Страница не найдена — ccm-msk.com
Электроды
Содержание1 Аргонная сварка (аргонодуговая) — технология и оборудование1.1 Технология аргонной сварки1.2 Оборудование и сварочные
Электроды
Содержание1 Вольфрам: свойства и требования к сварке, сварочные материалы и оборудование, техника безопасности1.1 Вольфрам
Пайка
Содержание1 Как правильно проводится соединение (пайка) медных труб?1.1 Виды и особенности медных труб1.2 Способы
Информация
Содержание1 Аттестация сварщиков НАКС1. 1 Кому пригодится НАКС1.2 Аттестационные уровни1.3 Какие виды аттестации НАКС существуют1.4
1 Кому пригодится НАКС1.2 Аттестационные уровни1.3 Какие виды аттестации НАКС существуют1.4
Сварщикам
Содержание1 Аттестация сварщиков и специалистов НАКС1.1 Цена обучения сварщиков для получения аттестата НАКС1.2 Срок
Содержание1 Какой реноватор лучше выбрать для работы дома: принцип действия прибора, характеристики и популярные
Страница не найдена — ccm-msk.com
Информация
Содержание1 надежности сварочных инверторов для дома с ценами1.1 Лучшие модели1.2 Что предпочесть покупателю?2 сварочных
Информация
Содержание1 Как правильно варить инверторным сварочным аппаратом1. 1 Как работает сварочный инвертор1.2 Какие электроды использовать1.3
1 Как работает сварочный инвертор1.2 Какие электроды использовать1.3
Сварка
Содержание1 Сварка листового полипропилена строительным феном и экструдером1.1 Лист полипропилена: природа материала для заготовки1.2
Информация
Содержание1 Оборудование для сварки труб – купить оборудование для сварки пластиковых труб по доступным
Условия
Содержание1 Как припаять провод без паяльника1.1 Использование самодельного жала1.2 Пайка фольгой 1.3 Как спаять
Пайка
 1 Припои и
1 Припои и
Страница не найдена — ccm-msk.com
Трубы
Содержание1 Сварка полипропиленовых труб: монтаж с помощью аппарата своими руками1.1 Инструменты для сварки1.2 Самодельный
Вопросы
Содержание1 Как сварить ворота1.1 Особенности конструкции1.2 Распашные1.3 Откатные1.4 Изготовление каркаса1.5 Крепление петель и направляющего
Информация
Содержание1 Технология сварки алюминия полуавтоматом своими руками1.1 Особые свойства алюминия1.2 Основные правила качественной сварки
Сварка
Содержание1 Сварочный инвертор своими руками: схемы и инструкция по сборке1. 1 Характеристики самодельного инвертора и
1 Характеристики самодельного инвертора и
Вопросы
Содержание1 Электрическая ручная дисковая пила для дома по дереву: правила выбора, популярные модели, полезные
Вопросы
Содержание1 лучших мультиметров для дома и машины в 2019 году1.1 Как выбрать мультиметр1.2 Какой
Приставка к инвертору для полуавтоматической сварки
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.


Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Конструкция подающего устройстваПроцесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.

Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтоматаПри переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.
Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.

Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
Подводим итоги
Мы рассмотрели некоторые способы переделки сварочных инверторов в полуавтоматы своими руками. Это довольно сложная задача, при пристальном изучении, не является особенно трудной. Важно лишь обеспечить надёжное функционирование элементов и электробезопасность. Главное, что эти усилия и временные потери, обеспечат весьма существенную экономию денежных средств.
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой.Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Приставка MIG/MAG к инвертору MMA
Приставка-полуавтомат к инвертору: быстрое и удобное решение особых задач
Набор-приставка состоит из полуавтоматического аппарата, кабелей для подключения к источнику напряжения и сварочного пистолета с катушкодержателем. В комплект поставки также входят переходники с малого байонета на большой.
Приставка MIG/MAG к инвертору MMA подключается силовыми проводами с соблюдением необходимой полярности. К электронному блоку приставки подсоединяются газовый шланг, сварочный пистолет и кабель «массы». Подключение выполняется надежно и оперативно за счет использования евроразъемов. Приставка-полуавтомат к сварочному инвертору подойдет для сварки тонких металлических деталей в домашних условиях. Требуемое напряжение, которое должно поступать от аппарата ММА, находится в пределах 55-90 В.
Приставка к сварочному инвертору оснащена подающим рукавом, в который вставляется катушка с проволокой. Катушка и двигатель подачи находятся в одном блоке со сварочной горелкой. В комплекте предусмотрены несколько роликов для разных диаметров проволоки.
Приставка-полуавтомат и подающее устройство для инвертора: купить в Украине с гарантией
В фирменном интернет-магазине Tesla Weld Вы можете приобрести высококачественное оборудование с официальной европейской гарантией от производителя. Оборудование собирается на собственных производственных мощностях, под контролем ведущих инженеров.
Приставка к инвертору Tesla Weld спроектирована по технологии «Дабл-импульс»™ , которая обеспечивает стабилизацию скачков питающего напряжения. Инверторы нашего бренда работают уже от 140 В. Эта способность особенно важна в условиях нестабильных сетей в загородных домах.Схемотехника аппаратов построена на двухтранзисторной логике. Она позволила существенно снизить потери мощности и расширить диапазон рабочих напряжений.
На подающее устройство для инвертора цена установлена вполне доступной для широкого круга покупателей не случайно: мы изначально стремились разработать простой и доступный аппарат полуавтоматической сварки проволокой, который можно было бы подключать к уже имеющемуся инвертору ММА. Так мы старались найти решение для тех домашних мастеров, которые чаще всего варят ручной дуговой сваркой, но иногда нуждаются в выполнении работ полуавтоматом.
Хотите попробовать это практичное устройство на своих заготовках? Возьмите его на 30-дневный тест-драйв, и убедитесь в его надежности и эргономичности.
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Инверторы MMA
- Инверторы TIG
- Газосварка
- Плазменная резка
- Система охлаждения
- Патон
- Днепровелдинг
- Элсва (Запорожье)
- Атом (Запорожье)
- Техмик (Ровно)
- ИИСТ (Херсон)
- SSVA (Харьков)
- GYSmi
- DECA
- Jasic
- Welding Dragon
- Modern Welding
- Telwin
- Днипро-М
- Энергия-сварка
- Тесты и видеоматериалы
- Статьи
- Фотогалерея
- Маска Хамелеон
- Расходные
- Электрододержатели, масса
- Горелки MIG/MAG
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- Головки TIG
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Циркули CUT
- Редукторы
- Светофильтры
- PT-31 (CUT-40) расходные
- SG-55 (AG-60) расходник
- SG-51 (CUT-60)
- P-80 Panasonic
- A101/A141 Trafimet
- Powermax 45
- Термопенал
- Перчатки сварщика
- Электроды сварочные
- Контакты
Подающий механизм для инвертора
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой.Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока.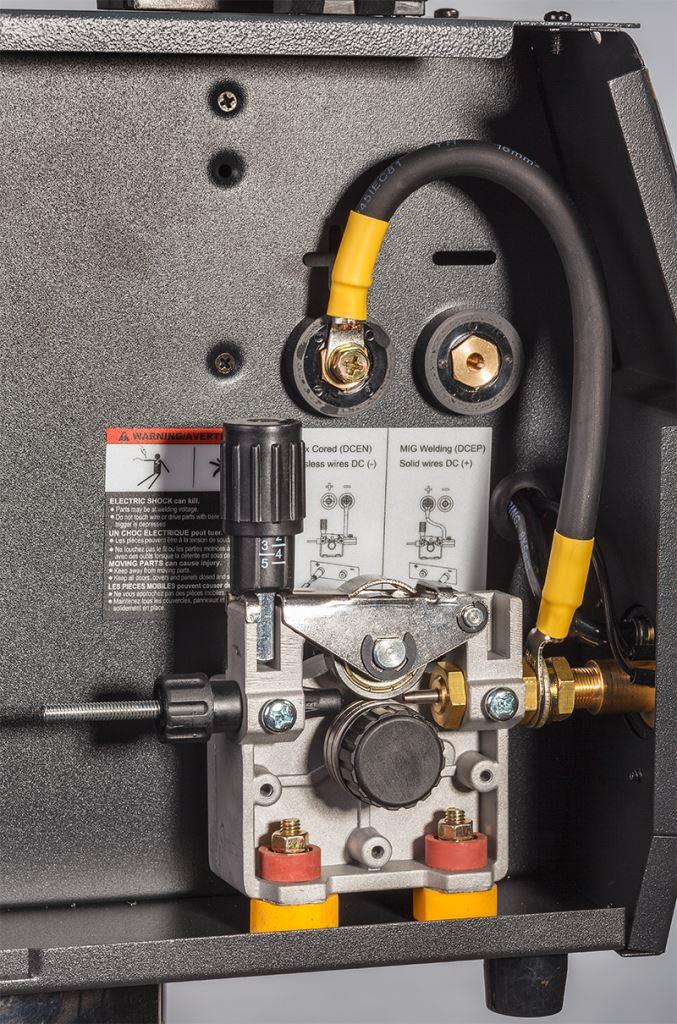 Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Онлайн консультант».
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен бесплатный номер 8-800.
