Как сделать для сварки осциллятор своими руками?
Сварочный осциллятор прежде всего необходим для проведения сварочных работ в различных сферах производства. Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. Между тем, во время работы поддерживается стабильная подача пламени. Наиболее часто используемым осциллятором является аппарат марки ОП-240.
Так как сварка незаменима во многих сферах производства и бытовых работах, то спрос на осцилляторы всегда велик. Но его вовсе необязательно покупать. Осциллятор своими руками изготовить не так сложно. Для этого лишь потребуются необходимые материалы и соблюдение приведенных ниже рекомендаций.
Принцип работы
Изготовленный осциллятор для инвертора своими руками или же купленный аппарат используется с целью стабильной работы сварочной дуги. Частота составляет 50 Гц при номинальном напряжении работы 220 В.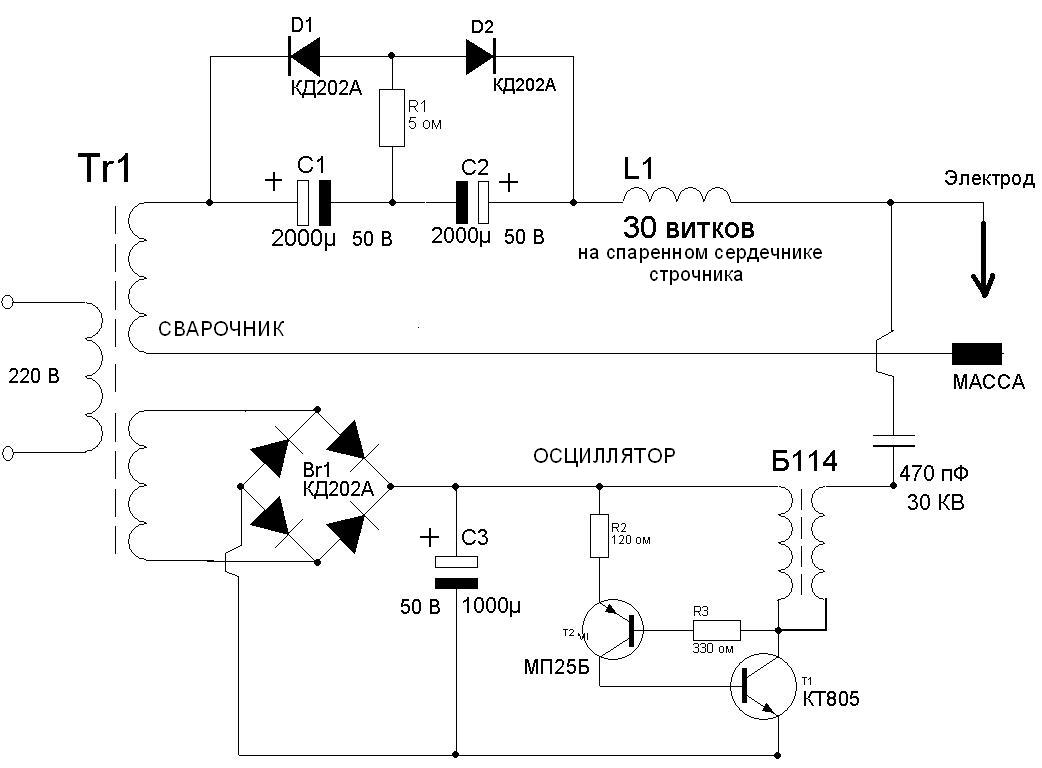
Состав
При таких характеристиках сделанный осциллятор алюминия своими руками обладает теми возможностями, которые соответствуют проведению сварочных производственных или ремонтных работ в быту. С его помощью можно производить сварку алюминия и других металлов.
Рассмотрим электрические составляющие осциллятора:
- разрядник;
- две катушки дросселей;
- трансформаторы: простой и высокочастотный;
- колебательный контур.
Контур, состоящий из конденсатора и высокочастотного трансформатора, генерирует затухающие искры.
Для чего необходим конденсатор?
Конденсатор в этой цепи выполняет важную функцию по защите самого устройства и выполняющего сварку рабочего от различных травм, вызванных воздействием электричества.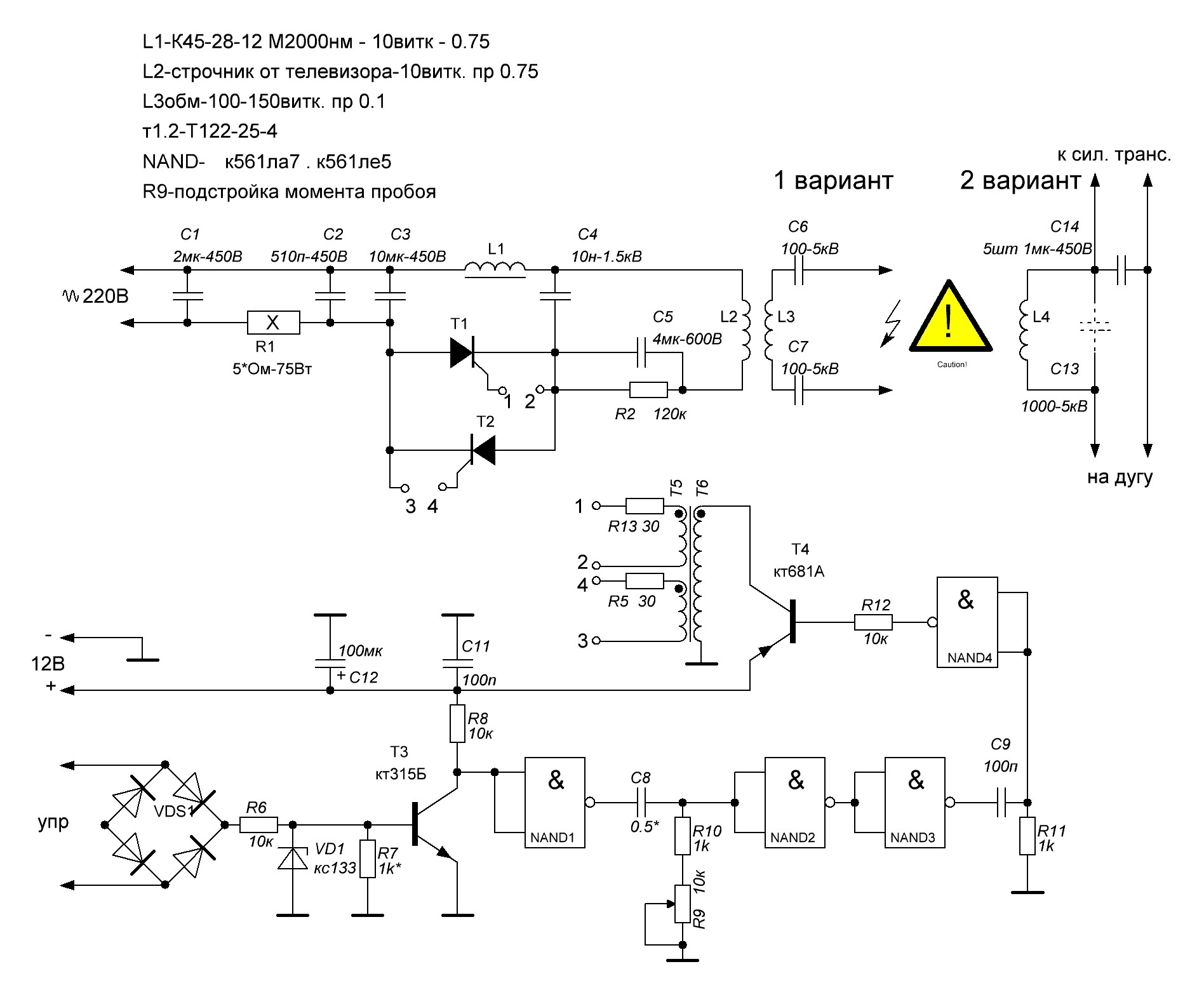 В случае пробоя происходит размыкание электрической цепи за счет специального предохранителя. Он и служит защитным элементом. Совместная работа аппарата и осциллятора происходит по следующему алгоритму. Напряжение подается сквозь трансформатор на конденсатор. Таким образом оно заряжает его. При полной зарядке конденсатор передает разряд тока на разрядник, от чего образуется пробой. Тем временем колебательный контур закорачивается. Весь этот процесс вызывает колебания по резонансному принципу. Но они тут же затухают. Высокочастотный ток для резонансных колебаний поступает на сварочную дугу, минуя конденсатор и катушку.
В случае пробоя происходит размыкание электрической цепи за счет специального предохранителя. Он и служит защитным элементом. Совместная работа аппарата и осциллятора происходит по следующему алгоритму. Напряжение подается сквозь трансформатор на конденсатор. Таким образом оно заряжает его. При полной зарядке конденсатор передает разряд тока на разрядник, от чего образуется пробой. Тем временем колебательный контур закорачивается. Весь этот процесс вызывает колебания по резонансному принципу. Но они тут же затухают. Высокочастотный ток для резонансных колебаний поступает на сварочную дугу, минуя конденсатор и катушку.
Не забываем о том, что устройство блокировочного конденсатора обуславливает прохождение через него высокочастотного тока, вследствие чего имеются высокие значения напряжений. За счет сопротивления вместе с блокировкой тока конденсатором осциллятор защищен от коротких замыканий.
Как происходит процесс?
Чтобы сделать осциллятор собственноручно, будет необходим высоковольтный трансформатор. Он требуется для повышения напряжения. Также не обойтись без кнопки на грелке. Она служит как для подачи газа на сопло плазмообразующей дуги, так и для управления отжига. Все это предохраняет металл от воздействия кислорода и дает возможность образоваться аргоновой среде, в которой непосредственно и происходит процесс сваривания металла. Процесс работы происходит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает имеющийся высоковольтный трансформатор. Высокомагнитное поле создается через дугу, после чего преобразовывается благодаря катушке. Последняя изготовляется путем наматывания обычным сварочным кабелем.
Он требуется для повышения напряжения. Также не обойтись без кнопки на грелке. Она служит как для подачи газа на сопло плазмообразующей дуги, так и для управления отжига. Все это предохраняет металл от воздействия кислорода и дает возможность образоваться аргоновой среде, в которой непосредственно и происходит процесс сваривания металла. Процесс работы происходит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает имеющийся высоковольтный трансформатор. Высокомагнитное поле создается через дугу, после чего преобразовывается благодаря катушке. Последняя изготовляется путем наматывания обычным сварочным кабелем.
Эта конструкция имеет два выхода – плюс и минус. Оба они проходят через трансформатор. Однако первый идет на горелку, а вот второй — на деталь. После нажатия на кнопку управления газ через клапан поступает в горелку. Это является стартом процесса сварки. Также любой осциллятор, будь он заводской или самодельный, должен иметь конденсатор.
Перед тем как взяться конструировать осциллятор для сварочных работ своими руками, следует заблаговременно ознакомиться с чертежами его конструкции. При наличии даже начальных знаний в области электротехники это не составит особых проблем. Кроме того, желателен опыт конструирования. Занимаясь изготовлением осциллятора самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как существует риск поражения током.
Порядок изготовления
Для того чтобы сваривать преимущественно алюминиевые детали, можно изготовить сварочный осциллятор своими руками. Для монтажа используется одна из наиболее часто используемых схем:
1. Первым делом необходимо подобрать надежный трансформатор, чтобы он мог обеспечивать увеличенную подачу напряжения от номинальных 220 до 3000 В.
2. После этого производим установку разрядника, пропускающего искру.
3. Далее, подсоединяем другой важнейший элемент — колебательный контур с блокировочным конденсатором, генерирующим импульсы высоких частот.
Вот и все, осциллятор готов. Главной частью схемы этого устройства является колебательный контур. В его составе должен обязательно присутствовать блокировочный конденсатор. Колебательный контур, в состав которого также входит катушка индуктивности и разрядник, необходим для генерирования импульсов. С их помощью сварочная дуга зажигается значительно проще. Купленный или изготовленный осциллятор своими руками может быть импульсного и непрерывного действия. Но последний вариант менее эффективен. Кроме того, потребуется наличие дополнительного устройства, необходимого для защиты от большого напряжения.
Правила изготовления
Таким образом, если аппарат планируется использовать исключительно в быту, то лучше всего изготовить осциллятор для сварки своими руками, поскольку его приобретение у производителя и дилера обойдется весьма недешево. В довершение к этому необходимо обладать навыками сборки подобных устройств и знаниями электрической техники. Если вы намереваетесь изготовить осциллятор своими руками, нужно уделять внимание на только правильной сборке, но и грамотной эксплуатации этого устройства. Ведь прибор работает от электричества. И при несоблюдении техники безопасности велик риск получения травмы. Следует тщательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор собственноручно будет не слишком сложно. Вам лишь потребуются все необходимые инструменты и материалы.
Ведь прибор работает от электричества. И при несоблюдении техники безопасности велик риск получения травмы. Следует тщательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор собственноручно будет не слишком сложно. Вам лишь потребуются все необходимые инструменты и материалы.
Сварочные осцилляторы — — Энциклопедия по машиностроению XXL
В недостаточно для того, чтобы вызвать электрический разряд. Для возбуждения дуги необходим кратковременный импульс напряжения, который обеспечил бы пробой и последовательное развитие искрового разряда вплоть до дугового. Для решения этой задачи источники питания для сварки в среде защитного газа снабжают дополнительным устройством — сварочным осциллятором. [c.143]Рис 46.
 Электрическая схема сварочного осциллятора
[c.115]
Электрическая схема сварочного осциллятора
[c.115]Технические характеристики сварочных осцилляторов [c.31]
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающего его первоначальную ионизацию. Для этого в сварочную цепь на короткое время подключают источник высокочастотного переменного тока высокого напряжения (осциллятор). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом. [c.185]
Если св рка производится при наличии осциллятора в сварочной цепи, следить за исправностью заземления металлического кожуха, блокировки и специальной защиты проводов, [c.141]
На рис, 48 дана характерная циклограмма процесса аргонодуговой сварки вольфрамовым электродом. На циклограмме показано изменение основных параметров процесса ручной сварки сварочного тока /св, напряжения дуги скорости подачи присадочной проволоки скорости сварки расхода аргона Q r и дополнительного параметра — напряжения осциллятора С/дси, в течение цикла сварки Газ подают за 10—15 с до начала горения дуги, давление газа составляет (1,1—1,3)-10 Па, средний расход газа
 82]
82]
Осциллятор должен быть простым, удобным и надёжным в эксплоатации. Связанное с применением осцилляторов усложнение схемы устройства и обслуживания сварочного поста является причиной слабого внедрения их в сварочную технику. [c.289]
Сварочный ток в а принимается численно равным 35 d, где d — диаметр электрода в мм. Сварка выполняется на постоянном токе с обратной полярностью и на переменном токе с осциллятором. [c.428]
Процесс сварки в углекислом газе необходимо вести на короткой дуге. При сварке на токах 200—250 а длина дуги должна быть в пределах 1,5—А,О мм, так как увеличение длины дуги повышает разбрызгивание жидкого металла и угар легируюш,их элементов. Оптимальные соотношения между сварочным током и напряжением на дуге даны на рис. 326. Сварка возможна на постоянном токе, а также на переменном токе с применением осциллятора. [c.543]
Источником энергии сварки при ДКС служит электрическая дуга, поддерживаемая разрядом конденсаторов. Батарея конденсаторов 1 (рис. 3-22) заряжается от источника постоянного напряжения U , и ее напряжение подводится к сварочному электроду 2 (вольфрам, графит) и цоколю 3. Пробой промежутка 2—3 осциллятором 4 обусловливает разряд, дуга расплавляет вывод и сваривает его с цоколем. Сварка должна производиться при положительной полярности на цоколе.
[c.225]
Батарея конденсаторов 1 (рис. 3-22) заряжается от источника постоянного напряжения U , и ее напряжение подводится к сварочному электроду 2 (вольфрам, графит) и цоколю 3. Пробой промежутка 2—3 осциллятором 4 обусловливает разряд, дуга расплавляет вывод и сваривает его с цоколем. Сварка должна производиться при положительной полярности на цоколе.
[c.225]
На участке / дуга малоустойчива и имеет офаниченное применение. В этом случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора.
В, причем большее его значение допускается для автоматической сварки. Режим возбуждения дуги характерен наличием во вторичном контуре тока высокой частоты и высокого напряжения, а также высокочастотным искровым разрядом между электродом и изделием. При исправной сварочной цепи и надлежащей настройке осциллятора этот режим длится десятые доли секунды и после возникновения дугового разряда установка переходит, в режим нагрузки. Возбуждение дуги способом короткого замыкания не рекомендуется, так как в этом случае неизбежно частичное разрушение электрода, частицы которого попадают в сварочную ванну и остаются в шве после его кристаллизации, снижая его прочность. В режиме нагрузки при заданном значении силы тока дуги формируется сварной шов. В конце процесса сварки рабочее значение силы тока плавно уменьшают до минимального, используя блок управления 3. Происходит заварка кратера — углубления в конце шва, образующегося при резком включении тока..
[c.101]
Возбуждение дуги способом короткого замыкания не рекомендуется, так как в этом случае неизбежно частичное разрушение электрода, частицы которого попадают в сварочную ванну и остаются в шве после его кристаллизации, снижая его прочность. В режиме нагрузки при заданном значении силы тока дуги формируется сварной шов. В конце процесса сварки рабочее значение силы тока плавно уменьшают до минимального, используя блок управления 3. Происходит заварка кратера — углубления в конце шва, образующегося при резком включении тока..
