для сварки черных металлов и других материалов, омедненная в катушках 1-2 мм и другие виды, ГОСТ и производители
Сварочные работы могут быть как автоматическими, так и полуавтоматическими и осуществляться с разнообразными материалами. Для того чтобы результат проводимого процесса был успешным, есть смысл использовать специальную сварочную проволоку.
Что это такое и для чего нужна?
Сварочная проволока представляет собой металлическую нить, чаще всего намотанную на катушку. Определение данного элемента говорит о том, что он главным образом способствует созданию более прочных швов, лишенных пор и неровностей. Использование нити обеспечивает производство с минимальным количеством брака, а также с низким уровнем формирования шлака.
Устройство фиксируется в подающем механизме, после чего проволока поставляется в зону сварки либо в автоматическом, либо в полуавтоматическом режиме. В принципе, подавать ее можно и вручную путем простого раскатывания катушки.
К присадочному материалу предъявляются требования, касающиеся не только качества, но и соответствия обрабатываемым деталям.
Обзор видов
Классификация сварочной проволоки осуществляется в зависимости от характеристик, свойств и выполняемых задач.
По назначению
Помимо проволоки общего назначения, существуют также разновидности для сварки в особых условиях. Как вариант, металлическая нить может предназначаться для процедуры с принудительным формированием сварочного шва, для работы под водой или с применением ванной технологии.
В этих случаях проволока должна обладать либо специальным покрытием, либо особым химическим составом.По структуре
По структуре проволоки принято выделять сплошную, порошковую и активированную разновидности. Сплошная проволока выглядит как калиброванный сердечник, зафиксированный на катушках или кассетах. Возможна также укладка рядами в бухты. Иногда альтернативой такой проволоке становятся прутки и ленты. Данная разновидность используется для автоматической и полуавтоматической сварок.
Порошковая сварочная проволока выглядит как полая трубка, заполненная флюсом. Ее, наоборот, не стоит применять на полуавтоматах, так как протяжка нити оказывается затрудненной. Более того, воздействие роликов не должно трансформировать круглую трубку в овальную. Активированная пленка так же представляет собой калиброванный сердечник, но с добавлением компонентов, применяемых для порошковых проволок. К примеру, это может оказаться тонкая прослойка.
По типу поверхности
Сварочная пленка может быть омедненной и неомедненной. Нити, покрытые медью, улучшают стабильность сварочной дуги. Происходит это потому, что свойства меди способствуют более качественной подводке тока к зоне сварки. Помимо этого, уменьшается сопротивление подачи. Неомедненная проволока стоит дешевле, что и является ее главным преимуществом.
Однако непокрытая нить может обладать полированной поверхностью, что делает ее своеобразным промежуточным звеном между двумя основными разновидностями.
По составу
Важно, чтобы химический состав проволоки соответствовал составу обрабатываемых материалов. Поэтому в данной классификации встречается большое количество видов присадочной нити: стальная, бронзовая, титановая или даже легированная, состоящая из нескольких элементов.
По количеству легирующих элементов
Опять же, в зависимости от количества легирующих элементов, сварочная проволока может быть:
- низколегированной – менее 2,5%;
- среднелегированной – от 2,5% до 10%;
- высоколегированной – более 10%.
Чем больше в составе имеется легированных элементов, тем лучше оказываются характеристики проволоки. Улучшаются жаростойкость, коррозионная стойкость и иные показатели.
По диаметру
Диаметр проволоки выбирается в зависимости от толщины элементов, которые предстоит сваривать. Чем меньше толщина, тем меньше, соответственно, должен быть и диаметр. В зависимости от диаметра определяется также и параметр величины сварочного тока.
Таким образом, при данном показателе менее 200 ампер необходимо подготовить сварочную проволоку диаметром 0,6, 0,8 или 1 миллиметр. Для тока, не выходящего за границы 200-350 ампер, подойдет проволока диаметром 1 или 1,2 миллиметра. Для тока от 400 до 500 ампер потребуются диаметры, равные 1,2 и 1,6 миллиметра.Существует также правило, что диаметр от 0,3 до 1,6 миллиметра подходит для частично автоматического процесса, проводимого в защитной среде. Диаметр, начиная с 1,6 и до 12 миллиметров, подойдет для создания сварочного электрода. Если диаметр проволоки равняется 2, 3, 4, 5 или 6 мм, то присадочный материал может использоваться для работы с флюсом.
Маркировка
За буквами следует цифра, обозначающая содержание углерода. Цифры «06» означают, что содержание углерода составляет 0,06% от общей массы присадочного материала. Далее можно увидеть, какие материалы входят в состав проволоки и в каком количестве. В данном случае это «Х19» – 19% хрома, «Н9» – 9% никеля и «Т» – титан. Так как цифра рядом с обозначением титана отсутствует, это значит, что его количество составляет менее 1%.
Популярные производители
В России выпускается более 70 марок присадочной проволоки. Продукция торговой марки «Барс» выпускается фирмой Barsweld, функционирующей с 2008 года. В ассортименте присутствует нержавеющая, медная, порошковая, омедненная и алюминиевая проволоки. Изготовление присадочного материала происходит с использованием инновационных технологий. Еще одним российским изготовителем металлических нитей является ООО «ИнтерПро». Производство осуществляется на итальянском оборудовании с применением специальных импортных смазок.
Сварочная проволока может быть также изготовлена на российских предприятиях:
- ООО «СварСтройМонтаж»;
- Судиславский завод сварочных материалов.
- Deka;
- Bizon;
- AlfaMag;
- Yichen.
Как выбрать?
Осуществляя выбор присадочного материала, необходимо учитывать два основных правила. Как уже было сказано, важно, чтобы состав проволоки максимально был схож с составом свариваемых деталей. К примеру, для черных металлов и медных сплавов будут использоваться разные вариации. Рекомендуется следить, чтобы в составе по возможности отсутствовали сера и фосфор, а также ржавчина, краска и какие-либо загрязнения.
Второе правило связано с температурой плавления: у присадочного материала она должна быть немного ниже, чем у обрабатываемых изделий. Если температура плавления проволоки окажется выше, то возникнет прогар деталей. Кроме того, стоит убедиться в том, что проволока расправляется равномерно и будет способна полностью заполнить шов. Диаметр присадки должен соответствовать толщине свариваемого металла.
Кстати, материал проволоки должен совпадать с материалом направляющего канала.
Советы по использованию
Помимо этого, применение присадочного материала требует предварительного расчета нормы расхода. Удобнее всего планировать расход проволоки на метр заполняемого соединения. Делается это по формуле N = G*К, где:
- N – это норма;
- G – масса наплавки на готовом шве, длиною в метр;
- K – коэффициент поправки, который определяется в зависимости от массы наплавленного материала к расходу металла, требуемого для сварки.
Для подсчета G необходимо перемножить F, y и L:
- F – означает площадь поперечного сечения соединения в расчете на один квадратный метр;
- y – отвечает за плотность материала, задействованного для изготовления проволоки;
- вместо L используется цифра 1, так как норма расхода рассчитывается на 1 метр.
Подсчитав N, показатель необходимо умножить на K:
- при нижнем сваривании K равняется 1;
- при вертикальном – 1,1;
- при частично вертикальном – 1,05;
- при потолочном – 1,2.
Стоит упомянуть, не желая проводить расчеты по формуле, в интернете можно найти специальный калькулятор расхода сварочных материалов. Механизм подачи сварочной проволоки, как правило, состоит из электродвигателя, редуктора и системы роликов: подающих и прижимных. Его можно сделать самостоятельно либо же приобрести готовое устройство. Отвечает данный механизм за транспортировку присадочного материала в зону сварки.
Необходимо также отметить, что проволока для газовой сварки ацетиленом должна быть очищенной от ржавчины или масел. Температура плавления должна быть либо равной, либо ниже температуры плавления обрабатываемого материала.
При невозможности найти сварочную проволоку подходящего состава можно в некоторых случаях заменить ее полосками из материала той же марки, что и обрабатываемый материал. Требования к металлической нити для углекислотной сварки аналогичны.
В следующем видео вас ждет сравнительный тест сварочной проволоки 0.8мм.
Сварочная проволока – что это такое, особенности разных видов, как выбрать и пользоваться?
Сварочная проволока считается современным и качественным расходным материалом для аппаратов любого типа, применение которого значительно облегчает производственные процессы. Главное условие – чтобы заменитель электродов оказался качественным и максимально близким по составу с металлами, которые будут использоваться в работе.
Что такое сварочная проволока?
Электроды незаменимы в труднодоступных местах, на удаленных объектах или высотных конструкциях, в бытовых условиях при не частом использовании. Проволока для сварки является оптимальным решением при наличии хорошо оборудованного стационарного поста с полуавтоматическим электромеханическим прибором. Поставляется она преимущественно в бухтах со стандартным весом от 0,3 кг до 88,78 кг. Сварочная проволока в прутках – это штучная разновидность присадочного материала для аргонодуговой и газовой сварки.
Классифицируется данный материал не по диаметру, который подбирается в зависимости от толщины свариваемых деталей, а по химическому составу. Перечислим плюсы использования сварочной проволоки:
- Получение аккуратных и качественных швов.
- Отсутствие шлака.
- Уменьшение трудоемкости работ.
- Уменьшение сварочных деформаций.
- Осуществление непрерывной подачи при автоматическом сваривании.
- Наличие более 80-ти разновидностей разрешает легко подобрать нужную марку.
Недостатки применения сварочной проволоки:
- Ограничения зоны сварочных работ длиной кабеля.
- Сложности настроек полуавтомата требуют хорошей квалификации у сварщика.
- Для хранения мотков нужны специальные условия.
- В частной сфере при небольших объемах использование больших катушек непрактично.
Виды сварочной проволоки
Структура расходного материала играет громадную роль. Наплавочная проволока изготавливается из разных металлов. При покупке требуется точно знать ее состав, предполагаемую толщину заготовок, характеристики полуавтомата. В зависимости от маркировки она может использоваться для соединения деталей из чугуна, нержавейки, стали, цветных металлов.
Разновидности сварочной проволоки:
- проволока сварочная самозащитная порошковая;
- активированная;
- сплошного сечения.
Порошковая сварочная проволока
По сути, мы имеем дело с длинным и тонким трубчатым элементом, наполненным внутри порошкообразным флюсом. Этот состав выделяет при испарении газ, способствующий удалению загрязняющих веществ и предотвращающий окисление шлака. С таким расходным материалом не требуется использование баллонов с инертным газом. В зависимости от наполнителя сварочная порошковая самозащитная проволока разделяется на следующие типы:
- рутиловую;
- рутил-органическую;
- рутил-флюоритную;
- карбонатно-флюоритную.
Омедненная сварочная проволока
Желтоватое покрытие наносится не для улучшения эстетичного внешнего вида, а для повышения важнейших характеристик. Омедненная проволока сварочная на катушках обладает в 100 раз меньшим контактным сопротивлением в сравнении со стандартными аналогами с технологической смазкой. Приведем главные преимущества такого выбора:
- Более стабильное горение дуги.
- Меньший износ токопроводящего наконечника.
- Сварочная проволока с омедненным покрытием защищена от окисления.
- Меньшие усилия для проталкивания проволоки.
- Минимальное количество примесей.
- Сокращение времени от касания до стабильного горения дуги в 3 раза.
- Уменьшение разбрызгивания.
- Улучшение характеристики швов.
Легированная сварочная проволока
Данная продукция применяется для наплавки, сварных соединений и изготовления электродов. Поставляется легированная сварочная проволока в бочках (250-300 кг), что крайне удобно на автоматизированных процессах, или в более компактных катушках разного размера. В зависимости от состава различают следующие типы легированных материалов:
- Высоколегированный – с большим количеством присадок для соединения деталей из нержавейки, хромистой, хромоникелевой или высоколегированной стали.
- Низколегированный – небольшой объем добавок, предназначен для работ с конструкционной, теплостойкой и низколегированной сталью.
Алюминиевая сварочная проволока
Из-за наличия тугоплавкой окисной пленки алюминиевые сплавы значительно сложнее сваривать. Отметим, что невысокая температура плавления вызывает дополнительные сложности. Стандартные расходники сюда не подойдут. Для работы нужна сварочная проволока из алюминия в сочетании с магнием, кремнием или марганцем. Подбирать ее следует в зависимости от конкретной марки свариваемого материала по специальным таблицам с рекомендациями. После вскрытия упаковки такую проволоку нужно использовать максимально быстро по причине ее быстрого окисления.
Стальная сварочная проволока
Для соединения деталей из низкоуглеродистой, низколегированной и среднеуглеродистой стали можно использовать низкоуглеродистые прутки (до 0,12%). Проволока для сварки полуавтоматом поставляется с обычной и полированной поверхностью, которая по характеристикам почти близка к омедненному материалу. Чем меньше в ней серы с фосфором, тем качественнее получаются швы. На полуавтоматах ее используют в среде защитных газов или под флюсом.
Как выбрать сварочную проволоку?
Следует обращать внимание на химсостав сплавов, из которых состоят заготовки. Не существует универсальная лучшая сварочная проволока для полуавтоматов, в каждом случае требуется использование материала максимально подходящей конкретной марки. Рассмотрим критерии выбора данной продукции:
- Равномерность намотки в кассете и толщины по длине.
- Наличие и качество покрытия.
- Отсутствие следов ржавчины и загрязнений.
- Плавление равномерное и без брызг.
- Сварочная проволока по типу должна соответствовать разновидности выполняемых работ.
- Состав материала должен быть максимально близким к составу свариваемых материалов.
- Для работы без защитного газа нужно брать расходный материал порошкового типа.
- Малый диаметр подходит для ремонта авто, изготовления дверей и других конструкций из листового металла.
- Сварочная проволока большого диаметра нужна для сварки труб, арматуры и других заготовок из толстого металла.
Маркировка сварочной проволоки
Существует более 70-ти марок этого расходного материала. Не разбираясь в обозначениях, можно ошибиться при покупке, получая в итоге некачественные швы. Сварочная проволока для полуавтоматов маркируется удобным образом, поэтому научиться расшифровке очень просто:
- Первая цифра обозначает диаметр (0,3-12 мм).
- Далее следует назначение проволоки – Св (сварочная).
- Следующий важнейший показатель – содержание углерода.
- «А» или «АА» – чистота от примесей серы с фосфором.
- Содержание легирующих элементов – «Г» марганца, «С» кремния, «Х» хрома, «Т» ванадия, «Ю» алюминия и других.
- В конце маркировки может указываться способ выплавки, «О» омеднение поверхности, «Э» предназначение для электродов, ГОСТ.
Как пользоваться сварочной проволокой?
Данная продукция преимущественно поставляется в удобных кассетах, что упрощает ее использование в полуавтоматических устройствах. Применение сварочной проволоки в виде присадочных прутков больше подходит для аргонодугового способа. Полуавтоматы состоят из блока, вырабатывающего ток нужной величины, блока подачи провода, горелки с кабелем. Аппараты работают с защитным газом или без него, в последнем варианте требуется особая проволока с порошковым покрытием.
Принцип работы сварочных полуавтоматов:
- Новую кассету устанавливаем в аппарат.
- Изогнутый край провода откусываем, ровный кончик запускаем в подающий механизм, проталкиваем в канал и прижимаем роликом.
- Далее протягиваем ее до выхода из горелки.
- Выбираем правильное натяжение кассеты.
- Подача проволоки, защитного газа и тока осуществляется нажатием пусковой кнопки.
- Дуга зажигается в момент прикосновения с металлической заготовкой.
- Электродный металл при попадании на основной металл образует шов.
- Сварочная ванна в этот момент обдувается защитным газом для получения качественного шва.
флюсовая проволока для аппарата без газа и алюминиевая для сварки, другие виды, механизм ее подачи
Проволока является незаменимым элементом в сварочных работах. Благодаря ей сварщик легко соединяет несколько металлических конструкций в одно целое. Важное отличие представляемой сварочной присадки заключается в качественном исполнении соединительных швов. Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Описание
Проволока для сварки – важный расходник, используемый в разных режимах сварочных работ. В профессиональной сфере сварщики называют сварочную проволоку присадкой. Она выполнена из металла, закрученного на катушку. Зачастую проволока применяется в изготовлении электродов, которые гарантируют прочный соединительный шов между металлическими изделиями. При работе полуавтомата с использованием присадок важно использовать атмосферу из газа.
Обзор видов
На сегодняшний день существует множество видов проволоки, каждая из которых подходит для работ с определенным металлом. Благодаря такой присадке значительно улучшается качество и прочность шва. В месте соединения не возникают поры и различные неровности.
Далее предлагается познакомиться с основными преимуществами сварочных присадок:
- высокая скорость выполнения работ;
- удобство эксплуатации в промышленной области;
- низкий уровень возникновения брака;
- множество расходников, позволяющих выбрать подходящую присадку для каждой конкретной работы;
- низкий уровень вероятности возникновения шлаковых образований при сварочных работах.
К сожалению, сварочная проволока имеет несколько существенных недостатков, знать которые должен каждый специалист:
- необходимо соблюдать постоянную защиту;
- для хранения больших катушек необходимо найти приемлемое место в доме;
- существует сложность выбора присадки подходящего диаметра;
- необходимо использовать флюс.
Разобравшись с достоинствами и недостатками расходников для сварки, необходимо разобраться с существующими разновидностями проволоки.
- Активированные. Речь идет о порошковой присадке, используемой при работах в углекислой атмосфере.
- Газосварочные. Идеальный вариант для соединения углеродистых и низкоуглеродистых металлов.
- Алюминиевые. Даная присадка позволяет соединить алюминиевые детали. При этом шов имеет низкий показатель пористости.
- Из нержавеющей стали. Представляемая разновидность сварочной присадки позволяет соединить конструкции из нержавейки, при этом шов получается настолько качественным, что даже коррозия его не берет.
- Флюсовые. Присадка, позволяющая соединить конструкции из среднеуглеродистого, низкоуглеродистого и углеродистого металла. Отличительная черта флюсовой присадки заключается в возможности проводить сварочные работы без защитного газа.
- Легированные. Лучший расходный материал, используемый сварщиками для работы с любыми разновидностями металлов и газовых смесей.
Также сварщики применяют медные наплавочные элементы, сплошные, а именно омедненные и неомедненные присадки. Огромным спросом пользуется самозащитная порошковая присадка. Кстати говоря, она отличается хрупкостью, поэтому мастер должен проявлять повышенную осторожность при сварке без углекислоты.
Сплошные
Представляемые присадки применяются в работе с углеродистым и низкоуглеродистым металлом. Как говорилось ранее, сплошные наплавочные элементы делятся на омедненные и неомедненные разновидности. Омедненная проволока, используемая в работе полуавтоматической сварки, увеличивает антикоррозийные свойства швов соединения. Однако в процессе плавления происходит выделение вредных паров, способные нанести вред здоровью человека.
В целях безопасности рекомендуется использовать проволоку без омеднения.
В свою очередь, неомедненные присадки делятся на несколько видов.
- Сплошные по сечению. Эти присадки используются для соединения углеродистых стальных конструкций.
- Легированные. Сварочная проволока, разработанная для соединения прочных термостойких металлов.
Порошковые
По внешнему виду конструкция порошкового вида расходника представляет собой трубку с шихтовым наполнителем. Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.
Порошковые присадки разделяются на несколько подвидов, предназначенных для обработки определенного типа металла.
Маркировка
Как стало понятно, видов сварочных присадок очень много. Каждый сварщик должен знать, какая присадка подходит к тому или иному металлу. Но не стоит забывать, что сварочные расходники имеют маркировку. На сегодняшний день существует примерно 76 марок проволоки, соответствующих ГОСТу. И речь идет не только о низкоуглеродистой присадке. Государственный стандарт затрагивает легированную и высоколегированную сталь.
В целом сварочный расходный материал делится по типу назначения. Одни созданы только для сварки, а именно – соединения разных конструкций посредством сварочного шва. Другие позволяют создать электроды. Кстати говоря, за этим типом присадки закреплена буква «Э». Низкоуглеродистые и легированные присадки делятся по принципу обработки на неомеднённую и омеднённую «О».
Несмотря на широкое разнообразие марок, для полуавтомата используется несколько видов проволоки. Остальные варианты представляют собой специальные модели, для изготовления которых предъявляют особые требования. На сегодняшний день работа полуавтоматическими агрегатами проводится не только в области защитного газа, но и при помощи присадки, укрытой слоем флюса.
Применяемая в работе проволока диаметром до 1 мм или больше полностью зависит от особенностей соединяемых конструкций. А именно – от толщины и состава деталей требующих соединения.
Из этого следует, что присадки для полуавтоматов разделяются на несколько категорий, а именно – низкоуглеродистые, легированные и высоколегированные.
Зная маркировку присадки, становится понятен ее состав. Для примера предлагается рассмотреть маркировку Св-08Г2С. Первичные «Св» говорят, что эта сварочный расходник. Цифра «08» показывает процентную массу углерода в сотых долях. Получается 0,08%. Буква «Г», следующая за цифрами, говорит, что в составе присадки имеется марганец, а следующая за ним цифра «2» указывает его процентное содержание. Последняя буква «С» дает понять, что состав присадки обогащен кремнием. Если в конце отсутствует какое-либо цифровое значение, значит, что количество кремния в составе равно 1%.
В некоторых моментах мастер должен пользоваться знаниями дополнительной маркировки.
- Буквенное значение «А». Ее наличие в конце маркировки говорит о том, что эта проволока имеет в составе небольшое количество вредных для здоровья веществ. В данном случае речь идет о сере или фосфоре.
- Буквенное значение «АА». Это показатель низкого содержания вредных веществ в составе присадки. Сама же проволока выполнена из металла высокой степени очистки.
- Буквенные значения «Х» и «Н». Сразу становится понятно, что речь идет о хроме и никеле. В основном их применяют в качестве легирующих добавок для проволоки из нержавейки.
Популярные производители
На сегодняшний день в списке создателей качественных проволок для сварки присутствует немного компаний. И все они являются отечественными производителями, гарантирующими высокое качество расходного материала. Конечно, в погоне за низкой ценой многие приобретают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не покупать кота в мешке, лучше познакомиться с российскими фирмами, готовыми предложить широкий ассортиментный ряд проволок, подходящих для любого типа работ.
- «СварМонтажСтрой». Наиболее известная фирма, специализация которой заключена на производстве присадочного материала для сварки. Компания изготавливает проволоки разных видов, типов и маркировок, соответствующих ГОСТу. Все заводы оборудованы по последнему слову техники. Сложные станки и знания технологов создают присадки, отвечающие высоким стандартам качества.
- ООО «Петромет». Производственное предприятие, занимающееся выпуском сварочных присадок только некоторых марок.
- ОАО «Волгоградский сталепроволочноканатный завод». Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
- ОАО «Западно-Сибирский металлургический комбинат». Это предприятие отличается широким ассортиментным рядом сварочных присадок. Говоря точнее, компания производит все известные марки проволоки, благодаря чему каждый сварщик сможет приобрести необходимый расходный материал.
Как выбрать?
Основное предназначение сварочной проволоки – заполнение сварного шва, образующегося в процессе соединения металлических конструкций. Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
- Материал присадки должен быть идентичен составу изделия, подлежащего сварке. Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины. Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор. Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
- Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.
Выбирая проволоку согласно маркировке, необходимо обратить внимание на несколько нюансов:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.
Нюансы использования
Современные модели сварочных полуавтоматов делятся на несколько категорий:
- агрегаты для сварки металла при помощи порошковой присадки;
- агрегаты для сварки швов под флюсовым покрытием;
- агрегаты для сварки металла с газовой защитой;
- агрегаты универсальные.
Устройство, требующее применения инертного газа, оснащено клапаном, контролирующим поток вещества в зону работы аппарата. Закрытие этого клапана происходит автоматически, когда заканчивается подача электрода. Чтобы сварочный шов под флюсовым слоем оказался прочным, необходимо использовать проволоку широкого диаметра. Более точные цифровые показатели указываются в таблицах, представленных в специализированной литературе. Флюс подается через воронку, крепящуюся рядом с горелкой.
Сегодня полуавтоматические сварки разделяются на бытовые, полупрофессиональные и профессиональные аппараты. Кроме того, классификация сварочных агрегатов происходит от силы тока. В широком ассортиментном ряде имеются переносные и стационарные конструкции.
Современные полуавтоматы имеют специальный механизм подачи электрода в виде роликов, благодаря чему не возникает деформация и другие дефекты. В конструкции сварочных полуавтоматах универсального типа установлены качественные и прочные детали, позволяющие производить множественные сварочные операции. При запуске универсального агрегата необходимо заправить проволоку, затем включается электродвигатель, далее срабатывают ролики подачи и редуктор.
Отдельное внимание следует уделить схемам механизмов подачи, они бывают подающими, толкающими и универсальными. В толкающих механизмах происходит протяжка электрода от роликов подачи вдоль шланга. За скорость подачи отвечает специальный регулятор, конструкция которого состоит из коробки передач и нескольких связанных между собой шестеренок. Настроить электроды помогают моторы постоянного тока, система которых позволяет плавно регулировать обороты.
Многие полуавтоматические сварки оснащены программой самостоятельной регулировки дуг. Это очень удобно и практично, ведь сварщику не приходится постоянно проверять скорость подачи электрода, и уж тем более нет необходимости проверять расход сварочной проволоки. Встроенное программное обеспечение все сделает без человеческих рук.
Представленные нюансы эксплуатации позволяют произвести наладку бесперебойной активности аппарата, соединяющего металлические конструкции.
О том, как выбрать проволоку на сварочный полуавтомат, смотрите в следующем видео.
Зачем нужна сварочная проволока
Очень часто в сварочном процессе пользуются вспомогательным средством под названием сварочная проволока. Что это такое, зачем она нужна и какой тип проволоки под какой металл подобрать? В этой статье мы постараемся рассмотреть наиболее часто возникающие вопросы.
Для начала стоит разобраться, что же такое сварочная проволока и для чего ее используют. Это материал, который используют в качестве электрода и дополнительного компонента сварки. Преимуществом сварочной проволоки, в сравнении с обычным электродом, это, в первую очередь, низкий расход материалов. Также этот компонент задействуется в случае, если необходим качественный, надежный, но при этом аккуратный шов.
При выборе сварочной проволоки, в первую очередь, нужно обращать внимание на то, чтобы этот материал не имел каких-либо загрязнений и, тем более, окислений. Поэтому стоит выбирать нержавеющую проволоку. Ее можно купить на сайте http://www.evek.org/sv-04h29n11m3.html.
Стоит обратить внимание и на маркировку данного вида проволоки. Сейчас существует огромный выбор этого товара, но весь он попадает под ГОСТ 2246-70. Первые две буквы в этом обозначении «СВ» говорят покупателю о том, что проволока предусмотрена для работы со сваркой. Далее идут цифры, указывающие на содержание легированных элементов. Соответственно, чем цифра ниже, тем меньшая в проволоке доля углерода.
Последующие цифры и предшествующие им буквы обозначают наличие в выбранной проволоке дополнительных компонентов, влияющих на ее рабочие свойства. Здесь вам могут встретиться такие компоненты, как хром («Х»), никель («Н»), медь («Д») и многие другие. Процентное содержание всех этих компонентов указывает на уровень легирования выбранной проволоки.
Для того, чтобы понять какая именно проволока вам нужна, вы должны четко понимать с каким металлом придется работать. У проволоки и предмета обработки должен быть схожий состав. Кроме того, температура плавления должна быть одинакова. Также стоит учитывать и количества углерода в приобретаемом материале (его процентное соотношение указывается в первых цифрах маркировки). Чем ниже его содержание в проволоке, тем более пластичной она является.
Последним, на что стоит обратить внимание при выборе сварочной проволоки, является наличие различных нежелательных примесей. Очень часто в изготовлении этого материала используются фосфор и сера, которые негативно сказываются на качестве проволоки. Лучше, чтобы таких примесей было как можно легче, потому как они могут ухудшить надежность швов.
Виды сварки
Давайте для начала разберемся, что такое сварка. Сварка — это способ соединения металла под действием высокой температуры. Насколько прочно будет соединение зависит от качественного сварного шва. Для этого необходимо:
“Добавлять” металл в зону прохождения сварочной дуги;
Защищать зону сварки от окружающей атмосферы, содержащей активные газы, которые мешают получить качественное соединение.
Эти две проблемы для разных методов сварки решаются разными способами. Рассмотрим два самых популярных метода получения неразъёмных соединений: ручную дуговую сварку и сварку плавящимся электродом в среде защитных газов (она же полуавтоматическая).
Ручная дуговая сварка
Этот вариант сварки самый доступный и дает прекрасный результат. Процесс происходит следующим способом:
- сварщик вручную зажигает электрическую дугу;
- подает электрод по мере его оплавления в зону сварки;
- двигает дугу вдоль свариваемых деталей.
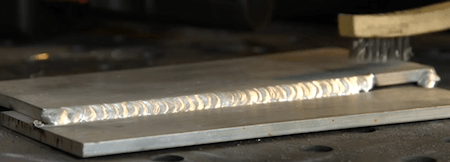
Электроды при этом виде сварки — это отрезки проволоки длиной 300 — 450 мм (в среднем), покрытые обмазкой. Дуга, проходя через электрод к свариваемому металлу, нагревает и расплавляет конец электрода, и металл попадает в зону сварки, перемешивается с расплавленным металлом кромок деталей, и образует “сварочный шов”. После сгорания электрода сварщик вручную его меняет, опять зажигает дугу и продолжает работу.
Таким образом, решается вопрос с “добавлением” металла в сварочный шов. А электродная обмазка, сгорая, решает проблему с защитой жидкого металла сварочной зоны от газов атмосферы. Из этой специфики метода вытекают и его минусы:
- Увеличение трудоемкости из-за необходимости очистки швов от шлака;
- Более медленный процесс из-за ручной замены электродов.
А плюсы таковы:
- Самый простой способ сварки;
- Его можно использовать в удалённых и труднодоступных пространствах.
Сварка полуавтоматическая
Здесь электрод — это сварочная проволока, намотанная на катушку. Её подача в рабочую зону выполняется в автоматическом режиме, а сварщик вручную выполняет перемещение дуги вдоль участка сварки, поэтому этот вид и называется полуавтоматическим.
При полуавтоматической сварке защита металла выполняется потоком защитного газа или смесью газов. Сварщик нажимая кнопку на горелке, подает одновременно проволоку и защитный газ, и зажигает дугу. Остается только контролировать процесс сварки, перемещая горелку вдоль кромок деталей. Электрическая дуга расплавляет основной металл в зоне сварки и саму проволоку, которая капельно переносится на деталь.
Преимущества метода:
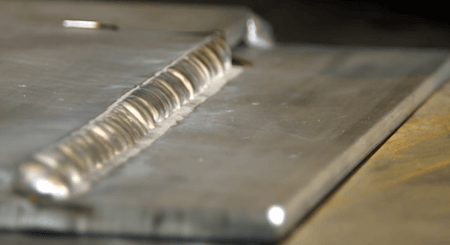
- Аккуратность. Шов при этой сварке получается более привлекательным внешне, чем при ручной дуговой сварке;
- Уменьшение трудоёмкости. Защита соединения выполняется при помощи газа и шлак на поверхности шва не образуется;
- Небольшая деформация изделия. Диаметр проволоки меньше, чем диаметр электрода, соответственно уменьшаются сварочные деформации изделия.
Недостатки метода:
- Меньшая мобильность: зона работы сварщика определяется длиной кабеля горелки;
- Большой риск появления дефектов при работе неопытного сварщика (из-за сложностей с настройкой полуавтомата). Такие дефекты не видны, и вследствие этого требуется дополнительный контроль соединений.
Что выбрать?
Сварочную проволоку и электроды для ручной дуговой сварки объединяет само их предназначение — получение наплавленного металлического шва с определенным составом и свойствами, позволяющими эксплуатировать конструкцию в конкретных условиях.
Но одна и та же задача в этих материалах решена по-разному: в электродах легирующие элементы находятся не только в металле (электрода), но и в обмазке, и элементы переходят в шов в процессе сварки. При работе с полуавтоматом легирующие элементы находятся только в металле самой проволоки. Электродам не требуется какая-то дополнительная защита во время сварки, в отличие от нужно прокаливать перед использованием, так как обмазка впитывает влагу из воздуха, и потом переносит водород в сварной шов, что крайне нежелательно поскольку могут возникнуть дефекты.
Для сварки низкоуглеродистой и низколегированной стали используется проволока св-08Г2С либо её аналоги. Ее диаметр и режимы работы нужно выбирать в зависимости от толщины свариваемого металла, чаще всего используется диаметр 1,2 мм. В случае с электродами — это будут скорее всего АНО-4, АНО-12, ОЗС-12, УОНИ 13/55 или их аналог. Диаметр электродов также выбирается в зависимости от толщины металла.
Сделаем вывод
Разные виды сварки и, соответственно, сварочные материалы, решают разные задачи. Если нужна сварка в труднодоступных местах, или вне сварочного цеха — удобно использовать переносной дуговой сварочный аппарат, а если нужна качественная сварка в цеховых условиях, то стоит выбрать сварку полуавтоматическую.
Электроды и сварочная проволока: виды, особенности и применение
Автор admin На чтение 4 мин. Просмотров 1.6k. Опубликовано
Электроды и сварочная проволока используются в процессе сварки, прежде всего, как источники присадочного материала. Кроме того, электрод работает как проводник электрического тока, играя роль одного из полюсов электрической дуги.
То есть без электродов и присадочной проволоки варить металл нельзя. И в этой статье мы опишем основные разновидности этих обязательных участников процесса сварки металлов.
Электроды и их особенности
Сварочная проволока и электроды, тая под действием высокой температуры, наполняют сварочную ванну присадочным металлом. Однако, в отличие от проволоки, электрод может быть не только неплавким, но даже и неметаллическим. Подробности ниже по тексту.
Плавкие электроды
Все плавкие электроды используются в процессе ММА сварки. Они производятся в форме прутка, покрытого спрессованным, порошкообразным флюсом. Причем сам пруток изготовляется из легированной стали.
И в зависимости от состава присадок к железоуглеродистому сплаву, прутки (а равно и сами плавкие электроды) разделяются на:
- Высоколегированные сорта (содержание присадок до 20-25 процентов).
- Легированные сорта (содержание присадок до 5-7 процентов).
- Низкоуглеродистые сорта (содержат до одного процента легирующих присадок и состоят из конструкционной стали).
Диаметры электродов измеряются по диаметру прутка, и может равняться и 0,3 миллиметра и 12 миллиметрам. Однако в бытовой сварке и типовом промышленном производстве чаще всего используют электроды диаметром от 1 до 4-5 миллиметров. Все меньшие и большие размеры используются в достаточно специфичных условиях.
Неплавкие электроды
Неплавкие электроды используются в процессе сварки в среде защитного газа, то есть при TIG и MIG технологии. Неплавкий электрод не является источником присадочного материала – он работает как проводник электрического тока, а с его торца «стекает» электрическая дуга.
Поэтому неплавкие электроды классифицируют не только по материалу, но и по форме наконечника (рабочего торца). Основным конструкционным материалом для неплавких электродов является вольфрам, из которого производят прутки диаметром от 0,5 до 10 миллиметров. Основной формой торца является конус с углом при вершине 60-70 градусов.
Причем, из технически чистого вольфрама состоит только один тип электродов (ЭВЧ серия), а еще пять типов состоят из вольфрама с присадками, в качестве которых используется лантан или торий. А на конус затачивают только некоторые электроды, ведь кроме него торец можно сточить на цилиндр или на полусферу.
Неметаллические
Основа неметаллических электродов – технически чистый графит, из которого делают прутки диаметром до 18 миллиметров и длиной до 0,7 метра. Этот тип является частным случаем неплавких электродов. Поэтому его используют в процессе резки, наплавки, сварки под флюсом.
Причем графитовые электроды разогревают сварочную ванну до 3,5 тысяч градусов, поэтому тонкие листы «варят» такими прутками даже без присадочной проволоки.
Сварочная проволока
Сварочный аппарат, проволока, электрод – вот три кита, на которых стоит весь процесс сварки металлов. И если с электродами мы уже разобрались (выше по тексту), то с проволокой все пока еще не ясно. Поэтому давайте приступим к проволоке.
Какая бывает проволока?
Проволока изготавливается из сталей, цветных металлов и сплавов. По ГОСТ 2246-70 стальная проволока бывает легированной, высоколегированной и низкоуглеродистой (как электроды).
Проволока из цветных металлов используется для сварки соответствующих материалов и имеет тот жен состав, что и стыкуемые заготовки. То есть, для сварки алюминия нужна алюминиевая проволока и так далее.
Где и как используется проволока?
Присадочная проволока используется в процессе газовой сварки или сварки в среде защитных газов. В первом случае проволока подается в зону сварочной ванны только вручную, а во втором – либо вручную (TIG технология), либо автоматически (MIG технология).
Подача проволоки в сварочную ванну осуществляется либо за пламенем дуги или горелки, либо перед ним. В первом случае получается максимально качественный шов, а во втором – гарантирована максимальная скорость сварки.
Конкретную технику подачи присадочного материала выбирают исходя из технологических предпочтений и типа свариваемых металлов.
нюансы в использовании, правила применения, разновидности проволоки
Что такое сварочная проволока св08г2с, омедненная и другие различные виды этого промышленного продукта. Видов этого изделия для сваривания металлов существует множество, и это решило очень много проблем, связанных со скреплением металлических деталей различных размеров и толщины, сделанных из различных металлов.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Виды проволоки
Статья расскажет о:
- Различных присадках для сварки.
- Маркировке продукта.
- Порошковой проволоке, предназначенной для сварки алюминия, которой можно сваривать и металл титан.
- Для варки стали, такая более распространена, чем другие виды.
- Проволоке, которой можно варить медь.
- Присадочной.
- Способной сваривать чугун, сплавы никеля.
- Способной сваривать нержавеющую сталь.
- Диаметрах присадок.
Маркировка
Важным фактом для качества является её химический состав, он важен при выборе. Состав указан на изделии отечественного производителя, при условии что соблюдается ГОСТ 2246–70 , по зарубежному это стандарт AWS. В СНГ довольно мощно реализовано производство, например, сварочная св08г2с омедненная и много других видов.
Расшифровка обозначений на маркировках отечественного производства:
- СВ — означает что это сварная.
- А — это говорит о том, что в ней есть азот.
- Б — содержание ниобия.
- В — содержит вольфрам.
- Г — имеется марганец.
- Д — в состав входит медь.
- М — содержание молибдена.
- Н — содержание никеля.
- С — в составе имеется кремний.
- Т — содержание титана.
- Ф — ванадий.
- Ц — цирконий.
- Х — хром.
- Ю — алюминий.
- Если в конце маркировки имеется буква А, это означает, что изготовлена из стали высокого качества с минимальным содержанием примесей.
- Если в конце маркировки имеется символика АА, это знак того, что это высочайшего качества сталь, и примесей в ней ещё менее, чем в предыдущем варианте со знаком А.
Проволока СВ-08Г2С
Если взять этот вид как пример, можно разобрать по пунктам, что означает эта маркировка:
- СВ — означает, что это сварочная.
- 08 — это говорит о том, что содержит легированные элементы, массовая доля которых равна 0,08%, в этом случае речь идёт об углероде.
- Г — эта буква символизирует о содержании в металле, из которого изготовлен марганец.
- 2 — означает, что в проволоке около 2% вещества, которое указано вслед за этой цифрой. В рассматриваемом данном случае речь идёт о марганце.
- С — имеется кремний в проволоке. В рассматриваемом примере после С нет цифры, это говорит о том, что кремния менее 1%, но больше чем 0,5%.
Если взять за пример СВ-06Х21Н7БТ, то можно сделать вывод, что это сварочная, она имеет 0,06% углерода, 21% хрома, 7%никеля, легирована ниобием и титаном.
Можно привести другой пример: СВ-08Х19Н10МЗБ, сварочная проволока, которая в составе имеет 0,08% углерода, 19% хрома, 10% никеля, 3% молибдена, легирована ниобием. Есть случаи, когда алюминий маркируется символом А: это встречается в современных маркировках.
Если рассмотреть маркировку СВ-А97, то можно понять, что она состоит на 99,7% из алюминия.
Рассмотрев маркировку СВ-АК5, можно узнать, что это проволока, которая состоит на 95% из алюминия и на 5% из кремния. Чтобы заказать, нужно точно указать маркировку. Бывают ситуации, при которых нет возможности точно прочитать иностранные стандарты. ГОСТ всегда легче прочитать и расшифровать. Если не имеется возможности приобрести отечественного производителя с соответствующими параметрами, нужно обратиться к специалисту, который подскажет аналог иностранного производства.
Какие виды существуют
Всех марок, предназначенных для сваривания различных металлов, существует примерно 77. Делятся они на 3 вида:
- Сварная низколегированная, включает в себя 6 марок содержащих до 2,5% легирующих элементов.
- Сварная легированная, включает 30 марок, имеет в составе от 2,5 до 10% легирующих элементов.
- Сварная высоколегированная, имеет 41 марку, содержит более 10% легирующих элементов.
Виды разделены условно на части в зависимости от назначения для применения. Одни виды используют для сварки низколегированных сталей, другие — для сталей с высоким содержанием углерода, иные — для сваривания различных цветных металлов, а также есть такие, что применяются для сваривания металла под флюсом, или омедненная, как, например, сварочная св08г2с.
Для присадки при сварке
Сама по себе проволока и есть присадочный материал, отличие лишь в том, что при разных способах сварки металла этот присадочный материал подаётся в свариваемый металл разными способами. После начала процесса сварки металлических деталей присадочный материал определённого диаметра и состава, как требуется для сваривания определённого металла, подаётся в шов, где уже расплавлен металл, и плавится вместе с двумя свариваемыми деталями в месте их соединения, на кромках металлов, функция присадки состоит в том, чтобы заполнять металлом сварной шов.
Это говорит о том, что присадочная и есть материал, восстанавливающий те потери, которые возникают при утрате металла в процессе сварки. Вместо неё, существуют прутки из присадочного материала, ленты, и что из этого использовать видит сам специалист, который обучен всем нюансам при сваривании металлов.
Главное условие, нужное для качественной сварки металлов, — максимально приближенный состав присадки к составу деталей, которые нужно сварить. Нужно знать, каково количество углерода: от этого зависит пластичность шва; сера и фосфор считаются вредными для качества сварки, их должно быть минимально возможное количество.
Температура плавления присадки
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.
Основные правила для качественной сварки:
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.
Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению. Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия.
Флюсы
Существуют следующие флюсы:
- Бура. Очень популярное средство при сварке, лужении металлов, часто применяется на производстве;
- Борная кислота;
- Сера;
- Окислы кремния.
Продают зачастую проволоку присадочную для сварки в виде бухт. Прежде чем её начать использовать, рекомендуется её выпрямить, затем порезать на отрезки нужной длины, которая выбирается мастером на его усмотрение, в зависимости от того, как удобнее работать. В случае если проволоку нужно хранить длительное время, целесообразно защитить её от влаги, обернув водозащитной бумагой.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Плюсы самозащитной порошковой
Такая проволока имеет следующие достоинства:
- При сварке электрическая дуга открыта. Таким образом, есть возможность смотреть за процессом и направлять его в нужном направлении.
- Состав сварочного шва идеальный.
- Доступны все положения для сваривания деталей.
- Оборудование компактно. Не нужно иметь с собой оборудование для подачи флюса и газа, нет необходимости привозить с собой тяжёлые баллоны с газом.
- Проволока имеет покрытие, которое позволяет переносить давление роликов в подающем механизме сварочного аппарата.
Чтобы наплавить метал открытой дугой, принято пользоваться проволокой диаметром от двух до трёх миллиметров, наплавлять металл под флюсом, диаметр проволоки составляет 3,6 миллиметра. Чтобы сваривать крупногабаритные изделия, применяется проволока диаметром 5 миллиметров. Сама технология сварки самозащитной проволокой такая же, как и технология сварки присадочной проволокой, но есть различие: сварочный аппарат полуавтомат должен иметь режим работы «Без газа», тогда он подойдёт для работ с обоими видами проволоки.
Проволока для сваривания стали. Проволоку марки СВ-08Г2С можно использовать для трубопроводов, различных ёмкостей, котлов.
Какой проволокой варить нержавейку
Нержавейку нужно варить полуавтоматом, используя защитный газ. Проволока сделана из высоколегированной жаропрочной стали, в её состав входит углерод и кремний. Кремний делает сварочный шов прочным, качественным. Углерод предотвращает образование коррозии межкристаллической. Ещё в такой проволоке допускается содержание хрома и никеля. Такой проволокой пользуются в пищевой промышленности, машиностроении, судостроении и других ответственных отраслях производства.
Существуют также разные варианты проволоки как для сварки чугуна, так и для сварки меди, титана, сплавов никеля, они подбираются по составу металла. Главное правило — это очень приближенный состав сварочной проволоки к составу свариваемого металла. Подходить к свариванию металлов нужно ответственно и со знанием дела, только это обеспечит ожидаемый результат.
Лучшая проволока для MIG-сварки алюминия, что, зачем и что
После обширных исследований я предлагаю вам выбрать лучшую проволоку для сварки алюминия методом MIG. Я говорю вам, какую проволоку лучше всего использовать, почему и что вы должны знать перед сваркой алюминия.
Алюминий — мягкий металл, чувствительный к нагреванию, поэтому лучше разобраться в некоторых вещах, прежде чем сразу приступить к сварке. Я помогу вам с тем, что вы должны знать позже в моем посте.
Но для тех из вас, кто просто хочет увидеть список алюминиевых сварочных проволок MIG, вот они.Позже в своем посте я дам вам представление о том, когда вы выберете каждый тип и когда.
Лучшая проволока для сварки MIG алюминия типа ER4043
* Раскрытие информации: ссылки ниже являются партнерскими ссылками. И без каких-либо дополнительных затрат этот сайт получает комиссию по этим ссылкам, если вы решите купить.
Вот мой список из 3 лучших сварочных проволок типа ER4043 MIG для сварки алюминия. Чтобы помочь вам найти катушку, вы можете щелкнуть приведенные ниже ссылки, чтобы узнать, как они оценены на Amazon.
1. Проволока для сварки алюминия Hobart ER4043 (* заработанные комиссионные)
- Количество сварочной проволоки — 1 фунт. Удобный размер для домашнего использования
- Доступные размеры диаметров: диаметр 0,030 и диаметр 0,035
- Универсальная алюминиевая сварочная проволока
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Поддерживаемые сварочные позиции плоский, вертикальный, горизонтальный и потолочный
- Хорошо зарекомендовавший себя провод с твердой обратной связью Amazon. Отзывы
2.Сварочная проволока для алюминия Blue Demon ER4043 (* заработанные комиссионные)
- Вес 1 фунт
- Доступные диаметры: диаметр 0,030 и 0,035
- Универсальная алюминиевая сварочная проволока
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Позиции для сварки поддерживаются плоско, вертикально, горизонтально и над головой
- Скважина понравилась Алюминиевая сварочная проволока с хорошей обратной связью с Amazon. Отзывы
3. Сварочная проволока для алюминия SuperGlaze ER4043 Lincoln Electric (* заработанные комиссионные)
- вес 1 фунт.
- Диаметр Доступные размеры: диаметр 0,030 и 0,035
- Универсальная алюминиевая сварочная проволока
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Очень популярная проволока. Получить отдельные катушки на Amazon может быть сложно из-за того, что Lincoln поставляет их в картонных коробках.
- Поддерживаются все положения для сварки, кроме вертикального вниз
- Может также использоваться со смесью защитного газа аргон / гелий
 Пример сварки алюминия
Пример сварки алюминияЛучшая проволока для сварки MIG алюминия типа ER5356
Это мой список 4 лучших сварочных проволок ER5356 MIG для алюминия.И я предоставил несколько ссылок, которые помогут вам узнать цены и наличие на Amazon. Для проверки щелкните по ссылкам.
1. Проволока для сварки алюминия Hobart ER5356 (* заработанные комиссионные)
- Вес 1 фунт
- Доступные диаметры: диаметр 0,030 и 0,035
- Подходит для работы с соленой водой
- Положения для сварки плоские, вертикальные, горизонтальные и над головой
- Хорошо зарекомендовавший себя провод с хорошей твердой обратной связью
- Для использования с Металлы основы алюминия серии 5000
2.Сварочная проволока для алюминия Blue Demon ER5356 (* заработанные комиссионные)
- Вес 1 фунт
- Доступные диаметры: диаметр 0,030 и диаметр 0,035
- Подходит для работы с соленой водой
- Позиции для сварки поддерживаются ровно, вертикально, горизонтально и над головой
- Много положительных отзывов Amazon об этом проводе.
- Для использования с алюминиевыми базовыми металлами серии 5000
3. Алюминиевый провод MIG Harris ER5356 (* заработанные комиссионные)
- Масса 1 фунт.
- Диаметр Доступные размеры: 0,30 диаметра
- Хорошо подходит для соленой воды
- Широко известен на рынке
- Сварка во всех положениях: плоская, вертикальная, горизонтальная и потолочная
- Для алюминиевых базовых металлов серии 5000
4. Lincoln Electric SuperGlaze ER5356 (* заработанные комиссионные)
- Вес 1 фунт
- Диаметр Доступные размеры: диаметр 0,035
- Подходит для работы с соленой водой
- Очень популярная проволока.Получить отдельные катушки на Amazon может быть сложно из-за того, что Lincoln поставляет их в картонных коробках.
- Поддерживаются все положения сварки, кроме вертикального вниз.
- Поддерживаются Многопроходная сварка
- Может также использоваться со смесью защитного газа аргон / гелий.
Примечание. Все вышеуказанные проволоки могут поставляться с проволокой большего диаметра. В своей оценке я сосредоточился на домашнем сварщике-хобби.
Вместе с алюминиевой сварочной проволокой Hobart часто покупают пистолет Hobart spool runner 100, Hobart 0.030 контактных наконечников и геля для сопел Hobart.
И не зря, они — то, что вам нужно, чтобы начать работу с вашим катушкодержателем, поддерживающим сварщика Hobart.
 Сварка алюминия MIG
Сварка алюминия MIGЧто нужно знать при сварке алюминия сварочным аппаратом MIG?
Алюминий — это мягкий металл, который легко повредить, а также очень чувствителен к нагреванию.
Он рассеивает тепло в четыре раза быстрее, чем низкоуглеродистая сталь. Вот почему для сварки алюминия необходим сварщик, который может генерировать нужный тип тепла, поскольку сварка алюминия отводит тепло от сварщика.
Алюминий плавится при 1100 градусах. Я упоминаю об этом, потому что алюминий также реагирует с воздухом и окисляется при контакте с воздухом.
Этот оксидный слой, если его не удалить перед сваркой, не только выделяет сажу во время сварки, он плавится при 3700 градусах, что означает, что вам потребуется еще больше тепла от сварщика для сварки грязного алюминия, и вы можете обнаружить пористость в сварном шве, когда вы делать.
Почему для сварки алюминия лучше использовать сварочный аппарат MIG, а не TIG?
Использование MIG для сварки алюминия намного проще для новичка или даже для опытного сварщика MIG, который много сваривал, но никогда не сваривал алюминий.
Это потому, что хорошие результаты могут быть достигнуты с меньшими навыками и опытом.
СваркаMIG — это более быстрый процесс просто потому, что при сварке меньше деталей, которые нужно обрабатывать и исправлять, по сравнению с TIG.
При сварке MIG рекомендуется применять метод проталкивания (под углом пистолета от 10 до 15 градусов), так как метод вытягивания может привести к пористости сварного шва при сварке.
Если вы хотите узнать о достоинствах различных сварочных процессов, взгляните на мой документ «Лучший метод сварки для начинающих».
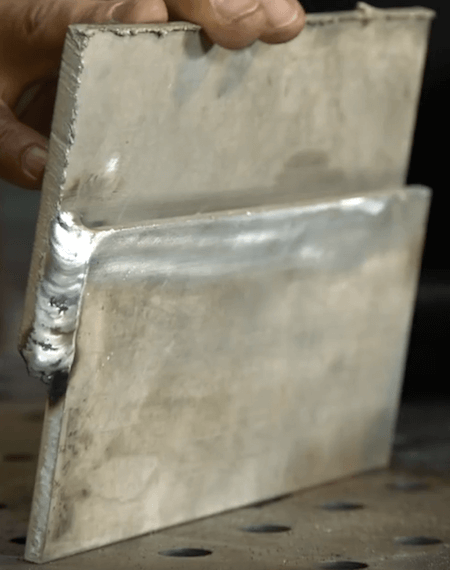
 Пример алюминиевого углового шва
Пример алюминиевого углового шваТипы алюминия и алюминиевой проволоки
Стоит потратить время на то, чтобы выяснить, какой основной металл алюминия вы собираетесь сваривать.
Чистый алюминий был бы слишком мягким для использования в литых деталях, поэтому для стабилизации алюминия и формирования сплавов используются другие металлы.
Как домашний сварщик-любитель, вы, вероятно, встретите несколько типов алюминиевых сплавов — сплавы серии 4000, сплавы серии 5000 и сплавы серии 6000.
В этих сплавах алюминий, конечно, является основным элементом, обычно более 90% сплава.
Кремний добавлен к алюминию серии 4000, а магний добавлен к алюминию серии 5000.
Кремний и магний добавлены к алюминию серии 6000.
При сварке присадочный металл совпадает с добавкой, добавленной к алюминиевому сплаву.
4043 и 5356 — два наиболее часто используемых алюминиевых присадочных металла в сварочных аппаратах MIG.
ER 4043
4043 — проволока для сварки алюминия общего назначения.Добавление силикона облегчает сварку, поскольку сварщик легче переносит сварку.
Проволока4043 позволяет получить сварной шов, который менее чувствителен к растрескиванию и имеет более блестящую поверхность. Используется для сварки алюминия серий 4000 и 6000.
ER 5356
5356 — пожалуй, самый широко используемый алюминиевый провод.
Хотя сваривать труднее, но это более прочная проволока, чем 4043.
Это лучший универсальный алюминиевый провод.Обычно его используют для сварки лодок, потому что он хорош для соленой воды.
Используется для алюминия серии 5000.
5356 также используется для сварки велосипедов, сосудов высокого давления и алюминиевых деталей автомобилей.
Подающий алюминий
Главное, что нужно знать, это то, что алюминий — мягкий металл.
А это значит, что алюминиевой проволоке нужно аккуратно подавать к сварочному наконечнику.
Я использую этот термин, потому что для успешной сварки алюминия используется катушечный пистолет.Катушечный пистолет удерживает катушку с алюминиевой проволокой, поэтому вы эффективно протягиваете проволоку на шесть или семь дюймов от катушки до точки сварки, а не на восемь или десять футов через шланг пистолета MIG к наконечнику горелки.
 Сварка алюминия с катушкой
Сварка алюминия с катушкойИспользование катушечного пистолета означает, что вам понадобится сварщик, способный иметь насадку для катушечного пистолета, и вам нужно будет купить этот катушечный пистолет, прежде чем вы сможете сваривать алюминий.
Потребуется ли мне защитный газ для сварки алюминия?
Да,
В качестве защитного газа используется 100% -ный аргон, и этот газ необходимо пропускать со скоростью от 20 до 30 кубических футов в час, чтобы обеспечить необходимый уровень защиты.
Не уверен, где и как достать баллон с защитным газом, прочтите мою статью на сайте.
Требование использовать защитный газ с алюминиевой сварочной проволокой означает, что вам понадобится сварочный аппарат MIG, способный использовать защитный газ.
Диаметр алюминиевой проволоки 0,030 или 0,035
Например, Хобарт рекомендует использовать 0,035 для основного металла толщиной от 1/16 до 1/4 дюйма. Но в зависимости от максимального тока, которого может достичь ваш сварщик, вам может быть лучше с 0.030 провод. Подберите усилитель, необходимый для использования / плавления 0,030 или 0,035, с тем, на что способен ваш сварщик. Взгляните на мой документ на сайте, где обсуждаются плюсы и минусы провода 0,030 по сравнению с 0,035.
Предварительный нагрев более толстых алюминиевых швов перед сваркой также может помочь, если вашему сварщику не хватает мощности.
Зачем покупать фирменную алюминиевую сварочную проволоку
При покупке дешевых универсальных катушек с алюминиевой проволокой вы можете столкнуться с некоторыми проблемами, на которые не рассчитывали.
Сварочная проволока может быть намотана настолько туго, что соскакивает с катушки, или она повреждена, или
Напротив, проволока намотана настолько свободно, что в результате получается птичье гнездо из проволоки еще до того, как вы начали сваривать.
В любом случае у вас будет возможность попрактиковаться в замене контактного наконечника, потому что плохая подача проволоки привела к ожогу наконечника!
Тонкая сварка алюминия методом MIG
Сваривать тонкий алюминий, безусловно, намного сложнее из-за того, что металл ведет себя с высокой температурой.Тонкий металл легко прожечь с помощью сварочного аппарата MIG.
Алюминий 14-го калибра — действительно самый тонкий аппарат, который должен быть у стандартного сварочного аппарата MIG. Особенно для новичков или если у вас нет опыта в сварке алюминия.
Для сварки толщиной менее 14 мм требуется специализированная установка MIG или, в идеале, установка TIG для сварки.
Начало сварки с чистым алюминием
Чистый основной металл важен для успешной сварки алюминия методом MIG.
Свариваемая деталь должна быть очищена от масел, окислов, красок или других загрязнений.
 Пример грязного алюминия
Пример грязного алюминияСначала удалите жир, масло или краску. Смазку можно удалить ацетоном. Ацетон безопасен для обработки алюминия. Узнайте, как использовать ацетон здесь.
После удаления смазки, масла или краски вы можете использовать откидной диск для удаления оксида алюминия. Лучше всего выбирать из алюминия. У меня есть информация о них в этой статье.
Ручная металлическая проволочная щетка идеально подходит для следующего использования. Выберите проволочную щетку с ручкой, предназначенную для работы с алюминием.У меня есть сообщение, в котором рассказывается, почему. Также советую выбрать одни из лучших кистей. Воспользуйтесь этой ссылкой здесь, чтобы посмотреть.
Вы, используя щетку с электроприводом, можете размазать поверхность, улавливая загрязнения, если только скорость не поддерживается низкой и щетка не используется с учетом мягкого металла.
Независимо от того, используется ли ручная щетка, механическая щетка или откидной диск, сохраните эти инструменты исключительно для использования с алюминием — я уже упоминал, что это мягкий металл?
Вы не хотите, чтобы на алюминий, который вы пытаетесь сварить, были крошечные пятна других металлов, на которых вы использовали щетку или откидной диск.
Полярность алюминия для сварки MIG
При сварке алюминия правильная полярность сварочного аппарата MIG очень важна для успешной сварки. Для алюминиевой проволоки необходимо, чтобы ваш сварочный аппарат MIG был настроен на DCEP (постоянный ток вашей горелки MIG является положительным).
Это означает, что сварочный пистолет MIG подключен к положительной клемме сварочного аппарата.
Легко забыть изменить полярность, особенно если ваш сварщик умеет сваривать проволокой с флюсовым сердечником и для этого у вас установлена полярность горелки MIG на DCEN.
Если у вас возникли проблемы с дугой с алюминиевым проводом, дважды проверьте полярность. Возможно, вам придется его изменить.
Сварка алюминия методом MIG с помощью катушечного пистолета Видео
Использование катушечного пистолета настоятельно рекомендуется, если не обязательно, если вы хотите сэкономить много времени и сэкономить нервы. Посмотрите это восьмиминутное семнадцатисекундное видео Боба Моффата, которое знакомит вас с процедурой использования катушки для сварки алюминия
.Наконечники для MIG-сварки алюминиевых соединений внахлест с катушкой
Автор видео: Weld.com
Как хранить алюминиевую сварочную проволоку
Хранение алюминия требует осторожности.
Серьезная проблема с алюминием заключается в том, что на воздухе алюминий окисляется. Создание пленочного покрытия, которое приводит к появлению избыточного количества сажи во время сварки. Кроме того, у вас будет электрическое сопротивление и сопротивление подачи проволоки, а также трудности при укладке алюминиевой проволоки.
Тогда вы можете обвинить своего сварщика. Затем вы можете сменить контактный наконечник и обвинить катушечный пистолет в неправильной подаче.
Даже подумайте, что ваш защитный газ загрязнен или просто не проходит. Поиграйте с натяжением проволоки, когда алюминиевая проволока все время окисляется.
Храните алюминиевый корпус в хорошо закрытом контейнере, чтобы воздух не попадал на провод, вдали от сырости или чрезмерного холода. Даже перемещение холодной проволоки в более теплое и влажное место может привести к скоплению конденсата внутри упаковки.
MIG Сварка алюминия без газа
Можно ли использовать эти провода без газа — нет.
Нет провода с сердечником из алюминиевого флюса — хотите знать, почему? Взгляните на документ здесь, на сайте.
Таблица параметров сварки алюминиевой проволокойВсегда полезно ознакомиться с параметрами сварки, предлагаемыми для выбора алюминиевой сварочной проволоки. Таким образом вы сможете проверить, совместима ли проволока с настройками, на которые способен ваш сварщик. т.е. настройки усилителя, необходимые для плавления провода, необходимые настройки напряжения, совместимые основные металлы и рекомендуемая длина вылета.
Вот ссылки на таблицы параметров сварки лучших рекомендованных проволок.
Hobart Maxal ER4043, техническое описание
Hobart Maxal ER5356, техническое описание
Blue Demon ER4043 характеристики провода
Blue Demon ER5356 характеристики провода
Lincoln Electric ER4043 характеристики провода
Lincoln Electric ER5356 характеристики провода
Характеристики проводов Harris ER4043
Характеристики проводов Harrus ER5356
Последние слова
И вот оно, заключение моих исследований о лучшей проволоке для MIG-сварки алюминия, о том, что, почему и что.
Мантра сварщика одинакова для сварки алюминия, как и для любого типа сварки MIG. Практика, практика и еще раз практика — залог наилучшего качества сварки.
Дополнительные ресурсы
Передовой опыт Miller Welds
Lincoln Electric выбирает алюминиевый провод
.
Лучшая сварочная проволока для низкоуглеродистой стали при домашней сварке MIG
Можно ли сваривать низкоуглеродистую сталь? Да
Конечно, может, и я нашел для вас лучшую сварочную проволоку для низкоуглеродистой стали для домашней мастерской, гаража или на ранчо.
Я сравнил здесь проволоку MIG для низкоуглеродистой стали, для которой требуется защитный газ, в отличие от проволоки с сердечником из низкоуглеродистой стали для низкоуглеродистой стали, которая чаще всего является самозащитной.
Выявлена лучшая сварочная проволока для низкоуглеродистой стали
* Раскрытие информации: вы обнаружите, что эта статья содержит партнерские ссылки.И без каких-либо дополнительных затрат этот сайт получает комиссию по этим ссылкам, если вы решите купить.
1. INE INEFIL ER70S-6 Сварочная проволока для сварки MIG для низкоуглеродистой стали (* комиссионные, полученные с помощью текста и ссылки на изображение)
Не видите изображение? Пожалуйста, выключите блокировку рекламы.
- Диаметр проволоки 0,023 или 0,030 или 0,035 дюйма
- Масса Доступна в катушке 2 фунта или катушке 10 фунтов
- Защитный газ: 80% аргона 20% CO2 или может использоваться с защитным газом C25 или 100% CO2
- Позиции сварки: проволока для всех позиций, поддерживающая однопроходную и многопроходную сварку
- Проволока по хорошей цене с очень хорошими отзывами Amazon
2.Сварочная проволока для сварки MIG для низкоуглеродистой стали Hobart ER70S-6 (* комиссионные, полученные с помощью текста и ссылки на изображение)
Не видите изображение? Пожалуйста, выключите блокировку рекламы.
- Размер диаметра проволоки 0,024 или 0,030 или 0,035
- Масса Доступна в катушке 2 фунта или катушке 10 фунтов
- Защитный газ: C25 или 100% CO2
- Позиции для сварки: Позиционирование проволоки для всех позиций, поддерживающее одно- или многопроходное
- Много хороших отзывов от Amazon, кроме нескольких сломанных катушек при доставке.Обратите внимание, что эта проволока производится не в США, а в Китае.
Рассмотрите возможность покупки с этой проволокой контактных наконечников Hobart, многофункциональных сварочных плоскогубцев Hobart или геля для сопел Hobart MIG. (* Заработанные комиссии)
3. Сварочная проволока для низкоуглеродистой стали Blue Demon ER70S6 для сварки MIG (* комиссионные, полученные с помощью текста и ссылки на изображение)
Не видите изображение? Пожалуйста, выключите блокировку рекламы.
- Размеры диаметра проволоки: 0,023, 0,030, 0.035
- Доступный вес: катушка 2 фунта или катушка 11 фунтов
- Несмотря на то, что размер катушки составляет 11 фунтов, она подойдет для сварочного аппарата, который может принимать катушки 10 фунтов. Проверить размер диаметра катушки.
- Защитный газ: C25,
- Положения при сварке: F, V, OH H — плоско, вертикально, над головой, горизонтально
- Хорошая обратная связь с Amazon. Некоторые проблемы со сломанными катушками при доставке.
4. Сварочная проволока для сварки MIG для низкоуглеродистой стали Forney ER70S-6 (* комиссионные, полученные с помощью текста и ссылки на изображение)
Не видите изображение? Пожалуйста, выключите блокировку рекламы.
- Диаметр проволоки Размеры: 0,024 или 0,030 или 0,035
- Доступный вес: катушка 2 фунта или катушка 10 фунтов
- Защитный газ: C25 или 100% CO2
- Позиции сварки: все положения проволоки, поддерживающие одно- и многопроходные сварка
- Не так много отзывов от Amazon, как у вышеуказанных проводов, но то, что в целом есть, хорошее, за исключением обычной коробки, катушки и проблем с доставкой. Проволока считается отличной сварочной проволокой на рынке бытовой сварки и промышленности.
Как насчет того, чтобы с помощью этого провода получить несколько советов Forney Contact Tips? (* Заработанные комиссии)
Примечание: Доступны проволоки большего диаметра и катушки. Я выбрал проволоку и размеры, указанные выше, так как они чаще всего используются сварщиком на дому.
 Сварка низкоуглеродистой стали
Сварка низкоуглеродистой сталиHome Сварщику MIG нужно знать при сварке низкоуглеродистой стали?
Первый принцип при выборе сварочной проволоки, также известной как присадочный металл, заключается в том, что металл должен быть таким же, как и основной свариваемый металл.
Для сварки низкоуглеродистой стали (также известной как низкоуглеродистая сталь) вам понадобится проволока из мягкой стали.
Выбор метода сварки MIG низкоуглеродистой стали сплошной проволокой и газом вместо сердечника из флюса делается, когда вам нужен красивый внешний вид сварного шва и для вас важна отделка.
СваркаMIG — это внутренний процесс, если у вас нет специальной настройки, предотвращающей попадание ветра на сварной шов и выдува защитного газа на улицу. И где у вас есть чистый металл или металл, который можно должным образом очистить для хорошего шва.
Что такое мягкая сталь?
Низкоуглеродистая сталь или низкоуглеродистая сталь — очень распространенный металл, дешевый и простой в формовании. Он обладает свойствами, которые делают его пригодным для широкого спектра применений.
Мягкая сталь содержит от 0,05% до 0,025% углерода — небольшое количество углерода.
Лучшая сварочная проволока для сварки MIG Стандарт ER70S-6
ER70S-6 — хорошая универсальная сварочная проволока MIG для работы с низкоуглеродистой и мягкой сталью. Проволока ER70S-6 MIG имеет дополнительное содержание флюса, которое включает уровни кремния и марганца.
Кремний и марганец действуют как раскислители, позволяя сваривать не совсем чистый металл. Эта проволока лучше переносит легкую грязь или ржавчину, они разъедаются дугой или задерживаются и выглядят как «островки кремния».

Образовавшиеся островки кремния на свариваемой поверхности можно легко удалить, и их необходимо удалить с помощью отбойного молотка, чтобы они не стали причиной отслаивания при любой последующей окраске.
Обязательно наденьте защитные очки, когда стучите по этим осколкам кремния.У них есть неприятная привычка находить новый дом прямо у вас на глазах, вызывая неожиданную поездку в отделение неотложной помощи.
Кроме того, проволоку ER70S-6 часто покрывают тонким слоем меди, чтобы предотвратить ржавление проволоки до того, как она попадет к вам, и для улучшения электропроводности во время сварки.
При правильных настройках ER70S-6 должен дать вам хороший чистый сварной шов, требующий смывания небольшого количества шлака и сварного шва, готового к окраске.
Видео на YouTube о лучшем типе провода MIG
Это видео на YouTube от Weld.com, где преподаватель колледжа Коули, Арк-Сити, Кс. обсуждает ER70S-6 и почему это лучшая проволока для сварки MIG общего назначения для сварки низкоуглеродистой стали. Надеюсь, вам это понравится так же, как и мне.
Самый лучший провод для сварки MIG
Кредит видео: Weld.com
Что означает ER70S-6 в сварочной проволоке?
В соответствии со стандартами Американского общества сварки,
, буквы E и R означают, что присадочная проволока является электродом или стержнем.Для сварки MIG используется электродная проволока.
Цифра 70 означает, что прочность на разрыв составляет 70 000 фунтов на квадратный дюйм.
S означает, что это сплошная проволока, а не сердечник из флюса.
6 означает, что он содержит кремний и марганец в качестве раскислителей
Эта проволока широко используется для сварки деталей из низкоуглеродистой и мягкой стали дома, на ранчо и в промышленности, а также для ремонта автомобилей и автомобилей.
Выберите хороший бренд и провод
Выбор хорошего провода MIG от качественного поставщика может сэкономить ваше время и сэкономить много нервов.
Хорошо известные бренды гарантируют, что их проволока соответствует минимальному пределу прочности на разрыв, установленному комитетом по стандартизации проволоки AWS (Американское сварочное общество).
Они обеспечивают точность и постоянство диаметра проволоки по всей катушке.
Кто хочет, чтобы их сварной шов был поврежденным и пористым из-за того, что части катушки химически неправильны, или диаметр увеличился и теперь вызывает проблемы с подачей, или слишком тонкий, чтобы сломаться в вашем сварочном аппарате.
Проволока хорошей марки более снисходительна к чистоте металла и мастерству сварщика.
 Хорошая качественная проволока MIG из мягкой стали
Хорошая качественная проволока MIG из мягкой сталиО чистом металле
Дело не в том, что вам не нужен чистый металл с этими проволоками при сварке MIG (всегда лучше очищать и подготовить основные металлы как можно лучше).
Чистый означает, что основной металл не содержит масел и красок, насколько это возможно.
Отшлифуйте и / или удалите щеткой ржавчину в местах сварки.
Лучше всего сделать ваш металл настолько чистым, чтобы вы могли видеть голый металл, тогда у вас будет лучшая поверхность для сварного шва.
При прикреплении рабочего зажима к заготовке убедитесь, что его поверхности и места соединения зажима с заготовкой также чистые.
Так вы обеспечите хороший контакт с заготовкой. Сварка — это электрический процесс, и хорошие электрические контакты имеют решающее значение.
Какой защитный газ является лучшим для сварки MIG мягкой стали?
Лучшим сварочным газом для сварки MIG низкоуглеродистой стали является C25. C25 представляет собой смесь 75% газообразного аргона и 25% газообразного диоксида углерода.Это самая популярная газовая смесь, поскольку она уменьшает разбрызгивание и обеспечивает великолепный внешний вид бусинок.
 Баллон и регулятор защитного газа с аргоном / CO2
Баллон и регулятор защитного газа с аргоном / CO2Некоторые сварочные проволоки из низкоуглеродистой стали также хорошо свариваются с 80% аргона и 20% диоксида углерода. Всегда стоит свериться с таблицей параметров сварки от производителя для проволоки, чтобы узнать, что они рекомендуют для наилучшего шва.
Есть сварочные вентиляторы 100% углекислого газа. Это хороший выбор, так как это более дешевый газ.Вам понадобится регулятор, подходящий для двуокиси углерода. Не пытайтесь использовать газовый регулятор аргона, так как он не работает.
Углекислый газ лучше, когда важно хорошее проникновение в основной металл, хотя он, как известно, дает много брызг.
И производить сварные швы, которые выглядят грубыми.
Но там, где вы сваривали более толстые металлы, где требуется глубокое проплавление, и вас не беспокоит внешний вид сварного шва. Не говоря уже об очистке от брызг, CO2 может быть для вас.
Идеальный расход защитного газа для сварки мягкой стали составляет от 20 до 25 кубических футов в час.
Важно хорошо хранить сварочную проволоку
При доставке нового провода проверьте, не повреждено ли уплотнение вокруг провода, и провод не попадет в воздух.
Любые признаки ржавчины на вашей проволоке и катушке должны быть возвращены для замены, так как ржавчина на вашей проволоке вызовет проблемы с подачей сварочного аппарата, а также изменит электрические характеристики проволоки, что приведет к плохой сварке и может даже привести к сварке. неудача.
Когда вы закончите сварку, удалите неиспользованную проволоку из сварочного аппарата и уберите ее на хранение.
Убедитесь, что провод хорошо хранится, запечатан и не подвергается воздействию воздуха, так как воздействие может вызвать ржавление провода и означает, что провод следует выбросить.
Вы определенно не хотите, чтобы ваша сварочная проволока ржавела в сварочном аппарате, в шланге к горелке MIG или в механизме подачи проволоки сварочного аппарата.
Это вызовет у вас целую боль, и вам придется без надобности заменять вкладыш в шланге и контактные наконечники.
Выбор размера сварочной проволоки
При выборе проволоки из низкоуглеродистой стали следует помнить о нескольких моментах.
1. Проверьте, какой диаметр проволоки будет подавать сварщик.
Нет смысла покупать проволоку 0,023 для сварки более тонкого металла, если ваш сварщик не может ее подать.
Важно выбрать проволоку подходящего диаметра для сварочного аппарата и ролика, который вы используете.
То же самое на другом конце спектра не покупайте 0.Проволока диаметром 045 мм, если сварщик не может подавать проволоку такого диаметра. Слишком широкий диаметр проволоки требует больших усилий для правильной подачи сварочного аппарата и может заблокировать контактный наконечник.
2. При выборе проволоки, если ваш сварочный аппарат работает только с флюсовым сердечником, то использование проволоки MIG не подходит для вас. Это связано с тем, что в сердечник из флюса входит флюс внутри проволоки, который обеспечивает защитный газ во время сварки.
Для проволокиMIG требуется отдельный защитный газ, иначе сварка будет очень плохой.
3. Обычно используйте более тонкую проволоку MIG для тонких металлов и более толстую проволоку MIG для более толстых металлов. Проволока 0,023 или 0,024 предназначена для более тонкого металла (калибр от 24 до 14).
Снижает тепловыделение и снижает риск выдувания основного металла.
Сварка низкоуглеродистой стали толщиной 1/4 дюйма и более тонкой (16 и выше), чем проволока 0,030, является хорошим универсальным выбором. Сварка проволокой диаметром 3/16 дюйма лучше 0,035 или там, где у вас есть неровные швы, а 0,035 помогает заполнить шов.
Домашнему сварщику, вероятно, потребуется несколько проходов для сварки более толстого металла. Многопроходная сварка означает, что вам необходимо использовать проволоку, устойчивую к такому виду сварки и сертифицированную для многопроходной сварки.
4. Выберите размер используемого провода и сопоставьте его с размером контактного наконечника. Подача проволоки малого диаметра, например 0,023 или 0,024, с контактным наконечником 0,035 может вызвать искрение на контактном наконечнике для сварки.
Советы по выбору общих размеров проводов
Подача из правильного паза на ролике, выберите контактный наконечник подходящего размера и выберите качественную проволоку, допуски на диаметр которой контролируются и имеют правильный размер.
Кроме того, руководствуйтесь рекомендациями вашего сварщика, так как это будут допуски сварщика вашей конкретной марки.
Если ваш сварщик подает только 0,024, 0,030 или 0,035, выберите эти диаметры проволоки.
Проверьте таблицу параметров сварки вашего сварщика и сравните их с таблицей параметров или таблицей параметров сварки проволоки, чтобы убедиться, что ваш сварщик может произвести усилитель, необходимый для сварки той толщины и типа низкоуглеродистой стали, которую вы собираетесь сваривать.
Сварочная ванна из низкоуглеродистой стали
Выбор размера катушки
При покупке проволоки MIG следует учитывать не только диаметр проволоки.Также есть размер шпули.
Нет смысла покупать 10-фунтовую катушку, если сварщик не в состоянии держать 10-фунтовую катушку.
Или вашему сварщику может потребоваться переходник, чтобы взять катушку большего размера — у вас есть это под рукой или вам нужно будет купить?
Если ваш сварщик может работать с катушками большего размера, то стоимость за фунт проволоки будет дешевле, и на нее стоит обратить внимание — при условии, что вы будете использовать проволоку.
Сварщик может взять катушку 10 фунтов?
Проверьте диаметры катушки — вы можете использовать 11 фунтов.катушка так же легко и получите еще лучшую цену за фунт
Также, если вы в основном свариваете сердечник из флюса, а MIG-сварку мало и только от случая к случаю, то катушка весом 2 фунта может подойти вам. Тогда вам не придется так сильно беспокоиться о правильном хранении проволоки, вы будете использовать то, что свариваете.
Полярность
Сварка MIG проволокой из низкоуглеродистой сталиозначает, что ваш сварочный аппарат должен быть настроен на DCEP (положительный электрод постоянного тока. Это означает, что сварочная горелка MIG должна быть подключена к положительной клемме сварочного аппарата MIG.
Стоит дважды проверить, особенно если вы выполняете сварку в основном с использованием флюсового сердечника и только изредка. Неправильные настройки приведут к плохой сварке.
Последние слова
Спасибо, что дошли до этой статьи в моей статье «Лучшая сварочная проволока для низкоуглеродистой стали при сварке MIG в домашних условиях». Я надеюсь, что информация здесь оказалась для вас полезной, и желаю вам удачной сварки.
Прочие ресурсы
Советы по выбору твердой проволоки для сварки Приложения
Таблицы данных на продукцию и Таблицы параметров сварки проволокой из мягкой стали
Лист данных INEFIL
Hobart Технические данные и подробная информация о продукте
Лист данных Blue Demon
.
Что такое проволока с сердечником из флюса? Знайте, когда использовать и почему
Вы слышали о проволоке с флюсовым сердечником и, возможно, даже видели на рынке более дешевые сварочные аппараты с флюсовым сердечником.
И вы думаете об этом. Но сначала вы хотите быть уверенным, что такое проволока с флюсовым сердечником, знать, когда ее лучше всего использовать, и почему вы ее используете.
Новичок в сварке или, возможно, у вас немного знаний, тогда эта статья для вас.
Для новичков, любителей дома и тех, кто занимается ремонтом легковых автомобилей.Наслаждайтесь!
Что такое проволока с сердечником из флюса?
На самом базовом уровне это тип проволоки, используемой в сварочном аппарате. Продается на катушках на вес — 1 фунт, 2 фунта, 10 фунтов и выше.
Или по размеру. Ваш сварщик берет четырехдюймовые катушки? Катушка на два фунта эквивалентна.
8-дюймовые катушки равны катушкам весом 10 фунтов.
Проволока с флюсовым сердечником используется только в сварочном аппарате с флюсовым сердечником, или у вас может быть сварочный аппарат MIG, который можно настроить для подачи проволоки с флюсовым сердечником или сплошной проволоки с защитным газом.
Проволока с флюсовым сердечником в сварочном аппарате с флюсовым сердечником или сварочном аппарате MIG
Сварщик использует электричество для создания дуги. Дуга выделяет тепло, и это тепло используется для сварки металлов.
Проволока с флюсовым сердечником подается через сварочный аппарат Flux Core или MIG, в зависимости от того, какой у вас есть, и действует как электрод.
На конце проволоки образуется дуга, и тепло от дуги плавит конец сердечника проволоки Flux, обеспечивая металл для сварного шва и газы для защиты сварного шва от окружающего воздуха.
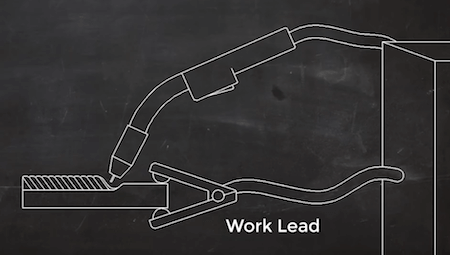 Изображение процесса MIG
Изображение процесса MIGЗажим прикреплен к вашей заготовке или сварочному столу и ведет обратно к сварочному аппарату, замыкая электрическую цепь.
Это краткий обзор того, что происходит у сварщиков. Если вы хотите узнать больше, у меня есть статья на сайте, в которой более подробно рассказывается о сварочных аппаратах с флюсовым сердечником, вы можете прочитать текст ссылки.
или
Если у вас есть сварочный аппарат MIG, и вы хотите узнать больше, следуйте этому тексту по ссылке.
Флюсовый сердечник и сплошной провод
Альтернативой использованию проволоки с флюсовым сердечником в сварочном аппарате является использование сплошной проволоки. Для тех сварщиков, которые поддерживают сплошную проволоку, резервуар со сжатым газом — обычно для успешной сварки необходимо использовать аргон и углекислый газ.
Сплошная проволока, как следует из названия, является твердой и изготовлена из металла, который вы собираетесь сваривать — ну, он содержит кое-что еще, но это совсем другой разговор.
Flux Core Как он сделан и что внутри?
Проволока с флюсовым сердечником представляет собой трубку с металлом снаружи.Внутри находятся соединения — называемые флюсом.
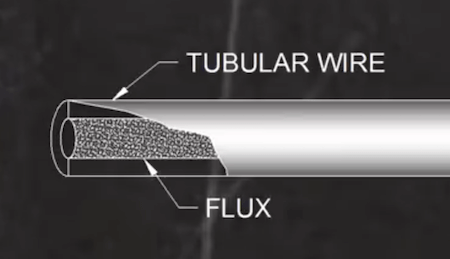
Эти компаунды разработаны таким образом, что при плавлении в дуге они образуют защитный газ, защищающий сварной шов.
Защитный газ — это буквально газ, который защищает расплавленную сварочную ванну от загрязнения воздухом, которое может привести к плохому или поврежденному сварному шву.
Флюс также содержит сплавы и раскислители, которые вытягивают загрязнения из сварного шва в шлак.
Шлак?
Твердое покрытие, образующееся поверх сварного шва, которое после охлаждения отслаивается, оставляя красивый гладкий шов.
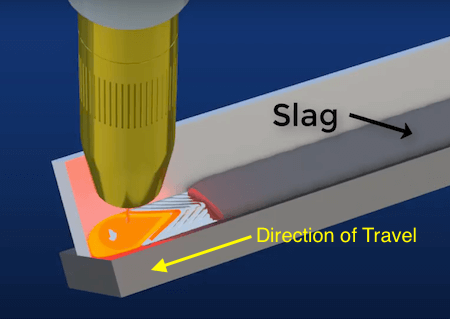 Шлак и направление движения
Шлак и направление движенияНа сайте есть документ, который более подробно описывает, что такое шлак. Следуйте выделенному тексту, чтобы узнать больше.
Типы проволоки с флюсовым сердечником
На самом деле существует два типа проволоки с флюсовым сердечником.
Самозащитный флюсовый сердечник (FCAW-S) и газовый флюсовый сердечник (FCAW-G) (также известный как двойной экранированный).
Самозащитный сердечник из флюса был представлен на рынке в начале 1960-х годов, а сердечник из газозащитного флюса — в конце 1950-х годов.
Сварочная проволока с самозащитой из флюса
Сварочная проволока с флюсовым сердечникомс защитной оболочкой — это проволока, которую выбирают новички, сварщики-любители и полупрофессиональные сварщики, потому что она является самой простой и удобной в использовании, поэтому мы сначала рассмотрим ее.
Самозащитная проволока с сердечником из флюса создает защитный газ, необходимый для расплавленной сварочной ванны, из соединений внутри сердечника проволоки.
Флюс горит, и в месте сварного шва образуется защитный газ.
Самозащитная проволока с сердечником из флюса должна вступать в реакцию с воздухом, чтобы флюс защищал сварочную ванну и образовывал шлак.
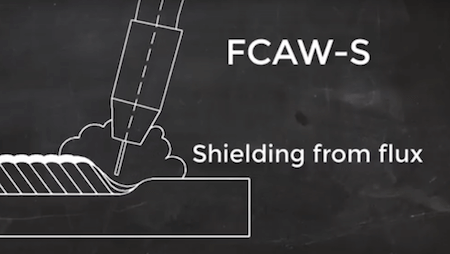
Когда используется самозащитный провод с сердечником из флюса?
Выбор типа сплошной проволоки плюс сжатый газ или сердечник из флюса зависит от работы и местоположения.
Допустим, вы фермер, у которого есть дворовое или полевое оборудование, которое сломалось на 100 акрах земли, поэтому добраться до него на некотором расстоянии или трудно.

Там довольно ветрено, и для сварки MIG вам понадобится ветрозащитный экран или палатка, чтобы ветер не сдувал ваш защитный газ.
Если бы это было рядом с вашей мастерской, вы могли бы подготовить металл очень хорошо для сварки, но там вы не можете.
И сломанный кусок оказался в неудобном месте. Что теперь?
Сварной шов вертикальный, до него трудно добраться.
СердечникFlux идеально подходит для таких ситуаций.
Чем хорош самозащитный провод с сердечником из флюса?
Используется для сварки на улице, где ветер может вызвать проблемы с твердой проволокой, а ветер уносит ваш отдельный защитный газ.
С сердечником из флюса не нужно брать с собой защитный газ — на одну вещь меньше.
Вы можете обнаружить, что в вашем конкретном месте или районе страны вам трудно получить защитный газ или транспортировать его. Тогда Flux Core может быть вашим единственным вариантом.
Самозащитный сердечник из флюсаболее устойчив к «грязной» стали, так как он более устойчив к ржавчине, прокатной окалине или маслу на основном металле.
Использование сплошной проволоки и сжатого газа, напротив, требует чистой стали.
Хотя всегда лучше очистить сварной шов перед тем, как начать.
Самозащитный сердечник из флюсавыбран потому, что существуют версии, отлично подходящие для сварки в нерабочем положении.
Сварка вне положения?
Вертикальная сварка, сварка над головой, сварка не плоских поверхностей Горизонтальная сварка классифицируется как сварка вне положения.
Сварка с самозащитным сердечником из флюса обеспечивает более быстрые сварные швы по сравнению с сплошной проволокой.
Сердечник из флюсалучше всего подходит для гальванизированной стали или для сварки трудно свариваемой стали.
Поддается мастерству или, скорее, отсутствию навыков пользователя, чем сварка сплошной проволокой и защитным газом.
Сердечник из флюса позволяет создавать прочные «чистые» швы с хорошим проплавлением.
Самозащитная проволока с сердечником из флюса для отдельных металлов
Важно, чтобы тип проволоки с флюсовым сердечником соответствовал сварке.
Сварка низкоуглеродистой или оцинкованной стали? Ищите самозащитный провод с сердечником из флюса, рекламируемый как подходящий для низкоуглеродистой или оцинкованной стали? Сварка нержавеющей стали? Ищите самозащитную проволоку с флюсовым сердечником, подходящую для нержавеющей стали.
Используете защитный газ с самозащитным флюсовым сердечником?
Не
Это приведет к проблемам со сварным швом.
Соединения, которым необходимо реагировать с воздухом, блокируются добавлением защитного газа.
Это блокирование приводит к тому, что материалы, предназначенные для помощи сварному шву, остаются внутри сварного шва и загрязняют его. Причина плохого сварного шва и растрескивания.
Выбирая самозащитный провод с сердечником из флюса, о чем думать?
Какой у вас сварщик?
Более дешевый сварочный аппарат только с флюсовым сердечником или сварочный аппарат MIG, который может использовать сплошную проволоку и баллон с защитным газом, который также может сваривать проволокой с флюсовым сердечником.
На что способен ваш сварщик?
Скорость подачи проволоки, выходная мощность и напряжение. Обратите внимание на минимальные и максимальные настройки, поскольку эта информация понадобится вам при выборе самозащитного провода с сердечником из флюса.
Подумайте о металлах, которые вы собираетесь сваривать.
Насколько толст металл. Обычно тонкие металлы (калибр 24 или 22) лучше подходят для сплошной проволоки и защитного газа.
Более толстые металлы (калибр 18 и более) отлично подходят для сварки сердечником из флюса.
Швы прямые и чистые или широкие и изменчивые. Широкий и регулируемый подтолкнет вас к самозащитной флюсовой сердцевине и множеству проходов с вашим сварщиком.
Несколько проходов?
Каждая линия сварки называется проходом. Для толстых металлов и более широких переменных зазоров может потребоваться еще один слой сварного шва — еще один проход для наращивания шва.
Если ваш сварочный аппарат должен быть настроен на максимум для сварки более толстых металлов, тогда вы сможете сваривать только на короткий разрыв или рискуете перегреть своего сварщика.Возможно, вам придется признать, что ваш сварщик не подходит для этой конкретной работы.
Проволока с сердечником Flux бывает однопроходной и многопроходной. Выберите правильный провод для выполняемой работы.
Практикуйтесь, прежде чем приступить к сварке, и убедитесь, что вы делаете хорошие швы.
Самозащитный сердечник из флюса требует постоянного тока.
Однако любая машина, подключаемая к домашней розетке, использует переменный ток. У сварочного аппарата есть трансформатор, преобразующий переменный ток в постоянный.
На сварочном аппарате необходимо установить правильную полярность в соответствии с типом свариваемой проволоки с флюсовым сердечником. Это особенно актуально для сварочных аппаратов MIG, которые могут сваривать сплошной проволокой и сердечником из флюса — перед началом сварки убедитесь в соблюдении полярности.
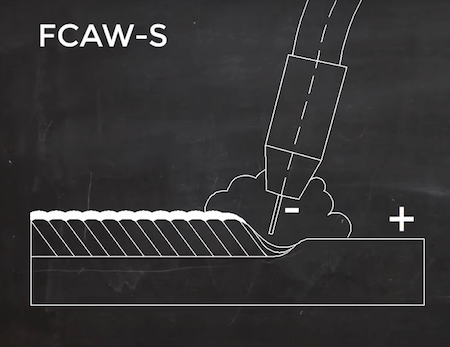 Полярность самозащитного сердечника из флюса
Полярность самозащитного сердечника из флюсаСварочный аппарат только с флюсовым сердечником уже настроен для отрицательной полярности горелки MIG для использования самозащитной проволоки с флюсовым сердечником.
Катушки какого размера подойдет ваш сварщик?
Меньшие сварочные аппараты с сердечником из флюсовой проволоки, которые предназначены для портативности и имеют более низкую стоимость на рынке, обычно не потребуют больше 2 фунтов.катушка с проволокой. Нет смысла покупать катушки большего размера, чем может взять сварщик.
Вам потребуются ролики с рифленой канавкой для проволоки с флюсовым сердечником.
Это действительно проблема только для MIG, которые также будут сваривать сплошной проволокой, поскольку часто с MIG поставляются гладкие валки. Приводные ролики с накаткой являются дополнительной опцией.
Гладкие ведущие ролики не подают должным образом проволоку с флюсовым сердечником.
Если у вас есть сварочный аппарат только с флюсовым сердечником, то приводные ролики уже подходят для сварки флюсовой проволокой.
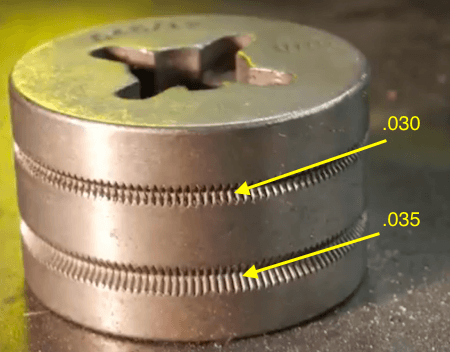 Приводной ролик с накаткой
Приводной ролик с накаткойУбедитесь, что вы протягиваете канавку ведущего ролика подходящего размера. 0,030 на стороне 0,030 и 0,035 на стороне 0,035.
Проволока с флюсовым сердечником мягче, чем сплошная проволока, может деформироваться или раздавиться, если используются неправильные приводные ролики и / или натяжение.
Сердечник из флюса более подвержен раздавливанию, так как в его центре содержатся защитные соединения; позаботьтесь о натяжении проволоки.
Держите сварочный шнур прямо до головки горелки, чтобы обеспечить оптимальную подачу проволоки.
Вылет
Проверьте рекомендуемый вылет проволоки и правильный вылет сварочного аппарата. Вылет — это количество проволоки с флюсовым сердечником, выходящей за конец контактного наконечника перед началом сварки.
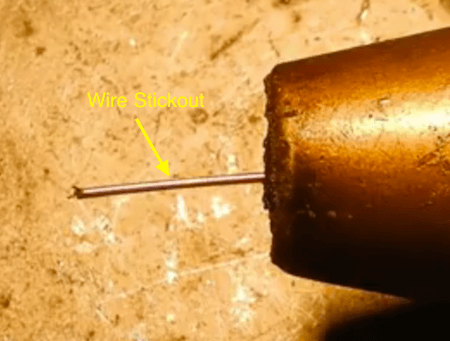 Вылет сварочной проволоки
Вылет сварочной проволокиНеправильная длина, особенно слишком короткий вылет, может привести к обратному прогоранию (прожиг проволоки с флюсовым сердечником на контактном наконечнике) и неполному покрытию шлака. Или сложное удаление шлака.
Правый вылет улучшает скорость наплавки — количество металла, попадающего в сварной шов.И в результате получается более прочный сварной шов.
Флюсовый сердечник Диаметр проволоки
Проволока с флюсовым сердечником доступна с несколькими диаметрами проволоки. Например 030, 0,035, 0,045 0,068, 5/64, 3/32. Посмотрите, какие диаметры использует ваш сварщик.
Для вашего сварщика будет рекомендована минимальная и максимальная толщина металла, а также определенные размеры используемой сварочной проволоки с флюсовым сердечником.
Таблица параметров проволокиОчень важно дважды проверить параметры проволоки с флюсовым сердечником, которую вы планируете использовать.Как минимум подтвердите, какие металлы подходят для сварки, подходит ли он для однопроходной или многопроходной сварки.
Таблица параметров проволоки показывает, на что способна проволока и насколько она подходит для вашего сварщика. У меня есть статья на сайте, в которой более подробно рассказывается об этом.
Недостатки использования проволоки с сердечником из флюса
- При сварке самозащитного сердечника из флюса образуется больше дыма и дыма.
- Держите голову подальше от шлейфа, поднимающегося от сварного шва.
- Сами сварные швы могут быть менее красивыми.
- Самозащитный провод с сердечником из флюса купить дороже, однако, если учесть экономию на расходах на баллон с газом и регулятор, это не так.
- Флюсовый сердечник обычно производит больше брызг, поэтому ищите проволоку из флюсового сердечника, рассчитанную на низкий уровень разбрызгивания, чтобы сэкономить много времени на очистку после сварки. или используйте спрей для защиты от брызг на окружающей области (не на сварном шве), чтобы защитить вашу заготовку.
- Проволока с флюсовым сердечником не идеальна для тонких металлов сплошная проволока — лучший выбор для мягкой стали толщиной от 24 до 20.
- Проверьте, что рекомендует ваш сварщик.
- Шлак необходимо удалять между проходами сварки и в конце путем скалывания шлака или проволочной щеткой.
Видео на YouTube Что такое дуговая сварка сердечником?
Я обнаружил великолепное пятиминутное видео, в котором описывается сварка сердечника флюсом и что такое проволока сердечника флюса. Ясный и лаконичный, он иллюстрирует некоторые моменты, которые я затронул в этой статье. Очень рекомендую к просмотру.
Что такое сварка порошковой проволокой? (FCAW)
Видео предоставлено: WeldNotes.com
И если вы хотите узнать больше, у меня есть статья, в которой более подробно рассказывается о процессе сварки сердечника флюсом под названием «Что такое сварка сердечника флюсом для начинающих и всех остальных». Проверить это.
Сварочная проволока с сердечником из газозащитного флюса
Газозащитный сердечник из флюсового сердечника, как следует из названия, должен использоваться с газом. Этот газ подается из сжатого баллона или баллона с газом. Обычно этот газ представляет собой чистый диоксид углерода или смесь аргона и диоксида углерода.
Отсюда термин двойная защита.
Газозащитный сердечник из флюса также бывает двух основных типов.
Проволока с сердечником из флюса с защитой от газа, изготовленная для использования с чистым диоксидом углерода, и проволока с сердечником из флюса, защищенного от газа, для использования со смесью аргона и диоксида углерода.
Газозащитный сердечник из флюсового провода, защищенный чистым газом диоксидом углерода, создает больше брызг.
Брызги?
Искры, выскакивающие из сварного шва, представляют собой расплавленные куски металла, которые приземляются, затвердевают и требуют очистки.
И менее стабильная дуга, но хорошее проплавление свариваемого металла.
Газозащитный сердечник из флюсовой проволоки для смеси аргона и CO2 дает лучшую дугу, меньшее разбрызгивание, но меньшее проникновение.
Шлак сердечника из флюса в среде защитного газа легче удалить, он лучше подходит для сварки толстых металлов и сварки в нерабочем положении.
Скорость осаждения — что это?
Скорость наплавки означает (количество наплавленного металла за период времени, измеряемое в фунтах в час)
Часть металла теряется в шлаке.При использовании самозащитной проволоки с сердечником из флюса только около 65% доступного металла попадает в сварной шов.
С сердечником из флюса с защитным газом от 75% до 85% проникает в сварной шов, следовательно, его скорость наплавки выше.
Остальное идет в шлак
Классификация проводов с сердечником из газозащитного флюса
Классификация проволоки показывает, как ее можно использовать. И с каким газом.
Например, проволока с сердечником из защитного газа с классификацией E70T-1C, буква C означает, что эта проволока с сердечником из флюса должна использоваться с чистым диоксидом углерода.Если классификация проволоки заканчивается на -1C / M, это означает, что проволока может использоваться с газообразным диоксидом углерода или смесью газов аргон / CO2.
Хранение проволоки с сердечником из флюса
Храните проволоку с флюсовым сердечником в сухом закрытом помещении и храните ее в оригинальной упаковке, пока она не будет готова к использованию.
Держите проволоку с флюсовым сердечником вдали от воды и влаги в атмосфере.
Это может быть не то, о чем вы думаете, но перемещение проволоки с флюсовым сердечником из холодного хранилища туда, где вы будете сваривать, особенно если место сварки значительно теплее, внутри упаковки может образоваться конденсат.
Чтобы уменьшить или предотвратить это, переместите проволоку туда, где вы проводите сварку, в более прохладное время дня или дайте проволоке 24 часа для акклиматизации, прежде чем использовать ее.
Проволока с сердечником из флюса, подверженная воздействию влаги, может вызвать коррозию проволоки и вызвать пористость сварного шва или плохие сварные швы, которые могут выйти из строя.
Значительный промежуток времени между следующей сваркой?
Лучше всего осторожно снять проволоку с флюсовым сердечником из сварочного аппарата. Поскольку проволока может заржаветь на приводном ролике и в лайнере, ведущем к головке резака.
Удалите проволоку, следя за тем, чтобы проволока не соскочила с катушки, и закрепите конец проволоки. Удалите как можно больше воздуха и храните в герметичном пластиковом пакете
.Последние слова
Теперь вы должны лучше понимать, что такое проволока с флюсовым сердечником и когда лучше всего ее использовать. И придумайте ситуации, в которых вы хотели бы его использовать.
Надеюсь, вы захотите ознакомиться с некоторыми другими моими статьями здесь, на сайте, о различных сварщиках, доступных для дома или для пользователей небольших мастерских.
ресурсов
Начните с основ Общие сведения о порошковой проволоке — Fabricator
Знакомство с порошковой проволокой — Изготовитель
.