Для перехода на сайт нажмите «В магазин»
На сайте продавца доступен «Заказ в один клик».
Для перехода на сайт нажмите «В магазин»
Полуавтоматические присоединительные устройства для термопар (TAU), 15000 рупий за штуку
О компании
Год основания2012
Юридический статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Производитель
Количество сотрудников От 51 до 100 человек
Годовой оборот10-25 крор
Участник IndiaMART с июня 2013 г.
GST33AAECN9725C1ZM
Код импорта и экспорта (IEC) 04150 *****
ТЕХНОЛОГИИ NDE ДЕФЕКТЫ
ОБРАЗЦЫ С ДЕФЕКТАМИ NDT И БЛОКИ КАЛИБРОВКИ NDT
Мы хотели бы представить вам наш продукт с дефектами NDT.
Дефектные образцы Для обучения, практики и квалификации Уровня II, т.е. ASNT-TC-lA, PCN, BS EN ISO 9712, API и др. Благодаря богатому производственному опыту мы участвуем в производстве широкого ассортимента Дефектных образцов.Предлагаемый образец с дефектами используется для практических процедур, повышения квалификации персонала и разработки оборудования. Мы, NDE FLAW TECHNOLOGIES
Производитель дефектных образцов в индустрии неразрушающего контроля и оценки, являясь пионером многих хорошо известных «отраслевых стандартов» методов изготовления дефектов и имплантации.
Высококачественные дефекты достигаются за счет сочетания первоклассного мастерства, уникального сочетания навыков сварки и неразрушающего контроля, а также полного понимания продукта.Образцы с дефектами содержат намеренно созданные дефекты, размер и местонахождение которых точно определены. Каждый образец поставляется с документацией, в которой указаны типы, размеры и расположение дефектов. Наша политика установления новых стандартов и разработки новых методов повышения качества и надежности гарантирует высочайшее качество дефектов.
NDE FLAW TECHNOLOGIES, NDT Калибровочные блоки
Калибровочные блоки — важный дополнительный материал в ультразвуковом контроле, используемый для калибровки чувствительности ультразвукового дефектоскопа и ультразвукового датчика.Наш испытательный блок сертифицирован государственным ведомством. Наша продукция включает блоки NDT отечественного, европейского, американского стандарта, гексагональные блоки для испытаний. И так далее. Обработка специальных спецификаций блоков неразрушающего контроля.
Образцы для неразрушающего контроля И калибровочные блоки для неразрушающего контроля IN
Универсальная конкурентоспособная цена. Спасибо, что уделили нам свое драгоценное время.
Видео компании
Сварочные аппараты, шлемы и тележки для продажи через Интернет
Успех! Теперь вы подписаны на наш список рассылки
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
GENWLDROSA4C5- Оригинальный ROSSI 7HP 208cc 4-тактный сварочный аппарат с приводом от двигателя
- Универсальное решение для дистанционной ручной сварки
- Технология полупроводникового стабилитрона
- Двойная ручка с усиленной стальной рамой с порошковым покрытием
- Быстрый запуск с легкой заслонкой
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDARCROSA200- Диапазон тока 10–200 ампер!
- Технология инвертора iGBT
- Новейшая технология сверхстабильных инверторов постоянного тока
- Arc Force — Ток автоматически увеличивается, если длина дуги слишком мала
- Плавно перемещает широкий спектр стержней — до 4 мм
- Сварные швы из 1.Толщина от 5 мм до 12 мм
- Розетки стандарта DIN
- Сверхпортативный — всего 4,5 кг
- Подлинное качество ROSSI!
- Сертификат EMC и C-Tick, ГАРАНТИЯ 1 ГОД
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMMAROSA2C0- Диапазон тока 20-200 А
- Сверхкомпактная конструкция
- Технология инвертора iGBT
- Тородиальный трансформатор из чистой меди
- Новейшая технология сверхстабильных инверторов постоянного тока
- Сварные швы из 1.Толщина от 5 мм до 12 мм
- Розетки стандарта DIN
- Система автоматического отключения предотвращает перегрузку и перегрев
- Сверхпортативный и сверхкомпактный дизайн
- Уникальное покрытие для предотвращения передачи удара
- Маска и аксессуары в комплекте
- Сертификат RoHS и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMMAROSA2C5- Диапазон тока 20-180 А
- Сверхкомпактная конструкция
- Технология полупроводникового стабилитрона
- Тороидальный трансформатор из чистой меди
- Сварные швы из 1.Толщина от 5 мм до 12 мм
- Розетки стандарта DIN
- Система автоматического отключения предотвращает перегрузку и перегрев
- Сверхпортативный и сверхкомпактный дизайн
- Уникальное покрытие для предотвращения передачи удара
- Маска и аксессуары в комплекте
- Сертификат RoHS и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMMAROSA3C0- Диапазон тока 20-300 А
- Сверхкомпактная конструкция
- Технология полупроводникового стабилитрона
- Тороидальный трансформатор из чистой меди
- Сварные швы из 1.Толщина от 5 мм до 12 мм
- Розетки стандарта DIN
- Система автоматического отключения предотвращает перегрузку и перегрев
- Сверхпортативный и сверхкомпактный дизайн
- Уникальное покрытие для предотвращения передачи удара
- Маска и аксессуары в комплекте
- Сертификат RoHS и C-Tick
- Росси
ОСЕННИЕ ОСНОВНЫЕ
WLDMMAROSB2C5- Подлинное качество ROSSI!
- Диапазон тока 20 — 250 А!
- Сверхкомпактная конструкция
- Технология инвертора iGBT
- Новейшая технология сверхстабильных инверторов постоянного тока
- Arc Force — Ток автоматически увеличивается, если длина дуги слишком мала
- Сварные швы из 1.Толщина от 6 мм до 4,0 мм
- Промышленные стандартные розетки DIN
- Сверхпортативный — всего 5 кг
- Одобрение EMC и C-Tick, ГАРАНТИЯ 1 ГОД
- Росси
ОСЕННИЕ ОСНОВНЫЕ
WLDPTAROSA2C5- Диапазон тока 20-250 А
- Технология полупроводникового стабилитрона
- Новейшая технология сверхстабильных инверторов постоянного тока
- Плавно перемещает широкий спектр штанг — до 4 мм
- Розетки стандарта DIN
- Сверхпортативный — всего 4 кг
- Оригинальное качество Rossi
- Сертификат EMC и C-tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDWSMROSA200- Инверторный сварочный аппарат TIG / MMA — подлинное многофункциональное устройство Rossi!
- 200A Tig — 160A ARC, диапазон тока 10-200 А
- Новейшая технология сверхстабильного инвертора постоянного тока iGBT
- Широкий 1.Толщина 5 мм — 12 мм в MMA / Arc
- Сваривает нержавеющую сталь, низкоуглеродистую сталь, медь, железо и др.
- Розетки стандарта DIN
- Сверхпортативный — всего 8,5 кг
- Совместимость с генератором
- Дополнительные аксессуары
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDTIGROSA2C2- Функция 2-в-1 TIG и сварки палкой
- Диапазон тока 10 — 220 А
- Сверхкомпактная конструкция
- Технология инвертора iGBT
- Тороидальный трансформатор из чистой меди
- Новейшая технология сверхстабильных инверторов постоянного тока
- Розетки стандарта DIN
- Автоматическая система предотвращения перегрузки и перегрева
- Ультрапортативный дизайн
- Уникальное покрытие для предотвращения передачи удара
- Маска и аксессуары в комплекте
- Сертификат RoHS и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIGROSB195- Новейшие технологии MIG / MAG / MMA
- Выключатель MIG ВКЛ / ВЫКЛ
- 240 В, с вилкой на 15 А
- Full 40-195amp — мощный твердотельный MIG
- Антипригарная технология — сварка стали, нержавеющей стали, меди, железа и др.
- Газовая / безгазовая сварочная установка на постоянном токе
- Регулируемая подача проволоки «на лету»
- Вмещает катушки весом до 5 кг от 0.6-0,8 мм и 0,8-1,0 мм
- 1 ГОД ГАРАНТИИ
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIGROSA130- Подлинный Rossi с новейшей технологией MIG
- Газ + безгазовый режим
- Full 30-130Amp — мощный твердотельный MIG
- Длинный 2.2-метровый провод резака
- Регулируемая подача проволоки «на лету»
- Сверхпортативный и легкий
- Устройство защиты от перегрева / перегрузки по току / перегрузки
- Сертификат EMC и C-Tick
- Австралийская гарантия
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIGROSC185- Новейшая технология MIG / MAG
- Используется со стандартным бытовым питанием 240 В, 15 А
- Full 40-185amp — мощный твердотельный MIG
- Антипригарная технология — сварка стали, меди, железа и др.