[c.101]
По достижении определенного напряжения на вторичной обмотке трансформатора происходит пробой искрой воздушного промежутка разрядника. Конденсатор Q разряжается на катушку индуктивности Lf., являющуюся первичной обмоткой высокочастотного трансформатора Т2. Последний осуществляет магнитную связь осциллятора со сварочным контуром L , который содержит источник питания ИП. В колебательном контуре возникает знакопеременный, затухающий по амплитуде колебательный процесс.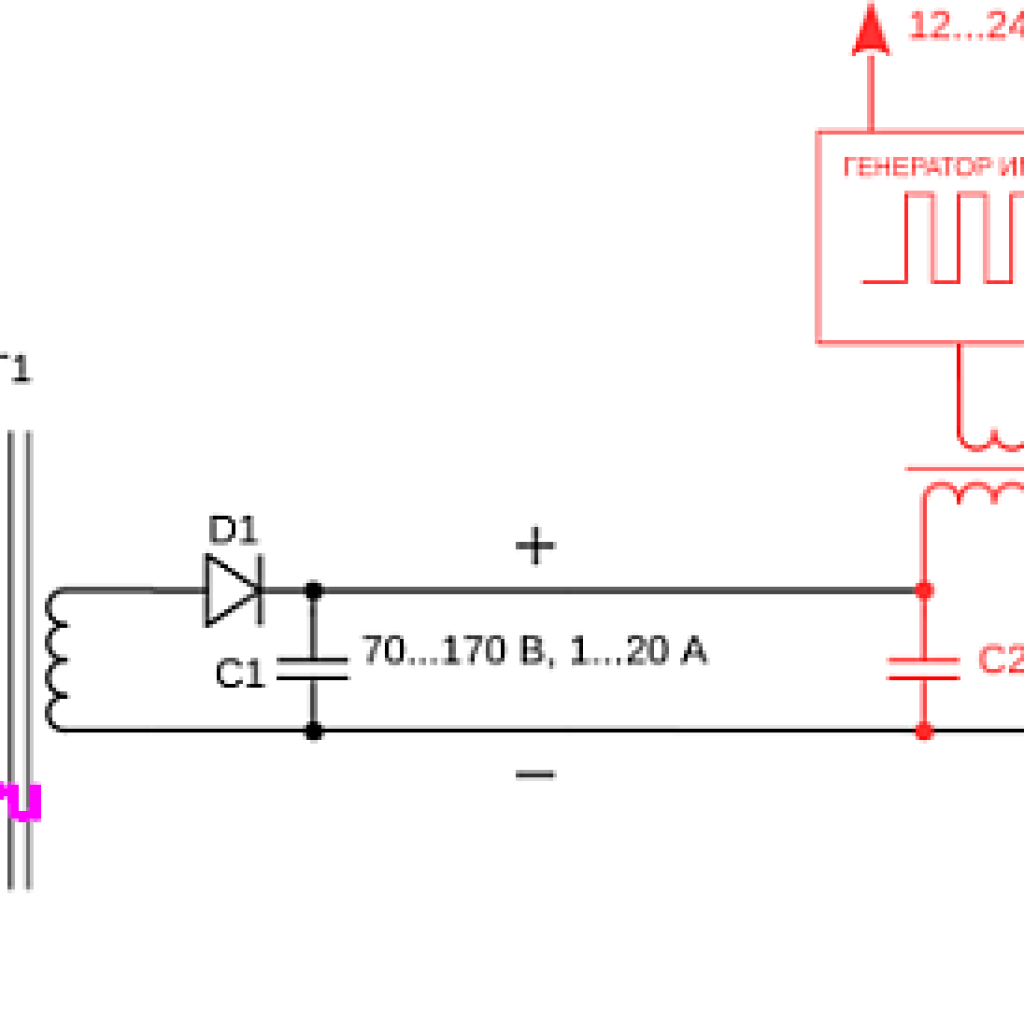 [c.143]
[c.143]
Зафязнение рабочего конца электрода понижает его стойкость (образуется сплав вольфрама с более низкой температурой плавления) и ухудшает качество шва. Поэтому дугу возбуждают без прикосновения к основному металлу или присадочной проволоке, осциллятором или замыкая дуговой промежуток угольным электродом. При правильном выборе силы сварочного тока рабочий конец электрода расходуется незначительно и долго сохраняет форму заточки. [c.130]
Для вольфрамового электрода необходимы инертные газы, постоянный ток прямой полярности и специальной конструкции сварочные пистолеты, с помощью которых поджимают верхний лист к нижнему, закрепляют электрод, подводят сварочный ток и защитный газ. Хорошее качество заклепок достигается при толщине верхнего листа до 2 мм. Во избежание загрязнения электрода дугу возбуждают с помощью осциллятора, который автоматически отключается. [c.140]
Техника сварки. Питание дуги, как правило, осуществляется переменным или постоянным током прямой полярности (минус на электроде). Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки. Для питания плазмообразующей дуги требуются источники сварочного тока с рабочим напряжением до 120 В, а в некоторых случаях и более высоким для питания плазмотрона, используемого для резки, оптимально напряжение холостого хода источника питания до 300 В.
[c.146]
Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки. Для питания плазмообразующей дуги требуются источники сварочного тока с рабочим напряжением до 120 В, а в некоторых случаях и более высоким для питания плазмотрона, используемого для резки, оптимально напряжение холостого хода источника питания до 300 В.
[c.146]
Электрическая схема осциллятора последовательного включения приведена на рис. 5.26. Трансформатор 71 повышает напряжение сети и подает его на разрядник F, входящий в колебательный контур Q — L . Катушка индуктивности колебательного контура включена Последовательно с дугой. Сечение обмотки рассчитывается исходя из сварочного тока, генерируемого источником питания ИП. Защита источника от воздействия высокочастотного высокого напряжения, возникающего на катушке индуктивности при разряде конденсатора, осуществляется путем шунтирования источника конденсатором Сф.![]() Осцилляторы последовательного включения компактнее и проще рассмотренных ранее. Они обычно работают только в начале процесса сварки. В схемах источников питания предусмотрено автоматическое отключение осциллятора после возбуждения дуги.
[c.144]
Осцилляторы последовательного включения компактнее и проще рассмотренных ранее. Они обычно работают только в начале процесса сварки. В схемах источников питания предусмотрено автоматическое отключение осциллятора после возбуждения дуги.
[c.144]
Сварочная дуга может питаться как постоянным, так и переменным током от обычного сварочного оборудования, способного регулировать ток силой от 30 а и выше. При питании дуги переменным током необходим осциллятор. [c.548]
Осцилляторы применяются в тех случаях, когда требуется повысить устойчивость сварочной дуги, например при сварке электродами с низкими ионизирующими свойствами покрытия. Так как напряжение, подводимое к дуге от осциллятора, составляет 2000—3000 в, а частоты— 150 000 гц и выше, то дуга зажигается легко даже без прикосновения электрода к изделию. [c.83]
Особое значение имеет использование осциллятора при сварке стали малых толщин, так как становится возможным производить сварку переменным током, равным 20—25 а. Без осциллятора сварка на малых токах от сварочного трансформатора затруднена вследствие весьма неустойчивого горения дуги.
[c.83]
Без осциллятора сварка на малых токах от сварочного трансформатора затруднена вследствие весьма неустойчивого горения дуги.
[c.83]
Осцилляторы требуют бережного обращения. Нельзя допускать сильных ударов по ящику осциллятора. При работе необходимо сначала включать осциллятор, а потом сварочный ток. После сварки осциллятор необходимо выключать. [c.83]
В качестве источников тока при сварке в защитных газах используют сварочные генераторы с жесткой или возрастающей характеристикой и специальные выпрямители переменного тока. Возможна также сварка переменным током от трансформаторов с применением осциллятора. Жесткие или возрастающие характеристики источников питания требуются потому, что дуга, горящая в защитных газах при больших плотностях тока (малые диаметры электродной проволоки), имеет возрастающую вольт-амперную характеристику. [c.176]
Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит (рис. 75, а) низкочастотный поит.т пающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, состав-леппый из емкости 6 , индуктивности Lk, обмотки связи и блокировочного ] опдепсатора С(. Обмотки и L образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ ъ начале полупериода заряжает конденсатор Си и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный коптур Ь Ск оказывается закороченным и в нем возникают затухающие колебания с резонансной частотой
[c.138]
Он содержит (рис. 75, а) низкочастотный поит.т пающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, состав-леппый из емкости 6 , индуктивности Lk, обмотки связи и блокировочного ] опдепсатора С(. Обмотки и L образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ ъ начале полупериода заряжает конденсатор Си и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный коптур Ь Ск оказывается закороченным и в нем возникают затухающие колебания с резонансной частотой
[c.138]
В отличие от специализированных инверторов комбинированные дополнительно оснащаются более сложной системой управления для реализации технологических режимов при СНЭ — импульсной сварки униполярными импульсами тонколистовых конструкций из углеродистых сталей и биполярными импульсами для сварки алюминия и алюминиевых сплавов и нержавеющих сталей. Кроме того, для осу-ществленрм зажигания дуги при СНЭ данные инверторы оснащаются сварочными осцилляторами. [c.263]
[c.263]
На рис, 79 приведена электрическая схема установки типа УДГ, где показаны основные элементы. Сварочный трансформатор СТ типа ТРПШ позволяет автоматизировать работу установки режим сварки регулируют путем изменения величины постоянного тока в обмотке нодмагничивания ОУ. Управляющим сигналом является потенциал с движка потенциометра R3, который изменяет режим работы транзистора Т1. Ток, пропускаемый этим транзистором, усиленный магнитным усилителем МУ, поступает на обмотку управления ОУ. В случае обрыва дуги на электродах напряжение возрастает до напряжения холостого хода источника питания, в результате чего срабатывает реле Р и подключает в работу осциллятор для возбуждения дуги вновь. [c.149]
При сварке алюминиевых сплавов больших толщин и с высокой производительностью применяют трехфазную дугу и неплавнщиеся вольфрамовые электроды. Источники питания для такого вида сварки также имеют падающие внен1пие характеристики и позволяют регулировать режим с помощью переключателя ступеней или подмагничиваемых шунтов. Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Здесь также необходима компенсация постоянной составляющей путем включения батареи конденсаторов в сварочную цепь. Как правило, схему источника питания комплектуют осциллятором и системой заварки кратера.
[c.150]
Электрические свойства дуги описываются статической вольт-амперной характеристикой, представляющей собой зависимость между напряжением и током дуги в состоянии устойчивого горения (рис. 5.3, а). Характеристика состоит из трех участков / — характеристика падающая, II — жесткая, /// — возрастающая. Самое широкое примеиеиие нашла дуга с жесткой н возрастающей характеристиками. Дуга с падающей характеристикой малоустойчива и имеет огра1П1ченное применение. В последнем случае для поддержания горения дуги необходимо постоянное включение в сварочную цепь осциллятора. Каждому участку характеристики дуги соответствует определенный характер переноса расплавленного электродного металла S сварочную ванну / и // — крупнокапельный, III — мелко-капельный или струйный. [c.186]
[c.186]
Осциллятор (активизатор) представляет собой арпарат, питающий сварочную дугу параллельно со сварочным трансформатором высоким напряжением высокой частоты (фиг. 36). Осциллятор облегчает зажигание и повышает устойчивость горения дуги. [c.289]
Достоинствами сварки переменным током я1вляются малая стоимость сварочных аппаратов, их высокий к. п. д. и небольшие экоплуатационпые расходы. Для придания дуге переменного тока большей устойчивости применяются осцилляторы. [c.178]
Наибольшее распространение для сварки алюминиевых сплавов тол-щйной менее 10 мм получили установки типа УДГ (см. табл. 6). Основной элемент их конструкции — сварочный трансформатор с электромагнитным шунтом, обеспечивающий крутопадающую ВАХ. Значительное место в их конструкции занимает батарея электролитических конденсаторов С (рис. 57), для возбуждения дуги предусмотрен осциллятор 7, для стабилизации дугового разряда в момент перехода тока через ноль — стабилизатор 2, для управления током сварки -блок управления i. [c.100]
[c.100]
В установках для сварки световым лучом в качестве источника излучения обычно используют шаровые дуговые ксеноновые лампы сверхвысокого давления двух типов ДКСШ — с воздушным охлаждением и ДКСШРБ — с комбинированным воздушно-водным охлаждением мощностью 0,12… 10 кВт. Ксеноновые лампы работают от источника постоянного тока с напряжением холостого хода не ниже 70 В и падающей вольт-амперной характеристикой. Хорошо себя зарекомендовали сварочные выпрямители серии ВСВУ. Дуговой разряд в лампах возбуждается с помощью специального высоковольтного высокочастотного блока поджига (осциллятора) [c.398]
Учитывая сказанное, во ВНИИАвтогенмаше на базе серийного сварочного выпрямителя ВД-301УЗ и осциллятора ОСПЗ-2М создана установка для воздушно-плазменной резки тонколистового проката различных металлов при токе 5—50 А [92]. [c.165]
Подключение осциллятора в сеть производится проводами ПРД сечением 1,5 мм , а подключение к сварочному посту — одножильным высоковольтным проводом ПВЭЛ-ЗФ сечением 1,5 мм с металлической оплеткой (экраном) для уменьшения помех при радиоприеме. Корпус осциллятора должен быть заземлен.
[c.83]
Корпус осциллятора должен быть заземлен.
[c.83]
Осцилляторы. Аппарат, питающий сварочную дугу токами высокой частоты и высокого напряжения параллельно со сварочным трансформатором, называется осциллятором. Ток высокой частоты и высокого напряжения облегчает зажигание и повышает устойчивость горения дуги. Осцилляторы применяют цри сварке дутой малой мощности, а также при падении напряжения в силовой сети. Они позволяют зажигать дугу даже без прикасания электрода к изделию. Переменный ток высокой частоты не поражает жизненно важных оргав ов человека вследствие явления поверхностного эффекта. Поэтому ток напряжением в несколько тысяч вольт и частотой в сотни и миллионы герц безопасен для человека. Используемые осцилляторы имеют мощность 45—1000 Вт, частоту подводимого к дуге тока 150—260 тыс. герц и напряжение 2—3 тыс. вольт. [c.56]
Приложение 3. ПОДКЛЮЧЕНИЕ И ПРИМЕНЕНИЕ СВАРОЧНОГО ТРАНСФОРМАТОРА С ОСЦИЛЛЯТОРОМ.
Осциллятор позволяет:
— бесконтактно зажигать и стабилизировать горение сварочной дуги при применении всех известных сварочных электродов;
— сваривать металлы толщиной от 0,1 мм и выше;
— производить сварку при слабой электропроводке;
— в бытовых условиях заменить комплекс сварочной аппаратуры.![]()
Осциллятор подключается к сварочному трансформатору по следующей схеме:
Подключение и регулировка.На выходе трансформатора (если в нем есть регулировка) установить наибольший ток (напряжение). Подключить осциллятор по указанной схеме к вторичной обмотке трансформатора и проволочному сопротивлению. Ручкой настройки осциллятора найти положение, при котором генерация искры резко обрывается. Затем, вращая потенциометр вправо или влево (зависит от подключения потенциометра), установить генерацию искры. Это будет точка оптимальной подстройки осциллятора. Ток регулируется изменением длины проволочного сопротивления.
Замена сварочного выпрямителя. Осциллятор так же, как и сварочный выпрямитель, поддерживает
горение всех известных типов плавящихся электродов. Это позволяет сваривать обычную
сталь, чугун, нержавеющую сталь, медь, алюминий. Ток на выходе осциллятора
остается переменным. Такой ток обладает эффектом катодной очистки оксидной
пленки, что позволяет в ряде случаев очищать сварочную ванну от окислов и
небольших загрязнений. При использовании электродов постоянного тока иногда
наблюдается неустойчивое горение первой трети электрода.
При использовании электродов постоянного тока иногда
наблюдается неустойчивое горение первой трети электрода.
Для замены газовой сварки необходим угольный (графитовый) электрод и присадочная проволока. Угольный электрод расплавляет металл и присадочную проволоку. При микросварке (0,1 – 0,3 мм) в качестве графитового электрода можно использовать стержень простого карандаша.
Угольным электродом можно паять сталь медью, резать, производить нагрев металла, сваривать цветные металлы. Такой способ по сравнению с газовой сваркой дает меньшую деформацию металла. Для получения качественных швов необходимо применять флюс.
Аргонодуговая сварка металла.Если вместо угольного электрода использовать вольфрамовый и обдувать место сварки аргоном, то получится аргонодуговая установка переменного тока для сварки алюминия. При сварке алюминия необходимо дополнительно подключать компенсатор постоянной составляющей тока дуги.
Замена сварочного полуавтомата.
При применении тонких электродов (до 2 мм) можно выполнять те же кузовные работы, что и при полуавтоматической сварке. Бесконтактное зажигание дуги и катодная очистка сварочной ванны обеспечивают дополнительный комфорт при работе. Из недостатков – из-за низкого качества некоторых электродов наблюдается зашлаковывание сварочной ванны.
Точечная сварка кузовов автомобилей.В одном из свариваемых листов металла сверлом диаметром 5 мм высверливаются отверстия. Листы соединяются внахлестку, отверстия завариваются тонким металлическим либо угольным электродом с присадкой.
Сварка металла при недостаточном сечении электропроводки.При слабой питающей проводке во вторичной обмотке сварочного трансформатора необходимо сделать отводы, начиная от 20 Вольт с повышающими ступеньками в 3 – 5 Вольт. Проволочное сопротивление не использовать. Сварку производить покрытым электродом короткой дугой.
Сварка металла при недостаточной мощности трансформатора.Как сделать для сварки осциллятор своими руками?
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 102779
[~ID] => 102779
[NAME] => Как сделать для сварки осциллятор своими руками?
[~NAME] => Как сделать для сварки осциллятор своими руками?
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Сварочный осциллятор прежде всего необходим для проведения сварочных работ в различных сферах производства. Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. Между тем, во время работы поддерживается стабильная подача пламени. Наиболее часто используемым осциллятором является аппарат марки ОП-240.
Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. Между тем, во время работы поддерживается стабильная подача пламени. Наиболее часто используемым осциллятором является аппарат марки ОП-240.
Так как сварка незаменима во многих сферах производства и бытовых работах, то спрос на осцилляторы всегда велик. Но его вовсе необязательно покупать. Осциллятор своими руками изготовить не так сложно. Для этого лишь потребуются необходимые материалы и соблюдение приведенных ниже рекомендаций.
Принцип работы
Изготовленный осциллятор для инвертора своими руками или же купленный аппарат используется с целью стабильной работы сварочной дуги. Частота составляет 50 Гц при номинальном напряжении работы 220 В. На выходе же эти параметры могут увеличиваться до 150000-300000 Гц и 2500-3000 В соответственно. При такой работе осциллятор создает импульсы длительностью до нескольких десятков микросекунд. Подобные параметры работы, когда высокочастотный ток проходит в сварочную цепь, обусловлены и соответствующей мощностью — 250-350 Вт.
Состав
При таких характеристиках сделанный осциллятор алюминия своими руками обладает теми возможностями, которые соответствуют проведению сварочных производственных или ремонтных работ в быту. С его помощью можно производить сварку алюминия и других металлов.
Рассмотрим электрические составляющие осциллятора:
 Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. Между тем, во время работы поддерживается стабильная подача пламени. Наиболее часто используемым осциллятором является аппарат марки ОП-240.
Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. Между тем, во время работы поддерживается стабильная подача пламени. Наиболее часто используемым осциллятором является аппарат марки ОП-240.
 При такой работе осциллятор создает импульсы длительностью до нескольких десятков микросекунд. Подобные параметры работы, когда высокочастотный ток проходит в сварочную цепь, обусловлены и соответствующей мощностью — 250-350 Вт.
При такой работе осциллятор создает импульсы длительностью до нескольких десятков микросекунд. Подобные параметры работы, когда высокочастотный ток проходит в сварочную цепь, обусловлены и соответствующей мощностью — 250-350 Вт.
- разрядник;
- две катушки дросселей;
- трансформаторы: простой и высокочастотный;
- колебательный контур.
Контур, состоящий из конденсатора и высокочастотного трансформатора, генерирует затухающие искры.
Для чего необходим конденсатор?
Конденсатор в этой цепи выполняет важную функцию по защите самого устройства и выполняющего сварку рабочего от различных травм, вызванных воздействием электричества. В случае пробоя происходит размыкание электрической цепи за счет специального предохранителя. Он и служит защитным элементом. Совместная работа аппарата и осциллятора происходит по следующему алгоритму. Напряжение подается сквозь трансформатор на конденсатор. Таким образом оно заряжает его. При полной зарядке конденсатор передает разряд тока на разрядник, от чего образуется пробой. Тем временем колебательный контур закорачивается. Весь этот процесс вызывает колебания по резонансному принципу. Но они тут же затухают. Высокочастотный ток для резонансных колебаний поступает на сварочную дугу, минуя конденсатор и катушку.
В случае пробоя происходит размыкание электрической цепи за счет специального предохранителя. Он и служит защитным элементом. Совместная работа аппарата и осциллятора происходит по следующему алгоритму. Напряжение подается сквозь трансформатор на конденсатор. Таким образом оно заряжает его. При полной зарядке конденсатор передает разряд тока на разрядник, от чего образуется пробой. Тем временем колебательный контур закорачивается. Весь этот процесс вызывает колебания по резонансному принципу. Но они тут же затухают. Высокочастотный ток для резонансных колебаний поступает на сварочную дугу, минуя конденсатор и катушку.
Не забываем о том, что устройство блокировочного конденсатора обуславливает прохождение через него высокочастотного тока, вследствие чего имеются высокие значения напряжений. За счет сопротивления вместе с блокировкой тока конденсатором осциллятор защищен от коротких замыканий.
Как происходит процесс?
Чтобы сделать осциллятор собственноручно, будет необходим высоковольтный трансформатор. Он требуется для повышения напряжения. Также не обойтись без кнопки на грелке. Она служит как для подачи газа на сопло плазмообразующей дуги, так и для управления отжига. Все это предохраняет металл от воздействия кислорода и дает возможность образоваться аргоновой среде, в которой непосредственно и происходит процесс сваривания металла. Процесс работы происходит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает имеющийся высоковольтный трансформатор. Высокомагнитное поле создается через дугу, после чего преобразовывается благодаря катушке. Последняя изготовляется путем наматывания обычным сварочным кабелем.
Он требуется для повышения напряжения. Также не обойтись без кнопки на грелке. Она служит как для подачи газа на сопло плазмообразующей дуги, так и для управления отжига. Все это предохраняет металл от воздействия кислорода и дает возможность образоваться аргоновой среде, в которой непосредственно и происходит процесс сваривания металла. Процесс работы происходит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает имеющийся высоковольтный трансформатор. Высокомагнитное поле создается через дугу, после чего преобразовывается благодаря катушке. Последняя изготовляется путем наматывания обычным сварочным кабелем.
Эта конструкция имеет два выхода – плюс и минус. Оба они проходят через трансформатор. Однако первый идет на горелку, а вот второй — на деталь. После нажатия на кнопку управления газ через клапан поступает в горелку. Это является стартом процесса сварки. Также любой осциллятор, будь он заводской или самодельный, должен иметь конденсатор.
Перед тем как взяться конструировать осциллятор для сварочных работ своими руками, следует заблаговременно ознакомиться с чертежами его конструкции. При наличии даже начальных знаний в области электротехники это не составит особых проблем. Кроме того, желателен опыт конструирования. Занимаясь изготовлением осциллятора самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как существует риск поражения током.
Порядок изготовления
Для того чтобы сваривать преимущественно алюминиевые детали, можно изготовить сварочный осциллятор своими руками. Для монтажа используется одна из наиболее часто используемых схем:
1. Первым делом необходимо подобрать надежный трансформатор, чтобы он мог обеспечивать увеличенную подачу напряжения от номинальных 220 до 3000 В.
2. После этого производим установку разрядника, пропускающего искру.
3. Далее, подсоединяем другой важнейший элемент — колебательный контур с блокировочным конденсатором, генерирующим импульсы высоких частот.
Вот и все, осциллятор готов. Главной частью схемы этого устройства является колебательный контур. В его составе должен обязательно присутствовать блокировочный конденсатор. Колебательный контур, в состав которого также входит катушка индуктивности и разрядник, необходим для генерирования импульсов. С их помощью сварочная дуга зажигается значительно проще. Купленный или изготовленный осциллятор своими руками может быть импульсного и непрерывного действия. Но последний вариант менее эффективен. Кроме того, потребуется наличие дополнительного устройства, необходимого для защиты от большого напряжения.
Правила изготовления
Таким образом, если аппарат планируется использовать исключительно в быту, то лучше всего изготовить осциллятор для сварки своими руками, поскольку его приобретение у производителя и дилера обойдется весьма недешево. В довершение к этому необходимо обладать навыками сборки подобных устройств и знаниями электрической техники. Если вы намереваетесь изготовить осциллятор своими руками, нужно уделять внимание на только правильной сборке, но и грамотной эксплуатации этого устройства. Ведь прибор работает от электричества. И при несоблюдении техники безопасности велик риск получения травмы. Следует тщательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор собственноручно будет не слишком сложно. Вам лишь потребуются все необходимые инструменты и материалы.
Если вы намереваетесь изготовить осциллятор своими руками, нужно уделять внимание на только правильной сборке, но и грамотной эксплуатации этого устройства. Ведь прибор работает от электричества. И при несоблюдении техники безопасности велик риск получения травмы. Следует тщательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор собственноручно будет не слишком сложно. Вам лишь потребуются все необходимые инструменты и материалы.
Источник: fb.ru
[~DETAIL_TEXT] =>
Сварочный осциллятор прежде всего необходим для проведения сварочных работ в различных сферах производства. Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. Между тем, во время работы поддерживается стабильная подача пламени.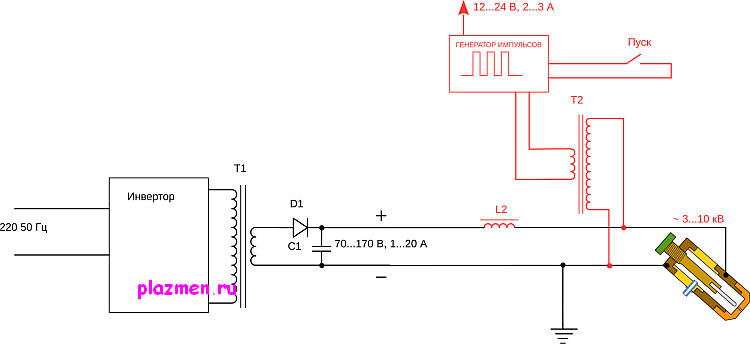 Наиболее часто используемым осциллятором является аппарат марки ОП-240.
Наиболее часто используемым осциллятором является аппарат марки ОП-240.
Так как сварка незаменима во многих сферах производства и бытовых работах, то спрос на осцилляторы всегда велик. Но его вовсе необязательно покупать. Осциллятор своими руками изготовить не так сложно. Для этого лишь потребуются необходимые материалы и соблюдение приведенных ниже рекомендаций.
Принцип работы
Изготовленный осциллятор для инвертора своими руками или же купленный аппарат используется с целью стабильной работы сварочной дуги. Частота составляет 50 Гц при номинальном напряжении работы 220 В. На выходе же эти параметры могут увеличиваться до 150000-300000 Гц и 2500-3000 В соответственно. При такой работе осциллятор создает импульсы длительностью до нескольких десятков микросекунд. Подобные параметры работы, когда высокочастотный ток проходит в сварочную цепь, обусловлены и соответствующей мощностью — 250-350 Вт.
Состав
При таких характеристиках сделанный осциллятор алюминия своими руками обладает теми возможностями, которые соответствуют проведению сварочных производственных или ремонтных работ в быту.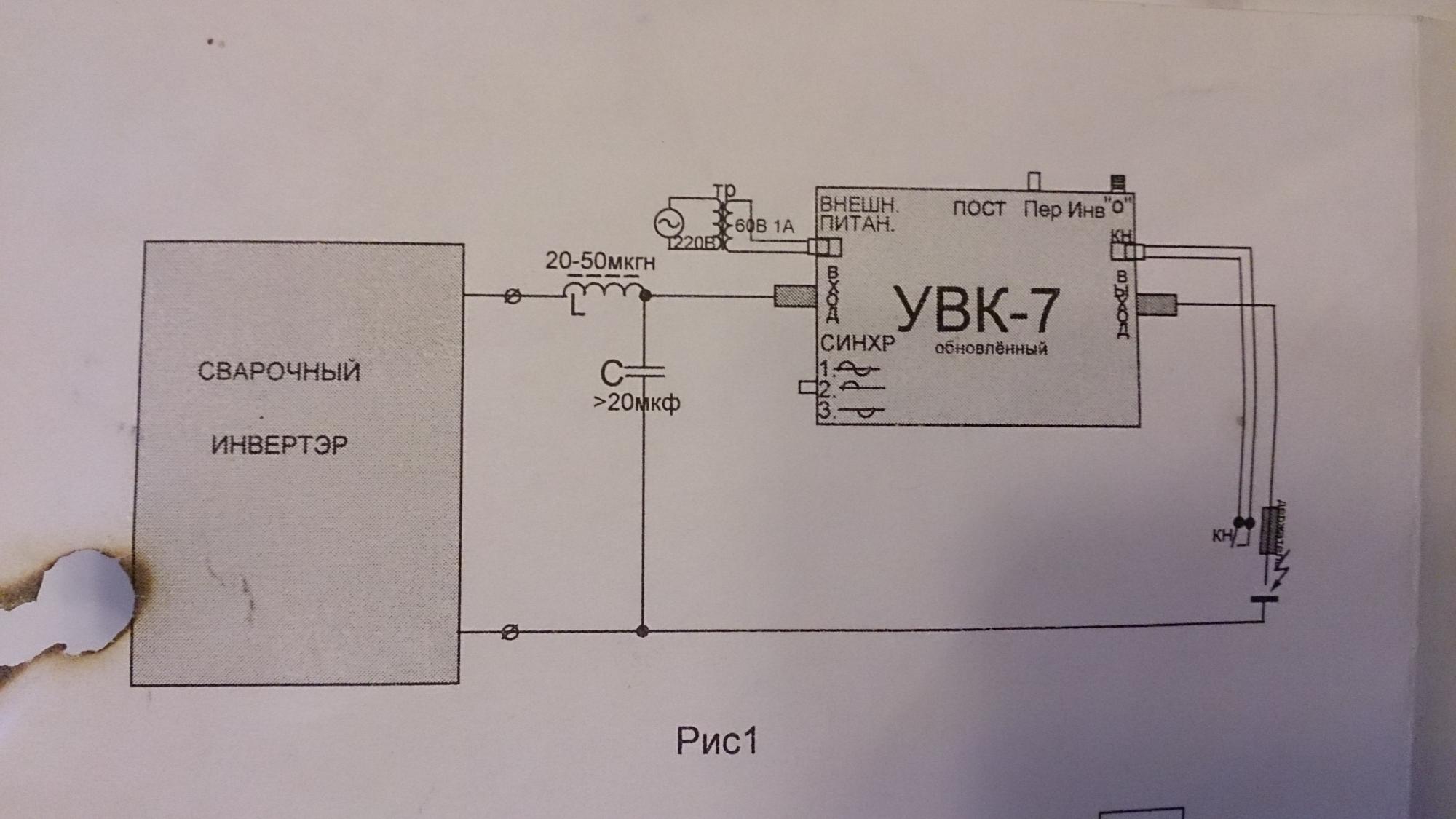 С его помощью можно производить сварку алюминия и других металлов.
С его помощью можно производить сварку алюминия и других металлов.
Рассмотрим электрические составляющие осциллятора:
- разрядник;
- две катушки дросселей;
- трансформаторы: простой и высокочастотный;
- колебательный контур.
Контур, состоящий из конденсатора и высокочастотного трансформатора, генерирует затухающие искры.
Для чего необходим конденсатор?
Конденсатор в этой цепи выполняет важную функцию по защите самого устройства и выполняющего сварку рабочего от различных травм, вызванных воздействием электричества. В случае пробоя происходит размыкание электрической цепи за счет специального предохранителя. Он и служит защитным элементом. Совместная работа аппарата и осциллятора происходит по следующему алгоритму. Напряжение подается сквозь трансформатор на конденсатор. Таким образом оно заряжает его. При полной зарядке конденсатор передает разряд тока на разрядник, от чего образуется пробой. Тем временем колебательный контур закорачивается. Весь этот процесс вызывает колебания по резонансному принципу. Но они тут же затухают. Высокочастотный ток для резонансных колебаний поступает на сварочную дугу, минуя конденсатор и катушку.
Тем временем колебательный контур закорачивается. Весь этот процесс вызывает колебания по резонансному принципу. Но они тут же затухают. Высокочастотный ток для резонансных колебаний поступает на сварочную дугу, минуя конденсатор и катушку.
Не забываем о том, что устройство блокировочного конденсатора обуславливает прохождение через него высокочастотного тока, вследствие чего имеются высокие значения напряжений. За счет сопротивления вместе с блокировкой тока конденсатором осциллятор защищен от коротких замыканий.
Как происходит процесс?
Чтобы сделать осциллятор собственноручно, будет необходим высоковольтный трансформатор. Он требуется для повышения напряжения. Также не обойтись без кнопки на грелке. Она служит как для подачи газа на сопло плазмообразующей дуги, так и для управления отжига. Все это предохраняет металл от воздействия кислорода и дает возможность образоваться аргоновой среде, в которой непосредственно и происходит процесс сваривания металла. Процесс работы происходит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает имеющийся высоковольтный трансформатор. Высокомагнитное поле создается через дугу, после чего преобразовывается благодаря катушке. Последняя изготовляется путем наматывания обычным сварочным кабелем.
Процесс работы происходит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает имеющийся высоковольтный трансформатор. Высокомагнитное поле создается через дугу, после чего преобразовывается благодаря катушке. Последняя изготовляется путем наматывания обычным сварочным кабелем.
Эта конструкция имеет два выхода – плюс и минус. Оба они проходят через трансформатор. Однако первый идет на горелку, а вот второй — на деталь. После нажатия на кнопку управления газ через клапан поступает в горелку. Это является стартом процесса сварки. Также любой осциллятор, будь он заводской или самодельный, должен иметь конденсатор.
Перед тем как взяться конструировать осциллятор для сварочных работ своими руками, следует заблаговременно ознакомиться с чертежами его конструкции. При наличии даже начальных знаний в области электротехники это не составит особых проблем. Кроме того, желателен опыт конструирования. Занимаясь изготовлением осциллятора самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как существует риск поражения током.
Занимаясь изготовлением осциллятора самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как существует риск поражения током.
Порядок изготовления
Для того чтобы сваривать преимущественно алюминиевые детали, можно изготовить сварочный осциллятор своими руками. Для монтажа используется одна из наиболее часто используемых схем:
1. Первым делом необходимо подобрать надежный трансформатор, чтобы он мог обеспечивать увеличенную подачу напряжения от номинальных 220 до 3000 В.
2. После этого производим установку разрядника, пропускающего искру.
3. Далее, подсоединяем другой важнейший элемент — колебательный контур с блокировочным конденсатором, генерирующим импульсы высоких частот.
Вот и все, осциллятор готов. Главной частью схемы этого устройства является колебательный контур. В его составе должен обязательно присутствовать блокировочный конденсатор. Колебательный контур, в состав которого также входит катушка индуктивности и разрядник, необходим для генерирования импульсов. С их помощью сварочная дуга зажигается значительно проще. Купленный или изготовленный осциллятор своими руками может быть импульсного и непрерывного действия. Но последний вариант менее эффективен. Кроме того, потребуется наличие дополнительного устройства, необходимого для защиты от большого напряжения.
Колебательный контур, в состав которого также входит катушка индуктивности и разрядник, необходим для генерирования импульсов. С их помощью сварочная дуга зажигается значительно проще. Купленный или изготовленный осциллятор своими руками может быть импульсного и непрерывного действия. Но последний вариант менее эффективен. Кроме того, потребуется наличие дополнительного устройства, необходимого для защиты от большого напряжения.
Правила изготовления
Таким образом, если аппарат планируется использовать исключительно в быту, то лучше всего изготовить осциллятор для сварки своими руками, поскольку его приобретение у производителя и дилера обойдется весьма недешево. В довершение к этому необходимо обладать навыками сборки подобных устройств и знаниями электрической техники. Если вы намереваетесь изготовить осциллятор своими руками, нужно уделять внимание на только правильной сборке, но и грамотной эксплуатации этого устройства. Ведь прибор работает от электричества. И при несоблюдении техники безопасности велик риск получения травмы. Следует тщательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор собственноручно будет не слишком сложно. Вам лишь потребуются все необходимые инструменты и материалы.
И при несоблюдении техники безопасности велик риск получения травмы. Следует тщательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор собственноручно будет не слишком сложно. Вам лишь потребуются все необходимые инструменты и материалы.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. [~PREVIEW_TEXT] => Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 19.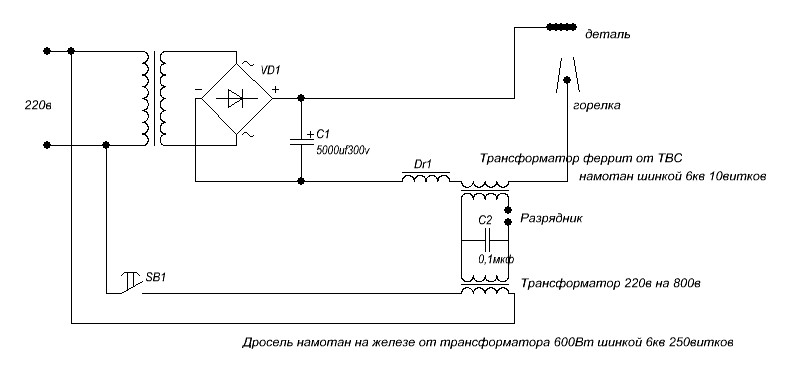 07.2019 13:01:23
[~TIMESTAMP_X] => 19.07.2019 13:01:23
[ACTIVE_FROM] => 19.07.2019
[~ACTIVE_FROM] => 19.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/102779/
[~DETAIL_PAGE_URL] => /news/115/102779/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_sdelat_dlya_svarki_ostsillyator_svoimi_rukami
[~CODE] => kak_sdelat_dlya_svarki_ostsillyator_svoimi_rukami
[EXTERNAL_ID] => 102779
[~EXTERNAL_ID] => 102779
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 19.07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как сделать для сварки осциллятор своими руками?
[SECTION_META_KEYWORDS] => как сделать для сварки осциллятор своими руками?
[SECTION_META_DESCRIPTION] => Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту.
07.2019 13:01:23
[~TIMESTAMP_X] => 19.07.2019 13:01:23
[ACTIVE_FROM] => 19.07.2019
[~ACTIVE_FROM] => 19.07.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/102779/
[~DETAIL_PAGE_URL] => /news/115/102779/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_sdelat_dlya_svarki_ostsillyator_svoimi_rukami
[~CODE] => kak_sdelat_dlya_svarki_ostsillyator_svoimi_rukami
[EXTERNAL_ID] => 102779
[~EXTERNAL_ID] => 102779
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 19.07.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как сделать для сварки осциллятор своими руками?
[SECTION_META_KEYWORDS] => как сделать для сварки осциллятор своими руками?
[SECTION_META_DESCRIPTION] => Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги.
[SECTION_PAGE_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_META_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_META_KEYWORDS] => как сделать для сварки осциллятор своими руками?
[ELEMENT_META_DESCRIPTION] => Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги.
[ELEMENT_PAGE_TITLE] => Как сделать для сварки осциллятор своими руками?
[SECTION_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[SECTION_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Механизм действия осциллятора заключается в поджигании сварочной дуги.
[SECTION_PAGE_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_META_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_META_KEYWORDS] => как сделать для сварки осциллятор своими руками?
[ELEMENT_META_DESCRIPTION] => Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги.
[ELEMENT_PAGE_TITLE] => Как сделать для сварки осциллятор своими руками?
[SECTION_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[SECTION_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как сделать для сварки осциллятор своими руками?
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как сделать для сварки осциллятор своими руками?
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Как сделать для сварки осциллятор своими руками?
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Как сделать для сварки осциллятор своими руками?19. 07.2019
07.2019
Сварочный осциллятор прежде всего необходим для проведения сварочных работ в различных сферах производства. Осциллятор полезен тем, что может использоваться как в промышленном производстве, так и в быту. Механизм действия осциллятора заключается в поджигании сварочной дуги. Между тем, во время работы поддерживается стабильная подача пламени. Наиболее часто используемым осциллятором является аппарат марки ОП-240.
Так как сварка незаменима во многих сферах производства и бытовых работах, то спрос на осцилляторы всегда велик. Но его вовсе необязательно покупать. Осциллятор своими руками изготовить не так сложно. Для этого лишь потребуются необходимые материалы и соблюдение приведенных ниже рекомендаций.
Принцип работы
Изготовленный осциллятор для инвертора своими руками или же купленный аппарат используется с целью стабильной работы сварочной дуги. Частота составляет 50 Гц при номинальном напряжении работы 220 В.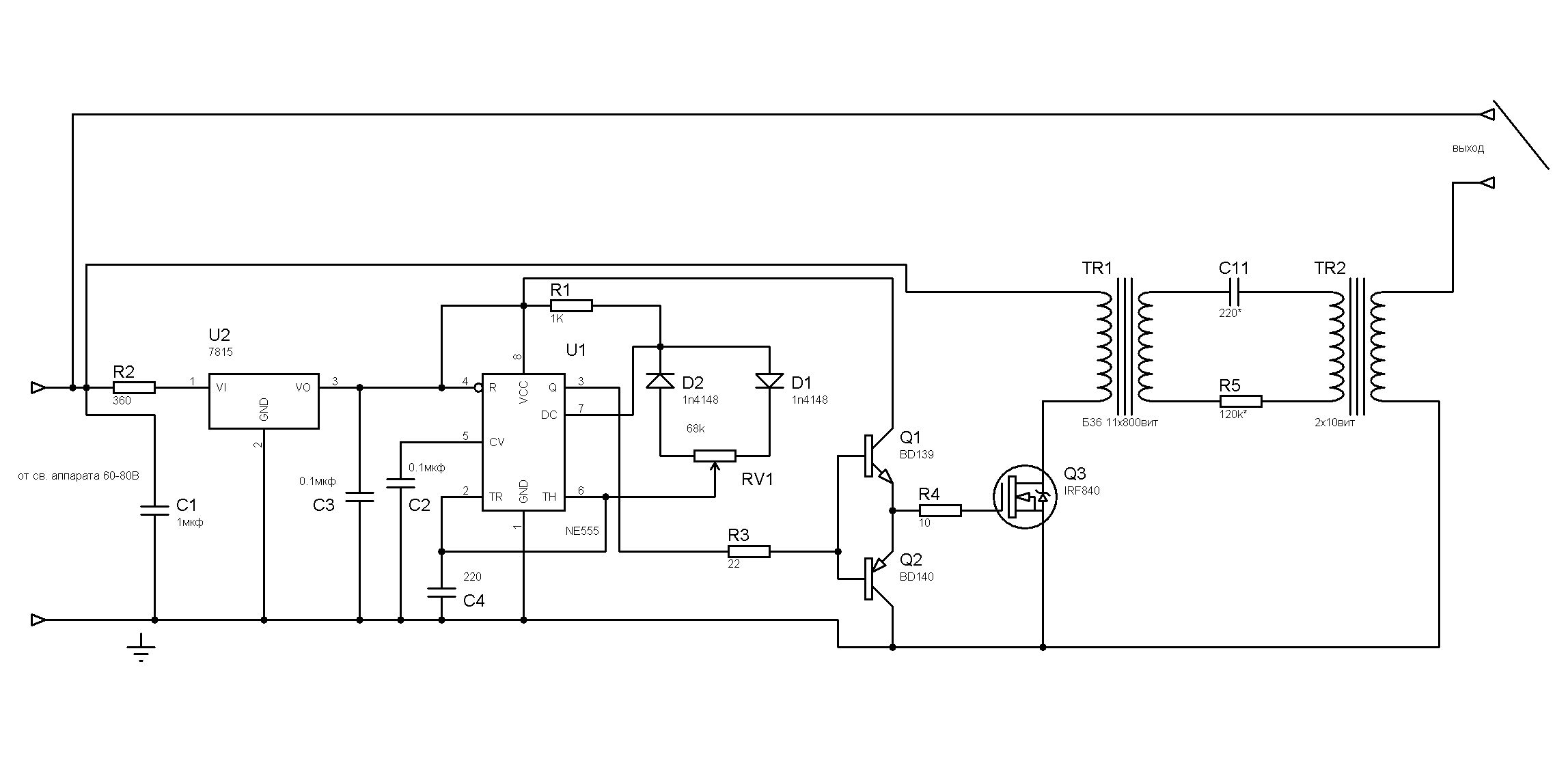 На выходе же эти параметры могут увеличиваться до 150000-300000 Гц и 2500-3000 В соответственно. При такой работе осциллятор создает импульсы длительностью до нескольких десятков микросекунд. Подобные параметры работы, когда высокочастотный ток проходит в сварочную цепь, обусловлены и соответствующей мощностью — 250-350 Вт.
На выходе же эти параметры могут увеличиваться до 150000-300000 Гц и 2500-3000 В соответственно. При такой работе осциллятор создает импульсы длительностью до нескольких десятков микросекунд. Подобные параметры работы, когда высокочастотный ток проходит в сварочную цепь, обусловлены и соответствующей мощностью — 250-350 Вт.
Состав
При таких характеристиках сделанный осциллятор алюминия своими руками обладает теми возможностями, которые соответствуют проведению сварочных производственных или ремонтных работ в быту. С его помощью можно производить сварку алюминия и других металлов.
Рассмотрим электрические составляющие осциллятора:
- разрядник;
- две катушки дросселей;
- трансформаторы: простой и высокочастотный;
- колебательный контур.
Контур, состоящий из конденсатора и высокочастотного трансформатора, генерирует затухающие искры.
Для чего необходим конденсатор?
Конденсатор в этой цепи выполняет важную функцию по защите самого устройства и выполняющего сварку рабочего от различных травм, вызванных воздействием электричества. В случае пробоя происходит размыкание электрической цепи за счет специального предохранителя. Он и служит защитным элементом. Совместная работа аппарата и осциллятора происходит по следующему алгоритму. Напряжение подается сквозь трансформатор на конденсатор. Таким образом оно заряжает его. При полной зарядке конденсатор передает разряд тока на разрядник, от чего образуется пробой. Тем временем колебательный контур закорачивается. Весь этот процесс вызывает колебания по резонансному принципу. Но они тут же затухают. Высокочастотный ток для резонансных колебаний поступает на сварочную дугу, минуя конденсатор и катушку.
Не забываем о том, что устройство блокировочного конденсатора обуславливает прохождение через него высокочастотного тока, вследствие чего имеются высокие значения напряжений. За счет сопротивления вместе с блокировкой тока конденсатором осциллятор защищен от коротких замыканий.
За счет сопротивления вместе с блокировкой тока конденсатором осциллятор защищен от коротких замыканий.
Как происходит процесс?
Чтобы сделать осциллятор собственноручно, будет необходим высоковольтный трансформатор. Он требуется для повышения напряжения. Также не обойтись без кнопки на грелке. Она служит как для подачи газа на сопло плазмообразующей дуги, так и для управления отжига. Все это предохраняет металл от воздействия кислорода и дает возможность образоваться аргоновой среде, в которой непосредственно и происходит процесс сваривания металла. Процесс работы происходит следующим образом. После нажатия на кнопку управления загорается разрядник, создающий частоту импульсов. За это полностью отвечает имеющийся высоковольтный трансформатор. Высокомагнитное поле создается через дугу, после чего преобразовывается благодаря катушке. Последняя изготовляется путем наматывания обычным сварочным кабелем.
Эта конструкция имеет два выхода – плюс и минус. Оба они проходят через трансформатор. Однако первый идет на горелку, а вот второй — на деталь. После нажатия на кнопку управления газ через клапан поступает в горелку. Это является стартом процесса сварки. Также любой осциллятор, будь он заводской или самодельный, должен иметь конденсатор.
Оба они проходят через трансформатор. Однако первый идет на горелку, а вот второй — на деталь. После нажатия на кнопку управления газ через клапан поступает в горелку. Это является стартом процесса сварки. Также любой осциллятор, будь он заводской или самодельный, должен иметь конденсатор.
Перед тем как взяться конструировать осциллятор для сварочных работ своими руками, следует заблаговременно ознакомиться с чертежами его конструкции. При наличии даже начальных знаний в области электротехники это не составит особых проблем. Кроме того, желателен опыт конструирования. Занимаясь изготовлением осциллятора самостоятельно, следует помнить, что нужно соблюдать технику безопасности. Так как существует риск поражения током.
Порядок изготовления
Для того чтобы сваривать преимущественно алюминиевые детали, можно изготовить сварочный осциллятор своими руками. Для монтажа используется одна из наиболее часто используемых схем:
1. Первым делом необходимо подобрать надежный трансформатор, чтобы он мог обеспечивать увеличенную подачу напряжения от номинальных 220 до 3000 В.
Первым делом необходимо подобрать надежный трансформатор, чтобы он мог обеспечивать увеличенную подачу напряжения от номинальных 220 до 3000 В.
2. После этого производим установку разрядника, пропускающего искру.
3. Далее, подсоединяем другой важнейший элемент — колебательный контур с блокировочным конденсатором, генерирующим импульсы высоких частот.
Вот и все, осциллятор готов. Главной частью схемы этого устройства является колебательный контур. В его составе должен обязательно присутствовать блокировочный конденсатор. Колебательный контур, в состав которого также входит катушка индуктивности и разрядник, необходим для генерирования импульсов. С их помощью сварочная дуга зажигается значительно проще. Купленный или изготовленный осциллятор своими руками может быть импульсного и непрерывного действия. Но последний вариант менее эффективен. Кроме того, потребуется наличие дополнительного устройства, необходимого для защиты от большого напряжения.
Правила изготовления
Таким образом, если аппарат планируется использовать исключительно в быту, то лучше всего изготовить осциллятор для сварки своими руками, поскольку его приобретение у производителя и дилера обойдется весьма недешево. В довершение к этому необходимо обладать навыками сборки подобных устройств и знаниями электрической техники. Если вы намереваетесь изготовить осциллятор своими руками, нужно уделять внимание на только правильной сборке, но и грамотной эксплуатации этого устройства. Ведь прибор работает от электричества. И при несоблюдении техники безопасности велик риск получения травмы. Следует тщательно подходить к сборке электрических схем и применять только те детали, которые полностью подходят по своим характеристикам. Если следовать всем рекомендациям, сделать осциллятор собственноручно будет не слишком сложно. Вам лишь потребуются все необходимые инструменты и материалы.
Источник: fb.ru
Просмотров: 635
Самодельный осциллятор — Все о сварке
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия. Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками? Каковы схемы аппарата и его принцип работы?
Как работает осциллятор
Подобные устройства могут иметь различные варианты сборки, но все они предназначены для одной цели — возбуждать сварочную дугу между концом электрода и поверхностью изделия на расстоянии 5 мм, без физического прикосновения материалов.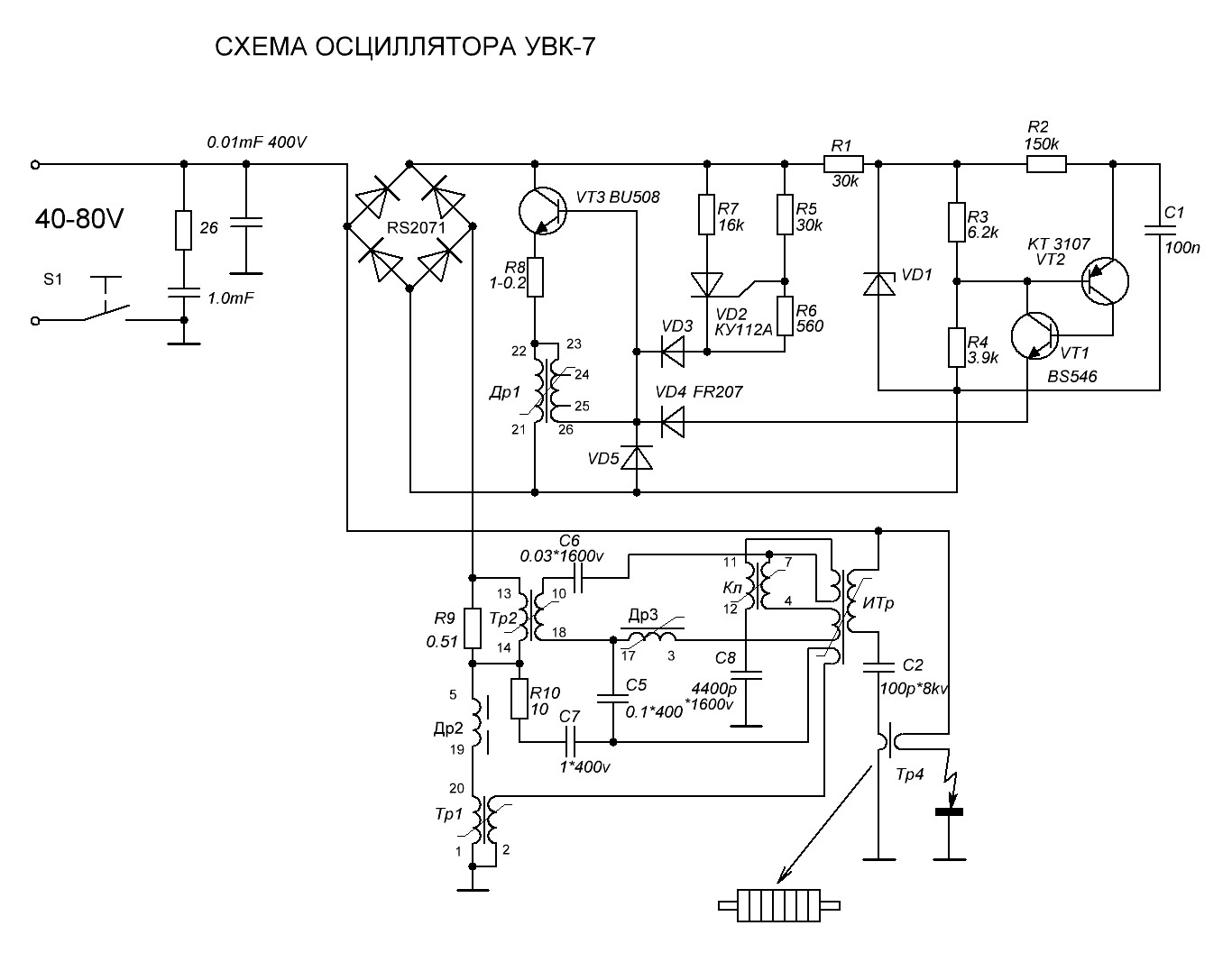 Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Достигается это за счет размещения осциллятора между источником сварочного тока и горелкой с вольфрамовым электродом. Вместо последнего может находиться держатель для сварки покрытыми электродами.
Суть процесса заключается в модернизации входящего напряжения переменного характера с частотой 50 Гц в импульсы высокой частоты и короткой длительности. Они накладываются на сварочный ток, и активно участвуют в розжиге дуги. Осциллятор для сварки, в большинстве вариантов схем, работает в следующей последовательности:
- Сварщик нажимает кнопку управления на горелке.
- Входной выпрямитель получает напряжение из сети с параметрами 220 V и 50 Гц. Устройство выпрямляет ток и передает его на накопитель.
- Накопительная емкость собирает в себе разряд.
- Схема управления руководит этим процессом. Когда сетевое напряжение достигает 0В, высвобождается импульс, для последующего формирования.
- Он поступает на первичную обмотку трансформатора, где происходит его преобразование в высоковольтный импульс.
- Одновременно с этим, схема управления подает сигнал в клапан газа, и выпускается аргон.
- Происходит короткий разряд тока, связывающий в воздухе напряжение от горелки и изделие, к которому прикреплена масса от сварочного аппарата. Дуга зажигается в уже подготовленном газовом облаке, и можно сразу вести сварку.
- Когда в процесс включается сварочный ток, с силой более 5 А, то импульс прекращает свое действие. Сварка ведется на тех параметрах, которые были установлены на аппарате. Если происходит утеря контакта, то схема управления подает повторный импульс для возобновления дуги.
- После окончания сварки осциллятор регулирует время последующей продувки защитным газом и завершает весь процесс.

Это очень удобно для сварки алюминия или легированных сталей, где требуется точность начала шва, а механическая зачистка следов от касания электрода оставляет лишние следы. Изготовление осциллятора своими руками может быть упрощено до нескольких узлов. Тогда, при обрыве сварки, требуется запускать действие бесконтактного поджига вручную, повторно нажимая кнопку на горелке.
Варианты схемы сборки осциллятора
Создавая свой самодельный осциллятор важно добиться правильных выходных параметров устройства. Он должен повышать поступающее в него напряжение от стандартного до 3000-6000 В. Изменение частоты колебания должно быть на уровне от 150 до 500 кГц.
Схема осциллятора может включать различные компоненты. Вот один из вариантов состава устройства:
Осциллятор устанавливается в цепь всегда после инвертора или обычного трансформатора, и перед рукавом с кабелем, идущим на горелку или к держателю электрода. Отдельные блоки схемы формируются из деталей, покупаемых в магазине, или создаваемых самостоятельно. Например, колебательный контур, работающий как искровой генератор с затухающими колебаниями, собирается из конденсаторов. А катушкой индуктивности служит обмотка высокочастотного трансформатора. В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
А катушкой индуктивности служит обмотка высокочастотного трансформатора. В схеме обязательно должен быть и предохранитель, защищающий сварщика от короткого замыкания, и специальный отвод для заземления устройства.
Разновидности самодельных осцилляторов
В зависимости от выполняемых сварочных работ, можно создать осциллятор своими руками, с постоянным или кратковременным действием. Если требуется работа с тонкими листами металла на малых токах, то лучше подойдет первый вариант. Устройство будет накладывать на ток, выдаваемый сварочным аппаратом, дополнительное напряжение 3000В с высокой частотой в 200 кГц. Вследствие чего розжиг электрода станет осуществляться при малейшем поднесении к изделию, а в процессе ведения шва горение дуги будет стабилизироваться и поддерживаться. Несмотря на высокие показатели напряжения, этот ток будет безопасен для жизни сварщика. Рекомендуется последовательное подключение такого аппарата в схему. При параллельном потребуется дополнительная установка защиты от напряжения.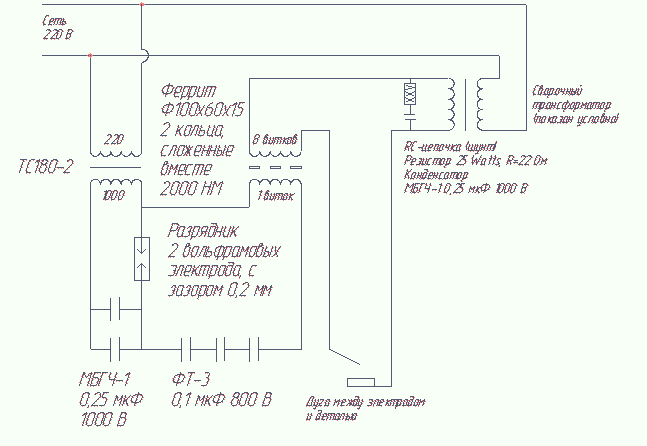
Для работы с алюминием, который сваривается только на переменном токе, больше подойдет вторая самодельная модель осциллятора, где рабочий эффект заключается в кратковременном импульсе. Последний зажигает дугу при поднесении горелки к изделию на расстояние 5 мм. Эту же функцию осциллятора используют и при плазменной резке, а также в работе с инверторами, или аргоновыми аппаратами для сварки нержавейки. Во время работы на переменном токе его полярность постоянно меняется. Это может затруднять стабильность горения и повторные розжиги. Осциллятор содействует мгновенному зажиганию дуги в таких условиях.
Изготовление ключевых деталей
Имея некоторые зная электротехники и необходимые материалы можно приступать к созданию самодельного осциллятора. Начать стоит с повышающего трансформатора, который будет поднимать напряжение. Его можно купить в магазине или намотать самостоятельно. Число витков и площадь сечения выбираются по справочникам. Главный показатель — это способность повысить напряжение до 3000 — 6000 В.
Колебательный контур создается из катушки индуктивности, которая наматывается сварочным кабелем на ферритовый сердечник. Достаточно одного витка такого провода для первички, и пяти витков для вторичной обмотки. В контур устанавливается блокировочный конденсатор и разрядник. В последнем происходит процесс генерирования и высвобождения затухающего импульса.
Разрядник изготавливают из двух медных вертикальных стержней, на которые крепятся вольфрамовые прутки для передачи тока. Рекомендуется залить медные стойки диэлектрическим затвердевающим составом, предварительно подведя к ним провода для контактов. Возможна сборка осциллятора на основе катушки зажигания, только после нее в схему необходимо установить ВВ диод и идущий за ним конденсатор. Потом следует поставить разрядник, подсоединенный к первичной обмотке трансформатора.
Накопительный конденсатор можно купить или извлечь из старого телевизора. Некоторые мастера создают такие конденсаторы самостоятельно в банке.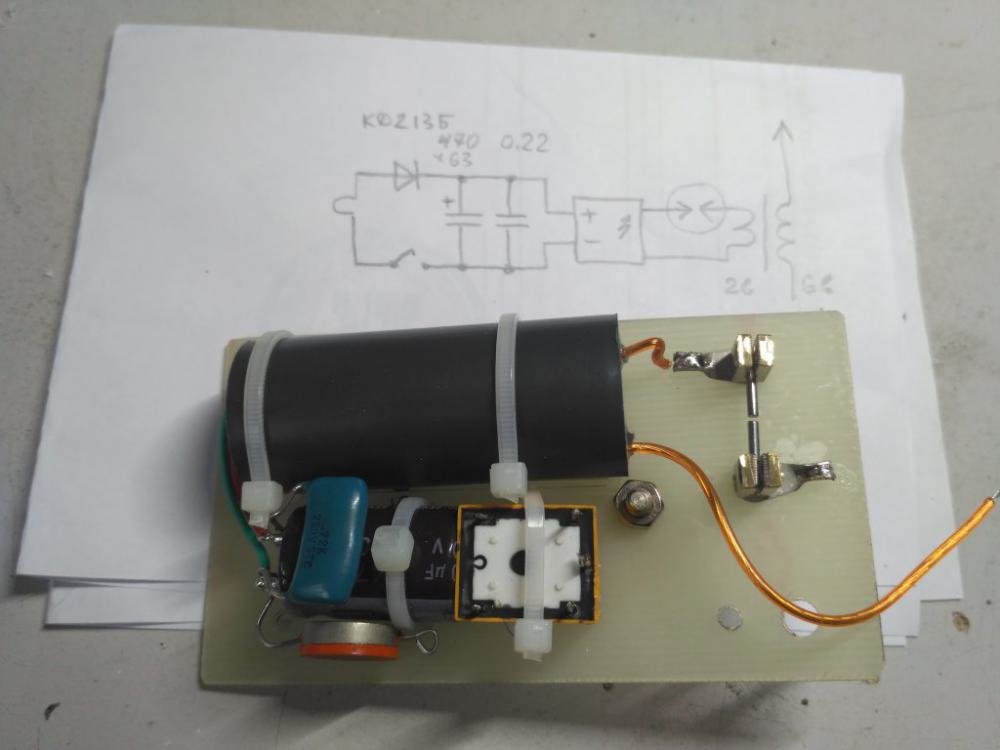 Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Газовый клапан, устанавливаемый на выходе, доступен в продаже.
Осцилляторы значительно облегчают работы по сварке алюминия и нержавейки, или разрезанию металла плазмотроном. Советы для начинающих в этой статье, различные схемы устройства, и видео по созданию самодельных аппаратов, помогут изготовить простой осциллятор для личных нужд.
Источник
Осциллятор для сварки — Сварочные работы дома — Каталог статей
Практически у каждого мастерового хозяина имеется сварочный аппарат. Однако его возможности весьма ограничены. Сварка простых стальных деталей не требует каких-то определенных условий, в отличие, например, от алюминия или нержавейки. Для того, чтобы превратить свой простой сварочный аппарат в универсальный, многие приобретают или изготавливают осцилляторы.
Осциллятор для сварки — это устройство, которое включается параллельно самому сварочному аппарату. Главная задача осциллятора — преобразование частоты промышленного тока, которое составляет, как правило, 55 Герц в ток высокой частоты. При этом частота повышается значительно и может составлять 150 — 500 тысяч герц. Помимо этого осциллятор для сварки кратковременно повышает напряжение — до 2000 — 6000 В, что, в свою очередь, значительно повышает легкость поджига электрода.
При этом частота повышается значительно и может составлять 150 — 500 тысяч герц. Помимо этого осциллятор для сварки кратковременно повышает напряжение — до 2000 — 6000 В, что, в свою очередь, значительно повышает легкость поджига электрода.
В основном, осцилляторы применяются для сварки алюминия или же при использовании электродов, обладающих низкими ионизирующими свойствами покрытия.
Осциллятор для сварки, впрочем, как и осциллятор для сварки алюминия может быть изготовлен своими руками и подключен к любому аппарату своими силами. Конструкция осциллятора представляет собой генератор, колебания частоты тока в котором затухают. Состоит он из трансформатора, повышающего напряжение, причем для повседневного использования достаточно будет напряжения порядка 2000 — 3000 Вольт. Обязательным условием является наличие разрядника. Помимо этого, в конструкцию входит колебательный контур, обмотка связи и блокировочный конденсатор.
Работа осциллятора заключается в накоплении энергии, которая при достижении определенной величины вызывает пробой разрядника, при этом возникает электрическая дуга, в результате чего закорачивается колебательный контур и в нем возникают затухающие колебания.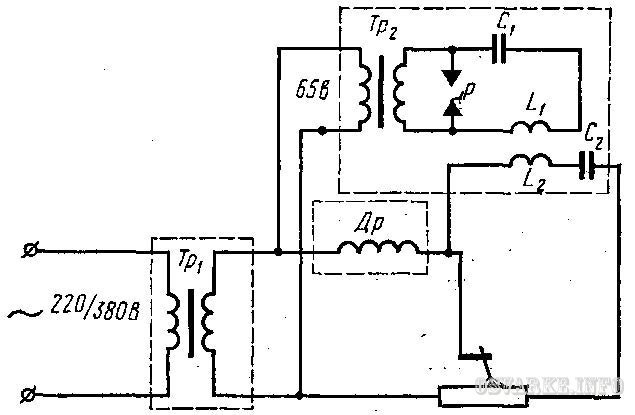 Именно эти колебания и прикладываются к возникшей дуге, причем длительность возникших импульсов составляет всего несколько миллисекунд.
Именно эти колебания и прикладываются к возникшей дуге, причем длительность возникших импульсов составляет всего несколько миллисекунд.
В зависимости от изготовления, осциллятор для сварки может быть непрерывного действия, либо импульсного.
Первые работают параллельно с источником питания дуги. То есть подключаются непосредственно к «массе» и держаку. Возникающая во время работы дуга с высоким напряжением и частотой позволяет поджечь электрод, даже не касаясь изделия. Именно возникающая высокая частота позволяет производить работы даже при пониженном напряжении, что немаловажно при использовании ненадежной сети электрического тока.
Вторые, считаются более эффективными, поскольку не используют в своей конструкции дополнительной защиты от высокого напряжения. Именно второй тип осцилляторов используется для установки на сварки с переменным напряжением, поскольку позволяют поджечь электрод при смене полярности тока в сети.
Схема осциллятора для сварки
Осциллятор своими руками
Добрый всем день, на днях задался целью приспособить свой аппарат для аргоннодуновой сварки, как я понимаю все что мне нужно,- это Осциллятор для поджега дуги, и возможно какие нибудь свистоперделки для контроля дуги хотя б в двухтактном режиме.
многие скажут — Купи ОССД — 300 или что то типа того.
Аппарат производять на украине. как итог пересылка по нашей дорогой почте или переплата за доставку курьером.
стоит аппарат недешево цена варьируется от 6 тыс с копейками на украине от производителя, и от 10 тыс руб в россии.
учитывая стоимость компонентов аппарат должен получится значительно дешевле его рыночной стоимости.
В эту тему буду выкладывать все найденное мною в интернете связанное с данной темой, надеюсь наши общие усилия облегчат многим жизнь.
Осциллятор для сварки алюминия
Сварка деталей, изготовленных из алюминия, должна производиться только при помощи специального аппарата, который называется осциллятор. Осциллятор для сварки алюминия представляет собой устройство, включаемое параллельно сварочному аппарату. Этот прибор преобразует частоту промышленного тока в ток высокой частоты. Также осциллятор на некоторое время повышает напряжение до 6000 В.
1. Сделать осциллятор можно и своими руками.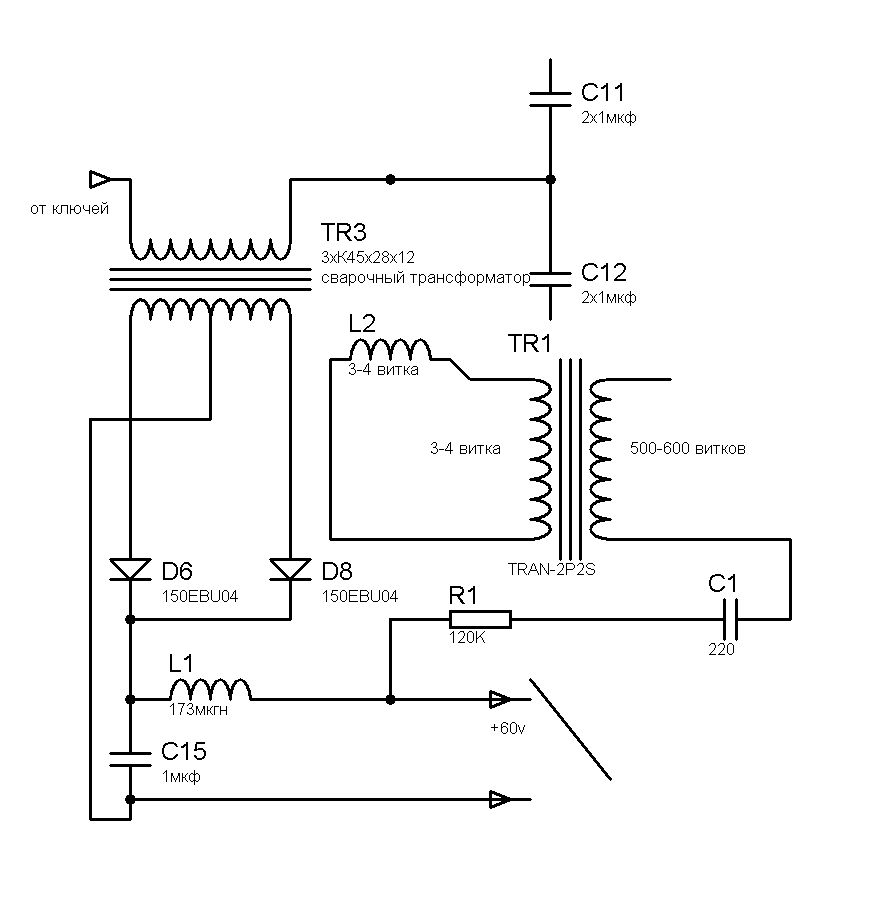 Конструкция данного прибора включает в себя генератор. В этом генераторе затухают колебания частоты тока. Он состоит из трансформатора. Данный трансформатор предназначен для повышения напряжения. Обязательно в осцилляторе должен быть разрядник. Также в конструкцию данного прибора, предназначенного для сварки, входя блокировочный конденсатор, обмотка связи и колебательный контур.
Конструкция данного прибора включает в себя генератор. В этом генераторе затухают колебания частоты тока. Он состоит из трансформатора. Данный трансформатор предназначен для повышения напряжения. Обязательно в осцилляторе должен быть разрядник. Также в конструкцию данного прибора, предназначенного для сварки, входя блокировочный конденсатор, обмотка связи и колебательный контур.
2. Осциллятор накапливает энергию до такой величины, чтобы возникла электрическая дуга. Благодаря этому происходит закорачивание колебательного контура. В контуре возникают затухающие колебания. Данные колебания присоединяются к ранее появившейся дуге.
3. Осциллятор бывает двух видов: непрерывного и импульсного действия. Непрерывные осцилляторы работают параллельно с тем источников, который питает дугу. Подключать такой прибор необходимо к держаку и «массе». Дуга, возникающая в процессе работы осциллятора, способна поджечь электрод, не прикасаясь к изделию. Благодаря высокой частоте становится вполне реально проведение работ при низком напряжении. Данный момент очень важен в том случае, если для работы устройства используется не слишком надежная электрическая сеть.
Данный момент очень важен в том случае, если для работы устройства используется не слишком надежная электрическая сеть.
4. Осцилляторы импульсного действия являются более надежными, чем устройства непрерывного действия. Их высокая надежность обусловлена тем, что конструкция не предусматривает какой-либо дополнительной защиты от чрезмерно высокого напряжения. Осцилляторы импульсного действия устанавливаются на сварочные аппараты с переменным напряжением. Такое устройство помогает поджечь электрод в процессе смены полярности тока в электросети.
Читайте похожие статьи:
Осциллятор для сварки своими руками
- Самодельный осциллятор
- Конструкция осциллятора
Как сделать осциллятор своими руками для сварки? Для начала нужно понять, что это такое. Это такое приспособление, которое выполняет бесконтактное возбуждение электрической дуги, а также стабилизирует горение дуги во время сварочного процесса. В чем заключается принцип работы данного прибора? Когда ток высокого напряжения и высокой частоты накладывается на ток низкого напряжения и нормальной частоты, это облегчает зажигание и повышает устойчивость горения дуги. Он должен поджигать дугу в сварке, не касаясь электродов, создавая высокое напряжение. В основном это приспособление используют для сварки алюминия.
Он должен поджигать дугу в сварке, не касаясь электродов, создавая высокое напряжение. В основном это приспособление используют для сварки алюминия.
Схема сварочного аппарата с осциллятором.
Самодельный осциллятор
Осциллятор для аргоновой сварки можно сконструировать своими руками. На данный момент существует множество схем. Мы рассмотрим одну из самых простых. Главным элементом сооружения является высоковольтный трансформатор, который повышает напряжение от 220 Вт до 10000 Вт. Довольно-таки важным условием при изготовлении самодельного прибора является точная разработка разрядника, потому как именно он отвечает за качество отжига. Разработка разрядника и есть основная трудность при создании самодельного сварочного осциллятора. потому как именно в нем проскакивает электрическая искра.
Принципиальная электрическая схема осциллятора ОСП3-2М.
Кроме всего этого, в состав конструкции входит блокировочный конденсатор и колебательный контур.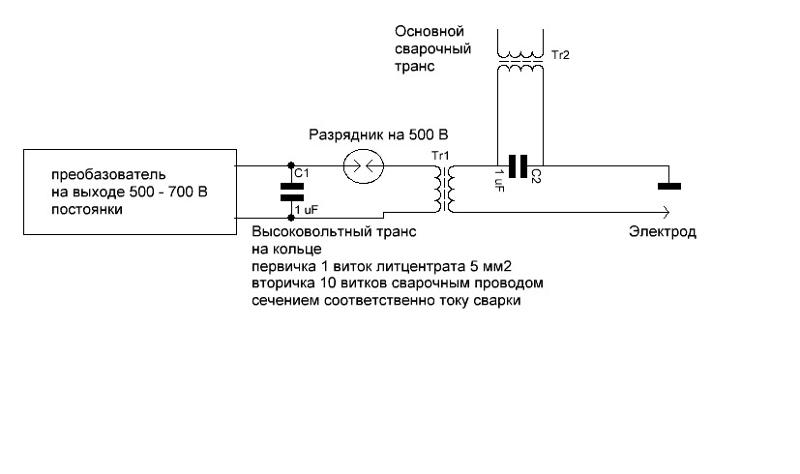 Это видно из схемы, которая представлена на изображении. Для того чтобы сделать его своими руками, необходимо правильно подобрать все компоненты и с умом подойти к этой задаче. Стандартный осциллятор может быть сконструирован в виде генератора, трансформаторы которого повышают частоту напряжения до 3000 Вт. Разрядник обязательно должен присутствовать в этом изделии.
Это видно из схемы, которая представлена на изображении. Для того чтобы сделать его своими руками, необходимо правильно подобрать все компоненты и с умом подойти к этой задаче. Стандартный осциллятор может быть сконструирован в виде генератора, трансформаторы которого повышают частоту напряжения до 3000 Вт. Разрядник обязательно должен присутствовать в этом изделии.
Сварочный осциллятор, сделанный самостоятельно, может работать в двух режимах: импульсной работы или же непрерывного действия. Во втором случае стоит применять защиту от высоких показателей напряжения. Вариант с воплощением импульсной работы является одним из самых эффективных, в сравнении с ему подобными. Самое основное, о чем необходимо помнить при сооружении сварочного осциллятора, так это о технике безопасности.
Вернуться к оглавлению
Конструкция осциллятора
Для того чтобы изготовить самодельный осциллятор, необходимо взять высоковольтный трансформатор, который будет повышать напряжение. Кнопка на горелке, которая отвечает за управление отжига и подачи газа в сопло плазмообразующей дуги, также является одним из важных элементов. Тем самым защищая металл от кислорода, создавая аргоновую среду, где и происходит сваривание металла. После нажатия кнопки управления загорается разрядник, который создает частоту импульсов. За них несет ответственность высоковольтный трансформатор. Через дугу создается высокочастотное магнитное поле и преобразуется катушкой, намотанной обычным сварочным кабелем, создавая тем самым рабочую дугу. В конструкции существует два выхода: плюс и минус. Первый, проходя через трансформатор, идет на горелку, второй на деталь. После нажатия кнопки управления через клапан запускается газ в горелку, что и есть начало сварочного процесса. Необходимая составляющая сварочного осциллятора это конденсатор.
Кнопка на горелке, которая отвечает за управление отжига и подачи газа в сопло плазмообразующей дуги, также является одним из важных элементов. Тем самым защищая металл от кислорода, создавая аргоновую среду, где и происходит сваривание металла. После нажатия кнопки управления загорается разрядник, который создает частоту импульсов. За них несет ответственность высоковольтный трансформатор. Через дугу создается высокочастотное магнитное поле и преобразуется катушкой, намотанной обычным сварочным кабелем, создавая тем самым рабочую дугу. В конструкции существует два выхода: плюс и минус. Первый, проходя через трансформатор, идет на горелку, второй на деталь. После нажатия кнопки управления через клапан запускается газ в горелку, что и есть начало сварочного процесса. Необходимая составляющая сварочного осциллятора это конденсатор.
Осциллятор для сварки алюминия делаем сами
Содержание
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Наверное у каждого хорошего хозяина в гараже надежно лежит свой сварочный агрегат. Это конечно же прекрасно, но возможности такого устройства несколько функционально ограничены. Так для выполнения сваривания обычного металла сварочный аппарат подойдет, но для того чтобы выполнять работы с алюминием или нержавеющей сталью, стоит создать определенные условия. Именно для этого необходимо обзавестись осциллятором. Последний можно купить в любом строительном магазине или же выполнить своими руками.
Осциллятор для сварки алюминия своими руками всегда необходимо подключать параллельно сварочному агрегату. Основной функцией осциллятора считается преображения частоты промышленного тока в высокие частоты. В данном случае возможно повышение до 150 000 Гц. Также возможно и повышение уровня напряжения в кратковременном режиме до 6 000 В.
Основной функцией осциллятора считается преображения частоты промышленного тока в высокие частоты. В данном случае возможно повышение до 150 000 Гц. Также возможно и повышение уровня напряжения в кратковременном режиме до 6 000 В.
Конструкция стандартного осциллятора представлена в виде генератора, трансформаторы которого постоянно повышают уровень напряжения до 3 000 В. При этом обязательно, чтобы был разрядник в наличии. Также в состав самодельного осциллятора входят колебательный контур, конденсатор для блокировки и обмотка для связи.
Еще по теме:
Осциллятор для сварки может выполняться в двух воплощениях, непрерывного действия или же импульсной работы. В первом случае работа агрегата заключается в параллельном тандеме с источником электрической дуги. Таким образом подключение выполняется непосредственно к массе и держаку. Так во время возникновения высокого напряжения и частоты зажжется и электрод. А в процессе работы с высоким уровнем частоты появится возможность работать даже с заниженным напряжением.
Во втором случае нет необходимости в дополнительном применении средств защиты от высоких показателей напряжения. Этот вариант считается наиболее эффективным в сравнении с аналогами. С применением такого осциллятора для сварки возможна работа с переменным напряжением. Ведь теперь можно достигнуть зажжения электрода в процессе смены полярности переменного тока в сети.
Источники: nanolife.info, www.chipmaker.ru, ya-sam-master.ru, expertsvarki.ru, svarkahome.com
Сварочный осциллятор — WALDUN
Сварочный осциллятор — Полное и полное руководство по часто задаваемым вопросамЗнаете ли вы, что сварочный осциллятор и устройство для ткачества сварочной дуги — это одно и то же? Если вы ищете одно и полное руководство по этому поводу, вы как раз вовремя!
Это лишь одна из многих вещей, которые вы узнаете о сварочных генераторах в этом руководстве!
Кроме того, вы также узнаете, где можно найти лучшие сварочные генераторы на рынке, где бы вы ни находились!
Что такое сварочное колебание? В соответствии с этим термином, колебание — это диапазон движения слева направо — из стороны в сторону.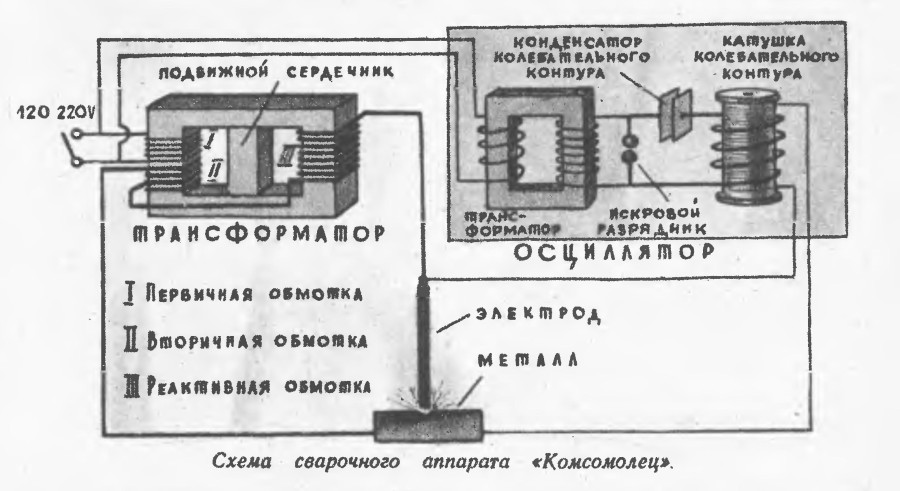
Обычно колебание — это движение определенного материала вперед и назад.
Сварка с колебаниями — это быстрое движение электрода в форме дуги. Видно, что движение идет справа налево или наоборот.
А вот при сварке это движение сварного шва из стороны в сторону.
Сварочное колебание можно также назвать переплетением, поскольку робот может найти путь к стыку посредством изменения дуги.
Почему сварщики колеблют процесс сварки?Сварщики предпочитают использовать сварочные генераторы из-за простоты использования и точности.
Если вы ищете более качественную и точную работу, качание сварных швов должно помочь.
Кроме того, большинство сварочных генераторов автоматизированы и могут помочь вам добиться лучших результатов.
Что такое сварочные генераторы? Сварочные осцилляторы — это моторизованные машины, которые выполняют сварку методом переплетения или колебания.
Если вам необходимо автоматизировать процесс сварки, сварочный генератор — это то, что вам нужно.
Что такое дуговая сварка?Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для выработки тепла и плавления металлов.
По сравнению с другими видами сварки электрод не касается поверхности или основного металла.
Из чего состоят сварочные генераторы?У разных сварочных генераторов есть разные части, и это зависит от типа машины.
Однако некоторые из наиболее распространенных частей сварочного генератора включают:
- Дистанционный разъем
- Колебательная направляющая (движение локомотива)
- Блок управления (рабочий механизм)
- Кабель питания
- Соединительный кабель
- Цифровой дисплей данных
Да, сварщики используют обычные формы колебаний при сварке.
На самом деле, наиболее распространенные из них:
- V-образный профиль
- Круговой образец
- C-образный профиль
- J-образный профиль
- T-образный образец
- Рисунок 8 Рисунок 8-образный профиль
- Прямо-ступенчатый Узор
- Квадратный узор
- Зигзагообразный узор
- Перевернутый узор V
Примечание. Это только наиболее часто используемые узоры в отрасли; есть еще много чего.
Шаблон зависит от цели сварки и результатов, которые вы хотите получить в своем проекте.
Что такое сварной шов?Сварочный валик — это термин, используемый для обозначения присадочного материала, который вы наносите на поверхность.
Вы можете произвести хороший или плохой сварной шов в зависимости от:
- Положение вашего сварного шва
- Материал вашего сварного шва или электрода
Сварные валики образуются, когда присадочный материал наносится на поверхность во время сварки.
Основная цель использования сварочного генератора — снизить утомляемость сварщика.
Его автоматизация может помочь сварщику снизить усталость и напряжение, создавая более качественные сварные швы.
Каковы основные преимущества сварочных генераторов?Используя сварочный генератор, сварщик может рассчитывать на следующие преимущества:
Более высокое качество сварки; Равномерный и точный внешний вид
Поскольку это автоматизировано, вы можете ожидать, что внешний вид вашего сварного шва будет однородным.
К тому же его качество будет лучше, чем при ручной сварке.
Лучшая и повышенная производительность
Так как вы не будете контролировать его все время, вы можете просто помочь ему, если он уйдет из направления.
В это время вы можете работать над другими вещами, такими как сборка следующей части сварного шва и т. Д.
Д.
Простота операций (особенно при многопроходной сварке)
Вы будете меньше уставать и уставать , и вы можете быть уверены, что автоматизация будет производить точные сварные швы.
Уменьшение разбрызгивания
Благодаря большему контролю тепловложения, разбрызгивание от сварного шва значительно уменьшается.
Вам не придется беспокоиться о слишком большом количестве брызг на поверхности. Это также означает меньшее количество химических реакций, которые могут быть опасны для сварщика.
Это лишь некоторые из ключевых преимуществ использования сварочного генератора. Есть и другие, которые будут зависеть от вашего проекта.
Как установить сварочные генераторы?Сварочный генератор можно установить следующими способами:
Горизонтальная установка
В этом положении горелка перемещается слева направо или наоборот. Вы заставили бы резак раскачиваться из стороны в сторону.
Вы заставили бы резак раскачиваться из стороны в сторону.
Вертикальная установка
В этом положении резак будет двигаться вверх и вниз, в зависимости от запланированного движения.
Что такое сварное переплетение?Сварочное переплетение — это то же самое, что сварочное колебание.
Это метод перемещения электрода из стороны в сторону для достижения желаемого результата сварки.
Как выполнить плетение?В настоящее время вы можете получить тканый сварной шов, используя сварочный генератор в качестве вашего оборудования.Они автоматизированы, поэтому вам не нужно думать о точности.
Вам нужно будет создать для него выкройку, чтобы машина могла предоставить в соответствии с вашими потребностями.
Раньше, правда, руководство.
Вам нужно будет создать узор. После этого вам необходимо иметь навыки сварки и следования определенной схеме.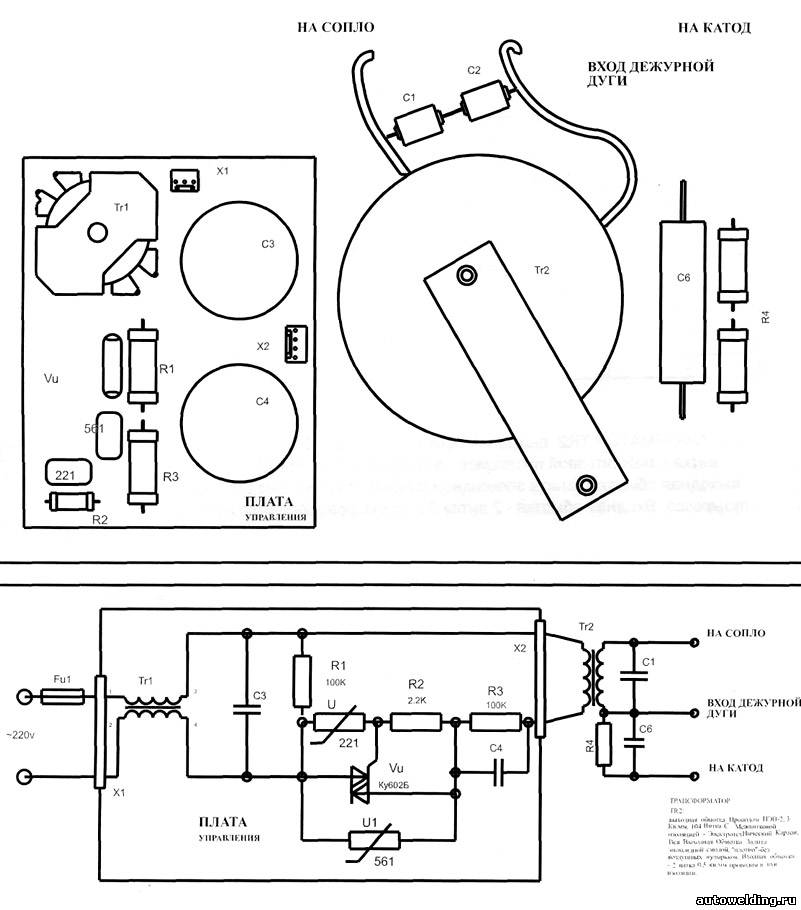
Колебания при сварке TIG — это процесс использования вольфрамового электрода для колебания.
Вольфрамовые электроды не являются расходными материалами и служат дольше.
Колебания при сварке MIG — это процесс использования металлического электрода для создания колебаний.
Электроды MIG — это обычные и обычные электроды, используемые при сварке.
У каждого из них разные цели и они несопоставимы.
Как измеряется колебание?Колебания при сварке измеряются разными способами. Частота или как часто; Амплитуда , или в зависимости от того, как далеко она зайдет, и Dwell Time, , в зависимости от того, как долго она будет эффективна.
Какие четыре типа сварки? Существует не просто четыре (4) различных классификации или типа сварки — есть из чего выбрать.
Как выполняется сварка GMAW
Тем не менее, четыре (4) основных различных типа включают:
Газовая дуговая сварка (GMAW)Этот конкретный тип сварки также может называться MIG или Metal Inert Газовая сварка. Это метод, при котором через сварочную горелку используется сплошной проволочный электрод.
Газовая дуговая сварка вольфрамом (GTAW)Подобно MIG или GMAW, GTAW использует «вольфрам», который известен как непрерывный или неплавящийся электрод.
Дуговая сварка порошковой проволокой (FCAW)FCAW не похожа на GMAW и GTAW. Вместо этого это похоже на сварку металлом активным газом или сварку MAG. Это полуавтоматическая сварка, для которой не нужен газ для внешней защиты.
Дуговая сварка экранированного металла (SMAW) И последнее, но не менее важное: SMAW, также известная как сварка палкой, использует расходный материал, покрытый флюсом, который затем подключается к источнику питания..jpg)
Сварка твердой проволокой также называется сваркой MIG. И чтобы ответить на вопрос, нет, сварочные генераторы для этого не нужны.
Движение или колебание
Вклад сварочного осциллятора в сварку твердой проволокой состоит в том, что он помогает рабочим плавить и сваривать два (2) металлических элемента вместе, поскольку сварщику не нужно достигать высоких и сложных мест для сварка прогрессировать.
Для каких сварочных процессов можно использовать сварочные генераторы?Дуговая сварка под флюсом (FCAW)
Сварочные осциллирующие аппараты можно использовать для таких сварочных процессов, как плазменная сварка и наплавка, сварка TIG, сварка MIG, SAW, FCAW, порошковая плазменная сварка и многое другое!
Однако, если вы обнаружите, что сварочные осцилляторы позволяют сэкономить массу времени на ваших процессах, вы также можете использовать их для этого!
Эффективна ли сварка МИГ при колебаниях? Наиболее распространенными сварочными процедурами, при которых можно использовать сварочные осцилляторы, является сварка MIG и TIG, или, как правило, называемая сваркой твердой проволокой.
Осцилляция MIG
Да, вы можете добиться успеха в использовании сварочных осцилляторов для сварки MIG.
Что такое плетеная сварка?Сварка плетением или колебания при сварке — это стратегия перемещения или позиционирования электрода из стороны в сторону или назад и вперед.
Определение кромочной сваркиКромочная сварка — это процесс наложения деталей из листового металла, которые имеют кромки, чтобы их можно было прикрепить близко друг к другу для частей, которые будут свариваться вместе.
Что такое взбивание в сварке?Взбивание — это стратегия или техника, при которой вы создаете лужу, чтобы вытащить электрод с помощью запястья.
Взбивание при сварке
Обозначается как «взбивание», потому что это движение, идущее в направлении движения.
Каковы применения сварочного генератора?Сварочные осцилляторы можно использовать в широком спектре применений, включая сварку швов, специальные приспособления, боковые балки, манипуляторы, изготовление листового металла, сварку черных и цветных металлов и многое другое!
Благодаря универсальности и гибкости сварочных генераторов, вы можете найти множество применений для сварочных генераторов.
Есть множество компаний-производителей сварочных осцилляторов, у которых вы можете купить их.
Однако вы никогда не ошибетесь, если выберете наши сварочные генераторы здесь, в Waldun. На протяжении многих лет мы разрабатываем и постоянно улучшаем характеристики наших генераторов.
Кроме того, мы постоянно учимся повышать качество производимого оборудования и машин.
Характеристики сварочных генераторов WaldunРазличные сварочные генераторы, изготовленные и изготовленные разными производителями, имеют разные характеристики.
Тем не менее, мы здесь, в Waldun, производим лучшие сварочные генераторы на рынке. Вот несколько примеров его наиболее примечательных особенностей и функций:
- Истинное и точное линейное движение
- Единый контроллер для трех (3) различных механизмов и функций
- Реечный механизм
- Полное и полное цифровое управление
- Шаговый двигатель
Выбор наших сварочных генераторов здесь, в Waldun, может открыть множество преимуществ и преимуществ. Некоторые из них включают, но не ограничиваются:
Некоторые из них включают, но не ограничиваются:
- Улучшение и совершенствование сварки
- Разработанные процедуры наплавки и сварки
- Повышенная и повышенная производительность
- Единообразие и последовательность в процедурах сварки
Это ключевые преимущества выбирая наши сварочные генераторы.
Почему следует доверять сварочным генераторам Waldun?Где бы вы ни находились, вы можете рассчитывать на нас здесь, в Waldun, в производстве и производстве для вас сварочных генераторов высочайшего качества.
Мы способны производить для вас от сотен до тысяч машин ежегодно.
В отличие от других производителей сварочных генераторов, Waldun никогда не устанет производить специальные сварочные генераторы и оборудование для вашего бизнеса.
Помимо сварочных генераторов, мы также будем вашим лучшим вариантом для машин для лазерной наплавки , оборудования для плазменной наплавки , сварочных позиционеров , автоматических сварочных аппаратов и многих других!
Позвоните нам сегодня и получите лучшие цены на свои сварочные генераторы! Да, вы правильно прочитали! Мы можем предоставить вам бесплатное предложение или бесплатную оценку необходимых вам сварочных генераторов!
Сварочный осциллятор-сварочный осциллятор
Сварочный осциллятор — полное руководство по часто задаваемым вопросам В мире сварки выполнение всех ваших проектов вручную утомительно.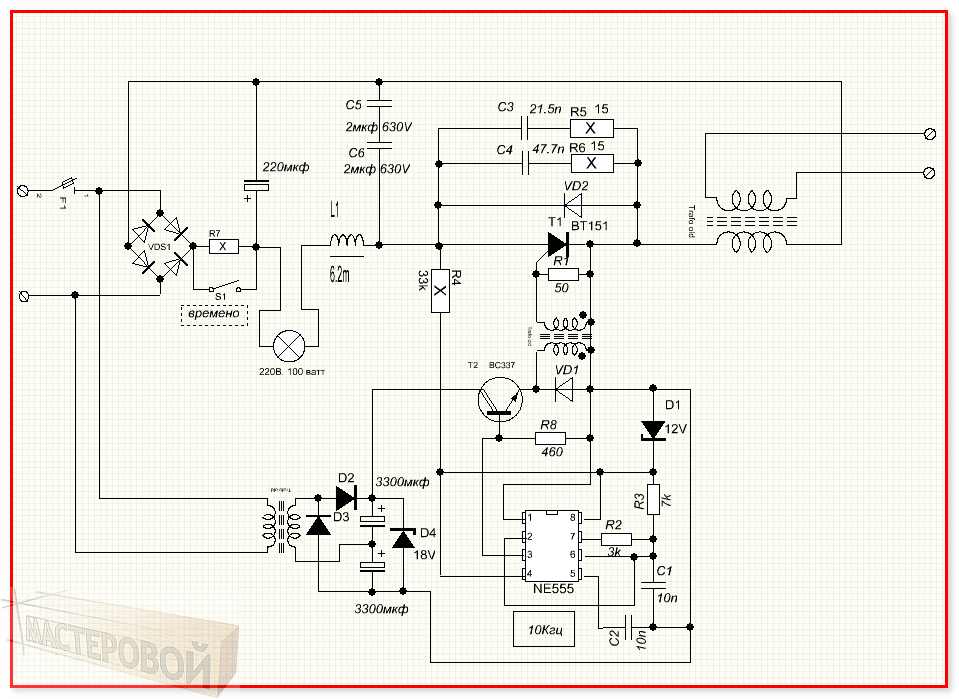 Кроме того, вам будет сложно справиться с различными проектами.
Кроме того, вам будет сложно справиться с различными проектами.
Устают даже самые талантливые сварщики; и им нужна какая-то автоматизация.
Сварочные генераторы широко используются в промышленности. От простейших проектов базовой сварки до самых сложных работ по наплавке и наплавке.
Этот пост будет посвящен обсуждению сварочных генераторов. Что они собой представляют, как они могут помочь вам с вашими проектами и какой компании можно доверять.
Что такое колебание при сварке?Согласно термину «колебание» — это диапазон движения слева направо — из стороны в сторону.
Сварка с колебаниями — это быстрое движение электрода в форме дуги. Видно, что движение идет справа налево или наоборот.
Почему сварщики колеблются в процессе сварки?Сварщики предпочитают использовать сварочные генераторы из-за простоты использования и точности.
Если вам нужна более качественная и точная работа, вам подойдет раскачивание сварных швов.
Кроме того, большинство сварочных генераторов автоматизированы и могут помочь вам добиться лучших результатов.
Что такое сварочные генераторы?Сварочные осцилляторы — это моторизованные машины, которые выполняют сварку методом переплетения или колебания.
Если вам нужно автоматизировать процесс сварки, сварочный генератор — это то, что вам нужно.
Что такое дуговая сварка?Дуговая сварка — это процесс сварки, в котором используется электрическая дуга для выделения тепла и плавления металлов.
По сравнению с другими видами сварки электрод не касается поверхности или основного металла.
Из чего состоят сварочные генераторы?У разных сварочных генераторов есть разные части, и это зависит от типа аппарата.
Источник: Welding Parts Online
Однако некоторые из наиболее распространенных частей сварочного генератора включают:
- Разъем дистанционного управления
- Колебательная направляющая (движение локомотива)
- Блок управления (рабочий механизм)
- Кабель питания
- Соединительный кабель
- Цифровой дисплей данных
Да, сварщики используют распространенные модели колебаний при сварке.
На самом деле, наиболее распространенные из них:
- Схема В
- Круговой узор
- C Образец
- J Образец
- T Образец
- Рисунок 8 Шаблон
- Прямо ступенчатый узор
- Квадратный узор
- Зигзагообразный узор
- Перевёрнутый V-образный узор
Примечание. Это только наиболее часто используемые шаблоны в отрасли; есть еще много чего.
Шаблон зависит от цели вашей сварки и результатов, которые вы хотите получить в своем проекте.
Что такое сварной шов?Сварочный валик — это термин, используемый для обозначения присадочного материала, который вы наносите на поверхность.
Вы можете произвести хороший или плохой сварной шов в зависимости от:
- Положение сварного шва
- Материал сварного шва или электрода
Сварные швы образуются, когда присадочный материал наносится на поверхность во время сварки.
Основная цель использования сварочного генератора — снизить утомляемость сварщика.
Его автоматизация может помочь сварщику снизить усталость и напряжение, обеспечивая более высокое качество сварных швов.
Каковы основные преимущества сварочных генераторов?Используя сварочный генератор, сварщик может рассчитывать на следующие преимущества:
Повышенное качество сварки; Единый и точный внешний вид
Поскольку он автоматизирован, вы можете ожидать, что внешний вид вашего сварного шва будет однородным.
К тому же его качество будет лучше, чем при ручной сварке.
Лучшая и повышенная производительность
Так как вы не будете контролировать его все время, вы можете просто помочь ему, если он уйдет из направления.
В это время вы можете работать над другими вещами, такими как сборка следующей части сварного шва и т. Д.
Д.
Простота эксплуатации (особенно при многопроходной сварке)
Вы будете меньше утомляться и уставать, и вы можете доверять автоматизации в выполнении точных сварных швов.
Уменьшение брызг
Поскольку подвод тепла более контролируем, разбрызгивание от сварного шва значительно уменьшается.
Вам не придется беспокоиться о слишком большом количестве брызг на поверхности. Это также означает меньшее количество химических реакций, которые могут быть опасны для сварщика.
Это лишь некоторые из ключевых преимуществ использования сварочного генератора. Есть и другие, которые будут зависеть от вашего проекта.
Как установить сварочные генераторы?
Установить сварочный генератор можно следующими способами:
Горизонтальная установка
В этом положении резак перемещается слева направо или наоборот. Вы заставили бы резак раскачиваться из стороны в сторону.
Вы заставили бы резак раскачиваться из стороны в сторону.
Вертикальная установка
В этом положении резак будет двигаться вверх и вниз в зависимости от запланированного движения.
Что такое сварное переплетение?Сварочное переплетение — это то же самое, что сварочное колебание.
Это метод перемещения электрода из стороны в сторону для достижения желаемого результата сварки.
Как выполнить плетение?В настоящее время вы можете получить тканый сварной шов, используя сварочный генератор в качестве оборудования.Они автоматизированы, поэтому вам не нужно думать о точности.
Вам нужно будет создать выкройку для него, чтобы машина могла обеспечить его в соответствии с вашими потребностями.
Но раньше это было руководство.
Вам нужно будет создать выкройку. После этого вам необходимо иметь навыки сварки и следования определенной схеме.
Колебание при сварке TIG — это процесс использования вольфрамового электрода для колебания.
Вольфрамовые электроды известны как неплавящиеся и служат дольше.
Сварочные колебания MIG — это процесс использования металлического электрода для создания колебаний.
ЭлектродыMIG — это обычные и обычные электроды, используемые при сварке.
У каждого из них разные цели и они несопоставимы.
Куда обращаться при сварке колебаний?Множество компаний предлагают эту услугу; некоторые из них независимые, а некоторые включают его в другое оборудование.
Если вам нужно лучшее качество, работайте с нами в SOHO Welding.
В нашем процессе плазменной дуговой сварки используется ткацкий станок или сварочный генератор. Вам не придется беспокоиться о точности и точности — это уже само собой разумеющееся!
Работайте с нами и никогда больше не почувствуйте потребность работать с другой компанией!
Сварочный осциллятор — Производители сварочных осцилляторов Индия Поставщики сварочных осцилляторов Мумбаи Индия Сварочные осцилляторы экспортеров Производители поставщиков Мумбаи Индия
Weld Arc Weaver, широко известный как Welding Oscillator, — это механизм, имитирующий состояние сварки сварочной дугой, выполняемый вручную опытным сварщиком.
| Сварочный генератор | Сварочный механизм осциллятора |
Моторизованный механизм перемещает сварочную дугу в направлении влево / вправо как колебательное движение по поверхности шва.
Сильно регулируемое колебательное движение дуги обеспечивает контролируемое распространение тепла дуги по поверхности сварного шва, что приводит к равномерному течению сварочной ванны за счет плавного, равномерного, стабильного и точного движения сварочной горелки. Основное назначение осциллятора — равномерное распространение глобул сварного шва.Контролируемое и регулируемое распространение глобул дугового нагрева и сварки имеет очень отличительное преимущество, заключающееся в отличном проникновении при максимальной эффективности теплопередачи. Это также обеспечивает сокращение зоны термического влияния, высокую эффективность наплавки металла шва, высокую однородность сварных швов.
Это также обеспечивает сокращение зоны термического влияния, высокую эффективность наплавки металла шва, высокую однородность сварных швов.
Приложения:
Подходит для процессов, которые удобно автоматизировать, таких как TIG, MIG, SAW, FCAW, плазменная сварка или плакирование, такие как PTA или порошковая плазменная сварка.
Характеристики:
- Очень точный шарико-винтовая передача или механизм Rack & Pinion
- Истинное поступательное движение
- Полностью закрытый, чтобы избежать проникновения мелких частиц, тепла и т. Д.
- Шаговый двигатель с приводом для облегчения управления
- Ширина хода от 0 до 75 мм (более высокая ширина доступна по запросу)
- Полное цифровое управление с простым программированием параметров
- Доступны разные модели для горелок различной мощности: 5, 10 и 15 кг
- Единый контроллер для управления тремя различными механизмами
- Внешний пуск / стоп для легкого взаимодействия
Ключевые преимущества:
- Значительное улучшение процесса сварки или плакирования
- Повышенная производительность и простота использования для многопроходной сварки
- Общее улучшение плавления боковин и поднутрения
- Высокое качество, однородность и внешний вид сварного шва.

Технические характеристики:
| P a r a m e t e r s | O S C _ 5 | O S C _ 1 0 | O S C _1 5 |
| Вход питания | 220 В переменного тока, 3-Ø | 220 В переменного тока, 3-Ø | 220 В переменного тока, 3-Ø |
| Входная мощность (Вт) | 50 | 100 | 150 |
| Грузоподъемность (кг) | 5 | 10 | 15 |
| Ширина хода (мм) | 0-25 +/- 0.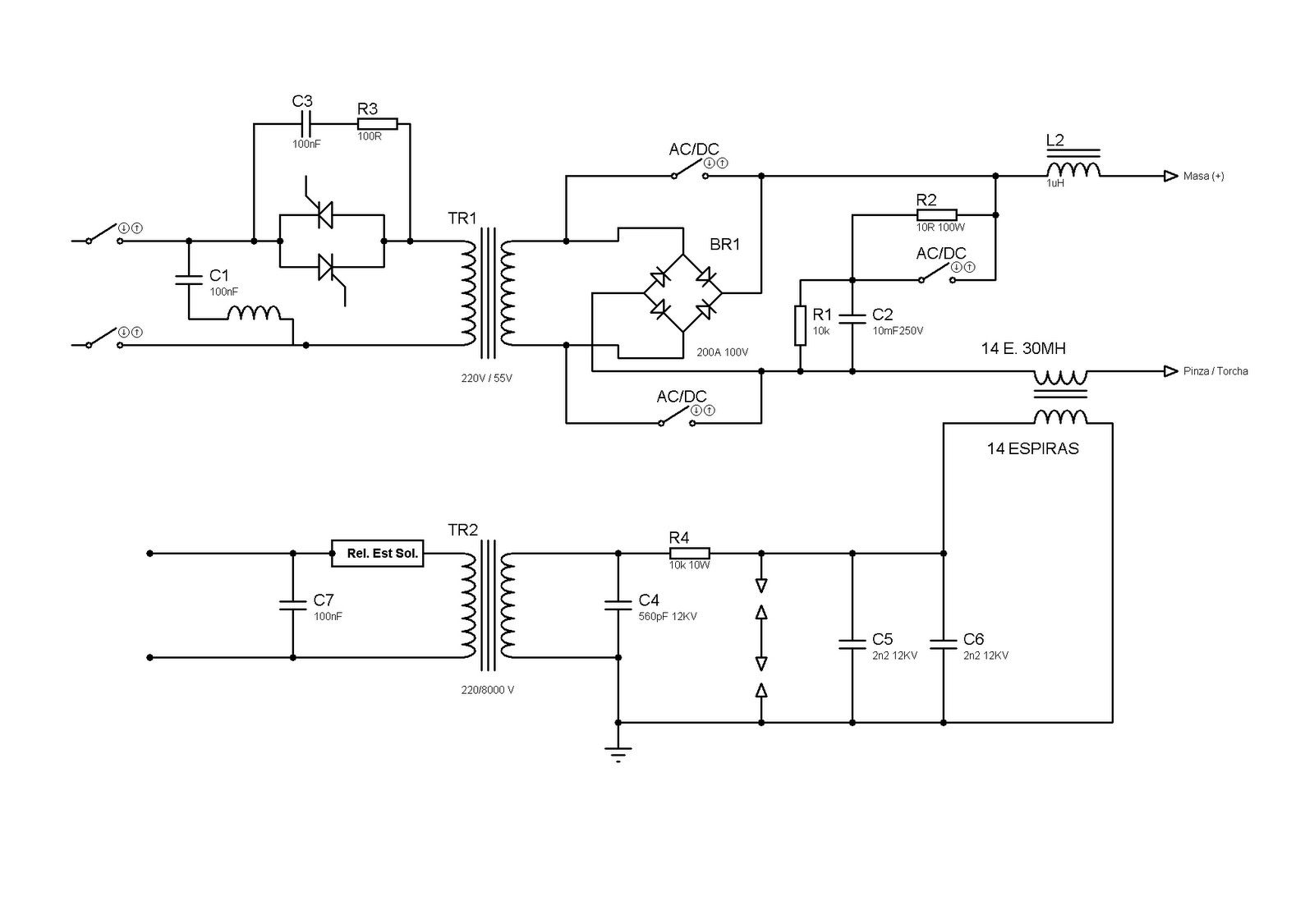 2 2 | 0–50 +/- 0,5 | 0–75 +/- 0,5 |
| Скорость хода (мм / мин) | 0–2500 +/- 5 | 0–3000 +/- 5 | 0–3500 +/- 5 |
| Число ходов в секунду | 0-60 @ 25 мм | 0-50 @ 25 мм | 0-40 @ 25 мм |
| Левая задержка (сек) | 0.0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 |
| Правая задержка (сек) | 0,0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 | 0,0 — 9,9 +/- 0,1 |
| Совместимость процессов | TIG / MIG / PTA / плазма | Пила / TIG / MIG / PTA / Плазма | Пила / TIG / MIG / PTA / Плазма |
| Механизм | Шарико-винтовая передача | Шарико-винтовая передача | Стойка и шестерня |
| D i m e n s i o n (мм) : Контроллер (Д x Ш x В) Механизм | 350 х 325 х 160 | 350 х 325 х 160 | 350 х 325 х 160 |
| 280 х 130 х 75 | 315 х 157 х 90 | 300 х 150 х 90 | |
| N e т Масса (кг) : Контроллер (Д x Ш x В) Механизм | 8. 5 5 | 8,5 | 8,5 |
| 4,8 | 5,5 | 5,8 |
Превосходный сварочный генератор на продажу по привлекательным сделкам Местное послепродажное обслуживание
Повысьте производительность и эффективность вашего сварочного бизнеса с сенсационным сварочным генератором на продажу , доступным по заманчивым предложениям на Alibaba.com. Эти сварочные осцилляторы на продажу оснащены революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Сварочный генератор , выставленный на продажу , потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в коммерческих целях.
Передовые изобретения, лежащие в основе этих сварочных генераторов , выставленных на продажу. Конструкции и стили делают их очень гибкими и применимыми для решения широкого круга сварочных задач.Сварочный осциллятор , выставленный на продажу , не подвержен неблагоприятным воздействиям сильной жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. Они поставляются с широким выбором, учитывающим множество факторов и предпочтений пользователей, поэтому покупатели могут быть уверены, что найдут для продажи наиболее подходящий сварочный осциллятор для своих нужд.
Доступность этих сварочных генераторов , выставленных на продажу на Alibaba.com, вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность.Сварочный генератор на продажу Эксплуатационные и эксплуатационные расходы также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами сварочного осциллятора на сайте, если вам нужны дополнительные инструкции.
Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами сварочного осциллятора на сайте, если вам нужны дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью соблазнительного сварочного генератора , который продается на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, в продаже вы найдете наиболее подходящий сварочный осциллятор для их выполнения. Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
WOC — Управление сварочным генератором
Наши системы управления сварочным генератором WOC-2 — это компактные,
легкая система управления манипуляциями с сварочной горелкой, состоящая из микроконтроллера управления сварочным осциллятором и узла маятникового осциллятора с приводом от шагового двигателя или узла линейных суппортов.
Он обеспечивает возможность управления положением центральной линии, шириной колебаний, скоростью колебаний, а также задержкой влево и вправо. Система предоставляет пользователю легко доступный внешний интерфейс для функций дистанционного управления.
Системы предоставляют определяемый пользователем программируемый логический контроллер (ПЛК) с 50 последовательностями с четырьмя входами 24 В постоянного тока и двумя НО. контакты реле. Используя ПЛК, пользователь может обеспечить внешнее программное управление и простой интерфейс источника питания.Последовательный порт RS-232 предназначен для автономного программирования и настройки системы, а также может использоваться для дистанционного управления.
Второй компонент — это осциллятор маятникового типа или линейный суппорт, который приводится в действие шаговыми двигателями, что обеспечивает высокую надежность и низкие затраты на техническое обслуживание. Генератор можно установить в линию или под углом 90 градусов, и благодаря компактной конфигурации его можно использовать в ограниченном пространстве.
WOC-2 — это микропроцессорный контроллер шагового двигателя, обеспечивающий 1/10 микропроцессора.
шаговый выход для работы с большинством шаговых приводных двигателей, требующих 1.0 — 6,5 ампер / фазный ток. В
Контроллер разработан для использования с нашими направляющими для позиционирования резака. В него входит оператор
ручной кулон, обеспечивающий полный контроль над направляющими для позиционирования резака. Рука оператора
подвесной пульт работает как ведущее устройство Modbus и обеспечивает все необходимые коммуникации для работы
осциллирующий суппорт WOC-2.Умный кулон на руку используется для управления слайдом
положение, скорость, ширина колебаний и время задержки влево / вправо. Элемент управления также обеспечивает пользовательский ввод / вывод.
интерфейс для удаленного управления WOC.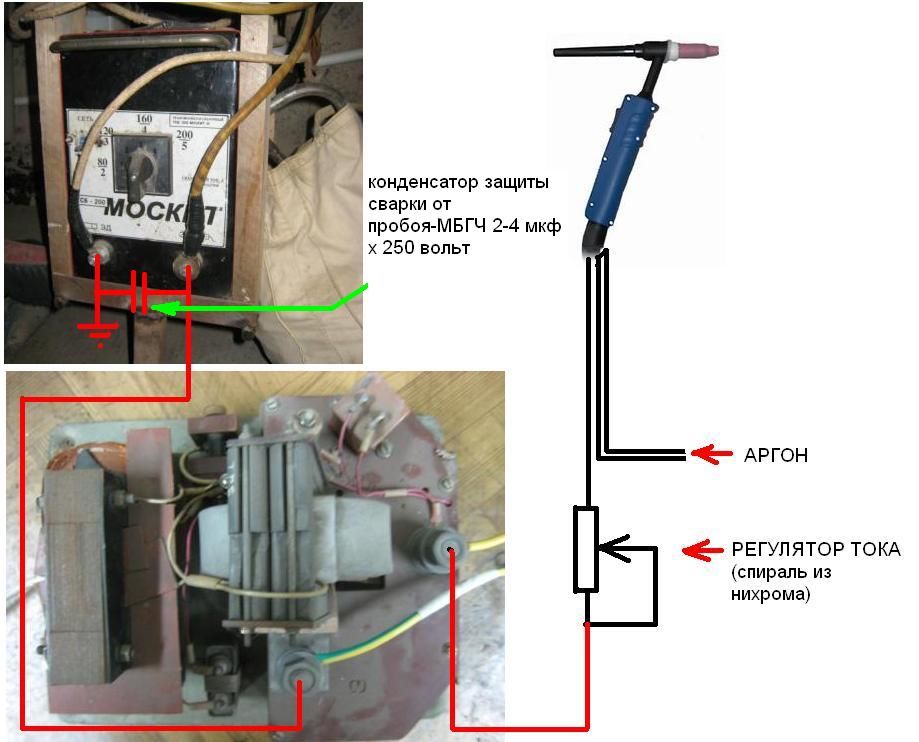 Имеются два изолированных выхода твердотельного реле (SSR).
CR1 (READY) и CR2 (OSC ON). Есть два изолированных входа INP1 (OSC ON) и INP2.
(INITIALIZE) можно использовать для удаленной активации осциллятора и повторной инициализации ползуна.
Имеются два изолированных выхода твердотельного реле (SSR).
CR1 (READY) и CR2 (OSC ON). Есть два изолированных входа INP1 (OSC ON) и INP2.
(INITIALIZE) можно использовать для удаленной активации осциллятора и повторной инициализации ползуна.
Сварочный осциллятор Цифровой осциллятор | ТЕХНИЧЕСКИЙ ОБЗОР | Производство
Weld Arc Weaver, широко известный как Welding Oscillator, — это механизм, имитирующий состояние сварки сварочной дугой, выполняемый вручную опытным сварщиком. Моторизованный механизм перемещает сварочную дугу в направлении влево / вправо как колебательное движение по поверхности шва.
Сильно регулируемое колебательное движение дуги обеспечивает контролируемое распространение тепла дуги по поверхности сварного шва, что приводит к равномерному течению сварочной ванны за счет плавного, равномерного, стабильного и точного движения сварочной горелки. Удобство, особенно когда в сварочной ванне используется наполнитель. Основное назначение осциллятора — обеспечение равномерного распределения сварочных шариков. Контролируемое и регулируемое распространение глобул дугового нагрева и сварки имеет очень отличительное преимущество, заключающееся в отличном проникновении при максимальной эффективности теплопередачи.Это также обеспечивает уменьшение зоны термического влияния, высокую эффективность наплавки металла шва, высокую однородность сварных швов. Подходит для процессов, которые удобно автоматизировать, таких как TIG, MIG, SAW, FCAW, плазменная сварка или процессы плакирования, такие как PTA или порошковая плазменная сварка
Удобство, особенно когда в сварочной ванне используется наполнитель. Основное назначение осциллятора — обеспечение равномерного распределения сварочных шариков. Контролируемое и регулируемое распространение глобул дугового нагрева и сварки имеет очень отличительное преимущество, заключающееся в отличном проникновении при максимальной эффективности теплопередачи.Это также обеспечивает уменьшение зоны термического влияния, высокую эффективность наплавки металла шва, высокую однородность сварных швов. Подходит для процессов, которые удобно автоматизировать, таких как TIG, MIG, SAW, FCAW, плазменная сварка или процессы плакирования, такие как PTA или порошковая плазменная сварка
Ключевые преимущества:
- Значительное улучшение процесса сварки или плакирования
- Повышенная производительность и простота использования для многопроходной сварки
- Общее улучшение стыковки и поднутрения боковин.
- Высокое качество, однородность и внешний вид сварного шва.
СТАНДАРТНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ (В соответствии с контроллером)
Ширина хода: 0-25 мм с шагом 0,2 мм
Скорость хода: 0-3000 мм в минуту с шагом 5 мм
Число ходов: 0-60 в минуту с шагом 0,1 хода
Задержка слева: 0-9,9 секунды с шагом 0,1 секунды
Задержка справа: 0-9,9 секунды с шагом 0,1 секунды
СТАНДАРТНЫЕ ХАРАКТЕРИСТИКИ Механизм
- Очень точный шарико-винтовой механизм.
- Полностью закрытый, чтобы избежать проникновения мелких частиц, тепла и т. Д.
- Шаговый двигатель с приводом для облегчения управления.
- Ширина хода от 0 до 50 мм (более высокая ширина доступна по запросу)
- Полное цифровое управление с простым программированием параметров.
Для получения дополнительной информации
Arcraft Plasma Equipments (I) Pvt Ltd
124 Diamond Industrial Estate, Ketkipada, Dahisar (East) Mumbai 400068, India.
Тел — 00 91 22 — 28963247, 28965890, 28965745, Факс — 00 91 22 — 28966418
Мобильный телефон для продаж — 00 91 — 9820684001
Электронная почта: arcraftplasma @ gmail. com, Интернет: www.arcraftplasma.co
com, Интернет: www.arcraftplasma.co
Принцип лазерной сварки | Микросоединительное оборудование
Аппарат для лазерной сварки предназначен для пайки и сварки пластмасс с помощью лазерного луча.
Лазерный луч не рассеивается, как свет от лампочки, а направлен в том же направлении параллельно. Таким образом, высокая плотность энергии является характеристикой лазерного луча.
Кроме того, фокусируя параллельный свет в одну точку с помощью линзы, можно получить высокую энергию.Эта энергия используется для сварки.
Метод лазерной сварки
Пайка
Применимая модель: лазерный диодный сварочный аппарат
Сварка пластмасс
Применимая модель: лазерный диодный сварочный аппарат
Базовая конфигурация лазерного сварочного аппарата
Что такое лазерный сварочный аппарат?
- Реализовано бесконтактное соединение микрокомпонентов и объектов, к которым трудно приложить силу.
- Разрешено соединение материалов с высокой электропроводностью.

Поскольку лазерный луч излучается в одном и том же направлении параллельно, не рассеиваясь, как свет от колбы лампы, он характеризуется высокой плотностью энергии. Кроме того, высокую энергию можно получить, сфокусировав параллельный свет в один точка.
Используя такую энергию, оборудование для лазерной сварки используется при пайке и сварке пластмасс.
- * Что такое лазер?
Усиление света за счет вынужденного излучения излучения
Первое лазерное излучение было продемонстрировано в 1960 году Теодором Гарольдом Майманом из исследовательских лабораторий Хьюза. - * Что такое лазерный луч?
Это свет с однородным направлением, фазой и длиной волны, искусственно созданный с помощью лазерного генератора.
Базовая конфигурация лазерного сварочного аппарата
Лазерный луч, генерируемый лазерным генератором, направляется в удаленное место с помощью оптического волокна и фокусируется в одно тонкое пятно с помощью линзы для изготовления материала.