Дроссель для полуавтомата с вольтодобавкой схема
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.

Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками

Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечник
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической , начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для , всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, получается более качественным, можно точно настроить аппарат и без проблем варить .

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного . Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение .
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками

Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в у
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
 В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим , который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки п

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents

Вообще

Вид спереди

Вид сзади

Вид слева

В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм

Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
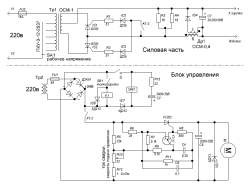
Печатка, см. чертеж в архиве

Вид на монтаж

Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.

В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.

Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.



Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
▼ Файловый сервис недоступен. Зарегистрируйтесь или авторизуйтесь на сайте.
Камрад, рассмотри датагорские рекомендации

Андрей (bedjamen)
Вологда
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.Мои поделки за последние несколько лет:
https://yadi.sk/d/4_KITmRVcARCX
Power Electronics • Просмотр темы
плагиатор писал(а):
вот в том то и дело что я в расчетах дросселей не силен и по этой причине хотелось бы что бы вы помогли мне с расчетом этой железяки по вашей методике ,конечно если это вас не затруднит .
между катушкой и железом есть по 7,5мм зазор но если мотать доп обмотку 1:5 то место явно маловато ,может витков немножко убавить на силовой обмотке
в примерах росчета в вашей книге меня смущают некоторые моменты: в примере №1 и №2 приведены расчеты двух разных конструктивно дросселей но вроде как выполняющих одинаковую функцию ,но в обоих примерах не акцентируется для какого типа сварки предназначен тот или иной дроссель(мма или па)
хотя из практики получается что первый дроссель отлично подходит для ММА и совсем не подходит для П\А ,в то время как второй дроссель прекрасно работает на п\а и отвратительно работает на ММА(дуга совсем не тянется ),а в книге об этом вроде как ни слова нет ???
В книге Современные сварочные аппараты своими руками всё ясно написано. На стр.136 даны витки, сердечник дросселя полуавтомата и сказано, что расчёт произведён в разделе 9.3. Зная витки и сердечник дросселя, не сложно определить, что расчёт этого дросселя произведён в примере 2. В примере 3 произведён расчёт дросселя для ЭРСТ, а в примере 1 дросселя для ММА сварки с тиристорным регулятором тока (в книге нет описания такого сварочного аппарата).
Критерии выбора индуктивности дросселя для полуавтоматической сварки указаны на странице 133 (выделены жирным). Максимальная индуктивность этого дросселя ограничивается в табл. 5.1. Если предполагается, что сварочный источник будет использоваться в широком диапазоне токов, то имеет смысл сделать несколько отводов от первичной обмотки дросселя. Допустим мы решили, что дроссель должен иметь следующие значения индуктивностей — 0.3, 0.5, 0.7 и 1 мГн. Это будет соответствовать 55, 71, 84 и 100% от полного количества витков первичной обмотки. Вторичная обмотка будет иметь 275% от полного количества витков первичной обмотки.
Теперь, когда мы определились с максимальной индуктивностью дросселя — 1мГн и током — 350А, можно вести его расчёт по методике предложенной в книге.
И если имеющийся в распоряжении сердечник будет удовлетворять результатам расчёта, то его можно будет использовать.
В окне дросселя нужно зарезервировать место для вторичной (стабилизирующей) обмотки через которую будет протекать действующий ток, величина которого будет достигать 60А при максимальном сварочном токе. Следовательно вторичная обмотка увеличивает требуемую площадь окна на 47% (в 1.47 раза).
Кроме этого стоит помнить, что при максимальном сварочном токе, источник будет потреблять от однофазной сети более 12кВт! Для питания такой нагрузки обычно используют трехфазную сеть! Ваша проводка и соседи выдержат интенсивную нагрузку и моргание сети?
_________________
«Древние украли все наши лучшие идеи»- Марк Твен
Сервисный принцип
Обеспечить наилучшее обслуживание: «быстро + удовлетворительно + безопасно».
Гарантийный срок
12 месяцев после того, как пользователь получил продукт.
Элементы гарантии
Только для ненормальной поломки, вызванной конструкцией машины или дефектом изготовления, предоставляется бесплатный ремонт
и дополнительное оборудование.
Технологические возможности обслуживания
Все сервисные инженеры с многолетним опытом прошли специальное технологическое обучение, которое может решать различные проблемы с поломками.
Руководство по правильному использованию и уходу за продуктом.
Предоставляем бесплатную консультацию о технологии производства электронных изделий.
Сервис после продажи
Чтобы гарантировать нормальное использование машины, у нас будет обучение тому, как работать, использовать и обслуживать наш продукт, используя руководство на английском языке, видео, руководство онлайн.
Инструкция по применению
Подать заявку на правильный полный размер продукта, в противном случае неправильные размеры будут влиять на эффект использования.
Убедитесь, что продукт полностью соответствует инструкции по применению. Не превышайте область применения продуктов.
Техническое обслуживание изделия после использования. Необходимо обеспечить защиту от влаги, ржавчины, утечек, взрывозащиты, регулярного технического обслуживания и осмотра. Все сделано, помогло продлить срок использования.
Управление документооборотом пользователя
Обеспечение идеального управления документооборотом пользователя в системе EPR. Каждому продукту, работающему с деталями, следовало бы управлять. Пользователи будут заботиться.
О продукте
1. Фотография продукта: Все фотографии продукта сделаны реальным продуктом. Существует цветовая аберрация между продуктом и фотографией, которая вызвана светом съемки, размером продукта, ручной технологией и дисплеем компьютера и т. Д. Это не так. проблема качества. Части продуктов
изменяются по внешнему виду благодаря революционным технологиям и совершенствованию процессов. SanShine обеспечит неизменность параметров продукта. Продукт не может повлиять на использование.
2. Размер продукта: Все параметры измеряются вручную только для справки.Существует небольшое отклонение из-за разницы инструментов измерения, партий продукции и процесса производства. Реальный размер должен соответствовать окончательной доставке товара.
3. Проверка качества: Все продукты должны быть проверены строго перед отправкой. Обеспечить хорошую работу и внешний вид
Примечание: читатели этой статьи, чтобы получить максимальную выгоду, также должны быть знакомы с процессами сварки в дуговой сварке дуговой сваркой (палкой) и дуговой сварки металлическим дугом (MIG).
Газовая вольфрамовая сварка(GTAW или TIG) имеет длинный список преимуществ. Однако это может быть неправильный процесс для использования во всех приложениях. Следующие вопросы могут быть использованы в качестве полезного руководства при определении того, когда использовать этот процесс.
1. Является ли сварка TIG лучшим сварочным процессом для выполняемой работы?
Вот пример возможной сварочной работы: Небольшая сборка внутри автомобильного двигателя сделана из 1/8 «алюминия. Вы не выбрали бы Stick, потому что он редко используется из-за дыма и плохих результатов сварки алюминия. Хотя MIG В этом случае инженеры-сварщики решили, что в этом случае необходима точность процесса сварки ВИГ. Легко ли выбрать все сварочные работы? Есть много компромиссов, что приводит нас непосредственно ко второму вопросу.
2. Какой уровень качества необходим для работы?
Еще одним фактором, который следует учитывать, является внешний вид сварного шва. При изготовлении хорошо заметных потребительских товаров, выбор был бы TIG для лучшего внешнего вида. Такие работы, как ядерные работы, трубопроводы и высокопрофильные потребительские товары, часто требуют по меньшей мере корневого прохода (первого сварного шва в стыке труб) для сварки TIG для хорошего соединения. В некоторых случаях все проходы сварного шва многопроходной трубы, возможно, должны быть выполнены с помощью TIG, в зависимости от качества и требований кода.
Если внешний вид или качество «рентгеновских лучей» не требуются, а скорость есть, сварка МИГ может быть лучшим выбором. Это не означает, что MIG — это процесс сварки «низкого качества», это просто ссылка на общепринятую в сварочной области концепцию, согласно которой сварка TIG, выполненная надлежащим образом, часто будет сваркой лучшего качества, чем сварка MIG.
3. Какой толщины металла сваривается?
Предположим, что для применения требуется сварка сильфона тонкой пластины на трех амперах. Выбор сварочного аппарата, который снижается до достаточно низкой силы тока, чтобы соответствовать требованиям, является необходимым.Кроме того, при рассмотрении сварочных материалов с диапазоном в пять тысячных дюймов вы не сможете использовать обычные сварочные процессы, MIG или Stick, поскольку они слишком нагревают металл. Однако при сварке толстого металла, такого как 1/2 дюйма, вы, вероятно, вообще не будете рассматривать TIG, а скорее MIG или Stick, так как они могут сварить материал на 1/2 дюйма намного быстрее.
4. Нужна ли базовая или сложная машина для выполнения требований сварки?
Любителям, которые нуждаются в дополнении к своей небольшой машине MIG, не нужен сложный, высокотехнологичный сварщик TIG.Аналогичным образом, при поиске промышленного источника питания для автоматической сварки с внешним управлением фиксацией и программированием, аппарат типа любителя не подойдет. Решите, сколько энергии и сложности необходимо для работы и сколько можно выделить, затем подумайте не только о том, что у вас под рукой, и предвидите, что может быть сварено в будущем.
5. Нужен ли источник переменного / постоянного тока?
Алюминий и магний — это два общих металла, которые лучше всего сваривать, используя выход переменного тока от источника питания.Стали и нержавеющие стали чаще всего свариваются с выходом постоянного тока. Для сварки различных металлов используйте комбинированный станок переменного / постоянного тока. Также доступны машины с постоянным током (Stick и TIG) и постоянным напряжением (MIG и сердечник флюса). Общее правило будет следующим: если ваше приложение строго TIG, получите компьютер, поддерживающий только TlG. Получите комбинацию CC / CV, только если вы уверены, что хотите сделать MIG или Fluxfcored вместе с TIG.
6. Есть ли необходимость в переносной сварке?
При покупке машины, которая всегда будет в одном месте, это может не беспокоить.Но если источник питания будет перемещаться по цеху, или в случае сварки TIG вывеска вдоль шоссе, то потребуется переносной сварщик. Существует два основных способа обеспечения портативности: инверторы и сварщики с приводом от двигателя.
Инверторы теперь доступны, которые весят около 10 фунтов и работают на 115 вольт и 230 вольт тока. Инверторы — это силовые преобразователи, которые позволяют машине быть меньше и легче, чем обычные машины.
Машины с приводом от двигателя используются, когда сварщик не имеет доступа к первичной мощности для сварки.Источники питания с приводом от двигателя могут использоваться для технического обслуживания в полевых условиях, сварки труб или строительных работ, и многие из них также имеют возможности выработки электроэнергии.
7. Почему важен рабочий цикл сварочного источника питания?
Рабочий цикл сварочного источника энергии — это количество времени, которое вы можете сваривать при заданной мощности, не беспокоясь о перегреве или перегорании источника питания. В Соединенных Штатах и некоторых других странах рабочий цикл основан на 10-минутном периоде времени.Например, если машина рассчитана на 300 ампер / рабочий цикл 60%, она может сваривать при 300 ампер в течение шести минут. В течение оставшихся четырех минут источник питания должен простаивать и охлаждаться. Рабочий цикл для многих машин увеличивается по мере снижения силы тока.
Типичный рабочий цикл для сварщика TIG типа «любитель» составляет 20%. С другой стороны, автоматическая настройка TIG может потребовать 100% рабочего цикла из-за возможного большого времени сварки. Рабочие циклы около 40% — 60% часто достаточны для многих портативных приложений TIG в строительстве и промышленности.
8. Когда используется «высокочастотный», «нулевой старт» или какой-либо другой метод запуска дуги?
При сварке в режиме постоянного тока (нормальный режим для работы с черными металлами) или в режиме переменного тока ток должен течь от вольфрама к заготовке. Пуски вызывают проблемы, потому что ток сначала должен преодолеть сопротивление вольфрама.
То есть ток должен нагревать вольфрам, чтобы он стал лучшим эмиттером электронов; в этот момент дуга может перейти от вольфрама к заготовке.Один из традиционных вариантов решения проблем с запуском дуги постоянного тока и стандартный метод улучшения пусков дуги переменного тока заключается в наложении высокочастотного (ВЧ) тока на сварочный ток. По сути, ВЧ-ток формирует путь, по которому должен следовать сварочный ток, и поэтому может быть установлена дуга. К сожалению, ВЧ мешает работе станков с ЧПУ, компьютеров и другого электронного оборудования, потому что его частота аналогична частоте радиоприемника и может быть «передана» (один из пользователей непрерывного ВЧ сообщил, что это повлияло на компьютер учета…. и менял цифры счета!).
Обратите внимание, что инверторные машины для сварки на основе инвертора имеют функцию «ВЧ только старт», которая обеспечивает кратковременную подачу ВЧ в начале сварного шва. Инверторные машины не испытывают особых трудностей с запуском дуги или спотыканием дуги, потому что машина работает очень быстро. Фактически, все хорошие инверторы устраняют необходимость в непрерывной высокочастотной сварке при сварке переменным током алюминия и других цветных металлов.
Другие методы запуска, такие как Lift-Arc ™, были разработаны, чтобы избежать царапин на электроде.Старт царапин может загрязнить сварной шов вольфрамом, но сварные швы, выполненные методом пуска Lift-Arc, могут последовательно проходить рентгеновские или ультразвуковые испытания. Lift-Arc позволяет оператору прикасаться к вольфраму к заготовке, поднимать его с заготовки, и тогда начинается полный сварочный ток. При использовании метода «с нуля» электрод нагревается в тот момент, когда он касается металла.
,Полуавтоматический высокочастотный сварочный аппарат для челночного лотка на 8 кВт для ковриков из ПВХ. Коврики для автомобилей, кожаные коврики DANREL DR-T8
https://youtu.be/tC3nf_eddN0
Высокочастотный сварочный аппарат(ВЧ-сварка), также известный как радиочастотный сварочный аппарат (РЧ-сварочный аппарат), который можно наносить на различные материалы, включая ПВХ, ПЭТ, ЭВА, ТПУ и т. Д.Высокочастотный сварочный аппарат идеально подходит для сварки, герметизации, тиснения, термического прессования, термической резки ПВХ-материалов.
Высокочастотный сварочный аппарат Shuttle Tray имеет различные варианты применения при замене электрода (матрицы). Размер сварочной пластины можно настроить по индивидуальному заказу. Размер сварочной пластины 5 кВт — 200 * 35 мм, размер сварочной пластины 8 кВт — 400 * 600 мм. и т.д.
Присылайте нам фотографии ваших продуктов и информацию о размерах, мы поможем вам найти наиболее подходящий размер сварочной пластины и H.P power machine.Shuttle Tray HF Сварочный аппарат Shuttle Tray HF Сварочный аппарат
Основные характеристики:
1. Челночный лоток с двумя рабочими станциями, работающими попеременно, более эффективно.
2. Колебательная трубка с высоким значением Q, сильная на выходе.
3. Высокочувствительная антиискровая трубка для защиты уплотнительной формы.
4. Быстрая замена пресс-форм для удовлетворения различных требований к размерам уплотнений.
5. Нет излучения для человека и других электронных устройств.
6. Импортные компоненты известных марок, AirTAC, OMRON, CKC и т. Д.
Технические параметры: Высокочастотный сварочный аппарат для пластика
| Номер модели | DR-T5 | DR-T5 | DR-T5 | DR-T5 | DR-T5 | DR-T5 | DR-T5 | DR-T5 | DR-T5 | T8DR-T12 |
| л.с. Мощность | 5 кВт | 8 кВт | 12 кВт | |||||||
| Потребляемая мощность | 8,5 кВА | 15 кВА | 18 кВА | 9000 9000 000 9000 9000 9000 9000 9000 9000 9000 9000 AC 110/220/380 В, может быть настроен|||||||
| Частота | 27.12 МГц | |||||||||
| Колебательная труба | 7T85 | 7T69 | E3130 | |||||||
| Верхний электрод | 200 * 350 мм | 400 * 600 мм | 500 * 700 мм | |||||||
| Нижний электрод | 400 * 600 мм | 600 * 800 мм | 600 * 800 мм | |||||||
| Ход | 150 мм | |||||||||
| Таймер | 1-10 S | |||||||||
| Регулятор температуры | 0-400 ‘C | |||||||||
| Выпрямитель | Силиконовый диод | |||||||||
| Режим привода | Пневматический | |||||||||
| Размер | 1000 * 950 * 1780 мм | * 1100 * 1950 мм1400 * 1200 * 1980 мм | ||||||||
| Вес брутто | 460 сом | 650 сом | 9006 0 850 сом||||||||
Информация о компании
С момента своего основания, Shenzhen Danrel Industrial Co., Ltd занимается оптимизацией и интеграцией разработки, производства, продажи и применения технологии сварки пластмасс и упаковочного решения, нашей основной продукции, включая: аппарат для сварки горячим воздухом, аппарат для высокочастотной сварки, аппарат для ультразвуковой сварки, аппарат для герметизации ультразвуковых труб , Вакуум-формовочная машина, блистерная упаковочная машина, оборудование для сварки и горячей сварки плит.
* Качество — это наша культура
* Конкурентные преимущества
* Рыночная ниша
* Надежный поставщик
FAQ
Вопрос: Вы торговая компания или производитель?
A: Мы фабрика, все машины сделаны сами, и мы можем предоставить индивидуальный сервис.
Вопрос: Сколько времени занимает доставка?
A: Обычно это стандартизированное оборудование 1-3 дня. 7-30 дней, если товар отсутствует на складе, это в зависимости от количества.
Вопрос: А как насчет вашей гарантии?
A: Наша гарантия составляет 1 год, все детали машины могут быть заменены бесплатно в течение 1 года в случае поломки (не включая техногенные).
Вопрос: Как заказать станок?
1. Подтвердите модель машины и другие условия по электронной почте / WhatsApp / Skype.
2. Мы принимаем оплату T / T или L / C условия
3. Доставка морем или воздухом.
4. Установка и эксплуатация.
Вопрос: Как мы упаковываем машину?
1. Машина будет упакована в прочный фанерный кейс (экспортный стандарт, нет необходимости в дополнительной фумигации)
2. Хрупкие детали будут отдельно упакованы с прокладочным упаковочным материалом
Вопрос: Как насчет установки и обучения?
1. Большинство машин будут упакованы без разборки, это будет полная машина; Вы можете начать работу с подключением питания и воздушного компрессора.
2. В остальных случаях для установки будут отправлены видеоролики и учебник.
3.Параметры будут установлены до доставки. Клиент будет делать небольшие корректировки.
4.Обслуживание 4.Overseas доступно
Вопрос: Как насчет послепродажного обслуживания
1. На все наши машины предоставляется гарантия один год, запасные части будут предоставлены бесплатно в течение 12 месяцев.
2. У нас есть все запасные части в наличии
. 3.12-24 часа Онлайн сервис по электронной почте или видео онлайн для базовой настройки и ремонта
4.Инженер заграничный сервис доступен.
Вопрос: У вас есть индивидуальный сервис?
1. Напряжение машины может быть 110/220/380/440 В, 50/60 Гц. Пожалуйста, подтвердите нам данные о напряжении, когда размещаете заказ.
2. Цвет машины может быть настроен, пожалуйста, пришлите нам образец цвета
3. Функцию машины можно настроить, например: управление ПЛК, автоматический поворотный стол, робот и т. д.
Вопрос: Не могли бы вы сделать для меня штамп / пресс-форму, если я куплю у вас машину?
Мы производим пресс-формы / штамповки для изделий.Для изготовления форм нам понадобятся образцы или чертежи.
В: Есть ли какое-либо направление установки после того, как мы получили машину?
A: Да, у нас есть профессиональная техническая команда и теплый после службы. Мы решим любую проблему, с которой вы столкнетесь во время монтажа и изготовления упаковки.
Вопрос: Есть ли гарантия, чтобы гарантировать мой заказ от вашей компании?
A: Мы являемся фабрикой чеков на месте производства Alibaba, а качество, сроки поставки и оплата гарантированы Alibaba.Машина будет иметь один год гарантии. В течение гарантийного года, если какая-либо из частей сломана не человеком. Мы бесплатно заменим вам новый. Гарантия начнется после отправки машины, мы получили B / L.
Упаковка и доставка
Наши услуги
1. Возможна установка, обучение и техническое обслуживание на месте клиента
2. 12-24 часа Онлайн-сервис по электронной почте, видео онлайн для базовой настройки и ремонта
3.12 месяцев гарантии на машину, пожизненная технология. поддержка
4. Оказание помощи в изготовлении и модификации инструментов;
5. Наша техническая инструкция гарантирует вам продуктивное производство высококачественной продукции.
Совершенствуйте свою работу, повышайте скорость производства, повышайте точность и максимально повышайте требования к продукту с помощью любого из наших сварщиков, разработанных специально для ваших нужд. Позвольте нам помочь вам выбрать или построить правильный станок для вашего приложения.
,[1] А. Л. Андради и М. А. Нил, Применение и социальные преимущества пластмасс, Филос. Т. Рой. Soc. B. 364 (2009), 1977- (1984).
[2] Красный Крест Томпсон, С.Х. Свон, К.Дж. Мур и Ф.С. Саал, наш пластический век.Philos. Т. Рой. Soc. B. 364 (2009), 1973- (1976).
[3] A.К. Ван дер Вегт, От полимеров к пластику, VSSD, Leeghwaterstraat, (2005).
[4] C.Кретон, Э.Дж. Крамер Х.Р. Браун и С.Ю. Хуэй, Клеевые соединения: формирование, характеристики и испытания, Adv. Polym. Sci. 156 (2001) 53-59.
[5] П.Он, Одновременное измерение скорости звука и толщины стенки трубки, Ultrasonics, 39 (2001) 407-411.
DOI: 10.1016 / s0041-624x (01) 00079-8
[6] L.Mazeika, R. Sliteris, A. Vladisauskas, Измерение скорости и затухания для ультразвуковых продольных волн в образцах полиэтилена, Ultragarsas, 65 (2010), 406-412.
[7] М.Дж. Трутон, Сварка с комплексным неразрушающим контролем полиэтиленовых труб, Book-Inst. Mater. 759 (2001) 833-842.
[8] F.Хагглунд, М. Спайсер и М. Трутон, Разработка методов ультразвуковой дефектоскопии для испытания сварных соединений в пластиковых (ПЭ) трубах, 18-й WCNDT (2012) 16-20.
DOI: 10.1115 / pvp2012-78860
[9] F.Хагглунд, М. Робсон, М. Дж. Трутон, В. Спайсер и И.Р. Pinson, Новая система ультразвукового контроля фазированной решетки (PAUT) для контроля сварных соединений в пластиковых трубах на месте, 11-я Европейская конференция по неразрушающему контролю (ECNDT), (2014).
DOI: 10.3403 / 30322616u
[10] М.Bruneau, Руководство по фундаментальной акустике, Hermes, Paris, (1998).
,