Обратная и прямая полярность при сварке инвертором
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.

- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник: fb.ru
[~DETAIL_TEXT] =>
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата.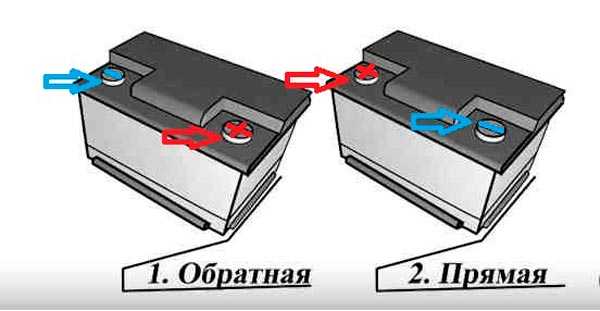 Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[~PREVIEW_TEXT] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 23.08.2019 15:08:44
[~TIMESTAMP_X] => 23.08.2019 15:08:44
[ACTIVE_FROM] => 23.08.2019
[~ACTIVE_FROM] => 23.08.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103403/
[~DETAIL_PAGE_URL] => /news/115/103403/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy
[~CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy
[EXTERNAL_ID] => 103403
[~EXTERNAL_ID] => 103403
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[~PREVIEW_TEXT] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 23.08.2019 15:08:44
[~TIMESTAMP_X] => 23.08.2019 15:08:44
[ACTIVE_FROM] => 23.08.2019
[~ACTIVE_FROM] => 23.08.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103403/
[~DETAIL_PAGE_URL] => /news/115/103403/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy
[~CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy
[EXTERNAL_ID] => 103403
[~EXTERNAL_ID] => 103403
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23. 08.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[SECTION_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата.
08.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[SECTION_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[ELEMENT_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
[ELEMENT_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Поделиться:
Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы
23. 08.2019
08.2019
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.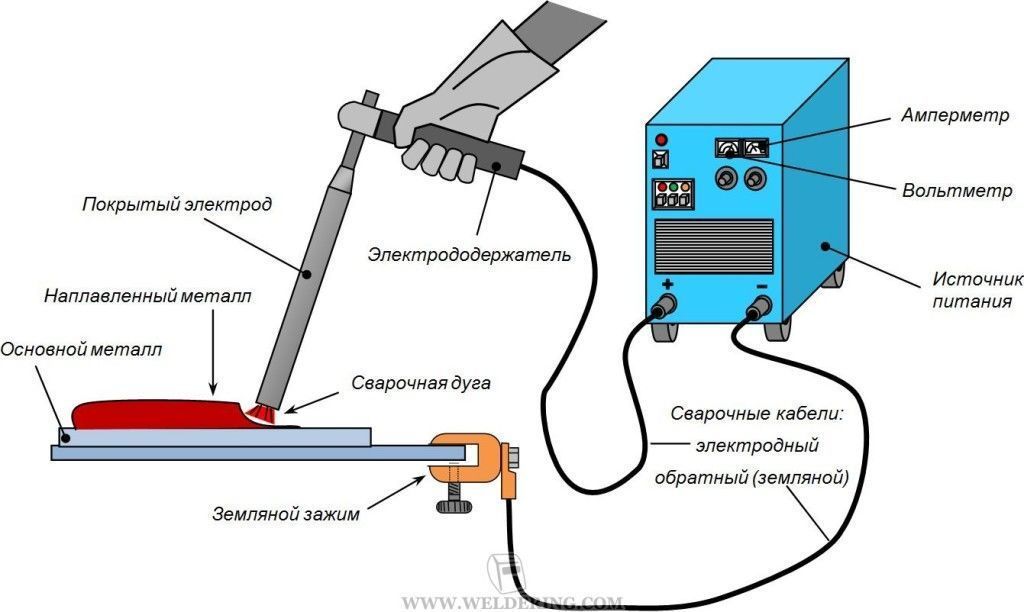
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник: fb.ru
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Рейтинг статьи:
Просмотров: 724
Поделиться:
Теги
История (1) Ковка (1039) Самоделки (1) Сварка (1008)
Еще
Прямая и обратная полярность при сварке — определение, особенности
На чтение 18 мин Опубликовано Обновлено
Содержание
- Основное отличие в подключении
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Преимущества и недостатки разных методов
- Сварка током прямой и обратной полярности
- Отличия режимов при сварке
- Особенности сварки при использовании прямой полярности
- Особенности обратной полярности при сварке
- Плюсы и минусы двух методик
- Что означает полярность при сварочных работах
- Подключение по схеме прямой полярности
- Подключение по схеме обратной полярности
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
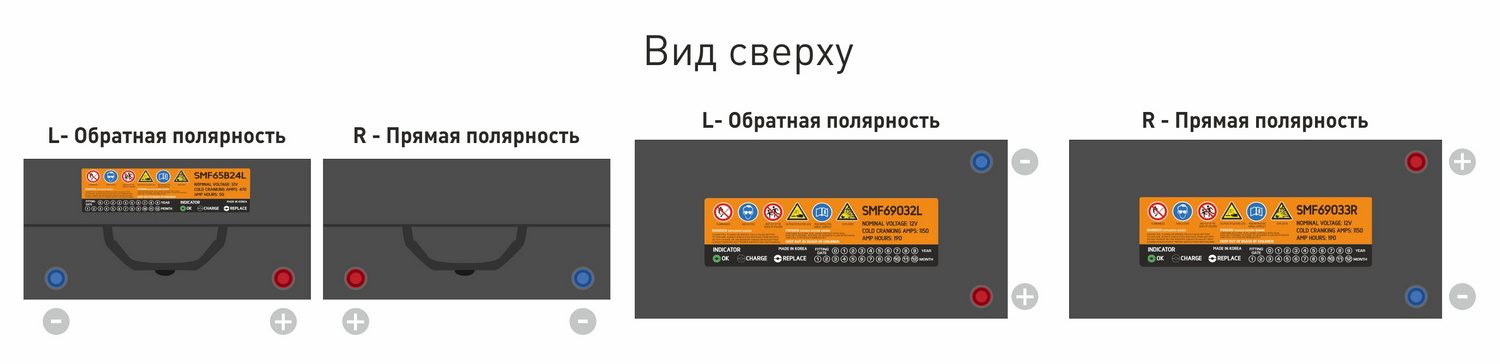
- Полярность аккумулятора
- Прямая
- Обратная
- Как определить?
- Можно ли установить аккумулятор другой полярности?
- Что может произойти, если перепутать при установке?
- Выбор инвертора и его эксплуатация
- Закономерности выбора
- Правила выбора полярности
- Нюансы выбора
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительному выводу аппарата, так что носители электрических зарядов проникают в него через заготовку. Отрицательный полюс притока зарядов образуется в области основного инструмента сварщика – держателя с электродом.
Отрицательный полюс притока зарядов образуется в области основного инструмента сварщика – держателя с электродом.
Описанная разница между прямой и обратной полярностью подключения к инверторам существенно влияет на температурный режим в зоне сварки.
Следовательно, прямое подключение увеличивает температуру на анодном полюсе дугового разряда (знак «+») относительно катодного контакта (знак «-»). Этот эффект определяет возможную область применения прямой полярности при сварке.
Прямая направленность тока обеспечивает выделение значительного количества тепловой энергии со стороны детали. В результате прямая полярность может использоваться для резки больших металлических конструкций и тяжелых стальных изделий с толстыми стенками.
При обратном подключении схема распределения выделяемой тепловой энергии совершенно иная. При этом на электроде сварочного инвертора наблюдается избыток тепла, а со стороны заготовки его уровень заметно снижается.
Именно поэтому обратная полярность используется в тех случаях, когда необходимо минимизировать риски брака изделий, а также при проведении выверенных и точных ювелирных работ.
Обратная полярность применяется также при сварке тонких листов и сталей с разной степенью легирования, чувствительных к перегреву. Наиболее популярным является использование обратного переключения тока при работе в потоке, а также в среде инертного газа.
На что влияет полярность сварки
с рутиловыми электродами можно работать с обоими типами полярности. Производитель рекомендует готовить с аналогами типа УОНИ на «минус». Нагрев заготовки зависит от полярности сварки.
При прямой подаче заготовка нагревается сильнее, что позволяет сделать зону шва глубже.
При инверсии полярности обрабатываемый элемент меньше нагревается, температура концентрируется на конце электрода. Второй режим ориентирован на обработку тонких металлов и нагрев чувствительных к перегреву изделий.
Особенности прямой и обратной сварки
Прямополярный метод предназначен для:
- прокатная группа из специальных сталей для плавки;
- сварка неплавящегося вольфрама твердой присадочной проволокой;
- работа с жидкими материалами;
- резка заготовок с помощью сварочных аппаратов.

Характер распределения тепловой мощности определяется тепловым балансом дуги.
Если вы случайно измените столб, рабочий процесс DC затянется, шов станет широким, а скорость сжигания расходных материалов увеличится. Обратная полярность подходит для точной сварки детали без ожогов. Этот метод используется для обработки цветных металлов сваркой под флюсом.
Различия при подключении
Разница в подключении обусловлена перераспределением полюсов детали и электрододержателя. При прямом методе электроны движутся по детали, минус стремится к концу электрода. Арка отличается большей компактностью и плотностью. При «возврате» преимущество переходит к держателю, точка соприкосновения термической точки с металлом рассредоточена.
Способ соединения полюсов определяется физическими параметрами и толщиной детали.
Зная, что такое прямая и обратная полярность при пайке, нужно учитывать достоинства и недостатки обоих методов. Это позволит вам изменить подключение клемм, чтобы получить лучший результат работы.
Преимущества прямой полярности перед обратной полярностью:
- получить плотный шовный шов;
- сварка глубоких деталей;
- наличие стабильной электрической дуги;
- широкий ассортимент расходных материалов с разными видами покрытия.
Недостатки:
- брызги металла;
- повышенный риск ожога деталей;
- появление остаточных напряжений в местах термической обработки.
Преимущество прямой полярности – глубокий провар детали.
Преимущество отрицательной полярности в том, что схема подходит для точной обработки тонких и специальных сплавов.
К недостаткам можно отнести:
- необходимость использования электродов, устойчивых к перегреву;
- малая глубина шовного корда;
- держать короткий лук.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в процессе сварки ток передается от сварочного выпрямителя к заготовке с положительным зарядом. В этом случае клемма «плюс» устройства подключается кабелем к изделию. Отрицательный заряд подается на электрод, подключенный к минусовой клемме, соответственно, через электрододержатель. Анод, который является положительным полюсом, имеет более высокую температуру, чем катод, который действует как отрицательный полюс. Поэтому при сварке толстостенных заготовок целесообразно использование электрических токов прямой полярности. Это также оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, что характеризует данный тип соединения.
В этом случае клемма «плюс» устройства подключается кабелем к изделию. Отрицательный заряд подается на электрод, подключенный к минусовой клемме, соответственно, через электрододержатель. Анод, который является положительным полюсом, имеет более высокую температуру, чем катод, который действует как отрицательный полюс. Поэтому при сварке толстостенных заготовок целесообразно использование электрических токов прямой полярности. Это также оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, что характеризует данный тип соединения.
При сварке с обратной полярностью требуется обратный порядок подключения. Отрицательный заряд от отрицательного вывода прикладывается к свариваемой конструкции, а положительный заряд от положительного вывода направляется к электроду. При заданной полярности сварочного электрического тока, по сравнению с прямым подключением, на конце электрода выделяется больший объем тепла при относительно меньшем нагреве заготовки, что способствует мягкой сварке.
Его применяют, когда есть вероятность прогорания детали. Поэтому сварка электродами с обратной полярностью тока целесообразна для работы с нержавеющими и легированными сталями, другими сплавами, реагирующими на перегрев, а также для соединения тонколистовых конструкций. Не менее эффективным является подключение смены полярности в процессе сварки с использованием электродуговой сварки, защиты газа и сварки под флюсом.
Независимо от полярности используемого тока питания необходимо учитывать ряд общих факторов. Если использовать постоянный ток, полученный шов будет более аккуратным, без большого количества брызг металла. Это связано с отсутствием частой смены полярности при работе с постоянным электрическим током, что выгодно отличает его от переменного тока.
Если для сварки используются плавящиеся электроды, из-за разного нагрева анода и катода способ подключения электрического тока может повлиять на объем расплавленного электродного металла, перенесенного на изделие. Чтобы избежать возможного подгорания свариваемых деталей в зоне подключения силового кабеля, независимо от заряда (положительного или отрицательного), необходимо использовать цангу.
Чтобы избежать возможного подгорания свариваемых деталей в зоне подключения силового кабеля, независимо от заряда (положительного или отрицательного), необходимо использовать цангу.
Отличия режимов при сварке
При сварке постоянным током на кончике расходного материала появляется термическое пятно с высокой температурой. Режим сварки выбирается в зависимости от полюса, подключенного к электроду. Например, если к электроду подключен положительный вывод, на его конце образуется анодная точка с температурой 3900 градусов Цельсия, если отрицательная, точка будет катодной, и ее температура достигнет 3200 градусов Цельсия. Это главное различие между двумя методами.
Подключение сварочных кабелей разной полярности.
При сварке с прямой полярностью большая часть тепловой нагрузки приходится на металлическую деталь. В результате легко понять сварной шов. В случае смены полярности тепло концентрируется на конце электрода. В этом случае детали стыков меньше нагреваются, что желательно при сварке заготовок небольшой толщины.
Выполнение работ предполагает нагрев металла до расплава, то есть образование ванны расплава, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- если сила тока слишком высока, электрическая дуга начнет отталкивать нагретый металл. В этом случае стороны не могут быть связаны;
- при недостаточном натяжении металл не нагреется до нужного состояния.
При прямой полярности в ванне создается диффузионная среда, в которой можно направлять электрод, направлять сварной шов и контролировать его глубину. Конечный результат зависит от скорости, с которой движется электрод. Чем он меньше, тем больше тепла попадает в зону сварного шва и тем лучше нагревается металл. Используемый режим определяет глубину и ширину шва.
Интересно: Сварные швы – дефекты и их устранение
Схема подключения полюсов для обратной полярности.
Важно! Чем выше сила тока и рабочая энергия в дуге, тем глубже проплавление. Максимальная глубина проплавления достигается за счет режима сварки с обратной полярностью.

Что касается выбора расходных материалов, то для сварки в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямых – угольные электроды.
Особенности сварки при использовании прямой полярности
Работая со сварочным аппаратом постоянного тока и используя метод подключения цепи прямой полярности, следует учитывать следующие особенности процесса:
- Шов сварного шва глубоко проварочный, узкий по ширине, более прочный по качеству;
- Можно варить практически все виды сталей, толщина которых начинается от трех миллиметров и более;
- При использовании вольфрамового стержня для цветных металлов во время сварки может применяться только метод линейной полярности;
- Сварная дуга устойчива, устойчива к выходу из строя, поэтому легче контролировать рабочий процесс и получить красивый шов;
- Электроды, предназначенные для сварки на переменном токе, не подходят для этого метода;
- При использовании сварочного аппарата в качестве резака заготовку легче резать.

Особенности обратной полярности при сварке
Сварка металла данным способом соединения оборудования имеет следующие характеристики:
- Шов сварного соединения менее глубокий по проникновению в металл, с более выраженной шириной;
- Метод лучше всего подходит для соединения заготовок средней толщины или тонких листов металла;
- При работе с толстыми деталями наблюдается хрупкость шва под действием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга менее устойчива, особенно в слаботочном режиме работы, что приводит к нерегулярному подключению;
- При сварке высоколегированных сталей необходимо строго соблюдать технологический процесс рабочего цикла.
Плюсы и минусы двух методик
У обоих методов сварки металла есть свои плюсы и минусы. Используя схему прямого подключения полярности, во время работы можно выделить следующие характеристики:
- получается глубокий и прочный, более плотный шов;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность запекать любой металл толщиной от 3 мм;
- при использовании сварочного аппарата заготовка хорошо поддается резке;
- требуется индивидуальный подбор электродов. Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.
 Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.
Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.Сварка металлов с обратной полярностью характеризуется:
- получить более мелкий, но более широкий сварной шов;
- менее устойчивая электрическая дуга, особенно при низком напряжении, что может стать причиной неправильного соединения;
- возможность сваривать детали средней толщины и тонкие листы:
- необходимость выбора электродов со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо проводить в строгом соответствии с технологическим процессом.
Что означает полярность при сварочных работах
Сварщики с инвертором используют буквы для обозначения полярности
Учитывая проблему полярности, понятно, что сварка в этом случае осуществляется постоянным током напряжения. Клеммы сварочного инвертора, к которым подключаются электрододержатель и провода заземления, отмечены знаком «+» и «-». Обычно при подключении такого устройства и начале его использования многие, руководствуясь инструкциями или советами семейного специалиста, не задумываются, почему именно этот провод висит на определенной клемме, а не на другом.
Обычно при подключении такого устройства и начале его использования многие, руководствуясь инструкциями или советами семейного специалиста, не задумываются, почему именно этот провод висит на определенной клемме, а не на другом.
Но разница все же есть, и в этом заключается однозначный физический закон движения заряженных частиц – электронов. Электроны, имеющие отрицательный заряд, всегда переходят от меньшего к большему в любой цепи, включая инвертор. При пайке можно подключить электрод как к положительной, так и к отрицательной клеммам – все заработает. Но электроны в обоих случаях будут двигаться в разных направлениях по цепочке, это повлияет на процесс и конечный результат.
Подключение по схеме прямой полярности
Если схема собрана так, что вывод от инвертора идет к стальной заготовке (свариваемой детали), то через дуговой промежуток сварочный электрод на минус инвертора, то такое соединение при сварке называется прямой полярностью. В этом случае деталь является анодом, а катод – электродом. Соединение детали нагревается сильнее, чем кончик электрода, примерно на 700 градусов Цельсия.
Соединение детали нагревается сильнее, чем кончик электрода, примерно на 700 градусов Цельсия.
Подключение по схеме обратной полярности
Схема соединения проводов сварочного аппарата, когда преимущество от инвертора доходит до свариваемого электрода, то через дуговой промежуток попадает на заготовку и минус инвертора, при сварке называется обратной полярностью. Здесь электрод уже будет больше нагреваться, так как острие анода будет на нем, острие катода – в области стыковки стальных заготовок.
По каким критериям нужно выбирать полярность
Выбирая тип соединения для сварочного аппарата, нужно обращать внимание на ряд важных критериев. Это позволит избежать расточительства или перерасхода материалов, обеспечит необходимую прочность соединения.
Толщина металлического листа
Часто получают ожоги детали толщиной менее 3 мм. Для сварки таких деталей используется схема с обратной полярностью, которая обеспечивает анодную термическую точку на краю электрода. Такой подход уместен при обработке цветных и склеенных материалов.
Такой подход уместен при обработке цветных и склеенных материалов.
Типы металлов
Положительный вывод отвечает за окончательный нагрев продуктов и опоры. Катод выделяет меньше тепла, чем анод. При обработке тугоплавких сталей лучше всего использовать прямое соединение, когда температура достигает 4000 ° С. Для металлов, которые меняют характеристики при перегреве, подключайте отрицательную клемму. При прямополярной обработке шов углубляется, при «возврате» – фокусируется на поверхности.
Разновидности электродов
При выборе марки электродов учитывается род тока. Для переменного напряжения подходит любая разновидность, так как полярность в этом случае роли не играет. Для разновидностей ОК, ОЗС, МР рекомендуется обратное подключение. УОНИИ и аналогичные модификации выполнены по простой схеме. Рекомендации производителя указаны на упаковке. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Рекомендации производителя указаны на упаковке. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Огнеупорные электроды, используемые для создания дуги, чаще всего используются с прямой полярностью. Работа с поверхностной проволокой предполагает использование только вольфрамовых элементов. Аналоги углерода неустойчивы при высоких температурах, становятся хрупкими и крошатся.
Полярность аккумулятора
Полярность относится к расположению токоведущих элементов на верхней крышке или передней части батареи. Другими словами, это положительная и отрицательная позиция. Силовые кабели тоже свинцовые, как и пластины внутри.
Прямая и обратная полярность
Есть два распространенных макета:
- прямая полярность;
- обратная полярность.
Прямая
В советское время все аккумуляторы собственного производства имели прямую полярность. Полюсные клеммы расположены по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой сейчас производятся в России и на постсоветском пространстве. Подобная распиновка также имеет аккумуляторы иностранного производства, российского производства.
Аккумуляторы с такой же схемой сейчас производятся в России и на постсоветском пространстве. Подобная распиновка также имеет аккумуляторы иностранного производства, российского производства.
Обратная
На таких аккумуляторах слева есть минус, а справа – плюс. Такое расположение типично для аккумуляторов европейского производства, поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Другая схема расположения не дает особых преимуществ. Это не влияет на дизайн и производительность. Проблемы могут возникнуть при установке нового аккумулятора. Противоположная полярность приведет к изменению положения аккумулятора и длины кабеля может оказаться недостаточно. К тому же драйвер может просто перепутать контакты, что приведет к короткому замыканию. Поэтому важно определиться с типом аккумулятора для вашего автомобиля еще при покупке.
Как определить?
Узнать это не так уж и сложно. Для начала нужно повернуть аккумулятор на себя. Он расположен сбоку, где расположены элементы логотипа и наклейки. Также полюсные выводы ближе к лицевой стороне.
Он расположен сбоку, где расположены элементы логотипа и наклейки. Также полюсные выводы ближе к лицевой стороне.
На многих аккумуляторах сразу можно увидеть знаки «+» и «-», которые точно указывают полярность контактов. Другие производители указывают информацию на этикетке или раскрашивают силовые кабели. Обычно плюс красный, а минус синий или черный.
В маркировке обратная полярность обозначается буквой «R» или «0», а прямая буква – «L» или «1».
Можно ли установить аккумулятор другой полярности?
Этот вопрос часто возникает у тех, кто случайно приобрел аккумулятор другого типа. Теоретически это возможно, но это потребует излишних затрат и бюрократии при установке. Дело в том, что если вы купите для домашнего автомобиля аккумулятор с обратной полярностью, длины кабелей может не хватить.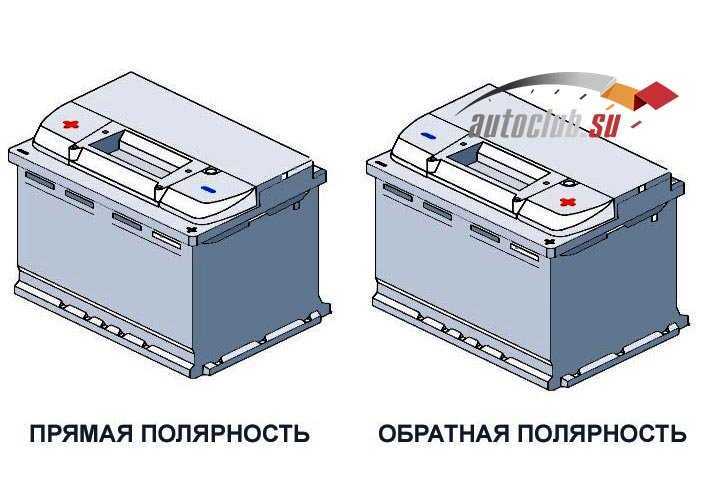 Нельзя просто натянуть нить. Учитывайте сечение и диаметр клемм. Также это может повлиять на качество передачи тока от АКБ.
Нельзя просто натянуть нить. Учитывайте сечение и диаметр клемм. Также это может повлиять на качество передачи тока от АКБ.
Лучшим вариантом будет замена батареи на другую с подходящим расположением контактов. Можно попробовать продать купленный аккумулятор, чтобы не растеряться.
Что может произойти, если перепутать при установке?
При изменении полярности может произойти следующее:
- перегоревшие предохранители, реле и провода;
- выход из строя генераторного диодного моста;
- перегорание электронного блока управления двигателем, сигнализация.
Самая простая и дешевая проблема – перегоревшие предохранители. Однако это их основная функция. Найти перегоревший предохранитель можно “звенящим” мультиметром».
Если перепутать контакты, генератор наоборот потребляет энергию от АКБ, а не отдает ее. Обмотка генератора не рассчитана на входное напряжение. Аккумулятор также может быть поврежден. Самым простым вариантом будет отключить нужный предохранитель или реле.
Отказ электронного блока управления двигателем (ЭБУ) может быть серьезной проблемой. Это устройство требует соблюдения полярности, несмотря на встроенную защиту. Если предохранитель или реле не успевают перегореть, скорее всего, ЭБУ не работает. А это значит, что дорогостоящая диагностика и ремонт автовладельцу гарантированы.
Большинство устройств в электрической системе автомобиля, таких как автомобильная стереосистема или усилитель, защищены от обратной полярности. Их микросхемы содержат специальные защитные элементы.
При «включении» от другого аккумулятора также важно соблюдать полярность и последовательность подключения клемм. Неправильное подключение вызовет короткое замыкание на 24 вольта. Если провода имеют достаточное сечение, они могут оплавиться или обжечься сам драйвер.
При покупке нового аккумулятора внимательно прочтите этикетку и узнайте у продавца все характеристики аккумулятора. Если случилось так, что вы купили аккумулятор с неправильной полярностью, лучше заменить его или купить новый. Удлините кабели и измените положение батареи только в крайнем случае. Лучше использовать подходящий прибор, чем потом тратиться на дорогостоящий ремонт.
Удлините кабели и измените положение батареи только в крайнем случае. Лучше использовать подходящий прибор, чем потом тратиться на дорогостоящий ремонт.
Выбор инвертора и его эксплуатация
Для быстрой смены полярности при работе с тонкими и толстыми металлами инвертор должен иметь надежные разъемы силового кабеля. Тонкие хрупкие штыри в разъеме и низкий фланец крепления быстро изнашиваются из-за частой перестановки. Тогда будет отдача, в гнездах кабелей будут болтаться, образуется повышенное сопротивление и образуется перегрев. Сварочный ток уменьшится, и электрическая дуга может даже образоваться между вилкой и розеткой.
Выбирайте надежные инверторы MMA с прочными розетками, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у вас уже есть инвертор и его разъемы изношены, вы можете заменить их на более мощные, выбрав из каталога кабельных разъемов.
Сварка металла толщиной 1,0-1,5 мм покрытым электродом – сложная задача для новичка. Справиться без выгорания помогут инверторы RDS с функцией Anti-Stick. Когда наконечник электрода погружается в сварочную ванну, аппарат «чувствует» его и отключает сварочный ток. В результате отсутствует удерживающая сила, нет необходимости наклонять держатель влево и вправо, чтобы оторвать электрод от поверхности. При этом не рассыпается футеровка расходника.
Когда наконечник электрода погружается в сварочную ванну, аппарат «чувствует» его и отключает сварочный ток. В результате отсутствует удерживающая сила, нет необходимости наклонять держатель влево и вправо, чтобы оторвать электрод от поверхности. При этом не рассыпается футеровка расходника.
Arc Force также помогает при сварке тонких металлов с обратной полярностью. Когда электрод вот-вот прилипнет, инвертор автоматически увеличит силу тока на 10 ампер, поддерживая дугу. Как только воздушный зазор восстанавливается, устройство само снижает силу тока до прежнего значения, исключая ожоги.
Закономерности выбора
Почему для одних работ выбрана обратная полярность, а для других – прямая? Ответим на этот вопрос, рассмотрев тепловые характеристики процесса при обратном направлении.
Когда сварочная дуга горит на заготовке, на конце электрода появляется пара участков, называемых анодной и катодной точками. Разница в их температурах иногда достигает 800 градусов по Цельсию (в пользу анодного). То есть количество тепла, выделяемого на заготовке при работе, довольно велико, и способ больше подходит для качественного проплавления швов.
То есть количество тепла, выделяемого на заготовке при работе, довольно велико, и способ больше подходит для качественного проплавления швов.
примечательно, что при работе с постоянным током прямой полярности скорость горения металла электрода на 20-40% ниже. А для переменного тока соблюдение полярности совершенно не актуально: его особенность в том, что направление тока меняется 100 раз за единицу времени.
Правила выбора полярности
Основным критерием выбора прямой или обратной полярности при сварке является материал покрытия электрода. Например, угольные расходные материалы при обратном соединении элементов очень быстро нагреваются и, как следствие, разрушаются. Проволока, не имеющая покрытия, хорошо горит при прямой полярности и совсем не горит при использовании переменного тока.
Размер и форма получившегося шва также зависят от расположения столбов. Например, возможно более глубокое проникновение при постоянном обратном токе из-за повышенного тепловыделения на аноде и катоде.
важно помнить, что чем быстрее идет процесс сварки, тем уже ширина шва и глубина провара.
Нюансы выбора
Для проведения сварочных работ инверторным аппаратом недостаточно подключить его к сети 220 вольт. Вам нужно будет выбрать необходимые расходные материалы и определить полярность, с которой их следует подключать. Полярность меняется в зависимости от толщины и марки стали, а также от типа электрода.
При выборе полярности важно помнить, что в анодной области (где находится разъем «+») всегда будет генерироваться мощная тепловая энергия, способная нагревать металл до 4000 ° C, а на катоде (где «коннектор -») температура плавления не превысит 3000 ° С. Поэтому при сварке тонких металлов важно правильно использовать клеммы полярности, чтобы не обжечь стенки металлической детали.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной техники.
- При электросварке металлических заготовок с толстыми стенками необходимо будет обжечь материал большой толщины, что позволит увеличить площадь контакта металла с рабочей поверхностью и поможет заполнить любые пустоты. Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.
- При электросварке тонкостенных деталей для защиты от сквозного прокола металлической детали необходимо направить отрицательный заряд электрического тока на поверхность металла, а положительный заряд – на стержень сварочного электрода. Если пренебречь этим правилом, готовый шов может получиться неровным или с отверстиями.
- Степень нагрева поверхности металлической заготовки и сварочного электрода выбирается регулировкой электрического тока на инверторном сварочном аппарате. Чем выше электрический ток, тем сильнее нагревается электрическая дуга и область, которой она касается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, сила электрического тока при ее подаче снизится примерно на 15%.
 Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.
Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.При работе с инверторно-инверторным сварочным аппаратом следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хорошие и надежные результаты. Например, толстостенный кусок металла при работе с обратным направлением электрического тока не будет хорошо нагреваться, а готовый сварной шов будет очень неглубоким, не захватывая глубокие слои материала. Чтобы устранить этот недостаток и усилить сварной шов, необходимо будет выполнить шов с другой стороны изделия, что значительно увеличит стоимость и время.
Например, толстостенный кусок металла при работе с обратным направлением электрического тока не будет хорошо нагреваться, а готовый сварной шов будет очень неглубоким, не захватывая глубокие слои материала. Чтобы устранить этот недостаток и усилить сварной шов, необходимо будет выполнить шов с другой стороны изделия, что значительно увеличит стоимость и время.
Если приступить к сварке тонкостенных металлических деталей в режиме положительной полярности, металл быстро расплавится и начнет стекать, сварочный электрод его прожигет, а на рабочую поверхность деталей будет попадать больше брызг, а после сварки вы будете придется потратить много времени и сил на их удаление.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет долговечным и радовать своим внешним видом.
Следующее видео объясняет полярность при пайке.
ACϟDС. Понимание сварочного тока и полярности – ООО «ЦСК»
Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ. «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
АС чередует направление тока, а DС течет только в одном направлении.
Сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.
Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
Что такое полярность?
Электрическая цепь, возникающая при включении сварочного аппарата, имеет отрицательный и положительный полюс – это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
При сварке переменным током соблюдать полярность не требуется!
В свою очередь, сварка с использованием постоянного тока бывает двух типов:
— сварка током прямой полярности
— сварка током обратной полярности
Что такое прямая и обратная полярность постоянного тока (DC)?
| Полярность | |
| прямая | обратная |
| отрицательная | положительная |
| (–) | (+) |
Процесс сварки будет различаться в зависимости от направления, полярности тока: положительной (+) или отрицательной (–).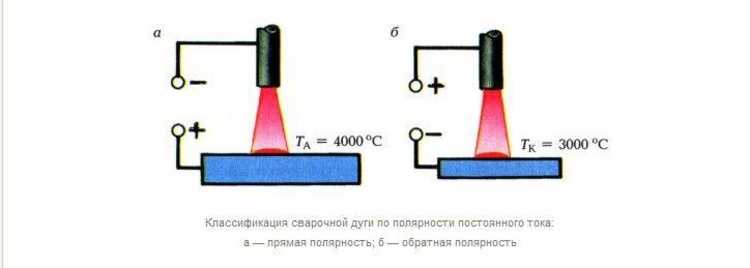
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле). Различные защитные газы могут дополнительно влиять на процесс сварки.
Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.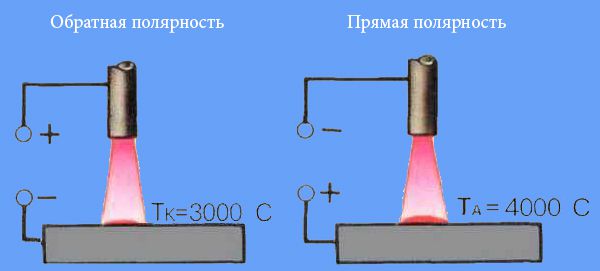
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).
При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу.
Источник: www.weldingschool.com
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте — сварочные электроды и сварочное оборудование.
Звоните нам по телефону: +7 (343) 266-44-33 или отправляйте заявку на e-mail: [email protected].
Прямая и обратная полярность при сварке инвертором: особенности
Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электрической дугой, имеет принципиальные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
Считается, что разница в работе с постоянным и переменным током существенна. Приобретая сварочный аппарат, пользователи редко меняют вид постоянного тока на переменный, так как варить постоянным током проще – надо лишь подключить источник питания. Однако не все так просто, как кажется.
Однако не все так просто, как кажется.
Прямая
Обозначение «сварка прямой полярности» подразумевает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электрического тока через сварочный выпрямитель. Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, так как приток тепловой энергии к ней минимален;
- под действием электрода происходит достаточная глубина проплавки металла заготовки, но она гораздо меньшая, по сравнению со сваркой обратной полярности;
- в процессе работы сварочный электрод довольно быстро плавится, и чтобы выполнить весь объем работы, иногда требуется его замена;
- вероятность того, что в процессе сварки будут образовываться брызги металла, достаточно высока.
При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у металла получается наиболее высокой, она почти вдвое выше, чем при сварке с применением электротока обратной полярности. Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Обратная
С целью осуществления сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм выполняют противоположным методом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Особенности электросварки обратной полярности заключаются в следующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки достаточно сильно нагревается;
- данный вид технологии обеспечивает довольно глубокую проплавку металла и качественный сварочный шов;
- сварочный электрод в процессе работы расплавляется очень медленно и не требует частой замены;
- при выполнении сварки разбрызгивание расплавленного металла очень незначительно.

Работая с постоянным электротоком, для соединения заготовок важно тщательно и равномерно прогреть рабочую поверхность до момента плавления металла. Делается это с целью образования на заготовках сварочной ванны
При этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета надлежащим образом, а если мощность электротока чрезмерно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать внутрь заготовки, отталкивая назад металл.
Применяемые электроды
 Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.
Поэтому приходилось искать компромиссные варианты, пусть и уменьшая качество конечного результата.Такая ситуация возникла в большей степени из-за того, что выпрямительные элементы, которые были рассчитаны на большие сварочные токи до недавнего времени представляли собой громоздкие, дорогие и неэффективные агрегаты. Ситуация изменилась в лучшую сторону относительно недавно. Это стало возможным благодаря тому, что появились малогабаритные, высокоэффективные полупроводниковые выпрямители последнего поколения. Ну после того, как были изобретены инверторы, РДС стала доступна широкому кругу пользователей. Ниже будут приведены основные марки электродов, которые позволяют производить инверторную сварки.
Наиболее популярными электродами, которыми варят на переменном электрическом токе, есть такие, как AHO, O3C и MP.
Данные виды отличаются не только по виду покрытия, но и также по химическому составу. Например, электроды, имеющие маркировку МР-3 и АНО-6, имеют особое рутиловое покрытие, оно является основным и ильменитовым соответственно. Ну а все остальные марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4, АНО-6, АНО-4, АНО-21, имеют обычное рутиловое покрытия. Необходимо отметить, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
Ну а все остальные марок МР-3С, ОЗС-12, ОЗС-6, ОЗС-4, АНО-6, АНО-4, АНО-21, имеют обычное рутиловое покрытия. Необходимо отметить, что эти электроды применяются для сварки углеродистых, малоуглеродистых и низколегированных сталей. Одной из главных особенностей данных электродов является то, что они прекрасно подходят и для сварки с помощью подачи постоянного электрического тока.
На переменном токе можно выполнять только сварки обычной низкоуглеродистой стали. В практике же много случаев сварки деталей из чугуна, средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги прямой или обратной полярности дает дополнительные технологические преимущества.
Профессиональная сварки сосудов, работающих под давлением, также выполняется на постоянном токе.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.

Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Ссора постоянным и переменным током
В современном мире, в большей степени используется сварка с постоянным током. Это связано с возможностью уменьшения количества присадочного материала электродов в сварном шве. Но при сварке переменным напряжением, можно добиться очень качественного результата сварки. Источники сварочного тока, работающих с переменным напряжением можно разделить на несколько видов:
- Приборы для аргонодуговой сварки. Здесь используются специальные электроды, не плавятся, благодаря этому аргон сварки становится максимально комфортной;
- Аппараты для производства РДС переменным электрическим током;
- Оборудование для сварки с помощью полуавтомата.

А методы сварки переменным способом делятся на два типа:
- использование неплавящимся электродом;
- искусственные электроды.
Ссора постоянным током бывает двух типов, обратная и прямой полярности. Во втором варианте сварочный ток движется от минуса к положительному показателя, а тепло концентрируется на заготовке. А обратная концентрирует внимание на торце электрода.
Сварочный генератор для постоянного тока состоит из двигателя и самого генератора тока. Их используют для ручной сварки в монтажных работ и в полевых условиях.
изготовления регулятора
Чтобы изготовить систему управления для сварочного тока, потребуются следующие компоненты:
- резисторы;
- Проволока (нихромовая)
- катушка;
- проект или схема прибора;
- переключатель;
- Пружина из стали;
- Кабель.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.

Сварочные электроды
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Источник
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
 Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.. В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок.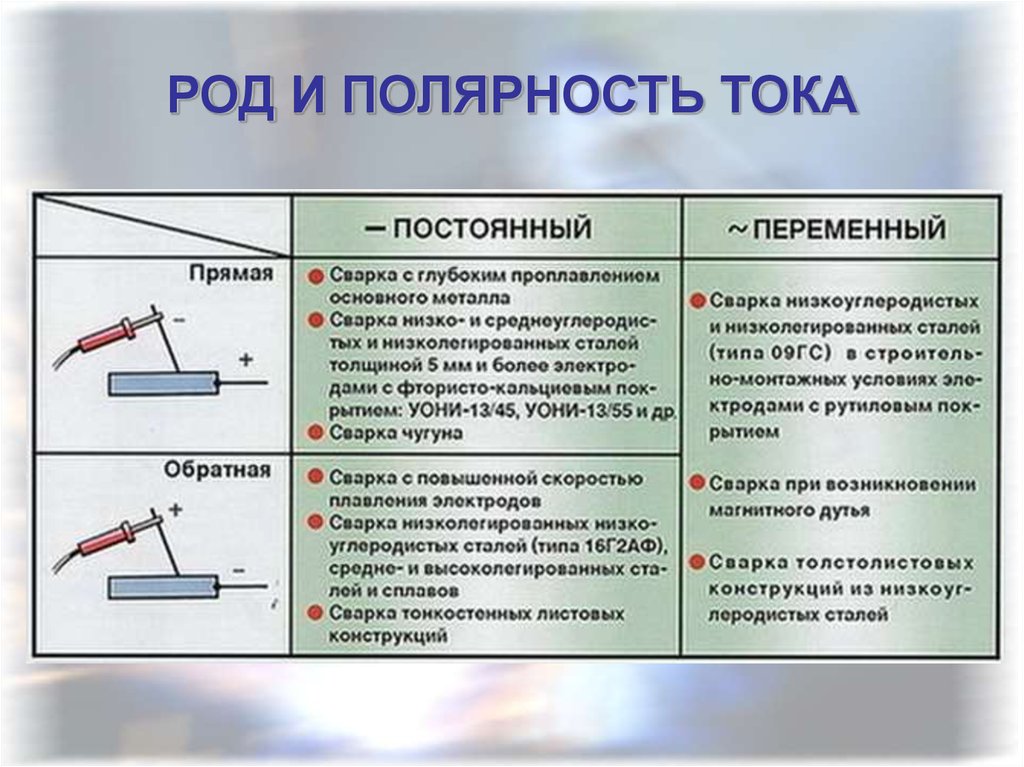 Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Отличия режимов при сварке
Сварка прямой и обратной полярности обладает существенными различиями. Прямая полярность при сварке обладает нюансами, которые рекомендуется принимать к сведению:
- значительную глубину;
- небольшую ширину шва;
- такие подключения осуществляются для сварки металлических изделий из металла, имеющих толщину не менее трех миллиметров;
- вольфрамовые стержни используют для деталей, изготовленных из цветных металлов;
- стабильность горения дуги;
- быстрая расплавка электродов;
- разбрызгивание увеличивает расход электродов.
Обратный вариант применяют тогда, когда предполагается уменьшить риск появления серьезных дефектов, приводящих к отбраковке. Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Также имеет смысл ее использовать, когда сварке подлежат две стальные детали, обладающие разной степенью легированности. Подобные соединения обладают повышенной чувствительностью к лишнему перегреванию. Обратный способ используют, когда сварка происходит под защитой инертными газами.
Обратная полярность при сварке обладает в свою очередь такими особенностями:
- обратная полярность при сварке постоянным током создает соединение не чересчур глубоким, но зато широким;
- качество будет не таким высоким, если использовать обратный способ при сварке не тонких деталей;
- при обратном варианте нельзя применять виды стержней, обладающих повышенной чувствительностью к перегреванию;
- при снижении силы тока могут возникнуть скачки дуги и, соответственно, снижение прочности соединения.

При подключении аппарата к обычной сети, обеспечивающей ток переменного значения, надо использовать стержни с рутиловой оболочкой вследствие отсутствия у них зависимость от полярности. В этом случае допустимо применение любого варианта.
Подключение по схеме прямой полярности
При сварке током прямой полярности клеммная колодка “+” соединяется с обрабатываемым изделием. Подключение электродного стержня к контакту “-“ осуществляется через дуговой промежуток. При сварке с прямой полярностью электрический проводник будет нагреваться медленнее, чем металл. Поэтому температура между ними отличается на 700 °C. Во время сварки с постоянным током обратной полярности концы электродного стержня будут нагреваться сильнее поверхности заготовки. При прямом подключении роль катода исполняет электрод, обрабатываемые детали выступают в качестве анода.
Образование сварочной ванны – основная задача при сварке током прямой полярности. Для этого нужно прогреть заготовку до температуры плавления. При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
При повышении силы электротока детали будут отталкиваться от сварочной дуги, что не позволит плотно соединить детали. При сварке с прямой полярностью требуются приборы, работающие при высокочастотных токах.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.
При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Источник
Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов; Выбираете режим сварочного тока и тип электрода
Это понадобится для того, чтобы сформировать надежный шов; Выбираете режим сварочного тока и тип электрода
Здесь важно рассмотреть как материал, так и параметры сварного шва; Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций; К держателю электрода подключаем минус; Формируем дугу, затем молотком снимаем окалину с получившегося шва.
Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Производительность при сварке прямой полярности.
Многие исследователи отмечают, что применение определенных сварочных материалов при сварке прямой полярности позволяет повысить коэффициент наплавки. Так, к примеру, сварка под флюсами определенных типов (к примеру, ОСЦ-45) увеличивает этот коэффициент, в сравнении с обратной полярностью. Такой же эффект можно наблюдать и при сваривании металлоизделий на прямой полярности плавящимися электродами в среде инертных и определенных активных газов.
Такой же эффект можно наблюдать и при сваривании металлоизделий на прямой полярности плавящимися электродами в среде инертных и определенных активных газов.
На рисунке мы четко видим, что прямая полярность позволяет увеличить упомянутый коэффициент в 1,6-1,8 раза по сравнению с обратной.
Что же касается геометрии шва, тут также следует отметить некоторые особенности. Кроме глубины проплавления, о которой мы вспоминали немного ранее, от полярности зависит и доля наплавления металла в сварном соединении. Так, при прямой она больше, нежели при обратной.
Влияет полярность сварки и на состав шва. Отметим, что при прямой в соединении будет меньше углекислого газа, но больше марганца и кремния.
Знание особенностей сварки при разных полярностях позволяет сварщикам правильно подбирать способ сваривания для разных типов металла и получения сварных соединений с определенным химическим составом и нужных размеров.
Сварка обратной полярностью
Метод применяется в обязательном порядке, если приходится работать с тонкими металлическими листами. Существует вероятность испортить заготовку: ее реально расплавить в месте соединения. Избежать такого результата можно, используя такие методы:
- Уменьшение силы рабочего тока, что приводит к снижению температуры заготовки.
- Формирование прерывистого сварочного шва. Сперва делается несколько прихватов по длине шва, которые впоследствии соединяются в одно целое. Схема может претерпевать изменения в зависимости от конкретных условий работы. Способ прерывистого шва дает возможность исключить деформацию рабочей поверхности. Особенно эффективен прием для швов длиной более 20 см.
- Сваривание особо тонких заготовок прерывающейся сварочной дугой. Электрод уводится из рабочей зоны и, когда дуга прервалась, тотчас возвращается на место. Процесс получается практически непрерывным.
- При сварке двух заготовок внахлест важно как можно плотнее прижать их одна к другой. даже минимальная воздушная прослойка может привести к прожиганию верхней части конструкции. Для более плотного прижима можно использовать струбцины или тяжелый груз.
- Точно так же сваривание встык требует минимального зазора. Идеально, если его не буде вообще.
- Тонкие заготовки с неровными краями соединяют с использованием подложки. Ее задача состоит в том, чтобы отвести избыточное тепло. Для этих целей лучше всего подходят толстые листы стали или меди.
Новичкам начинать практиковаться лучше с обратной полярностью. Это дает возможность уловить тонкости процесса и в дальнейшем не допускать прожогов или других дефектов.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий
Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Оборудование, которое выдает переменный электрический ток
Все оборудование, предназначенное для сварки переменным током, можно разделить на следующие категории:
- Оборудование, предназначенное для полуавтоматической сварки. Данный процесс осуществляется с помощью особой электродной проволоки, в средах защитного (MAG) и инертного (MIG) газов.
- Оборудование, предназначенное для осуществления РДС электрическим переменным током. Осуществляется с помощью особых искусственных электродов, с особым покрытием.
- Оборудование, с помощью которого можно осуществлять ручную аргонной сварки. Данный метод осуществляется с помощью неплавящимся электродом, изготовленных из вольфрама.
- Кроме того, необходимо добавить, что эти аппараты имеют свои собственные аббревиатуры и позволяют производить сварку постоянным или переменным током. Дуговая сварка штучными электродами обозначается как ММА, а аргоновое — TIG.
Кроме того, методы сварки подразделяются на следующие виды:
Рассмотрим основные плюсы и минусы, которые присущи TIG. Независимо от типа подачи тока, данный вид сварки имеет следующие преимущества:
- высочайшее качество сварного шва;
- возможность «варить» металлические объекты, обладающие большой площадью сечения;
- отсутствие брызг.
Вполне естественно, что там, где есть преимущества, есть и недостатки. А недостатки вышеназванного метода следующие:
Теперь следует сказать пару слов о методе MMA. Его преимуществами являются:
- более экономичное использование;
- отсутствие необходимости в наличии баллона с газом.
- очень низкую производительность работы;
- необходимость снимать шлак из готового изделия.
Вернуться к списку
Как выбрать правильную полярность
Но если вы работаете с разными металлами и металлическими заготовками разной толщины, вам придется самостоятельно настраивать параметры сварочного тока и, в частности, полярность. Это нетрудно, поехали.
Все дело в перемещении теплого анодного пятна, то есть концентрации нагрева. При прямой полярности плюс идет на металлическую заготовку, как раз она и разогревается. Именно от данного фактора зависит выбор варианта подключения при работе с разными заготовками из разных металлов. Все логично и просто, вот критерии решений по поводу подключения постоянного сварочного тока:
Толщина края металлической заготовки
Постоянный и переменный ток сварки.
Толстые края поверхностей? Конечно же сварка током прямой полярности! Дополнительная концентрация тепла в местах плавки в толстых деталях будет способствовать глубокой проверке и, следовательно, получению качественного прочного шва. Если же края свариваемых поверхностей тонкие, то рассуждать, а затем действовать нужно совсем наоборот.
Тонкие края важно не перегреть, чтобы не допустить прожога. Так что отправляем теплое анодное пятно от греха подальше на другую сторону – к электроду
Так что тонкие детали варим при обратном подключении.
Вид металла
Здесь нам поможет перемещение теплового анодного пятна: каким металлам оно не повредит, а, наоборот, поможет? Правильнее всего будет внимательно читать инструкции по электрической настройке сварочного аппарат, которые сопровождают любой современный сплав.
Но уже сейчас можно запомнить факт, что алюминий вместе со сплавами тепло только приветствуют, оно помогает снизить количество образующихся окислов во время процесса. Так что сварка алюминия постоянным током проводится только при прямом подключении. Официально это будет называться сваркой алюминия постоянным током в среде аргона.
Цветные металлы, как алюминий, варятся неплавящимися вольфрамовыми электродами только при прямом подключении без каких-либо исключений.
Вид электрода
Вы ведь знаете, что современные электроды подразделяются по огромному количеству критериев, они производятся в невероятном разнообразии. Электрические параметры также входит в описание каждого вида электрода. Читать инструкции самым внимательным образом еще никому не помешало.
Но здесь мы вполне можем рассуждать логически, чтобы выбирать правильную полярность для каждого вида электрода. Выбор зависит от того же – теплого анодного пятна, то есть температурного режима. А такие режимы у электродов зависят от типа флюса и многих других факторов.
Невозможно дать короткие рекомендации по полярности тока для разных сварочных расходников – слишком их много. Единственный дельный совет в данном случае – читать инструкции и не пренебрегать ими.
Силу тока, рабочие циклы, подключение к полюсам – все придется настраивать вручную. Но ведь голова нам дана, чтобы думать, верно?
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда “+” и “-”
В зависимости от того, к какому гнезду будет подключаться масса, а к какому – электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому – электрод
Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки
Род тока
Особенность сварки на переменном токе в том, что при прохождении синусоиды через ноль дуга потухает, а затем снова разгорается. Человеческий глаз на высокой частоте тока этого не улавливает. Сразу напрашивается вывод: род тока влияет на стабильность дуги. Не случайно для сварки используют переменный ток высокой частоты.
Когда аппарат выдает постоянный ток, увеличиваются возможности сварки, можно менять направление движения потока электронов, влиять на плотность электрической дуги. От рода и полярности тока в конечном итоге зависит прочность образуемых соединений.
Уточняю: полярность меняется только при работе с постоянным током.
У генераторов переменного тока провода можно подключать в любой последовательности, на процесс сварки это не влияет.
При выборе электродов важно учитывать род тока. Покупая расходники, нужно внимательно изучать инструкцию, там всегда даются необходимые указания. Электроды бывают для постоянного или переменного тока и универсальные. Например, УОНИИ – для постоянного. Но удобней всего работать с универсальными стержнями, с ними меньше проблем. Подготовил необходимое количество, прогрел до указанной температуры, и за работу.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему. После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке. Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентов
Электродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей. Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Полярность постоянного тока при сварке металла
Из этого материала вы узнаете:
- Понятие полярности тока при сварке
- Особенности прямой полярности
- Особенности обратной полярности
- Критерии выбора полярности
- Полярность при сварке полуавтоматом
- Полярность при сварке инвертором
- Электродержатель и сварочные электроды при разной полярности
Качество шва окажется удовлетворительным, только если правильно выбрать полярность при сварке. И опытные специалисты это прекрасно знают. С другой стороны, что в данном контексте означает определение «правильно»?
На самом деле, все не так уж сложно. Выбор прямой или обратной полярности тока может зависеть от разных факторов: вида сварки, типа электрода, толщины и материала изготовления детали, с которой идет работа. Но давайте обо всем по порядку.
Понятие полярности тока при сварке
Сварочный шов формируется благодаря горению электрической дуги, образуемой источником тока, причем необходимо замкнуть полюса, оставив зазор в пределах 3–5 мм. В качестве источника тока подходит преобразователь, выпрямитель, генератор или инвертор.
Такое явление, как полярность при сварке, учитывается лишь при использовании оборудования, работающего с постоянным током. Дело в том, что у трансформаторов, обеспечивающих поступление переменного тока, электроны ежесекундно сто раз меняют направление движения.
Это не позволяет говорить о постоянной полярности, так как все время изменяется заряд.
VT-metall предлагает услуги:
В постоянном токе электроны с отрицательным зарядом направляются от отрицательного полюса к положительному. Благодаря этой особенности сварочный процесс имеет такие характеристики:
- стабильный ток;
- ровное горение дуги;
- меньшая степень разбрызгивания металла;
- простой контроль сварочной ванны.
Сварочное оборудование, предполагающее работу с постоянным током, требует подключения двух кабелей: для держателя электрода и массы. При помощи манипуляций электродом мастер формирует соединение между заготовками, тогда как кабель массы фиксируется на изделии зажимом.
Когда держатель подключен к минусу, а второй провод – к плюсу, обеспечивается прямая полярность при сварке. Иной формат может использоваться для получения обратной полярности.
Важно четко понимать, в чем разница в полярностях при сварке. Постоянный ток движется от отрицательного полюса к положительному – это принцип перемещения отрицательно заряженных электронов. В результате плюс нагревается сильнее.
При прямой полярности плюс установлен на заготовке, и ее поверхность сильно нагревается. Тогда как электрод защищен от перегрева, ведь на его конце присутствует анодное пятно тепла.
В иной ситуации положительно заряженный полюс находится на конце расходника, что влечет за собой формирование аналогичного катодного пятна. Таким образом электрод имеет на тысячу градусов более высокую температуру, чем металл заготовки.
Благодаря грамотному выбору полярности при сварке постоянным током мастер меняет температуру расходника и заготовки, что открывает большие возможности в области обработки разных видов металлов.
Особенности прямой полярности
Прямая полярность при сварке активно задействуется во время выполнения следующих работ:
- монтаж проката, изготовленного из углеродистых, низколегированных, специальных сталей, при помощи плавящихся электродов;
- сварка вольфрамовыми неплавящимися электродами с использованием наплавочной проволоки тонких деталей встык, цветных металлов, а также сплавов, отличающихся высокой текучестью;
- раскрой посредством сварочного оборудования.
Сварка таким током имеет следующие достоинства:
- глубокий провар изделия, что обеспечивается благодаря высокой плотности плазмы;
- богатый выбор расходников с различными покрытиями;
- получение узкого шовного валика;
- стабильность дуги.
Правда, данный способ подключения имеет и недостатки: в процессе использования прямой полярности при сварке наблюдается сильное разбрызгивание металла, высока вероятность прожога тонких деталей. Кроме того, неизбежны остаточные напряжения в области температурного воздействия.
Особенности обратной полярности
Работа с обратной полярностью при сварке имеет свои нюансы:
- изделие не так интенсивно нагревается;
- легирующие элементы подвержены менее активному выгоранию;
- снижен риск деформации заготовки под действием температуры;
- присадка отделяется с кончика электрода крупными каплями;
- есть возможность сварки листового металла толщиной 1–3 мм без прожогов;
- шов получается широкий, но малой глубины;
- сокращается активность бурления углерода в пределах сварочной ванны.
Этот вид подключения специалисты рекомендуют применять для обработки изделий малой толщины – тогда электрод не прилипает, в то же время отсутствуют прожоги. При формировании коротких швов прерывистой дугой тепловложение сокращается еще сильнее.
Рекомендуем статьи
- Разряды сварщиков в России
- Металл сварного шва: параметры, влияющие на свойства и качество
- Сварка трением: особенности процесса
Заготовки, имеющие толщину 6–10 мм, соединяются значительно хуже при обратной полярности, так как не удается обеспечить проплавление металла на необходимую глубину. Когда минус установлен на держатель, проще создать надежный шов на нержавеющей стали, стали с высоким содержанием углерода, алюминии, чугуне.
Если нужно наплавить присадку для дальнейшей проточки, обратная полярность обеспечивает быстрое отделение капли.
Повышенная температура на конце электрода при сварке обратной полярностью приводит к тому, что расходник укорачивается быстрее, поэтому нужно быть готовым к повышенному расходу материалов.
Если выбран электрод, обмазка которого сильно реагирует на перегрев, покрытие осыплется в случае продолжительной работы без остановки. Тогда оголенный стержень не должен использоваться в процессе сварки.
Если сила тока снижается до предельно низкого уровня, дуга начинает скакать, из-за чего осложняется управление сварочной ванной. Вот почему специалисты рекомендуют использовать инверторы с дополнительным набором функций для обработки тонколистовой стали.
Критерии выбора полярности
Выбор способа подключения сварочного оборудования зависит от целого ряда значимых характеристик. Учитывая их, можно избежать брака, неоправданно высокого расхода материалов, а также добиться необходимого уровня прочности швов.
Толщина заготовки
Электросварка толстостенных деталей предполагает прожиг большой толщины металла, поскольку таким образом можно увеличить площадь контакта материала с рабочей поверхностью.
Также данный подход позволяет заполнить любые пустоты. В этом случае рекомендуется использовать прямую полярность при сварке.
Если речь идет о полярности при сварке тонкого металла, необходимо защитить изделие от сквозного прожига. Поэтому к нему подключают минус, а плюс – к электроду.
Выбор прямой полярности для соединения тонкостенных деталей чреват тем, что металл быстро расплавится и начнет стекать. Он будет легко прожигаться электродом, а поверхность заготовок окажется испорчена многочисленными брызгами.
В итоге мастеру придется затратить много сил и времени на удаление дефектов с готового предмета после формирования швов.
Тип металла
Окончательный нагрев заготовки и электрода определяется плюсовой клеммой. Дело в том, что на катоде выделяется меньшее количество тепла, чем на аноде. Для сталей с высоким уровнем тугоплавкости больше подходят прямая полярность, так как она обеспечивает температуру +4 000 °C.
Если свойства материала меняются на фоне перегрева, требуется обратная полярность при сварке. Прямое подключение позволяет углубить шов, тогда как второй вариант предполагает обработку поверхности металла.
Вид электрода
Марка электродов подбирается в соответствии с током. Так, переменный ток позволяет работать с любыми типами подобных расходных материалов, ведь здесь отсутствует зависимость от полярности. Для ОК, ОЗС, МР лучше использовать обратную полярность
УОНИИ и подобные модификации созданы для работы с прямой схемой. В любом случае можно уточнить подходящий принцип использования в описании на упаковке электрода.
Характеристика присадок и других расходников
Тугоплавкие электроды обычно выбирают при работе с прямой полярностью. Сварка с применением наплавочной проволоки возможна при наличии вольфрамовых электродов. Угольные разновидности плохо справляются с повышенной температурой, из-за чего теряют прочность и начинают крошиться.
Сложнее всего выбрать полярность для сварки металла, если расходники и заготовки имеют свойства, предполагающие противоположные настройки. Здесь могут применяться дополнительные меры: регулировка тока и скорости процесса.
Полярность при сварке полуавтоматом
Данный подход к сварке достаточно распространен, так как обладает большим количеством преимуществ. Однако, чтобы добиться оптимального результата при сварке полуавтоматом, важно не ошибиться с выбором полярности.
Для обработки заготовок из нержавеющей стали в среде защитного газа необходимо обратное подключение. Изделия из алюминия свариваются при помощи порошковой присадочной проволоки с прямым подключением.
Однако важно понимать, что использование полуавтомата предполагает некоторые нюансы в процессе работы. Держак с электродом подсоединяют на плюс, массу – на минус, позволяя флюсу полностью выгореть. В итоге вся обработка осуществляется под защитой облака газа.
Так изделие меньше разогревается, ограничивается разбрызгивание расплава.
Полярность при сварке инвертором
Инвертором называют устройство, вытеснившее популярные прежде трансформаторы благодаря своему небольшому весу и размерам. Кроме того, подобное оборудование позволяет сократить количество брызг горячего металла. А вся электроэнергия, потребляемая инвертором, расходуется на формирование и поддержание дуги.
Благодаря своим характеристикам такое устройство считается более удобным и может использоваться в рамках различных технологий сварки, недоступных для трансформаторов. Немаловажно, что инверторы подходят для работы как в промышленных условиях, так и в быту.
Инвертор имеет в комплекте два кабеля: на конце первого находится держатель для электрода, а у второго – зажим в виде прищепки. При помощи последнего провод крепится к детали. Для работы с подобным устройством может быть выбрана прямая или обратная полярность.
Инвертор позволяет получить постоянный ток из переменного. Чтобы создать дугу между электродом и заготовкой для формирования шва, их подключают к разным полюсам.
Как и при других видах сварки, полярность определяется тем, как подсоединен электрод. Выбирая данную характеристику, нельзя забывать про толщину изделия и прочие свойства, подробно рассмотренные ранее.
Электродержатель и сварочные электроды при разной полярности
Держатель
Применение инвертора в сочетании с прямой полярностью и высокими токами в пределах 200–300 А чревато перегревом держателя. Аналогичная картина складывается при сварке током обратной полярности в 140 А, так как расходник нагревается до +1 000 °C.
Чтобы защитить руку от неприятных ощущений и иметь возможность дольше варить, не прерываясь на охлаждение инструмента, специалисты рекомендуют выбирать держак, имеющий хорошую изоляцию рукоятки.
Электроды
Новичкам, которые не могут сразу сказать, какой тип подключения им понадобится и будут ли они менять полярность при сварке, стоит отдать предпочтение универсальным электродам.
Этой же рекомендации лучше следовать, если вы собираетесь работать одновременно с тонкостенными и толстостенными заготовками.
Подобные расходники прекрасно проявляют себя при переменном и постоянном токе вне зависимости от его полярности. С любыми сварочными задачами справляются такие марки: «Lincoln Electric Omnia 46», «СпецЭлектрод АНО-21» и ESAB ОЗС-12.
Если планируется варить только с обратным подключением, можно выбрать марку ESAB ОК 46.00.
Итак, описанные виды полярности при сварке нередко обозначают как электрод-отрицательная и электрод-положительная. Подобные термины демонстрируют способы подсоединения расходника к одному из полюсов.
Иными словами, электрод крепят к отрицательно заряженному полюсу для получения возможности варить током прямой полярности и к плюсу, если планируется сварка с обратной полярностью.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
что такое постоянным током, масса на аппарате это плюс или минус, монополярный и биполярный электроды – Сертификация и обучение на Svarka.guru
Что такое сварка током прямой полярности — это подключение плюсового провода от оборудования к соединяемым деталям, а к минусу идёт провод от держателя, на котором закреплён электрод. При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
Содержание
- 1 Прямая полярность
- 2 Обратного типа
- 3 Критерий выбора
- 3.1 Толщина металла
- 3.2 Вид
- 3.3 Коротко об электродах
- 3.4 Работа на полуавтомате
- 4 Как управлять процессом?
- 5 Превосходство и недостатки методик
- 6 Выводы
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.
[stextbox id=’warning’]Такая методика исключает использование электродов, предназначенных для сварки переменным током. [/stextbox]
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине;
- во время соединения толстых металлов снижается качество шва;
- нельзя работать электродами, чувствительными к перегреванию;
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва;
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.
В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Вид
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
[stextbox id=’info’]Р. И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».[/stextbox]
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом;
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.
При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
[stextbox id=’alert’]При быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.[/stextbox]
Внешнее состояние шовного соединения.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой;
- хороший разогрев обеспечивает качественную и глубокую проплавку;
- электрод плавится медленно, поэтому частая замена не нужна;
- металл при сварке практически не разбрызгивается.
Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное;
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней;
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Выводы
Инверторное или полуавтоматическое сварочное оборудование отличается несложной эксплуатацией, поэтому часто применяются в домашней обстановке, например, на даче или при ремонте в частном домостроении, да и неопытным исполнителям легче соединять металлические конструкции, используя обычное подключение стандартной сети. Для получения соединений высокого качества, надо точно знать, как и когда применять обратную или прямую методику подключения.
Полярность сварки стержнем Для E6013, E6010, E7018, E7024
Что такое сварка стержнем?
Сварка электродом ( SMAW ) представляет собой процесс сварки, в котором используется электрод с покрытием с использованием сварочного трансформатора (типа переменного тока) или сварочного аппарата постоянного тока (типа постоянного тока) или сварочного аппарата.
Сварочный аппарат или сварочные аппараты имеют две выходные клеммы как в машинах переменного, так и постоянного тока. Один конец клеммы крепится к заготовке, а другой — к держателю сварочного электрода, как показано на схеме ниже.
Что такое полярность сварочных средств?При сварке полярность сварного шва определяется направлением потока электронов. В зависимости от протекающего сварочного тока различают два типа полярности сварки:
- Постоянный ток (DC) и
- Переменный ток (AC).
При сварке постоянным током электроны движутся в одном направлении (с положительного на отрицательное) от электрода к заготовке. Это создает более стабильную сварочную дугу, которую легче контролировать, чем при сварке переменным током. Регулируя положительную или отрицательную клемму постоянного тока, можно создать следующие два типа полярности сварки:
- Электрод постоянного тока положительной (DCEP) или обратной полярности.
- Электрод постоянного тока Отрицательная (DCEN) или прямая полярность.
При сварке переменным током электроны перемещаются между электродом и заготовкой, создавая более нестабильную дугу. Этот тип сварки обычно используется для сварки алюминия и других цветных металлов.
Сварка электродом DCEP (положительный электрод) или DCEN (отрицательный электрод) или полярность переменного тока?При сварке электродом или сварке SMAW, чтобы определить, является ли сварка электродом положительным электродом (DCEP) или отрицательным электродом (DCEN) или полярностью переменного тока, нам необходимо проверить — Как мы подключаем заготовку или электрод к машине, и он определяет тип полярности при сварке палочкой .
Если мы подключаем электрод к положительной клемме, мы говорим, что это электрод постоянного тока положительной (DCEP) полярности (также называемой обратной полярностью).
Аналогично, если мы подключаем электрод к отрицательной клемме, мы говорим, что это отрицательный электрод постоянного тока (DCEN) или также называемый прямой полярностью .
При сварке с помощью сварочного аппарата трансформаторного типа не существует прямой или обратной полярности, а также полярности DCEP или DCEN, что означает отсутствие полярности при сварке электродом на переменном токе, поскольку ток течет в обоих направлениях в переменном токе.
Как поменять полярность на сварочном аппарате?Полярность при сварке электродом или SMAW или MMAW можно изменить, поменяв клеммы на передней стороне сварочного аппарата (сварочного аппарата).
Типы полярности в SMAW, MIG, MAG…
Пожалуйста, включите JavaScript
Типы полярности в SMAW, MIG, MAG, FCAW, TIG и SAW положительная клемма на аппарате к сварочному электроду,
, и, если хотите, прямая полярность или полярность DCEN соединяет сварочный держатель с отрицательной клеммой на аппарате в соответствии с расположением, показанным на диаграмме ниже для обоих типов полярности.
Новейший сварочный аппарат (сварочный аппарат) имеет переключатель смены полярности, который упрощает работу сварщика по изменению полярности для сварки.
Какую полярность следует использовать для сварки электродом?Выбор полярности сварки зависит от типа сварочного электрода, а тип покрытия электрода определяет полярность электрода при сварке электродом.
Большинство электродов для дуговой сварки или сварки SMAW или MMAW работают без сбоев при использовании DCEP или полярности постоянного тока (также называемой обратной полярностью), но это не является универсальным.
Некоторые электроды могут работать с полярностью AC, DCEP и DCEN , а некоторые хороши только с DCEP или DCEN.
Таблица полярности электродов для стержневой сварки E6010, E6012, E6013, E7014, E7015, E7018 и E7024 показана на рисунке ниже.
Полярность сварки электродами для E6010 E6010 или E4310 или E383C21 электроды для сварки электродов предназначены только для DCEP и обратной полярности.
Сварка на переменном или постоянном токе приведет к нестабильной дуге и плохому качеству сварки сварных швов. Итак, выбрав правильную полярность для 9Электрод типа 0008 E6010 очень важен.
Полярность сварки стержнем для E6011E6011 или E4311 в соответствии со стандартом CSA Стандартный электрод можно использовать с полярностью переменного тока (переменный ток) или DCEP (положительный электрод постоянного тока).
Калий, присутствующий в покрытии, облегчает его использование с полярностью DCEP.
E6011 не содержит натрия, поэтому его нельзя использовать с полярностью DCEN (отрицательный электрод постоянного тока), а можно использовать только с обратным или переменным (AC) током при сварке электродом или сварке SMAW или MMAW.
Полярность электродной сварки для E6013 E6012 и E6013 или E4313 или E380RC11 используются с положительным электродом постоянного тока (DCEP) или также называются обратной полярностью. но только E6013 подходит для работы с переменным током (AC) и DCEN (прямая полярность).
Характеристики постоянного тока (CC) используются при сварке электродом, чтобы сбалансировать нестабильность руки сварщика из-за ручного управления.
Эта функция аппарата поддерживает длину дуги во время сварки без значительных колебаний сварочного тока и напряжения.
Полярность сварки стержнем для E7014При сварке электродом E7014 полярность сварного шва можно изменить для получения различных результатов. Стержень E7014 можно использовать с полярностью AC, DCEP и DCEN.
Если вы хотите получить более широкий валик сварного шва с большим подводом тепла, вы можете использовать обратную полярность (DCEP). При DCEP электрод является положительным, а заготовка — отрицательным. Это дает более широкий сварной шов с меньшей проникающей способностью.
Полярность электродной сварки для E7015 При электродуговой сварке электродами E7015 используется только положительная полярность электрода постоянного тока (DCEP) или обратная полярность. Для достижения наилучших результатов важно использовать правильную полярность для используемого электрода и типа свариваемого металла.
При постоянном токе ток течет в одном направлении, а электрод всегда положителен. Это создает сильную дугу, подходящую для сварки высокоуглеродистой стали. При переменном токе ток чередуется вперед и назад, и электрод положителен в течение половины каждого цикла. Это может вызвать нестабильное горение дуги и привести к меньшему проплавлению сварного шва.
Полярность сварки стержнем для E7018E7018 или CSA E4918 или E42 5 Электроды B4 2 H5 можно использовать с полярностью AC и DCEP. Покрытие стержня E7018 на основе калия обеспечивает лучшие характеристики дуги при полярности AC и DCEP. Электроды
E7018 чаще всего используются на предприятиях с обратной полярностью, поскольку они обеспечивают хорошую стабильность сварочной дуги.
Полярность сварки электродом для E7024 E7024 или E4924 или E42 0 RR5 3 Электроды типа можно использовать с полярностью DCEP, DCEN и AC Они обеспечивают высокую скорость осаждения, но в основном используются в плоском положении только из-за ограничений покрытия.
E7024 (классификация электродов) Спецификация стержня AWS A 5.1.
Заземление сварочного аппарата положительное или отрицательное?При сварке важно иметь хорошее заземление. Это гарантирует, что сварка стабильна и производит качественный сварной шов.
Это соединение создает путь для прохождения электричества от источника питания к заготовке. Земля также действует как щит, защищая сварщика от поражения электрическим током.
В сварочных аппаратах постоянного тока возможны два типа заземления:
- Положительное заземление и
- Отрицательное заземление.
Заземление сварочного аппарата обычно отрицательное при сварке электродом и сварке MIG. Земля остается положительной при сварке TIG. Это означает, что зажим на станке должен быть сначала прикреплен к заготовке, а затем к заготовке должен быть прижат металлический стержень.
Важно правильно подключить заземление к сварочному аппарату. Если вы подключите его неправильно, вы можете создать опасную ситуацию. Убедитесь, что вы подключаете заземляющий браслет к отрицательной или положительной клемме источника питания, а не к какой-либо другой части машины.
При сварке полярность электрического тока, протекающего через сварной шов, влияет на способ плавления металла и внешний вид сварного шва. При сварке TIG существует два типа полярности: прямая и обратная. Какой из них вы используете, зависит от того, какой тип сварного шва вы пытаетесь сделать и какой металл вы используете.
Прямая полярность – это когда ток течет от электрода к заготовке. Это создает сильную дугу и обеспечивает хорошее проникновение в металл. Лучше всего подходит для сварки тонких металлов, таких как листовой металл или алюминий. Это наиболее часто используемая полярность сварки TIG.
При обратной полярности ток течет от заготовки к электроду. Это создает более слабую дугу и не дает хорошего проникновения в металл. Эта полярность редко используется при сварке TIG.
Похожие сообщения:
- Типы сварочной проволоки MIG-TIG
- Как стать сертифицированным сварщиком?
- Спецификация электрода E7018-1 или E4918-1-h5, значение, химические и механические свойства с MTC
Безгазовая сварка (‘MIG’) – какова правильная полярность?
Дата: 17-01-2018
Академия Weldclass
Не можете вспомнить, к каким клеммам подключаются горелка и зажим заземления? Провод плохо работает? Плохое проникновение?Не переживайте — даже самые опытные сварщики могут ошибиться! Если ваша проволока для безгазовой сварки не работает должным образом или имеет плохое проплавление, велика вероятность того, что полярность неверна.
При работе с проволокой для безгазовой сварки – соедините заземление с плюсом, а горелку с минусом, что также известно как «отрицательный электрод постоянного тока» или «прямая полярность».
(Противоположно стандартной сварке MIG с газом, при которой горелка/проволока является положительной, а заземление — отрицательной).
Заземление к положительному (+)
Подсоедините провод заземления к положительному (+) выводу на передней панели сварочного аппарата.
Горелка к отрицательному (-)
Соединения полярности для горелки обычно находятся либо внутри сварочного аппарата (рядом с системой подачи проволоки, как показано ниже), либо на передней панели сварочного аппарата. сварщик.
Обычно имеется короткий провод, который можно подключить как к положительной, так и к отрицательной клемме. Подключите его к отрицательной (-) клемме.
Ищете безотказную и беспроблемную безгазовую проволоку…?
Обратите внимание на сварочную проволоку Weldclass Platinum GL-11, признанную тысячами сварщиков лучшей безгазовой проволокой в Австралии!
Этот блог предназначен для помощи: Какова правильная полярность для сварки MIG без газа? // Куда следует подключать заземляющий провод при использовании безгазовой проволоки MIG?
Несмотря на то, что были предприняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к конкретным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
Сварка MIG и FCAW Безгазовая сварка
КомментарииДата: 20-04-2020
Класс сваркиЗдравствуйте, Грэм, спасибо за ваш вопрос. Если ваш сварочный аппарат MIG не имеет клемм +/- (ни внутри, ни снаружи аппарата), то, к сожалению, изменить полярность невозможно. В наши дни подавляющее большинство сварщиков MIG имеют возможность менять полярность из-за популярности безгазовой проволоки. Если вы ищете портативную машину на 240 В для работы от 10 А, наша машина 180MST очень популярна как для работы на газе, так и без газа.
Дата: 18-04-2020
Грэм КоутсПривет, У меня есть сварочный аппарат MIG без штекеров + или — для безгазовой сварки. Можно ли еще изменить полярность? Любая помощь будет принята с благодарностью. Заранее спасибо Грэм
Дата: 04-12-2019
Брюс Спенс Общественный колледж Северных внутренних районовПривет, я нашел свой путь на ваш сайт, чтобы проверить для наших студентов, о чем мы говорим на нашем обучении, когда мы обсуждаем «безгазовые» провода. Но есть несколько вещей, которые, кажется, сохраняются, чего не должно быть, когда мы говорим о сварке.
Обратный провод НЕ является заземлением. Кроме того, материал, который мы свариваем, является основным металлом, а НЕ основным металлом. Кажется, мы используем американскую терминологию, которая не подпадает под действие наших правил сварки. Это достаточно запутанно, чтобы объяснить область сварки, не принимая неверную информацию.
Это только два примера, их гораздо больше.Дата: 04.08.2019
Мэтью сварщикЗдравствуйте, мне очень понравилась ваша информация обо всех видах сварки. Я не сертифицированный сварщик, но я самоучка, и проблемы, с которыми я столкнулся, когда пытался научиться сварке MIG, заключались в том, чтобы не знать, как настроить мою машину. Но, к счастью, я нашел реальную информацию в Google и YouTube. Я бы посоветовал всем, кто изучает сварку, сначала найти полезную информацию в Интернете, это немного облегчит процесс.
Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Сварка корневых па se s : прямая полярность . lastek.eu lastek.eu | Soldadura de cordn de penetracin: pinza al polo negativo. lastek.eu lastek.eu |
Он более полярен и, следовательно, более применим для стабилизации низкомолекулярных альдегидов и других […]
ароматизирующие вещества hi gh e r полярность . eur-lex.europa.eu eur-lex.europa.eu | Es ms polar y, port tanto, ms […] применимый пара стабилизацин альдегидов де байо песо молекулярный и другие субстанции […] аромат ti zante s d e a lta polaridad . eur-lex.europa.eu eur-lex.europa.eu |
Чтобы снять его, поднимите крышку батарейного отсека и снимите защищенный […] аккумулятор и проверьте i t s полярность . group.lexibook.com group.lexibook.com | Para retirarla, levante la tapa del compartimento de pilas y, a continuacin, levante la pila […] protegida fi jnd ose en su polaridad . group. group.lexibook.com |
Кран температуры должен быть […] установлены на a прямые s e ct […] выпускной патрубок глушителя. donaldson.com donaldson.com | La toma de temperature debe instalarse […] в ип a secc in recta de la t ub эра de […] Salida del Silenciador. donaldson.com donaldson.com |
Такая почва быстро прогревается весной, легко обрабатывается и позволяет выращивать стебли спаржи […] быстро расти a n d прямой . eur-lex.europa.eu eur-lex.europa.eu | Este tipo de suelo se calienta [. rpidamente en primavera, se trabaja con facilidad y licensee que los turiones de esprragos […] crezcan re ct os y con rapi de z. eur-lex.europa.eu eur-lex.europa.eu |
С обр. er s e полярность r e ve […] направление потока температуры. антенна.wimo.de антенна.wimo.de | C o n polaridad r eve rsa invi er te la direccin […] флюхо-де-ла-температура. антенна.wimo.de антенна.wimo.de |
Каждая катушка соленоида защищена искрогасителем […] цепь, а также ага в s t полярность r e ve ve festo. festo.com | Cada bobina tiene un Circuito Protector para supresin de arco […] Вольтайко у, ad ems, ti ene polaridad вкл. xdki.festo.com xdki.festo.com |
Откройте дверцу аккумуляторного отсека и вставьте один 9В […] батарея в соответствии с t h e полярность s h ow n внутри. johnsonlevel.com johnsonlevel.com | Abra la puerta del compartimiento de las bateras y coloque una batera de 9V […] de ac ue rdo c on la polaridad qu es e mue 7 enra […] эл салон. johnsonlevel.com johnsonlevel.com |
Поскольку Традиция сосредоточена на Богине, мы [. в зависимости от пола. nemorensis.com.br nemorensis.com.br | Como una Tradicin matrifocal, creemos que existen […] большая часть с форма as d e polaridad q ue n o se и […] en gnero. nemorensis.com.br nemorensis.com.br |
Региональные m ul t i — полярность i s t Вторая по важности позиция Бразилии в Южной Америке. fride.org fride.org | La multipolaridad Regional эс-ла-Segunda razn Importante Que explica la posicin relativamente dbil de Brasil en Amrica del Sur. fride.org fride.org |
Отклонение […] om a прямо l i ne […] ширина пиломатериала, измеренная в точке наибольшего удаления от линии. mbveneer.com mbveneer.com | Desviacin de la l ne a recta a tr avs de l ancho […] де-ун-педазо-де-мадера-де-конструкчин, Медидо-десде-ла-дистансия-мс-гранде-а-ла-Инеа. mbveneer.com mbveneer.com |
В прошлую среду министр не смог […] дать мне a прямо a n sw […] вопрос. europarl.europa.eu europarl.europa.eu | Эль-Мирколес-Пасадо-Эль-Министро-Фуэ-Инкапас [. europarl.europa.eu europarl.europa.eu |
И пусть ты не […] в состоянии s ta n d прямой a t f […] должен начать ходить как можно скорее. Plastic-Surgeon.org Plastic-Surgeon.org | Юридический номер […] pueda pa ra rse derecho al pr incipio, […] debera comenzar a caminar cuanto antes. Plastic-Surgeon.org Plastic-Surgeon.org |
Обычно одна сторона оснащена […] радиатор и/или вентилятор и держать при комнатной температуре, другая сторона нагревается […]
или холоднее, в зависимости от г o n полярности . антенна.wimo.de антенна.wimo.de | Generalmente un lado se equipa de un disipador de calor […] y/o un ventilador y sostenido en la Temperature Ambiente, el otro lado se enfri ms […] caliente o, d epend ien до де поляридад . антенна.wimo.de антенна.wimo.de |
В основном присутствует в виде двойной нити, […] состоящий из двух полинуклеотидов […] цепи оппо si t e полярность a n d […] в результате так называемого спаривания двух оснований. Health-Kiosk.ch Health-Kiosk.ch | Normalmente es una cadena double, состоящая из [. del llamado apareamento entre dos bases. здоровье-киоск.ч здоровье-киоск.ch |
Кроме того, лампы поставляются с th a полярностью s a 3 fe , которая предотвращает неправильную установку и обращение с защитным кожухом. hella-press.de hella-press.de | Adems, las luces de la llamada proteccin contra polarizacin inversa, que impide una instalacin o manejo correctos. hella-press.de hella-press.de |
Эта цепь также […]
предотвращает инверсию n o f полярность a n d [. опасные газы внутри тела. lapalomera.com lapalomera.com | Este Circuito Previene […] de la in versi n de polaridad ev ita ndo a s […] газ пелигросос дентро де ла линтерна. lapalomera.com lapalomera.com |
Однако большая часть обсуждения, включая моменты […] больше страсти na t e полярность , c и можно увидеть с […] задним числом как отражение этих различных ориентаций. iiz-dvv.de iiz-dvv.de | Aun as, большая часть дебатов, […]
incluidos los mo mento s d e polaridad m s apasi on ада, пуэде [. ser percibida en retrospectiva como […] un reflejo de estas diversas orientaciones. iiz-dvv.de iiz-dvv.de |
В данном случае это […] другой род d o f полярность : p ол итический здравый смысл […] и благоразумие против воинственной иррациональности и насилия. venezuela-us.org venezuela-us.org | Se trata, en esta […] coyuntura, de o tro t ipo de polaridad: se nsa tez y […] polticas vs irracionalidad y violencia militaristas. venezuela-us.org venezuela-us.org |
Опять […]
субъективность/объекти vi t y полярность e m er [. по отношению к самой среде, в которой Мунтадас осуществляет свою художественную практику. roalonso.net roalonso.net | Всплеск № ue vame nte la polaridad sub jet ivid ad , […] pero esta vez en relacin al propio medio en el que Muntadas desarrolla su prctica. roalonso.net roalonso.net |
Встроенная мостовая схема позволяет подключать боковые габаритные огни — инструменты не требуются — […] без необходимости w at c h полярность . hella-press.de hella-press.de | Una conexin de puente integrada hase posible que las luces de balizamiento se puedan conectar sin herramientas y […]
sin tene r en c uent a su polaridad . hella-press.de hella-press.de |
Detectio n o f полярность r e ve b с оценкой […] контурного тока. promaxelectronics.eu promaxelectronics.eu | Deteccin de i nv ersi n d e polaridad a /b c on e ва луацин […] корриенте де bucle. promaxelectronics.eu promaxelectronics.eu |
Я считаю ошибкой попытки преувеличить h e полярность o f монетарную стратегию и инфляционную стратегию. ecb.int ecb.int | Entiendo que polarizar en exceso la estrategia de inflacin y la estrategia monetaria es una quivocacin. ecb.int ecb.int |
И как мы можем помешать th i s полярности f r om принять форму […] национальных соображений, защита национальных интересов, […] в противовес фактической цели Комиссии, которая отвечает за защиту европейских интересов? europarl.europa.eu europarl.europa.eu | Y cmo i mp edir que e sa polaridad te ng a co mo c 9037 […] рассуждение о национальном типе, дефенса дель межнациональный, […] por oposicin a la esencia funcional de la Comisin, a quien reporte la defensa de los intereses europeos? europarl.europa.eu europarl.europa. |
Как показано на рисунке, снимите крышку батарейного отсека и вставьте две щелочные батарейки «АА» в батарейку […] отсек согласно t h e полярность i n di кат. johnsonlevel.com johnsonlevel.com | Como se muestra en la figura, retire la tapa […] del compartimento de las bateras y coloque dos bateras alcalinas «AA» en el […] comparti me nto s например, n l a polaridad i ndi cad a . johnsonlevel.com johnsonlevel.com |
Щелкните здесь […]
кнопка для инвертирования t h e полярность o f t сигнал поступает [. точка матричного микшера. shure.com shure.com | Haga clic en este […] нижняя часть a инвертор tir la polaridad de la уплотнение q […] por el punto de matriz mezcladora. shure.com shure.com |
Непрекращающийся процесс создания ЮНЕСКО сам по себе является значимым посланием для мира, который все больше осознает свою сложность, взаимозависимость и многогранность.0372 ul t i — полярность . unesdoc.unesco.org unesdoc.unesco.org | El proceso Permanente de Construccin de la UNESCO es por s mismo un mensaje pleno de sentido en un mundo que cad a da toma m s conciencia de su complejidad, su interdependencia y su multipolaridad. unesdoc.unesco.org unesdoc.unesco.org |
T h e полярность o f t спектр может […] может быть установлен на нормальный или инвертированный. promaxelectronics.eu promaxelectronics.eu | L a polaridad del es pectr o se puede […] ajustar a normal o invertida. promaxelectronics.eu promaxelectronics.eu |
Подсоедините кабель (A.3) к блоку управления […] io n ( полярность ) . Лето-Торантрибе.at Лето-Торантрибе.at | Соединение с кабелем (A.3) по центру […]
asegurnd os e de que l a polaridad s ea la corr ec ta. Лето-Торантрибе.at Лето-Торантрибе.at |
Решение этого очевидного дисбаланса заключается в […] учет o th e r полярностей t h an сексуальный и/или гендерный как pri ma r y полярность . nemorensis.com.br nemorensis.com.br | La solucin de este aparente desequilibrio se encuentra en la […] рассмотреть e другие polaridades que n o la сексуальный y /o gner o como la 0372 polaridad pr imord ia l. nemorensis.com.br nemorensis.com.br |
При сварке с обратной полярностью?
Вопрос задан: Фло Хоппе
Оценка: 4,7/5 (37 голосов)
Как правило, сварка с положительным электродом (обратная полярность) приводит к более глубокому проплавлению . Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, к более высокой скорости наплавки. Скорость наплавки относится к количеству присадочного металла, вплавленного в сварной шов.
Что такое прямая и обратная полярность?
Прямая полярность — это состояние, когда микроинструмент подключен к катоду (−) , а обратная полярность — это состояние, при котором электрод инструмента подключен к аноду (+), а заготовка — к катоду (−).
В чем разница между DC и DC+?
Основное различие между ними заключается в рекомендуемой полярности сварки . … В большинстве случаев постоянный ток является предпочтительной полярностью сварки. Будь то полярность DC+ (электрод положительная или «обратная») или DC- (электрод отрицательная или «прямая») полярность, постоянный ток обеспечивает более плавную сварку, чем переменный ток.
Какая полярность также называется обратной полярностью?
DCEP также исторически был известен как постоянный ток с обратной полярностью (DCRP) или просто «обратный», тогда как DCEN также был известен как постоянный ток с прямой полярностью (DCSP) или просто «прямой». … Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности.
Как поменять полярность?
Как починить розетку с обратной полярностью?
- Выключите питание в розетке/комнате.
- Снимите крышку розетки и розетку со стены.
- Отсоедините черный/красный и белый провода от розетки.
- Переключите черный/красный и белый провода на правильную сторону.
- Убедитесь, что провода надежно закреплены и имеют хороший контакт.
Сварка чугуна с помощью сварки с помощью Muggy Weld
19связанные вопросы найдено
Что происходит с обратной полярностью?
Розетка с обратной полярностью может привести к постоянному электрическому заряду некоторых предметов . В правильно подключенной розетке электричество будет поступать на выключатель; при обратной полярности он будет присутствовать в самом предмете даже тогда, когда он не включен.
Что такое постоянный ток обратной полярности?
Сварка переменным током и сварка постоянным током
Сварочные аппараты и электроды обычно имеют маркировку переменного или постоянного тока, что указывает на полярность тока в аппарате. AC обозначает переменный ток, а DC обозначает постоянный ток. … Обычно электрод-положительный (обратная полярность) сварка приводит к более глубокому проплавлению.
Меняете ли вы полярность при сварке алюминия?
Убедитесь, что полярность подключена правильно. mig сварка алюминия требует обратной полярности . Другой способ сказать, что обратная полярность — положительный электрод постоянного тока или DCEP. … Он обычно используется для сварки алюминия 5052.
Какие два типа полярности существуют в науке?
4. 6.1.7 Полярность
Полярность электродов бывает двух типов: (1) прямая полярность и (2) обратная полярность .
Какая полярность используется для 7018?
Электрод 7018 лучше всего использовать с током DCEP . 7018 содержит порошок железа с низким содержанием водорода, что упрощает контроль и обеспечивает гладкий сварной шов. Существует постоянный поток тока в одном и том же направлении. Несмотря на то, что вы можете использовать электрод 7018 на токе DCEN, он не идеален для проникновения.
Стержень 6010 переменного или постоянного тока?
Модель 6010 имеет более высокие показатели предела текучести и предела прочности на растяжение по сравнению с моделью 6011. Хотя обе машины могут сваривать материалы во всех положениях, модель 6010 имеет более глубокую проникающую способность. Однако 6011 является стержнем, совместимым как с переменным, так и с постоянным током, в то время как и 6010 совместимы только с постоянным током .
Можно ли использовать 6011 на DC?
Сварочные стержни 6011 имеют покрытие калиевого типа с высоким содержанием целлюлозы. Эти стержни можно использовать с полярностью переменного и постоянного тока в течение сварка во всех положениях . Они особенно хорошо подходят для сварки ржавого, грязного или старого металла или для ремонта на улице, где дует ветер.
Что такое полярность DCEN?
Направление тока в сварочной цепи, когда вывод электрода подключен к отрицательной клемме источника питания, а работа подключена к положительной клемме. Иногда называют прямой полярностью.
В чем разница между отрицательной и положительной полярностью?
В случае электрического тока, протекающего между двумя точками или полюсами, на одном из полюсов будет больше электронов, чем на другом. Говорят, что полюс с большим количеством электронов имеет отрицательную полярность. Полюс с меньшим количеством электронов, чем , имеет положительную полярность.
Какая полярность используется в электродах с неизолированной проволокой?
Как правило, с прямой полярностью используется со всеми электродами из мягкой стали, электродами без покрытия или со светлым покрытием. Обратная полярность используется при сварке цветных металлов, таких как алюминий, бронза, монель и никель.
Меняете ли вы полярность при сварке TIG?
Для сварки ВИГ переменным током полярность обычно* противоположна полярности постоянного тока: горелка ВИГ подключается к положительной (+) клемме, а провод заземления к отрицательной (-) клемме. *Примечание. В то время как «положительная полярность горелки» является наиболее распространенной полярностью для сварки TIG на переменном/постоянном токе, для некоторых аппаратов TIG на переменном/постоянном токе может потребоваться «отрицательная полярность горелки».
Двойной экран имеет обратную полярность?
Двойная защитная проволока использует лучшие свойства MIG и Flux Core за счет использования флюсовой проволоки и защитного газа. Конечно, всегда следуйте рекомендациям производителя проводов по полярности, но, как правило, двойной или внешний 9.Провод экрана 0372 использует обратную полярность .
Меняете ли вы полярность для TIG?
Для сварки TIG алюминия требуется переменный ток или переменный ток, при котором аппарат постоянно переключает положительный и отрицательный токи . Машины более низкого уровня обычно не имеют этой функции. Это важно для сварки алюминия TIG, но не так распространено для любителей или обычных домашних применений.
Полярность постоянного тока положительная или отрицательная?
В цепи постоянного тока (DC) ток течет только в одном направлении, и один полюс всегда отрицательный а другой полюс всегда положительный. В цепи переменного тока (AC) два полюса чередуются между отрицательным и положительным, а направление тока (потока электронов) периодически меняется на обратное.
Что означает реверс постоянного тока?
При использовании источника питания постоянного тока (DC), если электрод подключен к положительной клемме, а базовые пластины к отрицательной клемме, это называется положительным электродом постоянного тока или Обратная полярность . Электроны освобождаются от базовой пластины и текут к электроду через внешнюю цепь.
Как определяется полярность?
1 : качество или состояние, присущее телу, которое проявляет противоположные свойства или силы в противоположных частях или направлениях или которое проявляет противоположные свойства или силы в противоположных частях или направлениях: состояние наличия полюсов.
Опасна ли розетка с обратной полярностью?
Осторожно: обратная полярность на электрическая розетка опасна . Если вы случайно перепутаете эти провода, устройство, которое вы подключаете к розетке, может «работать», но это небезопасно и может привести к короткому замыканию, поражению электрическим током или возгоранию.
Будет ли GFCI работать с обратной полярностью?
Существует разница в токе между двумя проводами, поэтому GFCI не нужно знать, какой провод заземлен. Кнопка тестирования не использует EGC, как подключаемый тестер, поэтому полярность не имеет значения. EGC должен использоваться GFCI, который не сбрасывается при обратной полярности.
Похожие вопросы
- 23Растворяется ли полярность в воде?
- 18Защита от обратной полярности?
- 28 Имеет ли значение полярность динамика?
- 25Могут ли магниты менять полярность?
- 23Когда резисторы имеют полярность?
- 22Не повредит ли обратная полярность мой автофургон?
- 18Влияет ли полярность на температуру кипения?
- 39Какие две связи наиболее близки по полярности?
- 16Почему важна полярность динамиков?
- 21В защите от обратной полярности?
Реклама
Популярные вопросы
- 37Когда родится биндис?
- 26Когда Элтон Джон в Де-Мойне?
- 38Где снимают еду на природе?
- 43Должен ли я убить Рэндалла ходячих мертвецов Мишонн?
- 28Увеличит ли мочеиспускание фломакс?
- 17Когда закон Флориды требует прохождения велосипедиста?
- 31За опасную работу платят больше?
- 32Какова пропускная способность популяции оленей?
- 34Почему опасны воздушные шары?
- 40Что делают планетарии?
Сварочный ток и полярность — только для профессиональных школ
Сварка — это практическая работа, требующая большого количества технических знаний.
Одним из очень важных терминов, с которым вы познакомитесь во время учебы, является «сварочный ток».
Существует 2 вида тока, переменный и постоянный, которые указаны на сварочных аппаратах и электродах, а также полярность.
Давайте подробнее разберемся, зачем нужны электрические токи и полярность при сварке?
Поиск программ
Получите информацию о программах, введя свой почтовый индекс и запросив регистрационную информацию.
Выберите программуСертифицированный персональный тренерСертифицированный дизайнер жилых интерьеровАссистент стоматологаТехник ЭКГЭлектрикОбучение фрахтовых брокеров/агентовСертифицированный техник HVACRМедицинский ассистентМедицинское выставление счетов и кодированиеМедицинская транскрипцияТехник по уходу за пациентамиТехник в аптекеТехник по флеботомииПомощник по физиотерапииСантехникОбучение турагентаВетеринарный ассистент
Рекомендуемые онлайн-программы
Рекламные онлайн-программы.
Когда вы включаете электрическую цепь, она может создавать отрицательную и положительную полярность.
Выбор правильной полярности влияет на прочность и качество сварного шва, поскольку полярность имеет большое значение.
Неправильная полярность приведет к большому количеству брызг на сварочной дуге, плохому проплавлению и отсутствию контроля.
Прямая и обратная полярность при сваркеТермины «электрод-отрицательный» и «электрод-положительный» означают «прямая» и «обратная» полярность.
При более глубоком проплавлении сварочные токи с положительной (обратной) полярностью электрода являются результатом полярности, при более высокой скорости наплавки полярность обеспечивает более быстрое плавление отрицательного (прямого) электрода.
На сварной шов также могут оказывать дополнительное воздействие различные защитные газы.
Что такое переменный и постоянный ток? Переменный и постоянный ток или «переменный ток» и «постоянный ток» — это аббревиатура.
Последний течет только в одном направлении, а первый меняет направление своего потока.
Те, кто пометил его как «AC», меняют полярность 120 раз в секунду при токе частотой 60 герц, тогда как сварочные аппараты и электроды с пометкой «DC» имеют постоянную полярность.
Проверка полярности
Использование угольного электрода для определения полярности
- Расположите плоско и очистите основной металл.
- На форме шлифовального круга точки двух угольных электродов, идущих одинаково постепенно, отступают на 2 или 3 дюйма от дуги tp.
- Закройте лентой шлифовку одного электрода в электрододержателе.
- Сила тока от 135 до 150
- Изменение любой полярности
- Удерживайте в течение короткого времени (используйте экран) и зажгите дугу. Возможность наблюдения за действием дуги изменяет длину дуги с короткой на длинную.
- Посмотрите на действие дуги. При отрицательной (прямой) полярности стабильной будет дуга, равномерная, простая в обслуживании и коническая по форме. Положительную обратную полярность будет трудно поддерживать, и вы оставите черный углеродистый налет на поверхности основного металла.
- Удерживайте такое же время, зажгите дугу другим электродом, смените полярность. Посмотрите на действие дуги, как и раньше.
- Из двух электродов осмотрите концы и сравните. Сохраняя свою форму, отрицательная полярность будет сгорать равномерно. Он быстро сгорит, если электрод использовался на положительной полярности.
Определение полярности металлического электрода.
- Расположите горизонтально и очистите основной металл
- Сила тока от 130 до 145 для электрода 5/32 дюйма
- Посмотрите на любую полярность
- Зажгите дугу, стандартный угол электрода обеспечивает нормальную длину дуги и пуск шва
- Услышьте звук дуги. При нормальной длине дуги и силе тока в соответствии с полярностью тока вы услышите регулярный «потрескивающий» звук, неправильная полярность при нормальной настройке дуги и длины силы тока будет воспроизводить нерегулярные «хлопки» и «треск» при нестабильной дуге.
- Протяните еще одну бусину и установите другую полярность.
- Повторяйте, пока не сможете быстро определить правильную полярность.
При дуговой сварке защищенным металлом (SMAW) обычно используется постоянный ток, поскольку он дает много преимуществ.
С помощью постоянного тока вы можете создать стабильную дугу и более гладкую сварку, плюс вы можете легко зажечь дугу, меньше разбрызгивания и меньше отключений дуги, проще сварка в вертикальном положении вверх и потолочная сварка.
AC может быть предпочтительным выбором для сварки при обучении студентов, однако часто используется с недорогими сварочными аппаратами начального уровня.
Удар дуги из стороны в сторону, а также переменный ток часто встречается при строительстве кораблей, сварке или любых условиях.
Отрицательная и положительная полярность (постоянный ток) при сваркеОтрицательная или положительная полярность электрода касается не только сварочного тока.
Более высокая скорость наплавки и меньшее проникновение имеют отрицательную полярность постоянного тока, в то время как положительная полярность постоянного тока обеспечивает высокий уровень проникновения в сталь.
В середине положительной и отрицательной полярности постоянного тока переменный ток является наполовину положительным и наполовину отрицательным по сварочным свойствам.
При ремонте ржавых металлов некоторые сварщики выбирают переменный ток, если хотят избежать глубокого провара.
Чтобы хорошо выполнять свою работу сварщиком, важно понимать и изучать виды тока и полярность.
На самом деле, не зная их, вы не сможете хорошо работать сварщиком.
Итак, убедитесь, что вы обращаете внимание во время обучения и хорошо изучаете и понимаете их.
Популярные онлайн-программы
Рекламные онлайн-программы.
Сварка прямой полярностью? — AllFamousFaqs
Сварка электродом с отрицательным знаком (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости наплавки.
Скорость наплавки относится к количеству присадочного металла, вплавленного в сварной шов. Сварка постоянным током имеет много преимуществ, что делает ее популярным выбором для дуговой сварки защищенным металломПрямая полярность положительная или отрицательная?
«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательная» и « электрод-положительная » полярность. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают более глубокое проплавление, в то время как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и более высокую скорость наплавки.
В цепи постоянного тока (DC) ток течет только в одном направлении, и один полюс всегда отрицательный а другой полюс всегда положительный.
Что такое DCEN в сварке?
Направление тока в сварочной цепи, когда вывод электрода подключен к отрицательной клемме источника питания, а изделие подключено к положительной клемме.
Иногда называют прямой полярностью.Положительная часть сварочной цепи (притягивает электроны в дуге) анод . Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом.
Что такое прямая полярность?
Прямая полярность: При прямой полярности электрод имеет отрицательную клемму, а заготовка подключена к положительной клемме источника питания постоянного тока . … Таким образом, больше тепла концентрируется на заготовке, что приводит к большему проплавлению и меньшей ширине сварного шва.
Что вы понимаете под прямой полярностью?
Прямая полярность постоянного тока возникает, когда пластины положительные, а электрод отрицательный . Это заставляет электроны двигаться от кончика электрода к опорным пластинам.
Какова полярность 7018?
ЭЛЕКТРОД DC* ИСПОЛЬЗОВАНИЕ 7018 ЕР С НИЗКИМ ВОДОРОДОМ, СИЛЬНЫЙ 7018АС ЕР НИЗКИЙ ВОДОРОД, СИЛЬНЫЙ Ni-Cl ЕР ЧУГУН 308л ЕР НЕРЖАВЕЮЩАЯ Что такое DCEP при сварке MIG?
DCEP или обратная полярность является стандартной полярностью для сварки MIG и сварки электродом .
В MIG, если он использует только газ, без флюса или металлического сердечника, потребуется положительный электрод. … Что касается требуемой полярности сварки с помощью Stick, почти вся сварка выполняется с обратной полярностью.Какая полярность используется при сварке MIG?
Положительная полярность рекомендуется для GMAW (сварки MIG), поскольку генерируется две трети тока. Исключение составляет использование некоторых порошковых проволок, предназначенных для отрицательной полярности; то же самое касается некоторых проводов с наплавкой.
Что такое Dcsp и Dcrp при сварке?
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В зависимости от соединения основных металлов и электрода с портами питания, полярность постоянного тока может быть подразделена на две категории — Прямая полярность постоянного тока (DCSP) и Обратная полярность постоянного тока (DCRP) .
Какая полярность при сварке ВИГ?
Полярность относится к направлению тока при сварке.
Вся сварка TIG постоянным током (сталь, нержавеющая сталь и т. д.) выполняется на Полярность постоянного тока , где горелка TIG подключена к отрицательной (-) клемме, а провод заземления к положительной (+) клемме.Какой тип полярности используется при сварке цветных металлов?
Обратная полярность (т.е. положительный электрод) используется с основными электродами с низким содержанием водорода и для большинства цветных металлов. Он обеспечивает максимальное проникновение для заданного набора условий. Эта характеристика делает обратную полярность лучшим выбором для вертикальной и потолочной сварки.
Какая полярность используется для 6010?
6011 работает от переменного тока и положительного электрода постоянного тока (DCEP), а 6010 работает только от DCEP .
Что такое пористость при сварке?
Пористость – это наличие полостей в металле шва, вызванное вмерзанием газа, выделяющегося из сварочной ванны по мере его затвердевания.
Электрод для электродной сварки положительный или отрицательный?
Стержневые электроды обычно работают с положительной полярностью (DCEP). При такой настройке ваш электрододержатель (жало) имеет положительный ток, протекающий к электроду-стержню (также называемому «стержнем»). Ваш провод заземления будет подключен к отрицательной клемме вашей машины.
Сколько существует типов полярности?
1.7 Полярность. Полярность относится к электрическим условиям, определяющим направление тока относительно электрода. Состояние полярности электродов двух типов , (1) прямой полярности и (2) обратной полярности.
В чем разница между сваркой постоянным и постоянным током?
Сварка переменным и постоянным током — это формы дуговой сварки, в которых для создания электрической дуги используются разные токи. … ‘ Полярность постоянного тока постоянна , в то время как полярность переменного тока течет в одном направлении половину времени и половину времени в другом, обратном направлении.
Как проверить полярность сварочного аппарата?
Надежный метод состоит в том, чтобы, если возможно, подключить TIG-горелку (конечно, вам понадобится защитный газ) и зажечь дугу. Установите довольно низкую силу тока, может быть, ~ 75 ампер. Вы быстро узнаете, находитесь ли вы на DCEN или DCEP. После того, как вы определили, что есть что, четко пометьте клеммы для дальнейшего использования.
Какую полярность электрода следует использовать при сварке тонких металлов?
Обратите внимание, что для электродуговой сварки чаще всего используется полярность DC+ . Он производит хороший профиль борта с более высоким уровнем проникновения. Полярность постоянного тока приводит к меньшему проплавлению и более высокой скорости плавления электрода. Иногда его используют, например, на тонколистовом металле, чтобы предотвратить прожоги.
Является ли 7018 обратной полярностью?
Электроды 7018 предназначены для сварка во всех положениях .
Это означает, что они идеально подходят для приложений с полярностью как переменного, так и постоянного тока.Какая полярность у никелевого стержня?
Harris Nickel 99 — электрод общего назначения с высоким содержанием никеля для производства и ремонта чугуна. Процедура: Используйте переменный или постоянный ток с обратной или прямой полярностью .
Какова полярность 7010?
Электроды 7010 и 6010 можно использовать с полярностью как dcep, так и dcen .
Является ли DCEP таким же, как DCEN?
3. Положительный электрод постоянного тока (DCEP) — это то, что мы привыкли называть обратной полярностью. Отрицательный электрод постоянного тока ( DCEN ) — это то, что мы привыкли называть прямой полярностью.
Является ли флюсовый сердечник DCEP или DCEN?
Порошковая электродная проволока предназначена для работы либо с DCEP, либо с DCEN . Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP.