В.И. Критический обзор глюкозных биосенсоров на основе углеродных наноматериалов: углеродные нанотрубки и графен.Датчики 2012 , 12, 5996–6022. [Google Scholar]
- Rao, R .; Chen, G .; Arava, L.M.R .; Kalaga, K .; Ishigami, M .; Heinz, T.F .; Ajayan, P.M .; Арутюнян, А. Графен как атомарно тонкий интерфейс для роста вертикально ориентированных углеродных нанотрубок. Sci. Rep 2013 , 3. [Google Scholar] [CrossRef]
- In, J.B .; Ли, Д .; Fornasiero, F .; Ной, А .; Григоропулос, К. Одновременный перенос с помощью лазера и формирование рисунка вертикально ориентированных массивов углеродных нанотрубок на полимерные подложки для гибких устройств.ACS Nano 2012 , 6, 7858–7866. [Google Scholar]
- Fan, Z .; Yan, J .; Zhi, L .; Zhang, Q .; Wei, T .; Feng, J .; Zhang, M .; Qian, W .; Вей, Ф. Трехмерный сэндвич углеродные нанотрубки / графен и его применение в качестве электрода в суперконденсаторах. Adv. Mater 2010 , 22, 3723–3728. [Google Scholar]
- Ci, L .; Manikoth, S.M .; Li, X .; Vajtai, R .; Аджаян, П. Ультратонкие отдельно стоящие ориентированные пленки из углеродных нанотрубок. Adv. Материал 2007 , 19, 3300–3303. [Google Scholar]
- Ryu, J.; Kim, K .; Lee, C.S .; Jang, J .; Парк К. Влияние электрического старения на полевую эмиссию массивов полевых эмиттеров из углеродных нанотрубок. J. Vac. Sci. Technol. B 2008 , 26, 856–859. [Google Scholar]
- Ryu, J .; Bae, N .; Ох.; Чжоу, О .; Jang, J .; Парк К. Стабилизированная электронная эмиссия из углеродных нанотрубок, покрытых кремнием, для высокоэффективного источника электронов. J. Vac. Sci. Technol. B 2011 , 29, 02B120: 1–02B120: 5. [Google Scholar]
- Ryu, J .; Kang, J .; Парк, К.Электронный излучатель на углеродных нанотрубках для рентгеновской визуализации. Материалы 2012 , 5, 2353–2359. [Google Scholar]
- Meyyappan, M .; Delzeit, L .; Cassell, A .; Хэш, Д. Рост углеродных нанотрубок методом PECVD: обзор. Источники плазмы Sci. Technol 2003 , 12. [Google Scholar] [CrossRef]
- Zhu, Y .; Li, L .; Zhang, C .; Casillas, G .; Солнце, З .; Ян, З .; Ruan, G .; Peng, Z .; Raji, A.-R.O .; Kittrell, C .; и другие. Бесшовный трехмерный гибридный материал из углеродных нанотрубок и графена. Nat.Commun 2012 , 3, 1225–1227. [Google Scholar]
- Yang, J .; Zhang, W.-D .; Гунасекаран, С. Амперометрический неферментативный датчик глюкозы путем электроосаждения медных нанокубов на вертикально выровненные многостенные массивы углеродных нанотрубок. Биосенс. Bioelectron 2010 , 26, 279–284. [Google Scholar]
Рисунок 1. Изготовление и испытание на механическую гибкость полностью углеродного электрода: ( a ) осаждение Ni на графитовой фольге; ( b ) отжиг для формирования затравки; ( c ) рост углеродных нанотрубок (CNT) и ( d ) испытание на гибкость.
Рисунок 1. Изготовление и испытание на механическую гибкость полностью углеродного электрода: ( a ) осаждение Ni на графитовой фольге; ( b ) отжиг для формирования затравки; ( c ) рост углеродных нанотрубок (CNT) и ( d ) испытание на гибкость.
Рисунок 2. Схематическое изображение и SEM-изображения механизма роста полностью углеродного электрода. ( a ) голая графитовая подложка; ( b ) агрегированный никелевый катализатор в процессе формования; ( c ) ростковидные УНТ при начальном росте УНТ за 3 мин; ( d ) вертикальная форма УНТ после 5 мин роста; ( e ) УНТ с вертикальным выравниванием через 10 мин.
Рисунок 2. Схематическое изображение и SEM-изображения механизма роста полностью углеродного электрода. ( a ) голая графитовая подложка; ( b ) агрегированный никелевый катализатор в процессе формования; ( c ) ростковидные УНТ при начальном росте УНТ за 3 мин; ( d ) вертикальная форма УНТ после 5 мин роста; ( e ) УНТ с вертикальным выравниванием через 10 мин.
Рисунок 3. СЭМ-изображение ( a ) морфологии полностью углеродного электрода; ( b ) СЭМ-изображение поперечного сечения полностью углеродного электрода.
Рисунок 3. СЭМ-изображение ( a ) морфологии полностью углеродного электрода; ( b ) СЭМ-изображение поперечного сечения полностью углеродного электрода.
Рисунок 4. (a ) Изображение поперечного сечения всего углеродного электрода, состоящего из УНТ и графитовой подложки, в поперечном сечении; ( b ) увеличенное изображение области, обозначенной пунктирным прямоугольником.
Рисунок 4. (a ) Изображение поперечного сечения всего углеродного электрода, состоящего из УНТ и графитовой подложки, в поперечном сечении; ( b ) увеличенное изображение области, обозначенной пунктирным прямоугольником.
Рисунок 5. SEM-изображения, показывающие морфологию поверхности полностью углеродного электрода после 50-го ( a ); ( b ) 150-й; ( c ) 250-й цикл прокатки.
Рисунок 5. SEM-изображения, показывающие морфологию поверхности полностью углеродного электрода после 50-го ( a ); ( b ) 150-й; ( c ) 250-й цикл прокатки.
Рисунок 6. Циклические вольтамперограммы ( a ) графитовой фольги и ( b ) полностью углеродного электрода после 250 циклов прокатки в 1.0 мМ K 3 Fe (CN) 6 в деионизированной воде с добавлением 0,1 М KCl при скоростях развертки потенциала от 10 до 200 мВ / с. Соответствующая зависимость пикового тока от квадратного корня из скорости сканирования в ( c ) графитовой фольге и ( d ) полностью углеродном электроде после 250-го цикла прокатки.
Рисунок 6. Циклические вольтамперограммы ( a ) графитовой фольги и ( b ) полностью углеродного электрода после 250-х циклов прокатки в 1,0 мМ K 3 Fe (CN) 6 в деионизированной воде с добавлением 0.1 M KCl при скорости развертки потенциала от 10 до 200 мВ / с. Соответствующая зависимость пикового тока от квадратного корня из скорости сканирования в ( c ) графитовой фольге и ( d ) полностью углеродном электроде после 250-го цикла прокатки.
Таблица 1. Электрохимические характеристики графитовой фольги и полностью углеродного электрода после 250-го изгиба, рассчитанные по циклическим вольтамперограммам в диапазоне скоростей сканирования 10 ~ 200 мВ · с -1 с использованием 1 мМ Fe (CN) 6 3- / 4- окислительно-восстановительная пара.
| Параметры | Графитовая фольга | Полностью углеродный электрод |
|---|---|---|
| ΔE p (мВ) * | 259,45 | 66.07 |
| Наклон от I pa в зависимости от скорости сканирования 1/2 (мкА · мВ −1/2 · с 1/2 ) | 1,36 | 7,06 |
| Наклон от I pc в зависимости от скорости сканирования 1/2 (мкА · мВ −1/2 · с 1/2 ) | −2,67 | −8,10 |
| Электроактивная область, A ea (см 2 ) ** | 0,067 | 0,205 |
| Коэффициент относительной шероховатости *** | 1 | 3.05 |
© 2014 авторы; лицензиат MDPI, Базель, Швейцария Эта статья представляет собой статью с открытым доступом, распространяемую в соответствии с условиями лицензии Creative Commons Attribution (http://creativecommons.org/licenses/by/3.0/).
Выбор редакции — Обзор — Конструкция электрода из активированного угля: инженерный компромисс в отношении производительности емкостной деионизации
Технология опреснения считается важным средством для неограниченного снабжения пресной водой путем производства питьевой воды из морских и солоноватых источников . 1,2 Интересно, что поставка опресненной воды не зависит от климатических условий. 3 В целом опреснение является высокоэнергетической технологией. Нехватка воды и энергии — две основные проблемы 21 века. 4 Тем не менее, инновации могут позволить нам производить пресную воду с меньшими затратами, в то же время улучшая использование энергии. Разработано несколько технологий термического и мембранного опреснения. 5 На сегодняшний день обратный осмос (RO), многоступенчатая дистилляция (MED), многоступенчатое мгновенное опреснение (MSF) и электродиализ (ED) широко используются для опреснения морской и солоноватой воды в больших масштабах.В отличие от электродиализа (ED), другие технологии работают за счет удаления основного компонента (воды), а не второстепенного (соли или минералы), поэтому они становятся менее эффективными для опреснения солоноватой воды из-за низкой концентрации соли. 6
Емкостная деионизация (CDI) — это развивающаяся технология опреснения, извлекающая соли и минералы из соленой воды таким образом, что потребленные заряды во время зарядки электрода могут быть повторно захвачены во время разряда электрода, 7 , тем самым позволяя CDI быть энергией. эффективная и менее дорогостоящая альтернативная технология опреснения соленой воды по сравнению с другими традиционными технологиями опреснения.Действительно, возврат части энергии был одним из ключевых аспектов технологии CDI. 8 Концепция CDI может быть описана как процесс электросорбции, который можно главным образом объяснить на основе характеристик конденсатора с двойным электрическим слоем. Подобно суперконденсаторам, ионы обратимо накапливаются в двойном электрическом слое (EDL) в углеродных порах в CDI. 9–11 Эта инновационная технология опреснения обладает рядом преимуществ, включая легкое удаление второстепенных продуктов из основного продукта за счет емкостного эффекта и фарадеевского взаимодействия при низком напряжении ячейки. 9,12 Кроме того, он имеет другие приятные атрибуты, такие как энергосбережение, экологичность, 13 простота конфигурации и низкие эксплуатационные расходы. 14 В основном, производительность CDI во многом зависит от электрода, но также и от конфигурации ячейки и рабочих параметров. 12,15 Таким образом, повышение производительности может быть исследовано путем изготовления идеальных электродов, оптимизации рабочих параметров, разработки надежных конфигураций CDI и / или интеграции CDI с другими технологиями опреснения.
По статистике, публикации в области исследований CDI по большей части посвящены решающей роли электрода по сравнению с другими факторами, влияющими на характеристики CDI. 15 Другими словами, на электрод приходится львиная доля факторов, влияющих на производительность систем CDI. Активированный уголь (AC) широко известен как первый и наиболее часто используемый материал для емкостных технологий. 11,16 Большая площадь поверхности, электропроводность, химическая стабильность в широком электрохимическом окне, инертность, легко настраиваемая морфология пор и благоприятная изотерма адсорбции — все это указывает на то, что переменный ток является идеальным кандидатом в качестве электродов CDI. 4,17,18 Кроме того, AC является экологически чистым материалом и коммерчески доступен по относительно низкой цене. 19 Электрод CDI с идеальными емкостными характеристиками должен обладать большой удельной поверхностью, высокой проводимостью, хорошей смачиваемостью, химической стабильностью и соответствующей пористостью. 12–14,20–22 Однако было показано, что переменный ток имеет более низкую удельную емкость, чем ожидаемое теоретическое значение. 21 Следовательно, его всегда необходимо модифицировать и конструировать с использованием различных модификаторов (проводящих добавок, связующих, восстановителей, окислителей, псевдоемкостных материалов, оксидов металлов, поверхностно-активных веществ, полимеров и т. Д.) для повышения производительности. По сути, рациональная конструкция электрода переменного тока имеет первостепенное значение для оптимальной работы CDI. 23 Конструкция электродов переменного тока стала чуть ли не Святым Граалем исследований в области технологии CDI. Сообщалось о различных физических, химических и биологических методах модификации AC, 24 , демонстрирующих различные улучшения электрохимических характеристик. Однако большинство этих улучшений происходит за счет ухудшения некоторых свойств электродов.
Недавно было опубликовано несколько обзоров, касающихся электродных материалов CDI. Oladunni et al., 15 Liu et al., 17 Huang et al. 25 и Thamilselvan et al. 26 представил всесторонний обзор недавно разработанных углеродных нанокомпозитов для применения в процессе емкостной деионизации. Bhatnagar et al. 24 сообщил об обзоре методов модификации AC для обработки воды. Han et al. 12 рассмотрены структура и функциональные возможности новых углеродных и фарадеевских электродных материалов для высокоэффективной емкостной деионизации.Кроме того, Ratajczak et al. представил обзор емкостных технологий на основе углеродных материалов. 11
В этом обзоре влияние модификаторов на производительность CDI очерчено в контексте инженерного компромисса. Обсуждаются полезные и вредные эффекты различных модификаторов на электрохимическую активность переменного тока, как показано на рис. 1. В целом представлена всеобъемлющая классификация ячеек CDI, основанная на различных архитектурных аспектах со сравнительными характеристиками.Кроме того, была выяснена взаимозависимость между электродными аспектами и конфигурацией ячейки CDI. Наконец, был резюмирован краткий обзор разработки конструкции электродов переменного тока с некоторыми перспективными руководящими принципами исследований. Цель нашего обзора здесь — раскрыть влияние конструкции электродов переменного тока на характеристики CDI и как сбалансировать компромисс между свойствами электродов в процессе модификации. Он также вводит взаимозависимость между аспектами электродов и конфигурацией ячейки CDI.Зная это, он дает представление об аспектах модификации электродов без ущерба для электрохимических показателей. Кроме того, взаимозависимость электрода и ячейки CDI проливает свет на рациональную конструкцию, чтобы воспользоваться преимуществами модификации электродов при соответствующей конфигурации ячейки CDI.
Улучшение структуры
Структурные свойства электрода включают площадь поверхности, пористость (структура пор, распределение пор по размерам и извилистость) и текстуру.Накопительная емкость (заряд и накопление ионов) и кинетика сильно зависят от доступной площади поверхности и пористости электрода. 27 Таким образом, CDI как межфазный процесс очень чувствителен к имеющейся поверхности и пористости электродного материала. Емкостное накопление ионов и кинетика электросорбции в матрице могут быть улучшены за счет физической и / или химической модификации электрода. Действительно, площадь поверхности и распределение пор по размерам играют решающую роль в конструкции углеродного электрода.Чтобы оптимизировать емкостные характеристики, много усилий было направлено на увеличение площади поверхности, а также на контроль размера пор. 28 Lee et al. комбинированный AC с ограниченным количеством функционализированных углеродных нанотрубок (FCNT), при этом гомогенная дисперсия увеличивала удельную поверхность (SSA) электрода. 29 В некотором смысле добавление FCNT предотвращает возникновение агломерации частиц и закупорку пор.
Физическая активация может расширять поры за счет мягкой газификации и увеличивать площадь поверхности по мере создания большего количества пор. 30,31 Интересно, что AC, который намеренно де функционализируется с помощью водородной обработки, демонстрирует увеличенный SSA, объем пор и средний размер пор, вызванный одновременным схлопыванием микропор и созданием большего количества мезопор, тем самым улучшая характеристики CDI. 32 Villar et al. подвергали переменному току водородной обработке для получения электродного материала с высокой кажущейся SSA. Увеличение поверхности при обработке переменным током H 2 при 400 ° C и увеличение среднего диаметра пор привело к более высокой зарядовой емкости. 33 В этом отношении изменение расположения пор и распределения по размерам может привести к подходящей структуре пор для переноса солевых ионов. Многие исследователи выяснили важность стратегического развития мезопористых и микропористых структур, которые могут способствовать оптимальной электросорбции. Действительно, электрохимическая характеристика выявляет различное емкостное поведение из-за различного соотношения мезопор и микропор. КОН и СО 2 были назначены для увеличения настраиваемого соотношения микропор и мезопор в AC соответственно. 34
Кроме того, рациональная конструкция структуры переменного тока может улучшить как электросорбцию, так и накопление ионов. 35,36 Несколько исследователей сообщили о роли микропор, мезопор и макропор в работе электродов. Микропоры увеличивают SSA и накопление заряда, что приводит к высокой удельной емкости. Мезопоры усиливают ионную проводимость, обеспечивая благоприятный и быстрый перенос ионов в матрице электрода, что улучшает кинетику электросорбции.Макропоры действуют как буферные резервуары для ионов. 19,37 Следовательно, разработка упорядоченных углеродных электродов с контролируемым количеством мезопор и микропор является важной стратегией для оптимизации электродов. Большой SSA и укороченные пути диффузии ионов были приписаны трехмерным (3D) мезоструктурам и хорошо взаимосвязанным диффузионным путям материала электродов. Действительно, структура пор (упорядоченная или случайная) и распределение пор по размерам (мезопоры и микропоры) имеют большое влияние на характеристики электрода. 38 Тем не менее, некоторые из них оправданы, так как преобладание микропор и сильная извилистость пор могут ограничивать характеристики CDI. Распределение переменного тока с широкими порами может привести к серьезному снижению емкости за короткое время стока. 39,40 Несколько композитов на основе AC, включая: восстановленный графен с AC (RG-AC), AC с оксидами металлов (AC-MO), AC с углеродными нанотрубками (AC-CNTS), AC с металлоорганическими каркасами (AC -MOFs), мезопористый углерод с углеродными нанотрубками (MC-CNT), композит мезопористого с микропористыми AC (CAs-AC) и AC с углеродными нановолокнами (AC-CNF) 17,39,41 были широко разработаны, демонстрируя улучшенные структура межсоединений в матрице электрода.Например, Wouters et al. использовали оксиды металлов для модификации углеродного материала для удаления ионов. Углеродный материал с SSA намного ниже, чем у покрывающих ксерогелей оксидов металлов, показал увеличение SSA всего композита. Напротив, снижение SSA наблюдалось, когда ткань из активированного угля с высоким SSA покрыта ксерогелями из оксидов металлов. 42 Что касается влияния покрытий из оксидов металлов на углеродные материалы, SSA композитов зависит от природы углеродных материалов.Кроме того, Риу и Сео сообщили о тетраэдрической координации диоксида титана, диспергированного на поверхности ткани переменного тока для настройки структуры поверхности, наряду с уменьшением физической адсорбции, тем самым вызывая усиленную адсорбцию электрического поля. Модификация химического состава поверхности обеспечивает более доступную поверхность с увеличенным количеством адсорбционных центров за счет участия атомов титана. 43
Song et al. сообщили о новом композитном электроде путем ультразвуковой сборки переменного тока с взаимосвязанной графеновой сетью (ICGN) для приложения CDI.Изготовленный электрод (AC / mPEAG) показал сверхвысокую электросорбционную способность 12,58 мг / г -1 по сравнению с 5,31 мг / г -1 исходного электрода переменного тока. Интеркаляция включенного mPEAG генерирует макропоры, которые благоприятны для буферизации ионов, тем самым сокращая расстояние диффузии от границы раздела до матрицы, тогда как мезопоры способствуют переносу ионов и электросорбции. 19 Извилистость электродов переменного тока может значительно повлиять на скорость ионной проводимости через электролит в электродной матрице.По сути, извилистость — это соотношение, которое характеризует извилистые пути диффузии жидкости и электропроводности в пористой среде. Здесь он описывает отношение микроскопической длины пути в порах, нормированное на декартово расстояние прохождения ионов между конечными точками пути. 44 Таким образом, он влияет на динамику заряда электрода за счет эффективной ионной проводимости и ионной диффузии. 44–46 Добавление макроскопических пор с низкой извилистостью увеличило ионную проводимость и улучшенную емкость при высоких скоростях развертки, а также макроскопические поры уменьшили эффективную извилистость, обеспечивая более прямые пути к емкостным интерфейсам. 45 Tang et al. разработала углеродный материал с преобладанием макропор и микропор (HPAC) для суперконденсаторов и электродов CDI. 4 HPAC показал хорошо распределенные макропоры, которые могут обеспечивать буферные резервуары для ионов и мелких частиц, которые могут обеспечивать большую площадь внешней поверхности. Размер макропор и распределение размеров HPAC были меньше и плотнее, чем AC и MC. Кроме того, интрузионная порометрия выявила самый высокий средний диаметр пор (353,2 нм) HPAC по сравнению с AC (33.3 нм). Высокая емкость и адсорбционная способность HPAC обычно приписываются соседним стенкам пор (большой SSA), большому объему пор для искаженных ионов и структуре пор, которая вызывает короткий путь переноса ионов для более быстрой диффузии.
Кроме того, связующее влияет на распределение пор углеродных материалов по размерам. Использование различных связующих приводит к малой или большой пористости с большей доступной пористостью в мезопористой области. Се и его коллеги применили органически-неорганическое гибридное связующее для улучшения характеристик CDI. 47 Предполагалось, что гибридное связующее улучшает структуру пор. Однако связующие могут блокировать поры в высокопористом угле. Более того, сообщалось, что некоторые гидрофильные связующие с разбуханием изменяют контакт частиц и, следовательно, изменяют пористость. 48 Таким образом, конструкция электродов без связующего дает прекрасную возможность решить дилемму использования связующего. Кроме того, инертные газы (N 2 и Ar) играют решающую роль в пиролизе, где они предотвращают закрытие пор, их разрыв или усадку. 49 Графитизация легко происходит в атмосфере инертного газа с одновременным уменьшением извилистости. Кроме того, пиролиз в атмосфере инертного газа может увеличить испарение соединений, непригодных для образования пор.
Смачиваемость
Чем влажнее, тем лучше. 50 Смачиваемость — один из важных факторов, который может повлиять на характеристики электрода. 51 Электроды CDI требуют высокой смачиваемости для их совместимости с водными средами. Действительно, лучшее смачивание электродного материала обеспечивает отличный межфазный контакт и массоперенос.Поверхность AC очень гидрофобна, поэтому плохо взаимодействует с водой. 52 Хотя переменный ток имеет отличное SSA, удельная емкость намного ниже ожидаемой. 53 Низкая емкость частично объясняется плохой смачиваемостью, которая приводит к неблагоприятному контакту между поверхностью электрода и водным раствором; таким образом ионы в растворе не достигают внутренней части активного материала. Chang et al. синтезировали гидрофильное жидкое связующее для изготовления электродов переменного тока. 54 В отличие от других полимерных связующих, это жидкое связующее обеспечивает улучшенную смачиваемость, таким образом демонстрируя превосходные характеристики CDI. Точно так же Парк и Чой изготовили угольные электроды с водорастворимым связующим вместо гидрофобных связующих. 51 Нанесение гидрофильных функциональных групп на углеродную поверхность химическими средствами значительно улучшает смачиваемость. Различные функциональные группы азота и кислорода, включая амины, сульфоны, карбоксилаты и карбонилы, могут значительно повысить гидрофильность, сопровождаемую улучшенной смачиваемостью углеродного материала. 55 Несколько окислителей, таких как HNO 3 , H 2 O 2 и KMnO4, также были использованы для введения кислородсодержащих групп (гидроксил, карбоксил, карбонил, лактон и хинин) на поверхность угольного электрода. , тем самым улучшая смачиваемость. 39,56
Fic et al. изучили влияние ПАВ на емкостные свойства углеродного электрода. 57 Значительное улучшение емкости было приписано уменьшению поверхностного натяжения и усилению распространения заряда.Электрод с повышенной смачиваемостью обеспечивает большую полезную поверхность и снижает внутреннее сопротивление, что оказывает положительное влияние на электрохимические характеристики водных электролитов. Более того, проникновение электролита в поры электрода контролируется не только структурой пор, но и поверхностным натяжением. 58 AC был модифицирован поверхностно-активным олеатом натрия для улучшения удельной емкости и накопления энергии в двойном электрохимическом слое (EDL). Повышение емкости в основном объясняется улучшением смачиваемости углеродного материала, что обеспечивает высокую полезную площадь поверхности и низкое внутреннее сопротивление.Безусловно, поверхностно-активные вещества могут глубоко улучшить емкость электрода с помощью их способности снижать поверхностное натяжение. 59 Кроме того, Аслан и соавторы 60 представили новую стратегию использования улучшенной пористости без ущерба для способности удаления соли CDI и эффективности ввиду ограниченного смачивания AC в водной среде. Также было показано, что смешивание гидрофобных и гидрофильных углеродов улучшает смачивание. Эти электроды из смешанного углерода показали высокую степень съема и хорошую эффективность заряда.Покрытия из оксидов металлов также могут увеличивать смачиваемость гидрофобных материалов из-за их гидрофильной природы. 42 SiO 2 и γ -Al 2 O 3 / γ -AlOOH были использованы для модификации углеродного материала для применения CDI. Угольный электрод с покрытием демонстрировал повышенное удаление ионов по сравнению с углеродом без покрытия. Более того, гибридизация углеродсодержащего материала с закреплением неорганических материалов, таких как ZnO, SnO 2 , ZrO 2 и TiO 2 , в последнее время привлекла внимание с целью преодоления некоторых недостатков AC в процессе CDI. 61 Композит переменного тока с азотом-TiO 2 / ZrO 2 был синтезирован с целью улучшения низкой емкости и смачиваемости переменного тока. 23 В то время как электрод с покрытием TiO 2 и чистый углеродный электрод показали сходную удельную емкость, система TiO 2 , вероятно, улучшила эффективность опреснения из-за увеличения переноса ионов и воды в пористую структуру более гидрофильной поверхности. 62
Электрическая и ионная проводимость
Электропроводность определяет кинетику электрохимического процесса в электроде.Улучшая кинетику, можно улучшить скорость удаления солей и можно уменьшить размер CDI и / или повысить производительность. 63 Хотя текстурные особенности напрямую влияют на электрохимические характеристики угольного электрода, необходимо учитывать дополнительную роль проводимости. Увеличение проводимости улучшает кинетику, тем самым увеличивая электросорбционную способность, эффективное удаление солей и снижение внутреннего сопротивления. AC не является твердым веществом и заполнен миллионами микрокамер (микроскопических отверстий и пор), которые делают его одним из самых пористых материалов из известных.Эти микрокарманы, заполненные воздухом, значительно снижают способность переменного тока проводить электричество. Кроме того, пористая природа переменного тока может напрямую влиять на перенос ионов, а также электронов, вызывая медленное удаление ионов и потерю проводимости. 37
Чтобы преобразовать аморфную структуру углерода в графитовую структуру, AC подвергают пиролизу для получения углерода с более упорядоченной матрицей, связанной с высокой электропроводностью. В основном термическая обработка воздействует на кислородные и водородсодержащие окончания, составляющие каркас материалов.Однако последовательное увеличение графитовых доменов возможно только при температуре выше 2000 ° C в инертной атмосфере. 64 Природа переноса электронов всегда пропорциональна степени кристалличности углеродных материалов. 65 Ши и его коллеги улучшили проводимость переменного тока и создали графитоподобный переменный ток путем каталитической графитизации с использованием плазмы N 2 и загрузки железа. N 2 легирование улучшает доступность поверхности AC, в то время как загрузка железа (III) способствует упорядоченному расположению зерен, увеличивая, таким образом, объемную долю кристаллов обработанного AC. 64 Sánchez et al. сообщили об улучшении электрохимических характеристик углеродного электрода после термообработки до 900 ° C, что в основном связано с одновременным увеличением проводимости. 66 Кроме того, графитизация — это термодинамический процесс, который может преобразовывать аморфный углерод в хорошо упорядоченную и трехмерную графитовую структуру. 67
Кроме того, для повышения проводимости электродов переменного тока широко используются различные добавки, такие как технический углерод, FCNT, графен и металлы. 63,68 Alencherry et al. исследовали влияние увеличения электропроводности углеродных композитов на характеристики CDI за счет включения серебра (Ag) и FCNT в порошковый AC. Пропитка серебром привела к повышенной электропроводности электрода, обусловленной подходящим переносом заряда между частицами между частицами переменного тока. Кроме того, пропитка серебром снижает объемное удельное сопротивление, что приводит к увеличению накопления заряда, тем самым обеспечивая более высокие электродные потенциалы на границе раздела электрод-электролит. 63 Кроме того, Wang et al. разработали трехмерный композит, загрузив переменный ток в каркас из графитового войлока с высокой проводимостью, чтобы повысить электронную проводимость. 69
Использование суспензионных электродов стало недавним дополнением к миру CDI. Однако неплотное соединение углеродных частиц в проточном электроде может привести к плохой проводимости, что может снизить производительность CDI. С другой стороны, улучшение связности за счет высокой массовой доли углерода в суспензии может привести к увеличению вязкости, что ограничивает текучесть.Cho et al. В электроды переменного тока были введены FCNT, которые создают проводящие мостики между частицами переменного тока, тем самым увеличивая удаление солей без необходимости использования высоконагруженных активных материалов. 70 Аналогичным образом Lee et al. использовали FCNT в качестве проводящих агентов электрода CDI. Снижение удельного сопротивления в функционализированном переменном токе было приписано необычайной электропроводности FCNT с их углеродной структурой sp 2 . 29
Исмагилов и др. 71 и Хуликова-Юрчакова и др. 72 сообщили об увеличении электропроводности, генерируемой богатым электронами азотом, введенным в углеродную сеть, что может перемещать больше электронов в делокализованную π -систему. Кроме того, легирующие примеси азота вместе с наведенными пустотами или дефектами обеспечивают отличную проводимость и пути переноса, тем самым облегчая эффективное распространение электронов и ионов в пористый электрод. 73 Более того, некоторые неионные соединения были приписаны создавать ионные каналы, которые могут облегчить перенос ионов на границе электрод-электролит, а также распространение заряда. 74 Молекулы могут самоорганизовываться в структуры ионных путей, тем самым обеспечивая лучшее распространение заряда при самоорганизации электрода с поверхностным агентом. Влияние этих ионных каналов существенно для переноса ионов между границей раздела и мезопорами. При исследовании влияния поверхностно-активных веществ на емкость Fic et al. сообщили о влиянии поверхностно-активных веществ (Triton ® X-100) на диффузию в процессе накопления заряда за счет более быстрого и стабильного распространения заряда.Кроме того, взаимодействие между гидрофобной структурой поверхностно-активных веществ и π электронов углеродной матрицы может привести к улучшению проводимости системы. 57
Поверхностный заряд и потенциал смещения нулевого заряда
Поверхностный заряд и потенциал нулевого заряда являются очень важными свойствами угольных электродов для применения CDI. 75 Недавние открытия показали, что высокое удаление солей в ячейке CDI требует надлежащего управления поверхностным зарядом на угольных электродах.В основном AC имеет инертную поверхность и очень благоприятен для неионных взаимодействий с органическими соединениями. Тем не менее образование заряда на поверхности переменного тока может способствовать адсорбции ионных соединений посредством ионного взаимодействия. Путем химической модификации чистый положительный или отрицательный поверхностный заряд может быть передан на электрод переменного тока, что может быть многообещающим решением для повышения стабильности работы. Gao et al. использовали угольные электроды с различным поверхностным зарядом для разработки новой конфигурации ячейки CDI, названной инвертированной емкостной деионизацией (i-CDI).В этой конфигурации ячейки химические заряды на поверхности электрода обеспечивают адсорбцию, когда ячейка закорочена. 76 Промышленные угольные электроды, обработанные растворами этилендиамина и азотной кислоты, создают как положительные, так и отрицательные химические заряды на поверхности электрода. Улучшенное удаление солей в ячейке i-CDI было частично связано с увеличением химического заряда поверхности. 75 AC был функционализирован поверхностно-активным веществом на основе четвертичных аминов (CTAB), которое создавало положительно заряженную поверхность для удаления нитратов без приложения внешнего потенциала. 77 Более того, Wang et al. исследовали влияние поверхностного потенциала на емкостные характеристики при зарядке протонами и, в частности, адсорбированными ионами. 78,79 Тот факт, что поверхностный потенциал может быть изменен кристаллической фазой оксидного материала, был дополнительно доказан. 80
Процесс CDI при переменной поляризации также показал интересное влияние поверхностного заряда на удаление солей. При равном образовании положительно и отрицательно заряженных участков поверхности во время чередующейся поляризации электронные заряды более эффективно способствуют адсорбции ионов, что приводит к высокому значению адсорбции.В случае дисбаланса поверхностных зарядов на электроде, часть электронного заряда паразитно расходуется на выравнивание дисбаланса поверхностных зарядов. Таким образом, управление поверхностным зарядом на угольных электродах было многообещающим путем для уменьшения потери электронного заряда из-за дисбаланса заряда. 81 Кроме того, введение поверхностного заряда на электрод может минимизировать эффект отталкивания коионов. Композит нафион-AC проявлял индуцированное ионное отталкивание, тем самым ослабляя коионный эффект. 8 Кроме того, совпадение внешнего приложенного потенциала с поверхностным зарядом электрода способствует электросорбции. 42 Другими словами, поверхностный заряд на электроде CDI обеспечивает улучшенную адсорбцию и быструю регенерацию противоположно заряженных ионов. По сути, катионы и анионы обычно переходят на электрод с отрицательным и положительным потенциалами соответственно. Во время регенерации эта тенденция может вызвать неполную регенерацию электрода CDI.Следовательно, противоположный поверхностный заряд может быть использован для решения этой проблемы путем предотвращения перехода ионов от одного электрода к другому. 42,82
Расположение потенциала нулевого заряда (E PZC ) над окном рабочего напряжения играет важную роль в электросорбции. 83,84 Этот потенциал можно определить как переходную стадию поверхностного заряда. Другими словами, в E PZC, начинается одновременная адсорбция катионов и десорбция анионов, когда приложенный потенциал отрицательно проходит через E PZC и наоборот. 85 Электрод E PZC может сильно влиять на удаление солей, эффективность заряда и циклическую стабильность в CDI. 86 Рабочее окно напряжения регулируется разностью потенциалов между E PZC анода и E PZC катода. Распределение E PZC играет важную роль в производительности CDI. Более того, состояние адсорбции электрода CDI можно предсказать на основании значения E PZC и потенциала электрода (E). 87 То же значение E PZC и E подразумевает минимальный суммарный ионный заряд на электроде. Когда E больше, чем E , адсорбция анионов PZC предпочтительна, в то время как высокое значение E PZC адсорбируется, чем катионы E. 88 Другими словами, наименьшая адсорбция ионов приходится на область E PZC . Из-за модификации поверхности положительно или отрицательно заряженные функциональные группы могут перемещать E PZC в электроде переменного тока. Кислотная обработка, оксид металла 89 , 90 и сульфирование 91 были использованы для положительного сдвига E PZC в результате введения отрицательно заряженных частиц.Кватернизованный поли (4-винилпиридин), 86 амины 92 могут вводить положительно заряженные группы и отрицательно сдвигать E PZC катода. Несбалансированное распределение приложенного потенциала из-за постепенного окисления анода может привести к явлению инверсии, при котором десорбция коионов становится преобладающей во время зарядки и повторной адсорбцией при разрядке. 85
Существует зависимость характеристик CDI от смещения угольных электродов E PZC при длительной эксплуатации.После продолжительного цикла происходит смещение E PZC , а положительное смещение E PZC происходит из-за медленного окисления анода. 83,85 Развитие окисления положительного электрода может защитить область рабочего потенциала. Для симметричной ячейки CDI, работающей при постоянном напряжении, адсорбция ионов становится эффективной, когда пара электродов обладает чистым поверхностным зарядом, равным нулю. Коэн и его коллеги использовали контролируемое окисление электродов переменного тока в растворе HNO 3 для положительного сдвига E PZC с целью развития более широкой области потенциала. 93 Анод с положительным поверхностным зарядом в паре с катодом с отрицательным зарядом может усилить и расширить эффект напряжения CDI. Кроме того, промышленные углеродные электроды периодически окислялись, чтобы увеличить отрицательный поверхностный заряд, тем самым создавая пару электродов с разными значениями E PZC при коротком замыкании (E o ). 76,92 Gao и соавторы сообщили о более благоприятной адсорбции Cl — на аноде по сравнению с адсорбцией Na + на катоде, что может ограничивать характеристики CDI.Для создания отрицательного заряда углеродный электрод был модифицирован путем покрытия SiO 2 и поверхностными группами –COOH от окисления. Эти модификации были использованы для корректировки расположения E PZC на катоде, что привело к усилению адсорбции Na + и уменьшению отталкивания коионов. 83
Стабильность
Циклическая стабильность — это отношение емкости в n-м цикле к максимальной способности удаления ионов, 94 , и это важный фактор в оценке долговечности электрода для поддержания его максимальной производительности.Высокая стабильность считается одним из основных свойств идеального электрода. Естественно, электроды переменного тока демонстрируют затухание деионизации, вызванное исчезновением цикличности после нескольких циклов. Значительные усилия, направленные на смягчение химической деградации электродов CDI, привлекли значительное внимание сообщества CDI. Разработка электродов CDI с минимальным химическим разложением очень важна для увеличения срока службы. Коррозия анода в ячейках CDI является серьезной проблемой, которая вызывает плохую стабильность цикла во время процесса опреснения. 9,85 Постепенное окисление анода приводит к несбалансированному распределению приложенного потенциала с одновременным повреждением пор, происходящим из-за образования окислительно-восстановительных продуктов на поверхности углерода.
Кроме того, непрерывная коррозия положительно поляризованного электрода при зарядке приводит к явлению, называемому «эффектом инверсии», который относится к десорбции ионов, пока ячейка все еще поляризована и заряжена. 85 Были разработаны различные методы, позволяющие сохранить стабильность во время продолжительной езды на велосипеде.Модификация поверхности (покрытие, окисление / восстановление и легирование) считается эффективной стратегией снижения коррозии электродов. Srimuk et al. модифицированный AC с помощью диоксида титана, чтобы предотвратить участие кислорода в окислении углерода. Таким образом, гибрид AC-Titania продемонстрировал повышенную адсорбционную способность солей (SAC) и длительную стабильность при циклировании в насыщенных кислородом солевых средах. 9 В реальных условиях атмосферный кислород (21%) радикально влияет на снижение стабильности CDI.Когда кислород диффундирует в воду и вступает в реакцию с угольным электродом, это приводит к реакции восстановления кислорода с последующим выделением H 2 O 2, , что вызывает разрушение электродов переменного тока. 95 Структура пор и функциональность поверхности также влияют на стабильность. Было показано, что электрод с очень маленьким размером пор и большим количеством кислородных функциональных групп имеет сильно выраженную деградацию при увеличении числа циклов. 96 Хотя кислородные функциональные группы улучшают смачиваемость поверхности, переменный ток с высоким содержанием кислородных функциональных групп должен работать при низком напряжении для сохранения стабильности.Альтернативно, использование инвертированной конфигурации CDI может решить проблему ограничений окислительно-восстановительной реакции.
Разработка мезоструктурированных углеродных электродов с упорядоченными и хорошо связанными мезоканалами обеспечивает стабильную циклическую смену характеристик CDI. 10 Активированный уголь, полученный из новолака, был деактивизирован путем обработки водородом. Было показано, что эта обработка увеличивает стабильность электрода, связанную с уменьшением количества карбоксильных групп на поверхности. 32 AC, модифицированный поверхностно-активными веществами, дополнительно сообщалось, что он демонстрирует превосходную стабильность цикла в широком диапазоне потенциалов, и это объясняется ингибированием побочных реакций на поверхности электрода. 57,97 Кроме того, AC, модифицированный углеродными наноточечками (C-точки), показал превосходную циклическую стабильность в течение многих тысяч последовательных циклов с отличным сохранением емкости. Способность C-точек переносить заряд и изменять интерфейс, по-видимому, указывает на то, что AC / C-точки могут быть полезным средством значительного повышения стабильности электродов. 98
Инкапсуляция углеродных материалов — это новый подход к созданию более эффективного электрода с повышенной стабильностью.Путем инкапсулирования электрод заделывают в химический субстрат, включающий УНТ или полимеры, для придания селективности или электрохимической стабильности (смягчения разложения электролита на поверхности электрода). Юнг и др. использовали цвиттерионные полимеры для покрытия переменного тока, чтобы обеспечить стойкий барьер для стабилизации структуры электрода. Полимерный слой препятствует реакции между угольным электродом и электролитом. Кроме того, инкапсуляция поверхности переменного тока также может увеличить количество центров ионной адсорбции и площадь поверхности, тем самым улучшая разделение зарядов и эффективность удаления ионов. 99 Электроды переменного тока с превосходной электрохимической стабильностью и сверхвысокими характеристиками были синтезированы путем инкапсуляции ультратонким слоем Al 2 O 3 посредством осаждения атомных слоев. Эти замечательные характеристики были приписаны эффекту слоя Al 2 O 3 , защищающего кислородные функциональные группы от фарадеевских реакций. Другими словами, эти электроды переменного тока могли быть защищены от нежелательных реакций с электролитом. 100 Кроме того, Zhao et al. применила стратегию инкапсуляции углерода на основе полианилина (PANI) для повышения удельной емкости сферических композитов на основе серы и крахмала. Улучшенные электрохимические характеристики были приписаны способности инкапсулированного AC (PANI-AC) действовать как амортизатор, а также как барьер для улавливания растворимых промежуточных продуктов во время процесса зарядки-разрядки. 101
Механическая прочность
Чтобы получить превосходную механическую стабильность и межфазную адгезию, связующие вещества являются необходимым компонентом при производстве электродов переменного тока. 47 Связующие играют важную роль в связывании активных материалов с проводящими добавками и обеспечении стабильного прикрепления к токосъемнику. Несколько связующих веществ и их производных, в частности поливинилидендифторид (PVDF), политетрафторэтилен (PTFE), поливиниловый спирт (PVA), полиметакриловая кислота (PMAA), сульфоянтарная кислота (SSA) 102 , широко используются для связывания порошка AC с надлежащая механическая прочность. ПВДФ является наиболее широко используемым связующим благодаря своим выдающимся свойствам, включая высокую механическую прочность и термическую стабильность.103 Asquith et al. изготовили электроды переменного тока с использованием сополимеров сульфированного поли (ариленэфирсульфона) в качестве связующего. Сополимер показал адекватное связывание углеродных частиц с хорошей адгезией углеродной сажи к AC. 104 Органическое-неорганическое гибридное связующее было использовано при изготовлении прочного электрода переменного тока для высокоэффективного применения CDI. Подготовленный электрод переменного тока приобрел значительные механические свойства с желаемой гибкостью для создания компактного параллельного цилиндрического блока CDI. 47 Неорганические-органические связующие сохраняют хорошую термическую стабильность при значительном подавлении растрескивания и хрупкости.
Park et al. использовали связующее из поливинилового спирта (ПВС), поперечно сшитое глутаровой кислотой, в качестве нового гидрофильного связующего, которое могло бы обеспечить механическую прочность без ухудшения смачиваемости. 51 Использование полиуретанового эластомера в качестве нового связующего для электрода переменного тока привело к повышенной гибкости и ингибированию образования механических трещин, что позволило решить проблему, связанную с более жестким PVDF. 105 Связующие на основе фенольной смолы (PR) и эпоксидной смолы (ER) демонстрируют выдающуюся стабильность при высоких температурах и давлении. Жидкое связующее, обозначенное как AA, было синтезировано с азодиизобутиронитрилом и акриловой кислотой для разработки электрода переменного тока в процессе CDI. По сравнению с другими связующими (ПТФЭ, PR и ER) AA показал высочайшую гибкость и долговечность. 54 Кроме того, поливинилпирролидон (ПВП), смешанный с поливинилбутиралем (ПВБ), дает композитное связующее с хорошей механической стабильностью и водостойкостью, что делает его более привлекательным для изготовления электродов.106 Cai et al. подготовили электрод переменного тока с нафионом в качестве связующего. Улучшенная адгезия и механические свойства были приписаны добавке Nafion. 8 Кроме того, AC, пропитанный азотом и серосодержащими веществами (дициандиамидом, мочевиной и тиомочевиной) при высокой температуре, привел к повышенной механической прочности. 107
Псевдоемкостные характеристики
Хотя переменный ток имеет большую SSA, которая отвечает за превосходное накопление заряда на границе раздела, в ходе электрохимического цикла сырой переменный ток страдает от относительно низкой удельной емкости по сравнению с его теоретической емкостью. 108 Чтобы увеличить удельную емкость электродов переменного тока, некоторые исследовательские усилия были сосредоточены на псевдоемкостном поведении за счет создания поверхностных функциональных групп с помощью химической обработки, 109 оксид металла (MnO 2 , RuO 2 , V 2 O 5 , MgO, ZnO и др.) Пропитка 41,110 и легирование. 41,111,112 Псевдоемкостный процесс — это обратимая окислительно-восстановительная реакция или процесс интеркаляции, связанный с переносом заряда.Псевдоемкостное накопление заряда достигается за счет обратимых фарадеевских реакций на поверхности электродного материала. 113 В отличие от электростатического накопления в двойных электрических слоях (EDL), псевдоконденсаторы накапливают заряд за счет обратимых окислительно-восстановительных реакций, которые могут быть немного более медленными. 114 Функциональные возможности, в основном карбоксильные, фенольные и лактоновые группы, могут обеспечить дополнительную емкость за счет псевдоконцентрированного механизма. 25 115 MnO 2 / AC и RuO 2 / AC композитные электроды со смешанным емкостно-фарадеевским поведением были изготовлены для приложений CDI.Высокие характеристики были приписаны смешанной емкостной функциональности, соответствующей EDL-зарядке переменного тока и псевдоемкостной окислительно-восстановительной реакции MnO 2 или RuO 2 соответственно. 116 Кроме того, осаждение атомного слоя (ALD) оксида ванадия (V 2 O 5 ) на поверхности переменного тока создало композитный электрод с улучшенным накоплением заряда и увеличенной емкостью из-за вклада псевдоемкости. 117
Гетероатомы вызывают больший интерес, поскольку они конкурируют с дорогими псевдоемкостными материалами, такими как RuO 2 . 111 Легирование обеспечивает псевдоемкостный вклад в общую емкость электрода, и, таким образом, легированный гетероатомами углерод проявляет как емкость двойного электрического слоя (EDLC), так и псевдемкостную емкость. 118 Азот, сера и фосфор являются эффективными гетероатомами для обеспечения псевдемкостной функциональности. 119 Этот псевдемкостный вклад возникает из-за фарадеевской окислительно-восстановительной реакции электроактивных частиц функциональных групп на поверхности угольных электродов. 120 Процесс карбонизации, который позволяет передавать функциональные гетероатомы, был использован для придания псевдоемкости углеродистому материалу. Перенос исходных гетероатомов или легирования во время карбонизации вызывает EDLC и псевдоемкость углеродного материала. 118 Хотя легирование гетероатомами снижает SSA за счет эффекта выщелачивания, эти частицы наделяют электронодонорные характеристики и обеспечивают множество электрохимически активных центров для псевдоконкурентных реакций, ведущих к повышению способности аккумулировать ионы независимо от уменьшенного SSA.Для понимания роли окислительно-восстановительных переходов, индуцированных азотом, был синтезирован углеродный электрод, легированный азотом. Карбонизация с одновременным легированием азота при обработке аммонием вызывает замену атомов углерода гетероатомами азота при поддержании постоянного содержания кислорода. 120 Окислительно-восстановительный потенциал в ходе окислительно-восстановительных реакций гетероатомов посредством обратимого присоединения / отщепления ионных частиц вызывает псевдоемкость. Следовательно, емкость углерода, содержащего гетероатом, оказывается более высокой по сравнению с углеродом, не содержащим гетероатомов.В каком-то смысле всегда присутствует псевдоемкостный вклад в общую емкость углеродного электрода от гетероатомов (азот, кислород, сера и т. Д.) Поверхностных функциональных групп. Эффективная настройка легирования гетероатомов азотом и кислородом, самодегировавшимся углеродом, привела к оптимальному псевдоемкостному вкладу даже при умеренном уровне азота. 113
Первоначальный AC, обработанный меламином и мочевиной, проявлял псевдоемкостное поведение, приписываемое содержанию азота и кислорода в поверхностных функциональных группах. 72 Моча использовалась в качестве предшественника углерода и гетероатомов для получения пористого углеродного электрода, легированного гетероатомами, с повышенной псевдоемкостью и EDLC. 119 Электроды переменного тока были модифицированы обработкой озоном с последующей пропиткой гидроксидом кобальта (II) для получения высокой емкости. Включение кислорода и оксидов переходных металлов приводит к дополнительным псевдоемкостным фарадеевским реакциям. Во время поляризации гидроксид кобальта (II) электрохимически превращается в оксид кобальта (Co 3 O 4 ), который отвечает за псевдоемкостный эффект. 121 He и соавторы 122 в своем исследовании емкостного механизма кислородных функциональных групп на поверхности углеродных электродов сообщили об улучшении емкости за счет псевдемкостного поведения кислородных функциональных групп. Псевдоемкость была приписана переносу электрона между кислородными функциональными группами и H 3 O + в кислой среде, сопровождающимся разделением положительных и отрицательных зарядов. В щелочной среде псевдоемкость приписывалась реакции внедрения / удаления гидратированных ионов в пору.
Каталитическая активность (электрокатализ и фотокатализ)
Оксиды металлов, такие как TiO 2 , MnO 2 , NiCo 2 O 4 , Co 3 O 4 , Fe 2 905 3 и Fe 3 O 4 проявляют каталитическую активность в отношении реакции восстановления кислорода (ORR), 9,123,124 , которая может косвенно влиять на электрод CDI. Srimuk et al. использовали диоксид титана для химической модификации переменного тока с целью увеличения ORR, который можно было использовать в качестве механизма предотвращения участия кислорода в коррозии углеродного электрода.Гибриды AC-Titania показали превосходную стабильность в системах CDI, работающих в насыщенной кислородом соленой воде. Кроме того, каталитическая активность в отношении восстановления кислорода препятствует образованию пероксида водорода. 9 Материал фотоэлектрода был подготовлен для системы фотокатализа-CDI (PCS) для синергетического преобразования и удаления общих ионов хрома из водного раствора. Были использованы два противоположных электрода, положительный фотоэлектрод, МОФ MIL-53 (Fe) и отрицательный электрод электросорбции.Напряжение постоянного тока (DC) и видимый свет подавались на PCS для одновременного преобразования и удаления Cr, используя синергетический эффект фотокатализа и CDI. 125
Селективность
Переменный ток, функционализированный ионоселективными функциональными группами, рассматривается как новое средство конкуренции по селективности, которая была уникальной для мембранной емкостной деионизации (MCDI). Удаление определенных ионов, а не удаление всех ионов из исходного раствора дает преимущество в виде снижения затрат на энергию. 22 Селективное удаление ионов объясняется в основном ионной валентностью, стерическими эффектами и взаимодействием между размером пор и радиусом гидратации. 83 В основном электроды полагаются исключительно на механизм на основе электрического поля для накопления заряда в EDL, и, следовательно, стандартный CDI не обеспечивает какой-либо желаемой ионной селективности. Редокс-активные материалы представляют собой многообещающую платформу для контроля селективности по отношению к различным ионам на границе раздела окислительно-восстановительного электрода. Су и Хаттон сообщили, что электрод переменного тока, покрытый окислительно-восстановительным материалом (ПВФ / УНТ), показал интересную селективность, которая зависела от природы заряженных частиц. 126 Oyarzun et al. функционализированные электроды переменного тока с цетилтриметиламмонийбромидом (CTAB) и противоэлектрод с додецилбензолсульфонатом натрия (SDBS) для селективного удаления нитрата (NO 3 —) над хлоридом (Cl —) в i-CDI. 77 TiO 2 наночастиц, привитых динатрий-4, 5-дигидрокси-1,3-бензолдисульфонатом (Tiron), были нанесены на AC для образования ионоселективного слоя в процессе CDI. Подготовленный композитный электрод переменного тока показал ионную селективность и пониженное отталкивание коионов. 55 Анионообменная смола (смола BHP55) была использована при изготовлении нитрат-селективного углеродного электрода из смеси хлорид-, нитрат- и сульфат-ионов в ячейке CDI. 22 Wu et al. покрытый АС анион-селективным кватернизованным поли (4-винилпиридином) для гибридного применения CDI. 127 Кроме того, исследование связи между свойствами электрода и электросорбционным поведением ионов выявило вклад отношения мезопористости / микропористости как средства контроля ионной селективности. 20 В последнее время селективность по ионам была достигнута путем применения ультрамикропористого углерода в процессе электросорбции на основе различий в размерах гидратированных частиц. 128,129
Текучесть и реологические свойства FCDI
Текучесть и реологические свойства незаменимы в емкостных технологиях на основе текучих электродов. 130 Реологические свойства очень важны для предотвращения засорения, пока электродная суспензия течет по узкому каналу. 131,132 В основном, высокое содержание углерода обеспечивает улучшенную проводимость, что приводит к высокому току и, таким образом, улучшенному удалению солей. С другой стороны, высокое содержание углерода приводит к увеличению вязкости, что требует большого количества энергии для перекачивания. 133 AC был модифицирован для улучшения характеристик потока и уменьшения вязкости (паразитной) углеродных суспензий, особенно в системах проточного электрода CDI (FCDI). Используя окисленный активный материал, Hatzell et al.продемонстрировали использование высокой плотности массы без увеличения потребности в энергии для накачки в FCDI. Более того, реология углеродных суспензий заметно изменяется из-за изменения поверхностных гетероатомов. Функционализация AC приводит к разделению частиц и поддерживает текучесть суспензии с большей диспергируемостью. Следовательно, уменьшение агрегации изменяет текучесть. 6 Park et al. модифицированная подвеска переменного тока с ионными головными группами для проточных электродов. АС, покрытый анионообменными или катионообменными полимерами, демонстрирует пониженную вязкость при высоком содержании углерода.Ионным функциональным группам на поверхности AC было приписано снижение характеристической вязкости за счет индуцированного электростатического отталкивания, что привело к желаемой дисперсии частиц AC без агрегации. 131
Ухудшение пористости и уменьшение площади поверхности
Пористость и площадь поверхности являются основными целями для улучшения EDLC. 134 Тем не менее, большая часть улучшенных электрохимических характеристик электродов переменного тока достигается за счет уменьшения или закупорки пор и уменьшения SSA.Функционализация переменного тока с помощью HNO 3 , H 2 O 2 , H 2 SO 4 , содержат гетероатомы, которые могут улучшить емкость и стабильность электродов CDI. Однако обработка AC окислителями выявила уменьшенный объем пор из-за новых функций внутри или на входе в поры. Zhang et al. сообщили о разрушении структуры пор из-за технологии изготовления с введением гетероатома. 113 Кроме того, в контексте баланса масс все различные функциональные группы, введенные в AC, могут вызывать уменьшение доступной площади поверхности. 115
Данные BET выявили низкую SSA композита переменного тока (AC / MnO 2 ) по сравнению с исходным AC. Было приписано, что MnO 2 блокирует некоторые поры и увеличивает сопротивление при уменьшении диаметра пор. 135 Электрод переменного тока, покрытый γ -Al 2 O 3 в качестве анода и SiO 2 в качестве катода в асимметричном CDI, продемонстрировал повышенную электросорбционную способность, но радикальное снижение SSA с 1630 мкм 2 г −1 от до 1290 м 2 г −1 с 1.7% SiO 2 и с 1630 м 2 г -1 до 1293 м 2 г -1 с 0,35% γ -Al 2 O 3 . 42 Повышенная стабильность работы переменного тока с гибридными электродами из диоксида титана (AC / TiO 2 ) во время процесса CDI в насыщенной кислородом соленой воде была достигнута за счет снижения SSA из-за закупорки пор из-за загрузки титана. 9 Кроме того, AC был покрыт оксидом ванадия для повышения емкости накопления электрохимического заряда за счет псевдочувствительного механизма.Однако добавление псевдоемкостных слоев привело к уменьшению доступных пор и емкости двойного слоя. 117
Поверхностно-активные вещества также влияют на площадь поверхности переменного тока и структуру пор. Измерения BET модифицированного AC показывают уменьшение SSA по сравнению с исходным AC, а также уменьшение объема пор как для микропор, так и для мезопор. Агрегация поверхностно-активных веществ в высокой концентрации приводит к замедлению транспорта ионов электролита из-за закупорки пор AC, уменьшению объема пор и уменьшению SSA. 58,59 Более того, Alencherry et al. включены УНТ и серебро (Ag) для увеличения гидрофильности и электропроводности электродов переменного тока для CDI, в то время как эти модифицированные электроды показали значительную закупорку пор, связанную с уменьшением SSA, которое было приписано Ag и CNT соответственно. 63 AC, обработанный силановым связующим для улучшения совместимости между AC, связующим и коллектором, также привел к уменьшению SSA и уменьшению диаметра пор. 21 Действительно, связующие или когезионные агенты неизбежно покрывают некоторые участки поверхности или поры угольных электродов. Следовательно, свойства связующих и их количество при изготовлении электродов влияют на электрохимические характеристики.
Перекрытие двойного электрического слоя
Перекрытие EDL, связанное с ограничивающим эффектом поровой структуры, может снизить как скорость массопереноса, так и количество ионов внутри пор в состоянии равновесия. 136 Перекрытие EDL в микропорах AC происходит, когда средний размер пор, как правило, меньше длины Дебая. 16 Дисбаланс между эффектом перекрытия EDL и количеством участков электросорбции в микропористом переменном токе может значительно вызвать потерю емкостного опреснения. 137 Ян и др. разработал модель EDL для прогнозирования электросорбции ионов из водных растворов угольными электродами. 138 Электроды с большим количеством микропор показали значительное снижение электросорбционной способности из-за наличия пор с шириной меньше заданного значения (ширина поры отсечки), которые не влияют на общую емкость из-за перекрытия EDL .Кроме того, под действием электрического поля на электросорбцию в микропорах углеродных электродов может влиять как SSA, так и EDL перекрытие.
Изменение структуры пор во время модификации AC может привести к уменьшению ширины пор до значений, меньших пороговой ширины; следовательно, эти поры не влияют на общую адсорбционную способность. Другими словами, модификация может вызвать потерю баланса между количеством электросорбтивных сайтов и перекрытием EDL. В электрическом поле, когда SSA увеличивается, эффект перекрытия EDL становится больше; следовательно, адсорбция ионов снижается.С другой стороны, когда SSA слишком низкое, электрод обеспечивает очень небольшое количество адсорбционных центров на поверхности, что приводит к снижению способности обессоливания. Наличие мезопор в углеродном электроде может ослабить эффект перекрытия EDL. 139 Porada с соавторами сообщили о роли мезопор в смягчении перекрытия EDL. 140 Обычно для приготовления электрода переменного тока требуются добавки, особенно сажа в качестве проводящей добавки, чтобы заполнить пустоты между частицами активного материала.Следовательно, неподходящее изменение мезопористой / микропористой фракции может препятствовать кинетике сорбции из-за искажения EDL. 20 Pi et al. сообщил о преимуществах частично графитированного переменного тока с улучшенной проводимостью и неповрежденной иерархической пористой структурой в отсутствие проводящих агентов. 141
Электронное и ионное сопротивление
Электронное и ионное сопротивление в электродах CDI определяют перенос электронов и ионов соответственно в матрице электрода.Эти сопротивления способствуют падению напряжения, связанному с высоким потреблением энергии и затрудненной кинетикой адсорбции. 63,142 Иерархическая структура пор в переменном токе играет важную роль в процессе электросорбции. Макропоры действуют как пути переноса ионов, в то время как микропоры являются хозяином образования EDL и хранения ионов. 142 Модификация переменного тока и добавление добавок могут повлиять на структуру переменного тока, что может привести к искажению маршрута и затруднению распространения электронов и ионов в матрице электрода.Хотя использование связующих является обязательным для связывания порошка переменного тока с задним контактом, эти связующие могут затруднять доступ ионов к порам 51, 143 и давать электроды с плохой электропроводностью. 102,104 Более того, сополимерные связующие могут проявлять набухание, связанное с уменьшением путей переноса заряда между частицами углерода, тем самым уменьшая образование EDL в микропорах. Кроме того, функциональные возможности гетероатомов могут улучшать смачиваемость и придавать псевдоемкостное поведение.Однако у этих поверхностных функциональных групп есть некоторые недостатки, такие как уменьшение проводимости электрода, предотвращение проникновения ионов в поры из-за уменьшения объемов. 122 Кроме того, Min et al. сообщили об устойчивости к зарядке и уменьшенной ионной диффузии, происходящей из-за межфазного сопротивления углеродного электрода со слоем наночастиц TiO 2 , привитых Тайроном. 55
Гидрофобность
Функциональность поверхности — это параметр, определяющий смачиваемость угольного электрода. 144 Сообщалось о дефункционализации как об ухудшении смачиваемости AC в водных средах. Ding et al. исследовали влияние функциональных групп на электрохимические характеристики электрода переменного тока. Хотя дефункционализация AC в атмосфере аргона и водорода при высокой температуре привела к относительно высокому SSA по сравнению с исходным AC, поверхность стала более гидрофобной, что сопровождалось плохой смачиваемостью. 115 Обработка AC с CO 2 увеличивает SSA и улучшает пористость за счет декарбоксилирования.Следовательно, углеродные материалы становятся более гидрофобными, что затрудняет процесс смачивания. 60 Villar et al. подвергали переменный ток различным видам обработки (обработка диоксидом углерода, обработка водородом и термическая обработка) с целью изменения пористости и химического состава поверхности. Интересно, что образец с большим количеством SSA и большим средним диаметром пор продемонстрировал меньшую адсорбционную способность, чем другие. Высокая гидрофобность, вызванная удалением поверхностных функциональных групп, была приписана затрудненной диффузии ионов в углеродную матрицу. 33 Кроме того, для изготовления электродов переменного тока требуются полимерные связующие, а обычно используемые связующие являются гидрофобными, такими как поливинилиденфторид (ПВДФ) и политетрафторэтилен (ПТФЭ). Следовательно, эти связующие уменьшают смачиваемость электрода 104 и создают дополнительную гидрофобность на углеродном электроде, что сопровождается снижением скорости диффузии электролита в углеродную структуру.
Жесткость и хрупкость
Использование связующих влияет на механические свойства угольных электродов и влияет на электрохимические характеристики. 145 Жесткие связующие могут обеспечить высокую механическую прочность, тогда как гибкие связующие обеспечивают низкую механическую прочность. Однако высокая механическая прочность может привести к уменьшению емкости, 102, , тогда как электрод с более низкой механической прочностью может вызвать потерю активного материала, который слабо связан, и выход из строя интерфейса электродов. PVDF имеет выдающуюся механическую, термическую и химическую стабильность 102,105 , что делает его наиболее широко используемым связующим в производстве электродов переменного тока.Однако его жесткость может привести к образованию трещин на поверхности электрода и, как следствие, к потере рабочих характеристик электрода. 105,145 Asquith и соавторы заменили ПВДФ гидрофильными сополимерами (сульфон эфира полиарилена) с пониженной механической прочностью. Достигнута улучшенная смачиваемость, но уменьшенная прочность и хрупкость, что приводит к потере углеродных частиц. 104 Fang et al. использовала полиуретановый эластомер в качестве гибкого связующего, чтобы решить проблему жесткости электрода переменного тока.Несмотря на это достижение, проводимость и стабильность оказались неудовлетворительными по сравнению с ПВДФ. 105
Коррозия и снижение стабильности
В то время как включение псевдоемкостного материала в углеродный электрод может привести к увеличению накопления заряда, фарадеевские реакции могут препятствовать скорости переноса заряда, что сопровождается снижением стабильности электрода. 146 Подобно аккумуляторным электродам, композитные электроды из углерода с оксидами металлов часто имеют плохую стабильность. 41,117,147 Кроме того, химическая обработка считается предпочтительным способом увеличения концентрации поверхностных функциональных групп. 76 Однако эти поверхностные функциональные возможности могут вовлекаться в фарадеевские реакции 16 и вызывать накопление необратимых окислительно-восстановительных продуктов, осажденных в порах, что приводит к уменьшению емкости. С другой стороны, удаление поверхностных функциональных групп за счет восстановления Ar / H 2 придает электроду переменного тока уменьшенное окно электрохимической стабильности (ESW), таким образом препятствуя более широкому рабочему диапазону напряжения. 115
В Таблице I суммированы положительные и отрицательные эффекты различных модификаторов на электрод переменного тока, а также возможные будущие достижения.
Таблица I. Эффекты различных модификаторов переменного тока и будущие достижения рассматриваются здесь.
| Модификаторы электродов переменного тока | Преимущества и преимущества | Вызовы и недостатки | Будущие успехи |
|---|---|---|---|
| Без модификатора | Высокая SSA | Низкая емкость | Интегрируйте переменный ток с новыми материалами с превосходными электрохимическими свойствами |
| Высокая пористость | Высокая извилистость | Комбинация разных размеров | |
| Окисление | |||
| Без селективности | |||
| Черный углерод | Электропроводность | Уменьшенный SSA | Новые и улучшенные электропроводящие добавки |
| Нарушенная пористость | Электронные медиаторы в проточных электродах | ||
| EDL внахлест | |||
| Связующие | Механическая прочность | Гидрофобность | Изготовление электродов без связующего |
| Адгезия | Сопротивление | Синтез гидрофильных связующих с подходящей механической прочностью | |
| Повышенная пористость | Жесткость | ||
| Отек | |||
| Окислители (HNO 3 , O 3 , O 2 , H 2 O 2 , KMnO 4 , H 2 SO 4 , H 3 905 и др.) | Функциональные группы | Уменьшить объем пор | |
| Смачиваемость | Уменьшенный SSA | ||
| Псевдоемкость | Коррозия | ||
| Поверхностный заряд | |||
| Текучесть | |||
| Восстановители (H 2 , амин, NH 3 , NaOH и т. Д.) | Повышенная пористость | Гидрофобность | |
| Повышенный SSA | ESW уменьшенный | ||
| Поверхностный заряд | Уменьшенный объем пор | ||
| Дефункциональность | |||
| Оксиды металлов (TiO 2 , SiO 2 , Al 2 O 3 и т. Д.) | Поверхностный заряд | Закупорка пор | Мультиметаллические оксидные покрытия с контролируемым распределением пор по размерам |
| Смачиваемость | Уменьшенный SSA | ||
| Каталитическая активность | |||
| Инкапсуляция | |||
| Наноуглероды (ФУНТ, графен и др.) | Электропроводность | Уменьшенный SSA | Гибриды и гидрофильные наноструктуры |
| Гидрофильность | Закупорка пор | ||
| Псевдоемкостные материалы (RuO 2 , MnO 2 , проводящие полимеры и т. Д.) | Псевдоемкость | Плохая стабильность | Знакомство с синергетическими свойствами различных псевдоемкостных материалов |
| Электропроводность | Закупорка пор | ||
| Уменьшенный SSA | |||
| Гетероатомные присадки (N 2 , S, P, F, B и т. Д.) | Псевдоемкость | Уменьшенный объем пор | Совместное легирование с несколькими гетероатомами |
| Электропроводность | |||
| Смачиваемость | |||
| Стабильность | |||
| Поверхностно-активные вещества (катионные, ионные и наноионные) | Поверхностный заряд | Уменьшенный объем пор | Использование смешанных поверхностно-активных веществ ради синергизма |
| Смачиваемость | Электронное сопротивление | ||
| Избирательность | |||
| Активные сайты | |||
| Ионы каналов | |||
| Предотвратить коррозию | |||
| Ионообменные смолы (BHP55 и др.) и цвитерионных полимеров | Поверхностный заряд | Сопротивление | Новые ионообменные смолы с превосходными свойствами |
| Избирательность | Объем уменьш. | ||
| Механическая прочность | |||
| Инкапсуляция | |||
| Инертные газы (Ar, He, N 2 и т. Д.) | Повышенная пористость |
Во время электрохимической операции природа и конструкция электрода напрямую влияют на производительность ячейки CDI в данной конфигурации (расположение катода, анода, сепаратора и соленой воды вместе) и наоборот. Оптимизация свойств AC в направлении идеальности не может быть отделена от данной конфигурации ячейки CDI. Хотя электроды вносят существенный вклад в производительность CDI, они должны быть сконфигурированы таким образом, чтобы обеспечить высокую пропускную способность, высокую стабильность цикла, высокую скорость удаления и т. Д.Более того, выбор конфигурации ячейки CDI и правильное сочетание соответствующих электродов имеет важное значение для успеха этой технологии.
Существует взаимозависимость (рис. 8) между электродами, конфигурацией ячейки CDI и рабочими параметрами. 25 Следовательно, важно выбрать конфигурацию ячейки CDI, которая учитывает конструкцию и свойства электродов. В качестве альтернативы характеристики электродов могут определять конструкцию данной ячейки. Кроме того, функция конкретной конфигурации ячейки CDI может быть передана обычной ячейке CDI посредством модификации электродов.Например, Мин и др. 55 использовал неорганическую пористую пленку TiO 2 с привитым тироном на электроде переменного тока для получения свойств ионного обмена и эффективности удаления солей MCDI (рис. 9a – 9c). Электрод показал хорошую ионообменную способность и пониженный эффект отталкивания коионов без использования ионообменной мембраны.
Приблизить Уменьшить Сбросить размер изображения
Рис. 8. Упрощенная схематическая иллюстрация взаимозависимости в производительности CDI и тестировании.Электрод, конфигурация ячейки CDI и рабочие параметры подвергаются взаимозависимости, что оказывает ключевое влияние на общую производительность системы CDI. В то же время активность электрода определяется компромиссом между физическими, химическими и электрохимическими свойствами, присущими модификаторам в процессе проектирования.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияПриблизить Уменьшить Сбросить размер изображения
Рисунок 9. (a) Сравнение изменения проводимости (b) Скорость адсорбции, (c) Эффективность удаления солей, 55 (d) Средняя скорость адсорбции соли (ASAR), 86 (e) В FBCDI исходная вода проходит через сепаратор между электродами состоят из наноразмерных пор, которые увеличивают площадь поверхности, но предотвращают поток через электроды. (f) Поток в FTECDI, где питающая вода протекает непосредственно через электрод с иерархической пористостью, связанной с низким гидравлическим сопротивлением. 161
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияЭффективность удаления солей в ячейке CDI с симметричными электродами зависит от баланса между отрицательными и положительными химическими зарядами на поверхности электрода. 156 Другими словами, оптимальная производительность была получена, когда чистый поверхностный заряд был равен нулю как для анода, так и для катода. Тем не менее, симметричная конфигурация более подвержена электрохимической деградации по сравнению с асимметричной конфигурацией, особенно при высоком рабочем напряжении. Таким образом, инкапсуляция электродов и использование IEM играют важную роль в уменьшении замирания цикличности в симметричном CDI. С другой стороны, асимметричный CDI основан на различении двух электродов для установления расширенного окна напряжения, которое может работать за пределами напряжения термодинамического разложения. 174 Необходимые характеристики асимметричной конфигурации могут быть получены путем интеграции переменного тока с другими материалами. Выбирая электродные материалы или модифицируя эти материалы, можно повлиять на общую производительность системы CDI для данного сценария применения, а также повысить стабильность системы против деградации при увеличении цикличности. 175 Однако из-за большого выбора материалов электродов, которые подходят для заданного окна напряжения, выбранные пары анода и катода в асимметричных или гибридных конфигурациях становятся более сложными в отношении емкости, а также показателей производительности и эффективности.
Чтобы обойти рассогласование емкостей между положительными электродами на основе оксида и отрицательными электродами на основе углерода, гетероатомы азота и кислорода, легированные переменным током, были назначены для использования в качестве идеального отрицательного электрода в асимметричной конфигурации. 113 С другой стороны, симметричная конфигурация с пористыми углеродными материалами, богатыми азотом, имеет конкурентное преимущество перед асимметричной конфигурацией, поскольку позволяет избежать дисбаланса мощности на двух концах (анод и катод). 73 Кроме того, за счет включения псевдоемкостных материалов в угольные электроды получают один с высокой емкостью, который может ослабить дисбаланс масс в асимметричной конфигурации. По сути, электроды используют свойство псевдоемкости, чтобы уменьшить несоответствие емкости и кинетики емкостного и фарадеевского электродов. Углеродные материалы, модифицированные озоном, являются подходящими кандидатами для изготовления отрицательных электродов; следовательно, для эффективной асимметричной конфигурации необходим положительный электрод с высоким перенапряжением для выделения кислорода.Кроме того, переменный ток, пропитанный оксидами переходных металлов или электроды на основе псевдочувствительных элементов, был назначен в качестве положительного электрода, чтобы расширить диапазон рабочего напряжения и избежать окислительной деградации . 121,125 Как правило, гибридные или асимметричные конфигурации обеспечивают улучшенные электрохимические характеристики за счет стратегической конструкции. В частности, гибридные конфигурации позволяют комбинировать емкостный и фарадеевский электроды или псевдемкостный электрод в одной и той же ячейке CDI для увеличения емкости и скорости. 176 Кроме того, емкость гибридной конфигурации частично определяется фарадеевским электродом; следовательно, конструкция электрода с высокой скоростью имеет решающее значение, поскольку фарадеевские реакции протекают медленно.
Работа конфигурации i-CDI зависит исключительно от химического заряда поверхности. Образование химического заряда на поверхности переменного тока делает его подходящим электродом для i-CDI по сравнению с MCDI или обычным CDI (рис. 9d). Путем модификации электрод переменного тока может управлять характеристиками новой конструкции CDI с другим рабочим режимом, чем у обычного элемента CDI.Кроме того, электроды переменного тока со смещением E PZC демонстрируют лучшие характеристики в i-CDI, чем обычные CDI. Максимальная движущая сила для адсорбции предотвращает любое выталкивание положительных коионов в i-CDI за счет смещения E PZC анода из-за анодного окисления. 86 Подобно обычному CDI, i-CDI также ограничен низким напряжением ячейки. Тем не менее, перемещение электрода E PZC может увеличить окно рабочего напряжения i-CDI.
Режим потока в геометрии FTECDI в значительной степени определяется пористостью электрода.Кроме того, геометрия влияет на высокую скорость электроокисления положительно поляризованных электродов. 7 В основном, добавление макропор может уменьшить извилистость электрода переменного тока, тем самым увеличивая емкость и улучшая кинетику. Однако интегральный КПД этого электрода зависит от конкретной архитектуры ячейки. 45 Поток сырья в FBCDI проходит через сепаратор (рис. 9e) между электродами, который часто состоит из нанопор размером менее 50 нм (высокое SSA), которые страдают от плохого потока из-за высокого гидравлического сопротивления. 161 Существует улучшенный компромисс между SSA и распространением в FTECDI. Таким образом, при проектировании электродов следует учитывать режим потока в конкретной геометрии. Для FTECDI требуется высокопористый электрод с иерархической пористостью (рис. 9f), что обеспечивает как низкое гидравлическое сопротивление, так и высокую удельную емкость. Suss et al. сообщили о достоинствах углеродных электродов с бимодальной структурой пор, связанных с низким гидравлическим сопротивлением геометрии FTECDI.Использование макроскопического пористого электрода в FBCDI требует гораздо большего времени для зарядки и опреснения ячеек. 158,161 Напротив, макроскопические пористые электроды в FTECDI позволяют значительно сократить время опреснения и опреснения при более высокой солености подачи на загрузку, 161 из-за преимуществ низкой извилистости, связанной с эффективным потоком. Для очень микропористого AC дальнейшая активация может создать больше мезопор, связанных с уменьшенным SSA. С другой стороны, переменный ток с высоким значением SSA может не иметь высокой емкости, если большая часть площади поверхности не участвует в электросорбции.
Кроме того, геометрия FCDI возникла благодаря использованию текучих углеродных электродов, 177 в которых вся поверхность может быть вовлечена в процесс опреснения, тем самым создавая высокую емкость. Однако проточные электроды страдают от относительно низкой проводимости из-за плохой связи частиц электродов переменного тока, что может препятствовать эффективности FCDI. По сути, высокая массовая нагрузка AC в суспензии приводит к одновременному увеличению связности и вязкости. 70 Тем не менее, имеется значительное улучшение характеристик за счет новой конструкции ячеек и оптимизации характеристик суспензии. 160
Работа CDI зависит от электродов, архитектуры ячейки и рабочих параметров. Идеально оптимизированные электроды могут обеспечить львиную долю производительности в системах CDI. Переменный ток был рабочей лошадкой для изготовления электродов CDI, и с помощью различных модификаторов были получены новые возможности для оптимизации электродов.Регулируя физические и химические свойства, переменный ток, который проявляет повышенную активность и универсальность в отношении электрохимических характеристик, может быть дополнительно улучшен для повышения производительности систем CDI. Однако следует предупредить, как мы предположили выше, некоторые попытки модифицировать электроды в отношении одной благоприятной характеристики могут повлиять на другую пагубным образом. Действительно, в нашу эпоху интенсивного использования модификаторов электродов существует потребность в рациональной конструкции без ущерба для некоторых критериев электрохимических характеристик.Что касается электрохимических характеристик, переменный ток обладает некоторыми внутренними недостатками, такими как гидрофобность и низкая проводимость, и поэтому можно рассмотреть возможность модификации электрода переменного тока материалами с превосходными электрохимическими свойствами.
На основе обсуждения было предложено несколько возможных будущих усовершенствований модификации переменного тока. Электропроводящие добавки с текстурой, аналогичной AC, могут поддерживать целостность поверхности и уменьшать наложение EDL. Кроме того, перед нанесением покрытия оксидами металлов необходимо определить текстурные характеристики переменного тока, чтобы контролировать размер пор в их композитах.Изготовление электродов без связующего или использование гидрофильных связующих с подходящей механической прочностью может снизить проблемы, связанные с использованием связующего. Эффективные электронные медиаторы могут повысить проводимость проточных электродов с желаемыми реологическими свойствами. Использование нескольких модификаторов может повысить улучшение емкости за счет использования их синергизма и / или сосуществования. Например, для увеличения емкости можно использовать совместное легирование нескольких гетероатомов. Кроме того, поверхностно-активные вещества могут влиять как на межфазное поведение, так и на электрохимические характеристики угольных электродов.Следовательно, мы можем постулировать, что усиление активности AC в смешанной системе поверхностно-активных веществ (синергизм) может быть намного лучше, чем использование одного поверхностно-активного вещества.
Однако, когда в состав электрода вводят несколько модификаторов, активность необходимо оценивать с учетом потенциальной опасности для здоровья. Другое предположение состоит в том, что при проектировании электродов переменного тока необходимо учитывать размеры. Путем переплетения переменного тока (нулевого измерения) с многомерными материалами можно улучшить характеристики электрода.Действительно, разработка переменного тока с одномерным (1D), двухмерным (2D) или трехмерным (3D) материалом с использованием материалов разной размерности в качестве шаблонов или комбинации разных размерностей в одном и том же электроде может быть подходом к расширению Область проектирования электродов переменного тока для повышения производительности. Кроме того, большинство конструкций электродов, описанных в литературе, представляют собой лабораторные исследования. Таким образом, полная оценка эффектов модификаторов в практическом контексте еще не утверждена в широком масштабе.Вообще говоря, знание влияния модификаторов на конструкцию электродов дает представление о рациональной конструкции.
По сути, настройка всей системы является необходимым условием для того, чтобы уравновесить компромисс между проводимостью-пористостью, функциональной групповой пористостью, механической прочностью-гибкостью, SSA-диффузией, проводимостью-текучестью, эффективностью опреснения-эффективностью заряда и т. Д. к настраиваемому поведению переменного тока, которое можно было бы доработать для повышения производительности.Настройка физико-химических свойств переменного тока и гибридизация с другими материалами (с превосходной электрохимической активностью) по-прежнему открывает большие возможности для улучшения характеристик CDI. И последнее, но не менее важное: при выборе модификатора следует учитывать необходимые характеристики электродов для данной конфигурации CDI. Другими словами, конструкция электрода должна соответствовать заданным характеристикам конкретной конфигурации CDI, которая будет использоваться для данного приложения, чтобы воспользоваться преимуществами взаимозависимости.Благодаря неустанным усилиям оптимизация электродов переменного тока за счет рациональной конструкции будет оставаться колыбелью для дальнейших прорывов в развитии технологии CDI.
Легкий угольный электрод: 3 ступени
Как только вы доберетесь до Ace, вы увидите, что у них есть множество запасных щеток разных размеров. Вы почти наверняка найдете их в TrueValue, а также в больших коробочных магазинах, но, вероятно, не в Walmart или Target.
Мне очень приятно обновить это руководство, добавив в него информацию о том, что очень красивый угольный электрод можно заказать онлайн на сайте www.carbonbrush.com. У меня нет никаких отношений с этими людьми, кроме как довольного покупателя. У них хорошая корзина для покупок, и они принимают как PayPal, так и небольшие заказы.
Чтобы увидеть их выбор угольных щеток с изолированными выводами и концевыми выводами, посетите: Щетки с плоской вершиной и выводами
Если по той или иной причине вы просто не можете ждать. Например, если у вас сгорел пылесос, и вы вытащили щетку из мотора. Или вы не используете PayPal, или просто хотите поддержать ваш местный независимый магазин бытовой техники…
Шахта стоила около 4 долларов каждая.
Медная проволока для свинцового паяльника
и припоя — может быть дополнительным. гайки, болты и что там у вас. Скажите клерку, что вы ищете сменную щетку Black & Decker, и он доставит вас в нужное место. Или нет …
Сменные щетки представляют собой угольные блоки с медным проводом, подсоединенным к терминатору (чаще всего круглому диску).Медный провод окружен пружиной, которую мы удалим.
Изображение взято с сайта Ace Hardware и показывает запасные кисти B&D. Углеродные блоки бывают разных форм — от маленьких до небольших. Мне не ясно, какова взаимосвязь между размером угольного электрода и скоростью переноса. Выберите размер, подходящий для вашего приложения.
Они очень хорошо спроектированы для эффективной передачи энергии через угольный блок и медный провод.Нет необходимости беспокоиться о размере частиц, жидкой ленте или грудах мелкодисперсного углеродного порошка. Мы знаем, что угольный блок будет проводить, и мы знаем, что между углем и медным проводом очень хорошая связь.
Электрохимические биосенсоры на основе наноструктурированного технического углерода: обзор
Технический углерод (CB) — наноструктурированный материал, широко используемый в нескольких промышленных процессах. Этот наноматериал обладает рядом замечательных свойств, включая большую площадь поверхности, высокую теплопроводность и электропроводность, а также очень низкую стоимость.В нескольких исследованиях изучалась возможность применения CB в электрохимических областях. Последние данные показали, что модифицированные электроды на основе CB обеспечивают быструю передачу заряда и высокую электроактивную площадь поверхности, сравнимую с углеродными нанотрубками и графеном. Эти характеристики делают CB перспективным кандидатом для создания электрохимических сенсоров и биосенсоров. В этом обзоре мы освещаем недавние достижения в использовании CB в качестве шаблона для биосенсинга. Как будет видно, мы обсуждаем основные стратегии биосенсинга, принятые для ферментативного катализа для нескольких целевых аналитов, таких как глюкоза, перекись водорода и загрязнители окружающей среды.Также описаны недавние применения CB в биосенсорах на основе ДНК. Наконец, обсуждаются будущие проблемы и тенденции использования CB в биоаналитической химии.
