Роботы для сварки FANUC — оптимальное решение для автоматизации сварочных процессов. АЛЬФА ИНЖИНИРИНГ. Промышленный робот для дуговой сварки.
В настоящее время до половины всех промышленных роботов в мире используются для сварки. Это не удивительно, так как процесс сварки идеально приспособлен для выполнения промышленным роботом: он представляет собой ряд многократно повторяющихся однотипных движений по заранее определенной траектории. Роботы для сварки могут выполнять прямые, кольцевые, круговые и криволинейные швы. До недавнего времени ограничением для еще более широкого применения сварочных роботов была их относительно высокая цена, однако с появлением недорогих моделей промышленных роботов для сварки FANUC ситуация кардинально изменилась. Теперь роботизированная сварка стала доступна и небольшим компаниям.
Преимущества робота для сварки
Более высокая производительность. Рост производительности при использовании робота для сварки достигает 60-80%.
Уменьшение числа рабочих.
Более высокое качество шва. Если при ручной сварки качество шва полностью зависит от квалификации сварщика, то робот для сварки всегда обеспечивает стабильно высокое качество сварки.
Повышение безопасности выполнения работ. При роботизированной сварке все работы протекают без участия человека, при этом место сварки всегда огорожено.
Однако нужно помнить, что если вам необходима частая переналадка робота для сварки, вам необходимо иметь в штате квалифицированного инженера, который должен пройти специальное обучение. Также необходимо тщательно следить за качеством поступающих на сварку деталей на предмет постоянства их толщины и геометрии.
Промышленные роботы для сварки FANUC
Компания FANUC разработала линейку промышленных роботов Arc Mate, предназначенную специально для выполнения операций дуговой сварки.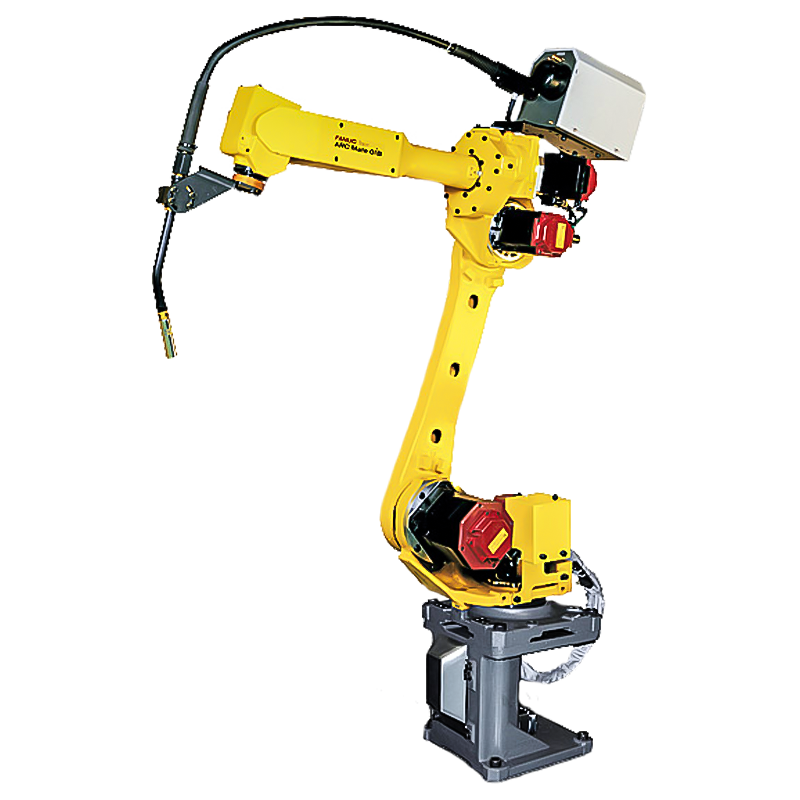
Роботы для сварки FANUC имеют тонкую руку с полым запястьем, что позволяет использовать их в ограниченном пространстве в самых различных отраслях. Применение полого запястья позволяет увеличить срок службы сварочных кабелей.
Сварочные роботы FANUC комплектуются не требующей настройки интерфейсной программой для подключения к источникам питания сварочных аппаратов, которая позволяет быстро и легко подключать робота ко всем распространенным источниками питания сварочных аппаратов. Кроме того использование цифровых интерфейсов позволяет отслеживать и регулировать параметры источников питания прямо с пульта Robot
Роботы для дуговой сварки FANUC обладают продвинутой системой контроля качества выполнения работ. Благодаря передовой системе технического зрения FANUC iRVision роботы могут контролировать тип обрабатываемой детали, положение деталей и сварочного шва, производить послесварочный осмотр. Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием.
Роботы для сварки FANUC могут быть укомплектованы устройством TorchMate, которое автоматически регулирует центральную точку инструмента и избавляет от необходимости повторной настройки траектории после столкновения робота с препятствием.
Кроме того необходимо отметить, что роботы для дуговой сварки FANUC сочетают в себе высокую грузоподъемность и большую досягаемость, что делает их идеальным решением для работы с крупногабаритными деталями.
Модельный ряд роботов для сварки FANUC
ARC Mate 0iB Шестиосевой робот, стандартная версия Оси: 6 Грузоподъемность: 3 кг Досягаемость: 1437 мм | ARC Mate 100iC/7L Шестиосевой робот, версия с длинной рукой Оси: 6 Грузоподъемность: 7 кг Досягаемость: 1632 мм | |||
ARC Mate 100iC/8L Шестиосевой робот, версия с длинной рукой Оси: 6 Грузоподъемность: 8 кг Досягаемость: 2028 мм | ARC Mate 100iC/12 Шестиосевой робот, стандартная версия Оси: 6 Грузоподъемность: 12 кг Досягаемость: 1420 мм | |||
ARC Mate 100iC/12S Шестиосевой робот, версия с короткой рукой Оси: 6 Грузоподъемность: 12 кг Досягаемость: 1098 мм | ARC Mate 120iC Шестиосевой робот, стандартная версия Оси: 6 Грузоподъемность: 20 кг Досягаемость: 1811 мм | |||
ARC Mate 120iC/12L Шестиосевой робот, версия с длинной рукой Оси: 6 Грузоподъемность: 12 кг Досягаемость: 2009 мм | ARC Mate 50iD Шестиосевой робот, стандартная версия Оси: 6 Грузоподъемность: 7 кг Досягаемость: 911 мм | |||
M-710iC/12L Шестиосевой робот малой грузоподъемности, версия с длинной рукой Оси: 6 Грузоподъемность: 12 кг Досягаемость: 3123 мм | M-710iC/20L Шестиосевой робот, версия с длинной рукой Оси: 6 Грузоподъемность: 20 кг Досягаемость: 3110 мм | |||
ARC Mate 100iD Шестиосевой робот малой грузоподъемности, версия с длинной рукой Оси: 6 Грузоподъемность: 12 кг Досягаемость: 1420 мм | ARC Mate 100iD/10L Шестиосевой робот Оси: 6 Грузоподъемность: 10 кг Досягаемость: 1636 мм | |||
ARC Mate 100iD Шестиосевой робот, версия с длинной рукой Оси: 6 Грузоподъемность: Досягаемость: 911 мм |
Промышленный сварочный робот.
 Из чего состоит, Принцип работы, система управления.
Из чего состоит, Принцип работы, система управления.
Промышленным сварочным роботом называют автоматический манипулятор с программным управлением, который может быстро переналаживаться для выполнения различных операций, выполняемых обычно вручную. Основное отличие такого типа автоматической машины от других автоматов — это применение принципов ручного труда и универсальности. Робот позволяет освободить человека от монотонного, тяжелого, утомительного, вредного и опасного труда. Его отличают быстродействие, точность позиционирования, возможность перемещения больших масс.
Промышленный сварочный робот состоит из механической части (собственно робота) и системы управления. Механическая часть робота имеет подвижную руку и шарнирную кисть, в захвате которой закрепляется рабочий инструмент. Промышленный робот, предназначенный для производства сварочных работ — сварочный робот, дополнительно комплектуется необходимым сварочным оборудованием.
Сварочные роботы имеют от трех до семи управляемых движений (степеней подвижности). Большинство из них имеет пять движений: три движения руки и два движения кисти. Комбинирование движений, набор которых может быть различным (вращательных, угловых, продольных, поперечных), позволяет установить сварочный инструмент в любую точку пространства в пределах действия робота. Движения робота осуществляются с помощью независимо перемещающихся механизмов — исполнительных органов, каждый из которых снабжен собственным приводом: электромеханическим или электрогидравлическим.
Система управления сварочным роботом является его и мозгом. Она содержит запоминающее устройство, в котором хранится вся программа перемещений робота и параметров режима сварки. В соответствии с этой программой из системы управления поступают командные сигналы на исполнительные органы робота, включая органы сварочного оборудования. Запись программы может производиться по методу обучения с предварительным прохождением с участием оператора всей траектории сварочного инструмента вручную. В роботах, предназначенных для дуговой сварки, дополнительно программируют скорость сварки, а при сварке швами конечной длины — команды о начале и окончании сварки.
В соответствии с этой программой из системы управления поступают командные сигналы на исполнительные органы робота, включая органы сварочного оборудования. Запись программы может производиться по методу обучения с предварительным прохождением с участием оператора всей траектории сварочного инструмента вручную. В роботах, предназначенных для дуговой сварки, дополнительно программируют скорость сварки, а при сварке швами конечной длины — команды о начале и окончании сварки.
Существенным недостатком сварочных роботов первого поколения — а именно к ним относятся роботы, работающие по жесткой, заранее заданной программе, — является требование высокой точности сборки свариваемых деталей и их расположения в рабочем пространстве. В последнее время созданы и уже находят применение в промышленности роботы второго поколения, которые имеют более совершенные системы управления, способные производить выбор определенной программы, корректировать перемещение сварочного инструмента, изменять режим сварки и т.
Похожие статьи
Преимущества роботизированной сварки и проблема сварочного дыма
Сварка роботом перестала быть почти чем-то экслюзивным используемым только для автомобильной промышленности и становится растущим популярным стандартным решением в большом количестве отраслей. Эта технология дает значительные выгоды, но также и определенные трудности; одной из них является удаление сварочного дыма.
Что такое роботизированная сварка?
Промышленные роботы вовлекаемые в процесс сварки являются сочлененными устройствами, оборудованными рукавами, которые обычно устанавливаются на одной из осевых форм позволяющей им двигаться и изменять свое движение как это необходимо. Робот который запрограммирован для выполнения своих задач, означает что он работает полностью автоматически и нуждается в очень незначительном управлении и контроле со стороны человека.
Робот который запрограммирован для выполнения своих задач, означает что он работает полностью автоматически и нуждается в очень незначительном управлении и контроле со стороны человека.
Компания General Motors во многом является пионером роботизированной сварки, поскольку они начали использовать эту технологию на своих заводах в Америке уже в начале 1960 годов. Другие компании в автомобильной индустрии последовали их примеру, и в 1980-х роботы использовались уже достаточно широко в производстве автомобилей. С тех пор количество промышленных роботов выросло многократно, также как и число секторов где они теперь применяются. Сварка, однако, остается самым главным сегментом, который приблизительно на >80% сконцентрирован в автомобильной промышленности, где сварка выполняется роботами.
За последние несколько лет, особенно, мы наблюдаем значительное снижение цен на промышленные роботы, что означает больше компаний начали использовать их на своих производственных площадках. Объемы производства роботов растут, что вместе с технологией их применения делает их все более дешевыми в этом процессе. Один из примеров тому подъем производства роботов в Китае, который уже составляет значительную конкуренцию на рынке, где раньше доминировали в основном немецкие и японские компании. Существенные государственные инвестиции в Китае направляются в компании занятые производством роботов в этой стране, что ведет к росту числа таких компаний (в настоящий момент их несколько сотен) действующих активно и самостоятельно в течении последних несколько лет.
Один из примеров тому подъем производства роботов в Китае, который уже составляет значительную конкуренцию на рынке, где раньше доминировали в основном немецкие и японские компании. Существенные государственные инвестиции в Китае направляются в компании занятые производством роботов в этой стране, что ведет к росту числа таких компаний (в настоящий момент их несколько сотен) действующих активно и самостоятельно в течении последних несколько лет.
Преимуществе роботизированной сварки
В дополнение к самим роботам которые стали со временем дешевле, они будут также дешевле чем человеческий труд в долгосрочной перспективе. Но даже если это так, то существуют ситуации где сварщик предпочтительней. ДЛя определенных индивидуальных сварочных задач – те которые случаются разово, или которые требуют серию специальных действий, котрые трудно предсказать – использования сварщика будет вероятно лучшим выбором, в то время как программирование робота на выполнение очень специфической задачи только раз или иногда в общем слишком затратно по времени, чтобы это окупалось.
Как таковые, роботы и люди склонны выполнять разные задачи и дополнять друг друга, с роботами освобождающими рабочих от более тяжелых и требовательных и однообразных действий. Что же касается повторяющихся сварочных операций, однако, роботы будут очень эффективными и точными. Они также могут облегчить задачу в процессе масштабирования производства.
Удаление дыма от сварочной горелки и другие методы
Сварка создает различные виды опасного дыма, который, в идеале, должен улавливаться как можно ближе к источнику. Метод, которым больше всего пользуется Nederman это так называемое удаление сварочного дыма on-torch (на горелке). Улавливатель дыма соединяется с горелкой гибким шлангом через который сварочный дым попадает на фильтр. Этот улавливатель дыма (насадка) устанавливается рядом с горелкой или рукавом робота, улавливая дым который выделяется от горелки.
В то время, как этот метод уже доказал свою эффективность, он не может быть использован всегда, и существуют трудности которые приходят вместе с ним; необходимо убедиться что устройства для удаления дыма не мешает горелке и не препятствует движению рукава робота. Если горелка направлена вверх, горячий дым – который всегда будет подниматься вверх – нужно будет улавливать и втягивать снизу, что оказывается сложнее поскольку пламя от горелки находится выше. Также, сила всасывания со стороны коллектора не должна быть слишком сильной, чтобы не нарушать защитный газ и не снижать качество сварки. Необходимо смотреть индивидуально на каждый процесс, чтобы решить, подходит ли в данном случае on-torch метод или нет.
Если горелка направлена вверх, горячий дым – который всегда будет подниматься вверх – нужно будет улавливать и втягивать снизу, что оказывается сложнее поскольку пламя от горелки находится выше. Также, сила всасывания со стороны коллектора не должна быть слишком сильной, чтобы не нарушать защитный газ и не снижать качество сварки. Необходимо смотреть индивидуально на каждый процесс, чтобы решить, подходит ли в данном случае on-torch метод или нет.
Если удаление дыма методом on-torch (который всегда остается на выбор) не подходит, необходимо работать с пространством в котором находится робот. Один из вариантов — это помещение робота в закрытой кабине из которой может удаляться сварочный дым.
Осведомленность о проблеме сварочного дыма не успевает за развитием технологий сварки
В то время, как знания о роботизированной сварке и ее потенциале относительно широко распространены в главных отраслях, необходимость правильной фильтрации воздуха известна намного меньше. Компании, которые производят роботы – даже для процессов сварки – редко оснащают их надлежащей технологической фильтрацией. Эта область, в которой нам нужно делать больше для повышения знаний, и где существует большой потенциал для применения разнообразных решений дымоудаления и фильтрации. Как правило, это системные интеграторы, которые будут заниматься разработкой производственных процессов и решать, какой робот применить в той или иной сфере, интегрировать его со сварочным и фильтрационным оборудованием, программировать для выполнения своих задач. Многие из этих системных интеграторов являются нашими партнерами, и способны подобрать решение по фильтрации для своих клиентов. Мы, в Nederman, также постоянно адаптируем наши продукты в соответствии с новейшими технологиями фильтрации, и гордимся тем, что являемся признанными глобальными экспертами в этой области.
Компании, которые производят роботы – даже для процессов сварки – редко оснащают их надлежащей технологической фильтрацией. Эта область, в которой нам нужно делать больше для повышения знаний, и где существует большой потенциал для применения разнообразных решений дымоудаления и фильтрации. Как правило, это системные интеграторы, которые будут заниматься разработкой производственных процессов и решать, какой робот применить в той или иной сфере, интегрировать его со сварочным и фильтрационным оборудованием, программировать для выполнения своих задач. Многие из этих системных интеграторов являются нашими партнерами, и способны подобрать решение по фильтрации для своих клиентов. Мы, в Nederman, также постоянно адаптируем наши продукты в соответствии с новейшими технологиями фильтрации, и гордимся тем, что являемся признанными глобальными экспертами в этой области.
Роботизированная сварка на годы вперед
Благодаря потенциалу этой технологии, ее значительным преимуществам, сварка роботом вероятнее всего будет распространяться дальше. Роботы становятся все более дешевыми и способными выполнять разные задачи, качество выполняемой ими сварки стабильно высокое, и оно все еще улучшается. Осведомленность о возможном вреде для здоровья от сварочного дыма тоже растет, делая фильтрацию воздуха важной и естественной частью процесса роботизированной сварки. Системные интеграторы способствуют адаптации автоматических процессов на своих предприятиях, прежде всего создавая комплексные решения, которые легко программировать и внедрять. В будущем, компании вероятнее всего смогут покупать завершенные стандартные решения, где роботы будут легко встраиваться в процесс производства без необходимости выполнения большого объема специфической инженерной работы на каждом месте. Отрасли, которые вероятно получат больше всего выгод от роботизированной сварки, это производство автомобилей и устройств большой грузоподъемности (самолеты, поезда, автобусы) и шахтного оборудования.
Роботы становятся все более дешевыми и способными выполнять разные задачи, качество выполняемой ими сварки стабильно высокое, и оно все еще улучшается. Осведомленность о возможном вреде для здоровья от сварочного дыма тоже растет, делая фильтрацию воздуха важной и естественной частью процесса роботизированной сварки. Системные интеграторы способствуют адаптации автоматических процессов на своих предприятиях, прежде всего создавая комплексные решения, которые легко программировать и внедрять. В будущем, компании вероятнее всего смогут покупать завершенные стандартные решения, где роботы будут легко встраиваться в процесс производства без необходимости выполнения большого объема специфической инженерной работы на каждом месте. Отрасли, которые вероятно получат больше всего выгод от роботизированной сварки, это производство автомобилей и устройств большой грузоподъемности (самолеты, поезда, автобусы) и шахтного оборудования.
Пожалуйста, обращайтесь к нам если вы хотите узнать больше про работу Nederman в этой сфере, или о том, какие еще существуют варианты для вашей компании. Больше информации о нашей работает по фильтрации воздуха и технологиям улучшения окружающей среды, вы сможете найти на этом сайте и в других статьях нашего Центра Обмена Знаниями.
Больше информации о нашей работает по фильтрации воздуха и технологиям улучшения окружающей среды, вы сможете найти на этом сайте и в других статьях нашего Центра Обмена Знаниями.
Сварка, резка, наплавка — Фруктонад Групп
Сварка, резка, наплавка — эти трудоемкие процессы сегодня успешно роботизируются. Компания «Фруктонад Групп» предлагает купить промышленных роботов для сварки. На предприятии вы можете приобрести готовых роботов или заказать изготовление роботизированного сварочного комплекса для выполнения конкретных производственных задач. Наше предприятие организовывает доставку продукции по всей территории России. Ознакомиться с ассортиментом, увидеть товар в работе можно непосредственно на заводе компании, расположенном в г. Долгопрудном.
На все разновидности роботов-сварщиков распространяется годичная гарантия. По желанию заказчика срок гарантийных обязательств может быть увеличен. Компания предлагает обучение операторов работе с приобретенной техникой. На протяжении гарантийного срока мы дистанционно консультируем клиентов по вопросам, связанным с эксплуатацией и обслуживанием сварочных роботов.
На протяжении гарантийного срока мы дистанционно консультируем клиентов по вопросам, связанным с эксплуатацией и обслуживанием сварочных роботов.
Особенности роботизированной сварки
Роботизированная сварка — наиболее часто используемая автоматизированная технология производства. Сварочные роботы последнего поколения способны работать по 6-8 осям, настраиваться на различные виды сварки (лазерной, точечной, дуговой).
Сварочные роботизируемые комплексы позволяют сократить технологический процесс, что приводит к повышению экономической эффективности предприятия, рационального использования энергоресурсов, качества продукции. Внедрив на своем производстве автоматизацию операций сварки, компания может добиться снижения общепроизводственных затрат до 20-30%. Компактность, гибкость, скорость движения установки позволяют организовать полноценный сварочный участок на минимальной площади.
Роботизированная сварка: преимущества
Скорость обработки и повторяемость. Работа, выполняемая роботами, характеризуется постоянным уровнем производительности. Аппарат работает с неизменной скоростью, которая важна в производственном процессе. Роботизированная сварка также гарантирует высокую повторяемость. Швы, изготовленные машиной, идентичны, поэтому их можно использовать в массовом производстве.
Работа, выполняемая роботами, характеризуется постоянным уровнем производительности. Аппарат работает с неизменной скоростью, которая важна в производственном процессе. Роботизированная сварка также гарантирует высокую повторяемость. Швы, изготовленные машиной, идентичны, поэтому их можно использовать в массовом производстве.
Оперативность переналадки. Сварочные роботы – это машины, характеризующиеся гибкостью. Устройство управляется программой, которая может быть адаптирована к вашим потребностям. Переход на новые технологии производства осуществляется в минимальные сроки, что удобно в условиях серийного выпуска продукции. Современные комплексы имеют столы, крепежные детали, которые позволяют прикреплять несколько узлов для одновременной обработки деталей сложной конфигурации.
Гибкий контроль. Современные сварочные роботы оснащены программным обеспечением, которое дает возможность полностью контролировать производственный процесс. Программа отслеживает и сохраняет параметры техпроцесса в режиме реального времени. ПО робота может включать функцию автоматической коррекции ошибок, путем восстановления исходных настроек.
ПО робота может включать функцию автоматической коррекции ошибок, путем восстановления исходных настроек.
Минимизация расходов на обучение сотрудников. Технологии сварки постоянно меняются, поэтому важно систематически обновлять знания. Перед компанией стоит задача не отставать от новых технологий. Надлежащая подготовка сварщиков занимает гораздо больше времени, чем повторное перепрограммирование техники.
Уменьшение затрат на использование расходных материалов. При применении роботизированной сварки используется меньше электродов, проволоки за счет точного соблюдения норм расхода, малого процента брака по причине исключения действия человеческого фактора.
Установка и настройка сварочных роботов
Чтобы промышленные сварочные роботы корректно и производительно работали необходимо произвести соответствующую настройку. Сделать это можно при помощи управляющего блока на корпусе агрегата (пульт и дисплей).
Программирование осуществляется в три этапа:
- Калибровка осей.
 Проводится один раз при первом запуске. В ходе пробной операции оператор проверяет соответствие геометрии шва заданным на экране параметрам, при необходимости вносит в алгоритм соответствующие корректировки.
Проводится один раз при первом запуске. В ходе пробной операции оператор проверяет соответствие геометрии шва заданным на экране параметрам, при необходимости вносит в алгоритм соответствующие корректировки. - Установка координат инструмента. Перед запуском проверяется согласованность действий рабочего органа, прижимных и фиксирующих устройств.
- Настройка координат окружения. Необходимо проводить в случае, если сварочный робот работает в комплексе с другими автоматизированными аппаратами, осуществляющими одновременную обработку заготовки.
 Проводится один раз при первом запуске. В ходе пробной операции оператор проверяет соответствие геометрии шва заданным на экране параметрам, при необходимости вносит в алгоритм соответствующие корректировки.
Проводится один раз при первом запуске. В ходе пробной операции оператор проверяет соответствие геометрии шва заданным на экране параметрам, при необходимости вносит в алгоритм соответствующие корректировки.При размещении оборудования в цеху рекомендует придерживаться следующих правил монтажа:
- Оборудование для роботизированной сварки устанавливают на бетонном полу, толщиной не менее 30 см.
- Поверхность-основание должна быть полностью ровной (максимальный наклон не должен превышать 5 мм на 1 м.).
- Установка жестко крепится к полу анкерными болтами с целью предотвращения смещения аппарата от возникающих в процессе работы вибраций.
- С целью обеспечения безопасности работников в цеху предусмотреть ограждение рабочей зоны решетчатыми барьерами, окрашенных желтой краской, снабженных предупреждающими табличками.

Цена роботов-сварщиков в России
Для каждого производства, разрабатывается индивидуальный проект сварочных роботов, исходя из конкретных задач заказчика. Поэтому цена на роботов-сварщиков для каждого производства может отличаться. Для просчета проекта и получения персонального предложения по автоматизации вашего производственного процесса с помощью робота посредством установки робота, необходимо связаться с менеджером компании по телефону: +7(499) 350-95-00 или отправить заявку.
Промышленные роботы
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Промышленные сварочные роботы: разработка робототехнических комплексов, реализованные проекты
www.autowelding.ru — Сварочное оборудование — Промышленные роботы
Промышленный робот — манипулятор автоматического действия, оснащенный системой цифрового программного управления. В нем совмещаются большая гибкость исполнительных органов, обладающих обычной для манипуляторов высокой подвижностью, и легкость переналадки их двигательных функций. Роботы, предназначены для выполнения разнообразных работ при минимальном участии человека в акте управления. Они являются универсальными автоматами, в состав которых входят три основных функциональных узла: рабочие органы — «руки», вычислительная машина, управляющая ими, и устройства сбора информации о среде, сообщающие роботу способность адаптации к ней.
Промышленный робот обладает памятью, имеет специальную, систему обучения. Управление группой роботов может осуществляться от одной центральной электронной цифровой вычислительной машины. Американские фирмы «Unimate» и AMV в начале 60-х годов создали первые модели сложных программируемых роботов.
Американские фирмы «Unimate» и AMV в начале 60-х годов создали первые модели сложных программируемых роботов.
Роботы прошли испытания в промышленных условиях и, по расчетам зарубежных фирм, их ежегодный выпуск к концу 70-х годов составит тысячи единиц.
Открываются широкие возможности в применении оборудования, оснащенного цифровым программным управлением (ЦПУ), для решения задач автоматизации мелкосерийного и серийного» производства. Если на первых порах роботы заменяли человека на утомительных и опасных работах, то в дальнейшем сфера их применения охватила и также производственные операции, как покраска, сварка, подача исходных материалов и снятие готовой продукции.
Задачу автоматического перемещения и обработки деталей, при выполнении производственных процессов в машиностроении на первых порах решали с помощью механизмов, имеющих нередко сложные и оригинальные кинематические связи. Большие сложности при этом возникают при необходимости изменения операций цикла.
Второй этап развития автоматических устройств стал возможным после появления автоматических устройств, обладающих памятью и способных выполнять ряд сложных операций, быстро переналаживаться на другой цикл и не реагировать на изменение внешних условий.
Рабочий орган должен подобно руке человека перемещать, объект в заданную точку пространства и определенным образом, ориентировать этот объект; причем «рука» робота должна обладать достаточной маневренностью, грузоподъемностью, точностью позиционирования и скоростью. «Кисть» на конце руки, робота состоит из зажимных устройств, способных удерживать детали и узлы. В такой кисти могут быть один или два набора «пальцев» или же вакуумные (или магнитные) присоски (см. рис. 21, в).
К роботу можно подсоединять разные кисти для выполнения различных работ. При этом замена кистей может выполняться автоматически, без участия человека. Зажимные кисти фирмы «Andreiden Geselscbaft» (ФРГ) имеют три и пять пальцев. Кисть с тремя пальцами позволяет захватывать до 80% тех предметов, которые могут удерживаться рукой человека.
Роботам-манипуляторам в зависимости от их конструкции и назначения придается от двух до шести степеней свободы. Кроме того, в некоторых роботах, например, в роботах фирмы «Versatran», обеспечиваются дополнительные степени свободы за счет «перемещения вдоль направляющих салазок. Число степеней свободы рабочего органа и самого робота достигает восьми.
Рука робота может вращать кисть и перемещаться по вертикали и по горизонтали. Сама кисть может сжиматься или разжиматься, поворачиваться и наклоняться вперед и в стороны, как кисть человеческой руки.
Перемещение рабочего органа может быть прерывистым (от точки к точке) и плавным. У роботов с плавным перемещением рабочего органа последний, как правило, движется по контуру, определенному той задачей, которую выполняет робот. Робот с прерывистым движением рабочего органа предназначается в большинстве случаев для прямолинейного перемещения деталей от одной операции к другой. Погрешность установки рабочего органа для такого робота может не превышать нескольких сотых миллиметра.
В качестве привода исполнительных органов робота хорошо зарекомендовали себя электрогидравлические устройства, сочетающие такие качества, как большая выходная мощность при малой инерционности, надежность в работе и возможность электрического управления. В зависимости от типа памяти и исполнительных звеньев система управления может быть цифровой, аналоговой или смешанной. Роботы второго поколения, имеющие в системе управления мини-ЭВМ, оснащены «телеглазом».
Роботы повышенной сложности могут быть запрограммированы на повторяющийся останов рабочего органа в 200—3000 точках рабочей зоны, а не в 20—30 точках, как у простых роботов. Их сравнительно легко запрограммировать на работу в режиме «обучения». В этих роботах с регулированием по замкнутому контуру, а не по разомкнутому, как в простых роботах, выделены отдельные устройства управления для руки и кисти.
Чтобы соблюдать правильную траекторию движения руки три повторяющихся рабочих операциях, робот должен обладать памятью: на вращающемся магнитном барабане, на цилиндрических магнитных тонких пленках, как в роботах «Unimate», на потенциометрах, как в роботах «Versatran» фирмы «AMV», или на металлоокисных полупроводниках (МОП) сдвиговых регистрах, разработанной шведской фирмой «Relab».
Кроме того, используются полупроводниковые запоминающие устройства (ЗУ), связанные с мини-ЭВМ, как в работе фирмы Cavassaci Corporation (Япония) или «Sindstrand Corporation» (США).
К устройствам памяти необходимо отнести также простые конечные выключатели и механические упоры с предварительной установкой положения, используемые в большинстве недорогих роботов. В роботе «Unimate» функцию программирования выполняет транзисторный логический блок, считывающий информацию из ЗУ на цилиндрических магнитных пленках. В роботе «Versatran» и многих других последовательность выполняемых операций задается посредством переключения короткозамыкающих штырей и электронной коммутационной панели, от которой управляются логические схемы на реле.
Конкретный вариант системы управления определяется технико-экономическими показателями. На рис. 21 представлены основные (базовые) компоновочные схемы промышленных роботов.
Технический интерес представляет промышленный робот для манипулирования сварочными клещами (рис. 22). Он имеет запоминающее (программирующее) устройство для управления рабочими и вспомогательными движениями инструмента.
22). Он имеет запоминающее (программирующее) устройство для управления рабочими и вспомогательными движениями инструмента.
При составлении программы можно использовать обратную связь — после установки инструмента с помощью кнопок управления гидравлическим сервоприводом в требуемой точке его расположение кодируется и записывается на программу. Емкость накопителя позволяет запомнить несколько различных программ. Зона обслуживания робота 220° в горизонтальной плоскости, 57° в радиальной плоскости, 1050 мм в радиальном направлении. Масса инструмента до 11,3 кг; точность его установки ±1,2 мм; радиальная скорость 0,76 м/с; вертикальная скорость 1,27 м/с; скорость вращения инструмента и поворота консоли 110° в секунду.
Загрузочные устройства (роботы) с программным управлением выполняют разнообразные транспортные и технологические операции. Устройства с программным управлением «Versatran» представляют собой перемещающуюся по напольным или подвесным направляющим стойку, несущую горизонтальную механическую руку (рис. 21, а) с захватом.
21, а) с захватом.
В зависимости от исполнения цикл работы робота состоит из комбинации следующих движений: перемещение всего устройства по направляющим, вертикальное перемещение механической руки по стойке, горизонтальное прямолинейное перемещение захвата, поворот механической руки в горизонтальной плоскости, поворот захвата относительно механической руки, зажим-разжим захвата.
Управление — горизонтальное или контурное. Величина горизонтального перемещения руки — до 1000 мм, вертикального — до 750 мм; точность позиционирования +0,5 мм. Максимальный поворот механической руки 240°. Грузоподъемность — до 60 кг при длине механической руки 1100 мм.
Устройства применяют в производстве, где условия работы тяжелы, вредны и опасны для здоровья человека: при штамповке, ковке, точечной сварке, литье под давлением и т. д.
Некоторые устройства оборудованы запоминающими системами на магнитном барабане различной емкости, обеспечивающими запоминание от 128 до 1024 команд, записанных методом «самообслуживания».
Такой метод программирования применяет фирма «Unimate». Устройства этой фирмы (см. рис. 21, б) представляют собой смонтированную на корпусе механическую руку с гидравлическим приводом, действующую по программе по пяти координатным осям. Основные движения механической руки следующие: поворот относительно корпуса вокруг вертикальной оси, поворот относительно корпуса вокруг горизонтальной оси (наклон), горизонтальное прямолинейное перемещение захватов механической руки, поворот захватов вокруг вертикальной оси, разжим-зажим захватов.
Самые маленькие (по размерам) роботы серии 2000 имеют руку, которая может выступать от точки подвески почти на 2,5 м и перемещать нагрузку на шаг 0,12 мм. Такой гидромеханический робот имеет массу около 1400 кг, высоту 1,5 м и размеры основания 1,5х1,2 м.
Роботы все шире внедряются в сферу сварочного производства. Так, роботы фирмы «Unimate», оборудованные сварочными клещами, успешно используются в сварочных линиях на заводах многих фирм. По мнению представителей фирмы «General Motors», надежность сварки при использовании роботов так же высока, как при использовании любого другого автоматического» оборудования.
По мнению представителей фирмы «General Motors», надежность сварки при использовании роботов так же высока, как при использовании любого другого автоматического» оборудования.
Большое внимание уделяется повышению точности сварочного оборудования и встройке в него систем управления процессом сварки. Японская фирма «Matusita», например, разработала экспериментальную замкнутую систему с запоминающим устройством на ленте для управления сваркой в среде углекислого газа. Система работает в следующем порядке: квалифицированный сварщик пускает машину и выполняет цикл сварочного процесса, а система управления использует импульсы для записи на ленту режимов сварки. После этого менее квалифицированный сварщик может работать на сварочной машине по программе, не ориентируясь на показания приборов, которые автоматически регулируют параметры процесса сварки.
Фирма «Waldtronik» (США) использует ЭВМ для управления работой большого числа сварочных постов в поточной линии. Регулируются режимы сварки и последовательность работы сварочных постов.
Робот A3 шведской фирмы «R. Каufielf» оснащен шаговым искателем, который может управлять 30 движениями. Кроме того, можно осуществить несколько независимых от него цикловых оперений. Грузоподъемность устройства 5 кг; точность позиционирования — 0,15 мм; горизонтальное передвижение руки 750, 1000 и 1200 мм, вертикальное 300 мм.
Поворотный фланец захватывающего устройства соединен с двумя сдвоенными цилиндрами, а также с девятиступенчатой системой упоров для управления конечными положениями. Само захватывающее устройство снабжено сменными губками, позволяющими производить захват изделий различных конфигураций.
Этой же фирмой выпущена серия упрощенных устройств грузоподъемностью до 65 кг (обычно работает с грузом до 15 кг) и точностью позиционирования ±0,05 мм. Устройство оснащено электрическими (а не электронными) и гидравлическими приборами управления, что облегчает его наладку, программирование и ремонт. Перемещение рабочего органа по горизонтали почти 1300 мм.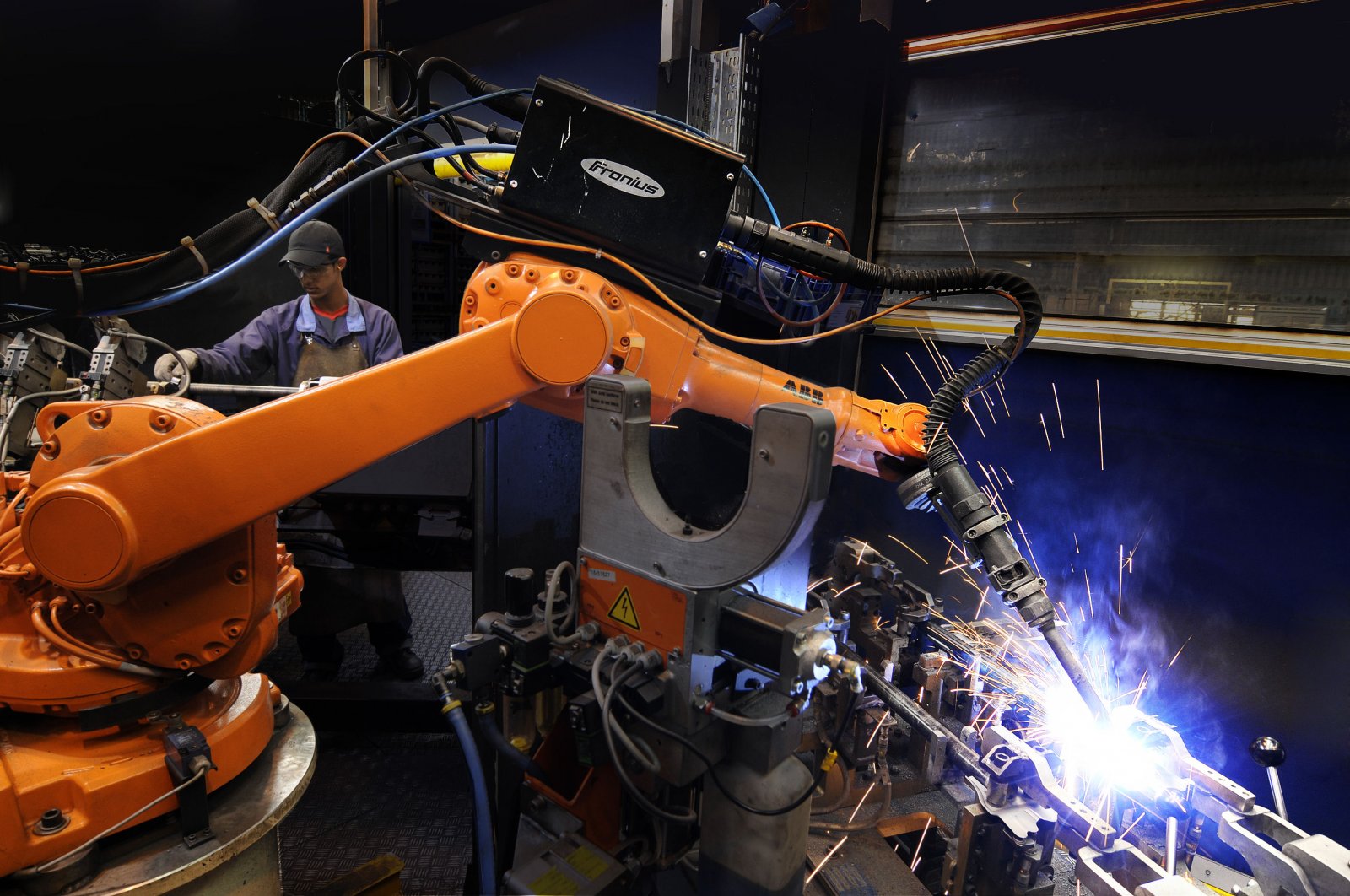
Коэффициент использования устройства во многом определяется принятой планировкой оборудования. Если устройство установлено стационарно, то оборудование целесообразно располагать вокруг устройства в зоне действия его исполнительного механизма. Большое значение при этом имеет число управляемых координат. Если устройство имеет возможность перемещения, то расположение оборудования не играет особой роли. Однако в обоих случаях группировка оборудования должна предусматривать последовательность операций и минимальное межоперационное транспортирование.
Эффективность устройств повышается благодаря их быстродействию.
Для рассматриваемых устройств характерно торможение исполнительного органа в конце хода и повышенная транспортная скорость на основном участке пути, с принудительной фиксацией изделия в захвате.
Выводы. 1. Автоматизация процесса сборки — основное направление совершенствования сборочно-сварочного производства.
Применение позиционеров и другого сборочно-сварочного технологического оборудования дает значительный эффект в результате сокращения времени на кантовку изделия. Кроме того, создается возможность выполнения почти любого сварочного» шва, в нижнем, удобном для сварки, положении. Сварочные вращатели и манипуляторы сообщают изделию вращение с заданной рабочей скоростью.
Кроме того, создается возможность выполнения почти любого сварочного» шва, в нижнем, удобном для сварки, положении. Сварочные вращатели и манипуляторы сообщают изделию вращение с заданной рабочей скоростью.
2. Наибольшую трудоемкость составляют элементы сборочных операций, связанные с подачей и взаимной ориентацией собираемых деталей. Эффективной мерой снижения трудоемкости сборочного процесса является создание узлов автоматической ориентации и подачи в зону сборки деталей.
3. Конструктивное исполнение сварочной технологической оснастки должно обеспечить сборку и сварку изделия, минуя операцию прихватки. Тем самым сокращается объем вспомогательных операций и повышается качество изготовленных изделий.
4. При создании манипуляторов в первую очередь следует учитывать возможность их переналаживания в пределах групп изделий, обладающих технологической общностью. С этой целью надо использовать принцип агрегатирования на базе типовых унифицированных узлов.
5. Сварочные манипуляторы должны обеспечивать удобство загрузки и выгрузки готовых изделий с применением средств межоперационного транспорта.
Сварочные манипуляторы должны обеспечивать удобство загрузки и выгрузки готовых изделий с применением средств межоперационного транспорта.
6. Сборочно-сварочная технологическая оснастка должна быть оборудована приточно-вытяжной вентиляцией (преимущественно встроенной в оснастку).
7. Для обеспечения плавности работы подъемно-поворотных механизмов следует использовать в качестве рабочего органа гидроприводы.
8. Применение промышленных роботов для автоматизации и механизации сварочных технологических процессов исключает проектирование и изготовление специальных манипуляторов, загрузочных и транспортных устройств. Роботы для сварки (особенно дуговой) необходимо оснащать специальными датчиками и системами, позволяющими корректировать программу путем слежения по стыку, контролировать качество шва и автоматически регулировать режим сварки.
Опыт показывает, что целесообразно совмещать управление движением электрода и режимом сварки в едином программирующем устройстве. Внедрение же роботов третьего поколения, оборудованных ЭВМ с телевизионным устройством, самостоятельно решающих возникающие в процессе работы задачи, повысит коэффициент автоматизации производственного процесса.
Внедрение же роботов третьего поколения, оборудованных ЭВМ с телевизионным устройством, самостоятельно решающих возникающие в процессе работы задачи, повысит коэффициент автоматизации производственного процесса.
Читать:
Промышленный сварочный робот для сварки крупногабаритных конструкций (предприятие структуры «Транснефть
В рамках реализации проекта Транснефти на территории Тюменского ремонтно-механического завода наша компания внедрила роботизированные комплексы и сварочное оборудование, которое позволит значительно повысить качество изделий, увеличить более чем в полтора раза объем и значительно расширить ассортимент выпускаемой продукции , снизить зависимость от экспортных поставок.
Промышленный сварочный робот для сварки крупногабаритных конструкций
НазначениеРоботизированный сварочный комплекс был разработан для MIG/MAG сварки пространственных крупногабаритных конструкций, используемых в нефтегазовой отрасли в системах хранения и транспортировки нефти и нефтепродуктов.
 Данный комплекс позволяет выполнять сварку пространственных конструкций диаметром до 3 000 мм, длиной до 6 000 мм и суммарной массой до 20 000 кг, которые могут содержать все виды сварных соединений. Сварка может выполняться в любом пространственном положении.
Данный комплекс позволяет выполнять сварку пространственных конструкций диаметром до 3 000 мм, длиной до 6 000 мм и суммарной массой до 20 000 кг, которые могут содержать все виды сварных соединений. Сварка может выполняться в любом пространственном положении.Особенности
Комплекс включает в себя две рабочие зоны для увеличения производительности работы. Обе рабочие зоны имеют общее рабочее основание, что дает возможность колоннам с роботами свободно перемещаться из одной рабочей зоны в другую. Таким образом, в одной рабочей зоне могут работать одновременно два робота, в то время как в другой выполняется установка следующего изделия. Либо может выполняться сварка в обеих рабочих зонах одновременно.
Отклонения в геометрии изделия и пространственного положения свариваемых стыков компенсируются с помощью лазерной системы слежения.
Требования безопасности при работе на роботизированной установке обеспечиваются лазерными барьерами, которые установлены по всему периметру комплекса.
Документирование и контроль процесса сварки осуществляются автоматизированной системой управления Q-Sys 2020.
Промышленные роботы. Сварочные роботы в автоматизации процессов
Развитие промышленной робототехники
Реализация роботом двигательных и управляющих функций дает ряд экономических и социальных эффектов.
К экономическим эффектам относятся:
- экономия рабочих площадей и высвобождение рабочих, которые могут быть использованы в другом производстве, более выгодном в материальном и социальном отношении;
- увеличение выпуска продукции в единицу времени, что является следствием повышения производительности в результате лучшего использования технически обоснованной эффективной мощности оборудования;
- повышение загрузки по времени основного производственного фонда, а тем самым улучшение коэффициента его использования;
- повышение качества продукции и связанное с этим уменьшение брака и объема работ по его исправлению;
- сокращение длительности производственного цикла изготовления деталей благодаря уменьшению вспомогательного времени и повышению непрерывности технологического процесса, что ведет к уменьшению оборотных средств.

Социальные преимущества, достигаемые благодаря применению робототехники, следующие:
- исключение человека из процессов, характеризующихся воздействием агрессивных сред, высоких температур и других факторов, отрицательно влияющих на здоровье;
- замена деятельности человека в процессах, значительную долю которых составляет монотонный и утомляющий труд;
- освобождение человека от работ, при которых он должен перемещать тяжелые грузы или проходить большие расстояния;
- независимость человека от такта производства;
- исключение несчастных случаев.
Мировой опыт внедрения робототехники можно обобщить в следующих положениях
1. Экономически рациональное применение промышленных роботов вытекает из оптимизации производимой продукции, производственной концепции и технологии, однако не каждая оптимизация продукции, производственной концепции и технологии ведет к применению промышленных роботов.
2. Оптимизированные производственные концепции часто выходят за пределы традиционных, ориентированных на человека форм и методов труда, поэтому оборудование, моделируемое по функциональным возможностям человека, редко бывает оптимальным.
Новые решения в технологических, в том числе и в сварочных процессах возникают главным образом тогда, когда ставится более сложная задача, т. е. в случаях, если значительное число краевых условий может нежелательно повлиять на действующее или будущее производство. Даже штучное изготовление представляет собой в значительной мере непрерывный поточный процесс с возможно меньшим числом «узких мест», как и в любом другом технологическом производственном процессе.
Сварочные роботы, их место в производственном процессе
Рассмотрим примеры применения сварочных роботов, которые показывают многообразие их технологических возможностей и тенденции развития, обеспечивающие эффективное использование современной промышленной робототехники в сварочном производстве. В некоторых исследованиях обосновывается необходимость внедрения промышленных роботов для улучшения условий производства, рентабельность которого не превышает 20%. К числу отрицательных производственных факторов относятся монотонная работа, вредная окружающая среда, тяжелая физическая работа, высокая температура, доля которых по степени воздействия на человека составляет соответственно 40, 20, 10 и 10%.
В некоторых исследованиях обосновывается необходимость внедрения промышленных роботов для улучшения условий производства, рентабельность которого не превышает 20%. К числу отрицательных производственных факторов относятся монотонная работа, вредная окружающая среда, тяжелая физическая работа, высокая температура, доля которых по степени воздействия на человека составляет соответственно 40, 20, 10 и 10%.
Сварочный робот освобождает сварщика от тяжелой, монотонной и грязной работы, однако ответственность человека возрастает. Задавая информацию о начале, окончании, изменении рабочих ходов или технологических переходов, оператор контролирует процесс сварки и обеспечивает правильное выполнений всех функций. Обязанности оператора не менее важны, чем обычного сварщика, однако труд оператора менее утомителен.
В работу оператора необходимо вложить новое содержание и придать ей определенную гибкость для того, чтобы он выполнял свою роль как обученный рабочий и мог совершенствовать свои навыки и далее. На суставы, мыщцы и другие части тела сварщика, непосредственно связанные с выполнением технологических операций, а также на его органы кровообращения и чувств действуют физические и другие нагрузки, поэтому абсолютно необходимы меры для снижения этих нагрузок.
На суставы, мыщцы и другие части тела сварщика, непосредственно связанные с выполнением технологических операций, а также на его органы кровообращения и чувств действуют физические и другие нагрузки, поэтому абсолютно необходимы меры для снижения этих нагрузок.
Большие динамические нагрузки на мышцы при тяжелой физической работе, например при перемещении заготовок или ручном манипулировании клещами для точечной сварки, повышают частоту пульса и вызывают физическое утомление. Статическое нагружение мышц, возникающее при работе с малыми нагрузками на организм, часто обусловливается продолжительным пребыванием в одной позе или длительным удержанием инструмента в определенном положении, например при ведении электродвигателя или сварочной горелки.
Поэтому при назначении рабочего ритма сварщика или оператора сварочного робота следует учитывать, что периоды нагрузки должны чередоваться с периодами относительного покоя или отдыха. Оператор становится в известной степени руководителем специализированного сварочного поста, в обязанности которого входят:
- выполнение несложных заданий по программированию;
- управление и контроль всех процессов в пределах роботизированного сварочного поста;
- контроль качества сваренных деталей;
- устранение неполадок при незапланированных остановках;
- техническое обслуживание и уход за роботом и периферийным оборудованием;
- выполнение дополнительных сварочных работ, недоступных для робота;
- очистка и замена изношенных деталей, например сварочных сопел и контактных наконечников сварочных горелок;
- работа в контакте с механиками по обслуживанию и ремонту, а также с мастерами и технологами.

Все указанные проблемы внедрения комплексных роботизированных постов для дуговой сварки последовательно учтены изготовителями сварочных роботов. В состав современного роботизированного комплексного поста входят:
- шарнирно-рычажный робот со шкафом и пультом управления, а также программирующим устройством;
- периферийное оборудование для установки и перемещения заготовок;
- сварочная оснастка, состоящая из источника сварочного тока, механизма подачи проволоки и неохлаждаемой или водоохлаждаемой горелки для сварки в защитном газе.
С помощью программирующего устройства горелку перемещают от точки к точке, а данные о координатах точек вводят в память системы управления нажатием на соответствующие кнопки программирующего устройства. Для каждого шага задают свою скорость позиционирования или сварки, для сварочных движений выбирают соответствующую комбинацию параметров режима. Периферийное оборудование для перемещения деталей во время процесса сварки для принятия сварочным швам удобного пространственного положения тоже программируется. Ошибочный ввод данных можно скорректировать или ввести дополнительные данные.
Ошибочный ввод данных можно скорректировать или ввести дополнительные данные.
Данная статья подготовлена на основе материалов книги Schweißroboter
© Смарт Техникс
Роботизированная дуговая сварка — TWI
Введение
Разработка решений для автоматизированной дуговой сварки по-прежнему обусловлена необходимостью повышения качества продукции, производительности и снижения затрат. Кроме того, хорошая гибкость производственной системы, необходимая для реагирования на динамичное поведение рынка и, следовательно, для поддержания конкурентоспособности продукции, стала ключевой целью развития обрабатывающей промышленности. В результате процессы роботизированной сварки предлагают привлекательные альтернативные решения для традиционного ручного управления и жесткой автоматизации.
С момента первого применения сварочного робота в промышленном производстве в начале 1960-х годов роботизированная сварка распространилась на целый ряд отраслей промышленности. Только в период с 2010 по 2013 год во всем мире было введено в эксплуатацию более 600 000 промышленных роботов [1]. Роботизированная сварка признана самым популярным промышленным применением робототехники во всем мире [2]. Подсчитано, что около 25% всех промышленных роботов, находящихся в эксплуатации, используются для сварочных работ [3].Автомобильное производство (рис. 1) представляет собой наиболее активный сектор промышленности с точки зрения внедрения роботизированной сварки (примерно 40 % от общего объема мировых поставок роботов), за которым следует электротехническая и электронная промышленность (примерно 20 % от общего объема мировых поставок роботов). Помимо контактной точечной сварки, двумя наиболее распространенными процессами роботизированной сварки в производственных целях являются сварка металла в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG) соответственно.
Только в период с 2010 по 2013 год во всем мире было введено в эксплуатацию более 600 000 промышленных роботов [1]. Роботизированная сварка признана самым популярным промышленным применением робототехники во всем мире [2]. Подсчитано, что около 25% всех промышленных роботов, находящихся в эксплуатации, используются для сварочных работ [3].Автомобильное производство (рис. 1) представляет собой наиболее активный сектор промышленности с точки зрения внедрения роботизированной сварки (примерно 40 % от общего объема мировых поставок роботов), за которым следует электротехническая и электронная промышленность (примерно 20 % от общего объема мировых поставок роботов). Помимо контактной точечной сварки, двумя наиболее распространенными процессами роботизированной сварки в производственных целях являются сварка металла в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG) соответственно.
Основы роботизированной дуговой сварки
Базовая система роботизированной дуговой сварки состоит из двух подсистем: сварочного оборудования, передающего энергию от источника сварочного тока к заготовке, и робота, обеспечивающего взаимное позиционирование источника тепла и заготовки. Обычно используются шестиосевые промышленные роботы, состоящие из трехосного предплечья и трехосного запястья, поскольку они позволяют сварочной горелке, установленной на запястье, достигать всех положений, необходимых для трехмерной сварки. Традиционно используются промышленные роботы общего назначения, несущие горелки для дуговой сварки в качестве концевых эффекторов. Многие производители роботов недавно разработали роботов для дуговой сварки, которые меньше по размеру и дешевле. Это сокращение требуемых капитальных вложений привело к дальнейшему увеличению продаж роботизированных сварочных систем.Еще одним недавним достижением в области сварочной робототехники стало появление семиосных роботов, которые имеют дополнительную ось в нижней части руки, обеспечивающую дополнительную гибкость и экономию места на полу (рис. 2). Основные характеристики промышленных роботов приведены в таблице 1.
Обычно используются шестиосевые промышленные роботы, состоящие из трехосного предплечья и трехосного запястья, поскольку они позволяют сварочной горелке, установленной на запястье, достигать всех положений, необходимых для трехмерной сварки. Традиционно используются промышленные роботы общего назначения, несущие горелки для дуговой сварки в качестве концевых эффекторов. Многие производители роботов недавно разработали роботов для дуговой сварки, которые меньше по размеру и дешевле. Это сокращение требуемых капитальных вложений привело к дальнейшему увеличению продаж роботизированных сварочных систем.Еще одним недавним достижением в области сварочной робототехники стало появление семиосных роботов, которые имеют дополнительную ось в нижней части руки, обеспечивающую дополнительную гибкость и экономию места на полу (рис. 2). Основные характеристики промышленных роботов приведены в таблице 1.
Таблица 1 Типовые характеристики промышленного робота для дуговой сварки
| Полезная нагрузка | от 2 до 30 кг |
|---|---|
| Оси | От шести до семи |
| Скорость | До 5 м/с |
| Ускорение | До 25 м/с2 |
| Повторяемость | ≥0. 05 мм 05 мм |
| Связь | Profibus, DeviceNet, CANopen, Ethernet/IP и последовательные каналы |
| Возможности ввода/вывода | Цифровые/аналоговые входы/выходы |
В производственных условиях манипуляторы заготовок часто используются как часть роботизированной системы. Устройства расширяют не только рабочий диапазон сварочного робота, но и его доступность, особенно при сварке сложных и крупных геометрий. Управление манипулятором часто интегрируется с управлением роботом, что позволяет синхронизировать и одновременно управлять двумя механизмами.Интегрированное управление позволяет координировать движения между роботом и манипулятором (заготовкой), что поддерживает оптимальные положения сварки (более высокая скорость и качество наплавки) и, возможно, увеличивает скорость сварки (более высокая производительность). На рис. 3 показан шестиосевой промышленный робот, интегрированный с системой дуговой сварки с переносом холодного металла (CMT) и двухосевым позиционером заготовки в TWI Cambridge.
Датчик процесса
Роботизированная сварка — это сложное сочетание сварки, робототехники, сенсорных технологий, систем управления и искусственного интеллекта.В связи с растущими требованиями к качеству, производительности и гибкости точное и адаптивное управление процессами роботизированной сварки стало важной целью разработки современных систем. Технологии датчиков, разработанные для сварки и ее автоматизации, являются важными элементами для обеспечения желаемого уровня контроля. Датчики применяются для наблюдения и измерения параметров процесса, выступая в качестве источников входных данных для системы управления. Получая и анализируя входную информацию от датчиков, система управления адаптирует выходные данные роботизированного процесса сварки в соответствии с заданными спецификациями процедуры сварки.
Существуют различные типы датчиков для роботизированной дуговой сварки. В зависимости от выполняемых функций датчики подразделяются на две категории: технологические и геометрические. Первые измеряют параметры процесса роботизированной сварки (например, напряжение дуги, ток, скорость подачи проволоки и вращение горелки), которые определяют стабильность процесса. Последние измеряют геометрию сварного шва (например, размер зазора, изменение размера сварного шва, отклонение от номинального пути и изменения ориентации) и используются для поиска сварного шва, отслеживания шва и адаптивной сварки в реальном времени.
Первые измеряют параметры процесса роботизированной сварки (например, напряжение дуги, ток, скорость подачи проволоки и вращение горелки), которые определяют стабильность процесса. Последние измеряют геометрию сварного шва (например, размер зазора, изменение размера сварного шва, отклонение от номинального пути и изменения ориентации) и используются для поиска сварного шва, отслеживания шва и адаптивной сварки в реальном времени.
Таблица 2 Типовые датчики, используемые при роботизированной дуговой сварке
| Функция | Датчик |
|---|---|
| Измерение сварочного тока | Датчик Холла |
| Токовый шунт | |
| Регулятор длины дуги | Датчик напряжения |
| Дистанционное управление | Емкостный датчик |
| Поиск кромки сварного шва | Тактильный (электрический) датчик |
| Датчик приближения | |
| Отслеживание сварного шва | Тактильный (механический контакт) зонд |
| Вихретоковый датчик | |
| Датчик сквозной дуги (переплетение с электрическим измерением) | |
| Видеодатчик | |
Лазерное сканирование (рис. 4) 4) | |
| Контроль провара | Датчик инфракрасного излучения |
| Ультразвуковой датчик | |
| Контроль сварочной ванны | Датчик технического зрения |
| Тепловидение | |
| Проверка качества сварки | Вихретоковый датчик |
| Ультразвуковой датчик | |
| Лазерное сканирование |
Ключевые вопросы
Преимущества внедрения роботизированной дуговой сварки очевидны, но есть некоторые связанные с этим проблемы, которые нельзя игнорировать.Роботизированная технология является хорошим решением для восполнения растущего пробела в навыках в сфере сварочного производства, но использование и программирование промышленных роботов по-прежнему является сложной и трудной задачей для обычных операторов. Несмотря на то, что современные методы обнаружения для роботизированной дуговой сварки легко доступны и достаточно надежны, их эффективное и действенное применение в некоторых приложениях по-прежнему сложно. Высокая температура, сильный свет от дуги, дым, сильный ток, расплавленный металл, брызги и другие факторы, связанные с дуговой сваркой, могут мешать работе датчиков.Разработка системы управления, которая может полностью использовать информацию, полученную датчиками, и эффективно преобразовывать ее в производство, по-прежнему остается сложной задачей.
Высокая температура, сильный свет от дуги, дым, сильный ток, расплавленный металл, брызги и другие факторы, связанные с дуговой сваркой, могут мешать работе датчиков.Разработка системы управления, которая может полностью использовать информацию, полученную датчиками, и эффективно преобразовывать ее в производство, по-прежнему остается сложной задачей.
Резюме
Роботизированная дуговая сварка является важным компонентом современных производственных предприятий. Основным преимуществом роботизированной дуговой сварки является производство высококачественных сварных швов за более короткое время цикла, а еще одним важным преимуществом является гибкость производства. Благодаря широкому применению во многих отраслях обрабатывающей промышленности роботизированная сварка превратилась в зрелый производственный метод.Сильные промышленные потребности продолжают стимулировать быстрое развитие роботизированной дуговой сварки и связанных с ней технологий для преодоления технических трудностей и расширения их возможностей.
Компания TWI приобрела хороший опыт в области роботизированной сварки благодаря своим услугам в области общих исследований, контрактных исследований и разработок, технической информации, консультаций, разработки стандартов, обучения и квалификации. Для получения более подробной информации, пожалуйста, свяжитесь с нами.
Ссылки
- Международная федерация робототехники, 2014 г., Всемирная статистика промышленных роботов, 2014 г., http://www.ifr.org/industrial-robots/statistics/.
- Организация Объединенных Наций и Международная федерация робототехники, 2000 г., Всемирная промышленная робототехника, 1996 г.: Статистика и прогноз, Нью-Йорк: ONU/IFR.
- Дж. Н. Пирес, А. Лоурейро и Г. Бёльмсьо, 2006 г., Сварочные роботы: технология, системные проблемы и приложения, Лондон: Springer-Verlag.
Объем рынка роботизированной сварки, доля
ГЛАВА 1: ВВЕДЕНИЕ
1.1. Описание отчета
1.2. Основные преимущества для заинтересованных сторон
1. 3. Ключевые сегменты рынка
3. Ключевые сегменты рынка
1.4. Методология исследования
1.4.1. Первичное исследование
1.4.2. Вторичное исследование
1.4.3. Аналитические инструменты и модели
3:ОБЗОР РЫНКА
3.1.Определение и объем рынка
3.2.Основные результаты
3.2.1.Главные инвестиционные карманы
3.2.2.Лучшие выигрышные стратегии
3.3.Пять анализ Портера
доли рынка 3.4. игроков, 2018 г. (%)
3.5.Динамика рынка
3.5.1.Движущие факторы
3.5.1.1.Увеличение внедрения в промышленности 4.0
3.5.1.2.Увеличение использования роботов для повышения эффективности сварки
3.5.1.3.Растущее внедрение сварочных роботов в автомобильной промышленности
3.5.2. Ограничения
3.5.2.1. Высокая начальная стоимость установки для небольших производственных единиц
3.5.3. Возможности
3.5.3.1. Увеличение инвестиций в НИОКР ТИП
4.1.Обзор
4.1.1.Размер рынка и прогноз по типам
4.2. Точечная сварка
Точечная сварка
4.2.1.Основные тенденции рынка, факторы роста и возможности
4.2.2.Размер рынка и прогноз по регионам
4.2 .3.Анализ рынка по странам
4.3.Дуговая сварка
4.3.1.Основные тенденции рынка, факторы роста и возможности
4.3.2.Размер рынка и прогноз по регионам
4.3.3.Анализ рынка по странам
ГЛАВА 5: РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
5.1.Обзор
5.1.1.Размер рынка и прогноз по конечным пользователям
5.2.Автомобилестроение и транспорт
5.2.1.Ключевые тенденции рынка, факторы роста и возможности
5.2.2.Размер рынка и прогноз, по регион
5.2.3.Анализ рынка по странам
5.3.Электротехника и электроника
5.3.1.Основные тенденции рынка, факторы роста и возможности
5.3.2.Размер рынка и прогноз по регионам
5.3.3.Анализ рынка по странам
5.4. Металлургия и машиностроение
5.4.1.Ключевые тенденции рынка, факторы роста и возможности
5. 4.2.Размер рынка и прогноз по регионам
4.2.Размер рынка и прогноз по регионам
5.4.3.Анализ рынка по странам
5.5.Другие
5.5.1.Ключевые тенденции рынка, факторы роста и возможности
5.5.2.Размер рынка и прогноз по регионам
5.5.3.Анализ рынка по странам
ГЛАВА 6:РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ ПО ПОЛЕЗНОЙ НАГРУЗКЕ
6.1.Обзор
6.1.1.Размер рынка и прогноз по полезной нагрузке
6.2. Менее 50 кг
6.2.1.Ключевые тенденции рынка, факторы роста и возможности
6.2.2.Объем рынка и прогноз по регионам
6.2.3.Анализ рынка по странам
6.3.50-150 кг
6.3.1.Основные тенденции рынка, рост факторы и возможности
6.3.2.Объем рынка и прогноз по регионам
6.3.3.Анализ рынка по странам
6.4.Более 150 кг
6.4.1.Основные тенденции рынка, факторы роста и возможности
6.4.2 .Размер рынка и прогноз по регионам
6.4.3.Анализ рынка по странам
ГЛАВА 7: РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ ПО РЕГИОНАМ
7.1.Обзор
7. 1.1.Размер рынка и прогноз по регионам
1.1.Размер рынка и прогноз по регионам
7.2.Северная Америка
7.2.1.Ключевые тенденции рынка, факторы роста и возможности
7.2.2.Размер рынка и прогноз по типам
7.2 .3.Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.2.4.Размер рынка и прогноз по полезной нагрузке
7.2.5.Анализ рынка по странам
7.2.5.1.США
7.2.5.1.1. Размер рынка и прогноз по типу
7.2.5.1.2. Размер рынка и прогноз по КОНЕЧНОМУ ПОЛЬЗОВАТЕЛЮ
7.2.5.1.3.Размер рынка и прогноз по полезной нагрузке
7.2.5.2.Канада
7.2.5.2.1.Размер рынка и прогноз по типам
7.2.5.2.2.Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.2. 5.2.3.Размер рынка и прогноз по полезной нагрузке
7.2.5.3.Мексика
7.2.5.3.1.Размер рынка и прогноз по типам
7.2.5.3.2.Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.2.5.3.3.Размер рынка и прогноз по полезной нагрузке
7.3.Европа
7.3.1.Ключевые тенденции рынка, факторы роста и возможности
7. 3.2.Размер рынка и прогноз по типу
3.2.Размер рынка и прогноз по типу
7.3.3.Размер рынка и прогноз по КОНЕЧНОМУ ПОЛЬЗОВАТЕЛЮ
7.3.4.Размер рынка и прогноз по полезной нагрузке
7.3.5.Анализ рынка по странам
7.3.5.1. Германия
7.3.5.1.1. Объем рынка и прогноз по типам
7.3.5.1.2. Объем рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.3.5.1.3. Объем рынка и прогноз по полезной нагрузке
7.3. 5.2.Франция
7.3.5.2.1.Размер рынка и прогноз по типу
7.3.5.2.2.Размер рынка и прогноз по КОНЕЧНОМУ ПОЛЬЗОВАТЕЛЮ
7.3.5.2.3.Размер рынка и прогноз по полезной нагрузке
7.3.5.3.Испания
7.3.5.3.1.Размер рынка и прогноз по типу
7.3.5.3.2.Размер рынка и прогноз по КОНЕЧНОМУ ПОЛЬЗОВАТЕЛЮ
7.3.5.3.3.Размер рынка и прогноз по полезной нагрузке
7.3.5.4.Италия
7.3.5.4.1.Размер рынка и прогноз по типам
ПОЛЬЗОВАТЕЛЬ
7.3.5.4.3. Размер рынка и прогноз по полезной нагрузке
7.3.5.5. Остальная Европа
7.3.5.5.1. Размер рынка и прогноз по типу
Размер рынка и прогноз по типу
7.3.5.5.2.Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.3.5.5.3.Размер рынка и прогноз по полезной нагрузке
7.4.Азиатско-Тихоокеанский регион
7.4.1.Ключевые рыночные тенденции, факторы роста и возможности
7.4 .2.Размер рынка и прогноз по типам
7.4.3.Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.4.4.Размер рынка и прогноз по полезной нагрузке
7.4.5.Анализ рынка по странам
7.4.5.1 .Япония
7.4.5.1.1.Размер рынка и прогноз по типу
7.4.5.1.2.Размер рынка и прогноз по КОНЕЧНОМУ ПОЛЬЗОВАТЕЛЮ
7.4.5.1.3.Размер рынка и прогноз по полезной нагрузке
7.4.5.2.Китай
7.4.5.2.1.Размер рынка и прогноз по типам
7.4.5.2.2.Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.4.5.2.3.Размер рынка и прогноз по полезной нагрузке
7.4.5.3.Индия
7.4.5.3.1.Размер рынка и прогноз по типам
ПОЛЬЗОВАТЕЛЬ
7.4.5.3.3. Объем рынка и прогноз по полезной нагрузке
7. 4.5.4. Южная Корея
4.5.4. Южная Корея
7.4.5.4.1. Объем рынка и прогноз по типу
7.4.5.4.2.Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.4.5.4.3.Размер рынка и прогноз по полезной нагрузке
7.4.5.5.Остальные страны Азиатско-Тихоокеанского региона
7.4.5.5.1.Размер рынка и прогноз , по типам
7.4.5.5.2.Размер рынка и прогноз, по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.4.5.5.3.Объем рынка и прогноз, по полезной нагрузке
7.5.LAMEA
7.5.1.Ключевые рыночные тенденции, факторы роста и возможности
7.5.2. Размер рынка и прогноз по типу
7.5.3. Размер рынка и прогноз по КОНЕЧНОМУ ПОЛЬЗОВАТЕЛЮ
7.5.4.Размер рынка и прогноз по полезной нагрузке
7.5.5.Анализ рынка по странам
7.5.5.1.Латинская Америка
7.5.5.1.1.Размер рынка и прогноз по типам
7.5.5.1.2.Размер рынка и прогноз по конечному пользователю
7.5.5.1.3. Размер рынка и прогноз по полезной нагрузке
7.5.5.2. Ближний Восток
7.5.5.2.1. Размер рынка и прогноз по типу
7. 5.5.2.2 .Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
5.5.2.2 .Размер рынка и прогноз по КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ
7.5.5.2.3.Размер рынка и прогноз по полезной нагрузке
7.5.5.3.Африка
7.5.5.3.1.Размер рынка и прогноз по типу
7.5.5.3.2.Размер рынка и прогноз по конечному пользователю
7.5.5.3.3.Размер рынка и прогноз по полезной нагрузке
ГЛАВА 8: ПРОФИЛИ КОМПАНИЙ
8.1.ABB, Ltd.
8.1.1.Обзор компании
8.1.2.Ключевые руководители
8.1.3.Снимок компании
8.1.4.Операционные бизнес-сегменты
8.1.5.Портфель продуктов
8.1.6.Расходы на НИОКР
8.1.7.Эффективность бизнеса
8.1.8.Ключевые стратегические шаги и разработки
8.2.Корпорация DAIHEN
8.2.1.Обзор компании
8.2.2.Ключевые руководители
8.2.3.Снимок компании
8.2.4.Операционные бизнес-сегменты
8.2.5.Портфель продуктов
8.3.DENSO WAVE INCORPORATE CORPORATION)
8.3.1.Обзор компании
8.3.2.Ключевые руководители
8.3.3.Снимок компании
8.3. 4.Операционные бизнес-сегменты
4.Операционные бизнес-сегменты
8.3.5.Портфель продуктов
8.3.6.Расходы на НИОКР
8.3.6. .Бизнес-показатели
8.4.FANUC CORPORATION
8.4.1.Обзор компании
8.4.2.Ключевые руководители
8.4.3.Снимок компании
8.4.4.Сегменты операционной деятельности
8.4.5.Портфель продуктов
8.4.6.Расходы на НИОКР
8.4.7.Результаты деятельности
8.4. 8.Ключевые стратегические шаги и разработки
8.5.Kawasaki Heavy Industries, Ltd.
8.5.1.Обзор компании
8.5.2.Ключевые руководители
8.5.3.Снимок компании
8.5.4.Сегменты операционной деятельности
8.5. 5. Ассортимент продукции
8.5.6. Расходы на НИОКР
8.5.7.Эффективность бизнеса
8.6.KUKA AG
8.6.1.Обзор компании
8.6.2.Ключевые руководители
8.6.3.Снимок компании
8.6.4.Сегменты операционной деятельности
8.6.5.Портфель продуктов
6. Расходы на НИОКР
8.6.7. Результаты деятельности
8.6.8. Ключевые стратегические шаги и разработки
8. 7. NACHI-FUJIKOSHI CORP.
7. NACHI-FUJIKOSHI CORP.
8.7.1. Обзор компании
8.7.2. Снимок компании
8.7.4. Сегменты операционной деятельности
8.7.5.Портфель продуктов
8.7.6.Эффективность бизнеса
8.8.Panasonic Corporation
8.8.1.Обзор компании
8.8.2.Ключевые руководители
8.8.3.Снимок компании
8.8.4.Операционные бизнес-сегменты 908.0 5. Портфель продуктов
8.8.6. Расходы на НИОКР
8.8.7. Эффективность бизнеса
8.8.8. Ключевые стратегические шаги и разработки
8.9. Yaskawa Electric Corporation
8.9.1. Обзор компании
8.9.2. Ключевые руководители
8.9.3.Снимок компании
8.9.4.Сегменты операционной деятельности
8.9.5.Портфель продуктов
8.9.6.Расходы на НИОКР
8.9.7.Эффективность бизнеса
8.9.8.Ключевые стратегические шаги и разработки
8.10.Siasun Robot & Automation Co Ltd
8.10. 1.Обзор компании
8.10.2.Ключевой руководитель
8.10.3.Снимок компании
8.10.4. Сегменты операционной деятельности
Сегменты операционной деятельности
8.10.5.Портфель продукции
СПИСОК ТАБЛИЦ
ТАБЛИЦА 01.GLOBAL ROBOTIC WELDING, BY REVUET WELDING ТИП, 2018-2026 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 02.РЫНОЧНАЯ ВЫРУЧКА ТОЧЕЧНОЙ СВАРКИ В РАЗБИВКЕ ПО РЕГИОНАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 03. 2018–2026 (МЛН ДОЛЛАРОВ США)
ТАБЛИЦА 05. РЫНОЧНАЯ ВЫРУЧКА АВТОМОБИЛЬНОЙ СВАРКИ И ТРАНСПОРТНЫХ СРЕДСТВ, ПО РЕГИОНАМ 2018–2026 (МЛН ДОЛЛАРОВ США)
ТАБЛИЦА 06.
ТАБЛИЦА 07. ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ ПО РЕГИОНАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 08.ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ ДЛЯ ЗДРАВООХРАНЕНИЯ ПО РЕГИОНАМ, 2018–2026 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 09. –2026(МЛН.$)
ТАБЛИЦА 11.ДОХОД НА РЫНКЕ РОБОТИЧЕСКОЙ СВАРКИ ДЛЯ ЭЛЕКТРОПРОИЗВОДСТВА И ЭЛЕКТРОНИКИ, ПО РЕГИОНАМ, 2018-2026(МЛН.$)
13.Глобальный роботизированный сварочный рынок, по регионам 2018-2026 (млн. Долл. США)
Таблица 14.north America Robotic Welding MarketRevenue, по типу 2018-2026 (млн. Долл. США)
Долл. США)
Таблица 15.north America Robotic Working Marketrevenue, по конечным пользователю 2018-2026 (МЛН ДОЛЛ. США)
ТАБЛИЦА 16. ДОХОД РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В СЕВЕРНОЙ АМЕРИКЕ ПО ПОЛЕЗНОЙ НАГРУЗКЕ, 2018–2026 ГГ. (МЛН ДОЛЛАРОВ)
ВЫРУЧКА РЫНКА СВАРКИ ПО ТИПАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 19.ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ США, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 ГГ. (МЛН. Долл. США)
ТАБЛИЦА 20. США. ВЫРУЧКА РЫНКА РОБОТИЗАННОЙ СВАРКИ, ПО ПОЛЕЗНОЙ НАГРУЗКЕ, 2018–2026 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 21. ВЫРУЧКА РЫНКА РОБОТИЗ. )
ТАБЛИЦА 23. ДОХОД НА РЫНОКЕ РОБОТАЦИОННОЙ СВАРКИ В КАНАДЕ, ПО ПОЛЕЗНОЙ НАГРУЗКЕ, 2018–2026 (МЛН. ДОЛЛ. США) 2018–2026 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 26.РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ В МЕКСИКЕ, ПО ПОЛЕЗНОЙ НАГРУЗКЕ, 2018–2026 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 27. МЛН)
ТАБЛИЦА 29. ДОХОД ЕВРОПЕЙСКОГО РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В РАЗБИВКЕ ПО ПОЛЕЗНОЙ НАГРУЗКЕ, 2018–2026 (МЛН ДОЛЛАРОВ США)
ТИП 2018–2026 (МЛН. ДОЛЛ. США)
ДОЛЛ. США)
ТАБЛИЦА 32.РЫНОК РОБОТИЗАННОЙ СВАРКИ В ГЕРМАНИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
МЛН)
ТАБЛИЦА 35. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ, ФРАНЦИЯ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 (МЛН. ДОЛЛ. США)
ТИП 2018–2026 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 38.ВЫРУЧКА РЫНКА РОБОТИЧЕСКОЙ СВАРКИ В ИСПАНИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 ГГ. (МЛН. Долл. США)
ТАБЛИЦА 39. МЛН)
ТАБЛИЦА 41. ДОРОГА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В ИТАЛИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 (МЛН ДОЛЛАРОВ)
, ПО ТИПУ 2018–2026 (МЛН. ДОЛЛ. США)
ТАБЛИЦА 44.ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В ОСТАЛЬНОЙ ЕВРОПЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 ГГ. (МЛН. Долл. США)
ТИП 2018–2026 (МЛН ДОЛЛ. США)
ТАБЛИЦА 47. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ В АЗИАТСКО-ТИХООКЕАНСКОМ РЕГИОНЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 (МЛН ДОЛЛАРОВ)
)
ТАБЛИЦА 49. ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В АЗИАТСКО-ТИХООКЕАНСКОМ РЕГИОНЕ ПО СТРАНАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
(МЛН. ДОЛЛ. США)
ТАБЛИЦА 50.ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В ЯПОНИИ, ПО ТИПУ, 2018–2026 (МЛН. ДОЛЛ. США)
МЛН)
ТАБЛИЦА 53. ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В КИТАЕ, ПО ТИПУ 2018–2026 (МЛН ДОЛЛАРОВ)
ПОЛЕЗНАЯ НАГРУЗКА, 2018–2026 ГГ. (МЛН ДОЛЛ. США)
ТАБЛИЦА 56. РЫНОЧНАЯ ВЫРУЧКА РОБОТИЗИРОВАННОЙ СВАРКИ В ИНДИИ, ПО ТИПАМ, 2018–2026 гг. (МЛН ДОЛЛ. США)
ТАБЛИЦА 57.ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В ИНДИИ ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 ГГ. (МЛН. Долл. США)
МЛН ДОЛЛ. США)
ТАБЛИЦА 60. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ В ЮЖНОЙ КОРЕЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 ГГ. (МЛН ДОЛЛАРОВ)
ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ PACIFIC, ПО ТИПАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 63.ОСТАЛЬНАЯ ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В АЗИАТСКО-ТИХООКЕАНСКОМ РЕГИОНЕ, ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 ГГ. (МЛН. Долл. США)
ТИП 2018–2026 (МЛН ДОЛЛ. США)
ТАБЛИЦА 66. РЫНОЧНАЯ ВЫРУЧКА LAMEA ROBOTIC WELDING ПО КОНЕЧНЫМ ПОЛЬЗОВАТЕЛЯМ, 2018–2026 (МЛН ДОЛЛАРОВ)
РЫНОЧНАЯ ВЫРУЧКА . LAMEA ROBOTIC WELDING ПО СТРАНАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
LAMEA ROBOTIC WELDING ПО СТРАНАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 69.Латинская Америка роботизированная сварка MarketRevenue, по типу 2018-2026 (млн. Долл. США)
Таблица 70.latin Америка Роботизированная сварка MarketRevene, по конечным пользователю 2018-2026 (млн. Долл. США)
Таблица 71.latin America Robotic Wording MarketRevenue, путем полезной нагрузки 2018- 2026 (МЛН ДОЛЛАРОВ)
ТАБЛИЦА 72. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ НА БЛИЖНЕМ ВОСТОКЕ, ПО ТИПУ 2018–2026 (МЛН ДОЛЛАРОВ)
ВЫРУЧКА РЫНКА EAST ROBOTIC WELDING ПО ПОЛЕЗНОЙ НАГРУЗКЕ, 2018–2026 ГГ. (МЛН. Долл. США)
ТАБЛИЦА 75.ВЫРУЧКА РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ В АФРИКЕ ПО ТИПАМ, 2018–2026 ГГ. (МЛН. ДОЛЛ. США)
ТАБЛИЦА 76. МЛН)
ТАБЛИЦА 78.ABB LTD.: КЛЮЧЕВЫЕ РУКОВОДИТЕЛИ
ТАБЛИЦА 79.ABB LTD.: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 80.ABB LTD.: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 81.ABB LTD.: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 82.ABB LTD.: ОСНОВНЫЕ СТРАТЕГИЧЕСКИЕ ДЕЙСТВИЯ И РАЗРАБОТКИ
ТАБЛИЦА 83. DAIHEN CORPORATION: ОСНОВНЫЕ РУКОВОДИТЕЛИ
DAIHEN CORPORATION: ОСНОВНЫЕ РУКОВОДИТЕЛИ
ТАБЛИЦА 84.Daieng Corporation: Компания Snapshot
Таблица 85.daihen Corporation: Операционные сегменты
Таблица 86.daihen Corporation: Product Portfolio
Таблица 87.denso Wave Incorporated: ключевые руководители
Таблица 88.denso Wave Incorporated: Компания Snapshot
Таблица 89.denso Corporation: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 90.DENSO WAVE INCORPORATED: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 91.FANUC CORPORATE: КЛЮЧЕВЫЕ РУКОВОДИТЕЛИ
ТАБЛИЦА 92.FANUC CORPORATION: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 93.FANUC CORPORATE: ОПЕРАЦИОННЫЕ СЕГМЕНТЫ 9094.Corporation Fanuc: Productfolio
Таблица 95.Fanuc Corporation: ключевые стратегические ходы и разработки
Таблица 96.kawasaki Heavy Industries, Ltd.: Ключевые руководители
Таблица 97.kawasaki Heavy Industries, Ltd.: Компания Snapshot
Таблица 98.Кавасаки Тяжелая промышленность , LTD.: СЕГМЕНТЫ ОПЕРАЦИОННОЙ ДЕЯТЕЛЬНОСТИ
ТАБЛИЦА 99.KAWASAKI HEAVY INDUSTRIES, LTD. : ПОРТФЕЛЬ ПРОДУКЦИИ
: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 100.KUKA AG: КЛЮЧЕВЫЕ РУКОВОДИТЕЛИ
ТАБЛИЦА 101.KUKA AG: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 102.KUKA AG: ОПЕРАЦИОННАЯ ТАБЛИЦА 102.KUKA AG: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 104.KUKA AG: ОСНОВНЫЕ СТРАТЕГИЧЕСКИЕ ДЕЙСТВИЯ И РАЗРАБОТКИ
ТАБЛИЦА 105.NACHI-FUJIKOSHI CORP.: ОСНОВНЫЕ ПРЕДСТАВИТЕЛИ
ТАБЛИЦА 106.NACHI-FUJIKOSHI CORP.: КОМПАНИЯ-СНАПШОТ
CO.FUJIKOSHI CORP. : ОПЕРАЦИОННЫЕ СЕГМЕНТЫ
ТАБЛИЦА 108.NACHI-FUJIKOSHI CORP.: ПОРТФЕЛЬ ПРОДУКЦИИ
ТАБЛИЦА 109.KUKA AG: КЛЮЧЕВЫЕ РУКОВОДИТЕЛИ
ТАБЛИЦА 110.KUKA AG: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 111.KUKA AG: ПРОИЗВОДСТВЕННЫЕ СЕГМЕНТЫ 1.2 TABKA1 90 ПОРТФЕЛЬ
ТАБЛИЦА 113.KUKA AG: ОСНОВНЫЕ СТРАТЕГИЧЕСКИЕ ДЕЙСТВИЯ И РАЗРАБОТКИ
ТАБЛИЦА 114.Yaskawa Electric Corporation: Ключевые руководители
Таблица 115.Яскава Электрическая корпорация: Компания Снимок
Таблица 116.Яскава Электрическая корпорация: Операционные сегменты
Таблица 117.Яскава Электрическая корпорация: Портфолио продукта
Таблица 118. Клипица Представитель: SiaSun Robot & Automation Co Ltd
Клипица Представитель: SiaSun Robot & Automation Co Ltd
ТАБЛИЦА 119. SIASUN ROBOT & AUTOMATION CO LTD: КРАТКИЙ ОБЗОР КОМПАНИИ
ТАБЛИЦА 120. SIASUN ROBOT & AUTOMATION CO LTD: КАТЕГОРИИ ПРОДУКЦИИ
Ключевые сегменты рынка
Рисунок 02.Экспортная суммарна
Рисунок 03. Глобальный роботизированный рынок роботизма: ключевые игроки
Рисунок 04.top Инвестиционные карманы
Рисунок 05.top Выигрышные стратегии, к году 2016-2019 гг.
Рисунок 06.top РАЗВИТИЕ, 2016–2019 (%)
РИСУНОК 07. ОСНОВНЫЕ ВЫИГРЫШНЫЕ СТРАТЕГИИ ПО КОМПАНИЯМ, 2016–2019 (%)
УГРОЗА ЗАМЕН
РИСУНОК 11.УМЕРЕННАЯ УГРОЗА НОВЫХ УЧАСТНИКОВ. СТРАНА, 2018 И 2026 (%)
РИСУНОК 16. СРАВНИТЕЛЬНЫЙ АНАЛИЗ РЫНКА РОБОТИЗИРОВАННОЙ СВАРКИ ДЛЯ ДУГОВОЙ СВАРКИ ПО СТРАНАМ, 2018 И 2026 (%)
18. СРАВНИТЕЛЬНЫЙ АНАЛИЗ РЫНКА АВТОМОБИЛЬНОЙ И ТРАНСПОРТНОЙ РОБОТИЗИРОВАННОЙ СВАРКИ ПО СТРАНАМ, 2018 И 2026 ГГ. (%)
РИСУНОК 19.
РИСУНОК 22. МИРОВОЙ РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ ПО ПОЛЕЗНОЙ НАГРУЗКЕ, 2018–2026 гг.
& 2026 (%)
РИСУНОК 24.
РИСУНОК 27. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ В КАНАДЕ, 2018–2026 ГГ.
, 2018–2026 (МЛН. ДОЛЛ. США) 90 207 РИСУНОК 30.РИСУНОК 31. РЫНОЧНАЯ ВЫРУЧКА РОБОТИЗИРОВАННОЙ СВАРКИ В ГЕРМАНИИ, 2018-2026 (МЛН. Долл. США)
РИСУНОК 32. РИСУНОК 34. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ В ОСТАЛЬНОЙ ЕВРОПЕ, 2018–2026 (МЛН ДОЛЛАРОВ)
ВЫРУЧКА РЫНКА СВАРКИ, 2018–2026 ГГ. (МЛН. Долл. США) 90 207 РИСУНОК 37.РИСУНОК 38. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ В ЮЖНОЙ КОРЕЕ, 2018–2026 (МЛН ДОЛЛАРОВ)
РИСУНОК 40. РЫНОК РОБОТИЗИРОВАННОЙ СВАРКИ В ЛАТИНСКОЙ АМЕРИКЕ, 2018–2026 (МЛН. Долл. США)
РИСУНОК 43. ABB LTD.: РАСХОДЫ НА НИОКР, 2016–2018 ГГ. (МЛН. ДОЛЛ. США)
РИСУНОК 44.ABB LTD.: ВЫРУЧКА, 2016–2018 ГГ. (МЛН. ДОЛЛ. США)
РИСУНОК 45. ABB LTD.: ДОЛЯ ДОХОДА ПО СЕГМЕНТАМ, 2018 г. (%)
КОРПОРАЦИЯ .DENSO: РАСХОДЫ НА НИОКР, 2016–2018 ГГ. (МЛН ДОЛЛ. США)
РИСУНОК 48. КОРПОРАЦИЯ DENSO: ВЫРУЧКА, 2016–2018 гг. (МЛН ДОЛЛ. США)
DENSO CORPORATION: ДОЛЯ ДОХОДА ПО РЕГИОНАМ, 2018 г. (%)
(%)
РИСУНОК 51.FANUC CORPORATION: РАСХОДЫ НА НИОКР, 2016–2018 ГГ. (МЛН. ДОЛЛ. США)
РИСУНОК 52.КОРПОРАЦИЯ FANUC: ВЫРУЧКА, 2016–2018 ГГ. (МЛН. ДОЛЛАРОВ США)
РИСУНОК 53. КОРПОРАЦИЯ FANUC: ДОЛЯ ДОХОДА ПО СЕГМЕНТАМ, 2018 г. (%)
INDUSTRIES, LTD.: РАСХОДЫ НА НИОКР, 2016–2018 ГГ. (МЛН ДОЛЛ. США)
РИСУНОК 56. KAWASAKI HEAVY INDUSTRIES, LTD.: ВЫРУЧКА, 2016–2018 гг. (МЛН ДОЛЛ. США)
РИСУНОК 57. KAWASAKI HEAVY INDUSTRIES, LTD.: ДОЛЯ ДОХОДОВ ПО СЕГМЕНТАМ , 2018 г. (%)
РИСУНОК 58. KAWASAKI HEAVY INDUSTRIES, LTD.: ДОЛЯ ВЫРУЧКИ ПО РЕГИОНАМ, 2018 г. (%)
РИСУНОК 59.KUKA AG: РАСХОДЫ НА НИОКР, 2016–2018 ГГ. (МЛН ДОЛЛ. США)
РИСУНОК 60.KUKA AG: ВЫРУЧКА, 2016–2018 гг. (МЛН ДОЛЛ. США)
РИСУНОК 61.KUKA AG: ДОЛЯ ДОХОДА ПО СЕГМЕНТАМ, 2018 г. (%)
AG: ДОЛЯ ВЫРУЧКИ ПО РЕГИОНАМ, 2018 г. (%)
РИСУНОК 65. NACHI-FUJIKOSHI CORP.: ДОЛЯ ДОХОДА ПО РЕГИОНАМ, 2018 г. (%)
РИСУНОК 66.KUKA AG: РАСХОДЫ НА НИОКР, 2016–2018 ГГ. (МЛН. Долл. США)
РИСУНОК 67.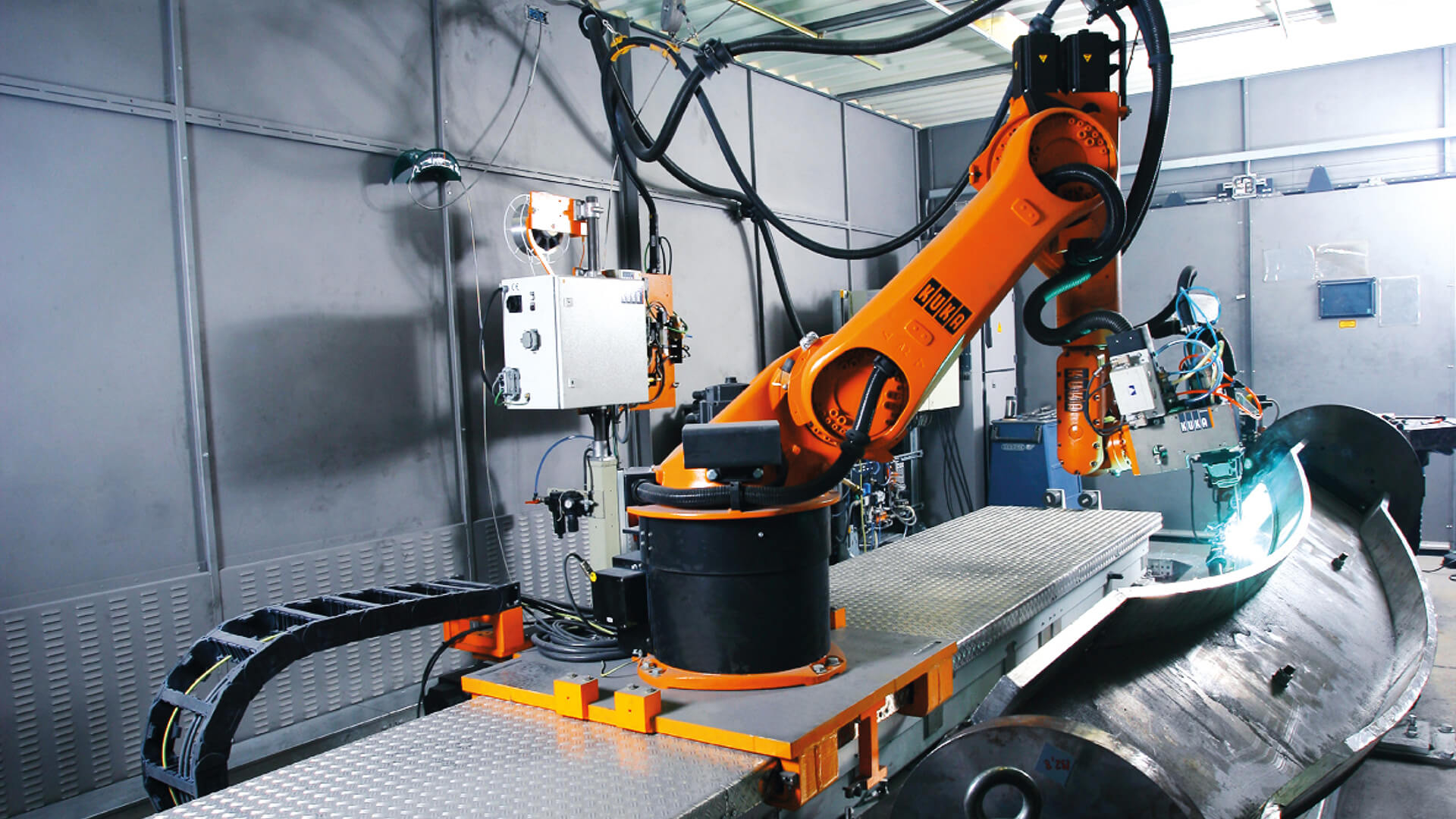 KUKA AG: ВЫРУЧКА, 2016–2018 ГГ. (МЛН. Долл. США)
KUKA AG: ВЫРУЧКА, 2016–2018 ГГ. (МЛН. Долл. США)
РИСУНОК 68.KUKA AG: ДОЛЯ ВЫРУЧКИ ПО СЕГМЕНТАМ, 2018 г. (%)
КОРПОРАЦИЯ: РАСХОДЫ НА НИОКР, 2016–2018 ГГ. (МЛН ДОЛЛ. США)
РИСУНОК 71.YASKAWA ELECTRIC CORPORATION: ВЫРУЧКА, 2016–2018 гг. (МЛН ДОЛЛ. США)
YASKAWA ELECTRIC CORPORATION: ДОЛЯ ДОХОДА ПО ГЕОГРАФИИ, 2018 г. (%)
Сварочный робот — производитель автоматических сварочных роботов из Ченнаи
| Brand | ABB | |
| 6 | Protection | стандарт IP67 для базы и нижней руки, IP54 для верхней руки |
| монтаж | этаж, стена, полка, Наклоненные, инвертированные | |
| Напряжение питания | 200-600 V | |
| частота | 50-60 HZ | |
| размеры робота | 676 x 511 мм | |
| высота | 1600 мм | |
| Относительная влажность | Макс. 95 % 95 % | |
| Уровень шума | Макс. 69 дБ (А) |
Сокращение времени цикла:
Поскольку все технологические кабели и шланги проложены внутри манипулятора робота, роботы IRB 2600ID значительно сокращают время простоя, вызванное помехами и износом.Эта интеграция также гарантирует, что максимально достижимое ускорение доступно в любое время без ограничений. Эти функции помогают значительно сократить общее время цикла и повысить надежность.
В ассортименте две модели. Версия с вылетом 2,0 м и весом 8 кг предназначена для интеграции с оборудованием для дуговой сварки. Модель с радиусом действия 1,85 м и массой 15 кг оснащена гибким трубопроводом, предназначенным для оптимизации обработки материалов и обслуживания машины.
Более быстрое программирование:
Легкость создания автономных программ повышается благодаря интегрированной одеванию (ID).Контролируемые движения шлангов и кабелей легко предсказуемы, поэтому программирование и моделирование являются идеальным представлением реальной робототехнической системы. Это сводит к минимуму время, необходимое для тонкой настройки программ, и позволяет быстрее начать производство. Общее время программирования
сокращается до 90%.
Снижение стоимости владения:
Все шланги и кабели надежно закреплены и защищены, они меньше раскачиваются во время работы и меньше подвержены воздействию сварочных брызг или смазочно-охлаждающих жидкостей, что значительно увеличивает срок службы.Затраты на покупку и замену сварочной горелки снижаются до 75 %, а
можно исключить до трех производственных остановок в год.
Более высокая производительность при меньшей занимаемой площади:
Благодаря компактной конструкции и отсутствию незакрепленных шлангов и кабелей IRB 2600ID занимает очень мало места: радиус поворотного основания составляет всего 337 мм, а ширина основания составляет всего 511 мм. При погрузочно-разгрузочных работах и обслуживании машин это означает, что робот может быть размещен ближе к обслуживаемым машинам.При дуговой сварке сниженный риск вмешательства в работу других роботов позволяет создавать производительные установки с высокой плотностью за счет увеличения количества роботов на 50 % и повышения производительности производственной ячейки до 50 %. Вот как IRB 2600ID помогает вам получить максимальную отдачу от вашего производства, более высокую производительность с меньшей площади.
При погрузочно-разгрузочных работах и обслуживании машин это означает, что робот может быть размещен ближе к обслуживаемым машинам.При дуговой сварке сниженный риск вмешательства в работу других роботов позволяет создавать производительные установки с высокой плотностью за счет увеличения количества роботов на 50 % и повышения производительности производственной ячейки до 50 %. Вот как IRB 2600ID помогает вам получить максимальную отдачу от вашего производства, более высокую производительность с меньшей площади.
Повышенная маневренность в небольших помещениях:
Очень тонкое запястье, всего 227 x 130 мм. Со всеми шлангами и кабелями, интегрированными в технологическое запястье, робот может легко получить доступ к узким отверстиям и выполнять сложные движения.Например, при дуговой сварке это означает, что IRB 2600ID может выполнять круговые швы без перерыва и без ущерба для качества, а также за гораздо более короткое время цикла, что увеличивает производительность.
Технические характеристики:
| Перемещение оси | Рабочий диапазон | Максимальная скорость оси |
| Ось 1 оборота | +180° до -180° | 175°/с |
| Ось 2 плеча | +155° до -95° | 175°/с |
| Ось 3 плеча | +75° до -180° | 175°/с |
| Ось 4 вращения | +175° до -175° | 360°/с |
Размер и рост рынка роботизированной сварки
Объем мирового рынка роботизированной сварки составил 5 долларов США.42 млрд в 2020 году. Прогнозируется, что рынок вырастет с 5,80 млрд долларов США в 2021 году до 9,76 млрд долларов США в 2028 году при среднегодовом темпе роста 7,7% в период 2021–2028 годов. Глобальное воздействие COVID-19 было беспрецедентным и ошеломляющим, поскольку роботизированная сварка продемонстрировала положительное влияние на спрос во всех регионах в условиях пандемии. Согласно нашему анализу, мировой рынок продемонстрировал более низкий рост на 6,9% в 2020 году по сравнению со средним годовым ростом в 2017-2019 годах. Рост CAGR объясняется спросом и ростом этого рынка, который возвращается к допандемическим уровням после окончания пандемии.
Согласно нашему анализу, мировой рынок продемонстрировал более низкий рост на 6,9% в 2020 году по сравнению со средним годовым ростом в 2017-2019 годах. Рост CAGR объясняется спросом и ростом этого рынка, который возвращается к допандемическим уровням после окончания пандемии.
Роботизированная сварка — это автоматизированный процесс, в котором механизированные программируемые инструменты используются для сварки и обработки промышленного оборудования. В настоящее время промышленные роботы становятся важным компонентом в нескольких отраслях промышленности, таких как автомобили, строительство, нефть и газ и другие. Кроме того, внедрение роботов привело к выдающимся результатам с точки зрения чистоты поверхности и точности размеров во всей отрасли.
Было замечено, что такие отрасли, как автомобильная, строительная и другие, прилагают последовательные усилия для внедрения передовых роботизированных технологий, а затем для автоматизации процессов производства продукции.В результате продажи растут благодаря неявным усилиям производителей и их инвестициям в исследования и разработки.
Уровень сложности решения и отработки операций роботизированными системами на оптимальном уровне. Они эффективно адаптируются к изменениям условий сварки в режиме реального времени, что сводит к минимуму риск травмирования человека при работе с экстремальными процессами. Поэтому ожидается, что растущее внедрение роботизированных сварочных систем будет способствовать росту в аэрокосмической, автомобильной и других отраслях.Системы обеспечивают такие преимущества, как конкурентоспособная стоимость единицы продукции, безопасность, характеристики сварки, гибкость, повышенная производительность, использование рабочего пространства и экономия затрат на оплату труда.
Влияние COVID-19: немедленная остановка промышленных предприятий для сдерживания роста на короткий период
Немедленная блокировка в различных странах оказала резкое влияние на цепочку поставок и деятельность нескольких отраслей. Согласно вторичным источникам, поскольку пандемия продолжается в течение значительного периода времени в таких странах, как Индия, Франция, Испания, США. К., США и т. д., производственные мощности могут медленно возобновлять работу. Это можно сделать, следуя нормам и рекомендациям по социальному дистанцированию, установленным правительством в соответствующих странах.
К., США и т. д., производственные мощности могут медленно возобновлять работу. Это можно сделать, следуя нормам и рекомендациям по социальному дистанцированию, установленным правительством в соответствующих странах.
Ожидается, что рост мирового рынка роботизированной сварки окажет умеренное влияние из-за остановки производства. Это в основном связано с отсутствием рабочей силы на производственных предприятиях, где промышленные роботы оказываются жизненно важной поддержкой для производителей. Ожидается, что после периода восстановления после COVID 19 спрос на сварочных роботов значительно возрастет, поскольку такие производители, как Yaskawa America, KukA AG, ABB, FANUC Corporation и другие, в основном сосредоточены на массовом производстве роботизированной продукции.
ПОСЛЕДНИЕ ТЕНДЕНЦИИ
Запросите бесплатный образец , чтобы узнать больше об этом отчете.
Внедрение Индустрии 4.0 Закладка фундамента для эволюционных обновлений
Производители постоянно делают упор на разработку передовых программных интерфейсов с каждым новым методом, что, в свою очередь, порождает потребность в инновациях. Принятие Индустрии 4.0 является одним из таких методов, который произвел революцию в этих процессах. Он революционизирует производственный процесс, устанавливая тенденцию к обмену данными и автоматизации для удовлетворения растущего спроса на операции в автомобильной, горнодобывающей, строительной, железнодорожной и судостроительной отраслях.
Принятие Индустрии 4.0 является одним из таких методов, который произвел революцию в этих процессах. Он революционизирует производственный процесс, устанавливая тенденцию к обмену данными и автоматизации для удовлетворения растущего спроса на операции в автомобильной, горнодобывающей, строительной, железнодорожной и судостроительной отраслях.
Роботизированная сварка с внедрением Индустрии 4.0 повышает точность и эффективность повторяющегося производственного процесса. Ведущие производители также сосредоточены на внедрении индустрии 4.0. Например, в июле 2020 года ABB India объявила об открытии нового робототехнического предприятия, чтобы предоставить преимущества Индустрии 4.0, такие как передовые технологии робототехники и цифровизации для отраслей электроники, автомобилестроения и других развивающихся секторов. Эти факторы закладывают основу для роста рынка.
ДВИЖУЩИЕ ФАКТОРЫ
Использование автоматизированного сварочного оборудования для содействия росту рынка
Рынок растет благодаря технологическим достижениям в области автоматизации. Это расширенная версия автоматизированного процесса, в которой используются роботизированные технологии для обеспечения более высокого уровня процесса. Основным преимуществом автоматизации отрасли является сокращение времени производства.
Это расширенная версия автоматизированного процесса, в которой используются роботизированные технологии для обеспечения более высокого уровня процесса. Основным преимуществом автоматизации отрасли является сокращение времени производства.
Такое оборудование, как станции очистки форсунок, кусачки для проволоки, стопорные головки, вкладыши и программное обеспечение для связи с машинами, выводит автоматизированный процесс на высочайший уровень производительности.Кроме того, ожидается, что это уменьшит проблемы безопасности и затраты на охрану труда. Следовательно, ожидается, что растущий спрос на автоматизацию будет способствовать росту рынка в течение прогнозируемого периода.
ОГРАНИЧИВАЮЩИЕ ФАКТОРЫ
Высокие первоначальные инвестиции и серьезные проблемы с безопасностью, препятствующие росту рынка
На начальном этапе требуются большие инвестиции для закупок, программирования и обслуживания. Новым участникам и МСП трудно извлечь выгоду из крупных фондов из-за небольших объемов производства. Кроме того, отрасль столкнулась с серьезной проблемой производственного травматизма, возникающего во время работы на различных производственных площадках. Это связано с чрезмерным воздействием на организм человека текущих выбросов, которые превышают физиологическую переносимость.
Кроме того, отрасль столкнулась с серьезной проблемой производственного травматизма, возникающего во время работы на различных производственных площадках. Это связано с чрезмерным воздействием на организм человека текущих выбросов, которые превышают физиологическую переносимость.
Сегментация
по типу анализе
Чтобы узнать, как наш отчет может помочь упростить ваш бизнес, поговорить с аналитиком
Высокоточная и повторяющаяся сварка для изображений высочайшего доли рынка для сегмента типа дуги
По типу рынок подразделяется на дуговой, точечный, MIG/TIG и другие.
Ожидается, что дуговая сварка займет доминирующее положение в доходах рынка. Это в основном связано со спросом на дуговой тип в автомобильной и других отраслях промышленности, где требуется высокая точность и повторяемость. Кроме того, этот тип широко используется из-за его низкой стоимости, удобства и широкой применимости.
Ожидается, что точечная сварка будет расти значительными темпами благодаря высокой доступности и возможности роботизированной автоматизации по сравнению с другими методами, которые делают ее идеальным выбором для автомобильного производства.
По анализу грузоподъемности
Сегмент средней грузоподъемности (30-60 кг) для удержания наибольшей доли рынка, поддерживаемой операциями дуговой и точечной сварки
В случае грузоподъемности рынок характеризуется как низкий (6-22 кг), средний (30-60 кг) и высокий (80-300 кг).
Сегмент средней грузоподъемности будет доминировать на рынке в 2020 году благодаря широкому спектру применения в тяжелых условиях в автомобильной и других отраслях промышленности.Kuka AG, FANUC Corporation и другие предлагают широкий спектр специальных роботов для дуговой сварки. Эти роботы оптимизированы для непрерывной работы с низкими затратами на техническое обслуживание и эксплуатацию.
Ожидается, что в сегменте с высокой грузоподъемностью будет достигнут самый высокий среднегодовой темп роста, связанный с растущим спросом на электромобили. Кроме того, простота операций погрузки и разгрузки также способствует росту сегмента. Принимая во внимание, что в низком сегменте ожидается устойчивый рост благодаря традиционным спотовым и дуговым операциям во всех отраслях.
По отраслевому анализу
Использование передовых технологий для удержания наибольшей доли рынка в автомобильной промышленности , электрика и электроника и другие.
Прогнозируется, что в 2020 году автомобильная промышленность будет занимать наибольшую долю рынка благодаря росту производства автомобилей.Было замечено, что промышленность предпочитает использовать передовые технологии, чтобы наилучшим образом использовать сталь с высокой прочностью на растяжение для надежного процесса сборки. Ожидается, что точечная сварка повлияет на рост использования этих машин в автомобильной промышленности.
Ожидается, что рост строительства коммерческих и жилых зданий будет стимулировать строительный сегмент в течение прогнозируемого периода. Кроме того, государственная поддержка развития инфраструктуры в развивающихся странах повышает спрос на роботов для различных приложений.
РЕГИОНАЛЬНЫЕ ИНСАЙТЫ
Объем рынка роботизированной сварки в Азиатско-Тихоокеанском регионе, 2020 г. (млрд долларов США)
(млрд долларов США)
Увеличение использования технологии 4.0
Прогнозируется, что Азиатско-Тихоокеанский регион станет доминирующим регионом на мировом рынке. Рост объясняется развитием промышленной автоматизации и обрабатывающей промышленности, особенно в Японии, Китае, Южной Корее и Индии.
Кроме того, использование технологий Индустрии 4.0 способствует росту потенциала рынка сварочной робототехники. Более того, присутствие известных компаний по всему Китаю является основной причиной того, что Азиатско-Тихоокеанский регион доминирует на рынке. Ожидается, что присутствие местных зарегистрированных и незарегистрированных производителей в Китае будет хорошим предзнаменованием для роста рынка в регионе.
В Индии наблюдается высокий спрос на сварочных роботов, связанный с расширением производственных процессов.Растущие производственные мощности по производству электромобилей и другой автомобильной продукции, электрических и электронных компонентов и прочего влияют на рост рынка. Например, в феврале 2021 года Ola выбрала ABB в качестве одного из своих партнеров по решениям для автоматизации и робототехники для своего мегазавода Scooter в Индии. Ола использует роботов и решения по автоматизации ABB для производственной линии, включающей покрасочные линии, линии сборки двигателей и аккумуляторов. В результате проникновение систем роботизированной сварки растет по всей стране.
Например, в феврале 2021 года Ola выбрала ABB в качестве одного из своих партнеров по решениям для автоматизации и робототехники для своего мегазавода Scooter в Индии. Ола использует роботов и решения по автоматизации ABB для производственной линии, включающей покрасочные линии, линии сборки двигателей и аккумуляторов. В результате проникновение систем роботизированной сварки растет по всей стране.
Ожидается, что Северная Америка займет второе место и продемонстрирует значительный рост на рынке. Это связано с такими факторами, как присутствие известных игроков в США. Эти игроки делают упор на огромные инвестиции во внедрение передовых и автоматизированных процессов, а не ручных систем.
Ожидается, что в течение прогнозируемого периода в Европе будет наблюдаться устойчивый рост. Развитые страны, такие как Германия и Великобритания, вносят свой вклад в рост рынка в регионе.Италия и Франция в значительной степени внедряют автоматическую сварку, что может стать ключевым фактором роста рынка в регионе.
Чтобы узнать, как наш отчет может помочь оптимизировать ваш бизнес, обратитесь к аналитику
Прогнозируется, что на Ближнем Востоке, в Африке и Южной Америке будет наблюдаться умеренный рост рынка благодаря технологическому расширению и развитию отрасли в последнее время. годы.
КЛЮЧЕВЫЕ ИГРОКИ ОТРАСЛИ
Ключевые игроки делают акцент на приобретениях и слияниях для расширения присутствия на рынке что привело к внедрению технологий автоматизации в промышленную сварку более эффективно, чем когда-либо.Ключевые игроки сосредоточены на улучшении навыков программирования своих сварщиков, чтобы получить опыт работы с расширенными программными средствами управления.
Кроме того, участники рынка уделяют особое внимание внедрению новых технологий для разработки новых машин и систем. Например, в апреле 2019 года Novarc Technologies заключила партнерское соглашение с ABICOR BINZEL, чтобы расширить свой робот для сварки катушек, оснащенный датчиками отслеживания шва и сварочными горелками ABICOR BINZEL, на глобальном уровне.
Корпорация FANUC уделяет особое внимание расширению ассортимента продукции
Корпорация Fanuc уделяет особое внимание внедрению передовых технологий для повышения своей конкурентоспособности на мировом рынке.Кроме того, компания использует различные маркетинговые стратегии, такие как запуск продукта, сотрудничество и другие, чтобы расширить свои продажи в разных странах. Например, в ноябре 2019 года дочерняя компания FANUC Corporation, FANUC America Corporation, представила роботов для совместной дуговой сварки (Cobots) на выставке FABTECH в Чикаго. Встроенный датчик позволяет Коботу безопасно работать вместе с людьми без необходимости охраны.
Список ключевых компаний Профилированные:
- BANUC Corporation (Япония)
- KUKA AG (Германия)
- KEMPPI OY (Финляндия)
- Yaskawa America (США)
- ABB (Швейцария )
- Panasonic Corporation (Япония)
- OTC DAIHEN Inc. (США)
- DENSO Corporation (Япония)
- Kawasaki Heavy Industries, Ltd. (Япония)
- Lincoln Electric Company (US)
- Miller Electric MFG. LLC (US)
- IGM Robotersysteme AG (Австрия)
- Abhisha Technocrats Pvt. Ltd. (Махараштра, Индия)
- Acieta LLC (США)
- EWM AG (Мюндерсбах, Германия)
- Carl Cloos Schweisstechnik GmbH (Хайгер, Германия)
- SIASUN CO., ООО (Китай)
- Smenco (Австралия)
 (США)
(США)ключевых отраслевых разработок:
- Июль 2019 г.: Yaskawa America, Inc. выпустила три новых продукта в области роботизированной сварки, включая промышленного робота с увеличенным радиусом действия, новое удобное в использовании подвесное приложение для дуговой сварки и обновленную рабочую ячейку для требовательные производственные условия.
- Spot
- Spot
- MIG / TIG
- Laser
- Другие (плазменные и т. Д.)
- Low (6-22 кг)
- Medium (30-60 кг)
- Высокий (80 -300kg)
- Aerospace & Defense
- Майнинг
- Oil & Gas
- Железнодорожное и судостроение
- Электротехника и электроника
- Прочее (сталелитейный завод, ветряные турбины и т. д.))
- North America (тип, грузоподъемность, промышленность и страна)
- США (по типу)
- Канада (по типу)
- Мексика (по типу)
- North America (тип, грузоподъемность, промышленность и страна)
- Europe (тип, возможности полезной нагрузки, промышленность и страна)
- Германия (по типу)
- U. K. (по типу)
- Франция (по типу)
- Италия (по типу)
- Остальная Европа (по типу)
- 900 А страны)
- Китай (по типу)
- Япония
- Индия (по типу)
- Отдых Азиатско-Тихоокеанский регион (по типу)
9 - на Ближнем Востоке и Африка (тип, грузоподъемность, отрасль и страна)
- GCC (по типу)
- Южная Африка (по типу)
- Остальная часть Ближнего Востока и Африки (по типу)
- Бразилия (по типу)
- Аргентина (по типу)
- Остальная часть Южной Америки (по типу) 2 70209 1 9047 900 28
44
Южная Америка (Тип, грузоподъемность, отрасль и страна)
мая 2021: 9001. Путь робототехники США повысила 56,0 млн. Долларов США для агрессивного расширения AI. Компания стала пионером в области роботизированной сварки и разработала на рынке автономную систему.

ПОКРЫТИЕ ОТЧЕТА
Чтобы получить всестороннее представление о рынке, отправьте запрос на настройку
В отчете об исследовании мирового рынка роботизированной сварки представлена подробная информация о различных аспектах отрасли. Некоторые из них — это драйверы роста, ограничения, конкурентная среда, региональный анализ и вызовы. Кроме того, он предлагает аналитическое описание рыночных тенденций и оценок, чтобы проиллюстрировать предстоящие инвестиционные карманы.Рынок количественно проанализирован с 2021 по 2028 год, чтобы обеспечить финансовую компетентность. Информация, собранная в отчете, была взята из нескольких первичных и вторичных источников.
Отчет Scope & Сегментация
ATTRIBUTE | ДЕТАЛИ | ||
Исследование Период | 2017 — 2028 | ||
Базовый год | 2020 | ||
Расчетный год | 2021 | ||
Прогноз прогноз | — 2028 | ||
Исторический период | 2017 — 2019 9007 | ||
Unit | 50029 | ||
сегментация | Тип, полезная нагрузка, промышленность и область | ||
| | ||
9002 Индустрией |
 Д.)
Д.) K. (по типу)
K. (по типу)Объем мирового рынка роботизированной сварки оценивался в
Нью-Йорк, январь. 16, 2020 (GLOBE NEWSWIRE) — Reportlinker.com объявляет о выпуске отчета «Рынок роботизированной сварки по типу, конечному пользователю и полезной нагрузке: глобальный анализ возможностей и отраслевой прогноз, 2019–2026» — https://www.reportlinker .com/p05837008/?utm_source=GNW
16, 2020 (GLOBE NEWSWIRE) — Reportlinker.com объявляет о выпуске отчета «Рынок роботизированной сварки по типу, конечному пользователю и полезной нагрузке: глобальный анализ возможностей и отраслевой прогноз, 2019–2026» — https://www.reportlinker .com/p05837008/?utm_source=GNW
В 2018 году объем мирового рынка роботизированной сварки оценивался в 5 450,5 млн долларов США, а к 2026 году он, по прогнозам, достигнет 10 784,4 млн долларов США, увеличившись в среднем на 8,7% в период с 2019 по 2026 год. механизированный программируемый робот, который автоматизирует процесс сварки, одновременно выполняя манипуляционную часть и операцию сварки.Сварочные роботы широко используются в автомобильной промышленности для сварки деталей и компонентов интерьера, а также наружных автомобильных деталей с меньшей сложностью. Сварочные роботы запрограммированы на определенные расстояния, которые помогают им работать должным образом. Кроме того, сварочные роботы оснащены датчиками и контроллерами, что позволяет равномерно применять сварку.
Внедрение сварочных роботов обеспечивает повышение производительности сварочных линий. Это позволило снизить интенсивные трудовые травмы, повысить скорость и точность выполнения заказов, а также увеличить время безотказной работы при снижении затрат.В автомобильной, производственной и металлургической промышленности используются автоматизированные технологии сварки, чтобы снизить затраты, сэкономить время и обеспечить более высокое качество сварки. Эта технология также повышает эффективность использования рабочего пространства и повышает производительность цепочки поставок в отраслях конечных пользователей.
Роботизированные системы помогают снизить нагрузку на сотрудников, работая вместе с ними для повышения эффективности. Кроме того, потребность в сварочных роботах устраняет потребность в рабочей силе, тем самым обеспечивая превосходное качество работы за счет эффективного и результативного выполнения повторяющихся задач.Однако высокая стоимость установки и сложные возможности интеграции, необходимые для первоначальной настройки сварочных роботов, сдерживают рост рынка роботизированной сварки. Первоначальные инвестиции и затраты на обслуживание автоматизированных систем высоки из-за интеграции высококачественного оборудования с эффективной системой программного управления. Большой объем первоначальных инвестиций ограничивает использование роботизированной сварки. В сварочных роботах установлены самые современные технологии для выполнения сварочных работ.Следовательно, первоначальная стоимость установки сварочного робота значительно выше.
Первоначальные инвестиции и затраты на обслуживание автоматизированных систем высоки из-за интеграции высококачественного оборудования с эффективной системой программного управления. Большой объем первоначальных инвестиций ограничивает использование роботизированной сварки. В сварочных роботах установлены самые современные технологии для выполнения сварочных работ.Следовательно, первоначальная стоимость установки сварочного робота значительно выше.
Кроме того, крупные инвестиции в научно-исследовательские и опытно-конструкторские работы в области робототехники в различных отраслях промышленности стимулировали использование новых и передовых технологий для разработки сварочных роботов. Сварочные роботы могут быть настроены для удовлетворения конкретных требований, таких как облачная работа и удаленный мониторинг, а также эффективный физический рост для улучшения совместимости с рабочей силой человека за счет использования инновационных технологий.Например, стратегия «Сделано в Китае до 2025 года», революция в области робототехники и восемь великих технологий — лишь немногие другие примеры объединений робототехники.
В отчете рынок роботизированной сварки сегментирован по типу роботов на точечную сварку и дуговую сварку. По конечным пользователям рынок делится на автомобильную и транспортную, электрическую и электронную, металлургическую и машиностроительную и другие. Рынок роботизированной сварки сегментирован в зависимости от полезной нагрузки: менее 50 кг, 50-150 кг и более 150 кг.
Мировой рынок роботизированной сварки анализируется по четырем регионам, а именно Северной Америке, Европе, Азиатско-Тихоокеанскому региону и LAMEA. На Азиатско-Тихоокеанский регион приходится самая высокая доля доходов в 2018 году благодаря правительственным инициативам, таким как «Сделано в Индии» и «Сделано в Китае 2025». Кроме того, рост внедрения автоматизированных систем в автомобильной и других отраслях; улучшенные и безопасные условия труда; а технологические достижения стимулируют спрос на сварочных роботов в этом регионе. Китай стал свидетелем быстрого роста индустрии робототехники.Страна вложила значительные средства и развернула 100 000 промышленных роботов в нескольких отраслях, что подпитывает спрос на сварочных роботов.
АНАЛИЗ КОНКУРЕНЦИИ
Ключевые игроки рынка, представленные в отчете о рынке роботизированной сварки, включают ABB, Ltd., DAIHEN Corporation, Denso Corporation, Fanuc Corporation, Kawasaki Heavy Industries, Ltd., KUKA AG, Nachi-Fujikoshi Corp., Panasonic Corporation, Siasun Robot & Automation Co Ltd. и Yaskawa Electric Corporation.
Основные игроки, работающие на мировом рынке роботизированной сварки, приняли ключевые стратегии, такие как разработка продуктов, чтобы расширить свое присутствие на рынке и выдержать жесткую конкуренцию на рынке.Например, в июле 2017 года корпорация Fanuc выпустила сварочного робота Arc Mate 100iD. Он поддерживает несколько интеллектуальных функций, таких как встроенные системы машинного зрения, включая систему iRVision, разработанную Fanuc. Датчики и детали, такие как дополнительные датчики отслеживания шва, камеры и захватные устройства, также совместимы с новым роботом. Аналогичным образом, в марте 2019 года компания выпустила две новые модели: робот-манипулятор M-20iD/25 и сварочную версию ARC Mate 120iD, которая обеспечивает повышение производительности за счет превосходных характеристик движения при более низкой стоимости владения.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ДЛЯ ЗАИНТЕРЕСОВАННЫХ СТОРОН
— В отчете представлен обширный анализ текущих и новых тенденций и динамики рынка роботизированной сварки.
— Углубленный анализ рынка роботизированной сварки проводится путем построения оценок для ключевых сегментов в период с 2018 по 2026 год.
— Обширный анализ рынка проводится путем отслеживания позиционирования ключевых продуктов и мониторинга основных конкурентов в рамках рынка.
— Предоставлен комплексный анализ всех регионов для определения преобладающих возможностей.
— В отчет включен прогнозный анализ мирового рынка роботизированной сварки с 2018 по 2026 год.
— В этом отчете представлены ключевые игроки рынка, работающие на мировом рынке роботизированной сварки, и тщательно проанализированы их стратегии, которые помогают понять конкурентные перспективы отрасли роботизированной сварки.
Глобальные роботизированные сегменты рынка рынка роботизированной сварки
по типу
• Сварка Sporting
• Дуговая сварка
к концу пользователя
• Автомобильные и перевозки
• Electrical & Electronics
• Металлы и машины
• Другие
by Payload
• Меньше более 50 кг
• 50-150 кг
• Более 150 кг
ПО РЕГИОНАМ
• Северная Америка
o U. S.
S.
o Канада
o Мексика
• Европа
o Германия
o Франция
o Испания
o Италия
o Остальная Европа
• Азиатско-Тихоокеанский регион
o Япония
o Китай
o Южная Корея 2 o Индия
0
• LAMEA
o Латинская Америка
o Ближний Восток
o Африка
КЛЮЧЕВЫЕ ИГРОКИ
• ABB, Ltd.
• DAIHEN Corporation
• Denso Corporation
• Fanuc Corporation
• Kawasaki Heavy Industries KUKA AG
• Nachi-Fujikoshi Corp
• Panasonic Corporation
• Siasun Robot & Automation Co Ltd
• Yaskawa Electric Corporation
Читать полный отчет: https://www.reportlinker.com/p05837008/?utm_source=GNW
О Reportlinker
ReportLinker — отмеченное наградами решение для исследования рынка. Reportlinker находит и упорядочивает последние отраслевые данные, чтобы вы могли получить все необходимые исследования рынка — мгновенно и в одном месте.
__________________________
Роботизированный сварочный манипулятор Superb At Captivating Deals
Повысьте производительность и эффективность своего сварочного бизнеса с помощью сенсационного роботизированного сварочного манипулятора , доступного по заманчивым предложениям на Alibaba. ком. Роботизированный сварочный манипулятор оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и конструкции, которые обеспечивают высокую производительность на протяжении всего их непревзойденного длительного срока службы. Роботизированный сварочный манипулятор потребляет мало электроэнергии при сохранении заданной выходной мощности, независимо от того, используется ли он в личных целях или в служебных целях.
ком. Роботизированный сварочный манипулятор оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и конструкции, которые обеспечивают высокую производительность на протяжении всего их непревзойденного длительного срока службы. Роботизированный сварочный манипулятор потребляет мало электроэнергии при сохранении заданной выходной мощности, независимо от того, используется ли он в личных целях или в служебных целях.
Передовые изобретения, лежащие в основе конструкции и стилей этих роботизированных сварочных манипуляторов , делают их очень гибкими и применимыми в самых разных сварочных задачах.Роботизированный сварочный манипулятор не подвергается неблагоприятному воздействию сильной жары или холода, что делает его пригодным и применимым в широком диапазоне погодных условий. Они поставляются с широким выбором, учитывающим многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут роботизированную сварочную руку , наиболее подходящую для их нужд.
Доступность роботизированной сварочной руки на Alibaba.com сбивает с толку, учитывая их неограниченную мощность и поразительную производительность.Затраты на эксплуатацию и техническое обслуживание роботизированного сварочного манипулятора также невероятно низки благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, гарантируя, что вы не потеряете свою производительность из-за технических проблем. Тем не менее, вы можете связаться с различными поставщиками и продавцами роботизированной сварочной руки на сайте, если вам потребуются дополнительные рекомендации.
Поднимите свой сварочный бизнес на новый уровень с привлекательным роботизированным сварочным манипулятором от Alibaba.ком. Вы также можете купить их для личного использования в вашем доме. Независимо от характера ваших целей, вы найдете роботизированный сварочный манипулятор , который лучше всего подходит для их достижения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Объем рынка промышленных сварочных роботов может вырасти на 2,30 млрд долларов США в период с 2021 по 2025 год, и темпы роста рынка ускорятся при среднегодовом темпе роста 6.11%.
В этом отчете представлен подробный анализ рынка по продуктам (роботы для точечной сварки, роботы для дуговой сварки и роботы для лазерной сварки), конечным пользователям (автомобилестроение, электротехника и электроника, тяжелое машиностроение и др.), географии (Азиатско-Тихоокеанский регион, Европа, Ближнего Востока и Африки, Северной Америки и Южной Америки), а также ключевых поставщиков.
Обзор рынка
Просмотрите TOC и LoE с выбранными иллюстрациями и примерами страниц рынка промышленных сварочных роботов
Запросите БЕСПЛАТНЫЙ образец прямо сейчас!
Анализ рыночной конкуренции
В отчете анализируется конкурентная среда на рынке и предлагается информация о нескольких рыночных поставщиках, в том числе:
- АББ Лтд.
- Корпорация ДЕНСО
- Корпорация FANUC
- Компания Дженерал Электрик
- Кавасаки Хэви Индастриз Лтд.
- Midea Group Co. Ltd.
- Мицубиси Электрик Корп.
- Корпорация Panasonic
- Линкольн Электрик Ко
- Яскава Электрик Корп.

Рынок промышленных сварочных роботов фрагментирован, и поставщики используют различные органические и неорганические стратегии роста, чтобы конкурировать на рынке.Нажмите здесь, чтобы узнать о других успешных бизнес-стратегиях, реализованных поставщиками.
Участники рынка также в значительной степени используют внешние рыночные факторы, такие как растущая потребность в автоматизированных процессах сварки и достижения в области сварочных роботов, для реализации возможностей роста. Однако такие факторы, как эксплуатационные проблемы, связанные со сварочными роботами, будут препятствовать росту участников рынка. Чтобы максимально использовать возможности и оправиться от последствий пандемии COVID-19, рыночные поставщики должны уделять больше внимания перспективам роста в быстрорастущих сегментах, сохраняя при этом свои позиции в медленнорастущих сегментах.
Загрузите бесплатный образец прогнозного отчета по рынку промышленных сварочных роботов, чтобы получить представление о полных профилях ключевых поставщиков. Профили включают информацию о производстве, устойчивости и перспективах ведущих компаний.
В этом отчете об анализе рынка промышленных сварочных роботов также содержится подробная информация о предстоящих тенденциях и проблемах, которые будут влиять на рост рынка. Это поможет компаниям разработать стратегии, чтобы максимально использовать свои будущие возможности роста.
Рынок промышленных сварочных роботов: основные факторы и тенденции
|
|


Получите бесплатный образец сейчас, чтобы получить дополнительную информацию о других ключевых факторах рынка
Рынок промышленных сварочных роботов: сегментация по географическому признаку
Для получения дополнительной информации о доле рынка в различных регионах Запросите БЕСПЛАТНЫЙ образец прямо сейчас!
62% роста рынка будет приходиться на Азиатско-Тихоокеанский регион в течение прогнозируемого периода.Китай, Япония и Южная Корея (Республика Корея) являются ключевыми рынками для промышленных сварочных роботов в Азиатско-Тихоокеанском регионе. Рост рынка в этом регионе будет быстрее, чем рост рынка в других регионах.
Увеличение инвестиций в автомобильную промышленность является одним из основных факторов, которые будут способствовать росту рынка промышленных сварочных роботов в Азиатско-Тихоокеанском регионе в течение прогнозируемого периода. Чтобы получить дополнительную информацию о конкурентах и региональных возможностях для поставщиков, просмотрите наш образец отчета.
Чтобы получить дополнительную информацию о конкурентах и региональных возможностях для поставщиков, просмотрите наш образец отчета.
Рынок промышленных сварочных роботов: сегментация по продуктам
Запросите БЕСПЛАТНЫЙ образец и получите дополнительную информацию о рыночном вкладе различных сегментов
Точечная сварка является основным процессом на производственных предприятиях конечных пользователей. Участники отрасли внедряют роботов для точечной сварки, чтобы повысить свою производительность и повысить эффективность работы. Сегмент роботов для точечной сварки будет демонстрировать устойчивый рост в течение прогнозируемого периода благодаря растущему использованию роботов для точечной сварки в автомобильной, электронной и тяжелой промышленности.
В этом отчете содержится точный прогноз вклада всех сегментов в рост размера рынка промышленных сварочных роботов. Получайте полезную рыночную информацию о влиянии COVID-19 на каждый сегмент.
Запрос БЕСПЛАТНОГО образца
Рынок промышленных сварочных роботов: основные моменты отчета за 2021–2025 годы
- CAGR рынка в течение прогнозируемого периода 2021-2025
- Подробная информация о факторах, которые будут способствовать росту рынка Промышленные сварочные роботы в течение следующих пяти лет
- Точная оценка размера рынка промышленных сварочных роботов и его вклада в материнский рынок
- Точные прогнозы будущих тенденций и изменений в поведении потребителей
- Рост индустрии промышленных сварочных роботов в Азиатско-Тихоокеанском регионе, Европе, Ближнем Востоке и Африке, Северной Америке и Южной Америке
- Тщательный анализ конкурентной среды на рынке и подробная информация о поставщиках
- Подробная информация о факторах, которые будут препятствовать росту поставщиков на рынке промышленных сварочных роботов
Мы можем помочь! Наши аналитики могут настроить этот отчет в соответствии с вашими требованиями.