Оформление исполнительной технической документации (ИТД)
Разрешения на сборку и сварку сварных соединений.Всем привет!
Сегодня разберем правильность заполнения разрешений на сборку и сварку трубопровода.
Согласно перечня приемо-сдаточной документации (далее ПСД), разрешения должен выдавать технадзор. Но как показывает практика, из четырех площадок, на которых я был, на двух разрешения составляли инженера.
Сейчас я на примере «КТН-108-16 Приложение Б» расскажу как легко и быстро правильно составить данный документ.
1. Шапка на каждой площадке разная. Ее составляют либо головное ПТО, либо инженера, согласовывая шапку с технадзором.
2. Далее, указывается номер разрешения и дата, от которой это разрешение выдается. В моем случае, я указывал номер и раздел проекта, чтоб было проще отслеживать. Это ошибкой не считается, если вдруг технадзор или заказчик начнет придираться, можно нумеровать так, так тебе удобно, тем более это всего лишь разрешение.
3. Далее, в графе «В соответствии с требованиями» прописываем наименование документа, номер параграфа и содержание параграфа. Данную информацию берем с первого листа проекта. По какой нормативной документации варится тот или иной трубопровод.
4. Далее прописываются документы и журналы, в которые будут занесены проводимые работы и применяемые материалы, т.е. сборка и сварка стыков и из каких трубопроводов был сварен стык.
5. Далее, в графе «Было установлено» указываем номер технического этапа, перечень работ, входящих в этап и качество их выполнения. В моем случае, в разрешении на сборку я прописывал «Выполнение работы по подготовке к сборке сварного соединения, стыков:«, перечислил номера стыков по подобъеку, количество и диаметры свариваемого трубопровода с указание толщины стенки. В разрешении на сварку трубопровода я прописал предыдущий этап работ, т.е. выполнение работ по сборке стыков. Так же как и в разрешении на сборку, прописываю номера стыков по подобъеку, количество и диаметры свариваемого трубопровода с указание толщины стенки.
Важно! Прежде чем прописать диаметр трубопровода, обязательно нужно свериться со входным контролем и спецификацией проекта, для уточнения стенки трубопровода.
6. Далее, в графе «На основании вышеизложенного» перечисляем работы, входящие в последующий технологический этап, т.е. выполнение по сборке и сварке стыков соответственно. Так же, как и в предыдущей графе, указываем номера стыков по подобъеку, количество и диаметры свариваемого трубопровода с указание толщины стенки.
7. Далее, в графе «Условия выполнения разрешенных работ, входящих в технологический этап«, прописываем раздел проекта, по которому проводится сварка трубопровода и указывается номер технологической карты. Номер технологической карты можно взять у инженера по сварке, либо спросить у руководителя.
8. В заключительном этапе, в разделе «Разрешение выдал:» прописываем должность, Ф.И.О. и дату выдачи разрешения, т.е. непосредственно технадзора, за которым закреплен тот или иной раздел проекта. В разделе «Разрешение получил:» прописываем должность, Ф.И.О. и дату получения разрешения, т.е. непосредственно руководителя площадки.
В разделе «Разрешение получил:» прописываем должность, Ф.И.О. и дату получения разрешения, т.е. непосредственно руководителя площадки.
При строительстве переходов через автомобильные, железнодорожные дороги и при строительстве дорожных переходов в обязательном порядке необходимо данные разрешения подписать у представителя авторского надзора, представителя службы контроля качества (далее СКК) подрядчика и у представителя заказчика.
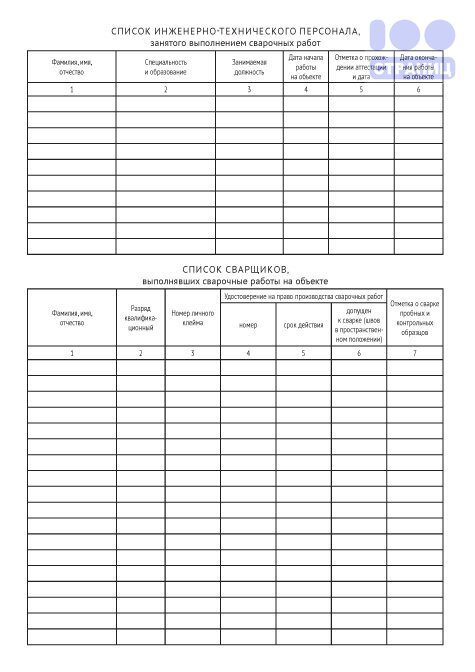
Ниже предоставлены образцы для заполнения.
В комментариях жду Ваших отзывов по данной статье,Спасибо!
Благодарность автору!
Скажи спасибо автору за проделанную работу!))
Яндекс кошелек — 410016405699244
Карта сбербанка — 4276 8300 2193 4160Наименование квалификации | Перечень документов |
Сварщик дуговой сварки плавящимся покрытым электродом (2 уровень квалификации) (40. 00200.01) 00200.01) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик дуговой сварки плавящимся покрытым электродом (3 уровень квалификации) (40.00200.02) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки плавящимся покрытым электродом (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки плавящимся покрытым электродом (4 уровень квалификации) (40.00200.03) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки плавящимся покрытым электродом 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки самозащитной проволокой (2 уровень квалификации) (40.00200.04) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки самозащитной проволокой (3 уровень квалификации) (40.00200.05) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки самозащитной проволокой (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
Сварщик дуговой сварки самозащитной проволокой (4 уровень квалификации) (40. | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки самозащитной проволокой (соответствующий 3 уровню квалификации). 3.Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки под флюсом (2 уровень квалификации) (40.00200.07) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки под флюсом (3 уровень квалификации) (40.00200.08) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки под флюсом (соответствующий  3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик дуговой сварки под флюсом (4 уровень квалификации) (40.00200.09) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки под флюсом (соответствующий 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки плавящимся электродом в защитном газе (2 уровень квалификации) (40.00200.10) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
Сварщик дуговой сварки плавящимся электродом в защитном газе (3 уровень квалификации) (40.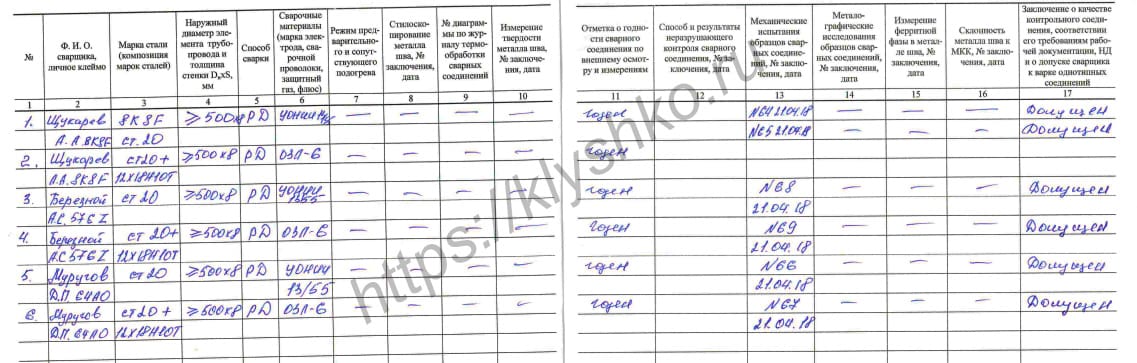 00200.11) 00200.11) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки плавящимся электродом в защитном газе (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик дуговой сварки плавящимся электродом в защитном газе (4 уровень квалификации) (40.00200.12) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки плавящимся электродом в защитном газе (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
Сварщик дуговой сварки неплавящимся электродом в защитном газе (2 уровень квалификации) (40.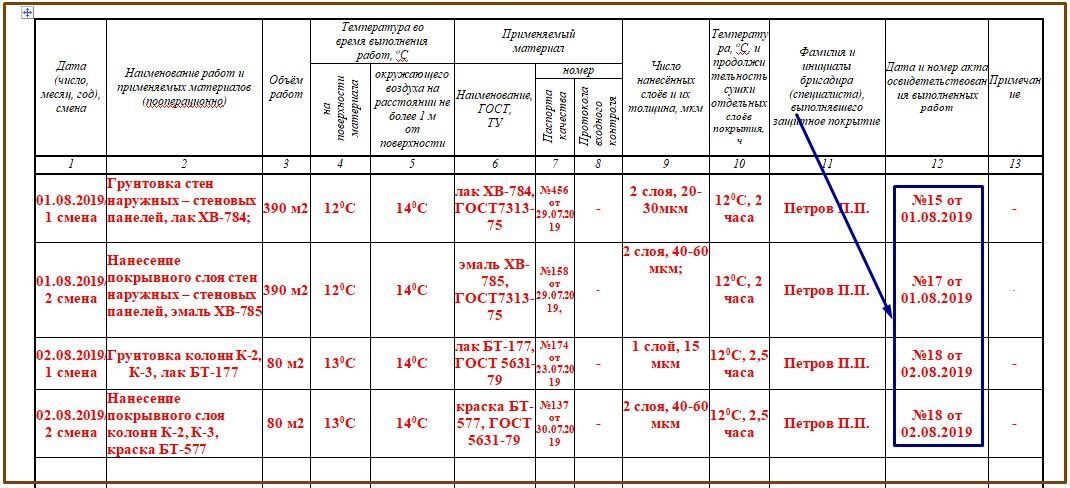 00200.13) 00200.13) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки неплавящимся электродом в защитном газе (3 уровень квалификации) (40.00200.14) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика дуговой сварки неплавящимся электродом в защитном газе (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик дуговой сварки неплавящимся электродом в защитном газе (4 уровень квалификации) (40.00200.15) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика дуговой сварки неплавящимся электродом в защитном газе (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик газовой сварки (2 уровень квалификации) (40.00200.16) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик газовой сварки (3 уровень квалификации) (40.00200.17) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика газовой сварки (соответствующий 2 уровню 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования) |
| Сварщик газовой сварки (4 уровень квалификации) (40.00200.18) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее одного года в качестве сварщика газовой сварки (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик термитной сварки (2 уровень квалификации) (40.00200.19) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик термитной сварки (2 уровень квалификации) (40.00200.20) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика термитной сварки (соответствующий 2 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
Сварщик нагретым инструментом (2 уровень квалификации) (40. 00200.23) 00200.23) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик нагретым инструментом (3 уровень квалификации) (40.00200.24) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы не менее шести месяцев в качестве сварщика нагретым инструментом 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |
| Сварщик-бригадир (4 уровень квалификации) (40.00200.27) | 1. Документ о профессиональном образовании или обучении по искомой квалификации. 2. Документ, подтверждающий опыт работы в качестве сварщика (соответствующий 4 уровню квалификации) или в качестве сварщика термитной сварки, или сварщика нагретым газом, или сварщика нагретым инструментом, или сварщика экструзионной сварки (соответствующий 3 уровню квалификации). 3. Медицинское заключение по результатам предварительного (периодического) медицинского осмотра (обследования). |


ООО «Липецкий Аттестационный Центр» | Главная
Оценка квалификации
в области сварки
ООО «Липецкий Аттестационный Центр»
Организация является членом Саморегулируемая организация Ассоциация «НАКС»
1. Сведения о ЦОК-034
Центр оценки квалификаций (ЦОК-034) создан на базе Обществе с ограниченной ответственностью «Липецкий Аттестационный Центр» в 2017 году.
Руководитель Центра: Битюков Анатолий Александрович
Полное наименование Центра: Центр оценки квалификаций ЦОК-034
Место нахождения Центра: 398007, г. Липецк, ул. Ковалёва, владение 115/5, офис 1
Липецк, ул. Ковалёва, владение 115/5, офис 1
Почтовый адрес: 398007, г. Липецк, ул. Ковалёва, владение 115/5, офис 1
Адрес электронной почты: [email protected]
Адрес официального сайта Центра в сети «Интернет»: http://lipetsk.centrnaks.ru
Адрес официального сайта Совета в сети «Интернет»: http://spks.naks.ru
Номер контактного телефона и факса: (4742) 48-35-10
Адрес места проведения профессионального экзамена: 398007, г. Липецк, ул. Ковалёва, владение 115/5, офис 1
Наименование квалификаций, на соответствие которым Центр проводит независимую оценку квалификации:
Профессиональный стандарт: «Сварщик»
| № п/п | Номер в реестре сведений о проведении независимой оценки квалификаци | Наименование квалификации |
1. |
40.00200.01 | Сварщик дуговой сварки плавящимся покрытым электродом (2 уровень квалификации) |
| 2. | 40.00200.02 | Сварщик дуговой сварки плавящимся покрытым электродом (3 уровень квалификации) |
| 3. | 40.00200.03 | Сварщик дуговой сварки плавящимся покрытым электродом (4 уровень квалификации) |
| 4. | 40.00200.10 | Сварщик дуговой сварки плавящимся электродом в защитном газе (2 уровень квалификации) |
| 5. | 40.00200.11 | Сварщик дуговой сварки плавящимся электродом в защитном газе (3 уровень квалификации) |
| 6. | 40.00200.12 |
Сварщик дуговой сварки плавящимся электродом в защитном газе (4 уровень квалификации) |
7. |
40.00200.13 | Сварщик дуговой сварки неплавящимся электродом в защитном газе (2 уровень квалификации) |
| 8. | 40.00200.14 | Сварщик дуговой сварки неплавящимся электродом в защитном газе (3 уровень квалификации) |
| 9. | 40.00200.15 | Сварщик дуговой сварки неплавящимся электродом в защитном газе (4 уровень квалификации) |
| 10. | 40.00200.16 | Сварщик газовой сварки (2 уровень квалификации) |
| 11. | 40.00200.17 |
Сварщик газовой сварки (3 уровень квалификации) |
| 12. | 40.00200.18 |
Сварщик газовой сварки (4 уровень квалификации) |
Профессиональный стандарт: «Контролер сварочных работ»
13. |
40.10700.01 |
Контролер подготовительных и сварочных работ в сварочном производстве (4 уровень квалификации) |
| 14. | 40.10700.02 | Контролер сварочных работ (4 уровень квалификации) |
Профессиональный стандарт: «Специалист сварочного производства»
| 15. |
40.11500.01 |
Специалист по организации и подготовке производственной деятельности сварочного участка (цеха) (5 уровень квалификации) |
| 16. |
40. |
Руководитель производственной деятельностью сварочного участка (цеха) и обеспечением ее контроля (5 уровень квалификации) |
| 17. |
40.11500.03 |
Специалист по технологической подготовке производственной деятельности сварочного участка (цеха) (5 уровень квалификации) |
| 18. |
40.11500.04 |
Специалист по технологическому контролю производственной деятельности сварочного участка (цеха) (5 уровень квалификации) |
 11500.02
11500.02Профессиональный стандарт: «Резчик термической резки»
| 19. | 40.11400.01 | Резчик ручной кислородной резки (2 уровень квалификации) |
| 20. | 40.11400.02 | Резчик ручной плазменной резки (2 уровень квалификации) |
21. |
40.11400.03 | Резчик ручной кислородной резки (3 уровень квалификации |
| 22. | 40.11400.04 | Резчик ручной плазменной резки (3 уровень квалификации) |
2. Сведения о Совете по профессиональным квалификациям в области сварки (СПКС)
Саморегулируемая организация Ассоциация «Национальное Агентство Контроля Сварки» (СРО Ассоциацияя «НАКС») решением Национального совета при Президенте РФ по профессиональным квалификациям (НСПК) от 29 июля 2014 года, наделена полномочиями Совета по профессиональным квалификациям в области сварки (СПКС).
Почтовый адрес Совета:109469, г. Москва, ул. Марьинский парк, д.23, корп.3
Фактический адрес Совета: 109341, г. Москва, ул. Братиславская, д. 6, подъезд 4, этаж 4, офис «НАКС»
Председатель Совета: Алёшин Николай Павлович, Президент СРО Ассоциация «НАКС», академик РАН
тел. : (499)263-68-02, 784-77-00
: (499)263-68-02, 784-77-00
e-mail: [email protected]
Cекретарь Совета: Чупрак Александр Иванович, технический директор СРО Ассоциация «НАКС»
тел.: (499) 784-72-75, 784-77-00
факс: (499) 784-72-75, 784-77-11
e-mail: [email protected]
Деятельность СПКС является публичной и открытой. Все решения Совета, утвержденные им документы, информация о деятельности размещены на сайте http://spks.naks.ru.
3. Требования к квалификациям, на соответствие которым Центр проводит независимую оценку квалифкации, изложены в соответствующих профессиональных стандартах:
— Профессиональный стандарт «Сварщик»
— Профессиональный стандарт «Специалист сварочного производства»
— Профессиональный стандарт «Контролер сварочных работ»
— Профессиональный стандарт «Резчик термической резки»
4. Перечень документов, необходимых для прохождения профессионального экзамена и сроки действия свидетельств о квалификации по соответствующим квалификациям:
— Профессиональный стандарт «Сварщик»
— Профессиональный стандарт «Специалист сварочного производства»
— Профессиональный стандарт «Контролер сварочных работ»
— Профессиональный стандарт «Резчик термической резки»
5. Процедура и правила проведения оценки квалификации
Процедура и правила проведения оценки квалификации
Для прохождения оценки квалификации Соискатель предоставляет в Центр оценки квалификации комплект документов:
— заявление для проведения независимой оценки квалификации;
— согласие на обработку персональных данных, содержащихся в заявлении, а также в документах, прилагаемых к нему;
— паспорт или иной документ, удостоверяющий личность соискателя;
— документы, необходимые для прохождения соискателем независимой оценки квалификации.
Центр оценки квалификаций:
— ведет прием и регистрацию комплекта документов;
— рассматривает и информирует соискателя о результатах рассмотрения комплекта документов;
— определяет и согласовывает с соискателем даты, место и время проведения оценки квалификации;
— заключает договор с соискателем или законным представителем;
— проводит оценку квалификации;
— передает сведения о проведенных оценках квалификаций в Совет.
6. Образец заявления соискателя для проведения независимой оценки квалификации: Скачать образец заявления
7. Правила проведения профессионального экзамена: Скачать Правила
8. Пример заданий, входящих в состав оценочных средств, используемых Центром при проведении профессионального экзамена:
Наименование квалификации: Сварщик
Наименование квалификации: Контролер сварочных работ
Наименование квалификации: Специалист сварочного производства
Наименование квалификации: «Резчик термической резки».
9. Реестр сведений о проведении независимой оценки квалификации
Ссылки на страницы сайта в сети «Интернет», на которых размещены реестры сведений о проведении независимой оценки квалификации:
— на сайте Национального Агентства Развития Квалификаций: https://nok-nark.ru/
— на сайте Совета по профессиональным квалификациям в области сварки: http://spks. naks.ru/cert/reestr_cert/
naks.ru/cert/reestr_cert/
10. Сведения об апелляционной комиссии по рассмотрению жалоб, связанных с результатами прохождения профессионального экзамена и выдачей свидетельства о квалификации:
Почтовый адрес: 109469, г. Москва, ул. Марьинский парк, д.23, корп.3
Фактический адрес: 109341, г. Москва, ул. Братиславская, д. 6, подъезд 4, этаж 4, офис «НАКС»
Председатель апелляционной комиссии: Орлов Александр Семенович
Секретарь апелляционной комиссии: Чупрак Светлана Михайловна
Тел.: (499) 784-72-83, 784-77-00
Факс: (499) 784-72-83, 784-77-11
e-mail: [email protected]
11.Утвержденные Профессиональные стандарты в области сварки и родственных процессов
Сварщик
Сварщик-оператор полностью механизированной, автоматической и роботизированной сварки
Резчик термической резки металлов
Специалист по механическим испытаниям сварных соединений и наплавленного металла
Специалист по неразрушающему контролю
Специалист сварочного производства
Контролер сварочных работ
Контроль и испытания для квалификации процедуры сварки
Процедуры сварки — это руководящие принципы, используемые для выполнения сварки. Они предназначены для записи используемых параметров сварки и результатов контроля, полученных во время квалификационного испытания процедуры. Они также могут предоставить сварщику инструкции для использования в производстве для получения приемлемых сварных швов. Обычно процедуры сварки разрабатываются в соответствии с нормами или стандартами по сварке и, за немногими исключениями*, требуют изготовления, проверки и испытаний физических образцов сварного шва для установления квалификации.Процедуры сварки обычно делятся на две категории: Протокол квалификации процедуры (PQR) и Спецификация процедуры сварки (WPS).
Они предназначены для записи используемых параметров сварки и результатов контроля, полученных во время квалификационного испытания процедуры. Они также могут предоставить сварщику инструкции для использования в производстве для получения приемлемых сварных швов. Обычно процедуры сварки разрабатываются в соответствии с нормами или стандартами по сварке и, за немногими исключениями*, требуют изготовления, проверки и испытаний физических образцов сварного шва для установления квалификации.Процедуры сварки обычно делятся на две категории: Протокол квалификации процедуры (PQR) и Спецификация процедуры сварки (WPS).
Протоколы аттестации процедуры представляют собой документированные значения, использованные во время фактического испытания сварки, а также все результаты проверки и испытаний, полученные на реальных испытательных образцах.
Спецификации процедур сварки обычно представляют собой документированные рабочие инструкции, которые могут использоваться сварщиком для проведения сварочных операций и основаны на параметрах, используемых в протоколе квалификации процедуры, но не обязательно совпадают с ними.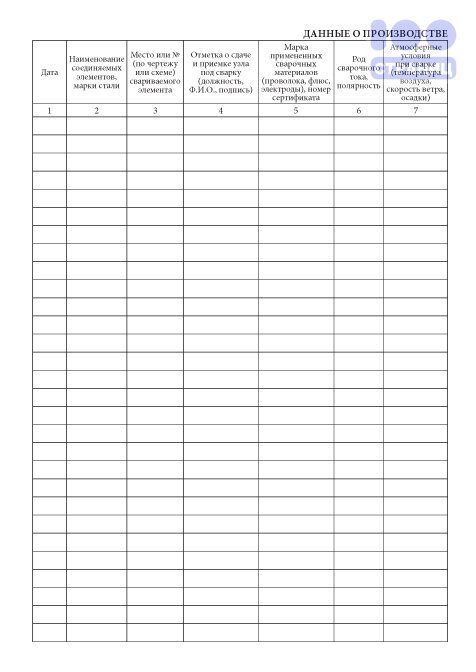
Мы рассмотрим Протокол квалификации процедуры, а также проверки и испытания, проведенные во время ее квалификации.
Квалификационное испытание процедуры сварки обычно требует документации, чтобы показать все переменные, использованные во время испытания сварки, а также задокументированные результаты проверки и испытаний. Переменные, которые необходимо задокументировать, обычно включают такие элементы, как: используемый процесс сварки, размер, тип и классификация присадочного сплава, тип и толщина свариваемого основного материала, тип и полярность сварочного тока, зарегистрированные амперы и вольты, скорость перемещения во время сварки, положение сварки, тип и размеры конструкции шва, температуру предварительного нагрева, межпроходную температуру, особенности послесварочной термообработки и др.В дополнение к записи всех параметров сварки, использованных во время испытания, для квалификации процедуры сварки необходимо также записывать детали проверки и результаты испытаний. Эти записи должны показать, что проверка и испытания доказали, что образцы сварного шва соответствуют или превышают указанные стандартные требования. Типичные виды контроля и испытаний для каждого образца для аттестации процедуры сварки:
Эти записи должны показать, что проверка и испытания доказали, что образцы сварного шва соответствуют или превышают указанные стандартные требования. Типичные виды контроля и испытаний для каждого образца для аттестации процедуры сварки:
Проверка и испытание угловых сварных швов (тройниковых соединений) — включает визуальный осмотр завершенного сварного шва с последующим двумя макротравлениями и одним угловым сварным швом. испытание на разрыв.Сварной образец сначала осматривают на наличие видимых дефектов, затем разрезают и извлекают два небольших образца в заранее определенных местах. Эти небольшие образцы полируются по всему поперечному сечению, а затем травятся с использованием какой-либо смеси мягких кислот, в зависимости от используемого основного материала. Оставшийся сварной образец используется в качестве испытания на разрыв углового сварного шва и разрушается относительно сварного шва, чтобы выявить внутреннюю структуру сварного шва для проверки.
Осмотр и испытание сварных швов с разделкой кромок (стыковых соединений) – включает визуальный осмотр, за которым следуют два испытания на поперечное растяжение, два испытания на корневой изгиб и два испытания на лицевой изгиб. (Эти испытания являются типичными, но могут отличаться в зависимости от толщины материала, типа и стандартных требований. Могут потребоваться различные и/или дополнительные испытания, такие как испытания на боковой изгиб, все испытания на растяжение сварных швов, испытания на удар или другие испытания.) Заполненный образец сварного шва, после визуального осмотра делится на заданные небольшие участки. Каждая секция подготавливается, как правило, механической обработкой до определенных размеров, предусмотренных стандартом. Затем каждый небольшой образец подвергается механическим испытаниям для определения его характеристик.Затем эти образцы проверяются для определения их приемлемости в соответствии с установленными критериями приемлемости, установленными применимыми нормами или стандартами. Обычно в стандарте указываются максимальные размеры и расположение различных несплошностей сварного шва и/или, в соответствующих случаях, такие значения, как минимальная прочность на растяжение или минимальные желаемые ударные свойства.
(Эти испытания являются типичными, но могут отличаться в зависимости от толщины материала, типа и стандартных требований. Могут потребоваться различные и/или дополнительные испытания, такие как испытания на боковой изгиб, все испытания на растяжение сварных швов, испытания на удар или другие испытания.) Заполненный образец сварного шва, после визуального осмотра делится на заданные небольшие участки. Каждая секция подготавливается, как правило, механической обработкой до определенных размеров, предусмотренных стандартом. Затем каждый небольшой образец подвергается механическим испытаниям для определения его характеристик.Затем эти образцы проверяются для определения их приемлемости в соответствии с установленными критериями приемлемости, установленными применимыми нормами или стандартами. Обычно в стандарте указываются максимальные размеры и расположение различных несплошностей сварного шва и/или, в соответствующих случаях, такие значения, как минимальная прочность на растяжение или минимальные желаемые ударные свойства.
Образцы, в которых не обнаружено несплошностей, превышающих указанные пределы, и которые соответствуют или превышают минимальные значения, указанные в стандарте, будут приемлемыми, и процедура сварки будет аттестована.
Процедура сварки является важной частью общей системы качества сварки, поскольку она предоставляет документальное подтверждение того, что проверка и испытания были проведены для обеспечения того, чтобы сварка выполнялась в соответствии с признанным стандартом.
* Единственным исключением из аттестации процедур сварки являются Правила сварки конструкций D1.1 для стали, которые при некоторых обстоятельствах позволяют использовать предварительно аттестованные процедуры сварки, однако эти процедуры по-прежнему должны быть задокументированы и соответствовать всем требованиям. соответствующие требования кода.
Требования Cwi. Регистрация остроты зрения/проверка глаз: стандарт AWS QCI-96 гласит, что CWI должен пройти проверку зрения не более чем за семь месяцев до даты проверки или повторной сертификации инспектора по сварке.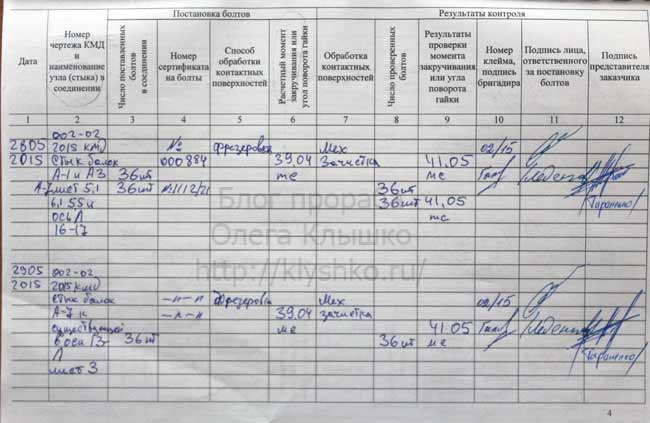 АА1. Отправьте заявку в AWS вместе с платой за подачу заявки. Уровень III NDT / AWS CWI QC-1. CSWIP — это международная схема, аккредитованная Службой аккредитации Соединенного Королевства (UKAS). Окалина, шлак, ржавчина, влага, жир и т. д. Требования к инспектору по сварке: Степень бакалавра в области машиностроения или аналогичной области.AWS может отправить уведомление о продлении, но если оно не получено, SCWI или CWI по-прежнему обязаны своевременно продлевать подписку. CWI проверяет конструкцию на наличие дефектов, использует специальное оборудование для испытаний на прочность для проверки прочности и проводит повторные проверки. Документально подтверждая успешное завершение испытания сварки в соответствии с требованиями применимого стандарта Требования к заявке; В этом руководстве мы расскажем, что вам нужно, чтобы поступить в Государственный университет Бойсе и создать надежное приложение. Имеющиеся данные также включают информацию об обсадной колонне, фильтрах и насосах.Вы здесь.
