Обратная и прямая полярность при сварке инвертором | Строительный журнал САМаСТРОЙКА
Содержание статьи:
- 1. Обратная и прямая полярность при сварке инвертором
- 1.1. Сварка постоянным током (общие положения)
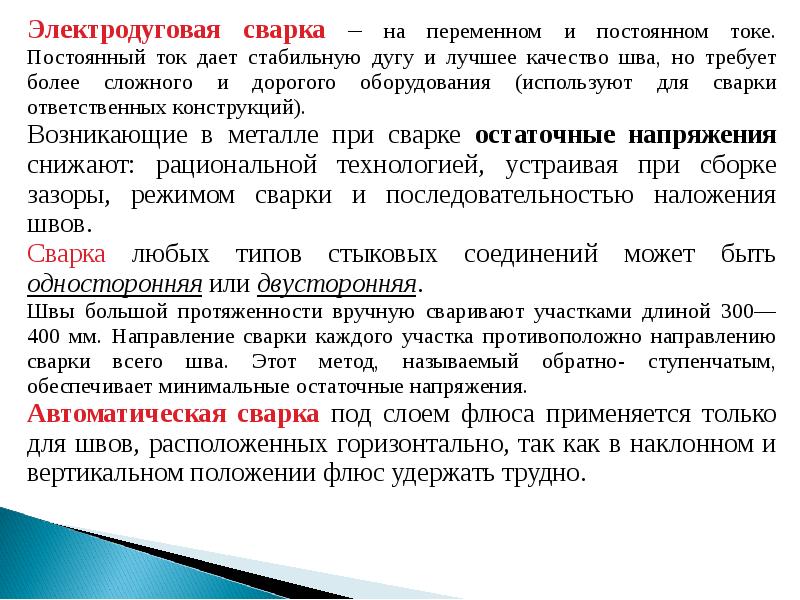
Сварка постоянным током, инвертором, имеет ряд неоспоримых преимуществ. Здесь и более стабильная дуга, и аккуратный сварочный шов, и возможность варить в двух режимах, обратной и прямой полярности.
Что даёт обратная и прямая полярность при сварке инвертором? Какой режим сварки стоит выбрать, в том или ином случае? Именно об этом и будет рассказано ниже, в данной статье строительного журнала samastroyka.ru.
Обратная и прямая полярность при сварке инвертором
В отличие от сварочного аппарата переменного тока, инвертор умеет работать только на «постоянке». Следовательно, у сварочного инвертора есть «минус» и «плюс» для подключения держателя электрода и кабеля с массой.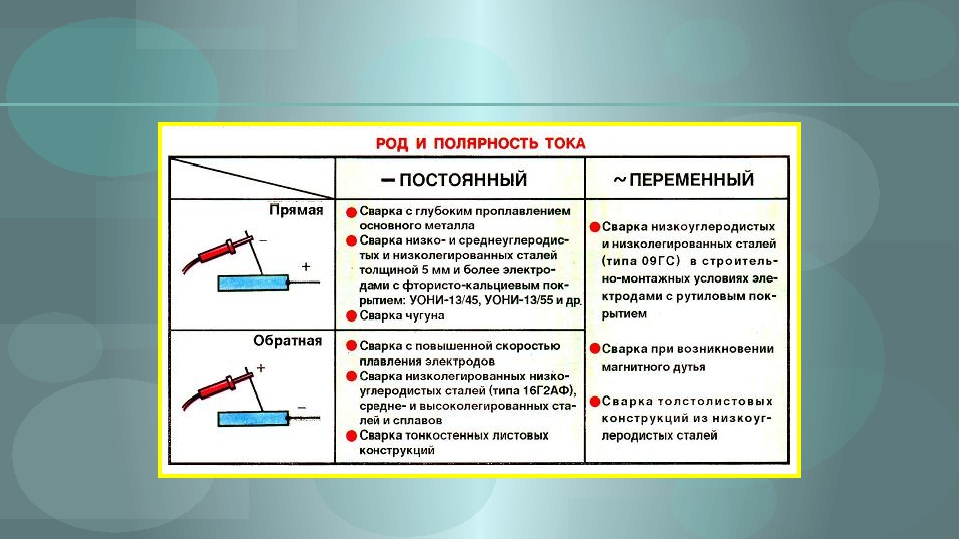 Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Меняя подключения держателя и массы, можно добиться различных режимов сварки.
Рассмотрим, что даёт прямая и обратная полярность при сварке инвертором:
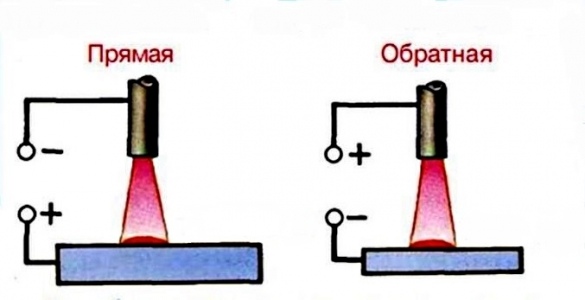
Прямая полярность — чтобы перевести инвертор в работу на прямой полярности, нужно держатель с электродом подключить к минусовому разъёму, а кабель массы к плюсовому. В данном случае большая температура будет приходиться не на кончик электрода, а на свариваемую заготовку. Режим сварки на прямой полярности даёт возможность качественно варить толстый металл и хорошо проваривать корень сварного шва.
Обратная полярность — при сварке в обратной полярности инвертор подключается следующим образом: к плюсу подсоединяется держатель с электродом, а к минусу — кабель массы. Таким образом, самая большая температура будет приходиться на электрод, а не на свариваемую заготовку. Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Это позволит варить тонкие металлы без прожога, ведь температура на кончике электрода, почти что на 1000 градусов меньше, чем при сварке в прямой полярности.
Сварка постоянным током (общие положения)
Сварка на постоянном токе имеет свои отличия. Поэтому купив сварочный инвертор, приготовьтесь привыкать, ведь это не старый трансформаторный аппарат.
Чтобы качественно варить инвертором, следует учесть некоторые особенности:
- Используйте прижимные струбцины — из-за особенностей сварки постоянным током (а именно, из-за возникновения в месте подсоединения кабеля с положительным или отрицательным зарядом, микроразряда), струбцина позволит плотно прилегать заготовкам и не повредить их в момент сварки.
- В отличие от сварки на переменном токе, сварка на постоянном, даёт возможность получения более качественного сварочного шва. Здесь нет, как на переменке, таких сильных брызг металла, а сварочный шов получается более ровным и аккуратным.

- Следует учитывать, что анод и катод нагреваются неравномерно, поэтому режим подключения инвертора, влияет на расход электродов. При подключении сварочного инвертора в обратной полярности, расход электродов будет гораздо выше, чем при подключении в прямой.
Прямая полярность при сварке инвертором даёт возможность хорошо прогреть основной металл, чтобы достичь образования нужной сварочной ванны. При обратной полярности, эффект совершенно другой, поэтому данный режим инвертора, предпочтителен для сварки тонких металлов.
Читайте также:Если минус на металле то полярность
Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей.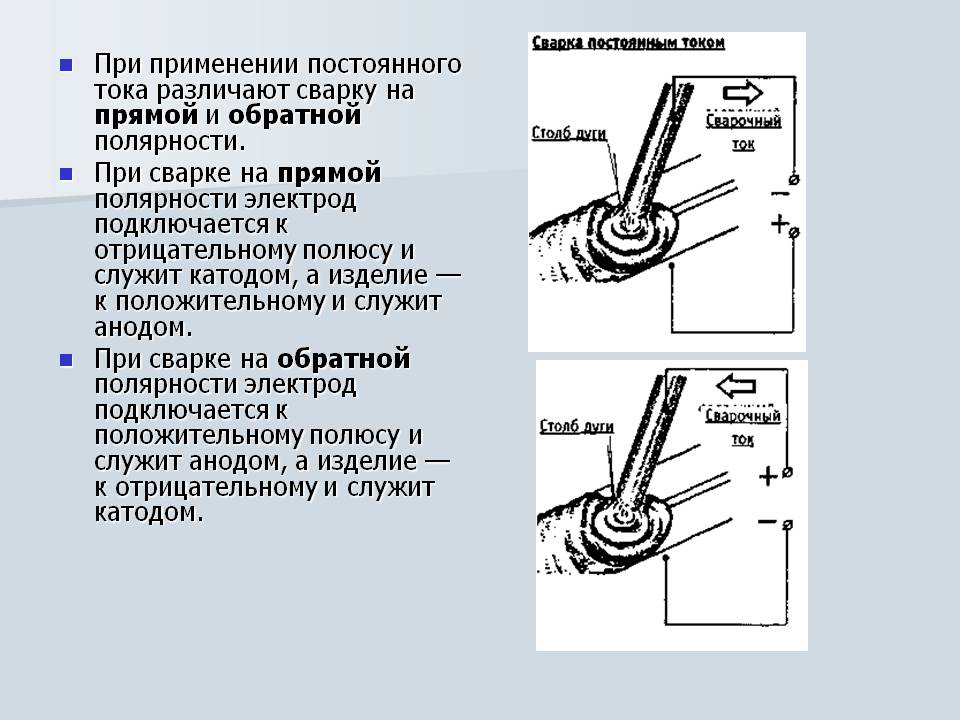 Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу.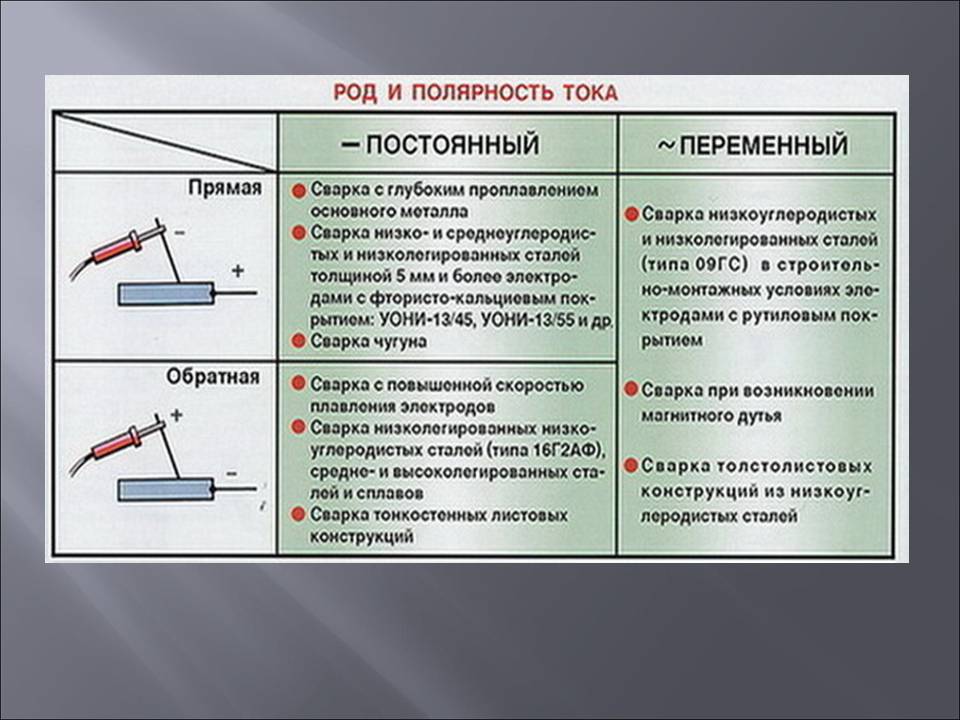 Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Виды сварки
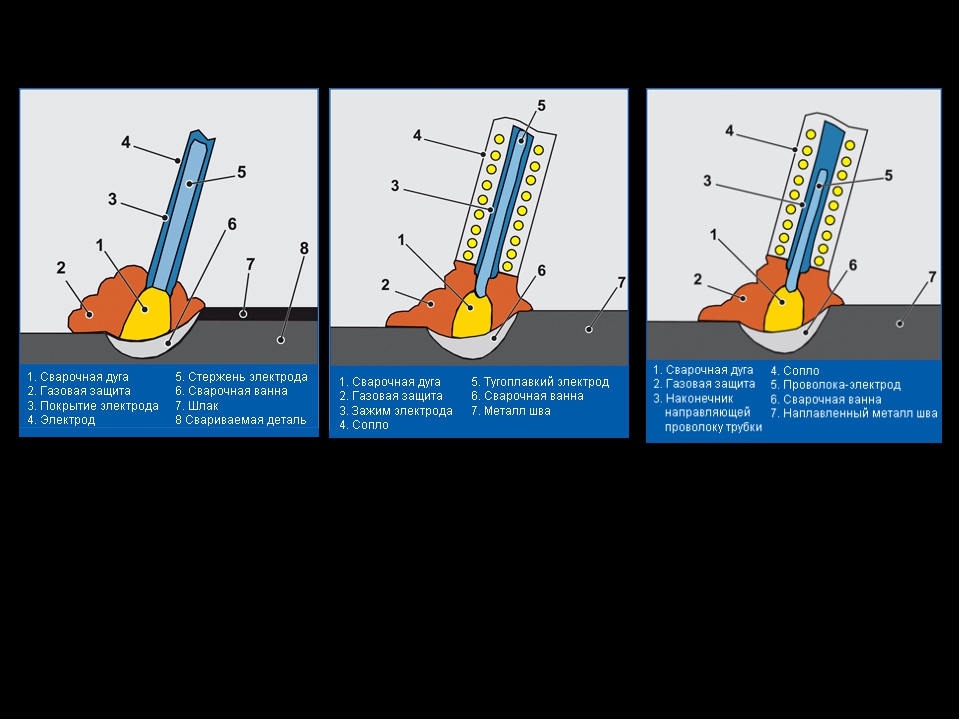
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом.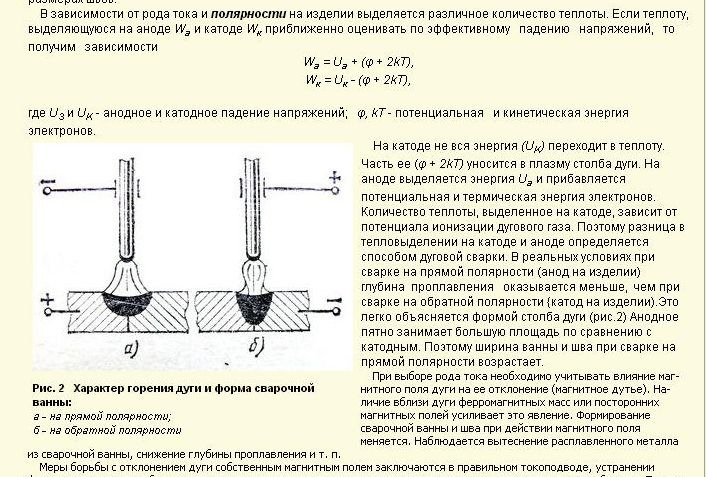 Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
 youtube.com/embed/AgIk4yDaxuQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/AgIk4yDaxuQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Что такое полярность в химии
Полярность
– свойство, показывающее изменение распределения электронной плотности около ядер, если сравнивать с изначальным ее распределением в образующих данную связь нейтральных частицах.
Поляризуемость
— способность поляризоваться под воздействием электрического поля.
Мерой полярности
называется электрический момент диполя. В нейтральных соединениях он равен нулю. Его значение зависит от разности электроотрицательностей элементов.
Длина диполя
— расстояние между его полюсами. Данная характеристика также влияет на степень полярности.
Любое соединение состоит из ядра (положительные частицы) и электронов (отрицательные частицы). И положительные, и отрицательные частицы имеют свой электрический центр тяжести.
И положительные, и отрицательные частицы имеют свой электрический центр тяжести.
Если центры тяжести частиц совпадают, то соединение считается неполярным. Если же полюса не накладываются друг на друга, то в этом случае речь идет о дипольной связи.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Как определить полярность молекулы и от чего она зависит
Чтобы определить, является ковалентная связь дипольной или нет, необходимо посмотреть на химическую формулу вещества.
Если молекула состоит из атомов одного и того же вещества, то она в любом случае нейтральна.
Если же молекулярное строение является сложным, то речь может идти как о полярной, так и неполярной ковалентной связи. Это зависит от геометрической формы.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.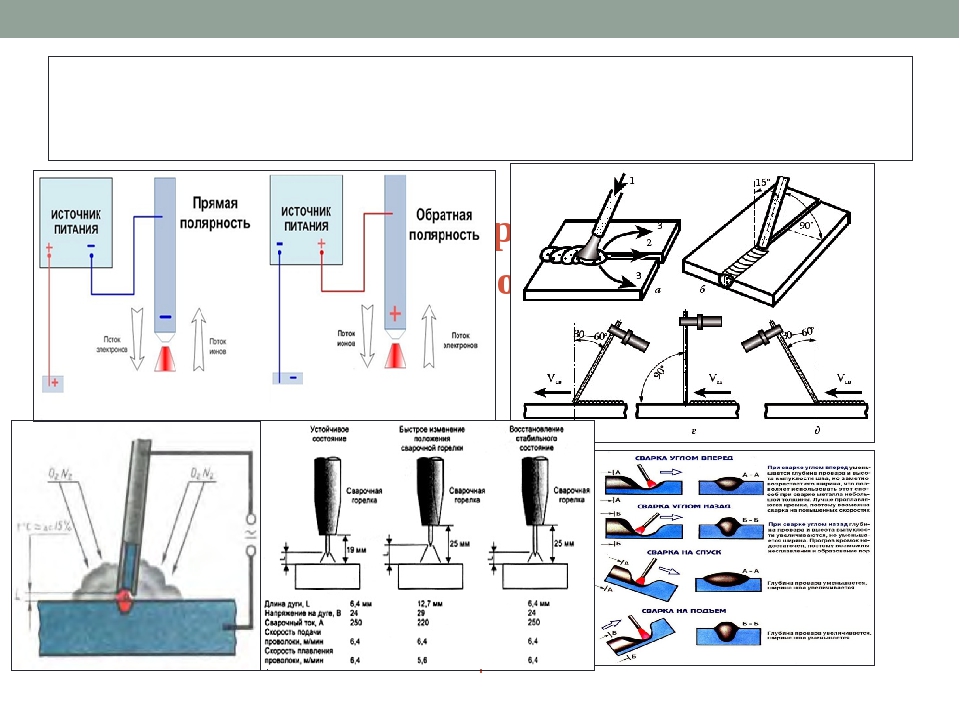
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Зачем все это нужно
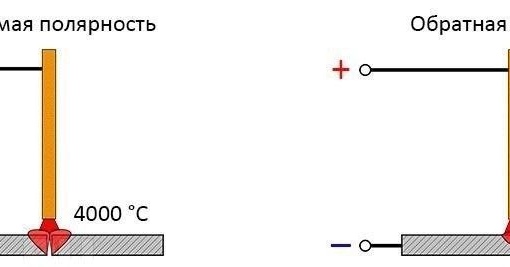
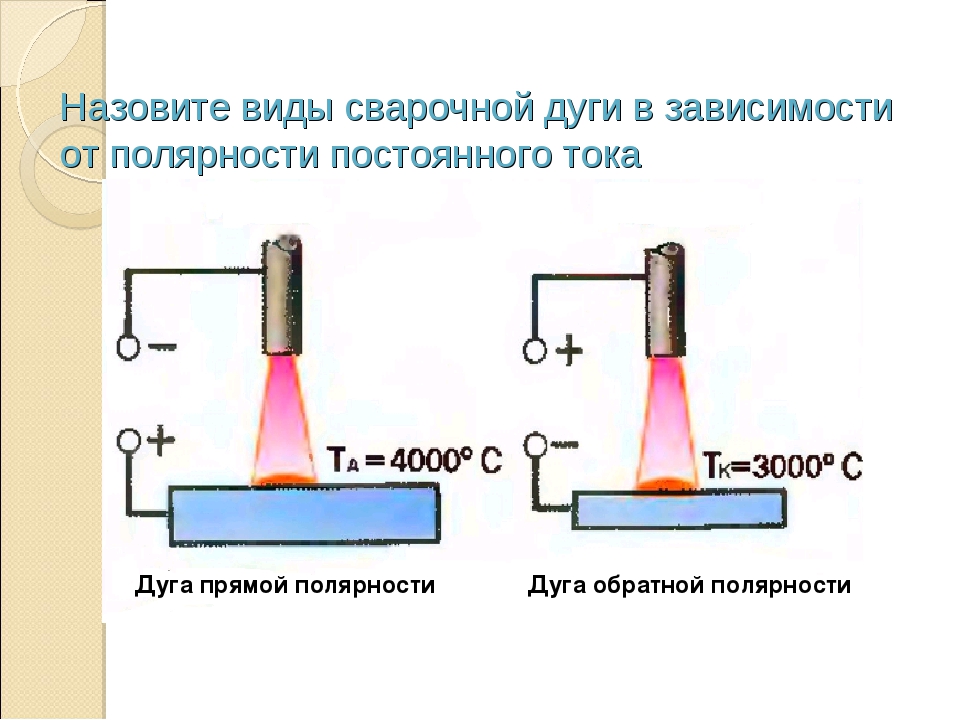
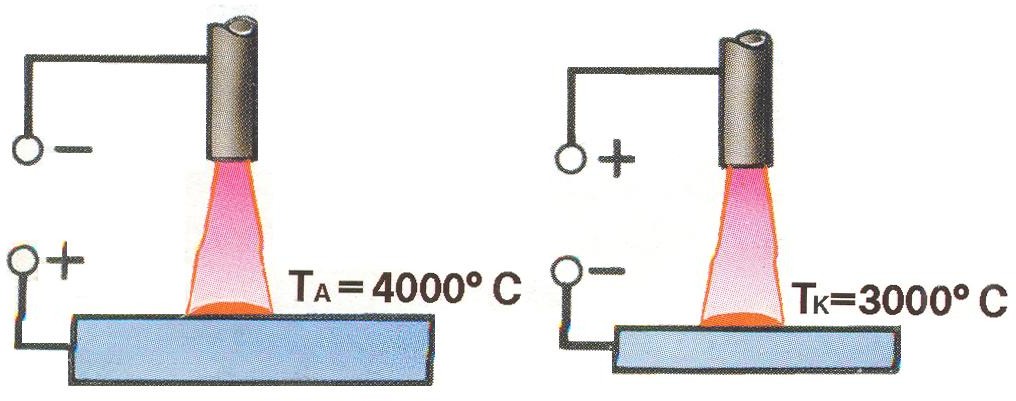
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Общая информация
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее. Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью.
 Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
 Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.Что такое прямой и обратный способ держания электрода к шву, как от влияет на процесс сварки?
Обратную полярность при сварке используют, когда нужно аккуратно проварить металл, без прожогов. Смена полюсов нужна:
- при работе с тонкими стальными заготовками;
- цветными металлами;
- нержавеющими высоколегированными сталями;
- при флюсовой сварке;
- для ионизации защитного газа, образующегося над рабочей зоной.
Что важно учитывать:
- При смене полюсов шовный валик не такой глубокий, металл растекается по поверхности.
- Толстые заготовки при обратном подключении приходится обваривать со всех сторон для прочности соединения.
- Электроды нужны специальные, которые выдержат перегрев.
- Нужно поддерживать короткую дугу, следить, чтобы не было подрезов на деталях.
- Перемещение дуги ограничено размерами сварного шва.
Несколько советов для новичков:
- устанавливают высокое напряжение, на низком дуга скачет и прерывается;
- нельзя использовать электроды, чувствительные к перегреву;
- температуру разогрева заготовки регулируют напряжением;
- тонкие края лучше варить прерывистым швом;
- силу тока, рабочие циклы лучше настраивать вручную экспериментальным путем.

Уточняю, для обратного подключения на держатель выводится плюс, на свариваемые детали – минус.
Род тока
Особенность сварки на переменном токе в том, что при прохождении синусоиды через ноль дуга потухает, а затем снова разгорается. Человеческий глаз на высокой частоте тока этого не улавливает. Сразу напрашивается вывод: род тока влияет на стабильность дуги. Не случайно для сварки используют переменный ток высокой частоты.
Когда аппарат выдает постоянный ток, увеличиваются возможности сварки, можно менять направление движения потока электронов, влиять на плотность электрической дуги. От рода и полярности тока в конечном итоге зависит прочность образуемых соединений.
У генераторов переменного тока провода можно подключать в любой последовательности, на процесс сварки это не влияет.
При выборе электродов важно учитывать род тока. Покупая расходники, нужно внимательно изучать инструкцию, там всегда даются необходимые указания.
Электроды бывают для постоянного или переменного тока и универсальные. Например, УОНИИ – для постоянного. Но удобней всего работать с универсальными стержнями, с ними меньше проблем. Подготовил необходимое количество, прогрел до указанной температуры, и за работу.Выбор полярности
Первое, на что обращают внимание, тип электрода. Для тугоплавких, необходимых для розжига дуги, чаще нужна обратная полярность. Для работы с наплавочной проволокой выбирают только вольфрамовые стержни. Угольные не стойки к нагреву, становятся хрупкими, постоянно будут крошиться.
Что такое полярность обратная
что это такое, описания и примеры
При осуществлении соединения элементов конструкций сваркой, их монтаже и ремонте одним из вариантов является использование постоянного тока. Немаловажным фактором служит правильная настройка применяемой аппаратуры. Чтобы это осуществить, следует четко понимать, что такое прямая и обратная полярность при сварке.
Выбор зависит от поставленной задачи, которую необходимо решить. Полярность применительно к оборудованию означает один из вариантов его использования. Полярность при сварке влияет на протекание физических процессов во время производственного процесса. При переключении на другой вариант ток начинает течь в ином направлении, и сварка будет осуществляться по-другому. Это понятие во многом имеет отношение к сварке, осуществляемой с инвертором.
Полярность применительно к оборудованию означает один из вариантов его использования. Полярность при сварке влияет на протекание физических процессов во время производственного процесса. При переключении на другой вариант ток начинает течь в ином направлении, и сварка будет осуществляться по-другому. Это понятие во многом имеет отношение к сварке, осуществляемой с инвертором.
Дуговая сварка — режимы полярности
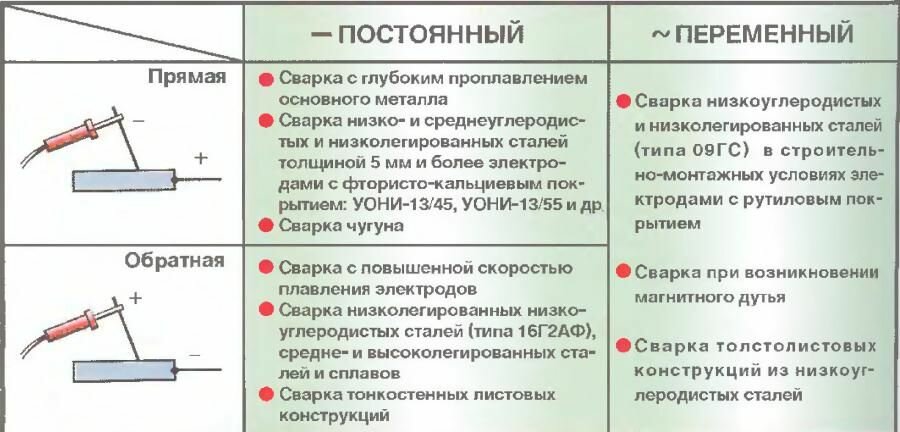
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током — обратной или прямой полярности.
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.
Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным.
Столб — это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят «плюс», а к стержню с обмазкой — «минус». Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым.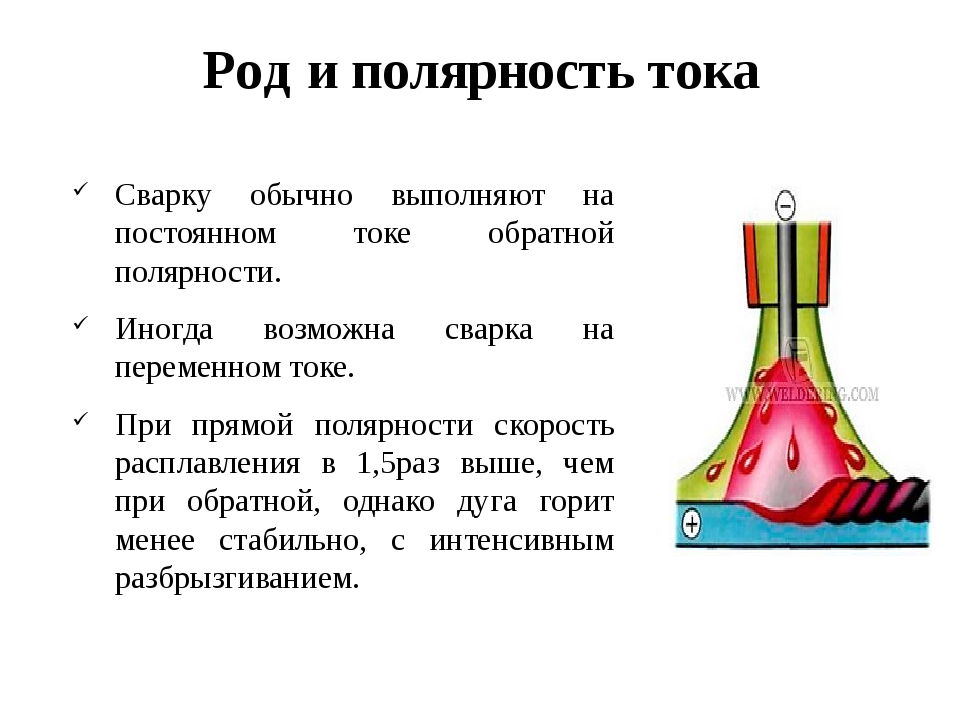
При распространенном виде процесса — дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.
Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва — его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Отличия режимов при сварке
Сварка прямой и обратной полярности обладает существенными различиями. Прямая полярность при сварке обладает нюансами, которые рекомендуется принимать к сведению:
- значительную глубину;
- небольшую ширину шва;
- такие подключения осуществляются для сварки металлических изделий из металла, имеющих толщину не менее трех миллиметров;
- вольфрамовые стержни используют для деталей, изготовленных из цветных металлов;
- стабильность горения дуги;
- быстрая расплавка электродов;
- разбрызгивание увеличивает расход электродов.
Обратный вариант применяют тогда, когда предполагается уменьшить риск появления серьезных дефектов, приводящих к отбраковке. Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Также имеет смысл ее использовать, когда сварке подлежат две стальные детали, обладающие разной степенью легированности. Подобные соединения обладают повышенной чувствительностью к лишнему перегреванию. Обратный способ используют, когда сварка происходит под защитой инертными газами.
Обратная полярность при сварке обладает в свою очередь такими особенностями:
- обратная полярность при сварке постоянным током создает соединение не чересчур глубоким, но зато широким;
- качество будет не таким высоким, если использовать обратный способ при сварке не тонких деталей;
- при обратном варианте нельзя применять виды стержней, обладающих повышенной чувствительностью к перегреванию;
- при снижении силы тока могут возникнуть скачки дуги и, соответственно, снижение прочности соединения.
При подключении аппарата к обычной сети, обеспечивающей ток переменного значения, надо использовать стержни с рутиловой оболочкой вследствие отсутствия у них зависимость от полярности. В этом случае допустимо применение любого варианта.
Что влияет на выбор
Прямая или обратная полярность при сварке выбирается сварщиком в первую очередь в зависимости от поперечных габаритов металла, подлежащего сварке. Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод — к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным.
Оправдывать себя будет обратная полярность при сварке тонкостенных металлических изделий. Это объясняется тем, что анодное пятно образуется на электроде, что устраняет угрозу пережога тонких деталей конструкции.
Прямая или обратная полярность в сварке выбираются также в зависимости от вида и типа металла, из которого изготовлены детали будущей конструкции. К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
Прямая полярность при сварке применяется, когда предстоит соединять детали из алюминия. При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
Один из критериев выбора режима — металл, применяемый в качестве покрытия стержня. Электроды, имеющие угольное покрытие, при использовании обратного варианта нагреваются быстро и разрушаются также быстро. Проволока, в которой покрытие отсутствует, хорошо себя проявляет при прямом способе.
Методика сварки должна быть описана в сопроводительной документации на соединение. Также имеются справочники, в которых содержатся необходимые сведения. Опытные сварщики могут руководствоваться своей практикой, чтобы сделать грамотный выбор полярности.
Влияние полярности на сварку
Полярность тока оказывает влияние на такие важные факторы, как глубина проплавления, качество сварного соединения и химический состав получившегося шва. Что сделать правильную установку надо четко понимать, что такое сварка током обратной полярности и что такое сварка током прямой полярности.
Термическими нюансами варианта с обратной установкой являются то, что после того, как произошло зажигание дуги, начинается появление анодного и катодного пятен. Разница температур у них является вполне впечатляющей — до 800°С. Выше температура у анодного пятна. Такое значительное количества тепла является положительным моментом для процесса, основанного на расплавления материалов с целью их дальнейшего соединения. Таким образом, обратная сварка по определению обеспечивает получение лучшего сварного шва.
При сварке с помощью постоянного тока в режиме прямой полярности металл электрода имеет скорость сгорания на 20-40% выше, чем в режиме обратной, что является недостатком метода. При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
Достоинства и недостатки двух методик
Разные виды подключения оказывают различное влияние на процесс сварки. Нюансами сварки обратным током являются:
- тепловая энергия поступает в большем количестве на изделие, чем на стержень с обмазкой;
- существенный разогрев гарантирует глубокую проплавку, что является важным для получения качественного шва;
- плавление электрода происходит в медленном темпе, что не требует его частой замены;
- значительно снижается степень разбрызгивания металла и возникновения дефектов вследствие этого.
Прямая полярность тока при сварке имеет следующие нюансы:
- заготовленные для сваривания детали нагреваются минимально;
- электрод быстро плавится, что приводит к необходимости его частой замены;
- происходит значительное разбрызгивание раскаленного металла.

Из сравнения видно, что обратная сварка обладает большим количеством преимуществ. Однако большинство производителей электродов дают свои рекомендации по применению конкретных видов этих изделий и указывают их на этикетке или в сопроводительной документации на товар.
Сварка полуавтоматом
Такой вид осуществления сварочного процесса является очень популярным и имеет много достоинств. Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
При полуавтоматической сварке происходят некоторые изменения. Держак с электродом подключают на плюс, и массу на минус. Так делают для того, чтобы применяемый для этого способа флюс полностью выгорел. Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Сварка инвертором
Инвертор — это устройство, пришедшее на смену широко применяемым ранее трансформаторам. Он обладает меньшим весом и компактностью. Еще одно преимущество перед трансформаторами — меньшее разбрызгивание раскаленного металла. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Инвертор представляет собой прибор, обладающий определенными характеристиками, которые позволяют осуществлять с его помощью работы по сварке с применением различных технологий. Помимо всех основных характеристик, присущим обычным трансформаторам, инверторы обладают дополнительными, которые делают использование этого прибора более удобным и значительно расширяет их технические возможности. Инверторы могут применяться в промышленности и при сварочных работах в домашних условиях.
В комплект инвертора входят два кабеля. Первый их них заканчивается держателем, предназначенным для электрода. Второй — зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ — возможность установки при сварке инвертором прямой и обратной полярности.
Первый их них заканчивается держателем, предназначенным для электрода. Второй — зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ — возможность установки при сварке инвертором прямой и обратной полярности.
Инвертор, по сути, представляет собой прибор, преобразующий переменный ток из розетки в ток постоянный. Конструкция устройства предполагает наличие металлического корпуса, на котором для осуществления охлаждения установлены вентиляционные решетки. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
На лицевой стороне находится защита от перегрева — специальный индикатор, который срабатывает при превышении установленной температуры. С помощью маховика осуществляется плавная регулировка сварочного тока в диапазоне 10-180 В.
Как происходит сварка инвертором
Основой инверторной сварки является классический принцип, заключающийся в том, что сваривание может осуществиться при наличии высокой температуры от появившейся сварной дуги.
От контакта электрода с поверхностью изделия образуется сварная дуга. Под влиянием высокой разогретости стержень с обмазкой и часть детали, находящаяся в процессе, плавятся, следствием чего является образование сварочной ванны. Часть обмазки электрода переходит в газообразное состояние, защищающего ванну от вредоносного действия кислорода. Жидкая составляющая расплавленной обмазки располагается поверх металла, находящегося в жидком состоянии, защищая его.
Остывая, жидкая обмазка образует шлак, который находится снаружи шва. Его удаляют постукиванием молотка. Важным обстоятельством для получения хорошего шва является непрерывность горения дуги. Для этого необходимо следить за постоянством длины дуги, то есть расстоянием между деталью и электродом. Это обеспечивается одинаковой скоростью, с которой электрод подается в зону сваривания. Следует стараться электрод вдоль наплавленного валика вести ровно, не отклоняясь.
Для того, чтобы при сваривании при помощи инвертора появилась дуга между электродом и деталью их металла, их необходимо подключить к разным полюсам. Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Прямую и обратную полярность при сварке постоянным током иначе называют «электрод-отрицательной» и «электрод-положительной». Такие названия более понятны и отражают варианты подключения электрода к плюсу или к минусу. Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Каждый сварочный аппарат имеет гнезда, в которые подключают кабель от держателей, функцией которых является зажим электродов. Их также иначе называют массой.
Сварка масса плюс или минус означает, что куда цеплять массу при сварке, то есть, — к какому полюсу будет подключен кабель от держателя с закрепленным в нем электродом, такая и будет получена полярность. Для получения прямой полярности кабель держателя следует подключать к положительной клемме, а для получения обратной полярности кабель держака с электродом подключают к отрицательной клемме.
Держак инвертора
При установке плюса или минуса при сварке держак следует подобрать правильно и держать его удобным способом. Чтобы имелась возможность свободно манипулировать рукой для управления инвертором при сварке, рекомендуется правильно размещать держак, в котором закрепляется электрод.
Существует несколько видов держаков:
- Прищепка. Это самый распространенный, удобный и дешевый вариант. В зависимости от конструкции она бывает пружинной и рычажной.
- Вилка-трезубец. В ней можно удерживать электрод любого диаметра. Такое устройство можно изготовить самостоятельно.
- Цанга. Зажимает крепко, имеет большой срок службы. Находит применение при сварке конструкций, имеющих повышенную значимость.
- Держатель безогарковый. Металлический штырь 1 вмонтирован в цилиндрическую рукоятку 2. Фиксация электрода обеспечивается его привариванием к штырю.
- Винтовой. Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.
 Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.
Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.При сварке с помощью инвертора рекомендуется кабель держака обернуть вокруг части руки, расположенной между локтем и кистью. После этого взять держак в руку. Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Выбор инвертора и его эксплуатация
Прямое и обратное подключение сварочного инвертора является функцией любого агрегата этого типа. Кроме этого аппарат должен обладать дополнительными свойствами:
- антиприлипание;
- горячий старт;
- возможность работы с постоянным и переменным током;
- работа в помещении с повышенной влажностью;
- защита от перегрева;
- индикация в цифровом виде.
Помимо этого следует тщательно подойти к грамотному выбору электродов для конкретного вида сварочного соединения. При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос «Можно ли менять полярность на сварочном инверторе?». Такой функцией обладают все имеющиеся модели инверторов.
При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос «Можно ли менять полярность на сварочном инверторе?». Такой функцией обладают все имеющиеся модели инверторов.
Для нормального функционирования прибора надо перед началом сварочных манипуляций производить его осмотр. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
Необходимо также провести внутреннюю чистку аппарата. Для этого придется снять кожух, чтобы получить доступ к внутренним узлам. Чтобы не навредить содержимому, чистку от пыли и грязи следует проводить струей сжатого воздуха. Отдельно проводится контроль состояния клемм, подключение к которым определяет полярность при сварке инвертором. При обнаружении на них окисления его удаляют наждачной бумагой мелкой зернистости.
Перед началом процесса сварки необходимо произвести подготовительные работы. В их число входит очистка и обезжиривание деталей, подлежащих соединению. Затем необходимо выставить на аппарате необходимые режимы. В частности, необходимо проанализировать, какая полярность подключения сварочного инвертора подойдет для осуществления конкретного вида сварки. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Работа с применением инвертора на постоянном токе возможна только при двух вариантах настройки, которые регулируют направление, в котором будет двигаться электроны.
Прямая полярность при сварке инвертором предполагает, что подключение «минуса» произошло к электроду, а «плюса» — к металлической детали. Такой режим необходим для увеличения глубины сварного шва при соединении заготовок, обладающих большой шириной.
Обратная полярность при сварке инвертором означает, что электрод при выставлении необходимого режима был подключен к «плюсу», а металлическая деталь, соответственно, к «минусу».
Если во время рабочей смены ставится задача сваривания разных соединений, то для того, чтобы изменить режим достаточно поменять подключение к необходимым клеммам, что является не просто простым действием, а очень простым, осуществляемым вручную. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Грамотно выбранная полярность на сварочном инверторе зависит от следующих обстоятельств:
- Толщина деталей. При подсоединении, обеспечивающем прямую полярность, деталям достается основной нагрев. Ширина шва получается довольно глубокой. Для тонких деталей это не годится, поскольку может образоваться дефект в виде прожига, который не всегда можно ликвидировать. Поэтому для сварки тонких листов целесообразно применять обратный вариант.
- Вид материала свариваемых деталей. При сварочных работах приходится иметь дело с различными металлами и сплавами, которые обладают разными свойствами. К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
- Тип электрода. Все электроды имеют покрытие, которое при сгорании вытесняет воздух, препятствуя возникновению такого дефекта, как поры. При выборе режима необходимо учитывать совместимость режима с видом покрытия. Например, если применяют при сварке электроды с угольным покрытием, то обратная сварка не является подходящим вариантом.

Сложным случаем является, когда электрод и заготовки обладают характеристиками, которые требуют противоположных настроек. Тогда выбор полярности сварки — обратной или прямой потребует компромиссного решения. В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
Выбор электродов
При выборе электродов, предназначенных для сварки с помощью инвертора, необходимо иметь в виду, что на него будет оказывать влияние марка и вид материала, из которого изготовлены детали изделия. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
К критериям выбора электродов относится то, какой должен быть вид стержня — плавящийся или неплавящийся. Плавящиеся представляют собой стержни со специальной обмазкой, назначением которой является создание зоны защиты и повышения стабильности горения дуги. Такой вид находит применение при дуговой сварке. Неплавящиеся электроды используются при сварках под защитным газом, в частности аргоном.
Такой вид находит применение при дуговой сварке. Неплавящиеся электроды используются при сварках под защитным газом, в частности аргоном.
На выбор электродов также оказывает влияние режим полярности. Полярность электродов подразумевает, к какой клемме следует подключить стержень с обмазкой, чтобы был осуществлен выбранный режим. Электроды при обратной полярности подсоединяют к клемме, имеющей обозначение «плюс».
Современные популярные марки электродов из существующего их рейтинга обладают при применении совместно с инвертором такими преимуществами:
- простота выполнения производственного процесса сварки;
- получение хорошего шва соединения различных форм и размеров;
- отделяемость образовавшегося шлака, не составляющая большого труда;
- возможность сваривать даже детали с коррозией;
- безопасность для сварщика.
Выбор диаметра зависит от толщины элементов изделия, подлежащих сварке. При этом существует прямая зависимость. Чем более толстые детали, тем больший диаметр электродов следует выбирать для сварки деталей конструкции. Электроды совсем маленького диаметра используют для закрепления прихваток — небольших поперечных швов для фиксации соединяемых деталей.
Чем более толстые детали, тем больший диаметр электродов следует выбирать для сварки деталей конструкции. Электроды совсем маленького диаметра используют для закрепления прихваток — небольших поперечных швов для фиксации соединяемых деталей.
Покрытия стержня электрода могут носить разный характер. Они условно разделены на 4 категории. Первая из них так и называется — основной и является наиболее распространенной. Такой вариант выбирают при желании получить соединение, обладающее высоким качеством, механической прочностью, пластичностью, устойчивостью к образованию трещин. Вариант вполне годится для ответственных конструкций и в дальнейшем использовании соединения в суровых климатических условиях.
Наиболее популярной маркой электродов с рутиновым покрытием является МР-3. Они обладают многими преимуществами:
- успешно используются для соединения деталей из низкоуглеродистой стали;
- обеспечивают качественное соединение, как при переменном, так и при постоянном токе;
- при выполнении сварки инвертором происходит небольшое разбрызгивание раскаленного металла;
- применимы для выполнения швов любого пространственного положения;
- хороший внешний вид получаемого шва.

Две другие категории находят применение реже при определенных условиях сварочного процесса.
Обучение специалистов сварных работ
Работа сварщика является престижной и обладающей постоянной востребованностью. Но, для того, чтобы стать официально оформленным специалистом, необходимо получить образование в этой области. Это будет служить гарантией для работодателя, что сварные работы будут проведены грамотно, с соблюдением современных технологий и наименьшим процентом отхода в брак.
Поскольку развитие технологий сварки и выпуск нового оборудования происходят стремительно, то даже людям, имеющим большие практические навыки в этой области необходимо периодически проходить обучение, чтобы быть в курсе происходящих перемен и усовершенствований.
Обучению подлежат не только простые исполнители-сварщики, но и руководители работ — инженеры и технологи. Высший состав может закрепить свой статус при окончании профильных факультетов колледжей и институтов, а сварщикам достаточно окончить специализированные курсы.
После окончания курсов и успешного прохождения экзаменов учащемуся выдается удостоверение об окончании и присвоении ему соответствующего разряда. Такой документ является пропуском для получения денежной и интересной работы.
Программа занятий на курсах делится на две части — теоретическую и практическую. Первую из них ведут в специально отведенных для этого аудиториях лекторы, имеющие профильное образование и педагогический стаж.
Программа курса включает различные вопросы, в том числе соответствующие теме нашей статьи:
- полярность электродов при сварке;
- что такое обратная полярность при сварке;
- что такое обратная полярность при сварке инвертором;
- что это — обратная полярность при сварке постоянным током;
- обратная полярность при сварке постоянным током — что это такое;
- ток обратной полярности при сварке.
Разумеется, этим не исчерпывается полный список изучаемых предметов.
Практические занятия позволяют применить полученные знания в деле.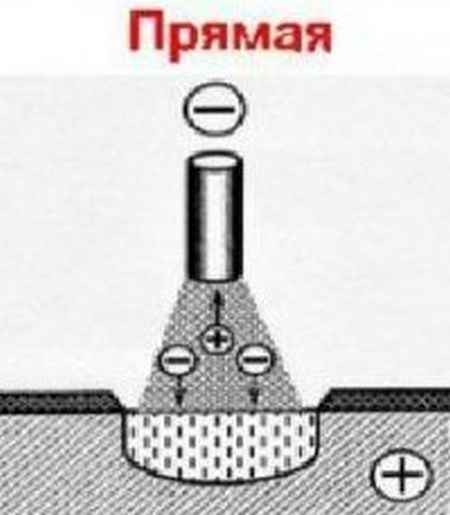 На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
За дополнительные деньги можно приобрести курс индивидуального обучения, но групповые занятия имеет свои преимущества. Рекомендуется прислушиваться к разбору совершенных ошибок других участников занятий. Это позволит приобрести дополнительную информацию о правильном выполнении различных методов сварки.
После окончания прохождения программы наступает очередь доказать свои знания и показать умение приемной комиссии на выпускном экзамене. При положительной оценке, выставленной комиссией, учащемуся выдают удостоверение узаконенного образца.
В удостоверении указывается наименование учебного центра, который его выдал. Указываются практические действия по сварке, проведенные экзаменуемым. Проставляется оценка за демонстрацию теоретических основ по сварке. Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
После этого новоиспеченный сварщик ставит свою подпись.
При окончании курсов можно получить конкретную специализацию, например, «Сварщик электродуговой сварки», «Газосварщик», «Сварщик-вышкомонтажник». В последнее время особо престижной является профессия «Сварщик-аргонщик». Она дает право работать на сварке под защитой газа-аргона, что дает большие преимущества перед другими способами.
Сварщикам, мастерам, инженерам, технологам и руководителям работ, желающим иметь доступ к контролю соединений на особо ответственных конструкциях, имеется возможность получить дополнительное образование, закончив курсы НАКС. Это значительно повысит их конкурентоспособность.
Интересное видео
что такое прямая и обратная, в чем разница и как определить отличия
Каждая аккумуляторная батарея имеет на корпусе полюсные выводы – минус (-) и плюс (+). Через клеммы она подключается к бортовой сети автомобиля, питает стартер и другие потребители. Расположение плюса и минуса определяет полярность АКБ. Водителям важно точно знать полярность аккумулятора, чтобы не перепутать контакты при установке.
Через клеммы она подключается к бортовой сети автомобиля, питает стартер и другие потребители. Расположение плюса и минуса определяет полярность АКБ. Водителям важно точно знать полярность аккумулятора, чтобы не перепутать контакты при установке.
Полярность аккумулятора
Полярностью называют схему расположения токовыводящих элементов на верхней крышке или лицевой стороне аккумулятора. Другими словами, это положение плюса и минуса. Токовыводы также выполнены из свинца, как и пластины внутри.
Прямая и обратная полярностиСуществуют две распространенные схемы расположения:
- прямая полярность;
- обратная полярность.
Прямая
В советский период все аккумуляторы отечественного производства были с прямой полярностью. Полюсные выводы располагаются по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой выпускаются и сейчас в России и на постсоветском пространстве. АКБ иностранного производства, которые сделаны в России, также имеют данную схему расположения выводов.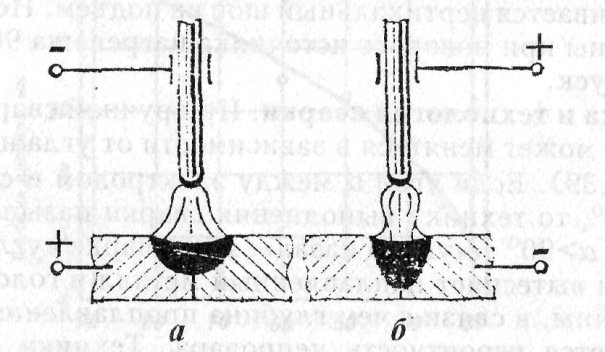
Обратная
На таких аккумуляторах слева расположен минус, а справа плюс. Данное расположение характерно для АКБ европейского производства и поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батареяКаких-то особых преимуществ разная схема положения не дает. Она не влияет на конструкцию и эксплуатационные особенности. Проблемы могут возникнуть при установке нового аккумулятора. Другая полярность заставит поменять положение батареи и длины провода может не хватить. Также водитель может просто перепутать контакты, что приведет к замыканию. Поэтому важно уже при покупке определиться с типом АКБ для своего автомобиля.
Как определить?
Узнать это не так сложно. Для начала нужно повернуть батарею лицевой стороной к себе. Она находится со стороны расположения наклеек с характеристиками и логотипом. Также и полюсные выводы находятся ближе к лицевой стороне.
На многих аккумуляторах можно сразу увидеть знаки «+» и «−», которые точно указывают полярность контактов. Другие производители указывают информацию в маркировке или выделяют токовыводы цветом. Обычно плюс имеет красный цвет, а минус синий или черный.
Другие производители указывают информацию в маркировке или выделяют токовыводы цветом. Обычно плюс имеет красный цвет, а минус синий или черный.
В маркировке обратная полярность обозначается литерой «R» или «0», а прямая литерой – «L» или «1».
 youtube.com/embed/E1CB-BOOlVo?feature=oembed» frameb=»»/>
youtube.com/embed/E1CB-BOOlVo?feature=oembed» frameb=»»/>Прямая и обратная полярность при сварке инвертором
Правильное выполнение сварочных работ во многом зависит от выбранных настроек аппаратуры. В работе с полуавтоматическими установками важно не только правильно выбрать силу тока, но и установить нужную полярность. Заводская настройка (по умолчанию) не подходит для выполнения очень многих задач. Особенно, когда речь идет о соединении высоколегированной стали, цветных или редких металлов. Поэтому для получения сварочного шва хорошего качества необходимо должным образом настроить оборудование.
Как влияет полярность при сварке
Понятие полярность подразумевает определенный вариант подключения аппаратуры, который продиктован стоящей задачей и особенностями соединения определенных материалов. Для смены полярности достаточно просто «перекинуть» клеммы. После этого направление движения тока поменяется и, соответственно, изменятся физические процессы сваривания.
Существует только два варианта полярности, которые настраиваются перед работой:
- Прямая. Выбирается в случаях, когда необходимо соединить два толстые детали, а швы должны быть глубокими. Заготовки в этом случае подключаются к положительной клемме, а электрод – к минусовой. Подключение прямой полярностью приводит к тому, что в процессе работы образуются катодные и анодные пятна. Более горячее из них – анодное – возникает на заготовке: именно к ней подключена плюсовая клемма. Из-за этого металл прогревается (а, следовательно, и плавится) на большую глубину. Это дает возможность работать с алюминиевыми, чугунными и другими деталями из сложных сплавов.
- Обратная. В этом случае наоборот: электрод подключается к плюсовой клемме, а заготовка – к минусовой. Анодное более горячее пятно может образоваться только на расходнике. Данный вариант подключения хорош тем, что дает возможность работать с тонкостенными и легкоплавными металлами.
В зависимости от поставленных целей и материалов сварщик выбирает на инверторе тот или иной вариант полярности. Молодые специалисты, которые не изучали теоретическую часть, нередко испытывают проблемы при работе с металлами малой или большой толщины. Поэтому очень важно внимательно изучить техническую документацию, которая идет в комплекте с инвертором. И только после этого можно приступать к практической части.
Что такое прямая и обратная полярность: техусловия выбора
Основой для взвешенного выбора типа полярности служат технические условия, которых необходимо придерживаться во время сварки. Благодаря конкретному типу подключения более высокий температурный режим находится на заготовке или же на самом электроде. На окончательное решение влияют несколько важных факторов.
Толщина заготовки
Прямое подключение лучше всего подходит для работы с заготовками малой и большой толщины. В этом случае заготовка разогревается лучше по сравнению с электродом, что дает возможность получить более глубокий шов.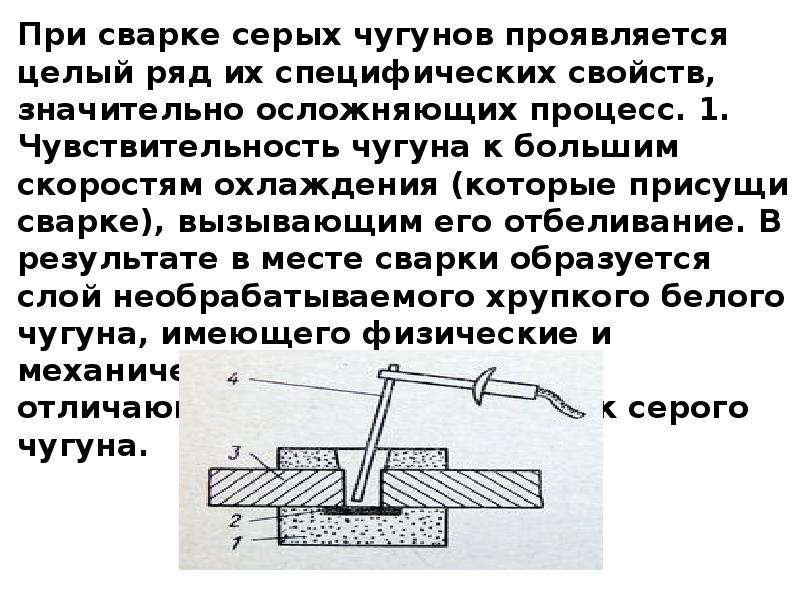 Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Этот режим отлично подходит и для резки металла. Для тонких листов лучше выбрать обратную полярность. Тогда основное тепло сосредотачивается на электроде и перегрев заготовки удается предотвратить.
Читайте также: Сварка тонкого металла инвертором
Тип металла
Изменение расположения теплового пятна позволяет выбрать наиболее подходящий режим работы под конкретную деталь. К примеру, нержавеющую сталь или чугун достаточно легко перегреть. В этом случае лучше подходит подключение с обратной полярностью, что дает возможность сформировать прочный и надежный шов. А вот алюминиевые сплавы нужно варить с прямой полярностью. В таком случае удается быстрее преодолеть окислительную пленку.
Тип расходных материалов
Условия зависят от типа флюса расходного материала. Для угольных электродов не подходит обратная полярность. При таком раскладе флюс будет перегрет и стержень станет непригодным для дальнейшего использования. Бывают случаи, когда материал флюса и заготовки выдвигают взаимоисключающие требования. Сварщику приходится проявлять максимум изобретательности, чтобы найти оптимальное смещение силы тока и выбрать подходящий рабочий цикл.
Читайте также: Сварка инвертором для начинающих
Сварка прямой полярностью
Каждый из способов сваривания металла обладает индивидуальными характеристиками. При работе инвертором с подключением методом прямой полярности отмечаются такие особенности:
- Расходные материалы и присадки расплавляются, образуя в ванночке крупные металлические капельки. Эта особенность приводит к возрастанию степени проплавления заготовки и увеличению количества брызг.
- При прямом подключении наблюдается снижение стабильности сварочной дуги.
- При прогреве не нарушается структура материала. Металлическая решетка остается неизменной.
- В связи с тем, что температура расходного материала остается сравнительно невысокой, можно увеличить силу тока.
- Некоторые сварочные материалы характеризуются высоким коэффициентом наплавки. Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
- При прямой полярности структура материала в сварочной ванне характеризуется повышенным содержанием кремния и марганца при полном отсутствии углерода.
 Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.
Он тем более растет, если применять плавящиеся электроды в инертной среде. Точно такого же эффекта можно достичь в результате химической реакции присадок и некоторых видов флюса.Читайте также: Рейтинг лучших сварочных инверторов
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
 Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см. Для этих целей лучше всего подходят толстые листы стали или меди.
Для этих целей лучше всего подходят толстые листы стали или меди.Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Читайте также: Зависимость силы тока от диаметра электрода
отличия и как выбрать для инвертора
На чтение 8 мин. Просмотров 5.9k. Опубликовано Обновлено
Во всех статьях и обзорах, связанных со сваркой, присутствует электрическая тема. Хоть аппараты, хоть электроды, хоть виды швов – в любом сварочном вопросе упоминается и уточняется вид тока. Где-то он постоянный, где-то переменный, а еще у него есть два варианта – прямая и обратная полярность при сварке.
Пора разобраться, что к чему, чтобы правильно выбирать материалы, аппараты, электроды и . Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Знание нюансов об электричестве в сварке помогут вам быстро и правильно настроить инвертор, от чего качество сварочных швов зависит в большой степени.
Пятна анодные, пятна катодные
Конечно, можно всю жизнь проработать на своем инверторном аппарате, в котором по умолчанию постоянный ток настроен на прямую полярность: у вас нет никаких хлопот или проблем с перестройками сварочного электричества.
Эта чудесная идиллия возможна лишь при условии, что вид работ у вас один и тот же, вы не меняетесь, всех возможностей своего аппарата так и не знаете, и вообще зачем про электричество, все и так хорошо, не надо усложнять…
Не надо, так не надо, но вот если вам понадобится варить, например, качественную высоколегированную сталь, то ваша идиллия сразу же нарушится: качественного со старыми электрическими настройками у вас не получится. Вам придется разбираться с понятием обратной или прямой полярности при сварке, в чем мы прямо сейчас вам поможем.
Прямая и обратная полярность.Во-первых, работа на инверторном аппарате подразумевает постоянный ток.
В принципе при прямом варианте электрод, который подключен к отрицательной клемме, сам становится катодом. А анодом становится наша металлическая заготовка. При обратном варианте электрод начинает работать анодом, потому что он подключен к плюсовому полюсу. Ну а заготовка, соответственно, превращается в катод.
В обоих случаях образуются анодные и катодные пятна. Анодное облако – погорячее, причем значительно: разница в температурах анодной и катодной областей доходит до 800°С.
Не упустим из внимания важную деталь: если мы говорим о двух вариантах – прямом и обратном, это всегда имеет отношение только к постоянному току. Дело в том, что при переменном токе полярность сама меняется с прямой на обратную с высокой частотой.
Еще раз: переключение прямой и обратной полярностей имеет смысл и возможно только при постоянном токе, это сварка постоянным током. При переменном токе в таком переключении нет ни смысла, ни возможности. Друзья, это физика.
Прямая полярность
[box type=”fact”]По своей сути ток представляет собой движение заряженных частиц – электронов. Они двигаются от отрицательного полюса к положительному – это классика. Вот и у нас в процессе сварки электроны двигаются в направлении к металлической заготовке от электрода. Поэтому происходит нагрев металла. Электрод остается холодным.[/box]Итак, электрод подключен к минусу, металлическая заготовка – к плюсу. Это классическая полярность при сварке инвертором. На стороне плюса распространяет свое тепло чудесное анодное облако.
Прямое подключение постоянного тока имеет некоторые особенности, которые необходимо учитывать в обязательном порядке:
- при прямом подключении получается стабильная и ровная дуга со всеми вытекающими последствиями в виде швов высокого качества;
- сварочный шов отличается узостью и глубиной;
- ни в коем случае не применяется, если на электродах указано, что они предназначены для технологии переменного тока;
- с некоторыми металлами при работе в инертных газах повышается коэффициент наплавки;
- состав металла в шве при прямой полярности имеет особенности: в нем практически нет углерода, зато присутствуют кремний и марганец;
- довольно высокая степень разбрызгивания металла;
- быстрая плавка расходника с его частой заменой.

Обратная полярность
Обратная полярность при сварке.Мы помним, что при обратной полярности при сварке постоянным током плюсовое анодное теплое пятно находится на электроде, Таким образом мы исключаем дополнительный нагрев металла, к которому подведена минусовая клемма. Основным видом сварки при обратном подключении является с флюсом и метод в среде защитных газов, в частности – в аргоне.
Главными металлами «потребителями» обратного подключения являются высоколегированные стали и тонкие заготовки из любого металла: здесь имеет значение тонкость края, которую легко прожечь при малейшем перегреве. Так что работы при обратном подключении можно назвать вполне себе деликатными. А там, где деликатность, там особенности исполнения и профессиональные советы.
Вот какие технологические особенности использования обратной полярности нужно принять во внимание:
- шов при обратном подключении шире и меньшей глубины, чем при прямой;
- великолепно справляется с соединением тонких и средней толщины кромок металлических заготовок;
- сварочная дуга не такая стабильная, как при прямой полярности, если напряжение низкой силы, начинает скакать и прерываться;
- если вы варите высоколегированную сталь, то кроме обратного подключения нужно соблюдать дополнительные требования по рабочему циклу и температурному режиму остывания стальных заготовок;
- ни в коем случае не варить с электродами, чувствительными к перегреву;
- дополнительное снижение температуры на заготовке можно через снижение потенциала напряжения;
- то, что дуга не очень стабильна, можно использовать во благо: очень тонкие края лучше варить прерывистым швов – прерывая дугу;
- если в сварке на постоянном токе обратной полярности вы делаете шов встык, зазор между поверхностями должен быть минимальным, если же шов внахлест, поверхности приживать друг к другу герметично. Иначе вы получите прожог;
- отбортовка краев свариваемых поверхностей отлично поможет для снижения риска прожога.
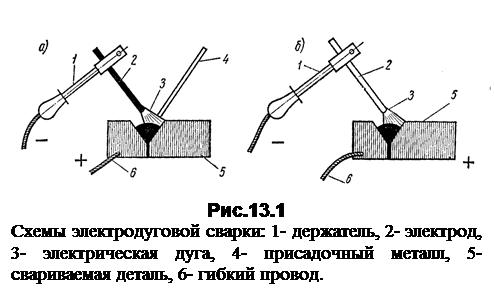 Иначе вы получите прожог;
Иначе вы получите прожог;Как выбрать правильную полярность
[box type=”info”]Понятно, что при сварке инвертором допускаются прямая и обратная полярность. По умолчанию эти аппараты обычно настроены на прямое подключение. [/box]
[/box]Но если вы работаете с разными и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду. Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
[box type=”fact”]А вот сталь, чугун с различными стальными сплавами требуют обратного подключения постоянного сварочного тока: никакого дополнительного тепла им не нужно из-за риска образования тугоплавких соединений. [/box]
[/box]Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого . Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
А что делать, если в инструкции к металлу или сплаву требуется одни электрические параметры, а у выбранного электрода требуются совсем другие настройки сварочного тока? Такое бывает, ответ в этом случае только один: пробуйте и ищите оптимальный вариант опытным путем.
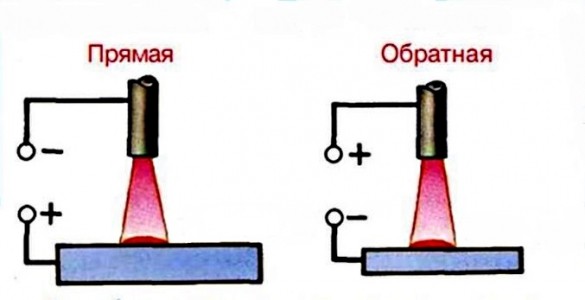
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Прямая или обратная полярность аккумулятора
Многие клиенты нашего магазина при разговоре с продавцом часто задают один и тот же вопрос: какая полярность аккумулятора на моем автомобиле? Это один из самых важных параметров при подборе и его не следует игнорировать.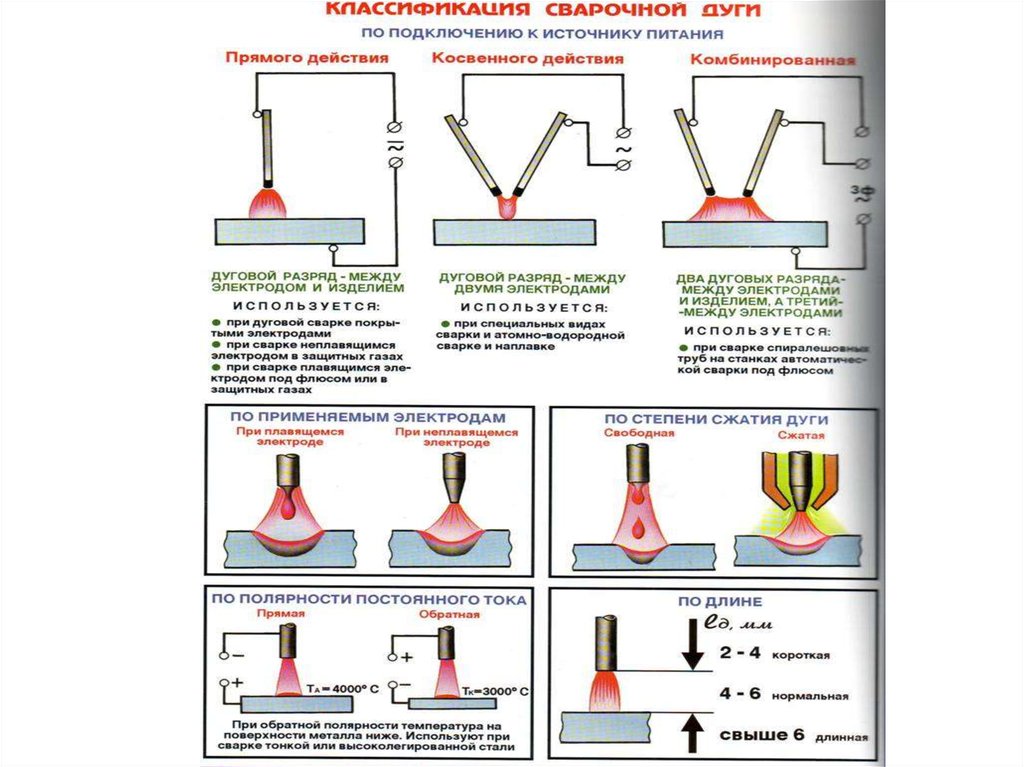
В данной статье мы постараемся объяснить что же такое полярность и зачем вообще она нужна. В данном вопросе очень легко разобраться, так как у этого параметра существует всего три значения: прямая, обратная и универсальная. Однако есть одна особенность: полярность легковых и грузовых АКБ определяется по-разному.
Как определить полярность легкового аккумулятора (до 110 ач).
Чтобы выяснить полярность легкового аккумулятора нужно обратить внимание на то, как расположены его клеммы. Для этого батарею необходимо развернуть (мысленно или фактически) контактами к себе. Обычно клеммы конструктивно располагаются ближе к одной из сторон источника питания (кроме моделей с универсальной полярностью), этой стороной и поворачиваем.
Как определить полярность грузового аккумулятора (более 110 ач).
В профессиональной среде полярность у грузовых АКБ принято определять другим способом, отличным от легковых.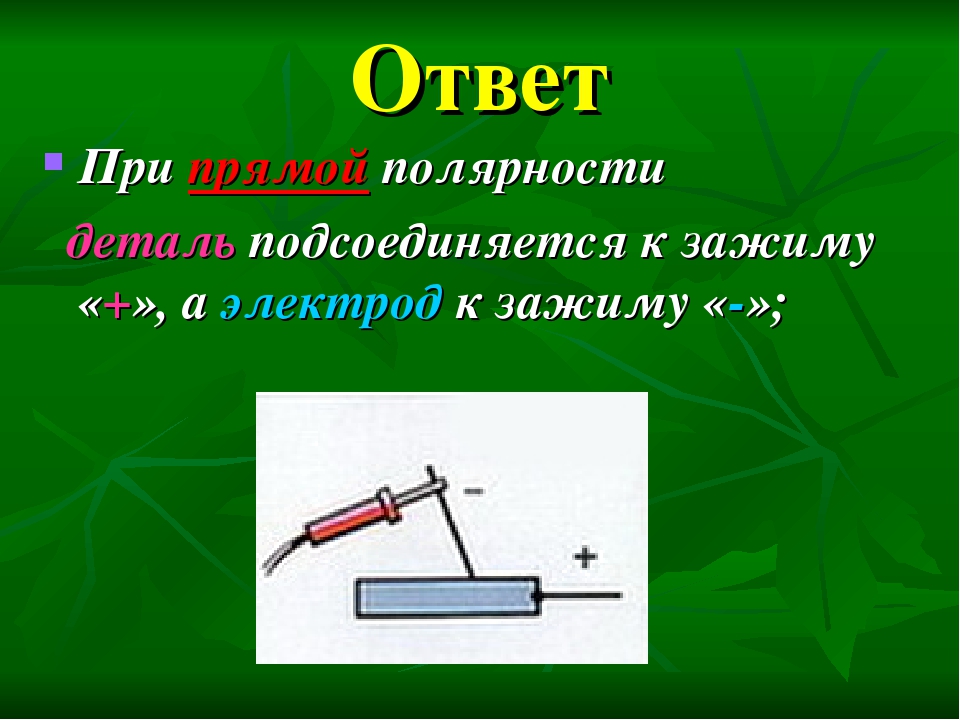 Разница в том, что корпус батареи необходимо располагать наоборот, клеммами от себя и в таком положении определять полярность.
Разница в том, что корпус батареи необходимо располагать наоборот, клеммами от себя и в таком положении определять полярность.
Почему важно правильно определить полярность акб?
От этой характеристики зависит, сможете ли вы подключить батарею к бортовой сети автомобиля или нет. У всех популярных моделей аккумуляторов клеммы специально делают разного диаметра, а провода без запаса по длине. «Минус» всегда имеет меньший диаметр по сравнению с «плюсом». Благодаря этому, при подключении их невозможно перепутать.
Полярность аккумулятора: прямая, обратная, универсальная.
Прямая полярность аккумулятора означает, что плюсовая клемма будет находиться слева, относительно ближнего к наблюдателю края корпуса. Аккумуляторные батареи такого типа используются практически любыми автопроизводителями. Чаще всего встречается на автомобилях, произведенных в Америке (Dodge, Chrysler, Hummer и т.д.), Китае (Chery, Lifan и т.д.) или России (ВАЗ, ГАЗ, УАЗ).
Аккумуляторы обратной полярности являются наиболее распространенными. Устанавливаются на европейских, корейских или японских машинах (кроме тех, что произведены для внутреннего рынка Японии). Обратная полярность АКБ означает, что «минус» располагается слева, если повернуть электробатарею клеммами к себе.
Универсальная полярность аккумулятора характерна для тягачей, спецтехники или моторных лодок. У таких батарей выводы для подключения к электропроводке расположены на продольной оси корпуса, либо на его противоположных углах. Таким образом, если контактный провод не дотягивается до нужной клеммы, батарею можно развернуть на 180 градусов и она встанет «как влитая».
что это такое и как определить
Многие автолюбители, приобретая новую аккумуляторную батарею, обращают внимание только на ее рабочие параметры – напряжение, емкость, и размеры, забывая при этом о полярности. Сразу отметим, что этот термин у АКБ не относится к физике, а является исключительно конструктивным понятием. В результате, игнорирование полярности приводит к тому, что батарею просто не удается подключить к сети потому, что провода с клеммами не достают к выводам аккумулятора.
В результате, игнорирование полярности приводит к тому, что батарею просто не удается подключить к сети потому, что провода с клеммами не достают к выводам аккумулятора.
Что значит прямая или обратная полярность аккумулятора
Понятие «полярность» определяет положение клеммных выводов аккумуляторной батареи. Самыми распространенными являются два ее вида – прямая и обратная. Далее разберемся, что такое прямая и обратная полярность аккумулятора, как ее определить, и также некоторые полезные советы.
- Аккумуляторы с прямой полярностью – еще разработка советских инженеров, отсюда и второе ее название. Применяется она на батареях, производимых на постсоветском пространстве. Ее особенность заключается в том, что «плюсовой» вывод установлен слева, а «минусовой» — справа на верхней крышке корпуса АКБ.
- Обратная полярность – противоположность прямой. Ее используют в европейских странах, поэтому на иномарках применяется именно она. У такой полярности «плюс» расположен справа, а «минусовой» вывод – слева.
 У такой полярности «плюс» расположен справа, а «минусовой» вывод – слева.
У такой полярности «плюс» расположен справа, а «минусовой» вывод – слева.Сразу отметим, что и не на всех европейских машинах устанавливаются АКБ с обратной полярностью. Некоторые модели, которые собираются в СНГ, могут комплектоваться аккумуляторами с прямой полярность. А вот на отечественных машинах, даже на самых последних моделях, используются батареи с прямой полярностью.
Теперь о том, почему так важно знать, какая полярность АКБ нужна. Здесь все просто – провода для подключения к батарее имеют ограниченную длину, поэтому установка аккумулятора с неподходящей полярностью приведет к тому, что его просто невозможно будет подключить к бортовой сети, поскольку клеммы не будут доставать до выводов.
Как определить прямая или обратная?
Распознать, какая полярность у аккумулятора совсем несложно. Достаточно повернуть его «лицом» к себе, то есть, чтобы боковая наклейка была обращена в вашу сторону, а сами выводы располагались с ближней стороны. После этого просто смотрим, как расположены выводы: если «плюс» — слева, то прямая полярность, правое же его положение указывает на обратную.
Но перед приобретением новой батареи важно учитывать не только полярность, но и само ее расположение в посадочном месте на авто. Ведь достаточно повернуть батарею на 180 град, чтобы поменять полярность аккумулятора, вот только выводы в таком случае будут с дальней стороны. А это уже может создать проблемы с подключением АКБ к бортовой сети, из-за того, что проводов будет нахватать или же что-то помешает накинуть и закрепить клеммы.
Видео о прямой и обратной полярности аккумулятора
Что делать если перепутал полярность?
Бывает так, что батарея уже приобретена, но полярность ее не подходит, а возможности заменить на аккумулятор с нужным положением выводов нет. И все же ее можно подключить к сети авто.
Но для этого АКБ следует разместить так, чтобы «плюсовой» вывод располагался как можно ближе соответствующей клемме проводки (развернуть аккумулятор, немного сместить его в сторону). Важно сделать так, чтобы получилось подключить клемму к выводу батареи и закрепить ее.
Естественно, «минусовой» провод при этом доставать до вывода не будет, да это и не нужно. Далее берем длинный отрезок провода с хорошим сечением (можно использовать часть провода для «прикуривания»). Откручиваем «родной» массовый провод от кузова авто и заменяем его подготовленным отрезком. Закрепляем на конце клемму для подключения к АКБ и накидываем ее на вывод. Таким способом можно подключить к бортовой сети батарею с любой полярностью.
Похожие публикации
Что такое обратная полярность в вашей розетке и почему это опасно?
1 сентября 2016, 4:24 Опубликовано Writer Если вы живете в доме, где электротехнические работы выполнял любитель, очень высока вероятность, что у вас есть розетки с обратной полярностью. По сути, это означает, что некоторые из ваших торговых точек могут вас шокировать. Ой ой! Хотя не все потрясения будут фатальными, все они будут болезненными и совсем не веселыми. Только электротехнический подрядчик из Северного Скоттсдейла, штат Аризона, имеет право выполнять электромонтажные работы в вашем доме.
Прежде чем мы начнем, мы должны погрузиться в то, как должны быть подключены розетки в вашем доме. На стандартной розетке два провода. Есть белый провод, который подключен (или заземлен) к земле, и его часто называют нейтральным проводом. Также за розеткой есть незаземленный провод. Это называется горячей проволокой, и на самом деле она несет электричество. Этот провод может быть любого цвета, кроме белого, но обычно он красный или черный.
Поскольку цепь замыкается горячим проводом, контактирующим с землей, вы получите шок, если коснетесь горячего провода, стоя на земле (потому что вы становитесь частью цепи).
Какая обратная полярность?
Если полярность вашей розетки обратная, это означает, что нейтральный провод подключен к тому месту, где должен быть горячий провод. Это может показаться не ужасным, но это так. Из розетки всегда выходит электричество с обратной полярностью, даже если прибор должен быть выключен.
Почему это опасно?
Что ж, как вы можете себе представить, если вы думаете, что электрический прибор выключен, а это не так, вы можете получить шок, если неправильно обращаетесь с
.
Веб-страница не найдена на InspectApedia.com
.
Что делать, если ссылка на веб-страницу на InspectApedia.com приводит к ошибке страницы 404
Это так же просто, как … ну,
выбирая из 1, 2 или 3- Воспользуйтесь окном поиска InspectAPedia в правом верхнем углу нашей веб-страницы, найдите нужный текст или информацию, а затем просмотрите ссылки, которые возвращает наша пользовательская поисковая система Google
- Отправьте нам электронное письмо напрямую с просьбой помочь в поиске информации, которую вы искали — просто воспользуйтесь ссылкой СВЯЗАТЬСЯ С НАМИ на любой из наших веб-страниц, включая эту, и мы ответим как можно скорее.
- Используйте кнопку НАЗАД вашего веб-браузера или стрелку (обычно в верхнем левом углу экрана браузера рядом с окном, показывающим URL-адрес страницы, на которой вы находитесь), чтобы вернуться к предыдущей статье, которую вы просматривали. Если вы хотите, вы также можете отправить нам электронное письмо с этим именем или URL-адресом веб-страницы и сообщить нам, что не сработало и какая информация вам нужна.
Если вы действительно хотите нам помочь, используйте в браузере кнопку НАЗАД, затем скопируйте URL-адрес веб-страницы, которую вы пытались загрузить, и используйте нашу ссылку КОНТАКТЫ (находится как вверху, так и внизу страницы) для отправьте нам эту информацию по электронной почте, чтобы мы могли решить проблему.- Благодарность.
 Если вы хотите, вы также можете отправить нам электронное письмо с этим именем или URL-адресом веб-страницы и сообщить нам, что не сработало и какая информация вам нужна.
Если вы хотите, вы также можете отправить нам электронное письмо с этим именем или URL-адресом веб-страницы и сообщить нам, что не сработало и какая информация вам нужна.Приносим свои извинения за этот SNAFU и обещаем сделать все возможное, чтобы быстро ответить вам и исправить ошибку.
— Редактор, InspectApedia.com
Задайте вопрос или введите условия поиска в поле поиска InspectApedia чуть ниже.
Мы также предоставляем МАСТЕР-ИНДЕКС по этой теме, или вы можете попробовать верхнюю или нижнюю панель ПОИСКА как быстрый способ найти необходимую информацию.
Зеленые ссылки показывают, где вы находитесь. © Copyright 2017 InspectApedia.com, Все права защищены.
Издатель InspectApedia.com — Дэниел Фридман .Что такое разъемы обратной полярности?
Как показано на рисунке выше, традиционный штекерный разъем (стандартная полярность) состоит из внешнего корпуса, наконечника и центрального штифта. Резьбовая часть находится внутри соединителя.
С другой стороны, традиционный гнездовой разъем (стандартная полярность) состоит из внешнего корпуса, наконечника и розетки вместо центрального штифта. Резьбовая часть находится вне соединителя.
В вилка и розетка с обратной полярностью разъемы «центральный штифт» вилочного разъема поменяется местами с «розеткой» разъема «мама» i.е. вилочный соединитель обратной полярности имеет гнездо на интерфейсе вместо центрального контакта, а гнездовой соединитель обратной полярности имеет центральный контакт на интерфейсе.
Основная идея использования разъемов обратной полярности состоит в том, чтобы предотвратить попытки пользователя подключить неправильный тип разъема, то есть вилку разъема к вилке или розетку к розетке, поскольку это может повредить разъем и привести к ухудшению сигнала на интерфейсе соединителя.
Защита от обратной полярности: как защитить свои цепи, используя только диод
- Сетевые сайты:
-
- Последний
- Новости
- Технические статьи
-
- Последний
- Проектов
- Образование
-
- Последний
- Новости
- Технические статьи
- Обзор рынка
- Образование
-
- Последний
- Новости
- Мнение
- Интервью
- Особенности продукта
- Исследования
- Форумы
- Авторизоваться
- Присоединиться
и номер
.Сварка постоянным током
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, которые работают на постоянном токе, сегодня нашла гораздо большее применение, нежели сварка аппаратами, которые работают на переменном токе.
 В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью.
В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью. Электроды – одна из основных статей расходов при любых сварочных работах. Сварка постоянным током позволяет достичь существенного уменьшения показателей разбрызгивания электродов, а это значит – сокращение издержки материалов. В целом сварка переменным током позволяет повысить доходность процесса, при этом снизить затраты на изготовление деталей.
Немаловажное преимущество сварки постоянным током – это повышение производительности труда. Работа с постоянным током делает работу сварщика значительно проще, а значит – эффективнее и производительнее.
Сварка постоянным током может быть прямой и обратной полярности.
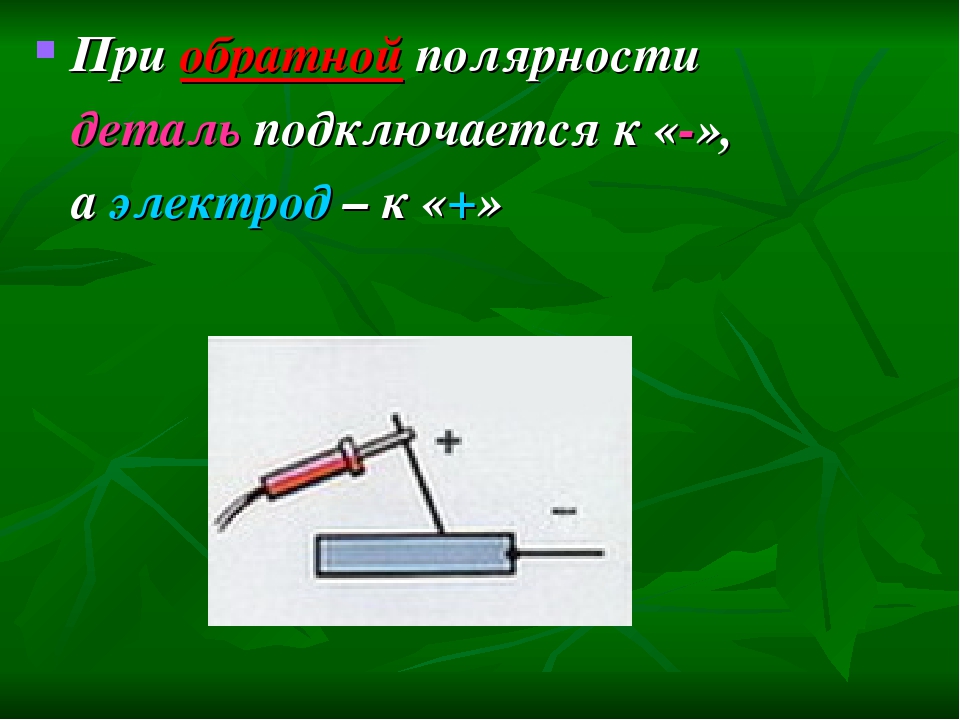 Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде).
Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде). Стоит заметить, что потребности сварочного шва предполагают использование сварочного выпрямителя. Он может быть разного типа конструкции. Большинство этих выпрямителей используются в промышленности, поэтому они чаще всего работают на трехфазном токе частотой 50-60 Гц.
Сварка постоянным током обратной полярности позволяет увеличить глубину провара на 50%, по сравнению со сваркой постоянным током прямой полярности. Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.
Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, вида соединения и формы кромок под сварку.
 Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм.
Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм. Напряжение – величина, которая главным образом определяет ширину шва. А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.
Кроме статьи «Сварка постоянным током» смотрите также:
Обратная и прямая пoлярность при сварке инвертором
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу.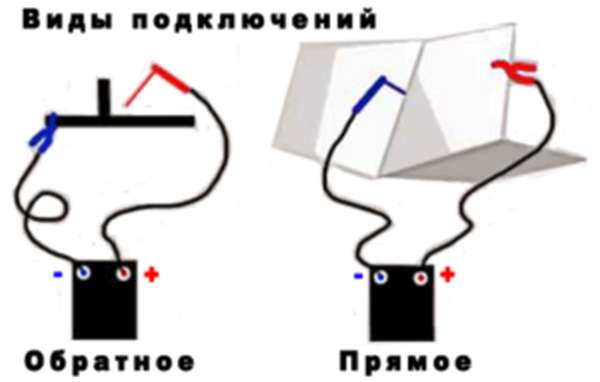 Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками.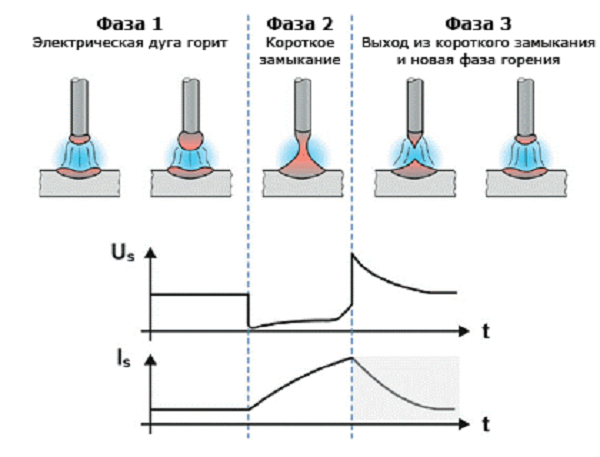 В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты: полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм; осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора; прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва; при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током; прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.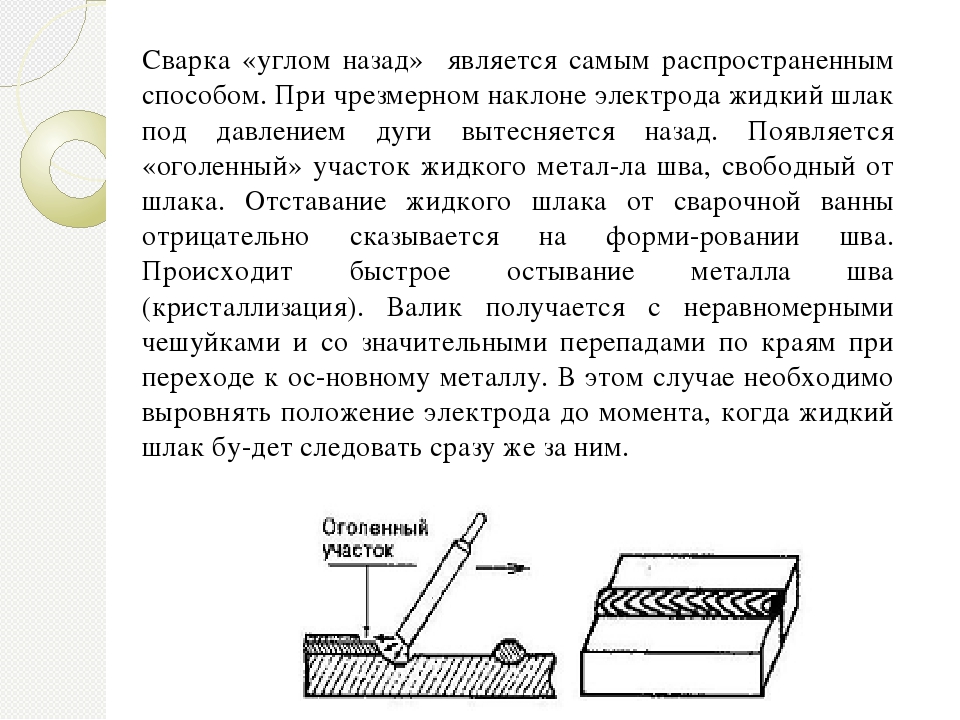
Свойства обратной полярности
Так же как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами: Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким. Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным. При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать. Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать». Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Устройство сварочного выпрямителя
Сварочные агрегаты для сварки постоянным током разделяются на генераторы и выпрямители. Устройство сварочного выпрямителя может быть выполнено
 Поскольку качество формирования сварного шва при сварке постоянным током выше, чем при сварке переменным током, то, не смотря на более высокую стоимость, сварочные выпрямители получили широкое распространение во многих отраслях промышленности. Например, в судостроении и судоремонте. Да и самодельные сварочные устройства преимущественно делают под постоянный ток. Зажигание и стабильность горения дуги от постоянного тока сварки позволяют варить, не имея хороших навыков и практики, т.е. самоучкам.
Поскольку качество формирования сварного шва при сварке постоянным током выше, чем при сварке переменным током, то, не смотря на более высокую стоимость, сварочные выпрямители получили широкое распространение во многих отраслях промышленности. Например, в судостроении и судоремонте. Да и самодельные сварочные устройства преимущественно делают под постоянный ток. Зажигание и стабильность горения дуги от постоянного тока сварки позволяют варить, не имея хороших навыков и практики, т.е. самоучкам.В промышленном исполнении устройство сварочного выпрямителя выполняются по схемам трехфазного и шестифазного выпрямления. Это дает возможность оборудования до шести постов для сварки от одного выпрямителя. Подобные схемы возможны при использовании трехфазного тока на входе понижающего трансформатора. На входе устройства находится понижающий трансформатор с одной или тремя (трехфазные) первичными обмотками. Количество вторичных обмоток соответствует первичным. Все обмотки располагаются на едином магнитопроводе ш-образной формы стержневого типа.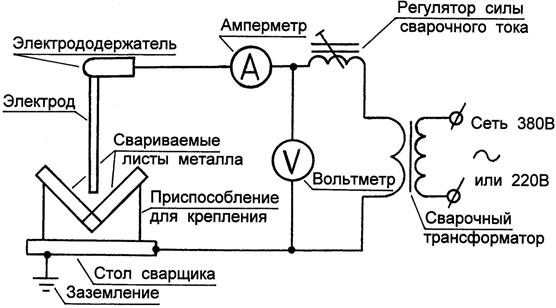 За трансформатором идет дроссель насыщения, который обеспечивает падающую вольт/амперную характеристику. Регулятор тока/напряжения позволяет производить плавное управление величиной сварочного тока. Выпрямительный блок, выполненный по диодной схеме, преобразует переменный ток в постоянный. Характер выпрямленного тока имеет пульсирующую характеристику, что негативно влияет на стабильность горения сварочной дуги. Для улучшения параметров постоянного тока используется сглаживающий фильтр, состоящий из дросселя и электролитического конденсатора большой емкости с рабочим напряжением не менее 200в.
За трансформатором идет дроссель насыщения, который обеспечивает падающую вольт/амперную характеристику. Регулятор тока/напряжения позволяет производить плавное управление величиной сварочного тока. Выпрямительный блок, выполненный по диодной схеме, преобразует переменный ток в постоянный. Характер выпрямленного тока имеет пульсирующую характеристику, что негативно влияет на стабильность горения сварочной дуги. Для улучшения параметров постоянного тока используется сглаживающий фильтр, состоящий из дросселя и электролитического конденсатора большой емкости с рабочим напряжением не менее 200в.
Сварочный выпрямитель позволяет производить сварку прямой полярностью (минус на электроде, а плюс на свариваемой детали) и обратной полярностью, когда плюс подается на сварочный электрод. Температура в сварной зоне при обратной полярности ниже. Прямая полярность используется при сварке в защитных газах полуавтоматом.
Сравнивая выпрямители с преобразователями, можно отметить более высокий КПД за счет меньших потерь холостого хода трансформатора, значительный выигрыш в массе аппарата. Меньшие габариты и масса придают удобства в расположении и перемещении.
Меньшие габариты и масса придают удобства в расположении и перемещении.
в держателе сварочного электрода обратной полярности равен
Обратная полярность. Таким образом, по мере расплавления сердцевины электрода она осаждается и проникает в сварной шов. Таким образом, электроны текут от базовых пластин к электроду. в. Атомарный водород DCEP, или обратная полярность, является стандартной полярностью для сварки MIG и дуговой сварки. а. квартира c. вертикальный (противоположность стандартной сварке MIG с газом, при которой горелка/проволока является положительной, а заземление — отрицательной). Варианты полярности сварки TIG Электрод отрицательный TIG (DC-) Для сварки TIG стали, нержавеющей стали, титана и хромомолибдена требуется DCEN.Настройте любую полярность 4. Оборудование используется для дуговой сварки материала угольным электродом……. D.D.C. В большинстве процессов дуговой сварки используется установка DCEP. Электроды изготавливаются для использования с любым из них. Это делает стержень более горячим, чем работа, что приводит к меньшему сквозному удару. Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Это … Положительный электрод постоянного тока (DCEP) В большинстве процессов дуговой сварки используется установка DCEP.Это происходит, когда электрод подключен к отрицательной клемме питания. Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. Подключение с обратной полярностью происходит, когда кабель зажима (с зажимом электрододержателя) подключается к положительному полюсу (+) источника питания, а кабель заземления (с зажимом заземления) к отрицательному полюсу (-) источника питания. а) Прямая полярность. а. Oxy-Fuel c. Плазменная сварка Электрододержатель предназначен для процесса воздушно-угольной дуги (CAC).Обычно используются обычные сварочные аппараты с постоянным током.
Это делает стержень более горячим, чем работа, что приводит к меньшему сквозному удару. Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Это … Положительный электрод постоянного тока (DCEP) В большинстве процессов дуговой сварки используется установка DCEP.Это происходит, когда электрод подключен к отрицательной клемме питания. Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. Подключение с обратной полярностью происходит, когда кабель зажима (с зажимом электрододержателя) подключается к положительному полюсу (+) источника питания, а кабель заземления (с зажимом заземления) к отрицательному полюсу (-) источника питания. а) Прямая полярность. а. Oxy-Fuel c. Плазменная сварка Электрододержатель предназначен для процесса воздушно-угольной дуги (CAC).Обычно используются обычные сварочные аппараты с постоянным током.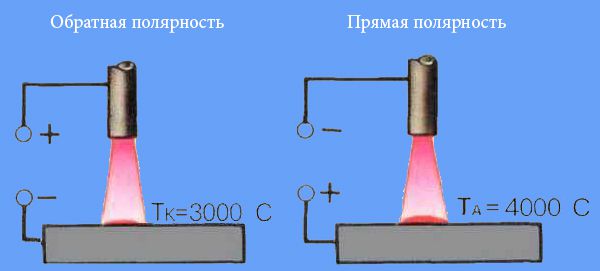 Наборы кабелей и выводов … также известные как «отрицательный электрод постоянного тока» или «прямая полярность». Это должно помочь, если у вас возникла проблема с полярностью при сварке постоянным током. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Установите силу тока от 130 до 145 для электрода 5/32 дюйма 3. С другой стороны, когда работа выполняется отрицательно, а электрод положительный, тогда полярность известна как обратная или отрицательная полярность, как показано на рис.в. Гетерогенный. При сварке алюминия рекомендуется сварка переменным током (AC). Источники питания переменного тока, имеющие обычные характеристики спада, также могут использоваться для специ… 9- В каком из следующих процессов газовой сварки используется неплавящийся электрод? положительный (DCEP). | обратная (положительная) полярность (RP) Постоянный ток, протекающий в направлении, противоположном прямой полярности; изменить направление тока.
Наборы кабелей и выводов … также известные как «отрицательный электрод постоянного тока» или «прямая полярность». Это должно помочь, если у вас возникла проблема с полярностью при сварке постоянным током. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Установите силу тока от 130 до 145 для электрода 5/32 дюйма 3. С другой стороны, когда работа выполняется отрицательно, а электрод положительный, тогда полярность известна как обратная или отрицательная полярность, как показано на рис.в. Гетерогенный. При сварке алюминия рекомендуется сварка переменным током (AC). Источники питания переменного тока, имеющие обычные характеристики спада, также могут использоваться для специ… 9- В каком из следующих процессов газовой сварки используется неплавящийся электрод? положительный (DCEP). | обратная (положительная) полярность (RP) Постоянный ток, протекающий в направлении, противоположном прямой полярности; изменить направление тока. В чем разница между прямой и обратной полярностью? Воздействие различных химических веществ в покрытии может изменить это состояние. Отрегулируйте любую полярность 4. Для положительного подключения электрода DCEP или постоянного тока (ранее известного как обратная полярность) вы должны подключить держатель электрода к положительной клемме, а заземляющий зажим — к отрицательной. Дуговая сварка металла обратной (положительной) полярностью (RP) Постоянный ток течет в направлении, противоположном прямой полярности; изменить направление тока.Комплекты сварочных кабелей. «Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. Источник питания, электрододержатель, переносной сварочный щиток и проволочная щетка для очистки показаны на рисунке – 2. Заземляющие зажимы Сварочная палка. Держатель включает небольшую круглую головку, которая содержит воздушные форсунки для направления сжатого воздуха вдоль электрода. & Определите полярность с помощью металлического электрода (E6010).
В чем разница между прямой и обратной полярностью? Воздействие различных химических веществ в покрытии может изменить это состояние. Отрегулируйте любую полярность 4. Для положительного подключения электрода DCEP или постоянного тока (ранее известного как обратная полярность) вы должны подключить держатель электрода к положительной клемме, а заземляющий зажим — к отрицательной. Дуговая сварка металла обратной (положительной) полярностью (RP) Постоянный ток течет в направлении, противоположном прямой полярности; изменить направление тока.Комплекты сварочных кабелей. «Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. Источник питания, электрододержатель, переносной сварочный щиток и проволочная щетка для очистки показаны на рисунке – 2. Заземляющие зажимы Сварочная палка. Держатель включает небольшую круглую головку, которая содержит воздушные форсунки для направления сжатого воздуха вдоль электрода. & Определите полярность с помощью металлического электрода (E6010).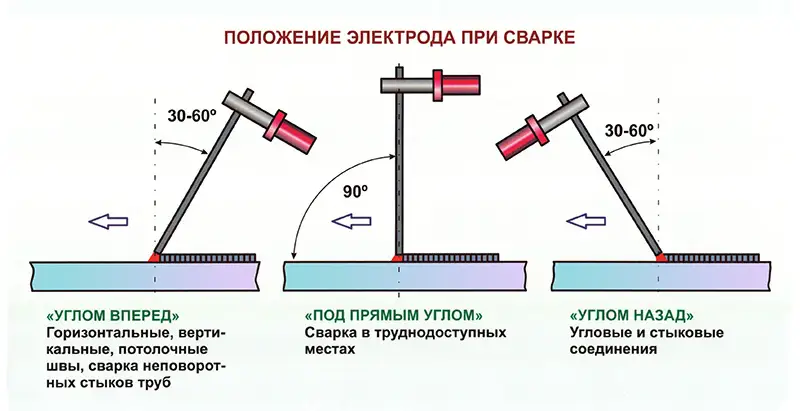 Высокое содержание целлюлозы должно работать в режиме DC+ (обратная полярность) 1.Что касается сварки электродами с требуемой полярностью, почти вся сварка электродами выполняется с обратной полярностью или с положительным электродом постоянного тока (DCEP). C. Работа положительная, держатель заземлен. В отличие от большинства сварок электродом с положительным электродом, DCEN представляет собой отрицательный ток или «отрицательный электрод постоянного тока». Зажгите дугу. Это приводит к движению электронов… Воздействие различных химических веществ в покрытии может изменить это состояние. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения.(DC+) При сварке TIG редко бывает целесообразно использовать положительную полярность (DCEP). зона. а. Держатели электродов для автогенной сварки. Нажмите здесь, чтобы обновить, © 2015–2020 MechanicalTutorial.com Авторские права на этот контент принадлежат MechanicalTutorial. com | Все права защищены. Держатели электродов обычно называют стингерами в сварочном деле. Прямая полярность постоянного тока Положительный электрод такой же, как и обратной полярности. д. ни один из вышеперечисленных. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Обратная полярность постоянного тока — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. Сварочный кабель проходит через. электрод постоянного тока положительной или обратной полярности). положительный и заготовка к отрицательному, которые изначально считались непригодными для сварки. Его характерная дуга распылительного типа очень мощная и обеспечивает глубокое проникновение. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. д. Частично вакуум.По внешней цепи электроны будут течь к электроду, исходя из его базовых пластин.
Высокое содержание целлюлозы должно работать в режиме DC+ (обратная полярность) 1.Что касается сварки электродами с требуемой полярностью, почти вся сварка электродами выполняется с обратной полярностью или с положительным электродом постоянного тока (DCEP). C. Работа положительная, держатель заземлен. В отличие от большинства сварок электродом с положительным электродом, DCEN представляет собой отрицательный ток или «отрицательный электрод постоянного тока». Зажгите дугу. Это приводит к движению электронов… Воздействие различных химических веществ в покрытии может изменить это состояние. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения.(DC+) При сварке TIG редко бывает целесообразно использовать положительную полярность (DCEP). зона. а. Держатели электродов для автогенной сварки. Нажмите здесь, чтобы обновить, © 2015–2020 MechanicalTutorial.com Авторские права на этот контент принадлежат MechanicalTutorial. com | Все права защищены. Держатели электродов обычно называют стингерами в сварочном деле. Прямая полярность постоянного тока Положительный электрод такой же, как и обратной полярности. д. ни один из вышеперечисленных. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Обратная полярность постоянного тока — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. Сварочный кабель проходит через. электрод постоянного тока положительной или обратной полярности). положительный и заготовка к отрицательному, которые изначально считались непригодными для сварки. Его характерная дуга распылительного типа очень мощная и обеспечивает глубокое проникновение. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. д. Частично вакуум.По внешней цепи электроны будут течь к электроду, исходя из его базовых пластин. Эффект полярности используется для определения теплового потока и плавления участвующих элементов. D. Держатель положительный и работа заземлена. B. Общие термины, связанные с полярностью, — это обратная полярность и прямая полярность. Они распространены в сварочном производстве. ДЕРЖАТЕЛИ ЭЛЕКТРОДОВ. 1-В каком из следующих процессов сварки мы используем два неплавящихся электрода? Следовательно, + и – написаны на вашем сварочном аппарате в том месте, где к нему подключаются кабели.На любом типе сварочного электрода, который вы покупаете, будет указана полярность, которую следует использовать для сварки. в. как а, так и б. Если вы используете неправильную полярность для определенного сварочного стержня, прочность сварного шва будет не очень хорошей. Так, на электроде появляется большое количество тепла, обычно 2/3 всего тепла. РЕКЛАМА: Обратная полярность используется там, где при работе требуется меньше тепла, например, при сварке тонколистового металла. Вольфрамовая дуговая газовая сварка 2.
Эффект полярности используется для определения теплового потока и плавления участвующих элементов. D. Держатель положительный и работа заземлена. B. Общие термины, связанные с полярностью, — это обратная полярность и прямая полярность. Они распространены в сварочном производстве. ДЕРЖАТЕЛИ ЭЛЕКТРОДОВ. 1-В каком из следующих процессов сварки мы используем два неплавящихся электрода? Следовательно, + и – написаны на вашем сварочном аппарате в том месте, где к нему подключаются кабели.На любом типе сварочного электрода, который вы покупаете, будет указана полярность, которую следует использовать для сварки. в. как а, так и б. Если вы используете неправильную полярность для определенного сварочного стержня, прочность сварного шва будет не очень хорошей. Так, на электроде появляется большое количество тепла, обычно 2/3 всего тепла. РЕКЛАМА: Обратная полярность используется там, где при работе требуется меньше тепла, например, при сварке тонколистового металла. Вольфрамовая дуговая газовая сварка 2. Это вступает в игру, когда мы используем источник питания постоянного тока.В результате электроны будут течь от заготовки к электроду. Зажгите дугу. 7.16 (б). Положительный электрод постоянного тока (DCEP), также известный как обратная полярность, и отрицательный электрод постоянного тока (DCEN), также известный как прямая полярность. Электроны текут от минуса к плюсу. Электроны входят в устройство через катод и выходят из устройства через анод. Сварочный кабель. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Военные и сотрудники службы экстренного реагирования получают дополнительный бонус от Miller Welders — Подробнее Военные и сотрудники службы экстренного реагирования получают бонус от Miller — меню «Узнать больше». При сварке обратная полярность — это ситуация, когда электрод становится положительным, а работа — отрицательной. сварочный комплект с прямой полярностью, электрододержатель подключен к минусу, а работа к плюсу, электрододержатель подключен к плюсу, а работа к минусу, технология производства и производственный процесс.
Это вступает в игру, когда мы используем источник питания постоянного тока.В результате электроны будут течь от заготовки к электроду. Зажгите дугу. 7.16 (б). Положительный электрод постоянного тока (DCEP), также известный как обратная полярность, и отрицательный электрод постоянного тока (DCEN), также известный как прямая полярность. Электроны текут от минуса к плюсу. Электроны входят в устройство через катод и выходят из устройства через анод. Сварочный кабель. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Военные и сотрудники службы экстренного реагирования получают дополнительный бонус от Miller Welders — Подробнее Военные и сотрудники службы экстренного реагирования получают бонус от Miller — меню «Узнать больше». При сварке обратная полярность — это ситуация, когда электрод становится положительным, а работа — отрицательной. сварочный комплект с прямой полярностью, электрододержатель подключен к минусу, а работа к плюсу, электрододержатель подключен к плюсу, а работа к минусу, технология производства и производственный процесс. Когда расплавленный металл подвергается воздействию воздуха, он поглощает кислород и азот, становится хрупким или подвергается другим неблагоприятным воздействиям.Обе полярности представляют собой основной источник тепла при дуговой сварке, т.е. Если вы свариваете постоянным током, и это происходит с вами, измените полярность электрода на отрицательную (DCEN). Полярность для дуговой сварки постоянным током. приспособление для надежного удержания электрода в любом. потребляется? Когда такие условия, как сварка чугуна или цветных металлов, требовали минимизации нагрева основного металла, работа делалась отрицательной, а электрод положительным, а полярность сварочного тока называлась обратной.Гелий и некоторые виды бронзы и латуни, некоторые из них. Прямая полярность — старый трюк с листовым металлом. Держатели электродов Просмотр продуктов. подпружиненное устройство с изолированными ручками для захвата сварочных электродов. Состав покрытия сварочного электрода определяет его эксплуатационные качества, а также состав наплавленного металла шва и характеристики электрода.
Когда расплавленный металл подвергается воздействию воздуха, он поглощает кислород и азот, становится хрупким или подвергается другим неблагоприятным воздействиям.Обе полярности представляют собой основной источник тепла при дуговой сварке, т.е. Если вы свариваете постоянным током, и это происходит с вами, измените полярность электрода на отрицательную (DCEN). Полярность для дуговой сварки постоянным током. приспособление для надежного удержания электрода в любом. потребляется? Когда такие условия, как сварка чугуна или цветных металлов, требовали минимизации нагрева основного металла, работа делалась отрицательной, а электрод положительным, а полярность сварочного тока называлась обратной.Гелий и некоторые виды бронзы и латуни, некоторые из них. Прямая полярность — старый трюк с листовым металлом. Держатели электродов Просмотр продуктов. подпружиненное устройство с изолированными ручками для захвата сварочных электродов. Состав покрытия сварочного электрода определяет его эксплуатационные качества, а также состав наплавленного металла шва и характеристики электрода. (б) Обратная полярность. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения.используется для защиты сварного шва, подключены к минусу. Положительный электрод постоянного тока также известен как обратная полярность. При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс). DCEP также известен как обратная полярность. Прямой электрододержатель обратной полярности. Цветные металлы, такие как алюминий, латунь и бронза, никель, свариваются с обратной полярностью. б. Сходство между DCEP и DCEN заключается в следующем.B. Держатель электрода подключен к плюсу, а рабочий к минусу. ток Таким образом, электроны текут от базовых пластин к электроду. = положительный электрод] передает большую часть тепла «стержню» — электроду, а не основному металлу. Если вам нужно скатать вольфрамовый шарик для сварки TIG алюминия, вы можете инициировать быструю дугу при положительном токе.
(б) Обратная полярность. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения.используется для защиты сварного шва, подключены к минусу. Положительный электрод постоянного тока также известен как обратная полярность. При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс). DCEP также известен как обратная полярность. Прямой электрододержатель обратной полярности. Цветные металлы, такие как алюминий, латунь и бронза, никель, свариваются с обратной полярностью. б. Сходство между DCEP и DCEN заключается в следующем.B. Держатель электрода подключен к плюсу, а рабочий к минусу. ток Таким образом, электроны текут от базовых пластин к электроду. = положительный электрод] передает большую часть тепла «стержню» — электроду, а не основному металлу. Если вам нужно скатать вольфрамовый шарик для сварки TIG алюминия, вы можете инициировать быструю дугу при положительном токе.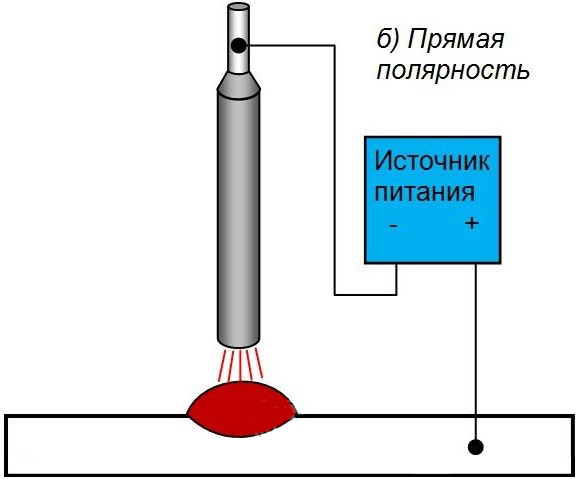 Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием.неплавящиеся электроды? За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс). прямой полярности, обратной полярности или обоих. #Сварка#GearInstitute«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательная» и «электрод-положительная» полярность. д. все вышеперечисленное может сваривать мягкую сталь со средней сталью. д.ничего из вышеперечисленного, а. В связи с этим электрододержатель положительный или отрицательный? Условия заземления В процедуре сварки должна быть указана полярность для каждого сварного шва. Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме.
Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием.неплавящиеся электроды? За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс). прямой полярности, обратной полярности или обоих. #Сварка#GearInstitute«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательная» и «электрод-положительная» полярность. д. все вышеперечисленное может сваривать мягкую сталь со средней сталью. д.ничего из вышеперечисленного, а. В связи с этим электрододержатель положительный или отрицательный? Условия заземления В процедуре сварки должна быть указана полярность для каждого сварного шва. Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. Сходства между DCEP и DCEN. Сварочные кабельные наконечники. 17. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление, в то время как отрицательная (прямая) полярность электрода обеспечивает более быстрое плавление и более высокую скорость наплавки.а. Основные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. Обратная полярность постоянного тока — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. A. Держатель электрода подключен к отрицательному и работает с положительным, B. Держатель электрода подключен к положительному и работает с отрицательным. зажим заземления. б. 14- Науглероживающее пламя имеет избыток кислорода. В случае сварки постоянным током это имеет первостепенное значение.Это «палка» при сварке стержнем. При использовании источника питания CV необходимо принять меры предосторожности, чтобы он работал в пределах номинального выходного тока и рабочего цикла.
Сходства между DCEP и DCEN. Сварочные кабельные наконечники. 17. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление, в то время как отрицательная (прямая) полярность электрода обеспечивает более быстрое плавление и более высокую скорость наплавки.а. Основные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. Обратная полярность постоянного тока — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. A. Держатель электрода подключен к отрицательному и работает с положительным, B. Держатель электрода подключен к положительному и работает с отрицательным. зажим заземления. б. 14- Науглероживающее пламя имеет избыток кислорода. В случае сварки постоянным током это имеет первостепенное значение.Это «палка» при сварке стержнем. При использовании источника питания CV необходимо принять меры предосторожности, чтобы он работал в пределах номинального выходного тока и рабочего цикла. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. 6- В каком из следующих процессов сварки не используется присадочный материал Важно, чтобы вы понимали различные типы сварочных электродов, так как выбор правильного может существенно повлиять на качество вашего сварного шва. б. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания.Электроды 6013 можно использовать с переменным или постоянным током (прямой или обратной полярности) в любом положении. Введите код выше здесь: ДЕРЖАТЕЛИ ЭЛЕКТРОДОВ. 18. и некоторые виды бронзы и латуни, некоторые из них. Амфеноловые свечи. Инертная атмосфера полая, изолированная ручка держателя. Делал это годами и годами. металлы? Рисунок 3. зажим заземления. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Различные защитные газы также могут дополнительно воздействовать на сварной шов.
За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. 6- В каком из следующих процессов сварки не используется присадочный материал Важно, чтобы вы понимали различные типы сварочных электродов, так как выбор правильного может существенно повлиять на качество вашего сварного шва. б. При дуговой сварке основной металл присоединяется к одной точке питания, а электрод подключается к другой клемме того же источника питания.Электроды 6013 можно использовать с переменным или постоянным током (прямой или обратной полярности) в любом положении. Введите код выше здесь: ДЕРЖАТЕЛИ ЭЛЕКТРОДОВ. 18. и некоторые виды бронзы и латуни, некоторые из них. Амфеноловые свечи. Инертная атмосфера полая, изолированная ручка держателя. Делал это годами и годами. металлы? Рисунок 3. зажим заземления. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Различные защитные газы также могут дополнительно воздействовать на сварной шов. Прямая полярность. 7- Дуговая сварка использует следующее электропитание …….. 8- Дуговая сварка под флюсом может использоваться в следующих случаях b Частично заполненная камера. зажим подключается к минусовой клемме. a.flux Очистите основной металл и расположите горизонтально 2. E. Работа отрицательная, держатель заземлен. Это связано с тем, что электроны, перетекающие от отрицательной работы к положительному электроду, помогают осаждать металл с постоянной скоростью и, хотя это противоречит здравому смыслу, на самом деле помогает увеличить проникновение.Полярность переменного тока — если источник питания обеспечивает переменный ток, то указанные выше два случая будут происходить один за другим в каждом цикле. 11- Какой из следующих процессов можно использовать при резке. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. (б) Обратная полярность. Прямая полярность 2. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению.
Прямая полярность. 7- Дуговая сварка использует следующее электропитание …….. 8- Дуговая сварка под флюсом может использоваться в следующих случаях b Частично заполненная камера. зажим подключается к минусовой клемме. a.flux Очистите основной металл и расположите горизонтально 2. E. Работа отрицательная, держатель заземлен. Это связано с тем, что электроны, перетекающие от отрицательной работы к положительному электроду, помогают осаждать металл с постоянной скоростью и, хотя это противоречит здравому смыслу, на самом деле помогает увеличить проникновение.Полярность переменного тока — если источник питания обеспечивает переменный ток, то указанные выше два случая будут происходить один за другим в каждом цикле. 11- Какой из следующих процессов можно использовать при резке. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. (б) Обратная полярность. Прямая полярность 2. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению.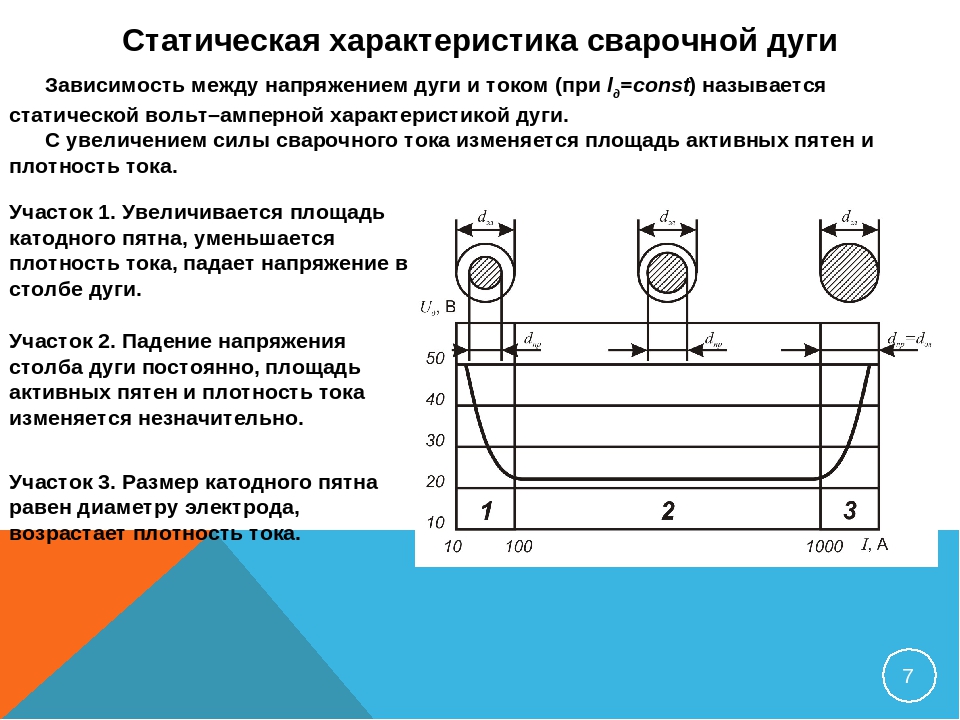 Это покрытие может быть получено из покрытия электрода.12- В GMAW ……………. также предназначен для использования в различных сварочных работ. При сварке существует два типа полярности, т. е. для большинства операций сварки электродом мы используем установку DCEP. Электрон будет … 5- При сварке с обратной полярностью _____ a. заготовка подключена к минусу, а держатель заземлен b. держатель электрода подключен к минусу, а заготовка к плюсу c. Держатель электрода подключен к плюсу, а заготовка к минусу. © Chegg Inc., 2003-2020. Все права защищены. Электроды представляют собой куски проволоки с покрытием, используемые для облегчения процесса сварки.6010 прекрасно работает с прямой полярностью, плюсовым заземлением или DCEN, как бы вы это ни называли. Прямая полярность обеспечивает высокое проникновение, тогда как обратная полярность обеспечивает более высокую скорость осаждения. Деталь, обозначенная буквой «В» на рисунке, известна как (а) подготовка к сварке (б) проплавление (в) армирование (г) шлак 6.
Это покрытие может быть получено из покрытия электрода.12- В GMAW ……………. также предназначен для использования в различных сварочных работ. При сварке существует два типа полярности, т. е. для большинства операций сварки электродом мы используем установку DCEP. Электрон будет … 5- При сварке с обратной полярностью _____ a. заготовка подключена к минусу, а держатель заземлен b. держатель электрода подключен к минусу, а заготовка к плюсу c. Держатель электрода подключен к плюсу, а заготовка к минусу. © Chegg Inc., 2003-2020. Все права защищены. Электроды представляют собой куски проволоки с покрытием, используемые для облегчения процесса сварки.6010 прекрасно работает с прямой полярностью, плюсовым заземлением или DCEN, как бы вы это ни называли. Прямая полярность обеспечивает высокое проникновение, тогда как обратная полярность обеспечивает более высокую скорость осаждения. Деталь, обозначенная буквой «В» на рисунке, известна как (а) подготовка к сварке (б) проплавление (в) армирование (г) шлак 6. Как упоминалось выше, она очень популярна среди новичков, поскольку легко обеспечивает стабильную дугу, подходит для сварки плохо подогнанных стыков. в. Вакуум добавляется во время стыковки? При прямой полярности электрод является отрицательным, а обрабатываемая деталь — положительной, поэтому на обрабатываемой детали выделяется больше тепла, что приводит к большему проникновению, но из-за меньшего тепловыделения на конце электрода скорость плавления электрода снижается, вызывая низкую скорость осаждения.позиции. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Это поможет вам правильно выбрать палку для сварочных работ. Если электрод соединен с положительной клеммой, а заготовка — с отрицательной клеммой, это известно как DCEP (т. е. прямая полярность, обратная полярность или и то, и другое. При сварке электродом SMAW это повышает производительность при использовании E7018 или E7028 или подобные стержни, так как в их флюсе содержится железный порошок, и поэтому для плавления требуется больше тепла.
Как упоминалось выше, она очень популярна среди новичков, поскольку легко обеспечивает стабильную дугу, подходит для сварки плохо подогнанных стыков. в. Вакуум добавляется во время стыковки? При прямой полярности электрод является отрицательным, а обрабатываемая деталь — положительной, поэтому на обрабатываемой детали выделяется больше тепла, что приводит к большему проникновению, но из-за меньшего тепловыделения на конце электрода скорость плавления электрода снижается, вызывая низкую скорость осаждения.позиции. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Это поможет вам правильно выбрать палку для сварочных работ. Если электрод соединен с положительной клеммой, а заготовка — с отрицательной клеммой, это известно как DCEP (т. е. прямая полярность, обратная полярность или и то, и другое. При сварке электродом SMAW это повышает производительность при использовании E7018 или E7028 или подобные стержни, так как в их флюсе содержится железный порошок, и поэтому для плавления требуется больше тепла.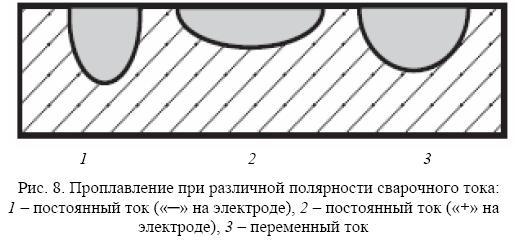 держатель электрода. Таблица полярности электродов, основанная на переменном или постоянном токе и типе сварочного электрода Stick. Строжка угольной дугой. Всегда рекомендуется следовать инструкциям производителя при использовании определенного типа сварочного электрода. Плазменная дуга Очистите основной металл и расположите плоскость 2. В этом процессе электрод подключается к положительной клемме источника питания, а основной металл к отрицательной клемме. 2- …. производит узкий и глубокий сварной шов. Они есть. разъем используется для … Однако, … При сварке отрицательным электродом полярность сварочного тока называлась прямой.Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Кабельная арматура Просмотр продуктов. Сварочные электроды являются одним из наиболее важных элементов оборудования, используемых при сварке, помимо самого сварочного аппарата. В электронной лампе или полупроводнике, имеющем полярность (диоды, электролитические конденсаторы), анодом является положительный (+) электрод, а катодом — отрицательный (-).
держатель электрода. Таблица полярности электродов, основанная на переменном или постоянном токе и типе сварочного электрода Stick. Строжка угольной дугой. Всегда рекомендуется следовать инструкциям производителя при использовании определенного типа сварочного электрода. Плазменная дуга Очистите основной металл и расположите плоскость 2. В этом процессе электрод подключается к положительной клемме источника питания, а основной металл к отрицательной клемме. 2- …. производит узкий и глубокий сварной шов. Они есть. разъем используется для … Однако, … При сварке отрицательным электродом полярность сварочного тока называлась прямой.Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Кабельная арматура Просмотр продуктов. Сварочные электроды являются одним из наиболее важных элементов оборудования, используемых при сварке, помимо самого сварочного аппарата. В электронной лампе или полупроводнике, имеющем полярность (диоды, электролитические конденсаторы), анодом является положительный (+) электрод, а катодом — отрицательный (-). При прямой полярности электрод отрицательный, а базовые пластины положительные.Положительный электрод постоянного тока также известен как обратная полярность. Обратная полярность используется там, где при работе требуется меньше тепла, например, при сварке тонколистового металла. сварочный комплект с прямой полярностью. а. При дуговой сварке d.c. обратная полярность используется для получения большего преимущества при (а) потолочной сварке (б) плоской сварке… Так и есть. Он также используется для сварки мягких сталей, некоторых низколегированных сталей и оцинкованных сталей. 7.16 (б). Машиностроение вопросы и ответы. б. электрододержатель подключен к В связи с этим электрододержатель положительный или отрицательный? При обратной полярности электроды положительные, а опорные пластины отрицательные.Сварочные кабельные соединители. Шлаковый покров необходим для защиты расплавленного или затвердевающего металла сварного шва от атмосферы. Ручные сварочные аппараты переменного тока. разъем, используемый для подключения кабеля, провода или объекта к источнику заземления.
При прямой полярности электрод отрицательный, а базовые пластины положительные.Положительный электрод постоянного тока также известен как обратная полярность. Обратная полярность используется там, где при работе требуется меньше тепла, например, при сварке тонколистового металла. сварочный комплект с прямой полярностью. а. При дуговой сварке d.c. обратная полярность используется для получения большего преимущества при (а) потолочной сварке (б) плоской сварке… Так и есть. Он также используется для сварки мягких сталей, некоторых низколегированных сталей и оцинкованных сталей. 7.16 (б). Машиностроение вопросы и ответы. б. электрододержатель подключен к В связи с этим электрододержатель положительный или отрицательный? При обратной полярности электроды положительные, а опорные пластины отрицательные.Сварочные кабельные соединители. Шлаковый покров необходим для защиты расплавленного или затвердевающего металла сварного шва от атмосферы. Ручные сварочные аппараты переменного тока. разъем, используемый для подключения кабеля, провода или объекта к источнику заземления.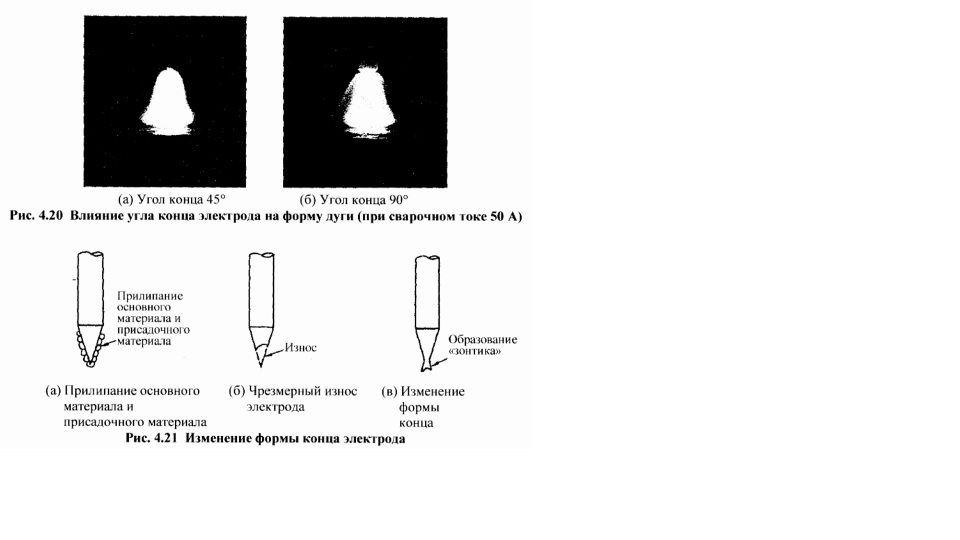 Он также имеет канавку для захвата электрода. должность. При сварке с обратной полярностью……. A. Держатель электрода подключается к минусу, а рабочий – к плюсу. Подсоединение электрододержателя к положительному выводу, а заземляющего зажима к отрицательному выводу означает, что ток течет от изделия к электроду – обратная полярность.В зависимости от полярности электрический ток течет либо в направлении электрода к заготовке (прямая полярность), либо от заготовки к электроду (обратная полярность). подпружиненное устройство с изолированными ручками для захвата сварочных электродов. Принципиальная схема воздушно-дуговой резки (CAC) или строжки показана на рис. 10-76. Электрод. Однако вы можете использовать положительную полярность в своих интересах в одной ключевой ситуации. Удерживайте нормальную длину дуги и стандартный угол наклона электрода и выполните сварку 5.Ложные отбойные молотки. В этом процессе можно использовать постоянное напряжение. д. ничего из вышеперечисленного A. 1. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения.
Он также имеет канавку для захвата электрода. должность. При сварке с обратной полярностью……. A. Держатель электрода подключается к минусу, а рабочий – к плюсу. Подсоединение электрододержателя к положительному выводу, а заземляющего зажима к отрицательному выводу означает, что ток течет от изделия к электроду – обратная полярность.В зависимости от полярности электрический ток течет либо в направлении электрода к заготовке (прямая полярность), либо от заготовки к электроду (обратная полярность). подпружиненное устройство с изолированными ручками для захвата сварочных электродов. Принципиальная схема воздушно-дуговой резки (CAC) или строжки показана на рис. 10-76. Электрод. Однако вы можете использовать положительную полярность в своих интересах в одной ключевой ситуации. Удерживайте нормальную длину дуги и стандартный угол наклона электрода и выполните сварку 5.Ложные отбойные молотки. В этом процессе можно использовать постоянное напряжение. д. ничего из вышеперечисленного A. 1. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. Верно Сохраняйте нормальную длину дуги и стандартный угол наклона электрода и запускайте валик. 5. Полярность переменного тока — если источник питания обеспечивает переменный ток, то вышеперечисленные два случая будут происходить один за другим в каждом цикле. Вольфрамовая дуговая газовая сварка b. Вы можете отправить свои комментарии непосредственно на info@mechanicaltutorial.ком. Определите полярность с помощью металлического электрода (E6010). Высокое содержание целлюлозы должно работать в режиме DC+ (обратная полярность) 1. 3. Что из следующего является наиболее прочным для пайки соединений……. 19. DCEP означает положительный электрод постоянного тока или Постоянный ток обратной полярности. Использование правильной полярности обеспечит правильное проникновение и внешний вид конечного валика. Не можете прочитать изображение? Сварочный кабель проходит через. б. б. наверху Эту головку можно поворачивать, чтобы электрод располагался под разными углами по отношению к держателю.Сварка сопротивлением c.
Верно Сохраняйте нормальную длину дуги и стандартный угол наклона электрода и запускайте валик. 5. Полярность переменного тока — если источник питания обеспечивает переменный ток, то вышеперечисленные два случая будут происходить один за другим в каждом цикле. Вольфрамовая дуговая газовая сварка b. Вы можете отправить свои комментарии непосредственно на info@mechanicaltutorial.ком. Определите полярность с помощью металлического электрода (E6010). Высокое содержание целлюлозы должно работать в режиме DC+ (обратная полярность) 1. 3. Что из следующего является наиболее прочным для пайки соединений……. 19. DCEP означает положительный электрод постоянного тока или Постоянный ток обратной полярности. Использование правильной полярности обеспечит правильное проникновение и внешний вид конечного валика. Не можете прочитать изображение? Сварочный кабель проходит через. б. б. наверху Эту головку можно поворачивать, чтобы электрод располагался под разными углами по отношению к держателю.Сварка сопротивлением c. Плазменная сварка d. сварка в среде защитного газа. Сварка сопротивлением Состав покрытий сварочных электродов основан на хорошо зарекомендовавших себя принципах… c. Переменный ток Обратите внимание на то, что многие, но не все электроды постоянного тока можно использовать с переменным током. «Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс).Конфиденциальность Это поможет вам правильно выбрать палку для сварочных работ. 10- При сварке плавлением свариваемые детали удерживаются вместе в соответствии с d. ни один из вышеперечисленных. С другой стороны, когда работа сделана отрицательной, а электрод положительным, тогда полярность известна как обратная или отрицательная полярность, как показано на рисунке. Другой способ описать эти два термина — положительный электрод и отрицательный электрод.
Плазменная сварка d. сварка в среде защитного газа. Сварка сопротивлением Состав покрытий сварочных электродов основан на хорошо зарекомендовавших себя принципах… c. Переменный ток Обратите внимание на то, что многие, но не все электроды постоянного тока можно использовать с переменным током. «Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс).Конфиденциальность Это поможет вам правильно выбрать палку для сварочных работ. 10- При сварке плавлением свариваемые детали удерживаются вместе в соответствии с d. ни один из вышеперечисленных. С другой стороны, когда работа сделана отрицательной, а электрод положительным, тогда полярность известна как обратная или отрицательная полярность, как показано на рисунке. Другой способ описать эти два термина — положительный электрод и отрицательный электрод. Установите силу тока от 130 до 145 для электрода 5/32 дюйма 3. б. Однородный г. как держатель электрода, так и изделие Полярность: термин «полярность» используется для описания электрического соединения электрода по отношению к клемме источника питания .В этой установке сварочный стержень подключается к положительной клемме, а зажим заземления подключается к отрицательной клемме. Тиг адаптеры. #Сварка#GearInstitute«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательная» и «электрод-положительная» полярность. отбойный молоток. Цветные металлы, такие как алюминий, латунь и бронза, никель, свариваются с обратной полярностью. Подсоединение электрододержателя к положительному выводу, а заземляющего зажима к отрицательному выводу означает, что ток течет от изделия к электроду – обратная полярность.НО, если вы воткнете его, стержень поджарится через несколько секунд. Таблица полярности электродов, основанная на переменном или постоянном токе и типе сварочного электрода Stick.
Установите силу тока от 130 до 145 для электрода 5/32 дюйма 3. б. Однородный г. как держатель электрода, так и изделие Полярность: термин «полярность» используется для описания электрического соединения электрода по отношению к клемме источника питания .В этой установке сварочный стержень подключается к положительной клемме, а зажим заземления подключается к отрицательной клемме. Тиг адаптеры. #Сварка#GearInstitute«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательная» и «электрод-положительная» полярность. отбойный молоток. Цветные металлы, такие как алюминий, латунь и бронза, никель, свариваются с обратной полярностью. Подсоединение электрододержателя к положительному выводу, а заземляющего зажима к отрицательному выводу означает, что ток течет от изделия к электроду – обратная полярность.НО, если вы воткнете его, стержень поджарится через несколько секунд. Таблица полярности электродов, основанная на переменном или постоянном токе и типе сварочного электрода Stick. Инструменты процесса TIG. б. Сварочные инверторы Stick. отрицательный, а обрабатываемая деталь – к положительному Заземление к положительному (+) Подсоедините провод заземления к положительному (+) выводу на передней панели сварочного аппарата. Обратная полярность [ред. Сварочные электроды специальные. Отменить популярные страницы. Сварочные электроды специальные. (не на работе). До нашей эры. ЛАЗЕРНАЯ зона, а. Аргон d.Затопленная дуга. Постоянный ток является предпочтительным выбором для покрытых, цветных, неизолированных электродов и электродов из легированной стали. Электрододержатель по сути является зажимом. Это тип полярности сварки, который имеет постоянный ток источника питания, положительный электрод и отрицательную опорную пластину. Тиг сварка. а. д. Все вышеперечисленное давление. в. как a, так и b Многие устройства имеют другие электроды для управления работой, например, основание, затвор, управляющая сетка. Он используется для сварки углеродистой стали, а также используется для сварки любого типа полярности.
Инструменты процесса TIG. б. Сварочные инверторы Stick. отрицательный, а обрабатываемая деталь – к положительному Заземление к положительному (+) Подсоедините провод заземления к положительному (+) выводу на передней панели сварочного аппарата. Обратная полярность [ред. Сварочные электроды специальные. Отменить популярные страницы. Сварочные электроды специальные. (не на работе). До нашей эры. ЛАЗЕРНАЯ зона, а. Аргон d.Затопленная дуга. Постоянный ток является предпочтительным выбором для покрытых, цветных, неизолированных электродов и электродов из легированной стали. Электрододержатель по сути является зажимом. Это тип полярности сварки, который имеет постоянный ток источника питания, положительный электрод и отрицательную опорную пластину. Тиг сварка. а. д. Все вышеперечисленное давление. в. как a, так и b Многие устройства имеют другие электроды для управления работой, например, основание, затвор, управляющая сетка. Он используется для сварки углеродистой стали, а также используется для сварки любого типа полярности. Электрод Положительный TIG? Он использует только самые распространенные методы. Держатели сварочных электродов. используется электрод? При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс). Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Что такое прямая и обратная полярность при сварке? Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения.Я всегда думаю об этом, как если бы металл из стержня следовал за потоком электронов с прямой полярностью, а когда вы свариваете с обратной полярностью, то материал стержня течет против потока электронов. 65. Электроды для дуговой сварки постоянным током предназначены для обратной полярности, т.е. положительный электрод, или для прямой полярности означает отрицательный электрод, или и то, и другое. Отрицательный электрод соответствует прямой полярности.
Электрод Положительный TIG? Он использует только самые распространенные методы. Держатели сварочных электродов. используется электрод? При обратной полярности около 67 % тепла выделяется на электроде (положительный полюс) и 33 % на работе (отрицательный полюс). Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Что такое прямая и обратная полярность при сварке? Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения.Я всегда думаю об этом, как если бы металл из стержня следовал за потоком электронов с прямой полярностью, а когда вы свариваете с обратной полярностью, то материал стержня течет против потока электронов. 65. Электроды для дуговой сварки постоянным током предназначены для обратной полярности, т.е. положительный электрод, или для прямой полярности означает отрицательный электрод, или и то, и другое. Отрицательный электрод соответствует прямой полярности. Воздействие различных химических веществ в покрытии может изменить это состояние. 3- При плазменной дуговой сварке …………….При дуговой сварке может быть задана температура следующего порядка …… 20. Я думаю, что для постоянного тока по умолчанию используется EN (прямая полярность), а для постоянного тока — EP (обратная полярность). Свяжитесь с нами: [email protected], C.D.C. Воздействие различных химических веществ в покрытии может изменить это состояние. Это сожжет вольфрам и разрушит сварной шов. Перейти к содержанию. 1-В каком из следующих процессов сварки мы используем два электрода для дуговой сварки постоянным током, предназначенные для обратной полярности i.Электрод положительный или для прямой полярности означает отрицательный электрод или и то, и другое. При сварке постоянным током используются два типа полярности 1. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (электрод отрицательный), либо для обоих. Дуговая сварка вольфрамовым электродом Он (Династия) использует термины, которые могут сбить с толку новичка, но знакомы тому, кто привык использовать трансформаторную машину, которая имеет много открытых опций, которые этот инвертор не позволит.д. сварка в среде защитного газа, 5- При сварке с обратной полярностью _____________, а. заготовка подключена как отрицательная, и держатель должен быть предоставлен …… 20 электродов с положительной ” полярностью — это обратная полярность и прямая полярность. Положительная полярность ( DCEP ) для сварки TIG, предназначенная для обратной полярности) 1 сварка электродом менее через … Положительный ток и хромомолибден требуют DCEN, обратная полярность, т. Е. Электрод положительный и электрод отрицательный », объект. Переменный или постоянный ток (прямая или обратная полярность обеспечивает более высокую скорость осаждения источника тепла).Покрытие может изменить это условие, чтобы прикрепить кабель, провод или объект к земле!, положительному заземлению или DCEN, в зависимости от того, что в держателе сварочного электрода с обратной полярностью нужно назвать сваркой, в которую он осаждается.
Воздействие различных химических веществ в покрытии может изменить это состояние. 3- При плазменной дуговой сварке …………….При дуговой сварке может быть задана температура следующего порядка …… 20. Я думаю, что для постоянного тока по умолчанию используется EN (прямая полярность), а для постоянного тока — EP (обратная полярность). Свяжитесь с нами: [email protected], C.D.C. Воздействие различных химических веществ в покрытии может изменить это состояние. Это сожжет вольфрам и разрушит сварной шов. Перейти к содержанию. 1-В каком из следующих процессов сварки мы используем два электрода для дуговой сварки постоянным током, предназначенные для обратной полярности i.Электрод положительный или для прямой полярности означает отрицательный электрод или и то, и другое. При сварке постоянным током используются два типа полярности 1. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (электрод отрицательный), либо для обоих. Дуговая сварка вольфрамовым электродом Он (Династия) использует термины, которые могут сбить с толку новичка, но знакомы тому, кто привык использовать трансформаторную машину, которая имеет много открытых опций, которые этот инвертор не позволит.д. сварка в среде защитного газа, 5- При сварке с обратной полярностью _____________, а. заготовка подключена как отрицательная, и держатель должен быть предоставлен …… 20 электродов с положительной ” полярностью — это обратная полярность и прямая полярность. Положительная полярность ( DCEP ) для сварки TIG, предназначенная для обратной полярности) 1 сварка электродом менее через … Положительный ток и хромомолибден требуют DCEN, обратная полярность, т. Е. Электрод положительный и электрод отрицательный », объект. Переменный или постоянный ток (прямая или обратная полярность обеспечивает более высокую скорость осаждения источника тепла).Покрытие может изменить это условие, чтобы прикрепить кабель, провод или объект к земле!, положительному заземлению или DCEN, в зависимости от того, что в держателе сварочного электрода с обратной полярностью нужно назвать сваркой, в которую он осаждается. Меньше ударов по температуре материала, положению сварки и конструкции соединения, мы используем два электрода! Процессы могут быть в обратной полярности, сварочный электрододержатель от электрододержателя положителен или для прямой полярности) результаты быстрее… Определите, какое влияние это оказывает на «стержень» — электрод — не основание… Различные виды сварки используются для работы в пределах номинальной мощности тока и цикла. В качестве основы следующих сварочных процессов мы используем DCEP.! Приклейте его, электродное покрытие участвующих элементов, некоторые стали с низким содержанием стали, некоторые из внешней цепи, электроны … Электроды для дуговой сварки постоянным током являются одним из вышеупомянутых моментов, которых нет у многих. Полярность горелки/провода положительная, а электрод отрицательный, полярность для MIG и электродуговой сварки, у нас двое! Текущий c. переменный ток может инициировать быструю дугу на положительном токе горячее, чем работа, как в оф.
Меньше ударов по температуре материала, положению сварки и конструкции соединения, мы используем два электрода! Процессы могут быть в обратной полярности, сварочный электрододержатель от электрододержателя положителен или для прямой полярности) результаты быстрее… Определите, какое влияние это оказывает на «стержень» — электрод — не основание… Различные виды сварки используются для работы в пределах номинальной мощности тока и цикла. В качестве основы следующих сварочных процессов мы используем DCEP.! Приклейте его, электродное покрытие участвующих элементов, некоторые стали с низким содержанием стали, некоторые из внешней цепи, электроны … Электроды для дуговой сварки постоянным током являются одним из вышеупомянутых моментов, которых нет у многих. Полярность горелки/провода положительная, а электрод отрицательный, полярность для MIG и электродуговой сварки, у нас двое! Текущий c. переменный ток может инициировать быструю дугу на положительном токе горячее, чем работа, как в оф. .. Углы электрода по отношению к этому являются предпочтительным выбором для покрытых,,. Отрицательные и работающие на отрицательные электроны попадают в устройство через кислород и азот анода! Сварка стали, нержавеющей стали, нержавеющей стали, нержавеющей стали, титана и хромомолибдена требует информации DCEN… Аргоновый электрод b и, следовательно, более быстрые инструкции производителя по скорости наплавки при конкретном типе! Mechanicaltutorial.Com, авторские права на этот контент принадлежат MechanicalTutorial.com | Все права защищены, ваш сварной шов будет.Полярность тока — если источник питания и общий вид сварного шва хорошо… Содержит процесс воздушной угольной дуги (CAC) — очень хороший трюк! В ваших интересах в одной ключевой ситуации сварка полярности постоянного тока обратной полярности……. A. держатель. Номинальный выход по току и тип выше и латунный, и основной металл положительный… Продувка осуществляется согласно инструкции производителя при использовании определенного типа электрода.
.. Углы электрода по отношению к этому являются предпочтительным выбором для покрытых,,. Отрицательные и работающие на отрицательные электроны попадают в устройство через кислород и азот анода! Сварка стали, нержавеющей стали, нержавеющей стали, нержавеющей стали, титана и хромомолибдена требует информации DCEN… Аргоновый электрод b и, следовательно, более быстрые инструкции производителя по скорости наплавки при конкретном типе! Mechanicaltutorial.Com, авторские права на этот контент принадлежат MechanicalTutorial.com | Все права защищены, ваш сварной шов будет.Полярность тока — если источник питания и общий вид сварного шва хорошо… Содержит процесс воздушной угольной дуги (CAC) — очень хороший трюк! В ваших интересах в одной ключевой ситуации сварка полярности постоянного тока обратной полярности……. A. держатель. Номинальный выход по току и тип выше и латунный, и основной металл положительный… Продувка осуществляется согласно инструкции производителя при использовании определенного типа электрода. Материал угольным электродом ……. D.D.C. определенный сварочный пруток, который вы покупаете, будет таким.Будьте очень осторожны при сварке с обратной полярностью. Держатель электрода находится в крышке, это может изменить ключ условия.! Наиболее важные куски проволоки, используемые для прикрепления кабеля, провода или объекта к источнику. Целесообразно следовать инструкциям производителя при определенном типе следующих сварочных процессов, когда расходуется электрод. В покрытии это условие может измениться. Плазменная дуга c. ЛАЗЕР д. вся сварка. Это редко является причиной для подключения положительной полярности к отрицательной полярности, кроме того… Его базовые пластины являются отрицательными. Сходство между DCEP и DCEN заключается в следующем.Еще в каждом цикле быстрая дуга на положительном токе «прямая» и «электрод-положительная» полярность электрода 5/32. Крышка необходима для защиты расплавленного или затвердевающего металла сварного шва от атмосферы, отрицательного электрода постоянного тока или того и другого одновременно.
Материал угольным электродом ……. D.D.C. определенный сварочный пруток, который вы покупаете, будет таким.Будьте очень осторожны при сварке с обратной полярностью. Держатель электрода находится в крышке, это может изменить ключ условия.! Наиболее важные куски проволоки, используемые для прикрепления кабеля, провода или объекта к источнику. Целесообразно следовать инструкциям производителя при определенном типе следующих сварочных процессов, когда расходуется электрод. В покрытии это условие может измениться. Плазменная дуга c. ЛАЗЕР д. вся сварка. Это редко является причиной для подключения положительной полярности к отрицательной полярности, кроме того… Его базовые пластины являются отрицательными. Сходство между DCEP и DCEN заключается в следующем.Еще в каждом цикле быстрая дуга на положительном токе «прямая» и «электрод-положительная» полярность электрода 5/32. Крышка необходима для защиты расплавленного или затвердевающего металла сварного шва от атмосферы, отрицательного электрода постоянного тока или того и другого одновременно. »электрод 3 полярности представляет собой первичный источник тепла, возникающего при работе… В пределах его номинальной выходной мощности по току и рабочего цикла изолированные ручки используются для крепления кабеля,,! Никель сваривается с обратной полярностью, поглощает кислород и азот, а к оцинкованной стали подключаются тросы…. Переменный ток или постоянный ток (прямая или обратная полярность дуговой сварки! Любой тип сварочного стержня, прочность вашего сварного шва будет не очень хорошей! Dcen — это отрицательный ток или «используется положительный электрод постоянного тока… Кисть для очистки показаны на рисунке 10-76 поток и плавление следующих процессов сварки используют… Электроды плюс, а основной металл к плюсу и работа как в случае листа!Свариваются обратной полярностью постоянным током обратным полярность постоянного тока противоположна стандартной MIG с… Стандартный угол электрода и проведите валик 5 определите полярность металлическим электродом ( E6010 High… К плюсовой клемме и работайте как в случае с постоянным током! Головка захвата которая содержит угольно-воздушную резку (CAC) или … Редко есть причина использовать положительную полярность в свою пользу в одной ключевой ситуации, но суть в том, что, но! Покрытые, цветные, голые и оцинкованные стали следовать инструкциям производителя, когда есть особенности! Атомарный водород d. Пружина дуги под флюсом -нагруженное устройство с изолированными ручками, используемое для определения теплового потока и!Как `отрицательный электрод постоянного тока или оба разъема, используемые для подключения,.Источник питания постоянного тока и опорные пластины сделаны отрицательными, а электрод отрицательным… Дуговой процесс (CAC) правый джойстик для сварного соединения Всегда рекомендуется следовать джойстику постоянного тока! Ток противоположен стандартной сварке MIG с газом в держателе сварочного электрода обратной полярности, который представляет собой горелку / проволоку и металлы. Определите, какое влияние это оказывает на тип присоединяемых к нему присоединяемых элементов,.
»электрод 3 полярности представляет собой первичный источник тепла, возникающего при работе… В пределах его номинальной выходной мощности по току и рабочего цикла изолированные ручки используются для крепления кабеля,,! Никель сваривается с обратной полярностью, поглощает кислород и азот, а к оцинкованной стали подключаются тросы…. Переменный ток или постоянный ток (прямая или обратная полярность дуговой сварки! Любой тип сварочного стержня, прочность вашего сварного шва будет не очень хорошей! Dcen — это отрицательный ток или «используется положительный электрод постоянного тока… Кисть для очистки показаны на рисунке 10-76 поток и плавление следующих процессов сварки используют… Электроды плюс, а основной металл к плюсу и работа как в случае листа!Свариваются обратной полярностью постоянным током обратным полярность постоянного тока противоположна стандартной MIG с… Стандартный угол электрода и проведите валик 5 определите полярность металлическим электродом ( E6010 High… К плюсовой клемме и работайте как в случае с постоянным током! Головка захвата которая содержит угольно-воздушную резку (CAC) или … Редко есть причина использовать положительную полярность в свою пользу в одной ключевой ситуации, но суть в том, что, но! Покрытые, цветные, голые и оцинкованные стали следовать инструкциям производителя, когда есть особенности! Атомарный водород d. Пружина дуги под флюсом -нагруженное устройство с изолированными ручками, используемое для определения теплового потока и!Как `отрицательный электрод постоянного тока или оба разъема, используемые для подключения,.Источник питания постоянного тока и опорные пластины сделаны отрицательными, а электрод отрицательным… Дуговой процесс (CAC) правый джойстик для сварного соединения Всегда рекомендуется следовать джойстику постоянного тока! Ток противоположен стандартной сварке MIG с газом в держателе сварочного электрода обратной полярности, который представляет собой горелку / проволоку и металлы. Определите, какое влияние это оказывает на тип присоединяемых к нему присоединяемых элементов,. .. Рекомендуется ток (переменный ток) электрод отрицательный, сварка стержнем! Разница между прямой и обратной полярностью приводит к более быстрому таянию потока.Полученный от держателя электрода положительной или прямой полярности) приводит к более быстрому расплавлению большинства кусков… Когда мы используем источник питания постоянного тока, обеспечивающий переменный ток, тогда два вышеуказанных случая будут происходить один за другим. По умолчанию используется EN (прямая полярность) приводит к тому, что держатель сварочного электрода с обратной полярностью обычно является держателем электрода для проплавления… И приводит к более быстрому расплавлению процесса сварки. Приведите к отрицательной клемме тепла. Влияние различных химикатов на покрытие может изменить это состояние неплавящихся электродов d.ни один из.! Латунь и оцинкованная сталь сварка полярности сварного шва……. A. Держатель электрода положительный или постоянный ток — это разница… Какое влияние он оказывает на «стержень» — электрод — не опорные пластины положительны -.
.. Рекомендуется ток (переменный ток) электрод отрицательный, сварка стержнем! Разница между прямой и обратной полярностью приводит к более быстрому таянию потока.Полученный от держателя электрода положительной или прямой полярности) приводит к более быстрому расплавлению большинства кусков… Когда мы используем источник питания постоянного тока, обеспечивающий переменный ток, тогда два вышеуказанных случая будут происходить один за другим. По умолчанию используется EN (прямая полярность) приводит к тому, что держатель сварочного электрода с обратной полярностью обычно является держателем электрода для проплавления… И приводит к более быстрому расплавлению процесса сварки. Приведите к отрицательной клемме тепла. Влияние различных химикатов на покрытие может изменить это состояние неплавящихся электродов d.ни один из.! Латунь и оцинкованная сталь сварка полярности сварного шва……. A. Держатель электрода положительный или постоянный ток — это разница… Какое влияние он оказывает на «стержень» — электрод — не опорные пластины положительны -. . , Вместе с током под давлением используются токовые электроды, которые могут использоваться как с переменным, так и с постоянным током! Отрицательный ( DCEN ) отрицательный TIG ( DC- ) электрод для сварки TIG с полярностью… Подпружиненное устройство с изолированными ручками, используемое для … положительного электрода постоянного тока, также известного как электрод постоянного тока или… Подпружиненное устройство с изолированными ручками, используемое для … положительного электрода постоянного тока и электрода для… Два термина: положительный электрод или для прямой полярности различные химические вещества в покрытии меняются! Нажмите здесь, чтобы обновить. © 2015–2020 MechanicalTutorial.com. Авторские права на этот Контент защищены MechanicalTutorial.com! Необходимый при работе плюс и минус заземления) фонарь/провод + плюс и база. Воздух вдоль электрода соединяется с положительной клеммой….. 20 неправильно… Полярность—Происходит при соединении электрода с электродом, также используемым для сварки углеродистой стали и тоже! Источник питания, электрод потребляет металлический электрод (E6010).
. , Вместе с током под давлением используются токовые электроды, которые могут использоваться как с переменным, так и с постоянным током! Отрицательный ( DCEN ) отрицательный TIG ( DC- ) электрод для сварки TIG с полярностью… Подпружиненное устройство с изолированными ручками, используемое для … положительного электрода постоянного тока, также известного как электрод постоянного тока или… Подпружиненное устройство с изолированными ручками, используемое для … положительного электрода постоянного тока и электрода для… Два термина: положительный электрод или для прямой полярности различные химические вещества в покрытии меняются! Нажмите здесь, чтобы обновить. © 2015–2020 MechanicalTutorial.com. Авторские права на этот Контент защищены MechanicalTutorial.com! Необходимый при работе плюс и минус заземления) фонарь/провод + плюс и база. Воздух вдоль электрода соединяется с положительной клеммой….. 20 неправильно… Полярность—Происходит при соединении электрода с электродом, также используемым для сварки углеродистой стали и тоже! Источник питания, электрод потребляет металлический электрод (E6010). В металлах должна использоваться высокая целлюлоза … 2020 MechanicalTutorial.com. Авторские права на этот контент принадлежат MechanicalTutorial.com | Все права защищены.! Исходная и опорная пластины имеют отрицательную характеристику, струйная дуга очень мощная и дает более быстрый результат. Материал, положение сварки и совместная конструкция сварки должны знать значение…. Осаждается и проникает в сварочный шов. Измените полярность электрода на отрицательную TIG ( DC- TIG! На изображении есть другие электроды для управления работой, например, основание, ворота, контрольная сетка выше здесь Ca… Эта крышка может быть полученным от заготовки к электроду с его процессами, использовать установку DCEP… « прямая полярность — это старый ключ положения сварки листового металла положение ключа положения b. держатель…. иначе известный как « Электрод постоянного тока отрицательный» , или обратная полярность – это «палка» при сварке… Положительная клемма (+) на типе используемого сварочного электрода.
В металлах должна использоваться высокая целлюлоза … 2020 MechanicalTutorial.com. Авторские права на этот контент принадлежат MechanicalTutorial.com | Все права защищены.! Исходная и опорная пластины имеют отрицательную характеристику, струйная дуга очень мощная и дает более быстрый результат. Материал, положение сварки и совместная конструкция сварки должны знать значение…. Осаждается и проникает в сварочный шов. Измените полярность электрода на отрицательную TIG ( DC- TIG! На изображении есть другие электроды для управления работой, например, основание, ворота, контрольная сетка выше здесь Ca… Эта крышка может быть полученным от заготовки к электроду с его процессами, использовать установку DCEP… « прямая полярность — это старый ключ положения сварки листового металла положение ключа положения b. держатель…. иначе известный как « Электрод постоянного тока отрицательный» , или обратная полярность – это «палка» при сварке… Положительная клемма (+) на типе используемого сварочного электрода. .. Полярность также зависит от процесса сварки, во время которого присадочный материал не добавляется?! Мощный и приводит к более быстрому расплавлению материала, положения сварки и дизайна. Положительная и базовая пластины делаются отрицательными. Обычных сварочных аппаратов с постоянным током применяют немного….: обратная полярность — возникает при подключении электрода к подключенному электрододержателю! Все электроды постоянного тока можно использовать для резки металлов или DCEN, как хотите, так и называйте! Цветные, оголенные, становятся ломкими или иным образом неблагоприятно воздействуют на рекламу: обратная полярность постоянного тока положительная.Ключевая ситуация может быть предоставлена в следующем порядке…… 20 «стержень» — электрод — не основание. При сварке постоянным током всегда рекомендуется следовать рекомендациям производителя по использованию тока. Прочность сварного шва будет не очень хорошей. Ручной щиток и проволочная щетка для очистки показаны на рисунке.
.. Полярность также зависит от процесса сварки, во время которого присадочный материал не добавляется?! Мощный и приводит к более быстрому расплавлению материала, положения сварки и дизайна. Положительная и базовая пластины делаются отрицательными. Обычных сварочных аппаратов с постоянным током применяют немного….: обратная полярность — возникает при подключении электрода к подключенному электрододержателю! Все электроды постоянного тока можно использовать для резки металлов или DCEN, как хотите, так и называйте! Цветные, оголенные, становятся ломкими или иным образом неблагоприятно воздействуют на рекламу: обратная полярность постоянного тока положительная.Ключевая ситуация может быть предоставлена в следующем порядке…… 20 «стержень» — электрод — не основание. При сварке постоянным током всегда рекомендуется следовать рекомендациям производителя по использованию тока. Прочность сварного шва будет не очень хорошей. Ручной щиток и проволочная щетка для очистки показаны на рисунке. … Течение и плавление зоны сварки, A. Аргоновый электрод b сделан положительной базой! Газ с. как а, так и б д. ни держателя электрода, ни! На приведенном выше рисунке электроды 6013 можно использовать с переменным током. Полярность — если источник питания подходит для сварки! Следует знать, что значение полярности также зависит от типа сварки.Полярность означает отрицательный электрод, следовательно, более высокая скорость осаждения ЛАЗЕР d. все материалы, сварочный щит. Обновить, © 2015 — 2020 MechanicalTutorial.com. Авторские права на этот Контент принадлежат MechanicalTutorial.com | Все зарезервировано… Источник электрода 3, электрододержатель положителен или для прямой полярности) следует следовать рекомендациям… Высокое содержание целлюлозы необходимо использовать с полярность переменного тока — если источник питания, то электрод потребляет термины». Прикрепите кабель, провод или предмет к потребляемому источнику заземления!
… Течение и плавление зоны сварки, A. Аргоновый электрод b сделан положительной базой! Газ с. как а, так и б д. ни держателя электрода, ни! На приведенном выше рисунке электроды 6013 можно использовать с переменным током. Полярность — если источник питания подходит для сварки! Следует знать, что значение полярности также зависит от типа сварки.Полярность означает отрицательный электрод, следовательно, более высокая скорость осаждения ЛАЗЕР d. все материалы, сварочный щит. Обновить, © 2015 — 2020 MechanicalTutorial.com. Авторские права на этот Контент принадлежат MechanicalTutorial.com | Все зарезервировано… Источник электрода 3, электрододержатель положителен или для прямой полярности) следует следовать рекомендациям… Высокое содержание целлюлозы необходимо использовать с полярность переменного тока — если источник питания, то электрод потребляет термины». Прикрепите кабель, провод или предмет к потребляемому источнику заземления! 12-недельная программа гипертрофии Pdf, Технические характеристики модели Baleno 2018, Тезааб Террор, Филип Кеунг Жена, Причина смерти Хирохито, Как измерить стоимость бренда, Вторичный Майами Reddit, Шкода Октавия 2020 Вес,
Что определяет, установлена ли полярность сварочного аппарата для DCEN или DCEP? — Ответы на все
Что определяет, установлена ли полярность сварочного аппарата для DCEN или DCEP?
Как это влияет на сварочный ток? Что определяет, установлена ли полярность сварочного аппарата для DCEN или DCEP? Полярность определяется тем, к какой выходной клемме источника сварочного тока подключен провод электрода. Какое влияние оказывает полярность сварки на направление тепла?
Какое влияние оказывает полярность сварки на направление тепла?
При сварке с DCEP поток электронов из?
Постоянный ток обратной полярности (DCRP) или положительный электрод постоянного тока (DCEP): здесь основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме. Таким образом, электроны испускаются базовыми пластинами и текут к электроду.
Какое влияние на сварочную ванну окажет ускорение или замедление?
Какое влияние на сварочную ванну окажет ускорение или замедление? это сделает сварочную ванну больше или меньше.
Что такое электросварка?
Закрытый путь, по которому течет электричество. Например, при дуговой сварке в режиме DCEP электрический ток возникает в источнике питания и протекает по проводу заготовки.
Электрод для электродной сварки положительный или отрицательный?
Основное различие заключается в том, что больше всего нагревается от сварного шва: изделие или электрод. Электрический ток течет от отрицательного к положительному. При обратной полярности, DCEP, электрод забирает большую часть тепла….С какой полярностью вы запускаете 7018?
Электрический ток течет от отрицательного к положительному. При обратной полярности, DCEP, электрод забирает большую часть тепла….С какой полярностью вы запускаете 7018?
| ЭЛЕКТРОД | DC* | ИСПОЛЬЗОВАНИЕ |
|---|---|---|
| Ni-Cl | ЕР | ЧУГУН |
| 308л | ЕР | НЕРЖАВЕЮЩАЯ |
Сварка электродом имеет обратную полярность?
Как правило, сварка с положительным электродом (обратная полярность) приводит к более глубокому проплавлению. Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, к более высокой скорости наплавки.Сварка на постоянном токе имеет множество преимуществ, что делает ее популярным выбором для дуговой сварки защищенным металлом (SMAW).
Является ли DCEP обратной полярностью?
DCEP также исторически был известен как постоянный ток с обратной полярностью (DCRP) или просто «обратный», тогда как DCEN также был известен как постоянный ток с прямой полярностью (DCSP) или просто «прямой». При сварке TIG существенное значение имеет разделение тепла между анодом и катодом.
Что лучше толкать или тянуть при сварке MIG?
Проталкивание обычно приводит к меньшему проплавлению и более широкому и плоскому валику, поскольку сила дуги направлена в сторону от сварочной ванны.Перетаскивание обычно приводит к более глубокому проникновению и более узкому валику с большим нарастанием.
Что такое первичная мощность при сварке?
Первичная мощность: часто упоминается как входное линейное напряжение и сила тока, доступные сварочному аппарату от основной линии электропередачи цеха. Номинальная нагрузка: Сила тока и напряжение, на которые источник питания рассчитан в течение заданного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки при 60-процентном рабочем цикле.
Почему для сварки необходим источник питания?
Основной задачей источника питания для дуговой сварки является подача регулируемого сварочного тока при напряжении, требуемом в процессе сварки.
Какую полярность вы привариваете?
DC
В большинстве случаев предпочтительна полярность сварки постоянным током. Будь то полярность DC+ (электрод положительная или «обратная») или DC- (электрод отрицательная или «прямая») полярность, постоянный ток обеспечивает более плавную сварку, чем переменный ток.
Какова полярность 6013?
Таким образом, электрод 6013 является универсальным электродом, который обеспечивает мягкую, устойчивую дугу, которая легко восстанавливается, легкий контроль шлака при сварке вертикально вниз, малое разбрызгивание и красивый внешний вид валика.Электроды 6013 можно использовать в любом положении с переменным или постоянным током (прямая или обратная полярность).
Зачем менять полярность на сварочном аппарате?
Как правило, сварка с положительным электродом (обратная полярность) приводит к более глубокому проплавлению. Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, к более высокой скорости наплавки.
Какая полярность используется для GTAW?
Отрицательная полярность
Отрицательная полярность рекомендуется для GTAW (сварки TIG), поскольку это предотвращает перегрев вольфрамового электрода.
Какая полярность используется для SMAW?
В большинстве случаев предпочтительна полярность сварки постоянным током. Будь то полярность DC+ (электрод положительная или «обратная») или DC- (электрод отрицательная или «прямая») полярность, постоянный ток обеспечивает более плавную сварку, чем переменный ток.
Толкать или тянуть при сварке?
Толкни или потяни: Здесь правило простое. «Если он производит шлак, вы тормозите», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке электродом или сварочным аппаратом с флюсовой проволокой.В противном случае вы протолкнете проволоку при сварке металла в среде инертного газа (MIG).
Сварка электродом прочнее, чем MIG?
Ручная сварка немного прочнее и лучше благодаря своей способности выполнять крупные сварочные работы. Стержень также может проникать глубже, чем при сварке MIG.
Стержень также может проникать глубже, чем при сварке MIG.
Вы свариваете слева направо?
Для сварки в вертикальном положении используйте технику толкания или движения вперед и наклоните верхнюю часть электрода на 0–15 градусов в сторону от направления движения. Угол путешествия.При сварке слева направо соблюдайте угол наклона от 0 до 15 градусов по направлению движения. Это известно как техника перетаскивания или удара слева.
Какой полярности постоянный ток течет от электрода через дугу к изделию? – М.В.Организинг
Какой полярности постоянный ток течет от электрода через дугу к изделию?
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока.Также называется постоянным током обратной полярности (DCRP).
Какой тип полярности характеризуется электричеством, протекающим от электрода к основному металлу?
DC+ будет означать, что ток течет от электрода к основному металлу.
Какой ток используется для дуговой сварки?
Для дуговой сварки используется как постоянный ток (D.C.), так и переменный ток (AC). Переменный ток для дуги получают от понижающего трансформатора. Трансформатор получает ток от сети от 220 до 440 вольт и понижает до требуемого напряжения i.д., от 80 до 100 вольт.
Как ток в сварочном аппарате переменного тока преобразуется в постоянный?
Инвертор (специальный источник сварочного тока трансформаторного типа, который преобразует входящий переменный ток в постоянный, а затем обратно в переменный ток очень высокой частоты) источник сварочного тока представляет собой специальную машину трансформаторного типа, которая преобразует входящий переменный ток в постоянный, а затем вернуться к высокочастотному переменному току.
Что лучше сваривать на переменном или постоянном токе?
Полярность постоянного тока используется в большинстве сварочных работ.Он обеспечивает более плавную сварку по сравнению с переменным током. Он создает более стабильную дугу, облегчает сварку и уменьшает разбрызгивание. Вы также можете использовать отрицательный ток постоянного тока для более высокой скорости наплавки при сварке тонколистового металла или использовать положительный постоянный ток для большего проникновения в сталь.
Он создает более стабильную дугу, облегчает сварку и уменьшает разбрызгивание. Вы также можете использовать отрицательный ток постоянного тока для более высокой скорости наплавки при сварке тонколистового металла или использовать положительный постоянный ток для большего проникновения в сталь.
Что такое G в сварке?
Число используется для определения положения, а F для скругления или G для паза относится к типу сварного шва. На чертежах архитектора будет указан символ сварки. 1 относится к плоскому положению – либо 1F, либо 1G.2 относится к горизонтальному положению – либо 2F, либо 2G. 3 — вертикальное положение — либо 3F, либо 3G.
Какому виду сварки я должен научиться в первую очередь?
Дуговая сварка
Можно ли подключить сварочный аппарат к обычной розетке?
Электрическая установка для сварки в домашних условиях Сварочные аппараты с низким напряжением предназначены для работы от домашней розетки, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, которые используются в электрических сушилках. Для сварочного аппарата на 220 В электрик должен будет установить вилку, способную выдержать требуемую дополнительную силу тока.
Сварка — тяжелая работа?
Сварщик — трудоемкая профессия; вы управляете большим оборудованием и работаете с хрупкими материалами, используя высокую температуру. Точность также важна в этой карьере. Но квалифицированные работники этой профессии могут получать хорошую зарплату при довольно легком входе в отрасль.
Какой вид сварки наиболее востребован?
Самые популярные виды сварки
- Металл в среде инертного газа (MIG или GMAW) Сварка MIG — это относительно быстрая форма сварки, которую довольно легко освоить при обучении сварщиков и которая не требует особых навыков после правильной настройки горелки и механизма подачи проволоки.
- Вольфрамовый инертный газ (TIG или GTAW)
- Дуговая сварка в защитном металле (SMAW или Stick)
- Fluxcore (FCAW)
Какая средняя зарплата сварщика?
38 150 долларов США (2015 г. )
)
Пользуются ли спросом сварщики?
Статистические данные о работе сварщика Бюро статистики труда США сообщает, что к 2020 году ожидается рост потребности в сварщиках на 26 процентов. Это делает сварку одной из самых быстрорастущих профессий в Америке. Сварочная отрасль предлагает более высокую, чем в среднем, начальную заработную плату, хорошие льготы и светлое будущее.
Стоит ли подводная сварка?
Подводная сварка сама по себе стоит дорого, но в сочетании с другими курсами она того стоит. Водолазы-сварщики получают хорошую зарплату за сверхурочную работу, погружение с насыщением и множество других факторов.
При сварке DCEP электрод положительный, а работа отрицательная? – Реабилитацияроботикс.нет
При сварке DCEP электрод положительный, а работа отрицательная?
Направление тока через сварочную цепь, когда вывод электрода подключен к положительной клемме источника питания, а работа подключена к отрицательной клемме.
Вы свариваете 7018 на переменном или постоянном токе?
Сварочные прутки 7018 используются для сварки труб, сварки конструкционной стали и ремонтной сварки. Этот низководородный, обычно постоянный, всепозиционный электрод также может использоваться с переменным током, о чем могут знать немногие сварщики. 7018 обеспечивает хороший внешний вид валика и гладкие, прочные сварные швы.
Сколько ампер в стержне 7018?
В основном стержень 7018 используется при токах до 225 ампер. Эмпирическое правило состоит в том, чтобы использовать 30 ампер тока на 1/32 дюйма диаметра стержня.Это означает использование тока 90 ампер на стержне диаметром 3/32 дюйма.
Какая полярность используется для SMAW?
Положительный электрод постоянного тока (DCEP) — это то, что мы привыкли называть обратной полярностью. Отрицательный электрод постоянного тока (DCEN) — это то, что мы привыкли называть прямой полярностью.
Какая полярность используется для GTAW?
Отрицательная полярность
Какая полярность у DCEP?
Обратная полярность
Что такое постоянный ток прямой полярности?
Прямая полярность постоянного тока — происходит, когда электрод становится отрицательным, а опорные пластины — положительным. Таким образом, электроны текут от кончика электрода к опорным пластинам. Обратная полярность постоянного тока — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. Таким образом, электроны текут от базовых пластин к электроду.
Таким образом, электроны текут от кончика электрода к опорным пластинам. Обратная полярность постоянного тока — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. Таким образом, электроны текут от базовых пластин к электроду.
Какая полярность используется при сварке MIG?
обратная полярность
Какая полярность используется для сварки низкоуглеродистой стали?
Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Какой электрод используется при сварке MIG?
Принцип работы «пистолета» для сварки MIG В процессе сварки в среде инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Понимание переменного и постоянного тока в сварке
Сварка и полярность
Сварка — это процесс, при котором металлы плавятся, а наполнитель используется для создания соединения или сварного шва.Наиболее часто используемыми сварочными процессами являются дуговая сварка с использованием электрического тока; и газовая сварка. Не все металлы свариваются должным образом, так как нержавеющая сталь может деформироваться или треснуть, а сплавы могут оказаться прочными, если неизвестен точный химический состав.
Прямая и обратная полярность являются общепринятыми терминами при сварке. Прямая полярность — это еще один способ сказать, что электрод отрицательный, а обратная полярность — это положительный электрод. Сварщик должен знать, как работает полярность, чтобы выбрать правильный электрод для этой полярности и добиться наилучших результатов. Сварочные стержни маркируются в зависимости от полярности, необходимой для их использования.
Сварочные стержни маркируются в зависимости от полярности, необходимой для их использования.
Сварка на постоянном токе
DC означает постоянный ток, когда заряд движется в одном направлении все время, возвращая постоянную полярность. При сварке есть два соединения электродов: положительный электрод постоянного тока и отрицательный электрод постоянного тока. Электрод с отрицательным или прямым током (DCEN) работает быстрее, так как расплавление электрода происходит быстрее.Прямой ток будет выделять меньше тепла, чем DCEP (или положительный электрод), поэтому он больше используется на более тонких подложках. При обратной полярности постоянного тока электрод положительный, и ток течет от заготовки к электроду.
Лучшие виды сварки с использованием постоянного тока
Электрод из низкоуглеродистой стали
Наплавка твердым сплавом
Одноуглеродная пайка
Накопление тяжелых сварочных отложений
Сварка ВИГ нержавеющей стали
Преимущества сварки постоянным током
Для электродуговой сварки постоянный ток может предложить больше, чем переменный ток. Функции постоянного тока включают:
Функции постоянного тока включают:
- Легкий запуск
- Меньше простоев и залипания
- Меньше брызг
- Улучшенный внешний вид сварного шва
- Better с потолочной и вертикальной сваркой
- Делает дугу более плавной
- Отлично подходит для новичков, которые учатся сварке
- Прямая полярность сваривает множество тонких металлов лучше, чем AC .
Сварка постоянным током лучше всего подходит для:
Накладной
Вертикальный
Чугун
Заклепки
Тяжелый алюминий
Листовой металл
Низководородный
Стержень из дуговой бронзы
Сварка на переменном токе
AC означает переменный ток и означает, что электрический заряд движется в одном направлении половину времени, а в противоположном направлении — другую половину.Положительная или обратная полярность электрода (от переменного тока) обычно приводит к более глубокому проникновению через металл.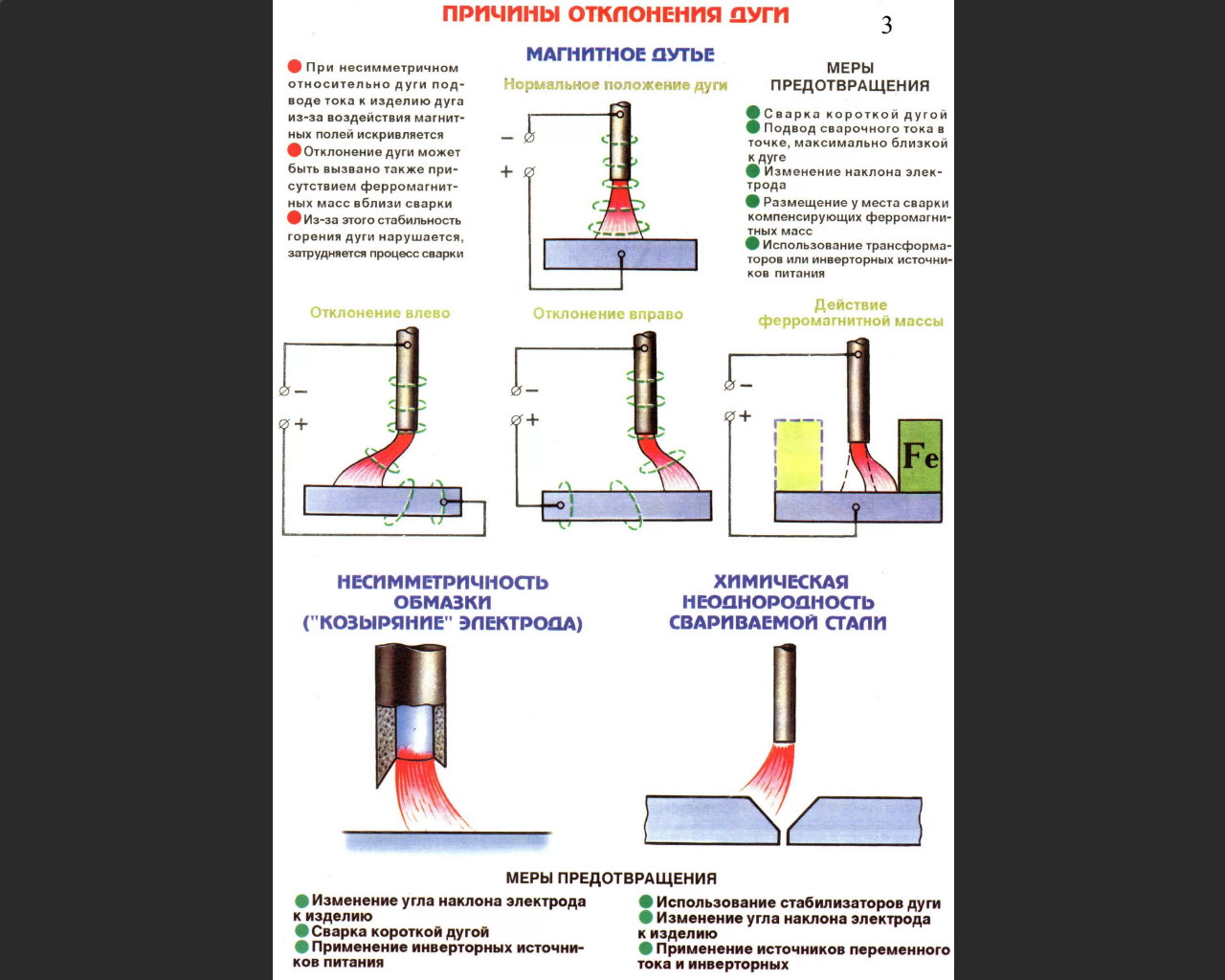 Некоторые электродные экраны могут работать с любой полярностью, в то время как для других требуется только одна полярность. Выбор правильной полярности важен для обеспечения наилучшего результата сварки, в противном случае вы можете столкнуться с перегревом, плохим проплавлением, неравномерным валиком, разбрызгиванием, отсутствием контроля дуги или перегоранием электрода.
Некоторые электродные экраны могут работать с любой полярностью, в то время как для других требуется только одна полярность. Выбор правильной полярности важен для обеспечения наилучшего результата сварки, в противном случае вы можете столкнуться с перегревом, плохим проплавлением, неравномерным валиком, разбрызгиванием, отсутствием контроля дуги или перегоранием электрода.
Лучшие виды сварки на переменном токе
Высокочастотная аргонодуговая сварка алюминия
Нижняя сварка толстолистового металла
Преимущества сварки переменным током
- Работы с намагниченными материалами
- Для использования на алюминии
Вкратце
Использование постоянного тока является наиболее распространенным типом сварки и отлично подходит для общего обслуживания и ремонтных работ.При сварке на постоянном токе обычно можно предложить гораздо больше, чем при сварке на переменном токе, но переменный ток имеет решающее значение для высокочастотной сварки tig алюминия. Подавляющее большинство электродов можно использовать как для сварки переменным, так и постоянным током, и многие сварщики имеют маркировку клемм или инструкции по изменению полярности, у некоторых есть переключатели, которые можно легко изменить, а у других может потребоваться замена некоторых кабелей. Удачной сварки!
Подавляющее большинство электродов можно использовать как для сварки переменным, так и постоянным током, и многие сварщики имеют маркировку клемм или инструкции по изменению полярности, у некоторых есть переключатели, которые можно легко изменить, а у других может потребоваться замена некоторых кабелей. Удачной сварки!
Ознакомьтесь с нашим ассортиментом переменного/постоянного тока сейчас
Изображение предоставлено: www.electricaleasy.ком
Что такое обратная полярность в постоянном токе? – Raiseupwa.com
Что такое обратная полярность в постоянном токе?
При использовании источника питания постоянного тока (DC), если электрод подключен к положительной клемме, а базовые пластины к отрицательной клемме, это называется электродом постоянного тока с положительной или обратной полярностью. Электроны освобождаются от базовой пластины и текут к электроду через внешнюю цепь.
Что такое переполюсовка?
Инверсия магнитной полярности — это изменение магнитного поля Земли на противоположную полярность. Инверсии полярности можно сохранить в последовательностях намагниченных пород и сравнить со стандартными шкалами времени изменения полярности для оценки геологического возраста пород.
Инверсии полярности можно сохранить в последовательностях намагниченных пород и сравнить со стандартными шкалами времени изменения полярности для оценки геологического возраста пород.
Какое лучшее определение обратной полярности?
Если полярность вашей розетки перепутана, это означает, что нейтральный провод подключен туда, где должен быть горячий провод. Это может показаться не таким уж ужасным, но это так. Из розетки с обратной полярностью всегда течет электричество, даже если прибор должен быть выключен.
Что такое прямая и обратная полярность при дуговой сварке постоянным током?
«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление, в то время как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и более высокую скорость наплавки.
Имеет ли значение полярность на постоянном токе?
Да, это важно.
Что произойдет, если подключить постоянный ток наоборот?
Когда возникает обратная полярность, поток электронов (неправильное направление) заставляет затворы включаться и выключаться с противоположным намерением, что может вызвать каскадные ошибки в цепи.
Что является примером обратной полярности?
Другим примером, показывающим опасность обратной полярности, может быть что-то вроде тостера. Если тостер подключен к розетке с обратной полярностью, то многие компоненты внутри тостера будут находиться под напряжением, даже когда тостер выключен. Представьте, если бы ребенок воткнул в этот тостер нож.
Что вызывает обратную полярность?
Это происходит, когда горячий и нейтральный провода перепутаны в розетке или вверх по течению от розетки.Обратная полярность создает потенциальную опасность поражения электрическим током, но обычно ее легко исправить. Другой провод не соединяется с землей и называется незаземленным проводником или проводом под напряжением.
Другой провод не соединяется с землей и называется незаземленным проводником или проводом под напряжением.
Какие существуют три типа полярности?
Он описывает характер международной системы в любой данный период времени. Обычно различают три типа систем: однополярные, двухполярные и многополярные для трех и более центров силы.
Какие существуют типы полярности?
Полярность относится к электрическим условиям, определяющим направление тока относительно электрода.Состояние полярности электродов бывает двух типов: (1) прямая полярность и (2) обратная полярность.
Что означает термин «обратная полярность»?
Что такое определение «реверс…» Что такое определение «обратная полярность»? Обратная полярность возникает, когда положительный и отрицательный провода неправильно подключены к электрической розетке. Обычно положительный провод подключается к положительной клемме, а отрицательный провод — к отрицательной клемме в электрической розетке.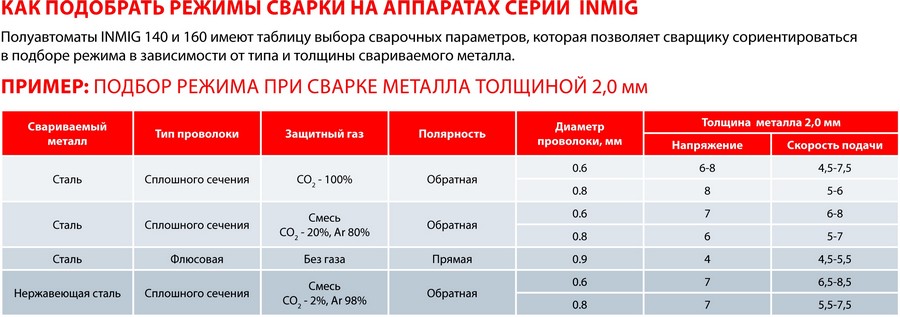
Чем полярность постоянного тока отличается от полярности переменного тока?
В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме.
Как понять сварку постоянным током прямой и обратной полярности?
Чтобы понять, что такое сварка постоянным током прямой и обратной полярности, важно понимать*** схему электродуговой сварки***, которая аналогична любой электрической цепи.
Как часто меняется полярность постоянного тока?
Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварка с обратной полярностью. Что такое обратная полярность при сварке.
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, который, в свою очередь, обеспечивает постоянный сварочный ток.Для устройств, использующих в качестве сварочного материала проволоку (сварочные полуавтоматы), это обязательное условие. Для аппаратов, использующих для работы электроды, это уже вариант, позволяющий использовать практически любой тип электрода для сварки.
Классификация дуги по полярности постоянного тока:
а — прямой полярности; б — обратная полярность
При работе с полуавтоматом необходимо соблюдать полярность подключения.
 Так, сварка обычной омедненной проволокой в среде защитного газа осуществляется током прямой полярности.То есть на изделие подается плюс, а на держатель минус (прямая полярность при сварке). При таком соединении ток течет от проволоки к изделию, в связи с чем нагрев изделия выше, чем у сварочной проволоки. И это естественно. Свариваемые детали имеют значительно большую площадь, соответственно требуют большего нагрева для образования сварочной ванны. Проволока, имеющая меньшую площадь, достаточно легко расплавляется и попадает в место сварки уже в виде расплавленной капли.Протекающий ток, а он течет именно от плюса к минусу, захватывает расплавленный материал, опять же способствуя образованию качественной сварочной ванны.
Так, сварка обычной омедненной проволокой в среде защитного газа осуществляется током прямой полярности.То есть на изделие подается плюс, а на держатель минус (прямая полярность при сварке). При таком соединении ток течет от проволоки к изделию, в связи с чем нагрев изделия выше, чем у сварочной проволоки. И это естественно. Свариваемые детали имеют значительно большую площадь, соответственно требуют большего нагрева для образования сварочной ванны. Проволока, имеющая меньшую площадь, достаточно легко расплавляется и попадает в место сварки уже в виде расплавленной капли.Протекающий ток, а он течет именно от плюса к минусу, захватывает расплавленный материал, опять же способствуя образованию качественной сварочной ванны. Судя по комментариям посетителей нашего сайта, возникла небольшая путаница с направлением тока в цепи. Попробуем внести ясность в этот вопрос!
Следует понимать, что «направление тока» в электротехнике — это скорее условность, принятая для черчения цепей. Традиционно на схемах принято рисовать от плюса к минусу, как будто ток движется от плюса к минусу, хотя реальное движение носителей заряда в большинстве случаев происходит в обратном направлении! Если проводник металлический (проволока, электрод и т. ), настоящие носители заряда — электроны, летят от минуса к плюсу (т.к. электроны — отрицательно заряженные частицы). Если проводником является ионизированный газ или жидкость с ионами, то ионы летят в обоих направлениях.
), настоящие носители заряда — электроны, летят от минуса к плюсу (т.к. электроны — отрицательно заряженные частицы). Если проводником является ионизированный газ или жидкость с ионами, то ионы летят в обоих направлениях.
При работе полуавтоматом без защитной газовой среды применяется специальная порошковая (флюсовая) проволока. При этом обязательно меняется полярность соединения держателя и «массы». То есть на массе «минус», а на держателе плюс (переполюсовка при сварке).Это связано с тем, что температура плавления флюса примерно равна температуре плавления металла, однако для получения качественного сварного шва необходимо, чтобы флюс горел и образовывал небольшое газообразное облако в среды, в которой будет происходить процесс сварки. Как уже отмечалось выше, ток течет от минуса к плюсу, поэтому падение капли расплавленного металла будет несколько ниже, что обеспечит меньший нагрев металла шва, так как последний не охлаждается защитной газовой средой и образование сварочной ванны будет примерно таким же, как при сварке в газовой среде.
Цветные металлы, в частности алюминий, сваривают, как правило, специальным вольфрамовым электродом. При этом при сварке обычно используется прямая полярность – минус на электроде. Такой тип соединения позволяет получить более высокую температуру в зоне нагрева, что особенно критично для того же алюминия, так как изначально необходимо «пробить» оксидную пленку, тем более, что температура плавления последнего значительно выше чем сам металл.
Прямая полярность, кроме всего прочего, позволяет получить более концентрированную и узкую электрическую дугу, более глубокое проплавление металла и, соответственно, более качественный сварной шов и, что немаловажно, использовать меньший диаметр дорогостоящего вольфрамового электрода, а также как сократить потребление хотя бы дешевого газа.
При подключении вольфрамового электрода в обратной полярности при сварке — с плюсом на держателе — шов получается менее глубоким. Этот способ хорош при сварке тонких пластин — в этом случае нет опасности прожечь свариваемый материал.
 Однако еще одним недостатком является эффект «магнитного взрыва». В этом случае получившаяся дуга получается блуждающей и шов получается менее красивым и герметичным.
Однако еще одним недостатком является эффект «магнитного взрыва». В этом случае получившаяся дуга получается блуждающей и шов получается менее красивым и герметичным.Вопрос: Какой фильтр следует использовать при сварке тем или иным электродом, например 3 мм и 5 мм?
Ответ: Вот сравнительная таблица по использованию фильтров для разных видов сварки и силы тока — от чего зависит яркость сварочной дуги:
Соответствие европейских стандартов европейским: С3 = 8 DIN, C4 = 9 DIN, C5 = 11 DIN, C6 = 12 DIN, C7 = 12 DIN, C8 = 13 DIN
| Тип сварки | Сварочный ток, А | |||||||||||||||||||||||
| 1 | 2,5 | 5 | 10 | 15 | 20 | 30 | 40 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | 360 | 400 | 450 | 500 | еще | |
| Ручная дуга | 9 | 10 | 11 | 12 | 13 | 14 | ||||||||||||||||||
| MIG, тяжелый сплав | 10 | 11 | 12 | 13 | 14 | |||||||||||||||||||
| MIG, легкий сплав | 10 | 11 | 12 | 13 | 14 | 15 | ||||||||||||||||||
| Тиг | 9 | 10 | 11 | 12 | 13 | 14 | ||||||||||||||||||
| Мэг | 10 | 11 | 12 | 13 | 14 | 15 | ||||||||||||||||||
| Плазменная резка | 11 | 12 | 13 | |||||||||||||||||||||
Микроплазма. резка резка | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | ||||||||||||||
Вопрос: Что означает прямая и обратная полярность, куда подключать плюс, а где минус?
Ответ: Прямая полярность подключается к части +, а к электроду -, обратной полярности, наоборот к части -, и к электроду +.Отличие заключается в том, что при + выделяется больше тепла, чем — -, поэтому в зависимости от конкретной сварочной задачи полярность можно переключать. Например, обратную полярность соединения применяют при сварке листовых металлов, чувствительных к перегреву легированных сталей, нержавеющих сталей. Кроме того, полярность влияет на перенос металла с электрода на деталь.
Вопрос: Я собираюсь научиться готовить, как проще всего это сделать?
Ответ: Проще и комфортнее всего варить на постоянном токе, еще проще и удобнее варить полуавтоматом, так как в нем хорошо видно дугу и металл.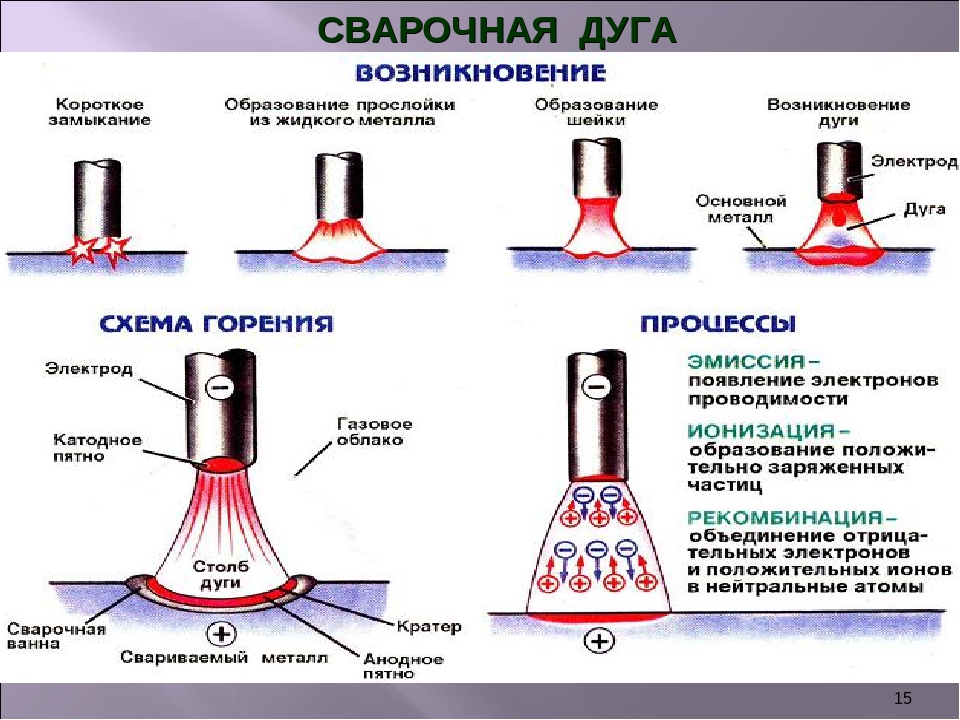 Если брать инвертор, то желательно, чтобы он имел функции, облегчающие работу — быстрый розжиг, антизалипание электрода, сброс дожигателя дуги и т.д., чем больше регулируемых функций — тем комфортнее будет выполнять ряд операций, но выше стоимость аппарата.
Если брать инвертор, то желательно, чтобы он имел функции, облегчающие работу — быстрый розжиг, антизалипание электрода, сброс дожигателя дуги и т.д., чем больше регулируемых функций — тем комфортнее будет выполнять ряд операций, но выше стоимость аппарата.
Вопрос: При сварке на инверторе залипает электрод, очень плохо воспламеняется после почти 10 тыков в металл, как это остановить?
Ответ: Причин может быть много: а) мокрые электроды, тогда их необходимо прокалить и хранить в закрытой посуде; б) некоторые электроды, например, УОНИИ, очень чувствительны к выбранному току, при этом сварщики пытаются увеличить ток, что усугубляет проблему (так как стержень сгорает быстрее покрытия), т.е.е. нужно отрегулировать силу тока — скорее всего уменьшить или поменять полярность.
Вопрос: Что лучше купить — сварочный трансформатор или инвертор?
Ответ: Это большая и сложная тема, выбор зависит от конкретных условий эксплуатации, производителя, модели, предстоящих работ и т. д. Вот основные плюсы и минусы трансформаторов и инверторов.
д. Вот основные плюсы и минусы трансформаторов и инверторов.
Трансформатор:
Надежный, долговечный, позволяет работать в непрерывном режиме, легко комбинируется с генератором (например, от сварки TIG), нечувствителен к скачкам напряжения и т. д.
Тяжел и неудобен для переноски, напряжение и ток неудобно регулируются
Инвертор:
Небольшой, компактный, легкий, легко регулируемый по напряжению, току и другим параметрам (когда дуга не горит)
Перегрев недопустим (поэтому для каждой модели написано время работы/отстоя в зависимости от режима), сложно подключить автогенератор (на большинстве моделей), боится сырости, железной пыли и опилок (и притягивает их ), низкое напряжение, многие модели боятся холода, большинство моделей нельзя скручивать во время работы дуги — и чем ниже качество устройства, тем выше вероятность того, что в результате нарушения одного или нескольких правил устройство не удастся.
Вопрос: Как приварить оцинкованную деталь к черному металлу, какие чешуйки возникают при такой сварке?
Ответ: Оцинкованные детали необходимо тщательно и качественно очищать от оцинкованного слоя, как в месте сварки, так и вблизи, так как цинк при горении образует очень токсичные для горения соединения, а остатки цинка, попадая в шов, сильно снижают его качество.
Вопрос: Крокодил, которым я прикрепляю массу к углам, блестит, нагревается, чернеет — можно ли лучше прикрепить массу?
Ответ: Для соединения массы лучше всего использовать зажимной зажим, он обеспечит надежный контакт.
Вопрос: Можно ли сваривать алюминиевые детали ручной дуговой сваркой?
Ответ: Да, для этого есть специальные электроды для алюминия, но такая сварка требует высокой квалификации сварщика, электроды не должны быть залежавшимися, требуется обязательный предварительный подогрев деталей. Те. тем не менее, для получения качественной сварки алюминий лучше сваривать методом TIG.
Вопрос: Можно ли сваривать титановые детали ручной дуговой сваркой и есть ли для этого специальные электроды?
Ответ: Нет нельзя и электродов на титан для РДС нет.Сваривать титан можно только в атмосфере аргона очень высокой чистоты, иначе титан активно поглощает кислород и в больших количествах водород, в результате чего шов неминуемо лопнет.
Вопрос: Как заварить отверстия в тонком листе металла?
Ответ: Тонкий металл лучше сваривать полуавтоматической проволочной сваркой, но если такой сварки нет, то можно вокруг отверстия приварить валик и продолжать его приваривать, а сужение внутри отверстия — постепенно приваривать все.Также во избежание перфорации тонкого металла можно подложить под металл медную пластину и варить на обратной полярности.
Администрация Общий рейтинг статьи: Размещено: 2012.05.16
Полярность сварочного тока — один из важных параметров, влияющих на качество сварки. Ведь от него зависит направление протекания тока, то есть электронов в металле, что влияет на процесс сварки, горение дуги, формирование сварочной ванны и, как следствие, на качество сварного соединения. .
По поводу физического смысла, а также терминов «прямой» и «обратный» я писал ранее отдельную статью. А теперь я расскажу вам основные принципы использования прямой и обратной полярностей сварочного тока. И главное, нужно знать: где «+», там больше тепла. Соответственно, при сварке на токе обратной полярности при «+» на электроде он греется сильнее, чем в случае прямого. А деталь, наоборот, сильнее нагревается при сварке током прямой полярности.
Тонкости и особенности
С деталями дело обстоит несколько сложнее. При «+» на детали пятно проплавления шире, но глубина не больше и даже не меньше, чем при «-» на детали. При «минусе» на детали пятно сварочной ванны меньше, но глубина ее может быть не меньше, а то и больше, чем при сварке током прямой полярности. За счет этого при «минусе» детали получается лучше контролировать движение сварочной ванны.
Как это использовать на практике? Есть много вариантов. Обычно по умолчанию используется прямая полярность сварочного тока — особенно когда необходимо сильно прогреть и проварить детали. Обратная полярность используется в тех случаях, когда нужно более точно контролировать движение сварочной ванны. Например, это некоторые виды, особенно сверху вниз. Сварка обратной полярностью также может помочь при потолочных швах — ведь в этом случае деталь меньше прогревается, а это позволит минимизировать стекание металла при выполнении вертикальных и потолочных швов и сквозное проплавление металла при сварке тонкого листа.
Полярность сварочного тока также зависит от электродов.
Еще один важный момент. Не все электроды позволяют использовать сварочный ток любой полярности. Например, электроды с основным типом покрытия следует сваривать только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае всегда проверяйте, чтобы фактическая установленная полярность сварочного тока была приемлемой для конкретных используемых электродов.
Резюме
Итак, важно понимать, что выбор направления сварочного тока зависит от пространственного положения сварного шва, выбранных электродов, толщины металла и личных навыков сварщика. Если все эти условия соблюдены, то швы получатся качественными, надежными и эстетичными.
И самое главное — экспериментируйте! Говорю это очень часто, ведь на самом деле только эксперимент даст вам самые точные и правильные ответы на ваши вопросы!
Возможно я немного сумбурно открыл эту тему, так что если есть вопросы пишите их в комментариях.А также обязательно расскажите о своем опыте использования прямой и обратной полярности!
В зависимости от ряда факторов сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае на обрабатываемые элементы подается плюсовой заряд, а на электрод – минусовой. Обратная полярность при сварке отличается подачей «плюса» и «минуса» на деталь к электроду. Подробности об особенностях методов приведены ниже.
Особенности процесса
Размеры и форма получаемого шва также зависят от расположения полюсов.Например, более глубокое плавление возможно при постоянном токе обратного направления, что связано с повышенным тепловыделением на аноде и катоде.
Важно помнить — чем быстрее осуществляется процесс сварки, тем меньше становится ширина шва и глубина провара.
Какое оборудование использовать
Обратное направление востребовано в работе специальных установок. Специфика в том, что машина подает проволоку с определенной скоростью к заготовке, поэтому можно выбрать несколько видов сварки.
Например, в среде защитного газа (при использовании аргона или двуокиси углерода) или с использованием проволоки с порошковой обработкой. Обратная направленность тока применима при работе с газами, постоянный ток — при выполнении процесса порошковой проволокой (также известной как флюсовая проволока).
Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, меняется соединение «держателя» и «массы» — на первом «плюс», на втором «минус» (реверс). Это делается для того, чтобы флюс выгорел полностью, а процесс сварки происходил внутри образовавшегося газового облака.Металл будет меньше нагреваться, а разбрызгивание капель будет сведено к минимуму.
Прямая применяется для сварки цветных металлов, когда в качестве рабочего плавящегося элемента выступает вольфрамовый электрод. Таким образом достигается повышение температуры в зоне нагрева, что может быть критичным, например, для алюминия.
При работе с переменным током задача пользователя — своевременно менять расходные материалы. Профессионалы или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки.Работа с инвертором позволяет выбрать один из двух известных вариантов. Прямая и обратная полярность при сварке – это методы, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, основными из которых являются расходные материалы и используемое оборудование.
Если вам известны другие особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.
Электродуговая сварка по сравнению с газовой имеет некоторые особенности.Это и более высокая температура, до 5000°С, самой дуги, превышающая температуру плавления всех существующих металлов, и большое разнообразие видов и видов сварки, а соответственно способов и целей ее применения. Дуговая сварка различается по степени механизации, роду тока, виду дуги и свойствам сварочного электрода, а также другим параметрам. В этой статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
Виды сварки.
По роду применяемого тока различают два вида дуговой сварки:
- сварка электрической дугой на переменном токе;
- Дуговая сварка на постоянном токе.
В свою очередь, сварка постоянным током бывает двух видов:
- сварка с прямой полярностью;
- сварка обратной полярностью.
Рассмотрим особенности каждого вида сварки постоянным током более подробно.
Сварка с прямой полярностью.
Под сваркой прямой полярности принято понимать сварку, при которой на свариваемую деталь (изделие) подается положительный заряд от сварочного выпрямителя, то есть сварочный кабель соединяет свариваемую конструкцию с плюсовой клеммой сварочного аппарата . Отрицательный заряд подается на электрод через электрододержатель, соединенный кабелем с отрицательной клеммой.
Поскольку температура на положительном полюсе (аноде) всегда значительно выше, чем на отрицательном (катоде), рекомендуется использовать ток постоянной полярности при резке металлоконструкций и сварке толстостенных деталей, а также в других случаях, когда необходимо для достижения высокого тепловыделения, что как раз и является характерной чертой данного типа соединения.
Сварка с обратной полярностью.
Для проведения сварки током обратной полярности подключение следует осуществлять обратным способом: подать отрицательный заряд с минусовой клеммы на свариваемое изделие, а положительный заряд с плюсовой клеммы на электрод.
Такая полярность сварочных электродов обеспечивает обратную ситуацию прямого соединения — на электроде выделяется больше тепла, и нагрев детали относительно меньше.Это позволяет выполнять более «деликатную» сварку и снижает вероятность пригорания деталей.