Эскизы разделка кромок под сварку. Подготовка металла под сварку
К атегория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264-80 («Ручная дуговая сварка. Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса кромки а — острый угол между плоскостью скоса кромки и плоскостью торца. При скосе обеих кромок установлен в пределах а=25±2°. При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
Угол разделки кромок ((3) образуется скошенными поверхностями двух соединяемых частей изделия. Угол разделки кромок выполняется при толщине металла более 3 мм. Отсутствие угла разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла.
Рис.
а — угол скоса кромки; Р — угол разделки кромок; с — притупление кромки; в — зазор между стыкуемыми кромками; s — толщина листа (детали)-
При сварке толстого металла угол разделки кромок позволяет вести сварку отдельными слоями, что улучшает структуру сварного шва и уменьшает сварочные напряжения и деформации.
Притупление кромки (с) — нескошенная часть торца кромки, подлежащей сварке. Выполняется для обеспечения устойчивого процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Зазор между стыкуемыми кромками (в) обеспечивает полный провар по сечению сварного шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к непровару корня шва и способствовать увеличению сварочных напряжений. Большое значение для качества сварки имеет равномерность величины зазора по всей длине шва, т.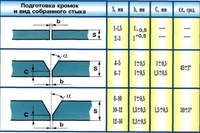
Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разности в толщине свариваемых деталей свыше значений, указанных в таблице, на детали большей толщины должен быть сделан скос с одной или двух сторон до толщины тонкой детали.
Рис. 2. Сварка и подготовка кромок листов неодинаковой толщины:
а — наклонное расположение поверхности шва; б — односторонний скос листа; в — двусторонний скос листа; г — скос листа с последующей разделкой кромок
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Скос кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, уменьшая напряжения в сварной конструкции.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между стыкуемыми кромками (в) до 4 мм с одновременным уменьшением значения угла скоса кромок (а) на 3°.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
но не более 3 мм — для деталей толщиной 10-100 мм.
РАЗДЕЛКА КРОМОК ПОД СВАРКУ
Разделка кромок — придание кромкам, подлежащим сварке, необходимой формы.Разделка кромок под сварку выполняется с целью обеспечения:
Провара по всей толщине свариваемых элементов;
Доступа сварочного инструмента к корню шва.
По форме разделки
кромок под сварку различают сварные
соединения без разделки кромок, с
отбортовкой и с разделкой кромок под
сварку. Кроме того, сварные соединения
с разделкой кромок подразделяются на
сварные соединения с односторонним
скосом одной или двух кромок (односторонняя
разделка одной или двух кромок) и сварные
соединения с двусторонним скосом одной
или двух кромок (двусторонняя разделка
одной или двух кромок).
Кроме того, сварные соединения
с разделкой кромок подразделяются на
сварные соединения с односторонним
скосом одной или двух кромок (односторонняя
разделка одной или двух кромок) и сварные
соединения с двусторонним скосом одной
или двух кромок (двусторонняя разделка
одной или двух кромок).
При выборе формы разделки кромки следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае выполнения разделки кромок более простой в исполнении по сравнению с U – образной является разделка кромок с прямолинейным скосом кромок (V, К, Х – образные). В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
Конструктивные элементы формы разделки кромок.
Конструктивные
элементы формы разделки кромок зависят
от конструктивных особенностей
свариваемых элементов, а также от
диаметра электродного материала (размеры
разделки кромок должны обеспечивать
доступ электрода или сварочной проволоки
к корню шва).
Форма разделки кромок характеризуются следующими основными конструктивными элементами: зазор b, притупление С, угол скоса кромки β и угол разделки кромок α.
Угол скоса кромки β.
Скос кромки — прямолинейный срез кромки, подлежащей сварке.
Угол скоса кромки — острый угол между плоскостью скоса кромки и плоскостью торца.
Угол скоса кромки β изменяется в пределах от 30 ± 5 до 10 ± 5 градусов. При разделке одной кромки угол скоса кромки может составлять 45 градусов.
Угол разделки кромок — угол между скошенными кромками свариваемых частей. Угол разделки кромок α= 2 β. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию шва.
Притупление
кромки —
нескошенная часть торца кромки, подлежащей
сварке.
Назначение притупления — обеспечить
правильное формирование сварного шва
и предотвратить прожоги в корне шва.
Притупление кромок С обычно
составляет 2 мм ± 1 мм. Иногда, в связи с
конструктивными особенностями сварного
соединения, значение притупления может
приниматься равным нулю (С=0). В этом
случае необходимо предусматривать
технологические мероприятия, исключающие
появление прожога (сварка на подкладке,
сварка на флюсовой подушке, укладка
подварочного шва, применение замкового
соединения).
В этом
случае необходимо предусматривать
технологические мероприятия, исключающие
появление прожога (сварка на подкладке,
сварка на флюсовой подушке, укладка
подварочного шва, применение замкового
соединения).
Зазор — кратчайшее расстояние между кромками собранных для сварки деталей. Зазор b обычно равен 1,0 — 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва, но в отдельных случаях, при той или иной технологии, зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору).
БЕЗ РАЗДЕЛКИ КРОМОК I – образная (без скоса кромок) | С ОТБОРТОВКОЙ КРОМОК (без скоса кромок) |
Односторонняя разделка Односторонняя разделка с прямолинейным скосом с прямолинейным скосом одной кромки двух кромок | |
Форма разделки кромок | |
Кромки разделывают
в целях полного провара заготовок по
сечению, что является одним из условий
равнопрочности сварного соединения с
основным металлом. Формы подготовки
кромок под сварку различают V, K, X –
образные
Формы подготовки
кромок под сварку различают V, K, X –
образные
При ручной электродуговой сварке основными видами сварных соединений являются стыковые, угловые, тавровые и соединения внахлестку. Стыковые соединения в зависимости от толщины свариваемых листов делятся на несколько типов. При толщине листов от 1 до 3 мм применяются стыковые соединения с отбортовкой кромок.
Листы толщиною от 1 до 8 мм свариваются в стык без подготовки кромок. Для листов толщиною от 1 до 6 мм применяется односторонняя сварка иногда с остающимися или съемными подкладками; листы толщиною от 3-3,5 мм до 8 мм свариваются с двух сторон. Предельная толщина металла в этом случае определяется возможностью проплавления всего сечения с одной или с двух сторон. Для обеспечения провара всего сечения при сварке листов большей толщины делается скос кромок, называемый разделкой кромок.
Для металла
толщиной от 3 до 26 мм предусматривается
так называемый V-образный односторонний
или двусторонний скос кромок. При этих
соединениях также могут применяться
остающиеся или съемные подкладки. Металл
толщиною от 12 до 40 мм может свариваться
К-образным соединением, при котором
производится двусторонний скос одной
только кромки. Для толщин от 20 до 60 мм с
целью экономии наплавленного металла
может применяться U-образное соединение
с криволинейным скосом одной или двух
кромок.
При этих
соединениях также могут применяться
остающиеся или съемные подкладки. Металл
толщиною от 12 до 40 мм может свариваться
К-образным соединением, при котором
производится двусторонний скос одной
только кромки. Для толщин от 20 до 60 мм с
целью экономии наплавленного металла
может применяться U-образное соединение
с криволинейным скосом одной или двух
кромок.
Для металла толщиной от 12 до 60 мм делается Х-образная подготовка крсмок, при которой производится двусторонний скос каждой кромки. При Х-образном стыковом соединении для толщин металла от 30 до 60 мм может применяться также двусторонний криволинейный скос двух кромок. Основными конструктивными элементами разделки являются: угол разделки кромок, притупление и зазор в стыке. Угол разделки кромок для V- и Х-образных соединений берут равным 60°, а для V-образного соединения со скосом одной кромки так же, как и для К-образного соединения, равным 50°.
Величина нескошениой
части или так называемое притупление
составляет 1-2 мм, а величина зазора
принимается равной 2 мм. Угловые соединения
при толщине металла не более 3 мм могут
выполняться с отбортовкой кромок. При
больших толщинах, в зависимости от вида
углового соединения и толщины свариваемых
листов, сварка производится без скоса,
а также с односторонним или двусторонним
скосом кромок вертикального листа.
Угловые соединения
при толщине металла не более 3 мм могут
выполняться с отбортовкой кромок. При
больших толщинах, в зависимости от вида
углового соединения и толщины свариваемых
листов, сварка производится без скоса,
а также с односторонним или двусторонним
скосом кромок вертикального листа.
Тавровые соединения, применяемые для толщин металла от 2 до 60 мм, также выполняются без скоса или со скосом кромок вертикального листа. Соединения без скоса кромок применяются для толщин от 2 до 30 мм. Такие соединения свариваются как односторонними, так и двусторонними швами. При этом величина зазора может составлять от 0 до 4 мм. Величина катета выбирается в зависимости от толщины листов и условий работы.
Соединения с
односторонним скосом кромок выполняются
при толщине листов от 4 до 26 мм и
двусторонним скосом для толщин металла
от 12 до 60 мм. Угол разделки кромок берут
равным 50°, а притупление от 1 до 2 мм,
величина зазора обычно составляет около
2 мм. Соединения внахлестку выполняются
одно- или двусторонние. Швы накладываются
сплошные или прерывистые. Соединения
внахлестку могут выполняться также с
круглыми или удлиненными отверстиям.
Швы накладываются
сплошные или прерывистые. Соединения
внахлестку могут выполняться также с
круглыми или удлиненными отверстиям.
- Правка металла и нарезка деталей
- Зачистка деталей: нюансы
- Подготовка кромок под сварку
- Гибка металла: рекомендации
- Основные требования к сборке конструкции перед сваркой деталей
Прежде чем сваривать металлические поверхности, их нужно хорошо зачистить. Подготовка металла под сварку — это наиболее важный этап, качественное выполнение которого позволит получить прочный, надежный шов.
Во избежание дефектов шва, металлические предметы перед сваркой необходимо тщательно очищать от ржавчины и грязи.
При соприкосновении с воздухом металл реагирует с кислородом, образуя окислы. Появляется ржавчина и другие загрязнения, которые приводят к образованию различных дефектов шва. Попадание масла, окалины, влаги на место сварки также нежелательно. Кроме того, для плотного соприкосновения листов металла их нужно предварительно выправить, если это требуется.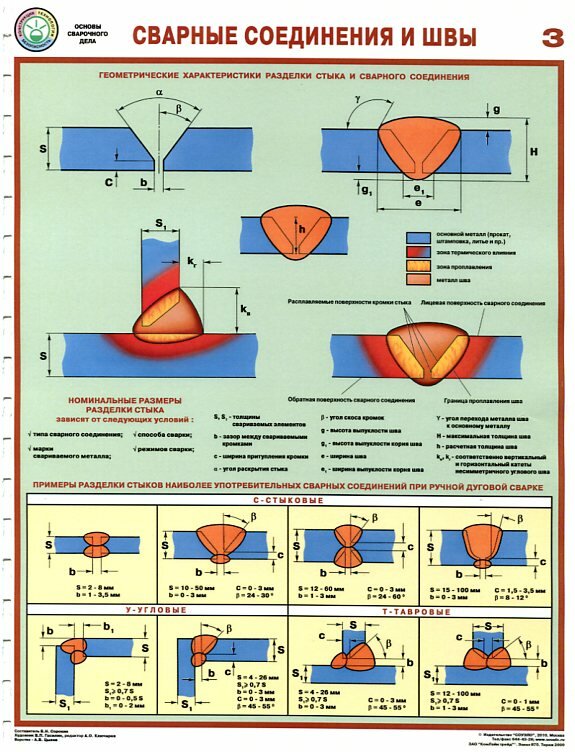 Наконец, необходима разметка деталей, нарезка и подготовка кромок листа под последующую сварку закладных деталей и других соединений.
Наконец, необходима разметка деталей, нарезка и подготовка кромок листа под последующую сварку закладных деталей и других соединений.
Правка металла и нарезка деталей
Править металл можно с применением специальных валов, предназначенных для этого, либо вручную. Для ручной правки необходима кувалда или пресс. Она выполняется на правильных плитах из чугуна или стали. На прессах же выравниваются швеллеры, двутавры и угловая сталь.
В результате проведения разметки и последующей нарезки определяется будущая конфигурация готовой детали. Разметка или наметка требуют предварительного грунтования поверхности металлического листа. Их отличие состоит в том, что разметка имеет отношение к индивидуальному производству, а наметка — к промышленному. Для подготовки к массовой нарезке листов используется шаблон из фанеры или металла. Применение шаблона при разметке называется наметкой.
Механически операция производится в случае необходимости получения прямолинейных резов. В основном такая резка осуществляется ножницами, если нужен прямолинейный рез, а листы по толщине не превышают 20 мм. Для промышленных масштабов производства устанавливаются гильотинные ножницы, имеющие длину ножей 1-3 м или пресс-ножницы с ножами до 70 см. По изогнутым линиям лист толщиной меньше 6 мм можно разрезать роликовыми ножницами, для них же применяется газокислородная или плазменно-дуговая резка, которая используется и с легированной сталью, и с цветными металлами. В отношении них может использоваться газофлюсовая резка. Холодная резка стержней любого сечения производится круглыми зубчатыми или фрикционными пилами.
В основном такая резка осуществляется ножницами, если нужен прямолинейный рез, а листы по толщине не превышают 20 мм. Для промышленных масштабов производства устанавливаются гильотинные ножницы, имеющие длину ножей 1-3 м или пресс-ножницы с ножами до 70 см. По изогнутым линиям лист толщиной меньше 6 мм можно разрезать роликовыми ножницами, для них же применяется газокислородная или плазменно-дуговая резка, которая используется и с легированной сталью, и с цветными металлами. В отношении них может использоваться газофлюсовая резка. Холодная резка стержней любого сечения производится круглыми зубчатыми или фрикционными пилами.
Вернуться к оглавлению
Зачистка деталей: нюансы
Поверхности основного и присадочного металлов с особой тщательностью очищаются от маслянистых жирных пятен, следов влаги, ржавчины, окалин и всяческих загрязнений неметаллического происхождения. Подготовка металла под сварку не может обойтись без этого важного этапа.
Малейшие остатки таких явлений провоцируют появление пор в швах, включений шлака. Трещины, которые могут образовываться в результате этого, снижают надежность сварки, ее прочность и плотность.
Трещины, которые могут образовываться в результате этого, снижают надежность сварки, ее прочность и плотность.
Вернуться к оглавлению
Подготовка кромок под сварку
Для достижения наиболее прочного сварного шва следует подготовить и кромки деталей. Они должны иметь определенную геометрическую форму, в которую входит угол разделки, притупление, зазор, длина скоса, если листы имеют разную толщину.
Разделка кромок под сварку под углом должна производиться, если металлический лист имеет толщину свыше 3 мм.
В противном случае шов может не провариться полностью по всему сечению даже при сварке мелких деталей. Кроме того, при попытке достать дальние слои уже сваренный металл будет перегреваться и пережжется.
Если разделка кромок отсутствует, то сила сварочного тока должна быть увеличена. При ее наличии сварка деталей ведется послойно, с небольшим сечением, благодаря чему соединение получает качественную структуру, минимизируются деформации и напряжения в металле.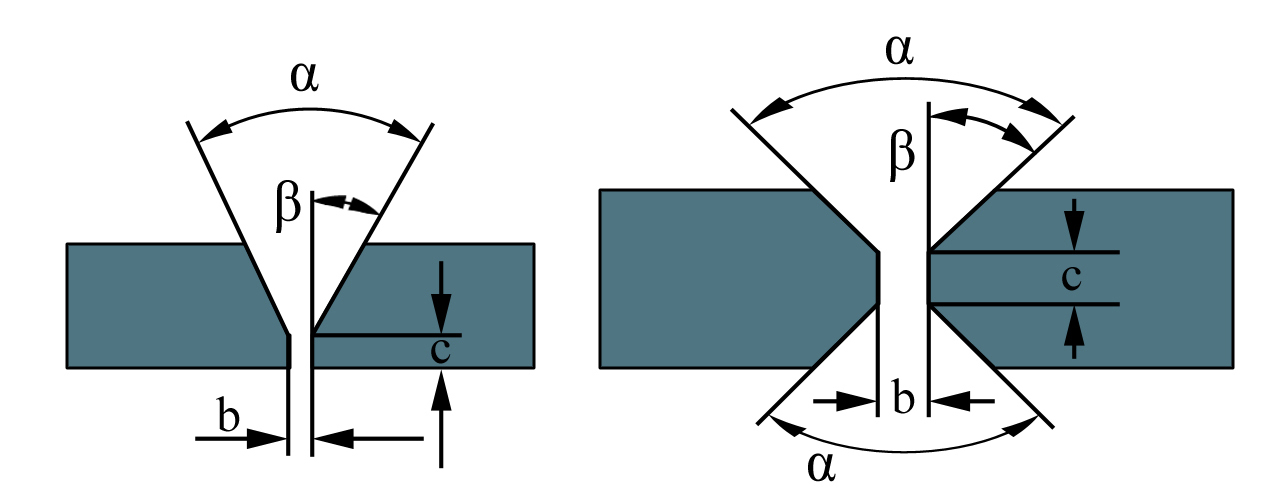
Грамотно подобранный зазор обеспечивает полноценный провар металла в соединении.
Наличие скоса позволяет осуществить плавный переход от одной детали к другой, если они имеют разную толщину. Его длина при этом влияет на возникающее напряжение в конструкции или его отсутствие.
Острые кромки при проварке образуют неустойчивую конструкцию, из-за чего детали могут съезжать относительно друг друга, образуются прожоги, шов деформируется, возникает дополнительное напряжение, сварное соединение становится менее прочным.
Чтобы этого избежать и обеспечить более комфортные условия работы в процессе образования корневого шва, кромки притупляют. При стыковых соединениях и внахлест производится смещение, кромкам придают наиболее подходящую геометрическую форму сечения в соответствии с ГОСТами или техническим регламентом. Особенно это важно, когда производят сварку закладных деталей.
Кромки под сварку обрабатываются механически, с использованием фрезерных, продольнострогательных и кромкострогательных станков, газокислородным пламенем.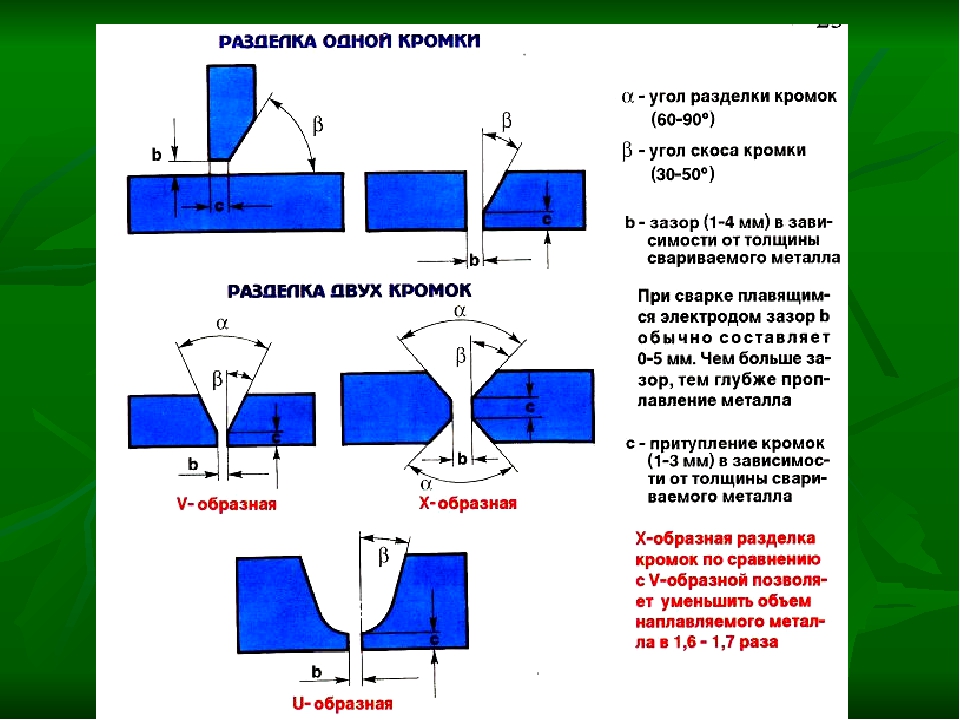 Горючим для получения пламени может быть пропан, ацетилен и другие. Если работы немного, то бывает достаточно пневматического зубила. Кроме того, на этом этапе работают на токарных станках (для подготовки кромки с торца трубы). Для работы с цветными металлами или нержавеющей сталью используется плазменная резка.
Горючим для получения пламени может быть пропан, ацетилен и другие. Если работы немного, то бывает достаточно пневматического зубила. Кроме того, на этом этапе работают на токарных станках (для подготовки кромки с торца трубы). Для работы с цветными металлами или нержавеющей сталью используется плазменная резка.
После газокислородной резки в завершение проводится механическая обработка, особенно если шов должен быть отменного качества. Таким образом удается избежать попадания мелких крупинок, которые провоцируют образование микротрещин, попадание воздуха и другие дефекты, приводящие к разрушению шва. В конструкциях, возводимых на ответственных участках строительства, это недопустимо.
Рис. 7С Форма разделки кромок под сварку
Параметры разделки
являются важной характеристикой, от
которой зависит качество шва и общая
работоспособность изделия. Поэтому
для каждого способа сварки и группы
изделий нормативными документами
определяются требования к выполнению
разделки кромок под сварку.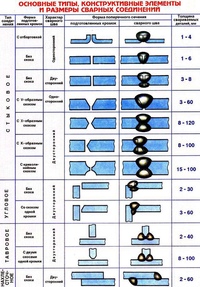
Форма разделки кромок характеризуются следующими основными конструктивными элементами: угол скоса кромки β; угол разделки кромок α= 2 β; притупление С; зазор b.
Скос кромки — прямолинейный наклонный срез кромки, подлежащей сварке.
Угол скоса кромки β — острый угол между плоскостью скоса кромки и плоскостью торца.
Угол разделки (раскрытия) кромок α — угол между скошенными кромками свариваемых частей.
Угол скоса кромок βпри щелевой разделке изменяется в пределах от 0 до 8 градусов.
Стандартный угол разделки кромок α в зависимости от способа варки и типа сварного соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию формируемого сварного шва.
Притупление кромки С — нескошенная часть торца кромки, подлежащей сварке.
Притупление
кромок С обычно составляет 2 мм ± 1 мм.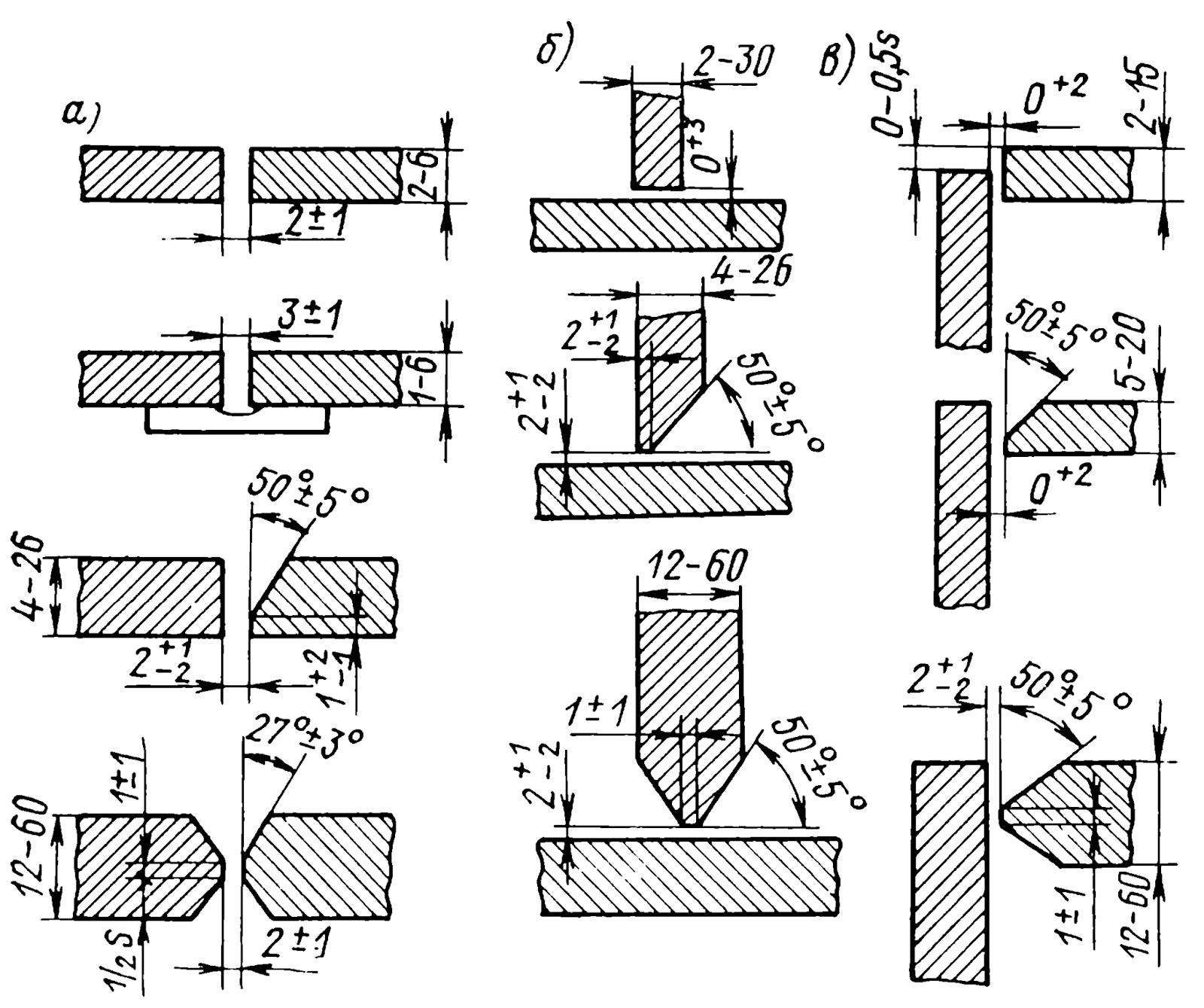 Назначение притупления — обеспечить
формирование сварного шва без
образования прожога (см.
Дефекты сварных соединений) .
Иногда, в связи с конструктивными
особенностями сварного соединения,
значение притупления может приниматься
равным нулю (С=0). В этом случае необходимо
предусматривать технологические
мероприятия, исключающие появление
прожога (сварка на подкладке, сварка
на флюсовой подушке, укладка подварочного
шва – см.
Выполнение швов сварных соединений ).
Назначение притупления — обеспечить
формирование сварного шва без
образования прожога (см.
Дефекты сварных соединений) .
Иногда, в связи с конструктивными
особенностями сварного соединения,
значение притупления может приниматься
равным нулю (С=0). В этом случае необходимо
предусматривать технологические
мероприятия, исключающие появление
прожога (сварка на подкладке, сварка
на флюсовой подушке, укладка подварочного
шва – см.
Выполнение швов сварных соединений ).
Зазор b — кратчайшее расстояние между кромками собранных для сварки деталей.
Зазор b обычно
равен 1,0 – 3,0 мм. При принятых углах
разделки кромок наличие зазора
необходимо для обеспечения проплавления
всей толщины свариваемых элементов
в результате затекание расплавленного
металла между их кромками. В отдельных
случаях при той или иной технологии
зазор может быть равным нулю или
достигать 8-10 мм и более. Если зазор b
= 0, выполняемая сварка называется
сваркой без зазора, если b ≠ 0 –сваркой
с зазором (или по зазору).
R назначается для обеспечения плавного сопряжения вертикальных и горизонтальных плоскостей разделки. Величина R зависит от геометрических особенностей профиля разделки.
Форма разделки кромок определяет количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза.
Форма разделки кромок, а также размеры параметров разделки (профиль разделки кромок, угол разделки кромок, величина зазора и притупление) зависит от свариваемого материала, толщины свариваемых элементов, и способа сварки. Параметры разделки кромок являются важной характеристикой, от которой зависит качество шва и общая работоспособность изделия. Поэтому для каждого способа сварки и группы изделий нормативными документами определяются требования к выполнению разделки кромок под сварку.
Виды разделки кромок свариваемых деталей
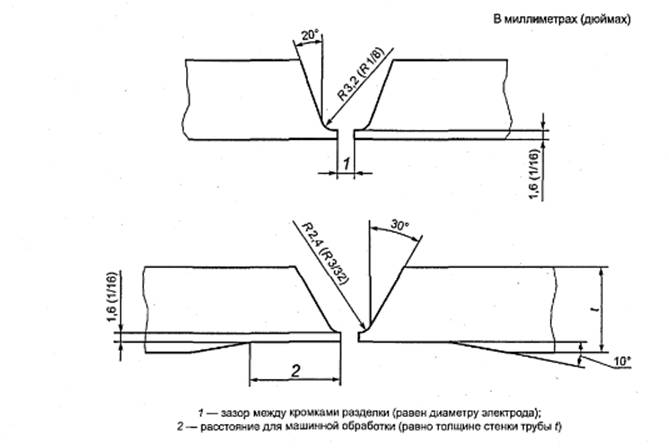
Виды разделки кромок свариваемых деталей и зазоры между ними зависят от толщины свариваемого металла, способов сварки и видов сварных швов (стыковые, угловые). Разделка кромок и зазор между кромками должны обеспечить полный провар по всей толщине соединений. Конструкции подготовки (разделки) кромок свариваемых деталей и собственно швов сварных соединений принимаются в соответствии с указаниями следующих государственных стандартов: ГОСТ — ручная электродуговая сварка, стыковые, угловые (под прямым углом), тавровые и нахлесточные соединения; ГОСТ — ручная электродуговая сварка, соединения под острым и тупым углами; ГОСТ — автоматическая и полуавтоматическая сварка под флюсом, стыковые угловые (под прямым углом) и нахлесточные соединения; ГОСТ — автоматическая и полуавтоматическая сварка под флюсом, соединения под острым и тупым углом; ГОСТ — электрошлаковая сварка, стыковые, угловые и тавровые соединения; ГОСТ — электрозаклепочные соединения.
Разделка кромок и зазор между кромками должны обеспечить полный провар по всей толщине соединений. Конструкции подготовки (разделки) кромок свариваемых деталей и собственно швов сварных соединений принимаются в соответствии с указаниями следующих государственных стандартов: ГОСТ — ручная электродуговая сварка, стыковые, угловые (под прямым углом), тавровые и нахлесточные соединения; ГОСТ — ручная электродуговая сварка, соединения под острым и тупым углами; ГОСТ — автоматическая и полуавтоматическая сварка под флюсом, стыковые угловые (под прямым углом) и нахлесточные соединения; ГОСТ — автоматическая и полуавтоматическая сварка под флюсом, соединения под острым и тупым углом; ГОСТ — электрошлаковая сварка, стыковые, угловые и тавровые соединения; ГОСТ — электрозаклепочные соединения.
Согласно ГОСТ , для сварных швов, выполняемых электродуговой сваркой в среде углекислого газа проволокой диаметром 0,8—1,2 мм, основные типы сварных соединений и их конструктивные элементы разрешается принимать по данным ГОСТ , т.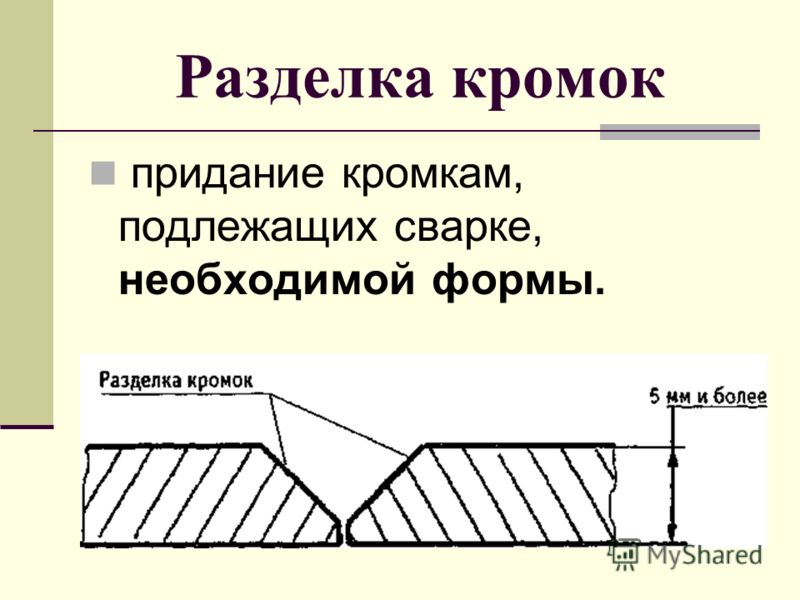 е. как при ручной электродуговой сварке.
е. как при ручной электродуговой сварке.
При сварке элементов строительных конструкций встык наиболее часто встречаются кромки с У- и Х-образными симметричными разделками, а также кромки без разделки. Значительно реже применяются чашеобразная, К-образная, несимметричная Х-образная и другие виды разделок.
Стыковые швы без разделки кромок имеют наименьший объем наплавленного металла и могут быть применены при ручной сварке для деталей толщиной до 6—8 мм, при полуавтоматической сварке в углекислом газе до 10 мм, а при автоматической сварке под флюсом — до 30 мм. При электрошлаковой сварке кромки деталей любой толщины не обрабатывают и варят при зазоре 20—30 мм.
У-образную разделку кромок рекомендуется применять при ручной сварке деталей толщиной от 8 до 30 мм, при сварке деталей в среде углекислого газа толщиной 12—24 мм и при автоматической сварке под флюсом толщиной более 30 мм Х-образная разделка является двухсторонней.
У-образная разделка применяется для стыков, которые в процессе сварки можно кантовать. При Х-образной разделке стыковые швы имеют меньший объем наплавленного металла, а обработка таких кромок требует больших затрат труда, чем при У-образной разделке.