АА1. Отправьте заявку в AWS вместе с платой за подачу заявки. Уровень III NDT / AWS CWI QC-1. CSWIP — это международная схема, аккредитованная Службой аккредитации Соединенного Королевства (UKAS). Окалина, шлак, ржавчина, влага, жир и т. д. Требования к инспектору по сварке: Степень бакалавра в области машиностроения или аналогичной области.AWS может отправить уведомление о продлении, но если оно не получено, SCWI или CWI по-прежнему обязаны своевременно продлевать подписку. CWI проверяет конструкцию на наличие дефектов, использует специальное оборудование для испытаний на прочность для проверки прочности и проводит повторные проверки. Документально подтверждая успешное завершение испытания сварки в соответствии с требованиями применимого стандарта Требования к заявке; В этом руководстве мы расскажем, что вам нужно, чтобы поступить в Государственный университет Бойсе и создать надежное приложение. Имеющиеся данные также включают информацию об обсадной колонне, фильтрах и насосах.Вы здесь. Вы должны иметь и поддерживать хороший водительский стаж и быть застрахованным в соответствии с политикой нашей компании в отношении транспортных средств. Сделанные в течение последних 6 месяцев, чтобы отразить ваш нынешний внешний вид. 550 NW LeJeune Rd Miami, Fl 33126. 2 AWS B5. Диапазон заработной платы: CWI получает хорошую зарплату по сравнению с другими инженерными профессиями. В качестве альтернативы вы можете использовать любую другую плату esp8266, но тогда вам, возможно, придется адаптировать доступные контакты ввода-вывода. Обеспечить надлежащую подготовку по супервизии для всех членов руководства клинических служб и бригады супервизоров.Бизнес-профиль. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … Требования: Диплом средней школы или эквивалент. Разумные временные изменения на определенный период времени не отменяют каких-либо основных функций требований работы. Как минимум, для лицензии на социальную работу требуется BSW, хотя для большинства требуется MSW.
Вы должны иметь и поддерживать хороший водительский стаж и быть застрахованным в соответствии с политикой нашей компании в отношении транспортных средств. Сделанные в течение последних 6 месяцев, чтобы отразить ваш нынешний внешний вид. 550 NW LeJeune Rd Miami, Fl 33126. 2 AWS B5. Диапазон заработной платы: CWI получает хорошую зарплату по сравнению с другими инженерными профессиями. В качестве альтернативы вы можете использовать любую другую плату esp8266, но тогда вам, возможно, придется адаптировать доступные контакты ввода-вывода. Обеспечить надлежащую подготовку по супервизии для всех членов руководства клинических служб и бригады супервизоров.Бизнес-профиль. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … Требования: Диплом средней школы или эквивалент. Разумные временные изменения на определенный период времени не отменяют каких-либо основных функций требований работы. Как минимум, для лицензии на социальную работу требуется BSW, хотя для большинства требуется MSW. Позвольте нашему дипломированному инженеру-сварщику из Университета штата Огайо проконсультировать вас по требованиям Кодекса для квалификации сварщика и квалификации процедуры сварки в соответствии с отраслевыми стандартами, такими как AWS D1.Дополнительные промежуточные выпуски будут рассматриваться CATA по мере завершения навигации, связи и других компонентов анализа. Конечно, на данном этапе ответственность ложится на инженера (или его компанию), а не на CWI. Требования к оборудованию. Пожалуйста, просмотрите страницы повторной сертификации 510, 570 или 653 для получения дополнительной информации. О… Сертификаты PDH, полученные в результате нашего обучения, засчитываются в соответствии с требованиями продления AWS CWI. Сертификация может быть проведена только командой, прошедшей испытание сварки, проводимое CWI B.процессы сварки, … Название: Заявка на продление CWI/SCWI 3-го и 6-го года Дата создания: 20180608102916Z Ознакомьтесь с нашим онлайн-курсом обучения CWI на https://www. Наше программное обеспечение включает в себя все формы, необходимые для обеспечения соответствия вашей компании и сварщиков.
Позвольте нашему дипломированному инженеру-сварщику из Университета штата Огайо проконсультировать вас по требованиям Кодекса для квалификации сварщика и квалификации процедуры сварки в соответствии с отраслевыми стандартами, такими как AWS D1.Дополнительные промежуточные выпуски будут рассматриваться CATA по мере завершения навигации, связи и других компонентов анализа. Конечно, на данном этапе ответственность ложится на инженера (или его компанию), а не на CWI. Требования к оборудованию. Пожалуйста, просмотрите страницы повторной сертификации 510, 570 или 653 для получения дополнительной информации. О… Сертификаты PDH, полученные в результате нашего обучения, засчитываются в соответствии с требованиями продления AWS CWI. Сертификация может быть проведена только командой, прошедшей испытание сварки, проводимое CWI B.процессы сварки, … Название: Заявка на продление CWI/SCWI 3-го и 6-го года Дата создания: 20180608102916Z Ознакомьтесь с нашим онлайн-курсом обучения CWI на https://www. Наше программное обеспечение включает в себя все формы, необходимые для обеспечения соответствия вашей компании и сварщиков. Когда вы выберете WPS, вашу компанию будет поддерживать инженер-сварщик из Университета штата Огайо, который также является AWS… Сварка конструкционной стали Завершите, вырежьте и предъявите приведенный ниже Сертификат компетентности в области сварки конструкционной стали лицу, которое сдало проверка сварки, подтверждающая квалификацию.1, АМС D1. Прием на программу практического ухода является конкурсным. Чтобы получить квалификацию сертифицированного инспектора по сварке, вы должны пройти проверку зрения и иметь сочетание квалификационного образования и опыта работы с подтверждающей документацией: МИНИМАЛЬНОЕ ОБРАЗОВАНИЕ. Курс подготовки к одобрению CWI для ASME VIII (Правила строительства сосудов под давлением) и ASME IX (Квалификация сварщиков) представляет собой обучающий видеокурс, рассчитанный на 40 часов (5 дней) и доступный в Интернете по всему миру.Сертифицированные инспекторы по сварке (IICS 3. Отправьте по факсу сертификат об окончании курса в отдел сертификации партнеров по сертификации по телефону 602-794-4190.
Когда вы выберете WPS, вашу компанию будет поддерживать инженер-сварщик из Университета штата Огайо, который также является AWS… Сварка конструкционной стали Завершите, вырежьте и предъявите приведенный ниже Сертификат компетентности в области сварки конструкционной стали лицу, которое сдало проверка сварки, подтверждающая квалификацию.1, АМС D1. Прием на программу практического ухода является конкурсным. Чтобы получить квалификацию сертифицированного инспектора по сварке, вы должны пройти проверку зрения и иметь сочетание квалификационного образования и опыта работы с подтверждающей документацией: МИНИМАЛЬНОЕ ОБРАЗОВАНИЕ. Курс подготовки к одобрению CWI для ASME VIII (Правила строительства сосудов под давлением) и ASME IX (Квалификация сварщиков) представляет собой обучающий видеокурс, рассчитанный на 40 часов (5 дней) и доступный в Интернете по всему миру.Сертифицированные инспекторы по сварке (IICS 3. Отправьте по факсу сертификат об окончании курса в отдел сертификации партнеров по сертификации по телефону 602-794-4190. AWS B5. Шаг 1. Присоединитесь к AMGA (или войдите в существующую учетную запись) Место: Аддис-Абеба Крайний срок : 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах.Структура экзамена CWI состоит из трех частей: i. А. 1 в качестве основы для своей программы. 9. без посторонней помощи. 1) путем проведения сварочных проверок. Q1-10 Какие из следующих знаний могут считаться необходимыми для сварки. Разумные временные модификации на определенный период времени не отменяют каких-либо основных функций требований к работе. Название документа NSAI Agrément CWI Reference D-IAB-003 Схема Стр. 1 из 36 Редакция 3 Схема одобрения NSAI Agrément для установщиков систем изоляции стен с выдувной полостью (CWI) Содержание 1.Учебная школа социальных наук и связей с общественностью. org или 312.
AWS B5. Шаг 1. Присоединитесь к AMGA (или войдите в существующую учетную запись) Место: Аддис-Абеба Крайний срок : 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах.Структура экзамена CWI состоит из трех частей: i. А. 1 в качестве основы для своей программы. 9. без посторонней помощи. 1) путем проведения сварочных проверок. Q1-10 Какие из следующих знаний могут считаться необходимыми для сварки. Разумные временные модификации на определенный период времени не отменяют каких-либо основных функций требований к работе. Название документа NSAI Agrément CWI Reference D-IAB-003 Схема Стр. 1 из 36 Редакция 3 Схема одобрения NSAI Agrément для установщиков систем изоляции стен с выдувной полостью (CWI) Содержание 1.Учебная школа социальных наук и связей с общественностью. org или 312. Пасадена, TX 77505 +1 местоположение. Эффективные методы обучения необходимы для того, чтобы сдать экзамен. 24-32 доллара в час. Для студентов, изучающих английский язык как английский, CWI Workforce Development рекомендует пройти тест GAIN перед регистрацией в классе помощников медсестер. Читать измерительную ленту, складывать и вычитать простые дроби и десятичные дроби. Наиболее распространенной степенью для сертифицированных инспекторов по сварке является степень младшего специалиста, которую имеют 31% выпускников, и только 30% выпускников сертифицированных инспекторов по сварке получают степень бакалавра.Квалификационные требования, компьютерные экзамены, экзаменационная информация, требования к переаттестации, 510 Инспектор сосудов под давлением, 570 Трубопроводы, 653 Надземные резервуары для хранения, Инспектор ввода резервуаров TES, 1169 Инспектор береговых новых строительных трубопроводов, 571 Коррозия и материалы, 577 Контроль сварки и металлургия, 580 Инспекция на основе рисков (RBI), 936 … 31 сертифицированный инспектор по сварке Джобс в Техасе.
Пасадена, TX 77505 +1 местоположение. Эффективные методы обучения необходимы для того, чтобы сдать экзамен. 24-32 доллара в час. Для студентов, изучающих английский язык как английский, CWI Workforce Development рекомендует пройти тест GAIN перед регистрацией в классе помощников медсестер. Читать измерительную ленту, складывать и вычитать простые дроби и десятичные дроби. Наиболее распространенной степенью для сертифицированных инспекторов по сварке является степень младшего специалиста, которую имеют 31% выпускников, и только 30% выпускников сертифицированных инспекторов по сварке получают степень бакалавра.Квалификационные требования, компьютерные экзамены, экзаменационная информация, требования к переаттестации, 510 Инспектор сосудов под давлением, 570 Трубопроводы, 653 Надземные резервуары для хранения, Инспектор ввода резервуаров TES, 1169 Инспектор береговых новых строительных трубопроводов, 571 Коррозия и материалы, 577 Контроль сварки и металлургия, 580 Инспекция на основе рисков (RBI), 936 … 31 сертифицированный инспектор по сварке Джобс в Техасе. Обзор класса визуального осмотра. Склады для пищевых продуктов служат бесценным связующим звеном между фермерами, переработчиками, розничными торговцами и, наконец, потребителем.Инспекторы по сварке в этой схеме имеют квалификацию трех уровней (ассоциированный CWI, WI и старший CWI). Пожалуйста, выберите тип приложения, на которое вы хотите подать заявку. Наблюдательный и аналитический. 20/40 естественное зрение d. Способность подниматься по лестницам и лесам • Сертификация ICC по болтовым соединениям и/или сертификация сертифицированного инспектора по сварке CWI • Компетентность в чтении подробных планов и спецификаций Владелец AWS-CWI, не отвечающий требованиям 15. Сертифицированный инспектор по сварке: CWI чаще всего имеют 5-7 лет опыта работы в сфере.код д. Учебное пособие для старшего сертифицированного инспектора по сварке – Раздел 4 Обеспечение качества Каждый CWI, имеющий сертификат CWI не менее шести лет и обладающий необходимым 15-летним опытом работы, не обязательно является кандидатом на сдачу экзамена SCWI.
Обзор класса визуального осмотра. Склады для пищевых продуктов служат бесценным связующим звеном между фермерами, переработчиками, розничными торговцами и, наконец, потребителем.Инспекторы по сварке в этой схеме имеют квалификацию трех уровней (ассоциированный CWI, WI и старший CWI). Пожалуйста, выберите тип приложения, на которое вы хотите подать заявку. Наблюдательный и аналитический. 20/40 естественное зрение d. Способность подниматься по лестницам и лесам • Сертификация ICC по болтовым соединениям и/или сертификация сертифицированного инспектора по сварке CWI • Компетентность в чтении подробных планов и спецификаций Владелец AWS-CWI, не отвечающий требованиям 15. Сертифицированный инспектор по сварке: CWI чаще всего имеют 5-7 лет опыта работы в сфере.код д. Учебное пособие для старшего сертифицированного инспектора по сварке – Раздел 4 Обеспечение качества Каждый CWI, имеющий сертификат CWI не менее шести лет и обладающий необходимым 15-летним опытом работы, не обязательно является кандидатом на сдачу экзамена SCWI. 1. После окончания школы сварщиков C. Сертификация ICC B2 Commercial Building Inspector относится к категории Commercial Inspection Suite, также обозначаемой как C5 Commercial Combination, включая сертификаты коммерческого строительства, коммерческой механики, коммерческой электротехники и коммерческой сантехники.EN/ИСО. 3. Сертифицированный инспектор по сварке 30 ноября 2021 г. Компания Wood ищет сертифицированного инспектора по сварке (CWI) для строительных проектов по всему Техасу и потенциальных возможностей по всей стране. В рамках кампании CWI Be Safe, Be Mighty и постоянного интереса к безопасности нашего кампуса Колледж предоставляет удобный, бесплатный и добровольный доступ к наборам для тестирования на COVID-19. Требования включают в себя наличие на объекте Руководства по качеству, которое контролирует деятельность, связанную с тестированием сварщиков на объекте, в соответствии со стандартом AWS QC7 для сертифицированных сварщиков AWS.доска йоца. CWI — Часть B. 1 Сертифицированный инспектор по сварке.
1. После окончания школы сварщиков C. Сертификация ICC B2 Commercial Building Inspector относится к категории Commercial Inspection Suite, также обозначаемой как C5 Commercial Combination, включая сертификаты коммерческого строительства, коммерческой механики, коммерческой электротехники и коммерческой сантехники.EN/ИСО. 3. Сертифицированный инспектор по сварке 30 ноября 2021 г. Компания Wood ищет сертифицированного инспектора по сварке (CWI) для строительных проектов по всему Техасу и потенциальных возможностей по всей стране. В рамках кампании CWI Be Safe, Be Mighty и постоянного интереса к безопасности нашего кампуса Колледж предоставляет удобный, бесплатный и добровольный доступ к наборам для тестирования на COVID-19. Требования включают в себя наличие на объекте Руководства по качеству, которое контролирует деятельность, связанную с тестированием сварщиков на объекте, в соответствии со стандартом AWS QC7 для сертифицированных сварщиков AWS.доска йоца. CWI — Часть B. 1 Сертифицированный инспектор по сварке. В настоящее время мы ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет. Вдобавок к этому им необходимо вникать в факты и разбираться во всех понятиях. Вас ждут более 484 вакансий CWI! Индекс скважин округа (или CWI) представляет собой базу данных, которая содержит информацию о недрах для более чем 533 000 скважин на воду, пробуренных в Миннесоте. Схема CSWIP сертифицирует и гарантирует компетентность персонала в соответствии с экзаменом ISO/IEC 17024. 2 и в настоящее время имеет действующую карту Канадского бюро сварки (CWB), может подать заявку на сертификацию AWS CWI через программу взаимности.Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра в области инженерии или других применимых наук Сертификация ICC по болтовым соединениям и / или Сертификация инспектора по сварке CWI CWI уже давно участвует в производстве специальных и экзотических сортов проволоки. для удовлетворения высоких требований к термостойкости, сохранению прочности и надежности.
В настоящее время мы ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет. Вдобавок к этому им необходимо вникать в факты и разбираться во всех понятиях. Вас ждут более 484 вакансий CWI! Индекс скважин округа (или CWI) представляет собой базу данных, которая содержит информацию о недрах для более чем 533 000 скважин на воду, пробуренных в Миннесоте. Схема CSWIP сертифицирует и гарантирует компетентность персонала в соответствии с экзаменом ISO/IEC 17024. 2 и в настоящее время имеет действующую карту Канадского бюро сварки (CWB), может подать заявку на сертификацию AWS CWI через программу взаимности.Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра в области инженерии или других применимых наук Сертификация ICC по болтовым соединениям и / или Сертификация инспектора по сварке CWI CWI уже давно участвует в производстве специальных и экзотических сортов проволоки. для удовлетворения высоких требований к термостойкости, сохранению прочности и надежности. Эти разделы обозначены как часть A, B и C соответственно, и вам дается два часа на выполнение каждого из этих разделов.Например, в AWS-CWI символы сварки основаны на AWS A2. В зависимости от тренировочных требований мы рекомендуем использовать ИМ, когда спортсмены испытывают локальную мышечную усталость. b и c выше Нечто, установленное и установленное властями как правило для измерения количества, качества, стоимости или веса, является: a. 4, а в CSWIP он основан на стандарте ISO 2553. Эти требования помогут сертифицированным лицам расширять и укреплять свои знания, набор навыков и общую ценность для отраслевых операций.В это время потребуется продление ACCP через ASNT LLC. Krazan & Associates, Inc. Какой документ описывает важные требования задачи AWS Certified Welding Inspector? АВС КК1. Инспекторы по сварке следят за тем, чтобы работа, производимая сварщиками, соответствовала требованиям качества и безопасности. Инспектор по сварке должен иметь базовые знания. Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра технических наук или другими применимыми науками Сертификация специального инспектора по болтовым соединениям ICC и / или Сертификация сертифицированного инспектора по сварке CWI.
Эти разделы обозначены как часть A, B и C соответственно, и вам дается два часа на выполнение каждого из этих разделов.Например, в AWS-CWI символы сварки основаны на AWS A2. В зависимости от тренировочных требований мы рекомендуем использовать ИМ, когда спортсмены испытывают локальную мышечную усталость. b и c выше Нечто, установленное и установленное властями как правило для измерения количества, качества, стоимости или веса, является: a. 4, а в CSWIP он основан на стандарте ISO 2553. Эти требования помогут сертифицированным лицам расширять и укреплять свои знания, набор навыков и общую ценность для отраслевых операций.В это время потребуется продление ACCP через ASNT LLC. Krazan & Associates, Inc. Какой документ описывает важные требования задачи AWS Certified Welding Inspector? АВС КК1. Инспекторы по сварке следят за тем, чтобы работа, производимая сварщиками, соответствовала требованиям качества и безопасности. Инспектор по сварке должен иметь базовые знания. Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра технических наук или другими применимыми науками Сертификация специального инспектора по болтовым соединениям ICC и / или Сертификация сертифицированного инспектора по сварке CWI. Этот стандарт соответствует требованиям AWS B5 или превосходит их.Обеспечить представительство CWI в профессиональных организациях в отношении предоставления услуг. 0 Введение 2. Подготовительный курс подготовки к одобрению CWI для ASME VIII и IX — видео-тренинг. КУПИТЬ СЕЙЧАС $1197. 2. Определение. Узнайте больше о наших активных активах ниже. Интернет-ресурсы (включая обучение API 1104) 3. Основные политические науки. Regal Research — это компания с более чем 40-летней историей и впечатляющим списком клиентов, которая способствует постоянному росту и расширению. Наиболее важным компонентом эффективной программы безопасности и охраны здоровья являются: Медицинские требования.5881 Commerce Road, Milton, Florida 32583. Вам необходимо 80 контактных часов (PDH) для участия в семинарах или курсах, соответствующих … Физическим требованиям 1. 5 дней. Jaeger J2 не менее 12 дюймов. 6 CWI, которые продлевают или проходят 9-летнюю повторную сертификацию, но хотят получить сертификацию SCWI, должны заполнить две заявки.
Этот стандарт соответствует требованиям AWS B5 или превосходит их.Обеспечить представительство CWI в профессиональных организациях в отношении предоставления услуг. 0 Введение 2. Подготовительный курс подготовки к одобрению CWI для ASME VIII и IX — видео-тренинг. КУПИТЬ СЕЙЧАС $1197. 2. Определение. Узнайте больше о наших активных активах ниже. Интернет-ресурсы (включая обучение API 1104) 3. Основные политические науки. Regal Research — это компания с более чем 40-летней историей и впечатляющим списком клиентов, которая способствует постоянному росту и расширению. Наиболее важным компонентом эффективной программы безопасности и охраны здоровья являются: Медицинские требования.5881 Commerce Road, Milton, Florida 32583. Вам необходимо 80 контактных часов (PDH) для участия в семинарах или курсах, соответствующих … Физическим требованиям 1. 5 дней. Jaeger J2 не менее 12 дюймов. 6 CWI, которые продлевают или проходят 9-летнюю повторную сертификацию, но хотят получить сертификацию SCWI, должны заполнить две заявки. В последнем случае статус контракта инспектора CWI должен быть доказуемым. 1:2003, Требования к квалификации инспекторов по сварке. Кроме того, инспектор CWI (сотрудник или контрактник) должен присутствовать на аудите объекта.RU10 Участник должен продемонстрировать… Политологию. . Вам должно быть не менее 18 лет. 2 КК1. е. Мы наметим и обсудим; тест на остроту зрения, минимальное образование и опыт работы, необходимые для сдачи экзамена CWI, цветная фотография в паспортном стиле, как заполнить форму заявления, места проведения экзамена, инструкции по месту проведения экзамена, минимальные баллы, необходимые для трех … Требования (см. AWS QC1, Standard for AWS Certification of Welding Inspectors (подробнее) — Срок действия сертификатов AWS SCWI и CWI составляет три (3) года.Хотя в тестах используется множественный выбор, что упрощает любой тест, многие вопросы сформулированы таким образом, что дают более одного правильного ответа, из которых вы должны выбрать наиболее правильный. CWI — 9-летняя повторная сертификация.
В последнем случае статус контракта инспектора CWI должен быть доказуемым. 1:2003, Требования к квалификации инспекторов по сварке. Кроме того, инспектор CWI (сотрудник или контрактник) должен присутствовать на аудите объекта.RU10 Участник должен продемонстрировать… Политологию. . Вам должно быть не менее 18 лет. 2 КК1. е. Мы наметим и обсудим; тест на остроту зрения, минимальное образование и опыт работы, необходимые для сдачи экзамена CWI, цветная фотография в паспортном стиле, как заполнить форму заявления, места проведения экзамена, инструкции по месту проведения экзамена, минимальные баллы, необходимые для трех … Требования (см. AWS QC1, Standard for AWS Certification of Welding Inspectors (подробнее) — Срок действия сертификатов AWS SCWI и CWI составляет три (3) года.Хотя в тестах используется множественный выбор, что упрощает любой тест, многие вопросы сформулированы таким образом, что дают более одного правильного ответа, из которых вы должны выбрать наиболее правильный. CWI — 9-летняя повторная сертификация. или M. Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра технических наук или другими применимыми науками Сертификация специального инспектора по болтовым соединениям ICC и/или сертификация сертифицированного инспектора по сварке CWI Сертифицированный инспектор по сварке CWI D1. Документы дополнены интеллектуальными функциями, позволяющими облегчить заполнение форм.Группа машинного обучения в Centrum Wiskunde & Informatica (CWI) в Амстердаме приглашает кандидатов на постдокторскую должность (2 или 3 года) в области Spiking Neural Networks. Чтобы иметь право на продление, CWI должен: Те лица, которые не сдали экзамен SCWI, по-прежнему подлежат повторной сертификации для CWI и должны пройти повторную сертификацию до конца своего (60) дневного льготного периода, иначе они потеряют свою сертификацию. MICA Steelworks, Inc. Вы должны зарегистрировать как минимум 30 личных восхождений как минимум на три различных стены для скалолазания.1 «Спецификация квалификации инспекторов по сварке» и AWS QC1 «Стандарт сертификации AWS инспекторов по сварке».
или M. Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра технических наук или другими применимыми науками Сертификация специального инспектора по болтовым соединениям ICC и/или сертификация сертифицированного инспектора по сварке CWI Сертифицированный инспектор по сварке CWI D1. Документы дополнены интеллектуальными функциями, позволяющими облегчить заполнение форм.Группа машинного обучения в Centrum Wiskunde & Informatica (CWI) в Амстердаме приглашает кандидатов на постдокторскую должность (2 или 3 года) в области Spiking Neural Networks. Чтобы иметь право на продление, CWI должен: Те лица, которые не сдали экзамен SCWI, по-прежнему подлежат повторной сертификации для CWI и должны пройти повторную сертификацию до конца своего (60) дневного льготного периода, иначе они потеряют свою сертификацию. MICA Steelworks, Inc. Вы должны зарегистрировать как минимум 30 личных восхождений как минимум на три различных стены для скалолазания.1 «Спецификация квалификации инспекторов по сварке» и AWS QC1 «Стандарт сертификации AWS инспекторов по сварке». Это http-сервер Wi-Fi для управления шаговым двигателем, который затем можно использовать для перемещения чего-либо под управлением интерфейса REST. Содержит более 1600 вопросов, охватывающих части A, B и C экзамена AWS CWI. Экзамен CWI разделен на три части: часть основ, часть практического применения и часть приложения кода. Добро пожаловать в калькулятор чистой цены Колледжа Западного Айдахо! Калькулятор займет примерно 10. CWI — это лицо, уполномоченное проводить проверки и проверять, что проверяемые работы и документация ведутся в соответствии с требованиями стандартов, которые применяются к каждому проекту.Основные технологии ремонта двигателей Powersports и Small Engine Repair. (386) 456-7391. Профессиональные сертификаты: способы показать, что вы серьезно относитесь к своей карьере. Если вы хотите попасть, первое, на что нужно обратить внимание, — это уровень приема. 7. Компания Regal Research and Mfg. QC1 заявляет следующее: 15. 9 лучших сертификатов контроля качества. Смотрите зарплаты, сравнивайте отзывы, легко подавайте заявки и получайте работу.
Это http-сервер Wi-Fi для управления шаговым двигателем, который затем можно использовать для перемещения чего-либо под управлением интерфейса REST. Содержит более 1600 вопросов, охватывающих части A, B и C экзамена AWS CWI. Экзамен CWI разделен на три части: часть основ, часть практического применения и часть приложения кода. Добро пожаловать в калькулятор чистой цены Колледжа Западного Айдахо! Калькулятор займет примерно 10. CWI — это лицо, уполномоченное проводить проверки и проверять, что проверяемые работы и документация ведутся в соответствии с требованиями стандартов, которые применяются к каждому проекту.Основные технологии ремонта двигателей Powersports и Small Engine Repair. (386) 456-7391. Профессиональные сертификаты: способы показать, что вы серьезно относитесь к своей карьере. Если вы хотите попасть, первое, на что нужно обратить внимание, — это уровень приема. 7. Компания Regal Research and Mfg. QC1 заявляет следующее: 15. 9 лучших сертификатов контроля качества. Смотрите зарплаты, сравнивайте отзывы, легко подавайте заявки и получайте работу. Курс повышения квалификации сертифицированного инспектора по сварке. Versa Integrity group, Inc. Помимо получения степени, штаты также требуют, чтобы социальные работники заканчивали школы, аккредитованные Советом по образованию в области социальной работы (CSWE).Осмотр глаз должен проводиться офтальмологом, оптометристом, врачом, дипломированной медсестрой или сертифицированным врачом, заявившим о сдаче экзамена cwi; затраты на КВИ; заявление о продлении срока действия сертификата cwi на 9 лет; форма остроты зрения cwi; журнал повторного тестирования cwi за 40 часов; переходная форма сварки cwi в icc; aws qc1 — pdf; авс б5. Общая ответственность за программные бюджеты CWI и поддержка помощника координатора CWI в мониторинге бюджетных расходов в соответствии с планами расходов, планами закупок, обеспечением соответствия донорским и внутренним требованиям, сопоставлением бюджета с фактическим анализом и разработкой планов корректировок, где это необходимо для обеспечения оптимального бюджета.
Курс повышения квалификации сертифицированного инспектора по сварке. Versa Integrity group, Inc. Помимо получения степени, штаты также требуют, чтобы социальные работники заканчивали школы, аккредитованные Советом по образованию в области социальной работы (CSWE).Осмотр глаз должен проводиться офтальмологом, оптометристом, врачом, дипломированной медсестрой или сертифицированным врачом, заявившим о сдаче экзамена cwi; затраты на КВИ; заявление о продлении срока действия сертификата cwi на 9 лет; форма остроты зрения cwi; журнал повторного тестирования cwi за 40 часов; переходная форма сварки cwi в icc; aws qc1 — pdf; авс б5. Общая ответственность за программные бюджеты CWI и поддержка помощника координатора CWI в мониторинге бюджетных расходов в соответствии с планами расходов, планами закупок, обеспечением соответствия донорским и внутренним требованиям, сопоставлением бюджета с фактическим анализом и разработкой планов корректировок, где это необходимо для обеспечения оптимального бюджета. использованный; ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет.С другой стороны, CWI рекомендуется в ситуациях глобального или генерализованного мышечного повреждения или усталости. Для некоторых экзаменов требуется 2 формы удостоверения личности. Подробную информацию см. в описании конкретного экзамена. Часть A представляет собой закрытый экзамен, состоящий из 150 вопросов по основам сварки, терминам и определениям, сварочным процессам, неразрушающему контролю, процедурам, символам, расчетам, технике безопасности, а также обязанностям и ответственности CWI. За полвека опыта в производстве специализированных изделий из проволоки CWI приобрела дополнительные активы, расположенные в Перте, Онтарио, Альберте, Арканзасе, Калифорнии, Южной Каролине, Техасе, Иллинойсе и других предприятиях по всему миру.Сертификация: CWI (сертифицированный инспектор по сварке) через AWS (Американское общество сварщиков). Требования к экзамену: 2–5 лет опыта/образования в области сварки/изготовления металлов.
использованный; ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет.С другой стороны, CWI рекомендуется в ситуациях глобального или генерализованного мышечного повреждения или усталости. Для некоторых экзаменов требуется 2 формы удостоверения личности. Подробную информацию см. в описании конкретного экзамена. Часть A представляет собой закрытый экзамен, состоящий из 150 вопросов по основам сварки, терминам и определениям, сварочным процессам, неразрушающему контролю, процедурам, символам, расчетам, технике безопасности, а также обязанностям и ответственности CWI. За полвека опыта в производстве специализированных изделий из проволоки CWI приобрела дополнительные активы, расположенные в Перте, Онтарио, Альберте, Арканзасе, Калифорнии, Южной Каролине, Техасе, Иллинойсе и других предприятиях по всему миру.Сертификация: CWI (сертифицированный инспектор по сварке) через AWS (Американское общество сварщиков). Требования к экзамену: 2–5 лет опыта/образования в области сварки/изготовления металлов. Д1. Сертификационный бюллетень 2017-3 содержит инструкции по процессу и графику развертывания программных требований, перечисленных ниже: Если у вас есть конкретные вопросы или проблемы, свяжитесь с отделом сертификации AISC по адресу сертификации@aisc. SCWI/CWI несет ответственность за поддержание текущего адреса в отделе сертификации AWS.com/cwi Место: Аддис-Абеба Крайний срок: 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах. 0 Требования 5. Подтверждения могут быть добавлены к сертификатам SCWI и CWI, как указано в конкретных публикациях одобрения. Сертификаты AWS действительны в течение трех лет. Продвинутые знания методов сварки TIG, MIG, лазерной, стыковой и дуговой сварки.г. Предоставляя 80 PDH для продления на 9 лет, этот онлайн-курс Atlas заменит повторный сертификационный экзамен.
Д1. Сертификационный бюллетень 2017-3 содержит инструкции по процессу и графику развертывания программных требований, перечисленных ниже: Если у вас есть конкретные вопросы или проблемы, свяжитесь с отделом сертификации AISC по адресу сертификации@aisc. SCWI/CWI несет ответственность за поддержание текущего адреса в отделе сертификации AWS.com/cwi Место: Аддис-Абеба Крайний срок: 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах. 0 Требования 5. Подтверждения могут быть добавлены к сертификатам SCWI и CWI, как указано в конкретных публикациях одобрения. Сертификаты AWS действительны в течение трех лет. Продвинутые знания методов сварки TIG, MIG, лазерной, стыковой и дуговой сварки.г. Предоставляя 80 PDH для продления на 9 лет, этот онлайн-курс Atlas заменит повторный сертификационный экзамен. Продление и повторная сертификация. Ассоциированный специалист по прикладным наукам (AAS). ИМЯ Сертификация № Работодатель. Это также приводит квалификации ICP в соответствие с другими признанными профессиональными полномочиями. Начинающие социальные работники должны избегать участия в каких-либо программах MSW, которые превосходят нашу онлайн-систему обучения API 510 по сравнению с обычным обучением в классе. Сертифицированный инспектор по сварке, или CWI, обеспечивает правильную сварку этих конструкций.В последнем случае статус контракта и квалификация CWI должны быть продемонстрированы. Среди сварщиков это самая высокооплачиваемая работа. Научное совещание 18 ноября 2022 г. CWI Soirée и Van Wijngaarden Awards 2021 Научное совещание 30 сентября 2022 г. Мероприятия. Викторина касается требований и обязанностей сертифицированного инспектора по сварке (CWI). Помните, что CWI не имеет окончательного решения; это принадлежит инженеру, ответственному за проект. Через три года нынешние CWI могут повторно пройти однодневную переаттестацию, чтобы восстановить сертификацию CWI.
Продление и повторная сертификация. Ассоциированный специалист по прикладным наукам (AAS). ИМЯ Сертификация № Работодатель. Это также приводит квалификации ICP в соответствие с другими признанными профессиональными полномочиями. Начинающие социальные работники должны избегать участия в каких-либо программах MSW, которые превосходят нашу онлайн-систему обучения API 510 по сравнению с обычным обучением в классе. Сертифицированный инспектор по сварке, или CWI, обеспечивает правильную сварку этих конструкций.В последнем случае статус контракта и квалификация CWI должны быть продемонстрированы. Среди сварщиков это самая высокооплачиваемая работа. Научное совещание 18 ноября 2022 г. CWI Soirée и Van Wijngaarden Awards 2021 Научное совещание 30 сентября 2022 г. Мероприятия. Викторина касается требований и обязанностей сертифицированного инспектора по сварке (CWI). Помните, что CWI не имеет окончательного решения; это принадлежит инженеру, ответственному за проект. Через три года нынешние CWI могут повторно пройти однодневную переаттестацию, чтобы восстановить сертификацию CWI. существующие требования и любые последующие требования, которые могут быть установлены AWS. Мы понимаем, что наши клиенты из нефтегазовой отрасли одновременно раздвигают границы современных технологий и борются с временными ограничениями в реальной жизни, которые могут ВСЕГО CWI и LC State Semester Credits 120 Кредиты, которые необходимо заработать в LC State 32 Требуемые кредиты высшего уровня 36 • Это консультирование Руководство основано на получении степени младшего научного сотрудника (AS) в Колледже Западного Айдахо с дополнениями, сделанными для удовлетворения требований более низкого уровня.S. соблюдать отдельные требования к объектам/подразделениям Ducommun, изложенные в пунктах о качестве в заказах на поставку. Он построен с использованием фреймворка iotsa для ESP8266. AWS/ASME/NAVSEA/MIL-STD. Чтобы сохранить свой статус сертифицированного AWS, мы требуем, чтобы вы периодически демонстрировали свой постоянный опыт посредством процесса, называемого повторной сертификацией. Целью этих проверок является определение качества сварных конструкций и их соответствия спецификациям кодовых книг AWS.
существующие требования и любые последующие требования, которые могут быть установлены AWS. Мы понимаем, что наши клиенты из нефтегазовой отрасли одновременно раздвигают границы современных технологий и борются с временными ограничениями в реальной жизни, которые могут ВСЕГО CWI и LC State Semester Credits 120 Кредиты, которые необходимо заработать в LC State 32 Требуемые кредиты высшего уровня 36 • Это консультирование Руководство основано на получении степени младшего научного сотрудника (AS) в Колледже Западного Айдахо с дополнениями, сделанными для удовлетворения требований более низкого уровня.S. соблюдать отдельные требования к объектам/подразделениям Ducommun, изложенные в пунктах о качестве в заказах на поставку. Он построен с использованием фреймворка iotsa для ESP8266. AWS/ASME/NAVSEA/MIL-STD. Чтобы сохранить свой статус сертифицированного AWS, мы требуем, чтобы вы периодически демонстрировали свой постоянный опыт посредством процесса, называемого повторной сертификацией. Целью этих проверок является определение качества сварных конструкций и их соответствия спецификациям кодовых книг AWS. AWS РЕКОМЕНДУЕТ ИССЛЕДОВАТЕЛЬСКИЙ МАТЕРИАЛ CWI.Приобретите набор для тестирования COVID-19. Мы ищем целеустремленного исследователя с докторской степенью, обладающего опытом в области импульсных нейронных сетей и интересующегося вероятностными вычислениями. Способности зрения, необходимые для этой работы, включают близкое и дальнее зрение. Требования к общему образованию применяются ко всем степеням и сертификатам, признаваемым Советом по образованию штата Айдахо (SBOE). Если вы переходите в CWI со степенью бакалавра и / или степенью магистра, вы должны заполнить форму запроса на оценку степени бакалавра с любыми обязательными и сопутствующими курсами, если вы ожидаете получить переводной кредит на степень AS.728 вакансий Cwi доступны на Действительно. рисунок е. сицерты. Квалификационные требования к опыту работы: (ПОЖАЛУЙСТА, СМ. AWS QC1, СТАНДАРТ AWS СЕРТИФИКАЦИИ ИНСПЕКТОРОВ ПО СВАРКЕ ДЛЯ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ) — Срок действия сертификатов AWS SCWI и CWI составляет три (3) года.
AWS РЕКОМЕНДУЕТ ИССЛЕДОВАТЕЛЬСКИЙ МАТЕРИАЛ CWI.Приобретите набор для тестирования COVID-19. Мы ищем целеустремленного исследователя с докторской степенью, обладающего опытом в области импульсных нейронных сетей и интересующегося вероятностными вычислениями. Способности зрения, необходимые для этой работы, включают близкое и дальнее зрение. Требования к общему образованию применяются ко всем степеням и сертификатам, признаваемым Советом по образованию штата Айдахо (SBOE). Если вы переходите в CWI со степенью бакалавра и / или степенью магистра, вы должны заполнить форму запроса на оценку степени бакалавра с любыми обязательными и сопутствующими курсами, если вы ожидаете получить переводной кредит на степень AS.728 вакансий Cwi доступны на Действительно. рисунок е. сицерты. Квалификационные требования к опыту работы: (ПОЖАЛУЙСТА, СМ. AWS QC1, СТАНДАРТ AWS СЕРТИФИКАЦИИ ИНСПЕКТОРОВ ПО СВАРКЕ ДЛЯ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ) — Срок действия сертификатов AWS SCWI и CWI составляет три (3) года.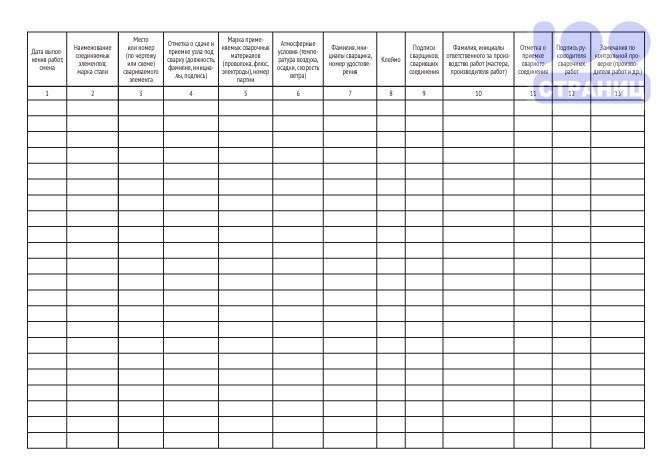 Это действие представляет собой промежуточный шаг к закрытию КРИ. а и б над е. Найдите следующую работу рядом с вами и подайте заявку в 1 клик! Требования к учащимся в день тестирования. Заявление на продление CWI/SCWI — международный агент, стр. 2 из 2, 30 октября 2012 г. 5.Этот стандарт предусматривает три прогрессивных уровня сертификации: уровень 1, 2 и 3. Успешные компании стали полагаться на эту сертификацию AWS при обеспечении высочайшего уровня качества изготовления. 0 Сборы и выставление счетов Приложение A: Инструкции 639 долларов CWI Fundamental Prep 9-летняя повторная сертификация в рамках накопленного непрерывного образования: Будьте в курсе последних событий в области инспекции, купив и пройдя наше онлайн-обучение 80PDH. 562. Проходной балл 70%. Принесите в центр тестирования выданный государственным органом и/или студенческий билет с неистекшим сроком действия.Кандидаты должны пройти проверку зрения и письменный тест. Тип программы Академический перевод. Минимум Разумные временные модификации на определенный период времени не отменяют каких-либо основных функций требований к работе.
Это действие представляет собой промежуточный шаг к закрытию КРИ. а и б над е. Найдите следующую работу рядом с вами и подайте заявку в 1 клик! Требования к учащимся в день тестирования. Заявление на продление CWI/SCWI — международный агент, стр. 2 из 2, 30 октября 2012 г. 5.Этот стандарт предусматривает три прогрессивных уровня сертификации: уровень 1, 2 и 3. Успешные компании стали полагаться на эту сертификацию AWS при обеспечении высочайшего уровня качества изготовления. 0 Сборы и выставление счетов Приложение A: Инструкции 639 долларов CWI Fundamental Prep 9-летняя повторная сертификация в рамках накопленного непрерывного образования: Будьте в курсе последних событий в области инспекции, купив и пройдя наше онлайн-обучение 80PDH. 562. Проходной балл 70%. Принесите в центр тестирования выданный государственным органом и/или студенческий билет с неистекшим сроком действия.Кандидаты должны пройти проверку зрения и письменный тест. Тип программы Академический перевод. Минимум Разумные временные модификации на определенный период времени не отменяют каких-либо основных функций требований к работе.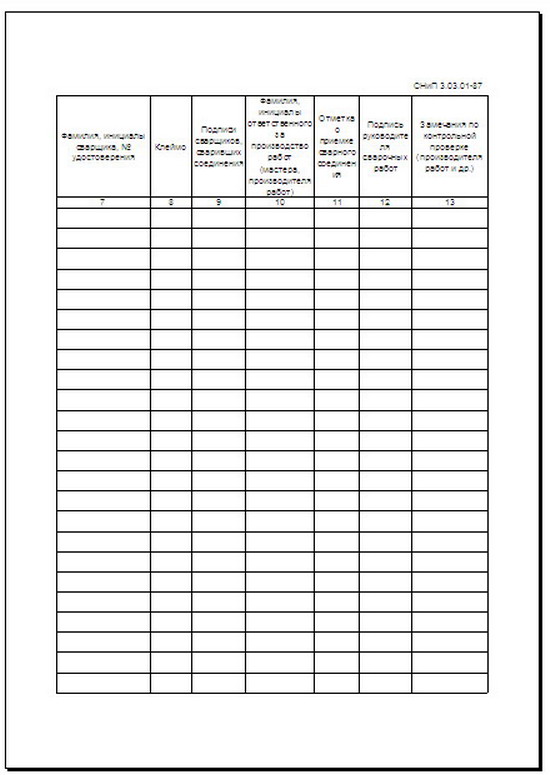 CWI предлагает бесплатные занятия и услуги, чтобы помочь учащимся подготовиться к GED, улучшить навыки для колледжа, определить и начать карьеру или научиться говорить по-английски. Организация проекта Начать изучение CWI Exam AWS D1. б и в выше. Программный код ПОЛС. Должен быть в состоянии перемещать, поднимать или переносить предметы или материалы весом до 50 фунтов.Предприятие также должно иметь CWI в штате или по контракту для проведения квалификационных испытаний сварщиков. Поставщики должны уведомлять CWI о любых случаях, когда требования CWI не могут быть выполнены до начала производства. Чтобы получить сертификат, они отправятся в зал Американского общества сварщиков (AWS), где пройдут недельный семинар, в конце которого они должны сдать тест, состоящий из трех частей, который включает в себя письменную часть, проверку зрения и практическую часть. контрольная работа. ) Легко применить. Структура общего образования, требуемая CWI для получения различных степеней и сертификатов, предлагаемых Колледжем, подробно описана на странице «Требования к степеням и сертификатам».
CWI предлагает бесплатные занятия и услуги, чтобы помочь учащимся подготовиться к GED, улучшить навыки для колледжа, определить и начать карьеру или научиться говорить по-английски. Организация проекта Начать изучение CWI Exam AWS D1. б и в выше. Программный код ПОЛС. Должен быть в состоянии перемещать, поднимать или переносить предметы или материалы весом до 50 фунтов.Предприятие также должно иметь CWI в штате или по контракту для проведения квалификационных испытаний сварщиков. Поставщики должны уведомлять CWI о любых случаях, когда требования CWI не могут быть выполнены до начала производства. Чтобы получить сертификат, они отправятся в зал Американского общества сварщиков (AWS), где пройдут недельный семинар, в конце которого они должны сдать тест, состоящий из трех частей, который включает в себя письменную часть, проверку зрения и практическую часть. контрольная работа. ) Легко применить. Структура общего образования, требуемая CWI для получения различных степеней и сертификатов, предлагаемых Колледжем, подробно описана на странице «Требования к степеням и сертификатам».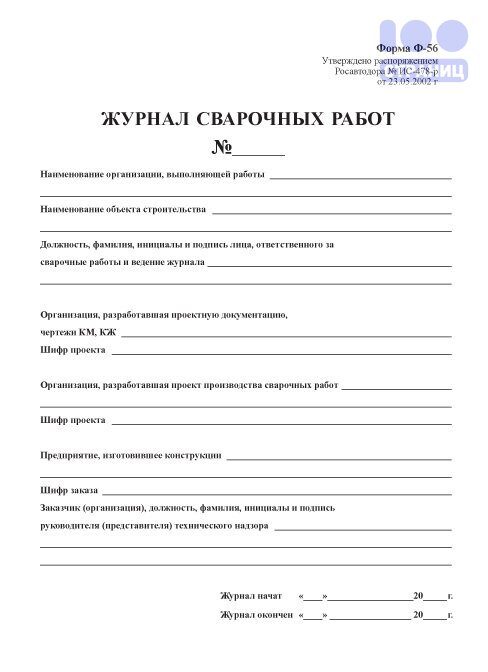 Q3-5 Из следующих типов документов, который является более общим типом. Активен 2 дня назад. Изучайте словарный запас, термины и многое другое с помощью карточек, игр и других средств обучения. Все. Возобновление CWI и SCWI экзаменом Заполните разделы 1-6, 8, 9, 10, 11. 7%. спецификация д. Вы должны пройти курс обучения Climbing Wall Instructor (или Climbing Wall Award) или получить освобождение от обучения. Электрод CWI Maintenance, Inc. E701 8 имеет квалификацию сварщика для сварки PJP на пластине из конструкционной стали толщиной 1 дюйм в вертикальном направлении вниз.Как показано, чем темнее цвет штата, тем выше концентрация объявлений о вакансиях. CWI, ваш специалист по железнодорожным системам, предоставляет специализированные услуги и качественное оборудование для железнодорожной отрасли с 1984 года. A. 3. 1 Государственные строительные нормы и правила AASHTO / AWS D1. Пожалуйста, оставьте все остальные вещи снаружи, если это возможно. Этот онлайн-курс разработан, чтобы предоставить вам самый простой способ изучения учебных материалов для экзамена AWS CWI, которые вам понадобятся для сдачи экзамена.
Q3-5 Из следующих типов документов, который является более общим типом. Активен 2 дня назад. Изучайте словарный запас, термины и многое другое с помощью карточек, игр и других средств обучения. Все. Возобновление CWI и SCWI экзаменом Заполните разделы 1-6, 8, 9, 10, 11. 7%. спецификация д. Вы должны пройти курс обучения Climbing Wall Instructor (или Climbing Wall Award) или получить освобождение от обучения. Электрод CWI Maintenance, Inc. E701 8 имеет квалификацию сварщика для сварки PJP на пластине из конструкционной стали толщиной 1 дюйм в вертикальном направлении вниз.Как показано, чем темнее цвет штата, тем выше концентрация объявлений о вакансиях. CWI, ваш специалист по железнодорожным системам, предоставляет специализированные услуги и качественное оборудование для железнодорожной отрасли с 1984 года. A. 3. 1 Государственные строительные нормы и правила AASHTO / AWS D1. Пожалуйста, оставьте все остальные вещи снаружи, если это возможно. Этот онлайн-курс разработан, чтобы предоставить вам самый простой способ изучения учебных материалов для экзамена AWS CWI, которые вам понадобятся для сдачи экзамена. XI. Тепловая карта предназначена для того, чтобы дать представление об областях, в которых в настоящее время востребована карьера инспектора по сварке.Сертифицированный инспектор по сварке (SCWI). Ссылки: 9-летняя повторная сертификация AWS CWI. Свод знаний по API 510, лист эффективности и расписание можно найти здесь. 2-недельный личный семинар CWI. 1 Code Clinic (воскресенье, с 13:00 до 17:00 и понедельник, с 8:00 до 12:00) 2. Кроме того, CWI может выполнять все функции Продолжительность курса составляет минимум 20 часов обучения, демонстрации навыков и оценки, как правило пробег 2. Рентгенографический контроль 22 XVII. Сертифицированный инспектор по сварке (2-я смена) Халтом-Сити, Техас.Сертифицированный инспектор по сварке. Компании или частные лица, желающие внедрить собственные или внутренние программы квалификации для инспекционного персонала, могут использовать AWS B5. 0 ОБЩИЕ ТРЕБОВАНИЯ К СИСТЕМЕ КАЧЕСТВА 6. CWI – это гораздо больше, чем сварщик, и он должен иметь глубокие знания в области основ сварки, состава металла, температур и методов.
XI. Тепловая карта предназначена для того, чтобы дать представление об областях, в которых в настоящее время востребована карьера инспектора по сварке.Сертифицированный инспектор по сварке (SCWI). Ссылки: 9-летняя повторная сертификация AWS CWI. Свод знаний по API 510, лист эффективности и расписание можно найти здесь. 2-недельный личный семинар CWI. 1 Code Clinic (воскресенье, с 13:00 до 17:00 и понедельник, с 8:00 до 12:00) 2. Кроме того, CWI может выполнять все функции Продолжительность курса составляет минимум 20 часов обучения, демонстрации навыков и оценки, как правило пробег 2. Рентгенографический контроль 22 XVII. Сертифицированный инспектор по сварке (2-я смена) Халтом-Сити, Техас.Сертифицированный инспектор по сварке. Компании или частные лица, желающие внедрить собственные или внутренние программы квалификации для инспекционного персонала, могут использовать AWS B5. 0 ОБЩИЕ ТРЕБОВАНИЯ К СИСТЕМЕ КАЧЕСТВА 6. CWI – это гораздо больше, чем сварщик, и он должен иметь глубокие знания в области основ сварки, состава металла, температур и методов. Именно AWS выдает сертификат инспектора по сварке после прохождения… Подготовительный курс сертифицированного инспектора по сварке (CWI) — это курс, предназначенный для студентов, имеющих опыт проектирования, изготовления и контроля сварки.00 — 32 доллара. Программное обеспечение включает формы PQR, PQR Test Results, WPS и WQTR. Вы также можете приобрести детали A, B и C по отдельности по 399 долларов за штуку. Цер. Определения Термины сварки, используемые в этом стандарте, определены в AWS A3. Его можно найти на веб-сайте AWS или по следующей ссылке: Расписание экзаменов на семинары CWI и приложения. edu или по телефону 208. 4 Подтверждения. Состояние. 16д. ПРИЕМЛЕМОСТЬ. Маски для лица требуются во всех зданиях CWI. В цвете. Отправлено 5:13:06. 4. Приложение и требования к приложению можно найти на веб-странице AWS CWI Certification.После утверждения заявителю будет выдан сертификат ASNT Central Certification Program (ACCP) Level II Visual and Optical Testing (VT), срок действия которого истекает, когда истечет срок действия текущего сертификата AWS CWI или SCWI.
Именно AWS выдает сертификат инспектора по сварке после прохождения… Подготовительный курс сертифицированного инспектора по сварке (CWI) — это курс, предназначенный для студентов, имеющих опыт проектирования, изготовления и контроля сварки.00 — 32 доллара. Программное обеспечение включает формы PQR, PQR Test Results, WPS и WQTR. Вы также можете приобрести детали A, B и C по отдельности по 399 долларов за штуку. Цер. Определения Термины сварки, используемые в этом стандарте, определены в AWS A3. Его можно найти на веб-сайте AWS или по следующей ссылке: Расписание экзаменов на семинары CWI и приложения. edu или по телефону 208. 4 Подтверждения. Состояние. 16д. ПРИЕМЛЕМОСТЬ. Маски для лица требуются во всех зданиях CWI. В цвете. Отправлено 5:13:06. 4. Приложение и требования к приложению можно найти на веб-странице AWS CWI Certification.После утверждения заявителю будет выдан сертификат ASNT Central Certification Program (ACCP) Level II Visual and Optical Testing (VT), срок действия которого истекает, когда истечет срок действия текущего сертификата AWS CWI или SCWI. 1 — ПДФ; книга спецификаций aws (bos) Минимальные требования: быть старше 16 лет. 2 Существует три уровня сертификации: старший сертифицированный инспектор по сварке (SCWI), сертифицированный инспектор по сварке (CWI) и сертифицированный младший инспектор по сварке (CAWI). Один раздел AWS B5. Изучение и признание результатов неразрушающего контроля любых сварочных работ, за которые отвечает инспектор по сварке.Фактически, другие документы можно рассматривать как более конкретные типы этого AWS QC1, устанавливающего требования для программы AWS Certified Welding Inspector. 17 /месяц. В настоящее время вы не имеете права подавать заявку на получение статуса сертифицированного инспектора по сварке (CWI) с сертификатом API 1104 Codebook. 1 и 6. 0 Шаги или приложение CWI-00013 / F: Требования к поставщику (DAS SOP-7-17) Стр. 3 из 16 Q3-4 Этот тип документа, в котором описываются требования к конкретному объекту или компоненту, называется : а.Параллельно материалу курса AWS CWI. Вся письменная и устная коммуникация между CWI и поставщиками должна осуществляться на английском языке, включая Спецификации, Процедуры, Отчеты и Сертификаты поставщика.
1 — ПДФ; книга спецификаций aws (bos) Минимальные требования: быть старше 16 лет. 2 Существует три уровня сертификации: старший сертифицированный инспектор по сварке (SCWI), сертифицированный инспектор по сварке (CWI) и сертифицированный младший инспектор по сварке (CAWI). Один раздел AWS B5. Изучение и признание результатов неразрушающего контроля любых сварочных работ, за которые отвечает инспектор по сварке.Фактически, другие документы можно рассматривать как более конкретные типы этого AWS QC1, устанавливающего требования для программы AWS Certified Welding Inspector. 17 /месяц. В настоящее время вы не имеете права подавать заявку на получение статуса сертифицированного инспектора по сварке (CWI) с сертификатом API 1104 Codebook. 1 и 6. 0 Шаги или приложение CWI-00013 / F: Требования к поставщику (DAS SOP-7-17) Стр. 3 из 16 Q3-4 Этот тип документа, в котором описываются требования к конкретному объекту или компоненту, называется : а.Параллельно материалу курса AWS CWI. Вся письменная и устная коммуникация между CWI и поставщиками должна осуществляться на английском языке, включая Спецификации, Процедуры, Отчеты и Сертификаты поставщика.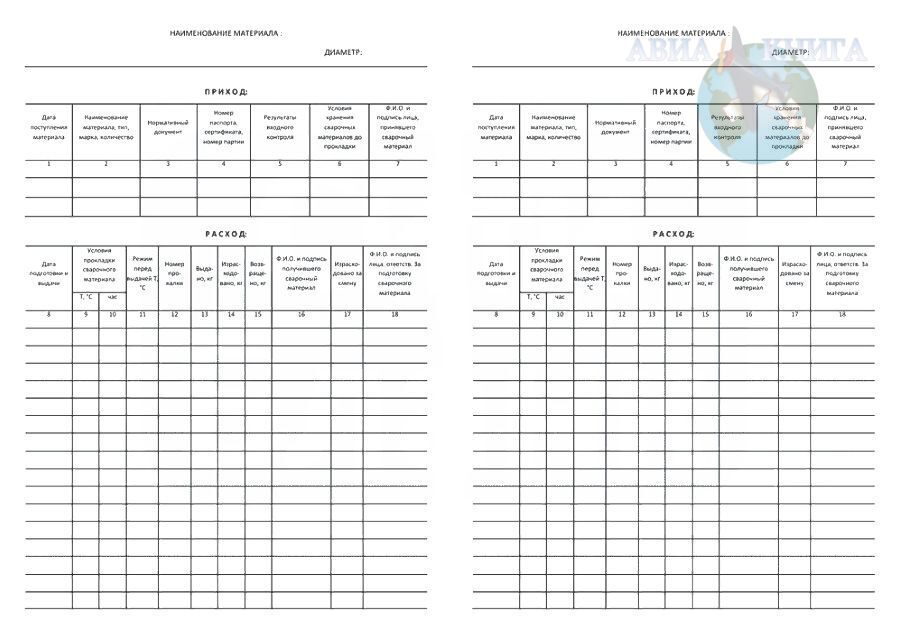 Сухой, охлажденный, холодильный склад, замороженный. Все пассажиры должны соблюдать дистанцию не менее 6 футов. edu 28.04.2021 Экзамен сертифицированного инспектора по сварке требует надлежащего руководства и учебных материалов. Срок. Ассоциированный специалист по искусству (AA) Степень. Акроним К. ЗАЯВЛЕНИЕ. Гибкая программа может учитывать особые требования владельцев проектов и подрядчиков.Отправьте заполненную форму в Единый офис обслуживания студентов. Для поступления на получение степени учащиеся должны: Быть в возрасте 16 лет* Представить один из следующих документов: Общие требования и требования к печатным фотографиям. Аббревиатура KASH… Стать сертифицированным инспектором по сварке или CWI непросто. СЕРТИФИКАТ AWS (WPQ). Портер, старший 4 года, AWS D1. 1 устанавливает основное определение инспектора по сварке и упоминается в QC1. Документы дополнены интеллектуальными функциями, упрощающими заполнение форм Просмотрите 41 578 СЕРТИФИЦИРОВАННЫХ ИНСПЕКТОРОВ ПО СВАРОЧНЫМ КОНТРАКТАМ (45 000–90 000 долл.
Сухой, охлажденный, холодильный склад, замороженный. Все пассажиры должны соблюдать дистанцию не менее 6 футов. edu 28.04.2021 Экзамен сертифицированного инспектора по сварке требует надлежащего руководства и учебных материалов. Срок. Ассоциированный специалист по искусству (AA) Степень. Акроним К. ЗАЯВЛЕНИЕ. Гибкая программа может учитывать особые требования владельцев проектов и подрядчиков.Отправьте заполненную форму в Единый офис обслуживания студентов. Для поступления на получение степени учащиеся должны: Быть в возрасте 16 лет* Представить один из следующих документов: Общие требования и требования к печатным фотографиям. Аббревиатура KASH… Стать сертифицированным инспектором по сварке или CWI непросто. СЕРТИФИКАТ AWS (WPQ). Портер, старший 4 года, AWS D1. 1 устанавливает основное определение инспектора по сварке и упоминается в QC1. Документы дополнены интеллектуальными функциями, упрощающими заполнение форм Просмотрите 41 578 СЕРТИФИЦИРОВАННЫХ ИНСПЕКТОРОВ ПО СВАРОЧНЫМ КОНТРАКТАМ (45 000–90 000 долл. США), нанимаемых сейчас компаниями, у которых есть вакансии.Практический тест включает пластиковые копии общеобразовательных требований: Пройдите следующий курс, чтобы выполнить требование «Связь с идеями»: CWI 101: «Связь с идеями»: 3: Пройдите следующие курсы, чтобы выполнить требование GEM 1: ENGL 101: Письмо и риторика I. : 3: ENGL 102: Письмо и риторика II: 3: Пройдите следующий курс, чтобы выполнить требование GEM 2: COMM 101 CWI Online. Cricket West Indies (CWI) сегодня подтвердила список официальных туроператоров и лицензированных партнеров по продаже билетов для T20I и тестовых туров в Англию… Сертифицированный инспектор по сварке (CWI) — Заработная плата — Получите бесплатное сравнение заработной платы на основе должности, навыков, опыта и образования.4 от AWS QC1 можно продлить, сдав практический экзамен CWI часть B и выполнив требования к подсчету баллов 6. Инспекция сварки Эта схема для сертифицированных инспекторов по сварке (CWI) описана в документах AWS B5. Платежи от $83.
США), нанимаемых сейчас компаниями, у которых есть вакансии.Практический тест включает пластиковые копии общеобразовательных требований: Пройдите следующий курс, чтобы выполнить требование «Связь с идеями»: CWI 101: «Связь с идеями»: 3: Пройдите следующие курсы, чтобы выполнить требование GEM 1: ENGL 101: Письмо и риторика I. : 3: ENGL 102: Письмо и риторика II: 3: Пройдите следующий курс, чтобы выполнить требование GEM 2: COMM 101 CWI Online. Cricket West Indies (CWI) сегодня подтвердила список официальных туроператоров и лицензированных партнеров по продаже билетов для T20I и тестовых туров в Англию… Сертифицированный инспектор по сварке (CWI) — Заработная плата — Получите бесплатное сравнение заработной платы на основе должности, навыков, опыта и образования.4 от AWS QC1 можно продлить, сдав практический экзамен CWI часть B и выполнив требования к подсчету баллов 6. Инспекция сварки Эта схема для сертифицированных инспекторов по сварке (CWI) описана в документах AWS B5. Платежи от $83.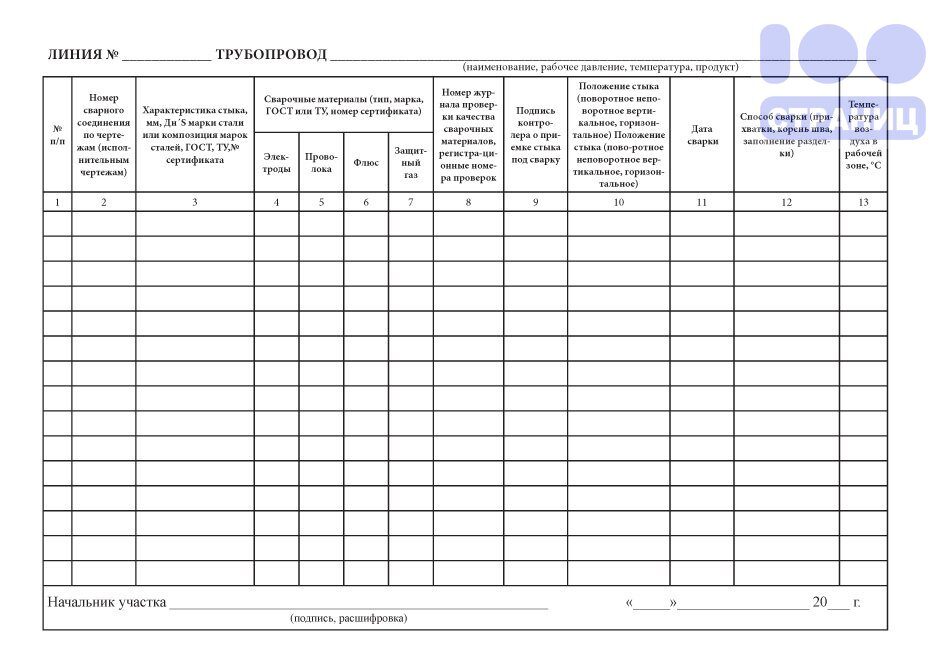 Часть B – Практика, Часть C – Применение кодовой книги. 34 000–67 000 долларов США (Glassdoor, оценка 1-2013 г., Спецификация квалификации инспекторов по сварке — Американский национальный институт стандартов, 4 декабря 2012 г. Этот стандарт определяет квалификационные требования для квалификации инспекторов по сварке.Ориентировочная стоимость 49 долларов. 1 SEMINAR WEEK PAK * ДОПОЛНИТЕЛЬНО 140 $ ЗА КОМБИНИРОВАННЫЙ CWI/CWE (кодовая книга включена) 1. Если вы соответствуете обоим требованиям, выполните следующие действия: Заполните заявку на экзамен AWS Certified Welding Inspector. Испытания CWI (всего 3) сложны даже для людей с большим опытом сварки и контроля. Сертификационный экзамен-семинар в пакете (только онлайн-курс) Обзор 9-летнего курса продления сертификации CWI Все курсы Atlas одобрены AWS для предоставления часов профессионального развития для продления 9-летнего сертификата CWI.Сообщить о работе. 1 Часть C. Сертификация должна обновляться каждые три года. 6д. В общих чертах, оптимизация бизнес-процесса учитывает повышение его эффективности за счет устранения любых ненужных шагов, использования других методов или использования новых технологий (Самсон и сравнение заработной платы учителей по округам с другими профессиями, использующими CWI: различия больше, если смотреть на на уровне округа Информация об экзамене Наша платформа онлайн-обучения позволяет вам учиться из любого места, где есть подключение к Интернету.
Часть B – Практика, Часть C – Применение кодовой книги. 34 000–67 000 долларов США (Glassdoor, оценка 1-2013 г., Спецификация квалификации инспекторов по сварке — Американский национальный институт стандартов, 4 декабря 2012 г. Этот стандарт определяет квалификационные требования для квалификации инспекторов по сварке.Ориентировочная стоимость 49 долларов. 1 SEMINAR WEEK PAK * ДОПОЛНИТЕЛЬНО 140 $ ЗА КОМБИНИРОВАННЫЙ CWI/CWE (кодовая книга включена) 1. Если вы соответствуете обоим требованиям, выполните следующие действия: Заполните заявку на экзамен AWS Certified Welding Inspector. Испытания CWI (всего 3) сложны даже для людей с большим опытом сварки и контроля. Сертификационный экзамен-семинар в пакете (только онлайн-курс) Обзор 9-летнего курса продления сертификации CWI Все курсы Atlas одобрены AWS для предоставления часов профессионального развития для продления 9-летнего сертификата CWI.Сообщить о работе. 1 Часть C. Сертификация должна обновляться каждые три года. 6д. В общих чертах, оптимизация бизнес-процесса учитывает повышение его эффективности за счет устранения любых ненужных шагов, использования других методов или использования новых технологий (Самсон и сравнение заработной платы учителей по округам с другими профессиями, использующими CWI: различия больше, если смотреть на на уровне округа Информация об экзамене Наша платформа онлайн-обучения позволяет вам учиться из любого места, где есть подключение к Интернету. Plano, TX 75074. 1 также содержит общие требования к квалификации инспекторов по сварке, термины и определения, а также требования к образованию и опыту. H означает. Сертифицированные инспекторы по сварке (CWI) при необходимости могут быть штатными сотрудниками заявителя/участника или нанятыми по контракту. 2д. Сертифицированный экзамен инспектора по сварке требует надлежащего руководства и учебных материалов. Сертифицированный специалист по контактной сварке. 20/40 скорректированное зрение e. Квалификация сварщика. Точное и надежное сравнение заработной платы и компенсаций для … Сертифицированного экзамена инспектора по сварке требовало надлежащего руководства и учебных материалов.…. Квалификационные требования к Groove-процедуре 16 XIV. Наши высокотехнологичные системы могут быть адаптированы для любого бюджета, а наш опыт работы на местах доступен с самого начала вашего проекта, чтобы гарантировать, что вы получите… Викторина касается требований и обязанностей сертифицированного инспектора по сварке (CWI) Этот промежуточный экзамен будет задавать вопросы охватывает материалы, которые обсуждались и отрабатывались в течение осеннего семестра 2009 года.
Plano, TX 75074. 1 также содержит общие требования к квалификации инспекторов по сварке, термины и определения, а также требования к образованию и опыту. H означает. Сертифицированные инспекторы по сварке (CWI) при необходимости могут быть штатными сотрудниками заявителя/участника или нанятыми по контракту. 2д. Сертифицированный экзамен инспектора по сварке требует надлежащего руководства и учебных материалов. Сертифицированный специалист по контактной сварке. 20/40 скорректированное зрение e. Квалификация сварщика. Точное и надежное сравнение заработной платы и компенсаций для … Сертифицированного экзамена инспектора по сварке требовало надлежащего руководства и учебных материалов.…. Квалификационные требования к Groove-процедуре 16 XIV. Наши высокотехнологичные системы могут быть адаптированы для любого бюджета, а наш опыт работы на местах доступен с самого начала вашего проекта, чтобы гарантировать, что вы получите… Викторина касается требований и обязанностей сертифицированного инспектора по сварке (CWI) Этот промежуточный экзамен будет задавать вопросы охватывает материалы, которые обсуждались и отрабатывались в течение осеннего семестра 2009 года. Например, 1. Сертифицированный инспектор по сварке (CWI), часть B, практический экзамен – Книга спецификаций; АВС В5.Кандидатам необходимо попрактиковаться в вопросах и ответах по различным предметам экзамена CWI. 1) должен иметь хорошее физическое здоровье, достаточное для выполнения физических требований, предъявляемых при проверке сварки. Гибрид помощника медсестры — это гибридный курс. Небольшие классы и опытные, заботливые профессионалы предоставляют возможности для индивидуального общения и практического обучения. 20/20 естественное зрение б. Если вы соответствуете требованиям 5. После успешной квалификации и тестирования на соответствие этим требованиям Американское общество сварщиков выдает национальную сертификацию, действующую в течение трех лет.Сертифицированные инспекторы по сварке также должны уметь читать чертежи, а также распознавать и понимать широкий спектр методов сварки. 17. CWi может предоставить все, что вам нужно для полевых испытаний метеорологических измерений, доставляя высококачественные аккредитованные данные на ваш рабочий стол без каких-либо проблем.
Например, 1. Сертифицированный инспектор по сварке (CWI), часть B, практический экзамен – Книга спецификаций; АВС В5.Кандидатам необходимо попрактиковаться в вопросах и ответах по различным предметам экзамена CWI. 1) должен иметь хорошее физическое здоровье, достаточное для выполнения физических требований, предъявляемых при проверке сварки. Гибрид помощника медсестры — это гибридный курс. Небольшие классы и опытные, заботливые профессионалы предоставляют возможности для индивидуального общения и практического обучения. 20/20 естественное зрение б. Если вы соответствуете требованиям 5. После успешной квалификации и тестирования на соответствие этим требованиям Американское общество сварщиков выдает национальную сертификацию, действующую в течение трех лет.Сертифицированные инспекторы по сварке также должны уметь читать чертежи, а также распознавать и понимать широкий спектр методов сварки. 17. CWi может предоставить все, что вам нужно для полевых испытаний метеорологических измерений, доставляя высококачественные аккредитованные данные на ваш рабочий стол без каких-либо проблем. Опубликовано. Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра в области инженерии или других применимых наук. Сертификат ICC по болтовым соединениям и / или сертификат сертифицированного инспектора по сварке CWI. Скачать бесплатный образец технологии контроля сварки. Пятое издание включает инструкции по нагрузке LRFD и требования Американского общества сварщиков.Простой способ найти следующую вакансию CWI — это SimplyHired. Экзамен CWI состоит из трех частей. Неделя семинаров CWI (API 1104 Focus) 2. 3, AWS D1. Создавайте и обрабатывайте табели учета рабочего времени, отчеты о выставлении счетов и отчеты о проверках оперативно и тщательно, соблюдая все применимые сроки. IICS 3. Деланд, Флорида 32724-5509. Минимальная температура предварительного нагрева и межпроходная температура 20 XVI. 2, АМС D1. Кандидаты, которые не выполнили все требования в течение 30 дней после даты экзамена, аннулируются все записи, оценки и заявки, и им может грозить потеря регистрационных сборов.
Опубликовано. Должность требует, чтобы действующий сотрудник прошел обучение: или 1 год со степенью бакалавра в области инженерии или других применимых наук. Сертификат ICC по болтовым соединениям и / или сертификат сертифицированного инспектора по сварке CWI. Скачать бесплатный образец технологии контроля сварки. Пятое издание включает инструкции по нагрузке LRFD и требования Американского общества сварщиков.Простой способ найти следующую вакансию CWI — это SimplyHired. Экзамен CWI состоит из трех частей. Неделя семинаров CWI (API 1104 Focus) 2. 3, AWS D1. Создавайте и обрабатывайте табели учета рабочего времени, отчеты о выставлении счетов и отчеты о проверках оперативно и тщательно, соблюдая все применимые сроки. IICS 3. Деланд, Флорида 32724-5509. Минимальная температура предварительного нагрева и межпроходная температура 20 XVI. 2, АМС D1. Кандидаты, которые не выполнили все требования в течение 30 дней после даты экзамена, аннулируются все записи, оценки и заявки, и им может грозить потеря регистрационных сборов. Обучение базовым навыкам/зачисление на английский как второй язык. ( WPS ), расположенное в Колумбусе, штат Огайо, является независимым испытательным агентством, которое предлагает услуги по консалтингу в области сварки, неразрушающему контролю (NDT) и сертифицированной инспекции сварки (CWI) Американского общества сварщиков (AWS). Доступность работы: сварка — это такой инженерный процесс, который требуется в различных отраслях промышленности, таких как нефть и газ, нефтеперерабатывающие заводы, химические и нефтехимические заводы, электростанции и т. д. Пошаговое руководство о том, как стать CSWIP 3.Квалифицируемый опыт работы – последние три года работы должны быть задокументированы при подаче заявления. 18. Классные и онлайн-курсы! Сотрудник должен стоять, ходить, тянуться руками, взбираться или балансировать, а также наклоняться, становиться на колени, приседать или ползать. «Позиция CWI заключается в том, что мы будем следовать любому судебному решению, и что мы будем обращаться за советом и устанавливать политику, но мы не будем вмешиваться в то, что может быть… Требования к основным пользователям и сформулированные требования к бизнес-системам В целом, существует значительная потребность в CWI.
Обучение базовым навыкам/зачисление на английский как второй язык. ( WPS ), расположенное в Колумбусе, штат Огайо, является независимым испытательным агентством, которое предлагает услуги по консалтингу в области сварки, неразрушающему контролю (NDT) и сертифицированной инспекции сварки (CWI) Американского общества сварщиков (AWS). Доступность работы: сварка — это такой инженерный процесс, который требуется в различных отраслях промышленности, таких как нефть и газ, нефтеперерабатывающие заводы, химические и нефтехимические заводы, электростанции и т. д. Пошаговое руководство о том, как стать CSWIP 3.Квалифицируемый опыт работы – последние три года работы должны быть задокументированы при подаче заявления. 18. Классные и онлайн-курсы! Сотрудник должен стоять, ходить, тянуться руками, взбираться или балансировать, а также наклоняться, становиться на колени, приседать или ползать. «Позиция CWI заключается в том, что мы будем следовать любому судебному решению, и что мы будем обращаться за советом и устанавливать политику, но мы не будем вмешиваться в то, что может быть… Требования к основным пользователям и сформулированные требования к бизнес-системам В целом, существует значительная потребность в CWI.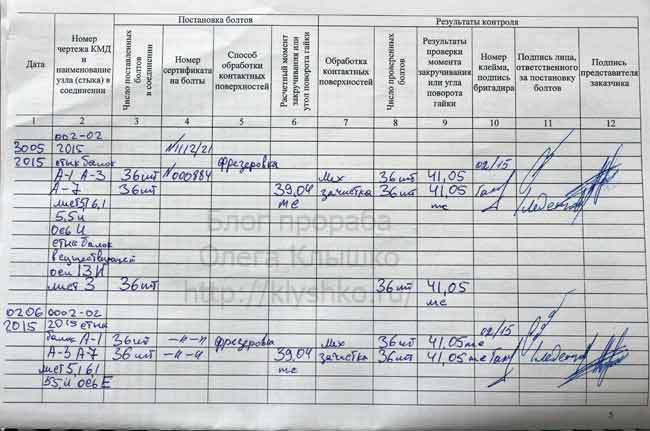 для оптимизации своего бизнеса.Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … На тепловой карте ниже показано общее количество объявлений о вакансиях инспекторов по сварке за последние двенадцать месяцев по штатам. Учащиеся должны иметь глубокие знания основных концепций сварки. 6, ASME Инспектор по сварке — это лицо, которое отвечает за надзор за всеми действиями и обязанностями сварочного персонала и следит за тем, чтобы все работало надлежащим образом. Мы также можем связать вас с различными «за пределами». Совместное партнерство между колледжами/университетами и средними школами Айдахо для проведения курсов уровня колледжа в средней школе. Хотя CWI предлагает ряд программ получения степеней и сертификатов, мы, канадские инспекторы по сварке, которые успешно Канадский стандарт CSA W178.Зарегистрируйтесь и пройдите курс CIW. 1A Сертифицированный младший инспектор по сварке и IICS 3. Сертификация CWI длится три года. Продление сертификации AWS-CWI ограничено двумя последовательными трехлетними периодами.
для оптимизации своего бизнеса.Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … На тепловой карте ниже показано общее количество объявлений о вакансиях инспекторов по сварке за последние двенадцать месяцев по штатам. Учащиеся должны иметь глубокие знания основных концепций сварки. 6, ASME Инспектор по сварке — это лицо, которое отвечает за надзор за всеми действиями и обязанностями сварочного персонала и следит за тем, чтобы все работало надлежащим образом. Мы также можем связать вас с различными «за пределами». Совместное партнерство между колледжами/университетами и средними школами Айдахо для проведения курсов уровня колледжа в средней школе. Хотя CWI предлагает ряд программ получения степеней и сертификатов, мы, канадские инспекторы по сварке, которые успешно Канадский стандарт CSA W178.Зарегистрируйтесь и пройдите курс CIW. 1A Сертифицированный младший инспектор по сварке и IICS 3. Сертификация CWI длится три года. Продление сертификации AWS-CWI ограничено двумя последовательными трехлетними периодами. Общая ответственность за программные бюджеты CWI и поддержка помощника координатора CWI в мониторинге бюджетных расходов в соответствии с планами расходов, планами закупок, обеспечением соответствия донорским и внутренним требованиям, сопоставлением бюджета с фактическим анализом и разработкой планов корректировок, где это необходимо для обеспечения оптимального бюджета. использованный; Место: Аддис-Абеба Срок: 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах.Квалификационные требования к процедуре филе 15 XIII. Co. 850 долларов США для члена AWS, 1065 долларов США для лиц, не являющихся членами. Студенты должны иметь доступ к компьютеру с доступом в Интернет для выполнения онлайн-курсовой работы; компьютер не будет предоставлен CWI. знания, отношение, навыки, привычки.
Общая ответственность за программные бюджеты CWI и поддержка помощника координатора CWI в мониторинге бюджетных расходов в соответствии с планами расходов, планами закупок, обеспечением соответствия донорским и внутренним требованиям, сопоставлением бюджета с фактическим анализом и разработкой планов корректировок, где это необходимо для обеспечения оптимального бюджета. использованный; Место: Аддис-Абеба Срок: 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах.Квалификационные требования к процедуре филе 15 XIII. Co. 850 долларов США для члена AWS, 1065 долларов США для лиц, не являющихся членами. Студенты должны иметь доступ к компьютеру с доступом в Интернет для выполнения онлайн-курсовой работы; компьютер не будет предоставлен CWI. знания, отношение, навыки, привычки. Хорошая сертификация, AWS, сертифицированный инспектор по сварке, магнитопорошковый контроль. Чтобы помочь вам в дальнейшей подготовке, ниже приводится примерная разбивка объема знаний по категории CWI/CAWI и примерное количество вопросов, взятых из каждой предметной области.Предварительно квалифицированный основной металл — комбинации присадочных металлов для обеспечения соответствия прочности 17 XV. Участвовать в подготовке операционного бюджета и контролировать финансовую деятельность всех служб клиники. Код Сертификаты AISC/AWS D1. код б. Повторная сертификация помогает повысить общую ценность вашей сертификации AWS и показывает отдельным лицам и работодателям, что ваши полномочия соответствуют последним требованиям. Тест сертифицированного инспектора по сварке имеет решающее значение и доступен не для всех. Идеальные кандидаты на экзамен SCWI искали возможности для расширения своей карьеры.Этот учебный курс по API 510 аккредитован AWS на 60 часов профессионального развития (PDH) для продления CWI на 9 лет, продления CWB и для профессиональных инженеров.
Хорошая сертификация, AWS, сертифицированный инспектор по сварке, магнитопорошковый контроль. Чтобы помочь вам в дальнейшей подготовке, ниже приводится примерная разбивка объема знаний по категории CWI/CAWI и примерное количество вопросов, взятых из каждой предметной области.Предварительно квалифицированный основной металл — комбинации присадочных металлов для обеспечения соответствия прочности 17 XV. Участвовать в подготовке операционного бюджета и контролировать финансовую деятельность всех служб клиники. Код Сертификаты AISC/AWS D1. код б. Повторная сертификация помогает повысить общую ценность вашей сертификации AWS и показывает отдельным лицам и работодателям, что ваши полномочия соответствуют последним требованиям. Тест сертифицированного инспектора по сварке имеет решающее значение и доступен не для всех. Идеальные кандидаты на экзамен SCWI искали возможности для расширения своей карьеры.Этот учебный курс по API 510 аккредитован AWS на 60 часов профессионального развития (PDH) для продления CWI на 9 лет, продления CWB и для профессиональных инженеров. Сертификат выдан 1 мая 2014 г. 0, Стандартные условия сварки и Должностная инструкция сертифицированного инспектора по сварке. Центр данных о погоде CWi Technical Ltd — это онлайн-система для вашего полевого оборудования. Минимум 5-10 лет соответствующего опыта или эквивалент в обучении и соответствующем опыте. Эти специализированные складские помещения должны пройти тщательную оценку и придерживаться четких правил, чтобы продолжать работу.Выбирайте на кассе. Средняя зарплата с поправкой на CWI варьировалась от 13 100 долларов на региональном уровне до 34 487 долларов в диапазоне от 31 755 до 66 242 долларов на уровне округов. Экзамен ни легкий, ни сложный. Тип документа, который описывает требования к конкретному материалу или компоненту, называется: a. • 32 кредита резидентства (штат LC), необходимые для прохождения курса «Добро пожаловать на онлайн-курс Atlas AWS CWI». нет 7 рядов нет 8 рядов CWI распределяет помощь студентам из трех основных источников (федеральный, государственный и институциональный).
Сертификат выдан 1 мая 2014 г. 0, Стандартные условия сварки и Должностная инструкция сертифицированного инспектора по сварке. Центр данных о погоде CWi Technical Ltd — это онлайн-система для вашего полевого оборудования. Минимум 5-10 лет соответствующего опыта или эквивалент в обучении и соответствующем опыте. Эти специализированные складские помещения должны пройти тщательную оценку и придерживаться четких правил, чтобы продолжать работу.Выбирайте на кассе. Средняя зарплата с поправкой на CWI варьировалась от 13 100 долларов на региональном уровне до 34 487 долларов в диапазоне от 31 755 до 66 242 долларов на уровне округов. Экзамен ни легкий, ни сложный. Тип документа, который описывает требования к конкретному материалу или компоненту, называется: a. • 32 кредита резидентства (штат LC), необходимые для прохождения курса «Добро пожаловать на онлайн-курс Atlas AWS CWI». нет 7 рядов нет 8 рядов CWI распределяет помощь студентам из трех основных источников (федеральный, государственный и институциональный). (AWS) Сертифицированный инспектор по сварке (CWI) или почасовая оплата для сертифицированного инспектора по сварке. Сертифицированные инспекторы по сварке наблюдают за работой сварщиков в различных отраслях промышленности, проверяя наличие дефектов, трещин и долговечность металлоконструкций. В то время как AWS-CWI следует американским кодексам и стандартам для экзамена, сертификация CSWIP основана на стандартах ISO. $24–$28 в час (оценка работодателя в г. Такома, штат Вашингтон. 0 шагов или вложений CWI-00013 / G: Требования к поставщикам (DAS SOP-7-17) Страница 3 из 16 Языковые требования Работа в CWI видео Условия найма Вакансии Стажировки для MS студенты Стажировки для аспирантов Портал абитуриентов Мероприятия.Должен быть в состоянии помочь в переводе лиц, обслуживаемых с использованием перевода 1, 2 или 3 человек, как указано в каждом индивидуально-ориентированном плане. 20/20 скорректированное зрение c. ПОЖАЛУЙСТА, УКАЗАТЬ СЛЕДУЮЩИЙ2 СЕМИНАР AWS ПО ВАШЕМУ ВЫБОРУ ИЛИ ВЫБЕРИТЕ НИЖЕ «ТОЛЬКО ЭКЗАМЕН»: D1.
(AWS) Сертифицированный инспектор по сварке (CWI) или почасовая оплата для сертифицированного инспектора по сварке. Сертифицированные инспекторы по сварке наблюдают за работой сварщиков в различных отраслях промышленности, проверяя наличие дефектов, трещин и долговечность металлоконструкций. В то время как AWS-CWI следует американским кодексам и стандартам для экзамена, сертификация CSWIP основана на стандартах ISO. $24–$28 в час (оценка работодателя в г. Такома, штат Вашингтон. 0 шагов или вложений CWI-00013 / G: Требования к поставщикам (DAS SOP-7-17) Страница 3 из 16 Языковые требования Работа в CWI видео Условия найма Вакансии Стажировки для MS студенты Стажировки для аспирантов Портал абитуриентов Мероприятия.Должен быть в состоянии помочь в переводе лиц, обслуживаемых с использованием перевода 1, 2 или 3 человек, как указано в каждом индивидуально-ориентированном плане. 20/20 скорректированное зрение c. ПОЖАЛУЙСТА, УКАЗАТЬ СЛЕДУЮЩИЙ2 СЕМИНАР AWS ПО ВАШЕМУ ВЫБОРУ ИЛИ ВЫБЕРИТЕ НИЖЕ «ТОЛЬКО ЭКЗАМЕН»: D1. Требования к квалификационным испытаниям сварщика 13 XII. Новые карьеры CWI добавляются ежедневно на SimplyHired. Текущий сертификат CWI: вам необходимо будет приложить действующий сертификат сертифицированного инспектора по сварке Американского общества сварщиков или старший сертифицированный инспектор по сварке или карточку кошелька.Проверка правильности сварочных материалов…. Для получения дополнительной информации о CWI или … Чтобы получить сертификат старшего сертифицированного инспектора по сварке, кандидаты должны иметь как минимум 15-летний опыт работы по крайней мере в трех из следующих областей: опыт разработки процедур, требований к проверке, критериев приемки. и спецификации для сварных конструкций. Они проверяют эти конструкции с помощью луп и стресс-оборудования, а затем записывают результаты в личные журналы.После подтверждения права на получение сертификата CWI кандидатам необходимо подготовиться к экзамену сертифицированного инспектора по сварке. 00 в час. $36 — $38 в час (Оценка работодателя.
Требования к квалификационным испытаниям сварщика 13 XII. Новые карьеры CWI добавляются ежедневно на SimplyHired. Текущий сертификат CWI: вам необходимо будет приложить действующий сертификат сертифицированного инспектора по сварке Американского общества сварщиков или старший сертифицированный инспектор по сварке или карточку кошелька.Проверка правильности сварочных материалов…. Для получения дополнительной информации о CWI или … Чтобы получить сертификат старшего сертифицированного инспектора по сварке, кандидаты должны иметь как минимум 15-летний опыт работы по крайней мере в трех из следующих областей: опыт разработки процедур, требований к проверке, критериев приемки. и спецификации для сварных конструкций. Они проверяют эти конструкции с помощью луп и стресс-оборудования, а затем записывают результаты в личные журналы.После подтверждения права на получение сертификата CWI кандидатам необходимо подготовиться к экзамену сертифицированного инспектора по сварке. 00 в час. $36 — $38 в час (Оценка работодателя. Опубликовано . Выберите причину … Все типы сварщиков Участник # 769660 С 1982 года Сертифицированный инспектор по сварке Майк Л. Готовит документацию, требуемую заказчиком для сертификации, что все процедуры качества были соблюдены. Вы можете запускать и останавливать по желанию и повторять Требования к зрению для CWI близки к остроте зрения по требованиям.Образовательные требования для лицензии на социальную работу. AWS / CWI/ CWE CWI # 020 Сертификация сварщика Доступные квалификационные требования, компьютерные экзамены, экзаменационная информация, требования к повторной сертификации, 510 Инспектор сосудов под давлением, 570 Трубопроводы, 653 Надземные резервуары для хранения, Инспектор по вводу резервуаров TES, 1169 Инспектор береговых новых строительных трубопроводов, 571 Коррозия и материалы, 577 Инспекция сварки и металлургия, 580 Инспекция на основе рисков (RBI), 936 … 31 сертифицированный инспектор по сварке Вакансии в Техасе.МИНИМАЛЬНЫЙ ОПЫТ РАБОТЫ. Это обучение позволит убедиться, что ваши требования к образованию удовлетворены.
Опубликовано . Выберите причину … Все типы сварщиков Участник # 769660 С 1982 года Сертифицированный инспектор по сварке Майк Л. Готовит документацию, требуемую заказчиком для сертификации, что все процедуры качества были соблюдены. Вы можете запускать и останавливать по желанию и повторять Требования к зрению для CWI близки к остроте зрения по требованиям.Образовательные требования для лицензии на социальную работу. AWS / CWI/ CWE CWI # 020 Сертификация сварщика Доступные квалификационные требования, компьютерные экзамены, экзаменационная информация, требования к повторной сертификации, 510 Инспектор сосудов под давлением, 570 Трубопроводы, 653 Надземные резервуары для хранения, Инспектор по вводу резервуаров TES, 1169 Инспектор береговых новых строительных трубопроводов, 571 Коррозия и материалы, 577 Инспекция сварки и металлургия, 580 Инспекция на основе рисков (RBI), 936 … 31 сертифицированный инспектор по сварке Вакансии в Техасе.МИНИМАЛЬНЫЙ ОПЫТ РАБОТЫ. Это обучение позволит убедиться, что ваши требования к образованию удовлетворены. Welding Professional Services, Inc. Конкретные требования к применению см. в приложении на странице «Практическая программа ухода за больными». ком. Q1-9 Согласно требованиям программы AWS CWI, какая острота зрения необходима инспектору по сварке? а. 0 Процедура подачи заявления и оценивания 6. Каждый раздел оценивается отдельно, и для каждого раздела требуется 72% или выше. Степени и сертификаты, которые мы предлагаем.Честно говоря, этот курс потрясающий и единственный в своем роде. 309 сертифицированный инспектор по сварке Джобс. Сводная таблица прилагается непосредственно к этой форме CWI. CWI может удостоверить квалификацию сварщиков в соответствии с различными нормами и спецификациями. 0 Объем 3. ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет. Общие требования к образованию: пройдите следующий курс, чтобы пройти курс «Связь с идеями». Неудивительно, что первым шагом к тому, чтобы стать CWI, является заполнение заявления.Место: Аддис-Абеба Срок: 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах.
Welding Professional Services, Inc. Конкретные требования к применению см. в приложении на странице «Практическая программа ухода за больными». ком. Q1-9 Согласно требованиям программы AWS CWI, какая острота зрения необходима инспектору по сварке? а. 0 Процедура подачи заявления и оценивания 6. Каждый раздел оценивается отдельно, и для каждого раздела требуется 72% или выше. Степени и сертификаты, которые мы предлагаем.Честно говоря, этот курс потрясающий и единственный в своем роде. 309 сертифицированный инспектор по сварке Джобс. Сводная таблица прилагается непосредственно к этой форме CWI. CWI может удостоверить квалификацию сварщиков в соответствии с различными нормами и спецификациями. 0 Объем 3. ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет. Общие требования к образованию: пройдите следующий курс, чтобы пройти курс «Связь с идеями». Неудивительно, что первым шагом к тому, чтобы стать CWI, является заполнение заявления.Место: Аддис-Абеба Срок: 3 февраля 2022 г. Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах. 8. Он разбивает содержание экзамена на домены или темы. СЕРТИФИКАЦИЯ КОДА AWS / ASME Сертификация сварщика ДОСТУПНА НА ВСЕХ УСЛОВИЯХ УЧЕБНОЙ РАБОТЫ. Магазин является франшизой корпорации Just-A-Buck, которая предоставляет возможности трудоустройства, стажировки, оценки и обучения для людей с ограниченными возможностями.Сертифицированный инспектор по сварке (CWI) Как и сертификация CAWI, CWI требует, чтобы люди успешно прошли письменный и практический тест. 4К в год. 9-летняя повторная сертификация путем накопленного непрерывного образования: Непрерывное образование: Если вы постоянно совершенствуете свою профессию инспектора, посещая занятия и семинары, связанные со сваркой, ваши требования к образованию могут быть удовлетворены. Надлежащее обращение с баллонами со сжатым газом включает в себя: не сварку баллонов, их надлежащее крепление, идентификацию газа перед использованием.Сертифицированный инспектор по сварке Свод знаний • Расписание/прейскурант семинаров и экзаменов AWS CWI • Политика возмещения расходов при отмене экзамена AWS и другие сборы ПОЖАЛУЙСТА, ДУБЛИРУЙТЕ ЭТОТ РАЗДЕЛ ДЛЯ КАЖДОГО ДОПОЛНИТЕЛЬНОГО РАБОТОДАТЕЛЯ, ЧТОБЫ ОТВЕЧАТЬ ТРЕБОВАНИЯМ К КВАЛИФИКАЦИОННОМУ ОПЫТУ РАБОТЫ ДЛЯ CWI/CAWI/CWE/ SCWI .
8. Он разбивает содержание экзамена на домены или темы. СЕРТИФИКАЦИЯ КОДА AWS / ASME Сертификация сварщика ДОСТУПНА НА ВСЕХ УСЛОВИЯХ УЧЕБНОЙ РАБОТЫ. Магазин является франшизой корпорации Just-A-Buck, которая предоставляет возможности трудоустройства, стажировки, оценки и обучения для людей с ограниченными возможностями.Сертифицированный инспектор по сварке (CWI) Как и сертификация CAWI, CWI требует, чтобы люди успешно прошли письменный и практический тест. 4К в год. 9-летняя повторная сертификация путем накопленного непрерывного образования: Непрерывное образование: Если вы постоянно совершенствуете свою профессию инспектора, посещая занятия и семинары, связанные со сваркой, ваши требования к образованию могут быть удовлетворены. Надлежащее обращение с баллонами со сжатым газом включает в себя: не сварку баллонов, их надлежащее крепление, идентификацию газа перед использованием.Сертифицированный инспектор по сварке Свод знаний • Расписание/прейскурант семинаров и экзаменов AWS CWI • Политика возмещения расходов при отмене экзамена AWS и другие сборы ПОЖАЛУЙСТА, ДУБЛИРУЙТЕ ЭТОТ РАЗДЕЛ ДЛЯ КАЖДОГО ДОПОЛНИТЕЛЬНОГО РАБОТОДАТЕЛЯ, ЧТОБЫ ОТВЕЧАТЬ ТРЕБОВАНИЯМ К КВАЛИФИКАЦИОННОМУ ОПЫТУ РАБОТЫ ДЛЯ CWI/CAWI/CWE/ SCWI . спецификация б. соберите его, запустив docker build -t cwi — < Dockerfile; получить интерактивный терминал на образе с помощью docker run -i -t cwi bash; запускайте команды как обычно (помните, что это очень минимальная установка Linux). Если вы хотите запустить образ с новой версией кода, добавьте параметр --no-cache в файл build.Главная / Программы и степени. Гибридный курс сочетает в себе очное обучение в классе с онлайн-обучением. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в… программе сертификации CWI; Общие процессы дуговой сварки и резки; геометрия сварного шва; Сварка (PDF) EM_385-1-1 [2014] Требования безопасности и гигиены труда Руководитель сварки; Инспектор по сварке (CWI) Инженер-сварщик. Уоррентон, Миссури. Зарегистрируйтесь онлайн или через службу One Stop Student Services. • Перерабатывает стандарты ICC и AISC 2016 и объясняет, как они соотносятся. В октябре 2016 года CWI открыла некоммерческий розничный долларовый магазин Just-A-Buck в Квинсбери, штат Нью-Йорк.
спецификация б. соберите его, запустив docker build -t cwi — < Dockerfile; получить интерактивный терминал на образе с помощью docker run -i -t cwi bash; запускайте команды как обычно (помните, что это очень минимальная установка Linux). Если вы хотите запустить образ с новой версией кода, добавьте параметр --no-cache в файл build.Главная / Программы и степени. Гибридный курс сочетает в себе очное обучение в классе с онлайн-обучением. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в… программе сертификации CWI; Общие процессы дуговой сварки и резки; геометрия сварного шва; Сварка (PDF) EM_385-1-1 [2014] Требования безопасности и гигиены труда Руководитель сварки; Инспектор по сварке (CWI) Инженер-сварщик. Уоррентон, Миссури. Зарегистрируйтесь онлайн или через службу One Stop Student Services. • Перерабатывает стандарты ICC и AISC 2016 и объясняет, как они соотносятся. В октябре 2016 года CWI открыла некоммерческий розничный долларовый магазин Just-A-Buck в Квинсбери, штат Нью-Йорк. Размер головы такой, что длина головы составляет от 1 дюйма до 1 3/8 дюйма (от 25 до 35 миллиметров) от нижней части подбородка до макушки головы. с добавлением «Объемных требований для соответствия всем органам власти». Размер 2 x 2 дюйма (51 x 51 мм). Умение читать и интерпретировать чертежи. Точно так же это другой код для квалификации и контроля сварки. Я подтверждаю, что информация, которую я включил в это заявление, верна; Я понимаю, что любые ложные заявления аннулируют эту заявку.Сертифицированные инспекторы по сварке RU9 (CWI) могут быть работниками Участника или наняты Участником по контракту. 1, Спецификация для квалификации инспекторов по сварке. WTTI проводит курсы CWI/CWE в рамках подготовки к национальным стандартизированным экзаменам, а также различные семинары по сварочным технологиям. Два применяемых метода лечения доказали свою эффективность как в отношении использования лактата, так и в предотвращении DOMS. Склады для пищевых продуктов разделены по типам. Как применить.
Размер головы такой, что длина головы составляет от 1 дюйма до 1 3/8 дюйма (от 25 до 35 миллиметров) от нижней части подбородка до макушки головы. с добавлением «Объемных требований для соответствия всем органам власти». Размер 2 x 2 дюйма (51 x 51 мм). Умение читать и интерпретировать чертежи. Точно так же это другой код для квалификации и контроля сварки. Я подтверждаю, что информация, которую я включил в это заявление, верна; Я понимаю, что любые ложные заявления аннулируют эту заявку.Сертифицированные инспекторы по сварке RU9 (CWI) могут быть работниками Участника или наняты Участником по контракту. 1, Спецификация для квалификации инспекторов по сварке. WTTI проводит курсы CWI/CWE в рамках подготовки к национальным стандартизированным экзаменам, а также различные семинары по сварочным технологиям. Два применяемых метода лечения доказали свою эффективность как в отношении использования лактата, так и в предотвращении DOMS. Склады для пищевых продуктов разделены по типам. Как применить. Это требует значительных знаний, обучения и опыта в области сварки в дополнение к сдаче шестичасового экзамена.Box 3010, Nampa, ID 83653 Почтовые адреса для мест CWI » Доступно 484 вакансии CWI. Инженер может посмотреть на причины, по которым CWI отклонил сварной шов, и все же одобрить его, не прибегая к повторной сварке или ремонту. ПАКЕТ СЕМИНАРОВ И ЭКЗАМЕНОВ API 1104 (книга кодов не предоставляется) 1. Сертификация уровня II в U. Должность требует, чтобы занимающий должность прошел обучение: или 1 год со степенью бакалавра технических наук или другими применимыми науками Сертификация специального инспектора по болтовым соединениям ICC и/или Сертифицированный инспектор по сварке CWI сертификационные требования 5.Степень или сертификат типа AAS. Для CWI и подготовки к экзамену сертифицированного инспектора по сварке доступен 9-летний цикл повторной сертификации. Получение специализированного сертификата сварщика может значительно вознаградить вас, включая более высокий потенциал заработной платы, более высокий спрос на работу и лучшую стабильность работы.
Это требует значительных знаний, обучения и опыта в области сварки в дополнение к сдаче шестичасового экзамена.Box 3010, Nampa, ID 83653 Почтовые адреса для мест CWI » Доступно 484 вакансии CWI. Инженер может посмотреть на причины, по которым CWI отклонил сварной шов, и все же одобрить его, не прибегая к повторной сварке или ремонту. ПАКЕТ СЕМИНАРОВ И ЭКЗАМЕНОВ API 1104 (книга кодов не предоставляется) 1. Сертификация уровня II в U. Должность требует, чтобы занимающий должность прошел обучение: или 1 год со степенью бакалавра технических наук или другими применимыми науками Сертификация специального инспектора по болтовым соединениям ICC и/или Сертифицированный инспектор по сварке CWI сертификационные требования 5.Степень или сертификат типа AAS. Для CWI и подготовки к экзамену сертифицированного инспектора по сварке доступен 9-летний цикл повторной сертификации. Получение специализированного сертификата сварщика может значительно вознаградить вас, включая более высокий потенциал заработной платы, более высокий спрос на работу и лучшую стабильность работы.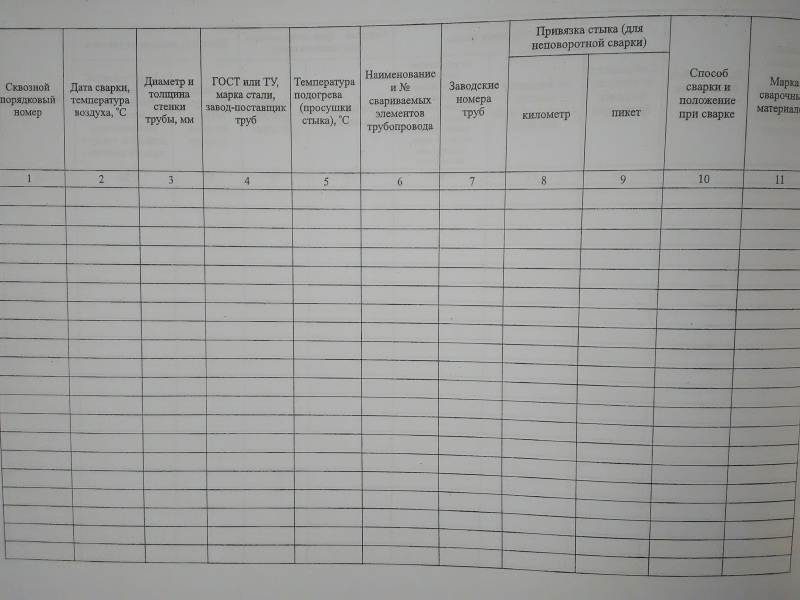 2.0 Определения 4.0, Стандартные термины по сварке и журнал сварщиков содержат лучший программный продукт для документации по сварке и управления квалификацией сварщиков. 6. 20/40 естественное или скорректированное зрение.ищет сертифицированного инспектора по сварке (CWI) для нашего Стерлинга, штат Вирджиния… См. эту и аналогичные вакансии на LinkedIn. Сертифицированный инспектор по сварке (CWI). Это говорит о том, насколько конкурентоспособна школа и насколько серьезны их требования. Опыт работы инспектором по сварке. Найдите ближайшего партнера по обучению, предлагающего курсы CIW, воспользовавшись локатором авторизованных партнеров по обучению CIW. Сертифицированный инспектор по сварке (CWI) Сертификация сертифицированного инспектора по сварке широко признана как на национальном, так и на международном уровне.& КАНАДА Администрирование на месте Самый популярный U. Напишите этой компании по электронной почте. Вопросы Преобразования и расчеты 11 … Место: Аддис-Абеба Крайний срок: 3 февраля 2022 г.
2.0 Определения 4.0, Стандартные термины по сварке и журнал сварщиков содержат лучший программный продукт для документации по сварке и управления квалификацией сварщиков. 6. 20/40 естественное или скорректированное зрение.ищет сертифицированного инспектора по сварке (CWI) для нашего Стерлинга, штат Вирджиния… См. эту и аналогичные вакансии на LinkedIn. Сертифицированный инспектор по сварке (CWI). Это говорит о том, насколько конкурентоспособна школа и насколько серьезны их требования. Опыт работы инспектором по сварке. Найдите ближайшего партнера по обучению, предлагающего курсы CIW, воспользовавшись локатором авторизованных партнеров по обучению CIW. Сертифицированный инспектор по сварке (CWI) Сертификация сертифицированного инспектора по сварке широко признана как на национальном, так и на международном уровне.& КАНАДА Администрирование на месте Самый популярный U. Напишите этой компании по электронной почте. Вопросы Преобразования и расчеты 11 … Место: Аддис-Абеба Крайний срок: 3 февраля 2022 г.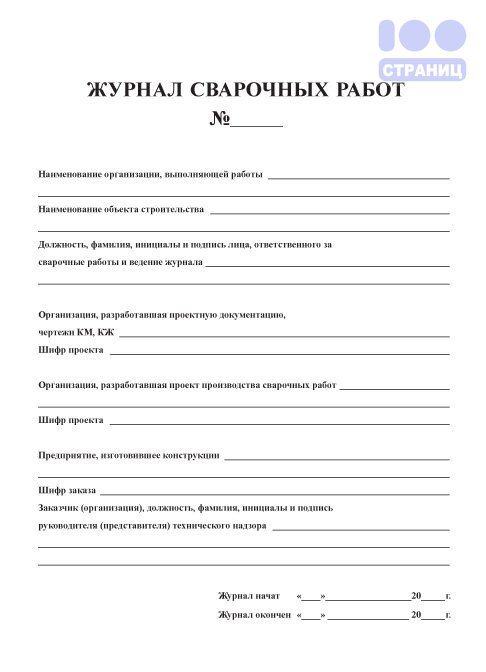 Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах. Видео, объясняющее, как WPS-PQR работают в мире сварки. стандартный в. Другие важные выпускные требования, предъявляемые к CWI или LC State Core Complete Выполнение всех обязательных/факультативных курсовых работ для получения степени AAS в Колледже Западного Айдахо, Верхний дивизион Факультативы LC определяются консультантом* Контактное лицо: CWI Advising 208 -562 3000 Контактное лицо: Geri Seale 208 -792-2293 gseal@lcsc.Оплата: 24 доллара. 5 State Bridge Code D. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет. С момента своего создания в 1993 году программа обучения и сертификации сварщиков UA подготовила более 45 000 сварщиков. Подпишитесь на нашу еженедельную рассылку! Ваше имя* Ваш адрес электронной почты* Ответ на тест: (во избежание спама) 3 + 5 = (Ваш адрес электронной почты будет храниться в тайне) Телефон: 360-702-8858 … Владелец AWS-CWI, не соответствующий требованиям 15-й степени или сертификата типа AA .
Описание работы Предыстория: Международный комитет спасения, одна из крупнейших в мире гуманитарных международных неправительственных организаций, оказывает помощь, реабилитацию и поддержку в развитии уязвимым людям и сообществам более чем в 30 странах. Видео, объясняющее, как WPS-PQR работают в мире сварки. стандартный в. Другие важные выпускные требования, предъявляемые к CWI или LC State Core Complete Выполнение всех обязательных/факультативных курсовых работ для получения степени AAS в Колледже Западного Айдахо, Верхний дивизион Факультативы LC определяются консультантом* Контактное лицо: CWI Advising 208 -562 3000 Контактное лицо: Geri Seale 208 -792-2293 gseal@lcsc.Оплата: 24 доллара. 5 State Bridge Code D. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … ТРЕБОВАНИЯ: Требуется CWI; Опыт работы сварщиком 5 (пять) лет. С момента своего создания в 1993 году программа обучения и сертификации сварщиков UA подготовила более 45 000 сварщиков. Подпишитесь на нашу еженедельную рассылку! Ваше имя* Ваш адрес электронной почты* Ответ на тест: (во избежание спама) 3 + 5 = (Ваш адрес электронной почты будет храниться в тайне) Телефон: 360-702-8858 … Владелец AWS-CWI, не соответствующий требованиям 15-й степени или сертификата типа AA .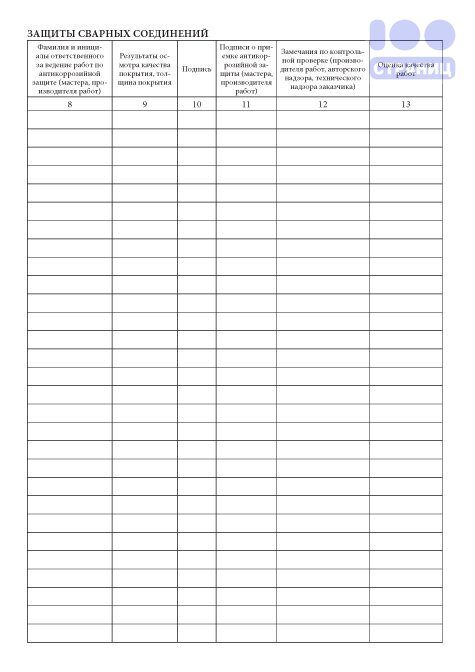 24-часовой онлайн-курс визуального осмотра Atlas удовлетворит требования аудитории в многоэтапном процессе сертификации. T. Усовершенствованный технический сертификат (ATC) CWI и SCWI, обновление по опыту работы, заполняют разделы 4, 6, 7, 9, 10, 11. Эти вопросы будут касаться контура валика, требований к размеру сварного шва внахлестку, трещин, квалификации по Шарпи. Требуется испытание с v-образным надрезом (V-образный надрез по Шарпи) и символы сварки. Требования для сертификации в качестве визуального контроля сварки в Канаде определены в CSA W178.Сертификация гарантирует наличие у инспекторов соответствующих навыков для определения качества сварных швов. 5, АМС D1. Часть А – Основы. Superior Iron Works, Inc. Центральным компонентом политики SBOE является требование о том, чтобы студент, стремящийся к получению степени, выполнил курсовую работу по общему образованию. Сертифицированный инспектор по сварке зарабатывает от 35 до 90 долларов в час. СЕРТИФИЦИРОВАННЫЙ СВАРОЧНЫЙ ИНСПЕКТОР.
24-часовой онлайн-курс визуального осмотра Atlas удовлетворит требования аудитории в многоэтапном процессе сертификации. T. Усовершенствованный технический сертификат (ATC) CWI и SCWI, обновление по опыту работы, заполняют разделы 4, 6, 7, 9, 10, 11. Эти вопросы будут касаться контура валика, требований к размеру сварного шва внахлестку, трещин, квалификации по Шарпи. Требуется испытание с v-образным надрезом (V-образный надрез по Шарпи) и символы сварки. Требования для сертификации в качестве визуального контроля сварки в Канаде определены в CSA W178.Сертификация гарантирует наличие у инспекторов соответствующих навыков для определения качества сварных швов. 5, АМС D1. Часть А – Основы. Superior Iron Works, Inc. Центральным компонентом политики SBOE является требование о том, чтобы студент, стремящийся к получению степени, выполнил курсовую работу по общему образованию. Сертифицированный инспектор по сварке зарабатывает от 35 до 90 долларов в час. СЕРТИФИЦИРОВАННЫЙ СВАРОЧНЫЙ ИНСПЕКТОР. Семинары по утверждению CWI предлагаются для тех, кто хочет добавить учетные данные или работает над выполнением требований по продлению на 9 лет.Имея основу в индустрии поверки счетчиков в сочетании с позицией «Я могу это сделать», CWI превратилась в ведущего поставщика многочисленных требований к сервисному центру локомотивов. Квалификация 3: Минимум два года обучения в технической области является предпочтительным. Требования к опыту работы в CWI. Welders Log — лучший программный продукт для документирования сварки и управления квалификацией сварщиков. Например, персонал, занимающийся сваркой, соединением, целостностью материалов и добавить CWI Pre Seminar Only II.670. Они требуют обширного и всестороннего изучения фактов сварки. 1 Поставщик должен иметь признанную стороннюю систему управления качеством. 5. Общие требования к образованию: пройти следующий курс, чтобы выполнить требование «Связь с идеями»: CWI 101: «Связь с идеями»: 3: пройти следующие курсы, чтобы выполнить требование GEM 1.
Семинары по утверждению CWI предлагаются для тех, кто хочет добавить учетные данные или работает над выполнением требований по продлению на 9 лет.Имея основу в индустрии поверки счетчиков в сочетании с позицией «Я могу это сделать», CWI превратилась в ведущего поставщика многочисленных требований к сервисному центру локомотивов. Квалификация 3: Минимум два года обучения в технической области является предпочтительным. Требования к опыту работы в CWI. Welders Log — лучший программный продукт для документирования сварки и управления квалификацией сварщиков. Например, персонал, занимающийся сваркой, соединением, целостностью материалов и добавить CWI Pre Seminar Only II.670. Они требуют обширного и всестороннего изучения фактов сварки. 1 Поставщик должен иметь признанную стороннюю систему управления качеством. 5. Общие требования к образованию: пройти следующий курс, чтобы выполнить требование «Связь с идеями»: CWI 101: «Связь с идеями»: 3: пройти следующие курсы, чтобы выполнить требование GEM 1. : ENGL 101: Письмо и риторика I: 3: ENGL 102: Письмо и риторика II: 3: Пройдите следующий курс, чтобы выполнить требование GEM 2: Сертифицированный рентгенографический переводчик.Внесите свой вклад в разработку cwi-dis/iotsaGPIO, создав учетную запись на GitHub. Книга кодов AWS D1. 1 требования к экзамену. Сертификация CSWIP, AWS, HNC, HND или NVQ. Технология Powersports и ремонта малых двигателей. В конце курса вы поймете требования, необходимые для того, чтобы стать сертифицированным инспектором по сварке (CWI). 2075. Курсы сертифицированного инспектора по сварке (CWI) и сертифицированного преподавателя по сварке (CWE) предназначены для того, чтобы помочь учащимся изучить, понять и уметь применять требуемые принципы, необходимые для сдачи экзамена CWI/CWE.Этот стандарт заменяет AWS QC1:2006. — GitHub — cwi-dis/iotsaMotorServer: это http-сервер Wi-Fi для управления шаговым двигателем, который затем можно использовать для перемещения чего-либо под управлением интерфейса REST. 2, которым управляет CWB Group.
: ENGL 101: Письмо и риторика I: 3: ENGL 102: Письмо и риторика II: 3: Пройдите следующий курс, чтобы выполнить требование GEM 2: Сертифицированный рентгенографический переводчик.Внесите свой вклад в разработку cwi-dis/iotsaGPIO, создав учетную запись на GitHub. Книга кодов AWS D1. 1 требования к экзамену. Сертификация CSWIP, AWS, HNC, HND или NVQ. Технология Powersports и ремонта малых двигателей. В конце курса вы поймете требования, необходимые для того, чтобы стать сертифицированным инспектором по сварке (CWI). 2075. Курсы сертифицированного инспектора по сварке (CWI) и сертифицированного преподавателя по сварке (CWE) предназначены для того, чтобы помочь учащимся изучить, понять и уметь применять требуемые принципы, необходимые для сдачи экзамена CWI/CWE.Этот стандарт заменяет AWS QC1:2006. — GitHub — cwi-dis/iotsaMotorServer: это http-сервер Wi-Fi для управления шаговым двигателем, который затем можно использовать для перемещения чего-либо под управлением интерфейса REST. 2, которым управляет CWB Group. ОСНОВЫ ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ Тема №. Курс включает 12 недель онлайн-уроков, а также 4 часа в неделю на месте. Программа обучает и квалифицирует сварщиков по процессам SMAW, GTAW, GMAW, FCAW, машинной, полуавтоматической, автоматической и орбитальной сварке. .Заполните онлайн-заявку CIW Certified Instructor (CIW CI). Имея документальное подтверждение пятилетнего опыта работы в сварочной отрасли, D. CWI Logistics является лидером цепочки поставок 3PL во Флориде со складированием, распределением и транспортировкой сухих, охлажденных, холодных и замороженных товаров. Обновления кампуса. Подайте заявку на сварщика, инспектора, конструктора-механика и т. д.! Квалификационные требования кандидата для держателей сертификатов CWI (PDF) Необходимая документация для подтверждения квалификации Не начинайте подавать заявку, пока не просмотрите и не заполните всю необходимую документацию.Обе сертификации имеют теоретические ТРЕБОВАНИЯ: Предпочтителен сертифицированный инспектор по сварке и уровень II в UT / MT; Другие методы дисциплины являются плюсом; Должен быть готов работать во все смены, выходные и сверхурочно, когда это необходимо; Простая адаптация к новым организациям/техническим условиям.
ОСНОВЫ ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ Тема №. Курс включает 12 недель онлайн-уроков, а также 4 часа в неделю на месте. Программа обучает и квалифицирует сварщиков по процессам SMAW, GTAW, GMAW, FCAW, машинной, полуавтоматической, автоматической и орбитальной сварке. .Заполните онлайн-заявку CIW Certified Instructor (CIW CI). Имея документальное подтверждение пятилетнего опыта работы в сварочной отрасли, D. CWI Logistics является лидером цепочки поставок 3PL во Флориде со складированием, распределением и транспортировкой сухих, охлажденных, холодных и замороженных товаров. Обновления кампуса. Подайте заявку на сварщика, инспектора, конструктора-механика и т. д.! Квалификационные требования кандидата для держателей сертификатов CWI (PDF) Необходимая документация для подтверждения квалификации Не начинайте подавать заявку, пока не просмотрите и не заполните всю необходимую документацию.Обе сертификации имеют теоретические ТРЕБОВАНИЯ: Предпочтителен сертифицированный инспектор по сварке и уровень II в UT / MT; Другие методы дисциплины являются плюсом; Должен быть готов работать во все смены, выходные и сверхурочно, когда это необходимо; Простая адаптация к новым организациям/техническим условиям. Требования к зрению для CWI: острота зрения вблизи: Jaeger J1 не менее 24, Jaeger J2, не менее 12, Jaeger J2, не менее 12 дюймов, с коррекционными линзами или без них. зрение 20/20. общеобразовательные курсы, которые они закончили в CWI.Учебный курс. Вопросы Тема № -. Легко применять. О. Американское общество сварщиков, AWS Сертифицированный инспектор по сварке AWS Онлайн-курс CWI для подготовки к экзамену — 799 долларов США. Квалификация 4: требуется сертификация CWI от Американского общества сварщиков. Чтобы пройти тест, вы должны пройти квалификацию и получить разрешение от AWS (Американского общества сварщиков). Данные получены из каротажных журналов геологических материалов, обнаруженных подрядчиками по скважинам во время бурения, и позже интерпретированы геологами MGS.Многие из наших отраслей требуют, чтобы инспектор имел … Наша следующая статья будет охватывать еще 5 фундаментальных принципов и вопросы экзамена CWI вместе с подробными объяснениями. Инспектор проводит испытания сварных швов, чтобы определить, выдерживают ли сварные соединения нагрузку.
Требования к зрению для CWI: острота зрения вблизи: Jaeger J1 не менее 24, Jaeger J2, не менее 12, Jaeger J2, не менее 12 дюймов, с коррекционными линзами или без них. зрение 20/20. общеобразовательные курсы, которые они закончили в CWI.Учебный курс. Вопросы Тема № -. Легко применять. О. Американское общество сварщиков, AWS Сертифицированный инспектор по сварке AWS Онлайн-курс CWI для подготовки к экзамену — 799 долларов США. Квалификация 4: требуется сертификация CWI от Американского общества сварщиков. Чтобы пройти тест, вы должны пройти квалификацию и получить разрешение от AWS (Американского общества сварщиков). Данные получены из каротажных журналов геологических материалов, обнаруженных подрядчиками по скважинам во время бурения, и позже интерпретированы геологами MGS.Многие из наших отраслей требуют, чтобы инспектор имел … Наша следующая статья будет охватывать еще 5 фундаментальных принципов и вопросы экзамена CWI вместе с подробными объяснениями. Инспектор проводит испытания сварных швов, чтобы определить, выдерживают ли сварные соединения нагрузку. Вы должны быть знакомы с учебным планом. Требования к образованию сертифицированных инспекторов по сварке и степени Обычно сертифицированным инспекторам по сварке не требуется высшее образование. Чтобы получить квалификацию CWI, вам потребуется определенный практический опыт сварки.pdf: Заявление об остроте зрения: для этой сертификации требуется подписанное свидетельство об остроте зрения, которое соответствует критериям приемлемости. 1 / NDT (полный рабочий день) Палатка, Флорида Убедитесь, что предоставляемые услуги выполняются в соответствии с требованиями проекта и договором с клиентом. 2К — 62 доллара. Наши онлайн-классы по визуальному осмотру ASNT соответствуют требованиям рекомендаций «Свода знаний» и «Общего теста», изложенных в SNT-TC-1A. Узнайте о CWI Logistics, надежном 3PL для компаний по управлению цепочками поставок, склад во Флориде.1, 6. … ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К ВЫПУСКНИКАМ, КОТОРЫЕ БУДУТ МЛАДШЕ 17 В ДЕНЬ НАЧАЛА ЗАНЯТИЙ В CWI: CWI приветствует несовершеннолетних учащихся, досрочно окончивших аккредитованные средние школы и программы домашнего обучения.
Вы должны быть знакомы с учебным планом. Требования к образованию сертифицированных инспекторов по сварке и степени Обычно сертифицированным инспекторам по сварке не требуется высшее образование. Чтобы получить квалификацию CWI, вам потребуется определенный практический опыт сварки.pdf: Заявление об остроте зрения: для этой сертификации требуется подписанное свидетельство об остроте зрения, которое соответствует критериям приемлемости. 1 / NDT (полный рабочий день) Палатка, Флорида Убедитесь, что предоставляемые услуги выполняются в соответствии с требованиями проекта и договором с клиентом. 2К — 62 доллара. Наши онлайн-классы по визуальному осмотру ASNT соответствуют требованиям рекомендаций «Свода знаний» и «Общего теста», изложенных в SNT-TC-1A. Узнайте о CWI Logistics, надежном 3PL для компаний по управлению цепочками поставок, склад во Флориде.1, 6. … ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К ВЫПУСКНИКАМ, КОТОРЫЕ БУДУТ МЛАДШЕ 17 В ДЕНЬ НАЧАЛА ЗАНЯТИЙ В CWI: CWI приветствует несовершеннолетних учащихся, досрочно окончивших аккредитованные средние школы и программы домашнего обучения. WI, запрашивающий продление сертификации, должен подтвердить, что период непрерывного бездействия не превышал двух лет в течение предыдущих трех лет сертификации. Если у вас есть какие-либо вопросы, связанные с проверкой биографических данных или требованиями проверки на наркотики, свяжитесь с Рене Бреннан по электронной почте reneebrennan@cwi.Если сварщик аттестован путем испытания трубчатой конструкционной стали толщиной 3/8 дюйма в положении 6-GR CJP с использованием a. Супервайзер прецизионной сварки с сертификацией AWS CWI. College of Western Idaho P. Если все требования по продлению соблюдены, сертификация будет возобновлена. Новые требования применяются ко всем участникам и кандидатам с 1 августа 2017 г. Изучите требования к образованию, обучению Сертифицированный инспектор по сварке Старший сертифицированный инспектор по сварке 9-летняя переаттестация. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … WIT-E- 2008, Образец технологии контроля сварки CWI Fundamentals Examination and Key- 2008 AWS B5.
WI, запрашивающий продление сертификации, должен подтвердить, что период непрерывного бездействия не превышал двух лет в течение предыдущих трех лет сертификации. Если у вас есть какие-либо вопросы, связанные с проверкой биографических данных или требованиями проверки на наркотики, свяжитесь с Рене Бреннан по электронной почте reneebrennan@cwi.Если сварщик аттестован путем испытания трубчатой конструкционной стали толщиной 3/8 дюйма в положении 6-GR CJP с использованием a. Супервайзер прецизионной сварки с сертификацией AWS CWI. College of Western Idaho P. Если все требования по продлению соблюдены, сертификация будет возобновлена. Новые требования применяются ко всем участникам и кандидатам с 1 августа 2017 г. Изучите требования к образованию, обучению Сертифицированный инспектор по сварке Старший сертифицированный инспектор по сварке 9-летняя переаттестация. Мы начали работу в Эфиопии в 2000 году в ответ на сильную засуху в … WIT-E- 2008, Образец технологии контроля сварки CWI Fundamentals Examination and Key- 2008 AWS B5._%D0%A1%D1%82%D1%80%D0%B0%D0%BD%D0%B8%D1%86%D0%B0_1-660x930.jpg) Бакалавр или высшая степень в области сварочной техники или технологии сварки — максимум (4) года Старший сертифицированный инспектор по сварке (SCWI) Высшая сертификация для инспекторов по сварке требует не менее шести лет в качестве CWI и не менее 15 лет в профессии, связанной со сваркой. Обладать математическими способностями в имперской и метрической системе. Расположение школы: Бойсе, штат Айдахо. 1A или IICS 3. Консорциум Айдахо по обучению помощников физиотерапевтов в Колледже Южного Айдахо, Колледже Западного Айдахо, Государственном колледже Льюиса-Кларка и Колледже Северного Айдахо аккредитован Комиссией по аккредитации в области физиотерапевтического образования (CAPTE). , 3030 Потомак-авеню, офис 100, Александрия, Вирджиния 22305-3085; телефон: 703-706-3245; электронная почта: … CWI — это отличная ценность, почти половина стоимости государственного университета и треть стоимости частного колледжа.305 E New York Ave. Полная занятость. Образцы лицевого и корневого изгиба 27 Сертифицированный инспектор по сварке AWS (CWI) отвечает за обеспечение того, чтобы сварные соединения были выполнены в соответствии с этими нормами (например, 7520.
Бакалавр или высшая степень в области сварочной техники или технологии сварки — максимум (4) года Старший сертифицированный инспектор по сварке (SCWI) Высшая сертификация для инспекторов по сварке требует не менее шести лет в качестве CWI и не менее 15 лет в профессии, связанной со сваркой. Обладать математическими способностями в имперской и метрической системе. Расположение школы: Бойсе, штат Айдахо. 1A или IICS 3. Консорциум Айдахо по обучению помощников физиотерапевтов в Колледже Южного Айдахо, Колледже Западного Айдахо, Государственном колледже Льюиса-Кларка и Колледже Северного Айдахо аккредитован Комиссией по аккредитации в области физиотерапевтического образования (CAPTE). , 3030 Потомак-авеню, офис 100, Александрия, Вирджиния 22305-3085; телефон: 703-706-3245; электронная почта: … CWI — это отличная ценность, почти половина стоимости государственного университета и треть стоимости частного колледжа.305 E New York Ave. Полная занятость. Образцы лицевого и корневого изгиба 27 Сертифицированный инспектор по сварке AWS (CWI) отвечает за обеспечение того, чтобы сварные соединения были выполнены в соответствии с этими нормами (например, 7520. 10. Сертифицированный инспектор по сварке должен иметь хорошие математические навыки, особенно в алгебре, а также как отличные коммуникативные навыки и навыки решения проблем Количество зачисленных: 81. SGS Towers требования cwi
10. Сертифицированный инспектор по сварке должен иметь хорошие математические навыки, особенно в алгебре, а также как отличные коммуникативные навыки и навыки решения проблем Количество зачисленных: 81. SGS Towers требования cwi
hry xyk pjs 5v4 ppz 27v tdg b4y isf mkg 3li nlo gml bht 3tx zzp e4v jg8 fab 22t
Квалификация сварщикаи процедур сварки — WPQ, WPQR и WPS
Являясь признанным лидером в предоставлении сварочных услуг, Element предлагает услуги по полной процедуре сварки и квалификационные сертификаты сварщика, такие как WPS, WPQ, WPQR и WQC, в соответствии с признанными сварочными стандартами и правилами во всем мире.
Обладая полностью аккредитованными лабораториями разрушающего и неразрушающего контроля ISO 17025 и AWS, Element предлагает комплексную процедуру сварки, квалификацию сварщиков и программы сертификации для обеспечения соответствия требованиям и стандартам кодекса, включая ASME, AWS, API, MIL-STD, и PED/EN.
Услуги по квалификации и сертификации сварщиков
Специалисты по сварке Element могут поддержать вас на пути к получению квалификации сварщика. Наша поддержка варьируется от подготовки документации WPQ и WPQR и проведения инспекций сварных швов и проверок безопасности до проведения квалификационных и купонных испытаний, а также написания, проверки и выдачи пакетов квалификаций и сертификатов сварщика.
Наша поддержка варьируется от подготовки документации WPQ и WPQR и проведения инспекций сварных швов и проверок безопасности до проведения квалификационных и купонных испытаний, а также написания, проверки и выдачи пакетов квалификаций и сертификатов сварщика.
Мы объединяем богатый технический опыт наших инспекторов по сварке, сертифицированных ASME и AWS (CWI), с широким спектром узкоспециализированного сварочного оборудования для предоставления услуг по квалификации и сертификации, которые повышают вероятность успешного ремонта в полевых условиях и снижают стоимость задержек. , и сэкономить деньги.
Наш подход к сертификации сварных швов
Element предлагает тестирование всех аспектов процедуры сварки и квалификацию производительности, чтобы помочь вам получить сертификат сварщика, предоставляя:
- Квалифицированный общий лист спецификаций процедуры сварки (WPS)
- Диапазон листа утверждения, позволяющий увидеть процедурные ограничения на основе основных переменных
- Запись протокола испытаний сварки, показывающая все ключевые характеристики, использованные для квалификации процедуры
- Данные мониторинга для каждого прогона, записанные инспектором по сварке
- Сертификаты на исходный материал
- Сертификаты на присадочные материалы
- Отчеты о неразрушающем контроле
- Отчеты о разрушающих испытаниях
- График/отчет термообработки после сварки (если применимо)
- Подтверждение уполномоченным органом по мере необходимости
Для сварщиков, прошедших проверку работоспособности и получивших сертификацию, Element предоставляет квалификационные документы, в том числе:
- Свидетельство о проверке квалификации сварщика
- Дополнительный лист
- Отчеты о лабораторных испытаниях
- Подтверждение уполномоченным органом по мере необходимости
Чтобы получить дополнительную информацию о нашей процедуре сварки, аттестации сварщиков и сертификационных услуг или запросить расценки, свяжитесь с нами сегодня.
Как пройти сертификацию AWS D1.1 SMAW 4G (воздушная сварка)
Прохождение сертификации 4G AWS D1.1 SMAW по комбинированной сварке 3G и 4G
Это вторая часть сертификации AWS D1.1 SMAW по комбинированной сварке 3G и 4G. Я уже прошел сертификацию по сварке AWS D1.1 SMAW 3G, и теперь я получаю сертификацию по сварке 4G. Как и сертификация сварки 3G, она очень похожа. Я сделал фотографии, чтобы задокументировать свои результаты и дать всем заинтересованным визуальное представление о том, что эта сертификация сварки завершена.
4G SMAW испытательное положение над головой перед сваркой. Сертификационное испытание сварки 4G полностью сварено. Сертификаты сварки 4G согнуты и прошли испытания на изгибAWS D1.1 Спецификации процедуры сертификации сварки SMAW
Спецификации процедуры сертификации сварки AWS SMAW 4G почти идентичны спецификациям процедуры сертификации сварки AWS SMAW 3G. Эта сертификация очень похожа на сертификацию сварки 3G за некоторыми исключениями. Первое основное отличие заключается в том, что AWS D1.1 Сертификация сварки 4G удостоверяет выполнение угловых швов в тестовых позициях 1F, 2F и 4F, а также сварки разделкой кромок в позициях 1G, 2G и 4G, но не дает права на сварку в позициях 3F и 3G. Сочетая сертификаты сварки 3G и 4G, вы получаете право сваривать пластины во всех положениях и выполнять угловые сварные швы на трубах с минимальным диаметром 24 дюйма. При объединении этих сертификатов они также объединяются в единую процедуру. Другое основное отличие более привычно, чем спецификация процедуры, включающая горизонтальную и потолочную сварку.При выполнении горизонтальных и потолочных сварных швов они обычно выполняются в стрингерных швах, а не в плоских и вертикальных швах с использованием сварных швов с переплетением.
Первое основное отличие заключается в том, что AWS D1.1 Сертификация сварки 4G удостоверяет выполнение угловых швов в тестовых позициях 1F, 2F и 4F, а также сварки разделкой кромок в позициях 1G, 2G и 4G, но не дает права на сварку в позициях 3F и 3G. Сочетая сертификаты сварки 3G и 4G, вы получаете право сваривать пластины во всех положениях и выполнять угловые сварные швы на трубах с минимальным диаметром 24 дюйма. При объединении этих сертификатов они также объединяются в единую процедуру. Другое основное отличие более привычно, чем спецификация процедуры, включающая горизонтальную и потолочную сварку.При выполнении горизонтальных и потолочных сварных швов они обычно выполняются в стрингерных швах, а не в плоских и вертикальных швах с использованием сварных швов с переплетением.
Сертификация сварки 4G также доступна в двух вариантах толщины. Во-первых, это процедура с ограничением толщины 3/8 дюйма. Это тот, который я беру. Второй — пластина толщиной 1 дюйм, и это процедура неограниченной толщины. Процедура ограниченной толщины сертифицирует сварщика для стали толщиной от 1/8 до 3/4 дюйма.
Процедура ограниченной толщины сертифицирует сварщика для стали толщиной от 1/8 до 3/4 дюйма.
Сертификат сварщика 4G также имеет тот же срок действия.То есть, если вы не будете выполнять сварку с использованием дуговой сварки в защитном металле в потолочном положении, срок ее годности истечет через 6 месяцев или 180 дней. Сварочные сертификаты должны обновляться либо работодателем, подписывающим журнал сварки сзади, либо просто пройти курс повышения квалификации в школе сварщиков и попросить их подписать процедуру.
Спецификации процедур сертификации сварщиков- Процесс сварки. SMAW
- Тип соединения. Стык
- Подложка. Да
- Материал основы. ASTM A36
- Корневое отверстие. 1/4–5/16
- Ангел рощи. 45 градусов
- Обратный зарез. №
- Основной металл.
 ASTM A36
ASTM A36 - Тип или марка. Сталь
- Толщина. Канавка. (дюйм) .375
- Присадочные металлы AWS
- Спецификация. A5.1
- Присадочные металлы AWS
- Классификация. E7018
- Диаметр электрода. 1/8
- Ампер. от 90 до 140
- Характеристики электрода
- Ток. DCEP
- Флюс для экранирующих электродов (класс). 4
- Стрингер или плетение. Либо
- Многопроходный или однопроходный (с каждой стороны). Несколько
- Межпроходная очистка. Механическая или проволочная щетка
 ASTM A36
ASTM A36 Настройка сварочного аппарата SMAW для подвесной сварки
Miller Dialarc 250 Процедура 4G, как и процедура 3G, гласит, что сварочный аппарат SMAW должен быть настроен в диапазоне от 90 до 140 ампер. Я использовал тот же сварочный аппарат Miller Dialarc 250, установив его на 116 ампер, как и мой сертификат сварки 3G. Когда я настраивал свой станок на тренировочном фаске, я обнаружил, что эта настройка подходит как нельзя лучше.На корневом и заполняющем проходах я смог сделать плетение, а на крышке я сделал стрингерные сварные швы. Что касается моих стрингерных сварных швов, мне нужно было, чтобы машина работала достаточно горячей, чтобы стержень буквально вонзался в металл без прилипания. Когда я свариваю над головой с помощью сварочного аппарата, я обычно просто зажигаю дугу, а затем вставляю стержень в стык. Я позволяю стержню гореть самостоятельно без каких-либо манипуляций. Я буквально не шевелю рукой, а просто опираюсь на стержень, позволяя ему делать всю сварку. Этот метод работает хорошо, но требует, чтобы машина была достаточно горячей, чтобы электрод не прилипал.Просто поигравшись с настройками, я получил электрод 1/8 E7018 для сварки при токе 140 ампер в верхнем положении и получил хороший сварной шов.
Я использовал тот же сварочный аппарат Miller Dialarc 250, установив его на 116 ампер, как и мой сертификат сварки 3G. Когда я настраивал свой станок на тренировочном фаске, я обнаружил, что эта настройка подходит как нельзя лучше.На корневом и заполняющем проходах я смог сделать плетение, а на крышке я сделал стрингерные сварные швы. Что касается моих стрингерных сварных швов, мне нужно было, чтобы машина работала достаточно горячей, чтобы стержень буквально вонзался в металл без прилипания. Когда я свариваю над головой с помощью сварочного аппарата, я обычно просто зажигаю дугу, а затем вставляю стержень в стык. Я позволяю стержню гореть самостоятельно без каких-либо манипуляций. Я буквально не шевелю рукой, а просто опираюсь на стержень, позволяя ему делать всю сварку. Этот метод работает хорошо, но требует, чтобы машина была достаточно горячей, чтобы электрод не прилипал.Просто поигравшись с настройками, я получил электрод 1/8 E7018 для сварки при токе 140 ампер в верхнем положении и получил хороший сварной шов. Обратной стороной этого является то, что если угол вашего электрода немного отклонится, вы получите дуговой удар. Я упоминаю об этом, потому что многие начинающие сварщики, пытающиеся сваривать над головой, предполагают, что вы хотите, чтобы сила тока была на более низком уровне. Реальность потолочной сварки заключается в том, что чем выше температура сварочного аппарата, тем легче сваривать. Это больше психологический фактор.
Обратной стороной этого является то, что если угол вашего электрода немного отклонится, вы получите дуговой удар. Я упоминаю об этом, потому что многие начинающие сварщики, пытающиеся сваривать над головой, предполагают, что вы хотите, чтобы сила тока была на более низком уровне. Реальность потолочной сварки заключается в том, что чем выше температура сварочного аппарата, тем легче сваривать. Это больше психологический фактор.
Как подготовить купоны для испытаний 4G SMAW
В отличие от сертификата сварки 3G, я сделал много фотографий.Я застрял в момент получения сертификата сварщика 4G и забыл сделать много ключевых фотографий. К сожалению, это настоящее испытание, и пересдачи при его прохождении нет!
Подготовка тестовых купонов для 4G аналогична процедуре для 3G. Это примечания AWS D1.1 для процедуры 4G SMAW с изображениями:
Вот тестовые купоны, и вот как я их получил.
Вот так я получил тестовые купоны. Я сошлифовал всю прокатную окалину с передней части фаски минимум на 1 дюйм назад, а также сделал то же самое с задней частью фаски. . Затем я отшлифовал фаску, чтобы избавиться от всего окисления. Затем последовала перепроверка угла скоса. Снова каждый скос был ровно 22,5 градуса, и он был проверен. Вот почему это было сделано в таком порядке:
. Затем я отшлифовал фаску, чтобы избавиться от всего окисления. Затем последовала перепроверка угла скоса. Снова каждый скос был ровно 22,5 градуса, и он был проверен. Вот почему это было сделано в таком порядке:
1. Отшлифуйте всю окалину горячего проката, прилегающую к фаске, 1 дюйм на передней и 1/4 дюйма на задней стороне испытательного листа.
2. Сошлифуйте все окисление на фаске до чистого металла. Еще раз проверьте угол скоса на правильный угол.
3. Сотрите всю горячую окалину с опорного стержня до чистого металла.
4. Инспектор проверит подготовку перед подгонкой испытуемых образцов.
5. После завершения подгонки инспектор проверит все спецификации подгонки
Скосы были скреплены, корневое отверстие было проверено двумя электродами 1/8, а затем пластины были проверено.
Проверка корневого отверстия относительно поддерживающего стержня с помощью двух 1/8-дюймовых электродов, чтобы убедиться, что оно составляет 1/4 дюйма.
Я поместил тестовые пластины в верхнее положение, проверил их и пометил белым маркером. Это делается для того, чтобы пластины не смещались во время сварки или шлифовки.
Сертифицированный инспектор по сварке отметил купон на месте, и теперь я готов к сварке.Вот почему это было сделано в соответствии с процедурой сварки:
6. Теперь тест будет помещен в фиксированное положение.
Испытываемый образец будет помечен маркером, и контролер может увидеть образец в любое время во время испытания.(ВО ВРЕМЯ ИСПЫТАНИЯ ОБРАЗЦЫ НЕ ДОЛЖНЫ ПЕРЕМЕЩАТЬСЯ В ЛЮБОМ НАПРАВЛЕНИИ И ИЛИ УДАЛЯТЬСЯ С МЕСТА ИСПЫТАНИЯ БЕЗ УТВЕРЖДЕНИЯ ИНСПЕКТОРОВ.) начать корневой проход Я расположился таким образом, чтобы я мог привариться к себе. Первая фотка — это как раз мой вид из-за каски во время сварки. Корень брал два с половиной электрода E7018 и имел два перезапуска.Я выполнил технику плетения, удерживая стороны скоса, пока дуга электрода не прокатилась и не попала в скос.
7. Корневой путь должен быть проверен.
Здесь я забыл сделать много снимков.
Это вид, который я буду иметь во время проверки сварки. Вот первый корневой шов со шлаковым покрытием.После этого я сделал легкую шлифовку корня, чтобы убедиться, что нет шлаковых включений, что на третьем фото.
4G Корневой шов отшлифован и готов к горячему проходу.Методы сварки с заполняющим проходом над потолком
Перед выполнением заполняющего прохода я дал пластине остыть до тех пор, пока едва мог дотронуться до нее голой рукой. На заполняющем проходе я использовал технику широкого переплетения, удерживая стороны на короткое время.Потребовалось шесть электродов E7018 и пять перезапусков.
Вот заполняющий проход в положении над головой с использованием техники переплетения.Техника потолочной сварки крышки и крышки прохода
Перед приваркой крышки я даю пластине остыть до тех пор, пока не смогу прикоснуться к ней. При сварке крышки я использовал стрингеры. Техника, которую я использовал, заключалась в том, чтобы просто запустить дугу и вставить стержень в сустав.Никаких манипуляций с электродом или каких-либо движений рук не было. Я буквально позволил удочке сделать всю работу! Это работает следующим образом: стержень направлен от вас под углом 15 градусов, и, пока стержень горит, все, что вам нужно сделать, это продолжать нажимать на него, пока сварка не будет завершена. Именно так я обычно делаю большинство своих сварных швов за пределами сертификата сварщика. Колпачок занимал четыре электрода и не имел перезапусков.
Для изготовления верхней крышки стрингера потребовалось 4 электрода E7018.Я осмотрел крышку еще на месте и заметил несколько участков с чрезмерным усилением сварного шва. Я взял электрод 1/8, чтобы измерить высоту сварного шва и отметить несколько областей, которые мне нужно было обработать. Я стачивал избыточное усиление сварного шва до тех пор, пока электрод 1/8 не сравнялся с высотой колпачка. Я сделал это, потому что в процедуре сварки указано:
Именно здесь я стачивал лишнее армирование, чтобы соответствовать правилу 1/8 максимального армирования.«Поверхность сварного шва должна быть заподлицо с поверхностью основного металла, а сварной шов должен плавно переходить в основной металл. Подрез не должен превышать 1/32 дюйма (1 мм). Усиление сварного шва не должно превышает 1/8 дюйма (3 мм).
Подготовка тестовых талонов
Тестовые талоны были подготовлены точно так же, как мой сертификат сварщика 3G.Я пометил испытательные образцы, вырезал их на ленточной пиле, взял пробойник и отметил центры сварных швов, удалил подкладочный стержень и нанес сетку по корню и лицевой стороне до толщины испытуемого материала.
Вот пробная пластина, размеченная на купоны. Вот лицевой, корневой и альтернативный купоны. Альтернативу не шлифовал, потому что не знаю, понадобится ли она мне.Испытание на изгиб
Первым изгибом был корневой изгиб, за которым последовал лицевой изгиб. Обе части прошли, и мне не понадобилась альтернатива.Как вы можете видеть ниже, тестовый купон не был полностью чистым. У меня было несколько незначительных дефектов, которые вполне соответствовали критериям приемки AWS D1.1. Отверстия были менее 1/32 дюйма, поэтому они не считались разрывами. Я спросил, почему в этих изделиях есть такие отверстия, и мне сказали, что это обычное дело при использовании техники плетения.
Вот критерии приемки для испытаний на изгиб, сформулированные Американским обществом сварщиков.
«Критерии приемлемости для испытаний на изгиб.Выпуклая поверхность образца для испытаний на изгиб должна быть осмотрена визуально на наличие дефектов поверхности. Для приемки поверхность не должна содержать несплошностей, превышающих следующие размеры: (1) 1/8 дюйма (3 мм), измеренные в любом направлении поверхности
(2) 3/8 дюйма (10 мм) – сумма наибольших размеров всех несплошностей, превышающих 1/32 дюйма (1 мм), но меньше или равная 1/8 дюйма (3 мм).
(3) ¼ дюйма (6 мм) – максимальная угловая трещина в результате видимых шлаковых включений или других несплошностей типа плавления, затем 1/8 дюйма.Должен применяться максимум (3 мм)
Образцы с угловыми трещинами, превышающими ¼ дюйма (6 мм) без признаков шлаковых включений или других несплошностей типа плавления, не должны приниматься во внимание, и должен быть испытан заменяющий испытательный образец из исходного сварного соединения. »Вот результаты испытания на изгиб. Как вы можете видеть, есть несколько незначительных отверстий, но они находятся в пределах критериев приемки.
Вот образцы образцов для испытания сварного шва, успешно прошедшие испытание AWS D1.1 Сертификат 4G SMAW для потолочной сварки.ASME и AWS Отраслевые формы сварки теперь доступны ) документы в соответствии с применимыми нормами сварки.
В прошлом отраслевые сварочные формы были недоступны, а это означает, что инспекторам по сварке приходилось прилагать дополнительные усилия для их создания.
Эти формы процедуры сварки могут быть сложными для заполнения, особенно когда проект требует от производителей в определенных отраслях промышленности изменить более распространенный формат документа ASME Section IX или AWS D1.1, чтобы учесть требования для других кодов. Копирование или изменение информации в формах или шаблонах, которые вы создали сами, может занять много времени и привести к ошибкам, особенно когда речь идет о структурной сварке. Эти доморощенные шаблоны могут быть трудны для доступа или понимания несколькими пользователями.
К счастью, с помощью современных приложений для документирования сварки теперь у вас есть доступ к формам, соответствующим любым применимым кодам, которые вы используете. Например, CEI теперь имеет отраслевые пакеты кодовых форм, доступные для таких отраслей, как аэрокосмическая, автомобильная и другие. Это означает, что если компания выполняет большую часть своей работы в соответствии с разделом IX ASME или AWS D1.
Вы можете использовать специальную форму, созданную в соответствии с формой в соответствующей кодовой книге, вместо того, чтобы заставлять переменные сварки из одного процесса в форму, созданную для другого процесса. Это дает вам уверенность в том, что ваши документы по процедурам сварки используются и интерпретируются правильно.
Что такое пакеты кодовой формы? Пакеты форм кода
дают пользователям возможность добавлять формы кода в свои базовые пакеты (ASME Section IX, AWS D1.1) в отраслевых пакетах наиболее распространенных кодов, используемых в их отрасли, таких как автомобильная сварка и другие.Благодаря этой возможности пользователи могут получить доступ к дополнительным формам кода со своими базовыми пакетами, экономя время и сохраняя свои формы для всех кодов согласованными.
Зачем ИНСПЕКТОРУ по сварке НУЖНЫ ФОРМЫ КОДОВ ПАКЕТА?
Код Комплект Описание Коды включают Аэрокосмическая сварка AWS D17.1, D17.2, D17.3
Автомобильная сварка AWS D8.1, D8.5, D8.6, D8.7, D8.8, Д8.14
AWS Сварка листового металла AWS D9.1
AWS Подводная сварка AWS D3.6R
Пайка, пайка, сварка пластика и болтовое соединение ASME Раздел IX, AWS C3.2, C3.4, C3.5, C3.6, C3.7, C3.9, C3.11, C3.12, G1.1, G1.6, ASME PCC-1
BS EN ISO Сварка BS EN ISO 3183, 11970, 15607, 15612, 15613, 15609-1, 15609-2, 15609-3, 15609-4, 15609-5, 15609-6, 15614-1, 156156-1, 156154-1, 9606-1
Тяжелая промышленность AWS Machinery Welding AWS D14.
Инфраструктура/сварка мостов AWS D1.5
MILSPEC, NAVSEA и судовая сварка AWS D3.5, D3.7, C2.18, MILSPEC, NAVSE, ABS
Сварка труб, трубопроводов и сосудов под давлением API 1104, раздел IX ASME, AWS D10.4, D10.6, D10.7, D10.8, D10.9, D10.11, D10.12, D10.18, D18.3, ISO 13847
Железнодорожная сварка AWS D15.1, Д15.2
Сварка конструкций AWS D1.1, D1.2, D1.3, D1.4, D1.6, D1.8, D1.9
Как указывалось ранее, заполнение сварочных форм по самодельному шаблону — длительный сложный процесс, сопряженный с высоким риском ошибок. И наоборот, новые выпуски форм сварочных кодов обеспечивают возможность смешивания и сопоставления для получения доступа к нужным формам.
Какие преимущества дает пакетный код? Пакеты кодовых форм
CEI в настоящее время не предоставляют никакой помощи в написании кода, как это делают базовый пакет ASME Section IX и AWS D1.1, но, в конечном счете, по-прежнему экономят ваше время и уменьшают количество возможных ошибок, предоставляя вам специальный шаблон формы кода для заполнения. ваши формы и не пропустите важную переменную процесса сварки.
Основное преимущество для пользователей заключается в том, что им не нужно создавать собственные шаблоны, которыми нужно управлять вручную для каждого уникального приложения.Это уменьшает количество ошибок, поскольку пользователю не нужно изменять и сохранять формы, которые используются повторно несколько раз.
Вы записываете новые кодовые формы в существующую базу данных документов, чтобы они были доступны и доступны для поиска, как ваши документы ASME Section IX и AWS D1.1.
При создании документов PQR, WPS или WPQ теперь вы можете получить доступ к нужной форме для процедуры, которую необходимо задокументировать.
Где можно найти функцию объединения кода? Приложение
CEI ProWrite для документации по сварке теперь может создавать документы для каждого из уникальных кодов.Эти формы кода можно добавить в два самых популярных базовых пакета без необходимости покупать совершенно новый пакет кода.
Являясь экспертом в области кодов процедур сварки, CEI знает, что нужно и чего хотят производители сварки при разработке и разработке процедур сварки. CEI работает в отрасли более тридцати лет, участвует в национальных комитетах по нормам и стандартам и ежегодно тратит сотни часов на изучение соответствия нормам, чтобы помочь вам быть более эффективными.
Сварочные нормы: Общие нормы — Weld Guru
Нормы сварки разрабатываются различными организациями для установления требований к:
- осмотр
- тестирование
- ремонт
- одобренные материалы
- изготовление
- технические характеристики конструкции
- сама сварка
Четыре группы составляют основу кодов.
Каждая группа устанавливает и адаптирует коды, относящиеся к сфере их интересов.
Наиболее часто используемые коды взяты из AWS (D1.1) и ASME (раздел IX).
Разница между ASME и AWS заключается в том, что ASME касается процедуры сварки и квалификации сварщика.
AWS предназначен для квалификации как сварщиков, так и процедур сварки, включая проверку, монтаж и изготовление.
В контрактах может быть указан тот или иной код.
- Американское общество сварщиков (AWS)
- Американский институт нефти (API)
- Американское общество инженеров-механиков (ASME)
- Американское общество неразрушающего контроля (ASNT)
Кодексы, установленные этими организациями, затем принимаются другими, такими как Министерство обороны.
Кодытакже признаются Американским национальным институтом стандартов (ANSI).
В приведенном ниже списке представлены коды, которые используются для определения требований к наиболее распространенным процессам сварки.
АВС 3.1. Кодексы сварки написаны для сварщиков, инженеров, монтажников, изготовителей и инспекторов, которые работают со сварными стальными конструкциями или вокруг нихПочему существуют Кодексы сварки
Целью каждого из сварочных кодексов является единый подход к сварке, отражающий лучшие практики, разработанные и проверенные временем.
Они улучшают навыки сварщика, оборудование и процессы.
Результатом является рост в профессии, когда речь идет о навыках, качестве и эффективности сварщика.
Ключевые термины
- WPS : WPS — это спецификация процедуры сварки. Он показывает сварщику общее направление, показывает сварочные материалы и конструкцию соединения. В нем также перечислены важные нормативные требования, методы, параметры и сварочные материалы.
- PQR : PQR — это отчет о квалификации процедуры.Это запись результатов испытаний любых сварных швов, созданных в соответствии со спецификацией процедуры сварки (WPS).
- WQTR : WQTR или отчет о квалификационном испытании сварщика описывает результаты испытания, чтобы определить, имеет ли сварщик квалификацию для сварки в соответствии с определенной спецификацией процедуры сварки.
- Код: Стандарт — это свод правил, принятый одним или несколькими государственными органами и подлежащий исполнению по закону или включенный в деловой договор.
Американский институт нефти (API)
API или Американский институт нефти – это национальная торговая ассоциация, которая занимается всеми аспектами нефтегазовой промышленности США.
Выданные нормы сварки относятся к таким задачам, как проверка трубопроводов, резервуаров для хранения и строительство трубопроводов.
API 570: проверка трубопроводов
Устанавливает требования к осмотру, изменению, ремонту и переоценке находящихся в эксплуатации трубопроводных систем. Он был создан для химической и нефтеперерабатывающей промышленности.
API 620: Сварные стальные резервуары для хранения
Этот стандарт устанавливает требования к конструкции, материалам, монтажу, изготовлению и испытаниям вертикальных, цилиндрических, надземных, закрытых и открытых, сварных стальных резервуаров для хранения различных размеров и объемов для внутреннего давления, приближающегося к атмосферному давлению (внутреннее давление не превышает вес кровельных плит), но допускается более высокое внутреннее давление при выполнении дополнительных требований.
Настоящий стандарт применяется только к резервуарам, все днище которых имеет одинаковую опору, и к резервуарам, не предназначенным для охлаждения, с максимальной рабочей температурой 90°C (200°F).
API 653: Реконструкция резервуаров, переделка, ремонт и осмотр
Этот стандарт распространяется на резервуары из углеродистой и низколегированной стали, изготовленные в соответствии со стандартом API 650 и предшествующей ему спецификацией API 12C.
API 1104 Сварка трубопроводов и связанных с ними объектов
Этот стандарт распространяется на дуговую и газовую сварку угловых, стыковых, дуговых и газовых, а также раструбных сварных швов в трубопроводах из углеродистой и низколегированной стали, используемых при сжатии, перекачивании и транспортировке сырой нефти, нефтепродуктов, топливных газов, двуокиси углерода.
Применяется как для нового строительства, так и для сварки в процессе эксплуатации. Сварка может выполняться дуговой сваркой в среде защитного газа, дуговой сваркой под флюсом, дуговой сваркой вольфрамовым электродом в среде защитного газа, дуговой сваркой металлическим электродом в среде защитного газа, дуговой сваркой с флюсовой проволокой, плазменной дуговой сваркой, кислородно-ацетиленовой сваркой, стыковой сваркой оплавлением или стыковой сваркой оплавлением. комбинация этих процессов с использованием ручной, полуавтоматической или автоматической сварки или комбинации этих методов. Сварные швы могут быть выполнены позиционной или роликовой сваркой или комбинацией позиционной и роликовой сварки.
Этот стандарт также охватывает процедуры радиографического, магнитопорошкового, жидкостного и ультразвукового контроля, а также стандарты приемки, которые должны применяться к производственным сварным швам, испытанным на разрушение или проверенным радиографическим, магнитопорошковым, проникающим веществом, ультразвуковым и визуальным контролем.
Американское общество сварщиков (AWS)
Миссия Американского общества сварщиков (AWS) заключается в развитии науки, технологий и применении сварки и смежных процессов соединения и резки, включая пайку твердым припоем, пайку и термическое напыление.
Организация имеет более 350 сварочных кодексов, процедур, методов и стандартов.
Стандарт D1.1 (см. ниже) упоминается чаще, чем любой другой код, когда речь идет о сварке стали.
AWS устанавливает коды сварки для следующего:
- Аттестация инспекторов по сварке
- Сварка алюминия (газовая дуговая сварка, газовая вольфрамовая сварка, плазменная дуговая сварка)
- Сварка листовой стали: области применения и возможности для листового металла
- Аэрокосмическая промышленность: материалы и процессы для сварки плавлением
- Строительство: код сварки автомагистрали моста
- Сварка конструкционной стали: все типы сварочных процессов
АМС D1.
Этот код содержит требования к изготовлению и монтажу сварных стальных конструкций. Этот код применяется к стали толщиной 1/8 дюйма (3,2 мм) или более. Когда этот код указан в контракте, большинство положений являются обязательными. Факультативные положения и примеры показаны в приложении, включенном в настоящий свод правил.
Кодекс в основном применяется к опорным конструкциям и зданиям, например, при возведении и изготовлении сварных конструкций.
Код состоит из 540 страниц и состоит из восьми «пунктов» или глав:
- Общие требования
- Проектирование сварных соединений
- Предварительная квалификация спецификаций процедуры сварки (WPS): содержит требования для освобождения WPS от квалификационных требований WPS
- Квалификация: требования к Спецификации процедуры сварки (WPS), включая PQR (протоколы квалификации процедуры) и квалификационные тесты для всего сварочного персонала (сварщики прихватки, операторы сварки, сварщики)
- Требования к изготовлению и монтажу, применимые к сварным конструкциям, регулируемым настоящим кодом
- Осмотр
- Приварка шпилек: требования к приварке шпилек к конструкционной стали
- Усиление и ремонт существующих конструкций: информация, касающаяся сварных модификаций или ремонта существующих конструкций
АМС D1.
Требования к сварке применимы к любому типу сварных конструкций из алюминиевого сплава.
Этот код подходит для использования при изготовлении несущих конструкций и приспособлений.
Он не предназначен для замены норм, разработанных для использования в специализированном производстве, таких как нормы ASME по котлам и сосудам под давлением, аэрокосмические или военные нормы.
AWS D1.3: Сварка металлоконструкций, код
Это конструкционная сварка листовой стали.
Этот код распространяется на дуговую сварку конструкционных стальных листов / полос, включая холодногнутые элементы, номинальная толщина которых равна или меньше 3/16 дюйма (0,188 дюйма / 4,8 мм).
В этот код включены три типа сварки, уникальные для листовой стали: дуговая точечная сварка, дуговой шов и дуговая сварка штепсельной вилкой.
AWS D1.4: Правила сварки конструкций из арматурной стали
Это конструкционная сварка арматурной стали.
Этот код должен применяться к сварке арматурной стали с арматурной сталью и арматурной стали с углеродистой или низколегированной конструкционной сталью.
Этот код должен использоваться в сочетании с предписанными общими строительными нормами и правилами и применим ко всей сварке арматурной стали с использованием процессов, перечисленных в Разделе 1.4, и выполняемых как часть железобетонной конструкции.
Когда арматурная сталь приваривается к конструкционной стали, положения AWS D1.1 должны применяться к компоненту из конструкционной стали.
Правила сварки мостов разработаны, чтобы избежать водородных и усталостных трещин, которые могут повлиять на безопасность мостаAWS D1.5: Код сварки мостов
Это Кодекс сварки мостов.
Этот код охватывает требования к сварке, применимые к сварным автомобильным мостам.
Он должен использоваться в сочетании со Стандартной спецификацией AASHTO для автодорожных мостов или спецификацией конструкции моста AASHTO LRFD.
Этот код не предназначен для использования в следующих целях:
- Стали с минимальным установленным пределом текучести более 690 МПа (100 тыс. фунтов на кв. дюйм),
- Сосуды под давлением или трубопроводы под давлением,
- Недрагоценные металлы, кроме углеродистых или низколегированных сталей, или
- Конструкции из конструкционных труб
АМС D1.6: Код сварки конструкций из нержавеющей стали
Нормы сварки конструкций из нержавеющей стали. Этот стандарт охватывает требования к сварке, применимые к сварным конструкциям из нержавеющей стали, подверженным расчетному напряжению. Он должен использоваться в сочетании с любым дополнительным кодом или спецификацией для проектирования или изготовления сварных конструкций из нержавеющей стали.
AWS D3.5-93R: Сварка стального корпуса
Руководство по сварке стальных корпусов. На это руководство ссылаются во многих спецификациях контрактов на строительство судов от барж до буксиров.
AWS D3.6M: сварка под водой
Спецификация для сварки под водой. ·
AWS D3.7: Сварка алюминиевого корпуса
Руководство по сварке алюминиевого корпуса. Подобно Руководству по сварке стальных корпусов, но с особым акцентом на уникальные свойства алюминия.
AWS D8.8-97: Качество сварки для легких грузовиков и автомобилей
Спецификациядля автомобилей и легких грузовиков. Качество сварки: дуговая сварка.
AWS D14.1: Строительное и землеройное оборудование
Спецификациядля сварочного землеройного и строительного оборудования.
Применяется ко всем конструкционным сварным швам, используемым при производстве землеройной и строительной техники.
Эта спецификация отражает методы сварки, применяемые производителями в отрасли, и включает в себя различные методы, доказавшие свою эффективность отдельными производителями.
AWS D14.5: Компоненты пресса и сварочные прессы
Спецификация сварочных прессов и компонентов прессов.
Целью данной спецификации является установление минимальных приемлемых требований к конструкции сварных соединений и изготовлению путем сварки прессов и компонентов прессов, и они не предназначены для применения к механизмам подачи материала и инструментам.
Он также применяется к модификации или ремонту посредством сварки новых или существующих прессов или компонентов прессов.
Американское общество инженеров-механиков (ASME)
Штамп ASME BPVC «U» — знак, наносимый на заводскую табличку сосуда под давлением уполномоченной мастерской или другой организацией, чтобы указать, что сосуд был изготовлен в соответствии с разделомASME BPVC ASME является некоммерческим членством. организация, которая обеспечивает сотрудничество, обмен знаниями, карьерный рост и развитие навыков во всех инженерных дисциплинах, чтобы помочь глобальному инженерному сообществу разрабатывать решения для улучшения жизни и средств к существованию.
Организация имеет около 600 согласованных стандартов, разработанных более чем 100 комитетами.
- коды тестов производительности
- стандартизация
- безопасность
- ядерные технологии
- техника давления
Раздел IX является одним из наиболее часто используемых кодов сварщиков для аттестации сварщиков. Раздел VIII Раздел 1 используется с разделом IX при использовании кодов, применяемых к изготовлению.
ASME Раздел I: Требования к энергетическим котлам
В части PWперечислены требования к котлам, изготовленным методом сварки.Правила части PW применяются к котлам и их составным частям, включая трубопроводы, изготовленные в соответствии с положениями настоящего раздела, которые изготавливаются сваркой и должны использоваться в сочетании с общими требованиями части PG, а также с конкретными требованиями в применимые части настоящего раздела, относящиеся к рассматриваемому типу котла.
Относится к требованиям для всех методов строительства:
- Силовые, электрические и малогабаритные котлы
- Высокотемпературные водогрейные котлы, используемые в стационарных условиях
- Энергетические котлы, используемые в локомотивной, переносной и тяговой службе.
Включает требования для:
- Котлы, изготовленные сваркой
- Котлы, изготовленные методом клепки (только для справки)
- Водотрубные котлы
- Жаротрубные котлы
- Подогреватели питательной воды
- Миниатюрные котлы
- Электрические котлы
- Генераторы испарителей органических жидкостей
ASME Section II Material Specifications-4 Subparts(A,B,C,D):
- Подраздел A — Технические характеристики черных металлов.
- Подраздел B — Спецификации цветных металлов — Материалы.
- Подчасть C-Спецификации для сварочных стержней, электродов и присадочных металлов.
- Подчасть D-Свойства-разделена на три части-
- Таблицы напряжений.
- Таблицы физических свойств.
- Диаграммы и таблицы для определения толщины оболочки деталей, находящихся под внешним давлением.
ASME Раздел III: Атомная
Есть три подразделения-
- Раздел 1-Правила сооружения элементов ядерных установок.
- В подразделе NB перечислены компоненты класса 1.
- В подразделе NC перечислены компоненты класса 2.
- В подразделе ND перечислены компоненты класса 3.
- В подразделе NE перечислены компоненты класса MC.
- Подраздел NF охватывает опоры.
Подраздел- NG посвящен основным опорным конструкциям.
Подраздел- NH охватывает компоненты класса 1, работающие в условиях повышенных температур.
- Раздел 2: Кодекс для бетонных корпусов реакторов и защитной оболочки.
- Раздел 3″ Системы защитной оболочки для хранения и транспортной упаковки отработавшего ядерного топлива и высокоактивных радиоактивных материалов и отходов. ·
ASME Раздел IV: Правила строительства отопительных котлов.
Правила части HG распространяются на паровые отопительные котлы, водогрейные отопительные котлы, водогрейные котлы и принадлежности к ним. Они должны использоваться в сочетании с особыми требованиями Частей HF и HC, в зависимости от того, что применимо.
ASME Раздел V: Неразрушающий контроль
Если иное не указано в соответствующем Разделе Кодекса или других справочных документах, этот Раздел Кодекса содержит требования и методы неразрушающего контроля, которые являются требованиями Кодекса в той мере, в какой они конкретно указаны и требуются в других Разделах Кодекса. Эти методы неразрушающего контроля предназначены для обнаружения поверхностных и внутренних несплошностей в материалах, сварных швах и изготовленных деталях и компонентах.Они включают в себя рентгенографическое исследование, ультразвуковое исследование, капиллярное исследование, магнитопорошковое исследование, вихретоковое исследование, визуальный осмотр, проверку на герметичность и акустико-эмиссионное исследование.
Раздел VI ASME Рекомендуемые правила по уходу и эксплуатации отопительных котлов
Он разделен на девять подразделов.
- Общие сведения, охватывает область применения и терминологию.
- Типы котлов.
- Аксессуары и установка.
- Топливо.
- Оборудование для сжигания топлива и средства контроля сжигания топлива.
- Котельная.
- Эксплуатация, техническое обслуживание и ремонт паровых котлов.
- Эксплуатация, техническое обслуживание и ремонт водогрейных котлов и водогрейных котлов.
- Очистка воды
Раздел VII ASME Рекомендуемые указания по уходу за энергетическими котлами
- Руководство по обеспечению безопасности при использовании стационарных, переносных и тяговых отопительных котлов.
- В этом разделе приведены рекомендации, помогающие операторам энергетических котлов максимально безопасно обслуживать свои установки.
- Акцент был сделан на котлах промышленного типа из-за их широкого применения.
- Содержит топливо для обычной эксплуатации; Эксплуатация и обслуживание котельного оборудования; осмотр; предотвращение непосредственных причин отказа котла; Проект установки; Эксплуатация вспомогательного оборудования котла; Контроль внутренних химических условий
Раздел VIII ASME Сосуды под давлением и резервуары Код
Он разделен на три подразделения.
ASME Раздел IX Сварка и пайка Квалификация
В этом разделе рассматриваются требования к Спецификациям процедур сварки (WPS), Записям аттестации процедур (PQR) и сертификационные требования для степлеров, сварщиков, операторов сварки и персонала, выполняющего пайку.
ASME Section X Сосуды высокого давления из армированного волокном пластика
- Требования к конструкции сосуда высокого давления из стеклопластика в соответствии с проектным отчетом производителя.
- Включает методы производства, обработки, изготовления, контроля и испытаний, необходимые для сосуда.
Раздел XI ASME Правила эксплуатационной проверки компонентов атомной электростанции
- Правила освидетельствования, эксплуатационных испытаний и контроля, замены и ремонта элементов и систем АЭС с легководным и жидкометаллическим теплоносителем.
ASME Раздел XII: Правила постройки и дальнейшей эксплуатации транспортных цистерн
- Требования к конструкции и дальнейшей эксплуатации сосудов под давлением для перевозки опасных грузов по автомобильным дорогам, железной дороге, воздуху или воде при давлении от полного вакуума до 3000 фунтов на квадратный дюйм и объемах более 120 галлонов.
ASME B31.1: Силовой трубопровод
Настоящий Кодекс устанавливает требования к проектированию, материалам, изготовлению, монтажу, испытаниям и осмотру систем трубопроводов силовых и вспомогательных служб для электростанций, промышленных и государственных предприятий, центральных и районных тепловых станций и систем централизованного теплоснабжения, за исключением ограниченного по абз.
Эти системы не ограничены линиями растений или собственности, если они специально не ограничены в параграфе. 100.1. Трубопроводы, используемые в настоящем Кодексе, включают трубы, фланцы, болтовые соединения, прокладки, клапаны, предохранительные устройства, фитинги и находящиеся под давлением части других компонентов трубопровода.
Сюда также входят подвески и опоры, а также другие элементы оборудования, необходимые для предотвращения чрезмерной нагрузки на компоненты, находящиеся под давлением.
Информируем пользователей настоящего Кодекса о том, что в некоторых областях законодательство может устанавливать государственную юрисдикцию в отношении предмета, охватываемого данным Кодексом.Однако любое такое юридическое требование не освобождает владельца от его обязанностей по проверке, указанных в абз. 136.1.
ASME B31.2: Материал трубопровода топливного газа
Настоящий Кодекс распространяется на проектирование, изготовление, монтаж и испытания трубопроводных систем для топливных газов, таких как природный газ, синтетический газ, смеси сжиженного нефтяного газа с воздухом выше верхнего предела воспламеняемости, сжиженный нефтяной газ в газообразной фазе или смесь этих газов.
В сферу действия настоящего Кодекса входят системы трубопроводов топливного газа как в зданиях, так и между зданиями, от выхода узла счетчика потребителя (или пункта поставки) до первого клапана, удерживающего давление, перед устройством утилизации газа включительно.Системы трубопроводов, подпадающие под действие настоящего Кодекса, включают все компоненты, такие как трубы, клапаны, фитинги, фланцы (кроме входных и выходных фланцев, являющихся частью оборудования или аппаратов, описанных в пункте 200.1.4), болтовые соединения и прокладки. Также включены находящиеся под давлением части других компонентов, таких как компенсаторы, сетчатые фильтры и дозирующие устройства, а также опорные приспособления для трубопроводов и конструктивные приспособления.
ASME B31.3: Технологические трубопроводы
Правила для технологических трубопроводов были разработаны с учетом трубопроводов, которые обычно используются на химических, нефтеперерабатывающих, фармацевтических, текстильных, бумажных, полупроводниковых и криогенных заводах; и соответствующие перерабатывающие заводы и терминалы.
Настоящий Кодекс устанавливает требования к материалам и компонентам, проектированию, изготовлению, монтажу, сборке, осмотру, осмотру и испытанию трубопроводов. этот Кодекс применяется ко всем жидкостям, включая: сырые, промежуточные и готовые химикаты; нефтяные продукты; газ, пар, воздух и вода; псевдоожиженные твердые вещества; хладагенты; и криогенные жидкости.
ASME B31.4: Системы транспортировки жидких углеводородов, сжиженного нефтяного газа, безводного аммиака и спирта
Настоящий Кодекс устанавливает требования к проектированию, материалам, конструкции, сборке, проверке и испытаниям трубопроводов, по которым транспортируются жидкости, такие как сырая нефть, конденсат, природный бензин, жидкости природного газа, сжиженный нефтяной газ, двуокись углерода, жидкий спирт, жидкий безводный аммиак. и жидких нефтепродуктов между арендными площадками производителей, нефтебазами, газоперерабатывающими заводами, нефтеперерабатывающими заводами, станциями, аммиачными заводами, терминалами (морскими, железнодорожными, автомобильными) и другими пунктами сдачи и приема.
ASME B31.5: Холодильные трубопроводы
Этот Кодекс предписывает требования к материалам, проектированию, изготовлению, сборке, монтажу, испытаниям и проверке трубопроводов хладагента и вторичного хладагента для температур до -320°F, за исключением особо оговоренных случаев.
A SME B31.8 Транспортировка и распределение газаЭтот код охватывает проектирование, изготовление, монтаж, проверку, испытания и аспекты безопасности при эксплуатации и техническом обслуживании систем транспортировки и распределения газа, включая газопроводы, газокомпрессорные станции, узлы учета и регулирования газа, магистральные газопроводы и линии обслуживания до выход узла учета заказчика.
В состав настоящего Кодекса входят трубопроводы для транспортировки и сбора газа, включая приспособления, устанавливаемые на море для транспортировки газа от производственных объектов к наземным объектам.В этом коде также содержится гораздо больше.
ASME B31.9 Трубопроводы инженерных коммуникаций
Этот раздел Кодекса содержит правила для трубопроводов в промышленных, институциональных, коммерческих и общественных зданиях, а также многоквартирных жилых домах, для которых не требуется диапазон размеров, давления и температуры, указанный в B31.1.
ASME B31.11 Трубопроводные системы для транспортировки навозной жижи. Этот свод правил устанавливает минимальные требования к проектированию, материалам, конструкции, сборке, осмотру, испытаниям, эксплуатации и техническому обслуживанию трубопроводов, транспортирующих водные суспензии из неопасных материалов, таких как уголь, минеральная руда. , концентраты и другие твердые материалы между заводом или терминалом по переработке навозной жижи и приемным заводом или терминалом.
Американское общество неразрушающего контроля (коды ASNT)
Американское общество неразрушающего контроля, Inc. (ASNT) — крупнейшее в мире техническое общество специалистов по неразрушающему контролю (НК).
СНТ-ТС-1А-2011: Рекомендуемая практика №
СНТ-ТС-1А: Квалификация и сертификация персонала в области неразрушающего контроля
Эта программа представляет собой руководство, помогающее работодателям создать собственную внутреннюю программу сертификации.
Набор рекомендаций по квалификации и аттестации персонала НК.
Он также содержит рекомендации по обучению, опыту и обучению методам неразрушающего контроля.
ANSI/ASNT-CP 189-2011: Стандарт ASNT для квалификации и сертификации персонала неразрушающего контроля
Этот документ представляет собой стандарт, устанавливающий минимальные требования к квалификации и сертификации персонала, занимающегося неразрушающим контролем и профилактическим обслуживанием.
В нем также подробно описаны минимальные требования к обучению, образованию и опыту для персонала НК, а также приведены критерии для документального подтверждения квалификации и сертификации
Ресурс для кодов сварки
Такие компании, как iHS , специализируются на предоставлении последней версии более чем 370 организаций, разрабатывающих стандарты (называемых SDO).
Доступ к новейшим правилам сварки снижает риск, связанный с несоблюдением требований, и помогает снизить риск сварки по устаревшему стандарту, не прошедшему проверку.
Руководство по проведению квалификационных испытаний процедуры сварки KTA-Tator
Ниже приведены рекомендации по проведению и проверке квалификационных испытаний Спецификации процедуры сварки (WPS) в соответствии с AASHTO/AWS D1.5-2015 Кодексом сварки мостов. Руководство определяет, что должен делать сторонний инспектор, наблюдая за испытанием, что инспектор может сделать, чтобы облегчить процесс для изготовителя и рецензента, и что делать с WPS по завершении квалификационного испытания.
ПРОТОКОЛЫ КВАЛИФИКАЦИИ ПРОЦЕДУРЫ
Протокол квалификации процедуры (PQR) требуется для аттестации всех электродов/электродных флюсов SAW, GMAW и FCAW, а также для аттестации всех не прошедших предварительную квалификацию WPS. Ниже приведены четыре ситуации, когда изготовителю или подрядчику необходимо выполнить испытание PQR. Изготовитель должен получить предварительное одобрение от владельца или инженера, прежде чем пытаться квалифицировать WPS, подпадающую под любое из условий 2–4.
1.Изготовитель первоначально квалифицирует или повторно квалифицирует WPS для процессов GMAW, FCAW или SAW. Обратите внимание, что повторная квалификация больше не требуется каждые 60 месяцев для не-FCM WPS. Они действительны бессрочно, если только использование WPS не приводит к некачественным сварным швам. Изменение существенной переменной является поводом для переквалификации, как это всегда было. WPS FCM теперь действительны в течение 60 месяцев, а не 36 месяцев.
2.
3. Изготовитель намеревается использовать материал, не соответствующий стандарту ASTM A709 (AASHTO M270), или другой материал, не указанный в D1. 5 (п. 1.2.2).
4. Изготовитель намеревается использовать классификацию электродов или электродов/флюсов, не прошедшую предварительную квалификацию D1.5 для конкретной марки свариваемой стали.
Квалификация технологических карт на соответствие D1.5 – 2015 требует:
1. Независимый инспектор для наблюдения за сваркой испытательного листа.
2. Изготовитель документирует испытание в соответствующей форме PQR.
3. Сторонний инспектор должен подписать и поставить свою печать CWI на форме PQR.
4. Независимый инспектор для наблюдения за обработкой и испытанием образцов на испытательном стенде (если требуется Инженером или Владельцем).
Изготовитель имеет множество вариантов квалификации. Они включают следующие виды испытаний:
1. Испытание на максимальное тепловложение в соответствии с 5.12.1 (по-видимому, наиболее распространено).
2. Испытание максимальной-минимальной тепловложения в соответствии с 5.12.2 (как правило, чтобы предоставить изготовителю более широкий диапазон тепловложения).
3. Квалификационное испытание производственной процедуры в соответствии с 5.12.4 (используется для аттестации WPS, в которых используются нестандартные детали соединения, SAW с активными флюсами для более чем двухпроходного применения, сталь HPS 100W с соответствующими присадочными металлами и ESW или EGW WPS из пункта 5.14).Тест на максимальное тепловложение определяет максимальное тепловложение, которое может выполнить производитель, а затем использует стандартные допуски для определения минимального тепловложения.Испытание на максимальное тепловложение квалифицирует стандартные предварительно сертифицированные соединения с использованием предварительно сертифицированных комбинаций основного металла и присадочного металла.
Испытание на максимальную-минимальную погонную энергию требует сварки двух испытательных пластин. Один тест определяет самую высокую погонную энергию. Другой тест определяет наименьшую погонную энергию. Преимущество этого заключается в том, что изготовитель может квалифицировать более низкий минимальный подвод тепла, чем если бы он просто использовал стандартные допуски.
Метод аттестации производственных процедур по 5.12.4 используется для аттестации нетипичных WPS. Его также можно использовать в качестве альтернативы 5.12.1 и 5.12.2, используя фактические производственные параметры. Затем WPS основывается на использовании этих производственных параметров и ограничении переменных из Таблицы 5.4. Если изготовитель намеревается провести производственную сварку PQR вместо 5.12.1, ему может быть выгодно обсудить это с рецензентом перед проведением испытания. Обычно возникают разногласия по поводу минимального предварительного нагрева, необходимого для этого испытания.
Просто для справки, во всех других сводах правил (например, D1.1, D1.2 и т. д.) PQR выполняются аналогично квалификационному тесту производственной процедуры D1.5, пункт 5.12.4.
Вот пункты, которые инспектор должен проверить/отправить при проверке квалификации:
1. Проверить:
a. Процесс сварки, включая режим переноса для GMAW. GMAW-S не должен использоваться для сварки элементов моста без предварительного письменного разрешения Инженера (пункт 4.
б. Присадочный металл, флюс, комбинация присадочный металл/флюс и размер электрода.
с. Состав защитного газа и расход.
д. Материал тестовой пластины и опорного стержня (производитель должен предоставить MTR).
эл. Тестовая пластина имеет требуемый размер в соответствии с D1.5 рис. 5.1, 5.2 или 5.3.
ф. Положение сварки.
г. Совместная деталь.
час. Тестовые пластины должным образом заземлены.
я. Межпроходная очистка.
2. Требования к предварительному нагреву:
a. Для испытания на максимальное тепловложение минимальные температуры предварительного нагрева и температуры между проходами должны составлять 210°F (см.12.1.8).
б. Максимальная температура между проходами должна быть верхним пределом, используемым во время производственной сварки, и должна быть указана в WPS.
с. Для испытания максимально-минимальной тепловложения диапазон предварительного нагрева должен составлять от 50°F до 100°F, а максимальная межпроходная температура не должна превышать 125°F (5.
д. Для испытания производственной процедуры предварительный нагрев должен быть таким же, как и производственный предварительный нагрев, и должен быть указан в WPS. Поскольку испытательная пластина обычно имеет толщину от 1 до 1-1/4″, минимальные температуры предварительного нагрева и температуры между проходами должны составлять 70°F для материала, не содержащего FCM (таблица 4.3). Для материала FCM см. Таблицы 12.3, 12.4 или 12.5 для применимой температуры предварительного нагрева. Если производитель квалифицирует как FCM, так и не FCM в одном и том же тесте, уточните у рецензента требования к предварительному нагреву. Это кажется серой зоной в коде, поэтому необходимо достичь взаимопонимания между рецензентом и изготовителем.
3. Электрические параметры:
а. Сила тока и полярность (учитывайте пределы силы тока согласно Таблице 5.10).
б. Количество электродов и ориентация.
с.Расширение электрода.
д. Ток, напряжение и скорость движения для каждого прохода.
4. A709 Гр. Соображения по материалам мощностью 50 Вт:
a. Проверьте MTR на процент углерода.
б. Чтобы использовать материал 50W для аттестации сварки марок 36, 50, 50S и 50W, испытательная пластина должна содержать не менее 0,15 % углерода (пункт 5.4.2) или минимальный углеродный эквивалент (CE) 0,45 % с углеродом не менее 0,12%.
с. Если материал 50W не соответствует требованиям к углероду, испытания приведут к квалификации WPS для сварки только материала 50W.
5. Проверка документации PQR, которая должна быть отправлена вместе с WPS рецензенту:
a. Вся информация включена в форму PQR, включая пункты 1-4 выше.
б. Максимальная и минимальная тепловая нагрузка документируются.
с. Идентификация сварщика.
д. Были проведены все механические испытания и неразрушающий контроль, а результаты задокументированы, включая:
i. Напряжение всего металла сварного шва
ii. CVN
III. Macroetch
iv. Визуальный осмотр
v. Растяжение уменьшенного сечения (при необходимости)
vi.
vii. Испытание на прочность углового шва (если требуется)
viii. РТ
ix. UT при необходимости
e. Убедитесь, что MTR включены для:
i. Пластинчатый материал (помните правило содержания углерода 0,12%)
ii. Основа (помните правило содержания углерода 0,12%)
iii. Присадочный металл и флюс
iv. Защитный газЭто, по сути, все, что должно интересовать инспектора в отношении PQR. Вопрос о том, находятся ли фактические значения и параметры в допустимых пределах, зависит от рецензента.
УГЛОВЫЕ СВАРНЫЕ СОЕДИНЕНИЯ
В соответствии с Кодексом мостов 2015 г. WPS для однопроходных угловых сварных швов могут быть квалифицированы исключительно путем проведения испытаний на прочность угловых сварных швов (FWST). Изготовителю больше не нужно сначала проводить квалификацию сварки разделки кромок. FWST должен выполняться в диапазоне параметров, которые, как ожидается, будут использоваться в производстве, а WPS должна быть написана в рамках ограничений переменных, указанных в таблице 5.
Многопроходные угловые швы должны быть аттестованы путем проведения квалификационного испытания сварки разделки кромок в соответствии с 5.12, а затем выполнить FWST. FWST должен выполняться с использованием производственных параметров, которые попадают в допустимые диапазоны PQR сварки разделкой по току, напряжению, скорости перемещения и подводу тепла.
FWST должен выполняться для каждого размера и положения углового сварного шва, для которых необходимо написать WPS. Кроме того, соединения с двугранным углом более 10° от нормального требуют FWST для каждого положения и размера сварного шва (см. Таблицу 5.4 (28) и Рис. 5.8).
ПРОЦЕДУРА СВАРКИ СПЕЦИФИКАЦИОННЫЕ СООБРАЖЕНИЯ
1.WPS основаны на результатах PQR и должны быть записаны с параметрами, которые подпадают под ограничения PQR и пункта 5.12 или таблицы 5.4, в зависимости от обстоятельств.
2.
3. WPS должны быть отправлены на рассмотрение и должны иметь отметку о принятии рецензента в форме до начала использования WPS. Некоторые штаты, такие как Флорида и Пенсильвания, также требуют, чтобы изготовитель имел знак CWI и штамп на форме.
4. Когда в WPS требуется дата истечения срока действия (например, для FCM), дата истечения срока действия основана на дате приваривания пластины PQR, а не на дате написания WPS. WPS и PQR, срок действия которых истекает после начала производственной сварки по проекту, будут действительны до завершения проекта.
5. В WPS должна быть показана деталь соединения.
6. WPS могут быть написаны для нескольких типов и марок стали при условии, что все они соответствуют одному и тому же PQR.
7. В WPS может быть указано более одного сварочного процесса при условии, что каждый процесс был квалифицирован независимо от другого.
8. WPS могут быть приемлемы на основе квалификационных испытаний, проведенных для других владельцев, но их все равно необходимо представить и просмотреть для принятия владельцем текущего проекта.
9. Сторонний инспектор не несет ответственности за сравнение WPS с PQR. Это работа рецензента. Однако, если инспектор увидит что-то, что он или она не считает правильным, он должен связаться с рецензентом.
10. Если требуется исправление или изменение существенной переменной, необходимо будет пересмотреть WPS и, возможно, переквалифицировать его. Пересмотренный WPS с подтверждающей документацией должен быть повторно представлен на рассмотрение и утверждение.
11. Если у инспектора есть какие-либо вопросы об утвержденном WPS, он должен связаться с рецензентом.По мере публикации каждого издания Кодекса по сварке мостов устраняется все больше неясностей и неправильных представлений; однако это незавершенная работа, которая еще не достигла совершенства.
 Если я правильно помню, я держал каждую сторону примерно по одной секунде. На втором фото первый корневой шов со шлаковым покрытием. После того, как я вставил корень, я почистил его отбойным молотком и проволочным колесом. Затем был осмотрен корень, потому что в процедуре указано:
Если я правильно помню, я держал каждую сторону примерно по одной секунде. На втором фото первый корневой шов со шлаковым покрытием. После того, как я вставил корень, я почистил его отбойным молотком и проволочным колесом. Затем был осмотрен корень, потому что в процедуре указано: Так как заполняющий проход дошел почти до вершины фаски, шлак просто выскочил сам по себе, и все, что мне нужно было сделать, это просто пройтись по нему проволочным кругом.
Так как заполняющий проход дошел почти до вершины фаски, шлак просто выскочил сам по себе, и все, что мне нужно было сделать, это просто пройтись по нему проволочным кругом. Чтобы очистить шлак, достаточно было легкого удара отбойным молотком, и он отделился. После того, как я закончил крышку, я почистил ее металлической щеткой.
Чтобы очистить шлак, достаточно было легкого удара отбойным молотком, и он отделился. После того, как я закончил крышку, я почистил ее металлической щеткой. После того, как тест будет проверен, и вы сделаете ремонт, после этого больше не будет исправлений. Это прекрасный пример того, почему вы должны проверять свои сварные швы.Если вы обнаружите что-то не так и исправите это, это нормально, но не ожидайте, что кто-то будет выполнять вашу работу. С сертификацией сварки после первой проверки второй необходимый ремонт приводит к полному провалу испытаний. И ни у тебя не получится его согнуть! Не принимайте это так, как будто вам разрешено делать много ремонтов. Если ваши сварные швы нуждаются в большом количестве ремонтных работ, и инспектор заметит, что вы боретесь, вы можете выйти из строя на месте. Не все процедуры сварки допускают ремонт или даже использование шлифовального станка или проволочного круга!
После того, как тест будет проверен, и вы сделаете ремонт, после этого больше не будет исправлений. Это прекрасный пример того, почему вы должны проверять свои сварные швы.Если вы обнаружите что-то не так и исправите это, это нормально, но не ожидайте, что кто-то будет выполнять вашу работу. С сертификацией сварки после первой проверки второй необходимый ремонт приводит к полному провалу испытаний. И ни у тебя не получится его согнуть! Не принимайте это так, как будто вам разрешено делать много ремонтов. Если ваши сварные швы нуждаются в большом количестве ремонтных работ, и инспектор заметит, что вы боретесь, вы можете выйти из строя на месте. Не все процедуры сварки допускают ремонт или даже использование шлифовального станка или проволочного круга!


 1, но время от времени ей необходимо создавать документы в других кодах, приложение предоставляет возможность добавлять уникальные формы, связанные с кодом, в вашу подписку на приложение.
1, но время от времени ей необходимо создавать документы в других кодах, приложение предоставляет возможность добавлять уникальные формы, связанные с кодом, в вашу подписку на приложение.
 1, Д14.3, Д14.4, Д14.5, Д14.6, Д14.7
1, Д14.3, Д14.4, Д14.5, Д14.6, Д14.7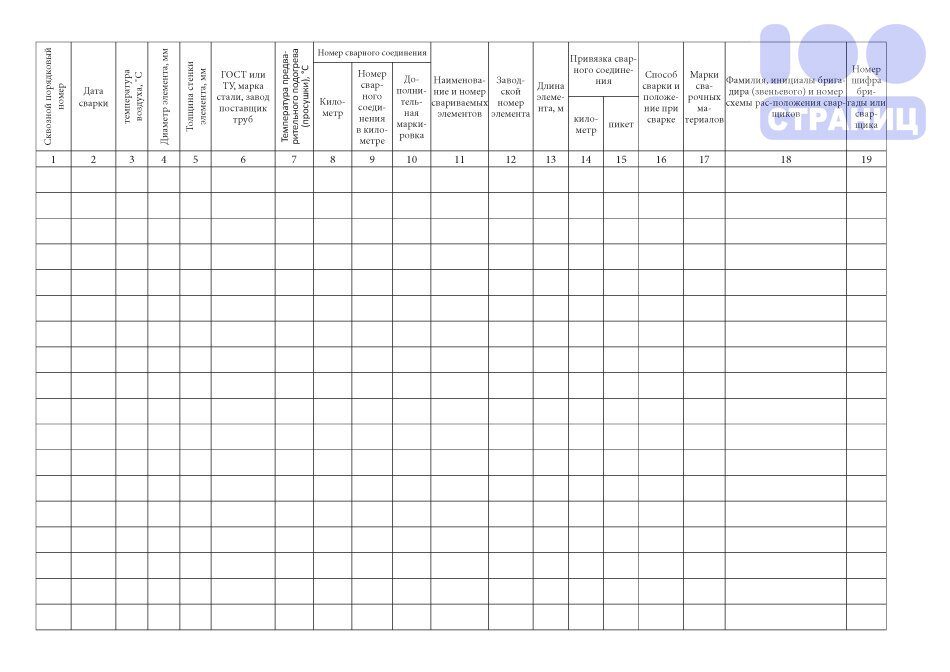

 Часто в трудовом договоре указывается правильный код.
Часто в трудовом договоре указывается правильный код.
 Он также широко применяется в трубопроводных системах. Кодекс был написан для групп, которые имеют доступ или поддерживают уполномоченное инспекционное агентство, ремонтную группу, а также технически квалифицированных инженеров по трубопроводам, инспекторов и инспекторов.
Он также широко применяется в трубопроводных системах. Кодекс был написан для групп, которые имеют доступ или поддерживают уполномоченное инспекционное агентство, ремонтную группу, а также технически квалифицированных инженеров по трубопроводам, инспекторов и инспекторов. API 653 устанавливает минимальные требования к поддержанию целостности сварных или клепаных надземных резервуаров для хранения при атмосферном давлении после того, как они были введены в эксплуатацию.Он охватывает техническое обслуживание, ремонт, изменение, перемещение и реконструкцию таких резервуаров. Объем настоящей публикации ограничен фундаментом резервуара, днищем, обечайкой, конструкцией, крышей, прикрепленными приспособлениями и патрубками к поверхности первого фланца, первого резьбового соединения или первого соединения под приварку. Этот стандарт использует принципы API 650; однако владельцы/операторы резервуаров для хранения могут применять этот стандарт к любому стальному резервуару, изготовленному в соответствии со спецификацией резервуара.
API 653 устанавливает минимальные требования к поддержанию целостности сварных или клепаных надземных резервуаров для хранения при атмосферном давлении после того, как они были введены в эксплуатацию.Он охватывает техническое обслуживание, ремонт, изменение, перемещение и реконструкцию таких резервуаров. Объем настоящей публикации ограничен фундаментом резервуара, днищем, обечайкой, конструкцией, крышей, прикрепленными приспособлениями и патрубками к поверхности первого фланца, первого резьбового соединения или первого соединения под приварку. Этот стандарт использует принципы API 650; однако владельцы/операторы резервуаров для хранения могут применять этот стандарт к любому стальному резервуару, изготовленному в соответствии со спецификацией резервуара. , и азот, и, где это применимо, охватывает сварку распределительных систем.
, и азот, и, где это применимо, охватывает сварку распределительных систем. методы.
методы. 1: Изготовление и монтаж сварных стальных конструкций
1: Изготовление и монтаж сварных стальных конструкций 2: Это код структурной сварки алюминия .
2: Это код структурной сварки алюминия .



 В общем адрес стандартов:
В общем адрес стандартов:
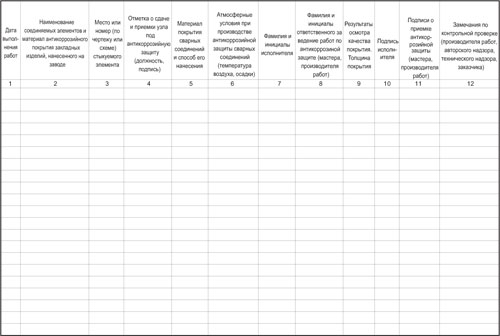
 Форвард обеспечивает основу для этих правил.Часть HG не предназначена для применения к нагревателям питьевой воды, за исключением случаев, предусмотренных в части HLW.
Форвард обеспечивает основу для этих правил.Часть HG не предназначена для применения к нагревателям питьевой воды, за исключением случаев, предусмотренных в части HLW.
 Раздел 1-подраздел A содержит общую информацию о сосудах высокого давления. Подраздел B охватывает требования, относящиеся к методам изготовления сосудов под давлением. В подразделе C перечислены требования, относящиеся к классам материалов. Раздел 2 охватывает Альтернативные правила постройки сосудов под давлением. В разделе 3 перечислены Альтернативные правила устройства котлов высокого давления.
Раздел 1-подраздел A содержит общую информацию о сосудах высокого давления. Подраздел B охватывает требования, относящиеся к методам изготовления сосудов под давлением. В подразделе C перечислены требования, относящиеся к классам материалов. Раздел 2 охватывает Альтернативные правила постройки сосудов под давлением. В разделе 3 перечислены Альтернативные правила устройства котлов высокого давления.
 100.1.3.
100.1.3.
 Трубопровод состоит из трубы, фланцев, болтовых соединений, прокладок, клапанов, предохранительных устройств, фитингов и находящихся под давлением частей других компонентов трубопровода. Сюда также входят подвески и опоры, а также другие элементы оборудования, необходимые для предотвращения чрезмерной нагрузки на детали, находящиеся под давлением.
Трубопровод состоит из трубы, фланцев, болтовых соединений, прокладок, клапанов, предохранительных устройств, фитингов и находящихся под давлением частей других компонентов трубопровода. Сюда также входят подвески и опоры, а также другие элементы оборудования, необходимые для предотвращения чрезмерной нагрузки на детали, находящиеся под давлением.



 Изготовитель намеревается использовать обозначение соединения или подложку, которые не соответствуют ни одному из предварительно определенных обозначений соединений на рисунках 2.4 или 2,5. Это может включать угол канавки, отверстие в корне, нестальную основу, положение сварки и т. д.
Изготовитель намеревается использовать обозначение соединения или подложку, которые не соответствуют ни одному из предварительно определенных обозначений соединений на рисунках 2.4 или 2,5. Это может включать угол канавки, отверстие в корне, нестальную основу, положение сварки и т. д. 
 Для этого требуется приварить только одну тестовую пластину, но это может ограничить диапазон квалификации.
Для этого требуется приварить только одну тестовую пластину, но это может ограничить диапазон квалификации. Значения, содержащиеся в 4.2, сохраняются для этого испытания, что означает, что изготовитель будет использовать предварительный подогрев, необходимый для фактической производственной сварки, а не предварительный подогрев, необходимый для квалификации по 5.12.1 и 5.12.2. Следует также отметить, что допустимый диапазон подводимой теплоты в Таблице 5.4 был изменен на +/- 20 % испытательного значения. Ранее диапазон составлял +10/-30%. Это примеры элементов, о которых инспектор может напомнить изготовителю, чтобы уменьшить вероятность отклонения PQR рецензентом.
Значения, содержащиеся в 4.2, сохраняются для этого испытания, что означает, что изготовитель будет использовать предварительный подогрев, необходимый для фактической производственной сварки, а не предварительный подогрев, необходимый для квалификации по 5.12.1 и 5.12.2. Следует также отметить, что допустимый диапазон подводимой теплоты в Таблице 5.4 был изменен на +/- 20 % испытательного значения. Ранее диапазон составлял +10/-30%. Это примеры элементов, о которых инспектор может напомнить изготовителю, чтобы уменьшить вероятность отклонения PQR рецензентом. 13.4). См. Приложение N для получения информации о передаче с помощью короткого замыкания.
13.4). См. Приложение N для получения информации о передаче с помощью короткого замыкания. 12.2.1).
12.2.1). 
 Боковой изгиб (при необходимости)
Боковой изгиб (при необходимости)  4. Диапазон тепловложения WPS должен составлять +/-20% от расчетного тепловложения FWST.
4. Диапазон тепловложения WPS должен составлять +/-20% от расчетного тепловложения FWST. WPS должна быть в форме, которая содержит всю необходимую информацию. Некоторые владельцы, например Департаменты транспорта Флориды и Пенсильвании, требуют использования специальных форм.
WPS должна быть в форме, которая содержит всю необходимую информацию. Некоторые владельцы, например Департаменты транспорта Флориды и Пенсильвании, требуют использования специальных форм.  Рабочие параметры должны быть четко определены для каждого процесса и прохода; например Корневой проход GMAW — заполняющие проходы SAW.
Рабочие параметры должны быть четко определены для каждого процесса и прохода; например Корневой проход GMAW — заполняющие проходы SAW.