Удлинитель для сварки — какой он должен быть, расчет сечения кабеля
Содержание статьи:
Удлинитель для сварки — какой он должен быть, расчет сечения кабеляОчень часто сварщикам приходится использовать удлинитель для сварки, который должен отвечать определенным требованиям. Если использовать неподходящий удлинитель по сечению кабеля или слишком большой длины, то, возможны проблемы не только со сваркой, но и с безопасностью.
Наверняка кто-то из вас мог лицезреть, как моментально горит удлинитель из-за перегрузки. Сначала кабель начинает греться, а потом он вспыхивает, словно бикфордов шнур, потушить который уже не представляет возможным.
Не стоит, наверное, говорить какими проблемами всё это грозит, начиная от замыкания проводки и заканчивая порчей дорогостоящего сварного оборудования. Именно по этой причине нужно знать, какой удлинитель для сварки можно использовать и из чего его сделать своими руками.
Удлинитель для сварки — какой он должен быть, сечение, кабель
Самая главная характеристика кабеля для удлинителя это не тип изоляции, хотя данный критерий также важен, а сечение жил проводников. Именно от сечения зависит, насколько хорошо кабель будет сопротивляться нагреву, а также, насколько сильным будет падение напряжения при большой длине удлинителя, свыше 20 метров.
Именно от сечения зависит, насколько хорошо кабель будет сопротивляться нагреву, а также, насколько сильным будет падение напряжения при большой длине удлинителя, свыше 20 метров.
Обычно для сварки используются удлинители длиной от 20 до 40 метров. Определиться с нужной длиной кабеля несложно, куда более трудно разобраться с тем, какое же именно сечение должен иметь кабель, с учетом мощности сварочного аппарата.
Пример расчета сечения кабеля для сварочного удлинителя
Прежде чем определиться с нужным сечением кабеля, чтобы сделать удлинитель для сварки, нужно внимательно прочитать инструкцию к сварочному аппарату. В ней важно найти пункт, который будет говорить о номинальной мощности аппарата и силе тока, которую он способен выдавать.
Бытовые инверторы имеют мощность от 4 до 6 кВт. Их номинальный ток работы составляет 16 Ампер. Важно не путать это значение со значениями сварочного тока, которые могут быть от 20 и до 200 Ампер. Также следует знать, что сварочные аппараты мощностью свыше 6 кВт попадают под категорию полупрофессионального оборудования.
Итак, узнав мощность сварочного аппарата можно рассчитать сечение кабеля для удлинителя. Для бытового инвертора до 5,5 кВт мощностью, сечение кабеля для удлинителя должно быть не менее 2,5 мм². Нельзя в качестве такого использовать провод 1,5 мм².
Если мощность сварочного аппарата выше 6 кВт, то и сечение удлинителя для сварки должно быть увеличено. Оптимально здесь будет использовать кабель на 4 или 6 мм². Обязательно это должен быть кабель, изготовленный из меди, поскольку алюминий плохо подходит для этих целей.
Ну и, конечно же, не стоит забывать о надежной и качественной изоляции кабеля для изготовления удлинителя. Кабель должен быть обязательно в двойной изоляции, внешний слой которой изготовлен из резины.
Всегда нужно помнить о том, что удлинитель для сварки должен обладать повышенной надежностью и долговечностью.
Поделиться в соцсетях
Кабель сварочный и разъемы Esab
Соединения с помощью электросварки сегодня широко используются во многих сферах народного хозяйства: в строительстве, электротехнике, автомобилестроении, судостроении, самолетостроении, станкостроении и т. д. Чтобы обеспечить высокую производительность, эффективность сварочных операций, нужно использовать не только высококачественные аппараты для сварки, но и надежные комплектующие — сварочные кабели, кабельные разъемы. Одними из самых популярных среди российских потребителей являются сварочные кабели, кабельные разъемы торговой марки Esab.
д. Чтобы обеспечить высокую производительность, эффективность сварочных операций, нужно использовать не только высококачественные аппараты для сварки, но и надежные комплектующие — сварочные кабели, кабельные разъемы. Одними из самых популярных среди российских потребителей являются сварочные кабели, кабельные разъемы торговой марки Esab.
Где купить сварочный кабель и кабельные разъемы Esab
Если вам требуются оригинальные комплектующие для сварки фирмы Esab, обращайтесь к услугам нашей компании Z-Master. Мы являемся официальным представителем этой торговой марки. В каталоге, представленном на сайте, можно выбрать следующую продукцию Esab:
- Сварочные кабели различного сечения любой длины. Вся кабельная продукция полностью соответствует заявленным характеристикам, характеризуется гостированным сечением, толщиной и классом изоляции, выполнена из многожильного медного провода, обеспечивающего гибкость и удобство сварочных работ.
- Кабельные разъемы. В ассортименте имеется весь спектр кабельных разъемов Esab, используемых для присоединения к сварочному аппарату и соединения кабелей между собой для достижения требуемой длины.

- Зажимы заземления, электрододержатели различных типов.
- Готовые к использованию провода Esab с прикрепленными кабельными разъемами, заземляющими зажимами, электрододержателями. Можно купить как отдельно нужный кабель, так и комплект, состоящий из двух кабелей с разъемами Esab (с держателем электрода и клеммой (зажимом) заземления). Стандартная длина сварочных кабелей Esab — 3 и 5 метров. При необходимости мы подготовим комплект любой нужной длины.

Как выбрать сварочный кабель и кабельные разъемы Esab
Сварочные кабели и разъемы Esab подбираются по максимальному рабочему току. Следует исходить из характеристик сварочного аппарата, совместно с которым они будут эксплуатироваться, и максимальной длины. В случае необходимости осуществления работы на значительном удалении от месторасположения сварочного аппарата рекомендуется применять сварочные кабели Esab большего сечения и соответствующие разъемы, поскольку чем длиннее трасса, тем большими будут потери напряжения, эффективность сварки может существенно снизиться.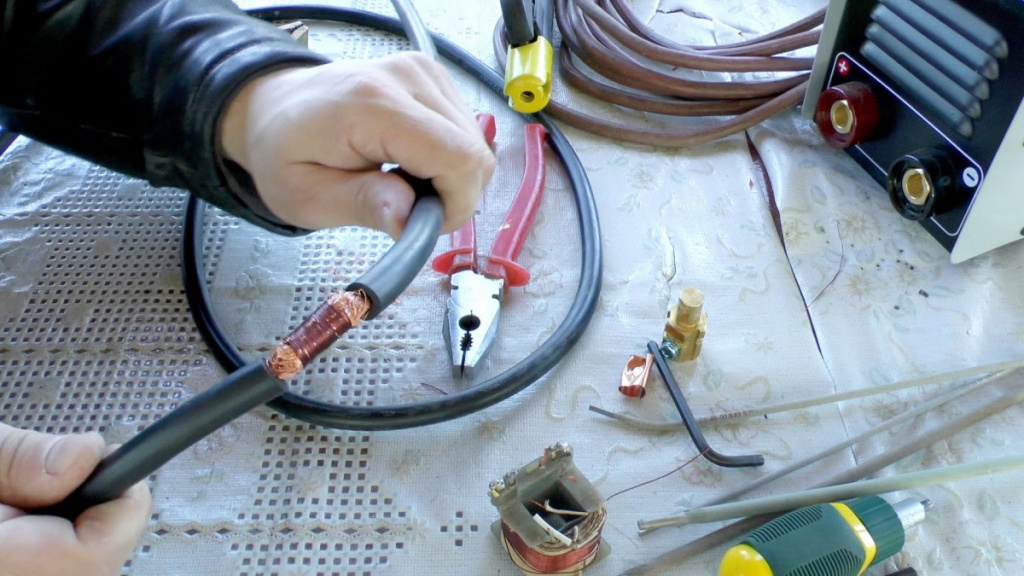
В общем случае принято подбирать сварочные кабели и разъемы Esab исходя из следующего принципа: на 1 миллиметр сечения кабельных жил максимальная токовая нагрузка составляет 10 А.
Подбор комплектующих Esab для сварки
Для того, чтобы сделать заказ самостоятельно, можно руководствоваться следующими данными:
- Если сварочный аппарат рассчитан на рабочий ток не выше 160 А, рекомендуется использовать кабель сечением 16 квадратных миллиметров и разъемы ОКС 25.
- При значении токовой нагрузки в 200 А кабель нужен сечением 25 мм2, разъемы используются те же.
- Для рабочего тока величиной в 300 А следует применять сварочный кабель Esab сечением 35 миллиметров квадратных, разъемы модификации ОКС 50.
- Если для работы потребуется ток значением 400 А, лучше всего подойдет сварочный кабель Esab на 50 мм2 и кабельные разъемы ОКС 50. Аналогичные параметры комплектующих и для рабочего тока в 500 А.
- А для осуществления работы при максимальной токовой нагрузке в 600 А потребуется кабель сечением 95 квадратных миллиметров в комплекте с разъемами Esab модификации ОКС 95.

Если у вас остались вопросы по выбору сварочных кабелей и разъемов Esab либо вы планируете производить работы в нестандартных условиях, звоните нашим специалистам в рабочие часы или обращайтесь с помощью формы обратной связи в любое время.
Как выбрать сварочную проволоку для стали — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Выбор правильного типа сварочной проволоки для стали важен для внешнего вида и прочности сварных швов, которые вы создаете. Некоторые варианты сварочной проволоки зависят от типа сварочного аппарата, используемого сварщиком, или метода сварки, который вы будете использовать. Имейте в виду, что тип проволоки, которую вы выберете, будет составлять большую часть создаваемого вами сварного шва. Сварочную проволоку можно найти там, где вы покупаете сварочные материалы, или в Интернете.
Первое, что вы должны сделать при выборе сварочной проволоки, это выбрать порошковую проволоку , если вы не собираетесь использовать защитный газ при сварке. Этот тип проволоки, как правило, представляет собой серебряную сталь снаружи с флюсовым внутренним сердечником, который выжигает и защищает зону сварки, а также помогает предотвратить загрязнение. Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление сварного шва, чем сплошная проволока. При выборе сварочной проволоки вы также должны основываться на типе 9.0005 защитный газ
Этот тип проволоки, как правило, представляет собой серебряную сталь снаружи с флюсовым внутренним сердечником, который выжигает и защищает зону сварки, а также помогает предотвратить загрязнение. Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление сварного шва, чем сплошная проволока. При выборе сварочной проволоки вы также должны основываться на типе 9.0005 защитный газ
Вы также должны учитывать тип материала, который вы будете сваривать . Если вы собираетесь сваривать тонкие металлы, диаметр проволоки 0,030 дюйма будет достаточным. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете сделать тоньше и использовать проволоку диаметром 0,024 дюйма. Наименьший диаметр сварочной проволоки с флюсовой сердцевиной – 0,030”. Не забывайте, что размер наконечника вашего сварочного пистолета также должен соответствовать размеру используемой проволоки. Если вам нужно заменить наконечник на сварочном пистолете, все, что вам нужно сделать, это открутить его с помощью плоскогубцев или руками, установить/вставить наконечник нужного размера и затянуть. Тот же метод следует использовать, если вы собираетесь использовать более толстую сварочную проволоку. Если вам необходимо сваривать более толстые стали, вам потребуется использовать сварочную проволоку диаметром от 0,035 до 0,045 дюйма. Если сталь, которую вы свариваете, имеет толщину 3/16 дюйма или больше, вам может потребоваться сделать несколько проходов, чтобы убедиться, что сварной шов проник достаточно глубоко.
Если вы собираетесь сваривать тонкие металлы, диаметр проволоки 0,030 дюйма будет достаточным. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете сделать тоньше и использовать проволоку диаметром 0,024 дюйма. Наименьший диаметр сварочной проволоки с флюсовой сердцевиной – 0,030”. Не забывайте, что размер наконечника вашего сварочного пистолета также должен соответствовать размеру используемой проволоки. Если вам нужно заменить наконечник на сварочном пистолете, все, что вам нужно сделать, это открутить его с помощью плоскогубцев или руками, установить/вставить наконечник нужного размера и затянуть. Тот же метод следует использовать, если вы собираетесь использовать более толстую сварочную проволоку. Если вам необходимо сваривать более толстые стали, вам потребуется использовать сварочную проволоку диаметром от 0,035 до 0,045 дюйма. Если сталь, которую вы свариваете, имеет толщину 3/16 дюйма или больше, вам может потребоваться сделать несколько проходов, чтобы убедиться, что сварной шов проник достаточно глубоко.
Поданный в: порошковая проволока, металл, защитный газ, Советы, сварка, сварка, сварочная проволока для стали, размер провода
Делиться: Предыдущая статья Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!Комментарии
Джордж Каша — 20 мая 2020 г.привет
не могли бы вы сказать мне, могу ли я сварить паровую трубу с mig
и какую проволоку я должен использоватьс уважением
джордж
Вы используете проволоку для сварки MIG неправильного размера?
Редакция | 10 января 2018 г.
Спасибо!
Спасибо, что связались с нами.
Больше почти всегда лучше — по крайней мере, когда речь идет о диаметре проволоки MIG, — считает Фред Швейгхардт, руководитель проекта Advanced Fabrication в Airgas. Прочтите его подробную разбивку ниже, чтобы узнать, почему вы хотите использовать более толстую проволоку даже при сварке более тонких материалов.
Одним из многих факторов, которые необходимо выбрать при сварке MIG, является размер используемой проволоки MIG. Существует широко распространенная точка зрения, что «тонкий» металл следует сваривать проволокой «малого» диаметра. Но действительно, не следует ли сначала определить, что такое толстое или тонкое, большое или маленькое?
Один из способов разбить металл по толщине заключается в следующем: Тонко все 1/8” и ниже; все остальное толстое. А если говорить о диаметре проволоки, вообще говоря, все, что меньше 0,045 дюйма, можно считать маленьким, а все остальные — большими. Конечно, это может показаться чрезмерным упрощением, но за этим есть веские причины.
Конечно, это может показаться чрезмерным упрощением, но за этим есть веские причины.
Предположим, нам нужен угловой шов ~1/8 на тройнике из основного металла 1/8”. Мы можем запускать проволоку диаметром 0,045 дюйма со скоростью 200 дюймов в минуту (дюйм/мин), которая будет наплавлять около 5,4 фунтов в час при скорости перемещения около 24 дюймов/мин. Чтобы сделать такой же сварной шов (с той же скоростью перемещения, с тем же наплавлением), нам потребуется 325 дюймов в минуту проволоки MIG при использовании 0,035 дюйма. Все кажется хорошо, пока мы не посмотрим на плотность тока. Провод .045 составляет около 120 000 ампер на квадратный дюйм, а провод .035” более чем на 50% выше — около 19 ампер.5000. А что, если мы поднимемся до 0,052 дюйма? В итоге мы получаем скорость проволоки 140 дюймов в минуту, скорость перемещения 24 дюймов в минуту и плотность тока 89 500 ампер на квадратный дюйм.
Что важного в плотности тока?
Если соединение подходит правильно и нет зазоров, это не имеет большого значения. Однако реальность подсказывает нам, что стыки не всегда подходят правильно, и зазоры являются правилом, а не исключением. Когда у нас более высокая плотность тока, и мы сталкиваемся с зазором во время сварки, более высокая плотность имеет тенденцию продувать соединение и проникать через него. Это приводит к огромным затратам на ремонт и доработку.
Однако реальность подсказывает нам, что стыки не всегда подходят правильно, и зазоры являются правилом, а не исключением. Когда у нас более высокая плотность тока, и мы сталкиваемся с зазором во время сварки, более высокая плотность имеет тенденцию продувать соединение и проникать через него. Это приводит к огромным затратам на ремонт и доработку.
Конечно, мы всегда можем снизить плотность тока, чтобы она соответствовала плотности проволоки большего диаметра, уменьшив скорость подачи проволоки. Однако тогда мы сталкиваемся с другой проблемой. Если мы установим скорость подачи проволоки 250 дюймов в минуту для проволоки диаметром 0,035 дюйма, мы будем наплавлять только 4,1 фунта металла сварного шва в час. Это означает снижение производительности на 30%. Теперь работа занимает на 30% больше времени и требует на 30% больше газа и электричества.
Если всего этого недостаточно, следует помнить еще об одном. Многие производственные операции имеют множество экземпляров всех возможных комбинаций более тонких и более толстых основных металлов.