Агрегаты холодной сварки — Документ
Агрегаты холодной сварки
Преимущества холодной сварки трудно переоценить. Она давно зарекомендовала себя в условиях строительства, ремонта и множества работ, связанных с железом. Главное преимущество холодной сварки в том, что здесь в основном не требуется применение электричества, а качество выполненных работ не оставляет нареканий.
Агрегаты для холодной сварки.
Область назначения агрегатов для холодной сварки заключается в соединении проволоки из цветных металлов посредством специальных технологий без применения электричества. Свариваются также между собой и различные материалы.
Описание машин
Холодная сварка происходит путем плотного стыка концов проволок. Для этого в машинах имеются специальные рычаги и система гидравлики, с помощью которых и производится весь процесс.
Одно
из основных условий – диаметр свариваемой
проволоки должен быль одного размера
со сдавливающими колодками.
Агрегаты могут быть различных принципов действия: настольный прибор, клещи, закрепленные на выпускающем зажиме или же ручные клещи.
Вместе с тем, как дополнительное оборудование используются специальные тележки.
Метод работы
Для начала работы концы проволок не нужно как-то по особенному обрабатывать. В бороздки колодок вкладываются края проволоки и сдавливаются несколько раз. Обычно достаточно 5-6 раз. Качество холодной сварки, полученной вышеописанным методом, отличается высокой надежностью. В качестве последующей обработки достаточно удалить грат.
А теперь, коротко – о некоторых агрегатах холодной сварки
1. Машина холодной сварки STRECKER Typ KSCZ 050
Диапазон
сварки для медного провода:
диаметр
0,10-0,50 мм.
Машина разработана по принципу
— сварочные клещи. Изначально готова к
эксплуатации. Каждый комплект зажимных
губок может иметь одну зажимную проточку,
т.е.для одного специального диаметра
провода в рамках диапазона сварки машины
(возможные допуски провода: +3/ -1%).
2. Аппарат холодной сварки STRECKER Typ KSCZ 160 (сварочные клещи)
Машина разработана по принципу — сварочные клещи.
Диапазон
сварки: медного провода 0,30 — 1,80
мм
алюминиевого провода 0,30 — 1,80 мм
3. Машина холодной сварки STRECKER Typ KS 10
Свариваемый диапазон:
медная проволока: 0,6-3,6
мм
алюминиевая проволока: 0,8-5,0 мм
Эта машина работает по принципу:: холодная сварка под давлением/контактная стыковая сварка.
Высокое давление без электричества и дополнительных средств позволяет достичь стойких высокопрочных соединений. Усилие сжатия достигается вручную с помощью специальной системы рычагов.
Зажимные губки могут иметь проточки для двух различных размеров, которые должны точно соответствовать диаметру свариваемого провода. Они могут быть быстро заменены на комплекты других размеров.
Как
и в других агрегатах, концы провода не
требуют особой обработки, они в зажимном
устройстве свариваются холодной сваркой
при помощи 4-6 сжатий. Полученный при
этом сварной шов сразу же срезается
устройством для удаления грата. После
этого остается только удалить кольцо
грата.
Полученный при
этом сварной шов сразу же срезается
устройством для удаления грата. После
этого остается только удалить кольцо
грата.
4. Машина холодной сварки STRECKER Typ KSC 400
Диапазон
сварки:
медный провод, d = 1,00 — 4,00 мм
алюминиевый провод, d = 1,00 — 5,00 мм
Аппарат
изначально готов к эксплуатации. Сила
сжатия создается вручную. Аппарат
готовится на тележке.
Каждый комплект
зажимных губок может иметь проточки
для одного или двух диаметров проволоки,
т.е. для идентичных размеров или для
двух разных (макс. допустимая разница
30%).
5. Машина холодной сварки STRECKER Typ KS 20
Машина для холодной стыковой сварки проволок из:
меди диаметром 4-8 мм
алюминия
диаметром 4-13 мм
При
отсутствии всяческого электрического
разогрева и дополнительных средств
получаем соединения высокой прочности.
Рабочая программа выполняется с помощью
электрики. Оператор может выбрать
количество движений для удаления грата,
а также движения для зажима.
Учитывая различные диаметры свариваемых материалов, каждому необходим отдельный набор зажимных губок с бороздкой, непременно соответствующей по размеру свариваемому материалу (допуск +0 / -3%). Зажимные губки быстро меняются при смене диаметра.
Концы проволоки не требуют особой обработки. Провода свариваются в зажимном устройстве несколькими сжатиями. Грат срезается последующим движением. В итоге нужно только удалить кольцо грата.
Аппарат изначально готов к эксплуатации, на четырех роликах. Если варить медную катанку, то в месте сварки возникает довольно сильное упрочнение. Это может привести к разрывам при дальнейшем волочении. Если применять машины с двойным сжатием (модельный ряд MS), то эту проблему можно решить.
Pressure Welding Machines Limited — ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Каковы основные преимущества применения холодной стыковой сварки?
2. Материалы какого рода могут быть сварены при помощи процесса холодной стыковой сварки?
3. Как давление может создать сварной шов?
Как давление может создать сварной шов?
4. Можно ли сваривать разнородные материалы при помощи процесса холодной стыковой сварки?
5. Почему черные металлы не могут быть сварены при помощи процесса холодной стыковой сварки?
6. Сложен ли в обращении аппарат холодной стыковой сварки?
8. Мне необходимо осуществить сварку тонкой проволоки. Можно ли сделать это при помощи процесса холодной стыковой сварки?
9. Могу ли я осуществить сварку секций медного прутка без значительного расхода электроэннергии ?
10. Могу я сварить две проволоки разные по диаметру?
11. Какова максимальная разница может быть между диаметром двух проволок?
12. Каков допуск матрицы по отношению к проволоке?
1. Каковы основные преимущества применения холодной стыковой сварки?
Процесс быстрый, надежный и экономичный. Выполнение цикла сварки занимает всего несколько секунд. В результате между металлами образуется связь, более прочная, чем исходный материал, при этом нет необходимости в использовании нагрева, наполнителей или флюса.
2. Материалы какого рода могут быть сварены при помощи процесса холодной стыковой сварки?
Процесс холодной стыковой сварки может использоваться для соединения большинства цветных металлов в форме проволоки и ленты в диапазоне диаметров от 0,08мм до 25мм для изделий из меди и до 30мм для изделий из алюминия. Различные алюминиевые сплавы, латунь 70/30, цинк, серебро и серебряные сплавы, никель, золото и многие другие материалы также могут быть сварены при помощи процесса холодной стыковой сварки.
3. Как давление может создать сварной шов?
Технология холодной сварки давлением использует принцип «многократной обсадки», доведенный до совершенства британской компанией GEC.
4. Можно ли сваривать разнородные материалы при помощи процесса холодной стыковой сварки?
Процесс холодной стыковой сварки может быть использован для соединения разнородных металлов, таких как алюминий с медью. Например, производители трансформаторов используют аппараты PWM для того, чтобы приварить оконцеватели в виде медного прутка к обмотке из алюминия.
5. Почему черные металлы не могут быть сварены при помощи процесса холодной стыковой сварки?
Металлы, содержащие углерод, не могут быть сварены методом холодной стыковой сварки. Углерод является препятствием свободному течению металлов, останавливающим процесс холодной сварки. (Испытания проводились на проволоке из низкоуглеродистой стали, но даже при использовании этого металла, проволоку необходимо нагреть с целью снижения предела прочности проволоки на разрыв и вызвать наплыв металла на металл в процессе холодной сварки.) Так как процедура установки нагревающего устройства в аппарат холодной сварки приведет к повышению стоимости и класса опасности прибора, то для соединения черных металлов более практичным и экономически целесообразным будет использовать процесс горячей сварки.
Углерод является препятствием свободному течению металлов, останавливающим процесс холодной сварки. (Испытания проводились на проволоке из низкоуглеродистой стали, но даже при использовании этого металла, проволоку необходимо нагреть с целью снижения предела прочности проволоки на разрыв и вызвать наплыв металла на металл в процессе холодной сварки.) Так как процедура установки нагревающего устройства в аппарат холодной сварки приведет к повышению стоимости и класса опасности прибора, то для соединения черных металлов более практичным и экономически целесообразным будет использовать процесс горячей сварки.
6. Сложен ли в обращении аппарат холодной стыковой сварки?
Все наши аппараты крайне просты в эксплуатации. Для работы с аппаратом PWM не требуется обучение персонала, либо требуется в минимальном объеме. Даже на наших самых больших аппаратах для сварки прутка EP500 и P1500 чтобы получить надежную сварку, от оператора каждый раз требуется только загружать материал в рабочую область и нажимать кнопку.
7. Высока ли стоимость технического обслуживания?
Стоимость технического обслуживания аппаратов PWM крайне мала вследствие малого количества подвижных деталей в аппарате. В случае если у вас возникает проблема, наша международная сеть опытных агентов готова предоставить вам помощь и техническую поддержку по месту вашего расположения. Просьба Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. с нами для получения контактных данных ближайшего к вам агента.
8. Мне необходимо осуществить сварку тонкой проволоки. Можно ли сделать это при помощи процесса холодной стыковой сварки?
Наша модель M10 Superfine обеспечивает сварку тонкой проволоки диаметром от 0,08мм. Не смотря на то, что по существу это тот же сварочный аппарат, что и стандартный M10, он изготовлен с еще меньшим допуском погрешности. Вследствие этого рекомендуется использовать его строго для сварки сверхтонкой проволоки.
Наш ручной аппарат M10 может производить сварку проволоки из цветных металлов в диапазоне диаметров от 0,10мм до 0,50мм. Рабочий диапазон устанавливаемого на верстак аппарата BM10 составляет от 0,10мм до 0,60мм.
9. Могу ли я осуществить сварку участков медного прутка без значительного расхода электроэннергии ?
Наш аппарат для сварки прутков P1500, рабочий диапазон которого составляет от 15мм до 25мм для изделий из меди и от 15мм до 30мм для изделий из алюминия крайне экономичен в использовании, поскольку требует только 11 кВт электропитания, а для завершения цикла сварки требуется всего несколько минут.
10. Могу я сварить две проволоки разные по диаметру?
Да. Матрицы могут быть изготовлены таким образом, чтобы сваривать проволоку двух различных диаметров.
11. Какова максимальная разница может быть между диаметром двух проволок?
В соответствии с общим правилом, диаметр большей проволоки не дожен превышать диаметр меньшей более чем на 30%. Однако для разных сфер применений это соотношение может быть различным, поэтому для получения более подробной информации свяжитесь с нами по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Однако для разных сфер применений это соотношение может быть различным, поэтому для получения более подробной информации свяжитесь с нами по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
12. Каков допуск при изготовлении матрицы для сварки проволоки?
Допуск при изготовлении матрицы для сварки проволоки составляет от -1% до + 3%.
Если у вас имеются какие-либо вопросы по холодной стыковой сварке, просьба позвонить нам на телефон +44 (0) 1233 820847, или отправить сообщение по факсу +44 (0) 1233 820591 или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Холодная сварка. Схемы холодной сварки. Установка холодной сварки.
Холодная сварка
Холодная сварка — способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Холодная сварка — сложный физико-химический процесс, протекающий только в условиях пластической деформации. Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым заготовкам, практически невозможно получить полноценное монолитное соединение. Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении свариваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Виды холодной сварки
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного). В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.
Точечная сварка — наиболее простой и распространенный способ холодной сварки. Ее применение рационально для соединения алюминия, алюминия с медью, армирования алюминия медью. Ею можно заменить трудоемкую клепку и контактную точечную сварку.
При холодной точечной сварке (рисунок 1, позиция а) зачищенные детали 1 устанавливают внахлестку между пуансонами 3, имеющими рабочую часть 2 и опорную поверхность 4. При вдавливании пуансонов сжимающим усилием Р происходит деформация заготовок и формирование сварного соединения. Опорная поверхность пуансонов создает дополнительное напряженное состояние в конечный момент сварки, ограничивает глубину погружения пуансонов в металл и уменьшает коробление изделия.
Рисунок 1 — Схема холодной точечной сварки
а — схема холодной точечной сварки; б — геометрия сварного соединения; в — формы пуансонов
Прочность точек может быть повышена на 10-20 % при сварке по схеме (рисунок 2, позиция а). Свариваемые детали 1 предварительно сжимаются прижимами 2 или одновременно с вдавливанием пуансона 3. Наличие зоны обжатия вокруг вдавливаемого пуансона уменьшает коробление детали, повышает напряженное состояние в зоне сварки, что приводит к периферийному провару за площадью отпечатка пуансона. Но при этом возникают технические затруднения, связанные с созданием двух высоких давлений на малой поверхности и устранением затекания металла между пуансоном и прижимом. Этот способ позволяет сваривать малопластичные материалы.
Рисунок 2 — Схема холодной точечной сварки с предварительным обжатием
а — схема; б — приспособление для холодной точечной сварки с предварительным обжатием
Ввиду простоты способа точечной холодной сварки специальные машины для ее выполнения большого развития не получили. Сварку успешно выполняют на самых различных серийных прессах с применением кондукторов, надежно фиксирующих свариваемые заготовки, чтобы исключить их коробление (рисунок 2, позиция б).
Сварку успешно выполняют на самых различных серийных прессах с применением кондукторов, надежно фиксирующих свариваемые заготовки, чтобы исключить их коробление (рисунок 2, позиция б).
На рисунке 3, позиции а показана установка холодной сварки давлением, разработанная в Институте сварки (Россия). С помощью данной установки успешно соединяют алюминий с медью в электротехнике, энергетике, цветной металлургии; соединяют также медные контакты проводов, изготавливают кольца из меди и алюминия (рисунок 3, позиция б).
Рисунок 3 — Установка для холодной сварки
Шовная (роликовая) сварка характеризуется непрерывностью монолитного соединения. По механической схеме эта сварка аналогична холодной сварке прямоугольными пуансонами (рисунок 4).
Собранные заготовки 1 устанавливаются между роликами 2 и сжимаются ими до полного погружения рабочих выступов 3 в металл. Затем ролики приводятся во вращение. Перемещая изделие и последовательно внедряясь рабочими выступами в металл, они вызывают его интенсивную деформацию, в результате которой образуется непрерывное монолитное соединение — шов. Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа. При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы.
Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа. При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы.
Рисунок 4 — Схема холодной шовной сварки
1 — детали; 2 — ролики; 3 — выступы
Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью. Рабочая часть ролика вдавливается в более твердый металл. Такая сварка при прочих равных условиях обеспечивает более прочные швы и при сварке однородных металлов.
При роликовой сварке металл свободно течет вдоль оси шва, что затрудняет создание достаточного напряженного состояния металла в зоне соединения. Поэтому для достижения провара требуется большая пластическая деформация (на 2-6 %), чем при точечной сварке. Напряженное состояние в зоне роликовой сварки можно повысить, увеличивая диаметр роликов. Обычно диаметр ролика близок к 50δ, ширина рабочего выступа (1-1,5)δ, высота (0,8-0,9)δ, а ширина опорной части ролика, ограничивающая деформации, в 2-3 раза больше ширины рабочего выступа. Роликовая сварка алюминия толщиной 1,0 мм при свариваемости 27 % выполняется со скоростью до 8-12 м/мин.
Напряженное состояние в зоне роликовой сварки можно повысить, увеличивая диаметр роликов. Обычно диаметр ролика близок к 50δ, ширина рабочего выступа (1-1,5)δ, высота (0,8-0,9)δ, а ширина опорной части ролика, ограничивающая деформации, в 2-3 раза больше ширины рабочего выступа. Роликовая сварка алюминия толщиной 1,0 мм при свариваемости 27 % выполняется со скоростью до 8-12 м/мин.
Для роликовой сварки применяются металлорежущие станки, например фрезерные; при сварке тонких пластичных металлов — ручные настольные станки.
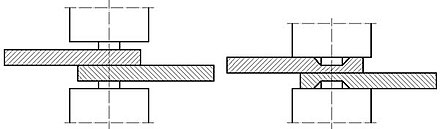
Одна из первых схем холодной стыковой сварки металлов, которая не потеряла практического значения до сих пор, приведена на рисунке 5, позиции а. Эта схема разработана К. К. Хреновым и Г. П. Сахацким. А схема на рисунке 5, позиции б предложена С. Б. Айбиндером.
Рисунок 5 — Схемы холодной стыковой сварки
а — схема К. К. Хренова и Г. П. Сахацкого; б — схема С. Б. Айбиндера
В корпусе 1 имеются гнездо для неподвижного конусного зажима 2 и направляющие для подвижного корпуса 3, в котором также расположен конусный зажим. После предварительной зачистки торцов детали 4 устанавливают в зажимы 2, которые имеют формирующие части с режущими кромками 5 и упором 6. Осадочное усилие прикладывается к ползуну 3, при его перемещении сжимаются торцы деталей и зажимаются с помощью конусов. В процессе осадки углубления 7 заполняются металлом раньше, чем встречаются опорные части 6. Поэтому, когда встречаются опорные части, в зоне сварки создается достаточное напряженное состояние. В стыке происходит провар, а остаток вытекающего металла отрезается кромками 5. В зависимости от расположения режущих кромок соединение может быть с усилением или без усиления.
После предварительной зачистки торцов детали 4 устанавливают в зажимы 2, которые имеют формирующие части с режущими кромками 5 и упором 6. Осадочное усилие прикладывается к ползуну 3, при его перемещении сжимаются торцы деталей и зажимаются с помощью конусов. В процессе осадки углубления 7 заполняются металлом раньше, чем встречаются опорные части 6. Поэтому, когда встречаются опорные части, в зоне сварки создается достаточное напряженное состояние. В стыке происходит провар, а остаток вытекающего металла отрезается кромками 5. В зависимости от расположения режущих кромок соединение может быть с усилением или без усиления.
Холодная сварка, соединение методом прессования | Сборка трансформаторов | Архивы
Страница 41 из 68
48. ХОЛОДНАЯ СВАРКА
Аргонно-дуговая сварка дает хорошие результаты при соединении алюминиевых проводов и шин внахлест. Однако во многих случаях соединение внахлест нежелательно. Например, соединение проводов обмотки можно сделать только встык (при соединении внахлест увеличится радиальный размер обмотки). Но особенно часто возникает необходимость соединять между собой медные и алюминиевые провода, так как алюминиевые отводы нельзя непосредственно присоединять к зажимам под гайку или болт: образующаяся пленка оксида алюминия резко увеличивает переходное сопротивление контакта; во время работы он греется, обгорает, что в конечном итоге приводит к аварии трансформатора. Поэтому контактные соединения с применением алюминия не делают и во всех случаях стараются выполнять их только из медных деталей. В трансформаторах с алюминиевыми обмотками контактные соединения выполняют составными; алюминиевую часть отвода приваривают аргонно- дуговой сваркой к обмотке, а медную — к вводу. Между собой медные и алюминиевые проводники соединяют холодной стыковой сваркой.
Например, соединение проводов обмотки можно сделать только встык (при соединении внахлест увеличится радиальный размер обмотки). Но особенно часто возникает необходимость соединять между собой медные и алюминиевые провода, так как алюминиевые отводы нельзя непосредственно присоединять к зажимам под гайку или болт: образующаяся пленка оксида алюминия резко увеличивает переходное сопротивление контакта; во время работы он греется, обгорает, что в конечном итоге приводит к аварии трансформатора. Поэтому контактные соединения с применением алюминия не делают и во всех случаях стараются выполнять их только из медных деталей. В трансформаторах с алюминиевыми обмотками контактные соединения выполняют составными; алюминиевую часть отвода приваривают аргонно- дуговой сваркой к обмотке, а медную — к вводу. Между собой медные и алюминиевые проводники соединяют холодной стыковой сваркой.
Рис. 89. Ручные сварочные клещи:
1 — ручка клещей. 2 — ручка зажима, 3 — зажимная разъемная плашка, 4 — возвратная пружина, 5 — регулирующие гайки, 6 — неподвижный зажим, 7 — подвижный зажим, 8—шток, 9 — ось поворотной ручки, 10 — корпус, 11— рычаг сжатия
Холодная сварка — один из наиболее технологичных способов соединения металлов: алюминия с алюминием, алюминия с медью, а также меди с медью. Она заключается в том, что ровные поверхности двух металлов с большим усилием сжимают встык. Усилие сжатия должно быть таким, чтобы на стыке металлов возникли межатомные силы сцепления, образующие в результате цельнометаллическое соединение. Прочность такого соединения превосходит прочность основного металла. Принцип холодной сварки показан на рис. 88, а, б.
Она заключается в том, что ровные поверхности двух металлов с большим усилием сжимают встык. Усилие сжатия должно быть таким, чтобы на стыке металлов возникли межатомные силы сцепления, образующие в результате цельнометаллическое соединение. Прочность такого соединения превосходит прочность основного металла. Принцип холодной сварки показан на рис. 88, а, б.
Для успешной холодной сварки необходимо, чтобы соприкасались только чистые металлы, без малейших остатков грязи и жировых пленок.
Наличие на торце провода даже незначительных следов, например машинного масла, исключает образование соединения. Поэтому после отрезки провода (плоскость среза должна быть перпендикулярна оси провода) необходимо тщательно обезжирить его концы. Для этого используют ацетон или бензин, причем зачищенные торцы тщательно оберегают от попадания грязи и влаги. Если торцы проводов скошены или неровны, их обрабатывают напильником, предварительно промытым ацетоном. Нельзя одной стороной напильника обрабатывать оба соединяемых металла.
Метод холодной сварки позволяет избавиться от проблем, связанных с влиянием оксидной пленки. Усилия Р осевого сжатия вызывают такую пластическую деформацию, что оксидная пленка, более хрупкая, чем основной металл, растрескивается, и ее остатки выдавливаются с частью металла. Оборудование для холодной сварки, различают по развиваемому усилию и сечению свариваемых проводников. Для проводов небольших сечений (до 10 мм2) применяют ручные сварочные клещи КС-6; нагрузка прилагается вручную через рычаг (рис. 89). Медно-алюминиевые «переходники», т. е. конструкции, составленные из медного и алюминиевого проводов, изготовляются сразу, за одно усилие (сжатия (осадку). Для этого ручки 1 клещей сводят до упора, и на сваренном «переходнике» остается только отсечь грат.
Алюминиевые и медные провода и шины сечением до 70 мм2 соединяют на пневматической сварочной машине МСХС-8.
Для сварки медных) и алюминиевых шин сечением до 150 мм2 используют машину МСХС-35 с гидравлическим приводом для зажима и осадки-металлов.
Холодную сварку шин сечением до 1500 мм2 выполняют на мощных сварочных машинах МСХС-80 и МСХС-120.
§ 49. СОЕДИНЕНИЕ МЕТОДОМ ПРЕССОВАНИЯ
Метод механической опрессовки применяют в тех случаях, когда традиционные способы (пайка, сварка) оказываются ненадежными или использование их невозможно. Методом опрессовки соединяют гибкие отводы между собой и с контактными частями. Обязательной деталью для опрессовки («холодной пайки») является промежуточная медная трубка, в которую помещают концы соединяемых проводов (рис. 90, а,б). Внутренний и наружный диаметр трубки должны быть строго определенными для каждого провода. Так, для провода сечением 16 мм2 следует применять трубку с внутренним диаметром 6 мм и наружным 9 мм; сечением 50 мм2 — 9 и 12 мм; 150 мм2— 16 и 20 мм и т. д. Использование «чужих» трубок для опрессовки недопустимо: соединение получается непрочным, с высоким электрическим сопротивлением.
Опрессовку выполняют с помощью ручного пресса (для сечений до 25 мм2) или малогабаритного гидравлического пресса типа МГП-3. Пресс имеет набор матриц и пуансонов для всех стандартных сечений провода (50—300 мм2). Медную трубку или наконечник предварительно отжигают: это делает медь мягкой и облегчает прессовку. Концы соединяемых проводов отрезают так, чтобы срез был ровным, а его плоскость перпендикулярна оси провода.
Пресс имеет набор матриц и пуансонов для всех стандартных сечений провода (50—300 мм2). Медную трубку или наконечник предварительно отжигают: это делает медь мягкой и облегчает прессовку. Концы соединяемых проводов отрезают так, чтобы срез был ровным, а его плоскость перпендикулярна оси провода.
Рис. 90. Соединение гибких проводов опрессовкой:
а — подготовка к опрессовке гибких проводов, б — провода после опрессовки, в — подготовка к соединению проводов с наконечником, г— провод с наконечником после опрессовки; 1, 3, 5 — соединяемые провода, 2 — медная трубка, 4 — наконечник
Провода должны одинаково входить в трубку. Поэтому их концы предварительно размечают: трубку прикладывают к сдвинутым вплотную концам проводов так, чтобы место стыка оказалось против ее середины. На поверхности концов делают отметки, которые определяют, на какую длину надо вложить провод в трубку. Весь участок от отметки до среза провода бандажируют слоем тонкой медной проволоки ( 0,3 мм). Проволока слегка обжимает провод, а при опрессовке входит в тело трубки и провода, способствуя их прочному соединению. Трубку плотно надевают на концы провода, проверяя по отметкам, состыковались ли они внутри. Зазор между проводами не должен быть более 1—2 мм. Легкими ударами молотка трубке придают слегка овальную форму, чтобы она свободно входила в «ручей» матрицы. Пресс устанавливают в удобное для работы положение и, перемещая рукоятку, создают усилия, спрессовывающие трубку с проводом. Размер пуансона позволяет спрессовать за один переход не более 20 мм провода, поэтому соединение приходится выполнять за 4—5 переходов. Аналогично соединяют провод с контактным наконечником (см. рис. 90, в, г). Соединение опрессовкой не занимает много времени; оно надежно в механическом отношении и практически не увеличивает электрическое сопротивление контакта.
Проволока слегка обжимает провод, а при опрессовке входит в тело трубки и провода, способствуя их прочному соединению. Трубку плотно надевают на концы провода, проверяя по отметкам, состыковались ли они внутри. Зазор между проводами не должен быть более 1—2 мм. Легкими ударами молотка трубке придают слегка овальную форму, чтобы она свободно входила в «ручей» матрицы. Пресс устанавливают в удобное для работы положение и, перемещая рукоятку, создают усилия, спрессовывающие трубку с проводом. Размер пуансона позволяет спрессовать за один переход не более 20 мм провода, поэтому соединение приходится выполнять за 4—5 переходов. Аналогично соединяют провод с контактным наконечником (см. рис. 90, в, г). Соединение опрессовкой не занимает много времени; оно надежно в механическом отношении и практически не увеличивает электрическое сопротивление контакта.
Чем хороша холодная сварка для линолеума
Представьте, что вы решили заменить напольное покрытие. Покупка произведена успешно, и теперь главная задача заключается в надёжном креплении. Раньше для этого использовался клей ПВА, который, впрочем, применялся для всего подряд. Ему на смену пришёл двусторонний скотч, который не может похвастаться надёжностью. Относительно новым методом стала технология горячей сварки, но для неё необходим специальный паяльник, который стоит довольно дорого. Для монтажа нескольких квадратных метров покупать его нет смысла, поэтому аналогичным решением стал похожий метод, с всё тем же громким названием — «сварка».
Покупка произведена успешно, и теперь главная задача заключается в надёжном креплении. Раньше для этого использовался клей ПВА, который, впрочем, применялся для всего подряд. Ему на смену пришёл двусторонний скотч, который не может похвастаться надёжностью. Относительно новым методом стала технология горячей сварки, но для неё необходим специальный паяльник, который стоит довольно дорого. Для монтажа нескольких квадратных метров покупать его нет смысла, поэтому аналогичным решением стал похожий метод, с всё тем же громким названием — «сварка».
С помощью клея холодная сварка можно без особых усилий добиться герметичного, а, главное, бесшовного скрепления двух полотен между собой. Приятно удивляет то, что данный продукт может применяться для всех видов напольных материалов произведённых из ПВХ.
Немного информации о клее холодная сварка
Холодная сварка для линолеума производится в виде жидкой субстанции, которая поступает на полки магазинов в небольших тюбиках с иголкой. Эта иголка нужна для того, чтобы помочь жидкости более глубоко проникнуть в шов. При полном высыхании образуется еле заметный стык. С виду это место совершенно неприметно, поэтому там никогда не будет скапливаться грязь и пыль. Также можете не беспокоиться о возможном отслаивании покрытия, потому что этого никогда не произойдёт.
Эта иголка нужна для того, чтобы помочь жидкости более глубоко проникнуть в шов. При полном высыхании образуется еле заметный стык. С виду это место совершенно неприметно, поэтому там никогда не будет скапливаться грязь и пыль. Также можете не беспокоиться о возможном отслаивании покрытия, потому что этого никогда не произойдёт.
Удобство в использовании
Как уже упоминалось ранее, для работы с таким клеем вам не потребуется специальный инструмент. Всё, что вам понадобиться — это малярный скотч, специальный режущий ролик или канцелярский нож, и, конечно же, ваше терпение. На самом деле процесс предельно прост, но требует некоторой сноровки, которая появится достаточно быстро. К тому же у вас есть наглядное пособие в виде инструкции от производителя. Если же нет, то следуйте нашим советам.
Порядок работы с холодной сваркой для линолеума
Прежде всего вам нужно обеспечить постоянный приток свежего воздуха в помещение, где будет проводиться данная операция. Это очень важный аспект, пренебрегать которым ни в коем случае не стоит, потому что клей для холодная сварки по сути представляет собой растворитель, который расплавляет стыки линолеума, надёжно скрепляя их между собой. Следствием химической реакции является обильное выделение ядовитых паров, которые не лучшим образом воздействуют на дыхательные пути.
Это очень важный аспект, пренебрегать которым ни в коем случае не стоит, потому что клей для холодная сварки по сути представляет собой растворитель, который расплавляет стыки линолеума, надёжно скрепляя их между собой. Следствием химической реакции является обильное выделение ядовитых паров, которые не лучшим образом воздействуют на дыхательные пути.
Теперь поверхность нужно очистить. Прежде всего, избавьтесь от пыли, а затем протрите края влажной тряпкой. Дайте хорошо высохнуть поверхности, иначе герметичность может быть нарушена.
- xолодная сварка линолеума-этапы работы
Из принципа действия холодной сварки для линолеума понятно, что она может вступить в реакцию и с лицевой поверхностью, поэтому её нужно защитить. Лучше всего это можно сделать с помощью широкого малярного скотча, который необходимо наклеить прямо на стыки сторон. После этого роликом или ножом скотч разрезается прямо по шву. Теперь вам понадобиться та самая иголочка, о которой упоминалось ранее. С её помощью вам нужно нанести клей в стык, равномерно распределяя его там. Игла при этом должна двигаться строго вдоль разреза, а движение руки должно быть на себя. Таким образом, проклеиваются сразу оба полотна, что исключает возможность повторного нанесения клея.
Теперь вам понадобиться та самая иголочка, о которой упоминалось ранее. С её помощью вам нужно нанести клей в стык, равномерно распределяя его там. Игла при этом должна двигаться строго вдоль разреза, а движение руки должно быть на себя. Таким образом, проклеиваются сразу оба полотна, что исключает возможность повторного нанесения клея.
В зависимости от температуры внутри помещения, полное высыхание наступает через 1-2 часа. Теперь можно убрать скотч, но предварительно нужно убрать излишки сварки. Делается это с помощью чистого и острого инструмента, лезвие которого движется параллельно покрытию, срезая застывшую холодную сварку для линолеума. Всё, что осталось — оценить результат собственных трудов. Наверняка он вас порадует.
Таким образом, за короткий отрезок времени и без использования дорогостоящих инструментов, вы сможете соединить воедино несколько кусков напольного покрытия, получив в итоге идеальную плоскость.
Холодная сварка для металла: характеристика методов
Холодная сварка для металла в наше время используется всё чаще и чаще. Таким методом проще и быстрее соединять различные материалы между собой. А главное, она позволяет склеивать абсолютно разные, как по составу, так и по форме, детали. При этом нет необходимости в нагреве поверхности, как в случае с обычной спайкой. Всё достаточно просто и быстро, и в результате получается прочное соединение, по качеству не уступающее методу с плавлением. Особенно упрощается весь процесс, если использовать специальный клей.
Таким методом проще и быстрее соединять различные материалы между собой. А главное, она позволяет склеивать абсолютно разные, как по составу, так и по форме, детали. При этом нет необходимости в нагреве поверхности, как в случае с обычной спайкой. Всё достаточно просто и быстро, и в результате получается прочное соединение, по качеству не уступающее методу с плавлением. Особенно упрощается весь процесс, если использовать специальный клей.
Как работает холодная сварка?
Принцип действия холодной пайки заключается в направленном деформировании склеиваемых элементов. Таким образом разнородные материалы могут быть прочно закреплены между собой, независимо от своего химического состава. Вся работа происходит за счет давления, и неважно, какой метод при этом используется. Если применяется клей, то соединение происходит за счет сцепления частицами, содержащимися в его составе.
Основные разновидности
Холодная спайка может выполняться разнообразными способами. Основные из них следующие:
Каждый из этих методов имеет свои особенности и разновидности. Давайте рассмотрим их более подробно.
Точечный метод и роликовая сварка
Точечный способ самый распространённый для соединения 2 деталей между собой. В основном он используется для соединения алюминия и меди. Процесс работы в данном случае простой: детали сжимаются пуансоном, они деформируются, и одновременно с этим создаются сварочные точки. Но, несмотря на деформацию, форма исходного материала абсолютно не меняется. При использовании такой методики тоже может использоваться специальный клей.
Роликовая пайка предусматривает наличие специального оборудования. При его использовании делается равномерный непрерывный шов. Сама схема работы мало чем отличается от точечной. Подразделяется она на несколько видов:
При его использовании делается равномерный непрерывный шов. Сама схема работы мало чем отличается от точечной. Подразделяется она на несколько видов:
односторонняя;
двухсторонняя;
асимметричная.
При односторонней сварке используется 1 ролик. Соединение материалов между собой происходит за счёт постоянного сдавливания. В случае с 2-х сторонней сваркой всё происходит практически так же, только вместо одного ролика используется два. Первый устанавливается сверху, а второй — на рабочей поверхности металла, который требуется приварить. Ассиметричная сварка похожа на предыдущий метод: здесь тоже используется два ролика, но они имеют разную форму.
Неважно, какой из способов будет использоваться, в любом случае деформация при сжатии свариваемых элементов будет выше, чем при использовании точечного метода, что позволяет ремонтировать большие объекты, например, канализационную трубу. Стоит отметить, что на производственных предприятиях для роликовой холодной сварки применяются фрезерные станки. Но пайку можно производить не только на автоматизированн
Стоит отметить, что на производственных предприятиях для роликовой холодной сварки применяются фрезерные станки. Но пайку можно производить не только на автоматизированн
Сварка клеем
Есть возможность произвести соединение посредством специального клея — на сегодня это самый популярный метод. В данном случае абсолютно не требуется какого-либо специального оборудования. Поэтому такая методика очень часто применяется в бытовых условиях и среди автолюбителей. Такой клей может быть однокомпонентным или двухкомпонентным
В зависимости от выбранного клея, у него может быть разный состав, а соответственно, и разные характеристики прочности. Этот вариант отлично подходит для мелкого ремонта различных изделий из металла. Клей может быть пластилинообразн
Этот вариант отлично подходит для мелкого ремонта различных изделий из металла. Клей может быть пластилинообразн
Как работать с клеем?
Перед началом склеивания необходимо приобрести следующее:
Всё, кроме самого клея, понадобится для подготовки рабочей поверхности. Изначально проводится её очистка наждачной бумагой, а затем — обезжиривание с помощью ацетона. Чтобы сцепление было прочным, поверхность должна быть ровной и чистой. После этого можно наносить клей. Делать это надо быстро, так как в течение 3 минут он начнет твердеть. Чтобы крепче соединить склеиваемые элементы, можно использовать зажимы. В зависимости от разновидности клея, он может высыхать 1-8 часов.
Цели применения и преимущества
Холодная сварка была создана, чтобы осуществлять надежное склеивание металлов. Но она способна обеспечить и полную герметичность при ремонте каких-либо фрагментов. Если используется клей, то его можно применять даже в помещениях с высокой влажностью.
Но она способна обеспечить и полную герметичность при ремонте каких-либо фрагментов. Если используется клей, то его можно применять даже в помещениях с высокой влажностью.
Среди преимуществ такого метода отмечаются следующие:
не нарушается структура металла;
надёжный и красивый шов;
безотходность;
нет энергетических затрат;
экологичность;
экономичность.
К тому же данный метод, как говорят отзывы тех, кто его использовал, очень актуален в тех случаях, когда требуется работать в труднодоступных местах. В данном случае классические сварочные методы не подходят, а холодная справится без труда.
Похожие статьи(PDF) Новый подход к холодной сварке металлов: применение к алюминиевым пруткам
Новый подход к холодной сварке металлов
:
Применение к алюминиевым пруткам
D.
Иордакеску, М. Иордакеску, M. Blasco, JL Ocana
Centro Laser, Universidad Politecnica de
Madrid,
Ctra. де Валенсия, км. 7,3;
Campus Sur
U.P.M.
«LaArboleda», 28031
Madrid,
Espana,
Тел .: +34 91 3365540, данут[email protected]
ETSI Caminos, Canales y Puertos, Dep. de Ciencia de Materiales, Universidad
Politecnica de
Madrid,
C / Profesor Aranguren s / n, 28040
Madrid,
Espana,
Телефон: +34 664687919, [email protected] Area Tematica: Ingenieria de Fabrication
Resumen
La soldadura por frio por presion es un process de fabrication de empalme en estado solido
con varios usos importantes, pero carente en sus basicales.Este papel Presenta un
nuevo acercamiento de la research en el campo, trayendo contribuciones originales
teoricas y Practicas al conocimiento del Principio de la soldadura en frio y creando lascesses
para el desarvrolos maos n . El
El
acercamiento se basa en un FEM capaz para precir el comportamiento material durante la
deformation, Учитывает различные условия, введенные для использования кода: анализ
estatico no linear, stretch grande y desviacritasion grande, dislocritasiones grande.La
корреляция между напряжениями и деформацией материала, имеющего правильное значение. Las
измерений и лас характеристики де ла zona afectada mecanica — MAZ (desarrollado en el
material debido alproso de deformation) estan tambien alcanzados.
Palabras Clave: modelo con elemento finito, soldadura por frio, deformation pldstica,
empalme de aluminio
Abstract
Сварка холодным давлением — это производственный процесс соединения твердого тела с несколькими важными
приложениями, но с пробелами в его основных принципах .В данной статье представлен новый подход к исследованиям
в данной области, вносящий как теоретический, так и практический оригинальный вклад в знания
о принципе холодной сварки и создающий основу для разработки новых процессов
, касающихся современных материалов. Подход основан на МКЭ, способном прогнозировать
Подход основан на МКЭ, способном прогнозировать
поведения материала во время настройки с учетом нескольких ограничений, введенных
используемым кодом FEA: нелинейный статический анализ, большие деформации и большие отклонения, заданные перемещения
.Далее рассматривается корреляция между напряжениями и деформацией материала.
Определены размеры и характеристики Зоны механического воздействия — МАЗ (разработанный в
материал в результате наладки).
Ключевые слова: моделирование методом конечных элементов, стыковая холодная сварка
сварка,
пластическая деформация, алюминий
соединения
1.
Введение
Процесс холодной сварки может быть легко и комфортно реализован, что практически соответствует результату
усилие прижатия прилагается между двумя металлическими листами надлежащим образом и тщательно очищается.Этот процесс требует значительных степеней деформации материалов (обычно более
70%),
, получаемых с использованием высоких усилий прессования, способных создавать осадки 10
Холодная сварка | Actforlibraries.
 org
orgХолодная сварка — это соединение двух металлических частей вместе с использованием сильного давления и без применения тепла. Холодная сварка — это твердотельный процесс, при котором давление при температуре окружающей среды вызывает слияние двух металлов. Давление вызывает деформацию, пока не будет достигнуто желаемое состояние.Холодная сварка особенно подходит для пластмасс (пластмасс и смол) и металлов, таких как алюминий, медь, серебро, никель и железо. Чаще всего применяется с алюминием и алюминием с разными металлами, такими как алюминий-медь. Холодная сварка широко используется, в том числе, в авиационной промышленности и электротехнике.
Первая демонстрация холодной сварки была проведена в 1724 году, когда преподобный Дж. Л. Дезагюльерс продемонстрировал, что если два свинцовых шарика примерно 25 мм (0.9 дюймов) были прижаты и скручены вместе, они образовали связь. Совместные результаты были нестабильными; однако скрепления были такими же прочными, как и исходный материал, из которого они были сделаны. Это явление было изучено более подробно только в 1940-х годах. Стало известно, что если бы начальная интенсивная сила могла быть применена к двум частям аналогичного материала внутри вакуума, они бы соединились. Постоянная сварка происходит на атомарном уровне, и связи намного прочнее, чем можно было бы достичь другими методами.
Это явление было изучено более подробно только в 1940-х годах. Стало известно, что если бы начальная интенсивная сила могла быть применена к двум частям аналогичного материала внутри вакуума, они бы соединились. Постоянная сварка происходит на атомарном уровне, и связи намного прочнее, чем можно было бы достичь другими методами.
Ученые обнаружили, что холодная сварка также может выполняться без использования чрезмерного давления. Такие же результаты могут быть достигнуты путем применения низкого давления в течение более длительных периодов времени. На практике соединение двух материалов практически невозможно из-за неровностей поверхности. Для достижения максимальных результатов холодной сварки необходимо уменьшить количество загрязнений в любой форме, а свариваемую зону следует максимально увеличить. Другой метод заключается в ускорении молекул двух материалов за счет повышения температуры их поверхности.
В 1950-х годах компания General Electric (GEC) разработала простой способ соединения двух частей из цветных металлов. Сварка происходит простым их сжатием. Одного давления достаточно для образования однородных связей в меди, алюминии, цинке, свинце, никеле и кадмие. Промышленный потенциал сварки холодным давлением позволил изготавливать проводники арматуры, соединения проводов, оболочки кабелей, герметичные банки, а также многие другие полезные изделия без использования методов сварки без применения сварочных технологий.Кроме того, сварка под давлением в холодном состоянии позволила изготавливать металлические соединения, которые были невозможны при электросварке.
Сварка происходит простым их сжатием. Одного давления достаточно для образования однородных связей в меди, алюминии, цинке, свинце, никеле и кадмие. Промышленный потенциал сварки холодным давлением позволил изготавливать проводники арматуры, соединения проводов, оболочки кабелей, герметичные банки, а также многие другие полезные изделия без использования методов сварки без применения сварочных технологий.Кроме того, сварка под давлением в холодном состоянии позволила изготавливать металлические соединения, которые были невозможны при электросварке.
Холодная сварка может использоваться для соединения большинства цветных металлов, включая медь и алюминий. Большинство черных металлов содержат углерод, который препятствует процессу холодной сварки. Были проведены испытания проволоки из низкоуглеродистой стали; однако для того, чтобы произошла холодная сварка, необходимо подвести тепло. Из-за стоимости и безопасности этого метода более практично использовать горячую сварку для соединения черных металлов.Другие сплавы, работающие под холодным давлением, могут быть изготовлены из латуни, никеля, серебра, цинка, золота и многих других. Проволока с покрытием, такая как никелевая пластина, посеребренная и утоненная медь, может быть приварена сама к себе или к простой меди.
В отличие от крупномасштабной холодной сварки, которая обычно требует приложения огромных давлений, новая технология, включающая нанопроволоки диаметром менее 10 нм, может использоваться для холодной сварки друг с другом посредством механического контакта и низкого приложенного давления. С помощью просвечивающей микроскопии (ПЭМ) было продемонстрировано, что связи в наномасштабе почти идеальны, с такой же ориентацией кристаллов, прочностью и проводимостью, что и использованная нанопроволока.Холодная сварка в наномасштабе, выполняемая между серебром и золотом и серебром и серебром, предполагает, что этот метод может быть в целом применим в макроскопическом масштабе холодной сварки.
В настоящее время холодная сварка находит широкое применение в различных отраслях промышленности, включая электротехнику, электронику и аэрокосмическую технику. Холодная сварка используется для соединения многих металлических предметов, включая проволоку, полосы, стержни, тонкостенные трубы и неметаллические материалы с достаточной пластичностью, включая пластмассы, смолы и стекло.Для использования в космосе выгодно использовать холодную сварку. Согласно nextbigfuture.com, холодная сварка металлов в наномасштабе будет играть важную роль в производстве электрических и механических наноустройств.
ХОЛОДНАЯ СВАРКА
12 апреля 2017 г. · Алюминий — это металл, который трудно сваривать стандартными методами горячей сварки из-за его высокой температуры плавления, поэтому важно знать, как сваривать материал холодной сваркой, чтобы эффективно… Как сваривать алюминий холодным способом Дешевая установка для холодной сваркиGolden China TIG Welders Дешевые AC DC TIG Холодная сварка алюминия Mini TIG Welder of…
Дуговые сварочные аппараты 220В Холодные сварочные аппараты Нет деформации Нет цвета Нет черноты на 0.2мм…
Аппараты для холодной сварки 3en1 TIG Pulse / MMA / Plasma Welder. / Кусок. Заказ: 1 шт.
Сварщик точечной сварки TIG для холодной сварки от размера 0,16 мм Отсутствие деформации. / Набор. …
Аппарат для стыковой сварки стальной проволоки холодного давления Сварщик электрических соединителей для стыковой сварки. / Кусок. …
Аппарат для ручной дуговой сварки IGBT сварщик для холодной сварки нержавеющей стали. /…
Китай Поставщик Ремонт пресс-форм Лазерная сварка Металл Нержавеющая сталь Никель Холодное золото Ювелирные изделия…
Сварщик холодной сварки./ Кусок. Минимальный заказ: 100 шт.
Настольный аппарат для холодной сварки медных / алюминиевых проводов. / Набор. Заказ: 1 компл.
Продажа сварочного аппарата TIG / холодной сварки алюминия. / Набор. Заказ: 1 компл.
Холодная сварка в основном применяется в сварочной проволоке.Поскольку при этом не требуется тепла и процесс может быть выполнен быстро, холодная сварка может обеспечить идеально сварную проволоку, в основном из алюминия, меди, латуни 70/30, цинка, серебра и серебряных сплавов, никеля и золота. Существуют даже портативные инструменты, которые можно использовать для холодной сварки проволоки, что делает его очень портативным и простым в использовании. Холодная сварка также используется в тех случаях, когда необходимо соединить разнородные металлы, например, между…
Пропановая горелка. Синий Bernzomatic подойдет, но я предпочитаю желтый…
Прутки для пайки. Вам также понадобятся алюминиевые прутки для пайки. Я купил все это…
Отрезанные алюминиевые трубки. Что мне нравится в использовании алюминия, так это то, что он достаточно мягкий, чтобы его можно было резать…
Кромки с фаской. Затем я сниму фаску с краев, чтобы оставить канал для припоя.
Проволочная щетка Алюминий.Перед пайкой очень важно, чтобы алюминий был чистым.
Нагрев алюминия. Зажмите трубку и начните нагревать алюминий пропаном…
Припаяйте алюминий. Протрите прутком по каналу до заполнения и добейте его…
На что следует обратить внимание перед сваркой при низких температурах? Надо подумать о двух вещах…
Как низкие температуры влияют на свариваемые материалы? Простой ответ: большинство металлов…
Есть ли какие-либо особые требования при сварке вставкой? Да.Проблема в том, что…
Влияет ли температура на прочность сварного шва? Да! Речь идет о холодном растрескивании (термин…
Есть ли роль подогрева? Еще одно решительное да! Предварительный нагрев сокращает количество…
Есть ли в правилах сварки что-либо сказать о низких температурах при сварке? Смешно, ты…
Сварочные процессы в твердом состоянии | Преимущества и недостатки
Сварка в твердом состоянииСварка в твердом состоянии — это группа сварочных процессов, при которых происходит слияние при температуре ниже точки плавления свариваемых материалов без добавления припоя.Металлургическая связь создается без плавления основных металлов. При этой сварке можно применять или не применять тепло. Эти процессы иногда называют процессами твердотельного связывания.
В эту группу процессов сварки входят следующие типы:
(i) Холодная сварка
(ii) Диффузионная сварка
(iii) Сварка взрывом
(iv) Ультразвуковая сварка
(v ) Сварка трением
(vi) Кузнечная сварка
(vii) Валковая сварка
(viii) Сварка горячим давлением.
Во всех этих сварочных процессах время, температура и давление по отдельности или в комбинации вызывают коалесценцию основного металла без значительного плавления. Сварка в твердом состоянии — самый старый сварочный процесс, а некоторые из них — самые новые. Один из процессов твердотельной сварки, называемый сваркой трением, показан на рисунке 3.1. При такой сварке трением одна деталь вращается с высокой скоростью, а другая неподвижна. Когда неподвижная заготовка вынуждена вращать ее под высоким давлением, сварной шов образуется из-за трения между этими двумя поверхностями.
сварка в твердом состоянии Преимущества, ограничения и области применения сварки в твердом состоянииПреимущества сварки в твердом состоянии:
1. Основной металл не плавится и не образует самородок.
2. Соединяемые металлы сохраняют свои первоначальные свойства. Следовательно, проблем с зоной воздействия тепла
не возникает.
3. Металлургическая чистота сохраняется.
4. Можно склеивать разнородные металлы.
5. Устраняет жидкую фазу.
6. Может применяться при разных температурах и различных нагрузках.
7. Сварной шов не имеет дефектов микроструктуры.
8. Не требуются присадочные материалы, флюсы и защитный газ.
1. Необходима подготовка поверхности.
2. Совместная конструкция ограничена.
3. Может потребоваться сложное и дорогое оборудование.
4. Неразрушающий контроль очень ограничен.
5. Оборудование дорогое.
1. Склеивание футеровок из нержавеющей стали в алюминиевых сковородках.
2. Алюминиевая оболочка, прикрепленная к урановым твэлам.
3. Ультразвуковое и термокомпрессионное соединение в микроэлектронике.
4. Сварка трением в аэрокосмической и автомобильной промышленности.
5. Впускные / выпускные автоматические клапаны.
Сачин Торат
Сачин получил степень бакалавра технических наук в области машиностроения в известном инженерном колледже.В настоящее время он работает дизайнером в индустрии листового металла. Кроме того, он интересовался дизайном продуктов, анимацией и дизайном проектов. Он также любит писать статьи, относящиеся к области машиностроения, и пытается мотивировать других студентов-механиков своими инновационными проектными идеями, дизайном, моделями и видео.
Последние сообщения
ссылка на Гидравлические уплотнения — Определение, Типы, Схема, Функция, Отказ, Применение Ссылка на Слоттер — Типы, Детали, Операции, Диаграмма, СпецификацияВопросы для интервью по сварке и ответы для новичков
Этот набор вопросов и ответов на собеседование по сварке для новичков посвящен «Типам сварки».
1. Что из перечисленного не относится к дуговой сварке?
a) Плазменный
b) Электрошлак
c) Погружной
d) Воздух-ацетилен
Посмотреть ответ
Ответ: d
Пояснение: плазменная дуга, электрошлак и дуга под флюсом являются лишь немногими из типов дуговая сварка. Воздух-ацетилен — одна из форм газовой сварки.
2. Что из перечисленного не относится к типу контактной сварки?
a) Шов
b) Выступ
c) Электрошлак
d) Точечный
Просмотр Ответ
Ответ: c
Пояснение: Среди следующих типов сварки сопротивлением шов, выступ и точечная сварка являются лишь немногими.Электрошлак — одна из форм газовой сварки.
3. Какие из следующих материалов не подходят для холодной сварки?
a) Латунь
b) Сталь
c) Серебро
d) Золото
Посмотреть ответ
Ответ: b
Объяснение: Процесс холодной сварки не очень подходит для сплавов, таких как сталь, по той причине, что холодная сварка не может выполняться идеально в черные материалы. Сталь содержит большое количество железа, поэтому ее нельзя сваривать холодным способом.
4. Какова форма поперечного сечения сварочного стержня из термопласта?
a) Треугольный
b) Шестиугольный
c) Квадратный
d) Пятиугольный
Посмотреть ответ
Ответ: a
Пояснение: Сварочный пруток или термопластический пруток используются в основном при сварке пластмасс.Стержень не должен быть очень пористым, иначе он может захватывать пустоты. Этот стержень имеет форму поперечного сечения треугольной или круглой.
5. Что из перечисленного не является типом связанных процессов?
a) Пайка
b) Ударная обработка
c) Пайка
d) С сильным прессованием
Посмотреть ответ
Ответ: b
Пояснение: Пайка, прессование и прессование с сильным прессованием являются лишь немногими из типов связанных процессов. Ударная волна — одна из форм контактной сварки.
6.Лазер классифицируется как новый луч.
a) Верно
b) Неверно
Посмотреть ответ
Ответ: a
Пояснение: Существуют различные типы сварочных процессов, один из которых является более новым процессом сварки. При этом существует два типа: один — электронно-лучевой, а другой — лазерный.
7. Что из перечисленного не относится к твердотельной сварке?
a) Проекция
b) Ультразвуковая
c) Трение
d) Диффузия
Просмотр Ответ
Ответ: a
Пояснение: Ультразвук, трение и диффузия являются несколькими типами связанных процессов.Ударная волна — одна из форм контактной сварки.
8. Какова плотность пластика, используемого при быстрой сварке наконечником?
a) 916 кг / м 3
b) 923 кг / м 3
c) 946 кг / м 3
d) 982 кг / м 3
Посмотреть ответ
Ответ: c
Пояснение : Пластик, который используется в процессе быстрой сварки наконечников, — это полипропилен или полипропилен. Он классифицируется как термопласты. Плотность полипропилена 946 кг / м 3 3 и он начинает плавиться при 130 ° C.
9. Что из следующего можно рассматривать как связанный процесс?
a) Взрывоопасное вещество
b) Кислородно-водородная сварка
c) Кислородно-ацетиленовая резка
d) Электронно-лучевая резка
Посмотреть ответ
Ответ: c
Пояснение: Кислородно-ацетиленовая резка считается связанным процессом. Взрывчатое вещество — это разновидность твердотельной сварки. Электронно-лучевая сварка — это новый вид сварки, а кислородно-водородная сварка — это разновидность газовой сварки.
10. При холодной сварке следует использовать жидкую фазу.
a) Верно
b) Неверно
Посмотреть ответ
Ответ: b
Пояснение: Это горячая сварка, когда жидкое или расплавленное состояние используется для соединения двух металлических частей. Но при холодной сварке не используется жидкая фаза, то есть соединение выполняется без использования тепла.
Sanfoundry Global Education & Learning Series — Сварка.
Чтобы попрактиковаться во всех областях сварки для собеседований, представляет собой полный набор из 1000+ вопросов и ответов с несколькими вариантами ответов .
Примите участие в конкурсе сертификации Sanfoundry, чтобы получить бесплатную Почетную грамоту. Присоединяйтесь к нашим социальным сетям ниже и будьте в курсе последних конкурсов, видео, стажировок и вакансий!
Виды сварки — mech5study
Сегодня поговорим о сварке и видах сварки. Сварка — это процесс соединения одинаковых и разнородных металлов или других материалов путем нагревания с приложением давления или без него и с добавлением присадочного материала.Используется как неразъемный крепеж. Сварка — важный процесс в любой обрабатывающей промышленности. Фактически, будущее любого нового металла может зависеть от того, насколько он поддается сварке. Свариваемость определяется как способность свариваться в неразрывные соединения, имеющие заданные свойства, такие как определенная прочность сварного шва и надлежащая структура. Свариваемость любого металла зависит от пяти основных факторов. Это температура плавления, теплопроводность, тепловое расширение, состояние поверхности и изменение микроструктуры.
Виды сварки:
В основном сварку можно разделить на три типа.
1. Сварка пластмасс:
В процессе сварки пластмасс или сварки давлением соединяемые куски металла нагреваются до пластического состояния, а затем сжимаются друг с другом под действием внешнего давления. Эта сварка также известна как процесс сварки жидким и твердым телом. Эта процедура используется в кузнечной сварке и контактной сварке .2. Сварка плавлением:
При сварке плавлением или без сварки под давлением материал в месте соединения нагревается до расплавленного состояния и дает возможность затвердеть.Эта сварка также известна как сварка в жидком состоянии. Сюда входят газовая сварка, дуговая сварка , термитная сварка и т. Д.3. Холодная сварка:
В этом процессе сварки соединения производятся без применения тепла, а путем приложения давления, которое приводит к диффузии или межповерхностному молекулярному сплавлению соединяемых деталей. Он также известен как процесс твердотельной сварки . Этот процесс в основном используется для сварки листового металла из цветных металлов, особенно алюминия и его сплавов.Это включает ультразвуковую сварку , сварку трением , сварку взрывом и т. Д.4 основных процесса сварки:
1. Дуговая сварка (сварка плавлением):В этом типе процесса сварки металл сварного шва расплавляется от соединяемых кромок и дает возможность затвердеть из жидкого состояния и обычно ниже температуры рекристаллизации без какой-либо приложенной деформации. Дуговая сварка — наиболее широко используемый метод соединения металлических деталей плавлением.При такой сварке столб дуги образуется между анодом, который является положительным полюсом источника питания, и катодом, отрицательным полюсом. Когда эти два проводника электрической цепи сводятся вместе и разделяются на небольшое расстояние, так что ток продолжает течь через путь ионизированных частиц, называемый плазмой, образуется электрическая дуга. Этот столб ионизированного газа действует как проводник с высоким сопротивлением, позволяющий большему количеству ионов проходить от анода к катоду. Когда ионы ударяются о катод, выделяется тепло.Это тепло используется для плавления соединяемого металла или для плавления присадочного металла, который в дальнейшем используется в качестве соединительного материала для сварочного металла. Электрод может быть расходуемым или неплавящимся в соответствии с требованиями сварки. Температура в центре дуги от 6000 ° C до 7000 ° C
2. Газовая сварка:Газовая сварка выполняется сжиганием горючего газа воздухом или кислородом в концентрированном пламени высокой температуры. Как и в случае с другими методами сварки, пламя предназначено для нагрева и плавления основного металла и присадочного стержня соединения.Может сваривать самые распространенные материалы
3. Газовая дуговая сварка металла (MIG):Эта сварка также известна как сварка металла в среде защитного газа. В этом типе сварки металлический стержень используется в качестве одного электрода, а свариваемая деталь — в качестве другого электрода. Это дуговая сварка металла в среде защитных газов, в которой используется высокая температура электрической дуги между непрерывно подаваемой плавящейся электродной проволокой и свариваемым материалом. Металл переносится на работу через защищенный столб дуги.
В этом процессе проволока непрерывно подается с катушки через пистолет на постоянную поверхность, и на проволоку подается ток. При этой сварке область сварки заполняется газом, который не смешивается с металлом. Скорость потока газа достаточна для того, чтобы кислород воздуха не попадал на поверхность горячего металла во время сварки.
4. Газовая вольфрамовая дуговая сварка (TIG):Эта сварка также известна как сварка вольфрамовым электродом в среде инертного газа, аналогична MIG в том, что для защиты используются газы.Этот процесс дуговой сварки использует интенсивное тепло электрической дуги между неплавящимся вольфрамовым электродом и свариваемым материалом. В этом процессе электрод не расходуется во время процесса сварки, а газ используется для защиты зоны сварки от атмосферного воздуха.
Сегодня мы обсудили сварку и виды сварки. Если у вас есть сомнения или вопросы, оставьте это в поле для комментариев. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать более информативные статьи.Спасибо, что прочитали.
.