Проволока для сварки алюминия полуавтоматом в Украине. Цены на Проволока для сварки алюминия полуавтоматом на Prom.ua
Флюсовая проволока (0.8 мм, 5 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
1 648 — 1 649 грн
от 2 продавцов
2 060 грн
1 648 грн
Купить
Интернет-магазин GIGATOOLS
Флюсовая проволока (0.8 мм, 1 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
348 — 349 грн
от 2 продавцов
436.25 грн
349 грн
Купить
Сварочный полуавтомат для сварки алюминия Луч Профи ALUMIG 280P Double Pulse Synergia
На складе
Доставка по Украине
39 600 грн
Купить
Сварочное оборудование и комплектующие Welds
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 0.8 мм
Доставка по Украине
349 грн
Купить
Сток Торг
Проволока для сварки алюминия Ф 0.8 мм AlMg-5 (ER 5356, АМг-5) кассета 1 кг
Доставка по Украине
589 грн
Купить
ТОВ «Київзварювання»
Сварочная проволока для сварки алюминия Ф 0. 8мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
8мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
375 грн/кг
Купить
ТОВ «Київзварювання»
Сварочная проволока для сварки алюминия Ф 1.0мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
2 625 грн
Купить
ТОВ «Київзварювання»
Сварочная проволока для сварки алюминия Ф 1.2мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
2 625 грн
Купить
ТОВ «Київзварювання»
Сварочная проволока для сварки алюминия Ф 1.6мм Filo AlSi-5 (ER 4043, АК-5) кассета 7кг.
Под заказ
Доставка по Украине
2 625 грн/кг
Купить
ТОВ «Київзварювання»
Сварочная горелка для сварки алюминия MIG NBC 200 ( SPOOL GUN) 4 m
Доставка по Украине
5 000 грн
Купить
Велдмастер
Проволока сварочная для алюминия Vulkan ER5356 1,0 мм 7кг
На складе в г. Винница
Винница
Доставка по Украине
3 553 грн
Купить
Укрсервіс
Проволока сварочная для алюминия Vulkan ER5356, 2 мм, 1 кг
На складе в г. Винница
Доставка по Украине
410 грн
Купить
Укрсервіс
Инверторный сварочный полуавтомат для сварки алюминия WMaster MIG ALUMIG 250 P Dpulse
Доставка по Украине
61 920 грн
Купить
СВАРМАСТЕР
Проволока сварочная алюминиевая присадочная Vulkan ER5356 2,4мм/1кг в прутьях
На складе в г. Винница
Доставка по Украине
514 грн
Купить
Укрсервіс
Алюминиевая проволока (0.8 мм, 0.5 кг) Gradient ER4043 AlSi5 для полуавтомата
Доставка из г. Львов
435 грн
348 грн
Купить
Интернет-магазин GIGATOOLS
Смотрите также
Флюсовая сварочная проволка для полуавтомата Edon E71T-GS 0.8мм 1кг
На складе
Доставка по Украине
399 грн
Купить
Дріт для зварювання алюмінію ER-5356, AlMg5, д. 1,0-1.2 мм(2кг)
1,0-1.2 мм(2кг)
Доставка по Украине
1 250 грн
Купить
ТОВ «ТПК «КОНТАКТ-ЗВАРЮВАННЯ»
Тефлоновый подающий канал Ø0.6-0.8 мм, длина 3.4 м синий для полуавтоматической сварки алюминиевой проволокой
На складе в г. Днепр
Доставка по Украине
214.20 грн
Купить
Спарк-Центр
Тефлоновый подающий канал Ø0.6 -0.8 мм, длина 4.4 м синий для полуавтоматической сварки алюминиевой проволокой
На складе в г. Днепр
Доставка по Украине
277.20 грн
Купить
Спарк-Центр
Тефлоновый подающий канал Ø0.6-0.8 мм, длина 5.4 м синий для полуавтоматической сварки алюминиевой проволокой
На складе в г. Днепр
Доставка по Украине
340.20 грн
Купить
Спарк-Центр
Тефлоновый подающий канал Ø1.0-1.2мм, длина 3.4 м красный для полуавтоматической сварки алюминиевой проволокой
На складе в г. Днепр
Доставка по Украине
214. 20 грн
20 грн
Купить
Спарк-Центр
Тефлоновый подающий канал Ø1.0-1.2мм, длина 4.4 м красный для полуавтоматической сварки алюминиевой проволокой
На складе в г. Днепр
Доставка по Украине
277.20 грн
Купить
Спарк-Центр
Проволока по алюминию ER4043 д.1,0мм упак.2кг Gradient
Доставка из г. Черкассы
1 200 грн/упаковка
Купить
ТОВ Пром-Індастрі
Проволока сварочная по алюминию ER5356 д.0,8мм катушка 1кг
Доставка из г. Черкассы
650 грн/упаковка
Купить
ТОВ Пром-Індастрі
Проволока по алюминию ER4043 д.1,2мм упак.2кг
Доставка по Украине
1 200 грн/упаковка
Купить
ТОВ Пром-Індастрі
Проволока сварочная по алюминию ER5356 д.1,2мм катушка 2кг
Доставка по Украине
1 200 грн/упаковка
Купить
ТОВ Пром-Індастрі
Проволока по алюминию ER4043 д.1,0мм упак.2кг
Доставка по Украине
1 200 грн/упаковка
Купить
ТОВ Пром-Індастрі
Пруток для сварки алюминия AlSi 5 (ER4043) / Böhler, Германия / Ø мм
На складе в г. Киев
Киев
Доставка по Украине
по 632 грн
от 2 продавцов
632 грн/кг
Купить
ЕВРОСВАРКА
Пруток для сварки алюминия Al 99,5 Ti (ER1450) / Elisental, Германия / Ø мм
На складе в г. Ивано-Франковск
Доставка по Украине
621 — 673 грн
от 2 продавцов
661 грн/кг
Купить
ЕВРОСВАРКА
Сварка алюминия полуавтоматом с газом (аргоном) и без
Устройства, в которых выступающая в качестве электрода проволока и защитный газ подаются в сварочный пистолет при нажатии на кнопку или курок, появились уже довольно давно. Их изначально высокая цена постепенно снизилась. Они появились не только в арсенале крупных предприятий, но и стали доступны людям, желающим приобрести подобное оборудование для собственных нужд. И все же, несмотря на значительное количество размещенных в сети статей и видео, условия, в которых протекает этот процесс, для многих остаются не слишком понятными.
Содержание страницы
- 1 Развеем мифы
- 2 Факты – упрямая вещь
- 3 Особые требования
- 4 Достоинства и недостатки
Развеем мифы
Попытаемся разъяснить интересующую многих тему. А чтобы не возникло недопонимания, постараемся, для начала, избавиться от домыслов и мифов, которые преследуют популярную технологию.
- Чистый алюминий практически никогда не употребляется в производстве, поскольку не обладает всеми необходимыми механическими свойствами. В большинстве случаев изготовителям приходится иметь дело со сплавами алюминия или, как минимум, металлом, насыщенным различными добавками.
- Чистый алюминий токсичен, но не способен нанести человеку вред при контакте, поскольку практически мгновенно покрывается оксидной пленкой. Таким образом, мы вступаем в контакт уже с оксидом алюминия и утверждение о том, что перед сваркой металла с его поверхности следует удалить окислы, теряет всякий смысл. На самом деле, поверхность свариваемых деталей должна быть очищена от загрязнений.

- В атмосферных условиях сварка алюминия полуавтоматом без газа невозможна. Место, где накладывается шов, должно быть защищено от воздействия внешней среды. Даже в том случае, когда газ не подается вместе со сварочной проволокой, он возникает при сгорании используемого флюса, создавая, таким образом, необходимую защиту. Существуют электроды с покрытием, выделяющим при сгорании защитный газ, но в полуавтоматах они не используются.
- Миг-сварка – это не название технологии, а термин, появившийся в нашей стране благодаря появлению на рынке полуавтоматов марки MIG. На самом деле, сварка алюминия может производиться на оборудовании любой фирмы, благо, что в различных производителях сейчас уже нет недостатка. Главное, чтобы используемый аппарат был качественным и исправным. Можно ли изготовить сварочный полуавтомат самому? В принципе да, но будет ли он дешевле заводского, и соответствовать всем необходимым требованиям?

Факты – упрямая вещь
Покончив с мифами, перейдем к реальным фактам, действительно оказывающим влияние на работу с перспективным, но не слишком послушным материалом.
- Наиболее простым способом обеспечить защиту свариваемого участка деталей от воздействия внешней среды является подача под давлением аргона. Этот благородный газ вполне доступен, хотя и стоит несколько дороже, чем используемый при работе со сталью углекислый газ. Хорошие результаты дает применение смеси аргона и гелия. Поскольку мы уже выяснили, что сварка алюминия полуавтоматом без аргона невозможна, то при отсутствии газа придется раздобыть где-то флюс.
- В состав флюсов для сварки алюминия, как правило, входят соли щелочных и щелочноземельных элементов и, в небольшом количестве, активизирующие химический процесс фтористые компоненты. Существует множество рецептов различного состава, подбираемых в зависимости от характеристик металла, с которым предстоит иметь дело. Так, для сварки получивших распространение алюминиево-марганцевых сплавов хорошо подходят флюсы АН-А1 и АН-А4. При их использовании соединительный шов получается ровным, однородным и не содержит посторонних включений.
- Даже при использовании защитного газа наилучшие результаты удается получить, обработав поверхность соединяемых деталей флюсом. Однако такая обработка занимает некоторое время и замедляет ход работ.
- В промышленных условиях для проведения работ лучше всего использовать оснащение, использующее принципы импульсной сварки. Именно с его помощью достигается оптимальный результат. Ввиду относительной сложности и дороговизны подобного оборудование, все более широкое распространение получают инверторные сварочные полуавтоматы. Не слишком уступая в качестве соединительного шва, они проще, и вполне могут быть использованы даже в домашних условиях.
- Особое внимание следует уделять качеству сварочной проволоки. Ее химический состав бывает различен, и должен подбираться с учетом химического состава, используемого для изготовления деталей алюминиевого сплава. Проволока низкого качества, не имеющая равномерного сечения и обладающая низкими механическими свойствами, затрудняет работу и часто приводит к повреждению оборудования.

Особые требования
Механические характеристики применяемой для сварки алюминия проволоки заставляют предъявлять определенные требования к конструкции полуавтоматов и их эксплуатации.
- Недопустимо, чтобы длина подающего шланга превышала три метра, а его защитная оплетка была склонна к скручиваниям или изломам. Важно, чтобы канал, по которому проходит проволока, был максимально ровным, без резких поворотов. Оптимально, если сам подающий канал изготовлен из тефлона.
- Механизм подачи должен протягивать проволоку без рывков, обеспечивая минимальное механическое воздействие на ее поверхность. Его компоненты следует своевременно осматривать на наличие повреждений и почаще смазывать, обеспечивая свободное вращение роликов.
- Наилучшие результаты удается получить на оборудовании, в конструкции которых предусмотрена возможность плавной и точной регулировки всех параметров. Важно все – сила тока, скорость, с которой подается проволока, количество поступающего газа. Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.
 Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.
Поскольку воздействие внешней среды может сказаться на качестве сварного шва в процессе его формирования, прекращение подачи газа должна происходить не одновременно с выключением тока, а с задержкой порядка 5 – 7 секунд.Сварка алюминия полуавтоматом требует от занимающегося ей специалиста определенных навыков и мастерства. И хотя посмотреть на видео, как работают профессионалы, не составляет проблемы, придерживаться их рекомендаций безоглядно не стоит. Такую информацию лучше всего использовать в качестве отправной точки, оттолкнувшись от которой можно поэкспериментировать и самому набраться опыта. Это важно, поскольку отличающиеся по составу и толщине материалы ведут себя по-разному, так же как и полуавтоматы, выпущенные различными производителями.
Достоинства и недостатки
Подводя итог, стоит заметить, что сварка алюминия полуавтоматом удобна, но все же не идеальна. Она имеет свои достоинства и недостатки.
Она имеет свои достоинства и недостатки.
При оценке преимуществ, несомненно, следует упомянуть следующие:
- Относительно низкую, по сравнению с другими технологиями, стоимость процесса. Благодаря этому он доступен как для больших предприятий, так и для частных специалистов.
- Универсальность оборудования. Оно может быть использовано для сварки различных материалов. Достаточно просто заменить подаваемые в сварочный пистолет газ и проволоку и произвести не слишком сложные регулировки.
- Доступность необходимых материалов. С ростом популярности технологии в проволоке, газе и флюсах не стало недостатка.
- Высокая скорость выполнения работ, подготовка к которым также не занимает много времени.
Что до недостатков, то к ним относятся:
- Обязательное использование защитного газа или флюсов. Без них качества соединения будет крайне низким
- Трудность подбора сварочной проволоки при отсутствии информации о составе материала, из которого изготовлены детали.
- Скорость протекания процесса требует от сварщика сноровки. Людям с плохой реакцией освоить сварку алюминия полуавтоматом бывает не под силу.

Вникать в особенности технологии можно очень долго, ведь на эту тему написано немало серьезных научных прудов. Но надеемся, что изложенной информации будет достаточно для того, чтобы на первом этапе оценить возможности процесса и принять решение о необходимости его использования.
Сварочная проволока — Autokaubad24.ee
Все товары доступны только в интернет-магазине
Eelmine 12Järgmine
odavamad ennem
2 pilti
Toote ID: 69972
Kood: 5954.1
Tootja: LAMPA
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
4.36 €
4.59 € -5%
LISA OSTUKORVI
сила тока 60–200 Amp
Kaitsegaas (argoon / CO2) – ( CO2 )
Pooli Ø 100 mm
главное применение
подходит legeerimata süsinikteraste liitmiseks.
Toote ID: 4005
Kood: 11-010872
Tootja: DECA
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
7.09 €
7.55 € -6%
LISA OSTUKORVI
Toote ID: 583734
Kood: DRUT MIG SA 0,8/0,45
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
9.23 €
LISA OSTUKORVI
Toote ID: 714821
Kood: 004029-15
Tootja: IDEAL (Telwin)
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
12.29 €
LISA OSTUKORVI
Toote ID: 837960
Kood: DRUTMIG0,8/0,45/SA
Tootja: IDEAL (Telwin)
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
14. 13 €
13 €
LISA OSTUKORVI
Сварочная проволока 0,8mm,,рулон 0,45kg, keevitamisel алюминия, do держатель SPOOL GUN
E-poes saadaval 1tk. Juurdetellimise võimalus puudub.
Toote ID: 708070
Kood: DRUT ALMG5 0,8/0,45
Tootja: IDEAL (Telwin)
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
18.46 €
LISA OSTUKORVI
Toote ID: 523512
Kood: DRUT SG2 0,8/5
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
18.56 €
LISA OSTUKORVI
2 pilti
D 1,0MM KG.0,4
Al/Mg 5% проволока Ø 1,0 mm (AWS A5.10: ER 5356 EN ISO 18273: S Al 5356 (AlMg5Cr(A))
сила тока 90-210 Amp
Kaitsegaas Argoon
главное применение
Täisalumiiniumtraat, который подходит до 5% magneesiumi sisaldavate сплавы для сварки, mida используется сооружения ehitamisel laevaehituses, raudteel, в автомобильной промышленности . ..
..
Toote ID: 4008
Kood: 11-010882
Tootja: DECA
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
19.48 €
20.71 € -6%
LISA OSTUKORVI
Toote ID: 515164
Kood: 0041.1 ADL
Tootja: ADLER
Tarneaeg väljastuspunkti 2tp / koju 3-4tp
Lisa võrdlusesse
23.66 €
LISA OSTUKORVI
Toote ID: 525114
Kood: 0032.0 ADL
Tootja: ADLER
Tarneaeg väljastuspunkti 2tp / koju 3-4tp
Lisa võrdlusesse
23.87 €
LISA OSTUKORVI
Сварочная проволока D.0,9MM KG.0,7 DECA
сила тока 40-100 Amp Pooli Ø 100 mm главное применение все в положений isevarjestatud проволока, идеальный углерод ühekäiguline keevitamine
Toote ID: 132858
Kood: 11-010818
Tootja: DECA
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
23. 87 €
87 €
25.40 € -6%
LISA OSTUKORVI
Toote ID: 513757
Kood: 0033.0 ADL
Tootja: ADLER
Tarneaeg väljastuspunkti 2tp / koju 3-4tp
Lisa võrdlusesse
27.29 €
LISA OSTUKORVI
2 pilti
Сварочная проволока, inox 0,8MM KG 0,7 DECA
Нержавеющая TERASTTRAAT Ø 0,8 mm (AWS A5.9: ER 308L Si EN ISO 14343-A: G 19 9 L Si) сила тока 65 — 220 Amp Kaitsegaas Argoon / CO2 главное применение Täistraat, который подходит AISI 301, 304 и 304L тип Нержавеющая сталь для сварки. отличный коррозионная стойкость….
Toote ID: 4009
Kood: 11-010892
Tootja: DECA
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
27.44 €
29.17 € -6%
LISA OSTUKORVI
Toote ID: 986685
Kood: 802728
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
32. 84 €
84 €
LISA OSTUKORVI
Toote ID: 525458
Kood: DRUT ALMG5 0,8/2
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
33.41 €
LISA OSTUKORVI
mag Сварочная проволока reel сталь ø1.0 — 5 kg d.200 — er70s-6 / g3si1
E-poes saadaval 3tk. Juurdetellimise võimalus puudub. изготовлено в Италии сталь (G3SI1) TÄISTRAAT MAG полный vaskkattega проволока gaaskeevitamiseks karboniseeritud на стали, legeerimata или madalsulamist. имеет много rakendusi metallkonstruktsioonides благодаря oma suurepärastele механическиe свойств. классификация AWS 5.18: ER 70S-6 EN ISO 14341-A: G46 4 M21 3Si1 / G 42 3 C1 3Si1
Toote ID: 774038
Kood: GYS086135
Tootja: GYS
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
35.29 €
44. -20% 06 €
06 €
LISA OSTUKORVI
E-poes saadaval 3tk. Juurdetellimise võimalus puudub. изготовлено в Италии сталь (G3SI1) TÄISTRAAT MAG полный vaskkattega проволока gaaskeevitamiseks karboniseeritud на стали, legeerimata или madalsulamist. имеет много rakendusi metallkonstruktsioonides благодаря oma suurepärastele механическиe свойств. классификация AWS 5.18: ER 70S-6 EN ISO 14341-A: G46 4 M21 3Si1 / G 42…
Toote ID: 774037
Kood: GYS086128
Tootja: GYS
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
36.31 €
45.29 € -20%
LISA OSTUKORVI
Toote ID: 526408
Kood: DRUT SG2 1,0/15
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
44.98 €
LISA OSTUKORVI
4 pilti
ток (A) 50-180
Legeerimata traatelektrood üldiste konstruktsiooniteraste, toruteraste и valuteraste GMA (MIG/MAG) для сварки, с использованием CO2 или segatud kaitsegaase, в зависимости от mitteväärismetalli толщины. обычно используется teraskonstruktsioonides, laevaehituses, для машин, paakide, katelde в производстве, в автомобильной промышленности. Eelsoojendus on не…
обычно используется teraskonstruktsioonides, laevaehituses, для машин, paakide, katelde в производстве, в автомобильной промышленности. Eelsoojendus on не…
Toote ID: 474164
Kood: 31-6208-5
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
52.07 €
55.39 € -6%
LISA OSTUKORVI
Toote ID: 1011090
Kood: DRUTMIG1,2/15/SG2/P
Tootja: IDEAL
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
55.08 €
LISA OSTUKORVI
Toote ID: 543565
Kood: DRUT ALMG5 3,2
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
58.91 €
LISA OSTUKORVI
3 pilti
Сварочная проволока D. 0,9MM 2kg DECA
0,9MM 2kg DECA
сила тока 40–100 A Spool Ø 200 mm главное область применения все в положений isevarjestatud проволока, идеальный süsinikterase ühekäiguline keevitamine.
Toote ID: 132859
Kood: 11-010816
Tootja: DECA
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
59.26 €
63.04 € -6%
LISA OSTUKORVI
Toote ID: 524738
Kood: DRUT ALMG5 1,0/2
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
59.93 €
LISA OSTUKORVI
Toote ID: 568274
Kood: DRUT MIG SA 0,8/4,5
Tootja: TELWIN
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
68.95 €
järelmaks 6 €
LISA OSTUKORVI
Toote ID: 837951
Kood: DRUTMIG0,8/2/ALMG5
Tootja: IDEAL (Telwin)
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
69. 62 €
62 €
järelmaks 6 €
LISA OSTUKORVI
Toote ID: 526034
Kood: 0035.0 ADL
Tootja: ADLER
Tarneaeg väljastuspunkti 2tp / koju 3-4tp
Lisa võrdlusesse
70.94 €
järelmaks 6 €
LISA OSTUKORVI
Toote ID: 837964
Kood: DRUTMIG1,0/2/ALMG5
Tootja: IDEAL (Telwin)
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
78.29 €
järelmaks 6 €
LISA OSTUKORVI
3 pilti
сталь MG2 Ø 1,2mm/15kg
ток (A) 120-280
Legeerimata traatelektrood üldiste konstruktsiooniteraste, toruteraste и valuteraste GMA (MIG/MAG) для сварки, с использованием CO2 или segatud kaitsegaase, в зависимости от mitteväärismetalli толщины. обычно используется teraskonstruktsioonides, laevaehituses, для машин, paakide, katelde в производстве, в автомобильной промышленности. Eelsoojendus on необходимо, в з…
Eelsoojendus on необходимо, в з…
Toote ID: 474166
Kood: 31-6212-15
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
82.93 €
88.23 € -6%
järelmaks 6 €
LISA OSTUKORVI
3 pilti
сталь MG2 Ø 1,0mm/15kg
ток (A) 80-230 Legeerimata traatelektrood üldiste konstruktsiooniteraste, toruteraste и valuteraste GMA (MIG/MAG) для сварки, с использованием CO2 или segatud kaitsegaase, в зависимости от mitteväärismetalli толщины. обычно используется teraskonstruktsioonides, laevaehituses, для машин, paakide, katelde в производстве, в автомобильной промышленности. Eelsoojendus on необходимо, в за…
Toote ID: 474165
Kood: 31-6210-15
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
84. 00 €
00 €
89.35 € -6%
järelmaks 6 €
LISA OSTUKORVI
3 pilti
ток (A) 50-180 Legeerimata traatelektrood üldiste konstruktsiooniteraste, toruteraste и valuteraste GMA (MIG/MAG) для сварки, с использованием CO2 или segatud kaitsegaase, в зависимости от mitteväärismetalli толщины. обычно используется teraskonstruktsioonides, laevaehituses, для машин, paakide, katelde в производстве, в автомобильной промышленности. Eelsoojendus on необходимо, в за…
Toote ID: 474163
Kood: 31-6208-15
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
86.85 €
92.41 € -6%
järelmaks 6 €
LISA OSTUKORVI
Eelmine 12Järgmine
Дріт для зварювання алюмінію в Києві від компанії «ТОВ «Київзварювання»».
Зварювання алюмінію може проходити тільки з використанням дроту з такого ж матеріалу. Цей зварювальний витратний матеріал підійде для роботи не тільки з чистим алюмінієм, але і з його поширеними в промисловості сплавами: AlSi і AlSiMg.
Цей зварювальний витратний матеріал підійде для роботи не тільки з чистим алюмінієм, але і з його поширеними в промисловості сплавами: AlSi і AlSiMg.
за порядкомза зростанням ціниза зниженням ціниза новизною
AL.4043.08.05
Дріт алюмінієвий ER4043 0.8 мм 0.5 кг
300 грн
В наявності
Зварювальний дріт для зварювання алюмінію Ф 0.
8 мм Filo AlSi-5 (ER 4043, АК-5) касета 7кг.375 грн/кг
Під замовлення
AL.4043.08.1
Зварювальний дріт для алюмінію Ф 0.8 мм AlSi-5 (ER 4043, АК-5) касета 1кг
589 грн
В наявності
AL.4043.12.2
Дріт алюмінієвий ER4043 1.2 мм 2 кг
1 022 грн
В наявності
AL.
4043.10.2Дріт алюмінієвий ER4043 1.0 мм 2 кг
1 026 грн
В наявності
Сваркова провокація для алюмінію Ф 1.0м AlMg-5 (ER 5356, АМг-5) касета 2кг
1 321 грн
В наявності
Зварювальний дріт для зварювання алюмінію Ф 1.2 мм Filo AlSi-5 (ER 4043, АК-5) касета 7кг.
2 625 грн
Під замовлення
Зварювальний дріт для зварювання алюмінію Ф 3.
25 мм Filo AlSi-5 (ER 4043, АК-5) касета 22кг.2 625 грн
Під замовлення
Зварювальний дріт для алюмінію 1.2 мм AlSi-5 (ER 4043, АК-5) касета 7кг
3 425 грн
В наявності
Зварювальний дріт для алюмінію 1.0 мм AlSi-5 (ER 4043, АК-5) касета 7кг
3 583 грн
В наявності
Зварювальний дріт для алюмінію Ф 0.
8 мм AlSi-5 (ER 4043, АК-5) касета 7кг2 969 грн
Немає в наявності
Сварковий дріт для алюмінію Ф.2м AlMg-5 (ER 5356, АМґ-5) касета 7кг
3 425 грн
Немає в наявності
 eyJwcm9kdWN0SWQiOjEzMzUxNDU2NjMsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjo1OTkxNTEsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0NTE0ODM3LjI1MDE3NzYsInBhZ2VJZCI6IjUwMzFkOTExLTYzMjctNDViNS1hMmE5LWY1NjdhYjA5Njc3NSIsInBvdyI6InYyIn0.Tzn18znOPN4FUmpw4Fxh4DX8EUuJXwUHGnOUU_pF388″ data-advtracking-product-id=»1335145663″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzUxNDU2NjMsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjo1OTkxNTEsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0NTE0ODM3LjI1MDE3NzYsInBhZ2VJZCI6IjUwMzFkOTExLTYzMjctNDViNS1hMmE5LWY1NjdhYjA5Njc3NSIsInBvdyI6InYyIn0.Tzn18znOPN4FUmpw4Fxh4DX8EUuJXwUHGnOUU_pF388″ data-advtracking-product-id=»1335145663″ data-tg-chain=»{"view_type": "preview"}»>Дріт алюмінієвий ER5356 0.8 мм 0.5 кг
300 грн
В наявності
 8 мм Filo AlSi-5 (ER 4043, АК-5) касета 7кг.
8 мм Filo AlSi-5 (ER 4043, АК-5) касета 7кг. qqGUDEApwpMCQpdswajV1LLzyaolLSrxIfpvOpTN7k0″ data-advtracking-product-id=»9846994″ data-tg-chain=»{"view_type": "preview"}»>
qqGUDEApwpMCQpdswajV1LLzyaolLSrxIfpvOpTN7k0″ data-advtracking-product-id=»9846994″ data-tg-chain=»{"view_type": "preview"}»>Дріт для зварювання алюмінію Ф 0.8 мм AlMg-5 (ER 5356, АМг-5) касета 1 кг
589 грн
В наявності
 eyJwcm9kdWN0SWQiOjEzMzUxMzY1MTAsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjo1OTkxNTEsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0NTE0ODM3LjI1NDkzMjYsInBhZ2VJZCI6IjU3MmE5OTgwLWZiMzItNDQ5NC1iNmQ2LTRkYTFkOWVlMzIwNSIsInBvdyI6InYyIn0.0st_7weNVf3jXqvfEYV0h34l7axE8_sHjBrhrSbCys0″ data-advtracking-product-id=»1335136510″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzUxMzY1MTAsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjo1OTkxNTEsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0NTE0ODM3LjI1NDkzMjYsInBhZ2VJZCI6IjU3MmE5OTgwLWZiMzItNDQ5NC1iNmQ2LTRkYTFkOWVlMzIwNSIsInBvdyI6InYyIn0.0st_7weNVf3jXqvfEYV0h34l7axE8_sHjBrhrSbCys0″ data-advtracking-product-id=»1335136510″ data-tg-chain=»{"view_type": "preview"}»>AL.5356.12.2
Дріт алюмінієвий ER5356 1.2 мм 2 кг
1 022 грн
В наявності
 4043.10.2
4043.10.2 PHU4TTcd4QUsmjV02uLB2YKZ12GUSOsI4gv6QmjctCg» data-advtracking-product-id=»23549656″ data-tg-chain=»{"view_type": "preview"}»>
PHU4TTcd4QUsmjV02uLB2YKZ12GUSOsI4gv6QmjctCg» data-advtracking-product-id=»23549656″ data-tg-chain=»{"view_type": "preview"}»>Зварювальний дріт для зварювання алюмінію Ф 1.0 мм Filo AlSi-5 (ER 4043, АК-5) касета 7кг.
2 625 грн
Під замовлення
 eyJwcm9kdWN0SWQiOjIzNTQ5NzEwLCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6NTk5MTUxLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDUxNDgzNy4yNjA0Mzg3LCJwYWdlSWQiOiI0NmNlMDE5Zi1kY2I2LTRlNzAtYWI2ZC1iZGRmZGIyMzYwZjgiLCJwb3ciOiJ2MiJ9.q1UwBqIzpJXuKL-E2nRJJZdvWXoaFTNoh37kB59K7S4″ data-advtracking-product-id=»23549710″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjIzNTQ5NzEwLCJjYXRlZ29yeUlkIjoxNDI3MDksImNvbXBhbnlJZCI6NTk5MTUxLCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2NDUxNDgzNy4yNjA0Mzg3LCJwYWdlSWQiOiI0NmNlMDE5Zi1kY2I2LTRlNzAtYWI2ZC1iZGRmZGIyMzYwZjgiLCJwb3ciOiJ2MiJ9.q1UwBqIzpJXuKL-E2nRJJZdvWXoaFTNoh37kB59K7S4″ data-advtracking-product-id=»23549710″ data-tg-chain=»{"view_type": "preview"}»>Зварювальний дріт для зварювання алюмінію Ф 1.6 мм Filo AlSi-5 (ER 4043, АК-5) касета 7кг.
2 625 грн/кг
Під замовлення
 25 мм Filo AlSi-5 (ER 4043, АК-5) касета 22кг.
25 мм Filo AlSi-5 (ER 4043, АК-5) касета 22кг. RrOQpUAOh5cZTRqXhIOCUiMT2qUx1CGyeOAXgoEXGU8″ data-advtracking-product-id=»22892024″ data-tg-chain=»{"view_type": "preview"}»>
RrOQpUAOh5cZTRqXhIOCUiMT2qUx1CGyeOAXgoEXGU8″ data-advtracking-product-id=»22892024″ data-tg-chain=»{"view_type": "preview"}»>Зварювальний дріт для алюмінію Ф 1.0 мм AlMg-5 (ER 5356, АМг-5) касета 7кг
3 582 грн
В наявності
 eyJwcm9kdWN0SWQiOjEzMzQ5ODg0NzcsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjo1OTkxNTEsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0NTE0ODM3LjI2NTY3NiwicGFnZUlkIjoiNDYyMzdmMTUtNWViNC00NWViLTg2MzUtODEyNTBkZDNlYzFmIiwicG93IjoidjIifQ.2AzksE6h6wGDisVHBOlZ6qeAXwW_BvCooZhFrBcKnwY» data-advtracking-product-id=»1334988477″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEzMzQ5ODg0NzcsImNhdGVnb3J5SWQiOjE0MjcwOSwiY29tcGFueUlkIjo1OTkxNTEsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY0NTE0ODM3LjI2NTY3NiwicGFnZUlkIjoiNDYyMzdmMTUtNWViNC00NWViLTg2MzUtODEyNTBkZDNlYzFmIiwicG93IjoidjIifQ.2AzksE6h6wGDisVHBOlZ6qeAXwW_BvCooZhFrBcKnwY» data-advtracking-product-id=»1334988477″ data-tg-chain=»{"view_type": "preview"}»>AL.5356.16.7
Дріт алюмінієвий ER5356 1.6 мм 7 кг
2 874 грн
Немає в наявності
 8 мм AlSi-5 (ER 4043, АК-5) касета 7кг
8 мм AlSi-5 (ER 4043, АК-5) касета 7кг16243248
Особливості використання
Проте варто відзначити, що алюмінієвий дріт зварювальний – це расходник, виготовлений не з чистого металу. У її склад також входять добавки. Приміром, до 0,2 % титану в зварювальному дроті допомагають накласти сверхмелкозернистый шов. Такий вид дроту, завдяки його технічним особливостям, використовують в авіа — і суднобудуванні.
Такий вид дроту, завдяки його технічним особливостям, використовують в авіа — і суднобудуванні.
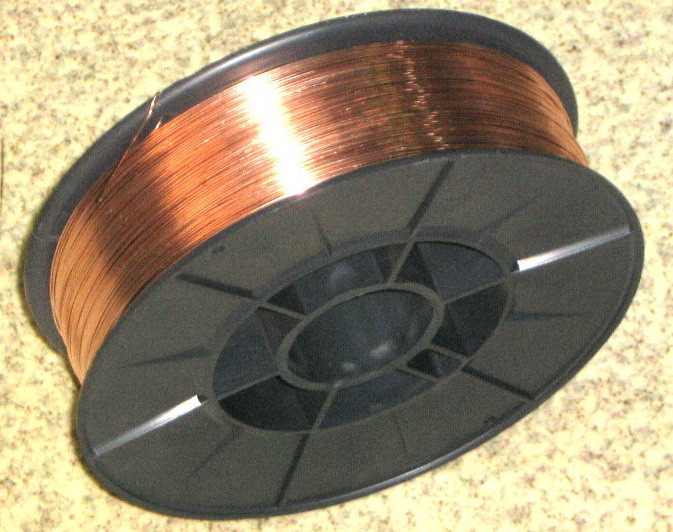
Дріт для алюмінію – один з головних витратних матеріалів напівавтоматичного зварювання. При використанні такої зварювального дроту в роботу також підключають аргон або його суміш з гелієм в якості захисного середовища, запобігає утворення оксидної плівки.
У аргонодугового зварюванні алюмінієвий дріт зварювальний використовується як присадний матеріал, а основним расходником є вольфрамові електроди (не плавляться).
Різновиди зварювальної алюмінієвого дроту (ГОСТ 7871-75)
• дріт із чистого алюмінію – марки СвА99, СвА97 і СвА85Т;
• дріт із сплаву алюміній+магній – марки СвАМг3, СвАМг5, СвАМг63 і Св1557;
• дріт із сплаву алюміній+кремній – марки СвАК5 і СвАК10;
• дріт із сплаву алюміній+мідь – марки Св1201;
• на ринку також існує різновид зварювального дроту 1437 AlSiMg (сплав AlCr і АВч).
Дріт для алюмінію за хімскладом повинна дублювати хімічний склад зварної деталі. Виняток становлять сплави алюмінію і магнію (зварювальний дріт повинна мати більший вміст магнію, ніж деталь, оскільки магній при термовоздействии починає швидко випаровуватися).
Виняток становлять сплави алюмінію і магнію (зварювальний дріт повинна мати більший вміст магнію, ніж деталь, оскільки магній при термовоздействии починає швидко випаровуватися).
Найпопулярнішим витратним матеріалом для зварювання алюмінію на ринку і у нас в каталозі є дріт СвАМг5, яка може працювати зі сплавами AlMg і AlZnMg. Вона дає щільний рівний шов.
Якщо ж вам необхідна спецпроволока для зварювання алюмінію, звертайтеся до наших консультантів – ми вирішимо будь-які зварювальні проблеми!
Что можно сварить с помощью Mig Welder? — PERFECT POWER — Welders, Welding Wire, Welding Equipment, Accessories & Gear
by kasonkiu
on
Категории: Технология сварки
Сварка МИГ обычно используется в цехах, где производится однотипная продукция продуктов высока и где меньше шансов, что ваша газовая защита будет снесена ветром. Он широко используется в строительных процессах, обработке листового металла в автомобильной промышленности, судостроении и ремонте автомобилей. Процесс может быть автоматическим или полуавтоматическим, а это означает, что в некоторых случаях для сварки используются роботы. В этой статье мы обсудим, что можно сваривать с помощью сварочного аппарата MIG и в каких отраслях промышленности обычно используется сварка MIG.
Процесс может быть автоматическим или полуавтоматическим, а это означает, что в некоторых случаях для сварки используются роботы. В этой статье мы обсудим, что можно сваривать с помощью сварочного аппарата MIG и в каких отраслях промышленности обычно используется сварка MIG.
Какие металлы можно сваривать MIG?
Этот вид сварки настолько распространен, что с его помощью можно сваривать практически любой материал. Хотя это может быть не лучший выбор для каждого применения, это экономичный, быстрый и эффективный метод сварки, который действительно удобен для начинающих, поэтому работодателям легко обучать и специализировать своих рабочих. Сварочный аппарат MIG обычно используется для сварки нержавеющей стали, алюминия и углеродистой стали. Однако его можно использовать и для сварки других металлов и сплавов, например:
1. кремниевая бронза
2. магний
3. медь
4. никель
Лестничные четыре не очень популярны среди населения, потому что они довольно дороги в исполнении и обычно сварка таких материалов, которые требуют кремнийорганической бронзы в качестве наполнителя, не часто используется в повседневной жизни.
Как правило, GMAW используется при ремонте автомобилей, строительстве, техническом обслуживании, сварке труб, робототехнике и на фермах.
Сварка MIG.
Существуют различные области применения сварки MIG, начиная от небольших предприятий и ремонтных мастерских и заканчивая тяжелыми сварочными процессами в крупных секторах сварочной промышленности. Он обычно используется в сталелитейной промышленности, судостроении и автомобильной промышленности. Хотя для некоторых сварка MIG может показаться сложным процессом, она по-прежнему остается одним из наиболее часто используемых сварочных процессов. Давайте посмотрим, что можно сварить с помощью сварочного аппарата MIG и как его используют в промышленности.
- Автомобильная промышленность
Это наиболее распространенный тип сварочного процесса, который используется для ремонта транспортных средств, таких как велосипеды, легковые и грузовые автомобили. Он очень подходит для сварки тонких металлов, так как обеспечивает прочность и надежность. Именно поэтому сварочный аппарат MIG используется для ремонта и сборки шасси автомобилей и мотоциклов. Металлы, сваренные методом MIG, также очень адаптируемы и прочны, что является неоспоримым требованием для автомобилей, которые должны выдерживать долгие годы эксплуатации. Сварка MIG не только дает долговечные результаты, но и очень удобна.
Многие автомобили в наши дни используют алюминий. Это металл, для быстрой и эффективной сварки которого требуется сварщик MIG. Нет никаких сомнений в том, что в ближайшем будущем сварка MIG станет одной из наиболее часто используемых технологий в обрабатывающей промышленности. - Строительство
Сталь является наиболее широко используемым металлом в строительстве во всем мире. Хотя сварка MIG чаще используется для сварки стальных конструкций. Его использование для стального строительства и обслуживания, вероятно, увеличится в ближайшие годы. Поскольку правительство США инвестирует в сектор ремонта и строительства, потребность в сварщиках MIG будет расти. - Высокопроизводительная сборка
Высокопроизводительная сборка включает крупномасштабное производство чего-либо или почти всего. Высокопроизводительная сборка или производство могут использоваться при изготовлении частей кораблей, деталей автомобилей, деталей для компьютеров и снаряжения для вооруженных сил. Сварка MIG используется при производстве этих деталей, потому что она не требует много времени и экономически эффективна, обеспечивая потрясающие результаты. Он также обычно используется в этом секторе, потому что его можно использовать на многих видах металлов. Его можно использовать для стали, углеродистой стали, алюминия, никеля и магния.
 Именно поэтому сварочный аппарат MIG используется для ремонта и сборки шасси автомобилей и мотоциклов. Металлы, сваренные методом MIG, также очень адаптируемы и прочны, что является неоспоримым требованием для автомобилей, которые должны выдерживать долгие годы эксплуатации. Сварка MIG не только дает долговечные результаты, но и очень удобна.
Именно поэтому сварочный аппарат MIG используется для ремонта и сборки шасси автомобилей и мотоциклов. Металлы, сваренные методом MIG, также очень адаптируемы и прочны, что является неоспоримым требованием для автомобилей, которые должны выдерживать долгие годы эксплуатации. Сварка MIG не только дает долговечные результаты, но и очень удобна. 
- В некоторых случаях сварка MIG может быть более дорогостоящей в зависимости от необходимого защитного газа.
- Процесс усложняется, если основной металл грязный или ржавеет.
- Если параметры процесса неточны, это может привести к непровару.
- Для замены баллона с защитным газом может потребоваться время, и он может мешать сварке.
- Обычно он не такой портативный, как некоторые другие методы сварки

Заключение:
Итак, к настоящему моменту мы знаем, что сварка MIG имеет множество применений, и вы можете использовать ее для сварки практически чего угодно. Кроме того, его использование и применение неизбежно возрастут в ближайшие годы, поскольку прогнозируется рост строительства и обслуживания.
Метки: GMAW mig сварщик mig сварка Сварка MIG обработка листового металла
27
Нравится (0)
В отличие от Нравится0001
Обновлено: Опубликовано:
Сварка МИГ, как и любой другой процесс, требует практики для оттачивания навыков. Для тех, кто новичок в этом, получение некоторых базовых знаний может вывести вашу сварку MIG на новый уровень. Или, если вы какое-то время занимаетесь сваркой, никогда не помешает переподготовка. Рассмотрите эти часто задаваемые вопросы вместе с ответами на них как советы по сварке, которые помогут вам.
Или, если вы какое-то время занимаетесь сваркой, никогда не помешает переподготовка. Рассмотрите эти часто задаваемые вопросы вместе с ответами на них как советы по сварке, которые помогут вам.
1. Какой приводной ролик следует использовать для I и как установить натяжение?
Размер и тип сварочной проволоки определяет приводной ролик, обеспечивающий плавную и равномерную подачу проволоки. Есть три распространенных варианта: V-образная накатка, U-образная канавка и V-образная канавка.
Парная газо- или самозащитная проволока с приводными роликами с V-образной накаткой. Эти сварочные проволоки мягкие благодаря своей трубчатой конструкции; зубья приводных роликов захватывают проволоку и проталкивают ее через привод механизма подачи. Используйте приводные ролики с U-образными канавками для подачи алюминиевой сварочной проволоки. Форма этих приводных роликов предотвращает повреждение этой мягкой проволоки. Приводные ролики с V-образными канавками являются лучшим выбором для сплошной проволоки.
Приводные ролики с V-образными канавками являются лучшим выбором для сплошной проволоки.
Чтобы настроить натяжение приводных роликов, сначала отпустите приводные ролики. Медленно увеличивайте натяжение, вводя проволоку в руку в перчатке. Продолжайте до тех пор, пока натяжение не станет на пол-оборота после проскальзывания троса. Во время процесса держите пистолет максимально прямо, чтобы избежать перекручивания кабеля, что может привести к плохой подаче проволоки.
Соблюдение некоторых ключевых рекомендаций, касающихся сварочной проволоки, приводных роликов и защитного газа, может помочь обеспечить хорошие результаты в процессе сварки MIG.
2. Как добиться наилучших результатов от сварочной проволоки MIG?
Проволока для сварки MIG различается по своим характеристикам и параметрам сварки. Всегда проверяйте спецификацию проволоки или техпаспорт, чтобы определить, какой ток, напряжение и скорость подачи проволоки рекомендует производитель присадочного металла. Спецификации обычно поставляются вместе со сварочной проволокой, или их можно загрузить с веб-сайта производителя присадочного металла. Эти листы также содержат требования к защитному газу, а также рекомендации по расстоянию от контакта до изделия (CTWD) и удлинению или вылету сварочной проволоки.
Спецификации обычно поставляются вместе со сварочной проволокой, или их можно загрузить с веб-сайта производителя присадочного металла. Эти листы также содержат требования к защитному газу, а также рекомендации по расстоянию от контакта до изделия (CTWD) и удлинению или вылету сварочной проволоки.
Вылет особенно важен для достижения оптимальных результатов. Слишком длинный вылет создает более холодный сварной шов, снижает силу тока и уменьшает проплавление шва. Более короткий вылет обычно обеспечивает более стабильную дугу и лучшее проплавление при низком напряжении. Как правило, наилучшая длина вылета – это самая короткая, разрешенная для приложения.
Надлежащее хранение сварочной проволоки и обращение с ней также имеют решающее значение для хороших результатов сварки MIG. Храните катушку в сухом месте, так как влага может повредить провод и потенциально привести к растрескиванию под действием водорода. Работайте с проводом в перчатках, чтобы защитить его от влаги или грязи с рук. Если проволока находится в механизме подачи проволоки, но не используется, накройте катушку или снимите ее и поместите в чистый пластиковый пакет.
Если проволока находится в механизме подачи проволоки, но не используется, накройте катушку или снимите ее и поместите в чистый пластиковый пакет.
3. Какое углубление для контактов следует использовать?
Углубление контактного наконечника или положение контактного наконечника внутри сварочного сопла MIG зависит от режима сварки, сварочной проволоки, области применения и используемого защитного газа. Как правило, при увеличении тока углубление контактного наконечника также должно увеличиваться. Вот несколько рекомендаций.
Углубление 1/8 или 1/4 дюйма хорошо подходит для сварки при силе тока более 200 ампер при сварке распылением или сильноточной импульсной сварке с использованием проволоки с металлическим сердечником и защитного газа с высоким содержанием аргона. В этих сценариях можно использовать выступ провода от 1/2 до 3/4 дюйма.
Держите контактный наконечник на одном уровне с соплом при сварке силой менее 200 ампер в режимах короткого замыкания или слаботочных импульсных режимах. Рекомендуется вылет провода от 1/4 до 1/2 дюйма. Вылет 1/4 дюйма при коротком замыкании, в частности, позволяет сваривать более тонкие материалы с меньшим риском прожога или коробления.
Рекомендуется вылет провода от 1/4 до 1/2 дюйма. Вылет 1/4 дюйма при коротком замыкании, в частности, позволяет сваривать более тонкие материалы с меньшим риском прожога или коробления.
При сварке труднодоступных соединений и токе менее 200 ампер контактный наконечник можно выдвинуть на 1/8 дюйма от сопла и использовать вылет на 1/4 дюйма. Эта конфигурация обеспечивает больший доступ к труднодоступным соединениям и хорошо работает в режимах короткого замыкания или слаботочных импульсных режимах.
Помните, что правильное углубление является ключом к уменьшению возможности пористости, недостаточного проникновения и прожога, а также к минимизации разбрызгивания.
Идеальное положение углубления контактного наконечника зависит от области применения. Общее правило: при увеличении тока должно увеличиваться и углубление.
4. Какой защитный газ лучше всего подходит для моей сварочной проволоки MIG?
Выбор защитного газа зависит от провода и области применения. CO2 обеспечивает хорошее проникновение при сварке более толстых материалов, и вы можете использовать его для более тонких материалов, поскольку он имеет тенденцию к более низкой температуре, что снижает риск прожога. Для еще большего проплавления сварного шва и высокой производительности используйте газовую смесь 75 % аргона и 25 % CO2. Эта комбинация также производит меньше брызг, чем CO2, поэтому требуется меньше очистки после сварки.
CO2 обеспечивает хорошее проникновение при сварке более толстых материалов, и вы можете использовать его для более тонких материалов, поскольку он имеет тенденцию к более низкой температуре, что снижает риск прожога. Для еще большего проплавления сварного шва и высокой производительности используйте газовую смесь 75 % аргона и 25 % CO2. Эта комбинация также производит меньше брызг, чем CO2, поэтому требуется меньше очистки после сварки.
Используйте защитный газ, содержащий 100 % CO2, или смесь 75 % CO2/25 % аргона в сочетании со сплошной проволокой из углеродистой стали. Алюминиевая сварочная проволока требует защитного газа аргона, в то время как проволока из нержавеющей стали лучше всего работает с тройной смесью гелия, аргона и CO2. Всегда обращайтесь к спецификации провода для получения рекомендаций.
5. Как лучше всего контролировать сварочную ванну?
Во всех положениях лучше всего направлять сварочную проволоку к передней кромке сварочной ванны. Если вы выполняете сварку в нестандартном положении (вертикально, горизонтально или над головой), малый размер сварочной ванны обеспечивает наилучший контроль. Также используйте проволоку наименьшего диаметра, которая будет достаточно заполнять сварной шов.
Если вы выполняете сварку в нестандартном положении (вертикально, горизонтально или над головой), малый размер сварочной ванны обеспечивает наилучший контроль. Также используйте проволоку наименьшего диаметра, которая будет достаточно заполнять сварной шов.
Вы можете измерить подводимое тепло и скорость перемещения по образующемуся валику сварного шва и соответствующим образом отрегулировать его, чтобы добиться лучшего контроля и лучших результатов. Например, если сварной шов получается слишком высоким и тонким, это означает, что подводимая теплота слишком мала и/или ваша скорость перемещения слишком высока. Плоский, широкий буртик указывает на слишком высокую погонную энергию и/или слишком низкую скорость перемещения. Отрегулируйте свои параметры и технику соответствующим образом, чтобы добиться идеального сварного шва, который имеет небольшую выпуклость, которая просто касается металла вокруг него.
Эти ответы на часто задаваемые вопросы касаются лишь некоторых передовых методов сварки MIG. Всегда следуйте процедурам сварки, чтобы получить оптимальные результаты. Кроме того, у многих производителей сварочного оборудования и проволоки есть номера технической поддержки, по которым можно связаться с вопросами. Они могут послужить отличным ресурсом для вас.
Всегда следуйте процедурам сварки, чтобы получить оптимальные результаты. Кроме того, у многих производителей сварочного оборудования и проволоки есть номера технической поддержки, по которым можно связаться с вопросами. Они могут послужить отличным ресурсом для вас.
Опубликовано в блоге Amperage, General WeldingTagged article
Поиск в нашем блоге
Статьи по теме
Дополнительные ресурсы
Что такое сварка MIG? (с картинками)
`;
Мюррей Андерсон
Сварка металла в среде инертного газа (MIG), также иногда называемая дуговой сваркой металлическим газом (GMAW), представляет собой процесс, разработанный в 1940с для сварки алюминия и других цветных металлов. Сварка МИГ представляет собой автоматический или полуавтоматический процесс, в котором проволока, подключенная к источнику постоянного тока, действует как электрод для соединения двух кусков металла при непрерывном пропускании через сварочный пистолет. Поток инертного газа, изначально аргона, также пропускают через сварочную горелку одновременно с проволочным электродом. Этот инертный газ действует как защитный экран, не давая переносимым по воздуху загрязняющим веществам попасть в зону сварки.
Сварка МИГ представляет собой автоматический или полуавтоматический процесс, в котором проволока, подключенная к источнику постоянного тока, действует как электрод для соединения двух кусков металла при непрерывном пропускании через сварочный пистолет. Поток инертного газа, изначально аргона, также пропускают через сварочную горелку одновременно с проволочным электродом. Этот инертный газ действует как защитный экран, не давая переносимым по воздуху загрязняющим веществам попасть в зону сварки.
Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы «сварки электродом». Это делает его идеальным для сварки более мягких металлов, таких как алюминий. Когда этот метод был впервые разработан, стоимость инертного газа делала процесс слишком дорогим для сварки стали. Однако с течением времени этот процесс развивался, и полуинертные газы, такие как двуокись углерода, теперь могут использоваться для обеспечения функции защиты, что теперь делает сварку MIG экономически выгодной для сварки стали.
Это делает его идеальным для сварки более мягких металлов, таких как алюминий. Когда этот метод был впервые разработан, стоимость инертного газа делала процесс слишком дорогим для сварки стали. Однако с течением времени этот процесс развивался, и полуинертные газы, такие как двуокись углерода, теперь могут использоваться для обеспечения функции защиты, что теперь делает сварку MIG экономически выгодной для сварки стали.
Помимо возможности сварки цветных металлов, сварка МИГ имеет и другие преимущества:
- Позволяет производить длинные непрерывные швы намного быстрее, чем традиционные методы сварки.
- Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим разбрызгиванием.
- Может использоваться с широким спектром металлов и сплавов.

К основным недостаткам сварки MIG относятся следующие:
- Оборудование довольно сложное, так как для сварки MIG требуется источник постоянного тока, постоянный источник и поток газа, а также постоянно движущийся проволочный электрод. Кроме того, электроды доступны в широком диапазоне размеров и изготавливаются из различных типов металлов в соответствии с назначением сварки.
- Реальная используемая технология отличается от традиционных методов сварки, поэтому даже для опытных сварщиков существует кривая обучения, связанная со сваркой MIG. Например, сварщикам MIG может потребоваться отодвинуть сварочную ванну от себя и вдоль шва.
- Необходимость защиты от инертного газа означает, что сварку MIG нельзя использовать на открытой площадке, где ветер может сдуть защиту от газа, если не будут приняты другие меры предосторожности для предотвращения этого.
 Например, сварщикам MIG может потребоваться отодвинуть сварочную ванну от себя и вдоль шва.
Например, сварщикам MIG может потребоваться отодвинуть сварочную ванну от себя и вдоль шва.С момента своего появления в середине 20-го века сварка MIG стала обычным явлением во многих производственных операциях. Например, он широко используется в автомобильной промышленности из-за его способности производить чистые сварные швы и того факта, что он быстро сваривает металлы.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Добро пожаловать на крупнейший в мире веб-сайт по сварке MIG, порошковой проволокой и сварке TIG. Этот веб-сайт был впервые создан в 1997 году Эдом Крейгом. Свяжитесь с Эд. [email protected] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
БОЛЬШЕ АЛЮМИНИЯ СОВЕТЫ ПО СВАРКЕ И ДАННЫЕ:
. .
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| наверх | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Контроль процесса сварки и лучшие методы сварки. Чтобы выявить первопричину проблем со сваркой GMAW (MIG) и порошковой проволокой (FCAW), требуется управление процессом сварки — передовой опыт и множество Weld Reality. Сайт предоставляет информацию и данные о сварке MIG — Flux Cord и TIG, необходимые для достижения максимально возможного качества ручной и роботизированной сварки, всегда при минимально возможных затратах на сварку.
Контроль процесса сварки и лучшие методы сварки. Чтобы выявить первопричину проблем со сваркой GMAW (MIG) и порошковой проволокой (FCAW), требуется управление процессом сварки — передовой опыт и множество Weld Reality. Сайт предоставляет информацию и данные о сварке MIG — Flux Cord и TIG, необходимые для достижения максимально возможного качества ручной и роботизированной сварки, всегда при минимально возможных затратах на сварку. Безрецептурное оборудование намного дешевле и является наиболее экономичным оборудованием для импульсной сварки MIG. В то время, когда это было написано, OTC обеспечивала превосходные выходные характеристики импульсной сварки MIG, чем сравнительное североамериканское импульсное оборудование MIG, и когда я понял, что мне нужна электроника как часть сварки MIG, я выбрал OTC..
Безрецептурное оборудование намного дешевле и является наиболее экономичным оборудованием для импульсной сварки MIG. В то время, когда это было написано, OTC обеспечивала превосходные выходные характеристики импульсной сварки MIG, чем сравнительное североамериканское импульсное оборудование MIG, и когда я понял, что мне нужна электроника как часть сварки MIG, я выбрал OTC.. 

 футов/ч. Если вы используете аргоновый расходомер и гелиевую смесь
и установить на 40 кубических футов в час, вы можете получить на 50% больше газа, чем вам нужно. Для гелия аргона
смеси используют расходомер, предназначенный для гелия.
футов/ч. Если вы используете аргоновый расходомер и гелиевую смесь
и установить на 40 кубических футов в час, вы можете получить на 50% больше газа, чем вам нужно. Для гелия аргона
смеси используют расходомер, предназначенный для гелия. 

 Для алюминиевых деталей >4 мм, традиционное распыление MIG
передача
должны обеспечивать превосходное плавление и меньшую пористость.
Для алюминиевых деталей >4 мм, традиционное распыление MIG
передача
должны обеспечивать превосходное плавление и меньшую пористость.  Считайте 0,046 наименьшей практичной алюминиевой сварочной проволокой.
Считайте 0,046 наименьшей практичной алюминиевой сварочной проволокой.


 прочность.
прочность. 

 Это беспокойство возрастает, когда алюминий
компоненты >3 мм. Чем толще деталь, тем больше теплоотвод.
непровар характерен для первых 6 мм шва. Если ваш алюминий
сварные швы > 3 мм и подвержены напряжению или усталости, следующие моменты будут
помощь в улучшении плавления в начале сварки и проблем с кратерами сварки. Немного
оборудование для сварки квасцов обеспечивает функцию горячего запуска, которая позволит вам установить
больший сварочный ток для начала.
Это беспокойство возрастает, когда алюминий
компоненты >3 мм. Чем толще деталь, тем больше теплоотвод.
непровар характерен для первых 6 мм шва. Если ваш алюминий
сварные швы > 3 мм и подвержены напряжению или усталости, следующие моменты будут
помощь в улучшении плавления в начале сварки и проблем с кратерами сварки. Немного
оборудование для сварки квасцов обеспечивает функцию горячего запуска, которая позволит вам установить
больший сварочный ток для начала.  график сварки первых 6 мм шва.
график сварки первых 6 мм шва.  ток в кратере будет знать о преимуществах кратера при применении к MIG
сварка.
ток в кратере будет знать о преимуществах кратера при применении к MIG
сварка. Это одна из причин, по которой проблемы с нестабильностью вызывают беспокойство.
с импульсным процессом MIG.
Это одна из причин, по которой проблемы с нестабильностью вызывают беспокойство.
с импульсным процессом MIG. 
 Спасибо, Дебора.
Робинзон
Спасибо, Дебора.
Робинзон  Вы должны сварить небольшой
участок и разрежьте его и проверьте полученный профиль сплавления шва. С уважением Эд
Вы должны сварить небольшой
участок и разрежьте его и проверьте полученный профиль сплавления шва. С уважением Эд 
 С
робот использует данные горячего старта в сочетании с задней рукой и более коротким WSO на дуге
Начало.
С
робот использует данные горячего старта в сочетании с задней рукой и более коротким WSO на дуге
Начало.  Проверьте скорость подачи проволоки по тому, сколько проволоки выходит из горелки за 10 секунд, затем
настройка параметров сварки, регулировка подачи проволоки, пошаговая регулировка подачи проволоки
10%.
Проверьте скорость подачи проволоки по тому, сколько проволоки выходит из горелки за 10 секунд, затем
настройка параметров сварки, регулировка подачи проволоки, пошаговая регулировка подачи проволоки
10%. фидер) 140 ампер 23 вольта.
фидер) 140 ампер 23 вольта. К
уменьшите длину дуги, уменьшите напряжение.
К
уменьшите длину дуги, уменьшите напряжение.
 подача проволоки
подача проволоки 

 На протяжении десятилетий производители алюминиевой проволоки выпускали 0,035–0,046–0,062 квасцов.
провода. Если бы основные производители алюминиевой сварочной проволоки использовали хороший контроль процесса сварки
отдельных лиц и штатных менеджеров по маркетингу сварочной проволоки, которые действительно понимали проблемы сварки, возникающие при сварке алюминия методом MIG s, при импульсном процессе MIG.
был введен, они бы разработали 0,052 (1,4 мм)
алюминиевая присадочная проволока .
На протяжении десятилетий производители алюминиевой проволоки выпускали 0,035–0,046–0,062 квасцов.
провода. Если бы основные производители алюминиевой сварочной проволоки использовали хороший контроль процесса сварки
отдельных лиц и штатных менеджеров по маркетингу сварочной проволоки, которые действительно понимали проблемы сварки, возникающие при сварке алюминия методом MIG s, при импульсном процессе MIG.
был введен, они бы разработали 0,052 (1,4 мм)
алюминиевая присадочная проволока .  Интересно, существует ли маркетинг алюминиевой проволоки?
человек, который, наконец, может предложить индустрии сварки квасцов что-то, что
действительно обеспечивают практические преимущества сварки .
Интересно, существует ли маркетинг алюминиевой проволоки?
человек, который, наконец, может предложить индустрии сварки квасцов что-то, что
действительно обеспечивают практические преимущества сварки . 
 При попытке
установить квалификацию процедуры сварки для разделки швов, мы не смогли
для достижения минимальной прочности на растяжение в соответствии с требованиями 97 Конструкционный сварной шов AWS
код ДИ.2-97. Целостность сварного шва выглядит нормально, однако поперечное натяжение
испытания в ЗТВ не проходят, при недопустимых, нормированных АРМ прочностных нагрузках.
При попытке
установить квалификацию процедуры сварки для разделки швов, мы не смогли
для достижения минимальной прочности на растяжение в соответствии с требованиями 97 Конструкционный сварной шов AWS
код ДИ.2-97. Целостность сварного шва выглядит нормально, однако поперечное натяжение
испытания в ЗТВ не проходят, при недопустимых, нормированных АРМ прочностных нагрузках.  Этот алюминиевый сплав нагревается до 990F, который растворяет элементы сплава
магния и кремния в силицид магния в перенасыщенный раствор.
Затем следует закалка в воде для улавливания образующихся элементов в пересыщенном
решение. Затем материал повторно нагревают до температуры 300°F и выдерживают в течение заданного времени.
время, (это старение). Старение проводят для осаждения некоторых соединений.
/ элементы из пересыщенного состояния для улучшения механических свойств.
Сплав 6061-T6 в несваренном состоянии будет иметь ок. предел прочности
приблизительно 45 тыс.фунтов/кв.дюйм.Сварка
нарушает тщательно контролируемую термообработку и минимальную прочность на растяжение 6061-T6
уменьшается до ок.
Этот алюминиевый сплав нагревается до 990F, который растворяет элементы сплава
магния и кремния в силицид магния в перенасыщенный раствор.
Затем следует закалка в воде для улавливания образующихся элементов в пересыщенном
решение. Затем материал повторно нагревают до температуры 300°F и выдерживают в течение заданного времени.
время, (это старение). Старение проводят для осаждения некоторых соединений.
/ элементы из пересыщенного состояния для улучшения механических свойств.
Сплав 6061-T6 в несваренном состоянии будет иметь ок. предел прочности
приблизительно 45 тыс.фунтов/кв.дюйм.Сварка
нарушает тщательно контролируемую термообработку и минимальную прочность на растяжение 6061-T6
уменьшается до ок. 24 фунта на квадратный дюйм. При сварке, многопроходной сварке или высокой температуре сварки
может значительно снизить предел прочности алюминия. При сварке 6061 T6
сплавы с присадочными металлами 4ххх или 5ххх, в соответствии с нормами, минимальное сопротивление растяжению
требования прочности, убедитесь, что вы соответствуете «минимальному» основному металлу
Требования к толщине, выгодно использовать более толстую пластину, так как это обеспечивает
больший теплоотвод для квалификационного испытания сварки. Обеспечьте соблюдение
термообработка и время выдержки. Для получения информации см. AWS Structural Weld Code.
24 фунта на квадратный дюйм. При сварке, многопроходной сварке или высокой температуре сварки
может значительно снизить предел прочности алюминия. При сварке 6061 T6
сплавы с присадочными металлами 4ххх или 5ххх, в соответствии с нормами, минимальное сопротивление растяжению
требования прочности, убедитесь, что вы соответствуете «минимальному» основному металлу
Требования к толщине, выгодно использовать более толстую пластину, так как это обеспечивает
больший теплоотвод для квалификационного испытания сварки. Обеспечьте соблюдение
термообработка и время выдержки. Для получения информации см. AWS Structural Weld Code.  *
Если возможно, при использовании светильников обратите внимание на медные компоненты, которые могут
быть прикреплены рядом со сварным швом, чтобы действовать как «радиатор».
*
Если возможно, при использовании светильников обратите внимание на медные компоненты, которые могут
быть прикреплены рядом со сварным швом, чтобы действовать как «радиатор». 
 В таких случаях логично беспокоиться о сварочной проволоке.
выбор и механическая прочность «шва» после нагрева после сварки
лечение. Помните, что присадочные сплавы 5183 — 5356 -5556 не подлежат термообработке.
сплавы, способные претерпевать отрицательные изменения при термической обработке.
Присадочный сплав 4043 также не подвергается термической обработке, однако, когда этот сварной шов имеет растворение
с основным металлом результирующие свойства сварного шва могут реагировать на термическую обработку.
Рассмотрите возможность применения для последующей термообработки проволоки 4643 MIG или TIG, т.к.
эти сварочные материалы поддаются термообработке и могут обеспечить сварку сравнимой прочности.
В таких случаях логично беспокоиться о сварочной проволоке.
выбор и механическая прочность «шва» после нагрева после сварки
лечение. Помните, что присадочные сплавы 5183 — 5356 -5556 не подлежат термообработке.
сплавы, способные претерпевать отрицательные изменения при термической обработке.
Присадочный сплав 4043 также не подвергается термической обработке, однако, когда этот сварной шов имеет растворение
с основным металлом результирующие свойства сварного шва могут реагировать на термическую обработку.
Рассмотрите возможность применения для последующей термообработки проволоки 4643 MIG или TIG, т.к.
эти сварочные материалы поддаются термообработке и могут обеспечить сварку сравнимой прочности. Прочность не уступает основному материалу.
Прочность не уступает основному материалу.  Как мы можем уменьшить
шов трескается.
Как мы можем уменьшить
шов трескается.  Я считаю, что 4043 имеет
наименьшая чувствительность к трещинам, но самая низкая прочность, однако я не знаю разницы
между 5356 и 5556. Мне нужна наилучшая прочность после сварки для минимальных
размеры филе.
Я считаю, что 4043 имеет
наименьшая чувствительность к трещинам, но самая низкая прочность, однако я не знаю разницы
между 5356 и 5556. Мне нужна наилучшая прочность после сварки для минимальных
размеры филе.  Большинство сварных швов
изготавливаются из проволоки 5356 методом TIG. Искажения на креплении,
зажимаемые детали могут быть от 1/16 до 1/4. Мы рассматриваем возможность перехода на импульсный
ПРОЦЕСС MIG ВЫ СЧИТАЕТЕ ЭТО РЕШЕНИЕМ. Спасибо. Фрэнк Гивенс.
Большинство сварных швов
изготавливаются из проволоки 5356 методом TIG. Искажения на креплении,
зажимаемые детали могут быть от 1/16 до 1/4. Мы рассматриваем возможность перехода на импульсный
ПРОЦЕСС MIG ВЫ СЧИТАЕТЕ ЭТО РЕШЕНИЕМ. Спасибо. Фрэнк Гивенс.  Там
есть ряд проблем, происходящих с вашим приложением.
Там
есть ряд проблем, происходящих с вашим приложением.  на одной части и процесс TIG был использован на другой части для сравнения.
на одной части и процесс TIG был использован на другой части для сравнения. Устранение распространенных причин сварочной пористости |
Перейти к содержимому
НАСАДКИ ДЛЯ СВАРКИ
Пористость, несплошности в виде полостей, образованные захватом газа во время затвердевания1, является распространенным, но обременительным дефектом при сварке МИГ, который возникает по нескольким причинам. Он может появляться в полуавтоматических или роботизированных приложениях и требует удаления и доработки в обоих случаях, что приводит к простоям и увеличению затрат.
Основной причиной пористости при сварке стали является азот (N2), который попадает в сварочную ванну. Когда жидкая ванна остывает, растворимость N2 значительно снижается, и N2 выходит из расплавленной стали, образуя пузырьки (поры). При гальванопокрытии/сварке с отжигом испарившийся цинк может попасть в сварочную ванну, и если не будет достаточно времени, чтобы уйти до того, как ванна затвердеет, он образует пористость. При сварке алюминия вся пористость создается водородом (h3), точно так же, как N2 работает в стали.
Сварочная пористость может проявляться снаружи или внутри (часто называемая подповерхностной пористостью). Он также может развиваться в одной точке сварного шва или по всей его длине, что приводит к получению непрочных сварных швов.
Знание того, как определить основные причины пористости и как быстро их устранить, может помочь улучшить качество, производительность и прибыль.
- Плохое покрытие защитным газом является наиболее распространенной причиной пористости при сварке, поскольку он позволяет атмосферным газам (N2 и h3) загрязнять сварочную ванну. Недостаточное покрытие может возникать по нескольким причинам, включая, помимо прочего, недостаточный расход защитного газа, утечки в газовом канале или слишком большой поток воздуха в сварочной камере. Слишком высокая скорость движения также может быть причиной.
Если оператор подозревает, что причиной проблемы является плохой расход, попробуйте отрегулировать расходомер газа, чтобы убедиться в адекватности расхода. Например, при использовании режима переноса распылением должно быть достаточно потока от 35 до 50 кубических футов в час (cfh). Сварка при более высоких токах требует увеличения скорости потока, но важно не устанавливать слишком высокую скорость. Это может привести к турбулентности в некоторых конструкциях пистолетов, которая нарушает покрытие защитным газом.
Важно отметить, что пистолеты разной конструкции имеют разные характеристики потока газа (см. изображения: плавный поток газа и турбулентный поток газа). «Оптимальная зона» расхода газа для верхней конструкции намного больше, чем для нижней конструкции. Это то, что инженер-сварщик должен учитывать при настройке сварочной камеры.
Также проверьте на наличие повреждений газовый шланг, штуцеры и разъемы, а также уплотнительные кольца на штыре питания сварочной горелки MIG. Замените по мере необходимости.
При использовании вентиляторов для охлаждения операторов или деталей в сварочной камере следите за тем, чтобы они не были направлены непосредственно на зону сварки, где они могут нарушить газовое покрытие. Поместите экран в сварочную камеру для защиты от внешнего потока воздуха.
Повторно коснитесь программы в роботизированных приложениях, чтобы убедиться, что имеется надлежащее расстояние от наконечника до изделия, которое обычно составляет от ½ до 3/4 дюйма, в зависимости от желаемой длины дуги.
Наконец, уменьшите скорость перемещения, если пористость сохраняется, или проконсультируйтесь с поставщиком горелки MIG по поводу других передних компонентов с лучшим газовым покрытием.
- Загрязнение недрагоценными металлами является еще одной причиной возникновения пористости — от масла и жира до прокатной окалины и ржавчины. Влажность также может способствовать этому разрыву, особенно при сварке алюминия. Эти типы загрязнений обычно приводят к внешней пористости, которая видна оператору. Оцинкованная сталь более склонна к подповерхностной пористости.
Для борьбы с внешней пористостью обязательно тщательно очистите основной материал перед сваркой и рассмотрите возможность использования сварочной проволоки с металлическим сердечником. Этот тип проволоки имеет более высокий уровень раскислителей, чем сплошная проволока, поэтому он более устойчив к любым оставшимся загрязнениям на основном материале. Всегда храните эти и любые другие провода в сухом, чистом месте с такой же или немного более высокой температурой, чем установка. Это поможет свести к минимуму образование конденсата, который может привести к попаданию влаги в сварочную ванну и вызвать пористость. Не храните провода на холодных складах или на открытом воздухе.
При сварке оцинкованной стали цинк испаряется при более низкой температуре, чем плавится сталь, а высокая скорость перемещения приводит к быстрому замерзанию сварочной ванны. Это может удерживать пары цинка в стали, что приводит к пористости. Боритесь с этой ситуацией, контролируя скорость движения. Опять же, рассмотрим специально разработанную (формула флюса) проволоку с металлическим сердечником, которая способствует удалению паров цинка из сварочной ванны.
- Забитые и/или слишком маленькие сопла также могут вызвать пористость. Сварочные брызги могут скапливаться в сопле и на поверхности контактного наконечника и диффузора, что приводит к ограничению потока защитного газа или делает его турбулентным. В обоих случаях сварочная ванна остается с недостаточной защитой.
Ситуация усугубляется тем, что сопло слишком маленькое для данного применения и более склонно к большему и быстрому накоплению брызг. Сопла меньшего размера могут обеспечить лучший доступ к стыку, но также препятствуют потоку газа из-за меньшей площади поперечного сечения, разрешенной для потока газа. Всегда помните о том, что выступ контактного наконечника относительно сопла (или углубления) может быть различным, так как это может быть еще одним фактором, влияющим на поток защитного газа и пористость при выборе сопла.
Имея это в виду, убедитесь, что сопло достаточно большое для данного применения. Как правило, для применений с высоким сварочным током с использованием проволоки большего диаметра требуется сопло с большим диаметром отверстия.
При полуавтоматической сварке периодически проверяйте наличие сварочных брызг в сопле и удаляйте его с помощью плоскогубцев (сварщиков) или заменяйте сопло, если необходимо. Во время этой проверки убедитесь, что контактный наконечник находится в хорошем состоянии и что газовый диффузор имеет чистые газовые порты. Операторы также могут использовать противоразбрызгивающий состав, но они должны следить за тем, чтобы сопло не погружалось в состав слишком глубоко или слишком долго, поскольку чрезмерное количество состава может загрязнить защитный газ и повредить изоляцию сопла.
При роботизированной сварке инвестируйте средства в станцию очистки сопла или развертку для борьбы с накоплением брызг. Это периферийное устройство очищает сопло и диффузор во время обычных производственных пауз, не влияя на время цикла. Станции очистки форсунок предназначены для работы в сочетании с распылителем для защиты от брызг, который наносит тонкий слой состава на передние компоненты. Слишком много или слишком мало противоразбрызгивающей жидкости может привести к дополнительной пористости. Добавление продувки воздухом к процессу очистки сопла также может помочь в удалении брызг с расходных материалов.
Поддержание качества и производительности
Если внимательно следить за процессом сварки и знать причины пористости, реализовать решения относительно просто. Это может помочь обеспечить большее время горения дуги, качественные результаты и большее количество хороших деталей, проходящих через производство.
Конец примечания: 1 Американское общество сварщиков (AWS) B3.0.
www.tregaskiss.com
Подпишитесь, чтобы узнавать последние новости о производстве.
Райан Лизотт
Райан Лизотт — менеджер технической поддержки Bernard and Tregaskiss. [email protected], www.tregaskiss.com.
Новости отрасли
Опрос, проведенный АББ, показывает, что реиндустриализация находится под угрозой из-за пробелов в образовании в области автоматизации
Каждое четвертое учебное заведение использует роботов в обучении, несмотря на запланированные инвестиции в робототехнику и автоматизацию 70% предприятий США и Европы.
Beckwood Press Co. представит технологию Linear Servo Press™ на выставке FABTECH 2022
Линейка линейных сервопрессов, на которую подана заявка на патент, использует меньшее количество компонентов для создания усилия, что приводит к экономии затрат, увеличению производительности и простоте настройки.
Новый каталог инструментов от Platinum Tooling Technologies
В каталоге представлен обзор всей линейки приводных инструментов, адаптеров, умножителей скорости, угловых головок и специальных инструментов.
Просмотреть все
Календарь и события
AMCON
5-6 октября, 2022
Солт -Лейк -Сити, Юта
SEMA
1-4 ноября, 2022
Лас -Вегас, Nevada
Fabtech
ноября 8-10, 2022
Atlanta
ноября 8-10, 2022
Atlanta
ноября.
MIG Welding Aluminium — How To, Welder, Wire and Gas Tips
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Поверьте мне, что сварка алюминия методом MIG может быть утомительной задачей, если вы к ней не готовы.
Я слышал, как многие люди говорили мне, что у них было так много проблем с этим, что в конечном итоге это вынудило их отказаться от этого.
На самом деле сварить алюминий методом MIG совсем несложно. Но в моем случае мне пришлось потратить определенное количество времени, чтобы сделать это правильно.
Сварка алюминия стала для меня второй натурой. Тем не менее, это приходит с многолетним опытом и большим количеством алюминиевых металлических деталей, сваренных вместе. Мой опыт показывает, что использование надлежащего оборудования, приличного сварщика и применение надлежащей техники приведут вас к тому, что вам нужно.
Сварка MIG алюминия до определенной точки аналогична сварке мягкой стали. Но есть несколько изменений в тактике, которые необходимо использовать. Вот почему мы собрались здесь сегодня, поскольку я собираюсь рассказать вам, как я это делаю и на что вам нужно обратить внимание, как начинающему сварщику.
Быстрая навигация
- Основы сварки MIG алюминия
- Подготовка к сварке алюминия MIG сварки
- MIG Welding Aluminium Spool Gun
- MIG Welding Aluminium Gas Choice
- MIG сварки алюминиевых кончиков и методов алюминия
- Миг -алюминиевые кончики сварки
- Обычные проблемы с алюминиевой сваркой Mig.
В чистом виде алюминий является довольно мягким металлом, и именно здесь возникают трудности при его сварке. Сварка алюминия требует включения других сплавов для повышения его прочности, что делает его пригодным для различных целей.
Его свойства сильно отличаются от свойств стали, поэтому сварка алюминия методом MIG является сложной задачей. Если не применяется надлежащая техника, он подвержен деформации, так как чувствителен к теплу.
Я рекомендую использовать правильное оборудование и правильную технику как наилучшую практику. Чтобы увидеть лучших сварочных аппаратов для алюминия, обратитесь к нашему сводному обзору и руководству по покупке.В нашем полном справочнике лучших сварщиков MIG мы рассмотрели Hobart IronMan 230, который, по нашему мнению, является одним из лучших сварочных аппаратов MIG для алюминия и поставляется с шпульным пистолетом.
Подготовка алюминия к сварке MIG
Тщательная подготовка перед началом сварки является ключом к успеху при сварке алюминия. По сути, вам необходимо тщательно очистить сварочный материал и поверхность, прежде чем начать. Выбор правильного защитного газа и электродов прост, но также важен. Я рекомендую использовать шпульный пистолет и наносить перенос распылением, но, что более важно, тщательно регулировать настройки вашего сварочного аппарата.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Толщина алюминиевого листа для сварки MIG
Мощность вашего сварочного аппарата определяет толщину алюминия, которую вы можете сваривать.
В принципе, вы можете сваривать MIG алюминий толщиной 14 калибра или тяжелее. Но тоньше 14 калибра или 0,074 дюйма требует немного больше усилий и использования специального оборудования для импульсной сварки MIG или AC TIG.Удаление оксида
Удаление оксида алюминия необходимо выполнить перед началом работы и обезжиривания. Я советую делать это с помощью ручной проволочной щетки или чашечной проволочной щетки.
Можно использовать силовую проволочную щетку, но не переборщите с оборотами, чтобы не испачкать поверхность материала, так как он может захватить под собой оксид и другие загрязнения.
Во избежание загрязнения всегда следует использовать подходящую алюминиевую проволочную щетку.
Выбор присадочной проволоки для сварки MIG для алюминия
Прежде чем выбрать правильную сварочную проволоку, вам необходимо точно знать сплав основного алюминия, с которым вы работаете, и в каких условиях будет подвергаться готовая деталь. Ваш лучший выбор алюминиевой проволоки ER4043 и ER5356.
Но я всегда рекомендую обращаться к местному дистрибьютору за рекомендациями по сплавам проволоки, которые подходят для вашего применения.Алюминиевая проволока толще 0,035 может не использоваться. Алюминиевая проволока ER5356 намного жестче, чем проволока ER4043. Жесткость также может влиять на поведение системы подачи проволоки при работе.
Пистолет для сварки алюминиевых сплавов MIG
Необходимо использовать сварочный пистолет и соответствующую систему скорости подачи проволоки. Вы не можете просто положить моток алюминиевой проволоки в свой аппарат MIG. Алюминиевая проволока намного мягче стальной, и катушкодержатель помогает компенсировать ее мягкость. Мягкая проволока имеет тенденцию застревать внутри кабельного канала системы скорости подачи проволоки. Проволока не такая жесткая, как проволока из мягкой стали.
Наилучший выбор — хороший шпульный пистолет с небольшим 1-фунтовым рулоном внутри. Проволока не должна проходить через шланг MIG и скручиваться во время подачи проволоки.
Однако есть сварщики MIG, которые сваривают алюминий без шпульного пистолета.В системе подачи проволоки имеется специальный вкладыш, который позволяет использовать алюминиевую сварочную проволоку в аппарате MIG. Вот хорошее видео от Иствуда об использовании шпульного пистолета и некоторые другие общие советы.
Пистолет двухтактного действия
Пистолет двухтактного действия может оказаться очень полезным. Он имеет двигатель, который протягивает проволоку через направляющую, в то время как управление механизмом подачи действует как вспомогательный двигатель. Система «тяни-толкай» помогает избежать застревания птиц за счет постоянного натяжения троса.
Кроме того, он более эргономичен по сравнению с катушкодержателем, поскольку вес катушки не приходится на руку сварщика. Также не нужно так часто менять катушку.
Сварка алюминия в среде инертного газа Выбор газа
Когда дело доходит до выбора газа для сварки алюминия, существуют отличия от работы с мягкой сталью. Для сварки низкоуглеродистой стали обычно используется газ C25, который представляет собой смесь 25% CO2 и 75% аргона. Тем не менее, MIG-сварка алюминия лучше всего работает со 100% защитным газом аргоном.
Включает использование процесса переноса распылением со скоростью потока от 20 до 30 кубических футов в час для надлежащего охвата газа. Но если вы планируете сваривать более толстые куски алюминия, 1/2 дюйма и более, следует добавить от 25% до 75% гелия для достижения более глубокого провара.
Обычно 100% аргон используется для поддержания чистоты сварного шва и отсутствия окисления. Гелий используется для увеличения проплавляющей способности при сварке алюминия.
Полярность для сварки MIG алюминия
Мой совет: всегда устанавливайте сварочный аппарат на положительный электрод постоянного тока (DCEP) при сварке MIG алюминия. Этот тип установки полярности также называется обратной полярностью и предполагает, что электроны проходят через заземляющий кабель и возвращаются к пистолету. Неправильная настройка всех параметров приведет к некачественному сварному шву.
Если вы хотите создать надлежащий сварной шов, важно подготовить все перед сваркой MIG алюминия. Это включает в себя как можно более тщательную очистку как основного материала, так и поверхности, с которой вы собираетесь работать. Перед началом работы обязательно очистите все частицы или смазочные материалы.
Даже малейшее загрязнение может привести к пористости и неправильному соединению.
Настройки сварочного аппарата MIG
Я уже упоминал, что желательным способом сварки MIG алюминия является метод струйного переноса. По положению настройки полностью совпадают.
Вы можете установить его где-то между 21 и 23 вольт, чтобы начать дугу.Распылительный перенос обеспечивает плавный перенос капель расплава с электрода в расплавленную сварочную ванну. Этот метод также позволяет избежать короткого замыкания, сохраняя при этом высокую эффективность и скорость осаждения. К сожалению, струйный перенос создает много тепла, что может привести к образованию сварочной ванны, которую трудно контролировать. Никогда не используйте его для материалов тоньше 14 калибра.
Советы и методы сварки алюминия методом MIG
Использование методов сварки MIG для алюминия ничем не отличается от сварки стали. Самая большая разница заключается в сварке вне положения и скорости. Сварка на месте дает вам больше времени, чтобы среагировать, если что-то пойдет не так.
Скорость перемещения для сварки MIG алюминия
Лучший совет, который я могу дать, это использовать те же настройки напряжения для низкоуглеродистой стали, но удвоить скорость перемещения.
Сварка алюминия MIG требует, чтобы сварщик двигался, особенно с горелкой MIG, а также для скорости подачи проволоки в соединение. Если он начнет замедляться, вы можете получить расплавленный наконечник. Техника проталкивания или вытягивания
Для сварки алюминия в среде инертного газа необходимо использовать переднее направление или направление проталкивания. Это обеспечивает надлежащее газовое покрытие сварочной ванны. Нажатие приводит к более широкому валику с меньшим проникновением, в то время как перетаскивание создает более глубокое проникновение, но более узкий валик.
Алюминиевые сварочные наконечники MIG
Вот несколько основных наконечников, которые я подготовил:
- Контактный наконечник должен быть утоплен примерно на 1/8 дюйма внутрь сопла при сохранении надлежащего расстояния от наконечника до изделия.
- Должен использоваться угол хода толкателя от 10 до 15 градусов.
- Избегайте крупных плетений на алюминии.
- При слишком близком расположении контактного наконечника провод может сгореть.
Распространенные проблемы и решения при сварке MIG алюминия
Вот несколько полезных советов, которые могут помочь вам решить распространенные проблемы, возникающие при сварке MIG алюминия.
- Прожечь – Увеличить скорость перемещения и сделать более короткие швы. Распределите тепло вокруг, используйте более толстый металл, переключитесь на сварку TIG на переменном токе или измените конструкцию соединения.
- Грязные сварные швы – Используйте метод проталкивания вместо угла перетаскивания. Увеличьте напряжение для лучшего переноса распыления.
- Прожигание провода – Соблюдайте безопасное расстояние от провода до изделия. Проверьте размер контактных наконечников, направляющую горелки MIG, приводные ролики и диаметр проволоки.
- Птичье гнездо проволоки – Проверьте натяжение приводного ролика, диаметр проволоки и регулировку давления на шпульном пистолете.
Хорошие VS Плохие сварные швы алюминия
Создание надлежащего сварного шва алюминия может быть затруднено из-за уникальных свойств материала. Алюминий проводит тепло в шесть раз быстрее, чем сталь, и обладает высокой теплопроводностью. Алюминиевая проволока имеет меньшую прочность на растяжение и может создавать определенные проблемы со скоростью подачи проволоки, которые могут привести к дефектам сварки.
Часто задаваемые вопросы
Могут ли сварочные аппараты MIG сваривать алюминий?
Да, для сварки можно использовать сварочные аппараты MIG, но вам может понадобиться дополнительная катушка или более высокая скорость подачи проволоки.
Какой газ лучше всего подходит для сварки алюминия?
Чистый аргон является наиболее рекомендуемым типом, так как он обеспечивает наилучшую защиту от примесей.
MIG лучше, чем TIG для сварки алюминия?
Большинство сварщиков предпочитают использовать метод MIG, но TIG также используется, особенно для получения чистых и качественных сварных швов, но занимает намного больше времени.
- Обычные проблемы с алюминиевой сваркой Mig.