Сварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного.
различные виды сталей, в том числе, нержавеющего класса;
чугун;
алюминий и его сплавы;
медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Легирующие компоненты:
- Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.


Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.

Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.

Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
сплошная полая оболочка;
один загиб оболочки;
двойной загиб;
двухслойная конструкция.
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
толщину изделия;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
состояние кромок.

К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
нефтеперерабатывающие предприятия;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Цветные металлы
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т. п.
п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Поделись с друзьями
0
0
1
0
Какая сварочная проволока лучше – омедненная, из флюса, из алюминия?
Среди сварочных аксессуаров представлена проволока из самых разных материалов – алюминия, меди, нержавеющей стали, с легирующими элементами. От чего же зависит выбор и в чем особенности различных модификаций? В каких случаях можно следовать универсальным рекомендациям, а когда лучше довериться советам профессионалов?
Для сварки титана чаще всего используется порошковая проволока с флюсом
Секрет популярности омедненной проволоки
Неслучайно в число наиболее востребованных входит расходный материал с медным покрытием. Именно ему сварочный шов обязан способностью легко переносить механические нагрузки и усилия на разрыв, перепады температур и не только…
Именно ему сварочный шов обязан способностью легко переносить механические нагрузки и усилия на разрыв, перепады температур и не только…
- По сравнению с другими медные сплавы вызывают меньшее количество брызг, что объясняет их экономичный расход. В некоторых случаях экономия может достигать 40 %, при этом герметичность и качество шва остаются на уровне – никаких неровностей, непроваренных мест и наплывов!
- Идеальная поверхность гарантирует ровную дугу при любых режимах и легкий повторный поджиг – отличное решение для механизированной работы.
- Чаще всего эта продукция реализуется в катушках с последовательной намоткой. Отсутствие перехлестов повышает скорость подачи металлической нити.
О проволоке с флюсом замолвим словечко…
Если варить газом по каким-то причинам невозможно, например из-за порывистого ветра, на помощь приходит этот «расходник». В отличие от других, со сплошной конструкцией, он состоит из металлической оболочки, заполненной флюсом специального состава. Преимуществ у такого решения несколько.
Преимуществ у такого решения несколько.
- Для работы нужно минимум оборудования: нет необходимости в устройствах для подачи газа и флюса.
- В отличие от обычных электродов, рассчитанных примерно на 20 А/мм2, эта «конструкция» позволяет применять сверхвысокие показатели тока – до 200 А/мм2. Неудивительно, что стальной сердечник плавится быстро и производительность увеличивается.
- Благодаря режиму открытой дуги оператор может следить за происходящим и принимать активное участие в процессе практически в любых направлениях.
- Технология обеспечивает идеально ровный наплавочный шов с таким химическим составом, добиться которого в обычных условиях невозможно.
В зависимости от способа и объекта сваривания используют порошковую проволоку разного диаметра: для наплавления открытой дугой – 2-3 мм, под флюсом – 3,6 мм, крупногабаритных конструкций – 5 мм.
Когда не обойтись без алюминия
Проволока из нержавеющей стали с хромом и никелем формирует шов с улучшенными антикоррозийными характеристиками
Для полуавтоматической сварки и наплавки алюминия и его сплавов применяется металлическая нить из чистого алюминия или вариации, в составе которых в небольших количествах присутствует марганец, магний, кремний или медь. Выбор маркировки зависит от химического состава поверхности. При соблюдении технологических норм результатом сваривания становится стабильное к механическим воздействиям соединение с хорошими эстетическими характеристиками.
Выбор маркировки зависит от химического состава поверхности. При соблюдении технологических норм результатом сваривания становится стабильное к механическим воздействиям соединение с хорошими эстетическими характеристиками.
Три правила выбора
- Ориентируйтесь на материал заготовки. Так, для работы с низкоуглеродистой сталью лучше остановиться на наиболее востребованном варианте – с медным покрытием, например СВ-08Г2С диаметром 0,8 или 1 мм.
- Помните о том, что разный диаметр рассчитан на разные показатели силы тока и определенное оборудование. Так, для полуавтоматов предлагаются товары в диапазоне 0,6-1,6 мм, а для сваривания с помощью присадочных прутков и электродов – до 5 мм.
- Обращайте внимание на толщину заготовки: для 3-5 мм понадобится модификация 2 мм, а для обработки листов до 25 мм не обойтись без «расходника» в 7 мм.
Все это универсальные рекомендации, следовать которым можно в обычных условиях. Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Алюминиевая проволока для сварки – правила применения
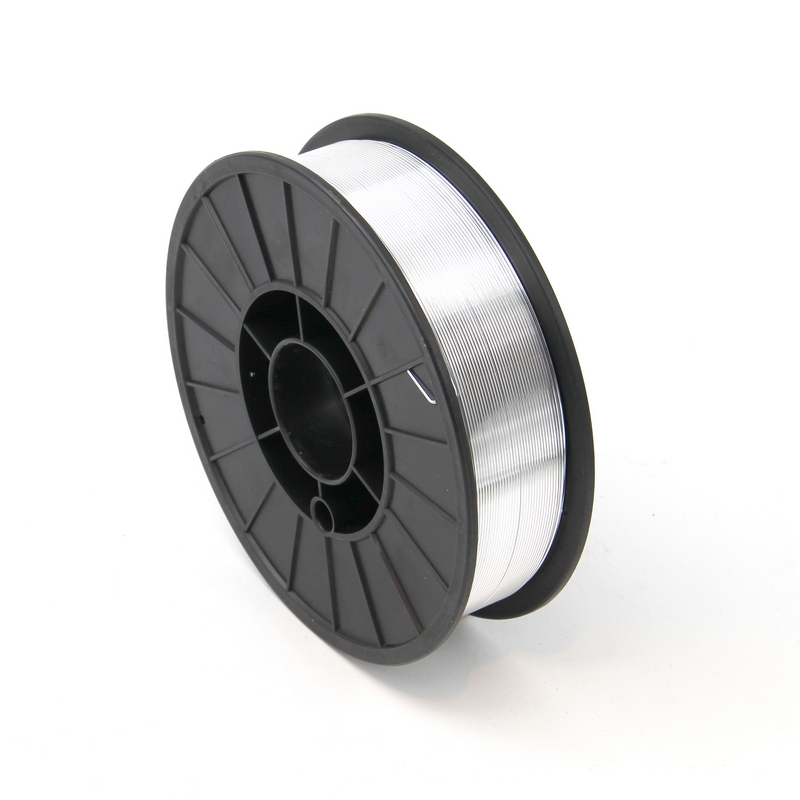
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.
Катушка алюминиевой сварочной проволоки
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для сварки алюминия, а также сплавов на основе данного металла.
Рекомендуемые марки проволок для сварки алюминиевых сплавов
Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Специальная порошковая проволока позволяет сваривать заготовки без газа. Предлагаемый видеоролик поможет разобраться в целесообразности использования этой технологии.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки. Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой.
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.
Временное хранение вскрытой катушки с алюминиевой проволокой
Проволока, которая применяется для сварки алюминиевых деталей полуавтоматом, может иметь различный химический состав. Для такой сварки используются в основном проволоки, изготовленные на основе алюминия в сочетании с марганцем, кремнием и магнием. Выбор конкретного типа зависит от того, какие элементы входят в химический состав свариваемых деталей.
Особенности подающих механизмов для алюминиевой сварочной проволоки
Стандартный подающий механизм полуавтомата не слишком подходит для работы с алюминиевой проволокой. Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Подающий механизм стандартного полуавтомата для сварки, в котором применяются два ролика, может смять мягкую алюминиевую проволоку, что приведет к ее застреванию в механизме. Именно поэтому при использовании в полуавтомате алюминиевой проволоки необходимо оснащать его подающим механизмом, состоящим из 4 роликов, каждый из которых имеет U-образный профиль рабочей канавки.
Механизм подачи проволоки с четырьмя роликами
Для работы с полуавтоматом, в котором будет использоваться проволока из алюминия, необходимо оснащать его подающим шлангом минимальной длины (до 3 метров). В противном случае мягкая проволока будет просто застревать в длинном подающем шланге. Данную проблему помогает решить использование подающего канала из тефлона, что даст возможность значительно уменьшить трение проволоки о стенки такого канала.
Чтобы избежать застревания алюминиевой проволоки, которая отличается высоким коэффициентом теплового расширения, в наконечнике полуавтомата для сварки, следует подбирать наконечник таким образом, чтобы отверстие в нем было несколько больше (на 1–2 мм), чем диаметр самой проволоки.
Комплект различных наконечников облегчает подбор нужного отверстия для проволоки
Подающий механизм полуавтомата, на котором планируется использовать проволоку из алюминия, должен работать без перебоев, которые являются частой причиной застревания проволоки в канале подачи. Перебои в работе такого механизма чаще всего возникают по причине нестабильной работы тормозного устройства катушки. Чтобы в процессе выполнения сварки таких проблем не возникало, необходимо отрегулировать усилие, создаваемое катушкой: оно должно иметь возможность уменьшения до минимума. В то же время такого усилия должно быть достаточно для того, чтобы предотвращать поворот катушки.
Правильный выбор проволоки для выполнения полуавтоматической сварки алюминиевых деталей в среде аргона, а также параметров выполнения такого технологического процесса позволяет не только получать качественные, надежные и красивые сварные швы, но и минимизировать риск возникновения брака при их выполнении. К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
Объем сварочных работ в домашней мастерской обычно не требует большого расхода алюминиевой проволоки, но маленькие катушки подходят не ко всем аппаратам. Установить бобину небольшого размера поможет смекалка, как показано на видео.
флюсовая проволока для аппарата без газа и алюминиевая для сварки, другие виды, механизм ее подачи
Проволока является незаменимым элементом в сварочных работах. Благодаря ей сварщик легко соединяет несколько металлических конструкций в одно целое. Важное отличие представляемой сварочной присадки заключается в качественном исполнении соединительных швов. Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Описание
Проволока для сварки – важный расходник, используемый в разных режимах сварочных работ. В профессиональной сфере сварщики называют сварочную проволоку присадкой. Она выполнена из металла, закрученного на катушку. Зачастую проволока применяется в изготовлении электродов, которые гарантируют прочный соединительный шов между металлическими изделиями. При работе полуавтомата с использованием присадок важно использовать атмосферу из газа.
Обзор видов
На сегодняшний день существует множество видов проволоки, каждая из которых подходит для работ с определенным металлом. Благодаря такой присадке значительно улучшается качество и прочность шва. В месте соединения не возникают поры и различные неровности.
Благодаря такой присадке значительно улучшается качество и прочность шва. В месте соединения не возникают поры и различные неровности.
Далее предлагается познакомиться с основными преимуществами сварочных присадок:
- высокая скорость выполнения работ;
- удобство эксплуатации в промышленной области;
- низкий уровень возникновения брака;
- множество расходников, позволяющих выбрать подходящую присадку для каждой конкретной работы;
- низкий уровень вероятности возникновения шлаковых образований при сварочных работах.
К сожалению, сварочная проволока имеет несколько существенных недостатков, знать которые должен каждый специалист:
- необходимо соблюдать постоянную защиту;
- для хранения больших катушек необходимо найти приемлемое место в доме;
- существует сложность выбора присадки подходящего диаметра;
- необходимо использовать флюс.

Разобравшись с достоинствами и недостатками расходников для сварки, необходимо разобраться с существующими разновидностями проволоки.
- Активированные. Речь идет о порошковой присадке, используемой при работах в углекислой атмосфере.
- Газосварочные. Идеальный вариант для соединения углеродистых и низкоуглеродистых металлов.
- Алюминиевые. Даная присадка позволяет соединить алюминиевые детали. При этом шов имеет низкий показатель пористости.
 При этом шов имеет низкий показатель пористости.
При этом шов имеет низкий показатель пористости.- Из нержавеющей стали. Представляемая разновидность сварочной присадки позволяет соединить конструкции из нержавейки, при этом шов получается настолько качественным, что даже коррозия его не берет.
- Флюсовые. Присадка, позволяющая соединить конструкции из среднеуглеродистого, низкоуглеродистого и углеродистого металла. Отличительная черта флюсовой присадки заключается в возможности проводить сварочные работы без защитного газа.
- Легированные. Лучший расходный материал, используемый сварщиками для работы с любыми разновидностями металлов и газовых смесей.
Также сварщики применяют медные наплавочные элементы, сплошные, а именно омедненные и неомедненные присадки. Огромным спросом пользуется самозащитная порошковая присадка. Кстати говоря, она отличается хрупкостью, поэтому мастер должен проявлять повышенную осторожность при сварке без углекислоты.
Сплошные
Представляемые присадки применяются в работе с углеродистым и низкоуглеродистым металлом. Как говорилось ранее, сплошные наплавочные элементы делятся на омедненные и неомедненные разновидности. Омедненная проволока, используемая в работе полуавтоматической сварки, увеличивает антикоррозийные свойства швов соединения. Однако в процессе плавления происходит выделение вредных паров, способные нанести вред здоровью человека.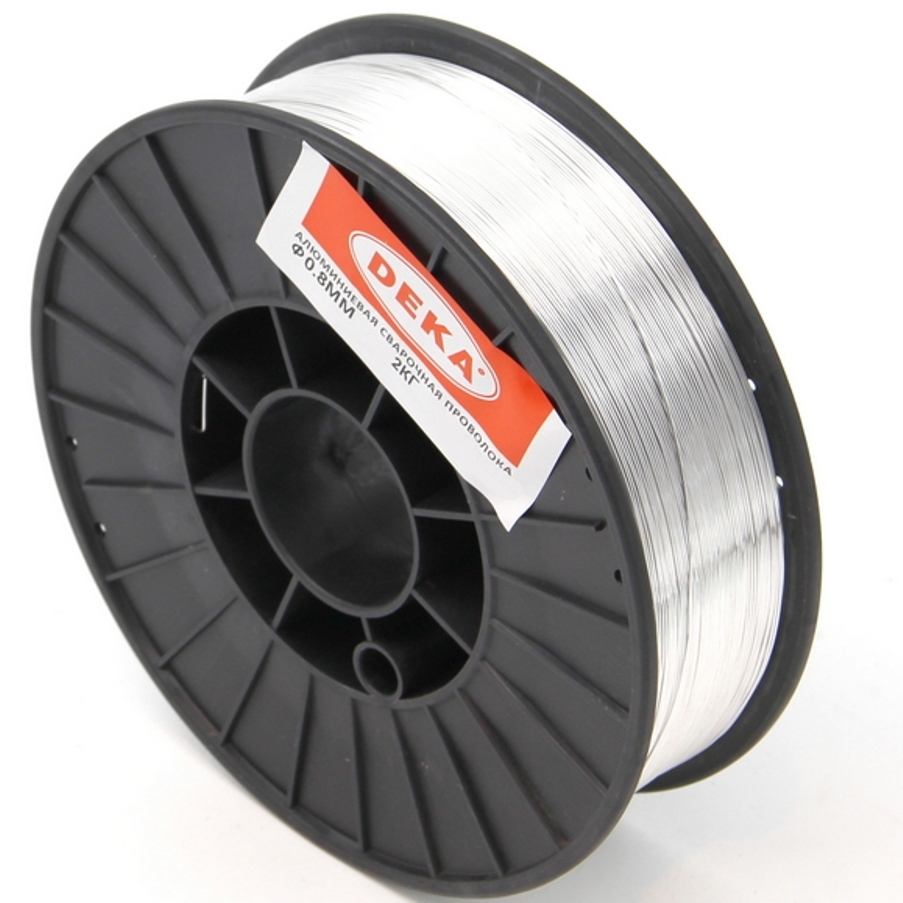
В целях безопасности рекомендуется использовать проволоку без омеднения.
В свою очередь, неомедненные присадки делятся на несколько видов.
- Сплошные по сечению. Эти присадки используются для соединения углеродистых стальных конструкций.
- Легированные. Сварочная проволока, разработанная для соединения прочных термостойких металлов.
