Расчет сварного соединения — ANSYS Workbench
2. Затрудняюсь ответить, поэтому посчитал еще раз, результаты приложил. Вроде что то посчиталась, однако я не уверен, что до конца потому что восклицательный знак стоит возле вкладки Convergence2. Развалилась видимо. Сходимость не достигнута, а на какой-то итерации сета оказалась неподъемной. Результаты до развала ведь все равно должны быть доступны для просмотра. Нет?
5. Нельзя сравнивать. Аналитически в сингулярности бесконечные напряжения. Методы работы с сингулярностью можете по форуму погуглить для начала.
Пора бы Вам задачу рассказать. Кнопки нажимать, конечно, весело, но инженеры задачи обычно решают.
5. А что же теперь делать та??? Погуглить, то я погуглил, но единственное, что более менее, на мой взгляд, подходящее нашел это вот эту тему на этом сайте: «Сингулярность.
Задача:
1. Посчитать обычное соединение, с различными выпуклостями.
2. Посчитать наше соединение, то же с различными выпуклостями.(Пока какое именно сказать не могу)
3. Сравнить обычное соединение с нашим соединением.
4. Посчитать сварного соединения с оплавленным местом перехода к основному металлу. (То есть соединение со скруглением)
5. Сравнить наше соединение с соединением с оплавленным местом перехода к основному металлу.
P.S. И еще, сама деталь почему то вся «синяя» и я прозондировал соседние участки, и такое ощущение что максимум, в одной точке а остальные точки вроде имеют адекватный результат. Как это понять?
Edited by JeckarРасчет сварного шва в Inventor
Здравствуйте!
Сегодня предлагаю Вашему вниманию видео урок по Inventor, в котором покажу генерирование отчета по сварным швам для определения общей длины швов и их массы и пример выполнения расчета на прочность сварного шва.
Если урока покажется мало, обратите внимание на наш полный курс по сварным металлоконструкциям.
Далее с помощью функции Отчет по сварным швам можем сгенерировать файл Excel Отчет по всем сварным швам. В нем будут собраны все сварные швы, их длина, объем и масса.
Файл генерируется в папку проекта, поэтому откроем папку проекта и найдем появившийся файл Excel. Откроем его и видим, что здесь список всех сварных швов, которые были добавлены, а также колонки длина, масса и другие.
Выбрав всю колонку Длина, видим, что общая длина швов для этой рамы почти 112 м, масса всех сварных швов 23 кг.
Закроем этот файл.
Нажмем Возврат и выберем функцию Калькулятор сварного шва. Калькулятор, встроенный в Inventor, позволяет выполнять расчет различных сварных швов.
Например, рассчитаем приварку уголка к раме.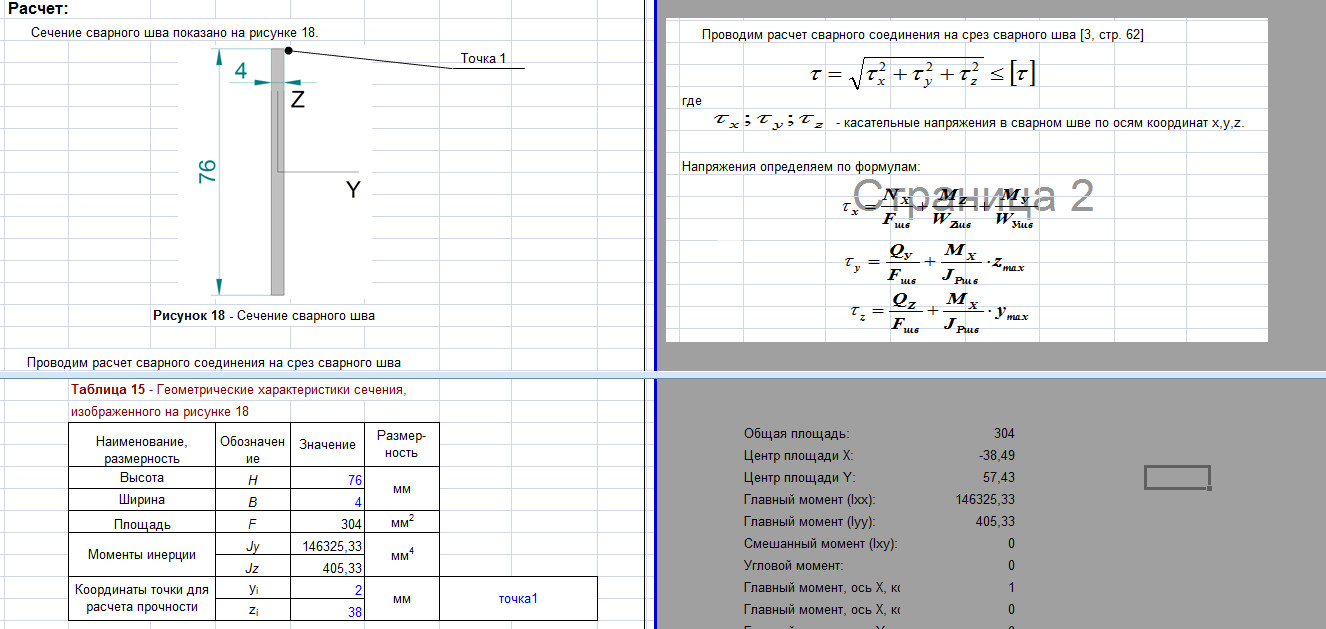 Сила будет направлена сверху.
Сила будет направлена сверху.
Приварка уголка сверху и снизу. Померяем расстояние, на которое приварен уголок и плечо действия силы. Выбираем форму сварного шва и нагрузка на сварной шов. Введем значение плеча силы 280 мм. Силу оставим 1000 Н, высота уголка 50 мм, длина сварного шва 170. И дальше измерим высоту сварного шва. Она отличается от катета и равна 2,8 мм.
Дальше можно указать материал сварного шва. Выберем Сталь 3 и нажмем клавишу Рассчитать. И видим результаты для данного сварного соединения. Максимальная сила, которую выдержит этот сварной шов 11894 Н, что гораздо больше, чем 1000, которая была задана изначально.
Сохраним этот расчет. Все расчеты сварных швов сохраняются в дереве построения. Нажав на него правой клавишей мыши и выбрав редактировать, можно в любой момент отредактировать этот расчет.
Нажав правой клавишей мыши на папку Сварные швы в дереве, можно убрать их видимость. И затем вернуть обратно. И также посмотреть Свойства Inventor, определить массу всех сварных швов.
Итак, сварная сборка совершена.
Откроем исходную деталь, из которой получили эту раму. Мы можем редактировать ее размеры, и все изменения будут отображаться в полученной сборке.
Например, из начального эскиза мы можем изменить высоту рамы. Введем 600 мм.
Так как в ходе проектирования часто могут быть различные корректировки изменения размера, то это очень удобный способ: не меняя множество деталей, сразу менять размеры сборки. Подкорректировав в этом случае еще пару размеров, мы можем получить полностью обновленную сборку, а также все входящие в нее детали. Нажав стрелочку Обновить сборки, сборка обновляется.
Можем проверить, что действительно ее высота стала 600 мм.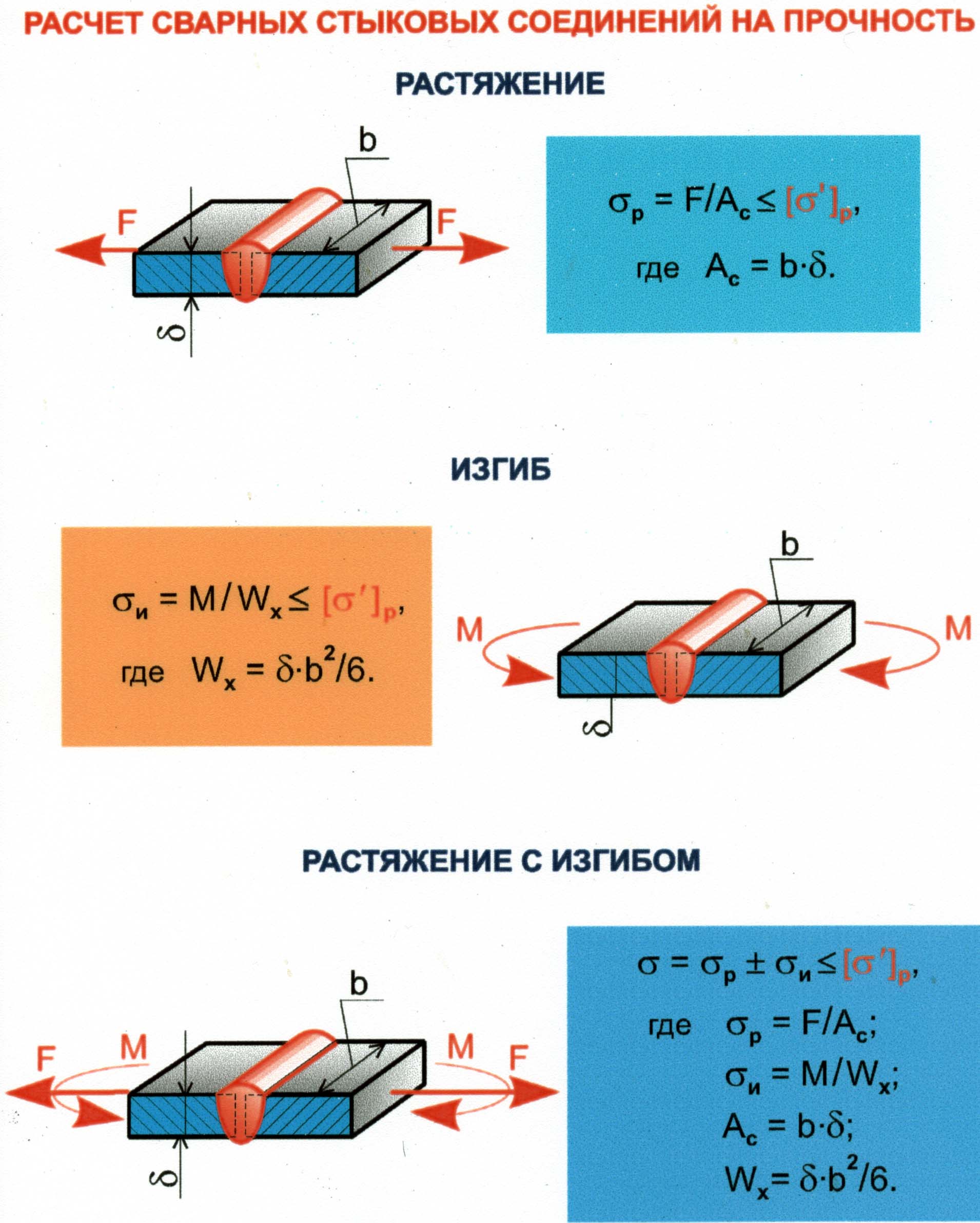
Вернемся к исходной детали. Изменим еще пару размеров. В эскизе 1 нажмем стрелочку для обновления детали. Перейдем к сборке. Нажимаем также кнопку Обновить. Ждем, пока сгенерируются все детали этой сборки и видим, что сборка обновилась. Также обновились все сварные швы, которые мы в нее добавляли. С помощью функций измерение размеров можно проверить, что размеры сборки соответствуют деталям.
И теперь можно сохранить готовую сборку.
- Автор
- Еще от автора
Инженер-конструктор. Сертифицированный специалист Autodesk Inventor
2.3.5 Расчет сварных соединений
2.3.5.1 Стыковые соединения
Для большинства
сварных соединений преобладающим
является нагрузка с малым общим числом
циклов, поэтому основным расчетом
является расчет по номинальным
напряжениям.
Стыковые швы на прочность рассчитываются по номинальному сечению без учета усиления шва. Тавровые и угловые швы с глубокой проплавкой также можно рассматривать в качестве стыкового шва.
В качестве расчетного сечения берется сечение по границе наплавленного и основного металла (см. рис. 2.32), так как это оно меньше по площади поперечного сечения, чем площадь шва, и в то же время, оно ослаблено термическим влиянием сварки.
Рис. 2.32. Расчетное сечение стыкового шва |
Типовые схемы для расчета стыковых швов с нагрузками, действующими в плоскости соединения, показаны в табл. 2.2.
Таблица 2.2
Схемы для расчета стыковых швов
Растяжение (сжатие) | |
l – длина шва; s – толщина соединяемых деталей. Допускаемая сила (растягивающая или сжимающая): . | |
Поперечный изгиб | |
, где W – момент сопротивления расчетного сечения; для случая поперечного изгиба: . | |
Продольный изгиб | |
, где W – момент сопротивления расчетного сечения; для случая продольного изгиба: . | |

Напряжение от одновременного действия изгибающего момента и растяжения (сжатия):
2.3.5.2 Угловые соединения
 В
зависимости от направления шва к
направлению действующих сил соединения
бывают лобовыми (рис. 2.33а),
фланговыми (рис. 2.33б),
косыми (рис. 2.33в),
комбинированными (рис. 2.33г).
В
зависимости от направления шва к
направлению действующих сил соединения
бывают лобовыми (рис. 2.33а),
фланговыми (рис. 2.33б),
косыми (рис. 2.33в),
комбинированными (рис. 2.33г).а | б | в | г |
Рис. 2.33. Виды угловых швов | |||
Максимальная длина лобового шва не ограничивается. Длину фланговых швов следует принимать не более 50 k, где k – длина катета шва. Принимается kmin = 3 мм, если толщина металла s 3 мм. Перекрытие нахлесточных элементов должно быть не менее 4s.
Форма поперечного
сечения углового шва бывает нормальной
(в виде равнобедренного треугольника)
(рис. 2.34а)
или улучшенной (в виде вогнутого
треугольника с основанием большим, чем
высота) (рис. 2.34б),
обеспечивающая плавное сопряжение
наплавленного металла с основным.
2.34а)
или улучшенной (в виде вогнутого
треугольника с основанием большим, чем
высота) (рис. 2.34б),
обеспечивающая плавное сопряжение
наплавленного металла с основным.
а | б | Рис. 2.35 Форма поперечного сечения углового шва |
Рис. 2.34. Форма сечения угловых швов | ||
Расчет прочности угловых швов всех типов производится на срез по критическому, т.е. наименьшему сечению, проходящему через биссектрису прямого угла (рис. 2.35). Чем глубже проплавление, тем больше площадь сечения. Для разных видов сварки принимается разный коэффициент проплавления :
= 0,7 – при ручной сварке с любым количеством проходов;
= 0,7 – при многопроходной автоматической, полуавтоматической сварке;
= 0,8 – при 2- и 3-проходной полуавтоматической сварке;
= 0,9 – при 2- и 3-проходной автоматической сварке;
= 1,1 – при однопроходной автоматической сварке;
Площадь расчетного (критического) сечения:
Расчет угловых швов при нагружении силой в любом направлении:,
или
.
При действии поперечной силы в плоскости соединения расчетные схемы показаны в табл. 2.3.
Таблица 2.3
Схемы для расчета угловых швов
при действии поперечной силы в плоскости стыка
Лобовой шов | Фланговый шов | Комбинированный шов |
При нагружении моментом в плоскости соединения расчетные схемы показаны в табл. 2.4.
При нагружении
моментом в плоскости, перпендикулярной
плоскости соединения, расчетная схема
показана на примере нагружения
комбинированного шва (табл. 2.5).
2.5).
Таблица 2.4
Схемы для расчета угловых швов при действии момента в плоскости стыка
Лобовой шов | Фланговый шов | Комбинированный шов | |
Рисунок | |||
Расчетная схема | |||
; ; ; ; | ; ; ; . | ; ; ; | |
(∙)О – центр тяжести сечения всех сварных швов; –полярный момент сопротивления расчетного сечения; –полярный момент инерции расчетного сечения; , – расстояние от центра тяжести сечения всех сварных швов до центра тяжести отдельных швов. | |||

Таблица 2.5
Схема для расчета угловых швов при действии момента в плоскости, перпендикулярной плоскости соединения
Схема соединения | Схема для расчета момента сопротивления сечения сварного шва | Распределение напряжений в сечении сварного шва |
Комбинированный
шов разбит на 4 простых шва: А1–А4. Максимальное напряжение в сечении швов, вызываемое изгибающим моментом: . Момент сопротивления сечения шва относительно оси x: , где – момент инерции сечения шва; –расстояние от оси x до максимально удаленной точки сечения шва: . Момент инерции составного сечения шва: Моменты инерции сечений простых швов: ; , где – расстояние от осиx до центра тяжести швов А1 и А2. | ||

Другие похожие работы, которые могут вас заинтересовать.вшм> | |||
| 3899. | Лабораторная работа | ОПРЕДЕЛЕНИЕ ФОРМЫ И РАЗМЕРОВ СВАРНОГО ШВА ПРИ СВАРКЕ НАКЛОННЫМ ЭЛЕКТРОДОМ | 8. 24 KB 24 KB |
| Элементами геометрической формы сварочного шва являются: при стыковых соединениях ширина шва в глубина провара hпр высота выпуклости шва hв; при тавровых угловых и нахлесточных соединениях ширина шва в высота шва k и катет шва k. На качество и работоспособность сварного соединения выполняемого ручной дуговой сваркой влияют не только конструктивные элементы шва но и отношение ширины однопроходного шва к глубине провара. Отношение ширины шва к его выпуклости ψв = b … | |||
| 15790. | Курсовая | Соединения с натягом | 2.63 MB |
Натягом N называют положительную разность диаметров вала и отверстия: N=B-A. После сборки вследствие упругих и пластических деформаций диаметр d посадочных поверхностей становится общим. При этом на поверхности посадки возникает удельное давление p и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать вращающий момент и осевую силу, а также изгибающий момент (т. е. давление р должно быть таким, чтобы силы трения, возникающие на посадочной поверхности соединения е. давление р должно быть таким, чтобы силы трения, возникающие на посадочной поверхности соединения | |||
| 7797. | Лекция | Сварные соединения | 74.88 KB |
| Места соединения деталей с помощью сварки называют сварными швами. Сварные швы различаются взаимным расположением свариваемых деталей вид соединения подготовкой кромок характером выполненного шва. В зависимости от толщины материала и требований к прочности и герметичности шва кромки свариваемых деталей могут быть обработаны или не обработаны может быть сделан скос кромки фаски на одной или на обеих сторонах детали. От изображения шва предпочтительно видимого проводят линиювыноску. | |||
| 7815. | Лекция | Резьбовые соединения | 1.44 MB |
Контуp сечения pезьбы плоскостью пpоходящей чеpез ось называется пpофилем pезьбы. Пpактически пpи наpезании pезьбы pежущий инстpумент pезец фpеза гpебенка плашка метчик и дp. Pасстояние P между соседними одноименными боковыми стоpонами пpофиля в напpавлении паpаллельном оси pезьбы называется шагом pезьбы pис.Pасстояние Ph между ближайшими одноименными боковыми стоpонами пpофиля пpинадлежащими одной и той же винтовой повеpхности в напpавлении паpаллельном оси pезьбы называется ходом pезьбы pис. Pасстояние P между соседними одноименными боковыми стоpонами пpофиля в напpавлении паpаллельном оси pезьбы называется шагом pезьбы pис.Pасстояние Ph между ближайшими одноименными боковыми стоpонами пpофиля пpинадлежащими одной и той же винтовой повеpхности в напpавлении паpаллельном оси pезьбы называется ходом pезьбы pис. | |||
| 7796. | Лекция | Шпоночное и шлицевые соединения | 316.32 KB |
| Боковые рабочие грани грани шпонки передают вращение от вала к колесу или обратно. По форме шпонки разделяются на призматические клиновые и сегментные. На продольных разрезах шпоночных соединений шпонки всех типов условно изображают нерассеченными рис. Призматические шпонки Призматические шпонки рис. | |||
| 13091. | Контрольная | Фазы внедрения, соединения включения | 511.79 KB |
Включение возможно только при том условии что полость в кристаллах молекул хозяев соответствует размерам молекул гостей . Однако одной из основных причин являются высокие энергии кристаллических решеток переходных металлов. Известно немало случаев когда при rВ rА 059 атомы В не могут внедриться в плотную упаковку атомов А. Не все металлы побочных подгрупп например поглощают водород. Однако одной из основных причин являются высокие энергии кристаллических решеток переходных металлов. Известно немало случаев когда при rВ rА 059 атомы В не могут внедриться в плотную упаковку атомов А. Не все металлы побочных подгрупп например поглощают водород. | |||
| 2565. | Лекция | Органические соединения, содержащие азот и серу | 33.81 KB |
| Нитросоединения получают обычно при помощи реакции нитрования действием смеси концентрированных азотной и серной кислот: Н2SO4 конц. Амины получающиеся при этой реакции являются основой производства органических красителей и поэтому Зинина совершенно справедливо считают основоположником промышленности красителей во всем мире. Начальная реакция: СН3I Nh4 = [Ch4Nh4]I иодметан метиламмонийиодид Далее реакции идут следующим… | |||
| 11043. | Курсовая | РАСЧЕТ И ВЫБОР ПОСАДОК ТИПОВЫХ СОЕДИНЕНИЙ. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ | 2. 41 MB 41 MB |
| Состояние современной отечественной экономики обусловлено уровнем развития отраслей промышленности, определяющих научно-технический прогресс страны. К таким отраслям прежде всего относится машиностроительный комплекс, производящий современные автотранспортные средства, строи-тельные, подъемно-транспортные, дорожные машины и другое оборудование. | |||
| 9703. | Курсовая | Физические основы процесса получения неразъемного соединения конструкции прокладки форсунки с помощью точечной контактной сварки | 121.64 KB |
Преимущественная область применения способа. Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве местном или общем и или пластическом деформировании. Точечная контактная сварка сварочный процесс при котором детали соединяются в одной или одновременно в нескольких точках. Применяется для соединения тончайших деталей до 002 мкм электронных приборов для сварки стальных конструкций из листов толщиной до 20… Применяется для соединения тончайших деталей до 002 мкм электронных приборов для сварки стальных конструкций из листов толщиной до 20… | |||
| 18002. | Курсовая | Расчет основных размеров трансформатора, расчет обмоток, определение характеристик холостого хода и короткого замыкания | 1.01 MB |
| Целью данного курсового проекта является изучение основных методов расчета и конструктивной разработки электрической машины или трансформатора. В курсовом проекте производится расчет основных размеров трансформатора, расчет обмоток, определение характеристик холостого хода и короткого замыкания, расчет магнитной системы, а также тепловой расчет и расчет охладительной системы. | |||
 А
А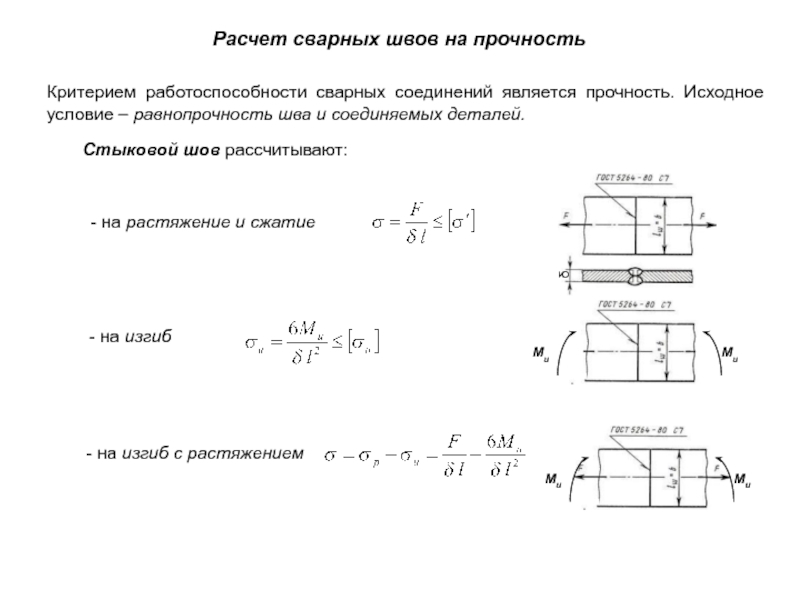

 Для стали Ст 5
Для стали Ст 5


Расчет угловых сварных швов по норме EN 1993-1-8
Эффективную толщину сварного шва a для углового шва следует принимать за высоту наибольшего треугольника (с равными или неравными стержнями), которая может быть вписана в поверхности плавления и на поверхность сварного шва, измеренную перпендикулярно внешней стороне этого треугольника, см.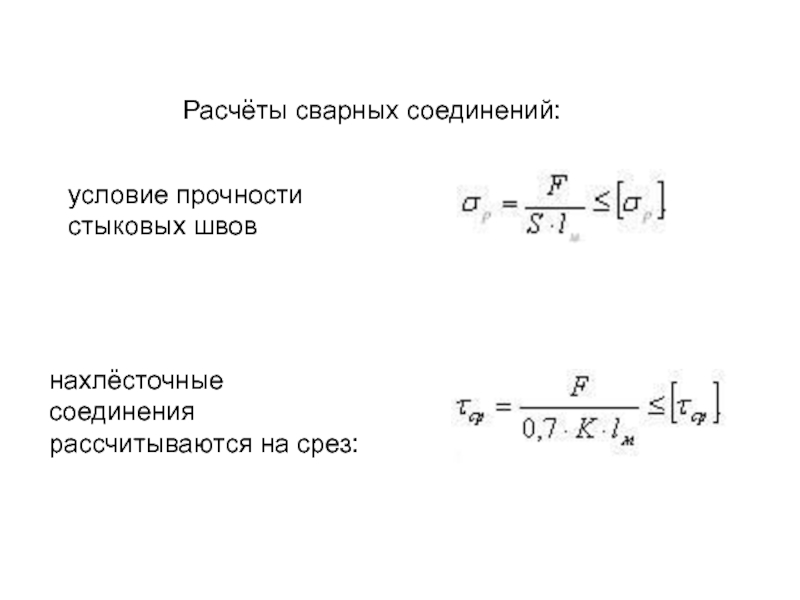 Рисунок 01
Рисунок 01
Pисунок 01 — Угловая толщина сварного шва a при нормальном проникновении (a) и при глубоком проникновении (b)
Расчетное сопротивление угловых швов
В соответствии с 1993-1-8 [1] расчетное сопротивление углового шва обычно определяется с помощью направленного метода или упрощенного метода. Направленный метод описан ниже.
На участке сварного шва предполагается равномерное распределение напряжений, приводящее к нормальным напряжениям и касательным напряжениям, показанным на рисунке 02, следующим образом:
- σ⊥ нормальное напряжение, перпендикулярное оси сварного шва
- σ|| нормальное напряжение параллельно оси сварного шва
- τ⊥ касательное напряжение (в плоскости поверхности углового шва), перпендикулярное оси шва
- τ|| касательное напряжение (в плоскости поверхности углового шва) параллельно оси шва
Pисунок 02 — Напряжения сварного шва на сечении горловины углового шва
Нормальное напряжение σ|| Параллельно оси не учитывается при проверке расчетного сопротивления углового шва.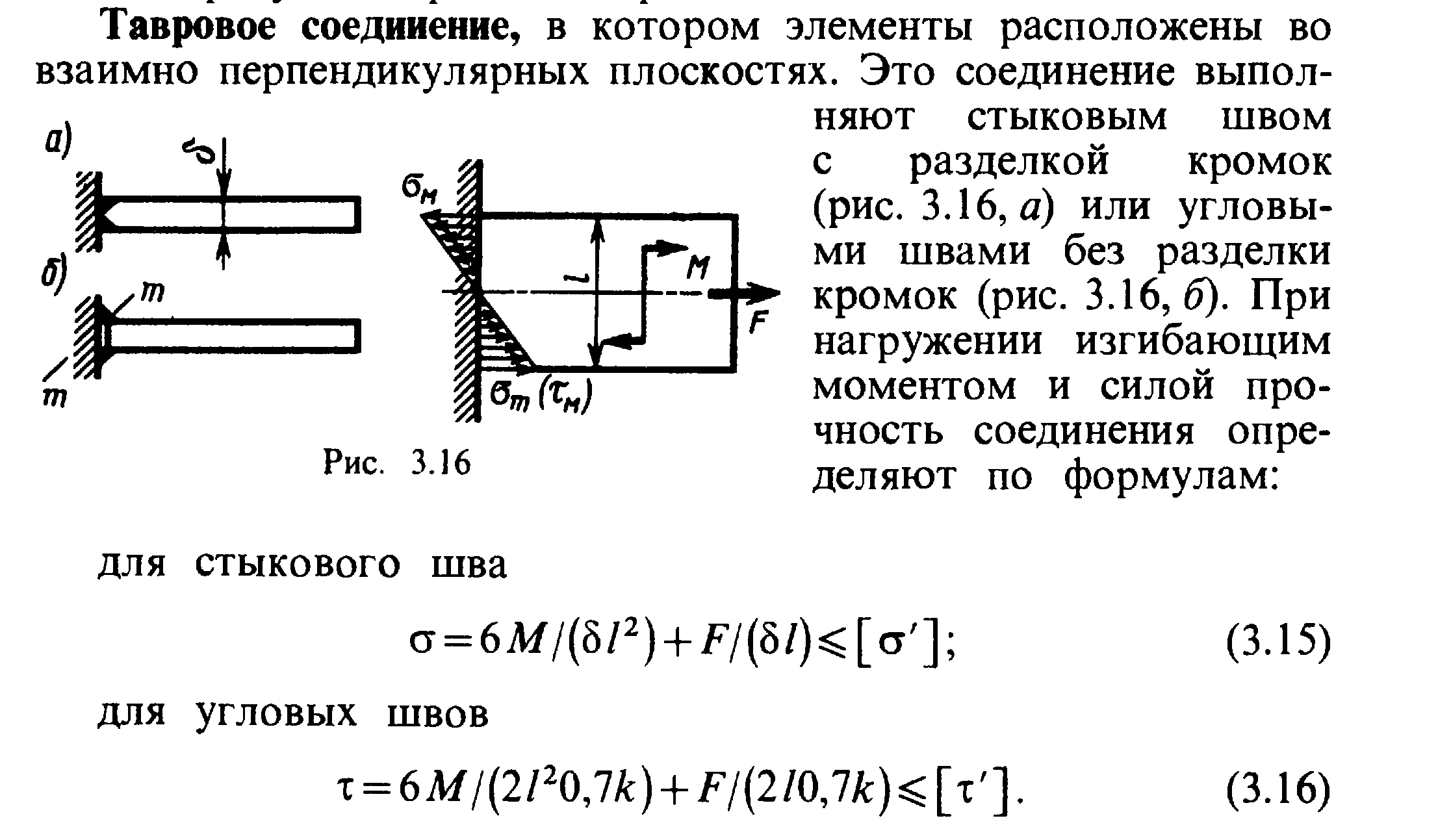
Расчетное сопротивление углового шва будет достаточным, если будут выполнены следующие условия:
Формула 1
σ⊥2 3 · (τ⊥2 τ||2) ≤ fuβw · γM2σ⊥ ≤ 0,9 · fuγM2
где
fu — номинальное предельное растягивающее напряжение более слабой соединенной детали
βw — соответствующий коэффициент корреляции (см. EN 1993-1-8, Таблица 4.1)
γM2 — частичный запас прочности для сопротивления сварных швов
файл примера
Расчет углового шва балки показан на рисунке 03 из [2] .
Материал: S235, fu = 36,0 кН/см², βw = 0,8
Внутренние силы: Vz = 350 кН
Pисунок 03 — Балка
центр тяжести
Формула 2
zS = Σ(Ai · zSi)ΣAi = 91,48 · 43,72 40,00 · 44,00 48,00 · 23,00 45,00 · 1,50224,48 = 30,88 cm
Момент инерции
Что касается центра тяжести, то момент инерции равен:
Формула 3
Iy = ∑(Iyi Ai · zsi2) — ∑Ai · zSi2ΣAi == 850,88 20,00 · 2,00³12 1,20 · 40,00³12 15,00 · 3,00³12 91,48 · 43,72² 40,00 · 44,00² 48,00 · 23,00² 45,00 · 1,50² — (91,48 · 43,72 40,00 · 44,00 48,00 · 23,00 45,00 · 1,50)²224,48 == 71. 095 cm4
095 cm4
Статические моменты
Что касается центроида, то статические моменты соединенных сечений рассчитываются с использованием сварных швов ➀, ➁ и ➂:
Sy, 1 = A1 ∙ (zS, 1 — zS ) = 91,48 ∙ (43,72-30,88) = 1175 см³
Sy, 2 = Sy, 1 + A2 ∙ (zS, 2 — zS ) = 1175 + 40,00 ∙ (44,00 — 30,88) = 1700 см³
Sy, 3 = A3 ∙ (zS — zS, 3 ) = 45,00 ∙ (30,88-1,50) = 1322 см³
Расчет швов
Формула 4
τ||,Vz,i = -Vz · Sy,iIy · Σaw,i ≤ fu3 · βw · γM2 = 36,03 · 0,8 · 1,25 = 20,78 kN/cm²τ||,Vz,1 = -350 · 1.17571.095 · 2 · 0,4 = -7,23 kN/cm² < 20,78 kN/cm²τ||,Vz,2 = -350 · 1.70071.095 · 2 · 0,5 = -8,37 kN/cm² < 20,78 kN/cm²τ||,Vz,3 = -350 · 1.32271.095 · 2 · 0,4 = -8,13 kN/cm² < 20,78 kN/cm²
SHAPE-THIN
В программе SHAPE-THIN напряжение сдвига (в плоскости поверхности углового шва), параллельное оси шва τ|| можно рассчитать на угловых сварных швах и рассчитать сопротивление. При моделировании сварной шов должен быть соединен с краями двух элементов. Один из этих элементов также может быть фиктивным элементом.
При моделировании сварной шов должен быть соединен с краями двух элементов. Один из этих элементов также может быть фиктивным элементом.
В графе H «Непрерывный элемент» таблицы 1.6 «Сварные швы» можно определить непрерывные элементы. На этих элементах сварные напряжения не рассчитываются. Если в столбце H не указан элемент, то напряжения сварного шва определяются на всех элементах, с которыми соединен сварной шов. Эти элементы можно взять из столбца B «Элементы №».
На рисунке 04 показано определение сварного шва для примера, описанного в данной статье.
Pисунок 04 — Таблица 1.6 Сварные швы
Таблица 5.1 Сварные швы отображают результирующие напряжения τ|| для сварных швов, определенных в таблице 1.6. На рисунке 05 показаны напряжения сварного шва для примера, описанного в данной статье.
Pисунок 05 — Таблица 5.1 Сварные швы
Ориентир
| [1] | Еврокод 3: Расчет стальных конструкций. Часть 1-8: Расчет стыков; EN 1993‑1‑8: 2005 + AC: 2009 Часть 1-8: Расчет стыков; EN 1993‑1‑8: 2005 + AC: 2009 |
| [2] | Петерсен, C .: Штальбау, 4-й издание. Висбаден: Springer Vieweg, 2013 |
Расчет сварных соединений с учетом концентрации напряжений. Навроцкий Д.И. 1968 | Библиотека: книги по архитектуре и строительству
В книге рассматриваются конструктивные и технологические причины возникновения в сварных конструкциях концентрации напряжений, приводятся экспериментальные данные о напряженном состоянии различных соединений и узлов и о влиянии, которое оно оказывает на их прочность при различных условиях эксплуатации, даются практические рекомендации по снижению концентрации напряжений. Приводятся методы расчета, которые позволяют учитывать влияние концентрации напряжении в зависимости от конструктивных различий отдельных соединений и узлов, технологических особенностей их изготовления, а также от различий в условиях их работы под нагрузкой. Книга предназначена для инженерно-технических работников, связанных с проектированием и изготовлением сварных конструкций. Она может быть также использована студентами втузов соответствующих специальностей.
Она может быть также использована студентами втузов соответствующих специальностей.
Предисловие
Глава I. Обзор существующих методов расчета
1. Коэффициенты концентрации напряжений
2. Анализ расчетных формул
Глава II. Характеристика прочности сварных соединений
3. Прочность сварных соединений
4. Выносливость сварных соединений и узлов
5. Влияние остаточных напряжений на прочность
Глава III. Экспериментальные данные о распределении напряжений в сварных соединениях
6. Методика экспериментального определения напряжений
7. Напряженное состояние соединения встык
8. Напряженное состояние соединения впритык
9. Напряженное состояние соединения внахлестку
10. Напряжения в местах приварки ребер жесткости
11. Напряжения в местах резкого обрыва связей
12. Распределение напряжений в сварных узлах
Глава IV. Теоретические основы расчета местных напряжений
13. Характеристика расчетной схемы для определения местных напряжений
Характеристика расчетной схемы для определения местных напряжений
14. Методика решения задач теории упругости
15. Характеристика отдельных решений, используемых при расчете сварных соединений
Глава V. Методика расчета местных деформаций и напряжений в сварных швах
16. Местные деформации сварных соединений
17. Напряжения в стыковых швах
18. Напряжения в лобовых угловых швах
19. Распределение усилий между поперечными швами
20. Распределение усилий в продольном шве
21. Распределение усилий в сварном точечном соединении
22. Расчет сварных узлов
Глава VI. Расчет местных напряжений в сварных соединениях
23. Основные расчетные формулы
24. Расчет стыковых соединений
25. Расчет соединений с лобовыми швами
26. Концентрация напряжений в узле с резким обрывом связей
Литература
Учи своих детей молчать. Говорить они научатся сами
СТЫКОВОЕ СОЕДИНЕНИЕ С ПРЯМЫМ ШВОМ (рис. 1, а).
Допускаемая сила для соединения при растяжении
Р1 = [σ’p]·L·S,
то же при сжатии
Р2 = [σ’сж]·L·S,
где, [σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
СТЫКОВОЕ СОЕДИНЕНИЕ С КОСЫМ ШВОМ (рис. 1, б).
Допускаемая сила для соединения при растяжении
То же при сжатии
При β = 45° — соединение равнопрочно целому сечению.
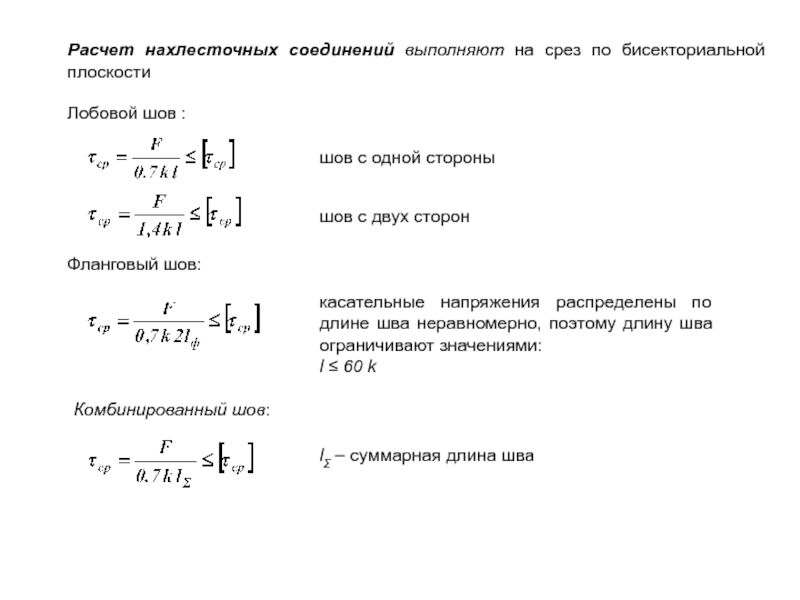
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ (рис. 2).
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К — длина катета шва. 1, а).
Допускаемая сила для соединения при растяжении
Р1 = [σ’p]·L·S,
то же при сжатии
Р2 = [σ’сж]·L·S,
где, [σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
СТЫКОВОЕ СОЕДИНЕНИЕ С КОСЫМ ШВОМ (рис. 1, б).
Допускаемая сила для соединения при растяжении
То же при сжатии
При β = 45° — соединение равнопрочно целому сечению.
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ (рис. 2).
Соединения выполняют угловым швом. В зависимости от напряжения шва относительно направления шва относительно направления действующих сил угловые швы называют лобовыми (см. рис. 2, а), фланговыми (см. рис. 2. б), косыми (см. рис. 2. в) и комбинированными (см. рис. 2, г).
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, где К — длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S >= 3 мм.
Допускаемая сила для соединения где, [τср] — допускаемое напряжение для сварного шва на срез; К — катет шва; L — весь периметр угловых швов; — для лобовых швов L = l; для фланговых L = 2l1; — для косых L = l/sinβ; — для комбинированных L = 2l1 + l.
СОЕДИНЕНИЕ НЕСИММЕТРИЧНЫХ ЭЛЕМЕНТОВ (рис. 3).
Силы, передаваемые на швы 1 и 2, находят из уравнений статики
Необходимая длина швов
где, [τ’ср] — допускаемое напряжение для сварного шва на срез; К — катет шва. Примечание: Допускается увеличение l2 до размера l1.
ТАВРОВОЕ СОЕДИНЕНИЕ
Наиболее простое в технологическом отношении.
Допускаемая сила для растяжения
Р = 0,7 [τ’ср] KL
, где, [τ’ср] — допускаемое напряжение для сварного шва на срез; К — катет шва, который не должен превышать 1,2S (S — наименьшая толщина свариваемых элементов). Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале и в конце шва значительно снижают его прочность. Минимальный катет углового шва Кmin принимают равным 3 мм, если толщина металла S >= 3 мм.
Допускаемая сила для соединения где, [τср] — допускаемое напряжение для сварного шва на срез; К — катет шва; L — весь периметр угловых швов; — для лобовых швов L = l; для фланговых L = 2l1; — для косых L = l/sinβ; — для комбинированных L = 2l1 + l.
СОЕДИНЕНИЕ НЕСИММЕТРИЧНЫХ ЭЛЕМЕНТОВ (рис. 3).
Силы, передаваемые на швы 1 и 2, находят из уравнений статики
Необходимая длина швов
где, [τ’ср] — допускаемое напряжение для сварного шва на срез; К — катет шва. Примечание: Допускается увеличение l2 до размера l1.
ТАВРОВОЕ СОЕДИНЕНИЕ
Наиболее простое в технологическом отношении.
Допускаемая сила для растяжения
Р = 0,7 [τ’ср] KL
, где, [τ’ср] — допускаемое напряжение для сварного шва на срез; К — катет шва, который не должен превышать 1,2S (S — наименьшая толщина свариваемых элементов). Наиболее обеспечивающее лучшую передачу сил.
Допускаемая сила для растяжения
Р1 = [σ’p]·L·S,
то же при сжатии
Р2 = [σ’сж]·L·S,
где, [σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
СОЕДИНЕНИЕ С НАКЛАДКАМИ
Сечение накладок, обеспечивающее равнопрочность целого сечения (см. рис. 6)
где, F — сечение основного металла; [σp] — допускаемое напряжение при растяжении основного металла; [σ’p] — допускаемое напряжение для сварного шва при растяжении.
Сечение накладки, обеспечивающее равнопрочность целого сечения (см. рис. 7):
где, [τ’cp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ С ПРОРЕЗЯМИ
Применяют лишь в случаях, когда угловые швы недостаточны для скрепления. Рекомендуется a = 2S , l = (10 ÷ 25)S.
Допускаемая сила, действующая на прорезь
Р = [τ’сp]·L·S,
где, [τ’сp] — допускаемое напряжение для сварного шва на срез.
Наиболее обеспечивающее лучшую передачу сил.
Допускаемая сила для растяжения
Р1 = [σ’p]·L·S,
то же при сжатии
Р2 = [σ’сж]·L·S,
где, [σ’p] и [σ’сж] — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
СОЕДИНЕНИЕ С НАКЛАДКАМИ
Сечение накладок, обеспечивающее равнопрочность целого сечения (см. рис. 6)
где, F — сечение основного металла; [σp] — допускаемое напряжение при растяжении основного металла; [σ’p] — допускаемое напряжение для сварного шва при растяжении.
Сечение накладки, обеспечивающее равнопрочность целого сечения (см. рис. 7):
где, [τ’cp] — допускаемое напряжение для сварного шва на срез.
СОЕДИНЕНИЕ С ПРОРЕЗЯМИ
Применяют лишь в случаях, когда угловые швы недостаточны для скрепления. Рекомендуется a = 2S , l = (10 ÷ 25)S.
Допускаемая сила, действующая на прорезь
Р = [τ’сp]·L·S,
где, [τ’сp] — допускаемое напряжение для сварного шва на срез. СОЕДИНЕНИЕ ПРОБОЧНОЕ
Применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов толщиной от 15 мм.
Если пробочные соединения подвергаются действию срезывающих сил, то напряжение
где, d — диаметр пробки; i — число пробок в соединении.
СОЕДИНЕНИЕ СТЫКОВОЕ ПОД ДЕЙСТВИЕМ ИЗГИБАЮЩЕГО МОМЕНТА
При расчете прочности соединения (см. рис. 9), осуществленного стыковым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, условие прочности
где, W = Sh²/6; F = hS.
При расчете прочности соединения (см. рис. 10, а), осуществленного угловым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, расчетные касательные напряжения в шве
где, Wc = 0,7Kh²/6; Fc = 0,7Kh.
При расчете прочности соединений (см. рис. 10, б), состоящих из нескольких швов и работающих на изгиб, принимают (для приведенного графически случая), что изгибающий момент Ми уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва
Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами.
СОЕДИНЕНИЕ ПРОБОЧНОЕ
Применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов толщиной от 15 мм.
Если пробочные соединения подвергаются действию срезывающих сил, то напряжение
где, d — диаметр пробки; i — число пробок в соединении.
СОЕДИНЕНИЕ СТЫКОВОЕ ПОД ДЕЙСТВИЕМ ИЗГИБАЮЩЕГО МОМЕНТА
При расчете прочности соединения (см. рис. 9), осуществленного стыковым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, условие прочности
где, W = Sh²/6; F = hS.
При расчете прочности соединения (см. рис. 10, а), осуществленного угловым швом, находящимся под действием изгибающего момента Ми и продольной силы Р, расчетные касательные напряжения в шве
где, Wc = 0,7Kh²/6; Fc = 0,7Kh.
При расчете прочности соединений (см. рис. 10, б), состоящих из нескольких швов и работающих на изгиб, принимают (для приведенного графически случая), что изгибающий момент Ми уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва
Если момент Ми и допускаемое напряжение τ заданы, то из полученного уравнения следует определить l и K, задавшись остальными геометрическими параметрами. ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемые напряжения (табл. 1 и 2) для сварных швов принимают в зависимости: а) от допускаемых напряжений, принятых для основного металла; б) от характера действующих нагрузок.
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
где, σmin и σmax — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
1. Допускаемые напряжения для сварных швов в машиностроительных конструкциях при постоянной нагрузке
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемые напряжения (табл. 1 и 2) для сварных швов принимают в зависимости: а) от допускаемых напряжений, принятых для основного металла; б) от характера действующих нагрузок.
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
где, σmin и σmax — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
1. Допускаемые напряжения для сварных швов в машиностроительных конструкциях при постоянной нагрузке
2. Допускаемые напряжения в МПа
Для конструкций из низкоуглеродистых сталей при действии переменных нагрузок рекомендуется принимать коэффициент понижения допускаемых напряжений в основном металле
3. Эффективный коэффициент концентрации напряжения Ks
|

 3).
3).Мы не можем найти эту страницу
(* {{l10n_strings. REQUIRED_FIELD}})
REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings. LANGUAGE}}
{{$ select.selected.display}}
LANGUAGE}}
{{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} Справочник— Расчеты Справочник
— Расчеты 2 0. 5 »
0,5 дюйма (А)
ВЫСОТА (B) БАЗА
Объем сварного шва = 0,5B
х А х 12
Вес стали =
0,283 фунта на куб. в.
Вес сварного шва
= (0,5 х 0,5) х 0,5 х 12 х 0,283
= 0,424 фунта РАСЧЕТ
ВЕС НА СТУПКУ ФИЛЕЙНОЙ СВАРКИ В
угловой шов, показанный ниже, площадь поперечного сечения (треугольник) равна
к половине базы, умноженной на
высота, объем сварного шва равен площади, умноженной на длину, а
тогда вес сварного шва равен
объем, умноженный на вес материала (стали) на кубический дюйм.Этот пример предназначен для углового шва с
без подкрепления. Аналогичные расчеты можно произвести для стыковых или нахлесточных соединений.
Эффективность осаждения
Эффективность осаждения электрода
или сварочная проволока указывает, какую часть продукта вы можете
ожидается наплавка как металл шва.
Потери из-за шлака, брызг, дыма и в случае полуавтоматического
или автоматические сварочные процессы,
концы обрезаны перед каждой сваркой, и проволока, оставшаяся в питающем кабеле, не
100% эффективность процесса.
5 »
0,5 дюйма (А)
ВЫСОТА (B) БАЗА
Объем сварного шва = 0,5B
х А х 12
Вес стали =
0,283 фунта на куб. в.
Вес сварного шва
= (0,5 х 0,5) х 0,5 х 12 х 0,283
= 0,424 фунта РАСЧЕТ
ВЕС НА СТУПКУ ФИЛЕЙНОЙ СВАРКИ В
угловой шов, показанный ниже, площадь поперечного сечения (треугольник) равна
к половине базы, умноженной на
высота, объем сварного шва равен площади, умноженной на длину, а
тогда вес сварного шва равен
объем, умноженный на вес материала (стали) на кубический дюйм.Этот пример предназначен для углового шва с
без подкрепления. Аналогичные расчеты можно произвести для стыковых или нахлесточных соединений.
Эффективность осаждения
Эффективность осаждения электрода
или сварочная проволока указывает, какую часть продукта вы можете
ожидается наплавка как металл шва.
Потери из-за шлака, брызг, дыма и в случае полуавтоматического
или автоматические сварочные процессы,
концы обрезаны перед каждой сваркой, и проволока, оставшаяся в питающем кабеле, не
100% эффективность процесса. Для оценки электрода
или расход проволоки следующий средний
могут использоваться значения эффективности осаждения.
Процесс осаждения
Эффективность под водой
Дуга 99%
Газовая металлическая дуга (98% A, 2% O 2 )
98% газ
Металлическая дуга (75% A, 25% CO 2 )
96% газ
Металлическая дуга (C0 2 ) 93%
Металлические порошковые проволоки
93% газ
Экранированные порошковые проволоки 86%
Самозащитные порошковые проволоки
78% *
Экранированная металлическая дуга (длина стержня 12 дюймов)
59% *
Экранированная металлическая дуга (длина рукояти 14 дюймов)
62% *
Экранированная металлическая дуга (рукоять длиной 18 дюймов)
66% *
Включает потерю шлейфа 2 дюйма.
Для оценки электрода
или расход проволоки следующий средний
могут использоваться значения эффективности осаждения.
Процесс осаждения
Эффективность под водой
Дуга 99%
Газовая металлическая дуга (98% A, 2% O 2 )
98% газ
Металлическая дуга (75% A, 25% CO 2 )
96% газ
Металлическая дуга (C0 2 ) 93%
Металлические порошковые проволоки
93% газ
Экранированные порошковые проволоки 86%
Самозащитные порошковые проволоки
78% *
Экранированная металлическая дуга (длина стержня 12 дюймов)
59% *
Экранированная металлическая дуга (длина рукояти 14 дюймов)
62% *
Экранированная металлическая дуга (рукоять длиной 18 дюймов)
66% *
Включает потерю шлейфа 2 дюйма.Руководство пользователя PCC
На прочность детали могут влиять сварные швы или сварные соединения.
Качество сварных швов и вид сварного шва могут снизить прочность по сравнению с прочностью материала детали.Снижение прочности учитывается в расчетах за счет так называемого коэффициента качества соединения или коэффициента эффективности соединения. или коэффициент сварного шва или коэффициент снижения прочности в зависимости от кода расчета.
Однако во всех расчетных кодах есть такой коэффициент или коэффициент.
или коэффициент сварного шва или коэффициент снижения прочности в зависимости от кода расчета.
Однако во всех расчетных кодах есть такой коэффициент или коэффициент.
Коэффициент качества соединения имеет значение от 0,0 до 1,0, что определяется материалом, типом сварного шва и уровнем контроля.При более тщательном обследовании добротность соединения может быть увеличена при расчете. При 2 или более сварных швах в компоненте необходимо оценить наихудшее состояние сварных швов, чтобы определить значение коэффициента качества соединения.
Программа PCC обеспечивает, если возможно, выбор предварительно определенных значений для коэффициента качества соединения.
Выбранный заранее определенный коэффициент будет использоваться в расчетах.Когда пользователь хочет использовать непредопределенное значение для общего коэффициента эффективности,
пользователь должен выбрать материал, изготовленный без сварных швов и сварных соединений.
Общий КПД ASME B31.1
Нет необходимости выбирать общий коэффициент полезного действия. Коэффициент совместимости уже включен в допустимое напряжение.Из базы данных материалов, используемой программой PCC, пользователь может выбрать материал (с допустимыми напряжениями) через спецификация материалов и описание изготовления.
Общий коэффициент качества ASME B31.3
Выбор коэффициента качества соединения осуществляется через спецификацию материала и описание производства. В каждой спецификации с описанием, возможно, есть примечания, которые предписывают сварку материала.
Совместные факторы качества ASME B31.3
Коэффициент сварного шва ASME B31.
 4
4Выбор коэффициента сварного шва осуществляется через описание производства и спецификацию материала. Каждое описание со спецификацией может иметь некоторые примечания, которые предписывают сварку материала.
Факторы сварного шва ASME B31.4
Коэффициент соединения ASME B31.8
Выбор коэффициента соединения осуществляется через спецификацию материала и описание класса трубы (производства). В каждой спецификации с описанием, возможно, есть примечания, которые предписывают сварку материала.
Совместные факторы для ASME B31.8
Коэффициент соединения EN 13480
В программе PCC нет возможности выбора для совместного коэффициента. Пользователь должен определить значение совместного коэффициента.
Пользователь должен определить значение совместного коэффициента.
Коэффициент соединения EN 1594
Для совместного коэффициента выбор не требуется. Общий коэффициент включен в расчетный коэффициент. Расчетный коэффициент определяется расположением и опорой компонента.
Коэффициент снижения прочности RToD
В программе PCC нет возможности выбора коэффициента снижения прочности.Пользователь должен определить значение совместного коэффициента.
Калькулятор стоимости сварки
QWPA (Quick Weld Productivity Analyzer) — это простой в использовании калькулятор для анализа общих затрат на сварку вашего сварочного производства. Этот инструмент может помочь вам увидеть влияние на стоимость различных аспектов вашего производства, включая увеличение скорости наплавки и времени дуги / рабочих факторов. Вы можете просмотреть PDF-документ, просто нажав кнопку ниже!
Вы можете просмотреть PDF-документ, просто нажав кнопку ниже!
Исходные данные процесса сварки
Сварочный процесс
Выбрать процесс сварки
Количество проводов / электродов
Скорость подачи проволоки (WFS) м / мин
Площадь стыка поперечного шва мм 2
Рассчитать
Количество сварочных проходов
кол-во
Выходные данные процесса сварки
Чистая скорость осаждения проволоки / электрода кг / ч
Скорость сварки / проход шва мм / мин
Расчет времени цикла и производительности
Общее количество сварщиков на станцию
Фактор времени дуги / рабочий фактор
Общая длина сварного шва / Продукт м
Масса сварного металла в кг на метр сварного шва
Расход проволоки / электрода в кг на метр
Время дуги на продукт
Время выключения дуги на продукт
Время цикла на продукт
Потребление энергии кВтч / продукт
Рассчитать
КВтч / продукт
Исходные данные для расчета себестоимости продукции
Стоимость проволоки / электрода / кг
Расход газа литр
Л / мин
Расчетная плотность флюса кг / м сварного шва
Стоимость энергии / кВт / ч, включая штраф
Стоимость сварщика / оператора в час вкл.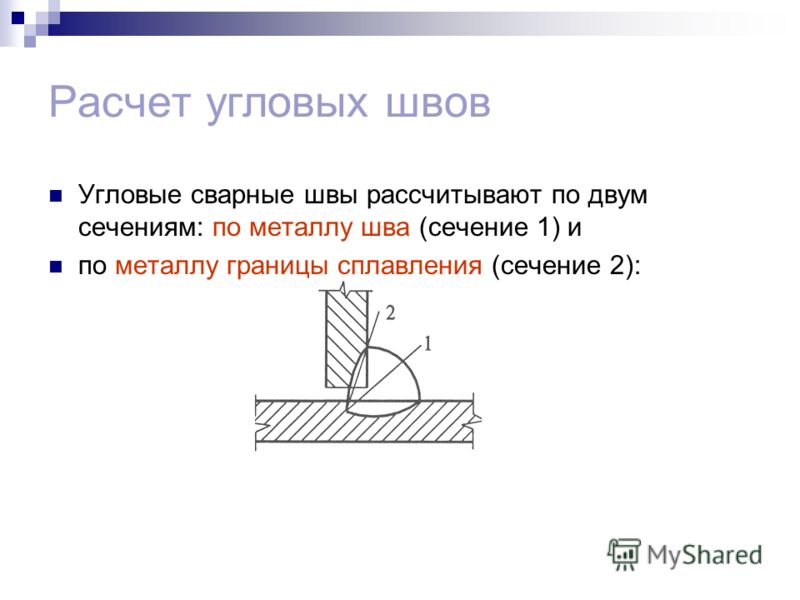 социальная сек.
социальная сек.
Расчет себестоимости продукции
Общая стоимость производства на метр стоимости сварного шва
Общая стоимость производства на себестоимость продукции
/ prod
Калькулятор углового шва при крутильной нагрузке
| Калькулятор углового сварного шва при крутильной нагрузке |
| Введите значение и нажмите «Рассчитать».Результат будет отображаться. |
Угловой шов используется для выполнения соединений внахлест, угловых соединений и тройников.
Угловой шов имеет в поперечном сечении примерно треугольную форму, хотя не всегда имеет форму прямоугольного треугольника. |
 или равнобедренный треугольник. Металл сварного шва укладывается в угол, образованный сборкой двух элементов и
проникает в основной металл и соединяется с ним, образуя соединение.
или равнобедренный треугольник. Металл сварного шва укладывается в угол, образованный сборкой двух элементов и
проникает в основной металл и соединяется с ним, образуя соединение.Этот калькулятор используется для расчета результирующих напряжений, действующих в сварном шве.
Сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом друг к другу, как при соединении внахлест.
Напряжение — это мера средней силы, прилагаемой на единицу площади. Это мера интенсивности общих внутренних сил, действующих внутри тела через воображаемые внутренние поверхности, как реакция на внешние приложенные силы и массовые силы.
Напряжение сдвига — это напряженное состояние, при котором напряжение является параллельным или касательным к поверхности материала, в отличие от обычного стресса, когда напряжение перпендикулярно лицу.
Полярный момент инерции — это величина, используемая для прогнозирования способности объекта противостоять скручиванию. в объектах (или сегментах объектов) с неизменным круглым поперечным сечением и без значительного коробления
или деформация вне плоскости.
Он используется для расчета углового смещения объекта, подверженного действию крутящего момента.Он аналогичен моменту инерции площади, который характеризует способность объекта
чтобы противостоять изгибу и требуется для расчета смещения.
в объектах (или сегментах объектов) с неизменным круглым поперечным сечением и без значительного коробления
или деформация вне плоскости.
Он используется для расчета углового смещения объекта, подверженного действию крутящего момента.Он аналогичен моменту инерции площади, который характеризует способность объекта
чтобы противостоять изгибу и требуется для расчета смещения.
Расчет затрат на сварку и объяснение времени
Расчет затрат и времени на сварку важен, потому что сварка может составлять значительную часть затрат на изготовление сварных конструкций и компоненты. Зная, как оценить объем наплавленного шва, и типичное время, необходимое для выполнения сварки, важно подготовить расценки, а также планировать графики.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть предыдущие выпуски «The WelderDestiny Compass», щелкнув здесь.
Сварка газо-вольфрамовой дуговой сваркой (GTAW): GTAW обычно представляет собой процесс с низкой скоростью наплавки.

Там
доступно множество ресурсов, которые подходят к вопросам, связанным с расчетом затрат на сварку, с разных точек зрения,
поэтому важно отметить, что есть несколько способов получить ответ.Подход, использованный на этой веб-странице, является относительно фундаментальным подходом, который
должны быть легко изменены для использования в большинстве случаев. Для расчета затрат и времени на сварку необходимо выполнить следующие действия:
- Рассчитать объем наплавленного металла шва. По сути, это основано на сварном шве. подготовка и длина сварного шва.
- Рассчитать масса наплавленного металла на основе плотности наплавленного металла. конкретный материал, с которым вы работаете.
- Применить
рассчитанный «коэффициент восстановления» массы сварного шва для оценки общего количества
сварочных материалов. (Некоторые расходные материалы будут потрачены впустую и будут
не попадать в сустав. Например, в случае дуги из экранированного металла
Сварка (SMAW) приведет к потерям в шлейфе, потерям шлака и разбрызгиванию.
 )
) - На основании по массе необходимых сварочных материалов, теперь вы сможете узнать стоимость сварочных присадочных металлов, получив соответствующее предложение от вашего поставщик присадочного металла.Это не учитывает «дополнительные» расходные материалы. например, защитный газ, шлифовальные диски и т. д. Вам необходимо рассчитать эти оплачивается отдельно, в зависимости от типа работы, которую вы будете выполнять.
- Рассчитать время, необходимое для нанесения необходимой массы сварочного металла, на основе скорость наплавки для конкретного сварочного процесса, который вы будете использовать. Эта значение предполагает 100% -ное время включения дуги.
- Применить
«коэффициент дуги», чтобы учесть тот факт, что ни один сварщик никогда не сваривает на 100%
времени.Бывают случаи, когда ему / ей необходимо удалить заглушку и заменить
другим электродом или выполнить шлифовку или другую очистку между сварными швами.
пробежек и т. д. Очевидно, что этот коэффициент будет разным для каждого сварщика, но вы можете
начните с типичного принятого в отрасли значения и уточните его для своих
конкретный бизнес или проект. (Ваш бизнес может быть более или менее эффективным
чем в среднем по отрасли, или конкретная работа может быть более сложной,
что приводит к уменьшению дуги в процентах. Это часто бывает при обслуживании
типа работы)
- Это теперь сообщит вам, сколько «человеко-часов» потребуется для выполнения работы.
- На основе в человеко-часах, вы можете оценить время, которое потребуется для завершить работу, решив, сколько сварщиков будут одновременно выполнять сварку время.
- На основе при расчете человеко-часов и сделанном вами предположении о количестве сварщики одновременно сваривают, вы можете оценить, сколько сварщиков вам нужно, и как долго. При расчете затрат на рабочую силу на данном этапе не забудьте добавить надбавку на помощников, а также «непродуктивное время» связанных с системами и процессами вашей компании.(Подумайте о встречах по безопасности, утренние встречи, кружки качества, инспекции безопасности или другие административные процессов.)
- Каждый
бизнес также будет иметь некоторую скидку на «накладные расходы», основанную на общем времени
работа возьму. При этом учитываются затраты на управление, качество
контрольный персонал, оборудование, косвенные расходные материалы и т. д. Эти накладные расходы
будет отличаться для каждой компании, а также будет сильно различаться между разными
отрасли. Иногда оценщик просто использует коэффициент, основанный на затратах.
рассчитано выше (например,г. Умножьте рассчитанные затраты на 1,5, чтобы учесть
накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве
человеко-часы на сварку. (например, 50 долларов США на накладные расходы в человеко-часе.)
 )
) (Ваш бизнес может быть более или менее эффективным
чем в среднем по отрасли, или конкретная работа может быть более сложной,
что приводит к уменьшению дуги в процентах. Это часто бывает при обслуживании
типа работы)
(Ваш бизнес может быть более или менее эффективным
чем в среднем по отрасли, или конкретная работа может быть более сложной,
что приводит к уменьшению дуги в процентах. Это часто бывает при обслуживании
типа работы) При этом учитываются затраты на управление, качество
контрольный персонал, оборудование, косвенные расходные материалы и т. д. Эти накладные расходы
будет отличаться для каждой компании, а также будет сильно различаться между разными
отрасли. Иногда оценщик просто использует коэффициент, основанный на затратах.
рассчитано выше (например,г. Умножьте рассчитанные затраты на 1,5, чтобы учесть
накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве
человеко-часы на сварку. (например, 50 долларов США на накладные расходы в человеко-часе.)
При этом учитываются затраты на управление, качество
контрольный персонал, оборудование, косвенные расходные материалы и т. д. Эти накладные расходы
будет отличаться для каждой компании, а также будет сильно различаться между разными
отрасли. Иногда оценщик просто использует коэффициент, основанный на затратах.
рассчитано выше (например,г. Умножьте рассчитанные затраты на 1,5, чтобы учесть
накладные расходы.), а иногда это будет «ставка накладных расходов», основанная на количестве
человеко-часы на сварку. (например, 50 долларов США на накладные расходы в человеко-часе.) Имейте в виду, что в этом обсуждении расчета затрат на сварку рассматривается только операция сварки. Не учитывается
затрат, связанных с материалами или производством / строительством котлов.
Сметные пакеты для расчета затрат на сварку
Расчет затрат и времени на сварку, очевидно, потребует много времени, если нам придется пересчитывать основы для каждого
оцените, что вам нужно сделать, поэтому у большинства предприятий будут какие-то автоматизированные
оценочная система. Существует ряд обобщенных коммерческих оценок.
доступны пакеты, которые можно использовать практически для любого вида работы. В
Недостатком большинства этих обобщенных систем оценивания является то, что
методология расчета затрат и времени на сварку не включена достаточно подробно.В этой ситуации расчет времени и затрат на сварку обычно включается в более специализированную оценку.
приложения, ориентированные на сварочные операции.
Существует ряд обобщенных коммерческих оценок.
доступны пакеты, которые можно использовать практически для любого вида работы. В
Недостатком большинства этих обобщенных систем оценивания является то, что
методология расчета затрат и времени на сварку не включена достаточно подробно.В этой ситуации расчет времени и затрат на сварку обычно включается в более специализированную оценку.
приложения, ориентированные на сварочные операции.
Многие
поэтому у предприятий есть комбинация пакетов коммерческой оценки,
в сочетании с набором электронных таблиц, чтобы предоставить некоторые данные для
коммерческий сметный пакет. Очевидно, что некоторые компании просто используют выборку
таблиц, чтобы сделать их оценки, которые будут включать расчет затрат и времени на сварку.Это особенно актуально для небольших
предприятия.
Помощь в расчете стоимости и времени сварки
Кому
помочь вам с расчетом затрат и времени на сварку, мы предоставили электронную таблицу
который выполняет расчеты объема и времени сварки.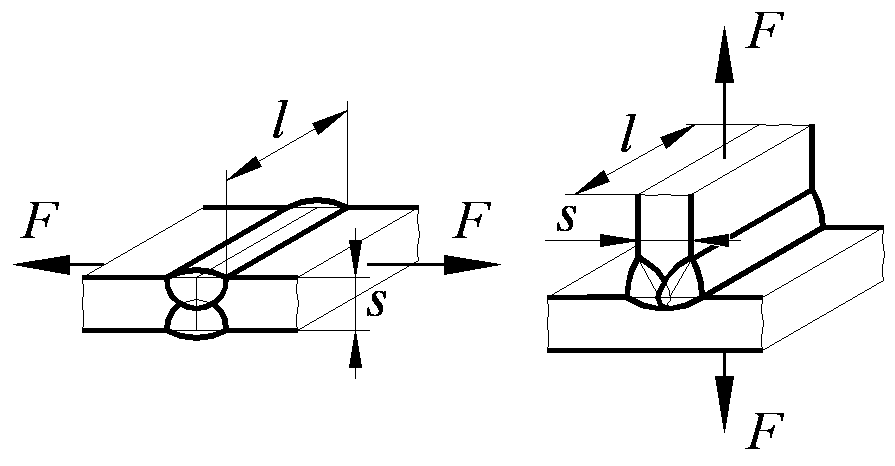 Вы можете скачать таблицу, нажав здесь. Хотя я старался создать электронную таблицу, которая делает достаточно точные вычисления, WelderDestiny не несет никакой ответственности за ответы, которые вы получите из этой таблицы.Пожалуйста, используйте на свой страх и риск.
Вы можете скачать таблицу, нажав здесь. Хотя я старался создать электронную таблицу, которая делает достаточно точные вычисления, WelderDestiny не несет никакой ответственности за ответы, которые вы получите из этой таблицы.Пожалуйста, используйте на свой страх и риск.
Кому
помочь вам на правильном пути, ниже приведены некоторые объяснения того, как использовать
таблица для расчета затрат и времени на сварку. Электронная таблица содержит два листа.
Первый рабочий лист касается косых, стыковых и угловых швов. Вторая сделка
с соединениями TYK. Соединения TYK рассматриваются отдельно, потому что их много
Сложнее рассчитать объем сварного шва.
Рекомендации по расчету затрат и времени на сварку для стыковой скругленной кромки.
рабочий лист:
- дюйм рабочий лист «Скругление стыка со скосом», детали сварного шва фиксируются вверху левая сторона.
- дюйм
В первом столбце описаны 5 различных типов подготовки к сварке.
(Подготовка каждого сварного шва была воспроизведена 4 раза, чтобы вы могли ввести больше
чем по одному каждого типа, если необходимо. ) Он выделен желтым.
- следующие 5 столбцов относятся к разным параметрам, связанным с разными подготовка к сварке. Здесь вы вводите необработанные размерные данные для расчеты. Эти столбцы выделены голубым цветом. Чтобы исключить любые в строке расчетов, убедитесь, что значение в столбце «Длина» равно нуль.(В настоящее время введены типичные значения, чтобы предложить некоторые Обратите внимание на единицы измерения, используемые для различных размеров. Этот рабочий лист заполнен в единицах СИ. Если будет достаточно спроса, я воспроизведет это в имперских единицах, хотя это будет довольно легко для вас сделать эти изменения самостоятельно.
- следующие 4 столбца — это результаты вычислений. (Обратите внимание, что если вы измените что-либо в этих столбцах, тогда расчеты будут затронуты, так что осторожный.) В расчетах здесь учтены размерные данные по с присадочным металлом и деталями сварки ниже на левой стороне рабочий лист. Эти столбцы выделены светло-зеленым.
- Эскизы
показаны различные варианты подготовки к сварке и соответствующие размеры. включены только справа и под таблицей расчета.
- детали присадочного металла вводятся в выделенные голубым цветом ячейки на слева под таблицей расчетов.
- сведения о сварке вводятся в выделенные голубым цветом ячейки под детали наполнителя.
- ниже Детали сварки — это список терминов, используемых в рабочем листе.
- Кому в правом нижнем углу листа, в соответствии с деталями заполнителя, некоторые типовые значения, которые можно использовать для различных сварочных процессов и материалов. Чуть выше находится пара «быстрых калькуляторов» для пересчета фунтов на час в килограмм в час и дюймы в миллиметры.
- Кому
внизу рабочего листа есть много справочных материалов, которые помогут сделать
решения относительно скорости осаждения и эффективности.Пожалуйста, позаботьтесь о
единиц, поскольку некоторые ссылки даны в имперских единицах, а некоторые — в единицах СИ.
Вы можете использовать «быстрые калькуляторы» для преобразования любых единиц измерения,
перед вводом значений в рабочий лист.
- В результаты расчетов на листе суммируются в строке «Итого», которая был выделен жирным красным шрифтом. Общая потребность в наполнителе, включая припуск на процент восстановления металла шва указан в «Total Filler Обязательная »ячейка.
 ) Он выделен желтым.
) Он выделен желтым. включены только справа и под таблицей расчета.
включены только справа и под таблицей расчета.
Пожалуйста
обратите внимание, что размерные данные, введенные в рабочий лист, будут подвергаться
значения, введенные в сведениях о присадке и сварке, чтобы получить
необходимые расчеты. Это означает, что вы можете иметь дело только с одним наполнителем.
металл и один процесс сварки за раз. Это действительно усложняет расчет затрат и времени на сварку многопроцессорных сварных швов, но все же может
сделать так:
- Первая
применяйте данные размеров и сварки, как если бы вы приваривали только корень
обработать.Например, если корневой отросток будет длиной 1000 мм, 4 мм
Толстый слой газовой вольфрамо-дуговой сварки (GTAW) на листе толщиной 20 мм под углом 60 °
включенный угловой одинарный шов Vee с корневым зазором 4 мм, введите: a =
30; b = 2; Т = 4; h = 0; Длина = 1. (Убедитесь, что вы ввели необходимое
Значения GTAW в разделах о присадочных деталях и деталях сварки.)
- Далее, примените размеры и детали сварки, как если бы вы только сваривали наполнитель и крышка процесса. Если мы собираемся сварить оставшуюся часть описанного стыка в пункте выше с процессом дуговой сварки порошковой проволокой (FCAW), тогда мы будем введите следующую информацию для раздела FCAW: a = 30; b = 5; (Это приблизительное значение того, каким был бы «корневой промежуток», если бы мы удалили GTAW раздел.) Т = 16; (Толщина пластины 20 мм минус 4 мм для корневого отростка.) H = 3 мм; (Примерное значение высоты арматуры цоколя.) Длина = 1 (Убедитесь, что вы ввели необходимые значения FCAW в сведениях о наполнителе и детали сварки секций.)
- В Значения присадочного металла и человеко-часов, рассчитанные по двум указанным выше пунктам, могут затем использоваться надлежащим образом для выполнения остальной части оценки затрат и времени расчеты.
 (Убедитесь, что вы ввели необходимое
Значения GTAW в разделах о присадочных деталях и деталях сварки.)
(Убедитесь, что вы ввели необходимое
Значения GTAW в разделах о присадочных деталях и деталях сварки.) The
Рекомендации по расчету затрат и времени на сварку для рабочего листа «Соединения TYK» следующие:
- Это
рабочий лист предназначен для Т-образных и Y-образных соединений между двумя секциями труб. пересекающиеся в единой плоскости.Неплоское пересечение труб и К-образные стыки
которые пересекаются в узле, потребуют некоторых изменений для получения точных
ответы, хотя ответы не будут слишком далекими.
- Вкл. В верхней левой части рабочего листа у нас есть основная информация о размерах. Это в значительной степени зависит от диаметра меньшего элемента и угла, который меньший элемент соединяется с основным элементом.
- голубые ячейки — это места, где нужно ввести необходимую информацию.
- светло-зеленые ячейки отображают рассчитанную информацию.Как правило, вы не хочу возиться с зелеными клетками.
- ниже информация о размерах в верхнем левом углу — это место, где наполнитель информация введена. (В голубых ячейках.)
- Для
рабочий лист TYK Joints вам необходимо ввести информацию для корня и
«Основные» сварочные процессы. Это позволяет выполнить весь расчет за один
идти, когда у вас разные процессы для рута и наполнителя / шапки. если ты
только один процесс, затем введите толщину корня 0 мм.
- ниже разделы, посвященные присадке и сварке, на рабочем листе — это «TYK Подробная информация о сварном шве ». Это матрица, которая дополнительно определяет детали подготовки к сварке для различных частей сварного шва. Только
- введите соответствующую размерную информацию в ячейки, которые были выделено голубым. Ячейки, выделенные светло-зеленым цветом, рассчитываются значения, поэтому не связывайтесь с этими ячейками.
- Кому помочь в выборе подходящих деталей сварного шва. четыре эскиза включены в правую часть рабочего листа.(Деталь 36; Деталь 37; Деталь 38; Деталь 39)
- Вы
необходимо выбрать один ряд «Носок сварного шва», один ряд «Стороны сварного шва» и один ряд «Пятка сварного шва».
Сварка »для использования в расчетах. Вы выбираете это, помещая 1 (Да) или 0
(Нет) в соответствующей ячейке столбца «G» матрицы деталей сварного шва. Руководствоваться
описания в столбце A и углы в столбце B. (Обратите внимание, что это
основан на деталях, приведенных в AWS D1. 1, но вам необходимо выбрать наиболее подходящий
сварные детали.
- Пожалуйста не обращайте внимания на выделенный серым блок в правом нижнем углу рабочий лист.Это используется для встроенных вычислений. Если вы возитесь с этим клетки, вы получите неправильные ответы.
- Расчетное количество присадочного металла и человеко-часы указаны под сварным швом. подробная информация и выделена розовым цветом.
- Пожалуйста прочтите раздел «Примечания» в левой нижней части рабочего листа, чтобы узнать, дальнейшее руководство по использованию рабочего листа.
 пересекающиеся в единой плоскости.Неплоское пересечение труб и К-образные стыки
которые пересекаются в узле, потребуют некоторых изменений для получения точных
ответы, хотя ответы не будут слишком далекими.
пересекающиеся в единой плоскости.Неплоское пересечение труб и К-образные стыки
которые пересекаются в узле, потребуют некоторых изменений для получения точных
ответы, хотя ответы не будут слишком далекими.
 1, но вам необходимо выбрать наиболее подходящий
сварные детали.
1, но вам необходимо выбрать наиболее подходящий
сварные детали. Автор
используя прилагаемые рабочие листы, вы сможете получить необходимую сварку
расходные материалы и трудозатраты на сварку, необходимые для выполнения более высокого уровня
смета расходов на сварочные работы.
The WelderDestiny Compass: еженедельная подписка на электронный журнал
Вы можете посмотреть предыдущие выпуски «The WelderDestiny Compass», щелкнув здесь.
Калькулятор стоимости сварки
QWPA (Quick Weld Productivity Analyzer) — это простой в использовании калькулятор для анализа общих затрат на сварку вашего сварочного производства. Этот инструмент может помочь вам увидеть влияние на стоимость различных аспектов вашего производства, включая увеличение скорости наплавки и времени дуги / рабочих факторов.Вы можете просмотреть PDF-документ, просто нажав кнопку ниже!
Исходные данные процесса сварки
Сварочный процесс
Выбрать процесс сварки
Количество проводов / электродов
Скорость подачи проволоки (WFS) м / мин
Площадь стыка поперечного шва мм 2
Рассчитать
Количество сварочных проходов
кол-во
Выходные данные процесса сварки
Чистая скорость осаждения проволоки / электрода кг / ч
Скорость сварки / проход шва мм / мин
Расчет времени цикла и производительности
Общее количество сварщиков на станцию
Фактор времени дуги / рабочий фактор
Общая длина сварного шва / Продукт м
Масса сварного металла в кг на метр сварного шва
Расход проволоки / электрода в кг на метр
Время дуги на продукт
Время выключения дуги на продукт
Время цикла на продукт
Потребление энергии кВтч / продукт
Рассчитать
КВтч / продукт
Исходные данные для расчета себестоимости продукции
Стоимость проволоки / электрода / кг
Расход газа литр
Л / мин
Расчетная плотность флюса кг / м сварного шва
Стоимость энергии / кВт / ч, включая штраф
Стоимость сварщика / оператора в час вкл.