2.10. Требования безопасности при выполнении сварочно-наплавочных работ [«ПОТ РО-32-ЦП-652-99. Правила по охране труда при содержании и ремонте железнодорожного пути и сооружений» (утв. МПС РФ 24.02.1999)] — последняя редакция
2.10. Требования безопасности
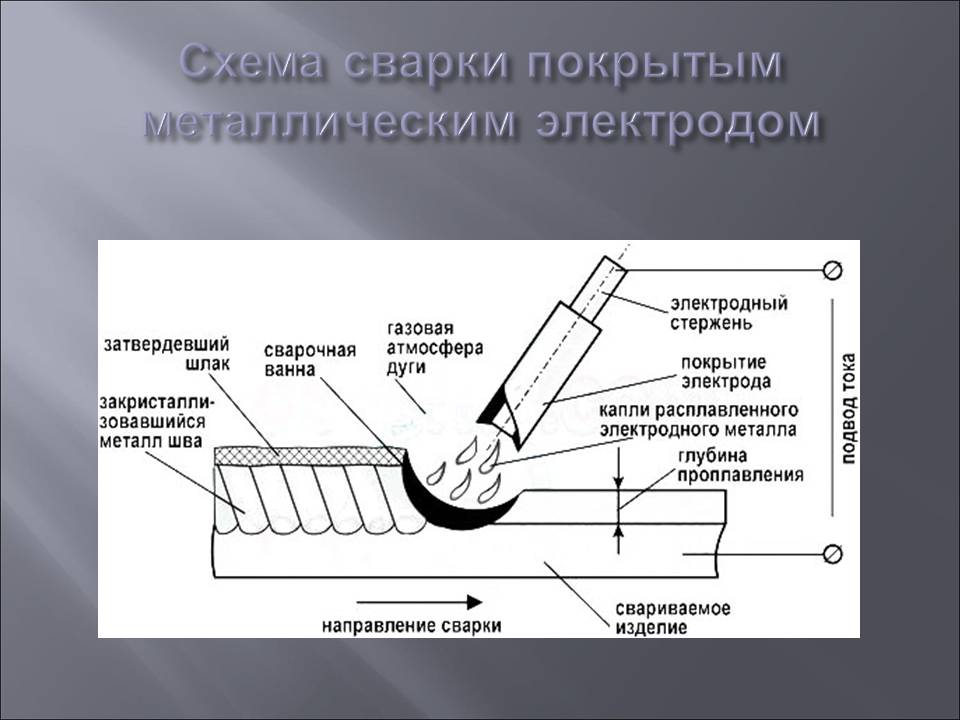
при выполнении сварочно-наплавочных работ
2.10.1. При выполнении сварочных работ необходимо выполнять ГОСТ 12.3.003, ГОСТ 12.3.036-84, ГОСТ 12.1.019, ГОСТ 12.1.030, Санитарные правила при сварке, наплавке и резке металлов, Правила пожарной безопасности в Российской Федерации, Правила пожарной безопасности на железнодорожном транспорте.
Баллоны со сжатыми газами, их эксплуатация, транспортирование и хранение должны соответствовать требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением.
2.10.2. Сварочные работы должны выполняться сварщиками, выдержавшими испытания в соответствии с Правилами аттестации сварщиков, имеющими удостоверение установленного образца.
К работе по термитной сварке рельсов допускаются сварщики-термисты, имеющие удостоверения на производство работ и допуск к сварочным работам в соответствии с Руководством по подготовке и аттестации сварщиков на железнодорожном транспорте МПС.
2.10.3. Лица, допускаемые к эксплуатации электросварочных машин, должны иметь группу по электробезопасности не ниже второй, подтвержденную удостоверением.
2.10.4. При выполнении сварочных работ сварщики и их подручные должны применять спецодежду и другие средства индивидуальной защиты в зависимости от вида сварки и условий ее применения.
2.10.5. Не допускается производить сварочные работы вблизи легковоспламеняющихся и огнеопасных материалов, в том числе вблизи свежеокрашенных мест не ближе 5 м.
2.10.6. Не допускается хранить на сварочном участке керосин, бензин и другие легковоспламеняющиеся материалы.
2.10.7. Сварочные провода от источника тока до рабочего места сварщика должны быть защищены от механических повреждений.
2.10.8. В ненастную погоду сварочные работы должны производиться под навесами или прикрытиями, обеспечивающими безопасность работ.
2.10.9. Корпус стационарной или передвижной сварочной машины или трансформатора, а также свариваемая деталь должны быть надежно заземлены или занулены во все время выполнения сварочных работ.
2.10.10. Наличие жирных или масляных пятен на газосварочном оборудовании и инструменте не допускается. Замерзшие газогенераторы и редукторы должны отогреваться в теплом помещении или горячей водой. Применять для отогревания открытое пламя не допускается.
2.10.11. Не допускается проведение сварочных работ на путях перегонов и станций во время тумана, дождя, снегопада, а также в темное время суток без специального освещения.
2.10.12. Не допускаются ремонт и очистка сварочных машин и другого электрооборудования, находящегося под напряжением.
2.10.13. При обработке сварных швов должен применяться исправный абразивный инструмент, прошедший испытания в соответствии с правилами применения абразивных кругов.
2.10.14. При контактно-стыковой сварке рельсов необходимо обеспечивать следующие меры безопасности:
корпус стыковой рельсосварочной машины должен быть надежно заземлен;
для присоединения заземляющего провода к корпусу машины должен использоваться болт с надписью или условным обозначением «Земля» или металлическая шинка, приваренная на видном месте, надежность их крепления должна проверяться сварщиком в начале рабочей смены;
запрещается последовательное включение в заземляющий проводниковый контур нескольких заземляемых машин с электроприводом;
один полюс сварочной цепи в машинах для контактной сварки должен быть электрически соединен с корпусом машины, а корпус заземлен;
стыковые сварочные машины должны быть оборудованы защитными экранами для предохранения обслуживающего персонала от брызг расплавленного металла в процессе оплавления рельсов;
переключение ступеней сварочного трансформатора стыковой машины должно проводиться только при отключенном контакторе сварочного тока;
не допускается касание руками стыкуемых рельсов во время зажатия их в губках сварочной машины.
2.10.16. При электродуговой сварке необходимо обеспечить следующие меры безопасности:
корпус любого источника питания сварочной дуги — сварочного трансформатора, выпрямителя, преобразователя и других — необходимо надежно заземлять;
установка для ручной сварки должна быть оборудована отключающим аппаратом в цепи присоединения источника сварочного тока к распределительной сети и указателем величины сварочного тока;
установка для автоматической и полуавтоматической сварки должна быть снабжена устройством для присоединения источника тока к сети, а также приборами для измерения основных электрических величин, характеризующих режим сварки;
сварочные провода должны иметь неповрежденную изоляцию, должны соединяться сваркой, пайкой или с помощью соединительных муфт с изолирующей оболочкой;
места соединений проводов должны быть изолированы;
запрещается использование в качестве обратного провода сети заземления металлические конструкции зданий, сооружений и другого технологического оборудования;
электрододержатели для ручной сварки должны обеспечивать надежное зажатие электродов, запрещается применять самодельные электрододержатели;
применяемые при дуговой электросварке индивидуальные средства защиты — щитки и маски должны быть исправными, а оптическая плотность защитных светофильтров должна подбираться в зависимости от мощности сварочной дуги.
2.10.17. При газосварочных работах необходимо обеспечивать следующие меры безопасности:
трубопроводы с кислородом должны быть расположены от электропроводки электросварочных машин на расстоянии не менее 0,5 м, а трубопроводы с ацетиленом и другими горючими газами — на расстоянии не менее 1 м;
запрещается эксплуатировать баллоны, у которых истек срок периодического освидетельствования, а также при отсутствии клейм в установленном месте, при неисправности вентиля, при несоответствии окраски и надписи, предусмотренных действующими Правилами;
перевозка наполненных газом баллонов по фронту работ должна производиться на рессорных тележках;
не допускается совместная перевозка баллонов с кислородом и сосудов с горючими веществами;
в летнее время баллоны с газом должны быть защищены от воздействия прямых солнечных лучей.
2.10.18. При сварочно-наплавочных работах необходимо обеспечивать следующие меры безопасности:
работы по электродуговой наплавке изношенных крестовин стрелочных переводов, упрочнению крестовин методом поверхностного науглероживание, наплавке изношенных рельсовых концов, приварке рельсовых стыковых соединителей должны производиться с соблюдением требований Инструкции о порядке производства электродуговой наплавки рельсовых концов, крестовин и приварке стыковых соединителей на перегонах и станциях с электрическими рельсовыми цепями;
корпус каждого сварочного преобразователя или трансформатора на передвижной тракторной электростанции, корпус прицепного сварочного агрегата должен быть надежно заземлен перед началом работ путем забивки в землю металлического стержня длиной 1 м с соединительным проводом, входящих в комплект сварочного оборудования и оснастки;
корпус сварочного агрегата, установленного на дрезине или путевой машине, должен быть заземлен на раму дрезины;
каждый шлифовальный станок и другой применяемый переносной инструмент с электроприводом должен заземляться отдельным проводом от корпуса электродвигателя к вбитому металлическому стержню или через четвертый провод четырехжильного шлангового провода;
подготовленные к работе сварочные агрегаты, станки, технологическое и транспортное оборудование должны быть размещены и закреплены так, чтобы не нарушался габарит подвижного состава;
сварочные провода по всей длине должны иметь исправную изоляцию. Места соединений сварочных проводов должны быть надежно изолированы и помещены в резиновые трубки;
Места соединений сварочных проводов должны быть надежно изолированы и помещены в резиновые трубки;
крепление обратного провода сварочной цепи должно производиться непосредственно к рельсу или крестовине, на которых должна вестись электродуговая наплавка или сварка. Конструкция винтового или пружинного зажима обратного провода к изделию должна обеспечивать надежный электрический контакт и исключать возможность искрения и прижога металла рельса при включенном токе в сварочной цепи.