Порошковые
По внешнему виду конструкция порошкового вида расходника представляет собой трубку с шихтовым наполнителем. Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.
Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.
Порошковые присадки разделяются на несколько подвидов, предназначенных для обработки определенного типа металла.
Маркировка
Как стало понятно, видов сварочных присадок очень много. Каждый сварщик должен знать, какая присадка подходит к тому или иному металлу. Но не стоит забывать, что сварочные расходники имеют маркировку. На сегодняшний день существует примерно 76 марок проволоки, соответствующих ГОСТу. И речь идет не только о низкоуглеродистой присадке. Государственный стандарт затрагивает легированную и высоколегированную сталь.
В целом сварочный расходный материал делится по типу назначения. Одни созданы только для сварки, а именно – соединения разных конструкций посредством сварочного шва. Другие позволяют создать электроды. Кстати говоря, за этим типом присадки закреплена буква «Э». Низкоуглеродистые и легированные присадки делятся по принципу обработки на неомеднённую и омеднённую «О».
Несмотря на широкое разнообразие марок, для полуавтомата используется несколько видов проволоки. Остальные варианты представляют собой специальные модели, для изготовления которых предъявляют особые требования. На сегодняшний день работа полуавтоматическими агрегатами проводится не только в области защитного газа, но и при помощи присадки, укрытой слоем флюса.
Применяемая в работе проволока диаметром до 1 мм или больше полностью зависит от особенностей соединяемых конструкций. А именно – от толщины и состава деталей требующих соединения.
Из этого следует, что присадки для полуавтоматов разделяются на несколько категорий, а именно – низкоуглеродистые, легированные и высоколегированные.
Зная маркировку присадки, становится понятен ее состав. Для примера предлагается рассмотреть маркировку Св-08Г2С. Первичные «Св» говорят, что эта сварочный расходник. Цифра «08» показывает процентную массу углерода в сотых долях. Получается 0,08%. Буква «Г», следующая за цифрами, говорит, что в составе присадки имеется марганец, а следующая за ним цифра «2» указывает его процентное содержание. Последняя буква «С» дает понять, что состав присадки обогащен кремнием. Если в конце отсутствует какое-либо цифровое значение, значит, что количество кремния в составе равно 1%.
В некоторых моментах мастер должен пользоваться знаниями дополнительной маркировки.
- Буквенное значение «А». Ее наличие в конце маркировки говорит о том, что эта проволока имеет в составе небольшое количество вредных для здоровья веществ. В данном случае речь идет о сере или фосфоре.
- Буквенное значение «АА». Это показатель низкого содержания вредных веществ в составе присадки. Сама же проволока выполнена из металла высокой степени очистки.
- Буквенные значения «Х» и «Н». Сразу становится понятно, что речь идет о хроме и никеле. В основном их применяют в качестве легирующих добавок для проволоки из нержавейки.
Популярные производители
На сегодняшний день в списке создателей качественных проволок для сварки присутствует немного компаний. И все они являются отечественными производителями, гарантирующими высокое качество расходного материала. Конечно, в погоне за низкой ценой многие приобретают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не покупать кота в мешке, лучше познакомиться с российскими фирмами, готовыми предложить широкий ассортиментный ряд проволок, подходящих для любого типа работ.
- «СварМонтажСтрой». Наиболее известная фирма, специализация которой заключена на производстве присадочного материала для сварки. Компания изготавливает проволоки разных видов, типов и маркировок, соответствующих ГОСТу. Все заводы оборудованы по последнему слову техники. Сложные станки и знания технологов создают присадки, отвечающие высоким стандартам качества.
- ООО «Петромет». Производственное предприятие, занимающееся выпуском сварочных присадок только некоторых марок.
- ОАО «Волгоградский сталепроволочноканатный завод». Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
- ОАО «Западно-Сибирский металлургический комбинат». Это предприятие отличается широким ассортиментным рядом сварочных присадок. Говоря точнее, компания производит все известные марки проволоки, благодаря чему каждый сварщик сможет приобрести необходимый расходный материал.
Как выбрать?
Основное предназначение сварочной проволоки – заполнение сварного шва, образующегося в процессе соединения металлических конструкций. Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
- Материал присадки должен быть идентичен составу изделия, подлежащего сварке. Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины. Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор. Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
- Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.
Выбирая проволоку согласно маркировке, необходимо обратить внимание на несколько нюансов:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.
Нюансы использования
Современные модели сварочных полуавтоматов делятся на несколько категорий:
- агрегаты для сварки металла при помощи порошковой присадки;
- агрегаты для сварки швов под флюсовым покрытием;
- агрегаты для сварки металла с газовой защитой;
- агрегаты универсальные.
Устройство, требующее применения инертного газа, оснащено клапаном, контролирующим поток вещества в зону работы аппарата. Закрытие этого клапана происходит автоматически, когда заканчивается подача электрода. Чтобы сварочный шов под флюсовым слоем оказался прочным, необходимо использовать проволоку широкого диаметра. Более точные цифровые показатели указываются в таблицах, представленных в специализированной литературе. Флюс подается через воронку, крепящуюся рядом с горелкой.
Сегодня полуавтоматические сварки разделяются на бытовые, полупрофессиональные и профессиональные аппараты. Кроме того, классификация сварочных агрегатов происходит от силы тока. В широком ассортиментном ряде имеются переносные и стационарные конструкции.
Современные полуавтоматы имеют специальный механизм подачи электрода в виде роликов, благодаря чему не возникает деформация и другие дефекты. В конструкции сварочных полуавтоматах универсального типа установлены качественные и прочные детали, позволяющие производить множественные сварочные операции. При запуске универсального агрегата необходимо заправить проволоку, затем включается электродвигатель, далее срабатывают ролики подачи и редуктор.
Отдельное внимание следует уделить схемам механизмов подачи, они бывают подающими, толкающими и универсальными. В толкающих механизмах происходит протяжка электрода от роликов подачи вдоль шланга. За скорость подачи отвечает специальный регулятор, конструкция которого состоит из коробки передач и нескольких связанных между собой шестеренок. Настроить электроды помогают моторы постоянного тока, система которых позволяет плавно регулировать обороты.
Многие полуавтоматические сварки оснащены программой самостоятельной регулировки дуг. Это очень удобно и практично, ведь сварщику не приходится постоянно проверять скорость подачи электрода, и уж тем более нет необходимости проверять расход сварочной проволоки. Встроенное программное обеспечение все сделает без человеческих рук.
Представленные нюансы эксплуатации позволяют произвести наладку бесперебойной активности аппарата, соединяющего металлические конструкции.
О том, как выбрать проволоку на сварочный полуавтомат, смотрите в следующем видео.
Какую проволоку выбрать для полуавтомата. Проволока для полуавтоматов. Для чего же нужна сварочная проволока?
Проволока для полуавтоматов. Для чего же нужна сварочная проволока?
Сварочная проволока в основном используется для изготовления штучных электродов с обмазкою для ручной сварки (ММА), изготовления прутиков предназначенных для аргонодуговых сварок с неплавящиимся электродами (ТIG) и сообственно для изготовления сварочной проволоки для полуавтоматических и автоматических сварок (MIG / MAG и SAW).
Во времья сварки, проволока используется как электрод для того, чтоб передавать сварочный ток в районы электрических дуг (исключается процессы дуговой сварки неплавящемися электродами) и исполняет роль присадочных материалов для формирования сварных швов с обеспечением прочностной характеристики.
Одной из большого количества видов проволок – проволока для полуавтоматических сварок ( MIG / MAG ). Эти проволоки для полуавтоматов делятся на проволоки сплошного сечения и порошковые.
Проволоки сплошного сечения
Они обозначаются абревиатурой «С-В», которая означает, что проволока сварочная а через дефис указывают материалы с каких сделана проволока. Самая распространенная проволока сплошного сечения для сварки низкоуглеродистых и низколегированых видов стали (около 80% металлоконструкции) Св – 08 Г2 С и С в-08 Г С. Такая проволка в зависимости от покрытия делится на омедненные и не омедненные проволоки.
