Подобрать фланец на трубу — Технологии и документации
domask, Для трубопроводов пара и горячей воды сварка ведётся по техническим требованиям
РД 153-34.1-003-01, РТМ 1с, СО 153-34.003-01 Сварка, термообработка и контроль трубных систем котлов и трубопроводов.pdf 3,66МБ 2261 скачиваний. Конструкция прописана в ПБ 03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.» Заглушка на такое изделие лучше подойдёт сферическая или торосферическая. Если снимать её не планируете, то можно её сделать приварной. А вообще, в сосудах, работающих под высоким давлением требуется применять стыковые сварные соединения с полным проваром (там, где это возможно конструктивно). Расчёт трубы и заглушек можно произвести по РД 10-249-98 «Нормы расчёта на прочность котлов и трубопроводлов пара и горячей воды.» Сварку подобных изделий допускается проводить только организациям, имеющим специально разрешение, выдаваемое в случае наличия аттестованых персонала, оборудования, сварочных материалов и технологии сварки в целом.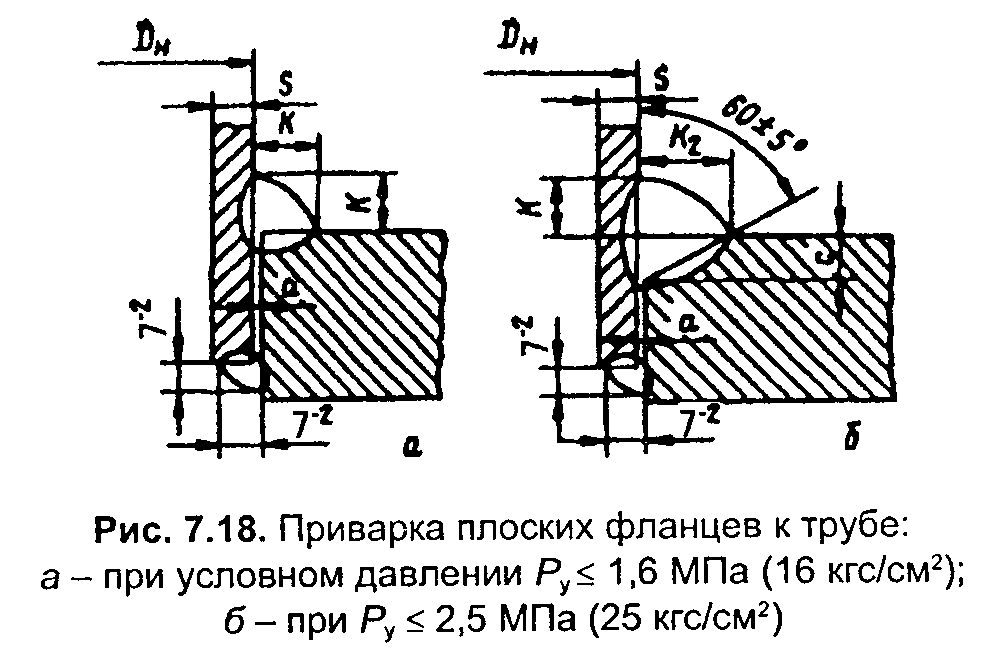
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.pdf 1,36МБ 462 скачиваний
RD10_249_98.pdf 2,76МБ 428 скачиваний
Эта документация прописывается на чертежах в разделе технических требований, а в обозначении швов должен фигурировать стык по ГОСТ 16037-80, но выбирать его следует согласно указанным требованиям. Выбирается стыковое сварное соединение с полным проваром, указывается обработка усиления сварного шва до плавного перехода к основному металлу или вообще снятие усиления сварного шва. Обязательно в технических требованиях на чертеже нужно указывать 100 рентген или ультразвуковой контроль. А так же гидроиспытания. Если очень качественный шов хотите, можно потребовать испытаний образца — свидетеля на стойкость к межкристаллитной коррозии.
Сообщение отредактировал MityMouse: 16 Январь 2015 13:02
правила монтажа фланцевых соединений.
 Статьи компании «ТОВ Арматура»
Статьи компании «ТОВ Арматура»Как правильно приварить фланец к трубе: рекомендации специалистов, правила работы и нюансы сварки для качественного соединения. Какие бывают фланцы и как оценить качество выполненной сварки.
Первоначально стоит отметить, что фланцы – это специальные стальные диски, которые используются в гражданских и промышленных технологических линиях с целью соединения трубопроводных отрезков или монтажа запорно-регулирующей арматуры.
Существует ряд правил, которые необходимо рассмотреть перед монтажом и соблюдать в процессе работы с данными деталями трубопроводов. Данная статья поможет вам разобраться в тонкостях сварочных работ при создании долговечного фланцевого соелинения.
Детали разделены на следующие основные виды, что крайне важно учитывать перед приваркой:
Воротниковые

Плоские. Основным отличием данного изделия можно отметить несколько больший внутренний диаметр относительно наружного размера трубы.
Раструбные. Применяют в большинстве случаев на трубах, которые имеют сравнительно небольшой диаметр, но работают под высоким давлением. Главный недостаток изделия заключается в отсутствии стойкости к коррозии. Приварка осуществляется с внешней стороны при использовании углового шва. При этом важно сохранять небольшой люфт, что позволит исключить негативное влияние теплового расширения.
Глухие. Фланец представляет собой диск плоской формы с отверстиями, поэтому используется с целью заглушки трубопровода. Деталь неразборная, но сварка фланца не осуществляется, проводится лишь стандартное крепление.
Резьбовые. Применяются на трубопроводных системах небольшого диаметра, в которых можно предварительно нарезать резьбу. Соответственно метод сваривания практически не используется.


Благодаря правильному использованию фланцевого соединения можно обеспечить быстрые ремонтные работы или замену любого устройства на трубопроводе.
Чтобы обеспечить высокое качество фланцевого соединения, необходимо рассмотреть основные правила работы с данными деталями трубопроводов. Правила монтажаМонтаж стальных фланцев осуществляется при условии соблюдения следующих основных правил:
В процессе монтажа необходимо устранить все перекосы, а также удалить лишние зазоры, при условии их наличия;
Отверстия для болтов и шпилек обязательно необходимо разместить друг напротив друга;
Чтобы прихватить фланцы, в работе используется точечная сварка;
Важно соблюдать установку гаек с одной стороны, а болтов с другой;
Чтобы использовать фланцы в агрессивной рабочей среде, рационально провести монтаж специальных защитных кожухов;
Выбор прокладок осуществляется исходя из размеров фланцев, руководствуясь при этом указанными параметрами в нормах ГОСТ.

Несмотря на то, что используемое в процессе работы оборудования и материалы могут несколько отличаться, но алгоритм работы всегда одинаковый:
Осуществляется подготовка свариваемых участков. Выполняется зачистка металла в местах, которые участвуют в сварке.
Обработка кромки. На данном этапе проводится срез фаски под углом 30°.
Фиксация двух соединяемых концов в неподвижном состоянии.
Прихватка стыка в трех местах, благодаря чему можно обеспечить полную неподвижность конструкции.
Проводятся основные сварочные работы, после чего полученный шов зачищается от образовавшегося шлака.
Если работа выполнена правильно, то стальные фланцы привариваются к отрезку трубы без всяческих перекосов, а сам шов будет максимально плотным и качественным.
Чтобы проверить качество выполненного сварного шва, рационально использовать метод внешнего осмотра при условии проведения необходимых замеров. Визуально оценить качество соединения можно по следующим параметрам:
Наличие трещин;
Непровары;
Кратеры размером более 0,5 мм;
Наличие пор и прожогов;
Шлаковые включения.
Все вышеперечисленные факторы являются признаками низкого качества соединения. Также стоит отметить, что соединение является некачественным в случае отклонения высоты или ширины шва. Существуют также варианты неразрушающих методов контроля, а именно ультразвуковой и радиографический. Радиографический метод также используется с целью контроля допускных стыков.
Компания ТОВ Арматура предлагает каждому клиенту выбрать среди широкого ассортимента запорно-регулирующей арматуры от лучших европейских производителей.
Фланцы для полиэтиленовых труб
Плоский фланец одевается на полиэтиленовую трубу и приваривается по задней поверхности. Из-за этого внутренний диаметр плоского фланца немного больше наружного диаметра трубы.
Настоящий стандарт распространяется на стальные плоские фланцы трубопроводов и соединительных частей, а также на присоединительные фланцы арматуры, соединительных частей машин, приборов, патрубков, аппаратов и резервуаров на условное давление Py от 0,1 до 2,5 МПа.
Плоский фланец может изготавливаться из следующих сталей:
- стали марки Ст3сп не ниже 2-й категории по ГОСТ 380–94;
- 20, 25 по ГОСТ 1050–88;
- 09Г2С по ГОСТ 19281–89;
- 10Г2 по ГОСТ 4543–71;
- 15Х5М по ГОСТ 4543–71;
- 12Х18Н10Т по ГОСТ 5632–72;
- 15Х18Н12С4ТЮ(типа ЭИ-654) по ГОСТ 5632–72, 06ХН28МДТ(типа ЭИ-945) по ГОСТ 5632–72, 10Х17Н13М3Т(типа ЭИ-432) по ГОСТ 5632–72;
Температура применения деталей для плоских фланцев, изготовленных из стали марки:
- температура применения деталей, изготовленных из стали марки Ст3сп, 20, 25 — от минус 40 С до плюс 425 С;
- 09Г2С, 10Г2 — от минус 70 С до плюс 350 С;
- 15Х5М — от минус 40 С до плюс 450 С, 12Х18Н10Т — от минус 80 С до плюс 600 С;
- 15Х18Н12С4ТЮ — от минус 40 С до плюс 300 С, 06ХН28МДТ — от минус 70 С до плюс 400 С;
- 10Х17Н13М3Т — от минус 253 С до плюс 600 С
Фланцы стальные изготавливаются методом горячей штамповки поковок на кузнечных молотах и прессах усилием до 4500 кН с последующей сверловкой и обработкой указаных в конструкторской документации поверхностей на токарных полуавтоматических станках с числовым програмным управлением.
Фланцы стальные с условным проходом Dy более 100 мм изготавливаются методом газовой вырезки из стального листа необходимой толщины. Максимальный наружный диаметр обрабатываемой заготовки — 1100 мм.
Фланцы
Фланец (от нем. Flansch), обычно плоское кольцо или диск с равномерно расположенными отверстиями для болтов и шпилек, служащие для прочного и герметичного соединения труб, присоединения их к машинам, аппаратам и ёмкостям, для соединения валов и др. вращающихся деталей. Иными словами, фланец — деталь трубопровода, предназначенная для монтажа отдельных его частей, а также для присоединения оборудования к трубопроводу.
Виды фланцев
Существуют три вида фланцев:
- фланцы плоские (ГОСТ 12820-80)
- фланцы воротниковые (ГОСТ 12821-80)
- фланцы стальные свободные на приварном кольце (ГОСТ 12822-80)
Отличаются они по форме и условиям применения.
Плоские фланцы имеют форму широкого кольца с небольшим цилиндрическим выступом с одной из стороны на внутреннем крае.
Воротниковый фланец помимо этого выступа с противоположной стороны имеет более длинный выступ конусообразной формы.
Так же есть отличия у фланца воротникового от плоского по способу крепления. Внутренний диаметр у фланца плоского равняется внешнему диаметру трубы, к которой он должен быть закреплен. Фланец насаживается на трубу и приваривается. Фланец воротниковый крепиться иначе. Внутренний диаметр воротникового фланца соответствует внутреннему диаметру трубы, и крепится труба с фланцем встык одним соединительным швом – это значительно упрощает процесс монтажа фланцевого соединения и экономит время.
Из-за разного способа крепления отличаются и условия эксплуатации.
Фланцы плоские применяют при наличии давления от 0,1 до 2,5 МПа, а фланцы воротниковые от 0,1 до 20 МПа. Эта разница и обусловлена наличием специального ворота у последнего вида фланцев. Конусообразный воротник позволяет сделать фланцевое соединение намного крепче.
Стальной свободный фланец на приварном кольце состоит из двух частей — фланца и кольца.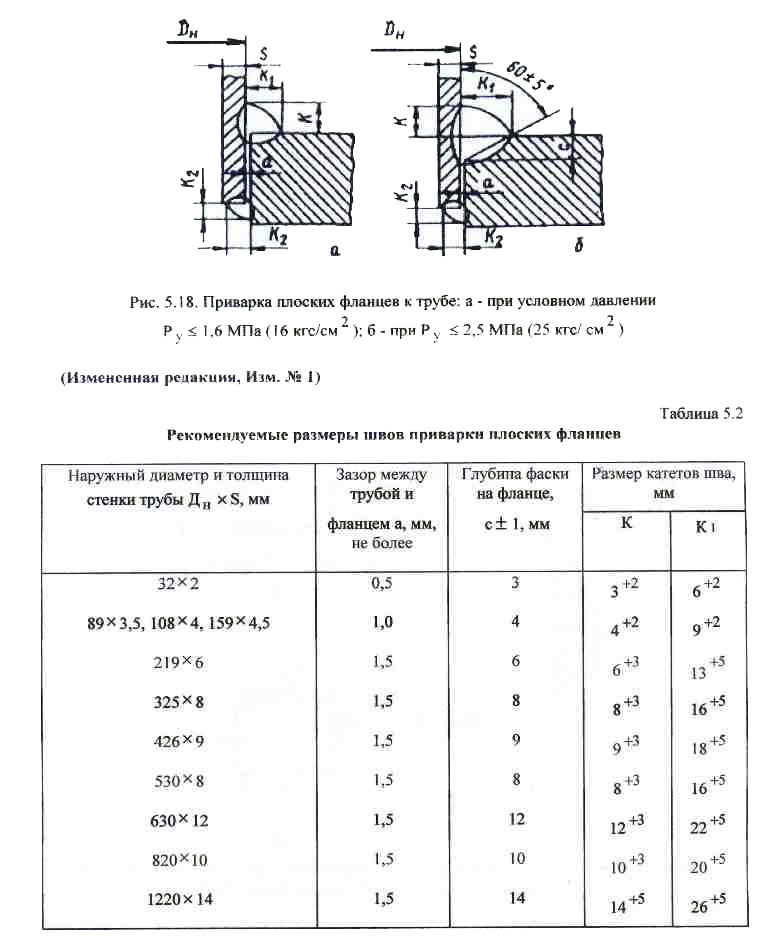 При этом фланец и кольцо должны быть одного условного диаметра и давления. Такие фланцы отличаются по сравнению с вышеперечисленными удобством монтажа, т. к. к трубе приваривается только кольцо, а сам фланец остается свободным, что обеспечивает легкую стыковку болтовых отверстий свободного фланца с болтовыми отверстиями фланца арматуры или оборудования без поворота трубы.
При этом фланец и кольцо должны быть одного условного диаметра и давления. Такие фланцы отличаются по сравнению с вышеперечисленными удобством монтажа, т. к. к трубе приваривается только кольцо, а сам фланец остается свободным, что обеспечивает легкую стыковку болтовых отверстий свободного фланца с болтовыми отверстиями фланца арматуры или оборудования без поворота трубы.
Стальные свободные фланцы на приварном кольце часто используются при монтаже трубопроводной арматуры и оборудования в труднодоступном месте или при частом ремонте (проверке) фланцевых соединений (например, в химической промышленности).
Применяются при условном давлении от 0,1 МПа до 2,5 МПа (от 1кгс/см2 до 25 кгс/см2) и температуры среды от -30oС до +300oС.
Фланцы характеризуются двумя главными параметрами:
- условный проход (номинальный размер)
- условным (номинальным) давлением
Диаметр условного прохода (Dy, Ду) — номинальная величина внутреннего диаметра в миллиметрах или его округленное значение. Размеры условных проходов должны соответствовать числам параметрического ряда, устанавливаемого ГОСТ 28338-89 (всего 49 показателей от 3 до 4000 мм).
Размеры условных проходов должны соответствовать числам параметрического ряда, устанавливаемого ГОСТ 28338-89 (всего 49 показателей от 3 до 4000 мм).
Значения условных проходов по ГОСТ 28338-89
Условный проход, мм: 3, 4, 5, 6, 8, 10, 12, 15, 16*, 20, 25, 32, 40, 50, 63*, 65, 80, 100, 125, 150, 160*, 175**, 200, 250, 300, 350, 400, 450**, 500, 600, 700, 800, 900**, 1000, 1200, 1400, 1600, 1800, 2000, 2200, 2400, 2600**, 2800, 3000, 3200**, 3400, 3600**, 3800**, 4000.
* — допускается для гидравлических и пневматических устройств;
** — не допускается для арматуры общего назначения.
Условное (номинальное) давление (Ру или РN) – наибольшее избыточное рабочее давление при температуре рабочей среды 20С, при котором обеспечивается заданный срок службы соединений трубопроводов и арматуры, имеющих определенные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках их прочности при температуре 20 С.
ГОСТ 26349-84 определяет параметрический ряд номинальных давлений, состоящих из 26 параметров от 0,1 до 800 кгс/см2.
Фланец стальной плоский приварной (ГОСТ 12820-80) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2, Па, МПа, атм, бар. Единицей измерения при производстве и обозначении фланцев является кгс/см2.
В технической документации типы фланцев обозначаются следующим образом:
Фланец 1-65-25 ст.09Г2С ГОСТ 12821-80
1 — исполнение фланца;
65 — условный проход «Ду»;
25 — условное давление «Ру»;
ст. 09Г2С — марка стали, из которой изготовлено изделие.
Фланцы не подлежат сертификации согласно требований по импорту товара до 10 МПа; если более 10 МПа, то подлежат обязательной сертификации.
Области применения фланцев
Фланцы применяются при монтаже полиэтиленовых труб и оборудования практически во всех отраслях.
ГОСТ 12815-80 предусматривает 9 исполнений фланцев, отличающихся формой и геометрическими размерами стыковочных поверхностей.
Наиболее широко используются фланцы 1-го исполнения.
Фланцы других исполнений используются, как правило, с арматурой, работающей при высоких давлениях, с агрессивной рабочей средой и др.
В зависимости от способа приварки фланцев к трубопроводу они бывают двух видов — приварные плоские и приварные встык (воротниковые).
Плоские фланцы должны соответствовать требованиям ГОСТ 12820-80 и могут применяться в диапазоне температуры от -70 до 450 °С.
Фланцы приварные встык (воротниковые) должны соответствовать требованиям ГОСТ 12821-80 и могут применяться в диапазоне температуры от -253 до 600 °С.
Разнообразие материалов, из которых изготавливаются фланцы сегодня, позволяет использовать эту продукцию в качестве соединительных деталей трубопровода практически при любых условиях внешней среды (температуре, влажности и т. д.) и в соответствии со средой, проходящей по трубопроводу (в том числе и агрессивной).
Отличительные особенности и характеристики фланцев
1. Конструктивные.
К конструктивным особенностям относятся (на примере трех наиболее распространенных ГОСТов):
- Условный проход. Обозначается как Ду и измеряется в мм.
- Условное давление. Обозначается как Ру и измеряется в кгс/см2.
- Исполнение с 1 по 9. Определяет вид поверхности под прокладку.
- Материал (представлен российскими марками стали).
Эти характеристики связаны с особенностями производства (из каких заготовок и по каким технологиям выполняется фланец).
Круглые и квадратные фланцы. В настоящее время выпускается небольшое количество задвижек, клапанов и т. п. трубопроводной арматуры, имеющей в качестве присоединительного узла фланец квадратный. Поэтому в соответствии с ГОСТ 12815-80 до давления условного Ру 4 МПа (40 кгс/см2) предусмотрены по конструкции фланцы как круглые, так и квадратные. При заказе квадратных фланцев необходимо помнить, что существует прямая зависимость диметра фланца от условного давления: чем выше давление, тем меньшего диаметра фланец можно произвести.

Условный проход. Особенности его обозначения
Стоит сразу же отметить, что условный проход не является внешним диаметром трубы, а обозначает проход (сечение), по которому протекает среда через фланцевое соединение. Одной из особенностей фланцев стальных плоских приварных и стальных свободных на приварном кольце на диаметры условного прохода Ду 100,125 и 150 мм является то, что возможны три их конструкции под различные наружные диаметры трубы.
Поэтому при заказе этих фланцев на Ду 100,125 или 150 мм необходимо указывать букву, соответствующую требуемому диаметру трубы. Если в заявке (спецификации) на данные типоразмеры фланцев буква не указана, то фланцы изготавливаются под следующие диаметры трубы: 100А, 125А, 150Б
|
Диаметр условного прохода Ду, мм |
Наружный диаметр трубы, мм |
||
|
А |
Б |
В |
|
|
100 |
108 |
114 |
— |
|
125 |
133 |
140 |
— |
|
150 |
152 |
153 |
168 |
Следующей особенностью фланцев с диаметром условного прохода Ду > 200 мм является то, что из-за различных классов точности изготовления труб и фланцев, расточка внутреннего диаметра фланцев плоского, свободного и его кольца допускается по фактическому наружному диаметру трубы с зазором на сторону не более 2,5 мм, т.
 е. по всему внутреннему диаметру фланца и кольца не более 5,0 мм. Другими словами, при изготовлении трубы возможно отклонение от идеальной формы круга, таким образом, труба может не соответствовать внутреннему диаметру фланца, что в свою очередь затрудняет соединение трубы и фланца.
е. по всему внутреннему диаметру фланца и кольца не более 5,0 мм. Другими словами, при изготовлении трубы возможно отклонение от идеальной формы круга, таким образом, труба может не соответствовать внутреннему диаметру фланца, что в свою очередь затрудняет соединение трубы и фланца.
Ряды
Если при заказе не оговорены особенности конструктивного исполнения присоединительных размеров (ряд 1 или 2), то изготовление фланца по умолчанию осуществляется в соответствии с рядом 2, Конструктивным отличием фланцев ряда 1 от фланцев ряда 2 является разное количество отверстий в нем под крепежные болты (шпильки) и их диаметры.
Например, фланец на Ду 300 мм и Ру 63 кгс/см2 ряда 1 имеет диаметр крепежного отверстия 36 мм, а ряда 2 — 39 мм. Аналогично, фланец на Ду 80 мм и Ру 10 кгс/см2 ряда 1 имеет диаметр крепежного отверстия 18 мм с общим их количеством 8 шт., а ряда 2 соответственно — 18 мм и 4 шт. Поэтому эту особенность необходимо учитывать при заказе фланцев в качестве ответных под запорную арматуру.
Давление
Еще одной важной конструктивной особенностью всех изделий, составляющих фланцевое соединение, является условное давление, которое может выдержать соединение. Показатели по давлению зависят от геометрических размеров фланца и исполнения уплотнительной поверхности. Фланец стальной плоский приварной (ГОСТ 12820-80) и фланец стальной свободный на приварном кольце (ГОСТ 12822-80) выдерживают давление до 25 кгс/см2, а вот фланец стальной приварной встык (ГОСТ 12821-80) может выдерживать давление до 200 кгс/см2.
При этом особенностью данного показателя является то, что он может выражаться в различных единицах измерения: кгс/см2, Па, МПа, атм, бар. Во избежание недоразумений при заказе продукции всегда указывайте единицу измерения давления.
1 бар = 1 кгс/см2 = 1 атм = 0,1 МПа = 100 000 Па.
Исполнения фланца
В соответствии с требованиями ГОСТ имеется девять исполнений поверхности фланца (рис. 2), а для свободного фланца различные исполнения возможны только у приварного кольца. Поэтому при подборе ответных фланцев трубопроводной арматуры, кроме условных прохода и давления, необходимо указывать исполнение уплотнительной поверхности.
Поэтому при подборе ответных фланцев трубопроводной арматуры, кроме условных прохода и давления, необходимо указывать исполнение уплотнительной поверхности.
Исполнение 1. Используется при условном давлении не выше 63 кгс/см2.
При условных давлениях Ру свыше 2,5 МПа (25 кгс/см2) для обеспечения большей герметичности системы чаще используются исполнения уплотнительной поверхности фланца 2,3,4,5,6 и 7. Фланцы различных исполнений между собой соединяются следующим образом:
Исполнение 1 фланца с соединительным выступом
Исполнение 2 фланца с выступом
Исполнение 3 фланца с впадиной
Исполнение 4 фланца с шипом
Исполнение 5 фланца с пазом
Исполнение 6 фланца под линзовую прокладку
Исполнение 7 фланца под прокладку овального сечения
Исполнение 8
Исполнение 9
Марки материала
Последней отличительной конструктивной характеристикой фланца является используемый материал.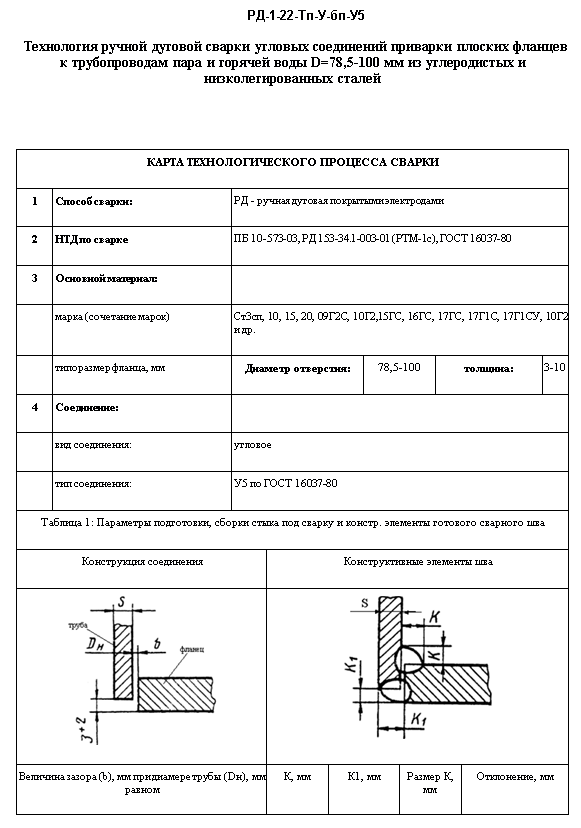 Фланцы могут изготавливаться из углеродистых и легированных сталей, а также из нержавеющих сталей. В настоящее время для изготовления фланцев используют большое количество марок стали, наибольшее распространение из которых получили ст.20, ст.09Г2С, ст.15Х5М, 12Х18Н10Т.
Фланцы могут изготавливаться из углеродистых и легированных сталей, а также из нержавеющих сталей. В настоящее время для изготовления фланцев используют большое количество марок стали, наибольшее распространение из которых получили ст.20, ст.09Г2С, ст.15Х5М, 12Х18Н10Т.
Марки стали подбираются с учетом использования фланцев на данную рабочую температуру, условное давление и транспортируемую среду в трубопроводе.
Способы изготовления фланцев
Ковка
1. Подготовка материала для изготовления фланцев (металлический пруток, брусок, чушка, металлолом), его проверка по химическому составу.
2. Плавление и ковка.
2.1. Деформация пластичного металла прессом.
2.2. Вырезание отверстий из центральной части фланца.
2.3. Операция по удалению вырезанного стержня.
2.4. Готова заготовка для дальнейшей токарной обработки.
2.5. Если вес готовой заготовки превышает 136 кг, то ее дополнительно помещают в печь для снятия напряжения.
3. Заготовки помещают в токарный станок для удаления окалины с поверхности и придания окончательных размеров по толщине, внешнему и внутреннему диаметру. После токарной обработки проводится 100% осмотр и проверка качества.
Заготовки помещают в токарный станок для удаления окалины с поверхности и придания окончательных размеров по толщине, внешнему и внутреннему диаметру. После токарной обработки проводится 100% осмотр и проверка качества.
4. После токарной обработки, во фланцах высверливаются болтовые отверстия. По завершении процесса проводится окончательная проверка качества.
Литье
- Сырье — сталь
- Плавление стали и заливка формы
- Обработка на станке
- Сверление отверстий и проверка качества готовой продукции
- Подготовка материала для изготовления фланцев (металлический пруток, брусок, чушка, металлолом), его проверка по химическому составу.
- Загрузка материала в печь для расплавки. По достижении необходимой температуры, жидкий металл заливают в формы для получения заготовки, готовой для механической обработки.
- Заготовки помещают в токарный станок для удаления окалины с поверхности и придания окончательных размеров по толщине, внешнему и внутреннему диаметру. После токарной обработки проводится 100% осмотр и проверка качества.
- После токарной обработки, во фланцах высверливаются болтовые отверстия. По завершении процесса проводится окончательная проверка качества.
 После токарной обработки проводится 100% осмотр и проверка качества.
После токарной обработки проводится 100% осмотр и проверка качества.* Достоинством традиционной технологии литья является высокая точность заготовок фланцев с минимальными припусками на механическую обработку. К ее недостаткам следует отнести невысокое качество металла и трудность получения плотных заготовок фланцев, поскольку при плавке и разливке расплав насыщается газами, неметаллическими включениями, вредными примесями и склонен к структурной и химической неоднородности. Такие заготовки фланцев для изготовления деталей ответственного назначения не применяются.
Воротниковые фланцы, полученные ковкой, имеют более высокое качество металла, хотя и могут наследовать дефекты литых заготовок и слитков, используемых при этом. Серьезные недостатки этой технологии — высокая стоимость фланцев, обусловленная применением большого количества промежуточных операций (ковка слитков на биллеты, разрезка их на заготовки, прошивка заготовок, раздача) наличие дорогостоящего кузнечного и прокатного оборудования.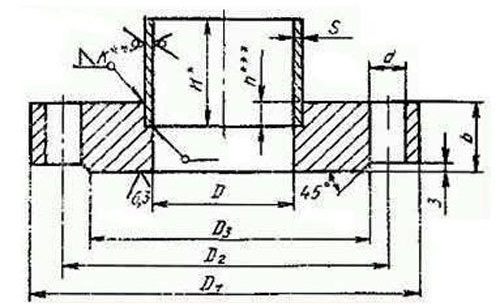
Способ изготовления – литье фланцев, с помощью установки ЦЭШЛ.
(наши фланцы не изготавливаются таким способом)
Инженеры на основе электрошлаковых технологий, разработанных в нашей стране в прошлом веке, изготовили принципиально новое технологическое оборудование для производства фланцев с внедрением инновационных решений. Новую установку назвали ЦЭШЛ – центробежное электрошлаковое литье, она позволяет обеспечить литье максимального качества и точности за счет процессов рафинирования металла при электрошлаковой плавке, а также оригинальных технологий получения направленной кристаллизации во время отливки. По своим техническим характеристикам произведенные изделия — фланцы, произведенные на этой установке, ничем не уступают кованым, в то время как показатели ударной вязкости и пластичности при аналогичной прочности гораздо выше.
Установка ЦЭШЛ позволяет заменить производство кованых заготовок фланцев производством отливов самого высокого качества, при этом механическая доработка практически не требуется. Технология электрошлакового литья довольно проста при своих неоспоримых достоинствах. В плавильную емкость поступают жидкий металл и шлак в необходимых пропорциях за счет электрошлакового переплава электродов, после чего сплав заливается во вращающуюся форму. Переплавка электродов происходит с помощью флюса, состоящего из кремнезема, магнезита, электрокорунда и фтористого кальция, это позволяет достичь большей текучести при быстром охлаждении, нейтрализовать воздействие окружающей среды, добиться рафинирования плавильной емкости, сплава металла и шлака от фосфора и серы. Переплавляемые электроды могут быть любого сечения и формы, а технология позволяет изготавливать фланцы ответственного назначения.
Технология электрошлакового литья довольно проста при своих неоспоримых достоинствах. В плавильную емкость поступают жидкий металл и шлак в необходимых пропорциях за счет электрошлакового переплава электродов, после чего сплав заливается во вращающуюся форму. Переплавка электродов происходит с помощью флюса, состоящего из кремнезема, магнезита, электрокорунда и фтористого кальция, это позволяет достичь большей текучести при быстром охлаждении, нейтрализовать воздействие окружающей среды, добиться рафинирования плавильной емкости, сплава металла и шлака от фосфора и серы. Переплавляемые электроды могут быть любого сечения и формы, а технология позволяет изготавливать фланцы ответственного назначения.
Установка центробежного электрошлакового литья (ЦЭШЛ) обеспечивает высокое качество литого металла за счет его рафинирования в процессе электрошлаковой плавки, применения специальных технологических приемов для получения направленной кристаллизации при отливке. Механические свойства заготовки, при этом, не уступают кованной, но превосходят их по показателям пластичности, ударной вязкости при одинаковой прочности.
Достоинствами традиционной технологии литья являются высокая точность заготовок фланцев с минимальными припусками на механическую обработку. К ее недостаткам следует отнести невысокое качество металла и трудность получения плотных заготовок фланцев, поскольку при плавке и разливке расплав насыщается газами, неметаллическими включениями, вредными примесями и склонен к структурной и химической неоднородности. По этим причинам иные заготовки фланцев для изготовления деталей ответственного назначения практически не применяются.
Изделия, полученные ковкой, имеют более высокое качество металла, хотя и могут наследовать дефекты литых заготовок и слитков, используемых при этом. Серьезные недостатки этой технологии ? высокая стоимость заготовок фланцев, обусловленная применением большого количества промежуточных операций (ковка слитков на биллеты, разрезка их на заготовки, прошивка заготовок, раздача), низкий коэффициент использования металла и необходимость наличия дорогостоящего кузнечного и прокатного оборудования.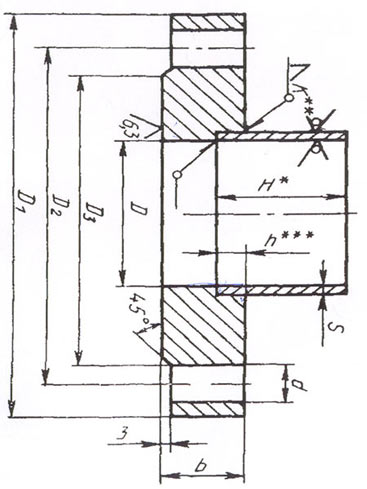
Одним из перспективных направлений изготовления заготовок фланцев является замена кованых заготовок фланцев отливками высокого качества с минимальными припусками на механическую обработку. Поскольку эти детали имеют центральные сквозные отверстия, для их изготовления целесообразно использовать новую прогрессивную технологию ? центробежное электрошлаковое литье (ЦЭШЛ), которое в силу своих технологических особенностей лишено многих из вышеперечисленных недостатков.
Сущность технологии заключается в электрошлаковом переплаве электрода в плавильной емкости, обеспечивающей накопление жидкого металла и шлака в нужных количествах, и последующей его заливке во вращающуюся форму. В качестве переплавляемого металла могут применяться расходуемые электроды любой формы и сечения. Такая технология и была использована для изготовления фланцевых заготовок ответственного назначения.
Переплав расходуемого электрода осуществляли под флюсом, представляющим собой смесь фтористого кальция, электрокорунда, магнезита и кремнезема.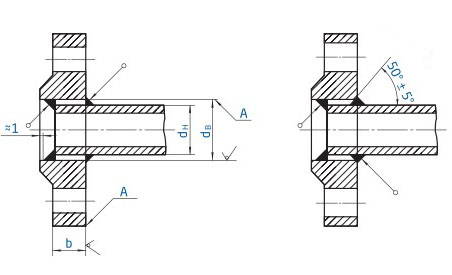 Такой флюс обеспечивает рафинирование жидкого металла и плавильной емкости от серы и фосфора, защиту от вредного воздействия окружающей среды, а также отличается значительной текучестью при высокой скорости охлаждения.
Такой флюс обеспечивает рафинирование жидкого металла и плавильной емкости от серы и фосфора, защиту от вредного воздействия окружающей среды, а также отличается значительной текучестью при высокой скорости охлаждения.
ГОСТ 17376 Тройники под сварку встык: бесшовные и сварные, из углеродистой и низколегированной стали
ГОСТ 17376 — Детали трубопроводов бесшовные сварные из углеродистой и низколегированной стали ТРЭ
ГОСТ 17376 Тройник равнопроходной и редукционный
| Ду | Д | Т | Д1 | Т1 | Ф | Х | Масса. кг |
| 15 | 2.0 | 21,3 | 2,0 | 25 | 25 | 0,19 | |
| 21,3 | 3,2 | 3,2 | 0,30 | ||||
| 4,0 | 4,0 | 0,38 | |||||
| 20 | 26,9 | 2,0 | 2,0 | 29 | 29 | 0,26 | |
| 3,2 | 3,2 | 0,42 | |||||
| 4,0 | 4. 0 0 | 0,52 | |||||
| 2,0 | 26,9 | 2,0 | 0,23 | ||||
| 3,2 | 3,2 | 0,37 | |||||
| 4,0 | 4,0 | 0,46 | |||||
| 25 | 33,7 | 2,3 | 21,3 | 2,0 | 38 | 38 | 0,25 |
| 3,2 | 3,2 | 0,35 | |||||
| 4.5 | 4,0 | 0,4 | |||||
| 2,3 | 26,9 | 2,0 | 0,25 | ||||
| 3,2 | 3,2 | 0,35 | |||||
| 4,5 | 4,0 | 0,40 | |||||
| 2,3 | 33,7 | 2,3 | 0,40 | ||||
| 3,2 | 3,2 | 0,64 | |||||
| 4,5 | 4,5 | 0,80 | |||||
| 32 | 42. 4 4 | 2,6 | 21,3 | 2,0 | 48 | 48 | 0,79 |
| 3,6 | 3,2 | 1.10 | |||||
| 5,0 | 4,0 | 1,50 | |||||
| 2,6 | 26,9 | 2,0 | 0,79 | ||||
| 3,6 | 3,2 | 1.10 | |||||
| 5,0 | 4,0 | 1,50 | |||||
| 2.6 | 33,7 | 2,3 | 0,79 | ||||
| 3,6 | 3,2 | 1.1 | |||||
| 5,0 | 4,0 | 1,5 | |||||
| 2,6 | 42,4 | 2,6 | 0,79 | ||||
| 3,6 | 3,6 | 1.10 | |||||
| 5,0 | 5..0 | 1,50 | |||||
| 40 | 48,3 | 2,6 | 26.9 | 2,0 | 57 | 57 | 1 . 00 00 |
| 3,6 | 3,2 | 1,40 | |||||
| 5,0 | 4,0 | 2,00 | |||||
| 2,6 | 33,7 | 2,3 | 1,00 | ||||
| 3,6 | 3,2 | 1,40 | |||||
| 5,0 | 4,5 | 2,00 | |||||
| 2,6 | 42,4 | 2.6 | 1,00 | ||||
| 3,6 | 3,6 | 1,40 | |||||
| 5,0 | 5,0 | 2,00 | |||||
| 2,6 | 48,3 | 2,6 | 1,00 | ||||
| 3,6 | 3,6 | 1,4 | |||||
| 5,0 | 5,0 | 2,00 | |||||
| 50 | 60..3 | 2,9 | 33,7 | 2,9 | 64 | 51 | 1.60 |
| 4,0 | 4,0 | 2,20 | |||||
| 5,6 | 5,6 | 3,00 | |||||
| 2,9 | 42,4 | 2,6 | 57 | 1,60 | |||
| 4,0 | 3,6 | 2,20 | |||||
| 5,6 | 5,0 | 3,00 | |||||
| 2,9 | 48,3 | 2,6 | 60 | 1,60 | |||
4. 0 0 | 3,6 | 2,20 | |||||
| 5,6 | 5,0 | 3,00 | |||||
| 2,9 | 60,3 | 2,3 | 64 | 1,60 | |||
| 4,0 | 3,2 | 2,20 | |||||
| 5,6 | 4,5 | 3,00 | |||||
| 65 | 76,1 | 2,9 | 2,6 | 64 | 3,20 | ||
| 5.0 | 42,4 | 3,6 | 64 | 5,50 | |||
| 7.1 | 5,0 | 76 | 7,90 | ||||
| 2,9 | 48,3 | 2,9 | 3,20 | ||||
| 5,0 | 4,0 | 5,50 | |||||
| 7.1 | 5,6 | 7,90 | |||||
| 2.9 | 60,3 | 2,6 | 67 | 3,20 | |||
| 5,0 | 3,6 | 5,50 | |||||
7. 1 1 | 5,0 | 7,90 | |||||
| 2,9 | 76,1 | 2,9 | 3,20 | ||||
| 5,0 | 5,0 | 5,50 | |||||
| 7.1 | 7.1 | 7,90 | |||||
| 80 | 88,9 | 3,2 | 48,3 | 2,9 | 86 | 73 | 2,9 |
| 5,6 | 4,0 | 4,0 | |||||
| 8,0 | 5,6 | 5,6 | |||||
| 3,2 | 60,3 | 2,9 | 76 | 2,9 | |||
| 5,6 | 4,0 | 4,0 | |||||
| 8.0 | 5,6 | 5,6 | |||||
| 3,2 | 76,1 | 2,9 | 83 | 2,9 | |||
| 5,6 | 5,0 | 5,0 | |||||
| 8,0 | 7. 1 1 | 7.1 | |||||
| 3,2 | 88,9 | 3,2 | 0,86 | 3,2 | |||
| 5,6 | 5,6 | 5,6 | |||||
| 8,0 | 8,0 | 8.0 | |||||
| 100 | 114,3 | 3,6 | 60,3 | 2,7 | 105 | 89 | 3,80 |
| 6,3 | 4,0 | 6,70 | |||||
| 8,8 | 5,6 | 10.00 | |||||
| 3,6 | 76,1 | 2,9 | 95 | 4,50 | |||
| 6,3 | 5,0 | 7,80 | |||||
| 8.8 | 7.1 | 10,0 | |||||
| 3,6 | 88,9 | 3,2 | 98 | 4,50 | |||
| 6,3 | 5,6 | 7,80 | |||||
| 8,8 | 8,0 | 10. 00 00 | |||||
| 3,6 | 114,3 | 3,6 | 105 | 4,50 | |||
| 6,3 | 6,3 | 7,80 | |||||
| 8,8 | 8.8 | 10.00 | |||||
| 125 | 139,7 | 4,0 | 76,1 | 2,9 | 124 | 108 | 3,40 |
| 6,3 | 5,0 | 5,30 | |||||
| 10,0 | 7.1 | 16.00 | |||||
| 4,0 | 88,9 | 3,2 | 111 | 3,40 | |||
| 6,3 | 5,6 | 5,30 | |||||
| 10.0 | 8,0 | 16.00 | |||||
| 4,0 | 114,3 | 3,6 | 117 | 3,40 | |||
| 6,3 | 6,3 | 5,30 | |||||
| 10 | 8,8 | 16. 00 00 | |||||
| 4,0 | 139,7 | 4,0 | 124 | 3,40 | |||
| 6,3 | 6,3 | 5,30 | |||||
| 10,0 | 10.0 | 16.00 | |||||
| 150 | 168,3 | 4,5 | 88,9 | 3,2 | 143 | 124 | 9,40 |
| 7.1 | 5,6 | 16.00 | |||||
| 11,0 | 8,0 | 24.00 | |||||
| 4,5 | 114,3 | 3,6 | 130 | 9,40 | |||
| 7.1 | 6,3 | 16.00 | |||||
| 11.0 | 8,8 | 24.00 | |||||
| 4,5 | 139,7 | 4,0 | 137 | 9,40 | |||
| 7.1 | 6,3 | 16.00 | |||||
| 11,0 | 10,0 | 24. 00 00 | |||||
| 4,5 | 168,3 | 4,5 | 143 | 9,40 | |||
| 7.1 | 7.1 | 16.00 | |||||
| 11,0 | 11.0 | 24.00 | |||||
| 200 | 219. 1 | 6,3 | 114,3 | 3,6 | 178 | 156 | 16.00 |
| 8,0 | 6,3 | 20.00 | |||||
| 12,5 | 8,8 | 43.00 | |||||
| 6,3 | 1 39,7 | 4,0 | 162 | 16.00 | |||
| 8,0 | 6.3 | 20.00 | |||||
| 12,5 | 10,0 | 43.00 | |||||
| 6,3 | 168,3 | 4,5 | 168 | 16.00 | |||
| 8,0 | 7. 1 1 | 20.00 | |||||
| 12,5 | 11,0 | 43.00 | |||||
| 6,3 | 219,1 | 6,3 | 178 | 23.00 | |||
| 8.0 | 8,0 | 29.00 | |||||
| 12,5 | 12,5 | 44.00 | |||||
| 250 | 273,0 | 6,3 10,0 | 139,7 | 4,0 6,3 | 216 | 191 | 33,0 52,0 |
| 6,3 10,0 | 168,3 | 4,5 7,1 | 194 | 33,0 52,0 | |||
| 6.3 10,0 | 219,1 | 6,3 7,1 | 203 | 33,0 52,0 | |||
| 6,3 10,0 | 273,0 | 6,3 10,0 | 216 | 33,0 52,0 | |||
| 300 | 323,9 | 7,1 10,0 | 168,3 | 4,5 7,1 | 254 | 219 | 47,00 66,00 |
| 7,1 10,0 | 219.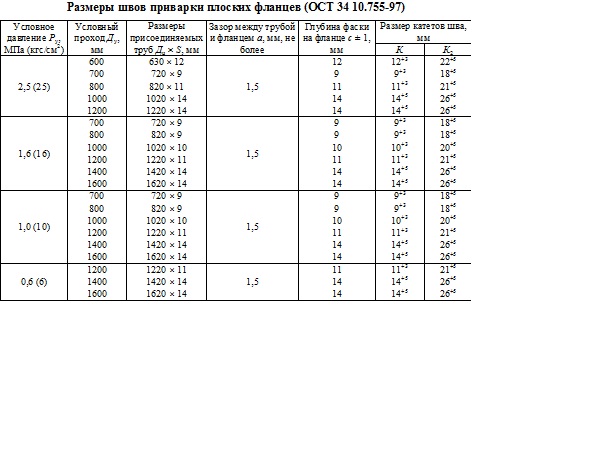 0 0 | 6,3 8,0 | 229 | 47,00 66,00 | |||
| 7,1 10,0 | 273,0 | 6,3 8,0 | 241 | 47,00 66,00 | |||
| 7,1 10,0 | 323,9 | 7,1 10,0 | .254 | 54,00 77,00 | |||
| 350 | 355,6 | 8,0 11 | 219,1 | 6,3 | 279 | 248 | __ |
| 8.0 11 | 273,0 | 6;3 10,0 | 257 | ||||
| 8,0 11 | 323,9 | 7,1 10,0 | 270 | ||||
| 8,0 11 | 355,6 | 8,0 11,0 | 279 | 68,00 94,00 | |||
| 400 | 406,4 | 8,8 12,5 | 273,0 | 6,3 10,0 | 305 | 283 | __ |
8. 8 8 12,5 | 323,9 | 7,1 10,0 | 295 | ||||
| 8,8 12,5 | 355,6 | 8,0 10,0 | :305 | __ | |||
| 8,8 12,5 | 406,4 | 8,8 12,5 | 88,00 131,00 | ||||
| 450 | 457,0 | 10,0 | 323,9 | 7.1 | 343 | 321 | — |
| 355.6 | 8,0 | 330 | |||||
| 355,6 | 11,0 | ||||||
| 406,4 | 8,8 | ||||||
| 457,0 | 10,0 | 343 | |||||
| 500 | 508,0 | 11,0 | 355,6 | 8,0 | 381 | 356 | — |
| 406,4 | 8,8 | ||||||
| 457,0 | 10,0 | 0,368 | |||||
508. 0 0 | 11,0 | 381 | |||||
| 600 | 610.0 | 12,5 | 406,4 | 8,8 | 432 | 406 | — |
| 457,0 | 10,0 | 419 | |||||
| 508,0 | 11,0 | 432 | |||||
| 610,0 | 12,5 | ||||||
| 700 | 711.0 | — | 711.0 | __ | 521 | 521 | — |
| 800 | 813.0 | 813,0 | 597 | 597 | |||
| 900 | 914,0 | 914,0 | 673 | 673 | |||
| 1000 | 1016.0 | 1016.0 | 749 | 749 |
.
| Ду | Д | Т | Д1 | Т1 | Ф | Х | р. не менее не менее | Масса. кг | |||||||||||||||||
| 40 | 45 | 2,5 | — | — | 40 | 40 | 0,3 | ||||||||||||||||||
| 4,0 | 0,4 | ||||||||||||||||||||||||
| 5,0 | 0,4 | ||||||||||||||||||||||||
| 50 | 57 | 3,0 | 45 | 2,5 | 50 | 45 | 0,4 | ||||||||||||||||||
| 4.0 | 3,0 | 0,6 | |||||||||||||||||||||||
| 5,0 | 4,0 | 0,7 | |||||||||||||||||||||||
| 3,0 | —-__ | 0,4 | |||||||||||||||||||||||
| 4,0 | — | 0,6 | |||||||||||||||||||||||
| 5,0 | 0,7 | ||||||||||||||||||||||||
| 65 | 76 | 3,5 | 45 | 2,5 | 60 | 5 | 0. 8 8 | ||||||||||||||||||
| 6,0 | 4,0 | 1,4 | |||||||||||||||||||||||
| 7,0 | 5,0 | 1,6 | |||||||||||||||||||||||
| 3,5 | 57 | 3,0 | 65 | 0,8 | |||||||||||||||||||||
| 6,0 | 5,0 | 1,4 | |||||||||||||||||||||||
| 7,0 | 5,5 | 1,6 | |||||||||||||||||||||||
| 3,5 | — | 0,8 | |||||||||||||||||||||||
| 6,0 | — | 1.4 | |||||||||||||||||||||||
| 7,0 | 1,6 | ||||||||||||||||||||||||
| 80 | 89 | 3,5 | 57 | 3,0 | 80 | 70 | 5 | 1,5 | |||||||||||||||||
| 6 | 4,0 | 2,0 | |||||||||||||||||||||||
| 8,0 | 5,5 | 2,7 | |||||||||||||||||||||||
| 3,5 | 76 | 3,5 | 1,5 | ||||||||||||||||||||||
| 6,0 | 6,0 | 2. 0 0 | |||||||||||||||||||||||
| 8,0 | 7,0 | 2,7 | |||||||||||||||||||||||
| 3,5 | — | 1,5 | |||||||||||||||||||||||
| 6,0 | — | 2,0 | |||||||||||||||||||||||
| 8,0 | 2,7 | ||||||||||||||||||||||||
| 100 | 108 | 4,0 | 76 | 3,5 | 80 | 5 | 2,2 | ||||||||||||||||||
| 6,0 8,0 | 5,0 6,0 | 3.3 4,5 | |||||||||||||||||||||||
| 9,0 | 7,0 | 4,9 | |||||||||||||||||||||||
| 4,0 | 89 | 4,0 | 100 | 2,2 | |||||||||||||||||||||
| 6,0 | 6,0 | 3,3 | |||||||||||||||||||||||
| 8,0 | 8,0 | 4,5 | |||||||||||||||||||||||
| 9,0 | 8,0 | 4,9 | |||||||||||||||||||||||
| 4,0 | — | 2,2 | |||||||||||||||||||||||
| 6,0 | — | 3. 3 3 | |||||||||||||||||||||||
| 8,0 | 4,5 | ||||||||||||||||||||||||
| 9,0 | 4,9 | ||||||||||||||||||||||||
| 125 | 133 | 4,0 | 89 | 3,5 | 110 | 95 | 6 | 2,9 | |||||||||||||||||
| 6,0 | 5,0 | 4.1 | |||||||||||||||||||||||
| 8,0 | 6,0 | 5,9 | |||||||||||||||||||||||
| 10,0 | 8,0 | 6,8 | |||||||||||||||||||||||
| 12.0 | 9,0 | 8,0 | |||||||||||||||||||||||
| 4,0 | 108 | 4,0 | 2,9 | ||||||||||||||||||||||
| 6,0 | 5,0 | 4.1 | |||||||||||||||||||||||
| 8,0 | 6,0 | 5,9 | |||||||||||||||||||||||
| 10,0 | 9,0 | 6,8 | |||||||||||||||||||||||
| 12,0 | 10,0 | 8,0 | |||||||||||||||||||||||
| 4,0 | — | 2,9 | |||||||||||||||||||||||
| 6 | 4. 1 1 | ||||||||||||||||||||||||
| 8 | — | 5,9 | |||||||||||||||||||||||
| 10,0 | 6,8 | ||||||||||||||||||||||||
| 12,0 | 8,0 | ||||||||||||||||||||||||
