Повышение производительности сварочного производства с помощью средств малой механизации
Специалисты сварочного производства все чаще оперируют такими терминами, как «автоматизация и механизация сварки», сразу представляются массивные сварочные комплексы, занимающие значительные площади производственных помещений. Однако, при разработке технологического процесса изготовления конструкции и выборе оборудования необходимо учитывать целесообразность затрат на дорогостоящие автоматизированные комплексы.
Когда мы говорим об автоматизации сварки, следует помнить не только о сварочных колоннах и самоходных порталах, к автоматическому сварочному оборудованию можно отнести множество недорогих и более простых в использовании видов оборудования, например, тракторы для сварки под флюсом, вращатели, позиционеры или самоходные тележки для перемещения сварочных горелок.
Возможности современного оборудования и средств управления весьма велики и позволяют сваривать конструкции любого размера и сложной конфигурации практически любым видом сварки.
Применением кареток для перемещения сварочных горелок с легкостью решается задача сварки прямолинейных и криволинейных швов в различных пространственных положениях. Причем возможна одновременная сварка двумя горелками, например, тавровой конструкции. Чаще всего каретки применяют для полуавтоматической (MIG/MAG) сварки, но так же возможно их использование для аргонодуговой (TIG) сварки или плазменной резки.
Каретки для перемещения сварочных горелок просто незаменимы в следующих случаях:
- большие размеры и масса производимых конструкций, затрудняющие их кантовку и позиционирование,
- большая длина основных сварных швов,
- малая серийность или единичность каждой конструкции.
При внедрении в производство сварочных кареток не возникает необходимости в приобретении специального оборудования, каретки используются совместно со стандартными сварочными источниками, путем закрепления в штативе каретки сварочной горелки.
2. Отсутствие больших затрат на дополнительное обучение сварщиков
Поскольку управление сварочными каретками довольно простое, то необходимость в длительном дополнительном обучении сварщиков отсутствует. Необходимо только провести инструктаж по простейшим навыкам установки, управлению и обслуживанию самих кареток, который займет всего несколько часов. Сварку с использованием кареток можно поручать даже сварщикам, имеющим низкую квалификацию, т.к. основные параметры режима сварки (ток, напряжение, скорость подачи проволоки), проверенные более опытными рабочими, устанавливаются непосредственно на сварочном источнике, скорость сварки (скорость перемещения каретки) и положение сварочной горелки относительно свариваемого стыка также определяется заранее. Оператору остаётся только правильно установить каретку на свариваемой конструкции, выбрать нужный режим сварки на сварочном источнике и нажать кнопку «Старт». После этого необходимо просто контролировать процесс.
3. Стабильно-высокое качество сварки
При сварке длина дуги и угол наклона горелки (как вдоль, так и поперёк стыка) будут постоянны и определяются правильным позиционированием сварочной горелки в держателе каретки. Скорость сварки остаётся неизменной на всём протяжении перемещения дуги вдоль стыка, а траектория перемещения контролируется сварщиком.
Это способствует отличному проплавлению, образованию равномерной мелкочешуйчатой структуры сварного шва, отсутствию подрезов, улучшению геометрии сварного шва, образованию плавного перехода наплавленного валика к основному металлу, таким образом, достигается стабильное качество сварки на протяжении всего стыка.
KW-LW1 блок колебаний горелки линейного типа KW-PW1 блок колебаний горелки маятникового типа
4. Повышение общей производительности сварки
Безусловно, увеличить скорость сварки в случае применения того же сварочного процесса невозможно, но любая автоматизация позволяет повысить интенсивность труда. Согласно статистике, среднее время сварки (время непосредственного горения дуги) при использовании ручного процесса MIG/MAG сварки составляет не более 40-45% от общего рабочего времени, то есть всего 3-3,5 часа в смену. При использовании сварочных кареток время сварки увеличивается до 5-6 часов в смену.

KW-FF2 механизм перемещения с двумя горелками для сварки угловых швов
KW-FW2 механизм перемещения с двумя горелками для сварки угловых швов с движением по вертикальной поверхности
NB-4W Механизм перемещения горелок для одновременной сварки двух горизонтальных угловых швов («тандем»)
Контроль тепловложений даёт снижение общих деформаций конструкции после сварки. Это является следствием более точного поддержания параметров сварки – скорости сварки и напряжения дуги – по сравнению с ручным процессом. Кроме того, постоянные зажигания и гашения дуги во время перехода сварщика вдоль стыка и необходимость выполнять перекрытия швов также способствуют увеличению деформаций. Но если применяется каретка для перемещения сварочной горелки, то таких проблем не возникает.

6. Экономия сварочных материалов
Экономия возникает вследствие более точной настройки параметров и их поддержания в заданных пределах в процессе сварки, что приводит к снижению потерь сварочной проволоки на разбрызгивание. Отсутствие перерывов в процессе сварки, связанных с перемещением сварщика вдоль стыка, и возобновлений сварки с перекрытием швов, также экономит сварочные материалы.
7. Уменьшение затрат на вспомогательные операции
Затраты на вспомогательные сварочные уменьшаются вследствие того, что возможно получение гладких аккуратных швов без последующей обработки шва и околошовной зоны. Уменьшение разбрызгивания также способствует снижению затрат на зачистку после сварки.

8. Улучшение экологии производства
Удаление рабочих от источников нагрева и дыма, образующегося при дуговой сварке, способствует улучшению условий труда.
9. Универсальность
Механизмы перемещения можно применять не только для сварки, но и для плазменной резки в сочетании источником Powermax (Hypertherm), что делает оборудование универсальным, позволяет производству гибко перестраиваться на новые производственные процессы.
Экономическая целесообразность применения кареток для перемещения горелок сварочных полуавтоматов.
- используются те же сварочные материалы (проволока и газы), не увеличивается номенклатура закупок,
- нет необходимости в изменении общего технологического процесса (новые типы разделки кромок и т.
 д.),
д.), - нет необходимости в обучении сварщиков новому методу сварки, не требуется проводить дополнительную аттестацию или сертификацию.
- экономия на механической обработке сварных швов после сварки, экономия сварочной проволоки и защитного газа.
 д.),
д.),KW-MR4 Многофункциональный механизм перемещения для газокислородной резки и сварки
Воспользуйтесь на нашем сайте функцией подбора каретки по нескольким параметрам, и Вы сможете выбрать именно ту модель, которая решит именно Вашу производственную задачу.
Подбор каретки для механизации сварки
Снижение затрат на сварку
Многие компании всегда выбирают сварочное оборудование и материалы с самой низкой стоимостью. Это можно понять, но они могут упускать из внимания тот факт, что вместо того, чтобы пытаться что-то выгадать на стоимости разовой покупки, гораздо эффективнее экономить на производительности. Сокращение общих затрат на сварку и повышение производительности позволят вам экономить средства год за годом. Более того, большая производительность позволит компании продолжать экономить даже при росте стоимости оборудования, расходных материалов и аксессуаров.
Если обратиться к типичной модели производственного модуля, можно заметить, что к материалам относится лишь 20% стоимости сварки, тогда как подавляющая часть затрат – более 80 процентов – соответствует трудовым и накладным расходам. Следовательно, если компания сэкономит 10% от стоимости сварочных материалов, компания выиграет лишь два процента от общей стоимости сварки. Но если компания сможет сэкономить 10 процентов от трудовых и накладных затрат, она выиграет 8% от общей стоимости сварки в соответствующем производственном модуле. То же самое относится и к процессу ручной или полуавтоматической сварки углеродистой стали.
Но если компания сможет сэкономить 10 процентов от трудовых и накладных затрат, она выиграет 8% от общей стоимости сварки в соответствующем производственном модуле. То же самое относится и к процессу ручной или полуавтоматической сварки углеродистой стали.
Ниже перечислено 10 шагов, которые компании могут предпринять для того, чтобы сократить затраты на сварку и получить выгоду благодаря повышению эффективности. При аудите компании специалисты Lincoln Electric в первую очередь часто проверяют именно эти аспекты.
1. Проведите анализ снабжения точек сварки расходными материалами и аксессуарами
Во многих цехах оператору часто приходится идти за новым контактным наконечником, катушкой проволоки или другими сварочными аксессуарами в инструментальную кладовую или на склад. Это приводит к ненужной потере драгоценного рабочего времени в производственном модуле и падению производительности в целом. Чтобы повысить производительность работы и максимально сократить простой, компаниям нужно разместить возле сварочной станции хотя бы минимальный запас всех необходимых материалов, в том числе защитного газа, флюса и проволоки. Также производительность можно повысить, используя катушки большего объема, например, заменив катушки весом 25 фунтов на катушки весом 44 или 60 фунтов или даже виды упаковки еще большего размера, например, катушки или барабаны весом 1000 фунтов. Такое незначительное изменение означает, что на замену катушек станет уходить меньше времени, которое будет постоянно суммироваться на протяжении недель, месяцев и годов.
Также производительность можно повысить, используя катушки большего объема, например, заменив катушки весом 25 фунтов на катушки весом 44 или 60 фунтов или даже виды упаковки еще большего размера, например, катушки или барабаны весом 1000 фунтов. Такое незначительное изменение означает, что на замену катушек станет уходить меньше времени, которое будет постоянно суммироваться на протяжении недель, месяцев и годов.
Помимо этого, в цехах нужно обращать внимание на уровень расхода защитного газа. На горелке можно разместить простое устройство, называемое импульсной турбиной, которое будет отображать цифровые показания пиков давления газа и скорости расхода. При высоком расходе могут оказаться целесообразными инвестиции в устройства импульсной защиты, которые позволят понизить давление газа, устранить пики и сократить ненужные траты.
Также потенциальным источником убытков могут быть утечки в системе подачи газа. Проанализировав объем закупаемых каждый год расходных материалов и входящую в него долю газа, компания может оценить, насколько заметные убытки она несет. Для этого у производителей и дистрибьюторов сварочных материалов можно узнать средние показатели расхода газа. При подозрении на слишком высокие потери можно воспользоваться простым способом выявления утечек – отключить на выходные систему подачи газа. Отметьте объем газа в вечер пятницы и затем еще раз утром понедельника, и тогда Вы сможете узнать, убывал ли газ во время отключения системы.
Проанализировав объем закупаемых каждый год расходных материалов и входящую в него долю газа, компания может оценить, насколько заметные убытки она несет. Для этого у производителей и дистрибьюторов сварочных материалов можно узнать средние показатели расхода газа. При подозрении на слишком высокие потери можно воспользоваться простым способом выявления утечек – отключить на выходные систему подачи газа. Отметьте объем газа в вечер пятницы и затем еще раз утром понедельника, и тогда Вы сможете узнать, убывал ли газ во время отключения системы.
2. Проведите анализ эффективности работы с материалами
Также затраты на сварку можно сократить, более логично организовав доставку материалов к сварочной станции. В качестве примера можно привести компанию, которая занималась производством бетономешалок. В процессе производства компания изготовляла 10 деталей для одной секции бетономешалок и затем переходила к изготовлению 10 деталей для другой секции, и так далее. По мере производства деталей их ставили на пол цеха. Когда наступало время сварки, оператору приходилось самостоятельно отыскивать и сортировать нужные ему детали. Когда сторонний эксперт обратил на это внимание, компания стала укладывать каждую деталь на тележку. Таким образом все детали для изготовления одной мешалки стали храниться вместе и при необходимости могли быть быстро перемещены в зону сварки.
Когда наступало время сварки, оператору приходилось самостоятельно отыскивать и сортировать нужные ему детали. Когда сторонний эксперт обратил на это внимание, компания стала укладывать каждую деталь на тележку. Таким образом все детали для изготовления одной мешалки стали храниться вместе и при необходимости могли быть быстро перемещены в зону сварки.
Такой сценарий также применим к компаниям, которые привлекают для изготовления определенных деталей сторонние предприятия. Хотя доставка деталей по партиям обычно бывает дороже, она с лихвой окупится благодаря снижению временных затрат, так как Вам не придется организовывать и искать нужные детали на этапе сварки.
Подсчитайте, сколько операций приходится совершить с каждой деталью – тогда Вы сможете понять, насколько много на это уходит времени. Чтобы измерить такой неочевидный параметр, сварщиков можно попросить оставлять после каждого контакта с деталью отметку мелом. Многие компании оказываются поражены, узнав, насколько часто приходится поднимать, переносить и опускать каждую деталь в процессе производства. В одном из случаев перенос сварочного цеха ближе к станции термической обработки позволил избавиться от четырех лишних операций с каждой деталью. Другими словами, максимальное сокращение числа операций с каждой деталью и более эффективная организация производственной линии или модуля может привести к значительному снижению общих затрат.
Многие компании оказываются поражены, узнав, насколько часто приходится поднимать, переносить и опускать каждую деталь в процессе производства. В одном из случаев перенос сварочного цеха ближе к станции термической обработки позволил избавиться от четырех лишних операций с каждой деталью. Другими словами, максимальное сокращение числа операций с каждой деталью и более эффективная организация производственной линии или модуля может привести к значительному снижению общих затрат.
3. Не допускайте наложения швов излишне большого сечения
Одним из «смертных грехов» каждого сварочного цеха является наложение швов излишне большого сечения. Другими словами, когда по чертежу требуется шов шириной 1/4 дюйма (6,3 мм), в большинстве цехов накладывают шов шириной 5/16 дюйма (7,9 мм). Почему? Во-первых, у них может не быть галтельных шаблонов и они могут не знать точную ширину шва, а во-вторых, лишний материал может быть добавлен «для перестраховки», чтобы быть уверенным, что в месте сварки достаточно наплавленного металла.
Однако слишком большое сечение приводит к огромному перерасходу материалов. Вернемся к нашему примеру. При ширине шва 6,3 мм большинство сварщиков будет тратить по 0,13 фунтов сварочного материала на фут. Шов шириной 7,9 мм требует 0,20 фунтов сварочного материала на фут – то есть на 56% больше, чем действительно нужно. Более того, нужно учесть дополнительный труд при наплавлении более широкого шва. Кроме того, что компании приходится больше платить за лишний, растрачиваемый впустую расходный материал, швы с избыточным наплавленным металлом более уязвимы к деформациям и искривлениям из-за более высокого тепловложения. Каждому сварщику рекомендуется предоставить галтельный шаблон, который позволил бы ему создавать швы точно указанной ширины. Также для борьбы с наложением швов излишне большого сечения можно использовать проволоку меньшего диаметра.
4. Совершенствование существующих процессов и процедур сварки
Попробуйте повысить эффективность уже существующего процесса сварки. Например, для этого можно проанализировать такие параметры, как диаметр проволоки, скорость подачи проволоки, напряжение тока, скорость перемещения, тип газа, способ переноса металла и т. д. Например, если раньше в цеху проводилась сварка с применением короткой дуги и смеси защитного газа в пропорции 75/25, может оказаться более эффективным перейти к процессу с другим газом и струйным переносом металла. В зависимости от состояния деталей также может потребоваться изменение самого процесса работы. Например, если на детали образуется оксид, может быть более разумно перейти к процессу, который позволил бы устранить связанные с загрязнением проблемы вместо того, чтобы отчищать перед сваркой каждую деталь. Ваш поставщик сварочных материалов должен хорошо разбираться в самых последних технологиях и быть способен предоставить консультацию по новым процессам, оборудованию и расходным материалам, которые помогли бы вам оптимизировать процесс сварки в цеху.
Например, для этого можно проанализировать такие параметры, как диаметр проволоки, скорость подачи проволоки, напряжение тока, скорость перемещения, тип газа, способ переноса металла и т. д. Например, если раньше в цеху проводилась сварка с применением короткой дуги и смеси защитного газа в пропорции 75/25, может оказаться более эффективным перейти к процессу с другим газом и струйным переносом металла. В зависимости от состояния деталей также может потребоваться изменение самого процесса работы. Например, если на детали образуется оксид, может быть более разумно перейти к процессу, который позволил бы устранить связанные с загрязнением проблемы вместо того, чтобы отчищать перед сваркой каждую деталь. Ваш поставщик сварочных материалов должен хорошо разбираться в самых последних технологиях и быть способен предоставить консультацию по новым процессам, оборудованию и расходным материалам, которые помогли бы вам оптимизировать процесс сварки в цеху.
5. Оптимизация подготовки соединений
В некоторых случаях при подготовке к сварке может быть эффективнее создать соединение с двумя симметричными скосами одной кромки, чем с односторонним скосом. Для любых материалов толщиной больше 3/4 дюйма (1,9 см) рекомендуются два симметричных скоса одной кромки. Даже такое простое изменение рабочей процедуры может сэкономить много сварочного материала. При толщине пластины 1,9 см на сварку соединения с двумя скосами кромки требуется 1,45 фунта сварочного металла на фут, а для одностороннего скоса – 1,95 фунта на фут.
Для любых материалов толщиной больше 3/4 дюйма (1,9 см) рекомендуются два симметричных скоса одной кромки. Даже такое простое изменение рабочей процедуры может сэкономить много сварочного материала. При толщине пластины 1,9 см на сварку соединения с двумя скосами кромки требуется 1,45 фунта сварочного металла на фут, а для одностороннего скоса – 1,95 фунта на фут.
6. Устранение ненужных точек сварки
Попробуйте изменить конструкцию продукта таким образом, чтобы устранить все лишние точки сварки. К примеру, одна компания, которая занималась производством контейнеров, изначально имела чертеж, который предполагал приварку ручек с каждой стороны контейнера. Сделав простое изменение и заменив их на подъемные пазы, они смогли избавиться от нужды приваривать ручки – и сэкономить таким образом свое время и деньги. В другом случае вместо открытого уголка стали использовать закрытый, что означало снижение расходования металла на заполнение уголка на 1/3.
7. Старайтесь использовать сварку вместо литья
Старайтесь использовать сварку вместо литья
Мы уже упомянули о том, что для повышения эффективности нужно попробовать уменьшить число точек сварки, но как насчет добавления новых? В некоторых случаях может оказаться более затратоэффективным приваривать металлические детали к изделию вместо того, чтобы отливать полностью всё изделие из какого-нибудь дорогого сплава или экзотического металла. Например, компания, которой раньше приходилось прибегать к литью отдельных деталей из сплава с высоким содержанием алюминия, обнаружила, что 50 процентов узла можно изготовить из стандартной конструкционной стали, что позволило сэкономить на материале и таким образом значительно снизить общую стоимость. При этом компании удалось изменить чертеж узла таким образом, чтобы сделать его еще более эффективным.
8. Попробуйте избавиться от дорогостоящего ведения записей
Многие компании полностью «увязают» в ведении деловой документации. С этим могут помочь сегодняшние высокие технологии. Например, Lincoln Electric может предложить программу ArcWorks, которая способна документировать рабочие процедуры, создавать схемы для всеобщего доступа в мастерской, хранить данные о квалификации операторов и многое другое. Такое ПО можно адаптировать к индивидуальным потребностям каждой отдельной компании. Она позволит быстро выявлять и устранять потери и ошибки.
Например, Lincoln Electric может предложить программу ArcWorks, которая способна документировать рабочие процедуры, создавать схемы для всеобщего доступа в мастерской, хранить данные о квалификации операторов и многое другое. Такое ПО можно адаптировать к индивидуальным потребностям каждой отдельной компании. Она позволит быстро выявлять и устранять потери и ошибки.
9. Применение роботов и жесткой автоматизации
Сегодняшние технологии способны значительно усовершенствовать процесс производства. Если объем производимых компанией изделий настолько велик, что он позволит окупить потраченные на новое оборудование средства, на предприятии можно установить роботизированные системы сварки. Также они хорошо подходят для тех ситуаций, когда изготавливается большой объем деталей достаточно схожей конструкции, чтобы их мог производить один робот.
Если применение роботов представляется нецелесообразным, для повышения эффективности или качества работы можно прибегнуть к установке креплений или жесткой автоматизации производства. Например, одна компания установила крепления и зажимы для фиксации резервуаров во время сварки. В другом случае автопроизводитель принял решение о необходимости автоматизации из-за большого объем производимых деталей и сложности положений и углов сварки.
Например, одна компания установила крепления и зажимы для фиксации резервуаров во время сварки. В другом случае автопроизводитель принял решение о необходимости автоматизации из-за большого объем производимых деталей и сложности положений и углов сварки.
10. Проведите проверку безопасности
Хотя это может и не привести к немедленному снижению стоимости сварки, работа с соблюдением техники безопасности в долгосрочной перспективе позволит сократить затраты благодаря меньшему числу несчастных случаев. Например, сюда входят крепления для газовых баллонов для предотвращения их падения, установка предохранительных затворов, которые не допустят обратного поступления горючей смеси при кислородно-газовой резке и маркировка труб для предотвращения несчастных случаев.
Заключение
Это лишь некоторые пункты, на которые Компания Lincoln Electric обращает внимание в рамках своей Программы гарантированного снижения расходов. Эта программа предполагает посещение предприятия экспертами Lincoln для проведения аудита. После проверки они составляют список возможных способов снижения затрат, а предприятие оценивает их приоритет и выбирает наиболее подходящие. Представители Lincoln подсчитывают потенциальную экономию и даже гарантируют определенную сумму сокращения затрат в случае принятия предложенных ими решений. Если этой экономии достичь не удастся, Lincoln компенсирует разницу.
После проверки они составляют список возможных способов снижения затрат, а предприятие оценивает их приоритет и выбирает наиболее подходящие. Представители Lincoln подсчитывают потенциальную экономию и даже гарантируют определенную сумму сокращения затрат в случае принятия предложенных ими решений. Если этой экономии достичь не удастся, Lincoln компенсирует разницу.
Как говорится, «скупой платит дважды» – всегда старайтесь сократить затраты на сварку и повысить эффективность и производительность работы – ведь такая экономия будет приносить результаты год за годом.
Сварочные технологии, качество сварки, статьи
Год 2011. На фотографии — мост через Белгородское водохранилище. На строительстве этого моста впервые было применено приспособление «магнитный держатель подкладных пластин», МДПП-1у, разработанное ООО «МАГНИТ плюс». По отзывам коллег из ОАО «Мостотрест» применение магнитного крепежа при строительстве этого моста явилось фактором увеличения производительности монтажных и сварочных работ, позволившим смонтировать более 1800 тон металлоконструкций за месяц.
Традиционно, при формирования одностороннего сварного шва с помощью подкладных керамических пластин используются струбцины, прижимные домкраты, стяжки, распорки. В крайних случаях крепления приваривают. По окончании работ место приварки требуется тщательно зачистить. Но, это компромиссное решение, от него необходимо уходить, т.к. страдает качество основного металла, остаются прижоги, которые в дальнейшем являются источниками коррозийных разрушений. Стандарты «Трансстроя» не рекомендуют приварку скоб и упоров при невозможности использования других способов и это сильно осложняет задачу сварщиков.
МАГНИТНЫЙ ДЕРЖАТЕЛЬ ПОДКЛАДНЫХ ПЛАСТИН МДПП-1У
|
В чем суть приспособления? Вместо привариваемых скоб используются два магнита с отключаемым магнитным полем. Между магнитами расположен прижимной механизм, который фиксирует пластину с достаточным усилием при изменении геометрии металла. |
Внешний вид МДПП-1у |
 Наш опыт позволил сконструировать прижим таким образом, что бы магниты не оказывали влияние на процесс сварки, но задачу удержания пластин выполняли безукоризненно.
Наш опыт позволил сконструировать прижим таким образом, что бы магниты не оказывали влияние на процесс сварки, но задачу удержания пластин выполняли безукоризненно.
|
Применение традиционной технологии |
Применение МДПП-1у |
Использование этого приспособления выявило один единственный «побочный» эффект — существенное повышение производительности и освобождение от участия в операции сварщика 5-6 разряда. Ликвидирована одна из самых трудоемких операций по приварке креплений к металлоконструкциям. По традиционной технологии монтируют и демонтируют подкладки и крепеж бригада из 3 человек (2 монтажника 4-5 разряда и сварщик 6 разряда (сварка в потолочном положении). Всего на монтаж-демонтаж тратится до 3,5 часов.
Всего на монтаж-демонтаж тратится до 3,5 часов.
Трудозатраты на работу с магнитными держателями значительно меньше. После сварки стыка демонтаж подкладок занимает 10 минут. Это существенное преимущество, т.к. большую часть рабочего времени бригада монтажников занимается устранением последствий приварки креплений: подварка в потолочном положении, зачисткой мест демонтажа и восстановлением грунтовочного покрытия. Максимально возможное время, которое тратит звено на монтаж-демонтаж подкладных пластин – 1 час 50 минут. При этом высвобождается сварщик. При использовании подкладных пластин экономия времени при проварке 10-12 метрового шва составляет 4-5 часов.
Магнитный держатель МДПП-1У прошел опытную проверку в отношении влияния постоянного магнитного поля на процесс сварки в ЦНИИС НИЦ «Мосты» (г. Воронеж) . Получено положительное разрешение использования.
МАГНИТНАЯ КЛЕММА МК-500, МАГНИТНЫЕ ДЕРЖАТЕЛИ, МАГНИТНЫЕ ПРИЖИМЫ
Приспособление, которое облегчает труд сварщика-мостостроителя – магнитная клемма или магнитная масса, которая используется в тех случаях, когда использование клещевого зажима или струбцины невозможно. Надежно крепится на фасонной поверхности. Долго служит за счет надежного контакта с поверхностью заземления. Выпускаем два варианта: на 315 и 500 Ампер. Дополнительная функция данного приспособления – магнитный угольник. У магнитной клеммы три рабочих поверхности под углами 90 и 45 градусов.
Надежно крепится на фасонной поверхности. Долго служит за счет надежного контакта с поверхностью заземления. Выпускаем два варианта: на 315 и 500 Ампер. Дополнительная функция данного приспособления – магнитный угольник. У магнитной клеммы три рабочих поверхности под углами 90 и 45 градусов.
Для удержания двух деталей под углом 90 градусов и последующей сварке мостостроители используют ДМЖ 5/2. Это магнитный держатель с двумя рабочими плоскостями, усилие на отрыв каждой составляет 900 кг при собственном весе всего 8 кг. При установке угольника на металлической поверхности, магнит включается нажатием кнопки. Чтобы снять угольник требуется отжать кнопку монтажкой.
Сварочный угольник УММ-1 — оснащен мощными магнитами в основании и имеет силу притяжения в 1200 кг, на вертикальной поверхности три подвижных магнита с отключаемым магнитным полем . Этот угольник отрывается от рабочей поверхности при помощи кулачкового механизма.
Магнитный прижим для устранения депланаций. Незаменимая вещь, когда надо прижать кромку тонкого листового металла. Магнит с отключаемым магнитным полем устанавливается на рабочую поверхность, и рукой, при помощи рычага, прижимается кромка. Усилие на отрыв 500 кг.
РАЗМАГНИЧИВАНИЕ И УСТРАНЕНИЕ МАГНИТНОГО ДУТЬЯ
Враг сварщика, влияющий на качество работы и производительность – намагниченность. Причин намагниченности много, но в любом случае, этот фактор снижает качество сварного шва. Провоцирует явление «магнитного дутья» вплоть до невозможности проведения работ. Самый простой способ борьбы с «магнитным дутьем» — компенсация магнитного поля рабочих кромок при помощи постоянных магнитов. МАГНИТ плюс выпускает три варианта компенсационных магнитов: регулируемые и нерегулируемые.
На фото приведен пример использования регулируемого магнита при сварке трубопровода, эти магниты активно применяются и в мостостроении, например, на строительстве Керченского моста сейчас работают десятки комплектов.
Второй вариант борьбы с намагниченностью – полное размагничивание. Применяется, когда нет возможности использовать компенсационные магниты, например, при автоматической сварке. Мы изготавливаем размагничивающую установку КУДИН -200А.
ПОВЫШЕНИЕ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИИ: ДОЛГОВЕЧНОСТЬ И НАДЕЖНОСТЬ
Остаточные сварочные напряжения металла – причина возникновения дефектов металла. Язвенная коррозия, питтинги, коррозийное растрескивание, трещины. Чаще всего остаточные сварочных напряжения устраняют термообработкой, методом ударной нагрузки или естественным старением. Каждая технология имеет свои недостатки Термообработка — дорогая: большие затраты электроэнергии и длительность технологического процесса и не всегда возможна из-за габаритов конструкции. Упругая деформация — не надежна, естественное старение — может продолжаться до года.
Предлагаем альтернативные способы снятия механических напряжений, менее затратные: метод низкочастотной вибрационной обработки и метод ультразвуковой ударной обработки.
Альтернатива термообработке — низкочастотная вибрационная обработка на резонансной частоте. Сущность способа заключается в создании в конструкции после сварки переменных напряжений с помощью вибровозбудителя. Виброобработка осуществляется на резонансных или близких к ним частотах в течение определенного промежутка времени, обычно это не больше 15-20 минут.
Экономический выигрыш при использовании вибрационной обработки очевиден:
- нет необходимости выделения отдельного участка под печь
- энергозатраты несравнимо ниже, стоимость оборудования ниже, затраты на обслуживание.
- продолжительность технологического процесса значительно меньше.
Если говорить о применении в мостостроении, то преимуществом этого способа является использование установки вне цеха, на выезде, непосредственно в зоне сборки металлоконструкции.
Еще один способ упрочнения сварного шва – ультразвуковая ударная обработка. Технология относится к методу пластической деформации. На ультразвуковой частоте инструментом, состоящим из нескольких игл-ударников, оператор поступательно обрабатывает зону шва и околошовной зоны. В отличие он вибрационной обработки, в данном случае обрабатывается только зона сварного шва. В поверхностном слое образуются поверхностный упрочняющий слой, с сопротивляемостью к образованию трещин. По данным американских исследователей данный метод увеличивает срок службы мостовых конструкций на 50 лет. (Публикации Статникова Ефима Шмулевича)
Технология относится к методу пластической деформации. На ультразвуковой частоте инструментом, состоящим из нескольких игл-ударников, оператор поступательно обрабатывает зону шва и околошовной зоны. В отличие он вибрационной обработки, в данном случае обрабатывается только зона сварного шва. В поверхностном слое образуются поверхностный упрочняющий слой, с сопротивляемостью к образованию трещин. По данным американских исследователей данный метод увеличивает срок службы мостовых конструкций на 50 лет. (Публикации Статникова Ефима Шмулевича)
МЕТОДЫ КОНТРОЛЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ
В разговорах о снятии остаточных напряжений естественно возникает вопрос контроля. Как узнать, остаются напряжения в металлоконструкции или нет? Для решения данного вопроса мы предлагает использовать магнитоанизотропный сканер-дефектоскоп под названием Стрессвижн.
Стрессвижн дает послойную визуализацию напряженного состояния поверхностных слоев. Выявляет концентраторы напряжений, места зарождения дефектов. Результат сканирования -карты концентраторов напряжений и разницы главных механических напряжений. На изображении вы видите картограммы, полученные прибором до и после обработки металлоконструкции. Прибор выдает информацию в относительных единицах, раскрашивая зоны с высокими величинами в более яркие, контрастные цвета. Слева – сварной шов до обработки, справа – после. Оператор пошагово пермещает датчик прибора по координатной сетке, нанесенной на исследуемую поверхность , результат записывается в электронном виде.
Выявляет концентраторы напряжений, места зарождения дефектов. Результат сканирования -карты концентраторов напряжений и разницы главных механических напряжений. На изображении вы видите картограммы, полученные прибором до и после обработки металлоконструкции. Прибор выдает информацию в относительных единицах, раскрашивая зоны с высокими величинами в более яркие, контрастные цвета. Слева – сварной шов до обработки, справа – после. Оператор пошагово пермещает датчик прибора по координатной сетке, нанесенной на исследуемую поверхность , результат записывается в электронном виде.
Прибор ДОН-5ЦЗ дает точные данные по величине, знаку и направлению осей остаточных механических напряжений. Метод определения основан на упругой нагрузке, возникающей в локальной области исследуемого изделия, путем засверловки несквозного отверстия малого диаметра и глубины.
ДОПОЛНИТЕЛЬНЫЕ СПОСОБЫ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ
РАЗДЕЛКА ФАСКИ ПОД СВАРКУ: КАЧЕСТВО БЕЗ УШМ
|
Использование на этапе подготовки кромки металла под сварку специальных кромкофрезерных машин вместо болгарок. |
 Магнит плюс предлагает ручную машину собственного производства МКФП-20К. Выполняет торцовку на листе 20 мм и снимает фаску от 0 до 60 градусов и шириной 20 мм. Режущий инструмент – две фрезерные головки, по 8 твердосплавных пластин каждая. Легкое движение машины вдоль кромки за счет направляющих роликов. Фреза дает высокое качество поверхности после обработки. Кромкорез мобильный, компактный, работает в ограниченном пространстве. Низкая себестоимость операции, надежность и невысокая цена по сравнению с таким же машинками иностранного изготовления.
Магнит плюс предлагает ручную машину собственного производства МКФП-20К. Выполняет торцовку на листе 20 мм и снимает фаску от 0 до 60 градусов и шириной 20 мм. Режущий инструмент – две фрезерные головки, по 8 твердосплавных пластин каждая. Легкое движение машины вдоль кромки за счет направляющих роликов. Фреза дает высокое качество поверхности после обработки. Кромкорез мобильный, компактный, работает в ограниченном пространстве. Низкая себестоимость операции, надежность и невысокая цена по сравнению с таким же машинками иностранного изготовления.