Омедененные проволоки предназначены для того, чтоб повышать коррозионную стойкость и снизить сопротивление в местах контактов сварочной проволоки и токосъемных наконечников горелок при передачах сварочного тока в процессах сварок. Но они имеют несколько минусов: пары купрума во время сварки попадают в воздух. Сегодня довольно часто можно встретить проволоку без омеднений с антикоррозионными покрытиями, которая не имеет таких недостатков как омедненная проволока, представителем такой есть проволока производства фирм ESAB OK Aristo Rod 1250. Для высоколегированной и корозионно-стойкой марок стали больше всего подходит проволоки моделей Св-08Х19Н9Т. Для сварок алюминия и алюминиево-металического сплава неплохо подойдет проволока моделей Св АК 5 или Св АМг 5.
Порошковая проволока
Порошковые проволоки представляют из себя трубчатые проволоки, заполненные порошками – шихтами. Шихты – смеси порошков из газообразующего и шлакообразующего добавки. Порошковая проволока разделяется на проволоку для сварок в защитном газе и самозащитную проволоку, точнее проволоку, в шихтах которая имеет достаточное количество газообразующего порошка для обеспечений защиты сварочных ванн. Порошковую проволоку обозначают абревиатурой ПП а также :ПГ – для сварок в защитном газе, ПС – самозащитная проволока. Преимущество порошковой проволоки – высокое качество шва, за счет качественного легирования, неплохой защиты сварочных ванн, не исключается сварка без использования защитных газов.
Упаковки проволоки
Очень распространенным диаметрами проволок для полуавтоматических сварок являются 0,8мм; 1,0мм; 1,2мм; 1,4мм; 1,6мм; 2,0 мм. Сварочная проволока для полуавтоматических сварок идет в основном в катушке и кассете.При чем, диаметры катушек могут сильно отличатся – от 200 до 300 миллиметров.Они бывают с посадными местами и с бескаркасным типом катушки.Первые – не требуют дополнительного переходника для установок в механизмы подач проволок. Стандартные диаметры посадочных отверстий в катушке идет 5,5 см и она является универсальным.Второй вид катушек нуждается в дополнительном переходнике для установок подач проволок. Масса бухты сварочной проволоки зависит от материала и колеблются в пределах от 2 и почти к 250 килограмм ( упаковка фирмы Marathon Pac.)
Выбираем сварочную проволоку
Выбирать сварочную проволоку нужно в зависимости от материала свариваемого изделия. При сварке металлоконструкции сделанной из низкоуглеродистой стали лучше всего использовать очень распространенный вид проволоки – СВ – 08 ГС и СВ – 08 Г2С. При сварках объектов из коррозийно-стойких видов стали и алюминиевые сплавы, широко используются те проволоки, которые доступные и распространенные в вашем регионе.Нужно заметить, что толщина проволоки зависит от толщины свариваемой детали и от характеристик сварочных аппаратов.Большинство сварщиков сваривают свои изделия за несколько подходов и поэтому, они нередко используют один и тот же диаметр проволоки в далеко не узком диапазоне толщины.
Распространенные диаметры проволок – 0,8 мм; 1,2мм; 1,6 мм.
Широты применения проволок для полуавтоматических сварочных аппаратов по диаметрами определяется режимом сварок и технологическими примечательствами. При грамотном управлении сварочными аппаратами и знании сварочных технологий один диаметр проволоки может без проблем применяться при сварках очень широких диапазонов толщин. К сложным и ответственным изделиям нужно при сварке учитывать все детали процесса и универсальный подход сварочных материалов не подходит, поэтому и нужно применять особый подход. Решения очень сложных и специфических задач во время сварки (подбирание сварочного материала и режима) обязательно нужным образом выбрать решение по рекомендациям специалиста-сварщика, режим сварки, проволоки и технологии подбирать следует под опр
xn--e1afmdcbhkihdej.xn--p1ai
Проволока для сварки полуавтоматом порошковая
Большое значение при выполнении сварочных работ при помощи полуавтомата имеет правильный выбор присадочной проволоки. Ее состав должен максимально соответствовать соединяемым материалам, имеет значение, и диаметр проволоки, который определяет применяемые режимы выполнения работ. Проволока для сварки полуавтоматом классифицируется по целому ряду показателей.
Основные типы сварочной проволоки
Если вести речь о химическом составе и физических особенностях проволоки, то можно выделить два основных ее типа, которые применяются для работы с полуавтоматическими сварочными установками:
- Сплошная сварочная проволока — самая обширная группа, так ГОСТ 2246-70 разделяет около 70 типов этого расходного материала. Но следует отметить, что широко используется только ограниченное их число, основная масса предназначена для выполнения сварочных работ в специфических условиях (повышенные требования к соединению, некоторые редкие виды сплавов).
Проволока представляет собой цельный материал с определенным химическим составом. Для получения шва должного качества необходимо применять проволоку с максимально близким к свариваемым деталям химическим составом.
- Порошковая проволока для сварки полуавтоматом является сложным многокомпонентным расходным материалом. Она так же подразделяется на несколько различных типов. Применение такой проволоки позволяет повысить качество сварного шва и увеличить скорость выполнения работ.
Виды сплошной сварочной проволоки
Правильный выбор сварочной проволоки определяет не менее 70% успеха.
Для выполнения соединения заготовок из различной стали применяют три основных вида проволоки:
- Низколегированная проволока применяется для сварки однотипных металлов.
- Для работ с углеродистой сталью применяют легированную проволоку (2,5-10% легирующих добавок).
- Высоколегированная проволока содержит более 10% таких примесей, ее применение рекомендовано для сварки под слоем флюса.
Большую часть выпускаемой проволоки для сварки составляют именно легированные низкоуглеродистые ее виды, например, СВ 08Г2С (доля этой проволоки составляет более 90%).
Отдельно следует сказать о нержавеющих сталях. Основная проблема заключается в том, что применение обычной сварочной проволоки не позволяет получить шов с требуемыми антикоррозийными качествами. Чаще всего применяется следующая проволока для сварки нержавейки — СВ 01Х19Н9, СВ 06Х19Н9Т, СВ 01Х18Н10 и некоторые другие.
Особого подхода требует подбор материала и для сварки цветных металлов, в том числе и алюминия. При этом стоит учитывать то, что существует множество сплавов на алюминиевой основе, для каждой из групп необходимо подбирать соответствующий тип проволоки.
В основном различают следующие виды:
- Проволока для сварки алюминия (такой материал имеет в своем составе не более 1% примесей).
- Алюминиево-магниевые сплавы содержат 5-6% магния, для работы с ними подбирается соответствующий расходный материал.
- Менее распространены, но все-таки применяются и алюминиево-кремневые сплавы (доля кремния составляет приблизительно 5%).
Применяемая проволока для сварки алюминия полуавтоматом должна соответствовать по своему химическому составу материалу заготовок. При этом стоит учитывать большое расширение алюминия при нагреве, поэтому рекомендуется использовать проволоку, имеющую меньший, чем у сопла горелки диаметр. Так для горелки с соплом 1 мм необходимо применять 0,8 мм проволоку.
Виды порошковой проволоки
Различают два основных типа такой проволоки для работы с полуавтоматом:
- Газозащитная порошковая проволока применяется для выполнения сварки в защитной среде инертных газов. Технология сварки при этом не отличается от выполнения работ обычной сплошной проволокой.
- Большую популярность получила самозащитная порошковая проволока. В ее состав входят вещества, которые обеспечивают при плавлении выделение защитных газов. Это позволяет оградить сварочную зону от воздействия кислорода без применения подачи инертных газов или их смеси. Благодаря этому существенно упрощается процесс и увеличивается скорость его выполнения (при снижении себестоимости).
Основное правило успешной сварки полуавтоматом — верный подбор типа сварочной проволоки, помните об этом.
steelguide.ru
Проволока для сварки – виды, применение. Полуавтомат для сварки
На сегодня известны многие виды рассматриваемой проволоки. Все они отличаются друг от друга своими характеристиками: химическим составом, строением стержня, присутствием легирующего компонента.