1. Введение
С 1990-х годов, после изучения свойств углеродных нанотрубок, о которых сообщил Ииджима [1], интерес к проводящим углеродным наноструктурированным материалам возрос в различных областях, например, в медицине, пище и окружающей среде. Наноструктурированные углеродные материалы должны обладать некоторыми важными характеристиками, такими как большая площадь поверхности и электрокатализ.На протяжении многих лет углеродные нанотрубки и графен успешно применялись при разработке электрохимических сенсоров в аналитической химии [2, 3]. Технический углерод (CB) представляет собой проводящий недорогой наноматериал, полученный путем сгорания нефтепродуктов, который представляет собой участки дефектов. Сегодня CB представляет собой альтернативный материал, который будет использоваться для разработки электрохимических устройств, особенно сенсоров и биосенсоров, для обнаружения нескольких аналитов. Обычно некоторые исследовательские группы использовали CB при изготовлении электродов на основе тонких пленок и композитов.Этот наноматериал может быть легко модифицирован другими материалами, такими как металлические наночастицы [4] и полимеры [5], как сообщили Ардуини и соавторы [6], которые построили интересный электрод с трафаретной печатью, модифицированный CB для электроанализа.
CB сопоставим с другими хорошо изученными углеродными наноматериалами, включая графен, углеродные нанотрубки (однослойные углеродные нанотрубки (ОСУНТ) и многослойные углеродные нанотрубки (MWCNT)), фуллерен (C 60 ) и одностенные углеродные нанороги (SWCNH).Учитывая электрохимическое определение нейромедиатора дофамина с использованием различных углеродных наноматериалов, CB был выделен как отличный модификатор. В этом контексте, применяя аналогичные процедуры модификации электродов, Sheng et al. Сообщили о электрохимических сенсорах дофамина на основе стеклоуглеродного электрода (GCE), модифицированного графеном, углеродными нанотрубками, C 60 , SWCNH и CB. [7], Habibi и Pournaghi-Azar [8], Zhang et al. [9], Zhu et al. [10] и Vicentini et al.[11]. Во всех упомянутых работах с помощью вольтамперометрических методов были получены широкие линейные диапазоны концентраций на субмикромолярных уровнях, а также следующие пределы обнаружения: 2,5 · 10 −7 моль · л −1 (графеновый датчик) [7], 3,1 × 10 −7 моль л −1 (датчик углеродных нанотрубок) [8], 7,0 × 10 −8 моль л −1 (датчик C 60 ) [9], 6,0 × 10 −8 моль л −1 (сенсор SWCNHs) [10] и 5,24 × 10 −8 моль л −1 (сенсор CB) [11].Кроме того, интересно отметить, что с помощью датчика CB одновременно определяли дофамин в присутствии аскорбиновой кислоты, парацетамола и мочевой кислоты. Поэтому одновременное определение этой четвертичной смеси аналитов в биологических жидкостях с помощью электрохимических инструментов было аналитической задачей, решаемой с помощью датчика CB.
В другой захватывающей работе группы Комптона [12] сравнивались электрохимические характеристики сенсоров MWCNT и CB на основе определения никотина.Применяя адсорбционную вольтамперометрию (AdSV), датчики MWCNT и CB обеспечивали пределы обнаружения никотина 5,0 мкМ моль л -1 и 2,0 мкл моль л -1 соответственно. Следовательно, улучшение вольтамперометрического отклика было зарегистрировано с использованием модифицированного CB электрода, при котором наблюдался значительно более низкий фоновый сигнал и большие токи Фарадея, достигнутые с использованием этого наноматериала. Что касается электрохимического биосенсора, тот же сравнительный подход между углеродными наноматериалами может быть реализован с использованием амперометрического биосенсора глюкозы.Мы предоставим это подробное сравнение в следующих разделах.
Электрохимические биосенсоры — это селективные устройства, использующие элемент биологического распознавания, иммобилизованный на датчике [14, 15]. Биосенсоры могут предоставлять количественную или полуколичественную аналитическую информацию, которая преобразует реакцию биораспознавания аналита в измеряемый сигнал. Эти устройства могут применяться в различных областях, таких как экология, медицина, биология, фармацевтика или промышленность [14, 15].Чтобы получить чувствительный электрохимический биосенсор на основе CB, можно получить несколько архитектур при подготовке поверхности электрода, таких как монослой, многослойность и тонкие пленки. В ходе этой статьи мы представим обсуждение CB и его применение в электрохимическом биосенсоре, уделяя особое внимание архитектуре поверхности, материалам и подготовке. Наконец, мы представим перспективы и будущее применения CB в электроаналитической химии.
2.Соображения по поводу наноматериала углеродной сажи
CB используется в нескольких областях современной жизни с учетом ряда соответствующих физических и химических характеристик, которые показаны в таблице 1. Наиболее цитируемые области применения, включая его использование в чернилах для принтеров, армировании резины, активном агент в электропроводящем пластике и пигменты в красках. Кроме того, CB можно использовать в качестве покрытий, чернил для бумаги и косметики. КБ может производиться по следующим процессам: «печь», «канал» и «ацетилен» [16, 17].Самый полезный процесс — это «печь», которая производит более 80% CB в мире. В зависимости от процесса CB может иметь разные характеристики. В специальном «ацетиленовом» процессе образуются мелкие частицы CB с высокой сложностью агломератов и более высоким содержанием графита, чем те, которые производятся в печи.
| |||||||||||||||||||||||||||
Первичная частица CB образована элементарным углеродом, состоящим из мелких частиц, которые имеют аморфную и квазиграфитную структуру.Средний размер частиц CB составляет от 3,0 до 100 нм. Однако одной из характеристик CB является формирование агрегатных наноструктур за счет представления полусферических группировок. Более того, эти группы агрегатов с отчетливо длинными размерами могут образовывать агломераты. Рисунок 1 был адаптирован из Kohjiya et al. [25] и схематически отображает частицы CB, агрегаты CB и агломераты. На рисунке 2 показаны типичные изображения сканирующей (SEM) и просвечивающей (TEM) электронной микроскопии, полученные для частиц CB.В этом случае на подложку GCE наносился VXC72R CB типа [11]. Исходя из этого, можно проверить морфологические аспекты, которые подтверждают схему, показанную на рисунке 1. CB сформировал пористую структуру на основе шариков (рисунок 2 (a)), а сферические частицы (рисунок 2 (c)) имеют средний диаметр 52,5 нм [11].
CB, полученный термообработкой до 700 ° C [26], может увеличивать количество конъюгированных углеродов в гибридизации sp 2 , что приводит к прогрессивному увеличению проводимости этого материала.Этот фактор может быть связан с электронами с делокализованными π -связями, которые доступны для хранения заряда [27]. Кроме того, оксигенатные группы преимущественно образуются на краях графитоподобных микрокристаллитов [28]. Такое поведение может быть интересно для создания среды для иммобилизации органических молекул, таких как ферменты и другой биологический материал. Наличие большого количества краевых планов sp 2 , разновидности оксигенатов, отображаемые над частицами CB, и формы агрегации CB неразрывно связаны с электрохимическим поведением CB.Эти характеристики показывают, что CB имеет способность интеркалировать ионы на графитовых слоях [29], что влияет на электрическую проводимость между частицами посредством туннелирования [30] и поверхностной реакции. В частности, площадь поверхности, количество запланированных краев и структурные дефекты зависят от процессов синтеза или функционализации, которые создают несколько функциональных групп, которые могут быть полезны для иммобилизации различных видов, таких как ферменты [31], генетический материал. [32], антитела [33] и наночастицы [4].Сумма структурных и электрических / электронных характеристик, способность производить стабильную дисперсию без необходимости сложных процедур и тот факт, что это чрезвычайно дешевый материал, делают CB интересным наноструктурированным материалом для разработки электрохимических устройств для зондирования и биодатчика.
3. Биосенсоры на основе наноструктурной сажи
CB — относительно новый материал в области электроаналитической химии. О первых исследованиях, связанных с изучением ХБ как модификатора для изготовления сенсоров, сообщалось только в последнее десятилетие.Одной из самых ярких новаторских работ были электрохимические сенсоры, о которых сообщили Данг и др. [34] и Чжан [35, 36]. В этих случаях CB был обозначен ацетиленовой сажей для вольтамперометрического определения тетрациклина, колхицина и рутина. Происхождение и / или тип CB могут напрямую влиять на электроаналитические характеристики разработанного электрохимического (био) сенсора. В этом смысле наша исследовательская группа недавно сообщила о полном исследовании электроаналитических характеристик GCE, модифицированного различными структурами CB [37].Были оценены электрохимические свойства неорганических окислительно-восстановительных зондов и биологически значимых молекул с использованием в качестве модификаторов следующих видов CB: VXC72R, BP4750 и E2000. По результатам этих исследований, VXC72R CB продемонстрировал замечательные свойства по сравнению с теми, которые были зарегистрированы с использованием BP4750 и E2000 CB. Свойства этого недорогого материала включают быструю кинетику переноса заряда и высокую аналитическую чувствительность. Следовательно, идентификация соответствующего поставщика и типа CB является важным фактором при подготовке высокоэффективного электрохимического (био) зондирования на основе CB.Порошок CB можно было купить в различных коммерческих источниках. Что касается наших работ, VXC72R CB с отличными характеристиками для электрохимического зондирования был любезно предоставлен Cabot® Corporation. Циклические вольтамперограммы, записанные для чистого GCE и GCE, модифицированного CB в 0,1 моль л растворе -1 KCl, содержащем 1,0 × 10 -3 моль л -1 окислительно-восстановительного зонда [Fe], представлены на рисунке 3. Из Эти вольтамперограммы, набор электрохимических параметров были записаны и представлены в таблице 2.Анодный () и катодный () пиковые токи увеличились почти до 70% после модификации, демонстрируя увеличение электроактивной площади поверхности от внедрения CB по поверхности GCE. Соотношение между и компонентами () было равным 1,0 на CB-GCE, что является признаком отличной обратимости исследуемого окислительно-восстановительного зонда. Учитывая потенциалы анодного () и катодного () пиков, как анодный, так и катодный пики претерпевают сдвиг потенциала в случае CB-GCE. Таким образом, расстояние от пика до пика () уменьшилось с 93 мВ (GCE) до 66 мВ (CB-GCE).Уменьшение указывает на повышенную кинетику переноса заряда на модифицированном ГЭП. Чтобы доказать это утверждение, была оценена константа скорости гетерогенного переноса заряда () для обоих электродов, и полученные значения также показаны в таблице 2. Как видно, константа увеличилась в ≈90 раз после модификации GCE наночастицами CB. Все эти данные помогают доказать отличное электрохимическое поведение наночастиц CB, что делает их интересным альтернативным углеродным наноматериалом для создания электрохимических сенсоров и биосенсоров.В настоящее время использование CB для сенсорных целей включает электрохимическое определение фармацевтических [4, 34–36, 38–43], загрязнителей окружающей среды [44–57], пищевых добавок [58–61], биомолекул [46, 62–71]. ] и никотин [12].
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| , модифицированный наночастицами CB, заключенными в хитин. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Использование CB в производстве сенсоров — тема в стадии полной разработки, а конструкция биосенсоров на основе CB — недавняя тема исследований. В Таблице 3 перечислены биосенсоры на основе последних данных CB. Электрохимические биосенсоры могут быть сконструированы для изучения различных биологических событий в соответствии с целевым аналитом и элементом биологического распознавания, начиная от биокаталитических анализов (ферментативные биосенсоры) [73] и заканчивая анализами аффинности (геносенсоры и иммуносенсоры) [74, 75].Из анализа таблицы 3 очевидно, что CB в основном применялся для ферментативных биосенсоров.