| 150 | 159 | 4,5 | 108 | 4,0 | 130 | 110 | 8 | 4,8 | |||||||||||||||||
| 6,0 | 5,0 | 6,6 | |||||||||||||||||||||||
| 8,0 | 6,0 | 9,0 | |||||||||||||||||||||||
| 10.0 | 9,0 | 10,1 | |||||||||||||||||||||||
| 12,0 | 10,0 | 12,2 | |||||||||||||||||||||||
| 4,5 | 133 | 4,0 | 4,8 | ||||||||||||||||||||||
| 6,0 | 5,0 | 6,6 | |||||||||||||||||||||||
| 8,0 | 6,0 | 9,0 | |||||||||||||||||||||||
| 10,0 | 10,0 | 10,0 | |||||||||||||||||||||||
| 12,0 | 12,0 | 12,2 | |||||||||||||||||||||||
| 4.5 | — | 4,8 | |||||||||||||||||||||||
| 6,0 | 6,6 | ||||||||||||||||||||||||
| 8,0 | — | 9,0 | |||||||||||||||||||||||
| 10,0 | 10,1 | ||||||||||||||||||||||||
| 12,0 | 12,2 | ||||||||||||||||||||||||
| 200 | 219 | 6,0 | 133 | 5,0 | 160 | 140 | 10 | 10,2 | |||||||||||||||||
| 8,0 | 6. 0 0 | 13,8 | |||||||||||||||||||||||
| 10,0 | 8,0 | 16,8 | |||||||||||||||||||||||
| 12,0 | 10,0 | 19,9 | |||||||||||||||||||||||
| 16,0 | 16,0 | 26,6 | |||||||||||||||||||||||
| 6 | 159 | 6,0 | 10,2 | ||||||||||||||||||||||
| 8,0 | 6,0 | 13,8 | |||||||||||||||||||||||
| 10,0 | 8,0 | 16,8 | |||||||||||||||||||||||
| 12,0 | 11.0 | 19,9 | |||||||||||||||||||||||
| 16,0 | 12,0 | 26,6 | |||||||||||||||||||||||
| 6,0 | —_ | 10,2 | |||||||||||||||||||||||
| 8,0 | 13,8 | ||||||||||||||||||||||||
| 10,0 | — | 16,8 | |||||||||||||||||||||||
| 12,0 | 19,9 | ||||||||||||||||||||||||
| 16,0 | 26,6 | ||||||||||||||||||||||||
| 250 | 273 | 7,0 | 159 | 4.5 | 190 | 175 | 12 | 18,4 | |||||||||||||||||
| 10,0 | 6,0 | 26,0 | |||||||||||||||||||||||
| 12,0 | 8,0 | 31,2 | |||||||||||||||||||||||
| 16,0 | 11,0 | 41,6 | |||||||||||||||||||||||
| 18,0 | 12,0 | 46,8 | |||||||||||||||||||||||
| 7 | 219 | 6,0 | 18,4 | ||||||||||||||||||||||
| 10,0 | 8,0 | 26. 0 0 | |||||||||||||||||||||||
| 12,0 | 10,0 | 31,2 | |||||||||||||||||||||||
| 16,0 | 12,0 | 41,6 | |||||||||||||||||||||||
| 18,0 | 16,0 | 46,8 | |||||||||||||||||||||||
| 7,0 | — | 18,4 | |||||||||||||||||||||||
| 10,0 | 26,0 | ||||||||||||||||||||||||
| 12,0 | — | 31,2 | |||||||||||||||||||||||
| 16,0 | 41,6 | ||||||||||||||||||||||||
| 18.0 | 46,8 | ||||||||||||||||||||||||
| 300 | 325 | 8,0 | 219 | 6,0 | 220 | 200 | 15 | 27,4 | |||||||||||||||||
| 10,0 | 8,0 | 34,2 | |||||||||||||||||||||||
| 12,0 | 10,0 | 41.1 | |||||||||||||||||||||||
| 16,0 | 12,0 | 54,8 | |||||||||||||||||||||||
| 22,0 | 16,0 | 75,3 | |||||||||||||||||||||||
| 8.0 | 273 | 7,0 | 27,4 | ||||||||||||||||||||||
| 10,0 | 10,0 | 34,2 | |||||||||||||||||||||||
| 12,0 | 12,0 | 41. 1 1 | |||||||||||||||||||||||
| 16,0 | 16,0 | 54,8 | |||||||||||||||||||||||
| 22,0 | 18,0 | 75,3 | |||||||||||||||||||||||
| 8,0 | — | 27,4 | |||||||||||||||||||||||
| 10,0 | 34,2 | ||||||||||||||||||||||||
| 12.0 | — | 41.1 | |||||||||||||||||||||||
| 16,0 | 54,8 | ||||||||||||||||||||||||
| 22,0 | 75,3 | ||||||||||||||||||||||||
| 350 | 377 | 10,0 | 273 | 7,0 | 240 | 225 | 15 | 46,0 | |||||||||||||||||
| 12,0 | 10,0 | 55,2 73,6 | |||||||||||||||||||||||
| 16,0 | 12,0 | ||||||||||||||||||||||||
| 20.0 | 16,0 | 92,0 | |||||||||||||||||||||||
| 10,0 | 325 | 8,0 | 46,0 | ||||||||||||||||||||||
| 12,0 16,0 | 10,0 16,0 | 55,2 73,6 | |||||||||||||||||||||||
| 20,0 | 18,0 | 92,0 | |||||||||||||||||||||||
| 10,0 | — | 46,0 | |||||||||||||||||||||||
| 12,0 16,0 | — | 55,2 73,6 | |||||||||||||||||||||||
| 20,0 | 92,0 | ||||||||||||||||||||||||
| 400 | 426 | 10. 0 0 | 325 | 8,0 | 270 | 250 | 18 | 55,5 | |||||||||||||||||
| 12,0 16,0 | 10,0 12,0 | 66,6 88,8 | |||||||||||||||||||||||
| 18,0 | 16,0 | 100,0 | 10,0 12,0 16,0 | 377 | 10,0 12,0 16,0 | 55,5 66,6 88,8 | 18,0 | 18,0 | 100,0 | 10,0 | 55,5 | 12.0 | 66,6 | 16,0 | 88,8 | 18,0 | 100,0 |
100-16-01-1-Б ГОСТ 33259-2015 904Л Плита Фланцевая Ду100 Ру16
Тип: ГОСТ 33259 Плоский фланец
Материал: 904L
Стандарт: ГОСТ 33259-2015
Давление: PN16
Размер: 4″ (DN100)
Диапазоны составов нержавеющих сталей марки 904L
Оценка | С | Мн | Си | п | С | Кр | Мо | ни | Cu | |
904л | мин. Максимум. | – 0,02 | – 2 | – 1 | – 0,045 | – 0,035 | 19 23 | 4 5 | 23 28 | 1 2 |
Механические свойства нержавеющих сталей марки 904L
Оценка | Прочность на растяжение (МПа) мин. | Предел текучести 0.2% Доказательство (МПа) мин. | Удлинение (% на 50 мм) мин. | твердость | |
Роквелл Б (HR Б) | Бринелл (HB) | ||||
904л | 490 | 220 | 36 | 70-90 тип. | 150 |

Фланец ГОСТ 33259 тип 01, давление Ру 6/10
| Диаметр условный (DN), мм | Внешний диаметр (D), мм | Диаметр зазора (D0), мм | Диаметр внутренний (дБ), мм | Толщина фланца (б), мм | Размер крепежа (d0), мм | Количество монтажных отверстий (n), шт. | Масса одного фланца, кг |
|---|---|---|---|---|---|---|---|
| 15 | 80/95 | 55/65 | девятнадцать | 10/10 | 14/11 | 4/4 | 0.3 / 0,5 |
| 20 | 90/105 | 65/76 | девятнадцать | 12/12 | 14/11 | 4/4 | 0,5 / 0,7 |
| 25 | 100/115 | 75/85 | девятнадцать | 12/12 | 14/11 | 4/4 | 0,6/0.9 |
| 32 | 120/135 | 90/100 | 39 | 13/14 | 14/18 | 4/4 | 1,1 / 1,4 |
| 40 | 130/145 | 100/110 | 46 | 13/15 | 14/18 | 4/4 | 1,2/2 |
| 50 | 140/160 | 110/125 | 59 | 13/15 | 14/18 | 4/4 | 1. 3 / 2.1 3 / 2.1 |
| 65 | 160/180 | 130/145 | 78 | 13/17 | 14/18 | 4/4 | 1,6 / 2,8 |
| 80 | 180/195 | 150/160 | 91 | 15/17 | 18/18 | 4/4 | 2,4 / 3,2 |
| 100 | 205/215 | 170/180 | 110 | 15/19 | 18/18 | 4/8 | 2.8 / 4 |
| 125 | 235/245 | 200/210 | 135 | 17/21 | 18/18 | 8/8 | 3,8 / 5,4 |
| 150 | 260/280 | 225/240 | 161 | 17/21 | 18/22 | 8/8 | 4,4 / 6,6 |
| 200 | 315/335 | 280/295 | 222 | 19/21 | 18/22 | 8/8 | 5.9 / 8 |
| 250 | 370/390 | 335/350 | 273 | 20/23 | 18/22 | 12/12 | 7,6/10 |
| 300 | 435/440 | 395/400 | 325 | 20/24 | 22/22 | 12/12 | 10,2 / 13 |
| 350 | 485/500 | 445/460 | 377 | 22/24 | 22/22 | 12/16 | 12. 6 / 16 6 / 16 |
| 400 | 535/565 | 495/515 | 426 | 24/26 | 22/26 | 16/16 | 15,2 / 21 |
| 500 | 640/670 | 600/620 | 530 | 25/28 | 22/26 | 16/20 | 19/28 |
| 600 | 755/780 | 705/725 | 630 | 25/31 | 26/30 | 20/20 | 26/40 |
| 800 | 975/1010 | 920/950 | 820 | 27/37 | 30/33 | 24/24 | 46/79 |
| 1000 | 1175/1220 | 1120/1160 | 1020 | 31/43 | 30/33 | 28/28 | 64/118 |
Размеры в таблице соответствуют только фланцам ГОСТ 33259 типа 01
с уплотнением исполнения Б.
Фланец ГОСТ 33259 тип 01, давление Ру 16/25
| Диаметр условный (DN), мм | Внешний диаметр (D), мм | Диаметр зазора (D0), мм | Диаметр внутренний (дБ), мм | Толщина фланца (б), мм | Размер крепежа (d0), мм | Количество монтажных отверстий (n), шт. | Масса одного фланца, кг |
|---|---|---|---|---|---|---|---|
| 15 | 95/95 | 65/65 | девятнадцать | 12/14 | 14/14 | 4/4 | 0.6 / 0,7 |
| 20 | 105/105 | 75/75 | девятнадцать | 14/16 | 14/14 | 4/4 | 0,9/1 |
| 25 | 1115/115 | 85/85 | девятнадцать | 16/16 | 14/14 | 4/4 | 1,1/1.2 |
| 32 | 135/135 | 100/100 | 39 | 16/18 | 18/18 | 4/4 | 1,5 / 1,7 |
| 40 | 145/145 | 110/110 | 46 | 19/19 | 18/18 | 4/4 | 2/2 |
| 50 | 160/160 | 125/125 | 59 | 19/21 | 18/18 | 4/4 | 2.6 / 2,7 |
| 65 | 180/180 | 145/145 | 78 | 21/21 | 18/18 | 4/8 | 3,4 / 3,2 |
| 80 | 195/195 | 160/160 | 91 | 21/23 | 18/18 | 4/8 | 3,7 / 4,1 |
| 100 | 215/230 | 180/190 | 110 | 23/25 | 18/22 | 8/8 | 4. 7/6 7/6 |
| 125 | 245/270 | 210/220 | 135 | 25/27 | 18/26 | 8/8 | 6,3 / 8,2 |
| 150 | 280/300 | 240/250 | 161 | 25/27 | 26/26 | 8/8 | 7,8/10 |
| 200 | 335/360 | 295/310 | 222 | 27/29 | 22/26 | 12/12 | 10/13.3 |
| 250 | 405/425 | 355/370 | 273 | 28/31 | 28/30 | 12/12 | 14,5/19 |
| 300 | 460/485 | 410/430 | 325 | 30/32 | 28/30 | 12/16 | 18/23 |
| 350 | 520/550 | 470/490 | 377 | 30/38 | 30/33 | 16/16 | 23/34 |
| 400 | 580/610 | 525/550 | 426 | 34/40 | 34/33 | 16/16 | 31/45 |
| 500 | 710/730 | 650/660 | 530 | 44/48 | 44/39 | 20/20 | 57/67 |
| 600 | 840/840 | 770/770 | 630 | 45/49 | 45/39 | 20/20 | 80/91 |
| 800 | 1020/1075 | 950/990 | 820 | 49/63 | 49/45 | 24/24 | 104/182 |
| 1000 | 1255 / – | 1170 / – | 1020 | 58 / — | 58 / — | 28 / — | 179 / – |
Размеры в таблице соответствуют только фланцам ГОСТ 33259 типа 01
с уплотнением исполнения Б.
Контрольная группа по ГОСТ Р 33259
В маркировке фланцев по ГОСТ 33259 наносят римские цифры I, II, III, IV, V.Эти цифры показывают, к какой контрольной группе относится фланец. Ниже представлена таблица с подробным описанием.
| Контрольная группа | Условия дозирования | Тип и объем испытаний | Характеристики доставки | Применимость |
|---|---|---|---|---|
| я | Заготовки из одной марки стали | Химический анализ – каждая плавка | Химический состав | Для фланцев PN ≤ 2,5 DN ≤ 300 для жидких рабочих сред, не относящихся к опасным веществам |
| II | Заготовки из одной марки стали, подвергнутые совместной термической обработке | Химический анализ – каждая плавка. Измерение твердости – 5% партия, но не менее 5 шт. МКК по запросу | Химический состав. Твердость | Для фланцев PN ≤ 6 все DN и для фланцев PN ≤ 16 DN ≤ 300 для неопасных сред |
| III | Заготовки из одной марки стали, прошедшие термическую обработку по одному и тому же режиму | Химический анализ – каждая плавка. Измерение твердости – каждая заготовка. Нетормозное управление – по требованию заказчика. МКК по запросу | Химический состав. Твердость | Для фланцев PN ≤ 25 все DN для неопасных сред. Для фланцев PN ≤ 6 DN ≤ 150 для жидких рабочих сред, относящихся к опасным веществам |
| IV | Химический анализ – каждая плавка. Измерение твердости – каждая заготовка. Механические свойства – 1% от каждого набора, , но не менее 2 шт. Неразрушающий контроль – каждая штука. МКК по запросу | Химический состав. Твердость. Механические свойства (предел текучести, относительное сужение, ударная вязкость).  Сопротивление ICC | Для фланцев PN ≤ 160 все DN для всех сред | |
| В | Индивидуально каждая заготовка | Химический анализ – каждая плавка. Измерение твердости – каждая заготовка. Механические свойства – каждая заготовка. Неразрушающий контроль – каждая штука. IWC on request | For flanges PN> 160 all DN for all media |
Installation scheme of the flat flange to the pipe
It is allowed to chamfer the weld with an angle of (50 ± 5) °
GOST 12821-80 PN25 Welding Neck Flange_河北高压法兰管件集团有限公司
GOST 12821-80 PN25 Welding Neck Flange
PN2. 5 МПа, PN25
5 МПа, PN25
Размеры фланцев и приблизительная масса
Профиль компании:
Мы являемся компанией Hebei JiMeng с фланцевыми трубами высокого давления, LTD., наша группа занимается профессиональным производством и продажей на севере Китая фланцев, отводов, фитингов для труб, одного из крупных предприятий. Основное производство ГБ, механическое, химическое, сосуд стандарт, японский стандарт, немецкий стандарт, американский стандарт, стандарт, британский стандарт и другие стандарты фланцевых и трубных фитингов.Основная продукция моей компании: отвод, фланец, тройник, переходник и т. д.
Hebei JiMeng группа фланцев, специализирующаяся на производстве фланцевых поковок, стыковой сварке с высокоточной токарной обработкой токарных станков с ЧПУ, радиальном сверлении с ЧПУ для производства и обработки.
Преимущество: хороший внешний вид, гладкая поверхность, стойкость к кислотам и щелочам, коррозионная стойкость и прочность текстуры, непростая деформация, хорошая герметизация, широкое применение, подходит для колебаний давления или температуры трубопровода или высокой температуры. , трубы высокого давления и низкой температуры, преимущество в том, что цена дешевле, номинальное давление не более 2.5 МПа; Также используется для транспортировки дорогих, легковоспламеняющихся, взрывоопасных сред трубопроводов, номинальное давление около PN16MPa. Типы уплотнительных поверхностей: полная плоскость, выпуклая, вогнутая и выпуклая поверхность, рифленая поверхность, кольцевая уплотнительная поверхность. Мы можем изготовить исполнение стандарта: gb, американский стандарт (ANIS), японский стандарт (JIS), британский стандарт (BS), немецкий стандарт (DIN) и другие стандарты. Материал изделия: углеродистая сталь, нержавеющая сталь, легированная сталь, упаковка продукта: упакован в деревянный ящик, деревянная упаковка, упаковка также может быть в соответствии с требованиями клиентов.
, трубы высокого давления и низкой температуры, преимущество в том, что цена дешевле, номинальное давление не более 2.5 МПа; Также используется для транспортировки дорогих, легковоспламеняющихся, взрывоопасных сред трубопроводов, номинальное давление около PN16MPa. Типы уплотнительных поверхностей: полная плоскость, выпуклая, вогнутая и выпуклая поверхность, рифленая поверхность, кольцевая уплотнительная поверхность. Мы можем изготовить исполнение стандарта: gb, американский стандарт (ANIS), японский стандарт (JIS), британский стандарт (BS), немецкий стандарт (DIN) и другие стандарты. Материал изделия: углеродистая сталь, нержавеющая сталь, легированная сталь, упаковка продукта: упакован в деревянный ящик, деревянная упаковка, упаковка также может быть в соответствии с требованиями клиентов.
Горячие ключевые слова: Китай ГОСТ 12821-80 Фланец PN25 производители, поставщики, завод, оптовая торговля, качественные, бренды, цена, дешево
Сварной фланец с кованой головкой DIN из углеродистой стали (1/2 «-72» ASNI JIS DIN GOST BS) от китайского производителя
Размер: DN15–DN2000, DN15–DN1500 Материал: углеродистая сталь, A105, P250GH, P245GH, C22.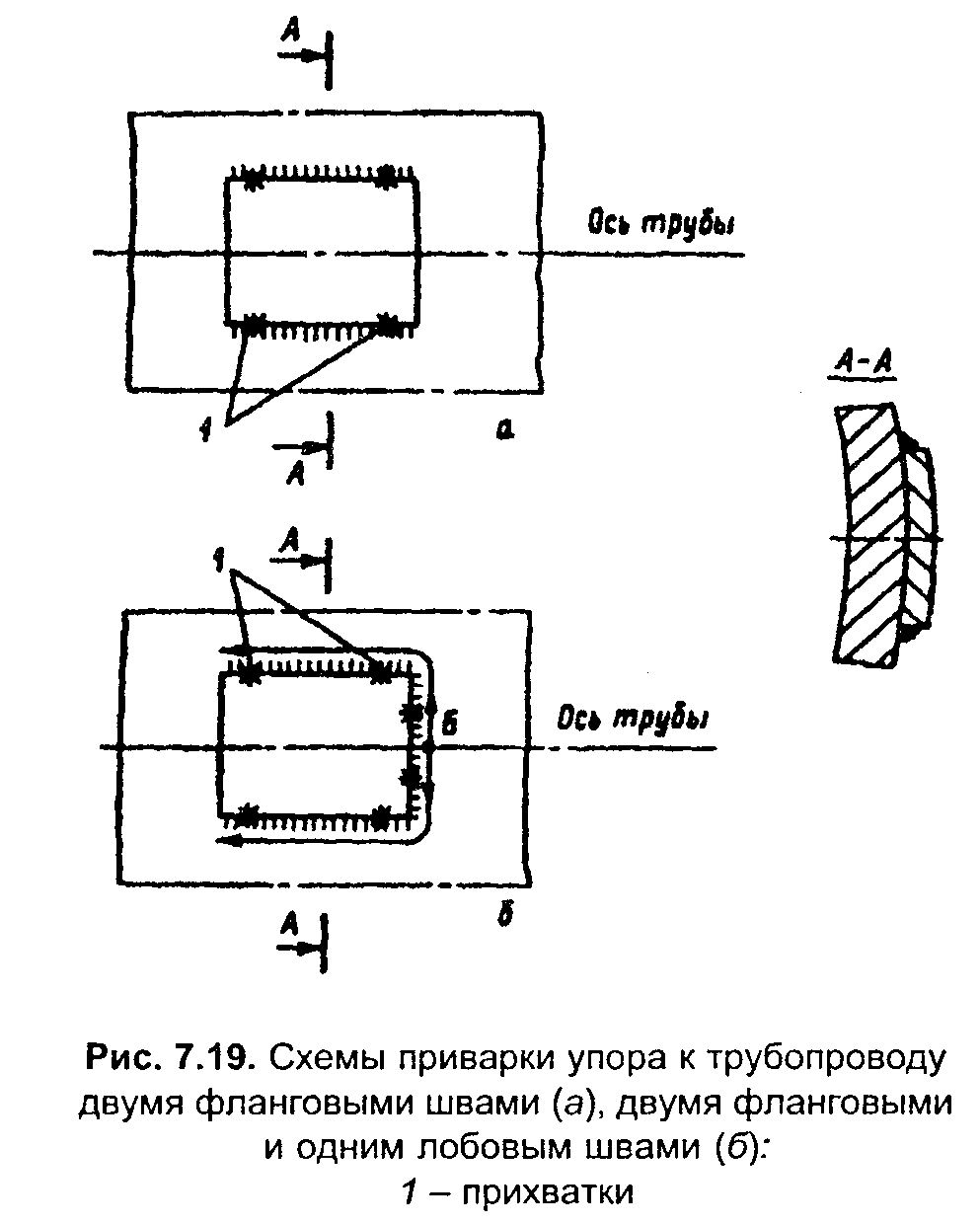 8, SS400, SF440A, S235JR
8, SS400, SF440A, S235JR
Стандарт: DIN, ANSI B16.5. EN1092-1. DIN. JIS. ГОСТ
Место происхождения: Хэбэй, Китай (материк)
Номер модели: Кованый фланец
Фирменное наименование: ST
Стандартный или нестандартный: Стандартный
Форма: Круглая обработка: Антикоррозийное масло
Упаковка: Деревянные поддоны
: ТУВ.пед. CE / ISO9001: 2008
Тип фланца: Фланец SO, Фланец WN, Фланец BLD, Фланец W, Фланец H
1) ФЛАНЕЦ ANSI B16.5, ASME B16.47
Диапазон размеров: от 1/2″ до 80″ от Ду15 до Ду2000
Исполнение: Приварная горловина, накидная, глухая, приварная враструб, с резьбой, соединение внахлестку
Давление: 150#, 300#, 600#, 900#, 1500#, 2500#
Толщина стенки под приварку фланца встык: СТД, СЧ50, СЧ80, СЧ260. СКХХС
Материал: углеродистая сталь A105, нержавеющая сталь 304/304L, 316/316L
.
Покрытие: черная краска, желтая прозрачная краска, холодное и горячее цинкование DIP
Упаковка: Морской фанерный ящик, деревянный поддон
2) ФЛАНЕЦ EN1092-1
Диапазон размеров: от DN15 до DN2000
Исполнение: Плоский фланец тип 01, свободный фланец тип 02, глухой фланец типа 05, приварная горловина типа 11
Накидной фланец тип 12, фланец с резьбой тип 13
Давление: PN6, PN10, PN16, PN25, PN40, PN64, PN100
Материал: углеродистая сталь C22. 8, S235, S235JR, P235GH, нержавеющая сталь: 304/304L, 316/316L
8, S235, S235JR, P235GH, нержавеющая сталь: 304/304L, 316/316L
Покрытие: черная краска, желтая прозрачная краска, холодное и горячее цинкование DIP
Упаковка: Морской фанерный ящик, деревянный поддон
3) ФЛАНЕЦ DIN
Диапазон размеров: от DN15 до DN2000
Исполнение: Накидной фланец DIN2573, 2576, 2502, 2503, 2543, 2545
Фланец приварной шейный DIN2631, 2632, 2633, 2634, 2635
Фланец глухой DIN 2527 PN6, PN10, PN16, PN25, PN40
Резьбовой фланец DIN2565, 2566, 2567, 2567
Свободный фланец DIN 2641, 2642, 2656, 2673
Материал: Углеродистая сталь ST37.2, нержавеющая сталь 1.4301, 1.4404
Покрытие: Нержавеющее масло, прозрачная краска, холодное и горячее цинкование
Упаковка: Морской фанерный кейс, деревянный поддон
4) ФЛАНЕЦ ГОСТ
Размерный ряд: от DN15 до DN 2000
Исполнение: пластинчатый фланец 12820-80, приварной фланец 12821-80
Давление: PN6, PN10, PN16, PN25, PN40
Материал: Углеродистая сталь CT-20, нержавеющая сталь 304/304L, 316/316L
Покрытие: Нержавеющее масло, холодное и горячее цинкование
Упаковка: Морской фанерный кейс, деревянный поддон
5) JIS FALNGE
Диапазон размеров: от 15A до 2000A
Дизайн: SOP, BIND, SOH,
Давление: 1К, 2К, 5К, 10К, 16К, 20К, 30К, 40К
Материал: углеродистая сталь SS400, нержавеющая сталь SUS304, SUS316
. Покрытие: Нержавеющее масло, холодное и горячее цинкование
Покрытие: Нержавеющее масло, холодное и горячее цинкование
Упаковка: Морской фанерный ящик, деревянный поддон.
ФЛАНЕЦ С ПРИВАРНОЙ ШАРОВКОЙ Оптовик — Плоский фланец ASME, Накидной фланец ASME, ФЛАНЕЦ С ПРИВАРНОЙ ШАРОВКОЙ ASME —
ПРИВАРНОЙ ФЛАНЕЦ
ОБЛИЦОВКА : FF, RF, MF, TG, RJ
СТАНДАРТЫ : ASME, JIS, DIN, ГОСТ, EN, BS, GB
ПРИВАРНОЙ ФЛАНЕЦ
ОБЛИЦОВКА : FF, RF, MF, TG, RJ
СТАНДАРТЫ: ASME, JIS, DIN, ГОСТ, EN, BS, GB
ASEM B16.5: DN15 ~ DN600, (от 1/2» до 24»), ДАВЛЕНИЕ: CL150/CL300/CL600/CL900/CL1500/CL2500
ASME B16.47: NPS 26» до NPS60», ДАВЛЕНИЕ : Серия A: CL150 / CL300 / CL400 / CL600 / CL900 /
серии B: CL75 / CL150 / CL300 / CL400 / CL600 / CL300 / CL400 / CL600 / CL900
JIS B2220 / KS B1503: 10A до 1500A, давление: 5 кг / см2 / 10к / 16K/20K/30K
JIS B2238/JIS B2220: 10A до 3000A, ДАВЛЕНИЕ: 5K/10K/16K/20K/30K/40K
DIN2630 : DN10 до DN4002, ДАВЛЕНИЕ: DN10 до DN4002.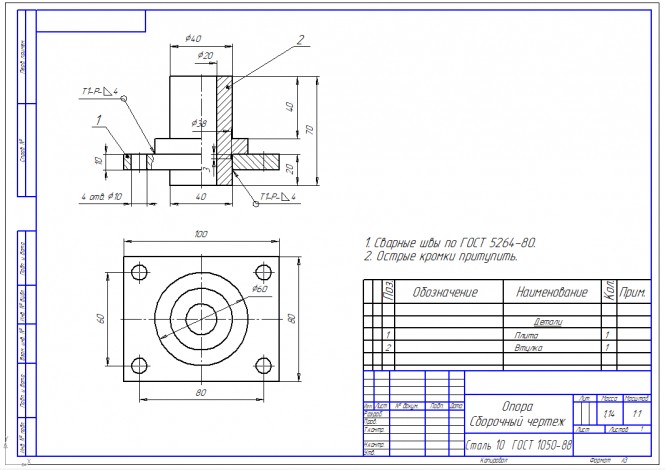 5bar
5bar
DIN2631 : DN10 до DN3600, давление: 6bar
DIN2632 : DN10 до DN3000, давление: 10bar
DIN2633 : DN10 до DN2000, давление: 16bar
DIN2634 : DN10 до DN1000, давление: 25bar
DIN2635: DN10 до DN500, давление: 40bar
DIN2636 : DN10 до DN400, давление: 64BAR
DIN2637 : DN10 до DN350, давление: 100bar
ГОСТ 12821: DN10 до DN1200, давление: PN0.6 /ПН1.0//ПН1.6/PN2.5
EN1092-1 : от DN10 до DN1200, ДАВЛЕНИЕ: PN6/PN10/PN16/PN25/PN40
BS4504 CODE111: DN10 до DN4000, ДАВЛЕНИЕ: PN2.5/PN16/PN100 /PN40
GB/T9115 : от DN10 до DN4000, ДАВЛЕНИЕ: PN2.5/PN6/PN10/PN16/PN25/PN40/PN63/PN100/PN160/PN250/PN320/PN400
AS4087/PN4087/PN4009: 2.5/PN6/PN10/PN16/PN25/PN40/PN63/PN100/PN160/PN250/PN320/PN400
, ДАВЛЕНИЕ: PN16/PN21/PN35
МАТЕРИАЛ: CS, AS, SS
ASTM A105/A105N/ ASTM A182 F1/F5/F9/F11/F22/F91 ASTM A694 F42/F46/F52/F60/F60/ F70, ASTM A182 F304/F304L/F304H/F316/F316LF317/F317L/F321/F310, F51, F55 и т. д.
д.
SS400/S20C/SUS304/SUS304L/SUS316/SUS316L, 20#, 35#, 16Mn, 20MnMo, 15CrMo, 35CrMo, 12Cr1MoV 47 Фланец Flange Flange Flange EN1092-1 Фланец BS4504 Фланец Jis Flange KS Flange Gost 12820-80 12821-80 33259-2015 Фланец Sans1123 Фланец — Шаньдун Hyupshin Flanges Co., Ltd
 jpg»>
jpg»> jpg»>
jpg»> jpg»>
jpg»> jpg»>
jpg»> jpg»>
jpg»> jpg»>
jpg»> , ООО
, ООО SCHXXS
SCHXXS 2, нержавеющая сталь 1.4301, 1.4404
2, нержавеющая сталь 1.4301, 1.4404
 Радиус на пересечении поверхности фланца и отверстия, соответствующий тупиковому концу соединения внахлестку
Радиус на пересечении поверхности фланца и отверстия, соответствующий тупиковому концу соединения внахлестку