Классы проволоки для сварки
Опираясь на основные признаки, были выделены три основные группы проволоки для сварки:
- с небольшим содержанием легирующих компонентов;
- с малым содержанием в своем составе углерода;
- с большим содержанием легирующих компонентов.
Все эти группы обширны и каждая из них имеет подгруппы в зависимости от состава проволоки.
Как правильно выбрать проволоку для сварки?
Чтобы сделать правильный выбор проволоки для сварки нужно узнать и ознакомиться с её марочной строкой. В данной строке, как правило, написаны многие параметры, влияющие на работу сварочного аппарата.
Наплавочная порошковая проволока для сварки отлично подходит там, где применяется сварка сложных деталей, которые в дальнейшем будут эксплуатироваться под высокими нагрузками, под флюсом. Данная сварочная проволока позволит выполнить широкий спектр работ, который напрямую связан с соединением различных деталей из металла.
Сваренные при помощи данной проволоки детали смогут при эксплуатации выдерживать достаточно высокие давление и температуру. Наплавочная проволока особенно необходима в области строения судов, так как там нельзя применить другой вид проволоки.
Если проволока будет применяться для сварки низколегированной стали, то лучше приобрести проволоку из стали, на поверхности которой к тому же располагается медь. Благодаря медной поверхности при сварке швы получат довольно хорошую защиту. Также, использование данной проволоки для сварки, предотвратит в дальнейшем появление коррозии на изделии. Кроме всего вышеописанного, медь намного повысит устойчивость дуги для сварки и снизит разбрызгивание непосредственно при работе со сварочным аппаратом.
- Стальную проволоку применяют для сварки металлических деталей с небольшим содержанием в своем составе углерода.
- Проволоку из алюминия предпочтительно применять для сваривания изделий из сплавов алюминия с магнием, кремнием и марганцем.
- Проволоку из нержавеющей стали используют для сваривания сталей, в составе которых присутствует хром и никель.
После выбора проволоки для сварки, необходимо посмотреть на её диаметр. Диаметр сварочной проволоки играет большую роль при сваривании листов из стали и металла: в зависимости от диаметра будет во многом зависеть толщина используемых листов. Сварка при помощи проволоки из любого материала (кроме порошковой проволоки) используется в работе с защитными газами.
Применение:
Кроме описанных выше групп, проволока для сварки подразделяется по области применения. Данные проволоки предназначены для низколегированных/углеродистых сталей, цветмета, электродуговой сварки под флюсом. Металл будет более пластичным, если в составе проволоки для сварки содержится как можно меньше углерода. Чем меньше в используемой проволоке будет присутствовать различных примесей фосфора и серы, тем сварочная проволока будет более эффективной и качественной при работе.
Как правило, проволоку для сварки выпускают в своеобразных бухтах (мотках). Её выправляют, после чего нарезают на необходимую длину.
Поверхность проволоки для сварки в обязательно порядке должна быть чистой и гладкой, без следов ржавчины или какого-либо загрязнения. Температура плавления проволоки должна находиться на уровне температуры плавления металла, используемого в сварке.
Проволока должна без проблем плавиться равномерно по всему шву, без вскипания и разбрызгивания. Однородный металл, содержащийся на поверхности проволоки не должен иметь дефектов и шлаков.
При сварке цветмета (латунь, медь, свинец и другое) и нержавеющей стали, для которых не существует полностью подходящей проволоки для сварки, используют специальные полоски из того же материала, что и свариваемая деталь. Данная сварка применяется потому, что они имеют не ровную толщину, и шов при такой сварке получается намного хуже по качеству, нежели сварки при помощи проволоки. Для сваривания бронзовых изделий используют прутки из аналогичной по химическому составу бронзы. Инверторный полуавтомат для сварки, последних поколений, может использовать разные по типам и характеристикам проволоки без дополнительных устройст и агрегатов.
svarka-invertor.com
Империя — Поисковый онлайн видео сервис
Надоело пропускать премьеры в кинотеатре из-за бешеного ритма жизни? Устали от того, что по телеканалам стоящие фильмы транслируются в неудобное для Вас время? В Вашей семье часто родные делят пульт от телевизора? Ребенок просит посмотреть мультфильмы для детей, когда Вы заняты, а на каналах нет хороших мультфильмов? И, в конце концов, Вы просто хотите расслабиться после трудового дня на диване в домашней одежде за просмотром интересного фильма или сериала?
Для этого лучше всего иметь всегда в закладках любимый сайт, который станет для Вас лучшим другом и помощником. «А как же выбрать такой сайт, когда их так много?» — спросите Вы. Лучшим выбором для Вас будет именно imperiya.by
Почему именно наш ресурс? Потому что он объединяет в себе множество положительных особенностей, которые делают его универсальным, удобным и простым. Вот список основных преимуществ ресурса.
Бесплатный доступ. Многие сайты просят клиентов покупать подписку, чем наш портал не занимается, так как считает, что у людей должен быть свободный доступ в сети интернет ко всему. Мы не берем с наших зрителей плату за просмотр!
Не нужно никакой регистрации и СМС на сомнительные номера телефонов. Мы не собираем конфиденциальную информацию о наших пользователях. Каждый имеет право на анонимность в интернете, что мы и поддерживаем.
Отличное качество видео. Мы загружаем материалы исключительно в HD формате, что, безусловно, способно порадовать любимых пользователей. Ведь гораздо приятнее смотреть хороший фильм с качественной картинкой, чем с изображением низкого качества.
Огромный выбор. Здесь Вы найдете видео на любой вкус. Даже самому заядлому киноману всегда найдется, что посмотреть у нас. Для детей есть мультфильмы в хорошем качестве, познавательные программы о животных и природе. Мужчины найдут для себя интересными каналы о новостях, спорте, автомобилях, а также о науке и технике. А для наших любимых женщин мы подобрали канала о моде и стиле, о знаменитостях, ну и конечно музыкальные клипы. Устроив вечер в кругу семьи, или с друзьями Вы сможете подобрать веселую семейную комедию. Влюбленная пара понежиться за просмотром любовной мелодрамы. После рабочего дня расслабиться помогает захватывающий сериал или детектив. Фильмы в HD формате нового времени и прошлых лет представлены на абсолютно любой вкус и могут удовлетворить потребности любого зрителя.
Возможность скачивать видео. Абсолютно любой материал на сайте можно скачать к себе на компьютер или флешку. Если вдруг Вы соберетесь на дачу с ноутбуком, где нет интернета, или захотите посмотреть фильм на большом экране телевизора, то Вы всегда можете заранее скачать, а после посмотреть в нужный момент. При этом Вам не придется ждать своей очереди, чтобы скачать видео, как это бывает на торрентах или других похожих сайтах.
Безопасность. Мы следим за чистотой контента, каждый файл перед закачкой проверяется. Поэтому на нашем сайте нет никаких вирусов и шпионских программ, и мы тщательно следим за этим.
Новинки. Регулярно мы обновляем и добавляем на портал новые мультфильмы, сериалы, ТВ-шоу, музыкальные клипы, новости, обзоры, мультсериалы и т.д. и всё это Вы можете посмотреть совершенно бесплатно, без регистрации и смс. Мы стараемся для Вас, для наших любимых посетителей.
Онлайн-просмотр. На нашем сайте не обязательно предварительно скачивать фильм, чтобы его посмотреть, достаточно просто включить и наслаждаться просмотром. Благодаря профессиональной настройке не будет никаких торможений, и ничто не сможет Вам помешать посмотреть интересный фильм.
Закладка. На сайте можно нажатием одной кнопки со звездочкой отравить видео в закладки и вернуться к нему позже. У каждого, наверняка бывало, что увидел на сайте интересное видео, которое хочешь посмотреть, но прямо сейчас нет возможности. Данная кнопка поможет Вам в этом и, освободившись, Вы с легкостью сможете посмотреть, то что хотели.
Удобный интерфейс. Поиск нужного видео не займет у Вас много времени, так как сайт лучшим образом адаптирован для пользователей, и всё интуитивно понятно. Даже ребенок сможет разобраться и включить для себя мультфильм или какую-нибудь программу о животных, природе.
Кино как искусство появилось сравнительно недавно, но уже успело тесно переплестись с нашей жизнью. Множество людей из-за спешки нашего времени уже годами не ходили в театр, в галерею или музеи. Однако трудно себе представить человека, который не смотрел сериал или фильм хотя бы месяц. Киноискусство является синтезом театра, музыки, изобразительного искусства и литературы. Таким образом, оно дает даже самому занятому человеку, у которого нет времени ходить по театрам и галереям, быть ближе к искусству и духовно совершенствоваться.
Также кино заняло сферу и общедоступного развлечения. Просмотр комедий, боевиков, вестернов и т.д. отлично вписывается в какой-нибудь вечер в кругу семьи. Ужастики отлично щекочут нервы даже самого бесстрашного человека. Мультфильмы обожают дети, а некоторые можно смотреть и всей семьей. Познавательные видео помогают расширить знания, посмотреть на мир шире и удовлетворить собственное природное любопытство.
Человек в двадцать первом веке уже не может представить свою жизнь без технологий будущего, кажется, в будущем машины, роботы и техника смогуд заменить человека, а точнее выполнение многих автоматических работ, по этому каждый хочет смотреть какие технологии будут в будущем. На imperiya.by Вам и не нужно откладывать просмотр, просто добавьте видео в закладки и в любой момент можете к нему вернутся и отлично провести время за просмотром качественного видео.
Не отказывайте себе в удовольствии, начните смотреть уже прямо сейчас! Знакомьтесь с обновлениями, с новинками, выбирайте то, что хотели бы посмотреть позже. Порадуйте себя и близких интересными фильмами в хорошем качестве!
imperiya.by
Cварочная проволока для полуавтоматов — Ковка, сварка, кузнечное дело
Виды сварочной проволоки для сварки полуавтоматом
В полуавтоматических аппаратах для сварки деталей, изделий и конструкций применяется проволока из различных сплавов металлов. Для того, чтобы правильно её использовать при проведении сварочных работ, необходимо знать характеристики сварочной проволоки, как, какую проволоку и в каких случаях применять.
Сварочная проволока для дуговой сварки плавящимися электродами сплошного сечения выпускается согласно ГОСТ 2246-70. По этому стандарту на сегодняшний момент времени производится 76 видов проволоки, как-то — 6 видов проволоки низкоуглеродистой, 30 видов легированной и 40 видов высоколегированной сварочной проволоки. Также выпускаются в небольших количествах несколько десятков видов стальной проволоки для сварки, которые изготавливаются по отдельным ТУ. Розничная цена сварочной проволоки колеблется в пределах 0,5 – 40 $, в зависимости от бухты и вида проволоки.
Стальная сварочная проволока для полуавтоматов обычно имеет включения углерода, кремния, марганца, фосфора и т.д. Такие включения определяют состояние сварочного шва и его антикоррозийные и механические качества. Для того, чтобы поверхность проволоки была адаптирована к любым видам работ, её очищают, проводят плазменную обработку, омедняют или покрывают слоем алюминия. Медное покрытие применяется с конца прошлого столетия и является главенствующим направлением в улучшении качества поверхности сварочной проволоки. Так, по сравнению с обычной проволокой время установки стабильного сварочного процесса меньше в несколько раз. При сварке проволокой, покрытой слоем меди, уровень разбрызгивания металла на 20-40% меньше, чем у проволоки, которая имеет смазанную или ржавую поверхность.
Кроме омеднённой, производится сварочная нержавеющая проволока, алюминиевая проволока, порошковая сварочная проволока для работы на сварочном полуавтомате. Сварочная проволока из нержавейки производится способом горячей или холодной вытяжки стали. Такая проволока широко применяется в машиностроении, пищевой промышленности, строительстве, лёгкой и тяжёлой промышленности. Видов нержавеющей сварочной проволоки существует много — омеднённая, пружинная проволока вязальная, колючая проволока и т.д. Алюминиевая сварочная проволока применяется для сварки в среде инертных газов.
Порошковая проволока с самозащитным слоем для сварки без углекислоты. Такая сварочная проволока используется в mig сварке. Используется для сварки углеродистых и низкоуглеродистых сталей во всех положениях. Самыми ходовыми являются диаметры от 0,8мм до 1,2мм. При применении порошковой проволоки можно обойтись и без углекислого газа. Такая проволока выглядит, как трубка диаметром 0.9-1.5 мм. Внутри проволоки находится порошок, состоящий из присадок, металлов и шлакообразующих примесей, которые образуют слой защитного шлака при сварке.
Сварочная проволока, купить которую можно в строительных маркетах или заказать в интернет-магазине, выпускается и продаётся в бухтах от 0,5 кг до 5 кг.
Купить можно здесь.
Метки: выполнение сварочных работ, сварка своими руками, Сварка- основыkovka-svarka.net
Обзор 3 видов лучшией сварочной проволоки для полуавтомата: плюсы и минусы, характеристики
Полуавтоматическая сварка является неотъемлемой частью обработки металла. Различные металлические конструкции соединяются с ее помощью в разных промышленных направлениях.
Полуавтоматическая сварка является универсальной и может справиться с металлом разной толщины. Возможна обработка цветных и черных металлов с помощью данного вида сварки.
Способ соединения металлической конструкции с помощью сварки был разработан в 1881 году Н. Г. Славяновым и Н. Н. Бенардосом.
Описание и принцип действия полуавтоматической сварки
Полуавтоматическая сварка является процессом сваривания, во время которого в зону сварки подается электродная проволока с переменной или постоянной скоростью с одновременным поступлением в ту же зону активного газа, инертного газа или газовой смеси, обеспечивающих защиту от вредного воздействия воздуха нагретого или расплавленного основного и электродного металла.
Подача защитного газа происходит через газовый редуктор из баллона. Помимо этого, сварка полуавтоматом обеспечивает качественный шов, облегчая поджиг дуги.
Благодаря тому что сварщик не должен менять электроды и зачищать швы от шлака, увеличивается скорость и повышается качество проделанной работы.
Рабочий агрегат состоит из:
- Основного блока, состоящего, в свою очередь, из трансформатора, подающего питание, и механизма, который подает электрод.
- Шланга или сварочного рукава для полуавтомата.
- Горелки, которая внутри оснащена электродом.
- Токопроводящего наконечника, имеющего название сопло.
- Системы, которая подает инертный газ.
Для качественной работы, перед началом сварки проволокой, необходимо выбрать нужную полярность тока для сварки. Если работа осуществляется с помощью флюсового электрода, то необходимо установить прямую полярность, а если используется газовая среда, то полярность должна быть обратной.
Классификация в зависимости от компонентов
В зависимости от компонентов, применяемых для полуавтоматической сварки, существуют следующие виды проволоки:
- активированная;
- сплошного сечения;
- порошковая.
Как выбрать проволоку для полуавтомата
Выбирать данное приспособление для сварки с помощью полуавтомата необходимо, исходя из того, какие материалы будут свариваться между собой.
Для цветных и тугоплавких металлов используется сварочная проволока, имеющая большое разнообразие видов, которые выбираются конкретно под каждый случай.
Главным критерием выбора является химический состав. В обозначении используются цифры и буквы, которые легко можно расшифровать, зная, что они означают.
Например, СВ-08Г2С расшифровывается как сварная проволока, которая имеет массовую долю легированных элементов – 0,8% углерода; Г означает, что в составе имеется 2% марганца; С означает, что в составе не более 1% кремния.
На что нужно обращать внимание:
Выбирая данный товар, нужно обращать внимание на такие моменты:
- для чего планируется применять;
- подбор химического состава таким образом, чтобы он максимально совпадал с составом планируемого обрабатываемого участка;
- температура плавления должна быть такой же или чуть-чуть ниже температуры свариваемого металла;
- внешний вид должен быть без ржавчины, чистый, без следов загрязнения маслом или краской;
- качество. Не должен содержать царапин, складок, которые свидетельствуют о том, что электрод был деформирован;
- упаковка товара. Он должен быть герметично упакован, в ином случае внутри должен содержаться влагопоглощающий материал.
