Алюминиевая проволока для полуавтомата — виды и применение
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра. В любом случае они герметично упакованы. С этим связана первая особенность использования данного материала.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше 600º С. Для сплавов ситуация не сильно отличается.
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
Алюминиевая проволока для полуавтомата
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.

- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.

- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей. Для нужно составить особый раствор из 2 литров чистой воды, 100 г тринатрийфосфата, 100 г соды и 50 г жидкого стекла. Раствор должен быть нагрет до температуры 60-70º С
Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
 Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром 1.0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар
 В противном случае неизбежен прожег или непровар
В противном случае неизбежен прожег или непроварАлюминиевая проволока для полуавтоматов в Украине. Цены на Алюминиевая проволока для полуавтоматов на Prom.ua
Работает
Алюминиевая проволока (0.8 мм, 0.5 кг) Gradient ER4043 AlSi5 для полуавтомата
Доставка из г. Львов
435 грн
348 грн
Купить
Интернет-магазин GIGATOOLS
Работает
Сварочная проволока алюминиевая (0.8 мм, 0.5 кг) Gradient ER4043 AlSi5 для полуавтомата
Доставка из г. Львов
436.25 грн
349 грн
Купить
220PLUS.COM.UA
Работает
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 0.8 мм
Доставка по Украине
369 грн
Купить
Сток Торг
Работает
Омедненная сварочная проволока для полуавтомата(4.5кг) 0.8 мм
Доставка по Украине
400 грн
Купить
Сток Торг
Работает
Омедненная сварочная проволока для полуавтомата(4.5кг) 1 мм
Доставка по Украине
388 грн
Купить
Сток Торг
Работает
Проволока с флюсом (0. 8 мм, 1 кг) к полуавтомату Gradient E71T-GS
8 мм, 1 кг) к полуавтомату Gradient E71T-GS
Доставка из г. Львов
436.25 грн
349 грн
Купить
220PLUS.COM.UA
Работает
Флюсовая проволока (0.8 мм, 1 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
348 — 350 грн
от 3 продавцов
436.25 грн
349 грн
Купить
Работает
Сварка полуавтомат для сварки без газа флюсовой проволокой Kaiser ARC Flux 120
На складе в г. Кропивницкий
Доставка по Украине
5 500 — 5 600 грн
от 2 продавцов
5 600 грн
5 500 грн
Купить
POLOSA — ИНТЕРНЕТ-МАГАЗИН ТОВАРОВ ДЛЯ СТРОИТЕЛЬСТВА, САДА И ДОМА
Работает
Проволока сварочная омедненная (1 мм, 5 кг) для полуавтомата Monolith G4Si1 (Св-08Г2С)
Доставка по Украине
648 — 649 грн
от 3 продавцов
810 грн
648 грн
Купить
Интернет-магазин GIGATOOLS
Работает
Проволока сварочная омедненная (0.8 мм, 5 кг) для полуавтомата ER-70S-6
Доставка из г. Львов
Львов
448 — 450 грн
от 3 продавцов
560 грн
448 грн
Купить
Интернет-магазин GIGATOOLS
Работает
Флюсовая проволока (0.8 мм, 5 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
1 648 — 1 650 грн
от 3 продавцов
2 060 грн
1 648 грн
Купить
Интернет-магазин GIGATOOLS
Работает
Таймер (часы) для стиральной машины полуавтомат одинарный, крыглый, на 6 проводов
На складе в г. Кропивницкий
Доставка по Украине
222 грн
Купить
«Хиты продаж» запчасти для бытовой техники
Работает
Алюминиевая сварочная проволока GRADIENT, ER4043, Ø0.8 мм, 0.5 кг [GWA4805]
На складе в г. Киев
Доставка по Украине
355.20 грн
Купить
ЕЛЕКТРОНОМ
Работает
Алюминиевая сварочная проволока GRADIENT, ER4043, Ø1 мм, 2 кг [GWA4120]
На складе в г. Киев
Доставка по Украине
1 323 грн
Купить
ЕЛЕКТРОНОМ
Работает
Алюминиевая сварочная проволока GRADIENT, ER4043, Ø1. 2 мм, 2 кг AlSi5 [GWA4220]
2 мм, 2 кг AlSi5 [GWA4220]
На складе в г. Киев
Доставка по Украине
1 284 грн
Купить
ЕЛЕКТРОНОМ
Смотрите также
Работает
Алюминиевая сварочная проволока GRADIENT, ER5356, Ø0,8 мм, 2 кг [GWA5820]
На складе в г. Киев
Доставка по Украине
1 350 грн
Купить
ЕЛЕКТРОНОМ
Работает
Алюминиевая сварочная проволока GRADIENT, ER5356, 1 мм, 2 кг [GWA5120]
На складе в г. Киев
Доставка по Украине
1 323 грн
Купить
ЕЛЕКТРОНОМ
Работает
Проволока сварочная омедненная (0.8 мм, 1 кг) для полуавтомата ER-70S-6
Доставка из г. Львов
154 — 155 грн
от 3 продавцов
193.75 грн
155 грн
Купить
Работает
Проволока сварочная омедненная (0.8 мм, 2 кг) для полуавтомата ER-70S-6
Доставка из г. Львов
329 — 330 грн
от 3 продавцов
412.50 грн
330 грн
Купить
Работает
Таймер одинарный, круглый, для стиральной машины полуавтомат 2 провода 05. 1108 Оригинал
1108 Оригинал
На складе в г. Павлоград
Доставка по Украине
92 грн
Купить
АСЦ Интерсервис
Работает
Таймер сдвоенный DXT15SFX/3, 3 провода для стиральной машины полуавтомат ST-028
На складе в г. Павлоград
Доставка по Украине
158 грн
Купить
АСЦ Интерсервис
Работает
Проволока Алюминиевая Коричневая для рукоделия 0,4 мм 10 метров
На складе
Доставка по Украине
от 45 грн
Купить
Завод «Спецметизгруп»
Работает
Проволока Алюминиевая Коричневая для бисероплетения 0,4 мм 20 метров
На складе
Доставка по Украине
от 80 грн
Купить
Завод «Спецметизгруп»
Работает
Проволока Алюминиевая Коричневая для бисероплетения 0,5 мм 10 метров
На складе
Доставка по Украине
от 48 грн
Купить
Завод «Спецметизгруп»
Работает
Проволока Алюминиевая Коричневая для флористики 1. 0 мм 3 метра
0 мм 3 метра
На складе
Доставка по Украине
от 48 грн
Купить
Завод «Спецметизгруп»
Работает
Проволока Алюминиевая Коричневая для украшений 1.0 мм 10 метров
На складе
Доставка по Украине
от 100 грн
Купить
Завод «Спецметизгруп»
Работает
Проволока сварочная омедненная (0.8 мм, 5 кг) для полуавтомата Monolith G4Si1 (Св-08Г2С)
Доставка по Украине
750 грн
600 грн
Купить
Интернет-магазин ELEKTROMAG
Работает
Проволока сварочная омедненная (0.8 мм, 15 кг) для полуавтомата Gradient ER70S-6 (СВ08Г2С-О)
Доставка по Украине
1 558 — 1 560 грн
от 4 продавцов
1 950 грн
1 560 грн
Купить
Интернет-магазин ELEKTROMAG
Работает
Проволока сварочная омедненная (1 мм, 5 кг) для полуавтомата Monolith G4Si1 (Св-08Г2С)
Доставка по Украине
812.50 грн
650 грн
Купить
Интернет-магазин ELEKTROMAG
Особенности подачи алюминиевой проволоки
Знание оборудования, настроек и процессов  Он используется повсюду – от автомобилей до домашней утвари. В частности, эта популярность породила огромный спрос на сварку алюминия. Алюминий заслужил признание во многих отраслях благодаря своему сверхнизкому весу и высокой коррозионной устойчивости. Алюминиевые детали производятся как на больших, так и мелких предприятиях, поэтому каждому сварщику желательно иметь навыки работы с этим сложным и интересным металлом.
Он используется повсюду – от автомобилей до домашней утвари. В частности, эта популярность породила огромный спрос на сварку алюминия. Алюминий заслужил признание во многих отраслях благодаря своему сверхнизкому весу и высокой коррозионной устойчивости. Алюминиевые детали производятся как на больших, так и мелких предприятиях, поэтому каждому сварщику желательно иметь навыки работы с этим сложным и интересным металлом.
Даже для профессионалов с большим опытом сварки стали алюминий может представлять большие сложности. Во-первых, оборудование нужно настроить специально для работы с мягкой алюминиевой проволокой – обычные параметры для этого могут не подойти. Более того, обычное оборудование для сварки стальной проволокой может легко повредить алюминиевую. Поэтому для обеспечения высокого качества продкции нужно помнить о всех этих особенностях алюминия.
В этой статье мы рассмотрим три особенности работы с алюминием:
Направляющие |
 Настройка и техника сварки
Настройка и техника сваркиПроволокопроводы Приводные ролики Контактные наконечники |
 Также нужно несколько ослабить натяжение проволоки по сравнению с обычными настройками.
Также нужно несколько ослабить натяжение проволоки по сравнению с обычными настройками.Натяжение тормозного механизма
Проверьте, что тормозной механизм кассеты настроен слабее, чем для стальной проволоки. Таким образом для перемещения проволоки будет требоваться меньшее усилие.
Кабели горелок
Так как жесткость алюминия гораздо меньше, чем у стали, подачу алюминиевой проволоки можно сравнить с «толканием макаронины в гору». Поэтому попробуйте держать горелку как можно ровнее, чтобы снизить риск спутывания.
Поэтому попробуйте держать горелку как можно ровнее, чтобы снизить риск спутывания.
Источники питания
При выборе источника питания для сварки алюминия нужно задать себе два вопроса: 1) насколько часто придется заниматься сваркой алюминия и 2) по каким толщинам будет вестись сварка? Ответы на эти вопросы подтолкнут Вас в нужном направлении.
Нерегулярная сварка алюминия
Тем, кто не планирует часто заниматься сваркой алюминия, больше подойдет небольшая система с диапазоном сварочного тока 130-170А. Учтите, что такое оборудование подходит только для сварки по определенным толщинам (обычно от 2.4 до 4.8 мм). Также Вам придется купить подходящий набор аксессуаров для сварки алюминия, например, проволокопроводов и контактных наконечников.
Частая сварка алюминия
Тем, кто регулярно занимается разнообразными задачами сварки алюминия, стоит приобрести более мощную систему с большей силой сварочного тока и способностью сваривать материалы большой толщины.
Производители алюминиевых изделий
Серьезным производителям алюминиевых деталей стоит обратить внимание на процессы сварки импульсной дугой. Импульсная сварка позволяет использовать проволоку большего диаметра, что означает меньшие проблемы с подачей и минимальный риск пористости.
Выбор системы подачи
Для сварки алюминия крайне важно иметь подходящую систему подачи проволоки.
Существует три основные группы механизмов подачи:
1. Выталкивающие системы
2. Горелки с механизмом привода
3. Пуш-пульная система
Выталкивающие системы (Push) | Что это такое? Типичное применение Преимущества Недостатки |
 6 мм, и жестких марок проволоки, например, из сплава 5356. Для таких систем рекомендуются кабели длиной не более 3 м.
6 мм, и жестких марок проволоки, например, из сплава 5356. Для таких систем рекомендуются кабели длиной не более 3 м.
Горелки с механизмом привода | Что это такое? Типичное применение
|
 В случае алюминиевой проволоки такие кассеты обычно имеют диаметр 10 см и вес 0.5 кг. При такой конструкции расстояние между кассетой и контактным наконечником очень небольшое, обычно меньше 30 см. Как правило, горелка с собственным приводом намного упрощает подачу проволоки.
В случае алюминиевой проволоки такие кассеты обычно имеют диаметр 10 см и вес 0.5 кг. При такой конструкции расстояние между кассетой и контактным наконечником очень небольшое, обычно меньше 30 см. Как правило, горелка с собственным приводом намного упрощает подачу проволоки. Также в них используются кассеты весом всего 0,5 кг, поэтому будут неизбежны частые остановки для смены кассет. При этом такие кассеты – не самый дешевый вид упаковки.
Также в них используются кассеты весом всего 0,5 кг, поэтому будут неизбежны частые остановки для смены кассет. При этом такие кассеты – не самый дешевый вид упаковки.
Пуш-пульные системы | Что это такое? Типичное применение
|
 Пуш-пульные системы обеспечивают самую стабильную подачу проволоки и при этом совместимы с более крупными кассетами диаметром 20 см (около 10 кг). Горелка может использоваться на большом расстоянии от источника питания (до 15 м). Кроме того, эта система не требует дорогостоящих катушек весом 0.5 кг и имеет удобную, эргономичную горелку, которой легко работать в ограниченных пространствах.
Пуш-пульные системы обеспечивают самую стабильную подачу проволоки и при этом совместимы с более крупными кассетами диаметром 20 см (около 10 кг). Горелка может использоваться на большом расстоянии от источника питания (до 15 м). Кроме того, эта система не требует дорогостоящих катушек весом 0.5 кг и имеет удобную, эргономичную горелку, которой легко работать в ограниченных пространствах.Типы пуш-пульных систем
Специальное отделение
В таких системах используется больше всего компонентов, в том числе специальная горелка с механизмом протяжки, источник питания и особое отделение для механизма подачи проволоки.
Дополнительная горелка со вспомогательным двигателем
Некоторые производители предлагают опциональную горелку для обычных выталкивающих систем подачи. В состав таких горелок входит вспомогательный привод. Однако у таких систем есть недостаток – если двигатели механизма подачи и горелки будут перемещать проволоку с разной скоростью или крутящим моментом, возникнет риск залипания или спутывания проволоки.
Независимый источник питания или механизм подачи
Такие системы представляют собой универсальную комбинацию универсального источника питания и механизма подачи проволоки с двигателем, который может легко переключаться между выталкивающим и пуш-пульным режимом подачи. С ними используются настоящие пуш-пульные горелки, которые выступают в роли основного привода и тем самым обеспечивают все преимущества пуш-пульного метода подачи проволоки.
Это оптимальный вид механизмов пуш-пульной подачи проволоки, потому что в них используется наименьшее число компонентов. Вместо трех элементов в них используется только два – сочетание механизма подачи проволоки / источника питания и пуш-пульная горелка. Таким образом затраты на оборудование снижаются примерно на 1500 долларов, потому что покупателям не приходится тратиться на отдельный механизм подачи проволоки.
Вместо трех элементов в них используется только два – сочетание механизма подачи проволоки / источника питания и пуш-пульная горелка. Таким образом затраты на оборудование снижаются примерно на 1500 долларов, потому что покупателям не приходится тратиться на отдельный механизм подачи проволоки.
Некоторые модели, например, Power MIG™: The Professional Choice 300 от Lincoln Electric, предлагают преимущества импульсной сварки с возможностью настройки индивидуальной формы волны сварочного тока специально для сложных работ с алюминием, например, сварки особенно тонкого материала. Универсальные источники питания/механизмы подачи при этом отличаются легким переключением между стальными и алюминиевыми проволоками, так как сварщик может предпочесть выталкивающий или пуш-пульный метод.
Заключение
Прочитав эту статью, Вы теперь будете знать различия между многочисленными доступными системами для MIG-сварки алюминия и сможете сделать оптимальный выбор.
Каталог металлопроката по цене от производителя в СтальЭнерго-96
Арматурные каркасы
Асбестоцементные трубы и листы
- Асбестоцементные листы
- Муфта асбестоцементная
- Труба асбестоцементная
- Труба БНТ
- Трубы безнапорные
- Хризотилцементные листы
- Хризотилцементные трубы
- Шифер волновой
- Шифер плоский
- Асбестоцементные плиты
- Лист АЦЭиД
- Плита ЦСП ГОСТ 26816-2016
Безраструбные элементы
- Безраструбная крестовина двухплоскостная
- Безраструбная крестовина одноплоскостная
- Безраструбная опорная труба
- Безраструбная пресс-заглушка
- Безраструбная ревизия с круглым отверстием
- Безраструбная ревизия с прямоугольным отверстием
- Безраструбная труба
- Безраструбная заглушка с прижимными скобами
- Безраструбное опорное кольцо
- Безраструбный чугунный переход
- Безраструбный хомут высокой нагрузки HD
- Безраструбный короткий отвод
- Безраструбный сифон ливневый
- Безраструбный сифон универсальный
- Безраструбный тройник
Благородные металлы
- Лабораторная посуда
- Химические соединения
Запорная арматура
- Запорные клапаны
- Затворы стальные
- Затворы чугунные
- Обратные клапаны
- Предохранительные клапаны
- Регулирующие клапаны
- Задвижки нержавеющие
- Задвижки стальные
- Фильтр фланцевый
- Фильтр муфтовый
- Грязевики
- Грязевик вертикальный фланцевый
- Компенсатор для систем отопления
- Компенсатор резиновый фланцевый
- Компенсатор резиновый муфтовый
- Угловой трубчатый фильтр
- Краны
- Задвижки
- Электроприводы
- Пневмоприводы
- Клапаны балансировочные
- Компенсаторы
- Фильтры
- Затворы
- Задвижки шиберные
- Клапаны отсечные
- Краны шаровые
- Индикаторы коррозии тепловых сетей
Инструментальные стали
- Инструментальный лист
- Квадрат инструментальный
- Круг инструментальный
- Лента инструментальная
- Поковка инструментальная
- Полоса инструментальная
- Проволока инструментальная
Кабели, провода
- Кабели силовые
- Кабели водопогружные
Кабельная арматура
- Наконечники для кабеля под опрессовку и пайку
- Болтовые наконечники и соединители
- Кабельные муфты
- Термоусадка
- Кабельные вводы
- Кабельная коробка
- Металлорукава
- Кабельные фитинги
- Маркировочные бирки
- Изделия для заземления оборудования
- Кабельные ответвительные сжимы
Канат стальной ГОСТ
- Канат стальной авиационный ГОСТ 2172-80
- Канат стальной двойной свивки типа ЛК-РО ГОСТ 7669-80
- Канат стальной СТО 71915393-ТУ 091-2010
- Канат тройной свивки ГОСТ 3089-80
- Талевый канат
- Канат стальной талевый ГОСТ 16853-88
- Канат стальной двойной свивки ГОСТ 14954-80
- Канат стальной шахтный ГОСТ 16827-81
- Канат двойной свивки ГОСТ 7665-80
- Канат стальной двойной свивки ГОСТ 7667-80
- Канат стальной двойной свивки ГОСТ 7668-80
- Канат стальной многопрядный ГОСТ 3088-80
- Канат двойной свивки типа ЛК-О ГОСТ 3066-80
- Канат двойной свивки типа ЛК-О ГОСТ 3069-80
- Канат двойной свивки типа ЛК-О ГОСТ 3083-80
- Канат двойной свивки типа ЛК-Р ГОСТ 2688-80
- Канат двойной свивки типа ЛК-РО ТУ 14-4-721-76
- Канат двойной свивки типа ТК ГОСТ 3067-88
- Канат двойной свивки типа ТК ГОСТ 3068-88
- Канат двойной свивки типа ТК ГОСТ 3070-88
- Канат двойной свивки типа ТК ГОСТ 3071-88
- Канат двойной свивки типа ТЛК-О ГОСТ 3079-88
- Канат двойной свивки типа ТЛК-О ГОСТ 3081-80
- Канат двойной свивки трехгранопрядный ГОСТ 3085-80 И1
- Канат для автокрана
- Канат многопрядный малокрутящийся ГОСТ 16828-81
- Канат одинарной свивки типа ЛК-О ГОСТ 3062-80
- Канат одинарной свивки типа ТК ГОСТ 3063-80
- Канат одинарной свивки типа ТК ГОСТ 3064-80
- Канат нержавеющий
- Грозотрос ТУ 14-173-035-2010
- 10 мм
- 12 мм
- 14 мм
- 3 мм
- 6 мм
- 8 мм
- 9 мм
- канат оцинкованный
- 19 мм
Легированные стали
- Полоса легированная
- Квадрат легированный
- Круг легированный
Листовой прокат ГОСТ
- Штрипс
- Лента прецизионная
- Лента упаковочная
- Лист квинтет
- Лист оцинкованный в рулоне
- Лист ПВЛ
- Лист ПВЛ, просечно-вытяжной
- Лист перфорированный
- Лист профильный
- Лист рифленый
- Лист ромб
- Лист чечевица
- Профнастил
Металлическое оборудование
- Столы производственные
- Тележки и тумбочки
- Верстаки
- Скамьи гардеробные
Металлоконструкции
- Регистры отопления
- Прожекторные мачты
- Площадки строительные металлические
Металлы и сплавы
- Баббит
- Цинк
- Сплав Вуда ТУ 6-09-4064-87
- Сплав Розе ТУ 48-0220-57-93
- Специальные припои
- Гранулы
- Индий
- Сурьма в чушках ГОСТ 1089-82
- Кадмий в чушках ГОСТ 1467-93
- Припой серебряный
Метизная продукция
- Болты
- Винты ГОСТ 17473-80
- Фундаментные болты
- Шпильки резьбовые
- Скобы металлические
Модульные здания и конструкции
- Вагон-дома
- Модульные здания
- Блок-контейнеры
- Бытовки строительные
- Торговые павильоны
- Остановочные навесы
- Модульные дома
- Жилые вагончики
- Мобильные дома
- Производство бытовок
- Киоски торговые
- Дом из вагончиков
- Быстровозводимые здания
- Вагончики бани
- Остановочные комплексы
- Пост охраны
- Трубы дымовые промышленные
- Шумозащитные экраны
Нержавеющий металлопрокат
- Балка двутавровая нержавеющая
- Балка тавровая нержавеющая
- Квадрат нержавеющий
- Лента нержавеющая
- Лента нержавеющая с АТП
- Лист нержавеющий
- Лист нержавеющий рифленый
- Плита нержавеющая
- Шестигранник нержавеющий
- Круг нержавеющий
Нефтепромысловое оборудование
- Запорно-регулирующая арматура
- Комлектующие
- Малогабаритная арматура
Ограждения и комплектующие
- Козырьковые заграждения
- Колючая лента АКЛ
- Лента АКЛ
- Системы ограждений
- Автоматические дорожные блокираторы
- Заградительные и противотаранные столбы (Болларды)
- Противоавтомобильное препятствие
- Противотаранные шлагбаумы
Оцинкованный прокат
- Оцинкованный профнастил
- Оцинкованный уголок
- Оцинкованный швеллер
- Профильные оцинкованные трубы
- Рулон оцинкованный
- Штрипс оцинкованный
- Оцинкованная балка
- Оцинкованная лента
- Оцинкованная полоса
- Оцинкованная проволока
- Оцинкованная сетка
- Оцинкованный круг
- Канат оцинкованный
- Лист оцинкованный
Порошки и гранулы
- 12-вольфрамосиликат натрия
- Алюминиевая крупка
- Алюминиево-магниевый порошок
- Алюминий вторичный в гранулах
- цинковый купорос
- Дактилоскопический порошок
- Электрокорунд белый
- Электрокорунд циркониевый
- Электрокорунд хромистый
- Электрокорунд хромотитанистый
- Электрокорунд нормальный
- Фториды
- Гафнат
- Гафниевый порошок
- Гидроксид алюминия
- Графитовый порошок
- Гранулированная шихта
- Карбид
- Карбиды порошков
- Пудра алюминиевая пигментная
- Резистивный сплав
- Самофлюсующиеся порошки
- Свинцовый порошок
- Твердосплавные смеси порошков
- Вольфрамовый порошок
- Компактированный порошковый материал
- Кремниевый порошок
- Криолит технический
- Литий фтористый
- Магнитный люминесцентный порошок
- Медный купорос
- Метацирконат
- Метагафнат лития
- Натрий малоновокислый одноводный
- Окись цинка кормовая
- Оксовольфрамат гафия
- Отроалюминат
- Пирониобат свинца
- Порошок циркония
- Порошок хрома
- Порошок кобальта
- Порошок лантана
- Порошок латуни
- Порошок металлида
- Порошок наплавочный Сормайт
- Порошок нержавеющий
- Порошок ниобия
- Порошок телура
- Порошок железа
- Термореагирующий порошок
- Железный купорос
- Оксиды
- Алюминат
- Бронзовый порошок
- Вольфрамат
- Глет свинцовый ГОСТ 5539-73
- Медный порошок
- Алмазный порошок
- Порошок графитовый
Проволока
- Проволока 51ХФА
- Проволока 60С2А
- Проволока алюминиевая
- Проволока вольфрамовая
- Проволока ВР-1
- Проволока ВР-2
- Проволока вязальная
- Проволока латунная
- Проволока нержавеющая пружинная
- Проволока никелевая
- Проволока сварочная
- Проволока сварочная нержавеющая
- Проволока свинцовая
- Проволока титановая
- Проволока фехралевая
- СББ ЕГОЗА колючая проволока ГОСТ 285-69
- Катанка ГОСТ 30136
- Проволока нержавеющая
- Проволока нихромовая
- Проволока ГОСТ 3282-74
- Проволока медная
- Проволока оцинкованная
- Проволока пружинная
- Проволока низкоуглеродистая
- Проволока полиграфическая
- Проволока телеграфная ГОСТ 1668-73
- Проволока углеродистая ГОСТ 17305-91
- Проволока наплавочная
- Проволока стальная вязальная
- Проволока бронзовая
- Проволока арматурная
- Проволока стальная
- Проволока стальная оцинкованная
- Проволока алюминиевая электротехническая
- вр 1
- вр 2
- вр 3
- вр 4
- вр 5
Резервуары и емкости металлические
- Емкости подземные ЕП ЕПП
- Резервуары
- Резервуары алюминиевые и емкости
- Сепараторы нефтегазовые
- Резервуары нержавеющие и емкости
- Аппараты емкостные
- Контейнеры металлические
- Бак металлический
- Мобильные АЗС, АГЗС
- Водонапорные башни Рожновского
- Резервуар стальной вертикальный РВС
- Силосы для зерна и цемента
Сварочное оборудование
- Электроды
- Электрод наплавочный
- Электроды для аргоно-дуговой сварки
- Электроды для цветных металлов
- Графитовый электрод
- Электроды для меди и ее сплавов
- Электроды для коррозионностойких хромоникелевых сталей
- Электроды для нержавеющих сталей
- Электроды для подводной сварки
- Электроды для резки металла
- Электроды для ручной дуговой сварки
- Электроды для сварки алюминия
- Электроды для сварки бронзы
- Электроды для сварки чугуна
- Электроды титановые
- Электроды для сварки высоколегированных сталей
- Электроды для углеродистых и низколегированных сталей
- Электроды для теплоустойчивых сталей
- Электроды для сварки жаропрочных сталей
- Электроды для сварки углеродистых сталей
- Электроды для сварки разнородных сталей
- Электроды для сварки ответственных конструкций
Сетка
- Сетка арматурная
- Сетка кладочная
- Сетка латунная бронзовая медная
- Сетка нержавеющая
- Сетка нихромовая и фехралевая
- Сетка рабица
- Сетка рабица оцинкованная
- Сетка рифленая ГОСТ 3306-88
- Сетка синтетическая для скважин
- Сетка тканая
- Сетка тканая нержавеющая
- Сетка металлическая
- Сетка стальная
- Сетка колючая
- Решетка противоподкопная
Сортовой прокат
- Шестигранник
- Арматура
- Арматура стальная
- Квадрат стальной
- Поковка
- Пруток
- Круг калиброванный
- Круг стальной
- Сталь круглая электротехническая
- Сталь квадратная электротехническая
Спираль электрической печи
- Спираль фехралевая
Сталь листовая
- Листы 1 класса
- Листы с полимерным покрытием
Труба изолированная и компоненты
- Труба ППМ, ППМИ
- Труба ППУ ОЦ
- Труба ППУ ПЭ
- Концевые элементы ППУ
- Неподвижные опоры трубопроводов в ППУ
- Отводы в изоляции ППУ
- Параллельный тройник в ППУ изоляции
- Переходы в изоляции ППУ
- Скользящая опора
- Скорлупа ППУ
- Тройник в ППУ изоляции
- Тройниковые ответвления в ППУ
- Труба ВУС
Трубный прокат
- Насосно-компрессорные трубы (НКТ) ГОСТ 633-80
- Труба алюминиевая
- Труба горячекатаная
- Труба латунная
- Труба нержавеющая
- Труба оцинкованная
- Труба пластиковая
- Труба профильная
- Труба прямоугольная
- Труба толстостенная
- Труба холоднокатаная
- Труба электросварная
- Труба ВГП
- Газлифтные трубы
- Труба бесшовная ГОСТ 8732-78
- Труба бесшовная ГОСТ 8734-75
- Труба квадратная
- Труба котельная
- Труба медная
- Трубы стальные
- Труба титановая
- Труба бесшовная
- 09г2с
- 12х18н10т
- 12х1мф
- 20х23н18
- 30хгса
- 40х
- бесшовная 273
- Труба профильная стальная
Трубопроводная арматура
- Фланцы
- Заглушки
- Отводы
- Переходы
- Тройники
- Тройники нержавеющие
- Тройники стальные
- Патрубок фланцевый
- приварной патрубок зажимного соединения CLAMP
- Сгон
- Комплекты водосточных систем
- Водосборник дождевой воды
- Колено водосточных труб
Услуги и производство
Фасонный прокат
- Швеллер металлический
- Швеллер стальной гнутый
- Балка сварная
- Балка стальная
- Двутавр
- Полоса металлическая
- Полоса нержавеющая
- Полоса стальная
- Сталь угловая
- Стальной швеллер
- Уголок
- Уголок гнутый
- Уголок неравнополочный
- Уголок нержавеющий
- Уголок стальной
- Уголок металлический
- Швеллер
- Балка двутавровая стальная
- Рельсы
- Швеллер горячекатаный
Ферросплавы
- Ферротитан
- Феррохром
- Хром металлический
- Чугун литейный
- Чугун передельный
- Ферровольфрам
- Ферромолибден
- Ферробор
- Феррофосфор
- Ферромарганец
- Силикомарганец
- Силикокальций
- Мишметалл
- Ферросиликомарганец
- Ферросера
- Ферроникель
- Ферросиликохром
- Ферроцерий чушки
Цветной прокат
- Алюминиевый прокат
- Медный прокат
- Латунный прокат
- Титановый прокат
- Бронзовый прокат
- Магниевый прокат
Цементно-стружечная плита
Цепи стальные и металлические
- Цепи противоскольжения
- Цепь грузовая
- Якорные цепи
- Круглозвенные цепи
- Приводные цепи
- Тяговые цепи
Чёрный прокат
- Лента стальная
- Листовой прокат горячекатаный
- Лист холоднокатаный
- Лист стальной ГОСТ 4543-2016
- Лист 09Г2С
- Лист стальной
- Сталь листовая электротехническая
- Сталь полосовая электротехническая
Чугун
- Чугунные батареи
- Чугунные радиаторы
- Воронка чугунная
- Дождеприемники
- Заглушка чугунная
- Задвижки чугунные
- Круг чугунный
- Люк чугунный ГОСТ 3634-99 и 8591-91
- Тройники чугунные
- Труба ВЧШГ
- Труба чугунная
- Трубы ТЧК
- Чугунная крестовина
- Чугунная ревизия
- Чугунное колено
- Муфта чугунная
- Трап чугунный
- Сифон чугунный
- Тройник чугунный прямой
- Колено раструб-фланец чугунное
- Контргайка из ковкого чугуна
- Манжет к трубе чугунной
- Ниппель из ковкого чугуна
- Отвод раструбный чугунный
- Тройник переходной чугунный
- Тройник прямой из ковкого чугуна
- Угольник прямой из чугуна
- Плитка чугунная
- Тумбы швартовые чугунные морские ГОСТ 17424-72
- Изложницы чугунные
Шпунт Ларсена ГОСТ 4781-85
Элементы трубопроводов
- Заглушки нержавеющие
- Фланцевая пара
- Шпильки для фланцевых соединений
- Бурт под фланец
- Бобышки, пробки
- Нержавеющие элементы трубопровода DIN 11852, DIN 11850
- Термоусаживающаяся манжета
Проволока алюминиевая в наличии на складе в Москве по низким ценам, звоните 8 (495) 755-38-26
Подбор по параметрам
| 491 Р | Проволока алюминиевая 0.8 мм, сварочная, Св-АК5, ER-4043, 7871-75, в катушках, вес 1 метра 0.001 кг, цена за кг | 491 Р | ||
| 174,600 Р | Проволока алюминиевая 0.8 мм, вес 1 метра 0.001 кг, цена за тонну | 174,600 Р | ||
| 296 Р | Проволока алюминиевая 1.6 мм, АД1, вес 1 метра 0.005 кг, цена за кг | 296 Р | ||
| 349,200 Р | Проволока алюминиевая 1.6 мм, сварочная, Св-АМг3Н, 7871-75, нагартованная, вес 1 метра 0.005 кг, цена за тонну | 349,200 Р | ||
| 609 Р | Проволока алюминиевая 2 мм, сварочная, Св-АМг3Н, 7871-75, нагартованная, вес 1 метра 0.008 кг, цена за кг | 609 Р | ||
| 252,297 Р | Проволока алюминиевая 2 мм, для холодной высадки, АД1, 14838-78, вес 1 метра 0.008 кг, цена за тонну | 252,297 Р | ||
| 472 Р | Проволока алюминиевая 2 мм, АК5, вес 1 метра 0.008 кг, цена за кг | 472 Р | ||
| 244 Р | Проволока алюминиевая 4 мм, АД1, вес 1 метра 0.034 кг, цена за кг | 244 Р | ||
| 241 Р | Проволока алюминиевая 5 мм, АД1, вес 1 метра 0.053 кг, цена за кг | 241 Р | ||
| 252,297 Р | Проволока алюминиевая 6 мм, для холодной высадки, АД1, 14838-78, вес 1 метра 0.076 кг, цена за тонну | 252,297 Р | ||
| 566 Р | Проволока алюминиевая 0.8 мм, сварочная, AlSi5, ER-4043, вес 1 метра 0.001 кг, цена за кг | 566 Р | ||
| 491 Р | Проволока алюминиевая 0.8 мм, сварочная, AlMg5, ER-5356, вес 1 метра 0.001 кг, цена за кг | 491 Р | ||
| 896 Р | Проволока алюминиевая 0.8 мм, сварочная, AlSi5, БАРС, 7871-75, в кассетах, вес 1 метра 0.001 кг, цена за кг | 896 Р | ||
| 516 Р | Проволока алюминиевая 0.8 мм, сварочная, Св-АМг5, ER-5356, 7871-75, в катушках, вес 1 метра 0.001 кг, цена за кг | 516 Р | ||
| 1,031 Р | Проволока алюминиевая 0.8 мм, сварочная, Autrod 4043, в кассетах, вес 1 метра 0.001 кг, цена за кг | 1,031 Р | ||
| 267 Р | Проволока алюминиевая 0.8 мм, сварочная, Св-АК5, ER-4043, 7871-75, вес 1 метра 0.001 кг, цена за кг | 267 Р | ||
| 949 Р | Проволока алюминиевая 0.8 мм, сварочная, Al99.7, 7871-75, в кассетах, вес 1 метра 0.001 кг, цена за кг | 949 Р | ||
| 590 Р | Проволока алюминиевая 0.8 мм, сварочная, AlMg5, вес 1 метра 0.001 кг, цена за кг | 590 Р | ||
| 1,147 Р | Проволока алюминиевая 0.8 мм, сварочная, AlMg5, 7871-75, в кассетах, вес 1 метра 0.001 кг, цена за кг | 1,147 Р | ||
| 267 Р | Проволока алюминиевая 0.8 мм, сварочная, Св-АМг5, ER-5356, 7871-75, вес 1 метра 0.001 кг, цена за кг | 267 Р |
 products» attrs-order=»attrsOrder» on-change=»onProductSelect(product)»>
products» attrs-order=»attrsOrder» on-change=»onProductSelect(product)»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>Показать ещё 20 из 373
-10% на доставку
действует до 16. 09.2022
09.2022
-15% на резку
действует до 16.09.2022
-15% на резку
действует до 16.09.2022
-15% на резку
действует до 16.09.2022
-15% на резку
действует до 16.09.2022
-15% на резку
действует до 16.09.2022
-10% на доставку
действует до 16.09.2022
-15% на резку
действует до 16.09.2022
-15% на резку
действует до 16.09.2022
-10% на доставку
действует до 16.09.2022
Алюминиевые проволоки для полуавтоматов в Березниках: 157-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Березники
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Дом и сад
Дом и сад
Промышленность
Промышленность
Все категории
ВходИзбранное
Алюминиевые проволоки для полуавтоматов
 mds.yandex.net/get-mpic/5330487/img_id2240677245763848156.jpeg/6hq»>
mds.yandex.net/get-mpic/5330487/img_id2240677245763848156.jpeg/6hq»> mds.yandex.net/get-mpic/5222168/img_id924830325916128358.jpeg/6hq»>
mds.yandex.net/get-mpic/5222168/img_id924830325916128358.jpeg/6hq»> mds.yandex.net/get-mpic/6223149/img_id1785237622623661863.jpeg/6hq»>
mds.yandex.net/get-mpic/6223149/img_id1785237622623661863.jpeg/6hq»> mds.yandex.net/get-mpic/6214739/img_id7745562895199198554.jpeg/6hq»>
mds.yandex.net/get-mpic/6214739/img_id7745562895199198554.jpeg/6hq»> mds.yandex.net/get-mpic/5232956/img_id3518724019647607332.jpeg/6hq»>
mds.yandex.net/get-mpic/5232956/img_id3518724019647607332.jpeg/6hq»> mds.yandex.net/get-mpic/4413406/img_id1671930532897434218.jpeg/6hq»>
mds.yandex.net/get-mpic/4413406/img_id1671930532897434218.jpeg/6hq»> mds.yandex.net/get-mpic/5210379/img_id797892377419751190.jpeg/6hq»>
mds.yandex.net/get-mpic/5210379/img_id797892377419751190.jpeg/6hq»> mds.yandex.net/get-mpic/5222613/img_id6222477226708661037.jpeg/6hq»>
mds.yandex.net/get-mpic/5222613/img_id6222477226708661037.jpeg/6hq»> mds.yandex.net/get-mpic/5332113/img_id1273060078811593515.jpeg/6hq»>
mds.yandex.net/get-mpic/5332113/img_id1273060078811593515.jpeg/6hq»>2 страница из 6
Суперглазурь® 5183
Диаметры/упаковка
| Диаметры | 1-фунтовая катушка | 16-фунтовая катушка | КОРОБКА 300 ФУНТОВ |
|---|---|---|---|
| 0,035 дюйма | ЭДС30322 | ED034789 | |
| 1/16 дюйма | ЭДС28438 | ED034792 | |
| 3/64 дюйма | ЭДС28437 | ED034791 |
MIG (GMAW)
AWS: ER5183
Алюминиевая сварочная проволока
Диаметр
Выберите диаметр
- 1/16 дюйма
- 3/64 дюйма
 035+IN» data-name=»diameter»>
0,035 дюйма
035+IN» data-name=»diameter»>
0,035 дюймаУпаковка
Выберите пакет
- КАТУШКА 1 ФУНТА
- ШПУЛЬ 16 ФУНТОВ
- КОРОБКА 300 ФУНТОВ
купить сейчас
Алюминий Магний Марганцевый сплав обычно используется для более прочной сварки основных материалов 5XXX и 6XXX. Он имеет более высокую столбчатую прочность и использует меньшую силу тока для того же WFS, что и присадочные металлы 4XXX.
Он имеет более высокую столбчатую прочность и использует меньшую силу тока для того же WFS, что и присадочные металлы 4XXX.
Характеристики
- • Разработаны для применений, где требуется повышенная прочность
- • Для базовых материалов 5083 и 5456
- • Отличная коррозионная стойкость идеально подходит для судостроения и морского применения
Позиции сварки
- Все, кроме вертикального вниз
Защитный газ
- 100% аргон Смеси аргона и гелия Расход: 30–50 кубических футов в час
Предупреждение —
Рак и репродуктивный вред —
www.P65Warnings.ca.gov
| СООТВЕТСТВИЕ | СПЕЦИФИКАЦИЯ | КЛАССИФИКАЦИЯ |
|---|---|---|
| АМС | АМС А5. 10 10 | ER5183 |
| Классификация | %Ве | %Mg | %Zn | %Cr | %Cu | %Fe | %Мн | %Si | %Ti |
|---|---|---|---|---|---|---|---|---|---|
| ER5183 Требование | 0,0003 макс. | 4,3 — 5,2 | 0,25 макс. | 0,05 — 0,25 | 0,10 макс. | 0,40 макс. | 0,50 — 1,0 | 0,40 макс. | 0,15 макс. |
| Типичный результат | 0,0003 макс. | 4.9 | 0,01 | 0,07 | 0,00 | 0,12 | 0,6 | 0,05 | 0,07 |
| Диаметр | Защитный газ | Расход газа л/мин (CFH) | Полярность | CTWD мм (дюйм) | Скорость подачи проволоки м/мин (дюйм/мин) | Напряжение вольт | Прибл. Текущий Текущий ампер |
|---|---|---|---|---|---|---|---|
| 0,9 мм (0,035 дюйма) | 100% Ар | 14-24 (30-50) | DC+ | 12,7 (¹/₂) — 15,9 (⁵/₈) | 19,6 (770) | 21,6 | 185 |
| 1,2 мм (3/64 дюйма) | 100% Ар | 14-24 (30-50) | DC+ | 12,7 (¹/₂) — 15,9 (⁵/₈) | 12,7 (500) | 23,0 | 210 |
| 1,6 мм (1/16 дюйма) | 100% Ар | 14-24 (30-50) | DC+ | 12,7 (¹/₂) — 15,9 (⁵/₈) | 9,1 (360) | 24,8 | 280 |
| 2,4 мм (3/32 дюйма) | 100% Ар | 85 (180) | DC+ | 19,0 (³/₄) | 8,0 (315) | 28,0 | 500 |
| 3,2 мм (1/8 дюйма) | 100% Ар | 85 (180) | DC+ | 19,0 (³/₄) | 5,1 (200) | 30,3 | 535 |
Сварка МИГ | Металлургия для чайников
Сварка MIG — обзор Сварка MIG — это аббревиатура от Metal Inert Gas Welding. Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что от сварщика по-прежнему требуются навыки, но сварочный аппарат MIG будет непрерывно заполнять свариваемое соединение. Сварку MIG можно использовать для сталей любой толщины, алюминия, никеля и даже нержавеющей стали и т. д. Однако чаще всего она используется в производственных и коммерческих условиях.
Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что от сварщика по-прежнему требуются навыки, но сварочный аппарат MIG будет непрерывно заполнять свариваемое соединение. Сварку MIG можно использовать для сталей любой толщины, алюминия, никеля и даже нержавеющей стали и т. д. Однако чаще всего она используется в производственных и коммерческих условиях.
Сварка МИГ — это аббревиатура от «Сварка металла в среде инертного газа»
Сварка металла в среде инертного газа (МИГ), также иногда называемая дуговой сваркой металлическим газом (GMAW), представляет собой процесс, разработанный в 1940-х годах для сварки алюминия и других цветных металлов. Сварка МИГ представляет собой автоматический или полуавтоматический процесс, в котором проволока, подключенная к источнику постоянного тока, действует как электрод для соединения двух кусков металла при непрерывном пропускании через сварочный пистолет. Поток инертного газа, изначально аргона, также пропускают через сварочную горелку одновременно с проволочным электродом. Этот инертный газ действует как защитный экран, не давая переносимым по воздуху загрязняющим веществам попасть в зону сварки.
Этот инертный газ действует как защитный экран, не давая переносимым по воздуху загрязняющим веществам попасть в зону сварки.
Основное преимущество сварки MIG заключается в том, что она позволяет сваривать металл намного быстрее, чем традиционные методы сварки электродами. Это делает его идеальным для сварки более мягких металлов, таких как алюминий. Когда этот метод был впервые разработан, стоимость инертного газа делала процесс слишком дорогим для сварки стали. Однако с течением времени этот процесс развивался, и полуинертные газы, такие как двуокись углерода, теперь могут использоваться для обеспечения функции защиты, что теперь делает сварку MIG экономически выгодной для сварки стали.
Оборудование для сварки MIG состоит из сварочной горелки, источника питания, источника защитного газа и системы подачи проволоки, которая стягивает проволочный электрод с катушки и проталкивает его через сварочную горелку. Для сварочной горелки с водяным охлаждением может потребоваться источник охлаждающей воды. Существуют также стержневые печи Mig для правильного хранения электродов.
Существуют также стержневые печи Mig для правильного хранения электродов.
В большинстве случаев сварки MIG требуется постоянный ток с обратной полярностью. Этот тип электрического соединения обеспечивает стабильную дугу, способствует плавному переносу металла, имеет относительно низкие потери на разбрызгивание и обеспечивает хорошие характеристики сварного шва. Прямая полярность постоянного тока (отрицательный электрод) используется редко, поскольку дуга может стать нестабильной и неустойчивой, даже если скорость плавления электрода выше.
Основной принцип сварки МИГ
Переменный ток не нашел коммерческого применения при сварке МИГ, потому что дуга гаснет в течение каждого полупериода, когда ток снижается до нуля, и она может не зажечься снова, если катод достаточно остынет. Доступны горелки MIG для ручной манипуляции, полуавтоматической сварки, а также для машинной или автоматической сварки. Поскольку электрод подается непрерывно, сварочная горелка должна иметь скользящий электрический контакт для передачи сварочного тока на электрод.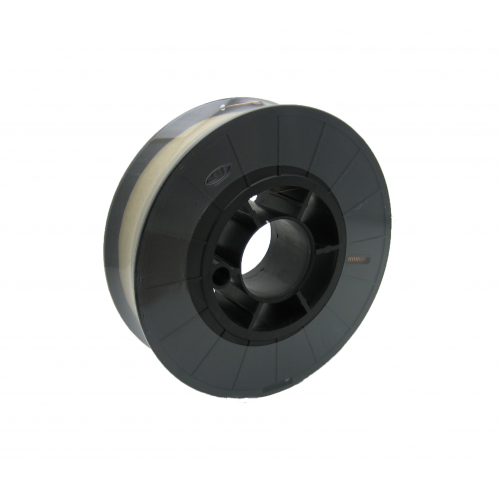 Пистолет также должен иметь газовый канал и сопло для направления защитного газа вокруг дуги и расплавленной сварочной ванны.
Пистолет также должен иметь газовый канал и сопло для направления защитного газа вокруг дуги и расплавленной сварочной ванны.
Электрический переключатель используется для включения и выключения сварочного тока, подачи электрода и подачи защитного газа. Выбор горелки с воздушным или водяным охлаждением зависит от типа защитного газа, диапазона сварочного тока, материалов, конструкции сварного соединения, а также существующей практики и условий производства. Пистолеты с воздушным охлаждением обычно ограничены работой с током 200 ампер или меньше. Пистолеты с водяным охлаждением обычно используются для приложений, требующих от 200 до 750 ампер. Водяные линии в горелке с водяным охлаждением увеличивают вес и уменьшают маневренность горелки при сварке. Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc.
Сварка MIG , в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Постоянный ток течет в одном направлении, от минуса (-) к плюсу (+). Источник питания, используемый для сварки MIG, называется «источник постоянного напряжения». При сварке MIG контролируется и регулируется напряжение. При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Аппараты для сварки TIG и дуговой сварки используют силу тока для настройки машины или «источника питания с постоянной силой тока».
Источник питания, используемый для сварки MIG, называется «источник постоянного напряжения». При сварке MIG контролируется и регулируется напряжение. При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Аппараты для сварки TIG и дуговой сварки используют силу тока для настройки машины или «источника питания с постоянной силой тока».
Сварочные аппараты MIG состоят из рукоятки с курком, управляющим подачей проволоки, подающей проволоку с катушки к сварному соединению. Провод похож на бесконечный тормозной трос велосипеда. Проволока проходит через направляющую, которая также имеет подачу газа по тому же кабелю к точке дуги, которая защищает сварной шов от воздуха.
Преимущества сварки MIG:
- Высококачественные сварные швы могут быть выполнены намного быстрее
- Поскольку флюс не используется, исключается попадание шлака в металл шва, что приводит к получению сварных швов высокого качества
- Газовый экран защищает дугу, так что потери легирующих элементов очень малы. Образуются лишь незначительные брызги при сварке
- Сварка MIG универсальна и может использоваться с широким спектром металлов и сплавов
- Процесс MIG может осуществляться несколькими способами, включая полуавтоматический и полностью автоматический
- Позволяет производить длинные непрерывные швы намного быстрее, чем традиционные методы сварки.
- Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим количеством брызг.
- Может использоваться с широким спектром металлов и сплавов.
 Образуются лишь незначительные брызги при сварке
Образуются лишь незначительные брызги при сваркеНедостатки:
- Сварку МИГ нельзя использовать в вертикальном или потолочном положении из-за высокого тепловложения и текучести сварочной ванны
- Оборудование сложное.
- Оборудование довольно сложное, так как для сварки MIG требуется источник постоянного тока, постоянный источник и поток газа, а также постоянно движущийся проволочный электрод. Кроме того, электроды доступны в широком диапазоне размеров и изготавливаются из различных типов металлов в соответствии с назначением сварки.
- Реальная используемая технология отличается от традиционных методов сварки, поэтому даже для опытных сварщиков существует кривая обучения, связанная со сваркой MIG. Например, сварщикам MIG необходимо отодвинуть сварочную ванну от себя и вдоль шва.
- Необходимость защиты от инертного газа означает, что сварку MIG нельзя использовать на открытой площадке, где ветер может сдуть защитный газ.
 Кроме того, электроды доступны в широком диапазоне размеров и изготавливаются из различных типов металлов в соответствии с назначением сварки.
Кроме того, электроды доступны в широком диапазоне размеров и изготавливаются из различных типов металлов в соответствии с назначением сварки. Газ для сварки MIG — это то, что делает сварку MIG возможной. Имя сообщает нам об этом; «Сварка металлов в среде инертных газов». Используемые газы защищают сварной шов от кислорода воздуха. Когда в смесь добавляется углекислый газ или кислород, сварка MIG технически больше не является сваркой MIG. Это связано с тем, что и углекислый газ, и кислород не являются инертными газами. Затем процесс становится GMAW или дуговой сваркой металлическим газом.
Тип используемого газа также определяет:
- Насколько глубоко сварной шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего обратиться за информацией в магазин сварочных материалов. Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Или можно воспользоваться рекомендацией производителя сварочной проволоки. Как правило, производитель предоставляет несколько вариантов, начиная от наилучшего и заканчивая тем, что обеспечивает минимально приемлемые результаты. Окончательный выбор типа газа зависит от стоимости.
Четыре наиболее распространенных газа:
- Аргон
- СО2 / двуокись углерода
- О2 / Кислород
- Гелий (наименее распространенный)
В большинстве случаев эти газы используются в виде смеси, обычно состоящей из двуокиси углерода и аргона или кислорода. Кислород является причиной большинства дефектов сварки, однако в небольших количествах, смешанных с другими газами, он улучшает характеристики дуги. Аргон и углекислый газ можно использовать сами по себе. В некоторых случаях используется трехкомпонентный защитный газ, содержащий аргон, углекислый газ и гелий.
Кислород является причиной большинства дефектов сварки, однако в небольших количествах, смешанных с другими газами, он улучшает характеристики дуги. Аргон и углекислый газ можно использовать сами по себе. В некоторых случаях используется трехкомпонентный защитный газ, содержащий аргон, углекислый газ и гелий.
Наиболее распространенные смеси и газы:
- C2 или 2% углекислого газа и 98% аргона
- C25 или 25 % углекислого газа и 95 % аргона
- 100% двуокись углерода
- 100% аргон
Сварка углеродистой стали может выполняться только с использованием двуокиси углерода, и она дает самое глубокое проплавление, самый дымный и самый грубый сварной шов. Можно использовать смесь газов с содержанием углекислого газа от 2% до 25% и остального аргона. Однако более высокий процент аргона приведет к более гладкому, лучшему внешнему виду сварного шва и улучшит характеристики дуги.
Сварка нержавеющей стали обычно выполняется с использованием C2 или 2% углекислого газа и 98% аргона. В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа. Сварка алюминия обычно выполняется только аргоном, за одним исключением. Если свариваемый алюминий толще ½ дюйма, в смесь может быть добавлен гелий.
В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа. Сварка алюминия обычно выполняется только аргоном, за одним исключением. Если свариваемый алюминий толще ½ дюйма, в смесь может быть добавлен гелий.
Сварка MIG — это сварочный процесс, с помощью которого можно сваривать практически любой металл. Это может быть не всегда лучший выбор для качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных нужд! Не все строят космическую станцию.
Три наиболее распространенных металла, свариваемых с помощью сварочного аппарата MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальной подачей, потому что алюминиевая проволока очень мягкая.
Сварка углеродистой стали почти безупречно выполняется с помощью сварочного аппарата MIG. Проблем очень мало, если не считать недостатков конструкции сварочного аппарата MIG.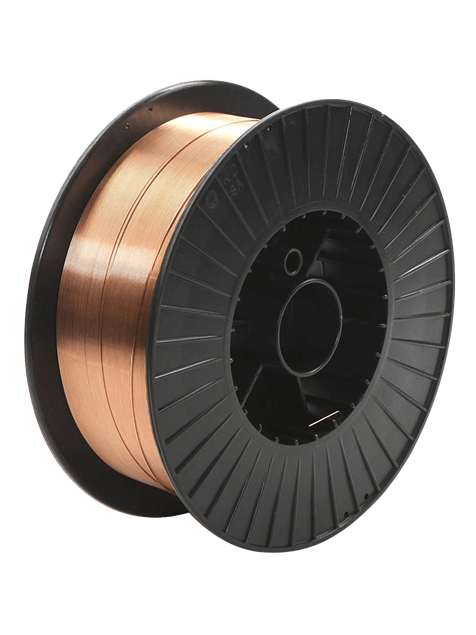 Жесткость проволоки как раз подходит для прохождения через направляющую из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без намотки. В зависимости от того, при каком напряжении работает сварочный аппарат MIG, сварку можно настроить на один из трех типов переноса: короткое замыкание, шаровидный или струйный.
Жесткость проволоки как раз подходит для прохождения через направляющую из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без намотки. В зависимости от того, при каком напряжении работает сварочный аппарат MIG, сварку можно настроить на один из трех типов переноса: короткое замыкание, шаровидный или струйный.
Сварка MIG нержавеющей стали не требует специального оборудования. В случае сварки нержавеющей стали самая большая проблема возникает из-за шнура или вкладыша сварщика. Хитрость при сварке нержавеющей стали заключается в том, чтобы держать шнур как можно более прямым. В противном случае механизм подачи проволоки, питающий сварное соединение, будет иметь слишком большое трение из-за того, что нержавеющая сталь более жесткая, чем углеродистая сталь. Представьте, что вы пытаетесь продеть проволочную вешалку через согнутый садовый шланг. Скорее всего, если шланг прямой, вы можете легко его продеть. Если шланг перегнут, у вас возникнут трудности.
Для сварки MIG алюминия обычно требуется двойная подача, называемая методом проталкивания и вытягивания. То есть катушка с проволокой продевается через ручку MIG, а сама ручка имеет шкив, который натягивает проволоку. Сварка алюминия не очень распространена для сварки MIG. Обычно это делается, когда требуется высокая производительность. На первом рисунке ниже показана двухроликовая проталкивающая подача на установке Millermatic 350P MIG. Второе и третье изображения ниже представляют собой вид снизу и вид сверху пистолета с протяжной подачей Python.
Вам также может понравиться
| Процедура сварки Спецификация процедуры сварки (WPS)… | Что такое ВИГ СВАРКА? Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная… | Подводная сварка Подводная сварка — это вид сварки. .. .. | Сварка Сварка – это изготовление или скульптурный процесс… |
Как сварить алюминий? | ПАТОН Европа
Алюминий – второй по распространенности сплав в мире . Его плотность в три раза меньше, чем у железа. Среди его важнейших преимуществ, помимо легкого веса и высокой прочности, можно выделить малый вес и устойчивость к ржавчине.
В дополнение к своим антикоррозионным свойствам алюминий также имеет низкую температуру плавления и хорошую электропроводность. Неудивительно, что все больше людей хотят сваривать алюминий – его широкое применение отмечается в пищевой, автомобильной, аэрокосмической, строительной и электротехнической отраслях. Безусловно, наибольшая роль алюминия и его сплавов приходится на автомобильную промышленность.
Использование алюминиевых компонентов в автомобилях делает их намного легче, чем компоненты из других металлов, поэтому вес автомобиля меньше, что приводит к более эффективному расходу топлива и снижению выбросов CO2 в атмосферу.
Содержание
Правильный процесс сварки
Для сварки алюминия нам необходимо выбрать правильный процесс сварки.
Любой процесс сварки, в котором используется флюс, включая сварку электродом, дуговую сварку порошковой проволокой, сварку алюминия электродами и дуговую сварку под флюсом, как правило, неэффективен для этого материала.
Процессы сварки определяют не только то, как будет выглядеть сварка алюминия, но и то, какой сварочный аппарат нам нужен. В большинстве случаев нам понадобятся два отдельных сварочных аппарата для сварки алюминия двумя методами — и это потому, что большинство полуавтоматических сварочных аппаратов не имеют переменного тока в методе TIG, который требуется для сварки алюминия.
Итак, у нас есть два метода сварки алюминия:
- Сварка ВИГ (вольфрам в инертном газе)
- Сварка МИГ (металл в инертном газе)
Сварочные аппараты ВИГ чаще всего используются для сварки алюминия. Это метод дуговой сварки в защитных газах, это гарантия получения швов высочайшего качества. При этом способе весь процесс осуществляется неплавким и жаростойким вольфрамовым электродом, при участии которого образуется сварочная дуга, нагревающая и разжижающая алюминий.
Метод сварки MIG алюминия применяется, когда толщина металла превышает 1 мм. Сам процесс требует использования присадочной проволоки, которая подается через классическую горелку MIG или шпульный пистолет с помощью механической системы подачи проволоки. Сварка MIG алюминия может быть сложной даже для тех сварщиков, которые имеют опыт в этом методе сварки, так как он сильно отличается от сварки MIG мягкой стали.
Сварка алюминия методом МИГ
Метод сварки МИГ включает сварку с использованием аналогичного инертного защитного газа, такого как гелий или аргон. Сварка осуществляется с помощью электрической дуги, создаваемой между плавким электродом и свариваемой частью алюминия.
Сварные швы, выполненные таким образом, отличаются хорошим качеством, эффективностью сварки и низкими затратами на сварку. При сварке МИГ, в зависимости от параметров тока, различают метод короткого замыкания и метод распыления. При сварке алюминия ток не должен быть очень высоким, чтобы перенос капель был распыленным, потому что температура плавления намного ниже по сравнению со сталью.
Как сваривать алюминий методом сварки MIG
Необходимое оборудование для сварки алюминия
Первое, с чего нужно начать в случае с MIG-сваркой алюминия, это заменить картридж в MIG-горелке со стандартного металлического на тефлоновый. Этот тип вставки улучшит скольжение алюминиевой проволоки в держателе и предотвратит ее деформацию. Вы можете пропустить этот процесс, если у вас есть подходящая катушка.
Тефлон для горелки MIG/MAG То же касается и роликов в подающем устройстве, необходимо заменить их на тефлоновые, форма канавки которых напоминает букву «U» – это также направлено на ограничение деформации, которая может возникнуть на сварочной проволоке.
Чтобы обеспечить точную подачу проволоки в месте сварки, наш аппарат должен быть оснащен 4-х роликовым механизмом подачи проволоки . После установки проволоки в держатель токовый наконечник следует заменить на маркированный «А» для сварки алюминия — из-за расширения алюминия при нагреве.
Что касается защитного газа, то лучше всего подойдет чистый аргон.
Полезные функции для сварки MIG алюминия
Современное сварочное оборудование также дает нам возможность сварки импульсным током, функция, которая будет полезна при сварке тонких алюминиевых деталей. Для сварки алюминия необходимо использовать аргон в качестве защитного газа и нагревать материал перед сваркой.
Нет необходимости нагревать материал, если используется смесь Ar+ (50÷75%). Имеет защитный газ, т.к. гелий увеличивает тепловую мощность дуги. Последнее, что нужно сделать перед сваркой, это как следует очистить материал от слоя оксида алюминия.
Сначала обезжирьте свариваемую поверхность, например, экстракционным бензином, а на следующем этапе удалите оксидные покрытия щеткой из нержавеющей стали. Метод MIG позволяет добиться глубокого провара при сварке, поэтому металлические листы толщиной до 6 мм не нуждаются в скашивании кромок.
Необходимо только оставить зазор около 1 мм между краями. В пределах 6-15 мм кромки пластин скошены по V (угол 70°). с порогом 2-5 мм и зазором между краями 1-2 мм. При возможности двусторонней сварки листовой металл толщиной более 15 мм должен быть скошен по Х (угол 70°) с порогом 2-3 мм.
Помимо необходимости скашивания кромок листов, требуется также их тщательное обезжиривание и очистка от окиси алюминия – здесь очень поможет проволочная щетка из нержавеющей стали.
Надлежащая подготовка материала методом MIG
Подготовленный таким образом материал дает нам гарантию правильно выполненного соединения без дефектов.
Сварка коротким замыканием более удобна при сварке тонколистового металла, а также при сварке в вынужденных положениях. До толщины 25 мм используется 100% аргон, для листов толщиной 25-50 мм используется аргон с 10-35% гелия, а для толщин более 50 мм используется смесь аргона с 35-70% гелия.
Из-за высокой теплопроводности алюминия при использовании смесей гелия с высокой энергией ионизации сварочные токи аналогичны сварочным токам стали, но напряжение дуги выше. Температура плавления алюминия ниже, поэтому для поддержания подходящего сечения стежка скорость сварки намного выше. С введением в сварочное оборудование функции импульсной сварки удалось добиться надежности соединения, как в методе TIG, и снизить риск образования горячих трещин.
Как направлять сварочную горелку в режиме MIG MAG?
Независимо от толщины соединяемых кромок наиболее выгодно сваривать слева направо. Шпульный пистолет должен быть установлен почти перпендикулярно листам (угол отклонения пистолета не более 10-20°).
Сварка без перерыва и максимально короткой дугой (расстояние газового сопла пистолета от материала не должно превышать 10-15 мм) . Используя этот метод, вы можете сваривать в горизонтальном, вертикальном и пристенном положениях. Из-за высокой скорости процесса в настоящее время это самый экономичный из методов сварки.
Раньше метод MIG MAG применялся только для менее ответственных соединений из-за микропористости сварных швов и связанного с этим снижения прочности. Благодаря современному сварочному оборудованию и материалам все более высокого качества сегодня соединения, выполненные на машинах mig, обладают достаточной прочностью.
Как полуавтоматическая, так и автоматическая сварка позволяют выполнять сварку во всех положениях, включая вертикальное и пристенное.
Толщина материала в процессе сварки MIG
Толщина материала [мм] | Argon consumption [l/min] | Welding speed [mm/min] | ||||
2 3 4 5 6 8 10 12 20 | 0,8 1,0 1,2 1,6 1,6 2,0 2,0 2,4 2,4 2,02,4 2,4 2,02,4 9004 2 40065 2,0 | 90–130 100–150 150–200 180–240 220–270 250–300 280–320 300–370 350–400 | 22–24 22–24 24–25 24–25 24–25 25–26 26–28 26–28 26–28 | 7,5 6,0 5,0 4,6 5,0 4,8 5 ,0 3,8 4,0 | 12 14 14 15 15 18 18 18 20 | 700 650 600 600 600 550 500 450 300 |
Сварка алюминия методом ВИГ
Сварка ВИГ чаще всего используется для сварки тонких профилей из нержавеющей стали, цветных металлов, таких как алюминий и медь. Это гораздо более медленный процесс, чем большинство других методов сварки.
Это также гораздо более сложный и трудный в освоении способ сварки, так как он требует от сварщика большого контроля и ловкости. Сварщик, использующий метод TIG, должен поддерживать надлежащую короткую длину дуги, что делает этот процесс требующим большой осторожности, чтобы предотвратить контакт электрода с заготовкой.
Не каждый сварщик, который позволяет сварку TIG, сможет сваривать алюминий . Большая часть сварщиков на рынке, которые предлагают методы сварки TIG в дополнение к методам сварки MMA или MIG, могут сваривать только постоянным током, что исключает сварку алюминия.
Для сварки алюминия нужен сварочный аппарат с режимом переменного тока. Такие сварочные аппараты чаще всего имеют в названии «AC/DC», что означает, что мы можем сваривать ими как на постоянном, так и на переменном токе.
Что нужно для сварки алюминия методом TIG?
До сварного алюминия в методе TIG, необходимо:
- TIG AC Welder
- TIG WELDING TORCH
- ЭКСПОРТИРОВАНИЕ Газовой газ
- TUNGSTEN NO-CONSUMABLE ELECTRODE
полезные функции для TIGSTEN ALUMINSUMABLE ELECTRODE
полезные функции для TIGSLED ALUMINSUMABLE ELECTRODE
полезные.
или сварка неплавким вольфрамовым электродом в среде инертного газа, можно использовать с очень тонким алюминием, менее 1 мм. Верхний предел толщины металла около 10 мм. Для сварки используются электроды из материала с очень высокой температурой плавления, а их соответствующая форма обеспечивает стабильное горение дуги.Метод TIG позволяет использовать переменный ток (AC), что в случае соединения алюминия дает отличные результаты в получении сварного шва хорошего качества и позволяет поддерживать чистоту сварочной ванны. На это влияет эффективное удаление оксидов, образовавшихся на поверхности металла.
Толщина материала и сила тока
Сила тока выбирается в зависимости от толщины материала, диаметра сопла и расхода газа. Диаметр вольфрамового электрода подобран так, чтобы на 1 мм приходился ток 40 ампер. Диаметр сварочного стержня должен соответствовать диаметру сварочного электрода.
При сварке тонких листов в положении ниже среднего тока целесообразно нагревать вольфрамовый электрод, зажигая дугу на графитовой пластине, а затем перенося дугу на свариваемые детали.
Направление сварочной горелки методом TIG
Сплав подается в сварочную ванну путем продвижения проволоки в обратном направлении. Это включает в себя продвижение стержня в сварочную ванну, а затем, после расплавления конца стержня, перемещение его назад настолько, чтобы конец находился за пределами зоны с самой высокой температурой.
Техника сварки более толстых алюминиевых деталей в нижнем положении немного отличается. Более высокий сварочный ток делает взрыв сварочной дуги намного сильнее, а сварочная ванна также больше. Любое введение проволоки в зону сварочной дуги вызывает сильное возмущение дуги, разбрызгивание жидкого металла и контакт алюминия с вольфрамом, что приводит к прерыванию сварки.
Необходимо обеспечить непрерывное поступление сплава в сварочную ванну. Проволока должна быть наклонена к заготовке под очень небольшим углом. В зависимости от толщины свариваемых деталей выполняют одно- или многослойные швы. До толщины 6 мм можно выполнять однослойные швы, выше этой толщины — многослойные швы.
Сварка алюминия – часто задаваемые вопросы
Какой тип сварки используется для алюминия?
Для сварки алюминия мы используем методы TIG и MIG.
Можно ли сваривать алюминий обычным сварочным аппаратом?
Можно сваривать алюминий с помощью сварочного аппарата, но это очень неэффективно и не рекомендуется.
Трудно ли сваривать алюминий?
Да, алюминий — один из самых сложных материалов для сварки, особенно для начинающих сварщиков.
Создание гладкого пути подачи проволоки для сварки MIG
Обновлено: Опубликовано:
Гладкий путь подачи проволоки является критически важным при сварке MIG. Сварочная проволока должна легко проходить с катушки на механизме подачи через силовой штифт, направляющий канал и горелку до контактного наконечника для образования дуги. Это позволяет оператору сварки поддерживать постоянный уровень производительности и достигать хорошего качества сварки, а также минимизировать дорогостоящие простои для устранения неполадок и возможных переделок.
Однако есть несколько проблем, которые могут нарушить подачу проволоки. Это может вызвать множество проблем, в том числе неустойчивую дугу, обратное прожигание (образование сварного шва внутри или на контактном наконечнике) и застревание (спутывание проволоки в приводных роликах). Для новых операторов сварки, которые могут быть не знакомы с процессом сварки MIG, эти проблемы могут быть особенно неприятными. К счастью, есть способы легко предотвратить проблемы и создать надежный путь подачи проволоки.
Длина направляющего канала оказывает большое влияние на то, насколько хорошо проволока будет проходить по всему пути. Слишком длинная направляющая может привести к ее перекручиванию и плохой подаче проволоки, тогда как слишком короткая направляющая не обеспечит достаточной поддержки проволоки при ее прохождении. В конечном итоге это может привести к возникновению микродуги внутри контактного наконечника, что приведет к обратному прожогу или преждевременному выходу из строя расходных материалов. Это также может быть причиной неустойчивой дуги и птичьего гнезда.
Правильно обрежьте вкладыш и используйте правильную систему
К сожалению, проблемы с подрезкой сварочной направляющей возникают часто, особенно среди менее опытных сварщиков. Чтобы избавиться от догадок при правильной обрезке направляющего канала сварочной горелки и обеспечить безупречный путь подачи проволоки, рассмотрите систему, которая устраняет необходимость измерения направляющего канала для замены. Эта система фиксирует вкладыш на месте в задней части горелки, позволяя сварщику подрезать его заподлицо с силовым штифтом. Другой конец вкладыша фиксируется в передней части пистолета на контактном наконечнике; он концентрически выровнен между двумя точками, поэтому вкладыш не будет растягиваться или сжиматься во время обычных движений.
При использовании обычного лайнера избегайте перекручивания пистолета при обрезке лайнера и используйте калибр для обрезки лайнера, если он имеется. Направляющие втулки с внутренним профилем, обеспечивающим меньшее трение сварочной проволоки при прохождении через направляющую, являются хорошим выбором для обеспечения эффективной подачи проволоки. Они имеют специальное покрытие и свернуты из более крупного профиля, что делает вкладыш более прочным и обеспечивает плавную подачу.
Используйте правильный контактный наконечник и правильно установите его Соответствие размера сварочного контактного наконечника диаметру проволоки — еще один способ обеспечить свободный путь подачи проволоки. Например, провод диаметром 0,035 дюйма следует подобрать к контактному наконечнику того же диаметра. В некоторых случаях может потребоваться уменьшить контактный наконечник на один размер, чтобы улучшить подачу проволоки и контроль дуги. Обратитесь за рекомендациями к надежному производителю расходных материалов для сварки или дистрибьютору сварочных материалов.
Ищите износ в виде замочной скважины (когда отверстие контактного наконечника изнашивается и становится продолговатым), так как это может вызвать обратное прожигание, препятствующее подаче проволоки.
Обязательно правильно установите контактный наконечник, затянув его сильнее, чем от руки, чтобы избежать перегрева наконечника, который может препятствовать подаче проволоки. Обратитесь к руководству по эксплуатации от производителя сварочного контактного наконечника, чтобы узнать о рекомендуемом крутящем моменте.
Неправильно обрезанный вкладыш может привести к застреванию птиц или запутыванию проволоки в приводных роликах, как показано здесь. Выберите правильные приводные ролики и установите правильное натяжение Приводные ролики играют важную роль в обеспечении плавной подачи сварочной горелки MIG.
Размер приводного ролика должен соответствовать размеру используемой проволоки, а стиль зависит от типа проволоки. При сварке сплошной проволокой приводной ролик с V-образной канавкой обеспечивает хорошую подачу. Порошковая проволока — как газо-, так и самозащитная — и металлопорошковая проволока хорошо работают с приводными роликами с V-образной накаткой. Для сварки алюминия используйте приводные ролики с U-образными канавками; алюминиевые провода очень мягкие, поэтому этот стиль не сломает и не повредит их.
Чтобы установить натяжение приводного ролика, поверните ручку механизма подачи проволоки на пол-оборота после проскальзывания. Нажмите на спусковой крючок пистолета МИГ, подавая провод в руку в перчатке и медленно скручивая его. Проволока должна проходить без проскальзывания.
Качество сварочной проволоки и тип ее упаковки влияют на подачу проволоки. Высококачественная проволока, как правило, имеет более постоянный диаметр, чем низкокачественная, что облегчает прохождение через всю систему. Он также имеет постоянный заброс (диаметр, когда отрезок проволоки отрезается от катушки и помещается на плоскую поверхность) и спираль (расстояние, на которое проволока поднимается от плоской поверхности), которые увеличивают возможности подачи проволоки. Хотя более качественная проволока может стоить дороже, она может помочь снизить долгосрочные затраты за счет сведения к минимуму риска проблем с подачей.
Осмотрите контактный наконечник на наличие зазоров, так как это может привести к обратному прожогу (образованию сварного шва внутри или на контактном наконечнике), как показано на этом рисунке. Проволока из больших барабанов обычно имеет большой отлив при выходе из упаковки, поэтому она подается более прямолинейно, чем проволока из катушки. Если объем сварочной операции может поддерживать барабан большего размера, это может учитываться как для целей подачи проволоки, так и для сокращения времени простоя для переналадки.
В дополнение к следованию передовым методам по созданию свободного пути подачи проволоки и знанию способов быстрого устранения неполадок важно иметь надежное оборудование. Первоначальные инвестиции в высококачественный механизм подачи проволоки и долговечные сварочные материалы могут окупиться в долгосрочной перспективе за счет сокращения проблем и затрат, связанных с проблемами подачи проволоки. Меньшее время простоя означает больше внимания к производству деталей и доставке их клиентам.
Опубликовано в блоге Amperage, Расходные материалы3, Общая сварка, Полуавтоматические горелки MIG3сварка МИГ | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлены сведения о сварке МИГ, рассмотрены типы сварки МИГ, отличия от сварки МАГ, особенности сварочных аппаратов и методов сварки. На этой странице также объясняется метод низкочастотной импульсной сварки с наложением, используемый в производстве автомобилей и мотоциклов.
Сварка MIG (металл в среде инертного газа) — еще один метод дуговой сварки. Как и при сварке TIG, в качестве защитного газа используется инертный газ, но сварка MIG — это тип сварки плавящимся электродом, в котором используется разрядный электрод, плавящийся во время сварки.
Этот процесс обычно используется для соединения деталей из нержавеющей стали или алюминиевого сплава. В зависимости от свариваемого металла следует использовать соответствующий тип защитного газа.
В качестве электрода используется спиральная сварочная проволока. Свернутая проволока прикреплена к блоку подачи проволоки и автоматически направляется на наконечник горелки с помощью подающего ролика, который приводится в действие электродвигателем. Провод находится под напряжением, когда он проходит через контактный наконечник. Между проволокой и основным материалом зажигается дуга, которая одновременно расплавляет проволоку и основной материал для их сварки. Во время процесса защитный газ подается через сопло в зону сварки и ее окрестности, чтобы защитить дугу и сварочную ванну от атмосферы.
- Газ Ar или
Ar + 2% O 2 Газ - Электрод из сплошной проволоки
Полуавтоматический сварочный аппарат MIG в основном состоит из следующего:
- Сварочный источник питания
- Блок подачи проволоки
- Сварочная горелка
- Газовый баллон
Конфигурация почти такая же, как и у аппарата для сварки MAG, за исключением некоторых усовершенствований, добавленных к блоку подачи проволоки. Поскольку сварка MIG часто используется для сварки алюминия, необходимо усовершенствовать устройство подачи проволоки, чтобы обеспечить стабильную подачу проволоки из мягкого алюминия (четырехвалковая система).
- Газовый баллон
- Регулятор расхода газа
- Сварочный источник питания
- Блок подачи проволоки
- Блок дистанционного управления
- Сварочная горелка
Сварку МИГ можно классифицировать в соответствии с использованием переменного или постоянного тока, импульсного или неимпульсного тока.
| Импульс | Метод сварки | |
|---|---|---|
| Постоянный ток (DC) | № | Сварка MIG короткой дугой |
| Сварка MIG распылением | ||
| Сварка MIG на сильном токе | ||
| Да | Импульсная сварка МИГ | |
| Низкочастотная импульсная сварка MIG с наложением | ||
| Переменный ток (AC) | Да | Импульсная сварка MIG на переменном токе |
| Низкочастотная сварка MIG с наложением импульсов переменного тока | ||
| DC + AC | Да | Композитная импульсная сварка МИГ переменным и постоянным током |
Сварка MIG с короткой дугой — это метод сварки, в котором используется явление переноса короткого замыкания (короткая дуга). Он часто используется в полуавтоматических системах, предназначенных для тонких листов, из-за низкого тепловложения в основной материал. Сварка MAG с использованием короткой дуги обычно используется для сварки листов средней толщины в вынужденных положениях. При сварке МИГ такие детали часто сваривают импульсной сваркой МИГ.
Сварка MIG со струйным распылением — это процесс, при котором сварочный ток устанавливается выше критического тока, чтобы установить более высокое напряжение дуги. В нем используется явление переноса распылением, при котором расплавленный наполнительный материал испаряется. Когда алюминиевая заготовка сваривается таким образом, что не образуются брызги, может возникнуть непровар или другие дефекты сварки. Чтобы предотвратить эту проблему, необходимо немного уменьшить напряжение дуги, чтобы обеспечить возможность сварки в режиме переноса небольшого факела. Распылительная сварка MIG больше не используется, потому что импульсная сварка MIG, которая может обрабатывать заготовки от малой до средней толщины, стала обычным явлением.
Для сварки MIG с большим током используется сварочная проволока большого диаметра (примерно от 3,2 до 5,6 мм). Сварочная система включает в себя сварочную горелку с соплом с двойным защитным газом и источник питания с постоянной характеристикой тока с номинальным выходным током около 1000 А.
Сварка МИГ с использованием постоянного и импульсного тока также называется обычной импульсной сваркой МИГ.
Основной принцип такой же, как у импульсной сварки MAG.
Этот метод сварки пропускает небольшой базовый ток для поддержания дуги и импульсного тока, превышающего критический ток, попеременно, чтобы позволить каплям распыления переноситься с проволоки, даже когда средний ток падает ниже критического тока. Они обеспечивают эффективную и качественную сварку тонких и толстых листов.
Низкочастотная импульсная сварка MIG с наложением — это метод, разработанный на основе импульсной сварки MIG для получения высококачественной сварки алюминиевых деталей. Поскольку этот процесс может создавать красивые чешуйчатые валики, его используют для сварки тонких алюминиевых пластин для автомобилей или мотоциклов.
- Скачать
Специальная поставка — Повышение производительности сварки
Сварка MIG в больших объемах, подобная той, которую выполняют многие OEM-производители и производители автомобилей уровня 1, может быть изнурительной гонкой на время, чтобы уложиться в сжатые сроки и соответствовать строгим стандартам качества. Для своевременной поставки качественных деталей сначала необходимо доставить проволоку для сварки этих деталей. Однако систему подачи проволоки часто упускают из виду в процессе сварки, и неправильная настройка подачи может вызвать проблемы с производительностью.
Существует семь основных параметров дозирования сварочной проволоки, которые следует учитывать при оптимизации системы подачи. Первая переменная — это тип провода.
Рис. 1. Без модулей проволочной направляющей трение скольжения увеличивается в два с половиной раза на каждом изгибе. Рис. 2. С модулями проволочной направляющей трение скольжения на каждом изгибе снижается. Тип проволоки В автомобильной промышленности используются четыре типа проволоки: сплошная сталь, сталь с сердечником, алюминий и силиконовая бронза. Ключевым моментом, который следует помнить при выборе типа провода, является то, что цветной провод ни в коем случае не должен соприкасаться с железным проводом. Это означает, что канал для сварочной проволоки может иметь стальную футеровку только при использовании проволоки из черных металлов (сплошной или с сердечником), в то время как для проволоки из цветных металлов во всей системе подачи проволоки должен использоваться только полимерный канал.
Использование стальной трубы с алюминиевой или силиконовой бронзой может загрязнить проволоку и вызвать серьезные проблемы с качеством сварки. Еще один важный фактор, о котором следует помнить, заключается в том, что не все провода изгибаются одинаково. Более мягкая проволока, такая как алюминий, а также порошковая проволока особенно чувствительны к малому радиусу изгиба.
Существуют решения, позволяющие выполнять эти крутые изгибы, такие как модуль направления проволоки от Wire Wizard, с помощью которого все типы проволоки могут выполнять повороты на 45, 90 и даже 180 градусов, когда это необходимо в системе подачи проволоки. В модулях используется ряд роликов, которые позволяют проволоке перемещаться по инерции вокруг витков, устраняя трение скольжения и уменьшая тяговое усилие двигателя подачи.
Пример применения с 180-градусным набором модулей направления проволоки, подающих проволоку в роботизированную сварочную ячейку ниже.Без модуля подачи проволоки трение скольжения увеличивается при каждом повороте системы подачи проволоки, что приводит к значительной нагрузке на двигатель подачи, а также к нестабильной подаче проволоки. На рисунках 1 и 2 показано, насколько увеличивается трение скольжения на каждом изгибе трубопровода, а также улучшения, связанные с использованием модуля.
Если на системе подачи проволоки установлен модуль направления проволоки, трение скольжения устраняется, поскольку проволока не волочится внутри кабелепровода. Несколько фунтов тягового усилия на двигателе подачи уменьшены до всего лишь унций.
Модуль представляет собой идеальное решение для производителей, поставляющих проволоку сверху сварочной камеры. Это становится все более распространенной конфигурацией, потому что она экономит ценную площадь.
Диаметр провода и длина каналаВторой переменной является диаметр провода. Для большинства автомобильных приложений этот диаметр редко превышает 0,052 дюйма (1,3 мм) и 0,045 дюйма в диаметре. Провод (1,1 мм) является обычным. Поэтому в большинстве приложений используется диаметр 0,300 дюйма. (7,6 мм) внутренний диаметр кабелепровода, хотя по-прежнему крайне важно использовать правильный кабелепровод в зависимости от типа провода. К счастью, производителям автомобильной промышленности не приходится иметь дело с монстром 5/32 дюйма. Проволока диаметром 4 мм, используемая при дуговой сварке под флюсом, создает совершенно новые проблемы с подачей проволоки.
Третья переменная — это длина кабелепровода. Чем длиннее пробег, тем выше нагрузка на механизм подачи проволоки. В случаях, когда требуется более длинный путь к механизму подачи проволоки, можно использовать модуль направляющих для проволоки и пневматический вспомогательный блок подачи проволоки . Блок помощи при подаче проволоки обеспечивает двухтактную систему подачи проволоки от источника к механизму подачи. Пневматический двигатель с двумя приводными роликами устраняет сопротивление проволоки. Использование этого метода позволяет расположить источник проволоки на расстоянии более 150 футов (46 м) от дуги, что означает, что пакеты проволоки для нескольких сварочных ячеек могут быть расположены в центре.
Вспомогательный блок пневматической подачи проволоки также рекомендуется для подачи алюминиевой и более легкой проволоки, которая может «застревать» в механизме подачи. Птичье гнездо — это, по сути, запутывание проволоки, которое препятствует подаче проволоки. Поскольку блок помощи при подаче проволоки устраняет нагрузку на двигатель механизма подачи, он позволяет более точно регулировать натяжение приводного ролика, что является основной причиной застревания и имеет решающее значение при подаче более легкой проволоки.
Заливка проволоки и спираль проволоки — следующие две переменные, которые могут повлиять на систему подачи проволоки. Отливка проволоки относится к кривизне одной жилы проволоки, измеренной как диаметр круга, образованного прядью, уложенной на плоскую поверхность. Отливка проволоки варьируется в зависимости от упаковки проволоки и количества оставшейся проволоки.
Более плотный заброс, например, когда проволока опущена во внутреннюю часть катушки, создает меньшую площадь контакта между контактным наконечником и поверхностью проволоки, вызывая потенциальные проблемы с передачей тока, а также чрезмерный износ контактного наконечника и блуждание по дуге. Отливка большего радиуса может вызвать прерывистые дуги из-за плохого контакта с внутренним диаметром контактного наконечника.
Спираль проволоки (также известная как шаг проволоки) определяется как подъем одной жилы проволоки, когда она размещена на плоской поверхности (насколько высоко проволока отскакивает от пола). Это измеряется по горизонтали для железной проволоки и по вертикали для алюминиевой проволоки. Думайте об этом как о «пружине» в проводе.
Проволочная спираль может быть проблемой, если она непостоянна, что может вызвать проблемы с отслеживанием вдоль сварного шва. В идеале форма проволоки и спираль должны оставаться неизменными на протяжении всего срока службы пакета проволоки. Плохая отливка и спираль могут привести к тому, что проволока будет скручиваться и выкручиваться из контактного наконечника в разной степени. На рис. 3 (на следующей странице) показана литая проволока и спираль.
Выпрямители проволоки, тем не менее, могут служить отличным инструментом для точной настройки формы проволоки и спирали и могут повысить общую стабильность сварки за счет стабилизации подачи проволоки. Чаще всего они устанавливаются на механизме подачи проволоки для выпрямления или переделки проволоки перед ее подачей в сварочную горелку.
Волочильные составы Некоторая проволока может быть исключена из следующей переменной: волочильные составы (или иначе грязная проволока). Однако большая часть проволоки покрыта по крайней мере некоторыми составами для волочения. Эти волочильные составы используются в процессе производства проволоки или наносятся на проволоку для предотвращения коррозии. Иногда они могут испортить систему проводной доставки.
В рамках графика технического обслуживания система подачи проволоки должна периодически проверяться и очищаться от волочильных составов и другого мусора. Если пакет проводов не покрыт, также могут появиться масляные отложения в кабелепроводе или местах соединения из производственной среды. В наиболее серьезных случаях некоторые производители прибегают к оборачиванию провода тряпками у источника, чтобы попытаться очистить провод. Упаковка деревянных катушек особенно подвержена загрязнению, но этого можно избежать, надев на катушку защитный чехол.
Правильный выбор кабелепровода Возможно, самым важным параметром для изучения является само применение сварки. Применение роботизированной дуговой сварки с упором на скорость и эффективность предъявляет самые высокие требования к системе подачи проволоки. Выбор правильного канала для приложения имеет решающее значение.
При полуавтоматической сварке труба обычно может быть полимерной, за исключением некоторых крупносерийных применений с порошковой проволокой, где может использоваться труба со стальной футеровкой. В роботизированных приложениях система подачи проволоки требует высокой степени мобильности внутри сварочной камеры. В типичной роботизированной системе подачи проволоки используется полимерный трубопровод, идущий от источника проволоки к внешней стороне сварочной камеры. Внутри сварочной камеры обычно рекомендуется использовать кабелепровод со стальной футеровкой, за исключением случаев, когда проволока не из цветных металлов.
Вспомогательный блок пневматической подачи проволоки помогает механизму подачи проволоки перемещать проволоку по кабелепроводу в тех случаях, когда требуется проволока большого диаметра или длинные кабелепроводы. При использовании в роботах проволоки из цветных металлов и некоторых стальных проволок полимерный трубопровод должен быть сшит, чтобы снизить риск поломки. Трубопровод из сшитого полимера был обработан излучением, чтобы укрепить молекулы полимера и обеспечить лучшую прочность и устойчивость к растрескиванию. Подобно супергерою, созданному радиацией, сшитый кабелепровод может спасти положение, сократив время простоя и значительно превзойдя несшитый кабелепровод.
Помимо кабелепровода, втулки горелки также играют важную роль в системе подачи проволоки на другой стороне механизма подачи проволоки. Многие втулки горелки изготавливаются из стальной проволоки, которая может быть абразивной и срезать сварочную проволоку. Они также могут вызвать чрезмерное трение, которое может вызвать вибрацию проволоки.
Вибрация проволоки может вызвать микродуги внутри контактного наконечника (аналогично электроэрозионной обработке проволоки), что приведет к ухудшению качества сварки и повышенному обратному прожогу. Каждое повторное сжигание похоже на взорвание шины. Это отбросит вас назад, в то время как конкуренция ускоряется.
Чтобы уменьшить обратное прожигание, необходимо устранить вибрацию проволоки. Вкладыши горелки, изготовленные из эллиптической проволоки с покрытием, обеспечивают более плавную и равномерную подачу проволоки, что устраняет вибрацию проволоки в контактном наконечнике, что приводит к меньшему количеству прожогов и сокращению времени простоя.
В автогонках для победы важно делать как можно меньше пит-стопов. Некоторые из этих остановок связаны с проблемами, другие, такие как заправка топливом и замена шин, являются обычным делом. В любом случае, оптимизация автомобиля для трассы обычно означает меньше остановок и гораздо больше шансов на победу.
При сварке MIG также важно оптимизировать сварочную камеру для конкретного применения. По сути, топливо — это проволока, а при больших объемах роботизированной сварки топливо заканчивается чаще.