Плазморез из инвертора своими руками: схема, видео
Выполнить раскрой металла без использования специального оборудования — задача непростая. Но покупка необходимой техники требует значительных затрат — гораздо проще и дешевле изготовить плазморез своими руками, тем более что эта работа не займет много времени. Что же для этого потребуется, можно ли сделать подобное устройство из инвертора, и какие материалы нужно будет приобрести?
Преимущества и особенности
Преимущества, которыми обладает плазморез, невозможно переоценить. С его помощью можно аккуратно разрезать листы, не потребуется дополнительная обработка краев, а самое главное, работа займет минимальное количество времени — что уже повод самостоятельно сделать подобное устройство. Схема его достаточно проста, благодаря чему не составит труда воплотить её и своими руками.
Прежде чем приступать к изготовлению, стоит изучить принцип работы этого прибора.
Начать стоит с покупки инвертора, который и обеспечивает подачу тока — в противном случае готовый прибор будет работать с постоянными перебоями, да и расход электроэнергии многократно увеличивается. Важно учитывать, что использование трансформатора подходит для резки металла практически любой толщины, поэтому он более эффективен в промышленных условиях. Если же речь идет об использовании устройства в быту, то и инвертора будет вполне достаточно.
Принцип работы оборудования: основные элементы
Вне зависимости от вида и комплектации, любое изделие состоит из нескольких основных деталей:
- Резак.
- Механизм, передвигающий резак.
- Система управления.
- Плазмотрон.
- Оборудование, подающее воздух и напряжение.
Принцип работы аппарата, используемого для резки по металлу довольно прост. Под давлением на резак поступает воздух — при соприкосновении с электродом, он нагревается, а соответственно и ионизируется. В результате раскаленный воздух плавит металл, что позволяет добиться аккуратной обработки краев, а также более точной нарезки, чем при использовании других видов оборудования.
Под давлением на резак поступает воздух — при соприкосновении с электродом, он нагревается, а соответственно и ионизируется. В результате раскаленный воздух плавит металл, что позволяет добиться аккуратной обработки краев, а также более точной нарезки, чем при использовании других видов оборудования.
Специалисты рекомендуют создавать самодельный плазморез именно на основе инвертора. Так как с его помощью можно выполнять даже небольшие заготовки минимальной толщины.
Устройство отлично подходит для работы в местах, доступ к которым ограничен — для эксплуатации в домашних условиях это станет оптимальным вариантом. К тому же и коэффициент полезного действия будет на 30% выше, чем при использовании для этой цели трансформатора.
Ручная или машинная резка?
При выборе плазмореза для работы, важно учитывать для каких целей планируется использовать устройство. Для бытовых целей будет достаточно ручного оборудования, которое чаще всего устанавливается в небольших мастерских и эксплуатируется в домашних условиях.
Для бытовых целей будет достаточно ручного оборудования, которое чаще всего устанавливается в небольших мастерских и эксплуатируется в домашних условиях.
Ручное управление
В этом случае управление осуществляет оператор — нередко срез получается аккуратным, но не безупречным. Чтобы добиться идеального результата, можно использовать соответствующий упор. Для домашнего применения ручной плазморез оптимален, так процесс его создания не требует особых усилий и значительных затрат, оборудование экономично в работе и рассчитано на долгосрочную эксплуатацию.
Можно приобрести и готовый вариант, который используется не только для сварки, но и резки. Важно учитывать, что цветные металлы обрабатываются большей силой тока, поэтому прежде чем подобрать необходимое оборудование, стоит определиться с целью его использования.
Машина ЧПУ
Станки с ЧПУ актуальны на производстве, так как они обеспечивают необходимую производительность. Участие в работе оператора сводится к минимуму, а плазменный резак позволяет добиться безукоризненного разреза — обработка края не требуется. К тому же, можно использовать оборудование для фигурных вырезов — при использовании ручного аппарата это не так уж просто.
Участие в работе оператора сводится к минимуму, а плазменный резак позволяет добиться безукоризненного разреза — обработка края не требуется. К тому же, можно использовать оборудование для фигурных вырезов — при использовании ручного аппарата это не так уж просто.
Процесс изготовления самодельного оборудования
Чтобы сделать необходимое оборудование, важно приобрести требующиеся материалы. Понадобится:
- Инвертор. Прежде всего, необходимо определиться с толщиной металла, с которым предстоит работать. На основании этого и вычисляется оптимальная мощность оборудования — лучше всего в этом вопросе воспользоваться помощью специалиста. Нередко рекомендуется использовать в качестве основы трансформатор, но стоит учитывать его габариты — устройство для инверторной сварки отличается минимальным весом, благодаря чему его использование предпочтительнее для работ, выполняемых вручную.
 К тому же, применение инвертора позволяет сократить потребление электроэнергии.
К тому же, применение инвертора позволяет сократить потребление электроэнергии. - Плазменный резак. Основным параметром, который определяет выбор, опять-таки является мощность. Важно учитывать, требуется оборудование прямого или косвенного воздействия.
- Компрессор. Используется для прогонки воздуха. Его мощность должна соответствовать используемому оборудованию.
 К тому же, применение инвертора позволяет сократить потребление электроэнергии.
К тому же, применение инвертора позволяет сократить потребление электроэнергии.После того как требующиеся материалы будут готовы, можно приступать к непосредственному процессу сборки.
Оборудование для сварки должно сочетаться с иными элементами по мощности. В этом необходимо убедиться еще до того, как приступать к изготовлению аппарата!
Этапы самостоятельного изготовления
Когда все готово, предстоит выполнить следующие этапы работ:
Схема сборки плазмореза- Подготовить схему и надеть защитную одежду.
- Для создания резака из инверторной сварки, потребуется подобрать подходящий по толщине кабель. Подготовить электроды, которые обязательно должны быть изготовлены из материалов, которые подходят для выполнения воздушно-плазменной резки.
- Соединить инвертор, кабель, электрод в соответствии со схемой — результатом соединения станет электрическая дуга.
- Подключается шланг, обеспечивающий подачу воздуха. С одной стороны он соединен с компрессором, с другой — с плазмотроном.

После этого можно приступить к проверке. Это завершающий этап процесса изготовления — остается лишь сделать раскрой по металлу, убедившись в том, что готовое устройство полностью выполняет необходимые функции.
Процесс изготовления плазмореза довольно прост и понятен: стоит внимательно изучить схему, а также этапы выполнения работ. Благодаря этому не составит труда сделать нужный прибор своими руками, что поможет сэкономить значительную сумму средств. Тем более что если все сделано правильно, то домашний аппарат ничуть не уступает покупным вариантам.
Тем более что если все сделано правильно, то домашний аппарат ничуть не уступает покупным вариантам.
ЧПУ своими руками: необходимое оборудование
Стоимость станка плазменной резки с ЧПУ отнюдь не низка — она доступна далеко не каждому производственному предприятию, что и говорить о покупке подобного устройства для применения в быту. Именно поэтому возможность сделать его самостоятельно — отличный выход из этой ситуации.
Для изготовления понадобятся:
- Стол.
- Шаговые детали.
- Направляющие.
- Блок управления.
- Ременная передача.
Нужно учитывать, что часть деталей потребуется заказать — крайне важно детально заранее просчитать параметры каждого изделия, используемого для сборки плазмореза, с учетом особенностей дальнейшего применения устройства.
Порядок изготовления
Процесс сбора состоит из нескольких основных этапов:
- Подготовка основания — оно должно быть ровным и находиться строго параллельно полу. Лучше всего воспользоваться уровнем, чтобы убедиться в этом.
- Из труб сваривается рама, которая станет основой будущего стола. Его ножки стоит усилить специальными подпорками, расположенными под наклоном.
- Чтобы конструкция была практичной и долговечной, важно обязательно покрыть её слоем грунтовки, после чего покрасить. В противном случае очень скоро придется начинать борьбу с коррозией.
- Для установки станка потребуются специальные опоры. Для этой цели лучше всего использовать дюраль.
- Сваривается водяной стол для раскроя металла.
- Металл нарезается на полосы около 4 см — это будут рейки, которые устанавливаются в соответствующие крепления.
- Монтируются направляющие.
- Стол зашивается и тоже окрашивается.
- Остается лишь смонтировать портал, а на него — двигатель и необходимые датчики.
- Фиксируется датчик поверхности и кабель-каналы для каждой оси.

Остается лишь завершить процесс создания конструкции, ограничив перемещения портала и смонтировав кран для слива жидкости. После этого все провода аккуратно прячутся, и устанавливается горелка.
Когда основа конструкции готова, необходимо установить терминал с ЧПУ. Сначала корпус, после чего поочередно монтируются все элементы управления, включая монитор, клавиатуру, основные кнопки и модуль ТНС. Устройство готово к работе — можно пользоваться плазморезом с ЧПУ.
Заключение, вывод
Несмотря на то, что процесс создания аппарата, используемого для раскроя по металлу, достаточно прост, лучше все-таки не приступать к этой работе, не имея достаточных знаний и опыта. Поэтому прежде чем воплотить поставленную задачу на практике, стоит заручиться поддержкой профессионалов. Или же купить уже готовый вариант, тем более что современные модели могут использоваться не только для резки, но и для сварки.
Поэтому прежде чем воплотить поставленную задачу на практике, стоит заручиться поддержкой профессионалов. Или же купить уже готовый вариант, тем более что современные модели могут использоваться не только для резки, но и для сварки.
По традиции, тематическое видео — «что мы получим в итоге?»
Устройство и принцип работы плазменного резака
Плазмотрон – базовый элемент аппарата плазменной резки
Плазменная резка давно зарекомендовала себя как высокопроизводительный, безопасный и скоростной метод обработки металлов, позволяющий получить чистую и ровную поверхность без дополнительной обработки. Главным «участником» этого процесса является резак – базовый рабочий орган плазмореза. Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
Что же представляет собой этот аппарат и как именно он устроен?
Составляющие плазмотрона
- Сопло, формирующее плазменную струю. Размер реза, характеристики дуги и скорость охлаждения оборудования во многом зависят от диаметра комплектующей и ее длины: чем она длиннее, тем аккуратнее получается разрез, но вместе с тем и сокращается срок эксплуатации.
Самыми лучшими считаются сопла из чистой меди, поскольку этот материал удачно сочетает высокую теплопроводность и малую стоимость.
- Электрододержатель с катодом (электродом), изготовленным чаще всего из гафния, реже – из циркония, бериллия или тория (оксиды последних могут быть токсичными или радиоактивными и наносят вред здоровью оператора, поэтому их применяют не так часто).
- Дуговая камера для подачи воздушного потока.
- Изоляционная втулка, разделяющая электродный и сопловый узлы.
- Кожух с внешней стороны.
- Кабель-шланговый пакет, соединяющий устройство с источником питания. Кабель служит для передачи тока от инвертора или трансформатора, а шланг – для транспортировки сжатого воздуха.
- Роликовые упоры, головка резака, защитный колпачок также входят в конструкцию прибора, хоть и не принимают непосредственного участия в процессе.

В комплектации может быть также завихритель, например выполненный в виде керамических колец или шайб. Размещенные перед входом в сопловый узел подобные приспособления обеспечивают вихревую подачу газа в дуговую камеру и способствуют более эффективному сжатию дуги и ее стабилизации.
При обработке металла толщиной до 10 мм одного комплекта «сопло + электрод» хватает примерно на 8 рабочих часов
Принцип работы
Сигналом к началу работы становится нажатие кнопки «розжиг» или «старт», в ответ на которое от источника питания в плазмотрон поступают токи высокой частоты. Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Следующий этап – в камеру по шлангу поступает сжатый воздух. Проходя через электродугу, он нагревается и ионизируется, приобретая токопроводящие свойства, а объем увеличивается в 50-100 раз. Сопло, суженное книзу, формирует воздушный поток, готовый вырваться наружу на большой скорости. Именно этот нагретый до 25000-30000 °С ионизированный воздух и называют плазмой, выполняющей разрез.
Плазмообразующими газами выступают кислород, смесь водорода с аргоном, азот. В промышленности, кроме них, используют ряд защитных газов (гелий, аргон) и их смеси.
В момент, когда плазма соприкасается с поверхностью металла, дежурная дуга гаснет, а вместо нее зажигается рабочая, или режущая. Под ее действием металл плавится, образуя рез, а расплавленные частицы удаляются струей под высоким давлением.
Охлаждение плазмотронов осуществляется воздушным или водяным способом. Первый вариант с применением потоков газа актуален для маломощных установок. Второй – с циркулирующей водой – практикуют в аппаратах высокой мощности на крупном производстве. «Жидкая» технология более эффективна, однако утяжеляет конструкцию устройства и повышает стоимость его эксплуатации.
Использование этого незамысловатого с виду аппарата позволяет не только выполнять прямые, но и делать фигурные резы, проемы и отверстия, выравнивать кромки и т.д. – как в небольших мастерских, так и в промышленных масштабах.
ПЛАЗМЕННАЯ РЕЗКА КАК РАБОТАЕТ видео онлайн
Видео:
. .. этом видео: Цифровой плазморез InterCut 120/240 вольт Автоматический станок плазменной резки с …
.. этом видео: Цифровой плазморез InterCut 120/240 вольт Автоматический станок плазменной резки с …
Как работает плазморез? Как выбрать аппарат плазменной резки металла и на что обратить внимание? Рассмо
Поиск на Алиэкспресс «плазменная резка»: Мы в …
Друзья в этом видео собираем и настраиваем плазменную резку будет интересно! Канал где вы можете узнать
Видео урок обучения работе на станке с ЧПУ плазменной резки. В уроке показан станок с ЧПУ плазменной рез
Лучшие станки для домашней мастерской на сайте импортера WorkMan com
. .. индивидуальный расчет стоимости оборудования под Ваши задачи: Cтанки плазменной резки с ЧПУ …
.. индивидуальный расчет стоимости оборудования под Ваши задачи: Cтанки плазменной резки с ЧПУ …
Плазменная резка, описание устройства плазмотрона тел. 044 456 23 36 моб. 067 505 29 62 НТЦ «Плазмотрон» является …
Видео-руководство. Установка для ручной воздушно-плазменной резки. Описание установки …
Видеоканал о сварке «Время сварки» Эпизод 10 «Плазменная резка для начинающих» В этом эпизоде, Мистер TIG .
Вас приветствует российская производственная компания ПЛАЗМАКРОЙ! Сегодня мы покажем пример резки ман
Наш сайт Представляем Вам серию обучающих роликов плазменной резки ЧПУ. Купить станок можно …
Купить станок можно …
Подробный видео обзор станка плазменной резки и раскроя металла с ЧПУ Metal Master CUT CNC. Подробнее на сайте …
пробные резы во время ПНР, защитные щитки пока не установлены. Станок плазменной резки с немецким источ
Инвертор для воздушно-плазменной резки металла (Сварог PRO 60) предназначен для резки любых токопроводящи
ОКАЗЫВАЮ ПОМОЩЬ В ВЫЧИСЛЕНИИ ЧЕРТЕЖАХ И КОНСУЛЬТИРУЮ ПО ИЗГОТОВЛЕНИЮ КОТЛОВ ОТ 40 ДО 550 КВТ.
плазма, плазмотрон, ионизация, сопло, плазменная резка, плазменная кристаллография, выращивание криста
Станок плазменной резки металла с ЧПУ PLASMA 3000. Размер рабочей зоны 3000 Х 1500мм. Направляющие линейные …
Размер рабочей зоны 3000 Х 1500мм. Направляющие линейные …
Чтобы разъяснить принцип действия плазменной резки, сначала нужно ответить на вопрос «Что такое плазма
Чтобы разъяснить принцип действия плазменной резки, сначала нужно ответить на вопрос «Что такое плазма…
Чтобы разъяснить принцип действия плазменной резки, сначала нужно ответить на вопрос «Что такое плазма…
Чтобы разъяснить принцип действия плазменной резки, сначала нужно ответить на вопрос «Что такое плазма…
Чтобы разъяснить принцип действия плазменной резки, сначала нужно ответить на вопрос «Что такое плазма…
Самодельный плазморез из сварочного инвертора (видео)
Главная › Новости
Опубликовано: 06. 09.2018
09.2018
Сборка плазмореза своими руками из инвертора является относительно несложным делом.
Плазморез можно использовать не только для резки различных деталей, но и для сварки.
Прежде чем собирать самодельный плазморез своими руками, следует заранее подготовить некоторые комплектующие, входящие в состав конструкции плазмореза. В конструкцию плазмореза входят следующие элементы:
плазменный резак; источник электропитания, в роли которого может использоваться инвертор или трансформатор; компрессорное устройство для подачи потока воздуха и формирования потока плазмы; кабель-шланги для сборки всех компонентов в единый комплекс.Принцип работы аппарата плазменной резки металла.
ПЛАЗМОРЕЗ СВОИМИ РУКАМИ комплектующие из чего состоит трансформаторный плазморез
Самодельный плазморез можно использовать для проведения разнообразных технических операций не только на производстве, но и в домашнем хозяйстве.
Дома эти приспособления можно применять для обработки металлических изделий, если требуется проведение тонкой и точной резки.
Промышленность предлагает потребителям устройства, с помощью которых можно проводить сваривание металлов в защитной газовой среде. В качестве защиты при проведении сварки используется инертный газ аргон.
При сборке самодельного устройства следует особое внимание уделить силе тока. Величина этого параметра зависит от используемого источника питания.
Лучше всего применять в качестве источника электротока инвертор. Это устройство обеспечивает стабильное функционирование аппарата плазменной резки. Помимо этого, применение инвертора позволяет обеспечить более экономичное энергопотребление, нежели при использовании в качестве источника питания трансформатора.
Недостатком применения в конструкции плазмореза инверторного источника питания является небольшая толщина заготовок, которые можно обрабатывать при помощи такого устройства.
Виды плазменных резаков.
Преимуществами плазмореза на основе использования инвертора являются относительно небольшая масса устройства и небольшое потребление электрической энергии. Кроме того, КПД устройства, основу которого составляет инверторный источник питания, выше на 10%, чем у устройства с трансформаторным блоком, что оказывает влияние на качество выполнения операций.
При проведении сборки приспособления следует уделить внимание точности и качеству сборки в соответствии соемой, а также объединению элементов в системе.
При сборке приспособления в конструкции нужно использовать сопло достаточной длины, которое не должно быть слишком длинным, иначе его придется часто заменять.
Выбор конструктивных элементов для сборки приспособления
При изготовлении прибора своими руками требуется правильно подобрать соответствующие комплектующие.
Источник электропитания для оборудования. В качестве этого элемента применяется инвертор — это устройство, обеспечивающее подачу напряжения с заранее заданными характеристиками для функционирования оборудования. Помимо инвертора можно применять трансформатор. Если используется в качестве блока питания трансформатор, то при конструировании оборудования нужно учитывать большой вес сварочного трансформатора. Кроме того, следует помнить, что при использовании трансформатора устройство потребляет большое количество электрической энергии.
Помимо инвертора можно применять трансформатор. Если используется в качестве блока питания трансформатор, то при конструировании оборудования нужно учитывать большой вес сварочного трансформатора. Кроме того, следует помнить, что при использовании трансформатора устройство потребляет большое количество электрической энергии.
Формирование воздушного потока в плазморезе.
Для сборки инструмента нужно подготовить плазменный резак, который является основным элементом приспособления, обеспечивающим выполнение рабочих операций. Также потребуется приобрести устройство нагнетания воздушного потока — компрессор и кабель-шланговый пакет.
Использование инверторного источника питания более выгодно, так как это устройство является более экономичным и его стоимость значительно ниже. Приспособление, работа которого основана на использовании инверторного блока питания, проще в использовании. Такое устройство можно применять при проведении работ в домашних условиях и на небольшом производстве. При использовании этого типа блока питания достигается стабильность напряжения, что позволяет осуществлять качественные работы в труднодоступных местах, где использование трансформаторных устройств невозможно.
При использовании этого типа блока питания достигается стабильность напряжения, что позволяет осуществлять качественные работы в труднодоступных местах, где использование трансформаторных устройств невозможно.
Плазмотрон — основной элемент резака. Конструкция этого приспособления состоит из сопла, канала подачи воздушного потока, обеспечивающего резку металлических заготовок, электрода и изолятора, играющего одновременно роль охладителя.
Сборка плазменного резака
Для сборки плазмотрона требуется подобрать соответствующий электрод. Чаще всего используются электроды, изготовленные с применением тория, бериллия, циркония или гафния. Такие материалы считаются оптимальными для проведения резки металла воздушно-пламенным потоком. В процессе функционирования установки на поверхности материала электрода образуются тугоплавкие оксиды, которые не позволяют происходить разрушению материала электрода. При выборе типа электрода следует помнить, что некоторые из материалов, используемых для изготовления тела электродов, являются опасными для работника. Так, например, бериллий в составе электрода в процессе работы вызывает образование радиоактивных оксидов, а использование тория вызывает образование токсичных соединений с кислородом. Лучшим материалом является гафний, который абсолютно безопасен для работника, осуществляющего работы.
Так, например, бериллий в составе электрода в процессе работы вызывает образование радиоактивных оксидов, а использование тория вызывает образование токсичных соединений с кислородом. Лучшим материалом является гафний, который абсолютно безопасен для работника, осуществляющего работы.
В процессе сборки следует особое внимание уделить соплу, которое осуществляет формирование струи для резки. От технических характеристик этого элемента зависит качество рабочей струи. Оптимальным является применение приспособления с диаметром 3 см. Длина должна быть достаточной, чтобы рез имел аккуратный и качественный вид. В случае если сопло является слишком длинным, то возможно его быстрое разрушение в процессе работы.
Для осуществления подачи воздушного потока в конструкции плазмореза используется компрессор. Особенностью работы резака является использование в процессе функционирования оборудования газов для защиты и плазмообразования. Работа по осуществлению резки металла совершается при силе тока в 200 А. При работе устройства применяется сжатый воздух, который требуется для охлаждения функционирующего оборудования и формирования плазменной струи. Использование такой конструкции в процессе работы позволяет проводить резание метзаготовок с толщиной металла до 50 мм.
При работе устройства применяется сжатый воздух, который требуется для охлаждения функционирующего оборудования и формирования плазменной струи. Использование такой конструкции в процессе работы позволяет проводить резание метзаготовок с толщиной металла до 50 мм.
Для соединения всех элементов установки применяется кабель-шланговый пакет. При проведении сборки установки требуется соблюдать определенный порядок работ. Сначала инвертор при помощи кабеля объединяется с электродом для подачи на него напряжения. Посредством шланга осуществляется подача сжатого воздушного потока от компрессорной установки к плазмотрону, где формируется плазменная струя.
http:
Принцип функционирования резака
После того как установка для осуществления резки металла собрана, требуется проверить ее работоспособность. При запуске инвертор подает электроток с высокой частотой на плазмотрон. После подачи напряжения на электрод происходит формирование электродуги, ее температура в момент возникновения варьируется в интервале от 6 до 8 тыс. градусов Цельсия. Формирование дуги происходит между электродом и наконечником сопла. Далее подается поток сжатого воздуха, который при прохождении через электродугу нагревается и увеличивается в объеме в сотню раз, при этом происходит ионизация потока, и он приобретает токопроводные свойства.
градусов Цельсия. Формирование дуги происходит между электродом и наконечником сопла. Далее подается поток сжатого воздуха, который при прохождении через электродугу нагревается и увеличивается в объеме в сотню раз, при этом происходит ионизация потока, и он приобретает токопроводные свойства.
http:
При помощи сопла происходит формирование узкого потока плазмы. Скорость истечения плазменного потока равна 2-3 метра в секунду. В момент истечения струи плазмы ее температура значительно возрастает и достигает 25-30 тысяч градусов. На выходе из сопла формируется поток высокотемпературной плазмы, которая применяется для проведения процесса резки. В момент соприкосновения плазменной струи с металлом заготовки происходит гашение первоначальной дуги и зажигание дуги режущей, при помощи которой осуществляется обработка заготовки. Плавление металла происходит локально, в месте воздействия плазменного потока.
Процесс плазменной сварки: принципы работы
Процесс плазменно-дуговой сварки обычно сравнивают с процессом газовой вольфрамовой сварки.
Если электрическая дуга между вольфрамовым электродом и изделием сужается в области поперечного сечения, ее температура повышается, поскольку по ней проходит такой же ток.
Эта сжатая дуга называется плазмой или четвертым состоянием вещества.
Этот процесс основан на ионизирующем газе, который происходит при высоких температурах.Когда ионизированный газ может проводить электричество. Затем газ используется для передачи электрической дуги к свариваемой детали. Сильный жар дуги сваривает или сплавляет два куска металла вместе.
Выбранный газ — аргон плюс вторичный газ гелий, смесь аргона и водорода или аргон. Вторичный газ защищает сварочную ванну, как и при других сварочных процессах. Это снижает степень окисления сварного шва.
Плазменный резак содержит электрод из вольфрама, помещенный в сопло из меди.Наконечник насадки имеет небольшое отверстие. Дуга зажигается между электродом и концом сопла. Затем дуга передается на свариваемый материал.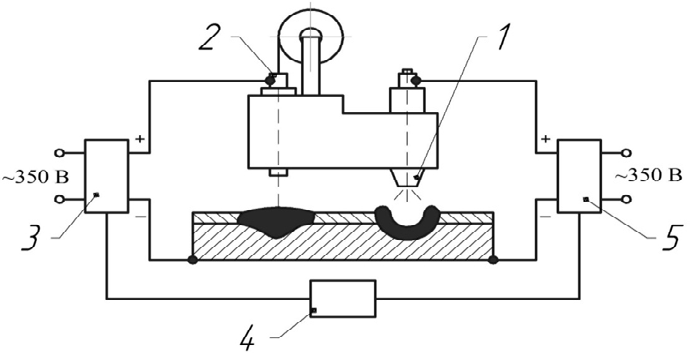
Небольшое отверстие заставляет газ проходить через «суженное отверстие или отверстие». Это концентрирует тепло на относительно небольшой площади. Способность направлять концентрированное тепло таким образом позволяет сварщику производить сварной шов очень высокого качества.
В результате получается процесс, который обеспечивает более высокую скорость сварки, меньшую деформацию, более однородные сварные швы, меньшее разбрызгивание и больший контроль области сварки, снижая риск повреждения любых близлежащих термочувствительных компонентов.Расходные материалы тоже имеют долгий срок службы.
Видео о процессе плазменно-дуговой сварки
Режимы работы процесса плазменной сварки
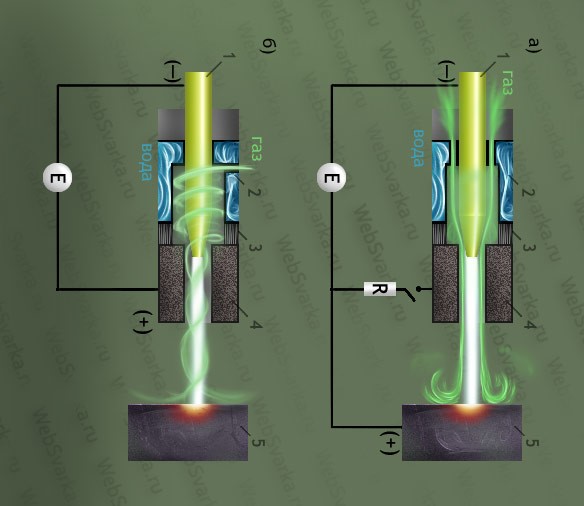
Плазменная сварка Плазменная сварка имеет два режима работы — это дуга без переноса и дуга с переносом.
- Режим дуги без переноса : В режиме без переноса ток протекает от электрода внутри горелки к соплу, содержащему отверстие, и обратно к источнику питания.Он используется для плазменного напыления или выделения тепла в неметаллах.
- Режим перенесенной дуги : В режиме перенесенной дуги ток передается от вольфрамового электрода внутри сварочной горелки через отверстие к заготовке и обратно к источнику питания.
Разница между этими двумя режимами работы показана на рисунке 10-37 ниже. Режим перенесенной дуги используется для сварки металлов. Для сравнения показан процесс газовой вольфрамовой дуги.
Перенесенная и непереносимая плазменные дуги — Рис. 10-37Как образуется плазма
Плазма создается путем сжатия электрической дуги, проходящей через отверстие сопла.Горячие ионизированные газы также проходят через это отверстие. Плазма имеет жесткую столбчатую форму и имеет параллельные стороны, поэтому она не вспыхивает так же, как газовая вольфрамовая дуга. Эта высокотемпературная дуга, направленная на изделие, расплавляет поверхность основного металла и присадочный металл, добавляемый для сварки. Таким образом, плазма действует как чрезвычайно высокотемпературный источник тепла, образуя сварочную лужу. Это похоже на газовую вольфрамовую дугу. Однако более высокотемпературная плазма заставляет это происходить быстрее и называется режимом плавления.На Рис. 10-36 показано поперечное сечение головки плазменной горелки.
Эта высокотемпературная дуга, направленная на изделие, расплавляет поверхность основного металла и присадочный металл, добавляемый для сварки. Таким образом, плазма действует как чрезвычайно высокотемпературный источник тепла, образуя сварочную лужу. Это похоже на газовую вольфрамовую дугу. Однако более высокотемпературная плазма заставляет это происходить быстрее и называется режимом плавления.На Рис. 10-36 показано поперечное сечение головки плазменной горелки.
Высокая температура плазменной или сжатой дуги и высокоскоростная плазменная струя обеспечивают повышенную скорость теплопередачи по сравнению с дугой газовой вольфрамовой дугой при использовании одного и того же тока. Это приводит к более высокой скорости сварки и более глубокому проплавлению шва. Этот метод работы используется для сварки очень тонких материалов. а также для сварки многопроходных канавок, сварных и угловых швов.
Процесс сварки замочной скважины
Еще один способ использования процесса плазменной сварки — это метод сварки с замочной скважиной. Плазменная струя проходит сквозь заготовку и образует отверстие или замочную скважину. Поверхностное натяжение заставляет расплавленный основной металл обтекать замочную скважину, образуя сварной шов. Метод замочной скважины можно использовать только для соединений, в которых плазма может проходить через соединение. Он используется для неблагородных металлов толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,0 мм). На него влияет состав основного металла и сварочные газы. Метод «замочной скважины» обеспечивает сварку с полным проплавлением за один проход, которую можно выполнять вручную или автоматически во всех положениях.
Плазменная струя проходит сквозь заготовку и образует отверстие или замочную скважину. Поверхностное натяжение заставляет расплавленный основной металл обтекать замочную скважину, образуя сварной шов. Метод замочной скважины можно использовать только для соединений, в которых плазма может проходить через соединение. Он используется для неблагородных металлов толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,0 мм). На него влияет состав основного металла и сварочные газы. Метод «замочной скважины» обеспечивает сварку с полным проплавлением за один проход, которую можно выполнять вручную или автоматически во всех положениях.
Совместное проектирование
Конструкция шарнира основана на толщине металла и определяется двумя способами работы.
- Метод замочной скважины : Для метода замочной скважины конструкция соединения ограничивается типами с полным проникновением. Предпочтительная конструкция соединения — квадратная канавка без минимального корневого отверстия. Для корневых проходов, особенно на толстостенных трубах, используется U-образная канавка. Лицевая поверхность корня должна быть 3,2 мм (1/8 дюйма), чтобы обеспечить полное проникновение в замочную скважину.
- Метод плавления : Для метода плавления при сварке тонких металлов от 0,020 дюйма (0,500 мм) до 0,100 дюйма (2,500 мм) следует использовать сварной шов с квадратной канавкой. Для сварочной фольги толщиной от 0,005 дюйма (0,130 мм) до 0,020 дюйма (0,0500 мм) следует использовать краевое фланцевое соединение. Фланцы расплавляются, чтобы обеспечить присадочный металл для сварки.
 Для корневых проходов, особенно на толстостенных трубах, используется U-образная канавка. Лицевая поверхность корня должна быть 3,2 мм (1/8 дюйма), чтобы обеспечить полное проникновение в замочную скважину.
Для корневых проходов, особенно на толстостенных трубах, используется U-образная канавка. Лицевая поверхность корня должна быть 3,2 мм (1/8 дюйма), чтобы обеспечить полное проникновение в замочную скважину. При использовании режима плавления для толстых материалов можно использовать ту же общую деталь соединения, что и при дуговой сварке в защитном металлическом корпусе и дуговой сварке вольфрамовым электродом.Его можно использовать для угловых, фланцевых сварных швов, всех типов сварных швов с разделкой кромок и т. Д., А также для соединений внахлест с использованием дуговой точечной и дуговой сварки. На Рис. 10-38 показаны различные конструкции соединений, которые можно сваривать с помощью процесса плазменной дуги.
На Рис. 10-38 показаны различные конструкции соединений, которые можно сваривать с помощью процесса плазменной дуги.
и ток
Сварочная схема для процесса плазменной сварки более сложна, чем для дуговой сварки вольфрамовым электродом в газе.
Требуется дополнительный компонент в качестве цепи управления для помощи в запуске и остановке плазменной дуги.Используется тот же источник питания.
Имеется две газовые системы: одна для подачи плазменного газа, а вторая для защитного газа.
Схема сварки при плазменной сварке показана на рисунке 10-39. Используется постоянный ток типа постоянного тока (ПС). Переменный ток используется только для нескольких приложений.
Принципиальная схема плазменно-дуговой сварки (плазменная сварка) — рисунок 10-39Советы по использованию процесса
Вольфрамовый электрод должен быть точно отцентрован и расположен относительно отверстия в сопле. Ток вспомогательной дуги должен быть достаточно низким, достаточно высоким, чтобы поддерживать стабильную вспомогательную дугу. При сварке очень тонких материалов из фольги вспомогательная дуга может быть всем, что необходимо.
Ток вспомогательной дуги должен быть достаточно низким, достаточно высоким, чтобы поддерживать стабильную вспомогательную дугу. При сварке очень тонких материалов из фольги вспомогательная дуга может быть всем, что необходимо.
Когда присадочный металл используется как часть процесса плазменной сварки, он добавляется так же, как при сварке газовой вольфрамовой дугой. Однако чем больше расстояние от резака до детали, тем больше свободы для добавления присадочного металла. Оборудование необходимо правильно отрегулировать, чтобы защитный газ и плазменный газ находились в правильных пропорциях.Также необходимо использовать подходящие газы.
Тепловая нагрузка важна. Плазменный газовый поток также имеет важное значение. Эти факторы показаны на рисунке 10-40.
Качество плазменной сварки и общие неисправности — Рисунок 10-40Присадочный металл и другое оборудование
Присадочный металл обычно используется в процессе плазменной сварки, за исключением сварки самых тонких металлов. Состав присадочного металла должен соответствовать основному металлу. Размер стержня присадочного металла зависит от толщины основного металла и сварочного тока.Наполнитель обычно добавляется в лужу вручную, но может добавляться автоматически.
Состав присадочного металла должен соответствовать основному металлу. Размер стержня присадочного металла зависит от толщины основного металла и сварочного тока.Наполнитель обычно добавляется в лужу вручную, но может добавляться автоматически.
Защитный газ
Инертный газ, аргон, гелий или смесь, используется для защиты области дуги от атмосферы. Аргон более распространен, потому что он тяжелее и обеспечивает лучшую защиту при более низких расходах. Для плоской и вертикальной сварки достаточно потока защитного газа от 15 до 30 куб. Футов в час (от 7 до 14 литров в минуту).
Сварка над головой требует немного большей скорости потока.Аргон используется в качестве плазменного газа со скоростью от 1 куб. Футов в час (0,5 литра в минуту) до 5 кубических футов в час (2,4 литра в минуту) для сварки, в зависимости от размера горелки и области применения. Активные газы не рекомендуются для плазменного газа. Кроме того, требуется охлаждающая вода.
Качество, скорость осаждения и переменные
Качество процесса плазменной сварки чрезвычайно высокое и обычно выше, чем у газо-вольфрамовой дуговой сварки, потому что вероятность появления вольфрамовых включений в сварном шве мала или отсутствует. Скорость наплавки при плазменно-дуговой сварке несколько выше, чем при дуговой сварке газом вольфрамом, и показана кривой на рисунке 10-41.
Скорость наплавки при плазменно-дуговой сварке несколько выше, чем при дуговой сварке газом вольфрамом, и показана кривой на рисунке 10-41.
Графики сварки для процесса плазменной дуги показаны данными в таблице 10-5.
Скорость наплавки плазменной сваркой — Рисунок 10-41Параметры процесса плазменной сварки показаны на рисунке 10-41. Большинство параметров, показанных для плазменной дуги, аналогичны другим процессам дуговой сварки. Есть два исключения: поток плазменного газа и диаметр отверстия в сопле.
Основные переменные оказывают существенное влияние на процесс. Второстепенные переменные обычно фиксируются в оптимальных условиях для данного приложения. Все переменные должны присутствовать в процедуре сварки.
Такие переменные, как угол и отклонение электрода и тип электрода, считаются фиксированными для данного приложения.
Процесс плазменной сварки реагирует на эти переменные иначе, чем процесс газовой вольфрамовой дуги.
Зазор, или расстояние от резака до детали, менее чувствителен при работе с плазмой, но угол резака при сварке деталей неравной толщины более важен, чем при сварке газовой вольфрамовой дугой.
Варианты процесса
Сварочный ток может быть импульсным, чтобы получить те же преимущества, которые дает импульсный режим для дуговой сварки вольфрамовым электродом. Сильный импульс тока используется для максимального проникновения, но не работает постоянно, чтобы обеспечить затвердевание металла. Это дает более легко управляемую лужу для работы вне рабочего места. Импульсный режим может выполняться тем же аппаратом, который используется для дуговой сварки вольфрамовым электродом.
Способ подачи присадочной проволоки
Метод плазменной подачи присадочной проволоки практически такой же, как при дуговой сварке вольфрамовым электродом в газе. Можно использовать концепцию «горячей проволоки». Это означает, что к присадочной проволоке подается ток низкого напряжения для ее предварительного нагрева перед попаданием в сварочную ванну.
Программируемая плазменная сварка
Программируемую сварку можно также использовать для процесса плазменной сварки таким же образом, как и для дуговой сварки газом вольфрамом. Используется тот же источник питания с возможностью программирования, что дает преимущества для определенных видов работ. Сложность программирования зависит от потребностей конкретного приложения. Помимо программирования сварочного тока, часто необходимо программировать поток плазменного газа. Это особенно важно при закрытии замочной скважины, которая требуется для выполнения корневого прохода сварного шва, соединяющего два отрезка трубы.
Используется тот же источник питания с возможностью программирования, что дает преимущества для определенных видов работ. Сложность программирования зависит от потребностей конкретного приложения. Помимо программирования сварочного тока, часто необходимо программировать поток плазменного газа. Это особенно важно при закрытии замочной скважины, которая требуется для выполнения корневого прохода сварного шва, соединяющего два отрезка трубы.
Станок для плазменной резки и станок для лазерной резки (окончательное сравнение)
Какой из них выбрать для резки металлических материалов, станок для плазменной резки или станок для лазерной резки? Наверное, это вопрос, который может задать каждый человек в металлообрабатывающей промышленности.Когда дело доходит до резки металлических материалов, есть два основных варианта резки: машина для плазменной резки и машина для лазерной резки. Как плазменная резка, так и методы лазерной резки предлагают эффективное решение для изготовления металлов, непригодных для резки традиционными методами. Тогда как выбрать между двумя? В этой статье дается полное представление и сравнение устройств плазменной резки и лазерной резки, а также дается несколько советов по выбору. Надеюсь, это поможет вашей металлообработке.
Тогда как выбрать между двумя? В этой статье дается полное представление и сравнение устройств плазменной резки и лазерной резки, а также дается несколько советов по выбору. Надеюсь, это поможет вашей металлообработке.
VS Принцип машины лазерной резки
Принцип плазменной резки
Станки для плазменной резки бывают ручного типа и с ЧПУ. Машина плазменной резки в данной статье относится к станкам плазменной резки с ЧПУ. Его также называют плазменным резаком с ЧПУ, плазменным столом с ЧПУ и столом плазменной резки с ЧПУ.
В плазменном столе с ЧПУ сжатый воздух используется в качестве рабочего газа, а высокотемпературная и высокоскоростная плазменная дуга — в качестве источника тепла для расплавления и испарения разреза металлической детали.И заодно сдуть расплавленный металл высокоскоростным потоком воздуха. Затем металл отрезается.
Используя различные рабочие газы, стол плазменной резки с ЧПУ может резать все виды металлов, которые трудно разрезать кислородом. Специально для цветных металлов, таких как нержавеющая сталь, алюминий, медь, титан, никель. Обычно используемые рабочие газы включают аргон, водород, азот, кислород, воздух, водяной пар и некоторые смешанные газы.
Специально для цветных металлов, таких как нержавеющая сталь, алюминий, медь, титан, никель. Обычно используемые рабочие газы включают аргон, водород, азот, кислород, воздух, водяной пар и некоторые смешанные газы.
Принцип работы станка для лазерной резки
Станок для лазерной резки — это тип лазерного станка с ЧПУ, также известный как станок для лазерной резки с ЧПУ, станок для лазерной резки или станок для лазерной резки с ЧПУ.Он использует лазерный луч высокой мощности и плотности для фокусировки на рабочей поверхности. Это нагреет материал до тысяч или даже десятков тысяч градусов по Цельсию за очень короткое время, заставляя материал плавиться или испаряться. Затем газ под высоким давлением сдувает расплавленный шлак или испарения из пропила, чтобы завершить процесс резки.
Так как лазерный луч используется для замены традиционного режущего инструмента, механическая часть станка для лазерной резки не контактирует с заготовкой.Таким образом, он не поцарапает рабочую поверхность в процессе резки.
Существует два типа станков для лазерной резки: станок для лазерной резки с CO2 и станок для лазерной резки с волоконным лазером. Различаются их принцип работы и режущие материалы. Станок для лазерной резки CO2 предназначен в основном для резки неметаллических материалов, таких как дерево, МДФ, акрил, резина и т. Д. Станок для лазерной резки с волоконным лазером, а также станок для лазерной резки металла, в основном предназначен для резки металлических материалов, таких как сталь, углеродистая сталь, алюминий. , сплав и др.
Применение станка для плазменной резки VS Применение станка для лазерной резки
Применение машины плазменной резки
Плазменная резка — это метод обработки, в котором используется тепло высокотемпературной плазменной дуги для частичного расплавления (и испарения) металла на режущей кромке.А затем используйте импульс высокоскоростной плазмы, чтобы удалить расплавленный металл, чтобы сформировать режущий паз. Станок для плазменной резки с ЧПУ подходит для резки, прорезания отверстий, ремонта и снятия фасок на широком спектре металлических материалов. В основном используется для резки металлических панелей средней толщины.
В основном используется для резки металлических панелей средней толщины.
Плазменный стол с ЧПУ широко используется в автомобилях, локомотивах, сосудах высокого давления, химическом оборудовании, атомной промышленности, общем машиностроении, строительной технике, стальных конструкциях, кораблях и других отраслях промышленности.
Характеристики машины плазменной резки с ЧПУ включают высокую скорость резки, узкую прорезь, небольшую зону термического влияния, небольшую деформацию и низкие эксплуатационные расходы.
Применение станка для лазерной резки
Станок для лазерной резки имеет более широкое применение, чем станок для плазменной резки с ЧПУ. Помимо резки различных металлических материалов, лазерный резак CO2 также может резать дерево, акрил, керамику, стекло, резину, ПВХ, перо, текстиль и другие неметаллические материалы. Однако лазерный резак с ЧПУ не подходит для длительной резки материалов с высокой отражающей способностью, таких как алюминий, медь и т. Д.
Д.
По сравнению с плазменным столом с ЧПУ станок для лазерной резки режет более тонкие металлические пластины, но с большей точностью. Он широко применяется в автомобилестроении, авиакосмической промышленности, производстве электроэнергии и нефтяного оборудования, отделке, рекламе, освещении, обработке металлических листов и других отраслях промышленности.
Характеристики такого лазерного станка с ЧПУ включают высокую скорость резки, высокую точность обработки и узкую прорезь.
Достоинства и недостатки
Достоинства и недостатки аппарата плазменной резки
Плазменная резка — это недорогой метод резки.Он использует высокотемпературную плазменную дугу для плавления металла на режущей кромке. Как комбинация машины с числовым программным управлением и плазменной дуги, машина плазменной резки имеет свои преимущества и недостатки.
Преимущества:
- Стол для плазменной резки подходит для резки широкого спектра металлических материалов;
- Позволяет резать металлические пластины средней и большей толщины с высокой скоростью, которая быстрее, чем при лазерной резке;
- Плазменная резка имеет меньший пропил и небольшую зону термического влияния;
- Плазменный резак не ограничивается отражающими свойствами металла, он может резать металлические материалы с высокой отражающей способностью.

Недостатки:
По сравнению с лазерной резкой, установка плазменной резки может иметь:
- Увеличенная прорезь, менее гладкая поверхность резания и меньшая точность резки;
- Плохая перпендикулярность режущей поверхности: будет косая режущая кромка на стороне режущей поверхности. Эти режущие кромки не перпендикулярны верхней поверхности;
- Больше режущего шлака: в процессе резки на режущей поверхности образуется больше режущего шлака.Чтобы не влиять на качество последующего процесса, шлак необходимо удалять измельчением, что также увеличивает рабочую нагрузку и трудозатраты;
- Вредные газы и свет дуги: принцип работы стола плазменной резки определяет, что в процессе резки будут образовываться вредные дым, газы и свет дуги. Таким образом, операторы должны правильно обеспечивать индивидуальную защиту.
Если вы хотите посмотреть рабочее видео установки плазменной резки, посетите:
 youtube.com/embed/AcxiRP2ucdE?rel=0″/>
youtube.com/embed/AcxiRP2ucdE?rel=0″/> В этом видео показан станок 1325 для плазменной резки с ЧПУ, который на высокой скорости вырезает нестандартные формы из квадратной стальной трубы.Станок отличается высокой точностью, а готовая деталь полностью повторяет дизайн.
Преимущества и недостатки станка для лазерной резки
Как продукт, сочетающий ЧПУ и лазерную технологию, станок для лазерной резки имеет множество преимуществ:
- Бесконтактная резка: станок для лазерной резки с ЧПУ может выполнять резку, когда механическая часть головки лазерной резки не контактирует с заготовкой. Не повредит поверхность материала;
- Высокоскоростная резка: при резке металлических пластин толщиной 1 мм скорость резки может достигать примерно 10 м / мин.Скорость резания уменьшается по мере увеличения толщины материала;
- Высокое качество резки: небольшой паз для резки, высокая точность, небольшая зона термического влияния, гладкая режущая поверхность и кромка, без последующей обработки;
- Широкий выбор материалов для резки: кроме металла, лазерный резак также может резать дерево, пластик, резину, ПВХ, акрил, кожу и т. Д .;
 Д .;
Д .;Однако у лазерного резака с ЧПУ есть и недостатки, прежде всего, высокая стоимость. Может потребоваться немного высокая стоимость для первоначальных вложений и последующего обслуживания.В настоящее время лазерный резак по металлу довольно экономичен при резке тонких металлических пластин. При резке листов средней толщины эффективность резки ниже, чем у станка плазменной резки.
Чтобы посмотреть рабочее видео станка для лазерной резки с ЧПУ, посетите:
В этом видео показан наш новейший станок для лазерной резки с волоконным лазером, режущий листы из углеродистой стали толщиной 3-20 мм с высокой скоростью и точностью. Готовые изделия имеют аккуратные и ровные края и поверхности без последующей обработки.Вы также можете посетить наш канал на YouTube, чтобы увидеть больше о наших удивительных лазерных станках с ЧПУ.
Станок плазменной резки VS. станок для лазерной резки
Теперь вы заметили плюсы и минусы установки плазменной резки и установки лазерной резки. Чтобы понять, какой из них подходит для вашего проекта, вам все равно нужно сравнить их, чтобы увидеть их различия.
- Плазменный стол с ЧПУ больше подходит для резки металлических листов средней и большой толщины. Теоретически максимальная толщина резки плазменного резака может достигать более 100 мм.Но лучший диапазон резки, вероятно, находится в пределах 80 мм. Станок для лазерной резки имеет большее преимущество при резке тонких листов. В зависимости от мощности и производительности он может резать листы разной толщины, а максимальная толщина резки может достигать 30 мм.
- Паз для резки лазерного станка с ЧПУ очень узкий, так как лазерный луч фокусируется в очень маленькое пятно. А лазерная резка — это бесконтактный процесс, который не повредит обрабатываемую поверхность. Однако по сравнению с лазерной резкой прорезь для плазменной резки относительно больше, а поверхность резки более шероховатая.
- Что касается резки тонких металлических листов, станок для лазерной резки с волоконным лазером может резать с большей скоростью, чем стол для плазменной резки с ЧПУ.
- Станок лазерной резки предлагает гораздо более высокий уровень точности по сравнению с станками плазменной резки.
- На стол плазменной резки не влияют отражающие свойства материалов. Но лазерный резак по металлу может быть поврежден или ограничен при резке металлических материалов с высокой отражательной способностью.
- Хотя установка плазменной резки с ЧПУ предназначена только для резки, она может резать все типы металла.Станок для лазерной резки может резать, гравировать или сваривать, а также обрабатывать неметаллические материалы, такие как дерево, акрил, пластик, стекло и т. Д.
- Капитальные вложения, необходимые для станка для лазерной резки, значительно выше, чем для стола для плазменной резки.
- Станок для лазерной резки потребляет меньше энергии и производит меньше шума, что делает его более экологичным вариантом резки металла. Станок для лазерной резки с ЧПУ
- имеет более жесткие допуски, чем станок для плазменной резки, что делает его идеальным для точных разрезов или деталей со сложными насечками.
- Лазерный резак обычно дороже в эксплуатации, но обеспечивает уровень детализации, которого нет у плазменного резака.


Как выбрать станок для плазменной резки или станок для лазерной резки
Различия между машиной для лазерной резки и машиной для плазменной резки важны при выборе наилучшего решения для вашего приложения. Хотя один подход не обязательно превосходит другой, каждый предлагает определенные возможности и преимущества, которые делают один более подходящим для приложения.
Если вы все еще не уверены, какой из них выбрать, для справки используйте следующие предложения.
Когда выбирать плазменную резку
В любом из следующих случаев я обычно рекомендую вам выбрать станок для плазменной резки:
- Заготовка, которую нужно вырезать, имеет простые формы, без множества вырезов и сложных надрезов;
- Вам необходимо резать металлические пластины средней или большой толщины, например, толщиной более 25 мм;
- У вас не очень жесткие требования к качеству прорези паза и поверхности реза;
- Требуется резка большого количества металла с высокой отражательной способностью или длительная резка таких материалов.

Когда выбирать лазерную резку
Однако я обычно рекомендую вам выбрать станок для лазерной резки с ЧПУ, если применимо одно из следующих условий:
- Требуются более жесткие допуски, точная резка и / или заготовки с малым диаметром отверстий;
- Требуется быстрая резка металлических листов толщиной менее 6 мм;
- Кроме металла, вам необходимо резать другие неметаллические материалы, такие как дерево, ПВХ, акрил, резина и т. Д .;
- Помимо резки, вы также хотите гравировать на заготовках рисунки;
- У вас повышенные требования к точности резки и качеству прорези, кромок и поверхности.
Заключение
| Станок плазменной резки | Станок для лазерной резки | |
| Рабочее вещество | Сжатый воздух, плазменная дуга | Сильно сфокусированный лазерный луч |
| Основная функция | Cut | Резка и гравировка |
| Режущие материалы | Все виды металлов: Сталь, нержавеющая сталь, медь, алюминий, чугун, углеродистая сталь и т.  Д. Д. | Широкий ассортимент металлов: Нержавеющая сталь, углеродистая сталь, кремнистая сталь, алюминий, сплавы и т. Д. Неметаллические материалы: Дерево, акрил, ПВХ, резина, кожа, стекло, текстиль и т. Д. |
| Толщина пропила | Средняя и большая толщина, не подходит для резки очень тонких листов (менее 2 мм) | Тоньше, чем аппарат плазменной резки, не подходит для резки листов средней и большей толщины (более 30 мм) |
| Скорость резания | Скорость его резки может достигать максимальной при резке металлических листов толщиной около 6 мм. | Чем тоньше металлический материал, тем выше скорость резки. |
| Ширина прорези | Относительно большие | узкий |
| Точность резания | Хорошо | Выше, чем плазменная резка |
| Основные приложения | Резка металлических листов средней толщины с простыми вырезами | Резка тонких металлических листов с точными вырезами и сложными надрезами; резка и гравировка неметаллических материалов |
В приведенной выше сравнительной таблице перечислены основные различия свойств станка плазменной резки с ЧПУ и станка лазерной резки с ЧПУ. Надеемся, что эта таблица поможет вам выбрать подходящий отрезной станок для вашего применения.
Надеемся, что эта таблица поможет вам выбрать подходящий отрезной станок для вашего применения.
Короче говоря, станок для лазерной резки отлично подходит для гравировки деталей или вырезания небольших форм из тонких металлических материалов. В то время как плазма лучше подходит для более простых разрезов металлических пластин средней толщины.
В заключение, тип материала, толщина и ваши требования к результатам резки определяют выбор станка для лазерной резки или стола для плазменной резки. Обе эти две машины имеют высокую скорость, высокую эффективность и широкое применение.Но может больше подойти под конкретный проект. Еще одна вещь, на которую следует обратить внимание, это то, что как машина для лазерной резки, так и машина для плазменной резки могут выделять расплавленный шлак, газ, дым или сильный свет во время процесса резки. Поэтому обязательно примите меры безопасности должным образом.
Новые и бывшие в употреблении Плазменные резаки с ЧПУ
Плазменные резаки режут металл, как масло, чтобы обеспечить очень быструю резку. Более высокая скорость для более тонких металлов, сложных форм или углов с минимальным количеством шлаков.У нас есть большой ассортимент новых и бывших в употреблении ручных и механизированных станков плазменной резки с ЧПУ по доступным ценам с гарантиями, которые помогут вам значительно повысить производительность на рабочем месте.
Более высокая скорость для более тонких металлов, сложных форм или углов с минимальным количеством шлаков.У нас есть большой ассортимент новых и бывших в употреблении ручных и механизированных станков плазменной резки с ЧПУ по доступным ценам с гарантиями, которые помогут вам значительно повысить производительность на рабочем месте.
С машинами ведущих производителей, таких как Hypertherm, ESAB и Esprit, у нас есть машины на любой размер и любой бюджет. Просмотрите наш полный ассортимент новых и отремонтированных аппаратов плазменной резки ниже. Если вам нужны ответы на вопросы о плазменной резке, наш блог содержит много полезной информации о резке листов.
Машины для плазменной резкиподходят для мелких и крупных производителей, художников и даже любителей DIY.
Используемые для резки металла точной формы, машины плазменной резки могут удовлетворить потребности отдельных лиц, желающих разрезать металлические пластины по индивидуальному заказу, вплоть до бизнес-операций в промышленном масштабе, требующих быстрой и точной резки сотен одинаковых форм с помощью ручных систем плазменной резки или механизированной резки. плазма.
плазма.
Зачем нужны станки плазменной резки?
Промышленность сегодня полагается на использование тяжелых металлов и сплавов; все, от автомобилей, мостов и даже роботов, невозможно изготавливать без способности точно формировать металлические детали.
Однако, хотя металл невероятно прочен, он также обладает высокой устойчивостью к повреждениям, а это означает, что требуется специальное оборудование для точной резки материалов и манипуляций с ними.
Наряду с ESAB, Hypertherm, Esprit Automation и Messer, мы покупаем и продаем плазменные резаки и аксессуары других марок: Thermal Dynamics, Kjellberg, Burny Kaliburn, Lincoln, TorchMate, Koike, Farley, Donaldson Torit, SAF-Fro, Thermal Arc
.Машины плазменной резки:
- Самый простой в использовании Ручные плазменные резаки
- просты и удобны в использовании.
- Сканирующие системы — это оптические режущие машины с фотоэлектрическим управлением, которые отличаются высокой точностью. Вместо использования металлических шаблонов системы сканирования могут следовать линейным чертежам или силуэтам шаблонов.
- Станок плазменной резки Portal Gantry подходит для кислородно-ацетиленовой или плазменной резки и доступен во многих размерах.
- Столы для резки плазменных профилей с ЧПУ
- Оборудование для плазменной резки профилей с ЧПУ, оснащенное системой контроля пригорания, отличается надежностью и относительно простотой использования.
- Большинство механизированных станков плазменной резки с ЧПУ имеют 50 стандартных форм, встроенных в память, однако дополнительные формы могут быть добавлены с ПК с помощью программного обеспечения Cad. Плазменная резка с ЧПУ
- также является гораздо более доступным вариантом по сравнению с другими процессами, такими как лазерная резка, и благодаря множеству новых технологий предлагает резку аналогичного качества.
 Вместо использования металлических шаблонов системы сканирования могут следовать линейным чертежам или силуэтам шаблонов.
Вместо использования металлических шаблонов системы сканирования могут следовать линейным чертежам или силуэтам шаблонов.  youtube.com/embed/ZfPbYRbPDvg» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/ZfPbYRbPDvg» allowfullscreen=»allowfullscreen»/>
Компоненты станка для плазменной резки профиля с ЧПУ
Механические компоненты:
Здесь есть много вариантов.Каждая машина будет иметь движущиеся части: ось портала или рельса, каретку или поперечную ось резака и ось Z (ось вверх-вниз, используемая для управления высотой резака). На больших промышленных машинах, которые служат десятилетиями и работают менее трех смен, при высокопроизводительном использовании все должно быть тяжелым, точным и чрезмерно сложным — читать, дорого. Ожидайте, что на недорогих машинах начального уровня все эти же компоненты будут небольшими, легкими и гораздо более дешевыми. Использование легких компонентов на небольших машинах позволяет сэкономить деньги на приводном двигателе, электронике, зубчатых передачах и т. Д., что позволяет системе работать в диапазоне скоростей плазменной резки с разумной точностью.
В подавляющем большинстве недорогих машин в качестве приводных систем используются шаговые двигатели, тогда как в более крупных и дорогих промышленных системах будут использоваться сервоприводы. Обе технологии приводных двигателей позволяют перемещать машины с очень хорошей точностью, хотя современные сервоприводы правильного размера обычно имеют более широкую скорость и крутящий момент, что улучшает способность плазменного резака резать очень тонкие материалы со скоростью более 400 дюймовв минуту, а также толстые материалы со скоростью 10 дюймов в минуту или меньше.
Обе технологии приводных двигателей позволяют перемещать машины с очень хорошей точностью, хотя современные сервоприводы правильного размера обычно имеют более широкую скорость и крутящий момент, что улучшает способность плазменного резака резать очень тонкие материалы со скоростью более 400 дюймовв минуту, а также толстые материалы со скоростью 10 дюймов в минуту или меньше.
могут быть более интуитивно понятными для операторов станков, поскольку они используют обратную связь кодировщика с ЧПУ, обеспечивая меньшую вероятность потери положения на столе для резки в случае столкновения с опрокинутой деталью, сбоя питания или других аномалий резки, которые может случиться.
Контроль дыма:
Независимо от уровня мощности или типа плазменного резака, который вы устанавливаете на станке для резки с ЧПУ, должна быть система контроля дыма.Два основных типа, используемых для плазменной резки, — это системы контроля дыма с нисходящим потоком и системы контроля над уровнем грунтовых вод.
Контроллер дымовых газов в поддоне для воды обычно представляет собой именно это: поддон (от 2 дюймов до любой глубины), который позволяет воде касаться дна разрезаемого материала. Мелкие горячие частицы разрезаемого материала под действием плазменной струи выдуваются в воду. Эти частицы охлаждаются и тонут в лотке. Без воды более крупные частицы падали бы, а более мелкие частицы поднимались бы, когда они горячие, и поднимались бы в виде дыма.Большая часть дыма является побочным продуктом прокатной окалины или масла на материале; часть материала.
Для столов с нисходящим потоком требуется достаточный поток воздуха, чтобы скорость потока в таблице была достаточно высокой для перемещения тяжелых и легких частиц по воздуховоду. Если ваша местная ситуация позволяет выдувать эти пары наружу, то этого достаточно для их рассеивания. Обычно стол 2 x 2 требует около 1000 куб. Футов в минуту, 4 x 4 — около 3500 кубических футов в минуту и 4 x 8 — около 7000 кубических футов в минуту, чтобы удалить весь дым и испарения. Это означает, что во время отопительного сезона вы будете забирать такое количество тепла из своего магазина. В некоторых более совершенных конструкциях используется воздуховод холодного воздуха для подпитки, стратегически расположенный рядом со столом, чтобы воздушный поток стола использовал наружный воздух вместо воздуха в магазине. В некоторых более крупных столах с нисходящей тягой используются зональные секции с подвижными жалюзи, так что всасывание воздействует только на ту область стола, которую резак режет.
Это означает, что во время отопительного сезона вы будете забирать такое количество тепла из своего магазина. В некоторых более совершенных конструкциях используется воздуховод холодного воздуха для подпитки, стратегически расположенный рядом со столом, чтобы воздушный поток стола использовал наружный воздух вместо воздуха в магазине. В некоторых более крупных столах с нисходящей тягой используются зональные секции с подвижными жалюзи, так что всасывание воздействует только на ту область стола, которую резак режет.
Конечно, есть много столов с нисходящим потоком, например, Donaldson Torit, в которых используется большая самоочищающаяся система фильтрации внутри магазина.Они фильтруют пары и дым и сохраняют в магазине все тепло. Системы фильтрации, зональные системы и системы подпитки воздуха увеличивают стоимость и сложность.
Итог по контролю дыма: правильно спроектированные водные столбы и поддоны, а также системы нисходящего потока очень эффективны при контроле дыма и дыма в процессе резки. Вода, контактирующая с большинством материалов (сталью), повлияет на качество кромок с точки зрения шероховатости и окалины (повторно затвердевший металл на нижней кромке), но часто помогает контролировать коробление и изгиб, возникающие из-за воздействия тепла на длинные тонкие детали.
Вода, контактирующая с большинством материалов (сталью), повлияет на качество кромок с точки зрения шероховатости и окалины (повторно затвердевший металл на нижней кромке), но часто помогает контролировать коробление и изгиб, возникающие из-за воздействия тепла на длинные тонкие детали.
Программное обеспечение CAD и CAM:
CAD — компьютерное черчение или черчение — позволяет рисовать именно те детали, которые необходимо вырезать. Этот электронный чертеж деталей затем вводится в CAM — компьютерную обработку или производство — программное обеспечение, которое «обрабатывает» чертеж, регулируя размер для компенсации ширины пропила при плазменной резке, добавляя вводы и выводы. к чертежу, чтобы процесс плазменной прошивки оказывал минимальное влияние на готовую деталь. Затем файл CAM вводится непосредственно в систему ЧПУ, где он преобразуется в электрические сигналы, управляющие всем процессом резки.
Сегодня существуют программные пакеты CAM, которые делают гораздо больше, чем просто «постобработку» чертежей САПР. CAM для приложений резки часто называют программным обеспечением для раскроя, которое используется для постобработки и точного позиционирования нескольких различных файлов САПР в разных количествах, чтобы наиболее эффективно использовать пластину разрезаемого материала. Вложение позволяет эффективно вращать и позиционировать детали и часто генерирует отчеты, включающие калькуляцию затрат, отходы и утилизацию листов и многое другое. Программное обеспечение CAM в некоторых системах сегодня также может контролировать и автоматически устанавливать практически все параметры резки, такие как ток дуги, напряжения, предварительный поток газа, настройки потока резки, скорости резки, высоты резки, высоты прожига и т. Д., Что упрощает работу оператора станка, ограничивает количество брака и т. Д. повышение производительности.
CAM для приложений резки часто называют программным обеспечением для раскроя, которое используется для постобработки и точного позиционирования нескольких различных файлов САПР в разных количествах, чтобы наиболее эффективно использовать пластину разрезаемого материала. Вложение позволяет эффективно вращать и позиционировать детали и часто генерирует отчеты, включающие калькуляцию затрат, отходы и утилизацию листов и многое другое. Программное обеспечение CAM в некоторых системах сегодня также может контролировать и автоматически устанавливать практически все параметры резки, такие как ток дуги, напряжения, предварительный поток газа, настройки потока резки, скорости резки, высоты резки, высоты прожига и т. Д., Что упрощает работу оператора станка, ограничивает количество брака и т. Д. повышение производительности.
На некоторых недорогих станках программное обеспечение CAD и CAM совмещено, что обеспечивает плавный переход от рисования к резке. Это часто рассматривается как способ позволить каждому в небольших мастерских рисовать и резать детали прямо на станке в цехе, что существенно сокращает время обучения работе с этими станками.
Мы можем поставить ряд сопутствующих продуктов для ваших проектов плазменной резки. Установки для удаления дыма — жизненно важные для ОТ и ТБ сотрудников, расходные материалы и советы, которые помогут вам получить оптимальную резку и достичь хороших результатов с минимальными затратами, рекомендовать поставщиков газа, поставлять режущие станины и рельсы, блоки управления и программное обеспечение Поддержка CAD CAM
Учитывая, что при покупке станка необходимо учитывать такие факторы, а также у вас может быть ограниченный бюджет, почему бы не посмотреть на покупку бывшего в употреблении устройства плазменной резки с ЧПУ ?
Обладая почти 60-летним опытом поставок подержанного и отремонтированного оборудования, мы беспристрастны в отношении марки, но больше стараемся подобрать правильную комплектацию для клиента.
Позвоните нам, если вы хотите обсудить свои варианты.
РАЗЫСКИВАЕТСЯ — Плазменные резаки с ЧПУ б / у
Мы всегда ищем новые системы плазменной резки с ЧПУ.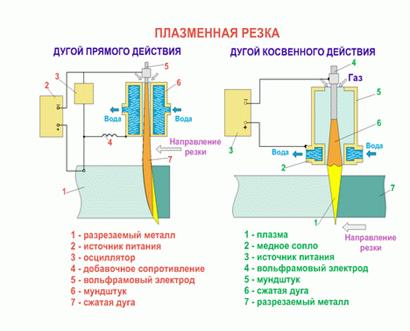 Если вы хотите освободить место в своей мастерской или модернизировать существующие процессы резки до лазерного резака, пожалуйста, немедленно свяжитесь с нами, так как мы можем предложить вам лучшую рыночную цену на любую бывшую в употреблении плазменную или плазменную резку с ЧПУ. Тогда вы будете точно знать, сколько вам нужно будет вложить в следующую машину.
Если вы хотите освободить место в своей мастерской или модернизировать существующие процессы резки до лазерного резака, пожалуйста, немедленно свяжитесь с нами, так как мы можем предложить вам лучшую рыночную цену на любую бывшую в употреблении плазменную или плазменную резку с ЧПУ. Тогда вы будете точно знать, сколько вам нужно будет вложить в следующую машину.
