как проводится для разных видов швов, примеры и особенности
Сварочные соединения очень распространенная технология сваривания, её используют практически всюду, поскольку конструкции из метала зачастую слаживаются из элементов, которые нужно соединить.
Для этого было придумано множество видов сварки с пользованием разной оснастки как автомат, полуавтомата, ручная сварка, так же множество импортных и отечественных расходных материалов.
Такой способ элементарный и не требует больших затрат, при этом демонстрирует хорошие результаты.
Конечно загонять под стандарт сложно, поскольку каждый металл индивидуален, имеет свою толщину, и свойства, именно от этого зависит качество соединения.
Для роботы со сваркой конечно нужно иметь элементарные знания в физики и химии, в первую очередь это повлияет на вашу безопасность, а в таком деле как сварка это немало важно.
Но как мы уже говорили каждый металл особенный по своим химико-физическим свойствам. Для этого и был проработан способ индивидуального подсчета качества соединения для разных случаев.
Такие параметры сориентируют вас в уровне качества шва, что перед вами.
Содержание статьиПоказать
- К общему сведению
- Как определить прочность сварочного шва?
- Швы на стыках
- Швы на углу
- Разбор примера
- Заключение
К общему сведению
Сварка обеспечивает самые качественный и неразрывные соединения, как это указывалось выше.
Суть этого процесса такая, происходит молекулярное сцепление, когда мы нагреваем два метала, до такой степени, что они начинают плавиться в тех местах, где мы должны их соединить. Мы можем сделать их пластичны с помощью механической силы.
У всего есть свои минусы, так например сварочные швы тоже не идеальны. Конечно при определенных методах они выходят практически идеальными если сварка в руках профессионала, а при каких-то методах сварки уж совсем неидеальна.

Иногда это происходить из-за быстрого и неравномерного нагревания и охлаждения, в деталях может оставаться небольшое напряжение.
Возможно и другие проблемы во время сваривания, такие как наплывы, не проваренные участки шва или же трещины.
При этом по неопытности может даже не удастся сварить два метала, которые по своей химии не возможно соединять, но для этого нужно иметь уже не большой опыт.
Конечно все эти недостатки значительно портит качество работы и иногда и делают ее совершенно бесполезной, и тогда жаль потраченного времени и расходных материалов. Но все же есть способы как с этим можно эффективно бороться.
Для того чтобы ваши соединения получались идеальными нужно все подсчитать предварительно ещё тогда, когда идет составление проекта.
Очень важно не допускать ошибок на этом этапе, позже вы дорого за них заплатите, вам придётся переделывать всю работу снова, при этом вы ещё можете испортить металл и сделать его более не пригодным к сварке.
Так что хорошо изучите свойства тех материалов, что вы будете использовать, будут ли они крепко соединяться, выдерживать нагрузки, до каких температур лучше всего нагревать и каким видом сварки пользоваться при работе с определенным видом металла.
Такие проектные работы много в чем полезны, если вы все это подсчитаете предварительно то в первую очередь будете ориентироваться в количестве необходимых расходных материалов, и даже сможете подсчитывать приблизительное врем работы, а это очень полезно на производстве или же когда вы имеете нанятого работника, который работает 8 часов.
Вы сможете рассчитать эффективность работы такого человека.
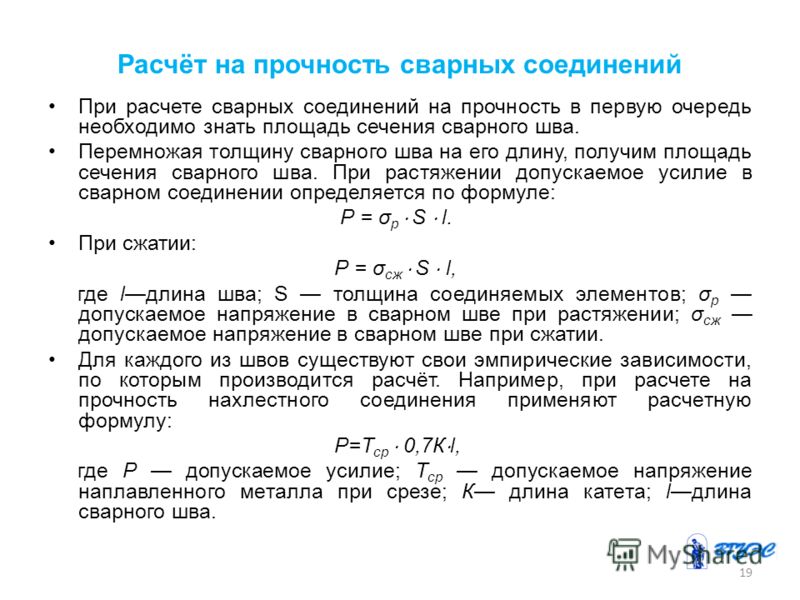
Как определить прочность сварочного шва?
Конечно сделать такой расчёт совсем нелегко, нужно использовать несколько формул, и потратить часок вашего времени, но что бы знать, что ваши сварочные швы будут иметь высокий коэффициент прочности, все же необходимо учитывать, как металл расположен, его форма, размеры, особенности.
Есть много способов сварки, с использованием разнообразной техники и расходных материалов, конечно каждый вид сварки дает разный результат, такие-то придуманы для работы в сложных зонах, а какие-то подойдут новичкам, но в наше время самыми популярными остаться такие виды сварки:
- сварка электричеством, оно так же имеет два подвида, как сварка дугой и с помощью контакта;
- сварка газом.
Ещё мы не можем пропустить сварку вручную и с помощью полуавтомата, но это уже не виды, а способы эксплуатации и разновидность техники.
Вид сварки, который выбираем для тех или иных работ зависит напрямую от того, как размещены детали ,которые нужно сварить.
Ещё часто это зависит от вида металла, что будем сваривать, для цветных металлов эффективны одни виды сварки, а для черных иные, и ещё огромное множество других свойств и факторов.
Наиболее частые это тавровые и стыковые, угловые и углы внахлёст. Для каждого вида шва подсчет их качества производиться отдельно поскольку и них совсем разные характеристики качества.
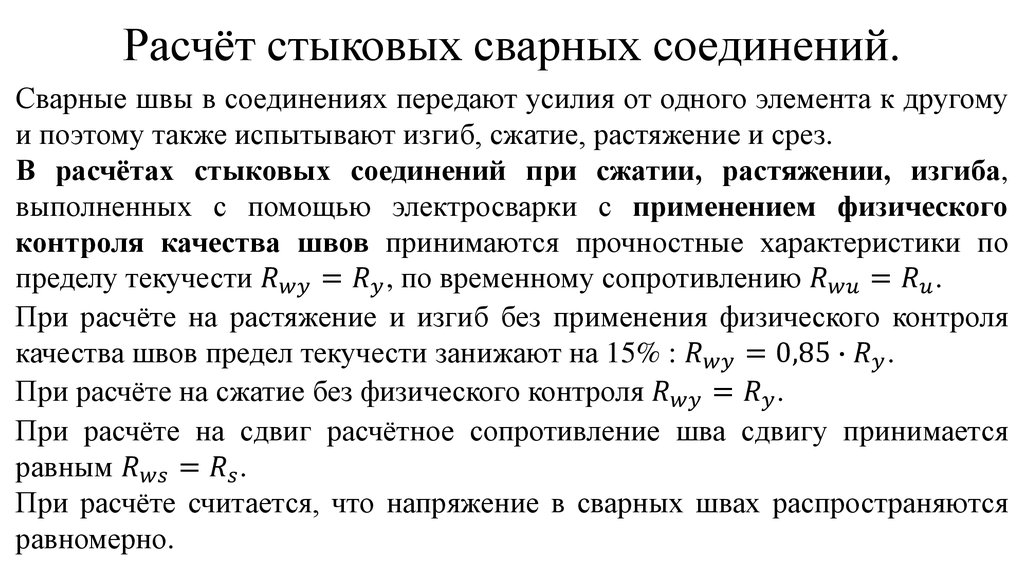
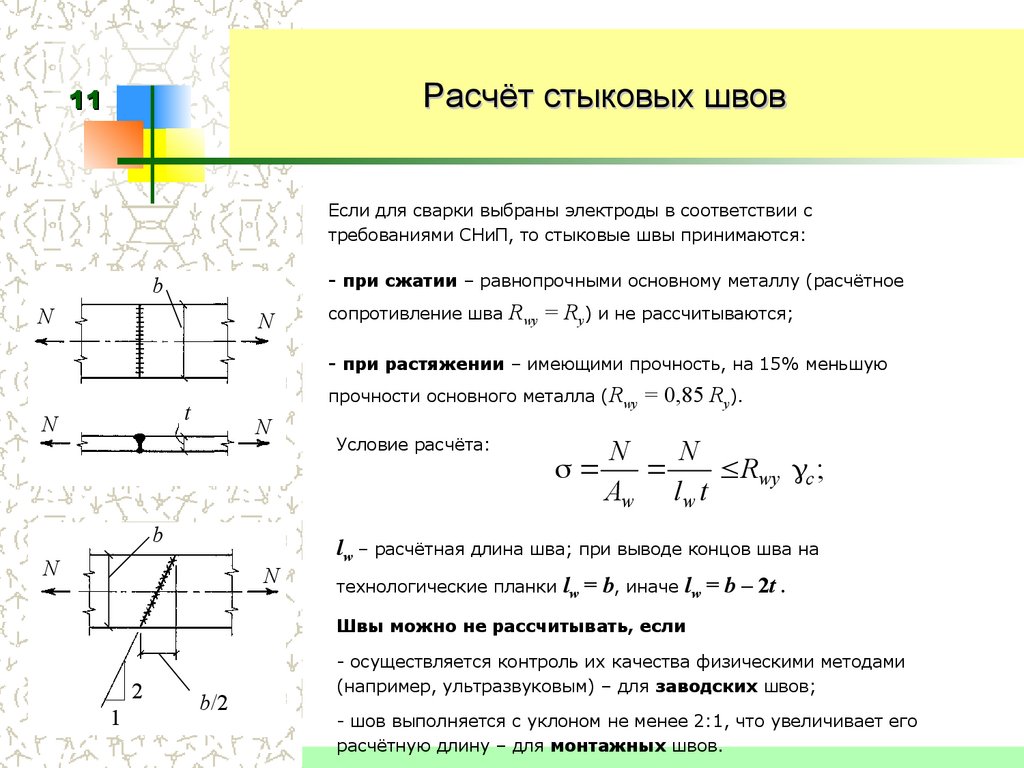
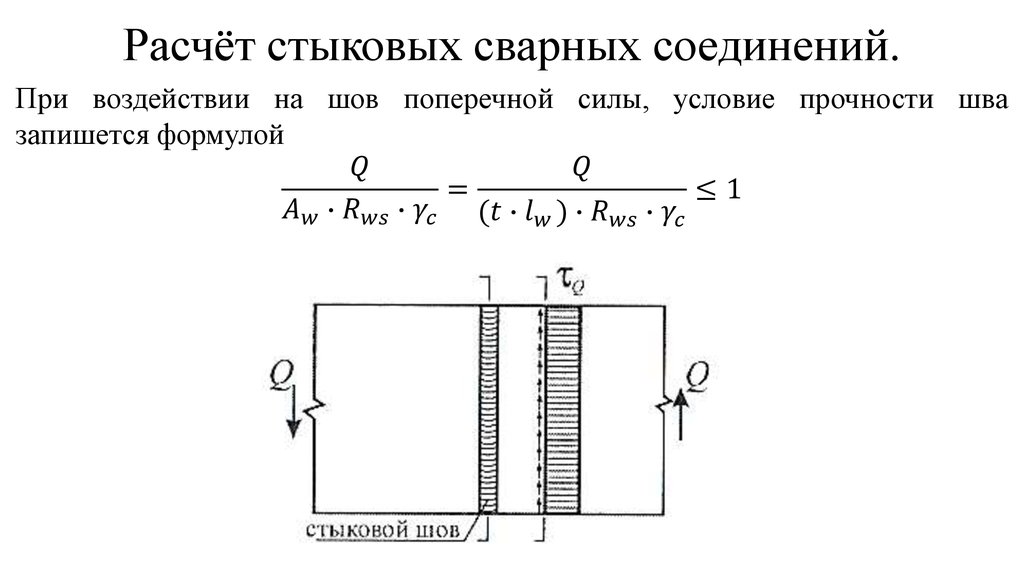
Швы на стыках
Что бы мы могли подсчитать коэффициент прочности шва, мы должны участь несколько параметров начиная с номинального сечения, не забывая что брать в расчет то число на сколько у нас увеличится шов не нужно.
Подсчёт начинается с информации о сопротивлении металлов, что появляется в сплошных балках.
Позже касательное нормальное напряжение начнет влиять на ваш шов, для эквивалентности напряжения в такой ситуации используйте формулу, что написана ниже.
Ситуация при котором соединение прочное опишем вот так: Э ≤ [’]P.
Что бы найти информацию по такому параметру ознакомитесь с таблицей внизу
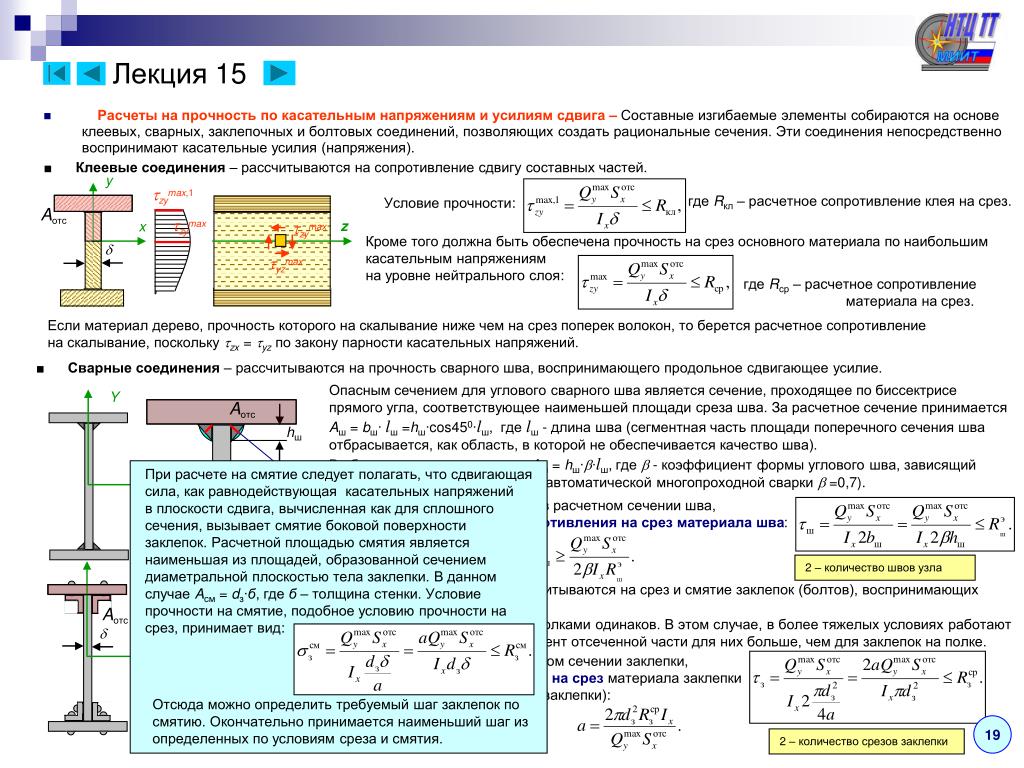
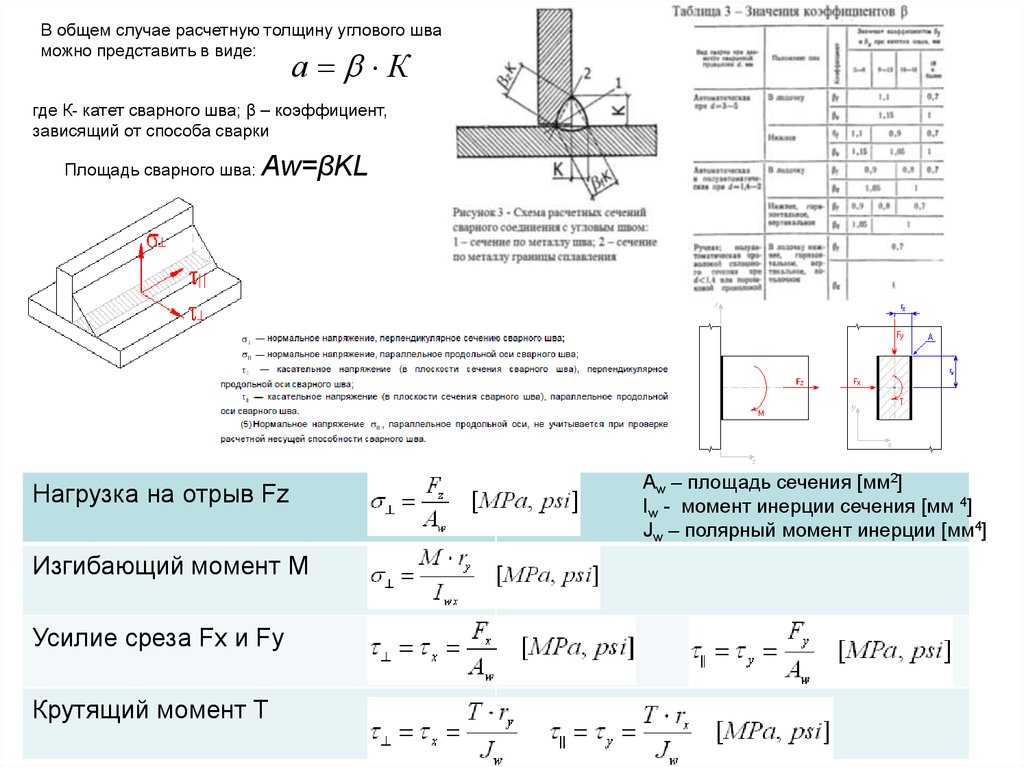
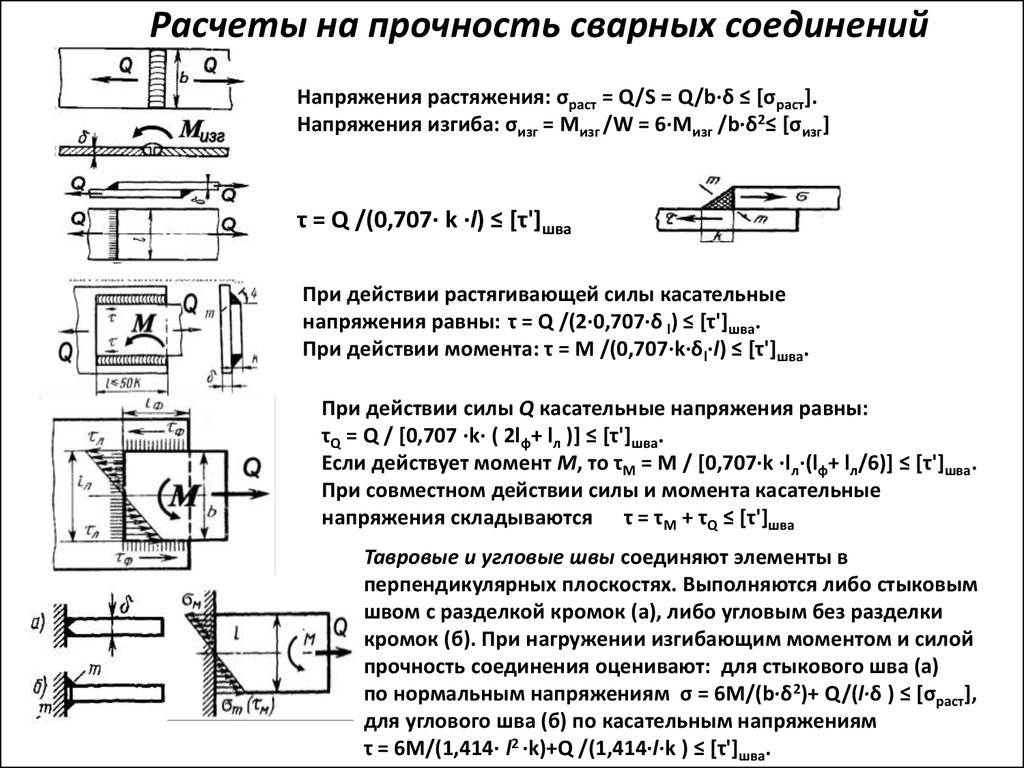
Швы на углу
Если вам предстоит робота с угловым швом то скорей всего там будет поперечное сечение. Края относятся круг к другу как 1:1. Катет сварочного шва или же как пишется на схемах и в учебниках «К», запомните это обозначение.
Часто швы подвержены деформации и трещинам в области опасного сечения, попросту там, где тонкие участки, это наиболее непрочные зоны, что проходят через биссектрису угла.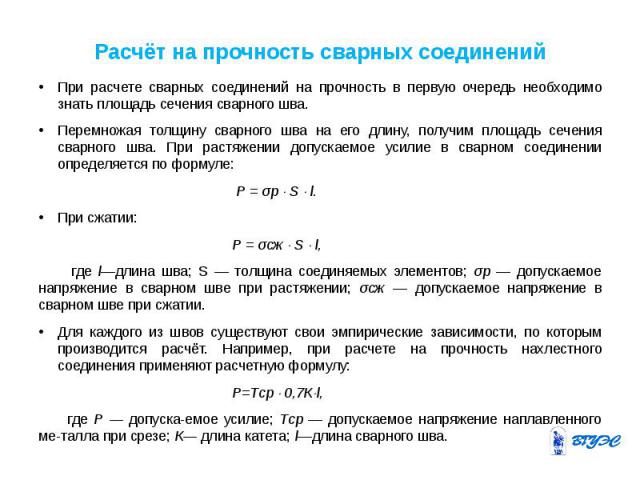 В случаи такого сечения размер можно посчитать по формуле *К.
В случаи такого сечения размер можно посчитать по формуле *К.
Длинна шва-так же один из главных показателей. Именно он может обозначить так какую же нагрузку может выдержать данное соединение.
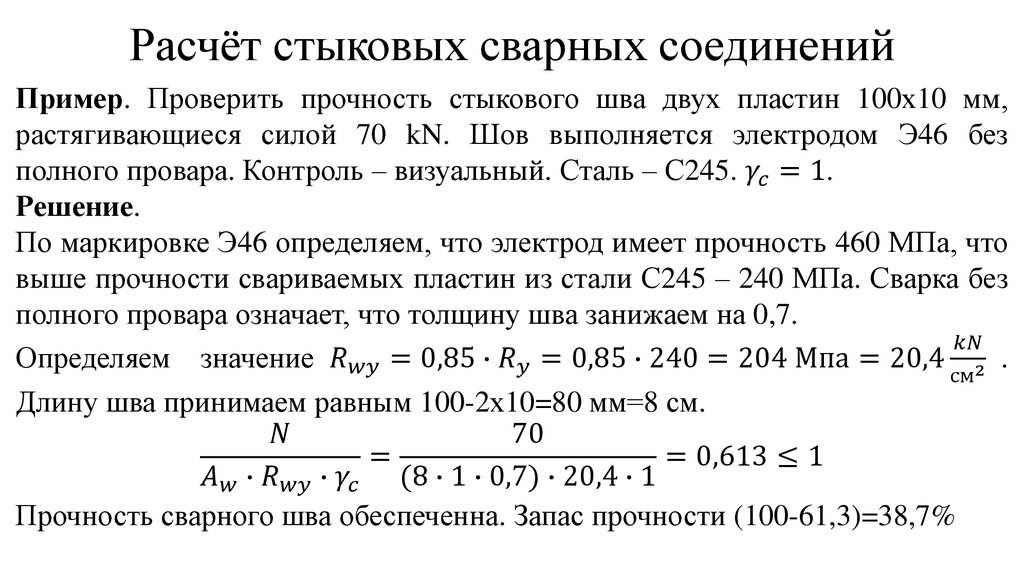
Разбор примера
Когда наша сварка проходит в ручном, полуавтоматическом или же автоматическом режиме, то показатель будет равен 0,7. Если все подсчитано правильно, то шов имеет форму равнобедренного треугольника.
Если же вы варим с помощью самого распространенного полуавтомата, но вы делали всё роботу в несколько этапов, тогда будет равняться 0,8.
В такой же ситуации, но при использовании автомата этот показатель будет 0,9, а если наш автомат имеет одно проводную сварку то показатель будет все 1,1.
Нужно учесть УЧТИТЕ! При подсчете прочности шва под углом нужно производить по касательным напряжениям.
Но для того, что додержатся этого условия нужно знать- это общее касательное напряжение. Для того чтобы выяснить такой показатель нужно определить точку на которую падает больше всего напряжения.
Далее берете показатели всех напряжений, что в нем находиться и прибавляете друг к другу.
Но без изначальных, стартовых данных вам не удастся посчитать коэффициент прочности сварочного шва, и узнать о том какую же нагрузку он способен вынести. Но даже этой информации будет маловато.
Так что ваши расчеты должны быть поэтапно и последовательны. Приступим:
Этап номер один, на нем мы должны знать все показатели, особенные данные сварочного шва, как размещение, форма, габариты. На втором этапе речь пойдет про опасное сечение. Опасное сечение-это тот участок сечения, где наибольшее напряжение.
Возьмите и поверните его на поверхность, которая соприкасается с тем элементом который нужно приварить. Когда вы это сделаете появиться новое расчётное сечение.
Далее мы должны определить, где находиться середина масс на сечении, которая изменилась, когда вы её повернули.
 com/embed/hrkyebGT0Sc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/hrkyebGT0Sc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Это будет расчётное сечение. На этом этапе нужно взять ту приложенную нагрузку что образовалась внешне и переместить в центр массы.
Далее нам нужно сделать следующее, выяснить какое у нас напряжение, которое образуется в расчетном сечении под влиянием поперечной и нормальной силы, а ещё крутящего и изгибающего момента.
На этом этапе вы должны найти в сечении точку что наиболее нагружена. Когда вы знаете этот показательно то прибавьте все известные ранее вам показатели нагрузки.
Они влияют на металл и в конце вы получаете цифру, что показывает общую сумму нагрузки, которая будет влиять на шов.
Далее произведёте расчеты по тому, какую наибольшую нагрузку можно прикладывать к соединению, если вы этого не подсчитаете, то ваш сварка может просто сгореть или же работать не на полную мощность, а это украдет у вас ценное время.
И в конце сравните допустимое напряжение и общее. Этот расчёт позволит вам получить размеры, что наилучшие подойдут для вашего изделия.
Заключение
В конце хочется добавить, что подсчитывать прочность вашего соединения нужно. Да, это действительно не легкий и физический и умственный труд, вам придётся использовать множество формул для подсчета правильных показателей, и конечно не всегда все сойдется с первого раза.
Подключите все свои школьные знания с физики. Когда вы все хорошо посчитаете, то ваше соединение будет долговечен, качественно. Конечно всегда можно сделать работу на тяп-ляп, но за это придётся платить.
Потому что металл, что сваривается во второй раз имеет значительно худшие показатели и вся эта работа окажется для вас в разы сложнее.
Расскажите в комментариях о своих способах подсчета прочности соединения, какие возникали ошибки в ходе роботы, а какие удобные моменты вы для себя открыли. Удачи в работе, и новых вдохновленний!
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| 1 | 0 | 0,02 |
1. | 0,5 | 0,02 | |
2 | 1 | 0,03 | |
3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 |
5 | 2 | 0,16 | |
6 | 2,5 | 0,21 | |
7 | 3 | 0,28 | |
| 1 | 0 | 0,02 |
1,5 | 0,5 | 0,03 | |
2 | 1 | 0,04 | |
3 | 1,5 | 0,07 | |
Горизонтальное | 4 | 2 | 0,17 |
5 | 2,5 | 0,20 | |
6 | 3 | 0,25 | |
7 | 3 | 0,33 | |
Потолочное | 4 | 2 | 0,08 |
5 | 2 | 0,13 | |
6 | 2,5 | 0,14 | |
7 | 3 | 0,16 |
 5
5Угловые соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
5 | 12,5 | 0,10 | 0,11 | 0. | 0,13 |
6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
 11
11Тавровые соединения
масса наплавленного металла, кг/1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
3 | 9 | 0,08 | 0,10 | 0,09 | 0. |
3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
11 | 121 | 1,03 | 1,08 | 1. | 1,23 |
12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
 09
09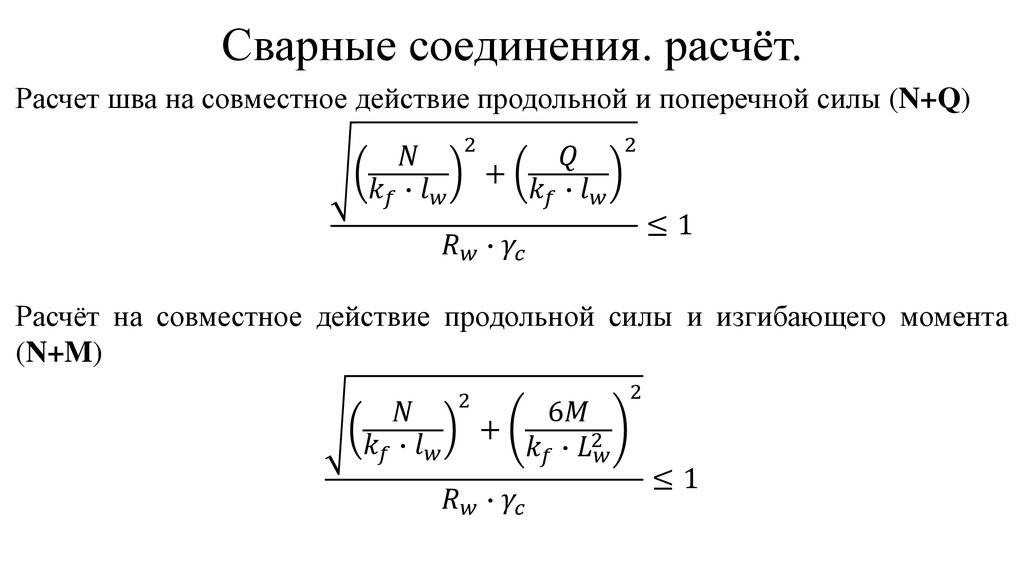 12
12V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Зазор, мм |
|
|
|
|
|
4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
14 | 2 | 0,86 | 1,02 | 1. | 1,60 | 1,17 |
15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
 34
34Первый и подварочный проход при сварке V-образного соединения
Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
Нижнее | 6-12 | 0,10 | 3,0 |
Нижнее | > 12 | 0,15 | 4,0 |
Вертикальное | > 8 | 0,15 | 3,0 |
Горизонтальное | > 8 | 0,15 | 3,0 |
Потолочное | >10 | 0,10 | 3,0 |
‹ Расход электродов Содержание Примерное соответствие отечественных электродов зарубежным ›
Расчет площади поперечного сечения наплавленного металла сварного шва
| Условное обозначение соединения | Форма подготовленных кромок свариваемых деталей | Форма шва сварного соединения | Тип сварного соединения |
| С1 | Одностороннее стыковое соединение с отбортовкой коромок | ||
| С2 | Одностороннее стыковое соединение без скоса кромок | ||
| С3 | Одностороннее стыковое соединение с отбортовкой одной коромки | ||
| С4 | Одностороннее стыковое соединение без скоса кромок на осъемной подкладке | ||
| С5 | Одностороннее стыковое соединение без скоса кромок на остающейся подкладке | ||
| С6 | Одностороннее стыковое соединение без скоса кромок замковый | ||
| С7 | Двухстороннее стыковое соединение без скоса кромок | ||
| С8 | Одностороннее стыковое соединение со скосом одной кромки | ||
| С9 | Одностороннее стыковое соединение cо скосом одной кромки | ||
| С10 | Одностороннее стыковое соединение cо скосом одной кромки на остающейся подкладке | ||
| С11 | Одностороннее стыковое замковое соединение cо скосом одной кромки | ||
| С12 | Двухстороннее стыковое соединение со скосом одной кромки | ||
| С13 | Двухстороннее стыковое соединение со криволинейным скосом одной кромки | ||
| С14 | Двухстороннее стыковое соединение со ломанным скосом одной кромки | ||
| С15 | Двухстороннее стыковое соединение с двумя симметричными скосами одной кромки | ||
| С16 | Двухстороннее стыковое соединение с двумя симметричными криволинейными скосами одной кромки | ||
| С17 | Одностороннее стыковое соединение cо скосом кромок | ||
| С18 | Одностороннее стыковое соединение cо скосом кромок на флюсомедной подкладке | ||
| С19 | Одностороннее стыковое соединение cо скосом кромок на остающейся подкладке | ||
| С20 | Одностороннее стыковое замковое соединение cо скосом кромок | ||
| С21 | Двухстороннее стыковое соединение со скосом кромок с предварительной подваркой корня шва | ||
| С23 | Двухстороннее стыковое соединение со криволинейным скосом одной кромки с предварительной подваркой корня шва | ||
| С24 | Двухстороннее стыковое соединение со ломанным скосом кромок | ||
| С25 | Двухстороннее стыковое соединение с двумя симметричными скосами кромок | ||
| С26 | Двухстороннее стыковое соединение с двумя симметричными криволинейными скосами кромок | ||
| С27 | Двухстороннее стыковое соединение с двумя симметричными скосами кромок | ||
| С28 | Одностороннее стыковое соединение с отбортовкой двух коромок | ||
| С39 | Двухстороннее стыковое соединение с двумя несимметричными скосами кромок с предварительным наложением подварочного шва | ||
| С40 | Двухстороннее стыковое соединение с двумя несимметричными криволинейными скосами кромок с предварительным наложением подварочного шва | ||
| С42 | Двухстороннее стыковое соединение без скоса кромок с последующей строшкой | ||
| С43 | Двухстороннее стыковое соединение с двумя несимметричными скосами одной кромки | ||
| С45 | Двухстороннее стыковое соединение со скосом кромок с последующей строшкой | ||
| У1 | Одностороннее угловое соединение с отбортовкой одной коромки | ||
| У2 | Одностороннее угловое соединение с отбортовкой одной коромки | ||
| У4(1) | Одностороннее угловое соединение без скоса кромок | ||
| У4(2) | Одностороннее угловое соединение без скоса кромок | ||
| У5(1) | Двухстороннее угловое соединение без скоса кромок | ||
| У5(2) | Двухстороннее угловое соединение без скоса кромок | ||
| У6 | Одностороннее угловое соединение со скосом одной кромки | ||
| У7 | Двухстороннее угловое соединение со скосом одной кромки | ||
| У8 | Двухстороннее угловое соединение с двумя симметричными скосами одной кромки | ||
| У9 | Одностороннее угловое соединение cо скосом кромок | ||
| У10 | Двухстороннее угловое соединение cо скосом кромок | ||
| Т1 | Одностороннее тавровое соединение без скоса кромок | ||
| Т2 | Двухстороннее тавровое соединение с криволинейным скосом одной кромки с предварительным наложением подварочного шва | ||
| Т3 | Двухстороннее тавровое соединение без скоса кромок | ||
| Т5 | Двухстороннее тавровое соединение с двумя симметричными криволинейными скосами одной кромки | ||
| Т6 | Одностороннее тавровое соединение со скосом одной кромки | ||
| Т7 | Двухстороннее тавровое соединение со скосом одной кромки с предварительным наложением подварочного шва | ||
| Т8 | Двухстороннее тавровое соединение с двумя симметричными скосами одной кромки | ||
| Т9 | Двухстороннее тавровое соединение с двумя симметричными скосами одной кромки | ||
| Н1 | Одностороннее нахлесточное соединение без скоса кромок | ||
| Н2 | Двухстороннее нахлесточное соединение без скоса кромок |
Welding Weight and Cost Calculator от Let’sFab
Приложение Welding Weight and Cost Calculator от Let’sFab Требование.
 Так что вы можете использовать этот инструмент для всех ваших целей стоимости сварки и оценки.
Так что вы можете использовать этот инструмент для всех ваших целей стоимости сварки и оценки.Это приложение подходит для различных типов стыковых и угловых сварных соединений. В этом приложении доступны квадратный стыковой сварной шов, стыковой сварной шов с одинарным скосом, стыковой сварной шов с двойным скосом, стыковой сварной шов с двойным скосом и переменным углом, одиночный V-образный стыковой сварной шов, двойной V-образный стыковой сварной шов, двойной V-образный стыковой сварной шов с переменным углом, угловой сварной шов и т. д.
Применяется во всех отраслях промышленности, где выполняются сварочные работы или используются методы сварки. Это полезно для калькуляции сварочных и сметных работ.
Калькулятор веса и стоимости изготовления Приложение имеет следующие доступные калькуляторы сварки:
- Калькулятор квадратного стыкового сварного шва.
- Калькулятор стыкового сварного шва с одинарным скосом.
- Калькулятор стыкового сварного шва с двойной фаской.

- Калькулятор стыкового сварного шва с двойным скосом и переменным углом.
- Калькулятор одинарного V-образного стыкового шва.
- Калькулятор сварки встык с двойным V-образным вырезом.
- Калькулятор стыкового шва с переменным углом V-образной формы.
- Калькулятор угловых сварных швов.
Как использовать это приложение:
Детали начальной страницы:
В этом приложении сначала откройте экран приветствия, поэтому вам нужно подождать несколько секунд, чтобы заполнить индикатор выполнения. После этого вы увидите домашнюю страницу приложения. Внутри этого калькулятора все параметры доступны в формате жадности. Вы должны выбрать любой вариант калькулятора в соответствии с вашими требованиями. Когда вы нажмете на выбранный вами калькулятор, он откроет эту страницу ввода данных инструмента.
Информация о странице ввода:
Вы должны ввести все поля ввода данных, необходимые для этого совместного требования.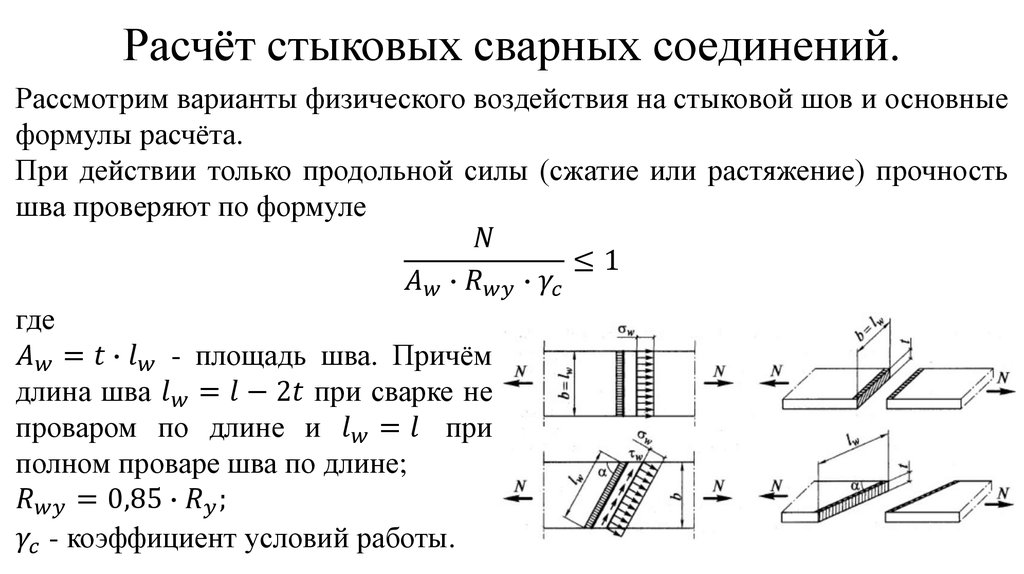 После этого вы должны выбрать входные данные удельного веса материала и эффективности размещения. У нас была предоставленная кнопка для выбора. Когда вы нажмете кнопку, откроется список материалов для Sp. Гравитация для стандартной справки. Вы также можете ввести входные данные вручную в поле ввода, если вы не найдете свои данные в списке. После добавления всех входных данных вы должны нажать кнопку «Рассчитать», чтобы получить страницу результатов. Если вы пропустите некоторые данные во время ввода значений в поле ввода.
После этого вы должны выбрать входные данные удельного веса материала и эффективности размещения. У нас была предоставленная кнопка для выбора. Когда вы нажмете кнопку, откроется список материалов для Sp. Гравитация для стандартной справки. Вы также можете ввести входные данные вручную в поле ввода, если вы не найдете свои данные в списке. После добавления всех входных данных вы должны нажать кнопку «Рассчитать», чтобы получить страницу результатов. Если вы пропустите некоторые данные во время ввода значений в поле ввода.
Затем отображается уведомление об ошибке ввода, затем проверьте пустое поле данных. После этого Вы можете ввести недостающие данные и снова нажать на кнопку расчета. Он откроет окна с результатами на странице результатов.
Детали страницы вывода:
Вы получите вывод веса единицы и общего веса сварки этого соединения. На странице выходных результатов доступна опция расчета стоимости сварки. Так что, если вы хотите рассчитать стоимость сварки, введите данные в поле «Стоимость за кг» в поле ввода и нажмите кнопку «Стоимость сварного металла». Это даст вам как результат стоимости единицы и общей стоимости сварных соединений.
Это даст вам как результат стоимости единицы и общей стоимости сварных соединений.
Это важный инструмент для расчета потребности в сварочных материалах и расчета стоимости сварки для различных типов соединений, используемых при изготовлении.
Это приложение дает нам вес сварочного электрода или присадочного металла, необходимого для сварки углового соединения и стыкового соединения, используемого при изготовлении.
Следовательно, с помощью этого приложения мы можем рассчитать вес наполнителя, необходимого для конкретного соединения, и, используя этот вес, мы можем легко приблизительно оценить стоимость необходимого наполнителя и необходимое количество наполнителя.
Типы сварных соединений доступны для калькуляции и оценки в Калькуляторе веса и стоимости сварки.
1. Квадратный стык
2. Стык с одинарным скосом
3. Сварной шов с двойным скосом
4. Сварной шов с двойным скосом под переменным углом
сварка.
8.Угловой сварной шов.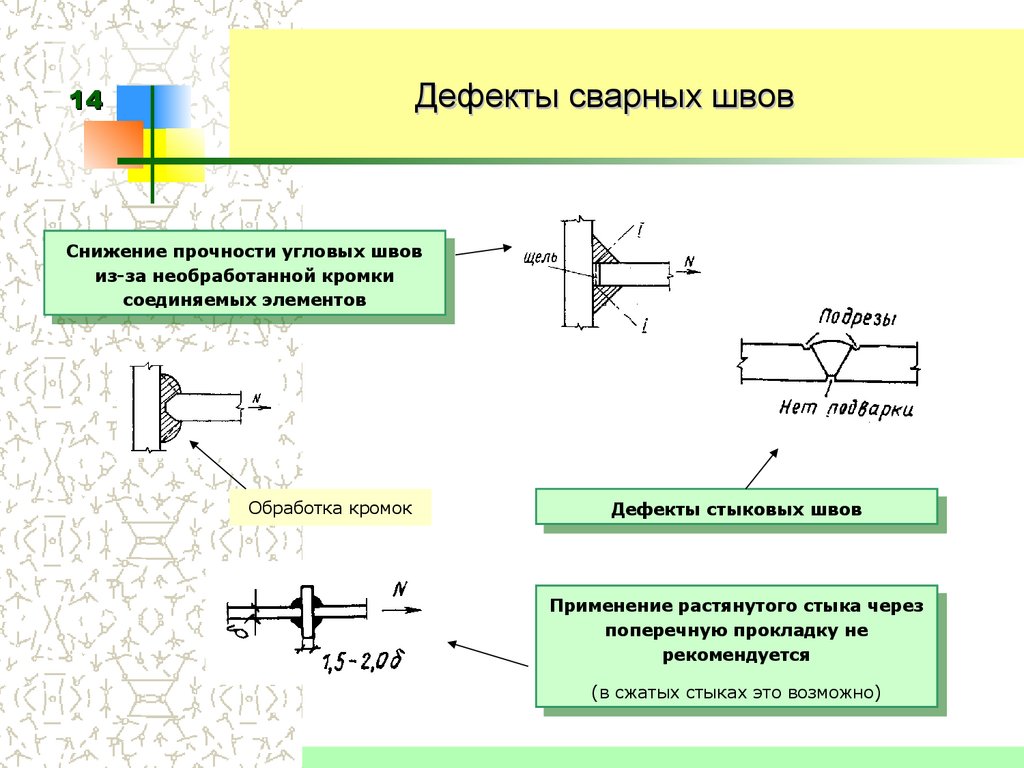
Выше всех типов соединений используется для расчета веса и стоимости сварки. С другой стороны, мы разработали это приложение, учитывая все размеры в миллиметрах или метрической системе, поэтому, пожалуйста, вводите все входные данные в миллиметрах.
Во-первых, вы должны иметь в виду, что вы должны добавить дополнительный % веса после расчета, чтобы учесть дополнительный материал для других потерь.
Это приложение находит свою полезность в калькуляции и оценке сварки. Точно так же это более полезно для инженеров-сварщиков, дизайнеров, оценщиков, производителей и других специалистов, связанных со сваркой.
он полезен для всех типов сварочной промышленности, сборочной промышленности, производства сосудов под давлением, производства технологического оборудования, производства листового металла, производства тяжелого оборудования и любой другой аналогичной или аналогичной отрасли, где выполняются сварочные работы.
Если вы ищете различные другие полезные приложения для изготовления для вашей повседневной производственной деятельности, то C нажмите здесь…
Если вы хотите расширить свои знания, обучаясь у нас, вы можете присоединиться к нашим различным видеокурсам в области производства , Нажмите здесь, чтобы узнать подробности.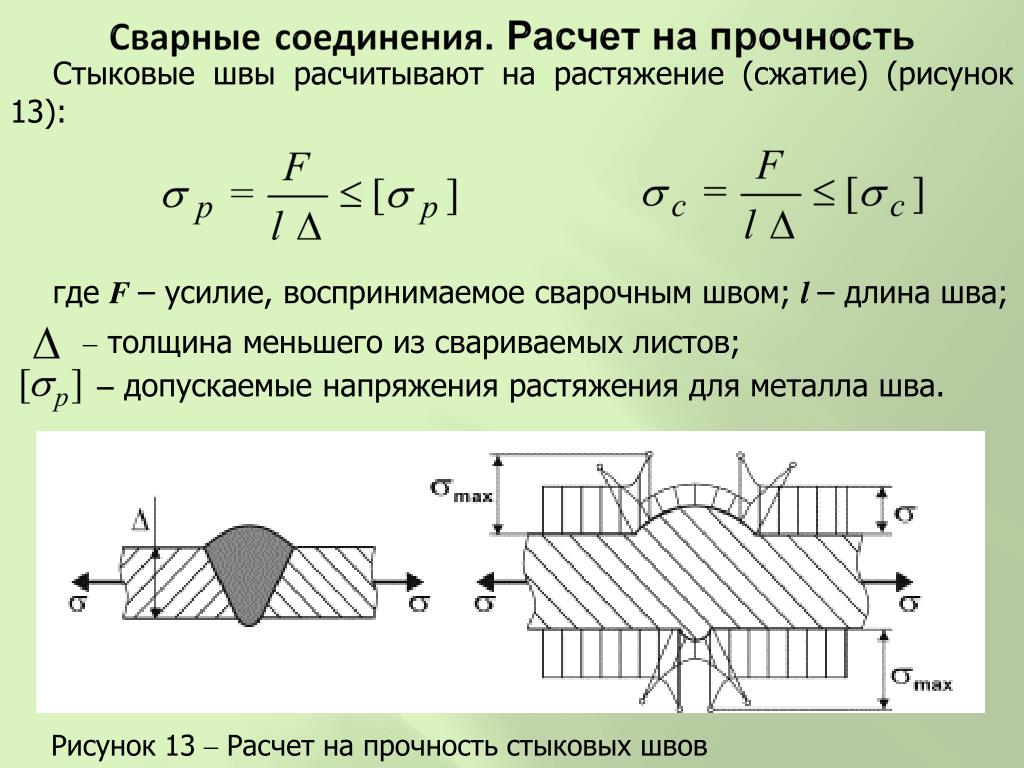
Как рассчитать вес сварки и стоимость всех типов стыковых и угловых сварных соединений|Eng|Let’sFab
Посмотрите это видео на YouTube.
Имран Пинджара
Автор книги «Мастер разработки макетов производства», опубликованной во всем мире. Основатель и генеральный директор Let’sFab Educational Services. Более 8 лет профессионального опыта в области производства сосудов под давлением, теплообменников, резервуаров для хранения, трубопроводов и другого технологического оборудования. Он работал во многих производственных отраслях от небольшой мастерской до компании MNC. Он закончил PGDM в области проектирования и проектирования технологических трубопроводов в соответствии с ASME B31.3 и получил степень бакалавра машиностроения.
Калькулятор параметров сварки Miller в App Store
Описание
Получите настройки параметров сварки прямо с iPhone с помощью приложения калькулятора параметров сварки Miller.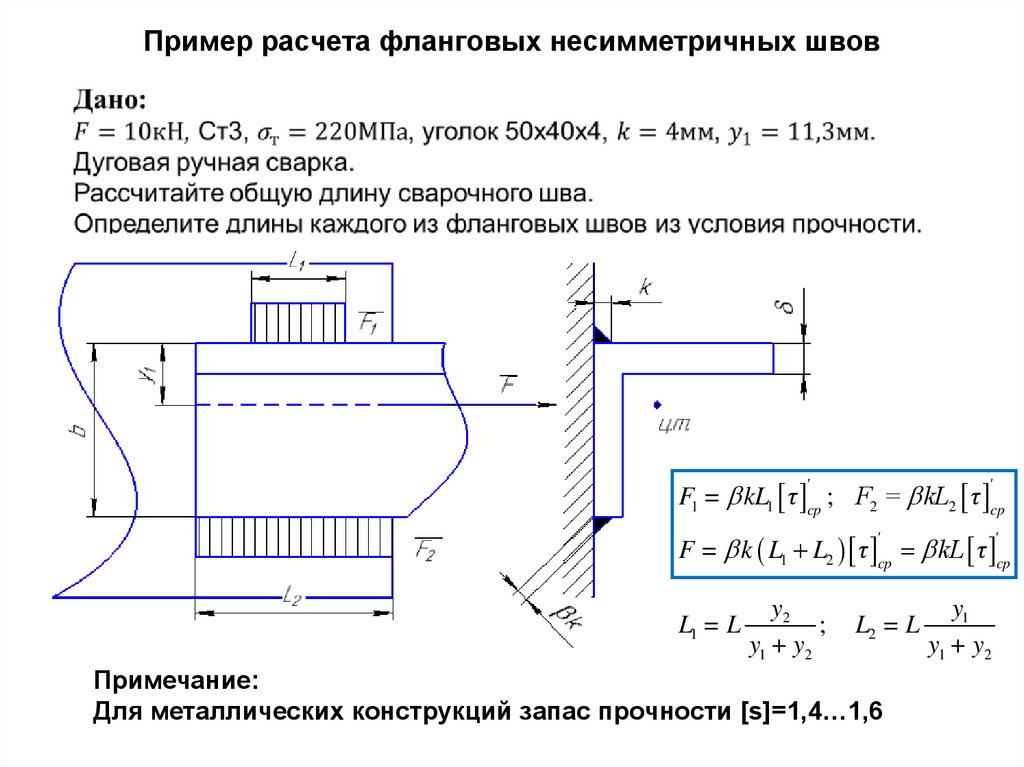 Калькулятор поможет вам настроить машину для получения оптимальных результатов, ответив на несколько простых вопросов. Калькуляторы сварки — это удобные справочники по параметрам сварки, типу электрода/проволоки, основным методам и информации о процессах для TIG, Stick или MIG.
Калькулятор поможет вам настроить машину для получения оптимальных результатов, ответив на несколько простых вопросов. Калькуляторы сварки — это удобные справочники по параметрам сварки, типу электрода/проволоки, основным методам и информации о процессах для TIG, Stick или MIG.
Версия 2.2.5
Редакции отказа от ответственности.
Рейтинги и обзоры
59 оценок
Полезно, но…
Это приложение полезно в крайнем случае, с новой машиной или настройкой. Я путешествую, и приятно просто иметь возможность обратиться к приложению для большинства изменяющихся ситуаций, в которых я оказываюсь.
 Моя единственная проблема с ним: нет настроек сварки с двойным экраном? Честно говоря, я нигде не могу их найти, и я чувствую, что это будет одна из самых важных рекомендаций, которые можно найти в этой области. Я просто думаю, что добавление этого было бы очень полезным.
Моя единственная проблема с ним: нет настроек сварки с двойным экраном? Честно говоря, я нигде не могу их найти, и я чувствую, что это будет одна из самых важных рекомендаций, которые можно найти в этой области. Я просто думаю, что добавление этого было бы очень полезным.Очень полезное приложение
Это самое полезное приложение для сварки, которое я нашел в App Store. Я много делаю дуговой и TIG-сварки. При сварке электродом это приложение дает вам правильные настройки для использования на конкретном электроде. Вы просто выбираете тип сварки металла, тип используемого электрода и размер, а затем получаете всю информацию о том, как сваривать этим стержнем.
При сварке TIG вы выбираете тип сварки металла, толщину металла и тип сварки. Теперь вы получаете информацию о типе полярности, который вам нужно запустить, вольфрам и его размер, размер чашки, размер присадочного металла и силу тока.
Должен сказать, без этого приложения вы не можете жить, особенно если вы новичок в сварке. Это приложение поможет любому новому сварщику с настройкой и предоставит необходимую информацию о сварке. Я даю этому приложению два больших пальца без каких-либо сомнений. Попробуйте, вам понравится.
 Это приложение даже сообщает вам, как быстро вы должны укладывать сварные швы.
Это приложение даже сообщает вам, как быстро вы должны укладывать сварные швы.Лучший справочник Пожалуйста, следите за обновлениями
На сегодняшний день лучший справочник — я покупаю сварочные продукты Miller отчасти из-за их заботы о клиентах и последующих действий, а также из-за отличных образовательных и справочных приложений. Это более важно в наш новый электронный век.
Расти вместе с этим или убирайся. Вот почему у Миллера есть замена, чтобы оставаться на вершине.
Уважаемый Миллер, пожалуйста, обновляйте приложения, чтобы мы могли продолжать просматривать их даже в качестве справочных материалов, и добавляйте новые привилегии, такие как клики по прямым ссылкам для получения дополнительной информации.Я надеюсь, что разработчик приложения прочитает это и продолжит обновлять и исправлять ошибки для новой iOS и других носителей.
Пока у Миллера есть приложения (справочное и учебное), подобные этим, можно использовать приложения ваших продуктов и тому подобное с хорошим качеством.
После этого я буду постоянным пользователем и покупателем продукции Miller. Я чувствую, что новое поколение не будет ожидать ничего, кроме этого, от лучших, а Миллер оставит все остальное далеко позади.следующее предложение
интерактивные приложения для обученияДовольный клиент
Спасибо также за продажу долговечных продуктов с отличной поддержкой.спасибо!
 но важно, чтобы приложение было как можно более полным, поскольку в металлических зданиях слабый мобильный сигнал, а «быстрая» справка на работе — это здорово.
но важно, чтобы приложение было как можно более полным, поскольку в металлических зданиях слабый мобильный сигнал, а «быстрая» справка на работе — это здорово. Разработчик, Miller Electric Mfg Co, указал, что политика конфиденциальности приложения может включать обработку данных, как описано ниже. Для получения дополнительной информации см. политику конфиденциальности разработчика.
Для получения дополнительной информации см. политику конфиденциальности разработчика.
Данные не собираются
Разработчик не собирает никаких данных из этого приложения.
Методы обеспечения конфиденциальности могут различаться, например, в зависимости от используемых вами функций или вашего возраста. Узнать больше
Информация
- Продавец
- Миллер Электрик Мфг Ко
- Размер
- 15 МБ
- Категория
- Ссылка
- Возрастной рейтинг
- 4+
- Авторское право
- © 2011 Miller Electric Mfg Co.
- Цена
- Бесплатно
- Тех. поддержка
- Политика конфиденциальности
 поддержка
поддержкаЕще от этого разработчика
Вам также может понравиться
СВАРОЧНЫЙ КАЛЬКУЛЯТОР
Анализ свариваемости материала
- Для поиска металлов или термопластов, которые легче сваривать
- Свариваемость материала используется для определения процесса сварки и сравнения конечного качества сварки с другими материалами
- Повышение качества и конкурентоспособности вашей компании
Расчет многих полезных результатов
- CE, NiEQ, CrEQ
- PCM, CEN, HCS, трещина при повторном нагреве
- Баланс фаз, FNA
- Время охлаждения t8/5
- Температура предварительного нагрева
- АС1, АС3, МС
- Твердость ЗТВ, предел прочности при растяжении и т. д.
- Расчет необходимого количества присадочного металла
 д.
д.Основные характеристики
- Поддержка базы данных пользователей
- Поддерживает планирование сварочных работ
- Поддерживает оптимизацию сварочных задач
- Расширенный анализ результатов
- Многоязычная поддержка
Поддержка базы данных пользователей
поддерживает планирование сварочных работ
Поддерживает оптимизацию сварочных задач
Расширенный анализ результатов
Многоязычная поддержка
Преимущества
База данных клиентов
Простота в освоении, простота использования
Повышение конкурентоспособности отрасли
Оптимизация сварочных задач и условий
Контроль свариваемости на ранней стадии
Подробный расчет процесса
Сравните окончательное качество сварки
Очень подробный анализ результатов
Цены
Гибкий тарифный план для вашего бизнеса (Валюта в долларах США)
Ежемесячно
$ 59 / месяц
- Срок действия лицензии один месяц
- Бесплатное обслуживание и обновление
- Онлайн-поддержка
- Поддержка по электронной почте
- В автономном режиме для использования программного обеспечения
купить сейчас
Раз в полгода
354 долл.
 США долл. США 319 / 6 месяцев
США долл. США 319 / 6 месяцев- Срок действия лицензии шесть месяцев
- Бесплатное обслуживание и обновление
- Онлайн-поддержка
- Поддержка по электронной почте
- В автономном режиме для использования программного обеспечения
купить сейчас
Истории успеха
Как насчет использования сварочного калькулятора другими пользователями
Решение
Мы сталкиваемся со многими проблемами, в том числе с производством высококачественной сварочной продукции при сохранении низких затрат. Внедрение и предоставление оптимального программного решения с различными элементами управления, такими как выбор материала, время охлаждения, температура предварительного нагрева и требуемое количество присадочного металла, принесет много преимуществ и обеспечит конкурентный успех.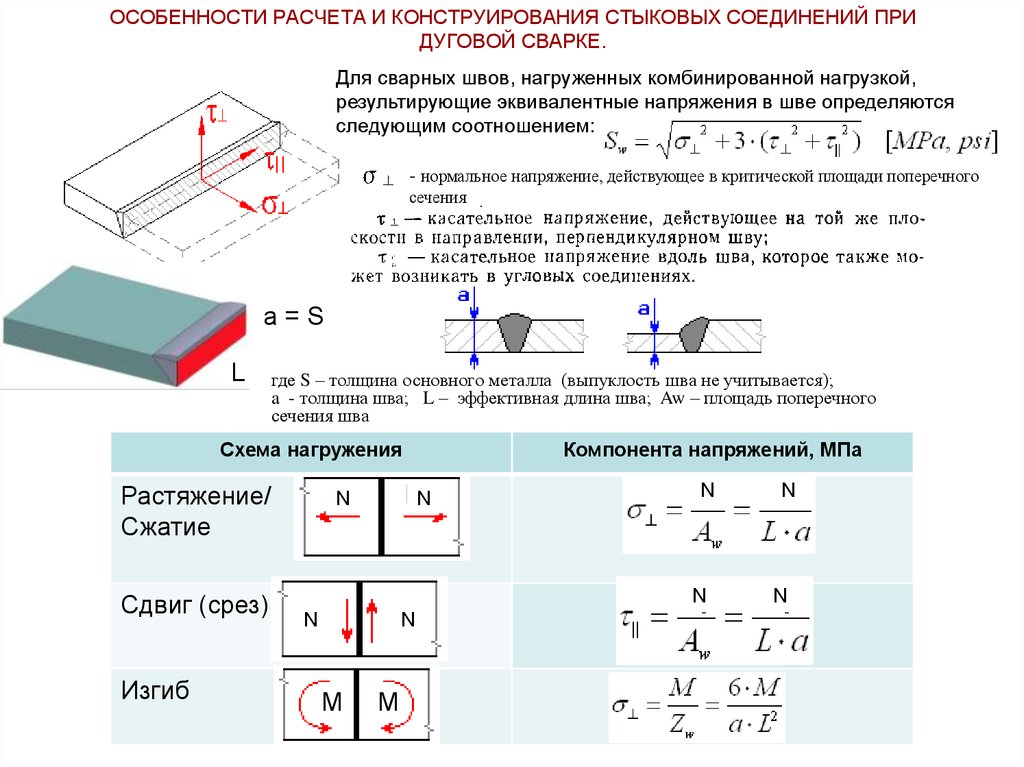
ПРЕДПОСЫЛКИ
Многие металлы и термопласты можно сваривать, но некоторые материалы свариваются легче, чем другие. Однако между различными материалами, как выбрать материал промежуточного слоя, чтобы облегчить сварку, возникают большие технические проблемы. Например, выбор материала, время охлаждения, температура предварительного нагрева и необходимое количество присадочного металла. Поэтому анализ свариваемости в основном используется для определения процесса сварки и сравнения конечного качества сварки с другими материалами.
ЗАДАЧА
Существует множество внутренних факторов, влияющих на свариваемость, поэтому эти факторы создают огромную проблему для инженеров-технологов в обрабатывающей промышленности по улучшению качества продукции и бездефектных сварочных процессов. Если просто заниматься этим методом проб и ошибок, то это будет не только неэффективно, но и растратой ресурсов, и вы не сможете получить качественную продукцию.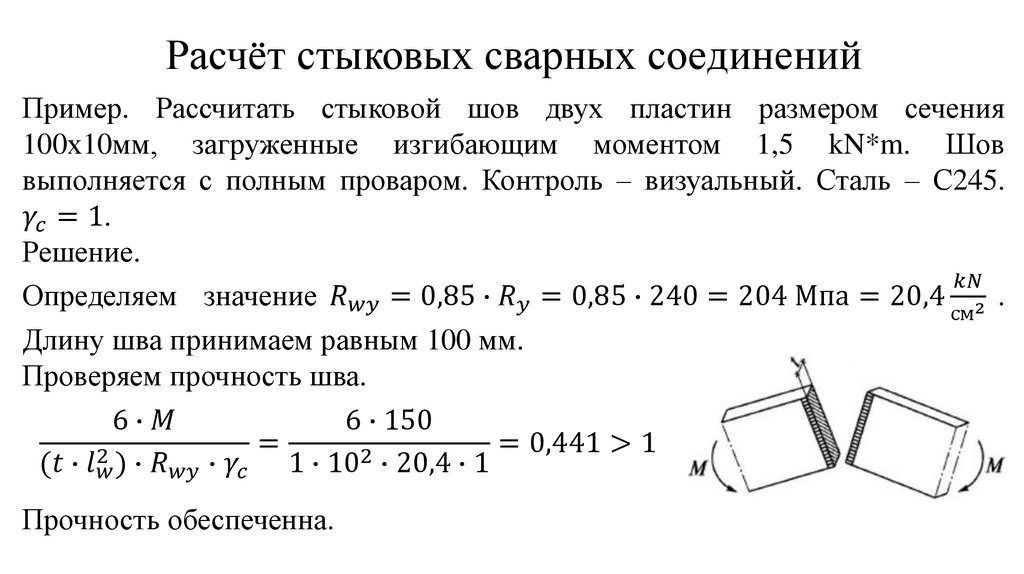
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ C3P
Комплексное решение для литейной, штамповочной и сварочной промышленности
Компания C3P Engineering Software International была основана в 2006 году и предоставляет профессиональные решения для проектирования и анализа для обрабатывающей промышленности. Нашими основными продуктами являются «Cast-Designer», «Cast-Designer Weld», «Geo-Designer», «AI-FORM» и «SavingCAST», которые уже завоевали мировой рынок. Мы продаем нашу продукцию более чем в 28 странах, и в этих странах есть наши дистрибьюторы. Мы известны не по названию нашей компании, а по нашей продукции. Программное обеспечение специально ориентировано на область виртуального производства, чтобы предоставить комплексное решение для литья металла, формовки листового металла, сварки и сборки. Наше решение включает в себя проектирование для производства, возможности проектирования, передовое моделирование, последнюю технологию CAE, автоматическую оптимизацию и окончательную проверку производительности для всего пакета; рассматривать Мультифизику, Многомасштабность и Реальный Материал.