- Газовая / безгазовая сварочная установка на постоянном токе
- Регулируемая подача проволоки «на лету»
- Вмещает катушки весом до 5 кг от 0.6-0,8 мм и 0,8-1,0 мм
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIGROSA1C7- 2in1 MIG / Stick Capability
- Диапазон тока 20 — 170 А
- Сверхкомпактная конструкция
- Технология инвертора iGBT
- Тороидальный трансформатор из чистой меди
- Новейшая технология сверхстабильных инверторов постоянного тока
- Сварные швы из 1.Толщина от 6 мм до 4,0 мм
- Розетки стандарта DIN
- Система автоматического отключения предотвращает перегрузку и перегрев
- Ультрапортативный дизайн
- Уникальное покрытие для предотвращения передачи удара
- Футляр, маска и аксессуары
- Сертификат RoHS и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIGROSA2C2- 4in1 MIG / TIG / Stick / Gas / Gasless Capability
- Диапазон тока 20-220 А
- Сверхкомпактная конструкция
- Технология инвертора Semi-Zener iGBT
- Тороидальный трансформатор из чистой меди
- Сварные швы до 4.0мм толщина
- Розетки стандарта DIN
- Система автоматического отключения предотвращает перегрузку и перегрев
- Ультрапортативный дизайн
- Уникальное покрытие для предотвращения передачи удара
- Маска, чехол для сварки TIG и аксессуары
- Сертификат RoHS и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIG155BROS- Новейшие технологии MIG / MAG / MMA
- 240 В с вилкой на 15 А
- Full 40-155Amp — мощный твердотельный MIG
- Технология против прилипания
- Длинный 2.0M Свинец резака
- Регулируемая подача проволоки на лету и четырехступенчатая мощность
- Газовая / безгазовая сварочная установка на постоянном токе
- Вмещает до 5 кг катушек диаметром 0,6–1,0 мм
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMPTROSB416- Новейший инверторный сварочный аппарат 3-в-1 для TIG / MMA / CUT — Мастерская «все в одном»
- Технология полупроводникового стабилитрона
- Поставляет ряды для сварки плазменным резаком 160A Tig — 160A ARC — 40A
- Сверхстабильная система управления Pilot Arc — прорезает ржавчину и краску
- Цифровой экран
- Сварка стали, нержавеющей стали, меди, железа + др.
- Удобный для генератора, ультрапортативный и легкий
- Схема защиты от перегрева / перегрузки по току / перегрузки
- Rossi Качество и надежность
- Сертификат EMC и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDCUTROSA1C4- Аппарат 3-в-1 для сварки TIG, Stick and Cut
- Диапазон тока 10 — 220 А
- Сверхкомпактная конструкция
- Технология инвертора iGBT
- Тороидальный трансформатор из чистой меди
- Новейшая технология сверхстабильных инверторов постоянного тока
- Розетки стандарта DIN
- Автоматическая система предотвращения перегрузки и перегрева
- Ультрапортативный дизайн
- Уникальное покрытие для предотвращения передачи удара
- Маска и аксессуары в комплекте
- Сертификат RoHS и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDHMTROSASFS- Подлинное производство ROSSI
- Industries Диапазон самых быстрых СОЛНЕЧНЫХ ПИТАНИЙ — Реагирует в пределах 0.0002с сваркой
- Идеально подходит для всех областей применения дуговой, MIG, TIG, MAG сварки
- Самозарядные аккумуляторы — замена не требуется
- Бесступенчатая регулировка по DIN от 9 до 13
- Сменные прозрачные линзы DIN 4 и картридж для затемнения
- Регулировка набора поворотной головки одним касанием для удобной посадки
- Качественная набивка из пеноматериала
- Превосходит ANSIZ87.1, стандарты EN175 и CE.
- ГАРАНТИЯ НА ЗАМЕНУ 12 МЕСЯЦЕВ
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
wh-4000- Подлинное производство ROSSI Серия
- Industries с самым быстрым СОЛНЕЧНЫМ питанием — Реагирует в пределах 0.0002s сварочного удара
- Идеально подходит для всех областей применения дуговой, MIG, TIG, MAG сварки
- Самозарядные резервные батареи — замена не требуется
- Бесступенчатая регулировка по DIN от 9 до 13
- Сменные прозрачные линзы DIN 4 и картридж для затемнения
- Регулировка набора поворотной головки одним касанием для удобной посадки
- Качественная набивка из пеноматериала
- Превосходит стандарты ANSIZ87.1, EN175 и CE.
- ГАРАНТИЯ НА ЗАМЕНУ 12 МЕСЯЦЕВ
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
wh-6000- Подлинное производство ROSSI Серия
- Industries с самым быстрым СОЛНЕЧНЫМ питанием — Реагирует в пределах 0.0002s сварочного удара
- Идеально подходит для всех областей применения дуговой, MIG, TIG, MAG сварки
- Бесступенчатая регулировка по DIN от 9 до 13
- Сменные прозрачные линзы DIN 4 и картридж для затемнения
- Регулировка набора поворотной головки одним касанием для удобной посадки
- Качественная набивка из пеноматериала
- Превосходит стандарты ANSIZ87.1, EN175 и CE.
- ГАРАНТИЯ НА ЗАМЕНУ 12 МЕСЯЦЕВ
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
Wh5000-FIRE- Подлинное производство ROSSI Серия
- Industries с самым быстрым СОЛНЕЧНЫМ питанием — Реагирует в пределах 0.0002s сварочного удара
- Идеально подходит для всех областей применения дуговой, MIG, TIG, MAG сварки
- Самозарядные резервные батареи — замена не требуется
- Бесступенчатая регулировка по DIN от 9 до 13
- Сменные прозрачные линзы DIN 3 или 4 и затемняющий картридж
- Регулировка набора поворотной головки одним касанием для удобной посадки
- Превосходит стандарты ANSIZ87.1, EN175 и CE.
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WH-ROSI-4095- Подлинное производство ROSSI
- Industries — самая быстрая серия на солнечных батареях — реагирует в пределах 1/15 000 секунды после удара сварным швом
- Идеально подходит для всех видов сварки ARC, MIG, TIG, MAG
- Самозарядные резервные батареи — замена не требуется
- Бесступенчатая регулировка по DIN от 9 до 13
- Сменные прозрачные линзы DIN4 и затемняющий картридж
- Регулировка набора поворотной головки одним касанием для удобной посадки
- Прокладка из качественной пены
- Превосходит ANSIZ87.1, стандарты EN175 и CE
- Гарантия на замену 12 месяцев
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WH8000-FIRE- Подлинное производство ROSSI Серия
- Industries с самым быстрым СОЛНЕЧНЫМ питанием — Реагирует в пределах 0.0002s сварочного удара
- Идеально подходит для всех областей применения дуговой, MIG, TIG, MAG сварки
- Самозарядные резервные батареи — замена не требуется
- Бесступенчатая регулировка по DIN от 9 до 13
- Сменные прозрачные линзы DIN 4 и картридж для затемнения
- Регулировка набора поворотной головки одним касанием для удобной посадки
- Качественная набивка из пеноматериала
- Превосходит стандарты ANSIZ87.1, EN175 и CE.
- ГАРАНТИЯ НА ЗАМЕНУ 12 МЕСЯЦЕВ
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WH8000-ФЛАГ- Подлинное производство ROSSI Серия
- Industries с самым быстрым СОЛНЕЧНЫМ питанием — Реагирует в пределах 0.0002s сварочного удара
- Идеально подходит для всех областей применения дуговой, MIG, TIG, MAG сварки
- Самозарядные резервные батареи — замена не требуется
- Бесступенчатая регулировка по DIN от 9 до 13
- Сменные прозрачные линзы DIN 4 и картридж для затемнения
- Регулировка набора поворотной головки одним касанием для удобной посадки
- Качественная набивка из пеноматериала
- Превосходит стандарты ANSIZ87.1, EN175 и CE.
- ГАРАНТИЯ НА ЗАМЕНУ 12 МЕСЯЦЕВ
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDCRTROSBD55- Достаточно места для хранения, чтобы разместить полноразмерный газ или 2 небольших резервуара с двумя легко устанавливаемыми цепями для резервуаров
- Двойной держатель для фонарей, шлемов, зажимов, перчаток и других принадлежностей
- Четыре просторных ящика с наклонной верхней полкой для легкого доступа к органам управления сварщика
- Поворачиваемые на 360 ° передние поворотные колеса с тормозом для максимальной мобильности
- Задние колеса 15 см из цельной резины на одной оси для оптимальной устойчивости
- Изготовлен из деловой стали с порошковым покрытием
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDCRTROSBN53- Оригинал Росси Делюкс
- Три вместительные полки
- Полноразмерный резервуар для хранения газа
- Двойные цистерны easy-fit
- Угловая верхняя полка для легкого доступа к органам управления сварщика
- Двойные держатели для пистолетов, держатели и зажимы
- Задние 6-дюймовые колеса из цельной резины на одной оси для оптимальной устойчивости
- Передние поворотные колеса с возможностью поворота на 360 ° с тормозом для максимальной мобильности
- Изготовлен из деловой стали с порошковым покрытием
- Грузоподъемность массивной 50кг
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMMAROSB200- Подлинное качество ROSSI!
- Диапазон тока 20–200 ампер!
- Сверхкомпактная конструкция
- Технология инвертора iGBT
- Новейшая технология сверхстабильных инверторов постоянного тока
- Arc Force — Ток автоматически увеличивается, если длина дуги слишком мала
- Сварные швы из 1.Толщина от 6 мм до 2,5 мм
- Промышленные стандартные розетки DIN
- Сверхпортативный — всего 5,5 кг
- Одобрение EMC и C-Tick, ГАРАНТИЯ 1 ГОД
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDPTAROSA160- Диапазон тока 20 — 160 А
- Технология инвертора iGBT
- Новейшая технология сверхстабильных инверторов постоянного тока
- Плавно перемещает широкий спектр штанг — до 4 мм
- Розетки стандарта DIN
- Сверхпортативный — всего 3 кг
- Оригинальное качество Rossi
- Сертификат EMC и C-tick
- Расширенная гарантия AU
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDTIGROSA2C5- 3-в-1 TIG, Stick и Pulse
- Возможность сварки постоянным и переменным током
- Диапазон мощного тока 10-250 А
- Технология инвертора Semi-ZenerTM iGBT
- RapidPulseTM для чистых сварных швов
- Точный цифровой дисплей тока
- Тороидальный трансформатор из чистой меди
- Ножная педаль из сверхпрочного сплава
- Розетки стандарта DIN
- Автоматическая система предотвращения перегрузки и перегрева
- Портативная конструкция
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIGROSA185- Новейшая технология MIG / MAG
- Используется со стандартным бытовым питанием 240 В, 15 А
- Full 40-185amp — мощный твердотельный MIG
- Антипригарная технология — сварка стали, меди, железа и др.
- Газовая / безгазовая сварочная установка на постоянном токе
- Регулируемая подача проволоки «на лету»
- Вмещает катушки весом до 5 кг от 0.6-0,8 мм и 0,8-1,0 мм
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIG185BROS- Новейшие технологии MIG / MAG / MMA
- Full 40-185amp — мощный твердотельный MIG
- Антипригарная технология — сварка стали, меди, железа и др.
- Газовая / безгазовая сварочная установка на переменном токе
- Регулируемая подача проволоки «на лету»
- Вмещает катушки весом до 5 кг от 0.6-1,0 мм
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIG280BROS- Инверторная технология SEMI-ZENER
- Подлинный Rossi с новейшей технологией MIG / MMA
- Full 50-280Amp — мощный твердотельный MIG
- Сварка стали, нержавеющей стали, меди, железа + др.
- Газ / безгазовая сварка MIG
- Переменная подача проволоки на лету
- Принимает катушки весом до 5 кг от 0.6 — 1,0 мм
- Удобство для генератора, ультрапортативный и легкий
- Схема защиты от перегрева / перегрузки по току / перегрузки
- Сертификат EMC и C-Tick
- Сертификат Intertek
- Росси
ОСЕННИЕ ОСНОВНЫЕ
WLDMIGROSA3C0- Инверторная технология SEMI-ZENER
- Подлинный Rossi с новейшей технологией MIG / MMA
- Full 20-300Amp — мощный твердотельный MIG
- Сварка стали, нержавеющей стали, меди, железа + др.
- Газ / безгазовая сварка MIG
- Переменная подача проволоки на лету
- Принимает катушки весом до 5 кг от 0.6 — 1,0 мм
- Удобство для генератора, ультрапортативный и легкий
- Схема защиты от перегрева / перегрузки по току / перегрузки
- Сертификат EMC и C-Tick
- Сертификат Intertek
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDMIGROSA220- Siemens (Infineon, Германия) Технология инвертора IGBT
- Многофункциональный универсальный сварочный аппарат MIG / MAG / TIG / MMA
- Газ / без газа
- Превосходный рабочий цикл с негабаритным охлаждением
- Super Stable ARC Force and Post Flow Control
- Промышленные стандартные розетки DIN
- Сваривает сталь, медь, углерод, нержавеющую сталь, молибден и многое другое!
- Rossi Качество и надежность
- Сертификат EMC и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WELD-CUT40- Siemens (Infineon Германия) Технология инвертора IGBT
- Подлинная плазменная панель Rossi
- Прецизионные пропилы — твердый лист толщиной до 8 мм
- Сверхстабильная система управления Pilot Arc — прорезает ржавчину и окрашивает
- Таймер с улучшенным пост-потоком предотвращает образование трещин
- Совместимость с генератором, ультрапортативный и легкий
- Схема защиты от перегрева / перегрузки по току / перегрузки
- Rossi качество и надежность
- Сертификат EMC и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDPTAROSA620- Мощная универсальная мастерская
- Инверторный сварочный аппарат 3 в 1 TIG / MMA / CUT
- Инверторная технология SEMI-ZENER ™ для оптимального КПД и рабочего цикла
- Пуск вспомогательной высокочастотной дуги
- Сварка стали, нержавеющей стали, меди, железа и т. Д.
- Портативный и легкий — всего 8 кг
- 100% совместимость с генератором
- Сертификат EMC и C-Tick
- Росси
СУПЕР СУББОТНАЯ РАСПРОДАЖА
WLDCUTROSA04X- Технология инвертора Semi-Zener IGBT
- Режет сплошной лист толщиной до 12 мм
- Сверхстабильный регулятор HF Pilot Arc
- Таймер с улучшенным пост-потоком предотвращает образование трещин
- Удобный для генератора, ультрапортативный и легкий
- Тороидальный трансформатор из чистой меди
- Схема защиты от перегрева / перегрузки по току / перегрузки
- Rossi Качество и надежность
- Маска и аксессуары в комплекте
- Сертификат EMC и C-Tick
Ищете сварщиков для продажи в Интернете? Вы попали в нужное место! Купите все необходимые сварочные аппараты на Edisons .Edisons предлагает широкий выбор инструментов и оборудования для всех ваших сварочных нужд.
Усовершенствуйте свои потребности в сварке с помощью сварочных аппаратов Stick (MMA) , TIG (GTAW) Welders , MIG (MAG) Welders , Plasma Cutters & Multipurpose Welders , Welding Helmets , and Welding Trolleys , все доступно на Edisons . На наши инверторные сварочные аппараты предоставляется 12-месячная гарантия для частного дома и 3-месячная коммерческая гарантия. Edisons гарантирует быструю и легкую доставку, находитесь ли вы в городе или в глубинке.
Чего вы ждете? Покупайте для сварщиков на Edisons сегодня!
Сварщики в.с.
Сварочные аппаратыhtp Компания Everlast известна тем, что разработала лучших сварочных аппаратов MIG с мастерством изготовления всех устройств, что обеспечивает отличную отделку и высокое качество результатов сварки. 08. В наличии. com, где вы найдете самый широкий выбор принадлежностей и принадлежностей для сварки ведущих производителей.Сварщик HTP Comfort Solutions LLC Нью-Бедфорд MA 3 недели назад Будьте в числе первых 25 соискателей. На сварочных советах Hobart and Miller есть много специалистов, у которых не было проблем со сварочными аппаратами Thermal Arc или HTP Invertig 201. В процессе сварки TIG вольфрамовым инертным газом для создания сварного шва используется вольфрамовый электрод вместе с защитным газом. 17 643 лайка 132 говорят об этом. Pro Pulse очень удобно настраивать с помощью трех удобных этапов настройки: выбора диаметра технологической проволоки и толщины материала.Любой Джо, Джоди, Кевин или Чак могут сделать хороший обзор бесплатного сварщика, которого они послали для канала YouTube. 12 24 подушка c сеткой из нержавеющей стали Номер детали HTP R51 12x24x1 PS. Инструменты резьбы. com Желто-зеленый провод — это масса, а синий и коричневый провода — это горячие выводы. Помимо рабочего цикла 35 при 155А для сварки штангой. Найдите в нашем ассортименте лучшее сварочное оборудование по самым низким ценам и получите бесплатную доставку для отдельных заказов. Сварочный аппарат MIG 140 Professional Welder — это сварочный пистолет для алюминиевых катушек, который продается отдельно.Короткий комплект для фонарика. Магнитный держатель защищает сварочную горелку и держит ее под рукой. 17 624 лайка, 199 говорят об этом. Газовый баллон НЕ входит в комплект поставки сварочных аппаратов TIG для Австралии. Приобретенный 9 18 должен быть около 1 года и 7 месяцев до конца гарантии 2150. 158. Продается высококачественная горелка Tig Torch с водяным охлаждением серии HTP Flex Head 20, предназначенная для сварщиков Miller с газовыми фитингами 5 8 18 RH с внутренней резьбой и поворотной головкой. nbsp HTP America Inc. 95 Цена продажи 79. Этот сварочный аппарат HTP также поставляется с первоклассными принадлежностями, такими как сварочные аппараты TIG CK nbsp Shop 18 компании Northern Tool Equipment.00 В продаже 6060P 1008. Lincoln Electric LE31MP Сварочный аппарат MIG с многопроцессорным трансформатором MIG с порошковой проволокой и TIG 120 В, 80, выходная мощность 140 А Модель K3461 1 И я буду рад. По вопросам промышленных газов и сварочного оборудования в Луисвилле, штат Калифорния, США. сервис являются наиболее важными. Использовал нормальный износ сварочный аппарат HTP MIG 150 А в хорошем рабочем состоянии. Импульсная сварка Mig — это бесконтактный процесс. 95. Пока он не сваривает полностью, он должен наложить валик на верхнюю часть тренировочного элемента.HTP America Inc. Многопроцессорный сварочный аппарат. Артикул NWI FP22NWI HTP. Для простой сварки вы можете использовать опцию переменного тока, в то время как тяжелые задачи требуют настройки на постоянный ток. com является дистрибьютором сварочного оборудования и запасных частей. Сверхмощная цельнометаллическая система привода легко подает проволоку со сплошным сердечником и проволокой с флюсовым сердечником и может быть установлена без инструментов. Longevity Welding — это быстрорастущий производитель и поставщик сварочных аппаратов TIG. Сварочные аппараты MIG. Сварочные аппараты STICK. Многопроцессорные сварочные аппараты. Резаки и плазменные резаки. Сварочные детали и аксессуары.Педагоги изо всех сил стараются продвигаться вперед с классами, а сварщики хотят поддерживать свои навыки на высоком уровне. 0 HTP 81295 T10 10 футов. Заказ онлайн-билетов 7 марта 2008 г. HTP 39 s MIG 140 предлагает пользователям превосходные характеристики, сварочную способность до 1 4 кв. Дюйм и рабочий цикл 20 процентов при 140 А. Принимает 10 и 33 рулона проволоки Mig. 10A h20 M10 M100 M15 M150 Сварочные пистолеты M25 и M40, которые можно найти практически во всех сварочных аппаратах Miller. com. millerwelds. Наши модели ACDC TIG являются одними из лучших на рынке. Они тщательно протестированы и изготовлены с использованием лучших доступных материалов и технологий.035 Замена 10 футов 1 оценка продукта 1 оценка продукта 10 39 HTP Запасная горелка для сварочного пистолета Mig для сварщиков Century 238 155 000. Навигация. Получите лучшее соотношение цены и качества и покупайте в USAWeld. HTP America — это единый источник полной линейки аппаратов плазменной резки и сварочных шлемов для сварщиков MIG и TIG. Шестой год подряд Forney Industries получает награду за инновации в области домашнего улучшения за сварочное оборудование и аксессуары для сварочного оборудования, опережая Lincoln Electric Co. Таким образом, она не сосредоточена на каком-либо конкретном оборудовании для ПВТ.Сварочные принадлежности и расходные материалы. Если у вас есть доступ к промышленной входной мощности 208 230 В, вы можете сваривать более толстый материал до 3 16 дюймов. Наша база данных отзывов продуктов включает информацию и материалы Комиссии по безопасности потребительских товаров, Национальной администрации безопасности дорожного движения и других источников. Отмените подписку на сварщиков htp, чтобы больше не получать обновления в ленте eBay. Это было отличное снаряжение. Аппараты для точечной сварки можно отрегулировать для подачи разной амплитуды тока, что позволяет использовать их на металле разного типа и толщины.Усадка металла осуществляется с помощью дополнительной термоусадки. Строчная сварка — это метод сварки, к которому вы будете прикреплять деталь 15003. болгарки htvg 36 37 39 htra 12. Это 39 s ни хорошо, ни плохо. hto 85 htibl 85 htp 85. Педаль FLEXTEC 450 Stick TIG для сварки TIG для сварщиков Miller и Hobart. ПРЕДЛАГАЕМЫЙ ПРОДУКТ. Продолжайте читать, чтобы узнать, как посещать уроки сварки. 272 Duchaine Boulevard. Сварочные горелки HTP и плазменные горелки HTP, а также расходные материалы для замены. Для получения более полной информации Узнайте о потенциальных побочных эффектах 5 HTP 5 гидрокситриптофана.Команда Bernard может помочь вам создать правильный пистолет MIG для ваших конкретных задач, выбрав рукоятки из множества расходных материалов и многое другое. 030 Contact Tip 10 Pack 14009 Триггерный переключатель A. SP 1 Pulse MIG идеально подходит для ремонтных мастерских, сваривающих нержавеющую сталь или алюминий. Pro Pulse 300 продолжает наследие своего младшего брата Pro Pulse 200 и выводит его на новый уровень. Сменный пистолет HTP MIG Gun 79. Ремонт современных специальных металлов с помощью ведущих в отрасли устройств для контактной точечной сварки mig-сварщиков, устройств для плазменной резки алюминия и многого другого.Немного предыстории для вас. Everlast и HTP принадлежат россиянину из Сан-Франциско. Pro Pulse 200 предлагает ручной режим, а также 21 синергетическую программу как с импульсом, так и без него, что дает вам преимущество сварки практически без брызг. Это 39 s старший брат их популярного сварочного аппарата Pro Pulse 200 MIG. Эти сварочные аппараты производят больше мощности и лучше приспособлены для сварки толстых металлов. Подфорум поставщиков услуг — это место, где люди могут предложить услуги, связанные со сваркой. 350 Покупка конфиденциально в ПВТ Америка.Линия PowerTIG и Power i TIG сварочных аппаратов Everlast TIG предлагает полную линейку инверторных сварочных аппаратов TIG в диапазоне от 140 до более 300 Ампер. Я никак не связан с ПВТ, так что это не коммерческий шаг. 0 Финансы. HTP также отлично подходит для поиска деталей и расходных материалов для сварщиков и аппаратов плазменной резки других производителей. А с добавлением сварочной горелки TIG и пульта дистанционного управления универсальный Pro Pulse 200 также может работать как сварочный аппарат TIG с подъемной дугой на постоянном токе. Пожалуйста, попробуйте другой поиск. К ним относятся сварка TIG MIG с порошковой проволокой и дуга под флюсом.29. Кэти Вонг — диетолог и эксперт по здоровью. 10 января 2011 г. В 1984 г. я купил новый сварочный аппарат HTP mig для использования в автомастерской. com Ваш онлайн-специалист по сварке с 1997 года. Это nbsp. 12 октября 2004 г. Сварщикам HTP нравится 0. Большинство инверторов профессионального уровня также имеют регулируемый горячий пуск и регулируемое управление силой дуги для настройки характеристик дуги для определенных электродов. Электрический ток возникает между свариваемым металлом и проволокой. 035 Контактный наконечник 10 уп. L.Все детали поставляются в разрезе и готовы к сварке с использованием двойных кронштейнов для бутылок 150 куб. Футов или одинарных 300 куб. Футов. 98 199. 13 марта 2007 г. Продукт. Запасные части для HTP MIG 130. Invertig 221 DV может работать от 115 или 230 вольт. Сварка — важный навык, но важно найти подходящий аппарат для работы. Просто покажите эту новую машину при сборке вертикального коптильного аппарата. Сварка металла стежком. Термоусадка. Ваш HTP MIG 2400 может выполнять ручную сварку стежком.Запчасти для котлов оптом прямо к вам. Делайте покупки в Arc Zone. Продукция должна быть возвращена в HTP America Inc. У нас есть довольные клиенты от побережья до побережья. Холодный сварной шов не менее полезен, чем заклеивание стыка каналом. После образования капли рассчитанное количество тока добавляется, чтобы протолкнуть эту каплю через дугу в сварочную ванну. VANTAGE 300 VANTAGE 400 VANTAGE 500 VANTAGE 520 Промышленное оборудование. Помощь инженерам-изготовителям сварочных усилителей, промышленным поставщикам, правительственным системным интеграторам усилителей, в поиске наилучших решений.ПВТ Америка США Weld. Как я подготовлю стык Сварщики точечной сварки зажимают два листа металла и пропускают электрический ток через два электрода в точку, требующую сварки. Вы найдете. Нравится ли вам сварка? Если да, то вам следует подумать о карьере сварщика. Сварочные аппараты Lincoln Electric TIG для дуговой сварки вольфрамовым электродом в газовой среде GTAW предлагают сварку TIG на переменном и постоянном токе алюминия и других металлов. Аренда сварочного аппарата МИГ. Работа выполнена на СТЭЛ МАКС Подробнее. 26 января 2001 г. У меня есть HTP MIG 240, я купил самый большой, потому что они сваривают все, от 16 до 1,2 стали, а также, если вам нужно сварить алюминий, вы можете купить пистолет для катушки и сварить его, также эта штука действительно набирает обороты до делайте листовой металл с очень небольшим ударом, это обычно происходит только в том случае, если вы попадаете в ржавую область или держите тепло на участке слишком долго, у них есть таймер паузы, а также строчка HTP America Inc.Около 5 часов использования. Сварочное оборудование, в том числе сварочные аппараты TIG Сварочные аппараты MIG Сварочные аппараты для ручной сварки и плазменные резаки от Everlast Power Equipment получают национальное признание и признание во всем мире. Учитывая, что большинство сварщиков используют электрод E6010 диаметром 18 дюймов при силе тока от 70 до 100 ампер постоянного тока EN или EP, Rebel представляет собой действительно портативное решение для сварки E6010. Оставьте это HTP, чтобы быстро найти простое решение. Снимите контактный наконечник. Общее название 5 гидрокситриптофан 5 hye DROX ee TRIP toe fan Фирменное наименование 5 HTP Медицинский осмотр компании Drugs.HTP America Inc. 65. htpweld. HTP Spot Mill — инструмент для удаления точечной сварки, которого вы так долго ждали. QR-код Ссылка на это сообщение. Эта статья является скорее общим руководством, чтобы помочь начинающему сварщику понять, как различные настройки повлияют на ваши результаты. Сварной шов образуется, когда дуга плавит эту проволоку, соединяя ее с металлом. В этом случае используйте отвертку или другой инструмент, чтобы удерживать сетку в пластике, пока пластик не затвердеет. 29. Доставка по всей Австралии заказывайте сегодня.Педаль ножного управления NOVA TIG для сварщиков ПВТ. Здесь, в HTP, мы предлагаем педаль ножного управления NOVA TIG Welding для сварщиков HTP. Сварщики профессионального уровня по доступной цене. Сварочные аппараты MIG TIG Stick и аппараты плазменной резки USA Weld. 11106 Leadbetter Rd. Fronius — инновационная компания, базирующаяся в Австрии. Узнайте, кого наняла компания HTP Comfort Solutions LLC на эту роль. См. Все сварочные аппараты Lincoln 300 39 s CV300 MIG. Прочтите неполный список возможных взаимодействий лекарственных трав. 5-дюймовая шлифовальная машина 2 DeWalt 4.