2.10.19. При выполнении работ по сварке рельсов в пути рельсосварочной машиной (палее — ПРСМ) и термитной сварке должны обеспечиваться следующие меры безопасности:
работы по сварке рельсов с применением ПРСМ должны производиться на пути, закрытом для движения поездов;
перед началом работ корпуса всех механизмов с электроприводом необходимо заземлять на металлическую раму ПРСМ;
абразивные круга шлифовального и отрезных станков должны быть испытаны и надежно ограждены;
перед началом работы ПРСМ должны быть приведены в действие тормозные устройства;
машинист ПРСМ должен находиться в кабине машины и не участвовать в работах, выполняемых сварочной бригадой;
шланговые провода исполнительного электроинструмента должны подключаться к источнику питания через штекерные разъединители и при снятом напряжении;
при восстановлении рельсовой плети с полным раскреплением концевой части плети обслуживание гидравлического разгоночного прибора при его постановке на рельс, перемещении к уравнительному рельсу и обратно должно производиться двумя рабочими из состава путейской бригады;
при восстановлении рельсовой плети с частичным ее раскреплением после сварки последнего замыкающего стыка и укладке изогнутой части плети на подкладки запрещается кому-либо находиться со стороны вогнутого участка плети ближе чем 1 м;
после окончания восстановительных работ уборка исполнительного электроинструмента и заземляющих средств должна производиться только после снятия напряжения с источника энергопитания машины.
2.10.20. Работы по термитной сварке рельсов должны производиться при температуре воздуха не ниже +5 °С объединенной бригадой, в состав которой входит бригада монтеров пути из 3 — 5 человек, в зависимости от объемов работ, руководимая дорожным мастером, и группа специалистов-сварщиков в составе 2 — 3 человек.
Руководителем объединенной бригады является дорожный мастер, а ответственным за безопасность сварочных работ является руководитель бригады сварщиков.
2.10.21. Термит, термитные спички, тигель формы должны храниться в сухом запирающемся помещении и выдаваться перед началом работы бригадиру сварщиков под расписку.
Во время и после предварительного нагрева при установке тигель-формы, при прохождении сплава в рельсовый стык, остывании стыка нахождение людей в высокотемпературной зоне не допускается. Отдельные операции — околка грата, обработка стыков шлифовальной машиной могут выполняться путейской бригадой в термостойкой спецодежде, защитных очках под наблюдением сварщика.
Отравляющие вещества при сварочных работах
Как известно, сварочные процессы отличаются интенсивными тепловыделениями (лучистыми и конвективными), пылевыделениями, приводящими к большой запыленности производственных помещений токсичной мелкодисперсной пылью, и газовыделениями, действующими отрицательно на организм работающих. Некоторые процессы, например, плазменно-дуговая резка, сопровождаются, кроме того, интенсивным шумом, также создающим неблагоприятные условия труда.
Высокая температура сварочной дуги способствует интенсивному окислению и испарению металла, флюса, защитного газа, легирующих элементов. Окисляясь кислородом воздуха, эти пары образуют мелкодисперсную пыль, а возникающие при сварке и тепловой резке конвективные потоки уносят газы и пыль вверх, приводя к большой запыленности и загазованности производственных помещений. Сварочная пыль — мелкодисперсная, скорость витания ее частиц — не более 0,08 м/с, оседает она незначительно, поэтому распределение ее по высоте помещения в большинстве случаев равномерно, что чрезвычайно затрудняет борьбу с ней.
Проведение сварочных работ невозможно без загрязнения воздушной среды рабочего пространства парами сварочного аэрозоля. В его состав входят газы и оксиды различных металлов, оказывающие пагубное воздействие на окружающую среду и человеческий организм.
Разберём некоторые из веществ, выделяемых при сварочных работах:
-
Оксиды марганца появляются в процессе проведения электродуговой сварки и наплавки сталей, в составе которых имеется марганец. Также оксид марганца может испаряться в воздушную среду и в том случае, если сами работы выполняются при помощи каких-либо марганецсодержащих материалов. Известно, что попадание оксидов марганца в лёгкие человека приводит к острым и хроническим отравлениям, поражениям ЦНС, печени и легких.
-
Оксиды хрома чаще всего образуются в процессе электродуговой сварки и наплавки сталей с использованием аустенитных сварочных электродов.
 Отравления оксидами хрома приводит к постоянным головным болям, общей слабости, склонности к воспалению ЖКТ и токсической желтухе.
Отравления оксидами хрома приводит к постоянным головным болям, общей слабости, склонности к воспалению ЖКТ и токсической желтухе. -
Двуокись кремния имеется в большом количестве в аэрозолях сварочной дуги. Данное химическое вещество оказывает разрушающее действие на органы дыхательной системы, что приводит к постоянной одышке, боли в груди, сухому кашлю.
-
Фтористые соединения в составе сварочного аэрозоля появляются в процессе выполнения электродуговой сварки и наплавления стали электродами, в составе которых содержатся фтористые соединения. Фтористые соединения могут оказывать сильное раздражающее действие на верхние участки дыхательных путей.
-
Токсичность озона сильно повышается, если в воздухе имеются к тому же ещё и оксиды азота. Их совместное применение весьма опасно для человеческого организма. Ацетилен в малой концентрации для человеческого здоровья практически безопасен.
В случае повышенной концентрации он может вызывать удушье. -
Фосфористый водород представляет собой бесцветный газ, имеющий запах похожий на запах протухшей рыбы. Он является сильнейшим ядом, поражающим нервную систему, негативно отражающийся на обмене веществ, состоянии кровеносной системы, органов дыхания, печени и почек.
-
Окись и пары цинка часто образуются в процессе сваривания и наплавке цинково-медных сплавов. Высокая концентрация паров цинка может привести к химическим отравлениям организма, проявляющимся преимущественно в лихорадке. Окиси и пары свинца могут образовываться в процессе газовой сварки деталей аккумуляторов. Влияние свинца негативно сказывается на состоянии ЦНС и органов пищеварения.
 Отравления оксидами хрома приводит к постоянным головным болям, общей слабости, склонности к воспалению ЖКТ и токсической желтухе.
Отравления оксидами хрома приводит к постоянным головным болям, общей слабости, склонности к воспалению ЖКТ и токсической желтухе.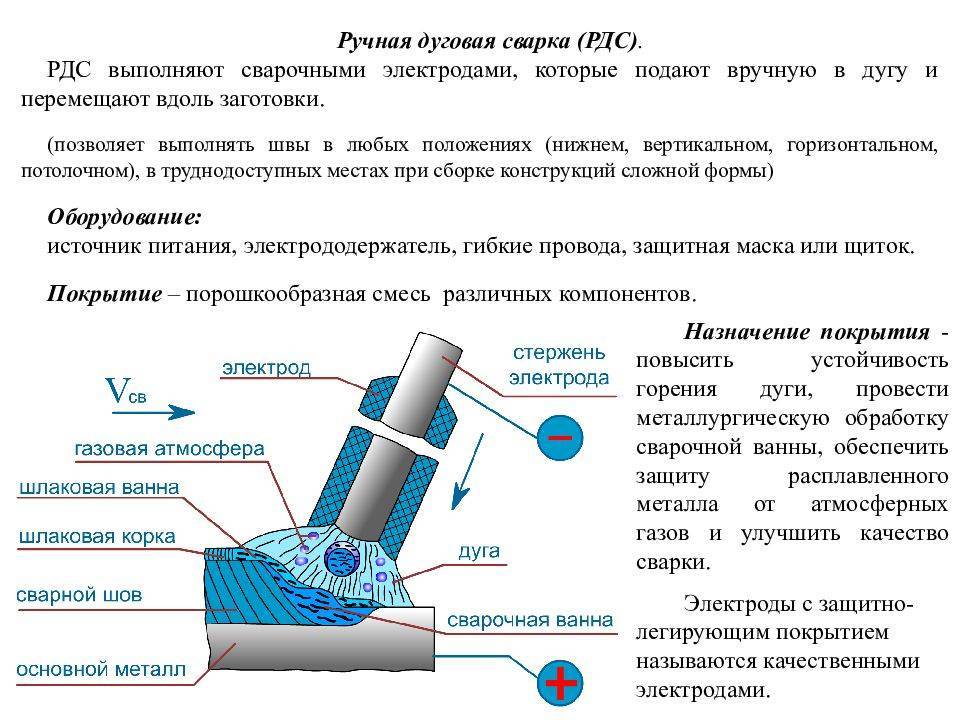 В случае повышенной концентрации он может вызывать удушье.
В случае повышенной концентрации он может вызывать удушье.Помимо аэрозолей и газов неблагоприятное влияние на работающих в сварочных производствах оказывает еще ряд явлений, не устраняющихся с помощью вентиляции, но в совокупности с вредными веществами ухудшающих условия труда. Это — лучистая энергия сварочной дуги, ультрафиолетовая и инфракрасная радиация, вызывающие ожоги открытых частей тела и иногда (особенно летом) перегрев организма; шум, который в сочетании с ультразвуковыми колебаниями вызывает стойкое понижение слуха у работающих. Помимо шумов, создаваемых сваркой, большим шумом сопровождаются заготовительные операции (рихтовка, правка, сборка) и особенно плазменно-дуговая резка. Создают шум и плохо сбалансированные вентиляционные установки (или смонтированные без виброоснований).
Это — лучистая энергия сварочной дуги, ультрафиолетовая и инфракрасная радиация, вызывающие ожоги открытых частей тела и иногда (особенно летом) перегрев организма; шум, который в сочетании с ультразвуковыми колебаниями вызывает стойкое понижение слуха у работающих. Помимо шумов, создаваемых сваркой, большим шумом сопровождаются заготовительные операции (рихтовка, правка, сборка) и особенно плазменно-дуговая резка. Создают шум и плохо сбалансированные вентиляционные установки (или смонтированные без виброоснований).
Как видно, причин профессиональных заболеваний сварщиков, газорезчиков и других работников сварочных производств много. Знание гигиенических особенностей основных видов сварки и резки способствует успешной борьбе за создание благоприятных условий труда, требуемой чистоты воздуха в рабочей зоне путем разработки рациональных и эффективных систем местной и общеобменной вентиляции, применения средств индивидуальной защиты глаз, рук и т. д. Практика показывает, что вентиляция в совокупности с комплексом мероприятий технологического и организационного характера позволяет снизить концентрации вредных веществ до предельно допустимых и способствует значительному оздоровлению условий труда работающих в сварочных цехах.
Из всего вышесказанного необходимо сделать серьёзный вывод, что при сварочных работах организм человека испытывает на себе не только физическое влияние тепла и света, но и серьёзные химические воздействия. В связи с чем, людям которые тесно связаны со сварочными работами, настоятельно рекомендуется пользоваться средствами защиты дыхательных путей, а так же периодически проходить профилактические процедуры по улучшению здоровья.
Химик-эксперт лаборатории санитарно-гигиенических исследований Терентьева А.А.
Первоисточник: Филиал ФБУЗ «Центр гигиены и эпидемиологии в ЧР-Чувашии в г. Новочебоксарске»
Частые вопросы по технике безопасности – пожары и взрывы
Причины пожаров
В: Какие особенности дуговой сварки могут приводить к пожарам и взрывам?
О: Основными причинами пожаров при сварке являются сильный жар, искры и расплавленный металл.