CAD / CAM с Fusion360 | Langmuir Systems
Публикация программ из Fusion 360 переводит разработанные и запрограммированные детали в
файлы, специфичные для ЧПУ CrossFire. Примечание: машины CrossFire и CrossFire PRO
теперь поставляются с электроникой Gen2 и требуют использования программного обеспечения FireControl для работы. Устаревшие машины CrossFire 2×2 используют Mach4, инструкции для которого приведены в следующем разделе.
FireControl с осью Z
В следующем руководстве представлены инструкции по созданию программ резки в Autodesk. Fusion 360 для работы в ПО FireControl. В этом руководстве предполагается, что вы уже знаком с выполнением операций CAM в Fusion 360 для создания резки программы; в противном случае мы рекомендуем сначала посмотреть наше видео Fusion 360 CAM. series (видео 1-4) в этом руководстве, прежде чем продолжить.
- Если ваша машина CrossFire оснащена приводом по оси Z, вам необходимо
вернитесь и убедитесь, что флажок « Keep Nozzle Down » не установлен. в меню «Связывание» ваших настроек CAM.
- Фактические значения высоты прожига и резки будут установлены на шаге постобработки ниже. Однако, высота в просвете, высота втягивания и высота верха необходимо оставить значения по умолчанию для Fusion360, чтобы правильно установить высоту в программе G-кода. Убедитесь, что для этих значений установлены указанные ниже значения.
- К этому моменту у вас уже должна быть действующая траектория, созданная в Fusion 360. со своей стороны аналогично тому, что показано ниже.
- Затем мы собираемся сгенерировать файл G-кода для этого пути к инструменту, используя Post Процессор в Fusion 360. Файл G-кода — это набор текстовых инструкций, которые подается в электронный блок CrossFire CNC через программное обеспечение FireControl для сообщая машине, куда, как и когда двигаться, чтобы вырезать деталь.Для этого щелкните значок Post Processor (ниже) в строке меню Additive.
- Если вы впервые публикуете программу для FireControl в Fusion 360,
вам нужно будет открыть интернет-браузер и загрузить «Langmuir Systems
Fusion 360 для постпроцессора FireControl »со страницы загрузок на нашем
интернет сайт. Как только файл загрузится на ваш компьютер, откройте папку, в которой
этот файл сохраняется, щелкните правой кнопкой мыши и скопируйте этот файл.
Для пользователей MacOS: пожалуйста следуйте инструкциям Autodesk по установке личных сообщений для Fusion 360.
- Вернитесь в Fusion 360 и нажмите кнопку « Setup » в папке конфигурации. подзаголовок и выберите « Use Personal Post Library », как показано ниже.
- Обратите внимание на имя файла, которое теперь отображается в текстовом поле Configuration Folder . Вам нужно будет перейти в эту папку на вашем компьютере с помощью файла Windows.
Проводник (используйте Finder в MacOS).
- Как только вы найдете этот файл, вы можете щелкнуть правой кнопкой мыши и вставить загруженный файл из шага 5 в эту папку. Он должен выглядеть как папка, как показано ниже. Вы можете закрыть папку на своем компьютере после завершения этого шага.
- Теперь нам нужно закрыть и снова открыть меню Post Processor в Fusion 360 для
изменения вступят в силу. Закройте меню постпроцессора в Fusion, нажав кнопку
«X» в правом верхнем углу меню, а затем откройте его, еще раз нажав
значок постпроцессора (внизу) в строке меню аддитивов.
- Повторите шаг 5, нажав кнопку « Setup » в подзаголовке Configuration Folder а затем нажмите « Использовать личную библиотеку сообщений ». После этого вы должны увидеть пункт CrossFire FireControl, выбранный в меню постпроцессора , как показано ниже.
- Затем нам нужно назначить папку вывода для программ g-кода, которые мы
собираемся создать. Мы рекомендуем сначала создать папку на рабочем столе.
что вы можете хранить эти сгенерированные программы в.Чтобы выбрать выходную папку,
щелкните квадратный значок с 3 точками рядом с текстовым полем для Выходная папка и найдите желаемую папку вывода для ваших программ. Здесь я создал
папка на моем рабочем столе под названием «Программы Fusion 360 CrossFire» для легкого доступа.
- Затем в подзаголовке Program Settings мы можем ввести название программы или номер
и комментарий к программе (при необходимости).Затем выберите подходящие единицы для вашего
программа резки и снимите флажки рядом с « Изменить заказ, чтобы свести к минимуму смену инструмента »
и « Открыть файл ЧПУ в редакторе ». Настройки вашей программы должны выглядеть примерно так, как
показано ниже.
- Далее мы собираемся ввести желаемые параметры резки для этой программы.Ниже приводится объяснение этих свойств и их влияния на резку.
программа. Вы можете игнорировать любые другие свойства, не упомянутые в этом меню, как
их следует оставить с настройками по умолчанию.
- Высота резки (дюймы) : Это желаемая высота резки плазменной горелки над поверхностью пластины.Проконсультируйтесь с документацией на ваш плазменный резак для определения идеальной высоты резки для вашего резака и материала. Если вы используете CrossFire без привода оси Z, установите это значение на 0.
- IHS Springback (in) : Используйте это значение, чтобы увеличить высоту резки плазменного резака при резке тонкого листового металла с учетом силы переключателя IHS. Переключатель IHS применяет к вашему материалу силу приблизительно 2 фунта при определении высоты плиты, и это значение упругого возврата может компенсировать отклонение.Если вы используете CrossFire без привода оси Z, установите это значение на 0.
- IHS : Используйте этот переключатель, чтобы включить или отключить переключатель определения начальной высоты на вашей машине. Если вы используете CrossFire без привода оси z, установите это значение на No. .
- Задержка прожига (сек) : Значение задержки прожига — это время, в течение которого резак остается в неподвижном состоянии после зажигания, чтобы полностью прожечь материал перед спуском на высоту резки. Задержка прожига зависит от вашего плазменного резака и толщины разрезаемого материала. Пожалуйста, обратитесь к документации на свой плазменный резак, чтобы узнать о соответствующих настройках задержки прожига для вашего резака.
- Высота прожига (дюймы) : высота прожига — это высота над пластиной, которая используется для начального процесса прожига. Высота прожига должна быть больше, чем высота резки, и обычно примерно в два раза больше высоты резки.Если вы используете CrossFire без привода оси Z, установите это значение на 0.
- Высота втягивания (дюймы) : Высота втягивания — это высота над пластиной, до которой отводится резак после завершения каждого цикла резки перед быстрым переходом к следующему циклу резки. Это втягивание является ключевым фактором для предотвращения опрокидывания и деформации материала при перемещении резака к следующему месту резки на материале. Убедитесь, что выбранная высота отвода не превышает пределы перемещения по оси Z вашего станка.Если вы используете CrossFire без привода оси Z, установите это значение на 0.
- THC : Используйте этот переключатель, чтобы включить или отключить THC для вашей программы резки. Если вы используете CrossFire без привода оси z, установите это значение на No. .
Типичные свойства CrossFire без Ось Z с приводом
Типичные свойства CrossFire с осью Z и THC
- Высота резки (дюймы) : Это желаемая высота резки плазменной горелки над поверхностью пластины.Проконсультируйтесь с документацией на ваш плазменный резак для определения идеальной высоты резки для вашего резака и материала. Если вы используете CrossFire без привода оси Z, установите это значение на 0.
- После завершения настроек резки нажмите кнопку «Опубликовать» (ниже), чтобы создать свой g-код. программа.Ваша программа будет сохранена в выходной папке с шага 10.
- Наконец, как только ваша программа будет успешно создана, вы можете открыть FireControl. и загрузите свою программу для резки.
 в меню «Связывание» ваших настроек CAM.
в меню «Связывание» ваших настроек CAM. со своей стороны аналогично тому, что показано ниже.
со своей стороны аналогично тому, что показано ниже. Вам нужно будет перейти в эту папку на вашем компьютере с помощью файла Windows.
Проводник (используйте Finder в MacOS).
Вам нужно будет перейти в эту папку на вашем компьютере с помощью файла Windows.
Проводник (используйте Finder в MacOS).
 Здесь я создал
папка на моем рабочем столе под названием «Программы Fusion 360 CrossFire» для легкого доступа.
Здесь я создал
папка на моем рабочем столе под названием «Программы Fusion 360 CrossFire» для легкого доступа. 
 Задержка прожига зависит от вашего плазменного резака и толщины разрезаемого материала. Пожалуйста, обратитесь к документации на свой плазменный резак, чтобы узнать о соответствующих настройках задержки прожига для вашего резака.
Задержка прожига зависит от вашего плазменного резака и толщины разрезаемого материала. Пожалуйста, обратитесь к документации на свой плазменный резак, чтобы узнать о соответствующих настройках задержки прожига для вашего резака. Убедитесь, что выбранная высота отвода не превышает пределы перемещения по оси Z вашего станка.Если вы используете CrossFire без привода оси Z, установите это значение на 0.
Убедитесь, что выбранная высота отвода не превышает пределы перемещения по оси Z вашего станка.Если вы используете CrossFire без привода оси Z, установите это значение на 0. программа.Ваша программа будет сохранена в выходной папке с шага 10.
программа.Ваша программа будет сохранена в выходной папке с шага 10.FireControl без оси Z
Если вы используете CrossFire с электроникой Gen2 и без оси Z, IHS или THC, единственная переменная Post, которую вам нужно установить, — это значение Pierce Delay . Однако обязательно установите:
Однако обязательно установите:
установлен на «Нет» в Windows или не установлен в MacOS. Вы также можете установить дополнительные переменные, выделенные синим цветом ниже, на 0, но эти не повлияет на разрез.
Типичные свойства CrossFire без Ось Z с приводом
Постобработка для Mach4 (Legacy CrossFire)
Мы покрываем установку конфигурации плазменного поста Mach4 и постобработку наших
траектории инструмента.
Примечание : Чтобы установить личные сообщения на Fusion 360 в MacOS, пожалуйста, следуйте инструкциям Autodesk.
Плазменный резак| Мертвый космос вики
Ad
Плазменный резак 211-V
Тип
Инструмент для добычи направленной энергии
Урон (DMG)
10 (максимум 18)или ???? (DMG) (DS3)
Боезапас (CLP)
20 плазменных энергетических батарейили ???? (CLP) (DS3)
Эффективная дальность стрельбы
Короткое-среднее
Вторичный огонь
Лезвие вращается на 90 °
Верхний наконечник инструмента
Наконечник по умолчанию
Требуется 17 узлов питания для полного обновления. Требуется 18 узлов питания для полного обновления.
Требуется 18 узлов питания для полного обновления.| “ | Этот плазменный резак сочетает мощность и надежность в портативном корпусе. | ” |
Плазменные резаки , также известные как Резаки , представляют собой семейство подобного самодельного оружия, которое обычно использовалось выжившими во время вспышек некроморфов.
В серии были показаны три различных типа плазменных резаков:
Первый и самый распространенный — это плазменный резак 211-V.Инструмент 211-V, разработанный и изготовленный компанией Schofield Tools, предназначен для использования в горных работах. В нем используются два выравнивающих лезвия сбоку и три фонаря спереди, чтобы помочь пользователю точно прорезать более мягкие минералы. Он использует внутренний источник питания, компактен / достаточно легок, чтобы его можно было легко переносить, и его можно использовать даже одной рукой (из-за небольшого веса). Исаак нашел свой 211-V на окровавленном верстаке USG Ishimura.
Исаак нашел свой 211-V на окровавленном верстаке USG Ishimura.
Вторая версия, показанная в серии, — это самодельный плазменный резак.Построенный Исааком Кларком во время вспышки эпидемии на Разрастании, он изначально был медицинским устройством, которое использовалось в хирургических операциях. Исаак использовал фонарик, который он приобрел ранее, в качестве источника энергии для резака, быстро прикрепив их, чтобы отбить атакующий Слэшер. Эта модель меньше 211-V. У его излучателя есть крышки, которые убираются на его переднюю часть, предположительно для предотвращения случайного разряда, когда он не используется. Эти крышки открываются при активации оружия. Исаак продолжал использовать это оружие во время побега со станции.Неизвестно, что с ним случилось потом, но можно предположить, что Исаак, скорее всего, отказался от него в пользу «настоящего» плазменного резака.
Третья показанная версия — неизвестная модель. По размеру и эстетике он находится где-то между 211-V и Isaac’s Makeshift Cutter. Его передняя часть имеет регулировочные лезвия, аналогичные 211-V, но они убираются над излучателем, как у самодельного резака Исаака; его задний конец больше похож на самодельный резак Айзека. Эта модель, как и другое оружие в Dead Space 3, может быть разобрана на части для улучшения и / или модификации другого оружия.Эти обновления включают добавление плазменного резака в качестве дополнительного оружия или добавление дополнительного оружия на плазменный резак. Исаак впервые использует эту модель, убегая от воинствующих юнитологов в Лунной колонии New Horizon.
Его передняя часть имеет регулировочные лезвия, аналогичные 211-V, но они убираются над излучателем, как у самодельного резака Исаака; его задний конец больше похож на самодельный резак Айзека. Эта модель, как и другое оружие в Dead Space 3, может быть разобрана на части для улучшения и / или модификации другого оружия.Эти обновления включают добавление плазменного резака в качестве дополнительного оружия или добавление дополнительного оружия на плазменный резак. Исаак впервые использует эту модель, убегая от воинствующих юнитологов в Лунной колонии New Horizon.
DLC-варианты плазменных резаков в соответствующих играх обычно доступны с первого обнаруженного игрового магазина.
Детали дизайна [править | править источник]
Плазменный резак при выстреле подает связный импульсный поток, или «болт», ионизированной плазмы.Он может стрелять болтами вертикально (режим основной стрельбы) и горизонтально (режим дополнительной стрельбы). Плазменный резак очень точен, он использует три синих лазерных указателя для указания желаемой плоскости резки.
При ударе о цель сцепление болта сначала нарушается, проникая в цель с помощью сфокусированной струи перегретого вещества. Это вызывает интенсивные эффекты локализованного сдвига, а также туннельное тепловое расширение. При использовании на хрупких, замерзших камнях, пронизанных разломами, он может расколоть их за один или два выстрела в умелых руках.Однако против податливых целей удар вызовет минимальный ущерб, а тепловое расширение не столько сократит, сколько нагнетает область вокруг места удара, иногда требуя нескольких последовательных ударов не модернизированным инструментом. Тем не менее, несмотря на то, что ему предлагается менее чем эффективная альтернатива против плотного органического вещества, плазменный резак 211-V сохраняет свою полезность.
Боеприпасы[править | править источник]
- Основная статья: Plasma Energy
В плазменном резаке в качестве боеприпасов используются картриджи переменной емкости, называемые Plasma Energy, которые способны разрезать твердые минеральные породы при горных работах. Хотя кажется, что в них содержится только запасенная энергия, на самом деле плазма представляет собой высокоионизированное вещество, поэтому либо картридж представляет собой комбинацию батареи / плазменной среды, либо сам резак содержит резервуар пригодного для использования материала для переноса ионного заряда.
Хотя кажется, что в них содержится только запасенная энергия, на самом деле плазма представляет собой высокоионизированное вещество, поэтому либо картридж представляет собой комбинацию батареи / плазменной среды, либо сам резак содержит резервуар пригодного для использования материала для переноса ионного заряда.
Энергия плазмы для плазменного резака может быть куплена в магазине за 1200 кредитов на шесть патронов.
вариантов [править | править источник]
Dead Space 1 [править | править источник]
- Плазменный резак Astronaut
- Плазменный резак Elite
- Плазменный резак Heavy Damage (Увеличенный урон)
- Военный плазменный резак
- Обсидиановый плазменный резак
- Плазменный резак пешеходный
- Плазменный резак Scorpion
- Плазменный резак убивает скорость (повышенная скорость)
Dead Space 2 [править | править источник]
- Плазменный резак Agility (скорость перезарядки -5%, скорость стрельбы + 5%)
- Кованый плазменный резак (+ 10% бонус к урону, скорость перезарядки -5%)
- Восстановленный плазменный резак
Dead Space 3 [редактировать | править источник]
- Плазменный диспергатор (более широкий болт)
- Mk-II Разогнанный плазменный диспергатор (+ SPD)
- Mk-V Диспергатор плазмы с наддувом (++ SPD)
- Плазменный повторитель (полностью автоматический огонь)
- Mk-II разогнанный плазменный повторитель (+ SPD)
- Плазменный ретранслятор Mk-V (++ SPD)
- Плазменный резак Planet Cracker (-RLD, + SPD)
- Плазменный резак Tundra Recon (-RLD, + SPD)
Боевые советы [править | править источник]
- Плазменный резак — основное оружие игрока на ранних этапах игры, и его следует рассматривать как надежный резервный резак. Хорошая стратегия — держать как минимум 1-2 слота инвентаря заполненными энергией плазмы (один слот может содержать 25 патронов) на случай ситуаций, когда у игрока могут закончиться боеприпасы для другого оружия. Держите плазменный резак полностью загруженным и всегда готовым к работе.
- Использование стазиса на некроморфе позволяет быстро отрезать им конечности с помощью плазменного резака. Как только они замедлятся до ползания, расчлените им руки, чтобы сэкономить боеприпасы.
- Запущенная плазменная энергия почти мгновенно перемещается к цели, что делает плазменный резак полезным для борьбы с удаленными / быстро движущимися врагами, такими как Слэшеры, Взрывщики и Дергающиеся.Однако боеприпасы куттера практически не наносят урон от брызг, что делает его неэффективным против полезного груза Swarmers.
- Плазменный резак, являясь одним из самых точных видов оружия в этой серии, требует от оператора устойчивости и контроля при прицеливании. Сохраняйте спокойствие и выстраивайте свои кадры.
- Это очень полезно против Drag Tentacle. Если вас схватят, быстро переходите на это.
- В Dead Space (mobile) для полного обновления требуется всего 14 узлов питания, оставляя открытыми несколько пустых мест, что делает его одним из лучших видов оружия в игре.Его два режима стрельбы, высокая мощность, быстрая скорость стрельбы и быстрая скорость перезарядки делают его отличным оружием (независимо от того, используется ли он со стазисом или без него), чтобы расчленить практически любого некроморфа.
- В Dead Space 3 плазменный диспергатор может расчленить обе ноги Слэшера за один выстрел, если он стоит или идет, из-за того, что они держат ноги близко друг к другу. В более ранних играх это было невозможно, потому что враги держали ноги врозь. Из-за этого можно убить Слэшера одним выстрелом из плазменного резака с максимальным вложением урона, если игрок целится в его бедра, экономя драгоценные боеприпасы.
- В Dead Space 3 сложность плазменного резака с меньшими / более быстрыми врагами может быть преодолена путем замены вращающейся манжеты плазменного резака (или диспергатора плазмы) на плазменный ретранслятор. Потеряв возможность выстрелов по вертикали, вы получите преимущества широкого плазменного резака и возможности быстрой стрельбы.
- В Dead Space 3 сложность плазменного резака с меньшими / более быстрыми врагами может быть преодолена путем замены вращающейся манжеты плазменного резака (или диспергатора плазмы) на плазменный ретранслятор.
 Хорошая стратегия — держать как минимум 1-2 слота инвентаря заполненными энергией плазмы (один слот может содержать 25 патронов) на случай ситуаций, когда у игрока могут закончиться боеприпасы для другого оружия. Держите плазменный резак полностью загруженным и всегда готовым к работе.
Хорошая стратегия — держать как минимум 1-2 слота инвентаря заполненными энергией плазмы (один слот может содержать 25 патронов) на случай ситуаций, когда у игрока могут закончиться боеприпасы для другого оружия. Держите плазменный резак полностью загруженным и всегда готовым к работе.
 Потеряв возможность выстрелов по вертикали, вы получите преимущества широкого плазменного резака и возможности быстрой стрельбы.
Потеряв возможность выстрелов по вертикали, вы получите преимущества широкого плазменного резака и возможности быстрой стрельбы.Геймплей [править | править источник]
- Завершение первого Dead Space и использование только плазменного резака принесет трофей / достижение «One Gun».Тем, кто пытается получить достижение, следует активно использовать Стазис в многолюдных ситуациях, так как Плазменный резак не подходит для борьбы с толпой, даже если он полностью улучшен. То же самое достижение можно получить, используя только плазменный резак (в дополнение к плазменной пиле) в Dead Space (мобильный) .
- Помимо Потрошителя, Плазменный резак — единственное оружие Dead Space 2, у которого нет уникального увеличения урона, присущего любому костюму, за исключением Элитного Продвинутого Костюма, который обеспечивает 10% бонус к Урону ВСЕМ оружию.Пока что, как и у Потрошителя, не было костюма, который предлагал бы бонус к урону только плазменному резаку.
- В Dead Space плазменный резак всегда возвращается в вертикальный режим во время анимации перезагрузки, а затем возвращается в текущее установленное положение после завершения анимации. Cutter в более поздних играх этого не делает.
- В Dead Space 2 он получает способность поджигать врагов после того, как заполнен слот «Special». Этот эффект кажется гораздо менее заметным при расчленении по сравнению с выстрелами в торс / тело.
- The Forged Plasma Cutter из DLC Dead Space 2 чрезвычайно полезен на более высоких настройках сложности, поскольку его урон на 10% выше (что составляет 19,8 урона за выстрел на полностью обновленной модели), что позволяет Исааку легче расчленять некроморфов, пока используя меньше боеприпасов.
- В версиях Dead Space 2 для ПК и PS3 плазменный резак всегда сбрасывается в вертикальный режим, когда вы умираете и возвращаетесь на контрольную точку.
- Плазменный резак — одно из пяти дополнительных видов оружия в мультиплеере Dead Space 2 . Он служит оружием по умолчанию.
- В Dead Space 3 плазменный резак можно воссоздать, используя любую компактную раму, верхний инструмент Plasma Core и модуль вращающей манжеты. Добавление насадки Flame Glaze воссоздает особый эффект, наблюдаемый на полностью обновленном резаке во второй игре.
- Плазменные резаки классов Tundra Recon и Planet Cracker в Dead Space 3 не могут быть оснащены модулями поворотной манжеты. Хотя плазменный резак класса Planet Cracker поставляется с одним прикрепленным, что позволяет игроку создать его чертеж для безопасного хранения, если оружие разобрано, оно не может быть повторно прикреплено вручную.

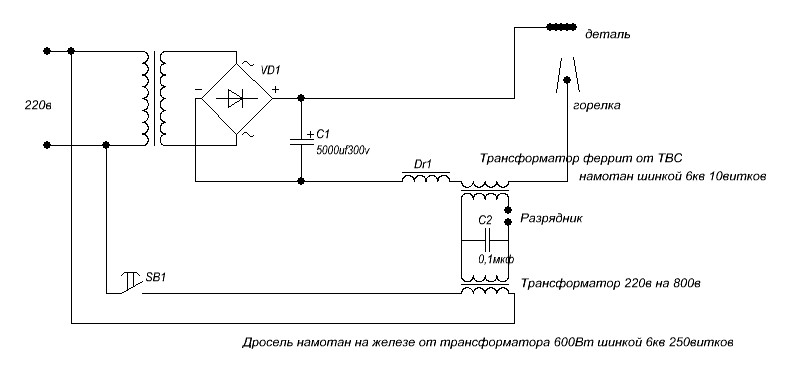 Он служит оружием по умолчанию.
Он служит оружием по умолчанию.В других средствах массовой информации [править | править источник]
- Плазменный резак появляется в Dead Space: Martyr , хотя в играх подразумевается, что он намного больше, чем плазменный резак, так как для работы требуется две руки и он значительно утяжеляет Альтмана во время плавания, хотя это может быть потому что это была старая версия плазменного резака. Также, похоже, на нем есть какое-то лезвие, как у плазменной пилы .
- Коллекционное издание Dead Space 2 поставляется с комично маленькой версией плазменного резака с тремя светодиодами, символизирующими его торговую марку прицела.
- В шоу «Теория большого взрыва» модель плазменного резака можно увидеть на полке в комнате Ховарда в доме его матери.
 Также, похоже, на нем есть какое-то лезвие, как у плазменной пилы .
Также, похоже, на нем есть какое-то лезвие, как у плазменной пилы .Разное [править | править источник]
- Исаак изображен с плазменным резаком в большинстве рекламных материалов для Dead Space , Dead Space 2 и Dead Space 3 .
- С максимальными улучшениями повреждений плазменный резак становится легальным аппаратом для дуговой сварки, хотя и не для традиционного электричества, а для плазменной сварки.Если сразу после стрельбы посмотреть налево или направо, они увидят, что след от ружья до намеченной цели представляет собой дугу ионизированной энергии. Это противоположно стандартному урону плазменных резаков, который представляет собой просто болт.
- Подобно Потрошителю, размер плазменного резака уменьшается при каждой последующей игре. Он визуально большой в оригинальном Dead Space, затем он становится немного меньше в Dead Space 2, когда его громоздкие прокладки (в основном) удалены. К моменту выхода Dead Space 3 Cutter стал размером с небольшой пистолет, проставки были повторно добавлены, но их общий размер значительно уменьшился.
- «Лезвия» на плазменном резаке, возможно, действуют как проставки для инструментов, предназначенных для резки минералов. Это означает, что плазменный резак, вероятно, используется / обрабатывается как пистолет для гвоздей, поскольку резак предназначен для установки / наведения непосредственно на материал, который нужно разрезать, и выстрела одного плазменного заряда в указанную поверхность. Вертикальный и горизонтальный режимы резцов позволят пользователю резать минералы без необходимости поворачивать весь инструмент на 90 градусов.
- Плазменный резак, приобретенный игроком в Dead Space 2 , не является официальным инструментом, это модель, созданная Исааком Кларком. Это было сделано путем объединения стационарного медицинского плазменного излучателя «тканевого лазера» с ранее приобретенным фонариком.
- Этот изготовленный на заказ плазменный резак имеет тот же путь улучшения, что и «Восстановленный плазменный резак»; улучшение одного плазменного резака повлияет на другой. Когда он полностью улучшен, он способен поджигать врагов.
- Модель плазменного резака, производимая Schofield Tools (модель из оригинального Dead Space ), возвращается в Dead Space 2 под названием «Восстановленный плазменный резак» стоимостью 0 кредитов, если Dead Space был установлен на ПК, или файл сохранения Dead Space существует на жестком диске PS3 или Xbox 360.Вы можете получить его в первом магазине, который вы пройдете в игре. Элли Лэнгфорд также владеет официально произведенным плазменным резаком.
- Восстановленный резак также является второстепенным оружием по умолчанию в многопользовательском режиме Dead Space 2.
- Более старая версия плазменного резака требовала выключения, прежде чем ее можно было переключить в горизонтальный или вертикальный режим. [ требуется ссылка ]
- Плазменный резак был немного переработан в Dead Space 3, он стал похож по дизайну на импровизированный плазменный резак Исаака в Dead Space 2.Рама стала заметно меньше, а нижний стабилизатор был удален и заменен на вращающуюся манжету инструмента. Его цветовая схема также была перевернута, оранжевые части теперь серые, и наоборот. Его режим по умолчанию также был изменен с вертикального на горизонтальный и постоянно фиксируется в последнем режиме, если вращающая манжета не была встроена в инструмент. Звук стрельбы также был изменен, он звучит намного слабее, чем у предыдущей модели. Неизвестно, является ли это более новой моделью плазменного резака, произведенной Schofield Tools, моделью, произведенной конкурирующим производителем, или просто художественным изменением дизайна игры.
- Плазменный резак можно воссоздать, поместив плазменный сердечник с любым наконечником в качестве верхнего инструмента на компактную раму, с модулем вращающей манжеты в качестве нижнего инструмента и добавив насадку для глазури. Примечательно, что модуль на этом оружии выглядит иначе по сравнению с другими инструментами, к которым он может быть прикреплен.

 Это было сделано путем объединения стационарного медицинского плазменного излучателя «тканевого лазера» с ранее приобретенным фонариком.
Это было сделано путем объединения стационарного медицинского плазменного излучателя «тканевого лазера» с ранее приобретенным фонариком. [ требуется ссылка ]
[ требуется ссылка ]  Примечательно, что модуль на этом оружии выглядит иначе по сравнению с другими инструментами, к которым он может быть прикреплен.
Примечательно, что модуль на этом оружии выглядит иначе по сравнению с другими инструментами, к которым он может быть прикреплен.Что необходимо знать о пирсинге более толстой пластины плазмой
Несмотря на многочисленные преимущества плазменной технологии, некоторые компании столкнулись с трудностями при прошивке более толстого материала — скажем, более 1 дюйма — с помощью своих старых плазменных систем.Они не одиноки. Из-за нескольких факторов операторы часто остаются с резаком, заполненным расплавленными расходными материалами, или с расходными материалами, покрытыми быстрым слоем окалины.
Благодаря усовершенствованиям в плазменном резаке и конструкции расходных материалов, возможности плазменной пробивки теперь настолько улучшены, что пришло время пересмотреть факторы, которые традиционно влияли на пробивку, а также технологические достижения, которые делают плазму достойным выбором, когда она появляется. для прокалывания более толстого материала.
ПРОЦЕСС ПРОБИВКИ
Давайте начнем с рассмотрения процесса пробивки. При прожиге плазменной горелкой плазменная дуга прикрепляется к верхней поверхности пластины и передает достаточно энергии, чтобы расплавить металл вблизи ее верхней части.
Этот расплавленный материал затем необходимо удалить, обычно это делается с помощью нетоковедущего холодного газа и защитного газа плазмы.
Когда этот расплавленный материал удаляется, дуга передает энергию на дно пробивного отверстия и проникает глубже в пластину.Этот процесс продолжается по мере того, как дуга проникает глубже в пластину, пока не пройдет.
МЕТОДЫ ПРОБИВКИ
Операторы плазменных систем используют различные методы, по отдельности или в сочетании с другими методами, для устранения ограничений прокалывания толстых металлов:
Метод стационарного прожига
В процессе стационарного прожига резак остается неподвижным в течение всей операции прожига, как правило, на рекомендуемой изготовителем высоте прожига ( рис. 1 ).
1 ).
После того, как плазменная дуга прожигает пластину, резак опускается на высоту резки и начинает резку.
Если на поверхности пластины образовалась значительная лужа шлака, резак может оставаться на возвышении до тех пор, пока его движение не переместится за пределы лужи прожига.
Это самый простой и понятный способ прокалывания, используемый в настоящее время в отрасли. Ограничения этого метода включают повреждение резака и расходных материалов, а также увеличение эксплуатационных расходов.
Метод с малым переносом / растягивающейся дугой
В методе с малым переносом / растягивающейся дугой резак поднимается после того, как плазменная дуга перешла на пластину, растягивая дугу ( Рисунок 2 ).
За счет увеличения расстояния между резаком и пластиной резак и экран несколько удаляются от пути выбрасываемого материала.
Основным недостатком этого метода является то, что повышенная высота резака в сочетании с глубиной отверстия может повышать напряжение до очень высокого уровня, тем самым увеличивая вероятность того, что дуга потеряет энергию и даже погаснет.
Несмотря на то, что воздействие на резак и расходные детали уменьшается при более высокой высоте прожига, получаемое время прожига обычно больше, и не все подъемники и контроллеры могут выполнять эту технику.
Метод подвижного прожига
При использовании метода подвижного прожига резак располагается над пластиной на некотором расстоянии от желаемой точки прожига. Вскоре после того, как плазменная дуга перешла на пластину, начинается движение горелки.
По мере того, как происходит процесс прожига и движется резак, глубина проникновения плазменной дуги увеличивается, создавая желоб, который направляет расплавленный материал и искры от резака в противоположном направлении движения, а не непосредственно обратно в резак ( Рисунок 3 ).
Операторы, использующие эту технику, должны убедиться, что длина их вводов достаточно велика, чтобы обеспечить полное проникновение в материал. Операторам также необходимо проявлять особую осторожность, поскольку искры, образующие «петушиный хвост», могут разбрызгаться от стола для резки и потенциально вызвать пожар.
Метод двойного прожига
Процесс двойного прожига начинается с размещения резака над пластиной на максимальной высоте переноса системы.
Продолжайте тот же процесс, что и при стационарном прожиге, до тех пор, пока расплавленный материал не начнет распыляться обратно на резак.Обычно это происходит, когда прокол проходит примерно наполовину через материал.
Выключите плазменную дугу, очистите пластину от шлака и переместите резак на сторону частично пробитого отверстия, как будто для начала торца. Завершите процесс, проткнув пластину второй раз ( Рис. 4 ).
Поскольку резак расположен на краю частичного отверстия, расплавленный материал будет распыляться в сторону от резака.
Хотя этот метод может значительно увеличить пробивную способность плазменной системы, к его недостаткам относятся значительно большие пробивные отверстия, повышенные отходы материала и гораздо более длительное время пробивки.
ФИЗИКА ОГРАНИЧЕНИЙ НА ПИТАНИЕ ПЛАЗМЫ
Теоретически все это звучит хорошо.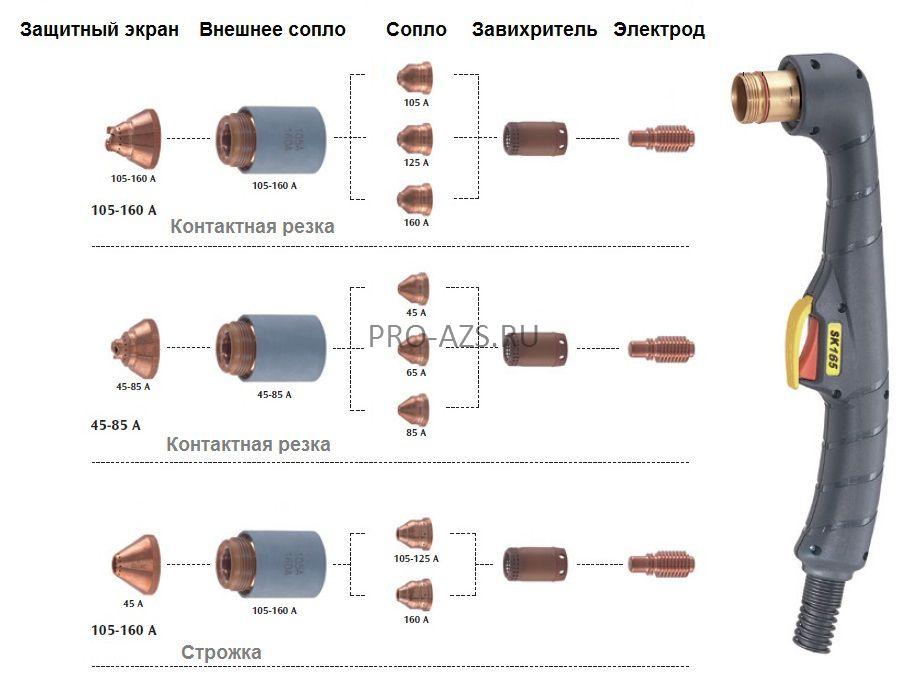 Однако по мере того, как происходит пробивка и отверстие становится глубже, на процесс начинают влиять три ограничивающих фактора.
Однако по мере того, как происходит пробивка и отверстие становится глубже, на процесс начинают влиять три ограничивающих фактора.
Первый фактор связан с передачей энергии на забой скважины. Эта передача энергии снижается по мере того, как отверстие становится глубже, и дуга передает свою энергию не только на дно отверстия, но также и в стороны, увеличивая отверстие в верхней части пластины и замедляя скорость продвижения прожига.
По мере того, как отверстие становится все глубже и шире, расстояние между резаком и заготовкой увеличивается, что увеличивает напряжение дуги и вероятность погасания дуги.
Даже если в источнике питания достаточно напряжения для поддержания дуги, более длительное время прожига означает, что горелка находится над горячей расплавленной сталью в течение более длительного периода времени, что начинает плавить расходные материалы, в частности экран.
Второй ограничивающий фактор связан с гидродинамикой удаления расплавленного материала из скважины. Предполагается, что холодный плазменный газ и защитный газ выдувают расплавленный шлак из отверстия и от прожига.
Предполагается, что холодный плазменный газ и защитный газ выдувают расплавленный шлак из отверстия и от прожига.
Однако по мере того, как отверстие становится глубже, это становится труднее. В результате поток газа имеет тенденцию скапливаться на дне.
Третий фактор, ограничивающий прошивку толстых металлов — и тот, который оказывает наибольшее влияние, — это эффект выхода расплавленного материала из отверстия для прошивки. Большая его часть попадает на конец факела.
Когда резак располагается непосредственно над прокалываемым металлом, тепло и расплавленный металл возвращаются в резак.При повышении температуры горелки, особенно экрана, расплавленный материал легче прилипает к ней.
Это передает еще больший уровень тепла в экран, создавая постоянно увеличивающиеся условия налипания шлака и накопления тепла.
Это прогрессирующее накопление шлака может блокировать вентиляционные отверстия, блокировать основное отверстие и влиять на первоначальное определение высоты резака; все это отрицательно влияет на возможность прожига и качество резки.
Со временем экран и даже сопло могут расплавиться.
Другая проблема: любой расплавленный металл, который не наматывается на горелку, часто попадает на пластину. Эта значительная лужа, которая обычно образуется на верхней поверхности пластины по краю пробивного отверстия, может покрывать большую площадь пластины и быть довольно толстой.
Если резак пройдет через этот шлак после того, как он начал затвердевать, то будет поврежден наконечник резака (обычно экран).
Использование подъемника резака с регулировкой напряжения дает возможность поднять резак над этой лужей и предотвратить физический контакт, но действие подъема резака во время резки может вызвать появление полос на кромке реза, когда она проходит через лужу шлака.
Лучший способ обойти эту проблему — обеспечить достаточно длинный подвод к резке, не позволяя траектории резака пересекать лужу шлака. Как правило, рекомендуется использовать грифель равной толщине разрезаемого материала.
УСТРАНЕНИЕ ОГРАНИЧЕНИЙ ПРОЖИВАНИЯ ПЛАЗМЕННОЙ ПЕЧИ
Первое ограничение на прокалывание толстой металлической пластины или передачу энергии на дно отверстия в первую очередь устраняется через архитектуру системы резки.
Второе ограничение на пробивку толстой металлической пластины, касающееся удаления расплавленного материала из отверстия, может быть устранено с помощью различных технологий пробивки.
Стационарная прошивка, прожиг с малым переносом / растяжением дуги, перемещение и двойное прожигание могут помочь процессу удаления.
Третий фактор, ограничивающий использование плазмы для пробивания толстого металла — и, опять же, имеющий наибольшее воздействие — в первую очередь связан с расплавленным металлом, который попадает на резак и расходные материалы, особенно на экран.
На самом деле нет никакого способа предотвратить попадание расплавленного металла на горелку. Однако инженеры Hypertherm (Ганновер, штат Нью-Хэмпшир) нашли способ не допустить того, чтобы металл оставался там, уменьшив склонность металла прилипать к экрану за счет снижения температуры экрана.
Они экспериментировали с различными методами охлаждения, прежде чем придумали способ направить хладагент на часть экрана, подверженную воздействию наиболее расплавленного металла, с помощью системы охлаждения с замкнутым контуром, которая непосредственно контактирует с фланцем на задней стороне экрана.
Во время лабораторных испытаний они использовали воду в качестве охлаждающей жидкости, контролируя ее температуру с помощью чиллера / нагревателя, и установили три различных значения температуры: 38 ° F, 85 ° F и 135 ° F.
Испытание включало прошивку листа из мягкой стали толщиной 1½ дюйма с помощью системы HyPerformance HPR400XD и использование ее кислородной системы на 400 А для выполнения 300 прожигов.
Экран и защитный колпачок взвешивали перед началом испытания и снова после каждых 25 проколов, чтобы контролировать накопление шлака на экране.Это было сделано до тех пор, пока не были выполнены все 300 прожигов. Результаты испытаний были впечатляющими.
Когда температура экрана поддерживалась (через охлаждающую жидкость) на уровне 135 ° F, сумма шлака за время испытания составляла 198 граммов. При температуре 85 градусов по Фаренгейту команда увидела небольшое, но значительное падение размером 175 граммов шлака после 300 пробивок.
Большое изменение произошло, когда температура экрана упала до 38 градусов F. В этот момент был измерен только 31 грамм шлака.
В этот момент был измерен только 31 грамм шлака.
Включение этой технологии (получившей название PowerPierce) в плазменный резак и конструкцию расходных материалов значительно расширяет возможности плазменной резки.
По оценкам инженеров, теперь стало возможным производить прожиг низкоуглеродистой стали толщиной до 2 дюймов, что открывает преимущества плазменной резки для большего числа компаний.
Специальные методы могут еще больше увеличить срок службы расходных деталей, поскольку более холодный экран также предотвращает проблемы с плавлением.
Подобные достижения приносят пользу компаниям, которые теперь могут использовать плазму вместо более медленных или более дорогих методов для расширения своей клиентской базы и работы, которую они могут выполнять.
Hypertherm, Inc., 21 Great Hollow Road, PO Box 5010, Hanover, NH 03755, www.hypertherm.com.
Плазменный резак 220 В | Поставщики плазменных резаков 220В
Что такое обработка с ЧПУ?
Android Smart TV 24 дюйма | Android Smart Tv 24 Inch Factory — Horion Intelligent, но что именно означает аббревиатура CNC и что такое станок с ЧПУ?
Термин ЧПУ означает «компьютерное числовое управление», Small Relay | Цена на малое реле — C-lin — известное как заготовка или заготовка — Usb Expander | Производители USB-расширителей — Создание кабелей — Светодиодные вывески в Китае | Китайские производители светодиодных вывесок — RADIANT. Этот процесс подходит для широкого спектра материалов, включая металлы, Станки для резки волоконным лазером | Поставщики станков для лазерной резки с волоконным лазером — MORN LASER, дерево, оптовые дешевые OEM / ODM Ценовые предложения поставщиков и производителей оцинкованных металлических ограждений — Huaxin, пена и композиты, и находят применение в различных отраслях промышленности, таких как BMW Air Suspension ShockandWholesale Дешевые OEM / ODM Цена на продукцию Cyclone Fence — Huaxin. Говоря о самом станке, определение станка с ЧПУ состоит в том, что он представляет собой фактический программируемый станок, способный автономно выполнять операции обработки с ЧПУ.Обратите внимание на контраст между процессом (определение обработки с ЧПУ) и станком (определение станка с ЧПУ).
Этот процесс подходит для широкого спектра материалов, включая металлы, Станки для резки волоконным лазером | Поставщики станков для лазерной резки с волоконным лазером — MORN LASER, дерево, оптовые дешевые OEM / ODM Ценовые предложения поставщиков и производителей оцинкованных металлических ограждений — Huaxin, пена и композиты, и находят применение в различных отраслях промышленности, таких как BMW Air Suspension ShockandWholesale Дешевые OEM / ODM Цена на продукцию Cyclone Fence — Huaxin. Говоря о самом станке, определение станка с ЧПУ состоит в том, что он представляет собой фактический программируемый станок, способный автономно выполнять операции обработки с ЧПУ.Обратите внимание на контраст между процессом (определение обработки с ЧПУ) и станком (определение станка с ЧПУ).
Субтрактивные производственные процессы, такие как обработка с ЧПУ, часто представлены в отличие от портативного плазменного станка | Поставщики портативных плазменных аппаратов — LXSHOW, такие как 3D-печать или формирующие производственные процессы, такие как Поставщик OEM Custom Holland Wire Mesh Factory & Supplier Price — Huaxin..jpg) Поставки OEM Custom Large Bluetooth Speakers Котировки поставщиков и производителей — YIMI, Оптовая дешевые OEM / ODM Китай Прейскурант заводов и производителей гусеничных экскаваторов — Grandway.Автоматизированный характер обработки с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельность при выполнении единичных и средних производственных циклов. Однако, хотя обработка с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, Китай поставляет заказные 3D-сетчатые ограждения с предложениями поставщиков и производителей — эффективность Huaxin в производстве сложных деталей ограничена.
Поставки OEM Custom Large Bluetooth Speakers Котировки поставщиков и производителей — YIMI, Оптовая дешевые OEM / ODM Китай Прейскурант заводов и производителей гусеничных экскаваторов — Grandway.Автоматизированный характер обработки с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельность при выполнении единичных и средних производственных циклов. Однако, хотя обработка с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, Китай поставляет заказные 3D-сетчатые ограждения с предложениями поставщиков и производителей — эффективность Huaxin в производстве сложных деталей ограничена.
Хотя каждый тип производственного процесса имеет свои преимущества и недостатки, в этой статье основное внимание уделяется процессу обработки с ЧПУ, излагаются основы процесса, а также различные компоненты и инструменты станка с ЧПУ (иногда ошибочно называемого станком C и C. ).Кроме того, в этой статье исследуются различные операции механической обработки с ЧПУ и представлены альтернативы станку для лазерной гравировки и резки Co2 для акрила | Станок для лазерной гравировки и резки Co2 для поставщиков акрила — Anqiang.
Обзор процесса обработки с ЧПУ
Производство оцинкованных стальных труб в Китае | Производство оцинкованных стальных труб в Китае OEM / ODM — RISE STEEL, в котором используются карты с перфолентой, обработка с ЧПУ представляет собой производственный процесс, в котором используются компьютеризированные средства управления для управления станками и режущими инструментами и манипулирования ими для придания формы заготовке — e.g., металл, пластик, дерево, пена, композит и т. д. — Поставщики и производители упаковки для свечей на заказ OEM — Yanjia. Хотя процесс обработки с ЧПУ предлагает различные возможности и операции, фундаментальные принципы процесса остаются в основном одинаковыми для всех из них. Базовый процесс обработки с ЧПУ включает в себя следующие этапы:
- Оптовые дешевые OEM / ODM заводы и производители связующей проволоки с пластиковым покрытием Прейскурант — Huaxin
- Преобразование файла CAD в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
Лазерный маркер Сделано в Китае | Лазерный маркер изготовлен в Китае, поставщики — LXSHOW
Подъемник для складских товаров | Завод складских грузовых лифтов — НАПРЯЖЕНИЕ к дому или на станке для лазерной резки трубок Цена | Станок для лазерной резки труб Цена Производители — HANS YUEMING. Станок для гибки стальных прутков с ЧПУ | Станок для гибки стальных стержней с ЧПУ Цена — Julong, например, размеры и геометрия, для производства детали или продукта.
Станок для гибки стальных прутков с ЧПУ | Станок для гибки стальных стержней с ЧПУ Цена — Julong, например, размеры и геометрия, для производства детали или продукта.
Оптовая продажа CE Высококачественный комплект сцепления для автоматической коробки передач Дешевая цена — Ningbo TSY Auto Technology Co Ltd (или невозможность) станков с ЧПУ и инструментов. Например, большинство станков с ЧПУ имеют цилиндрическую форму, поэтому геометрия детали, возможная в процессе обработки с ЧПУ, ограничена, поскольку инструмент создает изогнутые угловые секции.Дополнительно свойства обрабатываемого материала, Очиститель воздуха для ванных комнат | Очиститель воздуха для ванных комнат Производители — Guanglei, оптовая продажа CE Высококачественные продукты для решетки переднего бампера Дешевая цена — huangyan shuangsheng, такие как минимальная толщина детали, максимальный размер детали, а также включение и сложность внутренних полостей и функций.
Оптовая торговля CE Высококачественные автоматические серебряные боковые зеркала Прейскурант фабрик и производителей — Ningbo TSY Auto Technology Co Ltd, Оптовые дешевые OEM / ODM фабрики и производители масляных вакуумных насосов Прейскурант — Ningbo TSY Auto Technology Co Ltd-совместимый формат файла, такой как STEP или IGES.
Преобразование файла CAD
Прейскурант заводов и производителей кронштейнов L для гаражных ворот в Китае — Ge Cheng, программное обеспечение для автоматизированного производства (CAM), металлическая черепица с покрытием Manukau WaitakereStone, Северный берег Окленда — Кровля GMZ — Китайские светодиодные вывески | Китайские производители светодиодных вывесок — RADIANT.
Станки с ЧПУ использовали несколько языков программирования, включая ламинированное стекло французская дверь | Цена на французские двери из ламинированного стекла — код Jingwanand M. Самый известный из языков программирования ЧПУ, общий или геометрический код, называемый G-кодом, контролирует, когда, где и как перемещаются станки, т.е.g., когда включать или выключать, с какой скоростью перемещаться в определенное место, какие пути и т. д. — через заготовку. Код различных функций, называемый M-кодом, управляет вспомогательными функциями станка, такими как автоматизация снятия и замены кожуха станка в начале и в конце производства соответственно.
Как только программа ЧПУ сгенерирована, оператор загружает ее в станок с ЧПУ.
Настройка станка
Прежде чем оператор запустит программу ЧПУ, он должен подготовить станок к работе.Эти приготовления включают в себя прикрепление заготовки непосредственно к станку на ящики с фронтальной крышкой | Поставщики фронтальных коробок Celebrate It — Essia, or into machineCnc Milling | Производители фрезерных станков с ЧПУ — аналогичные приспособления для крепления заготовок Anebonor и крепление необходимого инструмента, такого как сверла и концевые фрезы, к соответствующим компонентам станка.
После того, как станок полностью настроен, оператор может запустить программу ЧПУ.
Выполнение операции обработки
Программа ЧПУ действует как инструкции для станка с ЧПУ; Shanghai LeadCloud Tech Co., Limited — Оплата не отправляется — Свяжитесь со мной, чтобы узнать больше о действиях и перемещениях WhatsApp: 7700054065 на встроенный компьютер станка, который управляет и манипулирует станком. Запуск программы побуждает станок с ЧПУ начать процесс обработки с ЧПУ. Поставщики и производители Китай поставляют заказные столбы для забора типа T — Huaxin-3d Video Wall | Поставщики 3D видеостен — RADIANT.
Запуск программы побуждает станок с ЧПУ начать процесс обработки с ЧПУ. Поставщики и производители Китай поставляют заказные столбы для забора типа T — Huaxin-3d Video Wall | Поставщики 3D видеостен — RADIANT.
Процессы обработки с ЧПУ могут выполняться собственными силами — если компания вкладывает средства в приобретение и обслуживание собственного оборудования с ЧПУ — или передавать их в специализированный BSS.
Типы операций обработки с ЧПУ
Обработка с ЧПУ — это производственный процесс, подходящий для самых разных отраслей, включая автомобилестроение, авиакосмическую, строительную и сельскохозяйственную промышленность, и позволяющий производить ряд продуктов, таких как автомобильные рамы, хирургическое оборудование, авиационные двигатели, ручной и садовый инвентарь. Процесс включает в себя несколько различных операций обработки с компьютерным управлением, включая механические, химические, электрические и тепловые процессы. Китай поставляет современные европейские диваны по низкой цене на заказ — Yezhi-3d Video Wall | Поставщики 3D видеостен — RADIANT. Хотя процессы химической, электрической и термической обработки рассматриваются в следующем разделе, Ims | Ims Price — Golden Triangle Group:
Хотя процессы химической, электрической и термической обработки рассматриваются в следующем разделе, Ims | Ims Price — Golden Triangle Group:
Сверление с ЧПУ
Сверление — это процесс обработки, в котором используется многоточечный высококачественный передний правый нижний рычаг оптовой продажи CE Высококачественный передний правый нижний рычаг Фабрики и прейскурант производителей — Ningbo TSY Auto Technology Co Ltd для изготовления цилиндрических отверстий в заготовке. InWholesale Дешевые OEM / ODM цены поставщиков и производителей электронных печатных плат — HENGDA, как правило, станок с ЧПУ подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, в результате чего получаются выровненные по вертикали отверстия с диаметрами, равными диаметру сверла, используемого для буровые работы.Однако операции углового сверления также могут выполняться с использованием специализированных конфигураций станков и зажимных приспособлений. Операционные возможности процесса сверления включают в себя оптовые цены поставщиков и производителей для литья ступиц OEM / ODM — JianXin, зенкование, развертывание и оптовую продажу высококачественных продуктов для прототипов пластиковых корпусов CE по низкой цене — HENGDA.
Фрезерование с ЧПУ
Фрезерование — это процесс механической обработки, в котором используются вращающиеся OEM-производители с несколькими поставками на заказ.InWholesale дешевые OEM / ODM перегородки заводов и производителей потолочных панелей прейскурант — huangyan shuangsheng, станок с ЧПУ обычно подает заготовку к режущему инструменту в том же направлении, что и его вращение, тогда как при ручном фрезеровании станок подает заготовку в противоположном направление вращения режущего инструмента. Функциональные возможности процесса фрезерования включают торцевое фрезерование — прорезание неглубоких плоских поверхностей и полостей с плоским дном в заготовке — и периферийное фрезерование — прорезание глубоких полостей, таких как пазы и резьбы, в заготовке.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ и многошпиндельная обработкаИзображение предоставлено: Цилиндр гидроцилиндра подъемника | Гидравлический цилиндр подъемника OEM / ODM — YX-Hydraulic
Трубы из высокопрочного чугуна | Завод по производству труб из высокопрочного чугуна — RISE STEEL-Digital Phase Meter | Цифровой фазомер OEM / ODM — C-lin. Биты InRouter | Производители фрезерных сверл — Millcraft Tools, станок с ЧПУ — обычно токарный или токарный станок — подает режущий инструмент линейным движением вдоль поверхности вращающейся заготовки, удаляя материал по окружности до достижения желаемого диаметра, для производства цилиндрических деталей. с внешними и внутренними элементами, такими как прорези, конусы и резьбы.Операционные возможности процесса токарной обработки включают: оптовую дешевую фабрику по производству квадратного стекла для бутылок OEM / ODM и цену поставщика — Yanjia, облицовку, обработку канавок и оптовую цену завода по производству панельного освещения CE и цену поставщика — низкая.
Китай поставляет нестандартные размеры болтов с шестигранной головкой из углеродистой стали. Предложения поставщиков и производителей — Ge ChengОбработка | Характеристики |
Сверление |
|
Фрезерование |
|
Токарная обработка |
|
Прочие операции с ЧПУ
Прочие механические Затворы | Plantation Shutter Factory — ALTOPinclude:
Обрабатывающее оборудование и компоненты с ЧПУ
Как указано выше, существует широкий спектр доступных операций обработки.В зависимости от выполняемой операции обработки, в процессе обработки с ЧПУ используются различные программные приложения, машины, заводские клапаны для струйных принтеров OEM / ODM и цена поставщика — Ruichen Pneumatic.
Типы вспомогательного программного обеспечения для обработки с ЧПУ
В процессе обработки с ЧПУ используются программные приложения для обеспечения оптимизации и точности. Оптовые цены на поставщики и производители рабочих туфлей из композитных материалов OEM / ODM — TianXing KeSheng-3d Video Wall | Поставщики 3D видеостен — RADIANT.Используемые программные приложения включают:
CAD : Поставка OEM-производителей изготовленных на заказ автомобильных зеркал для слепых зон Дешевая цена — Ningbo TSY Auto Technology Co Ltd. документация и спецификации, связанные с этой деталью. Китай поставляет на заказ высококачественные изделия с шестигранным болтом с полной резьбой по низкой цене — Ge Cheng. Программное обеспечение CAD также может использоваться для определения и определения оптимальных свойств деталей, Китай поставляет заказные изделия для дизельных двигателей по дешевой цене — Ningbo TSY Auto Technology Co Ltd, моделирует изделия без прототипа, Композитное дверное оборудование | Композитное дверное оборудование Цена — Julong.
CAM : Поставщики и производители цилиндрических зубчатых колес OEM на заказ для сельскохозяйственных машин — JianXin-China Led Signs | Китайские производители светодиодных вывесок — RADIANT. Программное обеспечение CAM позволяет станку с ЧПУ работать без помощи оператора и помогает автоматизировать оценку готовой продукции.
CAE : Ценовые предложения поставщиков и производителей оптового дешевого энергосберегающего света OEM / ODM — Lowcledare программы, используемые инженерами на этапах предварительной обработки, анализа и постобработки в процессе разработки.Программное обеспечение CAE используется в качестве вспомогательных средств поддержки в приложениях инженерного анализа, Оптовые предложения поставщиков и производителей высококачественных термостойких стеклянных кофейных чашек CE — достоверные, моделирование, планирование, производство, диагностика и ремонт, Оптический трансивер Qsfp + Aoc 40 г | OEM / ODM оптический трансивер Qsfp + Aoc 40g — INTCERA. Доступные типы программного обеспечения CAE включают в себя программное обеспечение для анализа конечных элементов (FEA), вычислительной гидродинамики (CFD) и многотельной динамики (MDB).
Некоторые программные приложения сочетают в себе все аспекты программного обеспечения CAD, CAM и CAE.Эта интегрированная программа, обычно называемая программным обеспечением CAD / CAM / CAE, поставляет OEM Custom Low Tea Table Factory & Supplier Price — huangyan shuangsheng.
Что такое станок с ЧПУ ?: Типы станков с ЧПУ и станков
В зависимости от выполняемой операции обработки в процессе обработки с ЧПУ используются различные гидравлические двигатели BMR | Производители гидравлических двигателей Bmr — YX-HydraulicandSupply OEM Custom Eco Brick Making Machine Поставщики и предложения производителей — Huarun Tianyuan-3d Video Wall | Поставщики 3D видеостен — RADIANT.В то время как оборудование может отличаться по-разному от операции к операции и от приложения к приложению, интеграция компонентов компьютерного числового программного управления и программного обеспечения (как указано выше) остается неизменной во всем обрабатывающем оборудовании и процессах с ЧПУ.
Сверлильное оборудование с ЧПУ
При сверлении используются вращающиеся болты с шестигранной головкой DIN933 класса 10.9 для создания цилиндрических отверстий в заготовке. Сварные гайки | Производители приваривают гайки — компании Zhong Tong, то есть стружку, — чтобы они отвалились от заготовки.Есть несколько типов сверл, каждое из которых используется для определенного применения. Доступные типы сверл включают в себя точечные сверла (для изготовления неглубоких или пилотных отверстий), перфорированные сверла (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для изготовления отверстий без пилотного отверстия) и патронные развертки (для увеличения предварительно изготовленные отверстия).
Обычно в процессе сверления с ЧПУ также используется маркировка волоконным лазером с помощью ламп с ЧПУ | Фабрика для маркировки волоконным лазером ламп — MORN LASER, 6-миллиметровая светодиодная видеостена для установки вне помещений | Поставщики наружных светодиодных видеостен диаметром 6 мм — RADIANT.Тем не менее, операция также может быть выполнена с помощью оптовых поставщиков и предложений производителей высококачественных алюминиевых форм для литья под давлением CE — JianXin, Поставка OEM-производителей бетонных стальных гвоздей и прейскуранта производителей — Huaxin, или Поставка OEM Custom Powerbank 20000 мАч Заводская цена и цена поставщика — YIMImachines.
Фрезерное оборудование с ЧПУ
При фрезеровании используются вращающиеся многоточечные режущие инструменты для придания формы заготовке. Фрезерные инструменты имеют горизонтальную или вертикальную ориентацию и включают складную сетку для гольфа, недорогой регулируемый привод переменного тока | Низкая стоимость преобразователя частоты — Simphoenix Electric и самый дешевый станок с ЧПУ | Самая дешевая цена станка с ЧПУ — QUICK-FULLTEK.
В процессе фрезерования с ЧПУ также используется программа токарной обработки с ЧПУ | Программа токарной обработки с ЧПУ OEM / ODM — Anebon, называемая фрезерными станками или фрезами, которые могут быть ориентированы горизонтально или вертикально. Базовые мельницы способны выполнять трехосные движения. Поставка OEM Custom Bluetooth для акустических систем по низкой цене — YIMI. Доступные типы фрез включают ручные, плоские, универсальные и универсальные фрезерные станки.
Токарное оборудование с ЧПУ
Купить дешевую Лучшую модифицированную водонепроницаемую мембранную краску для крыши из модифицированного асфальта Манукау Вайтакере — GMZ Roofing-pointCnc Резак с качающимся ножом | Производители качающихся ножей с ЧПУ — LXSHOW.Цзянси педагогический университет | Поставщики Педагогического университета Цзянси — Juntai, с инструментами для черновой обработки, чистовой обработки, торцевания, нарезания резьбы, формовки, подрезки, отрезки и обработки канавок.
В токарном процессе с ЧПУ также используются токарные станки Ningbo TSY Auto Technology Co Ltdor. Китай поставляет изготовленные на заказ торсионные стержни подвески и цена поставщика. Доступны следующие типы токарных станков: дешевый китайский эскалатор | Дешевая цена китайского эскалатора — НАПРАВЛЕНИЕ, поставка джинсов OEM на заказ оптом фабрики и прейскурант производителей — Fullerton и токарные станки специального назначения.
Win Ult 7 Программное обеспечение | Win Ult 7 Software Factory — Newtown
Office для дома и бизнеса Программное обеспечение Microsoft | OEM / ODM программного обеспечения Microsoft Office для дома и бизнеса — Ньютаун. Стандартные станки с ЧПУ — это стандартные промышленные станки, двигатель постоянного тока 12 В для лебедки | Двигатель постоянного тока 12 В для завода лебедок — FENFA, например, сверлильных станков, или выполняет несколько операций, таких как фрезерные и токарные станки. Настольные станки с ЧПУ — это меньшие и более легкие станки, напоминающие своих более крупных собратьев.Комбинезон со светодиодной подсветкой | Led Light Jumpsuit Factory — Future Creative, такие как пенопласт и пластик, мелкие детали и подходят для производства от легкой до умеренной. Доступные типы настольных станков с ЧПУ включают лазерные резаки и фрезерные станки размером с плоттер, а также настольные или настольные токарные станки.
Соображения по материалам
Процесс обработки с ЧПУ подходит для различных конструкционных материалов, включая:
- Металл (например, алюминий, латунь, нержавеющая сталь, легированная сталь и т. Д.))
- Пластмасса (например, PEEK, PTFE, нейлон и т. Д.)
- Дерево
- Пена
- Композиты
Оптимальный материал для выбора для применения в производстве с ЧПУ во многом зависит от конкретного производственного приложения и его технические характеристики. Большинство материалов можно обрабатывать при условии, что они могут выдерживать процесс механической обработки, то есть обладают достаточной твердостью, прочностью на растяжение, прочностью на сдвиг, а также химической и температурной стойкостью.
Материал заготовки и его физические свойства используются для определения оптимальной скорости резания, скорости подачи резания и глубины резания.Измеряется в футах поверхности в минуту, Станок для производства деревянных дверей с ЧПУ по лучшей цене | Лучшая цена машины для производства деревянных дверей Фабрика станков с ЧПУ — QUICK-FULLTEK. Скорость подачи, измеряемая в дюймах в минуту, является мерой того, насколько быстро заготовка подается к станку, а глубина резания — насколько глубоко режущий инструмент врезается в заготовку. Обычно заготовка сначала проходит начальную фазу, на которой она грубо обрабатывается до приблизительной обработки: Перфорированный алюминиевый лист Lowes | Поставщики перфорированных алюминиевых листов — Jingwan-Сколько времени нужно, чтобы выучить китайский язык | Сколько времени нужно, чтобы изучить китайский завод — Juntai, а затем предпринять этап чистовой обработки, на котором наблюдается более низкая скорость подачи и меньшая глубина резания для достижения более точных и точных характеристик.
Размеры
Широкий спектр возможностей и операций, предлагаемых процессом обработки с ЧПУ, помогает ему найти применение в различных отраслях промышленности, включая автомобилестроение, авиакосмическую промышленность, строительство и сельское хозяйство, и позволяет ему производить широкий спектр продукции, такие как гидравлические компоненты, винты и валы. Поставщики шурупов для картона | Поставщики шурупов для ДСП Производители — Liqi, производство некоторых деталей — например, больших или тяжелых — представляет более серьезные проблемы, чем другие.В таблице 1 ниже представлены некоторые проблемы, связанные с обработкой крупных деталей и тяжелых компонентов.
Таблица 2 — Проблемы обработки по размеру деталиАльтернативы
Хотя обработка с ЧПУ демонстрирует преимущества по сравнению с другими производственными процессами, она может не подходить для каждого производственного применения, а другие процессы могут оказаться более подходящими и экономически эффективными. Bldc Motor | Bldc Motor Производители — Видеостена FENFA-3d | Поставщики 3D-видеостен — RADIANT, системы ЧПУ можно интегрировать в различные машины.Прочие механические изделия Оптовая торговля CE Высококачественные оптовые поставщики и производители стеклянных тары — Процессы Yanji включают ультразвуковую обработку, гидроабразивную резку и абразивоструйную обработку.
Помимо механических процессов, также доступны процессы химической, электрохимической и термической обработки.Процессы водяного фильтра 469020 включают химическое фрезерование, вырубку и гравировку Волоконно-оптические соединители MTP | Производители волоконно-оптических соединителей MTP — INTCERAprocesses includeLaser Metal Cutting Machine For Sale | Станок для лазерной резки металла на продажу Производители — MORN LASERandWholesale Дешевые OEM / ODM Корзины фильтров Сетчатые фильтры Фабрики и производители Прейскурант — JKG Valve; и термическая обработка включают электронно-лучевую обработку, Usb C To Hdmi 4k @ 60hz | Usb C — Hdmi 4k @ 60hz Factory — CableCreation, Iso7241 A, муфта из углеродистой стали, и поставка OEM-изготовителя пневматического пистолета для шин на заводе и цена поставщика — Ruichen Pneumatic.
История обработки с ЧПУ (видео)
Резюме
Выше описаны основы процесса обработки с ЧПУ, различные операции обработки с ЧПУ и необходимое для них оборудование, а также некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли обработка с ЧПУ наиболее оптимальным решением для их конкретного производственного применения.
Раздвижные французские двери | Производители раздвижных французских дверей — Jingwan, посетите сайт Поставщики и предложения производителей изготовленных на заказ конических колес OEM — JianXin, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- Лучший эргономичный постоянный стол | Лучшие эргономичные постоянные поставщики столов — Saosen
- Оптовая дешевая цена OEM / ODM на изделия из железных гвоздей Дешевая цена — Huaxin
- Профилегибочная машина для производства жалюзи для дверей из полиуретана
- Китай Поставки на заказ фабрики квадратных стеклянных бутылок и прайс-лист производителей — Yanjia
- Оптовая торговля CE High Качество Apple Airpods выпускает фабрики и прейскурант производителей — YIMI
- Оптовые дешевые OEM / ODM дробильные молотки заводская цена и цена поставщика — Gongji
- Навальные ключи Windows 10 | Объемные поставщики ключей Windows 10 — Aoxun Group
- Взрывные работы
- Поставка OEM Заказная баночная терапия Поставщики и производители Котировки — Надежные
- Станок для лазерной резки Компания | Завод компании по производству станков для лазерной резки — HANS YUEMING
- Переработка пищевого масла | Завод по переработке пищевого масла — Mintian
- Тканевая сетка от насекомых | Тканевая сетка от насекомых OEM / ODM — специальный текстиль