ЗАЧИСТКА СВАРНОГО ШВА: БЕЗ УСТАЛОСТИ И БЕЗ ЗАДИРОВ
|
Зачистка сварного шва. На этом этапе грандиозную скорость операции дает использование ленточно-шлифовальной машины FEIN GHB15-50 вместо углошлифовальных машин. По оценкам коллег, которые опробовали эту машинку на строительстве ЗСД в Санкт-Петербурге зачистка сварного шва происходит быстрее в 3-5 раз. |
 Зачищенная поверхность имеет высокое качество, движение ленты машины соосно сварному шву, не возникает круговых задиров. Машина удобно лежит в руках, нагрузка сбалансирована между левой и правой рукой, нет вибрации и другого вредного воздействия на рабочего.
Зачищенная поверхность имеет высокое качество, движение ленты машины соосно сварному шву, не возникает круговых задиров. Машина удобно лежит в руках, нагрузка сбалансирована между левой и правой рукой, нет вибрации и другого вредного воздействия на рабочего.
ПРАКТИЧЕСКИЕ СОВЕТЫ ПО ПОВЫШЕНИЮ БЕЗОПАСНОСТИ В РАБОТЕ СВАРЩИКОВ
Безопасность при сварке касается каждого
Процесс сварки довольно сложный, и он вызывает растущие опасения по поводу безопасности в работе. Правильно подобранное оборудование и меры предосторожности значительно снижают риски, помогают предотвратить развитие профессиональных заболеваний и травмирование, а также создают наилучшие возможные условия для выполнения сварочных работ безопасным и удобным образом без снижения производительности.
Угрозы здоровью на рабочем месте представляют собой предмет беспокойства как для сотрудников, так и для работодателей, которые стремятся обеспечить защиту зрения, слуха, лица, легких, головы и торса сварщика. Безопасность при сварке можно повысить путем обучения, соблюдения мер предосторожности, защиты и минимизации или устранения опасных факторов. Это достигается с помощью средств индивидуальной защиты сварщика, таких как сварочные горелки и маски, сварочные респираторы и огнестойкая одежда. Тип и уровень защиты зависит от выполняемой задачи и длительности воздействия опасных факторов. Например, легкие сварочные маски могут быть достаточными при периодическом использовании, тогда как продолжительное воздействие содержащихся в воздухе испарений, образующихся при сварке и шлифовке, требует наилучшей защиты органов дыхания, а также особого внимания к эргономике.
Безопасность при сварке можно повысить путем обучения, соблюдения мер предосторожности, защиты и минимизации или устранения опасных факторов. Это достигается с помощью средств индивидуальной защиты сварщика, таких как сварочные горелки и маски, сварочные респираторы и огнестойкая одежда. Тип и уровень защиты зависит от выполняемой задачи и длительности воздействия опасных факторов. Например, легкие сварочные маски могут быть достаточными при периодическом использовании, тогда как продолжительное воздействие содержащихся в воздухе испарений, образующихся при сварке и шлифовке, требует наилучшей защиты органов дыхания, а также особого внимания к эргономике.
Угрозы здоровью при сварке
Большинство угроз здоровью при сварке возникает в связи с воздействием тепла, УФ-излучения, сильного света и дыма, образующихся в сварочных процессах. Сварочные испарения представляют собой угрозу для здоровья сварщика и всех других людей, работающих поблизости. Большая часть профессиональных легочных заболеваний вызывается многократным продолжительным воздействием содержащихся в воздухе загрязнений, но для повреждения легких достаточного даже однократного тяжелого воздействия. Зачастую сварка выполняется в сложных положениях, которые могут вызывать сильную усталость и профессиональные травмы.
Зачастую сварка выполняется в сложных положениях, которые могут вызывать сильную усталость и профессиональные травмы.
Узнайте больше о том, почему важна безопасность сварки и как избежать наиболее распространенных опасностей при сварке.
Алгоритм детального планирования и контроля сварочного производства
Опять ревёт труба и снова в бой!Производительность поднять любой ценой!
Он с электродом на голо, под ним железный конь.
Начальник сварочного цеха – наш сегодняшний герой: Подавляющее большинство заводов металлоконструкций избегают детального планирования сварочных работ.
Чертежи с общими указаниями передаются на сварочный участок, в редких случаях в комплекте рабочей документации можно обнаружить WPS. Потребность в сварочных материалах рассчитывают по весу металлических конструкций. Большинство такое положение вещей считает рациональной экономией, но это не соответствует истине. Вооружитесь до зубов, возьмите боекомплект: видеокамеру, сварочную маску, секундомер, карандаш и блокнот.
 Идите на боевую площадку сварочного цеха. Записывайте все действия сварщика фиксируя каждое движение. Сложите все зафиксированные действия в простую сумму.
Идите на боевую площадку сварочного цеха. Записывайте все действия сварщика фиксируя каждое движение. Сложите все зафиксированные действия в простую сумму. Посчитайте объём выполненных работ всеми сварщиками за прошлый месяц и сопоставьте данные которые вы получили с производительностью сварщика, у которого вы стояли над душой.
Вы возможно получите разницу производительности в десятки раз. Но не спишите доставать дедушкин наградной пистолет для разборок со сварщиками. Вероятнее всего не их вина в низкой производительности сварочного цеха.
Не мог пройти мимо «крика души» в комментариях под одним видеороликом в YouTube 👇 Высказывания «Multlike» по сути справедливы применительно к большому количеству заводов. Но это скорее указывает на плохую организацию сварочного производства, а не на особый менталитет сварщиков.
Причина низкой производительности сварочного производства кроется в плохой организации, которая обычно начинается с разработки конструкторской документации, продолжается на уровне технологов (если таковые вообще имеются в штатной структуре), далее планово-диспетчерская служба и докатывается до руководителя сварочного цеха в виде кипы чертежей с общими указаниями по сварке.
 Ему конечно тоже некогда глубоко вникать в то, чего там нарисовано и зачем? Мужики сами разберутся где сваривать, а чего не поймут – спросят.
Ему конечно тоже некогда глубоко вникать в то, чего там нарисовано и зачем? Мужики сами разберутся где сваривать, а чего не поймут – спросят. Вот так и получается, что управление сварочным производством сводится к планированию и контролю количества тонн или штук производимых металлоконструкций. Что по сути, если разобраться, к управлению сварочным производством имеет лишь косвенное отношение.
Отсутствие детальной системы планирования сварочного производства – снижает производительность и сильно затрудняет контроль сварочного производства.
Один оператор-технолог сварочного производства, вооружённый современными системами автоматизации планирования и контроля, успешно справится с производственными задачами как среднего, так и крупного ЗМК, если его не грузить лишними должностными обязанностями. При этом повешение производительности сварочного производства, достаточно быстро компенсирует затраты на внедрение систем автоматизации, расходы на оплату труда и начнёт приносить прибыль за счёт увеличения эффективности оборота.
Алгоритм детального планирования и контроля сварочных работ завода металлоконструкций:
Организация сварочного производства начинается с определения того, какие детали должны быть между собой сварены с одновременным назначением параметров сварочных швов.
Разумно выполнять эти действия в 3D модели.
Пример простой автоматизации моделирования сварочных швов в Tekla Structures
Проставление сварных швов между двумя выбранными деталями в модели по заданному катету или по наименьшей толщине соприкасающихся поверхностей.
Скачиваете приложение для Tekla Structures 👈 Или заказываете разработку более сложного приложения под ваши персональные потребности отправив запрос с пожеланиями на адрес электронной почты info🐶plm.pw
Моделируя сварочные швы в 3D Tekla Structures, вы создаёте объём данных адекватных физическому производству.
Далее вам потребуется приложение для структурирования и экстракта данных которые вы создали с целью передачи этих данных в структурированной форме XML в MES/ERP систему.
При разработке алгоритма и структуры передачи данных о сварочных швах из 3D модели – важно учесть перспективы роботизации сварочного производства. Если даже в обозримом будущем нет планов по роботизации сварочного производства, то они наверняка когда-нибудь появятся и если вы сегодня не учтёте этого, то в будущем вам придётся заплатить двойную цену.
Система управления информационной частью сварочного производства должна быть коллаборативной, то есть одинаково приносящей пользу организации работы людей и роботов, а также обеспечивать возможность эффективной организации совместной работы людей и роботов. Подробнее в публикации «Коллаборативная роботизация сварочного производства завода металлоконструкций»
Прежде чем продолжить, договорим об общих понятиях терминологии.
WPS (Welding Procedure Specification/спецификация процедуры сварки) – технические требования к процедуре сварки, руководящий стандартный документ по ISO 15609-1:2004 (ГОСТ Р ИСО 15609-1-2009).
«eWPS» – это термин (аббревиатура) от «electronic Welding Procedure Specification», звучит не совсем правильно, но уже как-то прижилось. В это понятие я вкладываю все содержащиеся в ISO 15609-1 + все дополнительные данные которые могут потребоваться для производства. eWPS – это адекватный информационный образ физического сварочного шва + всего, что с ним происходит в физической среде, это виртуальный клон объектов и операций. eWPS — это «цифровая тень» сварочного шва.
ModelWelding – это цифровой «скелет» сварочного шва который обрастает «мясом» в процессе жизненного цикла металлических конструкций. ModelWelding – это минимальный объём информации о сварочном шве: номер проекта, номера деталей которые он соединяет, катет и другие геометрические характеристики, к которым позже «привинчивают» различные атрибуты: параметры сварочного процесса, сварочные материалы и т.д. Далее по тексту «MW».
MW — это структурированные данные для управления сварочным производством. Для каждого предприятия разрабатывается свой уникальный формат MW, но какие бы уникальные требования не предъявлялись производством, и какими бы программными средствами не создавался объём данных, в их основе должен быть стандарт ISO 15609-1 с обеспечением возможности стандартной разметке XML для передачи в другие приложения.
Важно:Каждая производственная система уникальна и имеет свои традиционные особенности которые следует учитывать. Ниже приведена схема организации информационного пространства сварочного производства которая может быть дополнена или изменена в соответствии с локальными особенностями.
Информационная система управления сварочным производством должна быть интероперабельной, то есть иметь возможность интегрироваться в другие IT системы.
Информация должна создаваться только один раз и использоваться различными предметно-ориентированными приложениями на протяжении всего производственного цикла.
Структурированные данные могут хранится в одной или нескольких базах данных, при условии синхронизации любых изменений и доступа объектно-ориентированных приложений в реальном времени. Все изменения должны фиксироваться системой ревизий.
Организация работы с техническими требованиями к процедуре сварки (WPS)
Если работать по принципу – «решаем проблемы по мере их поступления», то требования ISO 15609 превратятся в обузу повышающую трудоёмкость управления сварочным производством.
 На плохо организованных предприятиях так оно и есть, но можно организовать работу с требованиями по ISO 15609 — так, что бюрократия, направленная на повышение качества сварочных работ, которая обычно увеличивает трудоёмкость – станет фактором повышения производительности.
На плохо организованных предприятиях так оно и есть, но можно организовать работу с требованиями по ISO 15609 — так, что бюрократия, направленная на повышение качества сварочных работ, которая обычно увеличивает трудоёмкость – станет фактором повышения производительности. WPS – это детерминированный объём данных соответствующий физическим параметрам производства, следовательно, процесс создания WPS может быть автоматизированным, а в некоторых случаях полностью автоматическим.
Для того, чтобы выполнение требований по ISO 15609 превратилось из фактора, повышающего трудоёмкость в фактор повышающий производительность – необходимо:
- Создать условия при которых информация будет создаваться только один раз и при увеличении количества вариантов, атрибуты будут только изменяться или добавляться.
- Ввести систему сквозной нумерации WPS на предприятии, массив WPS разделить на мнемонические кластеры.
- Разработать и внедрить систему контроля доступа к базе данных WPS.
Актуальная парадигма использования системы WPS для повышения производительности сварочных работ.
Важно уйти от парадигмы того, что WPS является документом и принять новую парадигму того, что WPS – это набор структурированных данных с требованиями к процедуре сварки из которого можно создать как печатную форму для рабочего задания сварщику, так и программу для сварочного робота.
Распечатанный на бумаге документ WPS с печатями и подписями – это морально устаревшая, но действующая форма отчётности. Технологии меняются, следовательно, и методы организации должны изменяться, но к сожалению, это происходит достаточно медленно.
В организации сварочного производства нужно опираться не на правила работы с документами, а на правила работы со структурированными электронными данными.
В Эстонии, мы с коллегами проводили эксперимент, взяли отдельный проект и уговорили заказчика отказаться от требований наличия бумажных WPS по одному из двух одинаковых проектов.
В первом проекте, WPS разрабатывались как бумажные документы в Excel, после чего распечатывались, подписывались и передавались в сварочный цех. Где подписывались мастером и в составе рабочей документации передавались сварщикам и оператору сварочного робота. Сварщики выполняли процедуры в соответствии с WPS и ставили свою подпись на документе. Мы фиксировали каждое действие, в результате сложения затраченного времени, мы получили простую сумму – 83 часа с небольшим плюсом на соблюдение требований по ISO 15609 + 22 часа на программирование сварочного робота.
Разработанные в первом проекте WPS, мы использовали для симулирования базы данных WPS. Мы назначали WPS сварочным швам по второму проекту. Документы не распечатывались, подписи ставились электронные при помощи ID-карт, которые в Эстонии есть у каждого. Сварщики получали рабочие задания на свои смартфоны, выполнив задание, они подтверждали выполнение ставя подпись при помощи технологии Mobiil-ID.
Поскольку у нас не было возможности использовать WPS для программирования сварочных роботов на испытуемой производственной площадке, мы воспользовались статистикой использования технологии «SelfLearning» канадкой компании AGT Robotics.
Эксперимент показал, что трудоёмкость работы с информацией о сварочных процедурах сократилась с 83 часов до 2,5 часов с небольшим минусом. Трудоёмкость программирования сварочного робота, при использовании структурированных данных из 3D модели в совокупности с методом назначения параметров WPS в 3D модели и технологией аналогичной «SelfLearning» сократилось бы 22 часов до 6 минут.
Ведущие производители сварочной техники разрабатывают пакеты и прикладное программное обеспечение для работы с WPS. Так, например, Kemppi предлагает своим клиентам универсальные наборы технологических карт для сварочных процессов MMA, MIG/MAG, технологические карты для сварки труб и специализированные технологические карты дополняющие основной пакет.
Универсальные технологические карты WPS разработанные Kemppi для сварки с использованием процессов MIG/MAG в цехах. В комплект входят 84 технологические карты для сварки с использованием процессов MIG/MAG, совместимые со всеми сварочными аппаратами MIG/MAG.
При внедрении сварочных полуавтоматов нового поколения Kemppi FastMig X в совокупности с системой WeldEye, задания с WPS поступают через промышленную сеть на контроллер сварочного полуавтомата и его параметры настраиваются автоматически.

Тема в данной публикации пока не раскрыта полностью, со временем сюда будут добавляться новые материалы. Следить за новыми материалами публикации, можно подписавшись на группу в VK «ПРОМЫШЛЕННЫЙ ИНЖИНИРИНГ </> МЕТАЛЛООБРАБОТКА»
Электросварочные работы — технология, техника сварки, инструмент электросварщика
Сваркой называется неразъемное соединение двух или более деталей, с помощью электрического тока присадочного материала (электрод). Широкое применение получила ручная дуговая сварка из-за своей простоты и доступности применения.
Электросварка – это ведущий вид сварки в нашей промышленности. Первым кто применил сварочную технологию для сварки металла был русский изобретатель Н.Н. Бенардос. На протяжении многих десятилетий сварку улучшали и совершенствовали, пока она прочно не вошла в нашу промышленность.
Электрический ток для сварки вырабатывается сварочным трансформатором, который служит для преобразования высокого напряжения эл. сети (220в – 380в) в низкое напряжение вторичной эл. цепи. Кроме трансформатора для сварки металла требуется присадочный материал или электроды.
сети (220в – 380в) в низкое напряжение вторичной эл. цепи. Кроме трансформатора для сварки металла требуется присадочный материал или электроды.
Электроды состоят из металлического стержня, предназначенного для проведения эл. тока и формирования сварочного шва, и обмазки предназначенной для защиты шва от воздействий окружающей среды, стабильного горения дуги раскисления расплавленного металла сварочной ванны, легирование металла, для связывания составляющих покрытия и образования шлака, который должен обладать определёнными физико-химическими данными. Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем больше производительность. Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непроварены.
При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непроварены.
Инструмент и принадлежности при сварочных работах
При сварочных работах сварщик пользуется специальным инструментом и принадлежностями.
Инструмент сварщика:
- Электрододержатель от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (не более 0,5 кг) и удобный в обращении.
- Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
- Сварочные провода, по которым ток от силовой сети подводится к сварочному аппарату, от сварочных аппаратов к местам работы сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией.
Принадлежности сварщика:
- стальная щётка, применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
- молоток с заострённым концом для отбивки шлака со сварочных швов.
- зубило для вырубки дефектных мест сварного шва.
- для замера геометрического размеров швов, сварщику выдают набор шаблонов. Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка). Для проверки углов используется угольник.

Наряду с инструментами и принадлежностями сварщик не может обойтись без спецодежды (сварочная роба и брезентовые рукавицы).
Техника сварки
Дуга может возбуждаться двумя приёмами: касанием впритык и отводом перпендикулярно вверх или “чирканьем” электродом как спичкой. Второй способ удобнее, но неприемлем в узких и неудобных местах. В процессе сварки необходимо поддерживать определённую длину дуги, которая зависит от марки и диаметра электрода.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
Обеспечение нормативных требований по технологии и технике сварки — основное условие получения качественных сварных швов. Отклонения размеров и формы сварного шва от проектных чаще всего наблюдаются в угловых швах и связаны с нарушением режимов сварки, неправильной подготовкой кромок под сварку, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва.
- Непроваром называют местное отсутствие сплавления между свариваемыми элементами, между металлом шва и основным металлом или отдельными слоями шва при многослойной сварке. Непровар уменьшает сечение шва и вызывает концентрацию напряжений, поэтому может значительно снизить прочность конструкции.
Непровар в корне шва в основном вызывается недостаточной силой тока или повышенной скоростью сварки, непровар кромки (несплавление кромки) — смещением электрода с оси стыка, а также блужданием дуги, непровар между слоями — плохой очисткой предыдущих слоёв, большим объёмом наплавляемого металла, натеканием расплавленного металла перед дугой. - Подрезом называют местное уменьшение толщины основного металла у границы шва. Подрез приводит к уменьшению сечения металла и резкой концентрации напряжений в тех случаях, когда он расположен перпендикулярно действующим рабочим напряжениям.
- Наплывом называют натекание металла шва поверхность основного металла без сплавления с ним.
- Прожогом называют полость в шве, образовавшуюся в результате вытекания сварочной ванны, является недопустимым дефектом сварного соединения.
- Кратером называют не заваренное углубление, образующееся после обрыва дуги в конце шва. В кратере, как правило, образуются усадочные рыхлости, часто переходящие в трещины.
- Ожогами называют небольшие участки подвергшегося расплавлению металла на основном металле вне сварного шва.

Подрезы, натёки, наплывы, прожиги, не заваренные кратеры, оставшиеся после сварки шлак и брызги, оплавление кромок (в угловых швах) вызываются преимущественно чрезмерной силой тока и напряжения на дуге, большим диаметром электродов, неправильными манипуляциями электродом, низкой квалификацией или небрежностью сварщика. Все дефекты отрицательно влияют на качество изделий, поэтому необходимо не допускать их возникновения, а для этого следует соблюдать технологию сварки.
Все дефекты отрицательно влияют на качество изделий, поэтому необходимо не допускать их возникновения, а для этого следует соблюдать технологию сварки.
При сварочных работах в металле могут возникать напряжения деформации, которые вызываются различными причинами. К неизбежным причинам, без которых процесс обработки происходить не может, относятся неравномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и околошовной зоны и т.д. К сопутствующим причинам относятся: неправильное решение конструкции сварных узлов.
Методы борьбы с напряжениями и деформациями самые различные и многообразные, самыми распространёнными являются такие методы как уравновешивание деформации, жёсткое закрепление, общий отжиг сварного изделия, механические и термические правки конструкции после сварки. Но лучше всего свести напряжения и деформации к минимуму, а для этого следует точно соблюдать технологию сварки.
Все дефекты отрицательно влияют на качество изделий, поэтому необходимо не допускать их возникновения, а для этого следует соблюдать технологию сварки.
Вернуться в раздел сварочные работы
Разработка классного часа на тему: «День сварщика»
Министерство образования РБ
Государственное бюджетное профессиональное образовательное учреждение
Зауральский агропромышленный колледж
Разработка
классного часа на тему:
«День сварщика»
Классный руководитель: Г.З.Сулейманова БАЙМАК2019
Оборудование: компьютер, мультимедиапроектор, раздаточный материал.
Цели:
формирование представления о развитии процесса сварки, о
дальнейших перспектива развития технологии сварки металла,
развитие познавательного интереса обучающихся, логического
мышления путём систематизации фактов, наблюдательности,
познавательной активности, умений делать выводы, развитие речи,
развитие коммуникационных компетенций.
Методы: объяснительноиллюстративные.
Формы: фронтальная, групповая.
Ход мероприятия
Вступление
1. Приветствие
2. Мотивация
Сварщик
Он в синей спецовке
И в синих очках,
Он синюю молнию
Держит в руках. Она как живая:
Подвижна, сильна.
Смотрите, как яростно Бьётся она!
Вот смолкла,
Затихла,
Свернулась клубком,
А сварщик коснулся её
Проводком,
И молния брызнула
Золотом звёзд,
Как будто жарптица
Расправила хвост! (Слайд №14)
Оформление доски: высказывания о сварке, о профессии “Сварщик”,
пословицы о металлах. (Приложение 1)
Можно с уверенностью сказать, что сварка на сегодняшний день — это одна
из основ развития человечества. Труд сварщика – это почти искусство.
Опытный мастер, как скульптор, создает из металла изделия сложной формы:
от системы водоснабжения до восстановления геометрии кузова автомобиля.
(Мультфильм о сварщике)
И, конечно же, возникает закономерный вопрос:А когда появилась сварка?
Когда люди научились соединять между собой тугоплавкие материалы?
Может, 50100 лет назад? Или это одно из новейших открытий человечества?
Постараемся разобраться в этом вопросе и рассмотреть историю развития
сварки. (Слайд № 57)
Учитель: К какому типу относится профессия сварщика?
(идет групповая дискуссия)
Учитель: Сварщик это профессия, требующая большой ответственности.
Она как живая:
Подвижна, сильна.
Смотрите, как яростно Бьётся она!
Вот смолкла,
Затихла,
Свернулась клубком,
А сварщик коснулся её
Проводком,
И молния брызнула
Золотом звёзд,
Как будто жарптица
Расправила хвост! (Слайд №14)
Оформление доски: высказывания о сварке, о профессии “Сварщик”,
пословицы о металлах. (Приложение 1)
Можно с уверенностью сказать, что сварка на сегодняшний день — это одна
из основ развития человечества. Труд сварщика – это почти искусство.
Опытный мастер, как скульптор, создает из металла изделия сложной формы:
от системы водоснабжения до восстановления геометрии кузова автомобиля.
(Мультфильм о сварщике)
И, конечно же, возникает закономерный вопрос:А когда появилась сварка?
Когда люди научились соединять между собой тугоплавкие материалы?
Может, 50100 лет назад? Или это одно из новейших открытий человечества?
Постараемся разобраться в этом вопросе и рассмотреть историю развития
сварки. (Слайд № 57)
Учитель: К какому типу относится профессия сварщика?
(идет групповая дискуссия)
Учитель: Сварщик это профессия, требующая большой ответственности. Сварка как высокопроизводительный процесс создания неразъемных
соединений находит широкое применение в машиностроении при
изготовлении оборудования и трубопроводов, в производстве строительных и
других конструкций и является таким же необходимым технологическим
процессом, как и обработка металлов, резанием, литье, ковка, штамповка.
Использование сварки способствует совершенствованию новых отраслей
техники – ракетостроения, атомной энергетики, радиоэлектроники.
1 й обучающийся:
В 1802г. профессор физики Санкт Петербургской медико хирургической
академии Василий Владимирович Петров, впервые в мире открыл и описал
явление электрического дугового разряда. Проделав большое количество
опытов, он показал возможность использования электрической дуги для
плавления металлов. Открытие В. В. Петрова значительно опередило свой век,
до практического применения дуги для сварки оставалось около 80лет. Его
осуществил Николай Николаевич Бернандос – автор многих изобретений в
области электротехники.
Сварка как высокопроизводительный процесс создания неразъемных
соединений находит широкое применение в машиностроении при
изготовлении оборудования и трубопроводов, в производстве строительных и
других конструкций и является таким же необходимым технологическим
процессом, как и обработка металлов, резанием, литье, ковка, штамповка.
Использование сварки способствует совершенствованию новых отраслей
техники – ракетостроения, атомной энергетики, радиоэлектроники.
1 й обучающийся:
В 1802г. профессор физики Санкт Петербургской медико хирургической
академии Василий Владимирович Петров, впервые в мире открыл и описал
явление электрического дугового разряда. Проделав большое количество
опытов, он показал возможность использования электрической дуги для
плавления металлов. Открытие В. В. Петрова значительно опередило свой век,
до практического применения дуги для сварки оставалось около 80лет. Его
осуществил Николай Николаевич Бернандос – автор многих изобретений в
области электротехники. Н. Н. Бернандос предложил и произвел в 1880–1890г. г. все основные виды
сварки: плавящимся и неплавящимся электродами дугой прямого и
косвенного действия, полуавтоматическую и автоматическую, незащищенной
дугой и в среде защитного газа.
2 й обучающийся: Почти одновременно с ним работал крупнейший изобретатель Николай
Гаврилович Славянов.
В конце 1888–1889гг. Н. Г. Славянов осуществил и внедрил электродуговую
отливку металлических изделий, разработал основы металлургии сварочного
процесса.
Обладая глубокими знаниями металлургии и электротехники, Н. Г. Славянов
разработал способ дуговой сварки металлическим электродом с защитой
сварочной зоны слоем порошкообразного вещества – флюса. Сварка под
флюсом позволила увеличить производительность процесса в 5 10 раз,
механизировать и усовершенствовать технологию производства сварных
конструкций.
3 й обучающийся:
В 1924–1935гг в основном применяли ручную сварку электродами с тонкими
ионизирующими (меловыми) покрытиями. В эти годы под руководством
академика В.
Н. Н. Бернандос предложил и произвел в 1880–1890г. г. все основные виды
сварки: плавящимся и неплавящимся электродами дугой прямого и
косвенного действия, полуавтоматическую и автоматическую, незащищенной
дугой и в среде защитного газа.
2 й обучающийся: Почти одновременно с ним работал крупнейший изобретатель Николай
Гаврилович Славянов.
В конце 1888–1889гг. Н. Г. Славянов осуществил и внедрил электродуговую
отливку металлических изделий, разработал основы металлургии сварочного
процесса.
Обладая глубокими знаниями металлургии и электротехники, Н. Г. Славянов
разработал способ дуговой сварки металлическим электродом с защитой
сварочной зоны слоем порошкообразного вещества – флюса. Сварка под
флюсом позволила увеличить производительность процесса в 5 10 раз,
механизировать и усовершенствовать технологию производства сварных
конструкций.
3 й обучающийся:
В 1924–1935гг в основном применяли ручную сварку электродами с тонкими
ионизирующими (меловыми) покрытиями. В эти годы под руководством
академика В. П. Вологодина были изготовлены первые отечественные котлы и
корпуса судов.
С 1935 1939г. г. стали применяться электроды с толстым покрытием. Для
электродных стержней использовали легированную сталь, что позволило
использовать сварку для изготовления промышленного оборудования и
строительных конструкций.
В начале пятидесятых годов Институтом электросварки им. Патона была
разработана электрошлаковая сварка, что позволило заменить литые и
кованные крупногабаритные детали сварными; заготовки стали более
транспортабельными и удобными при сборке и монтаже.
4 й обучающийся:
С 1948гг. получили промышленное применение способы ручной дуговой
сварки в инертных защитных газах: ручная сварка неплавящимся электродом,
механизированная и автоматическая неплавящимся и плавящимся
электродом.
В конце пятидесятых годов французскими учеными был разработан новый вид
электрической сварки плавлением – электронно лучевая сварка. В
1969г впервые в открытом космосе была осуществлена автоматическая сварка
и резка.
П. Вологодина были изготовлены первые отечественные котлы и
корпуса судов.
С 1935 1939г. г. стали применяться электроды с толстым покрытием. Для
электродных стержней использовали легированную сталь, что позволило
использовать сварку для изготовления промышленного оборудования и
строительных конструкций.
В начале пятидесятых годов Институтом электросварки им. Патона была
разработана электрошлаковая сварка, что позволило заменить литые и
кованные крупногабаритные детали сварными; заготовки стали более
транспортабельными и удобными при сборке и монтаже.
4 й обучающийся:
С 1948гг. получили промышленное применение способы ручной дуговой
сварки в инертных защитных газах: ручная сварка неплавящимся электродом,
механизированная и автоматическая неплавящимся и плавящимся
электродом.
В конце пятидесятых годов французскими учеными был разработан новый вид
электрической сварки плавлением – электронно лучевая сварка. В
1969г впервые в открытом космосе была осуществлена автоматическая сварка
и резка. Сообщение № 1 История профессии “Сварщик” началась с открытия русским
академиком Василием Петровым в 1802 году эффекта электрической дуги,
возникшей между двумя угольными стержнями при прохождении через них
тока. Благодаря очень высокой температуре дуги стало возможным
расплавлять металлы. Сварка производилась электрической дугой
постоянного тока, горящей между угольным электродом и металлом, с
применением присадочной проволоки. Этот способ сварки Н.Н. Бернадос
назвал “электрогефестом” в честь древнегреческого бога кузнечного дела. В
1888 году русский инженер Н.Г. Славянов усовершенствовал способ ручной
дуговой сварки, заменив угольный электрод металлическим.
Сообщение № 2 Метод неразъемного соединения деталей известен с давних
времен. Люди докрасна раскаляли края металлических прутьев и ударами
молотка соединяли их в одно целое. Этот метод сварки хорошо известен и
сегодня под названием кузнечной сварки. Предполагают, что слово “сварка”
произошло от имени славянского бога кузнечного дела Сварога.
Сообщение № 1 История профессии “Сварщик” началась с открытия русским
академиком Василием Петровым в 1802 году эффекта электрической дуги,
возникшей между двумя угольными стержнями при прохождении через них
тока. Благодаря очень высокой температуре дуги стало возможным
расплавлять металлы. Сварка производилась электрической дугой
постоянного тока, горящей между угольным электродом и металлом, с
применением присадочной проволоки. Этот способ сварки Н.Н. Бернадос
назвал “электрогефестом” в честь древнегреческого бога кузнечного дела. В
1888 году русский инженер Н.Г. Славянов усовершенствовал способ ручной
дуговой сварки, заменив угольный электрод металлическим.
Сообщение № 2 Метод неразъемного соединения деталей известен с давних
времен. Люди докрасна раскаляли края металлических прутьев и ударами
молотка соединяли их в одно целое. Этот метод сварки хорошо известен и
сегодня под названием кузнечной сварки. Предполагают, что слово “сварка”
произошло от имени славянского бога кузнечного дела Сварога. В древней
Руси сваривали кольцеобразные украшения, умели производить сварку
браслетов из стекла, а в 16 веке пушки изготавливали сваркой из отдельных
колец, выкованных из железа.
Сообщение № 3 Технологический процесс сварки развивался и в Средние
века. Примером этому служит огромная пушка Дол Грайет, созданная в 1382
году. Пушка представляла собой кованную трубу, которая была усилена
наружными металлическими обручами, присоединенными к ней с помощью
кузнечной сварки. Такой способ изготовления артиллерийских орудий
применялся во всем мире. Самые большие экземпляры таких пушек были
изготовлены в XVI веке в Индии. Вес орудий был более 50 тонн, а общая
длина — более 9 метров.
Сообщение № 4 Способ получения цельных металлических конструкций
путем сварки и пайки пришел к нам с глубокой древности. Доказательством
этому служат золотые украшения с оловянной пайкой, которые были найдены
во время раскопок в египетских пирамидах и свинцовые водопроводные
трубы с поперечным паяным швом, которые были найдены во время раскопок
в итальянском городе Помпеи.
В древней
Руси сваривали кольцеобразные украшения, умели производить сварку
браслетов из стекла, а в 16 веке пушки изготавливали сваркой из отдельных
колец, выкованных из железа.
Сообщение № 3 Технологический процесс сварки развивался и в Средние
века. Примером этому служит огромная пушка Дол Грайет, созданная в 1382
году. Пушка представляла собой кованную трубу, которая была усилена
наружными металлическими обручами, присоединенными к ней с помощью
кузнечной сварки. Такой способ изготовления артиллерийских орудий
применялся во всем мире. Самые большие экземпляры таких пушек были
изготовлены в XVI веке в Индии. Вес орудий был более 50 тонн, а общая
длина — более 9 метров.
Сообщение № 4 Способ получения цельных металлических конструкций
путем сварки и пайки пришел к нам с глубокой древности. Доказательством
этому служат золотые украшения с оловянной пайкой, которые были найдены
во время раскопок в египетских пирамидах и свинцовые водопроводные
трубы с поперечным паяным швом, которые были найдены во время раскопок
в итальянском городе Помпеи. Сообщение № 5 Большинство древних строений предусматривали наличие
мощной несущей конструкции из камня, а в качестве балок и перекладин
использовались деревянные брусья. Однако в некоторых случаях при
создании особо крупных конструкций были необходимы узлы, которые
работали на растяжение. Для их создания использовались металлические
анкера, изготовленные путем кузнечной сварки или ковки. В Венеции аркады
дворца Дожей поддерживались стальными анкерами, причем это было не
просто архитектурное излишество, а необходимость. Большинство зданий
эпохи Возрождения содержали в себе стальные сварные соединения несущих конструкций. Это было начало применения сварки как обязательного
процесса при создании различных сооружений.
Казалось бы, что может быть любопытного в таком вполне земном и
обыденном процессе, как сварка металлов? И, тем не менее, вы удивитесь,
узнав, сколько интересных фактов известно про металлы, сплав и сварку.
(Слайд № 810)
Сообщение № 6 Знаете ли вы, что наиболее высокой температурой при
сварочных работах является 5000°C? Подобный чудовищный нагрев
необходим для плавки сталей с высоким уровнем теплостойкости.
Сообщение № 5 Большинство древних строений предусматривали наличие
мощной несущей конструкции из камня, а в качестве балок и перекладин
использовались деревянные брусья. Однако в некоторых случаях при
создании особо крупных конструкций были необходимы узлы, которые
работали на растяжение. Для их создания использовались металлические
анкера, изготовленные путем кузнечной сварки или ковки. В Венеции аркады
дворца Дожей поддерживались стальными анкерами, причем это было не
просто архитектурное излишество, а необходимость. Большинство зданий
эпохи Возрождения содержали в себе стальные сварные соединения несущих конструкций. Это было начало применения сварки как обязательного
процесса при создании различных сооружений.
Казалось бы, что может быть любопытного в таком вполне земном и
обыденном процессе, как сварка металлов? И, тем не менее, вы удивитесь,
узнав, сколько интересных фактов известно про металлы, сплав и сварку.
(Слайд № 810)
Сообщение № 6 Знаете ли вы, что наиболее высокой температурой при
сварочных работах является 5000°C? Подобный чудовищный нагрев
необходим для плавки сталей с высоким уровнем теплостойкости. Сварка – это долгое и кропотливое занятие. Примером тому может послужить
колоссальная статуя РодиныМатери в Киеве, для создания которой
понадобилось больше 30ти километров сварочных швов. Общий вес статуи –
450 тонн, состоящих сплошь из цельносварного металла!
Сегодня в России имеется статуя, посвященная сварщику, и это не
удивительно, если учесть, что первый сварочный цех появился в Перми еще в
1883 году. В те далекие времена уже использовалась электрическая дуга и
плавящийся электрод для работы над соединением или разъединением двух
пластин металла.
Говоря о колоссальных сварных конструкциях, нельзя не упомянуть
знаменитую Эйфелеву башню в Париже. Это металлический монстр, как
нелестно отзывались о ней сами парижане в 1889 году, состоит из 9441 тонны
и примерно 18038 деталей великолепного сварочного железа. Высота башни
составляет 324 метра, так что на момент своей установки Эйфелева башня по
праву считалась самой высокой постройкой в мире.
Еще одним любопытным не только с точки зрения работы с металлами, но и с
точки зрения медицины фактом является то, что нельзя ни в коем случае
смотреть на сварку.
Сварка – это долгое и кропотливое занятие. Примером тому может послужить
колоссальная статуя РодиныМатери в Киеве, для создания которой
понадобилось больше 30ти километров сварочных швов. Общий вес статуи –
450 тонн, состоящих сплошь из цельносварного металла!
Сегодня в России имеется статуя, посвященная сварщику, и это не
удивительно, если учесть, что первый сварочный цех появился в Перми еще в
1883 году. В те далекие времена уже использовалась электрическая дуга и
плавящийся электрод для работы над соединением или разъединением двух
пластин металла.
Говоря о колоссальных сварных конструкциях, нельзя не упомянуть
знаменитую Эйфелеву башню в Париже. Это металлический монстр, как
нелестно отзывались о ней сами парижане в 1889 году, состоит из 9441 тонны
и примерно 18038 деталей великолепного сварочного железа. Высота башни
составляет 324 метра, так что на момент своей установки Эйфелева башня по
праву считалась самой высокой постройкой в мире.
Еще одним любопытным не только с точки зрения работы с металлами, но и с
точки зрения медицины фактом является то, что нельзя ни в коем случае
смотреть на сварку. Наверное, каждый еще в детстве слышал
предостережения от взрослых: “Не смотри на сварку, иначе ослепнешь”. И это
действительно так. Однако повреждение глазам наносит не видимый свет или
искры, а ультрафиолетовые лучи. Они оказывают разрушительное воздействие
на сетчатку глаз. Так что если долго смотреть на сварку, можно
действительно получить ожог и частично либо даже полностью лишиться
зрения. Поэтому в целях безопасности никогда не глядите на процесс сварки,
если ваши глаза не защищены специальным экраном строительной маски!
Технические профессии зачастую считают нетворческими, монотонными и
скучными. Мы с этим не согласны! В технических профессиях есть место
искусству! Посмотрите только на памятники, посвященные сварщикам. Они
не только в России, но и на Украине, в Германии и Финляндии. (Слайд № 11
22) Разработкой сварочных технологий занимались многие выдающиеся ученые.
(Слайд № 2328)
Сварка необходима как в повседневной жизни, так и при таких сложных
работах, как создание космических кораблей для запуска спутников,
кораблей, зондов и прочих объектов как на орбите, так и к далеким звездам.
Наверное, каждый еще в детстве слышал
предостережения от взрослых: “Не смотри на сварку, иначе ослепнешь”. И это
действительно так. Однако повреждение глазам наносит не видимый свет или
искры, а ультрафиолетовые лучи. Они оказывают разрушительное воздействие
на сетчатку глаз. Так что если долго смотреть на сварку, можно
действительно получить ожог и частично либо даже полностью лишиться
зрения. Поэтому в целях безопасности никогда не глядите на процесс сварки,
если ваши глаза не защищены специальным экраном строительной маски!
Технические профессии зачастую считают нетворческими, монотонными и
скучными. Мы с этим не согласны! В технических профессиях есть место
искусству! Посмотрите только на памятники, посвященные сварщикам. Они
не только в России, но и на Украине, в Германии и Финляндии. (Слайд № 11
22) Разработкой сварочных технологий занимались многие выдающиеся ученые.
(Слайд № 2328)
Сварка необходима как в повседневной жизни, так и при таких сложных
работах, как создание космических кораблей для запуска спутников,
кораблей, зондов и прочих объектов как на орбите, так и к далеким звездам. Для того, чтоб все это стало возможным, используются особые методы
сварки. Например, известно, что неокисленные металлы и сплавы в
космическом пространстве начинают слипаться.
Сообщение № 7: Сварка под водой. Во время войны использование
подводной сварки стало необходимостью. Этим методом ремонтировались
подводные части мостов и кораблей, также сварка в открытом море
применялась при аварийных и спасательных работах. В 1931 г. В Московском
электромеханическом институте инженеров железнодорожного транспорта
под руководством академика К.К. Хреновавпервые в мире была осуществлена
дуговая сварка под водой. Для этой цели были изготовлены специальные
электроды.Однако еще в 1856 г. Л.И. Шпаковский впервые провел опыто по
оплавлению дугой медных электродов, опущенных в воду. По совету Д.А.
Лачинова, получившего подводную дугу, Н.Н. Бенардос в 1887 г. Произвел
подводную резку металла. Понадобилось 45 лет, чтобы первый опят получил
научное обоснование и превратился в метод. Техника выполнения водолазом
сварщиком сварных соединений под водой более сложна, чем на воздухе.
Для того, чтоб все это стало возможным, используются особые методы
сварки. Например, известно, что неокисленные металлы и сплавы в
космическом пространстве начинают слипаться.
Сообщение № 7: Сварка под водой. Во время войны использование
подводной сварки стало необходимостью. Этим методом ремонтировались
подводные части мостов и кораблей, также сварка в открытом море
применялась при аварийных и спасательных работах. В 1931 г. В Московском
электромеханическом институте инженеров железнодорожного транспорта
под руководством академика К.К. Хреновавпервые в мире была осуществлена
дуговая сварка под водой. Для этой цели были изготовлены специальные
электроды.Однако еще в 1856 г. Л.И. Шпаковский впервые провел опыто по
оплавлению дугой медных электродов, опущенных в воду. По совету Д.А.
Лачинова, получившего подводную дугу, Н.Н. Бенардос в 1887 г. Произвел
подводную резку металла. Понадобилось 45 лет, чтобы первый опят получил
научное обоснование и превратился в метод. Техника выполнения водолазом
сварщиком сварных соединений под водой более сложна, чем на воздухе. Это
связано с плохой видимостью в воде, стесненностью, тяжелым и неудобным
для движения водолазным снаряжением, необходимостью дополнительных
затрат на преодоление течения, возможностью нарушения устойчивости
сварщика на грунте, неприспособленностью человеческого организма к работе
на больших глубинах. В связи с этим в сварных соединениях часто
наблюдаются дефекты: непровар одной из кромок, подрезы, наплывы, поры и
т.п. (Слайд № 29)
Сообщение № 8: Сварка в космосе. А 16 октября 1969 г. электрическая дуга
впервые вырвалась в космос. Впервые сварку в космосе провели на корабле
“Союз6” космонавты Георгий Степанович Шонин и Валерий Николаевич
Кубасов. С.П. Королев еще в 1965 г. высказал мысль о необходимости
проведения работ по сварке и резке в космосе. Эти процессы было
необходимо освоить в целях практических, но в то же время еще было не
известно, в какой степени отличается процесс сварки в космосе от такого же
процесса на Земле. Этот вопрос и должны были разрешить космонавты.
Это
связано с плохой видимостью в воде, стесненностью, тяжелым и неудобным
для движения водолазным снаряжением, необходимостью дополнительных
затрат на преодоление течения, возможностью нарушения устойчивости
сварщика на грунте, неприспособленностью человеческого организма к работе
на больших глубинах. В связи с этим в сварных соединениях часто
наблюдаются дефекты: непровар одной из кромок, подрезы, наплывы, поры и
т.п. (Слайд № 29)
Сообщение № 8: Сварка в космосе. А 16 октября 1969 г. электрическая дуга
впервые вырвалась в космос. Впервые сварку в космосе провели на корабле
“Союз6” космонавты Георгий Степанович Шонин и Валерий Николаевич
Кубасов. С.П. Королев еще в 1965 г. высказал мысль о необходимости
проведения работ по сварке и резке в космосе. Эти процессы было
необходимо освоить в целях практических, но в то же время еще было не
известно, в какой степени отличается процесс сварки в космосе от такого же
процесса на Земле. Этот вопрос и должны были разрешить космонавты. Было известно, что основным отличием космических условий от земных была,
конечно, прежде всего, невесомость, а также широкий интервал температур,
при которых может находиться свариваемое изделие, и глубокий вакуум при
практически неограниченной скорости диффузии газов из зоны сварки. Конечно, и возможности сварки в космосе ограничены: мешает скафандр,
кроме того, требования безопасности при проведении сварочных работ
намного выше.
(Слайд № 30)
Демонстрация фильмов “Сварка под водой”, “Сварка трением”.
Применение железа насчитывает уже много столетий, но настоящее
вторжение железа в технику произошло на рубеже XVIII и XIX вв. Говоря о
железе, стоит отметить, что это один из наиболее распространенных
элементов не только на Земле, но и во Вселенной. (Слайд № 3144)
Сообщение №9: Применение железа
В 1818 г. было спущено на воду первое железное судно «Вулкан». Спустя
четыре года, в 1822 г. между Лондоном и Парижем начал курсировать
созданный также в Англии первый железный пароход.
Первая железная дорога была введена в действие в Англии в 1825 г.
Было известно, что основным отличием космических условий от земных была,
конечно, прежде всего, невесомость, а также широкий интервал температур,
при которых может находиться свариваемое изделие, и глубокий вакуум при
практически неограниченной скорости диффузии газов из зоны сварки. Конечно, и возможности сварки в космосе ограничены: мешает скафандр,
кроме того, требования безопасности при проведении сварочных работ
намного выше.
(Слайд № 30)
Демонстрация фильмов “Сварка под водой”, “Сварка трением”.
Применение железа насчитывает уже много столетий, но настоящее
вторжение железа в технику произошло на рубеже XVIII и XIX вв. Говоря о
железе, стоит отметить, что это один из наиболее распространенных
элементов не только на Земле, но и во Вселенной. (Слайд № 3144)
Сообщение №9: Применение железа
В 1818 г. было спущено на воду первое железное судно «Вулкан». Спустя
четыре года, в 1822 г. между Лондоном и Парижем начал курсировать
созданный также в Англии первый железный пароход.
Первая железная дорога была введена в действие в Англии в 1825 г. , а в
России первая железная дорога Петербург Царское Село начала работать в
1837 г.
Железо для изготовления металлических конструкций до XVII в.
производилось в России в небольших количествах кустарным способом. В
1698 г. указом Петра I был основан первый государственный
металлургический завод в Невьянске, положивший начало промышленной
металлургии.
Железные элементы строительных конструкций в виде скреп затяжек для
восприятия распора каменных сводов начали применяться в XIIXIV вв.
(Успенский собор во Владимире, XII в.).
В XVII в. появляются первые несущие железные конструкции в виде каркасов
куполов (колокольня Иван Великий в Москве, 1600 г.) и железных стропил
(перекрытие Архангельского собора в Москве, перекрытие над трапезной
ТроицеСергиевой лавры в г. СергиевПосад).
В XVIII в. был освоен процесс литья чугуна для строительных целей и стали
внедряется чугунные несущие конструкции. Первый чугунный мост в России
был построен в 1784 г. в парке Царского Села под Петербургом, через 5 лет
после сооружения первого в мире чугунного моста через р.
, а в
России первая железная дорога Петербург Царское Село начала работать в
1837 г.
Железо для изготовления металлических конструкций до XVII в.
производилось в России в небольших количествах кустарным способом. В
1698 г. указом Петра I был основан первый государственный
металлургический завод в Невьянске, положивший начало промышленной
металлургии.
Железные элементы строительных конструкций в виде скреп затяжек для
восприятия распора каменных сводов начали применяться в XIIXIV вв.
(Успенский собор во Владимире, XII в.).
В XVII в. появляются первые несущие железные конструкции в виде каркасов
куполов (колокольня Иван Великий в Москве, 1600 г.) и железных стропил
(перекрытие Архангельского собора в Москве, перекрытие над трапезной
ТроицеСергиевой лавры в г. СергиевПосад).
В XVIII в. был освоен процесс литья чугуна для строительных целей и стали
внедряется чугунные несущие конструкции. Первый чугунный мост в России
был построен в 1784 г. в парке Царского Села под Петербургом, через 5 лет
после сооружения первого в мире чугунного моста через р. Северн в Англии.
Сварщик – профессия ответственная, почти виртуозная, от качества его
работы зависит многое – долговечность и устойчивость строительных
конструкций, работа и срок службы различной техники. Кстати, профессия
сварщика входит в десятку самых востребованных профессий на рынке труда.
Спрос на эту специальность будет всегда. В настоящее время в России можно выделить несколько уровней подготовки
сварщиков.
34 разряд сварщика присваивается после выпуска из профессионального
колледжа или окончания курсов. Такой уровень подразумевает знания об
основных видах сварки, качественное выполнение простейших типов сварки.
Как правило, сварщики 34 разряда являются профессионалами в сфере
ручной и дуговой сварки.
5 разряд сварщика позволяет проводить сварочные работы сложных узлов и
деталей, также может проводить сварку элементов, находящихся под
давлением. К ручной и дуговой сварке добавляется умение проводить сварку
под действием электронного луча. Мастер такого класса способен
самостоятельно проводить работы, связанные с многопозиционным
оборудованием, а также может предложить услуги по сварке вакуумно
плотных соединений.
Северн в Англии.
Сварщик – профессия ответственная, почти виртуозная, от качества его
работы зависит многое – долговечность и устойчивость строительных
конструкций, работа и срок службы различной техники. Кстати, профессия
сварщика входит в десятку самых востребованных профессий на рынке труда.
Спрос на эту специальность будет всегда. В настоящее время в России можно выделить несколько уровней подготовки
сварщиков.
34 разряд сварщика присваивается после выпуска из профессионального
колледжа или окончания курсов. Такой уровень подразумевает знания об
основных видах сварки, качественное выполнение простейших типов сварки.
Как правило, сварщики 34 разряда являются профессионалами в сфере
ручной и дуговой сварки.
5 разряд сварщика позволяет проводить сварочные работы сложных узлов и
деталей, также может проводить сварку элементов, находящихся под
давлением. К ручной и дуговой сварке добавляется умение проводить сварку
под действием электронного луча. Мастер такого класса способен
самостоятельно проводить работы, связанные с многопозиционным
оборудованием, а также может предложить услуги по сварке вакуумно
плотных соединений. 6 разряд сварщика позволяет сварщику выполнять любые виды работ с газо
и нефтепроводами, самостоятельно справляться с деталями и сварочными
работами любой сложности. 6 разряд – это гарантия высочайшего класса
профессионализма и мастерства.
Есть сварщики, убежденные в том, что в деле практика – все, теория – ничто.
Но если всетаки чтото делать, надо знать, что делать, зачем делать
и как делать.
Тестовое задание
Работа выполняется на листочках в клетку.
1. На доске – условные обозначения: ? Да; ? Нет; — Не знаю
2. Воспитатель читает следующие утверждения. Обучающиеся либо
соглашаются, либо нет. Если не знают верного ответа, рисуют
соответствующий знак (горизонтальную линию)
3. У обучающихся на листочках появляется рисунок: (Приложение 2)
4. Самая высокая температура при сварочных работах является 1 тыс. °С
(нет) 5000°С
5. Первый сварочный цех появился в Перми еще в 1883 года (да)
6. Высота Эйфелевой башни в Париже составляет 324 метра, так что на
момент своей установки башня по праву считалось самой высокой
постройкой в мире (9441 тонна и примерно 18. 038 деталей сварочного
железа) (да) 7. Алюминий – это один из наиболее распространенных элементов не
только на Земле, но и во Вселенной (нет) (железо)
8. Если долго смотреть на сварку, можно действительно получить ожог и
частично, либо даже полностью лишиться зрения (да) (маска)
9. 34 разряд сварщика позволяет проводить сварочные работы под водой
(нет)
10.Лука Иванович Борчанинов – рабочий, один из первых сварщиков в
России (да)
11.Евгений Оскарович Патон – выдающийся советский инженер и ученый в
области сварки и мостостроения. Внес значительный вклад в
наращивание выпуска танков “Т – 34” в годы войны (да)
12.Валерий Николаевич Кубасов – советский космонавт, первым в мире
провел сварочные работы в космосе (да)
13.Первая железная дорога была введена в действие в Англии в 1996 году
(нет) (в 1825 году , а в России Петербург – Царское село в 1837 год)
Конкурсы (Приложение 3, Приложение 4)
1. Рабочее место сварщика, оборудованное всем необходимым (пост) 2.
Темное стекло на сварочной маске (светофильтр) 3.
6 разряд сварщика позволяет сварщику выполнять любые виды работ с газо
и нефтепроводами, самостоятельно справляться с деталями и сварочными
работами любой сложности. 6 разряд – это гарантия высочайшего класса
профессионализма и мастерства.
Есть сварщики, убежденные в том, что в деле практика – все, теория – ничто.
Но если всетаки чтото делать, надо знать, что делать, зачем делать
и как делать.
Тестовое задание
Работа выполняется на листочках в клетку.
1. На доске – условные обозначения: ? Да; ? Нет; — Не знаю
2. Воспитатель читает следующие утверждения. Обучающиеся либо
соглашаются, либо нет. Если не знают верного ответа, рисуют
соответствующий знак (горизонтальную линию)
3. У обучающихся на листочках появляется рисунок: (Приложение 2)
4. Самая высокая температура при сварочных работах является 1 тыс. °С
(нет) 5000°С
5. Первый сварочный цех появился в Перми еще в 1883 года (да)
6. Высота Эйфелевой башни в Париже составляет 324 метра, так что на
момент своей установки башня по праву считалось самой высокой
постройкой в мире (9441 тонна и примерно 18. 038 деталей сварочного
железа) (да) 7. Алюминий – это один из наиболее распространенных элементов не
только на Земле, но и во Вселенной (нет) (железо)
8. Если долго смотреть на сварку, можно действительно получить ожог и
частично, либо даже полностью лишиться зрения (да) (маска)
9. 34 разряд сварщика позволяет проводить сварочные работы под водой
(нет)
10.Лука Иванович Борчанинов – рабочий, один из первых сварщиков в
России (да)
11.Евгений Оскарович Патон – выдающийся советский инженер и ученый в
области сварки и мостостроения. Внес значительный вклад в
наращивание выпуска танков “Т – 34” в годы войны (да)
12.Валерий Николаевич Кубасов – советский космонавт, первым в мире
провел сварочные работы в космосе (да)
13.Первая железная дорога была введена в действие в Англии в 1996 году
(нет) (в 1825 году , а в России Петербург – Царское село в 1837 год)
Конкурсы (Приложение 3, Приложение 4)
1. Рабочее место сварщика, оборудованное всем необходимым (пост) 2.
Темное стекло на сварочной маске (светофильтр) 3. Отрицательно заряженная
часть дуги (катод) 4. Сплав меди и цинка (латунь) 5. В чем измеряется
напряжение (Вольты) 6. Остро заточенный металлический стержень для
разметки (чертилка) 7. Самый активный химический элемент таблицы
Менделеева (кислород) 8. Оборудование для хранения сжатых газов (баллон)
9. Самый короткий сварочный шов (прихватка) 10. Шов в жидком состоянии
(ванна) 11. Самый твердый и хрупкий железоуглеродистый сплав (чугун) 12.
Принадлежность для защиты тела сварщика (спецодежда) 13. Реакция
взаимодействия металла и кислорода (окисление) 14. Служит для защиты
головы от падающих предметов (каска) 15. Применяют для проверки
вертикальности швов (отвес) 16. Изменение формы металла под воздействием
внешних воздействий (деформация) 17. Расстояние между кромками металла
(зазор) 18. Самый электропроводный технический металл (медь) 19.Короткий
электрический разряд между электродом и изделием (дуга) 20. Направленное
движение заряженных частиц (ток) 21. Материал для съемного ограждения
поста (брезент) 22.
Отрицательно заряженная
часть дуги (катод) 4. Сплав меди и цинка (латунь) 5. В чем измеряется
напряжение (Вольты) 6. Остро заточенный металлический стержень для
разметки (чертилка) 7. Самый активный химический элемент таблицы
Менделеева (кислород) 8. Оборудование для хранения сжатых газов (баллон)
9. Самый короткий сварочный шов (прихватка) 10. Шов в жидком состоянии
(ванна) 11. Самый твердый и хрупкий железоуглеродистый сплав (чугун) 12.
Принадлежность для защиты тела сварщика (спецодежда) 13. Реакция
взаимодействия металла и кислорода (окисление) 14. Служит для защиты
головы от падающих предметов (каска) 15. Применяют для проверки
вертикальности швов (отвес) 16. Изменение формы металла под воздействием
внешних воздействий (деформация) 17. Расстояние между кромками металла
(зазор) 18. Самый электропроводный технический металл (медь) 19.Короткий
электрический разряд между электродом и изделием (дуга) 20. Направленное
движение заряженных частиц (ток) 21. Материал для съемного ограждения
поста (брезент) 22. В чем измеряется сила тока (Апмер) 23. Нужен для
закрепления электрода (электрододержатель) 24. Очень легкий цветной металл (алюминий) 25. Металлический стержень с обмазкой (электрод) 26.
Операция по выравниванию металла (правка) 27. Самый тяжелый технический
металл, с большой плотностью (свинец) 28. Автор открытия явления дуги
(Петров) 29. Напряжение промышленной сети (220380 В) 30.
Порошкообразный материал для защиты шва
В чем измеряется сила тока (Апмер) 23. Нужен для
закрепления электрода (электрододержатель) 24. Очень легкий цветной металл (алюминий) 25. Металлический стержень с обмазкой (электрод) 26.
Операция по выравниванию металла (правка) 27. Самый тяжелый технический
металл, с большой плотностью (свинец) 28. Автор открытия явления дуги
(Петров) 29. Напряжение промышленной сети (220380 В) 30.
Порошкообразный материал для защиты шва
Сколько дюймов сварщик может сваривать в день? — Welders Lab
В недавней статье я говорил о том, как определить, сколько вы должны взимать почасовую оплату для вашего сварочного бизнеса. Это всего лишь один способ определения цены на ваши услуги для вашего бизнеса, но есть и другой способ — взимать плату за количество сварных дюймов. Вопрос в том, сколько дюймов сварщик может сваривать за день?
Сварщики могут в среднем делать от 100 до 200 дюймов сварного шва в день. Однако все это зависит от времени настройки, времени подготовки, типа выполняемой вами работы, технического обслуживания машины, времени простоя на охлаждение и любых доработок, которые вам, возможно, придется выполнить.
Тем не менее, в своем магазине я обнаружил, что могу намного превзойти эти цифры, если у меня все настроено правильно, но когда вы усредняете дни, вы в лучшем случае смотрите только от 100 до 200 дюймов.
В статье ниже я расскажу, как отслеживать количество дюймов, которые вы можете сваривать, и сколько взимать за каждый дюйм.
Сколько дюймов можно сварить за один день?
Важно не только измерять сварку в дюймах в день, но и получать общую оценку.Лучше всего это сделать, записав, сколько дюймов вы свариваете за неделю или за 2 недели, если возможно, месяц или дольше идеально.
Таким образом вы сможете убрать многие факторы, которые дадут вам неточную оценку. Вот некоторые вещи, которые дадут вам неверную оценку:
- Время настройки
- Время подготовки
- Техническое обслуживание машины
- Время охлаждения
- Повторная работа
Возможно, это займет месяц или дольше, чтобы получить точную оценку того, сколько дюймов вы или ваши сотрудники можете сваривать. Это хорошо.
Это хорошо.
Таким образом можно получить гораздо более точное число, чем если бы вы просто основывали его на одном или нескольких днях. Есть много причин, чтобы распределить это на большее количество времени, например:
- Более точное измерение
- Учет внешних факторов
- Это даст вам среднее количество дюймов в день
- Сварка 500 дюймов на один день, но только 100 в течение следующих 3 дней
- Различия между новичками и опытными сварщиками
- Время на подготовку
Есть вещи, которые вы можете сделать, чтобы сделать этот процесс проще и точнее.
Вы хотите, чтобы это было как можно более точным, чтобы при подаче заявки или заявке на будущие вакансии вы могли делать это с уверенностью, что принимаете правильное решение. Вот некоторые из этих вещей, которые могут помочь вам достичь такой точности:
- Создание электронных таблиц
- Попросите сотрудников отслеживать свои дюймы в день
- Отслеживайте количество дюймов в день, каждый день
- Позаботьтесь о подготовительной работе накануне
- Добавление AI Сварщики
Зачем измерять сварные швы в дюймах в день
Есть много причин измерять сварку в дюймах в день. Со временем это самый точный способ узнать, сколько сварочных работ вы или ваши сотрудники можете выполнить за один день.
Со временем это самый точный способ узнать, сколько сварочных работ вы или ваши сотрудники можете выполнить за один день.
Эта информация позволит вам правильно подавать заявки или подавать заявки на вакансии в зависимости от того, сколько времени у вас уйдет на выполнение всей работы. Вот некоторые из причин:
- Это отраслевой стандарт измерения
- Самый точный способ узнать, сколько времени займет конкретная работа
- Знать, сколько делает один сварщик по сравнению с другим
- Вы можете указать точную цену за любая работа
- Оцените, сколько различных заданий вы можете выполнить в месяц или год
Знание, сколько нужно платить за данную работу, жизненно важно для любого бизнеса.Чтобы принять это решение, вы должны располагать самой точной доступной информацией.
Ваши накладные расходы — это сумма денег, необходимая вам для ведения бизнеса в целом или в расчете на каждого сварщика.
Простое математическое уравнение, включающее накладные расходы вашего предприятия на сварщика, разделенные на количество дюймов, которые вы или ваш сотрудник можете сваривать в день, даст вам отличное базовое число, на котором основывается сумма оплаты. Используйте это уравнение:
Используйте это уравнение:
Часовая ставка Умножить на Количество отработанных часов Разделить на количество сваренных в этот день дюймов [час X hw / iw]
Если сварщик делает 200 дюймов в день, и ваши накладные расходы Стоимость составляет 50 долларов в час, умноженные на 8 часов, то есть 400 долларов, разделенных на 200 дюймов, вы бы заплатили 2 доллара.00 на каждый дюйм сварки.
Это уравнение может стать отличной отправной точкой для любого сварочного бизнеса.
Важно точно знать, каковы ваши затраты, поскольку они должны иметь фактор, определяющий, сколько вы взимаете за каждый день, каждую работу или каждый проект.
Сначала вы должны покрыть свои накладные расходы, которые включают, но не ограничиваются:
- Стоимость строительства
- Заработная плата сварщика
- Счета за электроэнергию
- Расходные материалы
- Страхование
- Новые продукты
Это также даст вам лучший способ определить, сколько времени займет конкретная работа, если вы знаете, сколько дюймов занимает общая работа, и сколько дюймов вы или ваш сотрудник можете сваривать в день. Простое уравнение, приведенное ниже, дает пример того, как это можно судить:
Простое уравнение, приведенное ниже, дает пример того, как это можно судить:
Если для работы требуется сварка 1000 дюймов по цене 2 доллара за дюйм, то сварка будет стоить примерно 2000 долларов или 60 часов труда.
Количество дюймов, которое может сваривать каждый сварщик, будет меняться в зависимости от ряда факторов. Некоторые из этих факторов включают, но не ограничиваются:
- Уровень их опыта в области сварки
- Размер конкретного проекта
- Длинные и прямые сварные швы
- Сколько потребуется времени на подготовку и простой задействовано
Чтобы получить максимальное количество дюймов, сваренных за день, постарайтесь минимизировать время, в течение которого каждый сварщик не работает.
Хотя это может означать наем большего количества сотрудников по более низкой заработной плате для выполнения работы по настройке, это часто может означать более высокую норму прибыли в долгосрочной перспективе.
Время, которое сварщик может потратить на подготовку к своей работе, очевидно, сократит время, которое он тратит на сварку.
Вот почему важно получать оценки за больший промежуток времени, а не только за один или два дня. Если вы занимаетесь производством в стиле производственной линии, это значительно упростит процесс.
Однако большинство сварочных компаний устроено иначе, с постоянно меняющимися видами проектов.
Проблемы с измерением дюймов при сварке
Несмотря на то, что это промышленный стандарт, с ним связаны некоторые проблемы. Даже с проблемами, которые могут возникнуть при измерении вашей работы сантиметром, это по-прежнему лучший способ оценить, сколько работы вы можете выполнить за один день.
Статья по теме: Сколько следует платить за сварку в час
Вот некоторые проблемы, возникающие при измерении сварных швов в дюймах:
- Количество сварных швов меняется день ото дня
- Время простоя для подготовки работа
- Нелинейная сварка занимает больше времени, чем прямая сварка
- Возможность доработки или ремонта
Хотя измерение сварных швов в дюймах является стандартом в сварочной отрасли, многие компании предпочитают предлагать свои работы другими способами.
Часто знание того, сколько дюймов вы можете сварить за один день, — это просто основа для определения того, сколько будет взиматься плата за конкретный проект или работу. Это также будет во многом зависеть от ваших возможностей. Например, но не ограничиваясь:
- Количество работающих сварщиков
- Объем доступной площади
- Сколько сотрудников доступно?
- Должны ли сварщики сами проводить подготовительные работы?
- Можно ли сократить простои сварщика до минимума?
Существуют различные варианты оплаты вашей работы.Это будет зависеть от возможностей, которые мы обсуждали в последнем разделе. Вот несколько различных способов оплаты вашей работы:
- По часам
- По проектам
- По частям
- Гибкие цены в зависимости от смены работы
- За сварщика
В заключение, все то, что мы обсуждали, повлияет на то, сколько дюймов в день вы сможете сваривать. Важно принять во внимание как можно больше, чтобы вы могли получить точное измерение.
Вкратце, вот несколько важных моментов, которые следует запомнить:
- Основывайте информацию по неделям, а не по дням
- Количество времени на подготовку каждой детали
- Уровень опыта каждого сварщика
- Минимизируйте время простоя сварщиков
- Линейная или нелинейная сварка
Справочник — Расчеты
6 Сварка Инструкции по ведомости затрат на металлы помочь вам количественно оценить вашу конкретную стоимость наплавленного металла сварного шва, ЭСАБ разработал ведомость затрат на металл сварного шва.Инструкции помогут вам рассчитать конкретную стоимость наплавки металла шва. сравнивая это к альтернативным методам или продукту. 1. Укажите Полное описание предлагаемых и представленных продуктов в (1) и (2). 2. Закрепите следующие информацию для формул (3), и запишите данные в соответствующие поля в поле Предлагаемый метод и столбцы настоящего метода (4). А. Труд и накладные расходы фактические оплата труда и накладные расходы вашего клиента. Если эта цифра неизвестна, выберите
разумная ставка за
ваш район. Этот рисунок будет одинаковым в столбцах предлагаемого и настоящего метода.
Б. Скорость осаждения в фунтах
В час Отложение
скорость — это фактический вес наплавленного металла, который можно наплавить за один час при
данная сварка
ток при 100% рабочем коэффициенте. Другими словами, это количество наплавленного металла.
что могло быть
осаждался за один час, если сварщик мог вести сварку в течение целого часа без остановки.C. Эксплуатационный коэффициент
Коэффициент использования — это процент
рабочего дня сварщика, фактически затраченного на сварку. Это
время дуги, деленное на общее количество часов
сработало, умноженное на 100 и выраженное в процентах.
30% (0,30) рабочий
Фактор означает, что фактически сварка тратится только на 30% рабочего дня сварщика.
Если покупатель
коэффициент использования неизвестен, предположим, что коэффициент использования 30% для SMAW и 45%
коэффициент срабатывания полуавтомата
GMAW и FCAW.
Если эта цифра неизвестна, выберите
разумная ставка за
ваш район. Этот рисунок будет одинаковым в столбцах предлагаемого и настоящего метода.
Б. Скорость осаждения в фунтах
В час Отложение
скорость — это фактический вес наплавленного металла, который можно наплавить за один час при
данная сварка
ток при 100% рабочем коэффициенте. Другими словами, это количество наплавленного металла.
что могло быть
осаждался за один час, если сварщик мог вести сварку в течение целого часа без остановки.C. Эксплуатационный коэффициент
Коэффициент использования — это процент
рабочего дня сварщика, фактически затраченного на сварку. Это
время дуги, деленное на общее количество часов
сработало, умноженное на 100 и выраженное в процентах.
30% (0,30) рабочий
Фактор означает, что фактически сварка тратится только на 30% рабочего дня сварщика.
Если покупатель
коэффициент использования неизвестен, предположим, что коэффициент использования 30% для SMAW и 45%
коэффициент срабатывания полуавтомата
GMAW и FCAW. Для автоматических GMAW и FCAW рабочий
можно принять коэффициент от 60% до 80%. D. Электрод
Стоимость за фунт Выбрать
диапазон цен количества, в котором покупатель теперь покупает присадочный металл.
Если неизвестно, выберите
ценовой диапазон, который вы считаете подходящим и используйте как для настоящего, так и для предлагаемого
расчеты. Продолжение
на следующей странице … ]]>
Для автоматических GMAW и FCAW рабочий
можно принять коэффициент от 60% до 80%. D. Электрод
Стоимость за фунт Выбрать
диапазон цен количества, в котором покупатель теперь покупает присадочный металл.
Если неизвестно, выберите
ценовой диапазон, который вы считаете подходящим и используйте как для настоящего, так и для предлагаемого
расчеты. Продолжение
на следующей странице … ]]>Человеко-часы на сварку труб
- Категория: Трубопроводы
- Число обращений: 23937
Человеко-часы для оценки возведения технологических или химических заводов
| Описание | 9 Человеко-часыУстановка | ||||||
|---|---|---|---|---|---|---|---|
| Человеко-часы на сварку труб | |||||||
| Сварка встык | 0.000 | mhr / ea | |||||
| Угловой шов | 0,000 | mhr / ea | |||||
| Mittre weld | 0,000 | mhr / ea | |||||
| Усиливающее кольцо | 0,000 | mhr / ea | |||||
| Olet weld | 0,000 | mhr / ea | |||||
| Обрезка трубы при изменении | 0. 000 000 | мч / шт. | |||||
| Трудозатраты на установку труб | |||||||
| Монтаж трубы на заводе (ISBL) | 0,000 | мч / м | |||||
| Установка шпал на трубу (OSBL) | 0,000 | мч / м | |||||
| Человеко-часы на монтаж фитингов и клапанов | |||||||
| Фитинг с 1 концом (фланцы, соединения внахлест, заглушки и т. Д.) | 0.000 | mhr / ea | |||||
| Фитинг с 2 концами (отводы, переходники, угловые отводы, переходники) | 0,000 | mhr / ea | |||||
| Фитинг с 3 концами (тройники и тройники) | 0,000 | mhr / ea | |||||
| Фланцевое соединение 150 #, PN 10-16 | 0,000 | mhr / ea | |||||
| Фланцевое соединение 300 #, PN 25-40 | 0,000 | mhr / ea | 0. 000 000 | mhr / ea | |||
| Фланцевое соединение 1500 # -2500 #, PN 250-320 | 0,000 | mhr / ea | |||||
| Глухая заглушка, глухой фланец, лопатка | 0,000 | mhr | |||||
| Гибка трубы | 0,000 | mhr / ea | |||||
| Нарезка резьбы | 0,000 | mhr / ea | |||||
| Резьбовое соединение | 0,000 | 9025 9025 9025 9025 | 9025 9025 | 9025 | 9025 9025 9025 №, ПН 10-16 | 0.000 | mhr / ea |
| Установка клапана 300 #, PN 25-40 | 0,000 | mhr / ea | |||||
| Установка клапана 600 # — 900 #, PN 64-160 | 0,000 | mhr / ea | |||||
| Установка клапана 1500 # — 2500 #, PN 250-320 | 0,000 | mhr / ea | |||||
| Установка клапана, вкл. привод | 0,000 | мч / шт | |||||
| Испытание давлением: гидростатическое / пневматическое | 0. 000 000 | mhr / ea | |||||
Единицы рабочего времени включают резку, снятие фаски и сварку.
Единицы рабочего времени для сварки на месте. Для сварного отсека умножьте стандартные единицы на 80%.
При правильном и добросовестном применении этих строительных норм и человеко-часов для подготовки сметы оценщик рассчитает почасовые потребности во времени, то есть человеко-часы, необходимые для возведения. В человеко-часах (м-час) не учитываются какие-либо конкретные условия или ПРОЦЕНТЫ ЭФФЕКТИВНОСТИ ПРОИЗВОДИТЕЛЬНОСТИ (PEP, Leistungsfähigkeit — Prozentsatz)
В вышеупомянутых формулах не предусмотрены надбавки / затраты на поддержку трубопроводов, рентгеновское просвечивание, краны , опрессовка, травление, пассивация труб из нержавеющей стали и работа на высоте
Регулировка трудоемкости сплава
Группы классификации материалов
| ТРУДОВЫЕ ОПЕРАЦИИ | 1 | 2 | 3 | 4 5 | 6 | 7 | 8 | 9 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ОТВОДЫ | 1. 25 25 | 1,25 | 1,25 | 1,25 | 1,25 | 1,25 | 2,75 | 1,75 | 1,25 | |||
| WELDS | 1,5 | 9025 9025 1,125 | 1,5 | 1,75 | 1,5 | 1,75 9025 2,75 | 2,75 | 2,75 | ||||
| МЕСТНОЕ СНИЖЕНИЕ НАПРЯЖЕНИЙ | 1,25 | 1,25 | 1,25 | — | — | — | — | —— | — —1 | ГРУППА 4 | ГРУППА 8 | |
| ASTM A335-P1 | .50% Moly | Нержавеющая сталь | Нержавеющая сталь — типы 317, 321, 347 | |||||||||
| ASTM A335-P2 | . 50- .70% хром | Типы 304, 309, 310, 316, дуплекс | Медь -Никель | |||||||||
| ASTM A335-P12 | 85–1,10% хром | (включая марки «L» и «H») | Монель | |||||||||
| ASTM A335-P11 | 1,05–1,45% хром | Инконель | ||||||||||
| ASTM A335-P3 | 1. 50-2,00% Хром 50-2,00% Хром | ГРУППА 5 | Инколой | |||||||||
| Медь и латунь | Сплав 20 | |||||||||||
| ГРУППА 2 | 9035 PF24 | л. 75-2,25% Хром | ГРУППА 6 | |||||||||
| ASTM A335-P22 | 2,00-2,50% Хром | Низкотемпературная углеродистая сталь (см. Примечание 5) | ГРУППА 9 | |||||||||
| ASTMA335 П21 | 2.75-3,25% Хром | ASTM A333 Gr. 1 (см. Примечание 6) | Алюминий | |||||||||
| ASTM A335-P5.b.c | 4,00-6,00% хром | ASTM A333 Gr. 4 | ||||||||||
| ASTM A333 Gr. 9 (см. Примечание 6) | ||||||||||||
| ГРУППА 3 | ||||||||||||
| ASTM A335-P7 | 6,00-8,00% Хром | ГРУППА 7 | 8.00-10,00% Хром | Хастеллой | ||||||||
| Ферритные хромы | 10,00-15,00% Хром | Титан | ||||||||||
| ASTM A333 Gr. 3 | 3,50% никеля | 99% никеля |
ПРИМЕЧАНИЯ ПО РЕГУЛИРОВКЕ СПЛАВНОГО МАТЕРИАЛА
1. Примените соответствующий множитель, указанный выше, к соответствующей рабочей операции из углеродистой стали.
2. Указанные выше настройки применимы ко всем толщинам стенок.
3. Содержание молибдена в сплавах, отнесенных к 1–3 группам включительно, не должно превышать 1%.
4. Необходимо изучить поправки на сплавы, отличные от перечисленных выше. Проконсультируйтесь с ведущим инженером по трубопроводам.
5. Низкотемпературная углеродистая сталь типа ASTM-A333 Gr. 6 является стандартным материалом из углеродистой стали, и поправки на сплав не применяются.
6. Если можно использовать стандартные процедуры сварки углеродистой стали и присадочный металл, поправки на сплав не будут применяться к низкотемпературной углеродистой стали типа ASTM A333 Gr.1 и ASTM A333 Gr. 9. Проконсультируйтесь с ведущим инженером по трубопроводам.
Как оценивать ваши сварочные работы — Обновлено в 2021 году
0Последнее обновление
Сварка — полезное практическое занятие в строительстве, развитии инфраструктуры и производстве труб. Сварщики могут получать проекты от государственных организаций, частных домовладельцев или корпораций. У начинающих сварщиков часто возникают проблемы с расчетом стоимости сварочных работ. Ведь все проекты разные и зависят от нескольких факторов.
Быстрый ответ заключается в том, что ваша цена должна охватывать два элемента. Во-первых, он должен покрыть все необходимые расходы, с которыми вы столкнетесь в рамках проекта, такие как износ сварочного оборудования, транспортировка, топливо и многое другое.
Дополнительно вы должны добавить почасовую ставку для ваших услуг. Для начинающих сварщиков в среднем 15–20 долларов в час. Более низкая цена — это хорошо, если вы только начинаете и вам нужен опыт.
Если у вас есть несколько лет опыта, вы можете начать взимать от 20 до 30 долларов в час.По мере того, как вы набираетесь опыта, ставка повышается.
Вот несколько шагов, которые необходимо предпринять при расчете стоимости сварочных работ.
Расценки на сварочные работы: что нужно делать
Определите размер и масштаб проекта
Если у вас большой проект, может быть сложно определить точное количество часов. Вы можете рассчитать стоимость в днях.
Более крупные проекты на месте обычно хорошо оплачиваются. Они предлагают гарантированный доход на пару дней и гарантируют, что вы будете заняты.В связи с этим вы должны нацеливаться на них. Кроме того, вы можете договориться о снижении общей оценки стоимости.
Кредит изображения: Pixabay
Необходимое количество припасов
Самые высокие затраты в сварочных проектах связаны с материалами. Зачастую они стоят дороже, чем затраты на рабочую силу, и являются важным фактором при расчете стоимости сварочных работ.
Когда дело доходит до покупки материалов, многие клиенты предпочитают доверить их профессионалам. Как опытный сварщик, они зависят от вас, чтобы купить достаточное количество материала для выполнения работы, но не в избытке, чтобы он превратился в отходы.
Выставление цены напрямую клиенту для оплаты является обычной практикой для сварочных материалов. Это избавляет вас от необходимости платить за что-либо и гарантирует, что все будет понятно в интересах клиента. Если вы согласны взять на себя расходы на материалы для всего проекта, добавьте их к общему счету.
Чугун, алюминий и нержавеющая сталь — наиболее часто используемые металлы. Обычно нержавеющая сталь — самый недорогой выбор. Из нержавеющей стали можно построить нержавеющие конструкции высочайшего качества.Алюминий и чугун стоят дороже и могут составить большую стоимость проекта.
Поэтому убедитесь, что вы создаете бюджет для сварочных работ в зависимости от того, что подойдет для проекта. Другие материалы, которые вам потребуются, — это аноды для дуги и провода. Вам может потребоваться больше или меньше этих материалов в зависимости от размера проекта.
Вам может потребоваться больше или меньше этих материалов в зависимости от размера проекта.
Наконец, вам также потребуются баллоны с защитным газом для дуги и сварки. Убедитесь, что вы включили их в общую стоимость, так как они могут быть дополнительными.
Кредит изображения: Pixabay
Фиксированные накладные расходы
При расчете стоимости сварочных работ используются фиксированные затраты независимо от типа вашего проекта. Большинство начинающих сварщиков склонны пренебрегать фиксированными затратами при вычислениях. Это приводит к неправильной оценке отдельных задач.
Для начала давайте разберемся с накладными расходами. Если вы работаете в качестве автономного подрядчика по сварке, вам следовало арендовать здание под мастерскую. У вас должна быть годовая лицензия на работу сварщиком, а также страхование гражданской ответственности и здоровья.
Возможно, у вас есть коммунальные услуги, а также вы платите за систему безопасности своего дома.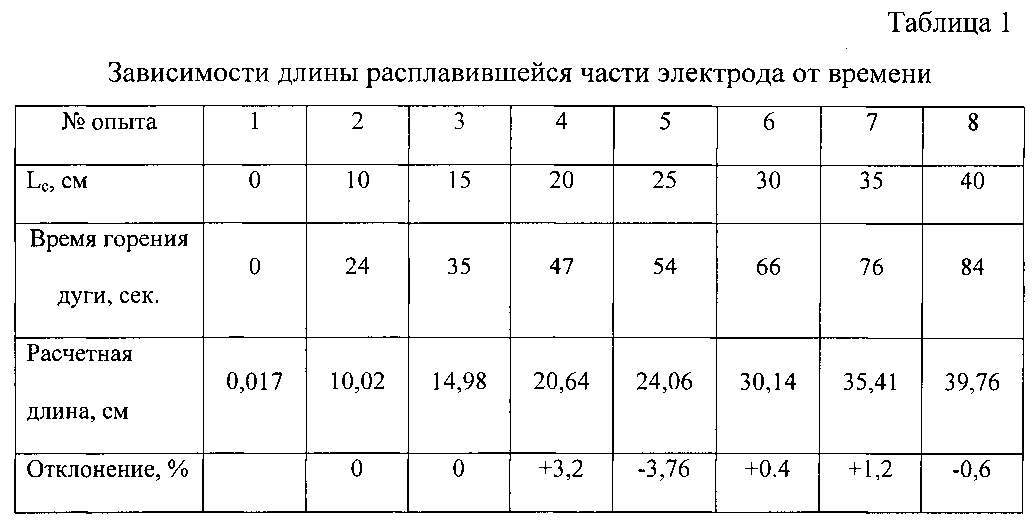 При этом ваше сварочное оборудование изнашивается, что приводит к его износу. Все эти затраты, включая страхование, безопасность, лицензирование, коммунальные услуги, аренду и обесценивание оборудования, являются накладными расходами.
При этом ваше сварочное оборудование изнашивается, что приводит к его износу. Все эти затраты, включая страхование, безопасность, лицензирование, коммунальные услуги, аренду и обесценивание оборудования, являются накладными расходами.
Независимо от того, один у вас проект или сотня, за них нужно платить. Многие начинающие сварщики пренебрегают этими затратами и не принимают их во внимание. Вы должны оплачивать накладные расходы из общего дохода.
Распределение накладных расходов по каждому проекту требует времени и довольно сложно. У вас должно быть посредственное понимание принципов бухгалтерского учета и затрат на деятельность.
Тем не менее, если вы воспользуетесь этим методом, ваши проекты возьмут на себя часть ваших накладных расходов. Таким образом, ваши фактические расходы будут определяться вашими тарифными планами.
Кредит изображения: Pixabay
Ваша производительность и опыт
Новые сварщики находятся в процессе приобретения опыта и обучения профессии, поэтому их сварочные работы устанавливаются по более низкой цене. Речь идет, скорее, о частой работе над повышением квалификации с помощью различных типов проектов и подходов к сварке. Кроме того, они кажутся постепенными и не обладают необходимыми навыками.
Речь идет, скорее, о частой работе над повышением квалификации с помощью различных типов проектов и подходов к сварке. Кроме того, они кажутся постепенными и не обладают необходимыми навыками.
По этой причине многие начинающие сварщики соглашаются работать с меньшими затратами. Для сравнения, опытные сварщики будут выполнять больше работы одновременно, как новые профессиональные сварщики. Их расходы высоки, потому что они более производительны и выполняют сварные швы с большей точностью.
Последние мысли
Ваша цена сварочных работ зависит от вашего опыта, объема работ, которые вы можете выполнить, и от вашего местоположения.Хотя многие сварщики предпочитают вступать в профсоюзы для постоянной работы, другие сварщики предпочитают заниматься своими делами.
Если вы хотите присоединиться к торговле, но хотите работать со своим сервисом, вам необходимо знать, как устанавливать цену на сварочные работы. Так вы не запутаетесь.
Изображение предоставлено: Matee Nuserm, Shutterstock
(PDF) Оценка и сравнение стоимости сварки MIG & MAG для низкоуглеродистой стали
Труды Национальной конференции «ПОСЛЕДНИЕ ДОСТИЖЕНИЯ В ПРОИЗВОДСТВЕ И ТЕХНОЛОГИИ»
10-11 января 2011 г.
59
Сравнить экономические преимущества
конкурирующих сварочных процессов
Между MIG и MAG, как будто стоимость
, оцененная здесь, низкая, но если эта стоимость должна составлять
, оцененная для промышленности, где выполняется сварка в течение всего дня
, чем эта разница станет большим.
MAG — лучший, наиболее применимый и дешевый процесс
для практических работ. Большинство малых предприятий масштаба
используют этот процесс. Это исследование
может помочь этим отраслям в оценке затрат
на сварку их деталей в виде валика
Геометрия этого материала
[8].
Литература: —
[1] Берлиоз, М .; Martin, P .; Tichkiewitch, S.
1998, «Быстрый и надежный инструмент оценки стоимости
горячих штампованных деталей», 2-я Международная конференция
по комплексному проектированию и производству в
Машиностроение, IDMME ‘Compiègne
Франция, 27 мая -29; 985-992.
[2] A. JIMENEZ, 1995, «Метод
paramétrique-statistique: application aux pièces
usinées», Journal Travail et Méthodes № 522;
с. 19-25.
[3] Bouaziz, Z .; Бен Юнес, Дж .; Zghal, 2002.
«Быстрый и надежный инструмент для оценки
пластиковых форм для выдувания», Международный журнал
передовых производственных технологий, № 20,
, стр. 545-550.
[4] Shebab, E .; Абдалла, Х., 2002. «Интеллектуальная система на основе знаний
для моделирования затрат на продукцию
», Международный журнал
по передовым производственным технологиям, № 19,
49-65.
[5] Jong-Yun, J., 2002. «Оценка производственных затрат
для обработанных деталей на основе
производственных характеристик», Journal of Intelligent
Manufacturing, №13, 227-238.
[6] Бен-Арие, Д., 2000. «Система оценки стоимости
для обработанных деталей», Международный журнал
по производственным исследованиям, №17, 4481-
4494.
[7] Ou-Yang, C .; Лин, Т.С., 1997. «Разработка
и интегрированной платформы для функциональной
оценки затрат на раннем этапе производства»,
Международный журнал передовых технологий производства
, №13, 618-629.
[8] Сунил Кумар, П., 2010, «Сравнительное исследование
MIG и MAG по основам геометрии валика»,
2-я Международная конференция по производству и
Промышленное проектирование.
[9] Дж.П. Ганджигаттиа, Дилип Кумар Пратихар, a,
и А. Рой Чоудхурья, 2007, «Глобальный кластерный регрессионный анализ по сравнению с
для прогнозирования геометрии
валика в процессе сварки MIG»,
Journal of Materials Processing Technology ,
Volume 189, Issues 1-3, 6 July 2007, 352-366.
[10] Сварочные технологии, доктор Р.С. Пармар,
М / с. Khanna Publishers.
[11] Сварочные технологии, доктор О.П. Ханна,
Dhanpat Rai & Sons.
[12] Официальный сайт
Американского общества сварки (www. aws.org).
aws.org).
[13] Интернет-сайт Международной организации стандартов
(www.iso.org).
[14] М. Субан, Дж. Тусек, 2001, Зависимость скорости плавления
при сварке MIG / MAG от типа
используемого защитного газа, J. Mater. Процесс.
Technol. 119, 185–192.
ITW Сварка Сингапур | Один сварщик экономит один час каждый день благодаря новейшим сварочным технологиям
Использование технологий для решения множества задач
Apex Steel специализируется на монтаже стальных конструкций, строительных металлоконструкциях, арматурной стали, а также проектах по строительству башенных кранов и строительных подъемников.Сварочные работы часто включают угловые и стыковые сварные швы с толщиной стали от 1/4 дюйма до 6 дюймов. Компания активно работает в Сиэтле, сейсмическом регионе, где многие строительные проекты должны соответствовать строгим нормам Американского общества сварщиков (AWS) D1. 8 по сварке конструкций.
8 по сварке конструкций.
Для подрядчиков по производству металлоконструкций, таких как Apex, поиск способов экономии времени при одновременном соблюдении требований к качеству имеет решающее значение для производительности, планирования и чистой прибыли. Таким образом, Apex полагается на семейство продуктов Miller ArcReach, включая XMT 350 FieldPro и ArcReach Suitcase 12, для решения многочисленных проблем, с которыми они сталкиваются в полевых условиях.Технология ArcReach помогает Apex повысить производительность, поддерживать стабильное качество дуги и повысить безопасность. Решение предлагает полный контроль источника питания на сварном шве без кабеля управления.
Ежедневная экономия минимум час на сварщика
Возможность управления параметрами сварки в момент сварки сокращает время, которое сварщики должны тратить на хождение к источнику питания и обратно. Для Apex это означает экономию часа или двух каждый день на каждого сварщика, что значительно увеличивает время горения дуги и производительность. Когда на объекте находится большое количество сварщиков, общая экономия человеко-часов может очень быстро накапливаться.
Когда на объекте находится большое количество сварщиков, общая экономия человеко-часов может очень быстро накапливаться.
Поскольку технология ArcReach обеспечивает возможности дистанционного управления без необходимости использования специальных кабелей управления, сварщикам больше не нужно тратить время на прокладку и хранение кабелей каждый день. Кроме того, Apex может сократить время и деньги, потраченные на обслуживание и ремонт кабеля.
Снижение возможности поскользнуться, споткнуться и упасть
Помимо значительного повышения производительности, технология ArcReach также может повысить безопасность сварщика.На обширной рабочей площадке сварщикам Apex обычно необходимо подниматься или спускаться по лестницам или лестничным пролётам, чтобы получить доступ к источнику сварочного тока и внести необходимые изменения. Чем меньше шагов сварщику нужно пройти к источнику питания, тем меньше будет возможностей поскользнуться, споткнуться и упасть.
Когда сварщику необходимо работать над землей или в труднодоступных местах сварки, технология удаленной сварки также может помочь значительно снизить утомляемость оператора, поскольку сварщик может оставаться в одном месте сварки до тех пор, пока работа не будет завершена.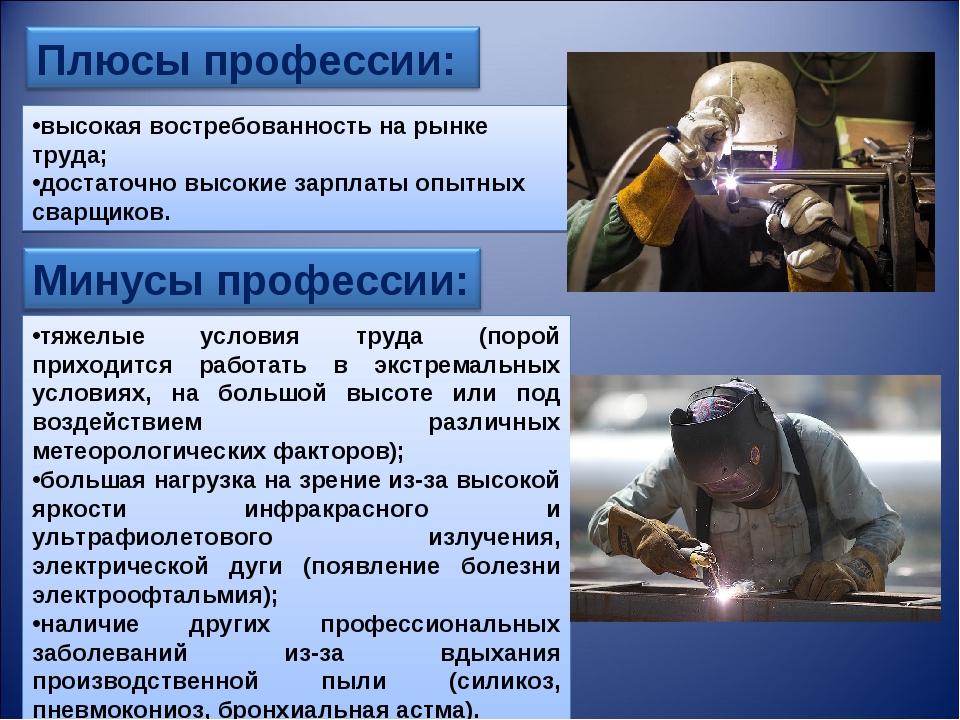
Обеспечение высокого качества сварных швов
Благодаря технологии ArcReach сварщики могут легко выполнять все регулировки в точке сварки, и им больше не нужно «обходиться» менее чем оптимальными параметрами сварки. Таким образом, Apex может неизменно соответствовать требованиям стандарта AWS D1.8 и производить высококачественные сварные швы.
Кроме того, когда аксессуар ArcReach соединен с источником питания ArcReach, источник питания блокируется, и все элементы управления передаются аксессуару, который несет сварщик.Это предотвращает случайное изменение параметров сварочного аппарата другими сварщиками, тем самым устраняя ненужные ошибки и разочарования.
Переход от стержневой проволоки к порошковой
Как и многие другие подрядчики, Apex на строительной площадке перешла от электродной сварки к самозащитной порошковой сварке (FCAW-S). FCAW-S обеспечивает значительно более высокие скорости наплавки по сравнению с традиционной сваркой штучной сваркой.
Для недавнего проекта моста компании Apex потребовалась проволока FCAW-S, сертифицированная для сварки с кодом AWS D1.8. Компания Apex решила оценить и квалифицировать провод Hobart Fabshield XLR-8, и теперь он выбран компанией по умолчанию. Поскольку проволока Fabshield XLR-8 имеет широкое рабочее окно, она удобна в использовании и обеспечивает неизменно высокое качество сварных швов. После каждого сварочного прохода сварщики также тратят мало времени на очистку, поскольку шлак легко отделяется.
Использование технологий
Чтобы быстро завершить проекты и перейти к следующей работе, Apex постоянно ищет новые технологии для повышения производительности и безопасности на рабочей площадке.Доказано, что технология дистанционного управления Miller ArcReach и провод Hobart Fabshield XLR-8 экономят Apex время и деньги без ущерба для строгих стандартов качества, которым должна соответствовать Apex.
Лучшее оборудование для снижения затрат на сварку
Многие производители ежегодно тратят тысячи долларов на новое сварочное оборудование. Они ищут новейшие и лучшие технологии, которые позволят им снизить производственные затраты. Мы видели, как некоторые из наших клиентов относительно легко оправдывают покупку роботов и другого современного сварочного оборудования.Некоторые единицы оборудования окупаются менее чем за два года. Но какой инструмент или оборудование лучше всего купить для повышения производительности? Как лучше всего использовать свои деньги? Что тебе нечего тратить?
Они ищут новейшие и лучшие технологии, которые позволят им снизить производственные затраты. Мы видели, как некоторые из наших клиентов относительно легко оправдывают покупку роботов и другого современного сварочного оборудования.Некоторые единицы оборудования окупаются менее чем за два года. Но какой инструмент или оборудование лучше всего купить для повышения производительности? Как лучше всего использовать свои деньги? Что тебе нечего тратить?
Вы бы купили робота за 100 000 долларов, если он навсегда сэкономит 50 000 долларов в год? Или сварочная система за 20 000 долларов, которая окупится за 8 месяцев? Недавно один из клиентов-консультантов сказал нам, что они увеличили скорость сварки на 17%, перейдя на технологию формы волны.
Это невероятное увеличение скорости и производительности сварки.Они потребляют около 50 000 проводов миграции в год. Вот как они рассчитали свою экономию:
Благодаря использованию технологии формы волны они смогли увеличить скорость движения на 17%, позволив своим сварщикам увеличить скорость плавления в среднем с 8,9 до 10,4 фунтов в час. Формы сигналов были более удобными для пользователя и позволяли менее опытным сварщикам поддерживать высокую скорость плавления и хороший внешний вид сварного шва. Это означало, что время их сварки сократилось с 5618 часов в год до 4807 часов. Экономия 811 часов.Их оплата труда и накладные расходы составляли 47,85 долларов в час. Сэкономленные 811 часов позволили сэкономить 38 806 долларов в год. Они будут получать эти сбережения каждый год. Стоимость внедрения этой технологии составила около 65 000 долларов США на 8 сварочных аппаратов. Срок окупаемости 20 месяцев. В пределах их 2-летнего периода окупаемости, необходимого для всех капитальных затрат.
Формы сигналов были более удобными для пользователя и позволяли менее опытным сварщикам поддерживать высокую скорость плавления и хороший внешний вид сварного шва. Это означало, что время их сварки сократилось с 5618 часов в год до 4807 часов. Экономия 811 часов.Их оплата труда и накладные расходы составляли 47,85 долларов в час. Сэкономленные 811 часов позволили сэкономить 38 806 долларов в год. Они будут получать эти сбережения каждый год. Стоимость внедрения этой технологии составила около 65 000 долларов США на 8 сварочных аппаратов. Срок окупаемости 20 месяцев. В пределах их 2-летнего периода окупаемости, необходимого для всех капитальных затрат.
Современное сварочное оборудование позволяет повысить производительность.
Это здорово! Отличная экономия. Но теперь давайте взглянем на другой инструмент для повышения производительности.Наш предыдущий клиент очень скромного размера (они потребляют около 15 000 проводов миграции в год) обратился к нам за помощью. Их просьба заключалась в том, чтобы порекомендовать оборудование, которое повысит производительность и снизит затраты. Они планировали на следующий год и заложили в бюджет 250 000 долларов на новое оборудование. Они хотели потратить не менее 50 000 долларов на сварочное оборудование, если в этом есть смысл.
Их просьба заключалась в том, чтобы порекомендовать оборудование, которое повысит производительность и снизит затраты. Они планировали на следующий год и заложили в бюджет 250 000 долларов на новое оборудование. Они хотели потратить не менее 50 000 долларов на сварочное оборудование, если в этом есть смысл.
После осмотра их предприятия мы предложили им потратить около 200 долларов на несколько инструментов, на самом деле один инструмент: калибры для угловых швов.Почему? Это был цех металлоконструкций, производящий двутавры и сварку всевозможных приспособлений и оснований для возведения конструкций в полевых условиях. Их конструкции предусматривали минимально допустимый размер сварного шва в соответствии с Правилами структурной сварки AISC и AWS D1.1 — Сталь. Это означало, что 95% угловых швов были рассчитаны на размер ноги 3/16 дюйма.
Калибры для углового скругления — один из наиболее редко используемых инструментов в сварочной промышленности.
Наше обследование показало, что более 90% этих угловых швов были фактически сварены с размером полки 5/16 дюйма, как это видно на изображениях ниже.
Выполнение углового шва 5/16 ″, когда печать требует 3/16 ″, составляет перевар на 177%. Размер ножек увеличился на 67%, но объем увеличился на 177%. Сварка обходится сварочной отрасли в миллионы долларов в месяц.
Используя калибры углового шва и убедившись в том, что сварной шов 3/16 дюйма обеспечивает большую прочность, они сократили расход сварочной проволоки на 64% (переход с 5/16 дюйма на размер ножки 3/16 дюйма). рост 177% !!!).И все это при одинаковом количестве погонных футов сварного шва. Это означало снижение с 15 000 до 5 415 фунтов. Сэкономьте 9 584 фунта проволоки mig. Их сварочные процедуры остались прежними, позволяя расплавить около 9,2 фунта в час. Это означает сокращение затрат на рабочую силу на 1042 часа только за счет сокращения времени сварки. Их оплата труда и накладные расходы, как сообщалось, составляли всего 32 доллара в час, что означало, что экономия составила 33 344 доллара. Это связано с вложением 200 долларов в датчики сварных швов и около 2500 долларов в обучение (пришлось увеличить скорость движения и внести незначительные изменения в напряжение).