В: Какие меры профилактики пожаров и взрывов нужно предпринять перед началом сварки?
О: Сначала осмотрите рабочее пространство. Убедитесь, что рядом с Вами нет легковоспламеняющихся материалов. Если Вы не уверены, что тот или иной материал не загорится под воздействием тепла, любая сварка и резка остается запрещена, пока рабочее место не осмотрит ответственное лицо, которое должно дать разрешение на работу или распорядиться демонтировать или накрыть соответствующий материал.
В: Чем можно погасить пожар, если рядом нет огнетушителей?
О: Если рядом с Вами нет огнетушителей, убедитесь перед началом работы в наличии пожарных гидрантов и шлангов, ведер с песком, огнестойких матов и другого пожарного оборудования. Не забудьте узнать о расположении ближайшего пожарного выхода на случай, если Вам понадобится покинуть зону работ.
В: В каких случаях сварщику требуется помощь наблюдателя?
О: Если сварка ведется на расстоянии менее 10 м от легковоспламеняющихся материалов, сварщику должен помогать наблюдатель, который следил бы, куда летят искры и при необходимости смог бы потушить возгорание или подать сигнал тревоги. Сварщик и наблюдатель должны оставаться на месте работ по крайней мере в течение часа после завершения сварки – это необходимо для того, чтобы обнаружить и потушить возможные тлеющие возгорания из-за попадания искр.
Сварщик и наблюдатель должны оставаться на месте работ по крайней мере в течение часа после завершения сварки – это необходимо для того, чтобы обнаружить и потушить возможные тлеющие возгорания из-за попадания искр.
В: Как предотвратить возгорание, если сварку необходимо провести рядом с легковоспламеняющимися материалами, которые нельзя переместить в другое место?
О: Если на месте работ присутствуют горючие материалы, например, топливные или гидравлические трубопроводы, которые невозможно переместить в другое место, попробуйте провести сварку в другом месте. Если это также невозможно, поместите над материалом огнестойкий экран, например, лист металла или огнеупорный мат.
В: Почему пыль считается огнеопасной?
О: При сварке и резке в пыльных помещениях нужно проявлять особую осторожность. При контакте со сварочной дугой и искрами мелкие частицы пыли могут мгновенно воспламениться и вызвать внезапную вспышку или даже взрыв.
Закрытые резервуары
В: Что нужно учесть при сварке контейнеров и трубопроводов, которые могут содержать горючие материалы?
О: Сварка таких резервуаров или трубопроводов или рядом с ними может проводиться только опытными сварщиками, которые должны знать и соблюдать рекомендации по обеспечению безопасности, указанные в документе Американского общества сварки F4. 1: «Рекомендуемые практики обеспечения безопасности при подготовке к сварке и резке контейнеров и трубопроводов, содержавших горючие вещества». В частности, меры предосторожности в таких случаях могут включать заполнение контейнера инертным газом или водой.
1: «Рекомендуемые практики обеспечения безопасности при подготовке к сварке и резке контейнеров и трубопроводов, содержавших горючие вещества». В частности, меры предосторожности в таких случаях могут включать заполнение контейнера инертным газом или водой.
В: Кому разрешено проводить сварку закрытых резервуаров и трубопроводов, которые могут содержать горючие вещества?
О: Сварку таких контейнеров и трубопроводов могут проводить только квалифицированные сварщики.
В: О чем нужно помнить при сварке оборудования и технических средств с применением топлива и гидравлического масла?
О: Не забудьте убедиться в отсутствии топливных и гидравлических трубопроводов рядом с местом сварки или защитите их от воздействия дуги. Трубопроводы, которые содержат горючую жидкость под высоким давлением, особенно опасны – при сварке их лучше избегать.
В: Что нужно предпринять, если рядом с местом сварки возникло возгорание?
О: Не паникуйте. Если возгорание не слишком большое, Вы можете самостоятельно погасить его с помощью подручных средств.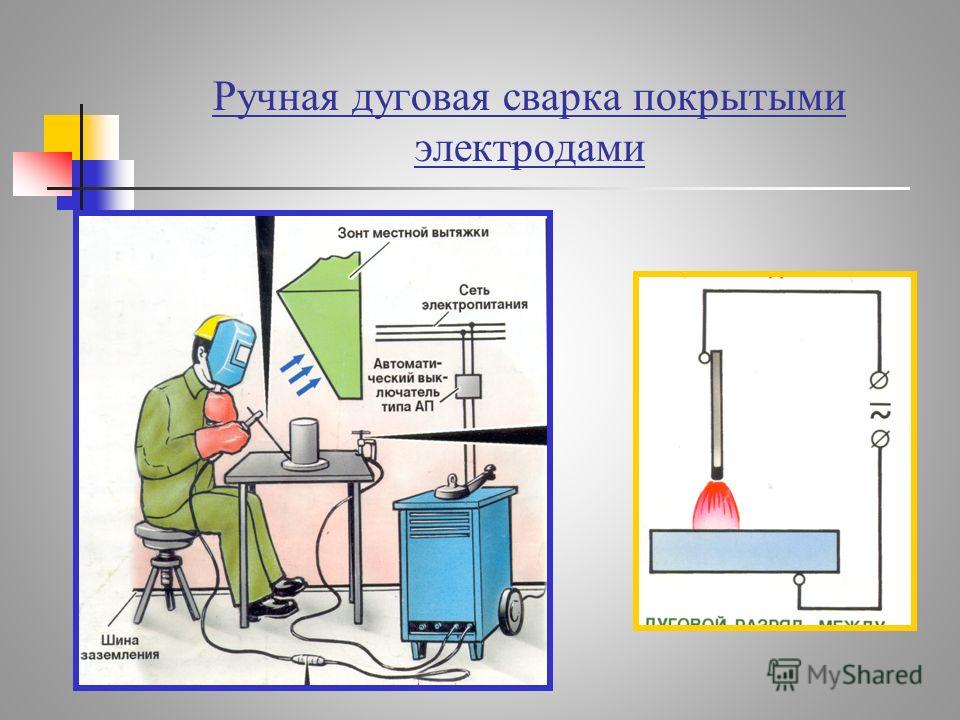 Однако если огонь слишком сильный, вызовите пожарных. Не забудьте включить пожарную сигнализацию, чтобы предупредить остальных рабочих, и отключите свой сварочный аппарат. После этого как можно быстрее покиньте опасную зону.
Однако если огонь слишком сильный, вызовите пожарных. Не забудьте включить пожарную сигнализацию, чтобы предупредить остальных рабочих, и отключите свой сварочный аппарат. После этого как можно быстрее покиньте опасную зону.
В: В какую точку нужно направлять струю огнетушителя?
О: Огнетушитель любого типа нужно направлять в основание пламени на горящем материале, а не на само пламя выше него.
В: Как должна выглядеть действующая в компании программа профилактики пожаров и взрывов?
О: Например, Ваша компания может использовать наряды-допуски на проведение огнеопасных работ, которые должны требовать соблюдения должных процедур и техники безопасности. Проконсультируйтесь со специалистом по безопасности или руководителем и обсудите с ним необходимые программы обучения и сертификации.
Основы теории сварки. Охрана труда при выполнении сварочных работ
1. ОСНОВЫ ТЕОРИИ СВАРКИ
31.03.2014Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1.
 Основные опасные факторы при
Основные опасные факторы привыполнении сварочных работ
Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1. Максимальная масса поднимаемого и
перемещаемого груза женщинами
2. Разрешается выполнять сварочные
работы на высоте женщинам?
Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1. К каким видам ответственности могут
привлекаться лица, виновные в нарушении
требований охраны труда?
Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1. К каким видам ответственности могут
привлекаться лица, виновные в нарушении
требований охраны труда?
2. Обязательные условия для допуска рабочих
к сварочным работам
Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1. Периодичность проведения инструктажа на
рабочем месте
Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1. Может ли сварщик самостоятельно
подключить источник питания к
электрической сети?
Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1.
 Какая минимальная свободная площадь должна быть в кабине сварщика?
Какая минимальная свободная площадь должна быть в кабине сварщика?2. Какой минимальной ширины проходы должны быть предусмотрены в сварочных цехах?
Охрана труда при выполнении сварочных работ
Контрольные вопросы:
1. Какое минимальное
расстояние должно быть
от места проведения
сварочных работ до
баллонов с сжатыми
газами?
2. Какое минимальное
расстояние должно быть
от баллонов со сжатыми
газами до токоведущих
проводов?
Металловедение
Контрольные вопросы:
1. Какие стали называют низкоуглеродистыми?
2. Какие стали называют низколегированными?
3. Расшифруйте маркировку стали 10Г2ФД?
4. Какой буквой в маркировке стали обозначают углерод?
Основы теории сварки
Термин сварка
СВАРКА — получение неразъемных соединений посредством
установления межатомных связей между соединяемыми частями
при их нагревании и (или) пластическом деформировании
Дуговая сварка в защитном газе плавящимся электродом.
— дуговая сварка плавящимся электродом, при которой используют
электродную проволоку, а дугу и сварочную ванну защищают от
атмосферы газом, подаваемым снаружи.
ГОСТ 14771—76. Дуговая сварка в защитном
газе. Сварные соединения.
Контрольные вопросы:
1. Что такое сварка?
2. Что такое сварка в защитном газе плавящимся электродом?
Основы теории сварки
Контрольные вопросы:
1. В какой области наивысшая температура дуги?
2. Какая полярность соответствует + на электроде?
Основы теории сварки
На участке перегрева может образоваться крупнозернистая структура, которая
придает металлу наименьшую пластичность и ударную вязкость. Чтобы уменьшить
протяженность участка перегрева, следует выполнить сварку за несколько проходов
или уменьшить погонную энергию. Ширина зоны участка перегрева иногда достигает
3-4 мм.
Контрольные вопросы:
1. В какой области сварного соединения самая низкая пластичность и ударная вязкость?
Основы теории сварки
Катет углового шва
«к» определяется
кратчайшим
расстоянием от
поверхности одной из
свариваемых частей
до границы углового
шва на поверхности
второй свариваемой
части
Контрольные вопросы:
1.
 Назовите основные типы
Назовите основные типысварных соединений?
2. Какие швы лучше
работают при переменных
нагрузках?
3. Что такое катет сварного
шва?
Основы теории сварки
ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Номинальный размер катета углового шва
До 5 включ.
Св. 5 до 8 включ.
Св. 8 до 12 включ.
Св. 12
Предельные отклонения размера катета углового шва
номинального значения
+ 1,0
— 0,5
+ 2,0
— 1,0
+ 2,5
— 1,5
+ 3,0
— 2,0
ГОСТ 14771-76*
Контрольные вопросы:
1. Назовите предельные
отклонения для катета
углового шва размером
до 5мм?
2. Назовите предельные
отклонения для катета
углового шва размером
от 5 до 8 до мм?
3. Назовите предельные
отклонения для катета
углового шва размером
от 8 до 12мм?
Основы теории сварки
Контрольные вопросы:
1. Назовите положения при
сварке угловых швов?
2.
 Какие швы лучше
Какие швы лучшеработают при переменных
нагрузках?
Основы теории сварки
Контрольные вопросы:
1. Расшифруйте обозначение сварного шва:
2.
Что обозначает условный знак ?
Основы теории сварки
Контрольные вопросы:
1. До какой толщины деталей
возможно качественно
выполнять односторонние
стыковые швы без
разделки?
2. При какой разделке
меньше объём
наплавленного металла?
3. При какой величине зазора
глубже проплавление?
Основы теории сварки
Контрольные вопросы:
1. Чем контролируется точность сборки?
2. Какой длины должны быть прихватки при сварке заготовок толщиной 10 мм?
3. Какое расстояние между прихватками должно быть при сварке заготовок толщиной 5 мм?
Основы теории сварки
Контрольные
вопросы:
1. Чем
регулируется
величина
сварочного тока?
2. С ростом
напряжения
глубина
проплавления…?
Основы теории сварки
Контрольные вопросы:
1.
 Какой выпуск электрода должен быть при сварке
Какой выпуск электрода должен быть при сваркепроволокой диаметром 1,2 мм?
2. Какой расход газа, л/мин должен быть при сварке
проволокой диаметром 1,2 мм?
Основы теории сварки
Контрольные вопросы:
1. До какой толщины
разрешается выполнять
сварку сверху вниз?
2. Какой расход газа, л/мин
должен быть при сварке
проволокой диаметром 1,2
мм?
Основы теории сварки
Контрольные вопросы:
1. Какого класса
должен быть
кислородный рукав?
2. Какую проверку
газовой горелки
(резака) необходимо
делать до начала
работы?
Основы теории сварки
Контрольные вопросы:
1. Какой вентиль нужно открывать первым при зажигании газовой горелки?
2. Какой вентиль нужно закрывать первым при тушении газовой горелки?
Основы теории сварки
Контрольные вопросы:
1. На каком расстоянии необходимо подключать обратный
провод источника питания?
Основы теории сварки
Контрольные вопросы:
1.
 Какие основные причины образования
Какие основные причины образованиянесплавлений?
2. Какие основные причины образования
пор?
3. Какие основные причины образования
подрезов?
4. Какие основные причины образования
пережога металла?
СТО 1430-001-2011 Аттестация сварщиков ЗАО «ТВСЗ»
Настоящий стандарт организации устанавливает единый порядок планирования, проведения, отчетности и действий по
аттестации сварщиков.
Целью настоящего стандарта является установление основных требований:
— к проведению теоретической и практической подготовки к аттестации;
— к разработке и управлению программами специальной подготовки, проведением аттестации, отчетности и действиями
по результатам аттестации;
— к аттестационной комиссии.
Порядок действий по стандарту:
1. Специалист ОАСвП в начале и в конце рабочей недели делает рассылку общего списка сварщиков подлежащих
аттестации.
2. Мастера исходя из этого списка в течении рабочего дня согласуют список (своих) сварщиков подлежащих аттестации.

3. Мастера доводят проводят ознакомление сварщиков, которым необходимо пройти аттестацию о месте и времени
проведения аттестации.
4. Проведение аттестации происходит в учебном сварочном участке. Теория понедельник и среда с 16:30 до 19:30. Практика
вторник и четверг с 16:30 до 19:30.
Контрольные вопросы:
1. Где проходит теоретическая и практическая подготовка и экзамены при аттестации сварщиков?
2. По каким дням и в какое время проводится аттестация сварщиков?
27
СТО 1430-001-2011 Аттестация сварщиков ЗАО «ТВСЗ»
Аттестация проходит в следующем порядке:
• проведение теоретических и практических занятий;
• проведение теоретических и практического экзаменов;
• проведение испытаний КСС;
• рассмотрение результатов экзаменов;
• оформление аттестационных документов;
• приказ о допуске сварщиков к выполнению работ на объектах.
Первичную аттестацию проходят все сварщики, вновь поступившие на работу в организацию и не имеющие допуска к
сварочным работам.
 При этом они сдают теоретические и практический экзамены.
При этом они сдают теоретические и практический экзамены.Дополнительную аттестацию проходят сварщики, прошедшие ранее первичную аттестацию, перед их допуском к
сварочным работам, не указанным в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в
выполнении сварочных работ, указанных в их аттестационных удостоверениях. При дополнительной аттестации
сварщики сдают теоретический и практический экзамен.
Периодическую аттестацию в соответствии с ПР 043-01124328-2002 ежегодно проходят все сварщики в целях продления
срока действия их аттестационных удостоверений на выполнение соответствующих сварочных работ. При
периодической аттестации сварщики сдают теоретический и практический экзамен.
Внеочередную аттестацию на основании приказа исполнительного директора, должны проходить сварщики перед их
допуском к выполнению сварочных работ после их временного отстранения от работы за нарушение технологии
сварочных работ или повторяющееся неудовлетворительное качество выполняемых ими работ, а также за нарушение
требований охраны труда.
 При внеочередной аттестации сварщики сдают теоретические и практический экзамены
При внеочередной аттестации сварщики сдают теоретические и практический экзаменыКонтрольные вопросы:
1. Какие виды аттестации вы знаете?
28
СТО 1430-001-2011 Аттестация сварщиков ЗАО «ТВСЗ»
При успешной сдаче экзаменов сварщику под роспись на руки выдается аттестационное удостоверение. В удостоверении
указывается, на какие сварные соединения и в каких положениях оно распространяется.
Удостоверение должно находиться на руках у сварщика, либо в непосредственной близости от его рабочего места. Чтобы
сварщик, либо его руководитель могли без задержек предоставить оригинал.
Контрольные вопросы:
1. Где должно храниться аттестационное удостоверение?
29
СТО 1430-001-2011 Аттестация сварщиков ЗАО «ТВСЗ»
При приеме на работу, сварщики имеющие стаж по сварке не менее 6 месяцев в первый рабочий день проходят
адаптацию (знакомство с оборудованием) и аттестацию. После чего передаются в цех.
30
Спасибо за
внимание!
Основы дуговой сварки
Дуговая сварка является одним из нескольких процессов плавления для соединения металлов. Под действием сильного нагрева металл на стыке двух деталей расплавляется и перемешивается — непосредственно или, чаще, с промежуточным расплавленным присадочным металлом. При охлаждении и затвердевании создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, конечная сварка потенциально имеет такие же прочностные характеристики, как и металл деталей. Это резко контрастирует с несплавляющими процессами соединения (т.е. пайка, пайка и т. д.), при которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
Под действием сильного нагрева металл на стыке двух деталей расплавляется и перемешивается — непосредственно или, чаще, с промежуточным расплавленным присадочным металлом. При охлаждении и затвердевании создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, конечная сварка потенциально имеет такие же прочностные характеристики, как и металл деталей. Это резко контрастирует с несплавляющими процессами соединения (т.е. пайка, пайка и т. д.), при которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
| Рис. 1 Базовая схема дуговой сварки |
При дуговой сварке интенсивное тепло, необходимое для расплавления металла, производится электрической дугой. Дуга образуется между фактической работой и электродом (стержнем или проволокой), который вручную или механически направляется вдоль соединения. Электрод может быть либо стержнем, предназначенным для простого проведения тока между наконечником и изделием. Или это может быть специально подготовленный стержень или проволока, которые не только проводят ток, но и плавятся и подают в соединение присадочный металл. В большинстве случаев сварки при изготовлении металлопродукции используется электрод второго типа.
Электрод может быть либо стержнем, предназначенным для простого проведения тока между наконечником и изделием. Или это может быть специально подготовленный стержень или проволока, которые не только проводят ток, но и плавятся и подают в соединение присадочный металл. В большинстве случаев сварки при изготовлении металлопродукции используется электрод второго типа.
Базовая схема сварки
Базовая схема дуговой сварки показана на рис. 1. Источник питания переменного или постоянного тока, оснащенный необходимыми средствами управления, подключается рабочим кабелем к заготовке и «горячему» проводу. кабель к электрододержателю определенного типа, который создает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и удаляются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500ºF на конце. Это тепло расплавляет как основной металл, так и электрод, образуя ванну расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения вдоль соединения. В результате получается сплавная связь.
Кратер затвердевает за электродом по мере его перемещения вдоль соединения. В результате получается сплавная связь.
Защита от дуги
Однако для соединения металлов требуется нечто большее, чем перемещение электрода вдоль стыка.Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки предусматривают некоторые средства покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
Рис. 2 Здесь показано, как покрытие электрода с покрытием (стержневого) обеспечивает газовую защиту вокруг дуги и шлаковое покрытие на горячем наплавленном металле. 2 Здесь показано, как покрытие электрода с покрытием (стержневого) обеспечивает газовую защиту вокруг дуги и шлаковое покрытие на горячем наплавленном металле. |
На рис. 2 показано экранирование сварочной дуги и расплавленной ванны с помощью стержневого электрода.Экструдированное покрытие на стержне присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Дуга сама по себе очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторое знание ее общих характеристик может быть полезным.
Природа дуги
Дуга представляет собой электрический ток, протекающий между двумя электродами через столб ионизированного газа.Отрицательно заряженный катод и положительно заряженный анод создают сильное тепло сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в столбе плазмы с ускоренной скоростью.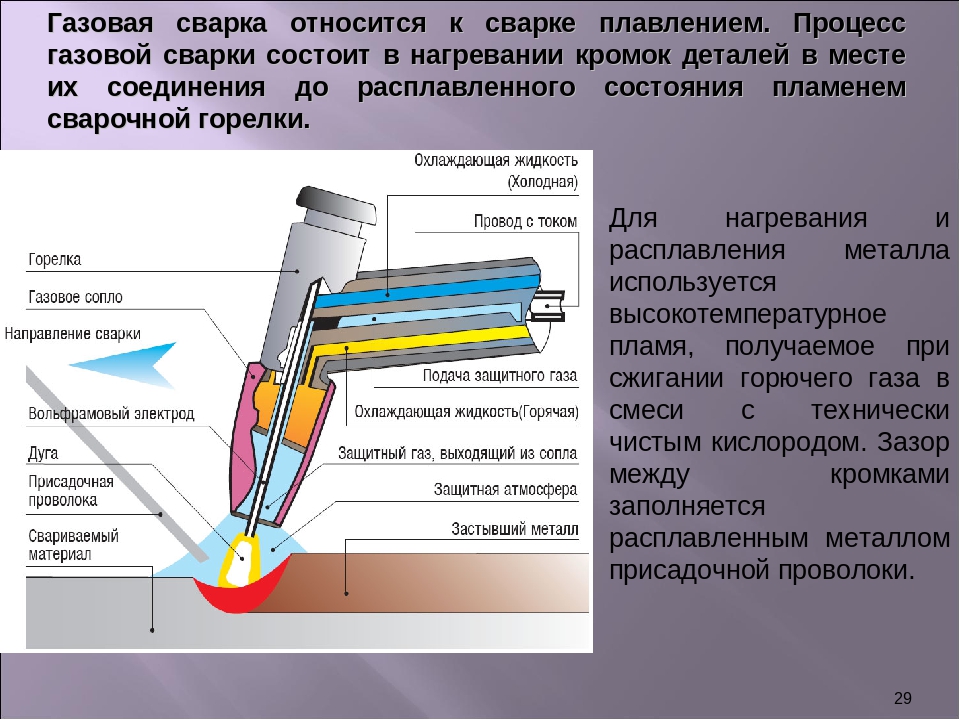
При сварке дуга не только обеспечивает тепло, необходимое для расплавления электрода и основного металла, но при определенных условиях также должна обеспечивать транспортировку расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металлов. Два (из многих) примера включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Spray Arc — капля выбрасывается из расплавленного металла на электроде наконечник электрическим зажимом продвигает его в сварочную ванну (отлично подходит для потолочной сварки)
Если электрод является плавящимся, наконечник плавится под действием тепла дуги, а капли расплава отделяются и переносятся на место работы через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, называется металлической дугой. При сварке углеродом или вольфрамом (TIG) капли расплава не должны проникать через зазор на изделие. Присадочный металл вплавляется в соединение из отдельного прутка или проволоки.
Присадочный металл вплавляется в соединение из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с помощью плавящихся электродов. Это обеспечивает более высокую тепловую эффективность и более узкие зоны термического влияния.
Поскольку для проведения электричества через зазор должен существовать ионизированный путь, простое включение сварочного тока с расположенным над ним электрически холодным электродом не приведет к возникновению дуги.Дуга должна зажечься. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его удалением по мере того, как область контакта нагревается.
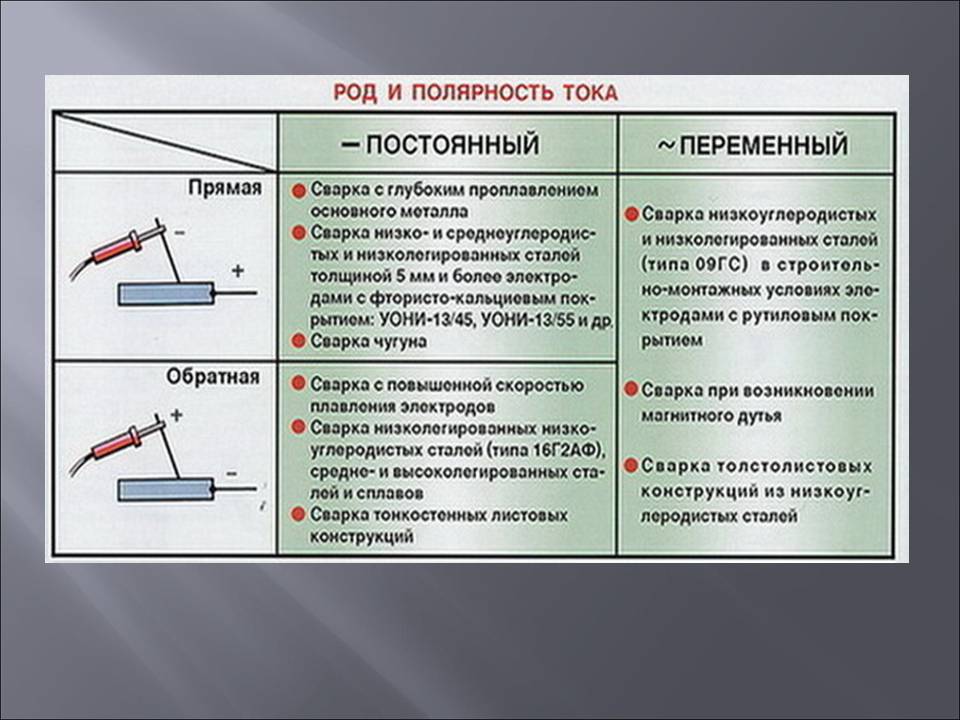
Дуговая сварка может выполняться постоянным током (DC) с положительным или отрицательным электродом или переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Посмотреть другие статьи о процессе и теории дуговой сварки
Посмотреть статьи с практическими рекомендациями по дуговой сварке
Посмотреть статьи о решениях для дуговой сварки
Электродуговая сварка — The Electrical Portal
В этой статье речь пойдет об электродуговой сварке. мы обсудим различные типы материалов, которые используются в электродуговой сварке.
мы обсудим различные типы материалов, которые используются в электродуговой сварке.Электродуговая сварка
Электродуговая сварка — это процесс, при котором свариваемые куски металла и куски свариваемого металла доводятся до надлежащей температуры сварки в точке контакта за счет тепла, выделяющегося на клеммах дуги и в потоке дуги, так что металлы полностью сплавляются друг с другом, образуя после затвердевания единую твердую однородную массу. В этом процессе электрическая дуга создается путем приведения двух проводников (электрода и металлической детали), подведенных к подходящему источнику электрического тока, в момент контакта, а затем разнесенных на небольшое расстояние.Ток непрерывно течет через небольшой зазор и дает сильный нагрев. Выделяемое тепло используется для расплавления части заготовки и металлического наполнителя и, таким образом, соединения. Тепло, выделяемое дугой, также используется для резки металла.Виды электродуговой сварки
Электродуговая сварка разделена на две части. 1. Электродуговая сварка на голом металле 2. Сварка защищенного металла
1. Электродуговая сварка на голом металле 2. Сварка защищенного металла1. Электродуговая сварка неокрашенного металла При этом виде сварки металлический стержень из того же металла, что и сваренный из одного из электродов, также служит в качестве присадочного материала, отдельно не используется присадочный стержень.Распорка дуги между свариваемым изделием и электродом заставляет расплавленный стержень течь поперек дуги в металлическую ванну основного металла. Это осаждение металла достигается за счет контакта между расплавленным металлом и глобальным образованием на конце электрода, что приводит к почти мгновенному расплавлению небольшой части свариваемой детали и прекращению прерывистого течения металла через поток дуги. Металл в дуговой системе находится как в жидкой, так и в газообразной форме, при этом жидкий металл передается молекулами притяжения, адгезии, сцепления, поверхностного загара или их комбинации.Для этого типа сварки можно использовать как переменный, так и постоянный ток.
 Для сварки используется постоянный ток от 50 до 60 вольт и переменный ток от 70 до 100 вольт. Предпочтение отдается оборудованию переменного тока, поскольку оно имеет высокий КПД, незначительные потери на холостом ходу и минимальные эксплуатационные и первоначальные затраты.
Для сварки используется постоянный ток от 50 до 60 вольт и переменный ток от 70 до 100 вольт. Предпочтение отдается оборудованию переменного тока, поскольку оно имеет высокий КПД, незначительные потери на холостом ходу и минимальные эксплуатационные и первоначальные затраты.2. Сварка защищенного металла
1. Дуговая сварка углеродом
2. Дуговая сварка металлом
3. Дуговая сварка под флюсом
1. Дуговая сварка углеродом
В этом типе электродуговой сварки для сварки используются углеродные материалы.Углеродистый металл обладает некоторыми дополнительными свойствами, благодаря которым его используют при электродуговой сварке. Преимущество кордонного электрода Основное преимущество углеродного материала при электродуговой сварке Карбон очень стабилен и прост в обслуживании. Длину дуги можно изменять в широких пределах, не вызывая ее погасания. Углеродная дуговая сварка имеет высокую скорость плавления, а главное преимущество – эффективные сварные швы. Процесс электродуговой сварки
В этом процессе в качестве отрицательного электрода используется кордон или графитовый стержень, а в качестве положительного — свариваемые изделия.В основном графитовый электрод используется, поскольку они податливы. Более длительный срок службы и низкое сопротивление, поэтому они способны проводить больший ток. Дуга, возникающая между двумя электродами; нагрейте металл до температуры плавления, это выше 3200 градусов на отрицательном электроде. Отрицательный электрод и 3900 градусов на положительном электроде.
Причина использования угольного стержня в качестве отрицательного электрода заключается в том, что он будет образовываться на кончике электрода, а затем на заготовке и углерод с электрода не сплавится и не смешается с работой.если это произойдет, сварной шов будет насыщен углеродом и, следовательно, будет очень хрупким и прочным, этот тип сварки можно использовать только на постоянном токе. Использование переменного тока не рекомендуется, так как может поддерживаться нефиксированная полярность.
Процесс электродуговой сварки
В этом процессе в качестве отрицательного электрода используется кордон или графитовый стержень, а в качестве положительного — свариваемые изделия.В основном графитовый электрод используется, поскольку они податливы. Более длительный срок службы и низкое сопротивление, поэтому они способны проводить больший ток. Дуга, возникающая между двумя электродами; нагрейте металл до температуры плавления, это выше 3200 градусов на отрицательном электроде. Отрицательный электрод и 3900 градусов на положительном электроде.
Причина использования угольного стержня в качестве отрицательного электрода заключается в том, что он будет образовываться на кончике электрода, а затем на заготовке и углерод с электрода не сплавится и не смешается с работой.если это произойдет, сварной шов будет насыщен углеродом и, следовательно, будет очень хрупким и прочным, этот тип сварки можно использовать только на постоянном токе. Использование переменного тока не рекомендуется, так как может поддерживаться нефиксированная полярность. Углеродная дуговая сварка используется для сварки стальной латуни, бронзы и алюминия.
Недостатки углеродного материала при электродуговой сварке
Не подходит для вертикальной и потолочной сварки. Следовательно, это основной тип электродуговой сварки и его работа, если вы найдете какую-либо неправильную статью выше, пожалуйста, прокомментируйте ниже.
Углеродная дуговая сварка используется для сварки стальной латуни, бронзы и алюминия.
Недостатки углеродного материала при электродуговой сварке
Не подходит для вертикальной и потолочной сварки. Следовательно, это основной тип электродуговой сварки и его работа, если вы найдете какую-либо неправильную статью выше, пожалуйста, прокомментируйте ниже.Чтобы узнать больше об электродуговой сварке, посмотрите это видео.
Как выполнить электродуговую сварку стальных конструкций? [PDF]
🕑 Время чтения: 1 минута
В процессе электродуговой сварки электрическая дуга используется для выработки тепла для расплавления основного материала и присадочного материала (электрода) с образованием расплавленной сварочной ванны в соединении. Метод электродуговой сварки предпочтительнее других методов из-за его доступности.
Наиболее распространенными методами крепления стальных элементов стальной конструкции являются сварка, клепка и болтовое соединение.В то время как клепка и болтовое соединение используют заклепки и болты для соединения заготовок, сварка основана на плавлении заготовок, чтобы сплавить их вместе.
В этой статье мы обсуждаем процедуру укладки, изготовления, сварки, сборки и монтажа металлоконструкций методом электродуговой сварки.
1. Разметка стальных элементов
- Фигура изготавливаемой стальной конструкции должна быть нарисована на ровной платформе в натуральную величину.
- Это может быть сделано полностью или частично, как показано на чертежах или в зависимости от условий площадки.
- Стальная лента должна использоваться для измерения стальных элементов.
2. Изготовление стальных элементов
- На всех сталелитейных заводах заводские чертежи должны содержать полную информацию по изготовлению стального компонента, включая расположение, тип, длину, размер и детали сварных швов. Кроме того, компонент должен быть подготовлен до фактического изготовления.
- Стальные элементы должны быть промаркированы или окрашены опознавательными знаками, как указано на заводских чертежах.
- Работа по изготовлению должна выполняться с большой точностью, чтобы их можно было собрать без чрезмерной упаковки, принудительной установки или напряжения.
- При сборке элементы должны быть верными и не должны иметь скручиваний, перегибов, пряжек или открытых соединений.
- Затем на стальные элементы наносятся шаблоны и на них указываются места сварки.
- Концы стальных элементов должны быть отмечены для резки в соответствии с требуемыми размерами.
- Стальной профиль должен быть прямым или выпрямленным или сплющенным давлением и не должен иметь перекручивания.
- Никакие две детали не должны быть сварены или соединены, чтобы компенсировать требуемую длину элемента.

3. Электродуговая сварка
- Вся сварка стальных элементов должна выполняться электродуговым процессом.
- В местах, где отсутствует электричество, следует применять метод газовой сварки с использованием кислородно-ацетиленового пламени.
- Сварка должна выполняться только полностью обученными и опытными сварщиками.
- Процесс сварки должен осуществляться в соответствии с заводскими чертежами, на которых должны быть указаны все детали свариваемых соединений, заводских и монтажных швов, типы сварных швов и типы используемых электродов.
- Насколько это возможно, должны быть предприняты усилия для ограничения сварки после монтажа, чтобы избежать неправильной или ошибочной сварки, которая может произойти из-за высоты и трудных положений на лесах и т. д., кроме аспекта экономики.
- Максимальный диаметр электродов для сварки любых работ должен соответствовать МС: 814 и приложению «Б» МС: 823.
- Соединяемые поверхности должны быть свободны от рыхлой прокатной окалины, ржавчины, краски, смазки или других посторонних веществ, которые могут неблагоприятно повлиять на качество сварки и качество изготовления.
- При проведении сварки на открытом воздухе должны быть приняты меры для защиты места сварки от ветра или дождя.
- Сварной шов должен соответствовать проектным формам и размерам.
- Сварной шов не должен иметь дефектов, таких как трещины, непровары, подрезы сплавления, шероховатости поверхности, прожоги, пузыри, пористость и т. п., выходящие за допустимые пределы.
- Испытания и проверки должны проводиться во время операции сварки, а одобрение готовых элементов показано в Таблице 1 ниже.
 п., выходящие за допустимые пределы.
п., выходящие за допустимые пределы.Таблица 1: Контроль и испытания сварки
| Сл.№ | Проверка теста | Покрытие | Процедура | Оценка и устранение дефектов |
| 1 | Проверка внешнего вида сварного шва | Все сварные швы | Невооруженным глазом или линзой | Все дефектные сварные швы должны быть устранены. |
| 2 | Проверка размеров | Не менее одного на каждый сварной шов | Обычные средства измерения (шаблон правил) | При обнаружении дефекта сварного шва необходимо проверить все сварные швы и устранить все дефекты. |
4.
 Сборка стальных элементов
Сборка стальных элементов- Перед началом сварки свариваемые элементы должны быть сначала сведены вместе и прочно зажаты или прихвачены прихватками для удержания на месте.
- Временное соединение должно быть достаточно прочным, чтобы точно удерживать детали на месте без какого-либо нарушения.
- Прихваточные швы, расположенные в местах, где окончательные швы будут выполнены позже, должны соответствовать по качеству окончательному шву и должны быть зачищены до выполнения окончательного шва.
5. Монтаж сварных стальных элементов
- При возведении сварной конструкции должны быть использованы соответствующие средства для временного скрепления элементов между собой и укрепления каркаса до тех пор, пока не будут сварены стыки.
- Временное крепление состоит из монтажных болтов, прихваточной сварки или других надежных устройств, обеспечивающих достаточную прочность и жесткость, чтобы противостоять всем временным нагрузкам и боковым силам, включая ветер.
- Все различные элементы, которые должны быть приварены угловым швом, должны находиться в тесном контакте.
- Зазоры из-за некачественного изготовления или неправильной посадки, если таковые имеются, не должны превышать 1,5 мм. Если зазор превышает 1,5 мм и более, размер углового шва в этом месте должен быть увеличен на величину, равную ширине зазора.

Часто задаваемые вопросы по электродуговой сварке
Что такое электродуговая сварка?В процессе электродуговой сварки используется электрическая дуга для выработки тепла для расплавления основного материала и присадочного материала (электрода) с образованием расплавленной сварочной ванны в соединении.
Какие испытания и проверки проводятся на сварных стальных элементах?Сварной шов не должен иметь дефектов, таких как трещины, непровары и подрезы сплавления, шероховатости поверхности, прожоги, пузыри, пористость и т. д.сверх допустимого.
Подробнее: Проверка и испытание сварных швов конструкционной стали
проектирование и строительство машины для дуговой сварки — для тем и материалов проекта B.
 Sc, HND и OND
Sc, HND и ONDМАШИНА ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ
ИНСТРУКЦИЯ ДЛЯ ПОЛЬЗОВАТЕЛЯ: Проект, который вы собираетесь просмотреть, относится к «электродуговой сварочной машине». Пожалуйста, откиньтесь на спинку кресла и внимательно изучите представленный ниже исследовательский материал.Эта тема проекта «Аппарат для дуговой сварки» состоит из 5 (пяти) глав. Полный проектный материал/описание включает в себя: Резюме + Введение + и т. д. + Обзор литературы + методология + и т. д. + Заключение + Рекомендация + Ссылки/Библиография. из одной школьной библиотеки в другую, и все это во имя поиска исследовательских материалов по «электродуговой сварке». Мы не поощряем любые формы плагиата.Эта услуга является законной, потому что все учебные заведения разрешают своим студентам читать предыдущие проекты, книги, статьи или документы при разработке своих собственных работ.
ТИТУЛ
МАШИНА ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ
BY
—
EE/h3013/01430
ОТДЕЛ —-
ШКОЛА —
ИНСТИТУТ
ДЕКАБРЬ 2018 ГОДА
СТРАНИЦА УТВЕРЖДЕНИЯ
Настоящим удостоверяется, что научно-исследовательская работа «Машина для электродуговой сварки » по —, рег. № EE/h3007/01430, представленный в частичном выполнении требования о присуждении высшего национального диплома —, был утвержден.
№ EE/h3007/01430, представленный в частичном выполнении требования о присуждении высшего национального диплома —, был утвержден.
К
— . —
Супервайзер Начальник отдела.
Подпись………………. Подпись……………….
……………………………….
—
Внешний наблюдатель
ПОСВЯЩЕНИЕ
Этот проект посвящен Всемогущему Богу за его защиту, доброту, силу в моей жизни на протяжении всего периода, а также моему — за его финансовую поддержку и моральную заботу обо мне.Также моему наставнику — за ее академические советы, которые она часто дает мне. Да защитит их Всемогущий Бог от опасностей этого мира и благословит все их начинания Аминь.
ПОДТВЕРЖДЕНИЕ
Успешное завершение этого проекта не могло бы быть реальностью без поддержки моего — и других людей. Моя безмерная признательность моему скромному и способному руководителю г-ну. — за его доброту в руководстве этим проектом.
Моя безмерная признательность моему скромному и способному руководителю г-ну. — за его доброту в руководстве этим проектом.
Моя горячая благодарность моим родителям за их моральную, духовную и финансовую поддержку на протяжении всего моего обучения в этом учреждении.
Я выражаю признательность некоторым из моих лекторов, среди которых мистер — и доктор —. Я также признателен за поддержку некоторых сотрудников — среди которых: генеральный директор, заместитель генерального директора, внутренний аудитор г-н — и —. Наконец, я выражаю признательность моей старшей сестре —, милосердию моих милых друзей —, —, — и многим другим, кто очень мне помог.
ОПИСАНИЕ ПРОЕКТА: Эта работа «Машина для электродуговой сварки» является полным и хорошо изученным проектным материалом строго для академических целей, который был одобрен различными преподавателями из различных высших учебных заведений. Мы сделали Предварительные страницы , Реферат и Главу первую «Аппарат для дуговой сварки» видимыми для всех, после чего можно заказать полный материал по «Аппарат для электродуговой сварки». Приятного просмотра!!!
Приятного просмотра!!!
РЕЗЮМЕ
Этот проект называется «Проектирование и строительство машины для дуговой сварки переменным током». Аппарат электродуговой сварки 230/240 Вольт и выходным напряжением 32В. Понижающий трансформатор с сердечником и дроссель необходимы, так как напряжение дуги составляет 32 В. Дроссель необходим для смещения фазового соотношения напряжения и тока, чтобы тепло дуги можно было поддерживать, обеспечивая максимально возможное расстояние между нулевыми точками тока и напряжения.Этот сварочный аппарат способен выдавать ток 15А при напряжении 230 вольт, трансформатор смонтирован на прямоугольной металлической раме и закрыт кожухом, который имеет отверстия в обычном внутреннем порядке для подачи воздуха для охлаждения трансформатора. Двойная изоляция применяется для лучшей защиты от поражения электрическим током и короткого замыкания в машине или при работе во влажной среде. Универсальный электрододержатель подключается к одной или к выходной клемме трансформатора, чтобы можно было правильно удерживать электроды разного размера. После того, как трансформатор был построен, первичные клеммы были подключены к источнику питания. Затем вторичная клемма подключалась к сварочной цепи, как источник питания, с помощью сварочного кабеля, которым одна клемма подключалась к зажиму заземления, а другая к электрододержателю. В аппарате для дуговой сварки переменным током используется переменный (переменный) ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена защитным газом, паром и/или шлаком.Целью данной работы является проектирование и создание электрической сварочной дуги, которая может быть использована для сварки металлов.
После того, как трансформатор был построен, первичные клеммы были подключены к источнику питания. Затем вторичная клемма подключалась к сварочной цепи, как источник питания, с помощью сварочного кабеля, которым одна клемма подключалась к зажиму заземления, а другая к электрододержателю. В аппарате для дуговой сварки переменным током используется переменный (переменный) ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена защитным газом, паром и/или шлаком.Целью данной работы является проектирование и создание электрической сварочной дуги, которая может быть использована для сварки металлов.
СОДЕРЖАНИЕ
ОБЛОЖКА
СТРАНИЦА УТВЕРЖДЕНИЯ
ПОСВЯЩЕНИЕ
ПРИЗНАНИЕ 90 90 КОНТАКТЫ 3
- ВВЕДЕНИЕ
- КРАТКАЯ ИСТОРИЯ И ИСТОРИЧЕСКАЯ СПРАВКА
- ОБЗОР ЛИТЕРАТУРЫ
- ЗАДАЧИ НАСТОЯЩЕЙ РАБОТЫ
- НАЗНАЧЕНИЕ МАШИНЫ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ
1. 5 цель проекта
5 цель проекта
1.6 ограничение проекта
1.7 виды электродуговой сварки
1.8 применение проекта
1.9 проблемы проекта
1.10 организация проекта
Глава два 2.0 Анализ альтернативного метода сварки и выбора наилучшего метода
2.1 Альтернативы для электрической дуговой сварочной машины
2.1.1 Процесс соединения
2.1.2 Газовая сварка
2.1.3 Пайка
2.1.4 пайка
Глава три Методология 3.0 Общее описание и его принцип работы
3.1 Принцип работы сварочного аппарата
Глава четыре
Глава
4.0 Расчет дизайна
4.1 Дизайн намотки
4,2 Изоляция Процедура
ТИПЫ ЭЛЕКТРОДОВ
4.4.1 ТИПЫ ЭЛЕКТРОДОВ И ИХ ИСПОЛЬЗОВАНИЕ
4.4.2 ЭЛЕКТРОД СТАНДАРТНЫЙ КАМЕР
ГЛАВА ПЯТАЯ
5.0 Выбор материала и изготовление сварочного аппарата
5. 1 Изготовление сварочного аппарата
1 Изготовление сварочного аппарата
5.2 Трансформатор
5.2.1 Принцип работы Трансформатор
5.3 Полезные и утечки в трансформаторе
5.4 Методы уменьшения потока утечки
5.5. Изготовление трансформатора
5.6. Метод WLDing
5.7 ФАКТОРЫ УСПЕШНОЙ ДУГОВОЙ СВАРКИ
5.8 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
5.9 МЕРЫ ПРЕДОСТОРОЖНОСТИ
ГЛАВА ШЕСТАЯ
6.0 ЗАКЛЮЧЕНИЕ И РЕКОМЕНДАЦИЯ
6.1 ЗАКЛЮЧЕНИЕ
6.2 ВОЗНИКШИЕ ПРОБЛЕМЫ И РЕКОМЕНДАЦИЯ
ГЛАВА ПЕРВАЯ
В прошлом при наличии необходимости в металлах всегда казалось невозможным соединить два металла вместе с помощью канавочной заклепки, эта идея приводит к альтернативе поиска надежного решения проблемы. Это привело к идее сварочного аппарата с хорошо ламинированным сердечником и катушкой, намотанными вместе, чтобы сформировать трансформатор с высоким номиналом, который погружается в банку с маслом.
Сварка — самый экономичный и эффективный способ прочного соединения металлов. Это единственный способ прочно соединить два или более куска металла в единое целое. Сварка жизненно важна для нашей экономики.
Говорят даже, что более (50%) валового национального продукта промышленности так или иначе связано со сваркой. Сварка считается высокоэкономичным промышленным процессом и включает в себя больше науки и разнообразия, чем любой другой промышленный процесс.
Электрод представляет собой либо стержень, по которому просто проходит ток между кончиком щипцов и изделием, либо стержень или проволока, которые плавятся и поставляют металл в соединение.
Основная схема дуговой сварки представляет собой источник питания переменного (AC) или постоянного тока (DC), подключенный «горячим» кабелем к электроду, когда электрод расположен близко к заготовке, дуга создается через зазор между металлом и горячим тросовым электродом. Ионизированный столб газа образовался для замыкания цепи.
1.1 КРАТКАЯ ИСТОРИЯ И ИСТОРИЧЕСКАЯ СПРАВКА
Дуговая сварка вошла в практику намного позже. В 1802 году «Василий Петров» открыл непрерывную электрическую дугу и впоследствии предложил ее возможные практические применения, включая сварку.Французский изобретатель-электрик «Огюст Демеритенс» изготовил первое касание угольной дуги, запатентованное в 1881 году, которое успешно использовалось для сварки ведущих производителей свинцово-кислотных аккумуляторов. В 1881-1882 годах русский изобретатель Николай Бернардо создал метод электродуговой сварки стали, известный как угольная дуговая сварка, с использованием угольного электрода. (Lincoln Electric 1994), справочник по процедурам дуговой сварки, Cleceland Ohiho Lincoln Electric ISBN 99949-25-82-2. Прогресс в дуговой сварке связан с изобретателем металлического электрода в конце 19 века русским Николаем Славяновым в 1888 году и американцем К.L гроб». Около 1900 г. А. П. Стротименгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу, в 1905 г. русский ученый «Владимир Митевич» предложил использовать для сварки трехфазную электрическую дугу.
русский ученый «Владимир Митевич» предложил использовать для сварки трехфазную электрическую дугу.
В 1919 году компания C.J. Hoslag изобрела сварку на переменном токе, которая не стала популярной еще десять лет. Во время этого были разработаны конкурирующие процессы сварки, такие как сварка сопротивлением и кислородно-топливная сварка, особенно позже, столкнулись с жесткой конкуренцией со стороны дуговой сварки, особенно после того, как металлическое покрытие (известное как флюс) для электрода стабилизировало дугу и защищало основной материал от примесей. быть разработанным.
Дуговая сварка не была распространена до тех пор, пока во время Первой мировой войны сварка не стала использоваться в судостроении в Великобритании вместо клепаных стальных листов. Американцы также стали больше принимать новую технологию, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны. Даже в старые добрые времена Нигерия использовала воздержание, когда два куска металла соединялись вместе путем нагревания их до высокой температуры и последующего сбивания их вместе (кузнечная сварка).
В 1919 году британский судостроитель «Каммел Лэрд» начал строительство торгового судна-наполнителя со всей сварочной горкой, оно было спущено на воду в 1921 году. , это в сочетании с развитием автоматической сварки, переменного тока, подачи флюса значительно расширило дуговую сварку в 1930-х годах, а затем во время двух мировых войн после десятилетий развития, было окончательно усовершенствовано в 1941 году, а дуговая сварка металлическим газом последовала в 1948 году, позволяет быстро сваривать цветные металлы, но требует более дорогих защитных газов.Использование расходуемого электрода и атмосферы углекислого газа в качестве защитного газа. В 1957 году он быстро стал самым популярным процессом дуговой сварки. Дебютировал процесс дуговой сварки с флюсовой проволокой, в котором использовалось автоматическое оборудование с самозащитной проволокой, что привело к значительному увеличению скорости сварки. В том же году была изобретена дуговая сварка пластмасс. Электрошлаковая сварка, выпущенная в 1958 г. , а затем ее двоюродная сестра, электрогазовая сварка в 1961 г.
, а затем ее двоюродная сестра, электрогазовая сварка в 1961 г.
1.2 ОБЗОР ЛИТЕРАТУРЫ
Данная статья полностью основана на методе и способах выполнения сварочных работ и конструкции машины.Сварка — это производственный или скульптурный процесс, который соединяет материалы, как правило, металлы или термопласты, вызывая плавление, которое отличается от металла с более низкой температурой. Технологии соединения, такие как пайка твердым припоем или пайка, которые не расплавляют основной металл. Значение сварки как стандартного метода соединения металлов не было в полной мере оценено до Первой мировой войны, затем из-за потребности в скорости производства в каждой отрасли, использующей и производящей металл, порядок процессов сварки пришел сам по себе.Во время и после Второй мировой войны был разработан новый метод сварки, который еще больше увеличил скорость и облегчил соединение многих сплавов специального назначения, разработанных в этот период.
Ограниченная в своем раннем применении к небольшим или менее важным деталям, сварка во второй половине 20-го века использовалась в производстве слишком многих, чтобы их можно было упомянуть, таких как корабли, локомотивы, рельсы и автомобили. Нефтяная промышленность является классическим примером. Режущая кромка долота, используемого для бурения скважин, состоит из твердого наплавленного металла, сплавленного с опорой для транспортировки на нефтеперерабатывающий завод и обратно через весь сварной транспортный железный материал.
Нефтяная промышленность является классическим примером. Режущая кромка долота, используемого для бурения скважин, состоит из твердого наплавленного металла, сплавленного с опорой для транспортировки на нефтеперерабатывающий завод и обратно через весь сварной транспортный железный материал.
Всякий раз, когда устройство предназначено для содержания жидкости или газа, сварка является логичным методом изготовления. Таким образом, он почти полностью заменил другие методы. Сварка, конечно, не ограничивается широким применением, где речь идет о герметичности. В обычном кузове на раме автомобиля используется от 8 000 до 10 000 контактных сварных швов и до 40 футов дуговой сварки.
Здания и мосты могут быть возведены с помощью сварки с экономией от (10 %) до (20 %) необходимого количества стали.Доля конструкций, возводимых с помощью сварки, увеличивалась во второй половине 20 века, и эта тенденция, по-видимому, сохранится.
Процессы сварки можно разделить на четыре процесса
- Кузнечная сварка
- Дуговая сварка
- Газовая сварка
- Сварка сопротивлением
Дуговая сварка будет расширена, в соответствии с названием проекта.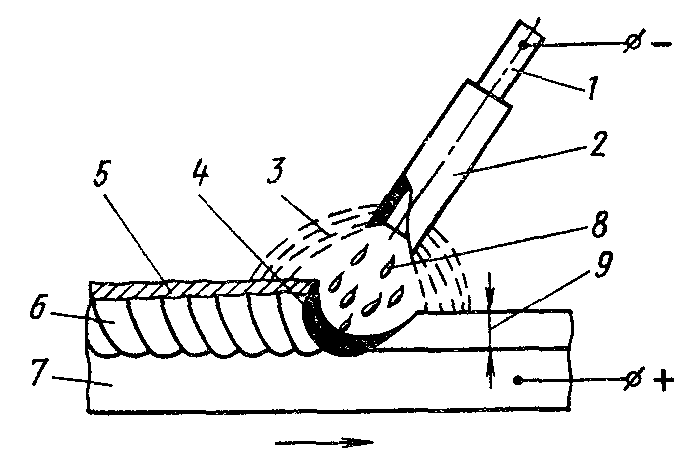
1.3 ЦЕЛИ НАСТОЯЩЕЙ РАБОТЫ
- Найти альтернативную замену импортным моделям.
- Сделать его доступным по относительно низкой цене.
- Для дальнейшего понимания изготовления или конструкции/принципа работы машины.
- Получить базовые знания по эксплуатации и сварке трансформатора.
1.4 ОБЪЕМ АППАРАТА ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ
Аппарат рассчитан на питание от входного напряжения от 220 до 240 вольт. Хороший сварной шов должен быть прочным как основной металл.Масштабы сварочного процесса в современных отраслях промышленности выросли по сравнению с предыдущим годом. Сегодня наука и акт сварки включает в себя широкий спектр процессов и процедур, применимых к материалам любой толщины и формы. Они могут варьироваться от очень тонкого электронного компонента до большой машины и конструкции. Дуга создает температуру около 3600°С в верхнем плече, расплавляя часть свариваемого металла и часть электрода. В результате образуется лужа расплавленного металла, который охлаждается и затвердевает за электродом по мере его перемещения вдоль соединения.
В результате образуется лужа расплавленного металла, который охлаждается и затвердевает за электродом по мере его перемещения вдоль соединения.
Этот аппарат для электродуговой сварки предназначен для тяжелых условий эксплуатации и способен сваривать электроды 12 калибра во время работы.
1.5 ЦЕЛЬ ПРОЕКТА
Целью его работы является разработка электрической машины, использующей сварочный источник питания для создания электрической дуги между электродом и основным материалом для расплавления металлов в точке сварки. Их можно использовать на переменном (AC) токе, а также на плавящихся или неплавящихся электродах.
1.6 ЗНАЧИМОСТЬ ИССЛЕДОВАНИЯ
a. Трансформаторы для дуговой сварки переменным током сегодня широко используются в машиностроении, а также в ремонтных и производственных работах общего назначения. Легкие средние и тяжелые строительные работы в качестве источника энергии.
б. Преимущества безопасности при переходе на сварочный аппарат включают снижение опасности для здоровья рабочих. От ограничения воздействия вредных паров до снижения риска дугового ожога, аппараты для дуговой сварки помогают избавить рабочих от некогда опасной работы.
с. Обладает высокой эффективностью и скоростью сварки.
д. Это обеспечивает лучшую среду для сварки.
е. Это обеспечивает стабильное качество сварного шва.
ф. Он образует прочную связь между соединяемыми металлами.
г. Он имеет простое сварочное оборудование.
час. Источник питания не такой дорогой.
я. Это быстрый и надежный процесс.
Дж. Оборудование может использоваться для нескольких функций.
к. Сварщики могут использовать стандартный бытовой ток.
1.7 ОГРАНИЧЕНИЯ ПРОЕКТА
1) Более высокая начальная стоимость установки к дополнительным электронным компонентам
4) Настройка переменных установки требует высокого уровня квалификации
5) Менее эффективна, когда требуются высокие требования к рабочему циклу
6) Воздействие излучения более серьезное
1. 8 ПРЕИМУЩЕСТВА ПРОЕКТА
8 ПРЕИМУЩЕСТВА ПРОЕКТА
В аппарате для дуговой сварки используется процесс, при котором к металлу в месте соединения применяется интенсивный нагрев, в результате чего металл плавится и перемешивается. Аппарат для дуговой сварки имеет ряд преимуществ, в том числе улучшенную стабильность сварного шва, сокращение времени цикла и повышенную эффективность.
1.9 ПРИМЕНЕНИЕ ПРОЕКТА
Дуговая сварка использует электрическую дугу между электродом и металлическим основанием с использованием плавящихся или неплавящихся электродов.Этот сварочный аппарат обычно используется в производстве стальных изделий и автомобилей. Другие области применения включают:
Строительство : Процессы дуговой сварки являются основополагающим аспектом всех крупных строительных отраслей, обеспечивая прочные, устойчивые соединения внутри зданий, мостов и других объектов инфраструктуры.
Механические части : Для более сложных применений, связанных с более толстым металлом, дуговая сварка обеспечивает контроль и эффективность, необходимые для прочного соединения более тяжелых деталей.В автомобильной промышленности дуговая сварка соединяет теплозащитные экраны, выхлопные системы и гидравлические линии с шасси. Металлические предметы мебели, такие как офисные столы, картотечные шкафы и стеллажи, часто свариваются. Установки отопления, вентиляции и кондиционирования воздуха обычно изготавливаются с использованием сварочных процессов.
Оборудование : Большинство, если не все, сегодняшние отрасли зависят от правильно функционирующего оборудования, и сварочные процессы жизненно важны для успеха этих машин.
Сельскохозяйственное оборудование : В сельском хозяйстве сельскохозяйственные машины, которые вспахивают, сеют, сеют и собирают урожай, являются основой снабжения страны продовольствием. Эти машины сварены по всей их раме и процессам. На шасси каркас кабины, крылья и кронштейны образованы сварными швами. Конструкция двигателя и электрические функции объединены, как и особенности специализированных инструментов, таких как молотилки и разбрасыватели. Эти механизмы можно сваривать с помощью аппарата для дуговой сварки
Эти машины сварены по всей их раме и процессам. На шасси каркас кабины, крылья и кронштейны образованы сварными швами. Конструкция двигателя и электрические функции объединены, как и особенности специализированных инструментов, таких как молотилки и разбрасыватели. Эти механизмы можно сваривать с помощью аппарата для дуговой сварки
Газон и сад : Газонокосилки, триммеры, электропилы и другое садовое оборудование имеют долгий срок службы благодаря прочности их сварных рам. Другие элементы металлического сада, такие как грили для барбекю, ограждения, сиденья и системы полива, повышают удовольствие от жизни на свежем воздухе.
Дорожное оборудование : Содержание безопасных и проходимых дорог также зависит от надежности сварных швов. Крышки люков и канализационные и коммунальные системы, которые часто проходят под дорогами, также обычно изготавливаются с помощью сварки.
Институциональное оборудование : Больницы, медицинские учреждения, школы и дома полагаются на хорошо функционирующие приборы для поддержания температуры или охлаждения пищи, проведения точных тестов и очистки одежды или посуды. Практически каждый прибор, используемый сегодня, был изготовлен, по крайней мере частично, с использованием процесса дуговой сварки.
Практически каждый прибор, используемый сегодня, был изготовлен, по крайней мере частично, с использованием процесса дуговой сварки.
1.10 ПРОБЛЕМА ПРОЕКТА
Для выполнения дуговой сварки требуется высококвалифицированный оператор, а также тяжелый перенос из-за железных сердечников и медных проводов.
1.11 ОРГАНИЗАЦИЯ РАБОТ ПО ПРОЕКТУ
Различные этапы разработки этого проекта были должным образом сведены в пять глав для обеспечения всестороннего и краткого чтения.В этом тезисе проекта проект организован последовательно следующим образом:
Первая глава этой работы посвящена введению в исследование. В этой главе обсуждались предыстория, значение, цель, цель, ограничение и проблема исследования.
Вторая глава посвящена обзору литературы по этому исследованию. В этой главе была рассмотрена вся литература, относящаяся к этой работе.
Третья глава посвящена методологии проектирования. В этой главе обсуждались все методы, используемые при проектировании и строительстве.
Четвертая глава посвящена анализу испытаний. Были проанализированы все тесты, в результате которых была получена точная функциональность.
Пятая глава посвящена заключению, рекомендациям и ссылкам.
ГЛАВА ВТОРАЯ : Первая глава этой работы показана выше. Также доступна полная вторая глава «Аппарат для электродуговой сварки». Заказать полную работу для скачивания. Глава вторая «Машины для дуговой сварки» состоит из обзора литературы. В этой главе были рассмотрены все работы, связанные с «электродуговой сварочной машиной».
ГЛАВА ТРЕТЬЯ: Доступна полная третья глава «Аппарат для электродуговой сварки». Заказать полную работу для скачивания. Глава третья «Электродуговой сварочный аппарат» состоит из методики. В этой главе обсуждались все методы, использованные при выполнении этой работы.
ГЛАВА ЧЕТЫРЕ: Доступна полная четвертая глава «Аппарат для электродуговой сварки». Заказать полную работу для скачивания. Глава четвертая «Аппарат для дуговой сварки» состоит из всех испытаний, проведенных во время работы, и результата, полученного после всей работы
.ГЛАВА ПЯТАЯ : Доступна полная пятая глава по проектированию и изготовлению «электродуговой сварочной машины».Заказать полную работу для скачивания. Пятая глава «Аппарат для дуговой сварки» состоит из заключения, рекомендации и списка литературы.
Чтобы » СКАЧАТЬ » полный материал по этой конкретной теме выше нажмите «ЗДЕСЬ»
Вам нужны наши Банковские счета ? нажмите ЗДЕСЬ
Для просмотра других связанных тем нажмите ЗДЕСЬ
Кому » SUMMIT » новая тема(ы), разработайте новую тему ИЛИ вы не видели свою тему на нашем сайте, но хотите подтвердить доступность вашей темы нажмите ЗДЕСЬ
Вы хотите, чтобы мы исследовали вашу новую тему? если да, нажмите » ЗДЕСЬ »
У вас есть вопросы по поводу нашей почты/услуг? нажмите ЗДЕСЬ для ответов на ваши вопросы
Для получения дополнительной информации свяжитесь с нами любым из следующих способов:
Мобильный номер: +2348146561114 или +2347015391124 [Mr. Невинный]
Невинный]
Адрес электронной почты : [email protected]
Watsapp № :+2348146561114
СТРАНЫ, В КОТОРЫХ НАШИ УСЛУГИ НАШЛИ ПОЛЕЗНЫМИ
Австралия, Ботсвана, Канада, Европа, Гана, Ирландия, Индия, Кения, Либерия, Малайзия, Намибия, Новая Зеландия, Нигерия, Пакистан, Филиппины, Сингапур, Сьерра-Леоне, Южная Африка , Уганда, США, Соединенные Штаты : engr4project@gmail.ком
ПРИСОЕДИНЯЙТЕСЬ К НАМ ПО ТЕЛЕФОНУ:
