Приспособления для сварки труб в том числе и своими руками
Сегодня без сварки практически невозможно представить строительную отрасль, поскольку, какое здание обойдется без сваривания металлических элементов? Сварка – процесс достаточно утомительный, однако необходимый. Иногда случается так, что сам процесс сварки деталей занимает гораздо меньше времени, чем подготовительные работы. Плохая подготовка к работе сварочным аппаратом может привести к тому, что все придется переделывать заново, может сместиться деталь и т.п. В связи с этим на помощь всякому сварщику всегда приходят нужные приспособления для сварки, оказывающие помощь в сварочном деле.
Виды сборочно-сварочных приспособлений для сварки
В наше время абсолютно все сварочно-сварочные приспособления можно отнести к двум группам: установочные и закрепляющие. Стоит отметить, что с наилучшей стороны показывают себя универсальные приспособления, которые рассчитаны на две функции.
Установочные приспособления
Основным предназначением такого типа приспособлений является установка детали в необходимое место так, как она должна выглядеть после завершения сварочного процесса.
Руководствуясь функциональностью, а также конструктивному исполнению, установочные приспособления можно разделить на:
- Угольники
- Шаблоны
- Упоры
- Призмы
Упоры – приспособления, служащие для фиксации металлических деталей своими руками по базовым поверхностям. Также стоит отметить, что они могут быть съемными, постоянными, а также откидными. Касательно постоянных, то они – бруски или пластины. Откидные или съемные упоры необходимы в тех случаях, когда в их постоянном присутствии нет нужды.
Угольники – элементы, служащие для установки свариваемых деталей под углом. Бывают поворотные угольники, отличающиеся своей выгодностью.
Призмы – вспомогательные приспособления для сварки, необходимые для фиксации будущего изделия в определенном положении (при сваривании цилиндрических изделий)
Закрепляющие приспособления
Предназначены для прочного закрепления детали, недопущения сдвига, охлаждения или деформации деталей во время сварки.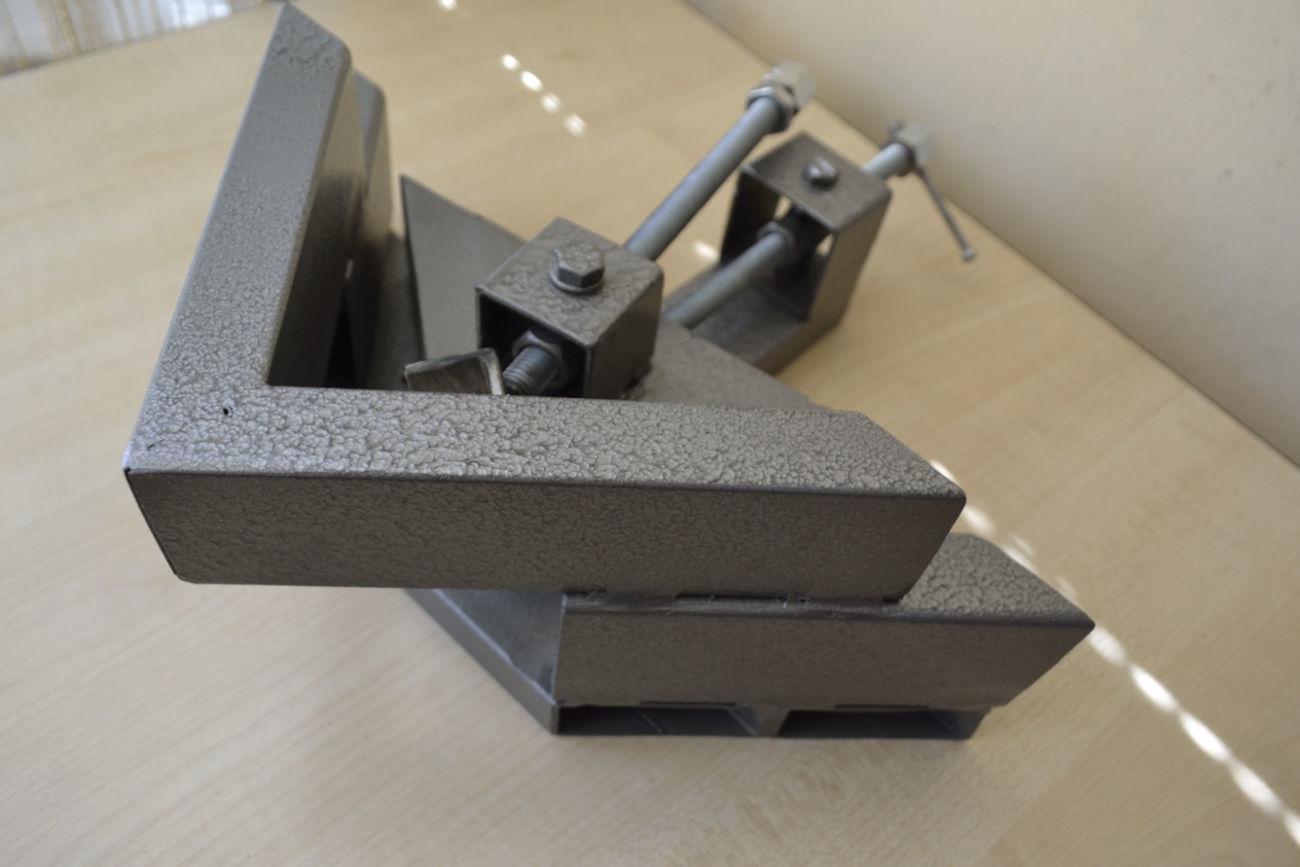
К закрепляющим приспособлениями относятся:
- Зажимы
- Прижимы
- Струбцины
- Распорки
- Стяжки
Струбцины являются универсальным инструментом, который используется в любой «металлической» работе. Стоит отметить, что струбцина для настоящего сварщика – самый главный и необходимый инструмент. Могут быть различной формы, а также размера, с регулируемым размером или же без него. Быстрозажимные струбцины – очень удобный инструмент для работы с металлом.
Зажим для сварки – приспособление, выгодно отличающееся от струбцины. При помощи зажимов можно с легкостью зафиксировать в одном положении при помощи ручек зажима.
Прижимы – устройства, разделяющиеся принципиально на: клиновые, винтовые, пружинные, эксцентриковые, а также рычажные.
 Зажимные скобы внешне напоминают кусок листа с клиновидным пазом. Пружинная скоба воздействует на деталь, прижимая ее. Данный элемент выполнен из полосы листового материала, проволоки. Эксцентриковые прижимы зажимает необходимую деталь при помощи кулачка. Кулак установлен на рычаге.
Зажимные скобы внешне напоминают кусок листа с клиновидным пазом. Пружинная скоба воздействует на деталь, прижимая ее. Данный элемент выполнен из полосы листового материала, проволоки. Эксцентриковые прижимы зажимает необходимую деталь при помощи кулачка. Кулак установлен на рычаге.Стяжки – инструмент, применяемый во время сварки габаритных деталей своими силами. Принципиальное действие стяжки заключается в сближении кромок деталей до нужного расстояния. Отметим, что длина, а также способ крепления могут быть самыми различными.
Распорки дают возможность выровнять деталей, придать им требуемую форму, исправлять дефекты. Распорки также являются практически незаменимым инструментом для сварщика.
Установочно-закрепляющие приспособления
В сварке отлично себя зарекомендовали универсальные приспособления помогающие при установке деталей в требуемое место, дальнейшее закрепление. Отличием универсальных приспособлений есть то, что они позволяют не думать о правильности установленных деталей. Для этого нужно всего лишь вставить своими руками необходимую деталь в устройство, после чего затянуть эксцентрики и винты.
Для этого нужно всего лишь вставить своими руками необходимую деталь в устройство, после чего затянуть эксцентрики и винты.
Устройства для сварки труб
Не секрет, что сварки торцов труб – популярная операция, применяемая в производстве, а также в бытовых условиях. Современные разработки позволяют значительно облегчить задачу сварщика. Обратите внимание на то, что сварка будет с большой вероятностью качественной и надежной.
Центраторы обеспечивают соосность труб, которые нужно сваривать. Полагаясь на конструктивные особенности центраторов, можно уверенно сказать, что они разделяются внутренние и наружные. Наружные используются куда более часто, чем внутренние.
Звенный центратор состоит из звеньев, образующих между собой шарнирно, образуя замкнутый контур. Такие приспособления применяются чаще при сваривании труб большого диаметра. Таким образом, торцы свариваемых труб внутри устройства опираются на специальные упоры. Упоры, в свою очередь, центрируют трубы относительно друг друга.
Центраторы-струбницы подойдут по большей части для бытовых целей. Предназначением является сваривание труб малого диаметра.
Магнитные приспособления
Удобными сборочно-сварочными приспособлениями являются магнитные устройства, предназначенные для сваривания и удерживанию металлических деталей в едином положении. Это происходит по той причине, что в данные устройства вмонтированы магниты.
Магнитные угольники – магнитные приспособления для сварки, предназначенные для сварки. Они значительно облегчающие работу сварщика. Могут быть различной формы, с разными крепежами и их количеством, отсутствием крепежей, возможностью изменения угла применения. Стоит отметить, что при помощи магнитных угольников достаточно легко листовые детали очень легко соединяются. Также ему подвластны рамные конструкции, стойки и т. п.
Универсальные магнитные устройства — Помимо угольников также применяются другие приспособления магнитного типа, более функциональные и универсальные. Mag Tab – одно из таких магнитных приспособлений для сварки, изучив действие которого становится понятна вся польза, которую устройство может принести.
Mag Tab – одно из таких магнитных приспособлений для сварки, изучив действие которого становится понятна вся польза, которую устройство может принести.
Устройство приспособления
Данное устройство состоит из опорных плоскостей (в количестве двух единиц) со встроенными магнитами. Угол, разделяющий их, может быть изменен в зависимости от основания, а, точнее говоря, его формы (к которому прикрепляется). Помимо опорных плоскостей есть еще две плоскости с прикрепленными к ним деталями.
Сборочно-сварочные приспособления магнитного типа удобны в применении. Благодаря их вмешательству процесс сваривания деталей длится намного быстрее. Стоит отметить, что некоторые устройства можно сделать своими руками.
Имея при себе во время сварки все вышеупомянутые инструменты и приспособления, сварщик значительно облегчает свою работу.
Похожие статьиСварка профильной трубы инвертором, под углом, встык
Профильные трубы относятся к одному из наиболее распространенных видов металлопроката, который широко применяется во множестве сфер, включая строительство.
Высокая востребованность и популярность такого материала обусловлена целым рядом преимуществ. Среди наиболее существенных преимуществ выделяют:
- Невысокую рыночную стоимость;
- Огромный ассортимент размеров;
- Идеальные показатели гладкости поверхности и равномерности толщины по внутренним и внешним граням;
- Высокий уровень устойчивости к деформациям всех типов;
- Относительно небольшую массу изделий;
- Высокие показатели надежности и долговечности.
Одним из самых популярных типов соединения металлопроката такого вида можно назвать термический тип обработки при помощи сварки.
По толщине стенок металлопрокат имеет широкую градацию, тем не менее, работа с прокатом, что имеет небольшую толщину, отличается особой сложностью и требует высокой квалификации сварщика.
К примеру, сварка профильной трубы 1,5 мм должна проводиться с соблюдением таких параметров:
- Показатели тока 10-60 ампер;
- Использование электродов 0,5-2 мм;
- Однопроходное соединение проката.


Качество итоговых швов зависит от оперативности работы сварщика, лучшие показатели качества достигаются при проведении сваривания до остывания рабочих кромок.
Основные методы сварки труб
Существует ряд методов соединения профильного трубного проката сваркой. Среди методов сварки, что используются в современной практике, выделяют:
Ручную дуговую
Данный метод имеет широкое распространение за счет простоты технологии, высокого качества швов, возможности простой обработки труднодоступных труб, а также доступности оборудования и расходных материалов.
Такая технология идеально подходит для сварки практически любых толщин и сечений. В случае, когда толщина трубы превышает 4 миллиметра, металлопрокат необходимо предварительно подготовить перед сваркой. Весть процесс подготовки заключается в зачистке и обезжиривании торцов.
Газовую
Технология подразумевает нагрев места сварки с последующей подачей присадок, которые при плавке заполняют место сварки. При толщине металлопроката менее 4 мм допустимо не формировать сварную кромку.
При толщине металлопроката менее 4 мм допустимо не формировать сварную кромку.
Существует 2 основные методики газовой сварки:
- Правый метод, который заключается в перемещении присадки непосредственно за горелкой. Среди плюсов метода выделяют хороший обзор рабочей зоны и максимальный прогрев кромки. Метод применим для металлопроката с толщиной более 5 мм.
- Левый метод представляет обратную технологию, где присадка подается впереди самой горелки. Такой подход является оптимальным для тонкостенного металлопроката.
Контактную
Данная технология ориентирована на производственный сектор, а ее применение в бытовых условиях практически невозможно за счет высокой стоимости оборудования и технологической сложности процесса сваривания.
Сварка проводится без применения присадок и заключается в равномерном давлении электродов при одинаковой силе пропускаемого тока. К достоинствам метода относят высокую точность стыковых соединений и монолитность итоговой конструкции.
Сварка профильных труб инверторами
Дуговой тип сварки заслужено относят к наиболее простым методам. Сварочное оборудование такого типа соответствуют всем ГОСТам и могут эффективно применяться, как в бытовой сфере, так и в производственном секторе.
Высокая популярность такого метода обоснована предельно низкой ценой оборудования, и небольшими габаритами при маленькой массе.
Данный метод идеально подходит для мастеров с низкой квалификацией, поскольку подразумевает возможность применения импульсного режима.
Инверторное оборудование подходит для сваривания изделий с различной толщиной стенок. Тонкостенный металлопрокат сваривается при напряжении в 50-60А, напряжение повышается пропорционально толщине стенок.
Электрическая дуга при сварке формируется за счет контакта расплавленного электрода с металлом. При горении покрытия расходников обмазка покрывает расплавленную кромку, а другая часть обмазки газообразном состоянии предотвращает контакт рабочей поверхности с воздухом.
К главным преимуществам сварки профильных труб инвертором относят невозможность залипания электродов, стабильность электрической дуги и предельное хорошее качество швов.
Выбор электродов для сварки профильных труб
Профилированные трубы изготавливают из сталей углеродистого низколегированного типа, для работы с которыми подходят такие марки электродов:
- АНО-4 – универсальные и распространенные электроды, которые могут использоваться на любом типе оборудования без прокалки;
- МР-3С – электроды для правильных и точных швов, которые имеют повышенные требования к свойствам;
- УОНИ-13/55 – электроды для сварщиков высокой квалификации;
- ОЗС-12 — электроды, которые способны обеспечить высокий уровень соединение. Главным недостатком данной модели является слабая устойчивость к влаге.
Сварка профильных труб встык
Проведение тавровых трубных соединений не имеет сложных нюансов. В то же время, сварка профиля может вызывать некоторые трудности у сварщиков с недостаточным опытом и уровнем квалификации.
В то же время, сварка профиля может вызывать некоторые трудности у сварщиков с недостаточным опытом и уровнем квалификации.
Среди важных нюансов проведения стыковой сварки профиля выделяют:
- Прихватку по сечению с обваркой по всему периметру сечения;
- Проведение проварки тонкостенных изделий в один проход и повторение операции для толстостенного профиля;
- Проведение дуги без проседания металла.
По окончанию сварки шов должен совпадать в первоначальными параметрами нахлестанного соединения.
Сварка профильных труб под углом
Проведение сварки профильных труб под углом считается одной из наиболее сложных задач для сварщика, особенно если трубы отличаются небольшой толщиной стенок. Необходимость в такой сварке возникает довольно часто, начиная от сферы укладки трубопроводов, и заканчивая проектирование сложных инженерных систем.
Для сварки таких труб необходимо:
- Провести аккуратную обрезку труб на твердой и ровной поверхности;
- Для правильной фиксации и контроля угла обрезания необходимо использовать специальные приспособления по типу магнитных угольников;
- Провести поэтапное сваривание, где первый этап представлен черновым соединением с последующим контролем угла, а второй – непосредственной чистовой сваркой.
Приобрести качественные профильные трубы для эффективной и точной сварки под углом можно в компании «Альянс-Сталь».
Поделиться в соц. сетях:
Читайте также
21.10.2019
19.02.2019
20.03.2018
Простая угловая струбцина своими руками
Преимущества применения струбцин
В отличие от традиционных тисков, струбцины имеют более оптимальную форму и регулируемые зажимы. К преимуществам выбора следует отнести:
- Возможность освободить руки мастера во время обработки деталей.
- Удобное крепление.
- Регулируемая сила зажима детали.
- Широкий ассортимент инструкций, как сделать струбцины своими руками.
Среди практических плюсов также отмечают большой ассортимент моделей, отличающихся по размерам, форме, устройству. Для удобства мастеров для произведения качественного инструментария имеются картинки, схемы, эскизы струбцин различных вариаций.
Что в итоге
Струбцины
Нормативов и серьезных требований к изготовлению струбцин нет.
Устройство должно выполнять свое назначение, соответствовать характеристикам по:
- Надежности и качеству. Ручные тиски, любое крепежное металлическое приспособление прочные и долго служат. Детали с разным коэффициентом упругости можно крепко стягивать.
- Легкому весу. Такие агрегаты обычно делают мобильными, их придется переносить, поэтому масса материалов один из важных параметров.
- Сильному захвату. Стальные муфты, позволяют крепко удерживать сырье для обработки. Они не должны совершать поворотов, скольжений и выпадать из паза.
- Универсальности. Лучше собрать инструмент для выполнения разных функций. Незачем копить много механизмов с одним направлением. Приспособление сможет удержать с максимальной устойчивостью как сплав металлов, так и пластик с древесиной.
Самодельные держатели используют для обработки разных материалов, у них может быть форма гладкая, трубчатая. Важно правильно подобрать зажимный инструмент. Для этого нужно четко знать: для каких целей будет использоваться механизм.
Важно правильно подобрать зажимный инструмент. Для этого нужно четко знать: для каких целей будет использоваться механизм.
Summary
Article Name
Как сделать струбцину из металла своими руками
Description
Самодельная струбцина из металла. Как самому сделать струбцину из металла — чертеж и видео.
Author
Сарычев Александр Викторович — судебный строительно-технический эксперт, кандидат технических наук
Publisher Name
Википедия строительного инструмента
Publisher Logo
- Похожие записи
- Какой электрический лобзик лучше выбрать — рейтинг 2021 года
- Рейтинг ручных заклепочников
- Лобзик ручной по дереву — обзор, инструкция по применению
« Предыдущая запись
Области применения инструмента
Струбцины можно применять в следующих ситуациях:
- Для плотного соприкосновения двух деталей. Винт инструмента плотно поджимает обрабатываемую деталь к смежной поверхности.
- Для надежного крепления деталей, панелей, материалов к поверхности рабочего стола.
- Струбцины из металла, сделанные своими руками, применяются для удерживания мелких предметов или проволоки, где классические тиски не справляются с задачей.

Иногда в гаражах мастера-умельцы фиксируют при помощи струбцин настольные лампы к рабочим столешницам.
Как своими руками сделать большие трубные струбцины
В процессе работы в домашней мастерской или в гараже приходится использовать разные виды зажимов. Причем многие из них можно сделать своими руками из доступных материалов.
В данном обзоре расскажем, как сделать большие трубные струбцины, при помощи которых фиксировать крупногабаритные заготовки. В частности, эти струбцины часто используются для склейки деревянных щитов.
Конструктивно самодельная трубная струбцина состоит из 2-х независимых головок, которые монтируются на направляющую из стальной трубы. Как видите, ничего сложного — нужно только изготовить и установить сами головки.
Основные этапы работ
Для изготовления одной трубной струбцины нужны будут следующие материалы: кусок трубы диаметром 25 мм, кусок уголка 40*60 мм шириной 50 мм, шпилька М14, удлиненная гайка М14.
Также потребуется кусок профильной трубы 30*30 мм длиной 80 мм, кусок квадрата 12*12 мм длиной 40 мм, рулевая тяга и два отрезка толстостенной круглой трубы.
Когда все заготовки нарезаны, можно приступать уже непосредственно к процессу изготовления трубной струбцины. От рулевой тяги авто отрезаем головку и привариваем ее к куску уголка.
К нижней полке уголка 40*60 мм мастер приваривает кусок толстостенной трубы. После этого к головке рулевой тяги приваривается шпилька М14, которую накручивается удлиненная гайка.
Далее изготовленная деталь надевается на направляющую из трубы, на конец которой автор надевает второй кусок толстостенной трубы. Между удлиненной гайкой и куском трубы устанавливается квадрат — все три детали нужно сварить между собой.
Потом мастер приступает к сборке зажима. Подробно о том, как сделать своими руками большие трубные струбцины, можно посмотреть в видеоролике на нашем сайте.
Оцените запись
Источник: https://sdelairukami. ru/kak-svoimi-rukami-sdelat-bolshie-trubnye-strubtsiny/
ru/kak-svoimi-rukami-sdelat-bolshie-trubnye-strubtsiny/
Принцип действия конструкции
Любая струбцина имеет простейший принцип действия. Конструкция механизма позволяет крепить и удерживать в одном положении детали, смежные поверхности, заготовки из металла и дерева.
При помощи широкой платформы обрабатываемая деталь крепится к столешнице или другой поверхности. При помощи винта деталь прочно фиксируется между стационарной и подвижной губой.
Устройство простейшей конструкции
Разновидностей данного инструмента достаточно много, в зависимости от ряда критериев (форма, размеры, материал, принцип действия прибора). Однако, все модели имеют стандартную схему строения:
- Каркасная рамка, имеющая форму буквы П.
- Одна стационарная фиксирующая деталь.
Обратите внимание!
Дополняет конструкцию подвижный элемент для прочной фиксации предметов (а именно, винт). Чертежи струбцины позволяют ознакомиться с особенностями конструкции.
Для удобства практически все варианты стационарного элемента представлены в виде широкого основания, которое позволяет зажимать поверхности с максимальным захватом. Струбцина может быть сделана своими руками из металла или комбинированного материала.
Приспособления для установки и крепежа
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.
Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.
Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.
Нужно подготовить:
- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.
Видео: делаем своими руками фильм 3
Самодельное устройство на магнитах
Необходимо подготовить:
- Квадратную металлическую листовую пластину с размером стороны на 25 см.
- Трубу с квадратным сечением.
- Три болта и три гайки небольших размеров.
- Цилиндр из стали диаметром 4,5 мм.
- Аппарат для сварки, сверло, дрель.
С разных сторон металлической листовой пластины приваривают две трубы на 15 и 20 см. Затем изготавливают две вспомогательных детали.
Видео: делаем своими руками фильм 4
 youtube.com/embed/lb2y9YGFN6g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/lb2y9YGFN6g?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Первая П-образная (из заготовок по 10 см). Вторая – это равнобедренная трапеция. Основание на 11,5 и 5,4 см, а боковые стороны по 10 см.
Собирать приспособления с постоянными магнитами следует в строгой последовательности крепления элементов. Такие приспособления отлично справляются с поставленными перед ними задачами.
Приспособления для сварки профильных труб являются незаменимыми в проведении сварочных работ. Они значительно облегчает весь процесс сварки.
Основные варианты инструмента
ПО оценке особенностей устройства конструкции выделяют следующие модели струбцин:
- Балочные модели.
- Быстрозажимные струбцины.
- Винтовые зажимы.
- Трубные варианты.
- Торцевые (Т-образные) модели (струбцины для щитов).
- G-образные виды струбцин.
- F-образные типы инструментария.

Все представленные модели отличаются по области применения, типу устройства и области применения. Данная классификация далеко не единственная, но она описывает множество технических параметров для конструкции.
Балочные инструменты
В отличие от традиционной модели данный прибор имеет совершенно отличный от классики корпус. Он представлен в виде балок, откуда и появилось название инструмента.
Фиксация обрабатываемой детали производится на поверхностях, расположенных в параллельной или наклонной плоскости. Одна планка стационарная, вторая является подвижной с регулируемым винтом на боку.
Обратите внимание!
Быстрозажимные модели
На практике мастера могут встретить второе название – автоматические струбцины, которые полностью оправдывают своё наименование.
В качестве корпуса выступает металлическая штанга, на которую посажены две пластиковые «губы». Обе губы снабжены широкими площадками для максимального захватывания поверхностей.
По аналогии с предыдущими и последующими моделями, для данного варианта характерно наличие стационарного элемента и подвижного винта. Для удобства мастеров подвижная губа оборудована весьма практичной ручкой с регулирующим клапаном.
Ещё один вариант
Для изготовления такой деревянной струбцины используют стандартные размеры 50 и 75 мм. После обработки он переходит в показатель 44 на 79 мм. Длина зависит от того, каковы размеры струбцины. В этом случае она составляет примерно 150 см. Максимальная длина равна 100 см. Необходимые материалы:
- фанера — по 2 листа с параметрами 70 на 175 мм, 25 на 175 мм, 90 на 175 мм 69 X;
- винты — 38 штук в размере 4 на 30;
- резьбовой стержень длиной 30 см, марка М 10.5;
- гайки — 5 шт. М10;
- защелка — 1 шт. М10.
Для работы потребуется и соответствующий инструментарий. Он включает в себя:
Лучше сразу делать много струбцин, благодаря этому получится сэкономить дополнительную сумму, особенно если планируется собирать однотипные варианты. При использовании торцовочной пилы разрезают пиломатериал на один лист 9 см, 2 куска по 2,5 см и 3 фрагмента по 7 см. Остальная часть выступает в качестве стержня. Используя лобзик либо настольную пилу, можно разрезать фанеру на две части. Они должны иметь показатели 70 на 175 мм. И также потребуется по 2 фрагмента с показателями:
- 25 на 175 мм;
- 69 X 44 на 2.
Обрезают при помощи ножовки резьбовой шток до 30 см. Сначала необходимо обустраивать дополнительный разрез на блок размером 9 на 7 см, если речь идет о нефиксированных концах. Как только все углы будут срезаны, надо просверлить отверстие и вставить затяжные болты.
Надо убедиться, что отверстия довольно велики, чтобы подогнать головку болта. Фиксируется резьбовой стержень в верхней зоне фиксированного конца. Отверстие должно быть довольно большим, чтобы гайку можно было вставить гайку в штангу. Устанавливают фиксированный конец, когда намереваются сверлить отверстия. Производя сборку, необходимо убедиться, что концы закреплены под прямым углом. Резьбовой шток благодаря этому будет становиться параллельно стержню.
Перед сборкой необходимо обустроить отверстие, где проходят гайка и резьбовой стержень. Делают это в том же положении блока, что и для фиксированного конца. Надо убедиться, что отверстие довольно широкое и глубокое, чтобы разместить гайки. Нижняя зона маленькая, а потому сюда трудно вставить достаточное количество винтов. Это необходимо для предотвращения скручивания.
Проблема решается с использованием деревянного клея. Как вариант, можно закруглить углы в нижней зоне так, чтобы они не захватывали при зажатии штангу. Сборку можно считать практически завершённой. На последнем этапе надо изготовить ручку. Она используется для перемещения по резьбовому стержню. В центральной части сверлят несколько меньшее отверстие, нежели резьбовой стержень. Так ему удается держаться только за счет трения. Затем фиксируют гайку до конца резьбового стержня.
Сделать это можно при помощи сварки. Альтернативные варианты — закрепление гвоздём или склеивание. Несмотря на недостаточный уровень прочности деревянной струбцины, по сравнению с металлическими модификациями, она обеспечивает хороший уровень прижимной силы.
Винтовые зажимы
Весьма популярные модели, которые имеют ещё одно название – лучевые струбцины. Имеют каркасную дугу в виде буквы U, а также подвижной винт с массивной площадкой (так называемым «пятачком»).
Все доступные типы инструмента выполнены из прочных сплавов отвечают требованиям безопасности и отличаются максимально возможным сроком эксплуатации.
Обратите внимание!
Быстрозажимная струбцина из дерева
Самодельные струбцины из дерева могут быть выполнены в различных вариантах. Ниже рассмотрим несколько наиболее практичных столярных вариантов.
Читать также: Направляющие ласточкин хвост для станков
Вариант 1
Простейшую струбцину из деревянных элементов, которая применяется для столярных работ можно изготовить, используя такие материалы:
- Деревянные бруски (2 шт.) из нетвердых, но прочных пород дерева, например, сосны. Из-за твердой древесины могут оставаться отпечатки на изделии при сильных фиксациях.
- Мебельная гайка, на которой имеется фиксатор для дерева.
- Четыре стальных шпилек. Они должны быть выполнены из дорогих закаленных марок стали.
- Гайка- барашек (4 шт.) . Их резьба должна соответствовать резьбе шпилек.
- Четыре упорных шайбы.
Брусок выпиливается в виде рабочих клещей. В которых необходимо параллельным образом высверлить нужное количество отверстий под каждую шпильку, предусмотрев небольшой люфт. Каждая шпилька вкручивается в мебельную гайку, и контрится. Плотного схождения можно достичь за счет барашков или обычных гаек с рожковыми ключами (для получения прочного захвата).
Примечательно, что при изготовлении двух одинаковых комплектов струбцин можно существенно расширить сферу их использования. В таких случаях можно работать с инструментом, в качестве столярных тисков.
Вариант 2
Чтобы обеспечить оперативную фиксацию небольшим деталям, можно использовать струбцину, которая похожа на штангенциркуль.
Для изготовления приспособления потребуются бруски и тонкая фанера. Также понадобиться предусмотреть наличие червячной системы, в качестве которой потребуется использование мебельных гаек и шпильки-воротока. На одной стороне направляющих реек осуществляется прочное крепление неподвижного упора. На самих рейках необходимо вырезать несколько углублений, фиксирующих подвижный механизм.
При передвижении кронштейна на нужное значение, для фиксации детали нужно сделать несколько оборотов воротком. Если же отпустить упорный механизм, то каретку можно легко переместить, освободив деталь.
Вариант 3
Поворотный конец должен иметь рычаг, на котором присутствует эксцентрик. При повороте его на определенные углы происходит автоматическая фиксация. Общую высоту можно отрегулировать шпильками, которые закреплены на устройстве. Повернув его не определенный угол – получаем автоматический быстрый зажим.
Чтобы выполнить массовое фрезерование требуется закрепление двух таких струбцин на передвижных шаблонах. Такие виды быстрозажимной струбцины следует изготавливать индивидуальным образом с расчетом под каждую матрицу, или посредством переставления на новые подложки при выпиливании очередных форм.
Торцевые модели
Каркас имеет форму буквы С и оснащен тремя винтами с зажимом. Своими опорными площадками винты расположены параллельно друг другу, что позволяет оптимально фиксировать мебельные детали, удерживать поверхности при склейке.
Имеется существенный недостаток в практической работе: необходимость держать каркас и накладки с одновременным затягиванием винтовых болтов. Длина направляющего контура составляет около 100 сантиметров, что позволяет эффективно передвигать фиксирующие губки.
G-образные модели
Кованые изделия из прочной стали, которая отличается достаточной прочностью и хорошими фиксирующими свойствами. Технологией производства предусмотрено наличие мелкого шага резьбы и отличное прижимание смежных поверхностей друг к другу.
Очень полезная деталь при работе со сваркой. Практически не применяется для скрепления металлических деталей, но хорошо подходит для удерживания деревянных панелей.
F-образные варианты струбцин
Менее надежные варианты инструментария, который отличается оригинальной формой. Он уступает по прочности предыдущим моделям, однако применяется в широком диапазоне областей. Технологией предусмотрено наличие металлического каркаса, одной неподвижной губы и другой подвижной планки.
Благодаря удобной F-образной форме получается применять конструкцию подобного типа для удерживания мелких деталей, имеющих нестандартные размеры.
Струбцины для обработки мебели
Отдельно рассматриваемым вариантом являются мебельные инструменты. Все модели должны отвечать ряду требований:
- Не портить поверхности мебели при фиксации.
- Надежность крепления.
Кроме того, подобные приспособления обязательно должны иметь удобные формы (мебельные детали не всегда отвечают традиционным габаритам и формам). Независимо от материала изготовления (а чаще всего в данной роли выступают металл и древесина), рабочие поверхности покрывают дополнительными планками для защиты мебели от повреждения.
Выделяют следующие типы мебельных струбцин:
- Винтовая модель. Представлена в виде Т-образной рукоятки и классического винта. Наиболее часто используется для ремонтных работ с сантехникой, коммуникационными трубами.
- Монтажные струбцины. Для подобных вариантов область применения – это монтирование коммуникаций и фиксация их на должном уровне.
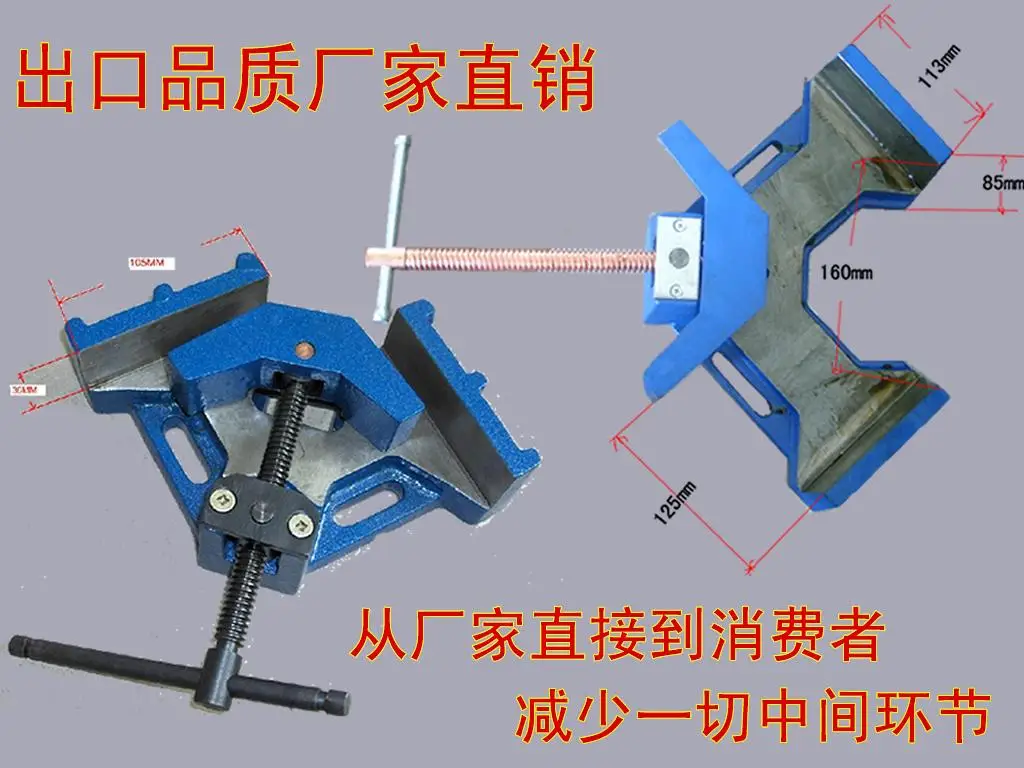
- Угловая струбцина. Имеет удобную форму, используется при склеивании рам, деревянных уголков.
На практике используется комбинированные модели с гидравликой, триггеров, вакуумом. Это G-образные и F-образные типы струбцин, которые применяются для фиксирования сложных предметов, силиконовых деталей (с чувствительной поверхностью к механическим воздействиям).
Самозажимная струбцина: как забацать
zen.yandex.ru Инструмент для быстрой фиксации предметов! Из стальной полосы шириною 30 мм отпиливаем два отрезка длиною по 100 мм. На конец одной пластины наставляем стальной квадрат с шириной стенки 10 мм. Обводим квадрат фломастером.По углам очерченного квадрата сверлим отверстия, далее болгаркой выпиливаем прямые стенки – соединяя между собой просверленные отверстия.В итоге у нас должно получиться отверстие квадратной формы, в которое будет вставляться десятый квадрат.
Прямые стенки отверстия удобнее пропиливать мини дрелью с обрезным диском. Потом доработать плоским напильником.
Пластину с квадратным отверстие зажимаем в тиски (между губок тисков следует зажать именно тот конец пластины, в котором отверстие).
Теперь по зажатой кромке пластины (там, где пластина выступает из губок тисков), сгибаем пластину на небольшой угол – градусов 10 – 15.
Вставляем в отверстие пластины стальной квадрат.
Далее на вторую пластину (без отверстия) наставляем вертикально квадрат. При этом пластины, верхняя согнутая и нижняя, должны находиться одна над другой.
Привариваем квадрат к пластине.
На свободный конец нижней пластины привариваем дополнительную накладку отпиленную из полосы того же размера, что и сама пластина.
Ещё на одну подобную накладку по её центру устанавливаем вертикально болт (шляпкой к пластине), привариваем болт к пластине.
В свободном конце пластины, которая согнута под углом и является верхней, сверлим отверстие диаметром 8 мм под болт приваренный шляпкой к накладке.
На болт надеваем пружину, работающую на сжатие, вставляем болт в просверленное отверстие верхней пластины, и накручиваем барашковую гайку.
Барашковая гайка нужна для удобства регулировки – сжатия пружины.
Инструмент готов!
Получилась у нас самозажимная струбцина, которую не надо затягивать винтом, как у обычных струбцин.
Фиксируемый предмет кладем на край верстака, устанавливаем на него струбцину.
Нажимаем на верхнюю пластину.
Пластина своим загнутым концом с квадратным отверстием перемещается по вертикальному квадрату вниз.
Второй конец пластины с закрепленной на нем накладкой, болтом и пружиной, напротив, оттягивает пластину вверх.
Таким образом верхняя пластина зацепляется (стопорится) квадратным отверстием, которое делается на перекос, о поверхность квадрата.
Читать также: Черный и белый провод какой
Фиксируемый предмет надёжно прижимается к верстаку!
Чтобы освободить предмет от струбцины (в нашем примере это деревянный брусок), достаточно снова нажать на край верхней пластины и второй рукой поднять пластину вверх по квадрату.
Самостоятельное изготовление струбцина
Качественные струбцины можно сделать своими руками, используя ряд подручных материалов. Инструментарий сегодня стоит достаточно дорого, что и определяет популярность самостоятельной работы. Для создания струбцины в домашних условиях понадобится следующий набор инструментов:
- Верстак.
- Классические тиски.
- Молотки.
- Метчики для нарезания резьбы винта.
Также понадобится наждак. Для изготовления струбцин, как правило, выбирают наиболее простую модель. Это традиционный вариант в виде изогнутой дуги с винтом.
Инструкция, как сделать струбцину своими руками:
- На одном конце полоски, выполненной из стали, сверлят отверстие. Также нарезают резьбу по метке М8.
- На ту же точку приваривают гайку с аналогичной резьбой.
- Металлическую ленту сгибают в форме буквы П.
- В отверстие с резьбой вворачивается прочный болт.
- На болт насаживается вороток, а на оборотной стороне располагают упорную площадку. Лучше сделать подобную площадку вращающейся для удобства будущей работы.
Струбцина из профильной трубы
Первый вариант быстрозажимной струбцины, рассмотренный в самом начале статьи, мы собирали из металлической полосы, и предназначен этот зажим для работы с небольшими заготовками. Это самый простой и доступный вариант.
Также самодельную быстрозажимную струбцину можно изготовить из профтрубы. Основное ее назначение — фиксация и механическое сдавливание заготовок при склейке деревянных щитов.
Такие струбцины несложно изготовить, и к тому же они довольно удобны в работе.
Они, конечно, уступают винтовым струбцинам — силы пружины явно будет недостаточно, чтобы склеить большие щиты, однако в домашней мастерской данные зажимы все равно найдут применение.
Поскольку для склеивания деревянных мебельных щитов требуется минимум две струбцины, то сделаем сразу комплект столярных зажимов.
Для изготовления двух самодельных струбцин потребуется отрезать две заготовки из профтрубы 25х25 мм и две заготовки из профтрубы 30х30 мм. То есть одна профильная труба должна входить в другую.
Далее отрезаем еще шесть заготовок из профтрубы 30х30 мм. Две детали привариваем к профильным трубам 25х25 мм (перпендикулярно). Остальные заготовки привариваем к двум профильным трубам 30х30 мм — как показано на фото ниже.
После этого зачищаем металл болгаркой, покрываем заготовки грунтом и красим. В качестве краски автор использует алкидную автоэмаль.
Cоветуем: Простая универсальная насадка для моечного пистолета
В профильных трубах сверлим по одному отверстию. После этого подготавливаем пружины и винты с гайками.
Приступаем к сборке. Торцы профильных труб закрываем пластиковыми заглушками.
Подробно о том, как сделать струбцины из профильной трубы, можно посмотреть на видео ниже. Данной идеей с нами поделился автор YouTube канала «Алексей Чезганов».
Обратите внимание — эффективность сделанных зажимов для столярки напрямую будет зависеть от жесткости пружины.
Фото струбцин своими руками
Машины и оборудование для сварки полимерных труб и производства отводов
Высокотехнологичные аппараты для раструбной сварки в г. Санкт-Петербург
Современные трубопроводы – это высокотехнологичные полипропиленовые системы подачи воды и тепла, созданные с помощью раструбной или, как еще называют ее, муфтовой сварки. Для их создания используется аппарат для раструбной сварки – профильный инструмент, использующий нагрев для получения надежных стыковочных узлов труб, полипропиленовой запорной регулировочной арматуры и КИП.
Технология предполагает использование ручных аппаратов при сварке труб диаметром до 125 мм и механических для оборудования трубопроводов из полимера от 40 мм и более. Инструмент должен комплектоваться следующими приспособлениями:
- сменными сварочными насадками-адаптерами различных диаметров;
- режущим инструментом;
- зачистками для подготовки поверхностей к процессу сварки.
Набор продается в удобном компактном кейсе из металла. Аппарат для раструбной сварки может использоваться с синтетическими материалами ПЭ, ПБ, ПП, ПВДФ.
Как купить сварочный инструмент для соединения полимерных труб в г. Санкт-Петербург?
Компания Ольмакс предлагает жителям г. Санкт-Петербург и региона качественные, эффективные и удобные комплекты ручного сварочного инструмента компании Roweld (Германия) для обустройства из полимерных труб систем орошения, отопления и снабжения горячей и холодной водой. Инструмент имеет заводскую гарантию и сертифицирован для массового использования при обустройстве инженерных коммуникаций различного назначения и сложности. Наши специалисты оперативно обработают заявку и организуют доставку приобретенного оборудования покупателю.
Особенности и разновидности сварки профильной трубы
В металлопрокате используются детали не только круглой формы. Широко применяются также современные изделия квадратных, прямоугольных, овальных форм. Они носят название «профильные трубы» и чаще всего производятся из стали. Профтрубы используются, в основном, для водопроводных и канализационных систем. Сварка профильной трубы, вопреки распространенному мнению, не является сверхсложной задачей. Это процесс не намного сложнее пайки полипропилена. Сварка профиля характеризуется следующими особенностями:
- Приемлемая стоимость. Разумеется, цена на профильные трубы будет выше, чем на аналоги из полипропилена или ПНД. Но разница небольшая.
- Они практически не подвержены деформации.
- Эти детали не намного тяжелее пластиковых.
- Сварка квадратных труб в результате даёт наилучший результат и является гарантом долговечности конструкции.
- В процессе сварки профильных труб вы можете смонтировать такую систему, которая необходима лично вам. Несмотря на то, насколько она сложна и необычна.
Содержание статьи
- Виды наиболее популярных видов профиля
- Электродуговой метод: какими электродами лучше варить профильную трубу?
- Газовый метод соединения
- Контактный метод
Виды наиболее популярных видов профиля
- Холоднодеформированные, электросварные. Это трубы, которые после электросварки подверглись холодному деформированию.
- Холоднодеформированные и горячедеформированные, бесшовные. Холоднодеформированная бесшовная труба – это деталь без шва. Ее размер задается заранее и формируется путем холодной деформации. Бесшовные горячие детали из стали производятся методами горячей и холодной прокатки, а также путем отправочного и безотправочного волочения.
- Электросварные, то есть, прямошовные трубы из углеродистой и незколегированной стали.
Профильные детали также могут подразделяться на виды в зависимости от типа сечения: квадратные, прямоугольные, овальные, многогранные и так далее.
Сварка квадратных труб может осуществляться следующими методами.
- Электродуговым
- Газовым
- Контактным
Ниже рассмотрим каждый метод более подробно.
Электродуговой метод: какими электродами лучше варить профильную трубу?
Стальной профиль можно «варить» под углом, который вам необходим. Метод соединения может быть тавровым, стыком или внахлест. Большинство сварщиков знают, как сваривать стальное профильное изделие: шов должен выполняться в нижнем положении. В данном случае он наиболее удобный. Если же вы имеете дело с соединением элементов в труднодоступном месте, можно использовать также вертикальные и потолочные методы выполнения шва.
Главные показатели режима сварочного процесса:
- Напряжение
- Скорость движения сварочного электрода
- Полярность при использовании постоянного тока
- Сила тока
Последний показатель имеет очень важное значение. Сварка квадратных труб должна осуществляться при максимально допустимом значении силы тока. Только в этом случае изделие получится наиболее прочным и качественным.
В каждой конкретной ситуации сварщик должен уметь определить это максимально допустимое значение, и ни в коем случае не превысить его. В противном случае, качество шва будет ухудшаться.
Большинство начинающих специалистов задаются вопросами о том, каким электродом варить профильную трубу 20х40 и какие электроды для сварки профильной трубы инвертором лучше покупать: высокой стоимости или подешевле? Все электроды подразделяются на плавящиеся и неплавящиеся. Последний вариант используется в тандеме с присадочным материалом – проволокой. В этом случае шов получается максимально ровным и прочным. Использовать эти электроды допускается только при соединении элементов с одинаковым диаметром. Плавящиеся электроды используются во всех остальных случаях.
Следует знать, что диаметр необходимого электрода зависит от толщины металла свариваемой детали. Сварка тонкостенных труб, например, 1,5 мм толщиной, выполняется электродами диаметром до 2 мм. Не забудьте откорректировать силу сварочного тока: она не должна быть слишком высокой, чтобы не сжечь сталь. Сварка тонкостенных труб выполняется при обратной полярности. Это связано с тем, что существует вероятность прожечь тонкий материал.
Кромки толстостенного изделия (более 4 мм) требуют обязательной тщательной подготовки перед соединением.
Нержавеющую сталь для изготовления профильных труб используют очень редко. Специально для этого вида материала, используются специальные электроды.
Как осуществляется сварка каркаса из профильной трубы представлено на видео ниже.
Газовый метод соединения
Этот вариант соединения профиля распространен меньше. Шов при газовом соединении получается не таким качественным, как при использовании электрической дуги. Подготовка кромок деталей также должна быть проведена очень тщательно. Для применения этого вида сварочного процесса используется кислород и ацетилен. Газовый метод рекомендован для изделий небольшой толщины.
Для проведения сварки газом вам необходимо приобрести специальную проволоку, аналогичную по составу свариваемым деталям. Также необходимо приобрести флюс, который охраняет металл от негативного воздействия воздуха путем появления на поверхности шва специальной плёнки.
Техники выполнения шва газовым аппаратом:
- Слева направо. Применяется для толстых материалов более 5 мм, гарантирует минимальный расход газа и высокую производительность работ.
- Справа налево. Выполняется для тонких стен металла, позволяет сделать шов качественным и аккуратным.
Контактный метод
Этот вид соединения выполняется только высококвалифицированными специалистами, имеющими определенный уровень опыта и подготовки. Осуществить своими руками ее практически невозможно. Основной принцип этого вида соединения заключается в том, что профильные элементы нагреваются электрическим током без использования каких-либо специальных присадочных материалов.
Таким образом, сварка профильной трубы – это довольно несложный процесс, который можно осуществить даже самостоятельно, если соблюдать определенные правила, порядок действий, а также следовать советам, указанным в настоящей статье. Очевидно, что самый простой и распространенный метод соединения в данном случае – электродуговой. Он позволяет «варить» профиль под углом, который вам необходим. Контактный метод выполняется только профессионалами. Следует также отметить, что при любом методе соединения наиважнейшую роль играет этап подготовки металла. Если его осуществить с недостаточной внимательностью и тщательностью, качество шва будет снижаться.
Сварка профильной трубы 1.5 мм инвертором
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка. При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Полярность – обратная («+» — на электроде; «-» — к изделию). Подробно о полярности можно прочитать тут.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм.
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва. Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь.
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
Ковка из профильной трубы своими руками
Изготавливая металлические изделия из профильной трубы своими руками необходимо позаботиться о надежных помощниках – всевозможных приспособлениях, помогающих в работе. Важно, чтобы они были высокого качества. С помощью хороших инструментов можно самостоятельно создать оснастку для ковки – улитку из профильной трубы своими руками. Делается она несколькими способами и при желании ее можно усовершенствовать. Для этого нужен определенный набор инструментов и материалов:
— угловая шлифовальная машина,
— клещи с плоской рабочей поверхностью
— листовая сталь
— пруток
— профилированные трубы
— лист бумаги и простой карандаш
— толстый фломастер
— измерительный инструмент, например, рулетка.
Такая спираль проста в изготовлении, но несколько громоздка.
Предложенная разновидность изготовления улитки из профильной трубы своими руками включает в себя несколько этапов:
1. На чертежной бумаге с клетками начертить спираль Архимеда. Все ее витки должны быть равноудалены по отношению друг к другу, а пространственный запас той части, которая выгибается должен быть не больше трех миллиметров.
2. Затем шлифовальной машиной из листовой стали вырезать три пластинки, с краями тринадцать на тринадцать сантиметров.
3. После этого необходимо трижды отрезать стальную полосу. Сечение отрезов должно быть равно два на двадцать миллиметров. При этом важно, чтобы длина каждого отреза и воспроизводимого витка соответствовали друг другу. Большее внимание придется отдать первому витку. Сделать загиб витков плоскогубцами.
4. Для следующего этапа работы взять профильную трубу, имеющую толстые стенки, из которой делаются три отреза длиной около семи – десяти сантиметров.
Если планируется доработка дополнительных элементов, то каждый отрез нужно будет выполнять по таким же размерам.
5. На этом этапе будет производиться вырезка прутка с такими параметрами: длинна – 20 миллиметров, диаметр – пять миллиметров. Располагаться пруток будет в первой детали для ее фиксации в начале. Для дальнейших этапов пруток уже не нужен.
6. Чтобы не нанести повреждений рукам все шероховатые и острые детали лучше обработать наждачной бумагой.
7. Когда все этапы пройдены, подготовленные элементы можно соединить в одну деталь. Каждую улитку из профильной трубы с помощью сварки присоединить к своей стальной пластине. Центры улиток, при этом, должны полностью совпадать. На отведенном месте приварить пруток. А трубу закрепить в центре снизу.
Когда улитка из профильной трубы и стальная пластина буду соединяться, уделить внимание удобству конструкции и приварить ее в соответствии с собственными предпочтениями.
Но, для производства холодной ковки из профильной трубы своими руками можно сделать и более удобное приспособление — улитку из наборных элементов.
Вариант улитки из наборных элементов
После того, как на миллиметровой бумаге также будет начерчена спираль, нужно пройти следующие этапы:
1. Вырезать толстые стальные пластины, со следующими размерами – пятнадцать на пятнадцать сантиметров.
2. Далее из стали необходимо вырезать полоску, которая своей длиной будет равна всей спиральной длине.
3. Загибая детали надо соблюдать предельную точность, не создавая углов.
4. Так же, как и в предыдущем варианте, произвести действия с прутком и трубой.
5. Для собственной безопасности при дальнейшей работе острые края, необходимо обработать наждаком.
6. После этого на стальной пластине фломастером обвести получившуюся спираль с двух сторон. А затем пластину разрезать на три части. И ту часть, которая находится в центре, закрепляют с помощью сварки.
7. Из прутка делаются ножки размером один сантиметр, которые с помощью сварки прикрепляются к трем оставшимся деталям на расстоянии трех сантиметров друг от друга. После этого детали прикладывают тем местам, которые они займут впоследствии и их также обвести фломастером. На месте получившихся кругов с помощью дрели сделать отверстия.
8. Ножки и пруток прикрепляются на свои позиции.
При изготовлении такого элемента ручной труд менее задействован. В данном случае работу облегчат такие приспособления, как электродвигатели или механические приводы.
Для того чтобы упростить процесс изготовления улитки из профильной трубы своими руками можно воспользоваться специальными приспособлениями: угловой шлифовальной машиной, аппаратом для сварки, прутком, листовой сталью, цепью, асинхронной машиной.
Конечно, можно все делать с помощью только одной физической силы, а можно несколько облегчить процесс – создать подобие руля, который станет помощником.
Для того чтобы сделать такой штурвал из профильной трубы своими руками, нужны следующие материалы, инструменты и действия:
— Три прутка двадцать миллиметров в диаметре и равной длины из стали, приварить друг к другу, а наверху и снизу приварить пластинки из стали, чтобы стыки были более ровными.
— Эту заготовку установить во вращающийся паз, к которому дополнительно прикрепляется звездочка от велосипеда или похожий элемент.
— В центр изготавливаемого приспособления с помощью сварки прикрепить трубу
— Все изготовленные детали соединяются вместе с помощью цепи от велосипеда.
Такой штурвал можно заменить и другими, более совершенными инструментами, например, асинхронным двигателем в сочетании с инвертором.
А если применить в работе электрический привод, то физическая сила человека в процессе будет вообще не нужна. Но, тогда снизится контроль над изготавливаемыми деталями, потому что руки человека уже не будут так явно ощущать сам процесс.
Так как процесс будет частично автоматизирован, для всех подвижных деталей надо сделать защиту, например, напротив цепи можно прикрепить лист стали. Важно в этом случае соблюдать правила техники безопасности.
В целом, создание ковочной улитки из профильной трубы своими руками не требует большого набора приспособлений, можно ограничиться угловой шлифовальной машиной, инструментом для сварки, плоскогубцами. Важно досконально изучить основу, а затем уже приниматься за более сложные элементы.
Общие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и приложения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным.Фитинги могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.Изображение предоставлено: Cegli / Shutterstock.com
Термины «труба», «труба» и «трубка» имеют некоторую несогласованность. Поэтому термин «трубопроводная арматура» иногда упоминается в контексте труб, а также труб.Несмотря на то, что по форме они похожи на трубные фитинги, трубные фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрываются, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Трубные фитинги: материалы и производственные процессы
Чугун чугун ковкий
Фитинги для чугунных труб подразделяются на гладкие и раструбные. В конструкциях без хаблесса используются эластомерные муфты, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно это ленточный зажим из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение.Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому — например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с втулкой и втулкой, сегодня соединяются в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг. Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб.Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу осадочным напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных труб часто используютсятам, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.com
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также называемых «черными трубами») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитинги из ковкого чугуна». Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно больших размеров. диаметры, в настоящее время они обычно не используются, поскольку нарезание резьбы на трубах большого диаметра считается излишне сложной.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб.В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или сварки муфтами. Фитинги для сварки внахлест, обычно кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка. Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ.Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми швами, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, при этом фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д.Большая часть трубопроводного оборудования, такого как насосы и компрессоры, также подключается через фланцы по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. К этим стилям относятся внахлест, сварная шейка, сварка муфтой, кольцевое соединение, резьбовое соединение и надевание. Фланец с резьбой подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление. Притертые фланцы часто используются там, где будут частые отсоединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты.Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцымогут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при таком же напряжении болта, прилагаемом к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец.ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере. Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику. Размеры этих фланцев соответствуют стандарту ASME B16.1, стандарт для фланцевых и фланцевых фитингов для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам трубы, подготовленной аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстросъемными зажимами, позволяющими демонтировать линию для внутренней очистки.Фланцы для этих зажимных систем доступны в виде приварных узлов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены в виде трубопроводов с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или колена на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура.Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая труба также является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительных конструкций, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные патрубки для труб, соответствующие диаметрам труб, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений звездой, специализированная фурнитура включает порталы для служебных отверстий и хранилища различных стилей. Типичные соединения используют концы с буртиком на фитингах, которые сопрягаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые фитинги для труб доступны как для сварки муфт (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной.Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитингидоступны в стандартных формах и стилях, а также в диапазонах размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, соединения и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых является оцинкованная трубная арматура для перил.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
ФитингиCPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходные переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых случаях, когда используются пластиковые трубы, например, в водопроводе для слива раковин, некоторые приспособления для труб, такие как p-образные сифоны, могут быть соединены резьбовым соединением с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку для удаления засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты со сваркой муфтой или с плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Глина керамическая
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, соединение с раструбом и втулкой является обычным способом соединения этих фитингов с уплотнительным кольцом или прокладкой, используемым для герметизации соединения.
Типы трубопроводной арматуры: области применения и отрасли
Выноски
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, указанному ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, тогда как фитинги с трубной резьбой Британского стандарта (BPST) используют немного меньший угол конуса — 55 градусов.Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны фитинги с метрической резьбой, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключением является уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно однолинейного чертежа с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы вся система трубопроводов могла отображаться в одной плоскости.
Велдолеты
Эти небольшие свариваемые ответвления укрепляют трубу в том месте, где сделано отверстие, устраняя необходимость в добавлении арматуры. Различные формы этих фитингов доступны под разными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше, стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для опорного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда перед сваркой трубы необходимо предварительно нагреть, а после — подвергнуть термообработке для снятия теплового напряжения.
Накидной фланец приваривается спереди (показано) и сзади.Навертные фланцы иногда усиливают аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, приваренных внахлест, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где к процессу изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционным сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители для труб.Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочной операции, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба из полиэтилена высокой плотности, в частности, могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для выполнения этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения участков труб из ПНД.Изображение предоставлено: Yuthtana artkla / Shutterstock.com
Как правило, при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов по Фаренгейту.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- колпачки
- заглушки
- соски
- колено
- тройники
- звезд
- крестов
- штуцеры
- втулки
- редукторы
- адаптеры
Заглушки или заглушки могут использоваться для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб для облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Заглушка для труб для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с небольшой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают фурнитуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать какую-либо трубу. Адаптеры позволяют системе переключаться между материалами, например, между пластиковой и металлической трубой.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5D-изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Арматура для дождевателей
В системах пожаротушения и спринклерах могут использоваться трубы нескольких типов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб, фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или катанными канавками, в которых используются системы кольца и кулачка для соединения труб. Соединители устанавливаются быстро и легко, что исключает стоимость и сложность других методов, таких как сварка.В результате эти кольцевые и кулачковые системы, по-видимому, довольно распространены в этой отрасли.
Соединения с прорезанными канавками обычно допускаются спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малой загруженностью.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявлять дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co nsiderations / AttributesПадение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсыПомимо организаций, спонсирующих стандарты для труб и трубопроводов, таких как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специализированных трубах, производстве трубопроводов и т. Д.
РезюмеЭто руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Сокращения- ABS — Акрилонитрил-бутадиен-стирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическая, электрическая, сантехническая
- NPT — трубная коническая резьба National
- NPS — Прямая трубная резьба National; также, Номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартный размерный коэффициент
- WPS — Спецификация процедуры сварки
Источники:
- https: // www.plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
- https://info.myssp.com/blog/frequent-asked-questions-about-fittings
Трубы прочие изделия
Больше из Hardware
Что такое фитинги для сварки враструб
Что такое фитинги для сварки муфт?
Фитинги для сварки внахлест представляют собой соединения труб, обработанные круглыми стальными или стальными слитками, форма соединения — Socket Welding-SW, а стальные трубы вставляются в свариваемую муфту.
Типы фитингов с раструбом включают колено 45 °, колено 90 °, тройник, крестовину, косой тройник 45 °, обруч с двойным раструбом, обруч с одним раструбом, заглушку, штуцер, патрубок и т. Д. Среди них трехходовые и четырехходовые имеют одинаковый диаметр и разный диаметр; хомут с двойным подшипником также имеет одинаковый диаметр и разный диаметр, а хомут с двойным концом разного диаметра имеет соосность и эксцентриситет.
Формы серийных соединений фитингов включают: соединение под приварку раструба (SW), соединение под сварку встык (BW), резьбовое соединение (TR), изогнутое эластичное соединение с двойным расплавом. классы давления.Как правило, классы давления при сварке муфтой и стыковой сваркой подразделяются на 3000LB (SCH80), 6000LB (SCh260) и 9000 (XXS). Номинальное давление трубопроводной арматуры делится на 2000 фунтов, 3000 фунтов и 6000 фунтов.
Quartet фитинги для труб низкого давления с двойной плавкой номинальное давление: PN2,5 МПа
Стандарты производства трубных фитингов относятся к: CJ / T 321-2010, ASME B16.11, HG / T 21634-1996, MSS SP-83, MSS SP-79, MSS SP-97, MSS SP-95, GB / Т 14383-2008, Ш / Т3410-96, ГД2000, ГД87, 40Т025-2005 и др., также могут изготавливаться по чертежам для нестандартной обработки.
Общие материалы для фитингов розеток:
- Обычно используемое сырье для фитингов для раструбных труб обычно делится на углеродистую сталь, нержавеющую сталь, легированную сталь, полипропилен PP и так далее.
- Обычно используемые марки углеродистой стали — Q235, 20 #, A105 и т.д .;
- Обычно используемые марки нержавеющей стали: 304, 304L, 316, 316L, 321, 00Cr17Ni14Mo2 и т. Д.;
- Обычно используемые сплавы: 15CrMo, 1Cr5Mo, 16Mn, 12Cr1MoV, F11, F22, 10CrMo910 и т. Д.
- Другие материалы: медный сплав, никелевый сплав и др.
В трубопроводной системе колено с раструбом — это труба, которая меняет направление трубы.
В зависимости от угла существует три наиболее часто используемых отвода 45 ° и 90 ° 180 °, а также другие отклонения с отклонениями от нормы, такие как 60 °, также включаются в соответствии с техническими потребностями.
Материал колена: чугун, нержавеющая сталь, легированная сталь, прокаленный чугун, углеродистая сталь, цветные металлы и пластмассы.
Способ соединения трубы: прямая сварка (наиболее распространенный способ) фланцевых соединений, резьбовых и муфтовых соединений.
В зависимости от производственного процесса его можно разделить на: отводы для сварки, отводы для штамповки, отводы для литья и т. Д.
Соединительный фитинг, обычно используемый при монтаже труб для соединения отводов.
Другие названия: локоть 90 градусов, изгиб под прямым углом, любовь и изгиб.
Использование: Соединение двух труб с одинаковым номинальным диаметром, чтобы труба поворачивалась на 90 градусов.
- Разделенный на углеродистую сталь, литье, легированную сталь, нержавеющую сталь, медь, алюминиевый сплав, пластик, выщелачивание аргоном, полипропилен и т. Д.
- По способу производства можно разделить на нажимное, прессовое, кузнечное, литейное и так далее.
- Согласно производственным стандартам, его можно разделить на национальный стандарт, электрический стандарт, стандарт воды, американский стандарт, немецкий стандарт, японский стандарт и российский стандарт.
Он в основном используется в таких секторах и областях, как нефтехимия, медицина и здравоохранение, электроэнергетика, авиакосмическая, военная, пожарная, металлургическая, судостроительная, газовая, ядерная энергетика и защита окружающей среды, которые подвержены высокому давлению и точности.
Тройник с раструбом в основном представляет собой трехходовой соединительный элемент для труб высокого давления, который формируется путем формования круглой кованой стали или стального слитка и последующего формирования на токарном станке.
Общий стандарт
Socket 3 обычно используется со стандартом GB / T14383-93, GB / T14383-2008, американским стандартом ASME B16.11, нефтехимическим стандартом Sh4410, стандартом Министерства химической промышленности HG / T21634 и т. Д.
Спецификация
По форме он разделен на трехходовой трехходовой и трехходовой трехходовой
В соответствии с общими стандартами характеристики трехходового патрубка: DN6, DN8, DN10, DN15, DN20, DN25, DN32, DN40, DN50, DN65, DN80 и DN100.Обычно используемые спецификации для заказа — DN15 — DN50. Если есть какие-либо возможности, выходящие за рамки данной спецификации, вы можете связаться с заказчиком для разработки и обработки чертежей.
Уровень давления
В зависимости от уровня давления: 3000LB, 6000LB, 9000LB или SCH80, SCh260, XXS
Материал изготовления
Обычно используемое сырье для фитингов с раструбом обычно делится на углеродистую сталь, нержавеющую сталь и легированную сталь .
- Обычно используемые марки углеродистой стали — Q235, 20 #, A105 и т. Д.;
- Обычно используемые марки нержавеющей стали: 304, 304L, 316, 316L, 321, 00Cr17Ni14Mo2 и т.д .;
- Обычно используемые сплавы: 15CrMo, 1Cr5Mo, 16Mn, 12Cr1MoV, F11, F22, 10CrMo910 и т. Д.
- Другие материалы: медный сплав, никелевый сплав и др.
Приложение
Он в основном используется в таких секторах и областях, как нефтехимия, медицина и здравоохранение, электроэнергетика, авиакосмическая промышленность, военная промышленность, пожарная промышленность, металлургия, судостроение, газ, атомная энергетика и защита окружающей среды, которые подвержены высокому давлению и точность.
Y-образный тройник, в основном соединительный фитинг для коленчатой трубы высокого давления, изготовленный методом литья под давлением из круглой стали или стального слитка с последующей формовкой на станке. Это стандарт для стандартных кованых фитингов GB / T14383, GB / T14383, американский стандарт ASME B16.11, нефтехимический стандарт Sh4410, стандарт Министерства химической промышленности HG / T21634 и т. Д. В зависимости от формы разделен на угловой патрубок 45 °. и угловые патрубки 90 ° указаны в соответствии с общими стандартами.Технические характеристики угловых патрубков: DN6, DN8, DN10, DN15, DN20, DN25, DN32, DN40, DN50, DN65, DN80 и DN100. По уровню давления: 3000LB, 6000LB, 9000LB или СЧ80, СЧ260, XXS.
Размеры SW Тройники Класс 150
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Допуск: + 0,5 мм (1/4 ″ ~ 2 ″) + 0,8 мм (2-1 / 2 ″ ~ 4 ″) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Муфта раструбная, это обычно используемый аксессуар в промышленном соединении труб. Муфта для труб — это короткая труба, используемая для соединения двух труб. Также называется внешним шарниром. Благодаря удобству использования, трубные муфты широко используются в гражданском строительстве, промышленности, сельском хозяйстве и других областях.Основными производственными стандартами для трубных обручей обычно являются GB / T14383, ASME B16.11 и BS 3799.
Муфта раструба обрабатывается круглым стальным или стальным слитком после механической обработки, а форма соединения — Socket Welding-SW. Стальная труба вставляется в свариваемую муфту, поэтому она называется «обруч раструбной трубы», основные производственные стандарты — ANSI / ASME B16.11, GB / T 14383.
Типы наконечников для розеток включают в себя двойные и одинарные наконечники.Среди них трубная муфта с двойным отверстием имеет одинаковый диаметр и разный диаметр, а хомут с двойным диаметром разного диаметра имеет концентричность и эксцентриситет.
Муфты раструбной трубы соответственно расположены на двух концах изогнутой части; По сравнению с предшествующим уровнем техники конструкция разумна, управление простое, полезность высока, а качество и удобство работы улучшены.
Муфта раструбная может широко применяться в трубах разного калибра, в том числе однопроходных, трехходовых, четырехходовых и т. Д., а также может использоваться для счетчиков воды и клапанов. Благодаря использованию раструбной конструкции соединение труб снижает стоимость, чрезвычайно удобно в установке, использовании и обслуживании, а также имеет высокое сопротивление утечкам.
Заглушка раструба приваривается к концу трубы, или заглушка трубы с резьбой устанавливается на наружную резьбу конца трубы, чтобы закрыть фитинг. Они используются для закрытия трубопровода и работают так же, как заглушка. Стандарт производства — GB / T14383 ASME B16.11.
| наименование товара | Материал | Размер | Давление | Заявление |
| крышка гнезда | Углеродистая сталь | DN25-DN2000 | СЧ5-СЧ260, XXS | нефть, Химическая промышленность, энергетика, металлургия, Корабль, Городское строительство, природный газ |
| 20,20G, Q245R, Q235 16Mn 16Mng 16MnR | ||||
| ASTM A234-WPB ASTM A234-WPC ASTM-A420-WPL6 MSS-SP75 WPHY52-Y52 MSS-SP75 WPHY52-Y60 MSS-SP75 WPHY52-Y65 MSS-SP75 WPHY52-Y70 | DN25-DN2000 | СЧ5-СЧ260, XXS | ||
| Легированная сталь | DN25-DN1200 | СЧ5-СЧ260, XXS | ||
| 1Cr5Mo 12Cr1Mov 15CrMo 15CrMoG 15CrMoR | ||||
| WP-11 WP-22 WP-91 WP-5 WP-9 | DN25-DN600 | СЧ5-СЧ260, XXS | ||
| Сплав 20 Сплав 400 Сплав 600 Сплав 625 | DN15-DN300 | 10С, 40С, 80С | ||
| Нержавеющая сталь и дуплексная нержавеющая сталь | DN15-DN1200 | |||
| 0Cr18Ni9 0Cr18Ni10 0Cr18Ni12Mo2Ti 00Cr17Ni14Mo2 | СЧ5-СЧ260, XXS | |||
| 304 / 304L, 316 / 316L | DN15-DN1200 | СЧ5-СЧ260, XXS | ||
| 317L | DN15-DN400 | 10С, 40С, 80С | ||
| Дуплекс 2205 | 10С, 40С, 80С |
Заглушка для проволоки на английском языке: заглушка для трубы Заглушка для проволоки используется на конце трубы для предотвращения утечки из трубы и выполняет роль уплотнения.Есть шестиугольные и четырехугольные наконечники, а резьба в основном имеет форму NPT.
| Размеры заглушек для патрубков напорного трубопровода | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Заглушки давления гнезда | |||||||||
| Номинальный размер (NPT) | D | Количество потоков на дюйм | J | Т | грамм | L | Момент затяжки (дюймы-фунты) | Метчик Размер сверла | |
| Номинальный внешний диаметр | Шестигранник Головка (гаечный ключ) Размер | Ключевое взаимодействие — мент | Толщина стенки — несс | Полная длина | |||||
| Мин. | Мин. | Максимум | Мин. | ||||||
| 1/16 | 0.3120 | 27 | 5/32 | .1400 | 0,0620 | .3240 | .3000 | 150 | 15/64 |
| 1/8 | 0,4050 | 27 | 3/16 | .1400 | 0,0620 | .3240 | .3000 | 250 | 21/64 |
| 1/4 | 0,5400 | 18 | 1/4 | .2180 | 0,0730 | .4570 | .4170 | 600 | 27/64 |
| 3/8 | 0.6750 | 18 | 16/5 | 0,2500 | 0,0840 | 0,5200 | 0,4800 | 1200 | 16 сентября |
| 1/2 | 0,8400 | 14 | 3/8 | .3120 | 0,0950 | .5820 | .5420 | 1800 | 16 ноября |
| 3/4 | 1.0500 | 14 | 16 сентября | .3120 | 0,1250 | 0,6450 | 0,6050 | 3000 | 57/64 |
| 1 ″ | 1.3150 | 11-1 / 2 | 5/8 | 0,3750 | 0,1250 | 0,7700 | 0,7300 | 4200 | 1-1 / 8 |
| 1-1 / 4 | 1,6600 | 11-1 / 2 | 3/4 | .4370 | 0,1560 | .8320 | 0,7920 | 5400 | 37,5 мм |
| 1-1 / 2 | 1,9000 | 11-1 / 2 | 1 ″ | .4370 | 0,1560 | .8430 | 0,7800 | 6900 | 43,5 мм |
| 2 ″ | 2.3750 | 11-1 / 2 | 1 ″ | .4370 | 0,1560 | 0,9060 | 0,8440 | 8500 | 2-3 / 16 |
Втулка с шестигранной головкой, также известная как сердечник, обычно изготавливается из шестиугольного стержня после ковки и является обычным аксессуаром для труб с резьбой разного диаметра. Он играет незаменимую роль в соединении труб.Поскольку внешний шестигранник легко затягивать и затягивать, для соединения используется множество типов резьбы. Распространенным типом является резьбовое соединение NPT RC.
| NPS | Минимальная длина E | Минимальная высота шестигранника Дж | Номинал F |
| 1/2 | 14 | 8 | 22 |
| 3/4 | 16 | 10 | 27 |
| 1 | 19 | 10 | 35 год |
| 1¼ | 21 год | 14 | 44.5 |
| 1½ | 21 год | 16 | 51 |
| 2 | 22 | 18 | 63,5 |
| 2½ | 27 | 19 | 76 |
| 3 | 28 год | 21 год | 89 |
| 4 | 32 | 25 | 117.5 |
Различия между обжимным ниппелем и редуктором.
1. Диапазон размеров
Диапазон размеров редуктора широк.Текущий стандарт размера редуктора составляет от DN15 до DN3400 (от 1/2 до 136 дюймов), тогда как спецификация обжимного ниппеля составляет от DN6 до DN300 (от 1/4 до 12 дюймов).
2. Сырье.
Бесшовные стальные трубы или стальные листы используются в качестве сырья для переходников, а в качестве сырья для ниппелей для подачи сточных вод выбирают круглую сталь или стальную заготовку.
3. Производственные процессы
Процесс производства редуктора заключается в том, что мы применяем процесс горячего прессования или процесс холодного прессования для бесшовного редуктора (термическая обработка требуется для процесса холодного прессования), а для другого процесса мы применяем процесс горячей прокатки. редуктор.Процесс изготовления обжимного ниппеля — это процесс ковки.
4. Соединительные концы
Скошенные концы в основном используются для переходников, а гладкие концы почти не применяются для переходников. Хотя гладкий конец разрешается использовать для изделий из нержавеющей или углеродистой стали для переходников, толщина стенок которых меньше определенной величины. Обжимные ниппели имеют больше соединительных концов, и два конца обжимных ниппелей могут быть одинаковыми или разными в зависимости от требований площадки или конструкции; Соединительные концы обжимных ниппелей можно разделить на скошенные концы, гладкие концы и резьбовые концы трех видов.Следующая таблица представляет собой хорошее введение в соединительный конец обжимного ниппеля.
Различные присоединительные концы обжимных ниппелей
| Характеристики | |||
| 1. Выбирая обжимной ниппель, следует отметить конец. Мы также должны отметить NPT или R для конической трубной резьбы. | |||
| 2. Большие и маленькие концы обжимных ниппелей можно разделить на гладкие концы, скошенные концы и концы с резьбой трех видов; Ниже приводится таблица для девяти комбинаций больших и малых концов. | |||
| Тип | Биг Энд | Малый конец | Код |
| А | простые концы | простые концы | BEP |
| B | простые концы | скошенные концы | LEP / SEB |
| C | концы с резьбой | LEP / SET | |
| D | скошенные концы | простые концы | LEB / SEP |
| E | скошенные концы | скошенные концы | BEB |
| F | концы с резьбой | ЛЕБ / НАБОР | |
| грамм | концы с резьбой | простые концы | LET / SEP |
| ЧАС | Нить | скошенные концы | LET / SEB |
| я | концы с резьбой | ДЕРЖАТЬ ПАРИ | |
| 3.Толщина стенок обжимных ниппелей обычно составляет Sch80 (3000LB) или Sch260 (6000LB). | |||
Патрубок (патрубок для сварки раструбом) в основном используется для арматурных фитингов, соединенных патрубком, вместо использования патрубка такого типа, как переходник, усиливающая пластина и арматурный участок трубы, он безопасен и надежен, снижает стоимость, простая конструкция, улучшает канал среднего потока и серию. Преимущества стандартизации, проектирования и выбора удобны, особенно в трубопроводах высокого давления, высоких температур, большого диаметра и толстостенных труб, которые заменяют традиционный метод соединения патрубков.Основной корпус патрубка изготовлен из высококачественной поковки, а материалы такие же, как и материалы трубы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Обычно используемые производственные стандарты для стоек для сварки муфт — ASME B16.11, GB / T 7306, 12716, 14383, MSS SP-79, 83, 95, 97, JIS B0203, B2316.
Материал:
A. Нержавеющая сталь: F304, F316L, F310S, F317L, F321, F347
B. Углеродистая сталь: A105, A106, A53, A234 WPB
C. Легированная сталь: LF2, F5, F9, F11, F22
Д.Дуплексная сталь: F44, F51, F53, F55, F60
E. Специальная сталь: 904L, UNS N04400, UNS N08810, UNS N08020, UNS N08825, UNS N06625, UNS N06600
Давление:
3000 # — для использования с Sch. 80 труба.
6000 # — для использования с Sch. 160 труба.
Размеры переходного и плоского гнезда ANSI класса 3000
| Размер выхода (NPS) | А | B | C | D | E | Прибл.Вес (фунты) |
|---|---|---|---|---|---|---|
| 1/8 | 3/4 | 1 | 5/8 | 0,269 | 9/32 | 0,10 |
| 1/4 | 3/4 | 1 | 5/8 | 0,364 | 9/32 | 0,10 |
| 3/8 | 13/16 | 1 1/4 | 3/4 | 0.493 | 16.07 | 0,20 |
| 1/2 | 1 | 1 13/32 | 29/32 | 0,622 | 16 сентября | 0,30 |
| 3/4 | 1 1/16 | 1 23/32 | 1 5/32 | 0,824 | 16 сентября | 0,35 |
| 1 | 1 5/16 | 2 | 1 7/16 | 1.049 | 25/32 | 0,60 |
| 1 1/4 | 1 5/16 | 2 9/16 | 1 3/4 | 1,380 | 3/4 | 0,85 |
| 1 1/2 | 1 3/8 | 2 27/32 | 2 | 1,610 | 3/4 | 1,00 |
| 2 | 1 1/2 | 3 15/32 | 2 9/16 | 2.067 | 13/16 | 1,60 |
| 2 1/2 | 1 9/16 | 4 1/16 | 3 | 2,469 | 3/4 | 2,75 |
| 3 | 1 3/4 | 4 13/16 | 3 16/11 | 3,068 | 15/16 | 3,80 |
| 3 1/2 | 2 1/8 | 5 7/32 | 4 | 3.548 | 1 | 4,30 |
| 4 | 1 7/8 | 5 31/32 | 4 3/4 | 4,026 | 1 1/16 | 7,25 |
| 5 | 2 5/8 | 7 5/16 | 5/16 | 5,047 | 1 11/32 | 12.00 |
| 6 | 2 3/4 | 8 5/8 | 6 11/16 | 6.065 | 1 13/32 | 14,50 |
Размеры переходной муфты ANSI класса 6000
| Размер выхода (NPS) | А | B | C | D | E | Прибл. Вес (фунты) |
|---|---|---|---|---|---|---|
| 1/2 | 1 1/4 | 1 23/32 | 3/4 | 0.466 | 7/8 | 0,50 |
| 3/4 | 1 7/16 | 1 61/64 | 1 | 0,614 | 7/8 | 0,80 |
| 1 | 1 9/16 | 2 7/16 | 1 5/16 | 0,815 | 15/16 | 1,30 |
| 1 1/4 | 1 5/8 | 2 23/32 | 1 1/2 | 1.160 | 13/16 | 1,60 |
| 1 1/2 | 1 11/16 | 3 1/4 | 1 15/16 | 1,338 | 7/8 | 2,00 |
| 2 | 2 1/16 | 4 1/32 | 2 3/4 | 1,689 | 1 3/16 | 5,15 |
Размеры Ansi Class 3000 Размер к размеру и плоской розетки
| Размер выхода (NPT) | А | B | C | D | E | Прибл.Вес (фунты) |
|---|---|---|---|---|---|---|
| 1/2 | 1 | 1 3/8 | 15/16 | 0,622 | 17/32 | 0,15 |
| 3/4 | 1 1/16 | 1 5/8 | 1 3/16 | 0,824 | 15/32 | 0,25 |
| 1 | 1 5/16 | 2 | 1 7/16 | 1.049 | 23/32 | 0,45 |
| 1 1/4 | 1 5/16 | 2 3/8 | 1 3/4 | 1,380 | 9/16 0,65 | |
| 1 1/2 | 1 3/8 | 2 7/8 | 2 | 1,610 | 21/32 | 0,85 |
| 2 | 1 1/2 | 3 1/2 | 2 9/16 | 2.067 | 15/16 | 1,40 |
| 2 1/2 | 1 9/16 | 4 1/16 | 3 | 2,469 | 3/4 | 2,25 |
| 3 | 1 3/4 | 4 13/16 | 3 16/11 | 3,068 | 15/16 | 3,75 |
| 3 1/2 | 1 11/16 | 5 3/8 | 4 16 июля | 3.548 | 16 ноября | 4,30 |
| 4 | 1 7/8 | 6 1/16 | 4 3/4 | 4,026 | 1 1/16 | 6,60 |
| 5 | 2 7/16 | 7 1/4 | 5 1/4 | 5,047 | 1 | 9.00 |
| 6 | 2 16/11 | 8 11/16 | 6 1/16 | 6.065 | 1 3/16 | 15,50 |
Муфта для труб — это надежное и полупостоянное соединение между двумя трубами. Большинство трубных соединений состоят из двух труб, соединенных вместе третьей частью. Все три имеют резьбу для надежного соединения. Хотя соединения похожи на муфты, их, как правило, легче разбирать, и они позволяют безопасно соединять трубы из разных металлов. Этот метод соединения широко используется в бытовых и коммерческих трубных системах.
На первый взгляд трубная муфта и трубная муфта кажутся очень похожими. Они оба соединяют две трубы вместе с помощью системы нарезания наружной и внутренней резьбы. Основное различие между системами заключается в собственном способе соединения. Две соединенные трубы скручиваются напрямую, одна внутри другой. Чтобы разобрать трубы, необходимо повернуть каждую трубу, которая соединяется с соединенной трубой. В системе с заполненными трубами это будет означать, что для удаления одной трубы необходимо разобрать всю систему.
В соединительной муфте два конца трубы не ввинчиваются друг в друга — каждый из них ввинчивается в третью деталь.Когда необходимо отделить одну трубу от другой, соединительный элемент просто полностью навинчивается на одну из двух труб. Если оба конца трубы соединены с помощью муфты, трубу можно снять самостоятельно, не откручивая другие трубы в системе.
Ниппель — это фитинг, состоящий из короткого отрезка трубы, обычно с наружной трубной резьбой на каждом конце, для соединения двух других фитингов.
Длина ниппеля обычно определяется общей длиной с резьбой.Он может иметь шестигранник в центре, чтобы его можно было захватить гаечным ключом. «Закрытый сосок» не имеет области без резьбы; при плотном завинчивании между двумя фитингами с внутренней резьбой очень небольшая часть ниппеля остается открытой. Закрытый ниппель можно отвинтить, только зажав один конец с резьбой трубным ключом, который повредит резьбу [необходима ссылка] и потребует замены ниппеля, или с помощью специального инструмента, известного как ниппельный ключ (или известный как внутренний трубный ключ) ), который захватывает внутреннюю часть трубы, не повреждая резьбу.Когда концы имеют два разных размера, это называется переходником или неравномерным ниппелем. Ниппель цилиндра или ниппель трубы — это ниппель, который обычно изготавливается из трубы и имеет резьбу только с обоих концов. Изготовленные резьбовые части трубы соответствуют американским стандартам ANSI B16.11 и GB / T14626, и существует три вида трубной резьбы. обычно используются в инженерных трубах:
- ISO7 / 1 — это международная трубная резьба с резьбовым уплотнением с углом профиля 55 ° и конусностью 1:16. Внутренняя резьба бывает двух типов: параллельная (Rp) и коническая (Rc).Наружная резьба имеет только конический R. Обычно это Rp-R. Как показано на рисунке a, он используется для общественных работ, а Rc-R встречается реже. .
- ISO228 — это международно используемая герметичная трубная резьба без резьбы с углом профиля 55o. Внутренняя и внешняя резьбы параллельны.
- ANSI B1.20.1 — это трубная резьба с американской резьбой с углом профиля 60o (NPT) и конусностью 1:16. Внутренняя и внешняя резьбы имеют коническую форму и обычно используются для трубной резьбы в трубах с высокими температурами и давлением.Фитинги с резьбой AMSE B16.11 обычно используются для резьбы NPT. NPT и ISO7 / 1 (широко известные как BSP), хотя угол зубьев разный, 1/2 и 3/4 шестерни имеют одинаковый шаг и могут быть соединены друг с другом.
Цены на фитинги для раструбной сварки зависят от размера, толщины, класса, материала, способа упаковки. Если вы хотите купить дешевые рулоны оцинкованной стали, выберите 20 г цинкового покрытия /, стальной рулон толщиной 0,8 мм и простую упаковку. пожалуйста, посетите стальную катушку с цветным покрытием Цена: влияющие факторы.
Указать размер
- Размер выхода
- Выполнить или заголовок
Укажите стиль
- Weldolet (стыковая сварка)
- Thredolet (с резьбой)
- Sockolet (розетка)
- Elbolet, Latrolet, Sweeploet, Insert Weldolet, Nipolet и т. Д.
- Укажите класс или спецификацию / стенку трубы
- Класс 3000 или 6000 — с резьбой или розеткой
- STD, XS, Sch 160 / XXS и т. Д.- стыковая сварка
Выбрать материал
- Углеродистая сталь
- Нержавеющая сталь
Приварка внахлест предназначена для приваривания трубы к корпусу клапана для сварки, а форма соединения с внутренней резьбой после формования аналогична. Вообще говоря, трубы из углеродистой стали и трубы из нержавеющей стали ниже 2 » используются для раструбной сварки; но трубы 2 » из нержавеющей стали также используются для стыковой сварки, например фланцевые фланцы; титановые трубы, дуплексные стали, никелевая основа.Для стыковой сварки в основном используются сплавы и тому подобное.
Преимущества муфтовой сварки- Нет проблем со скосом;
- С изнаночной стороной проблем нет;
- Положение сварки можно отрегулировать для плоской сварки.
- Сварные швы внахлест образуют угловые швы, а стыковые швы — стыковые.Стыковые соединения лучше анализировать по прочности и напряженному состоянию сварных швов, чем по муфтам. Следовательно, в случае классов высокого давления и в случаях с плохими условиями эксплуатации следует принять форму стыковки.
- Сварка внахлест обычно используется для небольших диаметров DN40 или меньше, что является экономичным. Стыковая сварка обычно используется для DN40 и выше. Форма раструбной сварки в основном используется для клапанов и труб малого диаметра, трубопроводной арматуры и сварки труб.Трубы малого диаметра обычно имеют тонкую толщину стенок, их легко перекосить и удалить, их трудно сваривать, и они больше подходят для сварки муфт. Кроме того, муфта раструбной сварки имеет армирующий эффект, поэтому она также используется под высоким давлением. Однако у муфтовой сварки есть и недостатки. Во-первых, напряженное состояние после сварки неудовлетворительное, сварка не сваривается, а внутри системы труб есть зазор. Поэтому система трубопроводов, используемая для среды, чувствительной к щелевой коррозии, и система трубопроводов с высокими требованиями к очистке не подходят.Используйте сварку муфтой. Кроме того, для труб сверхвысокого давления даже трубы малого диаметра имеют большую толщину стенки, и можно избежать сварки муфт при использовании стыковой сварки.
- Первый должен быть одним большим и одним маленьким в диаметре, прежде чем его можно будет вставить в сварной шов. 1. Последние диаметры могут быть одинаковыми или разными. 2. Сварочный паз отличается по форме. 3 процесс сварки разный. Прочность после сварки разная.
- Большинство марок с более низким давлением представляют собой меньшие сварные швы с раструбом, а классы с более высоким давлением часто представляют собой стыковые швы.Стыковые сварные швы проходят 100% тестирование на дефектоскопию, чтобы гарантировать отсутствие утечек.
- Как следует из названия, при сварке муфтой труба вставляется в сварной шов, а стыковая сварка приваривается непосредственно к соплу. Как правило, требования к стыковой сварке выше, чем к сварке муфтой, и качество после сварки хорошее, но метод обнаружения относительно строг. При сварке для радиографического контроля сварка муфтой может использоваться для испытания на магнитный порошок или на проплавление (например, углеродистая сталь для магнитного порошка, нержавеющая сталь для проплавления).Если жидкость в трубопроводе не требует сильной сварки, рекомендуется использовать муфтовую сварку для облегчения проверки.
Источник: китайский производитель фитингов для сварки муфт — Yaang Pipe Industry (www.steeljrv.com).
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая промышленность, очистка сточных вод, резервуары для природного газа и высокого давления и другие отрасли.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
Ссылки:
- https://www.yaang.com
Сводка
Название изделия
Что такое фитинги для сварки враструб
Описание
Фитинги для сварки враструб — это трубные соединения, обработанные круглыми стальными или стальными слитками, форма соединения — Socket Welding-SW, а стальные трубы вставляются в штуцер под приварку.
Автор
ЯАНГ
Имя издателя
ЯАНГ
Логотип издателя
Фитинг для стыковой сварки (стыковой сварки) — колено — переходник
Что такое фитинг для стыковой сварки (стыковой сварки)?
Фитинг под сварку встык — это свариваемый трубный фитинг, который позволяет изменять направление потока, отводить, уменьшать размер трубы или присоединять дополнительное оборудование. Фитинги из кованой стали под сварку встык производятся в соответствии с ANSI / ASME B16.9.
Фитинги для стыковой сварки доступны в виде колен, тройников, заглушек, переходников и выходов (olets). Эти фитинги являются наиболее распространенным типом сварных фитингов для труб и определяются номинальным размером трубы и спецификацией труб. Фитинги для стыковой сварки используют бесшовные или сварные трубы в качестве исходного материала и формируются (с помощью нескольких процессов), чтобы получить форму колен, тройников, переходников и т. Д. Так же, как труба продается из Приложений 10 к Приложению 160, фитинги для стыковых сварных труб продаются так же. Сварные фитинги под приварку встык чаще используются из нержавеющей стали из-за их стоимости.Фитинги Sch 10 также более распространены в фитингах из нержавеющей стали под сварку встык.
Обычными материалами для фитингов под сварку встык являются A234 WPB (также доступны A и C), углеродистая сталь с высоким пределом текучести, нержавеющая сталь 304 и 316 и никелевые сплавы.
Размеры фитингов для стыковой сварки
Просмотрите нашу большую коллекцию фитингов для труб из углеродистой стали и нержавеющей стали под сварку встык по мгновенным ценам онлайн!
Видео ниже дает краткий обзор фитингов под сварку встык.
* см. Расшифровку видео в конце страницы
Фитинги под сварку встык состоят из колена с длинным радиусом, концентрического переходника, эксцентрических переходников и тройников. Они являются важной частью промышленных трубопроводных систем для изменения направления, разветвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком труб. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
Фитинги для стыковой сварки также называются фитингами для сварных труб. Эти сварные фитинги из углеродистой и нержавеющей стали обладают многими преимуществами по сравнению с резьбовыми и приварными фитингами. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги под сварку встык доступны в размерах от ½ до 72 дюймов. Некоторые из преимуществ фитингов под сварку встык:
Типы фитингов для стыковой сварки
Сварные фитинги для труб из углеродистой и нержавеющей стали представляют собой соединительные элементы, которые делают возможным монтаж клапанов, труб и оборудования на трубопроводной системе.Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют;
- Изменение направления потока в системе трубопроводов
- Соединение или соединение труб и оборудования
- Обеспечение ответвлений, доступа и взлетов для вспомогательного оборудования
Типичный пример использования сварных фитингов — труба, уменьшенная с помощью концентрического переходника, приваренная к фланцу приварной шейки и подсоединенная к оборудованию. На рисунке ниже представлена полная коллекция фитингов, приваренных встык
.Коллекция фитингов для стыковой сварки
LR 90 Колено: Фитинги, меняющие направление в системе трубопроводов, называются коленами.Изменение направления указывается в градусах, например, 45 или 90. Колено с длинным радиусом 90 градусов имеет центральную линию на расстоянии 1,5 x NPS от конца колена. Колено 3R имеет центральную линию на расстоянии 3 x NPS от конца колена.
Колено LR 45: Колено с длинным радиусом 45 градусов изменяет направление на 45 градусов.
SR90 Колено: Колено с коротким радиусом 90 градусов такое же, как LR90, за исключением того, что расстояние между концом колена и центральной линией составляет 1 x NPS.
LR Изгиб на 180 градусов: Большой радиус изгиба на 180 градусов позволяет полностью изменить направление потока.Расстояние между концом колена и центральной линией составляет 3 x NPS.
SR Изгиб на 180 градусов: Короткий радиус изгиба на 180 градусов позволяет полностью изменить направление потока, но при более крутом повороте. Расстояние между концом колена и центральной линией составляет 1 x NPS.
Тройник: Труба под сварку встык Тройник обеспечивает ответвление на 90 градусов от напорной трубы. Это позволяет подключать к трубе вспомогательное оборудование. С двух сторон к трубе приваривают тройник, оставляя ответвление открытым для ответвления.
Переходной тройник: Переходной тройник под сварку встык имеет ответвление, которое меньше основного участка. Это позволяет выполнить ответвление на меньшую трубу оборудования от основного участка.
Концентрический переходник: Концентрический переходник также называется сварной концентрической муфтой. Это позволяет соединить большую трубу с меньшей трубой с помощью сварки. Концентрический переходник обеспечивает сварное соединение двух труб с одинаковой центральной линией.
Эксцентриковый переходник: Эксцентриковый переходник также называется сварной эксцентриковой муфтой.Это позволяет приваривать большую трубу к трубе меньшего размера со смещенной центральной линией. Смещение центральной линии эксцентрикового редуктора составляет; Смещение = 1/2 x (наибольший ID — наименьший ID)
Приварная бобышка: Приварная бобышка, также называемая сварочным патрубком, представляет собой способ соединения сварного соединения, которое имеет контур внизу, чтобы соответствовать контуру трубы. Таким образом, один конец сварочного патрубка приваривается к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию.Сварочный патрубок требует указания размера выпускного отверстия и «размера участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 «можно использовать на трубе (размер участка) 1/2» и больше.
Приварной штуцер: Втулочный конец используется с фланцем, соединенным внахлест, который приваривается к трубе.
Фитинг для стыковой сварки со скосом
Все сварные фитинги имеют скошенные концы для облегчения сварки.Этот скос в большинстве случаев позволяет выполнить сварной шов с полным проплавлением. Есть два типа фаски;
Обычная фаска и составная фаска.
Спецификации и стандарты на фитинги для стыковой сварки
Сварные фитинги изготавливаются в соответствии со спецификацией ASME B16.9. ASME B16.9 распространяется на сварочные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов. Однако этот стандарт не распространяется на фитинги для стыковой сварки под низким давлением, устойчивые к коррозии. См. MSS SP-43, Кованые фитинги из нержавеющей стали для стыковой сварки.
Общие материалы для сварных фитингов
Сварной фитинг из углеродистой стали:A234 WPB — наиболее распространенный материал, используемый для изготовления фитингов из углеродистой стали, сваренных встык.
ASTM A234 WPB — это стандартная спецификация для трубопроводных фитингов из кованой углеродистой и легированной стали для работы при умеренных и высоких температурах.
Технические характеристики
ASTM: A234 WPB
ASME: B16.9, B.11
NACE: MRO175
MSS: SP-83, SP-95
Химический состав%
Марка | К | Мн | п | S | Si | Кр | Пн | Ni | Cu | Прочие |
– | – | – | макс | макс | – | – | – | – | – | – |
WPB | 0.3 | 0,29–1,06 | 0,05 | 0,058 | 0,1 | 0,4 | 0,15 | 0,4 | 0,4 | В 0,08 |
(1,2,3,4,5) | макс | – | – | – | мин. | макс | макс | макс | макс | макс |
- Фитинги из прутка или пластины могут иметь 0.35 макс углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого уменьшения на 0,01% ниже указанного максимума углерода будет разрешено увеличение на 0,06% марганца сверх указанного максимума, но не более 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
Фитинги для стыковой сварки нержавеющей стали:
Фитинги из нержавеющей стали под приварку доступны марок 316 и 304.
304 / 304L (UNS S30400 / S30403)
Химический состав%
К | Кр | Мн | Ni | п | S | Si |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0.035 | 18,0–20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Предел прочности при растяжении: (KSI) = 60
Предел текучести: (KSI) = 35
(KSI преобразуется в MPA {мегапаскали} путем умножения на 6.895)
316 / 316L (UNS S31600 / S31603)
Химический состав%
К | Кр | Мн | Пн | Ni | п | S | Si |
МАКС | – | МАКС | – | Макс | МАКС | МАКС | |
0.035 | 16,0–18,0 | 2,00 | 2,0–3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Предел прочности при растяжении: (KSI) = 70
Предел текучести: (KSI) = 25
(KSI преобразуется в MPA {мегапаскали} путем умножения на 6.895)
Как изготавливается фитинг под сварку встык?
Фитинг для стыковой сварки труб изготавливается методом горячей штамповки, который включает гибку и придание формы. Исходным материалом для стыковых сварных фитингов является труба, которую нарезают на нужную длину, нагревают и формуют в определенные формы с помощью красителей. Также проводится термообработка для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию об изготовлении фитингов под сварку встык.
Преимущества фитингов для стыковой сварки
- Сварное соединение обеспечивает более надежное соединение
- Сплошная металлическая конструкция увеличивает прочность трубопроводной системы
- Фитинги под сварку встык с соответствующими схемами труб, обеспечивают непрерывный поток внутри трубы.Сварной шов с полным проплавлением и правильно подогнанный отвод LR 90, переходник, концентрический переходник и т. Д. Обеспечивает постепенный переход через сварные фитинги.
- Возможность различного радиуса поворота с использованием короткого радиуса (SR), большого радиуса (LR) или колена 3R
- Рентабельность по сравнению с их дорогими ответными частями с резьбой или сваркой враструб. Сварные фитинги из нержавеющей стали
- также доступны в SCH 10, что позволяет использовать более тонкие стенки. Фитинги для стыковой сварки из нержавеющей стали
- чаще встречаются в конфигурациях SCH 10 и SCH 40.
Все фитинги под сварку встык имеют скошенные концы в соответствии со стандартом ASME B16.25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для стыковой сварки.
Фитинги для стыковой сварки чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Высокопроизводительные фитинги из углеродистой стали под сварку встык доступны в вариантах A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Trupply — один из крупнейших дистрибьюторов трубных фланцев и фитингов. Мы обрабатываем сотни запросов каждый день. Некоторые из распространенных заблуждений рассматриваются в разделе вопросов и ответов ниже;
Вопросы и ответы
- Клиент запросил фитинги для стыковой сварки из A105: Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234WPB. Он эквивалентен фланцу A105, однако фитинг под приварку встык A105 или A106 не существует.
- Клиент запрашивает «нормализованные» фитинги под сварку встык: Это также заблуждение, поскольку фланцы доступны в вариантах A105 и A105 N, где N означает нормализованные.Однако такого понятия, как A234WPB N , не существует. Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки индивидуальных сертификатов испытаний материалов, чтобы убедиться, что был проведен нормализованный процесс термообработки. Заказчик, нуждающийся в «нормализованных» фитингах под сварку встык, должен запросить фитинги WPL6, которые обладают высокой текучестью и нормализованы как стандартная процедура
- Заказчик забывает указать спецификацию труб: Фитинги под сварку встык продаются в соответствии с размером трубы, но спецификация трубы должна быть указана так, чтобы внутренний диаметр фитинга соответствовал внутреннему диаметру трубы.Если график не указан, мы будем считать, что требуется стандартная стена.
- Различия между SCH 40 и True Schedule 40: Трубные фитинги 12 дюймов или больше требуют указания, является ли фитинг стандартным настенным (обычно обозначается Sch 40) или требуется настоящий график 40. Это необходимо, поскольку таблица 40 НЕ соответствует стандартной стене для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка для фитингов 12 дюймов или больше.
- Различия между SCH 80 и True Schedule 80 : Для труб размером 10 дюймов и выше, sch 80 НЕ соответствует XH.Заказчик должен указать, хочет ли он перегородку SCH 80 или XH.
- Фитинги для стыковой сварки из нержавеющей стали доступны в списке 10s. : Заказчик должен указать, нужны ли им фитинги для стыковой сварки со стандартной стенкой (sch 40s) или более тонкие стенки, из нержавеющей стали sch 10s. См. Схему трубопроводов , чтобы пояснить, как толщина стенки труб из нержавеющей стали соотносится с различными спецификациями труб.
- Заказчик забывает указать сварные или бесшовные фитинги для стыковой сварки. : Фитинги для стыковых сварных соединений доступны как в сварной, так и в бесшовной конфигурации.Фитинги из углеродистой стали или нержавеющей стали, выполненные стыковой сваркой, изготавливаются из бесшовных труб и, как правило, дороже. Бесшовные фитинги НЕ распространены для размеров больше 12 дюймов. Сварные фитинги изготавливаются из сварных труб из углеродистой стали или нержавеющей стали. Они доступны в размерах от ½ до 72 дюймов и более доступны по цене, чем бесшовные фитинги.
Что означает короткий радиус (SR) или длинный радиус (LR)?
Вы часто будете слышать локоть SR45 или локоть LR45. 45 или 90 обозначают угол изгиба фитинга под сварку для изменения направления потока.Колено с большим радиусом (колено LR 90 или колено LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше трубы. Итак, 6-дюймовый LR 90 имеет радиус изгиба, который в 1,5 раза больше номинального размера трубы. Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, равный 6-дюймовому номинальному размеру трубы.
Что такое угловой фитинг 3R или 3D?
Во-первых, термин 3R или 3D используется как синоним. Колено под сварку встык 3R имеет радиус изгиба, который в 3 раза превышает номинальный размер трубы.Колено 3R более гладкое, чем фитинги SR или LR.
Переходник для сварных труб
Фитинги под сварку встык доступны с концентрическим и эксцентрическим переходником для уменьшения потока от одного размера трубы к другому. Концентрический переходник под приварку встык симметричен: оба конца выровнены по центру.
Эксцентричный переходник под приварку встык несимметричен: концы смещены относительно друг друга.
Опции производителя и происхождения
Trupply является официальным дистрибьютором Weldbend , который является одним из крупнейших производителей отечественных фитингов и фланцев из углеродистой стали под приварку встык.Внутренние фитинги из нержавеющей стали под сварку встык производятся компанией Taylor Forge Stainless . Trupply также предлагает одобренные и неодобренные импортные фитинги, такие как Erne Fittings , SKBend и TKBend, , для более экономных клиентов. На все фитинги под приварку встык предоставляются протоколы испытаний материалов (MTR).
*
Стенограмма видеоДоброе утро. Сегодня мы говорим о фитингах под сварку встык. Вот коллекция фитингов для стыковой сварки из углеродистой стали.Это тройник, это концентрический переходник, это переходной тройник, это колено 45, это колено с коротким радиусом 90, это колено с длинным радиусом, 90, это заглушка трубы, и это эксцентриковый переходник . Это несколько примеров фитингов из нержавеющей стали, сваренных встык. В частности, это тройник из нержавеющей стали 304, а это колено под углом 90 градусов из нержавеющей стали, и это эксцентриковый переходник из нержавеющей стали.
Фитинги для стыковой сварки выпускаются из углеродистой стали, нержавеющей стали, никелевого сплава, а наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB.Эти фитинги также доступны из углеродистой стали с высоким пределом текучести, вам просто нужно указать это. Все фитинги под приварку встык изготавливаются из трубы, в качестве исходного материала они используют трубу. Обычно фитинги для сварки встык меньшего размера изготавливаются из бесшовных труб, но при увеличении размера, обычно превышающем номинальный размер 18 дюймов, эти фитинги изготавливаются из сварной трубы, и их также называют сварными фитингами для стыковой сварки.
Чтобы объяснить вам индивидуальный фитинг под приварку встык, опять же, это колено под 45 градусов.Если вы заметили, все фитинги под приварку встык имеют скосы на концах. Это образец трубы, образец 2-дюймовой трубы, который мы используем. Все эти фитинги представляют собой 2-дюймовые трубные фитинги, и то, как вы их свариваете, заключается в том, что вы берете трубу, у вас должен быть скос, вы его стыкуете, вот почему они называются фитингами для стыковой сварки, а затем вы можете сделать сварка прямо здесь. Вы можете выполнить сварной шов с полным проплавлением в зависимости от ваших требований к сварке. Другая труба идет отсюда под углом 45 градусов.
Это 90 градусов, это короткий радиус 90 градусов.Разница между коротким радиусом 90 и длинным радиусом 90 заключается в том, что короткий радиус — гораздо более узкий поворот, это зависит от вашего чертежа трубопровода. Если это требует более крутого поворота, тогда вы запросите изгиб с углом 90 градусов с коротким радиусом, в противном случае вы запросите большой радиус. Они оба делают то же самое, и, как я показал вам раньше, вы просто стыкуете его, свариваете, другой кусок идет сюда, а затем он делает 90 градусов прямо здесь. То же самое с длинным радиусом, вот как вы его соединяете, а затем другая часть идет прямо сюда.
Это стандартный тройник, основной ход и ответвление одинакового размера, это 2 дюйма. Вы делаете то же самое: соединяете трубу вот так, свариваете и делаете тройник. Тройник также доступен в виде уменьшающей Т, и вы можете видеть, что это 2 дюйма на три четверти дюйма, так что здесь 2 дюйма, а затем он уменьшается до трех четвертей дюйма. Если при установке вашего трубопровода требуется уменьшение ответвления, вы запросите переходной тройник.
Одна вещь, которую я хотел упомянуть, это то, что все фитинги для стыковой сварки труб требуют, чтобы вы указали график, то есть, как вы определяете толщину стенки, номинальное давление.Если вы сравните его с фитингом под сварку с раструбом или резьбовым фитингом, они будут весить 3000 фунтов, 6000 фунтов, тогда как фитинги под приварку встык бывают следующих типов: 20, 40, 60, 80, стандартные, сверхтяжелые, двойные X тяжелые. , необходимо указать график трубы. Этот конкретный концентрический редуктор может уменьшаться с 2 дюймов до 1 дюйма, или вы можете указать, какое уменьшение вы хотите в концентрическом редукторе.
Это эксцентриковый редуктор. То же самое, но не в линию, поэтому, если ваша основная ветвь находится прямо здесь, в зависимости от вашей установки, если вы хотите быть вне оси, вы помещаете еще одну трубу прямо здесь, и это создает эксцентричный редуктор.Так выглядит эксцентриковый редуктор.
Это заглушка для трубы. Как следует из названия, вы используете его для закрытия трубы. Если у вас есть труба, сопло или что-то подобное, вы можете встать встык, сварить и закрыть трубу, например, заглушку.
Таким образом, фитинги для стыковой сварки доступны из углеродистой стали, нержавеющей стали и никелевого сплава. Для фитингов под приварку встык вам необходимо указать график, именно так определяется это номинальное давление, вы должны указать график 40, 80 и т. Д. И т. Д.Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB, они доступны с высоким пределом текучести, они доступны из нержавеющей стали, они доступны из никелевых сплавов. Это оно. Спасибо.
Список литературы
Следующие ссылки обеспечивают хороший ресурс сварных фитингов;
Фитинги для сварки внахлест и резьбовые соединения ASME B16.11
Как определить кованые фитинги? Термин «кованые фитинги» относится к двум семействам фитингов (сварным раструбом и резьбовым), используемым для труб с малым внутренним диаметром и трубопроводных систем (обычно диаметром менее 4 дюймов для класса 3000 и менее 2 дюймов для фитингов классов 6000 и 9000). .Эти фитинги изготавливаются путем ковки и механической обработки твердой стали и доступны во множестве форм, таких как колена, тройники, переходники, штуцеры, муфты. Спецификация ASME B16.11 охватывает фитинги с раструбом и резьбой для нефтегазовой отрасли. Для труб большего диаметра следует использовать фитинги под сварку встык ASME B16.9.
КОВАНЫЕ ФИТИНГИ ASME B16.11
Кованые и стыковые фитинги
Кованые фитинги используются для трубопроводных систем диаметром менее 2 или 4 дюймов (4 дюйма для фитингов 2000 # / 3000 #, 2 дюйма для фитингов 6000 # / 9000 #), тогда как фитинги под сварку встык используются для труб большего диаметра.
Двумя основными типами кованых фитингов являются так называемые фитинги под сварку с раструбом (которые соединяются с трубами с помощью угловых швов) и резьбовые фитинги (труба навинчивается на фитинг).
Спецификации ASME B16.11, MSS SP 75, MSS SP 83, MSS SP 95 охватывают кованые фитинги (сварные муфтами и с резьбой) для соответствия требованиям ASME B36.10 и ASME B36.19 из углерода, сплава, нержавеющей стали и никеля. легированные трубы малого диаметра.
Кованые фитинги изготавливаются из цельных стальных блоков, которые подвергаются механической обработке для получения окончательной требуемой формы в пределах допусков, установленных применимыми спецификациями, упомянутыми выше.Это отличается от фитингов для стыковой сварки, которые производятся путем резки, гибки и формовки бесшовных или сварных стальных труб.
Типы кованых фитингов
Фитинги для сварки внахлест и резьбовые фитинги доступны в различных формах (колена, тройники, крышки, переходники, муфты и т. Д.) И размерах (размеры отверстий от 1/8 до 4 дюймов и рейтинги как 2000 #, 3000 #, 6000 #, 9000 #) и марки материалов (наиболее распространенными являются ASTM A105, ASTM A350 LF1 / 2/3/6 для низких температур, ASTM 182 для коррозионных, высокотемпературных применений. ).Класс фитинга представляет собой максимально допустимое давление, которое может выдержать устройство.
Фитинги класса 3000 используются для труб сортамента 80 / XS; Класс 6000 для труб Sch. 160; Фитинги класса 9000 для труб с большей толщиной стенки (XXS).
Кованые колена 45/90 градусов
Кованые колена используются для изменения направления трубопроводной системы на 45 или 90 градусов. Кованые отводы производятся в соответствии с ASME B16.11 из различных материалов, с использованием сварных муфт или резьбовых соединений труб.Особый вид — это так называемый «уличный локоть».
Отвод кованый 45 и 90 градусов, отвод уличный.
Кованый тройник (равный / переходной)
Кованые тройники используются для разветвления трубы под углом 90 градусов. Тройники могут быть прямыми (равными) или переходными.
Кованые тройники ASME B16.11 доступны с сварными муфтами или резьбовыми соединениями (NPT или BSP). Размеры кованых тройников соответствуют спецификациям MSS SP 75 и ASME B16.11.
Кованые боковые части
Кованые боковые части имеют Y-образную форму и используются для разветвления трубы под углом 30 градусов (или под разными углами в соответствии со спецификациями трубопровода).
Кованые заглушки (круглые, квадратные, шестигранные)
Кованые заглушки выпускаются с круглой, квадратной или шестигранной головкой и используются для заглушки труб.
Втулки
Шестигранные втулки изготавливаются в соответствии со стандартом ASME B16.11 и используются для соединения двух резьбовых деталей разного размера.
Муфты (половинные, полные)
Муфты — это кованые фитинги, изготовленные в соответствии со стандартом ASME B16.11 и используемые для соединения труб.
Они доступны в половинном или полном размере, с соединениями под приварку или резьбу (или их комбинацию для специальных трубопроводов).
Переходники и переходные вставки
Переходники бывают двух основных типов, называемых 1 и 2. Они используются для соединения труб и уменьшения диаметра отверстия.
Union
Доступны муфты типа «папа-мама», «мама-мама», гайки с проушиной и конструкции Rockwood. Профсоюзы соответствуют стандарту MSS SP 83.
Сварочная втулка
SOCKET WELD VS. РЕЗЬБОВЫЕ ФИТИНГИ
Кованые фитинги ASME B16.11 доступны с двумя типами торцевых соединений, которые называются «сварным раструбом» и «резьбовыми» (показано на рисунке).
ФИТИНГИ ДЛЯ ПРИВАРНОЙ РОЗЕТКИ
Фитинги для сварки внахлест присоединяются к трубам с помощью углового шва, тогда как резьбовые фитинги навинчиваются на трубу (или наоборот).Фитинг для сварки внахлест (слева) и резьбовой фитинг (справа).
Фитинги для сварки внахлест используются там, где требуются прочные и долговечные соединения . Фитинги для сварки внахлест очень надежны, но их установка в систему трубопроводов требует много времени (из-за большой рабочей нагрузки, связанной с сваркой мелких деталей).
Фитинги для сварки внахлест доступны в размерах от 1/8 до 4 дюймов и в классах от 2000 # до 9000 #.
Типичные области применения фитингов для раструбной сварки:
- Пар
- Взрывоопасные жидкости и газы
- Кислоты и токсичные жидкости
- Долговечные / долговечные установки
Угловой шов vs.Стыковая сварка: стыковая сварка заполняет зазоры между двумя устройствами со скосом под углом 30 градусов.
РЕЗЬБОВЫЕ ФИТИНГИ
Резьбовые фитинги используются для менее ответственных трубопроводных систем, таких как водопровод, противопожарная защита и охлаждение, или для установок низкого давления, не подверженных вибрации, растяжению и изгибающим силам. Резьбовые фитинги для труб не подходят для жидкостей с постоянно меняющейся температурой, так как резкие изменения могут привести к растрескиванию соединения.
Двумя основными типами резьбы являются BSP и NPT, которые несовместимы друг с другом:
Фитинги BSP
BSP означает «труба британского стандарта» и может быть далее разделена на BSPT (коническая) и Варианты БСПП (параллельные). В этом случае резьба имеет угол 55 °. Фитинги с резьбой BSP менее распространены, чем фитинги с резьбой NPT в нефтегазовой промышленности.
Фитинги NPT
NPT означает «Национальная труба с конусом» и является основным стандартом для резьбовых кованых фитингов в нефтегазовой отрасли.Резьба NPT покрывается спецификацией ASME B1.20.1 и основана на углах боковой поверхности резьбы 60 ° (по сравнению с 55 ° у типа BSP).
BSP (BSPP / BSPT) против NPT: угол резьбы 55 против 60 градусов.КОВАНЫЕ ФИТИНГИ МАТЕРИАЛЫ
Фитинги из углеродистой стали ASTM A105 (кованые)
Фитинги A105 для сварки раструбом и резьбовые соединения подходят для труб из углеродистой стали для высокотемпературных условий эксплуатации, таких как ASTM A53, A106 и API 5L. Для работы при низких температурах вместо них должны использоваться фитинги с раструбом / резьбой ASTM A350 (чтобы соответствовать трубам ASTM A333).
A105 Материалы кованых фитингов, химический состав%
| Марка материала | Марка или класс | C | Si | Mn | S | P | Cr5 905 Ni MoV | Cb / Nb | ||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ASTM A105 | 0,35 | 0,10-0,35 | 0,60-1,05 | 0,04 | 0,035 | 0.4 | 0,4 | 0,3 | 0,12 | 0,08 | ||||||||||||||||||||||
| ASTM A181 | 60 | 0,35 | 0,10-0,35 | 1,1 | 0,10-0,35 | 1,1 | 16,05 | 9705 | 70 | 0,35 | 0,10-0,35 | 1,1 | 0,05 | 0,05 | ||||||||||||||||||
| ASTM A266 | 1 | 0.3 | 0,15-0,35 | 0,40-1,05 | 0,025 | 0,025 | ||||||||||||||||||||||||||
| 2 | 0,3 | 0,15-0,35 | 0,3 | 0,15-0,35 | 7 0,40777||||||||||||||||||||||||||||
| 3 | 0,35 | 0,15–0,35 | 0,80–1,35 | 0,025 | 0,025 | 65 | 65 | |||||||||||||||||||||||||
| 0,15–0,35 | 0,80–1,35 | 0,025 | 0,025 | |||||||||||||||||||||||||||||
| ASTM A350 | LF1 | 0,312-0,01 | LF1 | 0,312–0407 | 0,312–0407 9121 9121 9407 9407 9407 9121 0,035 | 0,4 | 0,4 | 0,3 | 0,12 | 0,08 | 0,02 | |||||||||||||||||||||
| LF2-1 | 0,3 | 0,15-0,30 | 0,60-1,35 040.04 | 0,035 | 0,4 | 0,4 | 0,3 | 0,12 | 0,08 | 0,02 | ||||||||||||||||||||||
| LF2-2 | 0,3 | 0,15-0,30 | 0,3 | 0,15-0,30 | 9128 0,407 9124 0,407 9124 0,407 0,070,4 | 0,4 | 0,3 | 0,12 | 0,08 | 0,02 | ||||||||||||||||||||||
| LF3-1 | 0,2 | 0,20-0,35 | 0,9 | 9128 0,04 9040.035 | 0,4 | 3,30–3,70 | 0,3 | 0,12 | 0,03 | 0,02 | ||||||||||||||||||||||
| LF3-2 | 0,2 | 0,20–0,35 | 0,2 | 0,20–0,35 | 0,9407 0,07 0,04 | 7 0,04 94077 0,04 9128 0,93,30-3,70 | 0,3 | 0,12 | 0,03 | 0,02 | ||||||||||||||||||||||
| LF5-1 | 0,3 | 0,20-0,35 | 0,60-1,35 | 9128 0354 | 1,00–2,00 | 0,3 | 0,12 | 0,03 | 0,02 | |||||||||||||||||||||||
| LF5-2 | 0,3 | 0,20–0,35 | 0,60–1,3124 0,20–0,35 | 0,60–1,3124 | 0,481 94070,60–1,3124 | 0,481 9407 9121 1,00-2,000,3 | 0,12 | 0,03 | 0,02 | |||||||||||||||||||||||
| LF6-1 | 0,22 | 0,15-0,30 | 1,15-1,50 | 0,025 | 0,025 | 0,025 | 4 | 0,4 | 0,3 | 0,12 | 0,04–0,11 | 0,02 | ||||||||||||||||||||
| LF6–2 | 0,22 | 0,15–0,30 | 1,15–1,50 | 0,407 9128 91211,15–1,50 | 9128 9128 9128 9128 0,40,3 | 0,12 | 0,04-0,11 | 0,02 | ||||||||||||||||||||||||
| LF6-3 | 0,22 | 0,15-0,30 | 1,15-1,50 | 0,025 | 12 0,025 | 12 0,04 | 0,4 | 0,3 | 0,12 | 0,04-0,11 | 0,02 | |||||||||||||||||||||
| LF9 | 0,2 | 0,40-1,06 | 0,04 | |||||||||||||||||||||||||||||
| 0,035 | 0,3 | 0,12 | 0,03 | 0,02 | ||||||||||||||||||||||||||||
| LF787-2 | 0,07 | 0,4 | 0,40-0,70 | 0,025 | 0,025 | 0,025 | 0,025 | 1,0070-1,00 | 0,60-0,90 | 0,15-0,25 | 0,03 | 0,02 мин | ||||||||||||||||||||
| LF787-3 | 0,07 | 0,4 | 0,40-0,7081 | 0,025 0,025 | 912 | 0,70–1,00 | 0,60–0,90 | 0,15–0,25 | 0,03 | 0,02 мин |
A105 Кованые фитинги, механические свойства