Желательно покупать проволоку сварочную, которая была изготовлена по ГОСТу. В таком случае можно быть уверенным, что технология и качество материалов не нарушены.
На что можно не обращать внимание:
Не являются главными показателями:
- Можно не обращать внимание на страну производства, так как это не главный фактор качества.
- Не всегда цена является показателем качества.
Лучшая активированная сварочная проволока
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки.
Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.
СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.
ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
Плюсы:
Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Минусы:
Недостатками данного вида являются:
- данный вид не предназначен для сварки без защитной газовой среды;
- использование технического газа для защиты ведет к дополнительным затратам и снижению производственных показателей.
За 25 лет в ХХ веке был сделан прорыв в улучшении электрода для сваривания. Разработка содержания, покрытия и методы их изготовления для дуговой сварки дали огромный толчок для дальнейшего усовершенствования данного приспособления.
Лучшая порошковая сварочная проволока
Проволока сварочная порошковая характеризуется непрерывностью электрода, состоящего из шихты (порошковый сердечник) и металлической оболочки.
Осуществление непрерывного процесса плавления возможно благодаря металлической оболочке, которая удерживает сердечник и по поверхности которой проходит сварочный ток.
Расплавление высокой производительности, которое свойственно порошковой проволоке, осуществляется сварочным током большой плотности.
ПЛ-АН101
- выпускается в форме мотков по 75-175 кг;
- химический состав: С — до 2,71%; Mn — до 1,31%; Si –— до 3,3%; S — до 0,071%; P — до 0,081%; Cr — до 25%; Ni — до 4,01%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — 16,5 мм*3,8 мм;
- применение — сварка конструкций высокой прочности.
СВ-07Х25Н13
- выпускается в форме катушек по 1-15 кг;
- химический состав: С — до 0,09%; Mn — от 1,1% до 2,01%; Si — от 0,5% до 1,01%; S — до 0,018%; P — до 0,026%; Cr — от 23% до 26%; Ni — от 12% до 14%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 0,8 мм до 1,6 мм;
- применение — сварка конструкций из нержавеющей стали.
Плюсы:
Преимуществами порошкового вида являются:
- благодаря тому что сварка происходит током высокой плотности, металлической оболочке обеспечивается дополнительный подогрев, что увеличивает объем поверхности, которая обрабатывается;
- данный вид расплавляется с высокой производительностью до 11 кг/ч;
- шихта может состоять из различного порошкообразного материала, благодаря чему существует возможность создания смесей, получение которых невозможно другим способом.
Минусы:
Недостатками данного вида являются:
- имеет удовлетворительное ударное сопротивление;
- трубчатая конструкция электрода имеет малую жесткость, что приводит к необходимости использования механизма с ограниченностью усилий сжатия в подающих роликах;
- для работы требуются повышенные сварочные токи, что затрудняет работу в вертикальном положении.
Лучшая сварочная проволока сплошного сечения
Проволока сплошного сечения применяется для сварки полуавтоматическим и автоматическим способом обработки.
Данный вид приспособления изготавливается из:
- сплавов и алюминия;
- сплавов и меди;
- стали.
Существуют следующие виды проволоки сплошного сечения:
- наплавочная;
- для сварки;
- омедненная для сварки.
НП- ЗОХГСА
- выпускается в форме мотков по 20-80 кг либо в бунтах — до 1000 кг;
- химический состав: С — до 0,12%; Mn — до 1,2%; Si — от 0,15 до 0,35%; S — до 0,012%; P — до 0,015%; Cr — до 0,20%; N2 — 0,015%; O2 — до 0,005%; Ni — от 0,9 до 1,2%;
- упаковка — в водонепроницаемой или битумной бумаге, полиэтиленовой пленке;
- диаметр — от 1,6 мм до 5,0 мм;
- применение — сварка конструкций высокой прочности.
СВ-04Н2ГТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,6%; Si — до 0,21%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,051% до 0,12%; O2 — до 0,012%; Ni — от 2,1 до 2,4%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности.
СВ-04НЗГМТА
- выпускается в форме мотков до 80 кг;
- химический состав: С — до 0,051%; Mn — от 1,31% до 1,60%; Si — до 0,20%; S — до 0,012%; P — до 0,015%; Cr — до 0,3%; N2 — от 0,050% до 0,12%; O2 — от 0,20% до 0,30%; Ni — от 2,40% до 2,81%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани;
- диаметр — от 3,0 мм до 5,0 мм;
- применение — обработка конструкций из хладостойкой стали высокой и повышенной прочности и изготовление электродов.
СВ-08
- выпускается в форме мотков 8-40 кг; бунты — до 1000 кг;
- химический состав: С — до 0,10%; Mn — от 0,35% до 0,61%; Si — до 0,031%; S — до 0,040%; P — до 0,040%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,6 мм до 6,0 мм;
- применение — обработка конструкций из стали низкоуглеродистых и углеродистых.
Плюсы:
Достоинства проволоки сплошного сечения:
- дешевле, чем остальные виды;
- ее используют в качестве исходника для изготовления электродов и присадочных прутов.
Минусы:
Недостатками проволоки сплошного сечения являются:
- не может производиться работа при низком сварочном токе;
- затраты времени на зачистку шва больше, чем в работе с другими видами.
Таким образом, в данной статье рассмотрена классификацию проволок и их характеристики, что дает возможность выбрать качественную и подходящую проволоку для необходимого способа применения.
Полуавтоматическая система маркировки проводов
(Нажмите на уменьшенное изображение, чтобы увеличить)
Полуавтоматическая система маркировки проводов
Маркировочная система Gettig
Полуавтоматический этикетировочный механизм
Этикетировочное оборудование Видео
В Spring Mills Manufacturing, Inc. мы являемся эксклюзивным производителем точечных лент и этикетировочных систем Gettig.Наши системы этикетирования используют полуавтоматический механизм этикетирования и способны выполнять до 600 приложений в час. Программное обеспечение поставляется с каждой машиной, что позволяет клиентам создавать этикетки с названиями компаний, номерами деталей, кодами дат или другой соответствующей информацией. Этикетки печатаются на бумаге или рулонах полипропилена. Этикетки затем оборачиваются ламинатом, состоящим из полиэстера с акриловым или силиконовым клеем. Наши этикетки прошли проверку на защиту от множества химических веществ, включая тормозную жидкость, антифриз, моторное масло и соленую воду, при температурах от -40 ° C до 150 ° C.
Применение системы маркировки Gettig не ограничивается только проводкой и включает обширный список компонентов, таких как кабели и шланги, используемые в автомобильной промышленности. Провода, кабели и гидравлические шланги от 0,050 до 1,5 дюймов могут быть маркированы с помощью этой одобренной UL системы. Проще говоря, никакая система не может превзойти эффективность, качество и рентабельность нашей системы маркировки. Системы могут быть настроены для конкретных приложений, включая интеграцию в существующие поточные системы резки.Для быстрой доставки обычно доступны различные модели со склада, но конкретные системы могут быть указаны для каждой работы. Для получения дополнительной информации о нашей полуавтоматической системе маркировки проводов см. Таблицу ниже или свяжитесь с нами напрямую.
Возможности полуавтоматической системы маркировки проводов
- Название продукта
- Полуавтоматическая система маркировки проводов
- Функция
- Маркировка проводов
- Характеристики
- Дополнительная интеграция в поточные системы
Настраиваемый - Не требующий обслуживания
Надежный
- Дополнительная интеграция в поточные системы
- Приложения
- Электропроводка
Шланги - Кабели
Трубка
- Электропроводка
- Диаметр проволоки / трубки
- 0.От 050 дюймов до 1,5 дюймов
- Этикеточные материалы
- Бумага
Полипропилен
- Поверх ламината Материал
- Полиэстер
- Клей
- Акрил
Силикон
- Производительность
- До 600 приложений в час
- Успешные условия испытаний на экспозицию
- Антифриз
Тормозная жидкость
Моторное масло - Соленая вода
Трансмиссионная жидкость
Жидкость для омывателя лобового стекла
- Антифриз
- Протестированная этикетка Диапазон температур
- от -40 ° C до 150 ° C
- Время выполнения
- Цитируется по вакансии на основе вакансии
Доступно ускоренное обслуживание
Дополнительная информация
- Промышленность
- Автомобильная промышленность
Электронный
Гидравлический
- Отраслевые стандарты
- UL
Вернуться к началу
Оборудование для подготовки проводов (полуавтоматический инструмент для зачистки проводов и…
Провод Подготовка Оборудование ( Полуавтомат Устройство для зачистки проводов , и автоматические машины для резки и полос) Каталог 1307238, пересмотренный 4-00 Факты о продукции Полуавтоматические электрические и пневматические проволочные < / strong> Зачистки ■ Пневматические настольные электрические и машины ■ Автоматическая активация датчика / зажим провода для получения более единообразных и правильных полос ■ Полное и частичное снятие изоляции ■ Визуальный контроль для более быстрой проводки и ling ■ Универсальные лезвия V-образного типа обрабатывают провода различных диаметров (OD) ■ Хорошо подходят для многожильных кабелей с оболочкой ■ Небольшая площадь основания позволяет группировать несколько машин вместе Полуавтоматический Электрический Wire Stripper Automatic Cut и StripMachine ■ Полностью электрический; с микропроцессорным управлением — в памяти можно хранить до 250 различных настроек резки / зачистки ■ Обрабатывает твердый / прямой и edwire, а также и плоский кабель с застежкой-молнией (с дополнительными лезвиями) ■ Программируемый; Подсказки на светодиодном дисплее — упрощают настройку и операции. ■ Автоматическая загрузка и проволоки для быстрой замены. и укладчик проволоки обеспечивает экономичную работу Полуавтоматический пневматический провод стриппер полуавтоматический пневматический Wire Stripper — это компактная, легкая настольная машина с пневматическим приводом для зачистки проводов сечением до 14AWG [1.65 мм2], с наружным диаметром до 0,13 [3,2]. Полуавтоматический электрический провод Зачиститель зачищает провода до 10 AWG [5,26 мм 2], с изоляцией до 0,28 [7] макс. Обе модели имеют автоматическую активацию датчика и универсальные лезвия V-типа для обработки проводов различного диаметра без замены лезвий. Вы можете выбрать полную или частичную зачистку. Время машинного цикла для самой длинной полосы составляет примерно 0.Автоматическая машина для резки и полос — это полностью электрическая настольная машина с микропроцессорным управлением для обработки проволоки, и круглого и плоского кабеля. Он оснащен светодиодным дисплеем с подсказками для простых операций настройки и , автоматической загрузкой и разгрузки, а также универсальными лопастями и V-образного типа. Устройство предварительной подачи с номером детали 1214317-1, и Wire Stacker, номер по каталогу 1214318-1, доступно для автономной работы.(См. Стр. 2.) Машина способна обрабатывать 5 100 проволок в час (24 AWG [0,3 мм 2], длина 4 [100], частичная зачистка с обоих концов). Автоматическая обрезка и машины для зачистки (показаны с < strong> Wire Prefeeder и Wire Stacker Accessories) Нужна дополнительная информация? Для получения дополнительной информации, в частности об инструментах, позвоните в Центр технической поддержки AMP по телефону 1-800-522- 6752. Центр технической поддержки укомплектован специалистами, хорошо разбирающимися во всех продуктах AMP.Центр может предоставить вам: ■ Техническую поддержку ■ Каталоги ■ Техническую документацию ■ Образцы продуктов ■ Расположение авторизованных дистрибьюторов AMP ■ Факс-сервис AMP 24 часа в сутки 108937-4, 108938-2, 111054 Техническая документация Руководства для клиентов409-10004 Автоматическая резка и StripMachine409-10003 Wire Prefeeder409-10001 Wire Stacker409-10013 Полуавтоматический электрический Wire Инструмент для зачистки Инструкция 408-4502 Полуавтоматический пневматический Устройство для зачистки проводов © 1998 и 2000, Tyco ElectronicsCorporation.Все права защищены. AMP, AMP FAX и AMPOMATOR являются товарными знаками. Все остальные товарные знаки являются исключительной собственностью их соответствующих владельцев. Www.amp.com/tooling Чтобы получить чертежи или технические данные, свяжитесь со своим инженером по продажам AMP или позвоните в Центр технической поддержки AMP: 1-800-522-6752. Размеры указаны в дюймах и миллиметрах, если не указано иное. Значения в скобках являются эквивалентами в метрической системе. Возможны изменения. Проконсультируйтесь с AMP для получения последних спецификаций.1
Универсальный прецизионный полуавтоматический инструмент для зачистки проводов и кабелей, модель 3751
Универсальный прецизионный полуавтоматический стенд для снятия изоляции
Устройство для зачистки проводов и кабелей модели 3751 является универсальным и простым в использовании. 3751 идеально подходит для простых операций с небольшим объемом, чтобы избавить операторов от снятия изоляции вручную и до прецизионной зачистки без царапин и царапин. 3751 может быстро и точно зачистить одножильные провода и многие другие типы кабелей. Он отлично подходит для восстановления кабелей до нужной длины и снятия изоляции с концов предварительно отформованных многожильных силовых кабелей.Используя специальный многожильный ленточный пакет, 3751 может зачищать внутренние проводники многожильного кабеля за один проход.
Модель 3751 на 100% пневматическая и очень мощная. Он может снимать пластиковое покрытие с предварительно обрезанного стального троса, а также снимать аккумуляторный кабель сечением до 2 AWG (33,6 мм²). Для большинства производственных кабелей существует множество инструментов, которые можно адаптировать к этому небольшому стенду для снятия изоляции.
Загрузите спецификации Eubanks Engineering 3751 для зачистки проводов и кабелей для получения более подробной информации.
Удобство для пользователя
Для 3751 не требуется обучения. Машина активируется нажатием на педальный переключатель с пневматическим приводом, который удобно освобождает руки оператора. Чтобы зачистить провод, просто вставьте конец, который нужно зачищать, в слот, расположенный перед 3751, или выпустите его из отверстия выше. Как только провод окажется в нужном положении, нажмите на педаль, и все. 3751 автоматически зажмет провод, когда лезвия зачистки разрезают изоляцию, а затем полностью удалит ее или оставит на конце частично зачищенной.
Замена лезвия выполняется за секунды. Чтобы заменить лезвия, просто выключите подачу воздуха, снимите верхнюю пластиковую защиту, снимите два штифта лезвия и замените лезвия. Чтобы изменить длину полосы, просто ослабьте винт на зажиме, который удерживает ограничитель проволоки, установите ограничитель проволоки на нужную длину и снова затяните винт зажима.
Высокая точность
В наших пневматических съемниках используются уникальные прецизионные ножи и блоки, изготовленные вручную. Эти установки используются последние годы и позволяют получать полосу самого высокого качества.Во время работы по зачистке лезвия упираются друг в друга, точно отрезая по окружности проводника. Во время снятия изоляции изоляция надежно удерживается как верхними, так и нижними лезвиями ленты, обеспечивая идеальное линейное натяжение при снятии изоляции. В результате получается идеальный квадратный разрез изоляции на 180 ° без повреждения проводника.
Мы конструируем и производим все наши собственные лезвия, используя наши собственные процессы. Эти процессы обеспечивают высокую точность работы в течение длительного срока службы.Здесь Юбэнкс явно выделяется. Клиенты научились полагаться на наш обширный опыт в области ленточных ножей при адаптации к новым изоляционным материалам и тяжелым условиям эксплуатации.
HL-DWC-520 Полуавтоматическая машина для обвязки проволокой с двойной петлей
Полуавтоматическая машина для обвязки проволокой с двойной петлей HL-DWC-520 — это специализированное оборудование для обработки различных видов рулонов, которое подходит для обработки бумажных изделий, таких как блокнот, настенный календарь и альбом. Машина оснащена системой управления PLC и может регулироваться с помощью сенсорного экрана, который прост в эксплуатации и на самом деле является предпочтительным оборудованием в полиграфической и упаковочной промышленности.
Подробные данные: