Проволока для полуавтоматов. Для чего же нужна сварочная проволока?
Сварочная проволока в основном используется для изготовления штучных электродов с обмазкою для ручной сварки (ММА), изготовления прутиков предназначенных для аргонодуговых сварок с неплавящиимся электродами (ТIG) и сообственно для изготовления сварочной проволоки для полуавтоматических и автоматических сварок (MIG / MAG и SAW).
Во времья сварки, проволока используется как электрод для того, чтоб передавать сварочный ток в районы электрических дуг (исключается процессы дуговой сварки неплавящемися электродами) и исполняет роль присадочных материалов для формирования сварных швов с обеспечением прочностной характеристики.
Одной из большого количества видов проволок – проволока для полуавтоматических сварок ( MIG / MAG ). Эти проволоки для полуавтоматов делятся на проволоки сплошного сечения и порошковые.
Проволоки сплошного сечения
Они обозначаются абревиатурой «С-В», которая означает, что проволока сварочная а через дефис указывают материалы с каких сделана проволока.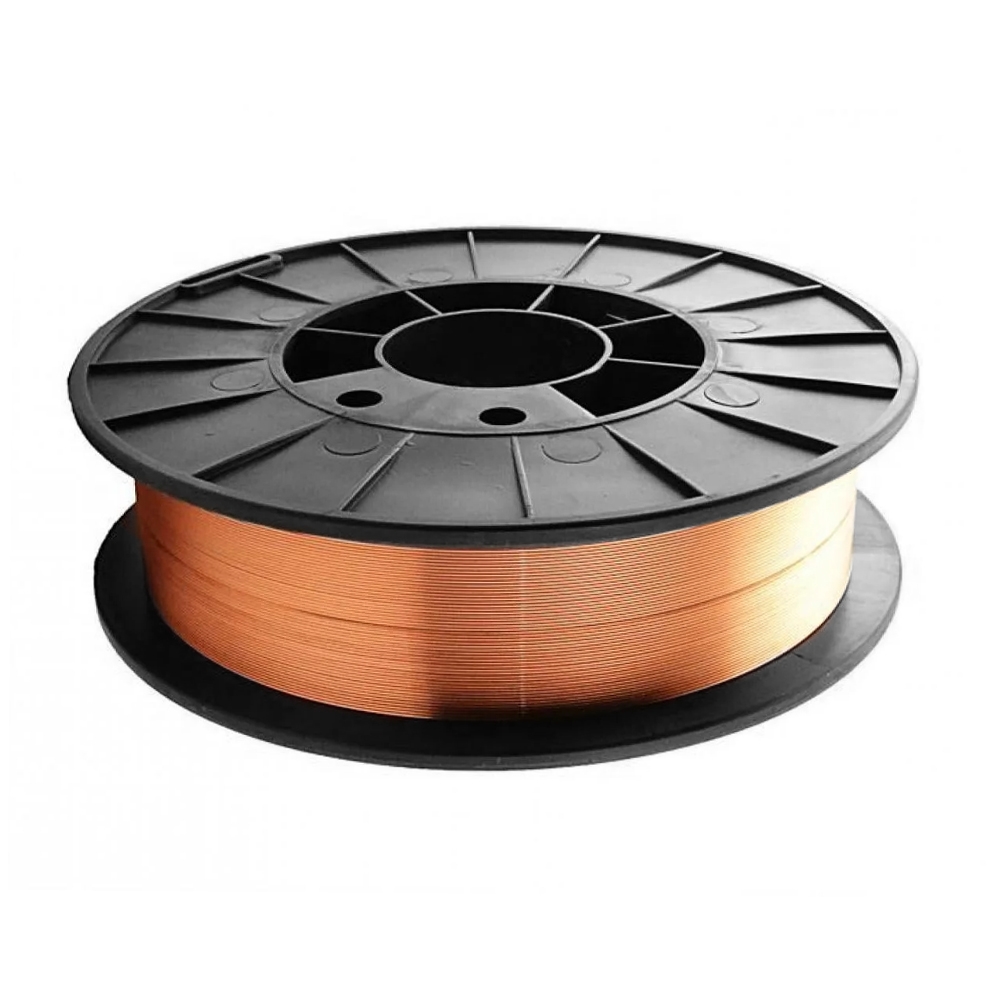
Омедененные проволоки предназначены для того, чтоб повышать коррозионную стойкость и снизить сопротивление в местах контактов сварочной проволоки и токосъемных наконечников горелок при передачах сварочного тока в процессах сварок. Но они имеют несколько минусов: пары купрума во время сварки попадают в воздух. Сегодня довольно часто можно встретить проволоку без омеднений с антикоррозионными покрытиями, которая не имеет таких недостатков как омедненная проволока, представителем такой есть проволока производства фирм ESAB OK Aristo Rod 1250.
Для высоколегированной и корозионно-стойкой марок стали больше всего подходит проволоки моделей Св-08Х19Н9Т.
Порошковая проволока
Порошковые проволоки представляют из себя трубчатые проволоки, заполненные порошками – шихтами. Шихты – смеси порошков из газообразующего и шлакообразующего добавки. Порошковая проволока разделяется на проволоку для сварок в защитном газе и самозащитную проволоку, точнее проволоку, в шихтах которая имеет достаточное количество газообразующего порошка для обеспечений защиты сварочных ванн. Порошковую проволоку обозначают абревиатурой ПП а также :ПГ – для сварок в защитном газе, ПС – самозащитная проволока. Преимущество порошковой проволоки – высокое качество шва, за счет качественного легирования, неплохой защиты сварочных ванн, не исключается сварка без использования защитных газов.
Упаковки проволоки
Очень распространенным диаметрами проволок для полуавтоматических сварок являются 0,8мм; 1,0мм; 1,2мм; 1,4мм; 1,6мм; 2,0 мм. Сварочная проволока для полуавтоматических сварок идет в основном в катушке и кассете.При чем, диаметры катушек могут сильно отличатся – от 200 до 300 миллиметров. Они бывают с посадными местами и с бескаркасным типом катушки.Первые – не требуют дополнительного переходника для установок в механизмы подач проволок. Стандартные диаметры посадочных отверстий в катушке идет 5,5 см и она является универсальным.Второй вид катушек нуждается в дополнительном переходнике для установок подач проволок. Масса бухты сварочной проволоки зависит от материала и колеблются в пределах от 2 и почти к 250 килограмм ( упаковка фирмы Marathon Pac.)
Они бывают с посадными местами и с бескаркасным типом катушки.Первые – не требуют дополнительного переходника для установок в механизмы подач проволок. Стандартные диаметры посадочных отверстий в катушке идет 5,5 см и она является универсальным.Второй вид катушек нуждается в дополнительном переходнике для установок подач проволок. Масса бухты сварочной проволоки зависит от материала и колеблются в пределах от 2 и почти к 250 килограмм ( упаковка фирмы Marathon Pac.)
Выбираем сварочную проволоку
Выбирать сварочную проволоку нужно в зависимости от материала свариваемого изделия. При сварке металлоконструкции сделанной из низкоуглеродистой стали лучше всего использовать очень распространенный вид проволоки – СВ – 08 ГС и СВ – 08 Г2С. При сварках объектов из коррозийно-стойких видов стали и алюминиевые сплавы, широко используются те проволоки, которые доступные и распространенные в вашем регионе. Нужно заметить, что толщина проволоки зависит от толщины свариваемой детали и от характеристик сварочных аппаратов. Большинство сварщиков сваривают свои изделия за несколько подходов и поэтому, они нередко используют один и тот же диаметр проволоки в далеко не узком диапазоне толщины.
Распространенные диаметры проволок – 0,8 мм; 1,2мм; 1,6 мм.
Широты применения проволок для полуавтоматических сварочных аппаратов по диаметрами определяется режимом сварок и технологическими примечательствами. При грамотном управлении сварочными аппаратами и знании сварочных технологий один диаметр проволоки может без проблем применяться при сварках очень широких диапазонов толщин.

Проволока сварочная СВ, ПП, ОК низкоуглеродистая, эсаб
Группа компаний Металогика продает сварочную проволоку в Екатеринбурге. Наша компания — официальный дилер всемирно известных производителей сварочной проволоки и оборудования Esab в Екатеринбурге. У нас всегда широко представлена сварочная проволока для полуавтомата и автомата.
Без специальной проволоки процесс сварки представляется затруднительным. Сварочная проволока (ГОСТ 2246-70) заменяет собой электрод и передает необходимый ток в зону дуги, а так же формирует шов и обеспечивает его прочность.
В настоящее время насчитывается более 80 видов сварочной проволоки, предназначенных для различных целей. Один из самых распространенных видов – сварочная проволока св08г2с, где 08 – количество углерода в составе, «г2» говорит о том, что в проволоке содержится около 2% марганца, а «с» — кремния. Таким образом, проволока с такой маркировкой считается низкоуглеродистой легированной проволокой.
Из всех имеющихся видов проволоки в строительстве и производстве используется лишь несколько видов, остальные же предназначены для работ, где от проволоки требуются особенные характеристики.
Проволока сварочная «Эсаб» (Esab) – одни из самых распространенных и качественных продуктов, представленных на рынке. Уникальные технологии производства и высококачественное сырье стали залогом успеха шведского концерна.
Если Вам требуется качественная сварочная проволока, цена на нее указана в прайс-листе. Так же наличие и стоимость Вы можете уточнить у наших менеджеров.
В наличии на складе в Екатеринбурге все виды сварочной проволоки: для полуавтоматов, порошковая, наплавочная, низкоуглеродистая, омедненная, алюминиевая, а также проволока сварочная нержавеющая и другие. В наличии популярные серии сварочной проволоки: ПП, СВ, ОК, Autrod.
По любым вопросам обращайтесь к нашим менеджерам. У нас всегда можно купить сварочную проволоку оптом.
Проволока сварочная Св-08Г2С(Св-Г2С О)
Отгружается на складском терминале группы компаний «МЕТАЛОГИКА» в пластиковых еврокассетах по 5 кг и в пластиковых еврокассетах по 15 кг (внутренний Ø48мм, наружный Ø195 мм, ширина кассеты 50 мм), в кассетах проволочного типа по 18 кг рядного намота (внутренний Ø180 мм, наружный Ø300 мм, ширина кассеты 90 мм).
| диаметр | ед.изм. |
|---|---|
| 0,8 | тн |
| 1,0 | тн |
| 1,2 | тн |
| 1,6 | тн |
| 2,0 | тн |
| 3,0 | тн |
| 4,0 | тн |
| 5,0 | тн |
Проволока сварочная Св-08Г2С без покрытия и Св-Г2С О омедненная предназначена для механизированной сварки конструкций из хладостойких сталей повышенной и высокой прочности типа АБ. Проволока сварочная широко применяется в судостроении, производстве металлоконструкций, машиностроении.
| диаметр | ед. изм. изм. |
|---|---|
| 1,0 | тн |
| 1,2 | тн |
| 1,6 | тн |
| 2,0 | тн |
| 3,0 | тн |
| 4,0 | тн |
| 5,0 | тн |
Сделать заявку
| диаметр |
ед.изм. |
|---|---|
| 0,8 | тн |
| 1,0 | тн |
| 1,2 | тн |
| 1,6 | тн |
Сделать заявку
Широкий выбор сварочной нержавеющей проволоки от ведущих производителей для автоматической и полуавтоматической сварки. Высокое качество и доступные цены. Звоните!
Высокое качество и доступные цены. Звоните!
Сплошная проволока для MIG/MAG сварки
Сварочная проволока для полуавтоматов (св08г2с)
Цена за катушку, с НДС
В данном разделе Вы можете ознакомиться с омедненной сварочной проволокой для полуавтоматов и узнать цены на нее. Данная проволока используется в широком спектре у производств и частных лиц.
Применение и назначение сварочной проволоки для полуавтоматов СВ08Г2С (ER70S-6):
Омедненная сварочная проволока для полуавтоматов применяется для сварки низкоуглеродистых и низколегированных сталей. Изготавливается она из аналогичных же материалов. Она способна легко деформироваться и получать требуемые типоразмеры это отличительные свойства этих металлов.
Основным назначением сварочной проволоки является использование ее в работе сварочных полуавтоматов в качестве присадочной проволоки. Так как этот расходный материал не содержит компонентов для защиты сварочного шва, сварка производится в углекислом газе или смеси углекислого газа с аргоном. Поэтому омедненная проволока является популярным вариантом материала для аргонодуговой сварки.
Так как этот расходный материал не содержит компонентов для защиты сварочного шва, сварка производится в углекислом газе или смеси углекислого газа с аргоном. Поэтому омедненная проволока является популярным вариантом материала для аргонодуговой сварки.
Вместе со сварочной проволокой мы поставляем газы, как с доставкой, так и самовывозом:
Цены и информацию по углекислоте Вы можете узнать по ссылке: Углекислота
Цены и информацию на сварочную смесь Вы сможете узнать по ссылке: Сварочная смесь
Сварочная проволока ER 70S-6
ER70S-6 — омедненная сварочная проволока высокого качества, соответствующая всем российским и мировым стандартам. ER70S-6 используется в сварочных автоматах и полуавтоматах, этот материал производится для работ с деталями, элементами и конструкциями из низколегированной или нелегированной, конструкционной и углеродистой сталей. Широко применяется в различных отраслях промышленности.
Присадочные материалы, поставляемые зарубежными производителями должна соответствовать стандарту AWS (американское общество сварки). Пример: ER70S-6, соответствует СВ08Г2С-О. Различные зарубежные фирмы поставляют омедненную проволоку под обозначением ER70S-6.
Пример: ER70S-6, соответствует СВ08Г2С-О. Различные зарубежные фирмы поставляют омедненную проволоку под обозначением ER70S-6.
Сварочная проволока СВ08Г2С
Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях.
Характеристики
Химический состав омедненной сварочной проволоки Св-08Г2С-О следующий:
- углерод – 0,06%;
- марганец – 1,8%;
- кремний – 0,88%;
- сера – 0,012%;
- фосфор – 0,010.
Механические характеристики шва зависят от защитного газа, который применялся при сварке. Предел прочности в защитной среде из углекислого газа — 540 МПа, в смеси газов 80% Аргона и 20% углекислого — 550 МПа.
Для проволоки Св-08Г2С-О, применяемой в качестве присадочного материала, важен показатель коэффициента наплавки. Чем он выше, тем больше вариантов параметров применения присадочного материала в сварочных технологиях.
Сварочная проволока для полуавтомата
Омедненная стальная сварочная проволока проявляет свои лучшие качества при использовании на полуавтоматах взамен непокрытой. Медь, обладая хорошей проводимостью, значительно улучшает токоподвод в зону сварки. Это стабилизирует горение дуги, расплавленные капли расходного материала имеют одинаковый размер по всей длине сварного шва. Разбрызгивание металла практически не происходит, тем самым снижается расход сварочной проволоки.
В полуавтоматах подача сварочной проволоки в зону сварки происходит через сварочную горелку и сварочный наконечник. Обычная непокрытая проволока вместе с остатками технологической смазки на ее поверхности быстро изнашивает внутренний диаметр наконечника. Для этого есть специальные спреи, которые дольше сохраняют расходные части горелки. Покрытая медью проволока значительно облегчает скольжение. Тем самым срок службы оборудования до проведения профилактических работ увеличивается. Равномерность подачи в рабочую зону дуги у омедненной проволоки значительно выше.
Покрытая медью проволока обладает большей стойкостью к коррозии, чем непокрытая, несмотря на мелкие трещины и поры в слое меди. Она дольше хранится, однако требования к влажности и температуре помещения должны соблюдаться.
Отсутствие дополнительного сопротивления подвода сварочного тока (для покрытой медью проволоки), позволяют сократить время обеспечения стабильного горения дуги от начала производства работ (касание проволокой свариваемых заготовок). Наличие меди, особенно ее повышенное количество, может приводить к образованию трещин в сварочном шве и снижению значения ударной вязкости. В авиационной промышленности, например, где велика доля особо ответственных сварочных соединений, использование омедненной проволоки допускается только с разрешения главных технических специалистов.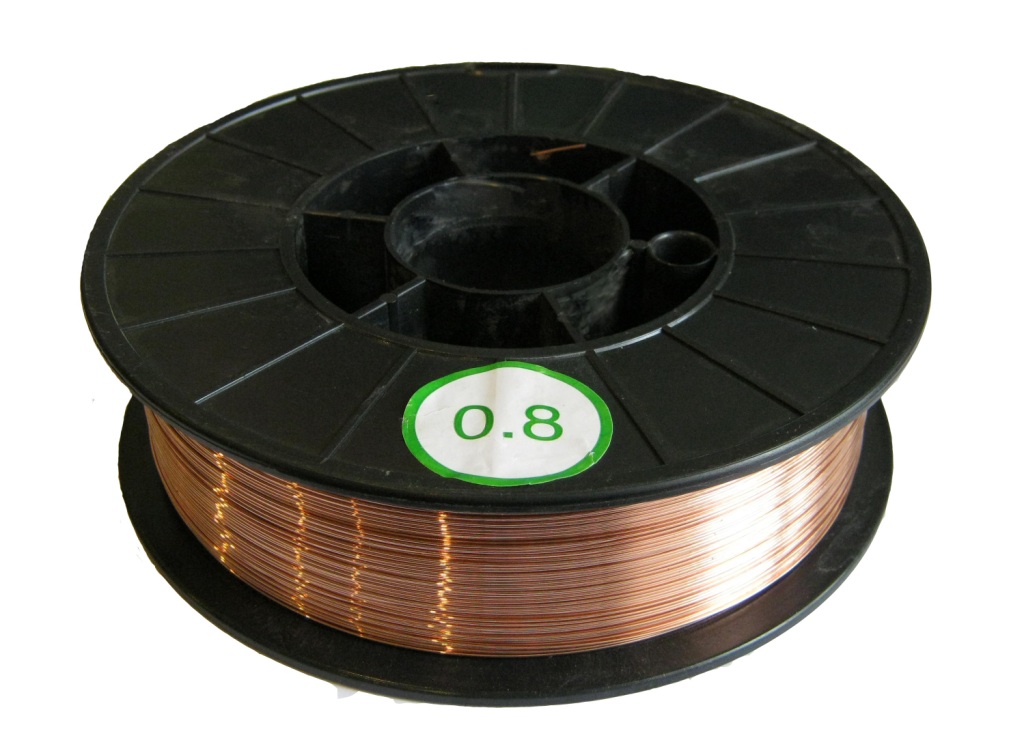 Общее содержание меди ограничивается ГОСТ 2246-70. Оно не должно превышать 0,25%. Это достигается при толщине слоя покрытия до 6 мкм.
Общее содержание меди ограничивается ГОСТ 2246-70. Оно не должно превышать 0,25%. Это достигается при толщине слоя покрытия до 6 мкм.
Требования по качеству проволоки для сварки
На поверхности не должно быть никаких дефектов. Единственное, что допускается — это риски от волочения проволоки при ее изготовлении. При этом количество рисок ограничивается 5% от общей поверхности.
Жесткие требования предъявляются к намотке. Рядность и плотность намотки в катушках является важным условием равномерной ее подачи при выполнении сварочных работ.
Сертификаты, Госты, Речные регистры, НАКСЫ
Качество продаваемой на рынке омедненной сварочной проволоки для полуавтоматов должно подтверждаться наличием сертификата соответствия. Сертификат подтверждает наличие у товара свойств, обозначенных в технической документации.
Рекомендации по использованию омедненной сварочной проволоки
Наличие у омедненной проволоки свойства быстрого повторного восстановления сварочной дуги, делают предпочтительным ее использование в механизированных способах сварки — полуавтоматической и автоматической (роботизированной).
Ассортимент сварочной проволоки
На выбор режима сварки влияет типоразмер сварочной проволоки. Диаметры, наиболее часто используемые при проведении работ: 0,8 мм; 1,0 мм; 1,2 мм; В некоторых отраслях машиностроения применяются присадочные материалы до 6,0 мм. Применяется при сварке полуавтоматом омедненная сварочная проволока в катушках. Так проволока диаметра 0,8 мм, 1,0 мм, 1,2 мм выпускается в катушках весом 5 кг, 15 кг, 18 кг, 20 кг, в зависимсти от производителя.
Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом — специализируются на выпуске сварочной проволоки.
Шведская фирма ESAB в ассортименте выпускаемых расходных сварочных материалов имеет в наличии линейку типоразмеров омедненной проволоки: легированная OK Autrod 12.64; OK Autrod 12.51 и прочие. Отличается жесткими требованиями к геометрии и прочности медного покрытия. Медная стружка не скапливается в подающем наконечнике.
Медная стружка не скапливается в подающем наконечнике.
Китайские производители выпускают омедненную проволоку, соответствующую жестким требованиям европейских норм. Однако по сравнению с западными фирмами, их товар относится к экономически выгодному для широкого применения покупателями, поэтому сварщики приобретают и другие типы продукции, например, нержавеющая, алюминиевая и флюсовая (порошковая).
Проволока сварочная флюсовая для полуавтомата
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки

Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 — 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
Особенности работы при сварке флюсовой проволокой
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0. 5- 3мм) в автоматическом режиме.
5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки. В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
Между прочим, это очень интересная сварочная проволока для бытового и профессионального использования! Читайте и смотрите!
Если Вы читаете этот обзор, то наверняка не из праздного интереса. Скорее всего, Вы умеете варить металл полуавтоматом, и решили узнать об опыте использования сварочной проволоки BRIMA из первых рук.
Скорее всего, Вы умеете варить металл полуавтоматом, и решили узнать об опыте использования сварочной проволоки BRIMA из первых рук.
Что ж, тогда не будем ходить вокруг да около — устраивайтесь поудобнее и поехали!
Традиционно предлагаю — если Вы не хотите читать эту статью, то просто посмотрите это видео ниже!
Итак, сварочная проволока d=0,6mm, производитель BRIMA — для использования в сварочный аппаратах MIG\MAG. Я сам варю с углекислотой, и за несколько лет активной любительской сварки перепробовал множество самых популярных марок проволоки: БАРС, Quattro Elementi, ELITECH, а также всякие разные марки NONAME из материкового Китая.
Я уже привык к тому, что обычно сварочная проволока имеет определенную пружинистость, она очень гибкая и при этом достаточно жесткая. Кстати, это является определенным недостатком в тех случаях, когда Вы варите тонкий металл, и эта жесткая проволока прямо тыкается в сварочную ванну, протыкает и прожигает тонкое нагретое место. Например, с таким часто сталкиваешься в авторемонте, когда приодится заваривать сплошным швом тонкие места либо сваривать тонкие стальные листы деталей кузова в стык. Стоить чуть поспешить — и приходится повторять шов, и уж получается не так красиво и четко, как хотелось и мечталось. Надо долшье работать над швом, потом еще сошлифовывать лепестковым кругом на болгарке лишний металл… Так вот, я к этому привык.
Например, с таким часто сталкиваешься в авторемонте, когда приодится заваривать сплошным швом тонкие места либо сваривать тонкие стальные листы деталей кузова в стык. Стоить чуть поспешить — и приходится повторять шов, и уж получается не так красиво и четко, как хотелось и мечталось. Надо долшье работать над швом, потом еще сошлифовывать лепестковым кругом на болгарке лишний металл… Так вот, я к этому привык.
И купив вот эту сварочную проволоку BRIMA впервые, не ожидал столкнуться с парой вещей. Во-первых — цвет омеднения на проволоке был темноватый, и сам слой меди был более толстый, нежели я привык видеть у проволоки других марок
Во-вторых, сама проволока BRIMA на ощупь оказалась более мягкой, чем тем образцы, которыми я варил буквально пару дней назад (ELITECH, БАРС)
Это обстоятельство меня немного смутило, и я снова взял в руки упаковку от товара, чтобы внимательно посмотреть на выходные данные. На коробке было написано «Professional solution for Europe», что в переводе с английского означает «Профессиональное решение для Европы», и рядом были значки таких известных мне организаций, как DB (Deutsche Bahn — Немецкие железные дороги), TÜV (Technischer Überwachungsverein — Общество Технического Надзора. Это немецко-австрийская организация, которая занимается в Германии и Австрии техническим осмотром транспортных средствт и выдает сертификаты на технику и техматериалы). Кроме того, там был логотип Lloyd’s Register of Shipping — это британская инженерно-технологическая компания из сферы морских перевозок, а также было лого северо-американской контролирующей организации ABS (American Bureau of Shipping)
Это немецко-австрийская организация, которая занимается в Германии и Австрии техническим осмотром транспортных средствт и выдает сертификаты на технику и техматериалы). Кроме того, там был логотип Lloyd’s Register of Shipping — это британская инженерно-технологическая компания из сферы морских перевозок, а также было лого северо-американской контролирующей организации ABS (American Bureau of Shipping)
И, конечно же, помимо одобрения всех вышеуказанных авторитетных организаций со всего мира, этот товар имеет Российский Сертификат Соответствия РСТ АИ50.
Теперь нужно протестировать проволоку — как же она себя поведет в деле? Я взял удачно подвернувшийся под руку стальной стул (видавший виды, разумеется), у которого в двух местах отвалилась сварка и теперь вся конструкция стула превратилась в шаткое и хлипкое нечто, на котором сидеть боязно. Того и гляди, упадешь навзничь с треском.
Буквально пять минут с перерывом на остывание первого шва, и вот уже бывший хлипкий стул с помощью полуавтоматической сварки превращен в мощную стальную конструкцию, которой возвращена конструкционная прочность и надежность!
Как видите, брызг металл и застывших мелких капелек рядом со швом не наблюдается.
И это действительно так: сварочная проволока BRIMA варит мягко, без разбрызгивания капель раскаленного металла. Мелкие искры в процессе сварки есть, но они и должны быть ввиду технологического процесса.
И еще важное замечание: ввиду мягкости проволоки, она легко и непринужденно подается аппаратом прямо к сварочной ванне, при этом она не протыкает ее, а просто сразу же плавится в дуге и создает аккуратный плоский шов. Вуаси — там; вуаля — здесь!
Теперь я понимаю, что хотели сказать разработчики этой проволоки, который поместили на коробку надпись PRESICION WOUND
В переводе с английского это означает «Точный шов»
ВЫВОДЫ:
Сварочная проволока BRIMA для полуавтоматической сварки в среде углекислого газа выгодно отличается от большинства образцов похожей продукции тем, что она чуть более мягкая. В результате сварочный шов получается более плавным, ровным. Кроме того, при работе с ней разбрызгивание раскаленных капель металла сводится к нулю, что очень важно для чистой работы. И еще, продукция BRIMA одобрена ведущими мировыми организациями, которые занимаются контролем, стандартизацией и сертификацией технологий и материалов. Я рекомендую эту сварочную проволоку для постоянного применения профессионалами, а также любителями сварки, которым уже давно пора переходить в профессиональную лигу.
Полуавтоматический механизм подачи проволоки
Изображение страницы 1
Выберите оборудование для сравненияСила токаЦена
Выберите 5 продуктов для сравнения LINC FEED 33 — K14030-1W
Основные функции
|
Выберите 5 продуктов для сравнения Устройство подачи проволоки LN-25 PRO Dual Power — K2614-6
Основные функции
|
Выберите 5 продуктов для сравнения Механизм подачи проволоки LN-25 PRO, стандартный — K2613-5A1
Основные функции
|
Выберите 5 продуктов для сравнения Механизм подачи проволоки LN-25 PRO, стандартный — K2613-5A2
Основные функции
|
Выберите 5 продуктов для сравнения Power Feed® 42 — K14107-1
Основные функции
|

Выберите 5 продуктов для сравнения Power Feed® 46 — K14109-1
Основные функции
|

Выберите 5 продуктов для сравнения Устройство подачи проволоки Power Feed® 25M в пластиковом корпусе — K2536-5
Основные функции
|
Выберите 5 продуктов для сравнения К3331-1 — К3331-1
Выберите 5 продуктов для сравнения
Двойной настольный механизм подачи проволоки Power Feed® 84 — U / I, Std. Dty. Катушка One-Pak — K3330-7
Dty. Катушка One-Pak — K3330-7
Основные функции
|
Выберите 5 продуктов для сравнения Блок управления Power Feed® 84, преобразование стрелы, NO U / I — K3336-3
Основные функции
|

Выберите 5 продуктов для сравнения К3329-1-П — К3329-1-П
Выберите 5 продуктов для сравнения PWF- 4 — K60024-9
Основные функции
|
Выберите 5 продуктов для сравнения PWF®- 4SS — K60045-2
Основные функции
|
Выберите 5 продуктов для сравнения Устройство подачи проволоки LF-72, настольная модель, для тяжелых условий эксплуатации (без пистолета) — K2327-7
Основные функции
|

Выберите 5 продуктов для сравнения Устройство подачи проволоки LF-74, настольная модель, для тяжелых условий эксплуатации — K2426-5
Основные функции
|

Инверторный полуавтоматический сварочный аппарат RESANTA OF SAIPA-165 — køb til lavere priser i webshoppen Joom
Главное преимущество
Сварочный аппарат SAIPA-165 работает от обычной электросети с бытовыми параметрами и оснащен оборудованием, способным генерировать импульс. -широкая модуляция сварочного тока, позволяющая плавно его регулировать.
Благодаря инверторной схеме система получила небольшие габариты и вес, что повысило мобильность и удобство использования устройства, в том числе в бытовых условиях.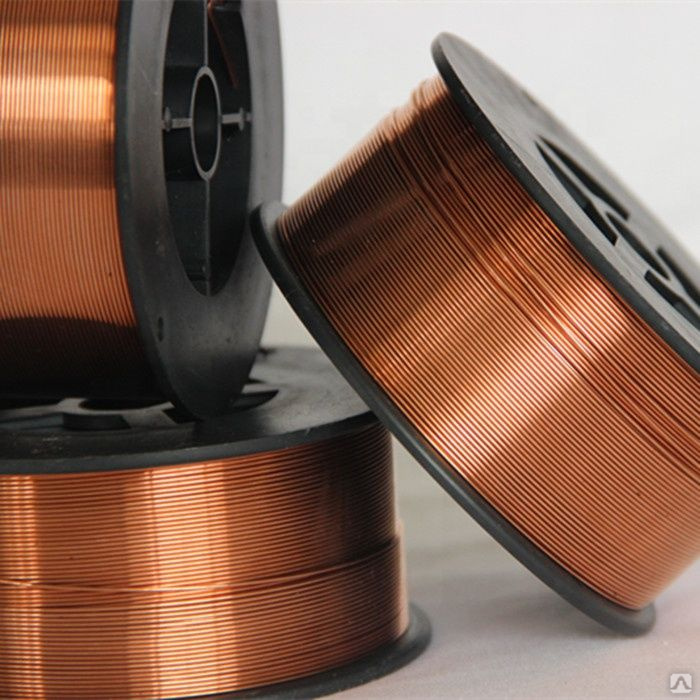
Аппарат обеспечивает достаточно высокое качество сварки даже для начинающих сварщиков.
Устройство имеет возможность предотвратить перегрузку электросети в момент зажигания дуги.
Система оборудована автоматической защитой от перегрева главного трансформатора и принудительным охлаждением во время работы.
Сварочный аппарат этого типа прост в использовании, удобен, практичен и не требует особо квалифицированного пользователя.
Пульт управления сварочным аппаратом САИПА-165
Общее описание
Монтаж Трансформатор воздушного охлаждения САИПА-165 с инверторной системой преобразования постоянного тока, специальная сварочная проволока, барабан с подачей этой проволоки, пистолет-аппликатор для подачи проволоки и защитного газа (углекислый газ или его смесь с аргоном) в зону сварки и предназначен для ручных сварочных работ любой сложности в полуавтоматическом режиме.В качестве электрода для сварки здесь используется гибкая проволока особого состава, а вместо защитного флюса, не позволяющего шву контактировать с кислородом и другими примесями воздуха, используется струя защитного газа. В отличие от сварочных аппаратов, в которых используются электроды, эта система лучше подходит для выполнения более тонких сварочных операций.
В отличие от сварочных аппаратов, в которых используются электроды, эта система лучше подходит для выполнения более тонких сварочных операций.
В бытовых (особенно в частных или загородных домах) или промышленных условиях необходимо периодически надежно скреплять между собой определенные металлические детали.Особенно это актуально при выполнении различных ремонтных или строительных работ. После того как высокотехнологичные инверторные сварочные аппараты САИПА-165 стали общедоступными, эти работы перестали относиться к разряду особо сложных, так как вес и габариты такого аппарата несоразмерно меньше предыдущих аналогов, а оборудование позволяет производить качественная сварка даже для новичка в этом деле.
Особое внимание производитель уделил безопасности и надежности устройства.Специальные датчики контролируют температуру основного рабочего тела (трансформатора) и в случае приближения температуры его нагрева к критической обеспечат автоматическое отключение источника питания. Оператору потребуется дать системе отдохнуть несколько минут, после чего устройство самостоятельно восстановит свою работоспособность. момент перегрева отобразится на панели управления в виде горящего аварийного индикатора.
Оператору потребуется дать системе отдохнуть несколько минут, после чего устройство самостоятельно восстановит свою работоспособность. момент перегрева отобразится на панели управления в виде горящего аварийного индикатора.
удобная ручка для транспортировки сварочного аппарата saipa-165
электросварочная установка saipa-165 изготовлена с использованием самых современных материалов и технологий.Его органы управления компактно сосредоточены на лицевой панели и позволяют контролировать рабочий процесс и состояние агрегата, а также плавно изменять значение рабочего тока и напряжения.
Основные характеристики Торговая марка: RESANTA Диапазон тока, А: 20 … 160 Максимальный ток потребления, А: 22 Рекомендуемый диаметр проволоки, мм: 0,6 … 0,9 Напряжение дуги, В: 17 … 26 Номинальная продолжительность включения,%: 70% 160 А Класс защиты: IP21 Вес продукта, кг: 11,5 Напряжение сети, В: 198 … 242 Частота тока, Гц: 50 Вес нетто, кг: 8,165 Полная масса, кг: 8,165 Размеры упаковки, см: 47 х 30 х 23 EAN13: 460605
Дуговые сварочные аппараты
Тип Varens: Svejseudstyr
Оборудование для полуавтоматической системы GMAW | Металлургия
Эта статья проливает свет на пять основных устройств, необходимых для полуавтоматической системы GMAW. К оборудованию относятся: 1. Источник питания 2. Узлы подачи проволоки 3. Пистолет GMAW и узел канала подачи проволоки 4. Системы защитного газа и охлаждающей воды 5. Используемые материалы.
GMAW использует постоянный ток. и почти всегда с положительным электродом. Это состояние сварки приводит к стабильной дуге с плавным переносом металла, что приводит к малому разбрызгиванию и получению сварного шва хорошего качества. Переменный ток не подходит для GMAW, потому что он приводит к гашению дуги каждые полупериод и может не только вызвать частичное выпрямление сварочного тока, но также может привести к полному гашению дуги.Постоянный ток с отрицательным электродом, хотя и дает более высокую скорость наплавки, также не является предпочтительным, поскольку может вызвать нестабильную и беспорядочную дугу. Кроме того, это устраняет преимущество дуговой очистки рабочей поверхности.
Могут использоваться как трансформаторно-выпрямительный агрегат, так и источник питания мотор-генератор. Источники питания GMAW обычно рассчитаны на 60% и 100% рабочий цикл для полуавтоматического и автоматического режимов соответственно. Статическая вольт-амперная характеристика источника питания может варьироваться от постоянного напряжения или плоской характеристики до постоянного тока.Для автоматического процесса GMAW иногда используется источник питания с нарастающей вольт-амперной характеристикой.
Источники питания GMAW обычно рассчитаны на 60% и 100% рабочий цикл для полуавтоматического и автоматического режимов соответственно. Статическая вольт-амперная характеристика источника питания может варьироваться от постоянного напряжения или плоской характеристики до постоянного тока.Для автоматического процесса GMAW иногда используется источник питания с нарастающей вольт-амперной характеристикой.
Источник питания с плоской характеристикой более популярен для GMAW, поскольку он обеспечивает саморегулирование сварочной дуги. Таким образом, можно использовать механизм подачи проволоки с настройками постоянной скорости. В таком аппарате сварочный ток напрямую зависит от скорости подачи проволоки. Поэтому для достижения высоких скоростей наплавки проволоку подают с более высокими скоростями подачи. Такой источник питания дает очень высокий ток, если электрод замыкается накоротко на заготовку.Источники питания этого типа используются для сварки всех металлов.
Для источника питания с падающей ВАХ желаемый ток получается путем соответствующей настройки на машине. Длина дуги контролируется автоматической регулировкой скорости подачи проволоки. К этому типу источника питания лучше всего подходят электроды большого диаметра с автоматическим или механизированным режимом. Большинство источников питания постоянного тока имеют падающую характеристику V-I, хотя также доступны источники питания постоянного тока.Однако источники питания постоянного тока не обеспечивают саморегулирования длины дуги; Схема измерения напряжения используется для поддержания желаемой длины дуги путем изменения скорости электрода.
Длина дуги контролируется автоматической регулировкой скорости подачи проволоки. К этому типу источника питания лучше всего подходят электроды большого диаметра с автоматическим или механизированным режимом. Большинство источников питания постоянного тока имеют падающую характеристику V-I, хотя также доступны источники питания постоянного тока.Однако источники питания постоянного тока не обеспечивают саморегулирования длины дуги; Схема измерения напряжения используется для поддержания желаемой длины дуги путем изменения скорости электрода.
Источники питания с возрастающей характеристикой V-I иногда используются с автоматизированной системой GMAW с более толстыми электродами, чем те, которые используются в полуавтоматической системе. Диапазон напряжений для такого источника питания больше, чем для источника питания постоянного напряжения, и в нем по мере увеличения тока напряжение также увеличивается.
Оборудование №2. Устройства подачи проволоки: В автоматическом режиме GMAW устройство подачи проволоки также включает в себя сварочную горелку, однако в полуавтоматическом режиме они разделены для достижения гибкости процесса. Чтобы протолкнуть проволоку через несколько метров гибкого канала со скоростью от 2-5 до 25 м / мин, необходимо иметь мощные двигатели подачи проволоки, приводящие в движение ролики с нескользящей насечкой или V-образной канавкой.
Чтобы протолкнуть проволоку через несколько метров гибкого канала со скоростью от 2-5 до 25 м / мин, необходимо иметь мощные двигатели подачи проволоки, приводящие в движение ролики с нескользящей насечкой или V-образной канавкой.
Эти двигатели обычно имеют электрический привод (типа постоянного тока) с регулируемой скоростью.Подача проволоки обычно поддерживается постоянной за счет предварительной настройки, поэтому большинство двигателей подачи имеют шунтирующую обмотку или типы с постоянными магнитами. Однако двигатели с регулируемой скоростью вращения используются с источниками постоянного тока. Скорость такого двигателя изменяется в зависимости от обратной связи для поддержания постоянной длины дуги.
Помимо механизма подачи проволоки, устройство подачи проволоки также содержит устройство для управления потоком газа, двухпозиционный переключатель для подачи тока и заправки проволоки для начальной регулировки.
Оборудование № 3. Пистолет GMAW и узел канала подачи проволоки: Пистолеты для большинства универсальных работ GMAW имеют допустимую нагрузку по току до 200 А и имеют воздушное охлаждение дуги. Существует три типа таких пистолетов, а именно: нажимного типа, тянущего типа и пушпульного типа.
Существует три типа таких пистолетов, а именно: нажимного типа, тянущего типа и пушпульного типа.
Пистолет нажимного типа обычно подключается к устройству подачи проволоки через гибкий трубопровод с максимальной длиной около 4 м. Проволока проталкивается через канал механизмом подачи проволоки.Такое расположение считается удовлетворительным для стальной проволоки диаметром от 0-8 до 2-4 мм и алюминиевой проволоки диаметром от 1,2 до 3,2 мм.
Пистолет прижимного типа содержит автономный механизм подачи проволоки для подачи проволоки с удаленной катушки по гибкому каналу на длину до 15 м. Когда такой пистолет используется вместе с механизмом подачи толкающего типа, он называется пушпульным, и приводные двигатели синхронизируются, чтобы избежать несоответствия и повреждения проволочного электрода. С этими типами подающих механизмов можно использовать стальную и алюминиевую проволоку диаметром от 0-8 до 1-6 мм.
Пистолеты GMAW, которые требуются для подачи алюминиевой проволоки диаметром менее 1,6 мм, снабжены автономным механизмом подачи и подачи проволоки. Катушка с проволокой обычно имеет диаметр 100 мм, а ее вес с проволокой составляет от 0,5 до 1 кг. Обычно в таких горелках используется прижимной механизм подачи проволоки с диаметром проволоки от 0,8 до 1,2 мм.
Катушка с проволокой обычно имеет диаметр 100 мм, а ее вес с проволокой составляет от 0,5 до 1 кг. Обычно в таких горелках используется прижимной механизм подачи проволоки с диаметром проволоки от 0,8 до 1,2 мм.
GMAW для более высоких токов (200-750 А) относятся к типу с водяным охлаждением, в которых по каналам вода циркулирует вокруг контактной трубки и газового сопла.Маневренность таких орудий снижается из-за увеличения веса, поэтому их часто используют с механизированными и автоматическими сварочными системами.
Подача тока к электроду обеспечивается в пистолете с помощью контактной трубки из медного сплава с резьбой. Трубки разного диаметра подходят для разного диаметра проволоки, чтобы обеспечить хороший контакт.
Канал подачи проволоки должен иметь гладкое отверстие, но должен плотно прилегать к проволоке, чтобы избежать ее коробления. Трубопровод должен быть гибким, но достаточно жестким, чтобы избежать перегибов при изгибе до небольшого радиуса. Обычно для подачи стальной проволоки подходят спиральные стальные трубы (карнизная проволока). Однако алюминиевые провода истираются и заедают, если в них не вставлены нейлоновые или тефлоновые футеровки.
Обычно для подачи стальной проволоки подходят спиральные стальные трубы (карнизная проволока). Однако алюминиевые провода истираются и заедают, если в них не вставлены нейлоновые или тефлоновые футеровки.
Регуляторы давления газа устанавливаются на стандартных газовых баллонах для обеспечения постоянного давления и расхода защитного газа. Для контроля расхода газа предусмотрен расходомер в виде калиброванной пластмассовой трубки.Калибровка обычно выражается в л / мин. Расходомеры газа для разных газов имеют разные калибровки из-за разницы в их плотностях, поэтому один расходомер не может использоваться для всех газов.
Обычно в баллоне высокого давления имеется индивидуальный защитный газ, а газовую смесь обычно можно получить у поставщика по запросу. Однако также доступны газосмесительные установки, которые можно подсоединять к двум баллонам с разными газами для получения смесей в желаемых пропорциях. В основном такие агрегаты используются для смешивания CO 2 и аргона.
GMAW для использования с током выше 200 А для охлаждения сопла используется вода. Водяное охлаждение значительно увеличивает срок службы контактной трубки и сопла. Это также облегчает удаление брызг из сопла. Сверхмощные механизированные или автоматические головки также имеют контактные трубки с водяным охлаждением.
Пистолеты с водяным охлаждением часто снабжены механизмом для автоматического отключения подачи тока, когда поток воды прекращается; это защищает пистолет от перегрева в случае внезапного прекращения подачи воды.
Электромагнитные клапаныпредназначены для включения и выключения газа и воды, в то время как реле включают и выключают двигатель подачи проволоки и контакторы тока. Обычно с этим справляется единственный переключатель, встроенный в пистолет.
Оборудование № 5. Используемые материалы: Материалы, используемые для GMAW, — это присадочный металл и защитный газ. Подающую проволоку и защитный газ необходимо тщательно выбирать в соответствии с свариваемым материалом, а также с учетом вариаций процесса (MIG, CO 2 , FCAW и т. Д.) для работы.
Присадочная или подающая проволока выбирается таким образом, чтобы обеспечить совместимость основного металла и наплавленного металла, чтобы получить металл требуемого состава и прочности. Национальные и международные стандарты содержат рекомендации по выбору присадочного металла для свариваемого металла.
Присадочная проволока продается в катушках разного размера и веса с аккуратной намоткой слоев для подачи в пистолет с минимальным риском заедания. Провода с чрезмерно жестким характером часто перекручиваются, вызывая затруднения при подаче и пружинящее действие.Такие провода также имеют тенденцию закручиваться по спирали при выходе из контактной трубки, что часто приводит к волнистому валику. Присадочную проволоку нагружают на катушки трением, чтобы разматывать при небольшом натяжении. В подающей проволоке предусмотрена механическая блокировка, чтобы избежать перебега подающей проволоки из-за инерции, когда ток отключен.
В подающей проволоке предусмотрена механическая блокировка, чтобы избежать перебега подающей проволоки из-за инерции, когда ток отключен.
Выбор защитного газа зависит от состава рабочего материала, типа присадочной проволоки, положения сварки, варианта процесса и желаемого качества сварки.Таблицу 5-6 можно использовать в качестве руководства при выборе защитного газа.
Расход газа зависит от размера сопла пистолета GMAW и составляет от 4 до 40 л / мин; однако наиболее часто используемый диапазон составляет от 7 до 12 л / мин.
Полуавтомат сварочный blue weld mixpulse-425 mig / tig / mma r.a. в Уральске (Интернет-магазине) ЭлектроСтройПлюс, ТОО | Купить Полуавтомат сварочный BLUE WELD MIXPULSE-425 MIG / TIG / MMA R.A. Уральск (Казахстан)
Инверторные сварочные аппараты — полуавтоматы с микропроцессорным управлением для сварки самозащитной порошковой проволокой (без газа), непрерывной и импульсной сварки MIG-MAG, пайки, а также TIG-DC LIFT и MMA сварки. .Благодаря синергетическим программам и дистанционной настройке параметров сварочные аппараты рекомендованы к промышленному применению.
.Благодаря синергетическим программам и дистанционной настройке параметров сварочные аппараты рекомендованы к промышленному применению.Возможно использование сварочного аппарата с широким спектром материалов, таких как сталь, нержавеющая сталь, алюминий и его сплавы.
— 50 предустановленных и 40 персональных программ сварки.
— сварочные аппараты комплектуются раздельно блоком подачи проволоки с 4-роликовым механизмом подачи.
— 2-х ступенчатая регулировка времени подачи газа после отключения тока.
— Регулировка увеличения сварочного тока, начальной скорости подачи проволоки, времени плавления проволоки.
— Выбор между 2-х или 4-х тактным режимами работы сварочного аппарата в зависимости от свариваемого материала или режима сварки по точкам.
— Автоматический тестовый контроль всех функций при запуске сварочного аппарата
— Термозащита, защита от перегрузок, повышенного и пониженного напряжения, отсутствие фазы
Стандартная версия поставляется с тележкой и принадлежностями для сварки типа MIG-MAG , устройство водяного охлаждения Г. Входит и Р.А. 2400.
Входит и Р.А. 2400.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Название характеристики | Характеристические параметры |
| Напряжение питания (В) | 400 |
| Частота (Гц) | 50 |
| Потребляемая мощность (кВт) | 14,0 |
| Сварочный ток мин-макс (А) | с 10 до 400 |
| Процент загрузки (LP) (%) | 40 |
| Диаметр проволоки (мм) | от 0,6 до 1,6 |
| Диаметр электрода (мм) | с 2 по 5 |
| Размеры (мм) | 1130x480x1460 |
| Масса (кг) | 117 |
ОСОБЕННОСТИ:
Функция Arc Force регулирования силы дуги Горячий старт Antistick функция защиты от залипания электрода Регулировка подачи газа после выключения тока, увеличения и спада сварочного тока Самодиагностика при включении Термозащита Защита от перегрузок Возможность подключения пульта дистанционного управления 15 стандартными и 15 персональными программами сварки Сварка в импульсном режиме Использование горелки в режиме Pulling Type с катушкой проволокиКОМПЛЕКТАЦИЯ:
| Горелка сварочная со шлангом | 1 шт. |
| Редуктор | 1 шт. |
| Держатель электрода | 1 шт. |
| Кабель заземления | 1 шт. |
| Ролик для механизма подачи проволоки 0,6 — 0,8 мм | 1 шт. |
| Проволока сварочная 0,8 мм, 0,8 кг | 1 шт. |
на алюминиевую пробку
Полуавтоматическая машина для наполнения и укупорки алюминиевых труб
Быстрая деталь:
Объем заполнения: 5-250 мл
Система питающих труб: наклонные положения всей колонны подающие трубки
рабочая скорость: 60 / мин (макс )
Модель: LTRG-60A
Точность наполнения: ≤ ± 1%
Подходящая длина шланга: 50-210 мм
Подходит для шланга диаметром: Φ10-50 мм
Описание:
1.Устройство для внутреннего смешивания в бочке
2. Легко регулируемый объем наполнения, скорость наполнения регулируется.
Легко регулируемый объем наполнения, скорость наполнения регулируется.
3. Машина полностью изготовлена из нержавеющей стали.
4. Наша машина подходит как для алюминиевых, так и для пластиковых труб.
5. Складывание седла. Уплотнительное устройство может быть достигнуто путем регулировки складывания с трех сторон и складывания седла.
6. Изоляционное устройство ствола мезонина
7. Оно может быть оснащено системой нагрева бункера, наполняющей головкой для защиты от шелка в зависимости от различных условий. материалы.
8. Устройство подачи с автоматическим управлением (насос)
9. Выходной конвейер готовой трубы
Применения:
Эта машина полностью изготовлена из материалов из нержавеющей стали, рабочий процесс включает следующее кнопочное управление: ручная подающая трубка 8-16 сиденье назад и вперед вращается, количественное наполнение, автоматическая резка, нагрев и запечатывание, извлечение трубки. Все вышеперечисленные процессы используют управление цилиндром, легко регулируют объем заполнения, скорость заполнения регулируется.Эта машина подходит для наполнения, запечатывания, печати даты, резки различных видов пластиковых и ламинированных туб. Внешний вид уплотнения тубы красивый и ровный, плотно запечатанный, высокая точность заполнения объема, стабильная работа.
Все вышеперечисленные процессы используют управление цилиндром, легко регулируют объем заполнения, скорость заполнения регулируется.Эта машина подходит для наполнения, запечатывания, печати даты, резки различных видов пластиковых и ламинированных туб. Внешний вид уплотнения тубы красивый и ровный, плотно запечатанный, высокая точность заполнения объема, стабильная работа.
Технические характеристики:
| Рабочая скорость | 60 / мин (макс.) |
| Объем заполнения | 5-250 мл |
| Точность заполнения | ≤ ± 1% |
| Подходящий шланг длина | 50-210 мм |
| Подходит для шланга диаметром | Φ10-50 мм |
Конкурентное преимущество:
1.У нас есть семь технических специалистов, которые готовят паспорт к поездке по всему миру, чтобы предложить вам услуги.
2. У нас круглосуточная горячая линия технической поддержки.
3. У нас есть 18-часовая интернет-линия для технической поддержки.
4. Видеокамера в мастерской, которая поможет вам настроить и решить проблему с машиной в рабочем состоянии.
5. У нас есть техническая поддержка в следующих зарубежных городах:
Калифорния (комиссионер), Манила и Давао (дистрибьютор), Лима (агент), Хошимин и Ханой (агент), Дакка (агент), Лахо
Наш Мастерская:
Полуавтоматическая машина для наполнения и запайки пробирок для изображений алюминиевой пробки |
Наш новый аппарат для ультразвуковой сварки!
Автоматическая линия раскроя с термотрансферным принтером, раскройный станок
- Автоматическая линия раскроя с автоматической термопечатью
- Термотрансферный принтер и размещение
- Режущий станок с вращающейся головкой для коаксиального и триаксиального кабеля
- Наружный диаметр до 16 мм
Обжимной станок с контролем силы обжима
- Обжим ленты с автоматическим контролем силы обжима и высоты обжима
- Обеспечивает стабильную обработку
- Более 50 различных инструментов для всех известных производителей и серий (AMP, Molex, JST, JAE и т.
 Д.)
Д.)
 Д.)
Д.)Трехступенчатый полностью автоматический станок
- Определение короткой длины от 50 мм до 1500 мм в зависимости от типа провода
- Малые сечения от AWG30 (0,05 мм²) до AWG 10 (6 мм²)
- Автоматическая резка с двухсторонним обжимом разъема
- Все известные производители и серии, такие как AMP, Molex, JST, JAE, Connex, Lumberg и т. Д.
Станок для резки кабеля
Позволяет выполнять высококачественную зачистку больших разрезов с внешним диаметром от 3 до 35 мм с использованием новой технологии резки.
Обжимные машины — полуавтоматы
Для опрессовки различных контактных деталей диаметром до 6,0 мм (плоские соединители, наконечники для концов проводов и т. Д.)
Обмоточная машина
Для обмотки проводов, кабелей, трубок
Полу- автоматическая горячая штамповка
Для штамповки проволоки диаметром до 6 мм
Станки для обжима ленты
Для различных быстросменных инструментов
до Ø 2,5 мм.
Аппарат ультразвуковой сварки
Сваренные давлением поперечные сечения от 0,34 мм² до 35 мм².
Оборудование для тестирования микрошлифов
По запросу клиента мы можем взять микрошлифы для тестирования и оптимизации обжима.
Полностью автоматизированная установка для испытания кабелей
- До 256 контрольных точек
- Испытания на короткое замыкание и проводимость
- Измерение сопротивления и импеданса, включая значения допусков
Полуавтоматический сварочный аппарат Lincoln Electric Powertec i320C Advanced | Сварщики \ Mig Welders
Товар есть в наших магазинах
Вы можете купить этот товар, не размещая онлайн-заказ, в одном из наших магазинов в вашем регионе.Проверить наличие товара на складе.
Проверить наличие свободных местВведите контактные данные, и мы сообщим вам, когда товар появится в наличии.

- Полуавтоматический сварочный аппарат Lincoln Electric Powertec i320C Advanced
- Код продукта: K14158-2
- Выберите размер для уведомления о наличии:
РАЗРАБОТАН ДЛЯ СВАРОЧНЫХ СВАРОК, ДЛЯ СВАРОК POWERTEC® i — новый компактный инвертор сварочные аппараты для сварки MIG / MAG и MMA.Они доступны как в СТАНДАРТНОЙ (регуляторы напряжения и WFU и цифровые вольт-амперметры), так и в РАСШИРЕННОЙ (цветной экран с 25 синергетическими кривыми) модели с двумя сварочными выходами, 250 или 320 А.
- Разработано для сварщиков, для сварщиков с вниманием к деталям для большего комфорта
- Инновационный интуитивно понятный интерфейс Простая навигация, простые настройки и выбор процесса, многоязычное меню
- Превосходные характеристики дуги Многократное зажигание дуги, отличная стабильность дуги, быстрая настройка параметров
- Идеальная подача Оптимальное расположение проволоки, 4 приводных ролика, смотровое окно, светодиодные фонари
- Готовность к самым тяжелым промышленным условиям Разработано и испытано в самых тяжелых условиях (TRUE HD), чтобы обеспечить необходимую надежность.
- Дополнительные функции и особенности Synergy, 7-дюймовый цветной экран, память, совместная визуализация (ARCFXTM), многоязычие, USB-соединение для расширенных версий

| ВХОДНАЯ МОЩНОСТЬ | |
| НОМИНАЛЬНАЯ МОЩНОСТЬ |
|
| ВХОДНОЙ ТОК | |
| ДИАПАЗОН ВЫХОДА | |
| ДИАПАЗОН СКОРОСТИ ПОДАЧИ ПРОВОЛОКИ | |
| РАЗМЕРЫ (В X Ш X Г) | 870 мм x 540 мм x 900 мм |
| МАССА НЕТТО | 67 кг |
Технические характеристики:
| Основной источник питания: | 400 В / 3 50/60 Гц |
| Рабочий цикл: | 320 А при 40% ,250A при 60% ,195A при 100% |
| Входной ток: | 19. |
