Что представляет собой аргонодуговая сварка TIG
Сварку TIG называют универсальным процессом, так как с помощью нее можно сваривать любые металлы без ограничения, даже разнородные и с разной толщиной. Разберемся в понятии аргонодуговой сварки – что это такое и как действует этот метод.
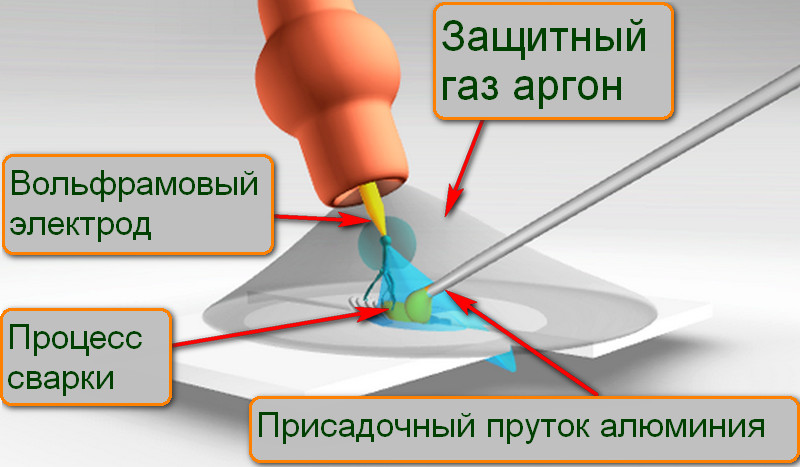
При подаче тока между тугоплавким электродом и рабочей поверхностью металла образуется дуга. Одновременно с этим через сопло горелки подается аргон, который блокирует доступ воздуха. Таким образом, металлической взвеси в воздухе остается минимум, вероятности попадания шлака в сварочный шов практически нет. То есть аргон защищает дугу и электроды, а на выходе получается идеальный шов. Аргонодуговая сварка TIG (Tungsten Inert Gas) позволяет использовать два способа образования соединений: из расплавленных под действием дуги кромок металла или с помощью специальной присадочной проволоки.
Аргон при горении имеет голубую подсветку
Где применяется сварка TIG?
 д. Аппараты используются как на крупных заводах, так и в мелких организациях, растет спрос и на применение в домашних условиях.
д. Аппараты используются как на крупных заводах, так и в мелких организациях, растет спрос и на применение в домашних условиях.
Что можно варить аргонодуговой сваркой?
Ответ простой: все, что угодно, любые металлические детали. В первую очередь, сварка применяется для ремонта составных частей автомобиля (детали двигателя, радиаторы), можно выполнять ремонт кузова и даже обновлять литые диски. Выгода налицо – не нужно покупать дорогостоящие новые запчасти, поскольку возможно эффективно отремонтировать старые. Каждая профессиональная мастерская по ремонту автомобилей, как правило, имеет в штате опытного сварщика и использует оборудование для сварки с аргоном.
«Аргон» в переводе с греческого языка означает «ленивый», «безразличный». История открытия этого газа была непростой, долгое время его не признавал даже сам Менделеев. Обнаружен аргон был в 1785 британским ученым с фамилией Кавендиш, тогда новый газ поразил химика своей необыкновенной устойчивостью и абсолютной инертностью: не было реакций ни с металлами, ни с хлором, ни с щелочами.Лишь спустя 130 лет, когда был открыт гелий, аргон получил признание. Сегодня газ широко используется в промышленности как в чистом виде, так и с добавлением примес
 Лишь спустя 130 лет, когда был открыт гелий, аргон получил признание. Сегодня газ широко используется в промышленности как в чистом виде, так и с добавлением примес
Лишь спустя 130 лет, когда был открыт гелий, аргон получил признание. Сегодня газ широко используется в промышленности как в чистом виде, так и с добавлением примес
Достоинства аргонодуговой сварки
Преимуществ сварки TIG более чем достаточно, не зря же ее называют технически безупречной технологией будущего.
- Отличное качество шва – металл соединяется аккуратно и выглядит эстетически привлекательно.
- Возможность соединять казалось бы несоединяемые металлы (например, титан и нержавеющую сталь), в том числе с изношенными поверхностями.
- Отсутствие шлаков в процессе сварки – шов сразу формируется ровным, не требующим дополнительной очистки.
- Минимизация металлических взвесей и разбрызгивания в воздухе. Данное обстоятельство позволяет проводить работы в любых помещениях без боязни повредить покрытие пола или стен.
- При сварке нагревается только маленькая площадь металлической основы, что делает возможным сохранение общей формы изделия.
- Достаточно высокая скорость проведения работ из-за большой тепловой мощности дуги.
- Надежность и высокое качество соединения гарантирует большой срок службы.
- С точки зрения технологических приемов сварка выполняется несложно, поэтому использование аппаратов TIG становится общедоступным.
Среди недостатков сварки TIG можно назвать неидеальное качество работ при сквозняке или сильном ветре, так как часть газа может распылиться. Сложностью может также стать необходимость начальной подготовки перед совершением сварочных работ.
Принцип работы аргонодуговой сварки
Особенности использования аргонодуговых аппаратов
Конструкция аргонодуговых инверторов более сложная по сравнению с классическими сварочными аппаратами. Каждый сварочный инвертор TIG оборудован газовым клапаном, благодаря которому аргон попадает в горелку, осциллятором, который бесконтактно зажигает электрическую дугу, и балластным реостатом для подбора оптимальной силы тока.
Перед тем, как приобрести сварочный аппарат TIG, нужно определить, с каким током придется вести работы по соединению металлов. Изделия из алюминия и магния требуют сварки с помощью переменного тока AC, а для соединения стальных деталей требуется постоянный ток DC. Среди представленного на нашем сайте ассортимента имеются инверторы с функцией импульсного режима и универсальные аппараты AC/DC.
Техника аргонодуговой сварки TIG – ООО «ЦСК»
Главная|Энциклопедия сварки|Т|Техника аргонодуговой сварки TIGАргонодуговая сварка – по существу электродуговая сварка в среде инертного газа – аргона, который подается в место горения электрической дуги.
По причине того, что аргон не взаимодействует с металлом, он не меняет химического состава этого металла. Тот факт, что этот газ тяжелее на 1/3 воздуха, способствует вытеснению последнего из среды дуги и изоляции расплавленного металла от атмосферного воздействия.
Это защищает сварочный шов от образования оксидной пленки и улучшает качество соединения.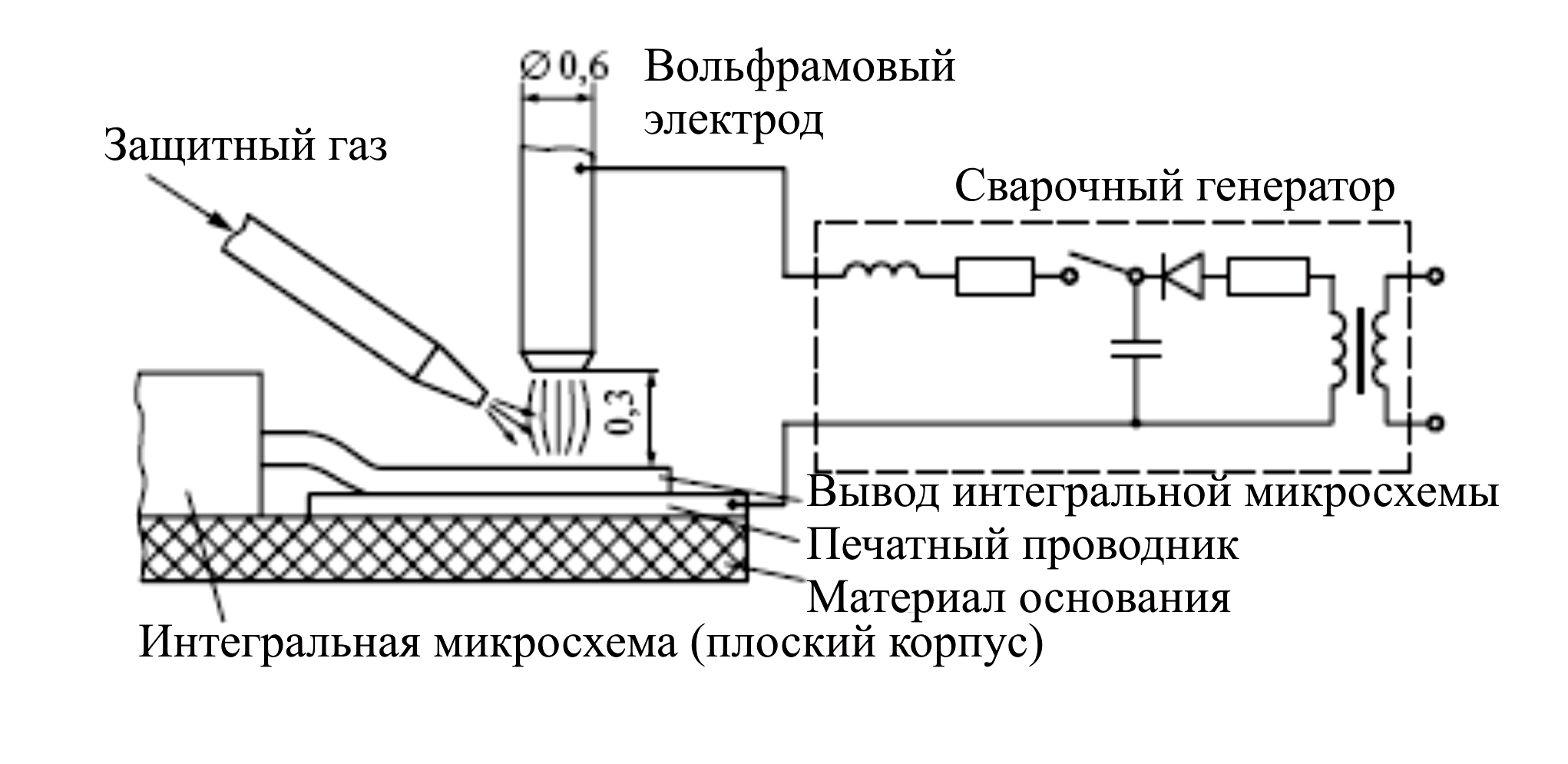
Принцип работы
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
Выбор параметров режима
Род и полярность тока. Большинство сталей и металлов сваривают на постоянном токе прямой полярности. Сварку алюминия, магния и бериллия ведут на переменном токе.
Сварочный ток определяется диаметром W-электрода, его маркой и материалом свариваемого изделия. Величина тока зависит не только от диаметра электрода и марки стали, но и от рода полярности тока.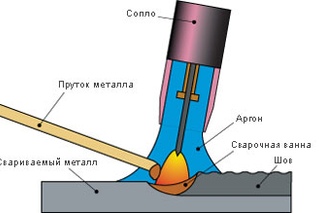
Напряжение на дуге зависит от ее длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышенных напряжениях увеличивается ширина шва, уменьшаетмя глубина проплавленния и ухудшается защита зоны сварки. Оптимальная дина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14 В.
Скорость сварки определяют на глаз в зависимости от размеров и формы получаемого шва.
Расход защитного газа выбирают таким, чтобы сохранялся ламинарный поток струи газа, надежно защищающий сварочную ванну.
Движения горелкой
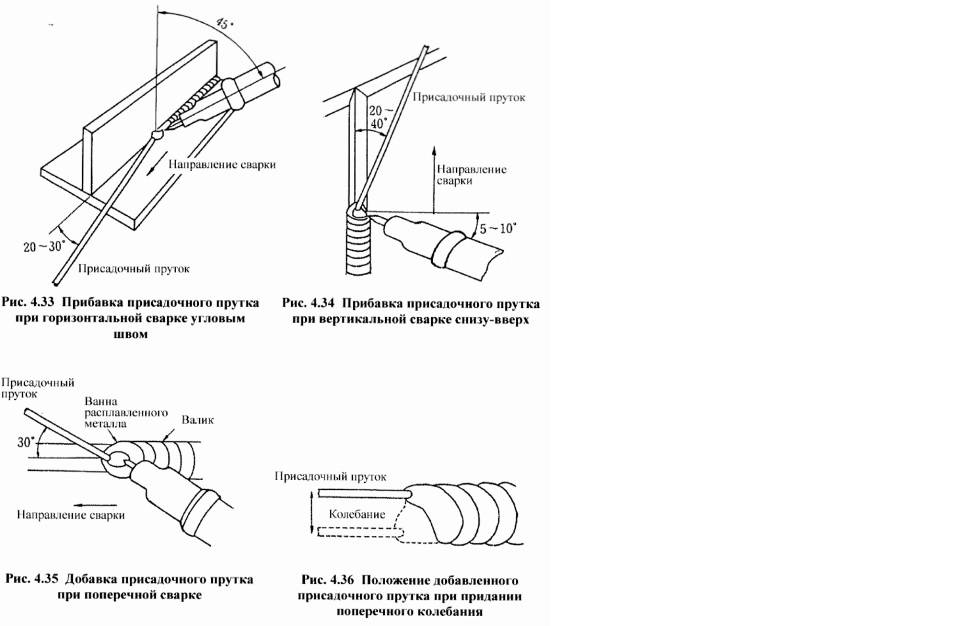
Совершают только одно движение — вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий, чем при сварке покрытыми электродами. Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочной проволоки и W-электрод постоянно находились в зоне защитногг газа.
Сварку обычно выполняют справа налево. При сварке без присадочного материала электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом — под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
Движения присадочной проволокой
При наплавке валиков горизонтальных швов в нижнем положении присадочной проволоке придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равными порциями поступал в сварочную ванну. Окончание сварки и заваривание кратера выполняют, уменьшая величину тока реостатом, включенным последовательно в сварочную цепь.
Перед началом работы аппарат включается и подается аргон.![]() Для формирования электрической дуги, сварщик приближает вольфрамовый электрод (при сварке неплавящимся электродом) на короткое расстояние до детали. На этом этапе существует один важный нюанс. Дуга не может образоваться, когда электрод непосредственно соединен с деталью, как при электросварке.
Для формирования электрической дуги, сварщик приближает вольфрамовый электрод (при сварке неплавящимся электродом) на короткое расстояние до детали. На этом этапе существует один важный нюанс. Дуга не может образоваться, когда электрод непосредственно соединен с деталью, как при электросварке.
Это связано с тем, что для создания дуги в среде аргона необходима высокая ионизация, а поскольку вольфрамовый электрод является тугоплавким (температура плавления около 5000 ° C) и практически не сгорает, то отсутствует образование газов, способствующих ионизации и зажиганию дуги. Поэтому в таких случаях используется осциллятор.
Осциллятор – это устройство, обычно устанавливаемое в сварочном аппарате для аргонодуговой сварки. Осциллятор зажигает дугу в случае использования неплавящегося электрода. Это происходит следующим образом: горелка с вольфрамовым электродом подносится на небольшое расстояние к детали. Осциллятор подает на электрод высоковольтный высокочастотный импульс, который электрически пробивает расстояние до детали, образуя ионизацию в газовой среды. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного сварочного тока DC применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так, потому что при таком подключении, на детале, то есть «плюсе», выделяется до 70% тепла, а на электроде – «минусе» всего 30%. Как следствие, металл детали плавится, а электрод менее подвержен сгоранию. Исключением является сварка алюминия.
В этом случае наилучшие результаты достигаются при сварке переменным током, так как образование оксидной пленки разрушается. Что касается осциллятора, то при использовании переменного тока (AC) после воспламенения дуги он переходит в режим стабилизации, давая импульсы пробоя каждый раз, когда изменяется полярность. Это обеспечивает стабильное горение элеткродуги.
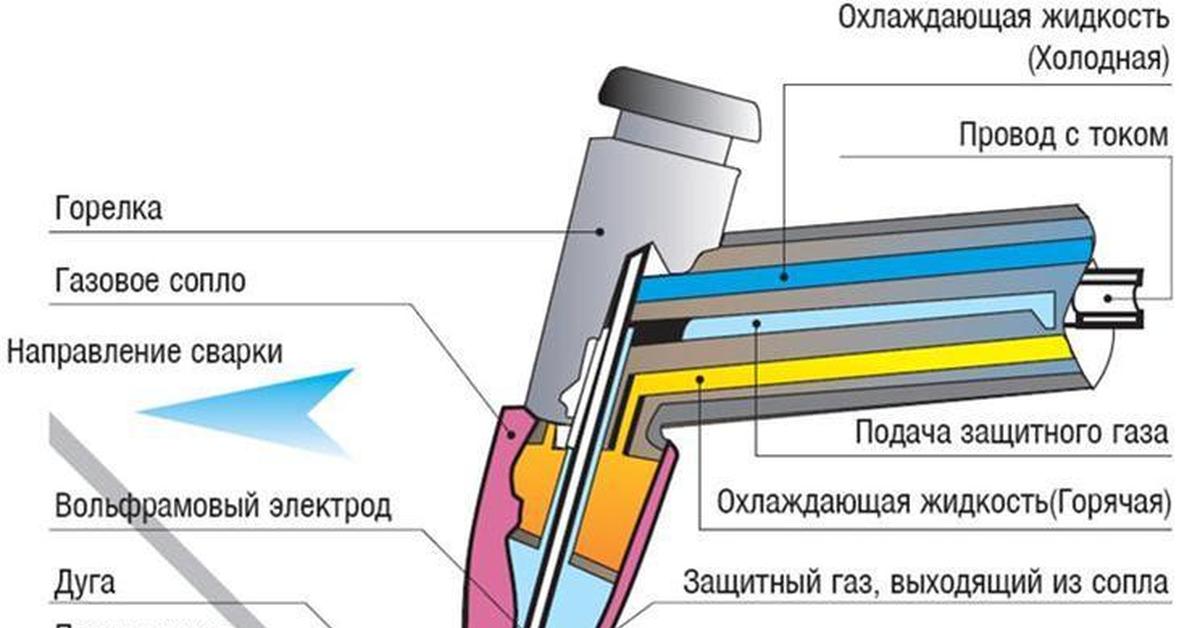
Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает. В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку. Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку. Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка (TIG) плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости.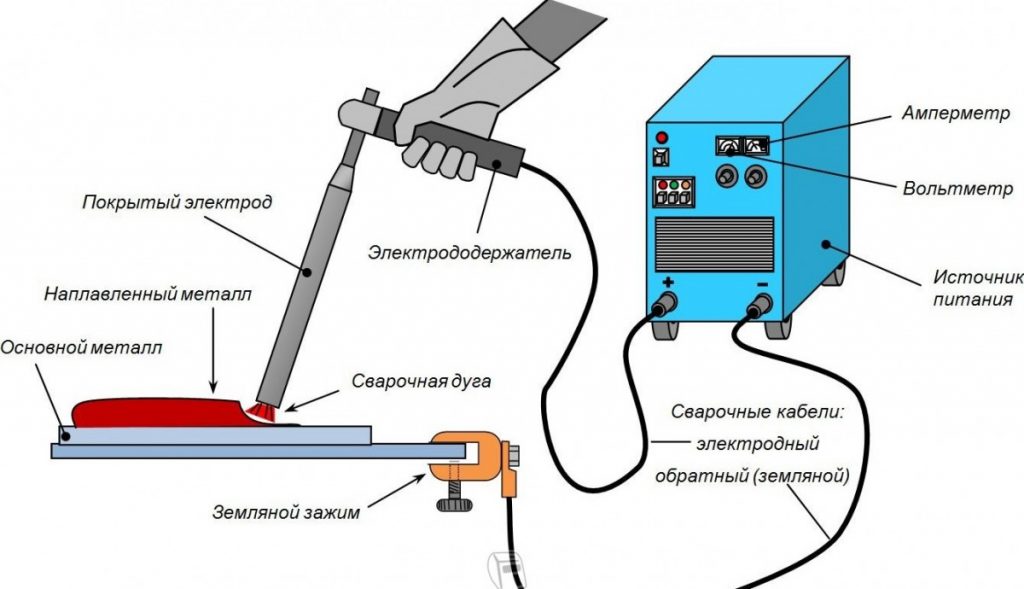 Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.
В этом случае роль электрода выполняют стержнем из металла с применением рутила. Когда электрод касается непосредственно заготовки, происходит короткое замыкание (как при обычной электродуговой сварке), что приводит к образованию паров расплавленного металла, что дает ионизацию в аргоновом газе. Дуга зажигается этими парами, поэтому использование осциллятора в этом случае не требуется. Наполнительную проволоку подают вручную или специальным автоматическим механизмом в виде барабана с проволокой, роликами и электродвигателем с редуктором. Обычно этот тип оборудования расположен на специализированной сварочной станции.
Аргонодуговая сварка с контактным поджигом дуги
Принцип работы такого аппарата достаточно прост. В основе его работы лежит воздействие высоких температур в зоне сваривания на кромочные плоскости, что вызывает расплавление металла, находящегося на них. С помощью присадочной проволоки производится перемешивание и охлаждение слоев сварочных швов.
В основе его работы лежит воздействие высоких температур в зоне сваривания на кромочные плоскости, что вызывает расплавление металла, находящегося на них. С помощью присадочной проволоки производится перемешивание и охлаждение слоев сварочных швов.
Расплавление всех составляющих стоит производить с использованием неплавящихся вольфрамовых электродов. Если в этом процессе не использовать защитный газ и не учитывать его свойства, то молекулы металла могут гореть, но не плавиться.
Для сваривания аргонодуговой сваркой используется специально предназначенный для этих работ сварочный инвертор, а также сварочные устройства с множеством функций, среди которых есть подходящая для этого случая. Большинство видов сварочных инструментов позволяют осуществлять точечное сваривание, что может в значительной мере расширить сферу их применения.
Для того чтобы сварщик мог комфортно работать используются аппараты, которые комплектуются самыми современными системами автоматизации и контроля над проведением производственного процесса. Также в некоторых случаях предусмотрено использование охлаждающего вентилятора, скоростью вращения которого можно управлять.
Также в некоторых случаях предусмотрено использование охлаждающего вентилятора, скоростью вращения которого можно управлять.
Для наплавки металла с использованием метода аргонодугового сваривания применяют различные виды проволоки из алюминия. Для сваривания деталей из алюминия можно использовать обычную чистую алюминиевую проволоку. Защищенная электрическая дуга таких аппаратов позволяет работать с большим количеством разновидностей металлов.
В этот список входят такие металлы: Алюминий и его сплавы; Чугун и другие металлы, которые являются продуктами черной металлургии; Титан; Нержавеющая сталь и другие высоколегированные сплавы; Цветные металлы;
Для каждого вида металлов нужно подбирать подходящие материалы для сварки. Для того чтобы обеспечить защиту в процессе сваривания металлических деталей используется инертный газ аргон.
Одним из простых вариантов для бесконтактного поджога является осциллятор, который является электромагнитным клапаном для подачи газа для защиты сварочного процесса. С помощью данного устройства можно регулировать подачу газа в конце сваривания. Такое приспособление позволяет производить аргонодуговое сваривание высокого качества со сравнительно небольшими затратами.
С помощью данного устройства можно регулировать подачу газа в конце сваривания. Такое приспособление позволяет производить аргонодуговое сваривание высокого качества со сравнительно небольшими затратами.
Сварочные аппараты аргонодуговой сварки являются универсальным решением для проведения сварочных работ. Обычно они воплощают в себе все возможности для сваривания аргонодуговой сваркой и позволяют проводить сварочные работы намного эффективнее.
Аргонная сварка (аргонодуговая) – технология, ГОСТ, оборудование
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов. Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.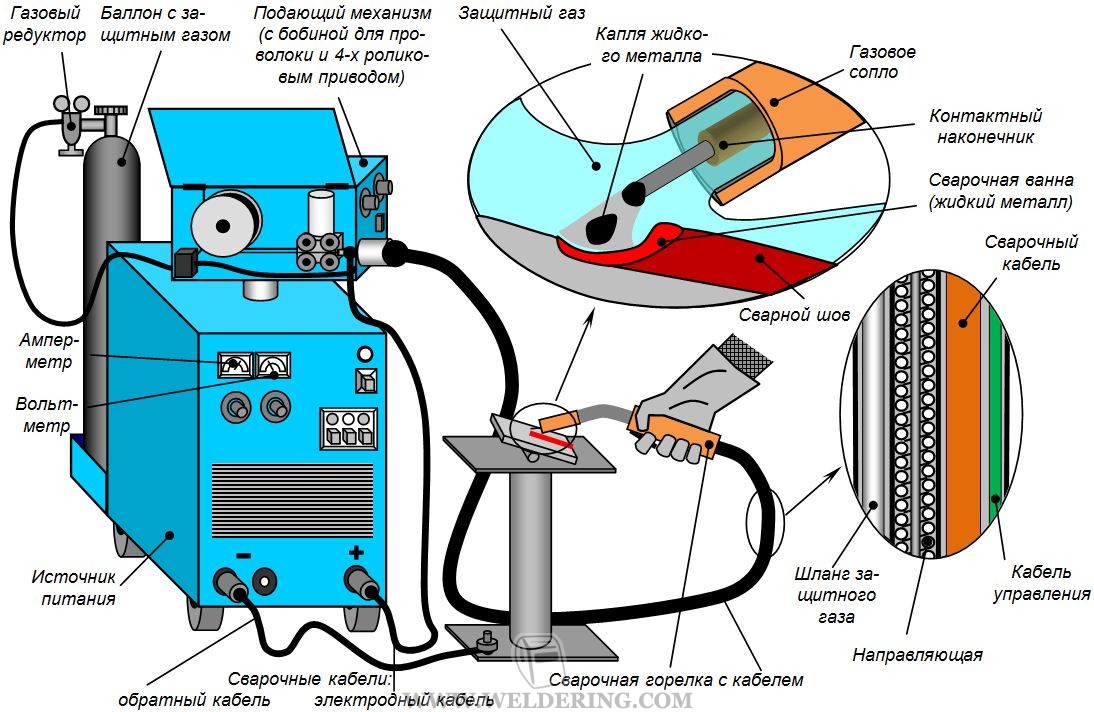
Процесс аргонной сварки
Преимущества и недостатки технологии
Как известно любому специалисту-сварщику, варить алюминий очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления. Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода. Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.
Сварочный шов, выполненный в защитной среде аргона
Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др. Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
- высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
- при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
- скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
- шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
- по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.
Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях.
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Из недостатков, которыми данная технология также обладает, можно выделить следующие:
- необходимость использования достаточно сложного оборудования и осуществления его точной настройки;
- для выполнения аргонной сварки от специалиста требуется наличие соответствующих навыков и опыта.
Технологические особенности сварки
Наиболее знакомым всем примером использования сварки, выполняемой в среде аргона, выступает реставрация автомобильных дисков, изготовленных из легких сплавов, выполненных на основе алюминия. В процессе такой реставрации на автомобильных дисках завариваются трещины, полученные ими в процессе жесткой эксплуатации. Выполнить такую процедуру при помощи других методов соединения металла практически невозможно, поэтому технология аргонодуговой сварки в данной ситуации является практически безальтернативной.
Ремонт легкосплавных автомобильных дисков с помощью аргонной сварки
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама. Данный металл, как известно, обладает уникальными характеристиками: температура его плавления составляет 3410 градусов, кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость. Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др. Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Параметры востребованных вольфрамовых электродов зарубежного производства (нажмите для увеличения)
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем.
- К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса.
- Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.
- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала. Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение последним поперечных движений, а только выполняемых в продольном направлении.
В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали.
 Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей. Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Такая сварка по принципу своей работы представляет собой гибрид электрической и дуговой сварки. От электрической эта сварка получила дугу, создающую тепловую энергию, а от газовой — принцип защиты зоны сварки, для которой используется инертный газ аргон.
Оборудование для сварки
Одними из важнейших элементов для выполнения аргонной сварки являются горелки, наиболее популярными моделями которых являются РГА. Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400. Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Горелки, которые также называют соплами, могут иметь различную форму: цилиндрическую, коническую, профилированную. При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка, осуществляемая в среде защитного газа аргона, может отличаться различным уровнем автоматизации технологического процесса. В зависимости от данного параметра, аргонную сварку подразделяют на следующие виды:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Естественно, что оборудование, используемое в каждом конкретном случае, а также стоимость выполнения технологических операций, будут отличаться.
Многофункциональный сварочный пост для промышленного использования
Для каждого из вышеперечисленных типов работ характерны свои особенности, которые заключаются в следующем.
- Ручная сварка в аргонной среде. При выполнении такой сварки перемещение горелки и подача сварочной проволоки осуществляются вручную. Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода.
- Сварка механизированного типа, выполняемая в среде аргона. Технологический процесс данного типа предполагает, что горелкой сварщик управляет вручную, а присадочная проволока подается в зону сварки в механизированном режиме.
- При выполнении автоматизированной аргонной сварки как подача присадочной проволоки, так и движение горелки, осуществляются в автоматизированном режиме, а контроль за данными процессами осуществляет оператор.
- При использовании роботизированного оборудования участие в технологическом процессе человека сведено к минимуму. Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.
Работа механизированной сварочной каретки
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.
Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.
Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.
В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения.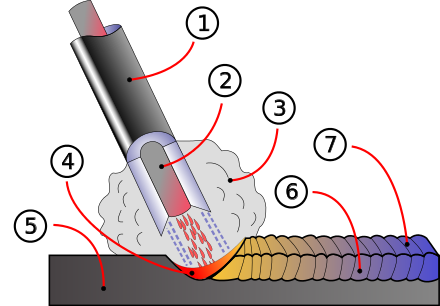 Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.
Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор. Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Самостоятельное выполнение сварочных работ
Чтобы всегда иметь возможность выполнять аргонную сварку, кроме самого сварочного аппарата — инвертора или трансформаторного устройства, понадобятся:
- горелки, в которых будет устанавливаться вольфрамовый электрод;
- баллон, где будет находиться защитный газ;
- клапаны и редуктора, с помощью которых станет регулироваться подача защитного газа;
- защитные средства: специальная маска, перчатки и др.

Защитная маска сварщика с автоматическим светофильтром
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки: в случае, когда варить необходимо детали из алюминия и сплавов на основе данного металла. Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса. Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Как уже говорилось выше, поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва. Что важно, присадочную проволоку перемещают впереди горелки.
Что важно, присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Регулятор сварочного тока
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа. Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Экономическая выгода от выполнения сварки своими силами
Услуги по выполнению аргонной сварки сегодня предоставляют многие компании и частные мастера. Стоимость таких услуг, которые трудно назвать дешевыми, зависит от объема и сложности предстоящих сварочных операций, используемого оборудования, квалификации специалиста.
Если потребность в выполнении аргонной сварки у вас постоянная, то можно серьезно сэкономить на стоимости профессиональных услуг, если приобрести соответствующее оборудование и выполнять сварку самостоятельно. О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
И, напоследок, интересное видео о нюансах аргонодуговой сварки различных металлов и особенностях ее применения на практике.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Сварочные горелки применяются, чаще всего, для оплавления металла, чтобы надежно соединить отдельные детали между собой, и предназначены они для получения пламени. Сварочные горелки для газовой сваркиСуществует масса сварочных агрегатов, поэтому и классификация сварочных горелок также не ограничивается парой вариантов. Газовая сварка предназначена для плавления металлов в зоне соединения почти до текучего состояния. При обработке материала в качестве источника пламени используется газ, а это, чаще всего, природный, нефтяной газ или пары керосина. Данный вид сварки используют для того, чтобы расплавить тонкие листы стали, чугуна, сварить алюминиевые элементы, а также для устранения дефектов литья. Газовые горелки имеют, конечно же, плюсы и минусы. К плюсам можно отнести простоту использования и отсутствие подключения к электроэнергии. В качестве минусов выступают: весьма сложная механизация, маленькая концентрация тепла и дороговизна самого вида сварки (в сравнении с электрической). Процесс работы, который осуществляют сварочные газовые горелки, можно разделить на три этапа: подготовка, смешение, горение. Во время первого этапа осуществляется настройка горелки, определяется оптимальная скорость, направление и мощность. После этого наступает второй этап – смешение топлива и кислорода, в результате которого образуется смесь. Это приводит к тому, что кислород через специальные трубки засасывается внутрь и смешивается с газом, и уже на третьем этапе образуется пламя. Образовавшаяся смесь воспламеняется с помощью приспособления на конце трубки.
Устройство сварочной горелки на газу весьма простое. Зажигание происходит за пару секунд, а сама она работает безотказно. В наши дни газ стал самым популярным продуктом, и аппараты, работающие на нем, также пользуются большим спросом. Используется газовая горелка, чаще всего, в промышленной отрасли. За счет того, что она очень легкая и мощная, она способна работать даже в ветреную погоду. Газовой горелке нельзя давать работать в режиме перегрева очень долго (не более 30 секунд), после чего надо выключить ее и перевернуть баллон, так как внизу баллона находится пропан, он создает основное давление. Туристические газовые горелки – это основной элемент гаражей, дач, палаток. За счет того, что кислород, попадая в нее и смешиваясь с газом, образует горючую смесь, которая по специальной трубке переносится к основанию, и образуется порция пламени – факел. Газовые горелки для сварки – работа и ремонтПри работе с газовыми горелками в целях безопасности стоит пользоваться защитными очками. При ее зажигании нужно приоткрыть вентиль на 1/2-1/4 оборота, после продувки следует зажечь горючую смесь, а уже потом можно регулировать пламя. Зажигать горелку рекомендуется спичкой или специальной зажигалкой, категорически запрещается поджигать ее от разных горящих предметов. По окончанию сварочных работ сварщик должен обязательно закрыть вентиль подачи газа, снять редукторы с баллонов и убрать их в специальное отведенное место, а вентиль закрыть специальным колпаком. Если горелка не запускается, то возможной причиной может быть низкое напряжение или вовсе его отсутствие, в таких случаях нужно проверить напряжение специальным прибором. Также бывает, что двигатель подачи проволоки в горелке запускается, но после продувки загорается красная лампа. Возможной причиной в таком случае может быть неисправность двигателя или изоляции. В такой ситуации нужно или заменить двигатель, или попытаться его очистить. Если после возникновения пламени в горелке сигнализирует аварийная лампа, то следует проверить положение электрода, по возможности его откорректировать. Часто случается такое, что после продувки горелки возникает пламя, после чего гаснет и опять возникает, возможная причина неполадки – низкое давление газа. Горелка для аргонодуговой сварки – какова роль газа в работе?Аргонная сварка – один из самых востребованных видов. Данную технологию чаще применяют к материалам из алюминия, но также она вполне подходит для чугуна, титана, меди, серебра. Во время работы с таким оборудованием шов получается почти невидимым, что играет важную роль не только для внешнего вида, но и для прочности изделия. Плюсами аргонной сварки являются хорошее качество и долговечность использования полученного изделия, экономия денег, усилий и нервов. Существенных минусов у данной технологии не замечено. Аргонная сварка производится с помощью вольфрамового электрода под защитой газа аргона, отсюда и ее название. Принцип работы, который имеет горелка для аргонодуговой сварки, заключается в том, что электрический разряд используется в качестве энергетического источника, а для защиты шва от попадания кислорода задействован специальный газ, масса которого превышает массу кислорода, благодаря этому он и вытесняет кислород из сварочной области. Горелки для полуавтоматической сварки – особенности работыПолуавтоматическая сварка отличается от ручной тем, что в процессе работы можно осуществлять охлаждение горелки для полуавтоматической сварки. С помощью данного вида работ обеспечивается стыковка всех труднодоступных мест. В плюсы данного подхода можно записать, несомненно, хорошее качество, минимум прилагаемых усилий, снижение отходов, высокую скорость образования вполне крепкого шва. Минусы полуавтоматической сварки небольшие, они касаются, в основном, высокой цены, сложности системы, громоздкости оборудования. Принцип такой сварки заключается в нескольких этапах. Во-первых, надо зачистить место сварки от ржавчины, это лучше всего осуществлять с помощью металлической щетки. После чего производится обезжиривание поверхности. Затем уже запускается горелка сварочная для полуавтомата, и начинается работа. Скорость сварки устанавливает сварщик, который и следит за процессом, выбор темпа зависит от типа металла и его толщины. Автоматическая сварка – кто контролирует качество?При автоматической сварке осуществляют процесс и контролируют качество соединения специальные аппараты, ведь сварка производится один раз, и дефекты очень хорошо видны, поэтому важно предупреждение их образования. Несомненным плюсом данного вида сварки является то, что он исключает присутствие сварщика во время процесса. Помимо этого, плюсами являются хорошее качество шва и минимум усилий. Единственный минус – большие начальные инвестиции. Главной особенностью автоматического способа является то, что дуга горит под плотным слоем флюса. Жидкий флюс образует вокруг дуги пузырь, заполненный химическими газами, которые выделяются в процессе горения. Применение флюса обязательно для сварки, он улучшает качество шва. При работе, когда основной металл расплавляется, дуга отбрасывает его назад, тем самым образуя углубление, которое потом заполняется новым слоем расплавленного металла. |
 Постараемся досконально рассмотреть разновидности этих приборов и освоить их работу.
Постараемся досконально рассмотреть разновидности этих приборов и освоить их работу.
 Поэтому эти модели подходят для всех ремонтных работ и способны нагревать поверхность до четырехсот градусов по Цельсию.
Поэтому эти модели подходят для всех ремонтных работ и способны нагревать поверхность до четырехсот градусов по Цельсию. Тушение горелки производится перекрытием вентиля газа. При утечке же газа следует немедленно прекратить работу.
Тушение горелки производится перекрытием вентиля газа. При утечке же газа следует немедленно прекратить работу.
 Вольфрамовый провод используется, как электрод.
Вольфрамовый провод используется, как электрод. Техника безопасности тут не отличается от остальных случаев работы с пламенем.
Техника безопасности тут не отличается от остальных случаев работы с пламенем.
Аргоновая Сварка во Владимире
Вам нужно быстро и надежно сварить металлы, которые трудно соединяются между собой? А может вам необходимо полностью ликвидировать трещину в стали, титане или алюминии? Аргонная сварка — это именно то, что вам нужно. Компания Станция 33 готова на профессиональном уровне выполнить сварочные работы аргоном любого уровня сложности во Владимире.Аргонная сварка алюминия или любых других металлов проводится с использованием высокотехнологичного и надежного оборудования, в результате чего наши мастера добиваются наилучших результатов. Сломавшаяся деталь автомобиля или любое иное оборудование будет восстановлено с минимальными затратами времени и сил, а результат позволит эксплуатировать сваренные элементы долгие годы.
Оказываемые нами услуги аргонной сварки во Владимире относятся к универсальным. При помощи этого метода можно соединить как небольшие элементы, так и большие металлические конструкции.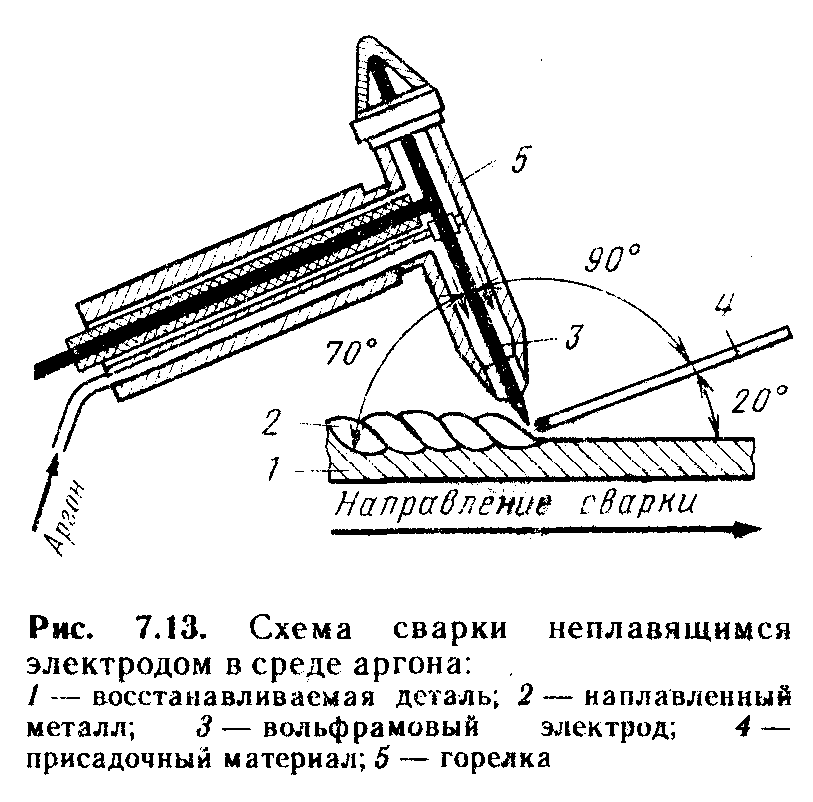 Благодаря тому, что цена на эту услугу весьма демократична, детали получат вторую жизнь, а вы отлично сэкономите. Намного дешевле заварить трещины и поломки аргоном, чем приобретать новые запчасти.
Благодаря тому, что цена на эту услугу весьма демократична, детали получат вторую жизнь, а вы отлично сэкономите. Намного дешевле заварить трещины и поломки аргоном, чем приобретать новые запчасти.
Как происходит аргонная сварка?
Принцип работы заключается в следующем: специалист, используя электроды из вольфрама, сваривает поверхности металлов в среде газа аргона (инертного, благодаря чему исключается доступ кислорода к металлу). Это помогает избежать окисления и взаимодействия аргона с расплавленным металлом или иными газами. Именно поэтому аргоновая сварка считается самым лучшим, безопасным и надежным методом.
Сфера применения аргоновой сварки
Чаще всего наши специалисты используют сварку аргоном в ремонте автомобильных запчастей и комплектующих. Это могут быть самые разные элементы конструкции авто — диски, решетки радиаторов, кенгурятники, корпусы двигателей и коробки, а также кузов.
Наиболее частая проблема — это повреждения дисков, образующиеся в результате попадания в ямы на дорогах. В этих случаях сварка аргоном станет самым оптимальным вариантом восстановления целостности диска.
В этих случаях сварка аргоном станет самым оптимальным вариантом восстановления целостности диска.
Специалисты комплекса Станция 33 — настоящие профессионалы своего дела, использующие в работе надежное и высокотехнологичное оборудование. Независимо от проблемы вы получите достойный результат, который будет радовать вас долгие годы. Мы даем гарантию на свою работу, потому что уверены — аргонная сварка во Владимире должная производиться настоящими мастерами.
Хотите в этом убедиться лично? Добро пожаловать к нам!
Принцип работы сварочного аппарата TIG
В механике, металлообработке сварочные аппараты довольно часто используются для ремонта, соединения металлических частей между собой. Существуют различные методы сварки, такие как сварочный стержень, Tig, Mig, плазменный. Сварка TIG является широко применяемым методом благодаря ее высокой эффективности сварки, хорошему качеству сварки и хорошему качеству.
TIG означает вольфрам, инертный газ — это процесс дуговой сварки в защитной среде — газ инертный газ Вольфрам.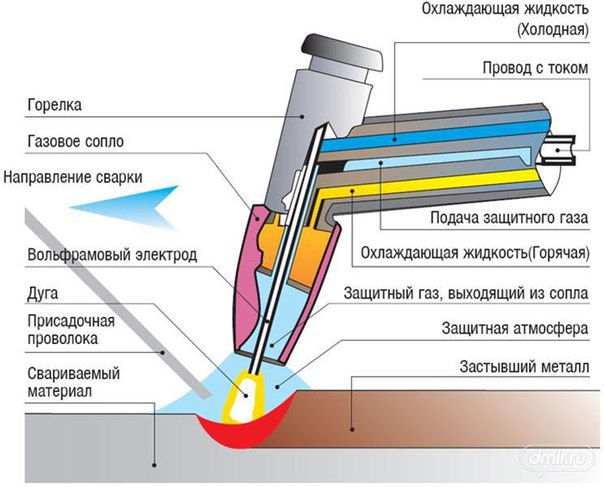 Чтобы избежать проникновения наружного воздуха, сварной шов защищен инертным газом. Тепло, выделяемое дугой между электродом и припоем, способствует плавлению металла. Во время сварки TIG может использовать инертный газ или смесь инертных газов.
Чтобы избежать проникновения наружного воздуха, сварной шов защищен инертным газом. Тепло, выделяемое дугой между электродом и припоем, способствует плавлению металла. Во время сварки TIG может использовать инертный газ или смесь инертных газов.
Классификация сварки TIG
Методы сварки TIG можно классифицировать по режиму сварки, сварочному току или модели.
Классификация по режиму сварки: существует два типа: обычная сварка и импульсная сварка.
— Обычная сварка: ток регулируется по трапеции, с точками нарастания, поддержанием и уменьшением до 0.
Импульсная сварка: Управляющий ток модулируется с определенной частотой. Ширина и цикл также могут быть изменены в соответствии с материалом.
Сортировка по сварочному аппарату: Всего 3 типа.
— В машине используется диодный выпрямитель
— В аппарате используется тиристорный выпрямитель.
— ивертер.
Сортировать по сварочному току:
— Сварочный аппарат постоянного тока:
+ Thysistor: AC »» »» DC: сварка.
DC: Сварка.
— Сварочный аппарат переменного тока: AC »» »DC» »» AC: Сварка.
Характеристики:
Способ сварки электродом не плавящийся.
Не оставляйте шлаков в процессе сварки без припоя.
Легко контролировать во время дуговой сварки, легко наблюдать поток легких.
Высокотемпературный концентрированный источник тепла.
Преимущества методов сварки TIG
— Сваривать по всей толщине из-за большой амплитуды (от 5 до 600 А, напряжение 10-35 В).
— Применяется ко всем металлам и сплавам.
— Для высококачественных сварных швов.
— Сварные швы не забрызгиваются, чистые и красивые.
— Легко контролировать форму сварного и сварного шва.
Недостатки:
— Производительность невысокая.
— Требования к мастерству сварщика.
— Тратить много денег на оборудование и материалы.
Заявка:
Хорошо подходит для сварки твердых металлов и сплавов, таких как титан и медь.
Для сваривания слоев в процессе сварки напорных труб.
Очень эффективен для сварки алюминия, никеля и нержавеющей стали.
Производство сварочного аппарата TIG:
Каждый производитель разрабатывает припой разных типов, но базовый аппарат для сварки TIG имеет следующую структуру:
1. Газовый бак и напорный клапан:
Используемый в качестве защитного газа при сварке TIG, обычно существует пять типов газов и газов:
— Прозрачный аргон
— чистый вертолет
— чистый СО2.
— Смесь аргон + гелий
Аргон + CO2
2. переменная строка.
3. Сварка и зажим Масса
4. Прочие части: Охлаждающие части, проводники, органы управления.
Принцип работы:
Коррекция сварочного тока:
Согласно экспериментальному исследованию скорости сварки, наилучшая скорость сварки составляет около 1 А для 0.0001, т.е. около 40 А / мм, соответственно 250 мм / мин.
Эту скорость очень сложно применить при ручной сварке, поэтому мы должны уменьшить соответствующий ток (толщина 16 А / мм при скорости сварки 100 мм / мин.
Регулировка скорости сварки:
Типичная скорость сварки около 100 — 250 мм / мин
Коррекция тока дуги:
Длина дуги — это расстояние от электрода до поверхности области потока.
Длина дуги обычно составляет от 0,5 до 3 мм и обычно зависит от сварочного материала.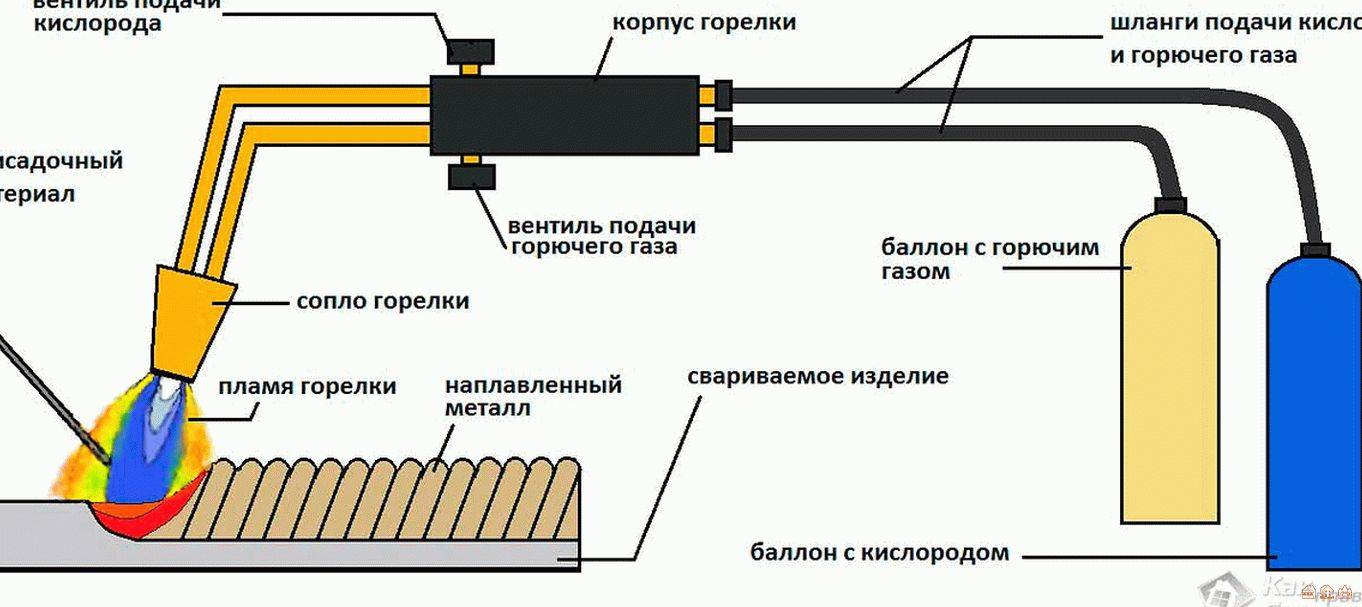
Например, для оловянной оболочки толщиной менее 1 мм установите ток дуги на 0,6 мм и не используйте стержни. Для гофрированного листового металла (менее 4 мм) или сварки длина дуги устанавливается на 2 мм.
Принцип работы сварки MIG, ее преимущества и недостатки
Сегодня я буду обсуждать принцип работы сварки металлов в инертном газе (MIG).Также будут раскрыты его достоинства и недостатки. Ранее была опубликована статья «Что такое сварка MIG?».
Принцип работы сварки MIG
Этот процесс сварки достигается, когда кабель от источника переменного или постоянного тока подключается к расходуемому электроду (сварочной горелке), а кабель заземления помещается на заготовку. В этот момент сварочная горелка проводит ток. Всякий раз, когда он помещается близко к заготовке, возникает дуга. Эта дуга плавит основные металлы.Во время процесса вокруг электрода обеспечивается подача инертного газа. Этот газовый экран расположен вокруг дуги и сварочной ванны, помогая защитить сварной шов от воздействия внешней атмосферы. На этом этапе он затвердевает и соединение получается.
На этом этапе он затвердевает и соединение получается.
Посмотрите видео о том, как работает дуговая сварка
Преимущества
Преимущества сварки металлов в среде инертного газа MIG:
- Легко и просто
- Присадочный материал не нужен
- Газ защищен автоматически
- Непрерывный электрод легко подавать
- Не производит шлаков
Недостатки
Несмотря на большие преимущества сварки MIG, у этого процесса сварки есть следующие недостатки.
- Сварщик контактирует с опасными газами
- Сварной шов становится пористым, если сварочный пистолет не используется должным образом
- Неправильная сварка может привести к всплыванию твердых примесей над жидкой сваркой
- Дорого и оборудование непереносное
- На открытом воздухе это невозможно из-за воздействия ветра, рассеивающего защитный газ.
Также проверьте:
И на этом статья, принципы работы сварки MIG, ее достоинства и недостатки.Надеюсь, вам понравится это читать. Если так, любезно комментируйте, делитесь и оставайтесь с нами. Спасибо за чтение!
Сварка вольфрамовым электродом в газовой среде (GTAW) или вольфрамовым электродом в среде инертного газа (TIG)
Газовая дуговая сварка вольфрамом или GTAW — это то же самое, что вольфрамовая сварка в инертном газе или сварка TIG . Это также процесс дуговой сварки. Здесь используется неплавящийся электрод. И самое главное — электрод из вольфрама. И этот электрод помогает производить сварку.Область сварного шва защищена от атмосферного загрязнения или окисления обычно инертным газом. Этим защитным газом обычно является аргон. Автогенные сварные швы в этом процессе не требуются.Здесь энергия подается от источника сварочного тока постоянного тока. Этот источник питания производит энергию, которая проходит через столб ионизированного газа, сопровождаемый парами металлов.
 Они известны как плазма.
Они известны как плазма.Если эта сварка выполняется вручную, это один из самых сложных сварочных процессов. Этот процесс сложен на промышленном уровне, потому что сварщик должен поддерживать короткую длину дуги.Чтобы провести операцию без контакта между электродом и заготовкой, необходимо большое умение и осторожность. В GTAW сварщик должен использовать обе руки. Сварщик должен вручную наносить присадочный металл, а также обслуживать горелку. Некоторые материалы можно сваривать без присадочного металла (автогенного или плавленого).
Преимущества GTAW
- Флюс не используется
- Отсутствие опасности захвата флюса при сварке холодильника или кондиционера.
- Лучшее управление оператором благодаря лучшей видимости.
- Очень мало брызг. Очень качественные и гладкие сварные швы.
Недостатки GTAW
- В аналогичных условиях сварка MIG происходит намного быстрее.
- Вольфрам, попавший в сварной шов, может загрязнить ванну.
- Оборудование стоит дорого.

Приложения
- Сплавы алюминия, магния, меди легко свариваются. Можно сваривать инконель, углеродистые стали, нержавеющие стали.
- Тонкие детали и листы легко свариваются.
- Уплотнение банок, приборные диафрагмы и корпуса транзисторов можно сваривать очень эффективно.
- Сильфонный компенсатор и другие хрупкие детали можно соединять.
- Этот процесс сварки используется в атомной энергетике, авиационной, химической и приборостроительной промышленности.
- С помощью этого процесса можно выполнить сварку изготовления камеры двигателя ракеты.
Принципы работы и применение сварки TIG
Стенды для сварки TIG для сварки вольфрамовым электродом в среде инертного газа.Это один из видов сварки металлов в среде защитного газа, который часто используется в обрабатывающей промышленности. Она также известна как газовая вольфрамовая дуговая сварка (GTAW). Применяется в тех случаях, когда требуется поддержание высокой чистоты сварных соединений. Например, вы не можете представить себе атомные электростанции, авиационные компании, компании, производящие продукты питания и напитки, а также фармацевтику без применения сварки TIG. Чаще всего он используется для сварки цветных металлов. Как и в любой другой сварке в инертном газе, в ней используется инертный газ для защиты.В большинстве случаев для защиты от инертного газа используют аргон или гелий.
Применяется в тех случаях, когда требуется поддержание высокой чистоты сварных соединений. Например, вы не можете представить себе атомные электростанции, авиационные компании, компании, производящие продукты питания и напитки, а также фармацевтику без применения сварки TIG. Чаще всего он используется для сварки цветных металлов. Как и в любой другой сварке в инертном газе, в ней используется инертный газ для защиты.В большинстве случаев для защиты от инертного газа используют аргон или гелий.
Прочтите, пожалуйста, различные типы процесса литья и их преимущества.
Для получения дополнительной информации о TIG, вы можете ознакомиться с преимуществами и недостатками TIG
Принцип работы сварки TIG
Есть несколько основных различий между сваркой в среде инертного газа (MIG) и TIG. В MIG металл непрерывно подается в качестве присадочного металла во время сварки. Но в TIG основной металл плавится, а присадочный металл подается вручную.Вольфрамовая палочка не расходуется и работает как электрод.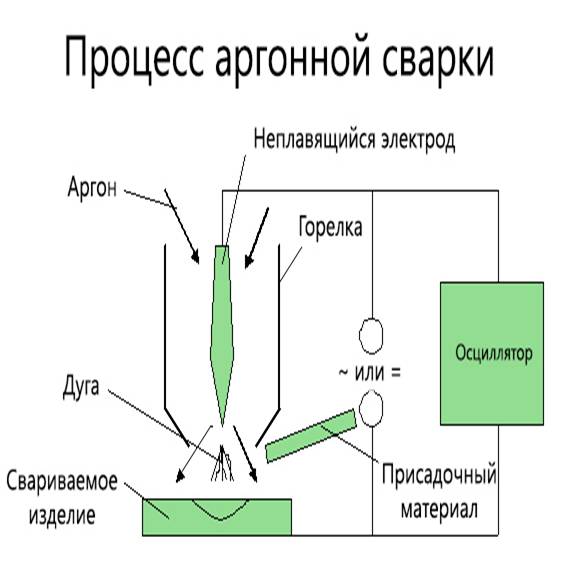 Таким образом, основное различие между TIG и MIG заключается в использовании неплавящегося электрода в TIG. В процессе сварки вся площадь сварки защищена инертным газом гелием или аргоном. Инертный газ используется для предотвращения загрязнения сварных швов окружающей средой.
Таким образом, основное различие между TIG и MIG заключается в использовании неплавящегося электрода в TIG. В процессе сварки вся площадь сварки защищена инертным газом гелием или аргоном. Инертный газ используется для предотвращения загрязнения сварных швов окружающей средой.
TIG — задача не из легких. Это самый сложный вид сварки. Давайте обсудим методы —
Методы выполнения сварки TIG
- Угол наклона сварочной горелки должен составлять 15-20 градусов относительно направления сварки.Это необходимо обеспечить, иначе видимость сварочного пути будет затруднена. Без этой техники качество сварки не будет на должном уровне.
- Присадочный металл следует держать на некотором расстоянии от вольфрамового электрода. В противном случае есть вероятность загрязнения электрода. Поэтому наполнитель следует держать под очень низким углом.
- Горелка будет плавить основной металл, а расплавленный основной металл будет выполнять плавление присадочного металла. Следует избегать плавления присадочного металла горелкой.
- Подготовка вольфрамового электрода должна выполняться точным кругом. Это будет похоже на заточку карандаша. Но для сварки более мягкого металла, такого как алюминий, наконечник должен быть сплющен. Острие вольфрамового электрода достаточно коснуться шлифовального круга.
- При сварке нержавеющей стали необходимо соблюдать осторожность. Слишком сильный нагрев может ухудшить качество сварки.Цвет пламени сварки должен быть в диапазоне от льняного до лососевого. Слишком сильно окисленное темно-сероватое и грязное пламя нежелательно. Этот цвет напоминает слишком много пламени. Увеличивая скорость перемещения и уменьшая ток, можно избежать проблемы перегрева пламени. Уменьшение диаметра присадочного металла также может решить эту проблему.
 Следует избегать плавления присадочного металла горелкой.
Следует избегать плавления присадочного металла горелкой.Сварка TIG Преимущества в производстве
- TIG не содержит флюса. Таким образом, детали, сваренные методом TIG, полностью не подвержены коррозии. Это очень чистый вид сварки.
- Металлы, такие как алюминий, очень хрупкие, и во время сварки следует соблюдать осторожность. Обычная сварка не подходит для алюминия, поскольку она может деформировать металл в результате образования термического напряжения. Сварку
- TIG можно выполнять в любом подходящем положении — вертикальном, горизонтальном или над головой. Благодаря своему общему расположению, он дает сварщику лучший обзор для выполнения работы. Вы можете выполнить эту работу за очень короткое время по сравнению с другими сварочными процессами.
- Герметичные соединения, такие как газопроводы, легко свариваются. TIG обеспечивает большую прочность при очень незначительном искажении.
- Это высокоскоростной метод, очень чистый с большой точностью. Качество сварки отличное.
- Электрод не расходуемый. Таким образом, сварка проходит безупречно, поскольку нет необходимости менять электрод.
- Более тонкие детали можно сваривать без деформации. Послевкусие превосходное.
- Сварку можно производить без присадочного металла.
 Это очень чистый вид сварки.
Это очень чистый вид сварки. Послевкусие превосходное.
Послевкусие превосходное.TIG Недостатки
- Скорость осаждения присадки очень низкая при сварке TIG. В результате это может быть более медленный процесс по сравнению с электродуговой сваркой.
- Поскольку сварка сложна, для ее успешного выполнения требуются высококвалифицированные специалисты.
- GTAW излучает интенсивные световые лучи, которые могут быть очень опасными для зрения сварщика или окружающих людей.
- Первоначальная стоимость машины и назначение рабочей силы могут быть высокими.
- Вы не можете соединить более толстые детали из листового металла с помощью сварки TIG.
- Для сварки TIG требуется чистая и аккуратная металлическая поверхность для лучшего качества сварки. Так что подготовка поверхности может занять много времени. Это тоже может стоить денег.
Применение TIG
- TIG или GTAW часто используется при сварке легких самолетов. MIG почти служит цели TIG. Но в случае производства легких самолетов вам придется использовать сварку TIG. Сложные, но легкие элементы авиакосмической промышленности можно сваривать TIG.
- Этим процессом можно сваривать нержавеющую сталь, алюминий, высокоуглеродистую сталь, золото, бронзу, никель, медь и многие нетрадиционные металлы.
- Автомобили работают с листовым металлом. Сварка листового металла автомобиля выполняется TIG. Автомобильным транспортным средствам приходится выдерживать большие нагрузки в течение своей жизни. Таким образом, необходимо обеспечить точность и прочность. Сварные соединения не ржавеют и не подвержены коррозии.
- Ремонтный инструмент без следов ремонтных швов может быть выполнен с помощью TIG.Игрушки, алюминиевые инструменты, металлические детали, детали автомобилей — все это можно отремонтировать с помощью сварки TIG.
- Использование TIG не ограничивается промышленными работами. Он также используется в искусстве.
 MIG почти служит цели TIG. Но в случае производства легких самолетов вам придется использовать сварку TIG. Сложные, но легкие элементы авиакосмической промышленности можно сваривать TIG.
MIG почти служит цели TIG. Но в случае производства легких самолетов вам придется использовать сварку TIG. Сложные, но легкие элементы авиакосмической промышленности можно сваривать TIG. Использование TIG или GTAW на вашем заводе зависит от типа прототипа или конечного продукта, который вы создаете. Достоинства и недостатки есть. Завод-изготовитель должен пройти через эти моменты и действовать соответствующим образом. TIG — это качественная сварка по доступной цене, но в то же время для нее требуется квалифицированный специалист и некоторая подготовка металлических поверхностей.
Достоинства и недостатки есть. Завод-изготовитель должен пройти через эти моменты и действовать соответствующим образом. TIG — это качественная сварка по доступной цене, но в то же время для нее требуется квалифицированный специалист и некоторая подготовка металлических поверхностей.
MIG и TIG | Типы сварки, материалы и области применения
Сварка — это процесс изготовления, который включает использование тепла и / или давления для образования прочного соединения между двумя отдельными кусками материала. В зависимости от детали и производственных спецификаций профессионалы отрасли используют различные методы сварки для создания необходимых сборок. Два наиболее распространенных метода сварки — это сварка MIG и TIG. В следующем сообщении блога приводится сравнение между ними, описывается, что они влекут за собой, преимущества и недостатки, используемые материалы и типичные промышленные применения.
Типы методов сварки
Были разработаны многочисленные методы и технологии для оптимизации процесса сварки для различных материалов и продуктов, в том числе:
- Дуговая сварка использует электрический ток для сварки металлов. Типы дуговой сварки включают, среди прочего, сварку в среде инертного газа (MIG) и сварку в среде инертного газа вольфрама (TIG).
- Сварка трением расплавляет связующий материал и основной материал за счет механического трения.Этот процесс можно использовать с термопластами и металлами.
- Электронно-лучевая сварка использует поток электронов для плавления материалов в стык. Этот процесс должен выполняться в вакууме и обычно используется для более толстых компонентов.
- Лазерная сварка — это высокоскоростной процесс, в котором используется лазер для плавления и соединения металлов и / или термопластов.
- Сварка сопротивлением использует тепла, выделяемого между электродами или вращающимися колесами, для плавления и соединения основных материалов.Типы включают точечную сварку и шовную сварку.
 Типы дуговой сварки включают, среди прочего, сварку в среде инертного газа (MIG) и сварку в среде инертного газа вольфрама (TIG).
Типы дуговой сварки включают, среди прочего, сварку в среде инертного газа (MIG) и сварку в среде инертного газа вольфрама (TIG).MIG против TIG: какой из них лучше всего подходит для вашего приложения?
Сварка MIG и сварка TIG работают по схожему принципу; Тепло, выделяемое электрическим током, плавит основные материалы и / или связующие материалы, которые при охлаждении образуют прочное соединение.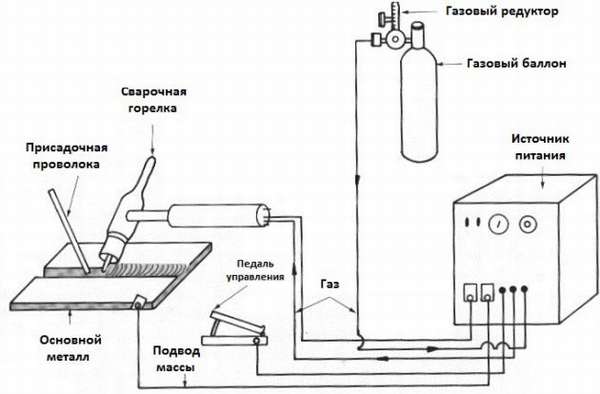 Несмотря на сходство между двумя процессами, они по-прежнему отличаются своими преимуществами и наилучшими вариантами использования.
Несмотря на сходство между двумя процессами, они по-прежнему отличаются своими преимуществами и наилучшими вариантами использования.
Сварка TIG: преимущества и применение
TIG — i.е., сварка вольфрамовым электродом в инертном газе — сварка очень универсальна, позволяя профессионалам в отрасли соединять широкий спектр небольших и тонких материалов. Он использует неплавящийся вольфрамовый электрод для нагрева металла и может использоваться с наполнителем или без него.
По сравнению со сваркой MIG, она выполняется намного медленнее, что часто приводит к увеличению времени выполнения заказа и увеличению производственных затрат. Кроме того, сварщикам требуется высокоспециализированная подготовка, чтобы обеспечить надлежащую точность и аккуратность. Тем не менее, он также обеспечивает больший контроль во время сварочной операции и обеспечивает прочные, точные и эстетичные сварные швы.
Сварка МИГ: преимущества и применение
MIG, то есть сварка металла в среде инертного газа обычно используется для больших и толстых материалов.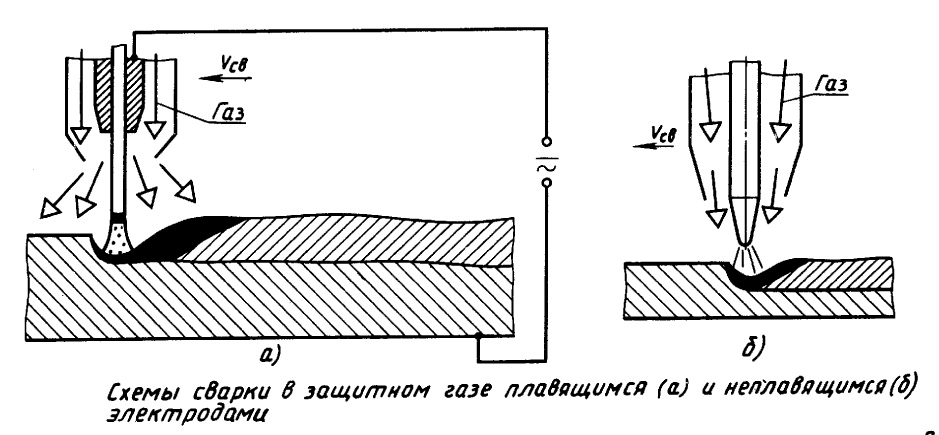 В нем используется расходная проволока, которая действует как электрод и присадочный материал.
В нем используется расходная проволока, которая действует как электрод и присадочный материал.
По сравнению со сваркой TIG, она выполняется намного быстрее, что сокращает время выполнения заказа и снижает производственные затраты. Кроме того, его легче освоить, и он позволяет производить сварные швы, которые практически не требуют очистки и отделки. Однако его сварные швы не такие точные, прочные и чистые, как сварные швы TIG.
Типичные материалы, используемые при сварке MIG и TIG
Сварка MIG и TIG может использоваться для широкого диапазона металлов , при этом сварка MIG больше подходит для толстых материалов, а TIG — для тонких материалов. Типичные сварочные материалы включают алюминий, углеродистую сталь и нержавеющую сталь.
Почему выбирают Technox для ваших сварочных нужд?
Technox Machine & Manufacturing — это мастерская с полным спектром услуг и ремонтная компания, специализирующаяся на производстве крупных узлов и узлов от прототипа до полного объема производства. В дополнение к нашим возможностям механической обработки и шлифования, наши вторичные услуги варьируются от изготовления и сварки до полного ремонта, замены и повторной сборки.
В дополнение к нашим возможностям механической обработки и шлифования, наши вторичные услуги варьируются от изготовления и сварки до полного ремонта, замены и повторной сборки.
Наши полностью сертифицированные сварщики хорошо разбираются в сварке MIG и TIG и работают с материалами из алюминия, углеродистой и нержавеющей стали. Некоторые из типичных продуктов, которые мы собираем и ремонтируем в нашем сварочном цехе, включают подшипники, корпуса подшипников и втулки. Все наши сварные изделия соответствуют стандартам ISO 9001: 2015, AWS и OSHA.
Чтобы узнать больше о наших сварочных возможностях, свяжитесь с нами или запросите предложение сегодня.
FAQ | Lampert Werktechnik GmbH
13 — Ядовит ли аргон?
Это инертный газ, естественно присутствующий в атмосфере. Как и все инертные газы, он не вступает в реакцию: не горит и не ядовит.
Однако в небольших помещениях должна быть достаточная вентиляция. За дополнительной информацией обращайтесь к своему дилеру по газу.
(Расход газа очень низкий: оптимальна скорость потока примерно 2-3 литра в минуту. Это соответствует давлению примерно 0,4 бар.)
15 — Какая максимальная толщина металла для свариваемых деталей? Максимальная глубина проникновения
Если толщина материала заготовки в месте разрыва превышает 1,0 мм, глубина проплавления сварочного аппарата недостаточна. Место разрыва должно быть подготовлено специально для сварки: кромки опиливаются до V-образной формы, и только оставшийся материал, который непосредственно соприкасается, сваривается.Образовавшийся шов постоянно заполняется присадочным материалом (сварочной проволокой).
17 — Как изменится точка сварки, если я изменю время?
Длительность импульса в основном определяет глубину проплавления в точке сварки. Чем больше время, тем глубже острие, при этом обрабатываемая деталь нагревается.
Если материал очень тонкий, всегда используйте как можно более короткое время импульса, чтобы снизить риск проплавления через него отверстия! Всегда используйте минимально возможное время импульса вблизи камней, чтобы контролировать сварку.
19 — Сварка серебра: на что следует обратить внимание?
Металлы с высокой теплопроводностью обычно плохо свариваются; однако:
Теплопроводность серебра уменьшается с повышением температуры.
Следовательно: Серебро сваривает лучше в тепле!
- Приварите одно и то же место несколько раз, чтобы повысить температуру.
- Непрерывная сварка сохраняет тепло заготовки!
- Заготовка может нагреваться до 100 ° C; это не повредит камни, но их нельзя держать голыми руками!
Удерживайте заготовку щипцами, упорами для пальцев и т. Д.!
В отличие от большинства других металлов, серебро имеет более низкую вязкость при сварке; следовательно, он отталкивается электрической дугой и не тянется к электроду.
История сварки TIG
Сварка TIG была создана в 1940-х годах сварщиком по имени Рассел Мередит, который работал в Northrop Aircraft Corporation в Южной Калифорнии. Он создал эту технику, потому что методы того времени не подходили для сварки алюминиевых и магниевых сплавов.Это был огромный успех, и он дал американской промышленности возможность строить корабли, самолеты и другую продукцию быстрее, чем когда-либо в истории человечества. Президент Рузвельт даже хвастался этим процессом в письме Уинстону Черчиллю.
Он создал эту технику, потому что методы того времени не подходили для сварки алюминиевых и магниевых сплавов.Это был огромный успех, и он дал американской промышленности возможность строить корабли, самолеты и другую продукцию быстрее, чем когда-либо в истории человечества. Президент Рузвельт даже хвастался этим процессом в письме Уинстону Черчиллю.
Патент на процесс был приобретен подразделением Linde Union Carbide, и компания разрабатывала и продавала различные горелки, детали и расходные материалы для этой техники до 1960-х и 1970-х годов, когда истек срок действия их патентов на процесс и инструменты, связанные с TIG.В горелках Linde использовался гелий.
Ряд компаний начали продавать горелки и аксессуары для сварки TIG, но лидером была компания CK Worldwide, расположенная в Сиэтле, которая тесно сотрудничала с аэрокосмическим гигантом Boeing. Компания CK решила ряд прикладных проблем при разработке своей продукции, и горелки CK, комплекты для экономии газа и шлифовальные машины для вольфрама стали выбором многих, кто занимается производством самолетов.
Другим лидером отрасли в эпоху пост-Linde была компания Weldcraft. Фирма, расположенная в Южной Калифорнии, специализировалась на ремонте факелов, которые были отправлены на слом такими компаниями, как Hughes и Rockwell.Техники Weldcraft сжигали пластиковое покрытие фонарей, чтобы добраться до поврежденного вольфрама под ним. Затем был произведен ремонт, и горелка снова запечатана материалом на основе силикона. Результатом стал новый и более надежный тип инструмента, который с меньшей вероятностью вышел из строя из-за слишком большого количества электричества, проходящего через дугу.
История сварочного аппарата TIG
Первые аппараты для сварки TIG были разработаны Linde, когда они владели патентом на процесс TIG. Эти чудовища весили сотни фунтов, но со временем машины стали меньше.В 1970-х годах корпорация Miller представила функцию прямоугольной формы волны, которая позволила лучше контролировать силу тока при работе со сварочным аппаратом. Печатные платы стали следующим большим достижением в этой области и дали сварщикам TIG возможность выполнять еще более точные настройки.
Печатные платы стали следующим большим достижением в этой области и дали сварщикам TIG возможность выполнять еще более точные настройки.
Что такое сварка TIG и как она работает?
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это разновидность дуговой сварки; Как и в случае с другими типами дуговой сварки, основной принцип заключается в том, что для создания электрической дуги между электродом и металлами, плавящимися в сварном шве, используется источник питания.Электрод в стержне изготовлен из редкометалльного вольфрама, охлаждается и защищается инертным газом, обычно аргоном.
Сварщик TIG одной рукой держит металлическую горелку, а другой подает присадочный металл в дугу. Этот процесс используется для точной сварки алюминия, нержавеющей стали и других материалов; Чтобы избежать перегрева металлов, силу тока, протекающую через сварочный аппарат к горелке, можно регулировать с помощью ножного или кончика пальца.