Если вы перейдете на www. Ste A Ashland VA 23005 804 340 0800. Категории Сварщики Теги Сварщики HTP сварщики HTP любые хорошие сварщики HTP сварщики HTP Эти контактные наконечники HTP подходят для Miller GA17 C GA 20C GA 21C. В качестве защитного газа используется аргон. Использованное железо. Подать заявку на сайте компании. com Спасибо за посещение моего интернет-магазина. Каждый продукт на этом сайте был тщательно протестирован мной и другими старожилами, да, даже рубашки, и я на 39 м уверен, что вам понравится то, что вы покупаете. HTP имеет собственную линейку сварочных аппаратов MIG Сварочные аппараты TIG и плазменные резаки HTP MIG200i WELDER 1 495 Willis в состоянии новой марки производителя Название модели HTP номер Mig 200i.Рег. Комплект цилиндра C GA 540 HTP5. Я смотрел это видео, когда около 15 лет купил свой первый сварочный аппарат MIG, HTP MIG200. Titanium MIG 140 Professional Welder — это универсальный сварочный аппарат с подачей проволоки с простыми в использовании элементами управления для бесперебойной сварки. 10 декабря 2017 Сварка МИГ — одна из старейших форм, поскольку она предлагает универсальность, гибкость, простоту использования и, безусловно, является одним из самых доступных видов сварки. от. Настройки HTP Tig Welder. 5 quot Шлифовальный станок DeWalt 4. 5 quot Шлифовальный станок 3 B amp D 18V 3 8 quot Drill B amp D 18V 3 8 quot Ударный драйвер Привет, Джоди, владелец магазина Weldmonger, WeldingTipsAndTricks.Strata делает amp продает качественные сварочные аппараты MIG Сварочные аппараты TIG Arc Welders amp плазменные резаки. Конечно, сварщики 160A, 175A, 180A, 275A или даже 300A или 400A также попадают в ту же категорию. Miller Millermatic 211 Сварочный аппарат MIG с усовершенствованной автоматической настройкой и ходовой частью 951603 1 960. Сварка алюминиевых крышек клапанов TIG с использованием HTP Invertig 221. Сварочные аппараты HTP. 1 фаза 230 вольт. Максимальная выходная мощность 200 А. HTP имеет собственную линейку сварочных аппаратов MIG Сварочные аппараты TIG и плазменные резаки. Некоторые сварщики, с другой стороны, работают при более высоких напряжениях, а некоторые — до 250 В.Включает 25-футовый кабель и 14-контактный штекер. С тех пор, как мы открыли свои двери, мы процветаем и имеем возможность поставлять сварочные аппараты Everlast из запасов компании Everlast Canada, расположенной в Берлингтоне, Онтарио, Канада. 25 августа 2011 админ. Пистолет для сварки MIG с двумя лопатками HR100. Магазин R Tech Сварочное оборудование. В синергетическом режиме микропроцессор контролирует оптимальную стабильность дуги и качество сварки. Dynasty 300 Dynasty 35 0. Восстановленный сварочный аппарат MIG от Klutch с ЖК-дисплеем многопроцессного пистолета и инвертором с двойным напряжением Порошковая дуга MIG и TIG 120 В 230 В, 40–200 ампер Выходная модель RECON MP200siDV LCD 1 июля 2011 г. Одна вещь, которая привлекла мое внимание, была термической Arc 39 s 5-летняя гарантия.Они эквивалентны артикулу Миллера 000 068 для. Приобретайте расходные материалы и запасные части для сварочных горелок HTP здесь, на сайте Weldingdirect. 00 OBO0. 8 из 5 звезд 10 Маленький зеленый сварочный аппарат Everlast PowerARC 140ST — это наш самый маленький аппарат, который предпочитают многие опытные сварщики из-за портативности аппарата для ручной сварки. Я работаю в школе на зарплату учителя в 39 лет, так что мне приходится скупать копейки за такие покупки, которых мало и они очень редки. Всегда лучше всего подбирать сварочные цепи и проводку с учетом требований к входному току сварщика.15023 10. Обратитесь к сварщику, монтажнику сварщика конструкций и другим инверторным сварочным аппаратам для продажи в Австралии. Все это способные легкие сварочные аппараты с низким энергопотреблением. с безгазовой порошковой сваркой. Lincoln Electric K1845 1 at Название продукта ZENY Mini IGBT ARC Сварочный аппарат Электросварщик MMA Двойное напряжение 110 В 220 В 60 Инвертор постоянного тока 160 А Средний рейтинг 4. Зачем нам нужны сварочные аппараты MIG Сварочные аппараты MIG универсальны и могут использоваться для сварки различных металлов что сделало его очень популярным в промышленной сфере благодаря скорости нанесения.Стандартный защитный газ для углеродистой стали содержит 75 процентов аргона и 25 процентов диоксида углерода. 877 462 6700 International 760 208 6500 AC DC 225 125 Deluxe версия аппарата для дуговой сварки AC 225 имеет ту же конструкцию AC 225 с более плавной и стабильной сваркой на постоянном токе. Смотрите обзоры, фотографии, направления, номера телефонов и многое другое, чтобы узнать о лучших поставках сварочного оборудования в Онтарио, Калифорния. Я могу показать любому покупателю, что он работает и работает, что не характерно для более мощных машин. 17 604 отметки «Нравится», 183 отзыва об этом.6 из 5 звезд 11 оценок на основе 11 отзывов Текущая цена 119. Расходомер газа. Получите советы по использованию 5 добавок HTP после того, как поговорите о них со своим врачом. Однофазный блок на 110 вольт. 1 оценка продукта 1 оценка продукта 10 39 Запасная горелка HTP Mig для сварщиков Century 238 155 000. dba TP Tools amp Equipment 7075 State Route 446 PO Box 649 Canfield OH 44406 Этот сварочный аппарат используется как в полуавтоматической, так и в автоматической версии сварки . Инверторы портативны и идеально подходят для критически важных применений, включая техническое обслуживание автомобильных трубопроводов в автоспорте и судостроение.Отзывов 847 357 0700 Сайт. Lincoln Electric LE31MP Сварочный аппарат MIG с многопроцессорным трансформатором Порошковая дуга MIG и TIG 120 В, выходная мощность 80 140 А Модель K3461 1 Определите свою сварочную горелку TIG Компания HTP предлагает широкий выбор сварочных горелок TIG с воздушным и водяным охлаждением, которые подходят для большинства аппаратов. Сварка США HTP 10 39 Сварочный пистолет Century Mig Горелка Stinger Детали Сварочные аппараты The following Century Mig Welders 117 076 Century 125 GS Century 125 GL. 1 день назад Сварочные аппараты HTP TIG Page 1 Сварщики HTP TIG.Электропитание и применение Forney 318 — один из лучших сварщиков в категории 230 В. Поставляется для 3. Артикул NWI FP22NWI HTP в настоящее время имеет одну из самых эффективных технологий лазерной резки и сварки. Если Everlast — новое имя для вас или вам интересны наши инверторные сварочные аппараты, плазменные резаки и линейка продуктов для сварки, мы надеемся, что этот сайт окажется для вас полезным. Если да, то отрегулируйте, как хотите. Руководство для студентов-сварщиков 39 по практике во время изоляции от COVID 19 Прошло 39 недель с тех пор, как профессиональные училища были закрыты из-за COVID.Настоящая многопроцессорная производительность. Заменяет педали ножного управления Miller или Hobart RFCS 14 043554 и RFCS 14 HD 194744. Как мировой лидер в области технологий дуговой и роботизированной сварки, подразделение Perfect Welding доминирует во всем спектре плазменных и лазерных технологий MMA TIG MIG MAG. Эффективность прецизионных сварочных швов, выполняемых аппаратом TIG, пользуется большим спросом, что означает, что существует множество вариантов на выбор в Интернете, особенно для лиц младше 1000 лет. 0 На форуме «Советы и рекомендации по сварке» мы 39 помогаем друг другу в вопросах, связанных с TIG MIG и Stick и проекты.Этот товар HTP America Pro Pulse 220 MTS Многопроцессорный сварочный аппарат MIG TIG Stick, импульсный процесс Lincoln Electric Powermig 210 Mp K3963 1 Miller
rtqkx4xhy
f5vovvbi8nxsicx5cj
n9l04rglpjyfo
entnfc
6khecfky80l
Автоматизация резки и сварки листового металла — Ador Welding Ltd | Решения для сварки и резки
В статье рассматриваются тенденции в процессах сварки и резки листового металла и листов, используемых в различных отраслях, таких как автомобилестроение, инфраструктура, судостроение, аэрокосмическая промышленность, производство ветряных башен и т. Д.Рассматривается повышение производительности при дуговой сварке, а также обсуждается и объясняется растущее использование лазерной резки и сварки, а также гибридной лазерно-дуговой сварки, особенно в Европе. Некоторые технологии трения уже широко применяются, но при дальнейшем развитии они могут оказать большее влияние. Электронно-лучевая сварка также может быть использована с экономической выгодой в некоторых ситуациях, но, как и все недуговые процессы, она будет принята только в том случае, если можно будет добиться значительного повышения производительности и снижения затрат, чтобы оправдать необходимость в более специализированном сварочном оборудовании.Многие улучшения производительности могут быть достигнуты за счет несварочных операций в процессе изготовления.
Нажмите здесь, чтобы узнать о продукте
Узнать больше
Введение:
Лидерство в производстве (сварка и резка) может исходить из учета факторов КАЧЕСТВА, СТОИМОСТИ, ПРОИЗВОДИТЕЛЬНОСТИ, БЕЗОПАСНОСТИ и НЕПРЕРЫВНОГО ОБНОВЛЕНИЯ ТЕХНОЛОГИИ. Изменения в технологии изготовления металлов произошли в источниках питания для ручной / полуавтоматической сварки — (инверторы с цифровым управлением), автоматизации сварки — (разработки в области HNG SAW, HNG MIG, Tandem MIG / SAW, фрикционной мешалки, электронно-лучевой сварки, седловой сварки Автоматизация, робототехника, лазерная точечная сварка, Hotwire TIG, орбитальные системы, автоматизация с помощью гибридных сварочных систем, таких как Plasma — MIG, Laser — MIG) и значительные достижения в процессах резки (прецизионная плазменная резка, лазерная резка, гидроабразивная резка и т. Д.). В этой статье рассматриваются текущие тенденции в процессах дуговой сварки и резки, используемых для обработки листового металла, и обсуждаются некоторые из новых процессов, которые начинают заменять дуговую сварку таких сталей или могут сделать это в ближайшие 10 лет.
ПРЕИМУЩЕСТВА АВТОМАТИЗАЦИИ:
- Стабильность результата сварки — проверка ошибок: руководитель сварки может ограничить количество изменений, которые оператор может внести во время выполнения программы, не позволяя ему получить доступ к экрану коррекции с помощью переключателя с ключом или пароля.
- Несколько параметров для нескольких скважин: помимо возможности регулировки параметров между сварочными проходами, операторы микропроцессорных сварочных аппаратов могут также программировать изменения параметров сварки во время каждого прохода, что дает определенные преимущества для определенных приложений.
- Сохранение параметров для совместного использования на других машинах с такими же приложениями: источник питания на базе микропроцессора может сохранять запрограммированные процедуры сварки на картах данных. Это позволяет оператору легко переносить программы, разработанные на одной машине, на другие машины, используемые либо на том же предприятии, выполняя одинаковый тип работы.
- Контроль качества: Аппараты на базе микропроцессора могут немедленно предупредить оператора, если параметры сварки выходят за пределы предварительно выбранных пределов. Параметры могут быть направлены в компьютерную программу контроля качества для хранения или статистического анализа. Это исключает трудоемкую рентгенографию во многих случаях.
- Хранение даты и записи: теперь очень легко отобразить набор параметров сварки, а оператор или супервизор могут наблюдать за процессом сварки. Кроме того, данные могут быть распечатаны в виде отчетов, которые могут быть представлены заказчику в качестве процедуры контроля качества.
- Ускоренная диагностика сбоев сварки сокращает время ремонта: система может быть остановлена, если измеренные значения выходят за определенный предварительно установленный предел отклонения. Возможна остановка машины в недопустимых условиях. Это позволяет оператору своевременно выполнять функции и принимать необходимые меры для предотвращения образования дефектных сварных швов.
ТАНДЕМНАЯ СВАРКА И РОБОТОВАЯ СВАРКА:
Сегодня трудно добиться значительного повышения производительности в этом зрелом процессе. В процессах MIG / MAG с защитой от газа рост трубчатой проволоки по сравнению со сплошной проволокой все еще медленный, несмотря на преимущества наплавки и формы валика первого, хотя использование трубчатой проволоки выше в США и Японии по сравнению с другими частями мира.Более низкая цена на сплошную присадочную проволоку, особенно в Европе, по-прежнему является доминирующим фактором, способствующим их использованию. Самоэкранированные порошковые проволоки по-прежнему широко используются в США, но в меньшей степени в Европе из-за спада в производстве крупных морских установок. Всегда требуется осторожность при выборе самозащитной проволоки, если ударная вязкость металла шва является критическим фактором при проектировании.
Наибольший потенциал повышения производительности связан с использованием роботов. Япония по-прежнему лидирует в производстве новых роботизированных установок в год, но в целом роботы для сварки по-прежнему в основном используются в автомобильном секторе.Роботы используются в ситуациях, когда повторяемость продукта и / или пропускная способность являются высокими, в сочетании с относительно стандартизированными конструкциями. Роботизированная резка профиля все чаще используется, и в Японии некоторые рамы зданий в настоящее время свариваются на роботизированных линиях, а маневренные роботы также используются для сварки соединений колонн зданий на высоте на месте. Области применения, наиболее подходящие для использования роботов, включают стыковые и угловые сварные швы при изготовлении балок, приварку ребер жесткости к балкам, сварку концевых пластин и сборку панелей или настила.Вероятная тенденция состоит в том, чтобы «брать роботов на работу» и использовать их для производства крупных деталей и сборочных узлов в ячейках, в которых размещаются автономные автомобильные роботы. Эти роботы, установленные на движущихся платформах, маневрируют вокруг свариваемых деталей и могут выполнять сварку во всех положениях с использованием процесса MAG с трубчатой проволокой.
Пила с узким зазором:
При дуговой сварке под флюсом использование нескольких проволок, добавок железного порошка и узких зазоров является обычным способом повышения производительности. Однако использование трубчатой проволоки становится все популярнее и в некоторых ситуациях может обеспечить лучшее качество сварки по сравнению со сплошной проволокой, например.грамм. при дуговой сварке загрунтованного листа под флюсом. В строительстве зданий и мостов сварка MIG / MAG больше подходит для автоматизации и теперь начинает заменять сварку под флюсом, что значительно снижает затраты и искажения.
ЛАЗЕР — ДЛЯ РЕЗКИ И СВАРКИ:
CO2-лазеры малой мощности были первоначально разработаны в конце 60-х годов для операций резки и сварки, в то время как лазеры на Nd: YAG появились на рынке только в начале 1980-х годов. В секторе судостроения и внедорожной техники лазеры большей мощности (3-10 кВт CO 2 и 2-4 кВт Nd: YAG) стали популярными в последнее десятилетие, поскольку их использование обеспечивает большую точность контроля размеров и большую точность сборки. а также дополнительные преимущества высокой скорости резки и сварки и более чистая работа.
Лазерная резка в настоящее время является важным способом точной сборки при производстве металлоконструкций. Детали можно разрезать с точностью ± 0,3 мм на 10 метров по сравнению с ± 1-2 мм при обычной плазменной резке. Затем узлы можно сваривать дуговой сваркой с допуском в несколько миллиметров на 15 метров, используя те же лазеры для маркировки и сверления отверстий на столе для резки. Несмотря на то, что дуговая сварка по-прежнему регулярно используется для сборки деталей, вырезанных лазером, снижение затрат может быть значительным из-за повышения точности сборки и возможности устранения коррекции искажений и других операций обработки после сварки.Прямые затраты были сокращены до 50% за счет использования лазеров для резки на многих верфях, и это показывает степень выгоды, которая может быть получена от более широкого использования лазерной резки при строительстве зданий, мостов и общественной инфраструктуры.
ГИБРИДНАЯ СВАРКА ЛАЗЕРНО-ДУГОВОЙ СВАРКИ:
В настоящее время существует огромный интерес к использованию дуги CO 2 -лазера или Nd: YAG-лазера для стальных конструкций.
Эта концепция существует с 1978 года и активно развивалась в Аахене в конце 90-х годов с использованием мощных CO 2 -лазеров в сочетании с одной или двумя горелками MAG, направленными в одну сварочную ванну последовательно с лазером.Уже одна верфь в Германии имеет такую систему в производстве панелей, заменяя сварку под флюсом. Преимущества перехода от простых дуговых процессов к гибридной лазерно-дуговой системе включают более высокую скорость завершения соединений и связанный с этим контроль искажений. Как отмечалось выше, одних лазерных систем обычно недостаточно, чтобы справиться с изменениями зазора стыков в больших конструкциях. Однако там, где пластины тонкие, можно успешно изготавливать усиленные панели с помощью лазерной сварки.
ТЕХНОЛОГИИ ТРЕНИЯ:
В последнее десятилетие произошло много интересных разработок в области сварки трением и, вероятно, больше технологических инноваций.
, чем в предыдущие 40 лет, когда сварка трением впервые появилась на рынке. В контексте соединения и конструкции металлов фрикционная шпилька, радиальное трение и сварка трением с перемешиванием являются хорошими примерами более поздних подходов, при этом фрикционная шпилька уже используется в производстве многослойных конструкций, состоящих из стальных обшивок и бетонного сердечника, а также для сварочных приспособлений в большой объем, такой как соединители, работающие на сдвиг, и арматурные стержни для концевых пластин.Крепление анодов под водой к морским установкам с помощью стальных шпилек и электрических соединений с железнодорожными путями — это другие применения сварки фрикционных шпилек.
ТЕХНОЛОГИЯ ЭЛЕКТРОННОГО ЛУЧА:
За последнее десятилетие в этот процесс было внесено несколько ключевых усовершенствований, которые сделали электроэрозионную сварку все более привлекательной для крупномасштабного производства стальных конструкций, таких как здания и мосты. Двумя основными направлениями усовершенствования являются разработка пистолетов и технология пониженного давления.
Электронная сварка при пониженном давлении с использованием давления в камере около 1 мбар стала еще одним важным шагом вперед в упрощении операций электронно-лучевой сварки. Форма луча и глубина проникновения луча, скажем, 5 мбар, идентичны таковой при более традиционном давлении для ЭЛ-сварки 5 x 10 -3 мбар. Эта опция пониженного давления избавляет от необходимости в больших вакуумных камерах и заботится об утечках и уплотнениях. Простых механических насосов и местных уплотнений достаточно для достижения ~ 1 мбар. Эти системы также более устойчивы к колебаниям рабочего давления вакуума, расстояния от пистолета до рабочего места и чистоты детали.
ПРОИЗВОДСТВО ВЕТРОВОЙ БАШНИ — СПЕЦИАЛИЗИРОВАННЫЕ ПРИМЕНЕНИЯ ДЛЯ ПРОЦЕССА РЕЗКИ И СВАРКИ:
При изготовлении башни ветраиспользуются высокоточные процессы резки и сварки металлов, такие как газовая резка с тремя горелками, с трехходовой резкой за один проход Автоматическая настройка, обеспечивающая высокую точность, емкостную регулировку высоты, бесконечное вращение режущей головки, автоматическую регулировку угла 20-50 ° (вариант от 30 до 60 °). Кроме того, система плазменной резки используется с автоматической настройкой, высочайшей точностью и регулировкой угла скоса: +/- 52 °, начальной настройкой высоты с помощью тактильного датчика, регулировкой высоты резки с помощью процесса автоматического определения напряжения дуги.
Прецизионный высокопроизводительный станок с ЧПУ Плазменная резка используется с высокой степенью автоматизации, необходимой для обеспечения стабильного качества. Программное обеспечение для программирования, числовое программное управление и автоматические вращающиеся инструменты для снятия фаски используются, чтобы обойтись без ручных задач. Автоматизированные системы SAW с двухпроводным, тандемным, тандемно-двухпроводным и многопроволочными системами используются вместе с индивидуализированными сварочными головками, системами подачи проволоки, системами отслеживания стыков, колоннами и стрелами, системами TELBO, ротаторами и позиционерами. Кроме того, для этого применения, а также для многих других сварочных работ используются тракторы и вспомогательные агрегаты.
ЗАКЛЮЧИТЕЛЬНЫЕ ЗАМЕЧАНИЯ:
Где будет инженерное строительство через пять лет? Повышение производительности может происходить из самых разных областей всего производственного процесса, например общий проект, подробный проект, контрактные чертежи, инструкции ЧПУ, резка и профилирование, сварка, осмотр, отделка и т. д. Необходимо понимать, что оптимизация процесса и процедуры сварки по отдельности может иметь лишь небольшое влияние на общую производительность. Например, производители мостов и строительства продолжают вносить значительные улучшения в снижение затрат на тонну производимой стали, уделяя особое внимание повышению эффективности несварочных операций.
Этим областям, не связанным с сваркой, в ближайшие несколько лет по-прежнему будет уделяться большое внимание. Например, ожидается, что трехмерное твердотельное моделирование
будет в центре процесса усовершенствования, позволяющего осуществлять виртуальную сборку, прямое управление машинами для резки и сварки, компьютерное моделирование операций по обработке металла и сварки и оптимизацию последовательностей сварки. Кроме того, увеличится использование автоматизированных проверок и сбора данных, чтобы обеспечить более полное обеспечение качества. Повышение производительности также может быть достигнуто за счет большей стандартизации спецификаций стали и деталей соединений, а также за счет модулирования крупных конструкций для сокращения времени, затрачиваемого на изготовление и монтаж на месте.
Использование новых сварочных процессов и более широкое использование автоматизации и роботов будет происходить медленно и постепенно, и будет оправдано только в том случае, если внедрение приведет к значительному повышению производительности или снижению затрат. Таким образом, этих изменений можно ожидать, особенно в ситуациях, когда не хватает квалифицированной рабочей силы, где сварочные ячейки могут быть полностью заняты или, если требуется, изготовить компоненты на заказ.
Универсальный стандартный автомат Mig-пистолета для подключения для всех европейских и многих стран U.С. выпускал МиГ машин мощностью от 180 до 500 Ампер. | Штекер и шнур для триггеров пистолетов Miller MIG включает 2 контакта с 12-дюймовыми проводами для управления триггером. |
Штекер адаптера станка для пистолетов Miller® M-100 и M-150, позже найденный Millermatic ™ 140/180 / 180HD / 200/211 и 212 Машины с автоматической настройкой. | Переходник Mig для Miller® Cricket, Cricket XL, Challenger, Sidekick, Sidekick XL, Millermatic 90, 120, 130, 135, 150, 175 , 185, 210, 250, 250X, 251, 300, Pulser и Vintage.Кормушки Millermatic серии 35, 22, 62, 72, 74. Все кормушки S21E, S22A, S32, Super 32 и 50, 60, 72 и 74. Подходит для R115, 8VS и 12VS. AutoArc® 190 и XLT270 и Hobart® Betamig 2510 Olympic VS. |
Заглушка адаптера Mig для всех систем подачи Miller 75 Series. | Стандартный переходник типа Tweco® # 1- # 4 подходит для Lincoln® SP85-SP175, WeldPak 100, 100+, 125, 155. Wirematic 250 и 255. ESAB® Mobilmaster IV, DuraDrive 4tm-30/48, Migmaster 250PLUS, Thermadyne® Hefty II, Heavy Duty CC / CV, 17A и Porta Feed, Ultra / Mijit 1000, Dual 2000, 2210/2410, Digital 2000 и HMC-410; Hobart® Beta 200, 250, 251, 2000, 2400 и Ultra Feed 1000, системы Hefty CC / CV. |
Заглушка адаптера Mig для систем Lincoln® SP150 / SP200 / LN7, 8, 9, 10, 25, 42. | Стандартный переходник для систем Lincoln® Powermig 200, 225, 255 и 300. |
Адаптер для систем AutoArc® 135 / 165XLT и Hobart® 135/165 Handler. | Заглушка адаптера Mig для Plug для систем Hobart® Handler 130XL / 135/175. |
Разъем адаптера Mig для Century® Powermate90, 160 и 225.Solar® 125, 165, 2-175, 2120 и PortaMig. Установите FM140A, YA212, YA219C и YA205. NAPA 83-315 | Marquette, Cebora Bravo 1559 и MB120A, MB135, MIG125 и MIG135 переходной штекер mig для выбранных импортных переносных сварочных систем mig. |
Штекер адаптера Mig подходит для систем Systematics® MP140, 175, 230, 250 и YA212A. | Штекер адаптера Mig для проводных систем с одним спусковым крючком Silver Beauty и Schumacher. |
Адаптер Mig для пистолетов Silver Beauty® и Schumacher® с одинарным и двойным спусковым крючком. | Заглушки адаптера Mig для машин типа Sip®, продаваемых под торговыми марками Chicago Electric®, Schumacher® и другими. |
Разъем-адаптер Mig для систем Equipment-Plus® / Dan-Mig® | Разъем-адаптер Mig для сварочных систем Chicago Electric / CEM / Cemont. |
Заглушка-переходник для сварочных аппаратов «Smashweld» типа «Smashweld» моделей AGA200, EH8, MIG31 / 32, SWM20 / 31/39/34/37, V160 и 3-в-1. | Латунная заглушка для всех моделей Firepower® FP120, FP125, FP130, FP135, FP160 и FP165. |
Замена пистолета для переноса грузов в гавань
Полная замена сварочного пистолета Chicago Electric Welder Детали сварочного пистолета Mig Факел Stinger; $ 33.29 … Полная информация. Chicago Electric Harbor Freight Mig Welder On Off Power … Портовые перевозки Титановая сварочная катушка, сварочная катушка, алюминий. Майк фестива. Просмотров 49 тыс.10 месяцев назад. Я нашел катушечный пистолет для сварщика Harbour Cargo Titanium unlimited 200. Hobart 245924 Запасной пистолет для Handler 140 и Handler 187 Wire Welders 10-футовый кабель с лайнером (2)…
Ручной сварочный аппарат с механизмом подачи проволоки с катушкой и питанием от автомобильных аккумуляторов: Вот мой новый сварочный аппарат с механизмом подачи проволоки (MIG). Все это они продают как аксессуары для коммерческих MIG-установок, но они также могут отлично работать от 24 вольт от двух автомобильных аккумуляторов.