При Х-образной разделке стыковые швы имеют меньший объем наплавленного металла, а обработка таких кромок требует больших затрат труда, чем при У-образной разделке.
Подготовка кромок при сварке угловых швов также может быть выполнена без разделки и с разделкой кромок. При разработке технологического процесса важное значение имеют правильно выбранные режимы сварки, так как они прежде всего определяют качество и производительность сварочных работ. Режим сварки характеризуют сила и плотность сварочного тока, скорость подачи проволоки и сварки, количество слоев швов, напряжение, на дуге. При разработке технологического процесса должны быть определены также сварочные материалы.
Технология у образной разделки кромок под сварку. Правильная подготовка металла под сварку
Перед тем как начать сваривание материалов, требуется их подготовить. Подготовка металла под сварку включает такие процедуры как:
- Правка;
- Резка;
- Зачистка;
- Подогрев;
- Гибка;
- Обработку кромок.


Это основные процедуры, выполнение которых поможет улучшить качество получаемого соединения. Дело в том, что если на неподготовленной поверхности останутся лишние частицы, ржавчина и прочие элементы, то это может привести к образованию брака при сварке. Подготовка металла к сварке также помогает обеспечить лучшие условия свариваемости, такие как снятие лишнего слоя с кромок, который потом заполнится металлом электрода. Далеко не все заготовки имеют нужную форму, так что перед свариванием их может потребоваться обрезать или выгнуть. Все эти процедуры, количество которых в каждом случае может быть различным, входят в понятие подготовка металла под сварку. Они регулируются согласно ГОСТ 5264-80.
Основные требования
Все процедуры подготовки должны соответствовать техническим условиям, которые определяются технологией. Слесарные операции при подготовке металла к сварке должны проводиться с учетом техники безопасности, так как для резки может использоваться болгарка и прочее опасное оборудование. Работа должна выполняться только исправленными инструментами. Все процедуры должны четко соответствовать техническому заданию, в особенности, что касается размеров, так как неправильный угол загиба или слишком большой снятый слой с заготовки может привести к тому, что ее уже нельзя будет использовать.
Работа должна выполняться только исправленными инструментами. Все процедуры должны четко соответствовать техническому заданию, в особенности, что касается размеров, так как неправильный угол загиба или слишком большой снятый слой с заготовки может привести к тому, что ее уже нельзя будет использовать.
Оснастка
Для каждой процедуры требуется свой набор инструментов, но в качестве основных стоит отметить такие как:
- Металлическая щетка – лучший инструмент для зачистки, который подходит для заготовок любой толщины. С ее помощью можно до блеска очистить любую металлическую поверхность.
- Ацетон – применяется как обезжиривающее средство. Его используют перед началом сварки или перед выкладкой флюса на поверхность, чтобы снять все образовавшиеся пленки;
- Настольные тиски – для гибки в любых условиях. Они отлично подойдут также для фиксации деталей, когда уже пойдет непосредственный процесс сварки.
- Газовая горелка – используется для подогрева металла до нужной температуры. Как правило, последняя подготовка поверхности металла под сварку предполагает его нагрев для избегания деформации.
 Как правило, последняя подготовка поверхности металла под сварку предполагает его нагрев для избегания деформации.
Как правило, последняя подготовка поверхности металла под сварку предполагает его нагрев для избегания деформации.Правка металла и нарезка деталей
Для правки металла использую специальные валы, которые делают процесс автоматически, или же выполняют все вручную. Во втором случае используется пресс или кувалда, чтобы исправить имеющиеся деформации. Прессы больше подходят для массивных швеллеров и двутавров.
После правки можно уже проводить разметку, которая делается перед резкой. Разметка делается мелом или острым металлическим предметом. Для разрезания используется гильотина, ножницы по металлу, которые могут быть автоматическими или ручными. Также используют резку сваркой, которая менее точна, но позволяет разрезать даже толстые слои. Тонкие листы могут резаться болгаркой, что очень удобно, когда будет происходить сварка тонкого металла инвертором.
Резка металла резаком
Зачистка деталей – нюансы
Когда заготовка приняла нужную форму, то следующим этапом, который включает в себя подготовка металла под сварку, является зачистка. Поверхности присадочного материала, а также кромок детали, которая будет свариваться, зачищается от ржавчины, загрязнений, следов окалин и прочих лишних веществ. Также нужно ликвидировать влагу, масляные пятна и другие химические пленки. При сварке металла в ванне не должно быть ничего неметаллического, что привело бы к образованию брака. Даже относительно небольшие остатки лишних вещей приводят к образованию пор, появлению трещин, созданию напряжений в металле и так далее. Благодаря всему этому, надежность сварочного соединения резко снижается.
Поверхности присадочного материала, а также кромок детали, которая будет свариваться, зачищается от ржавчины, загрязнений, следов окалин и прочих лишних веществ. Также нужно ликвидировать влагу, масляные пятна и другие химические пленки. При сварке металла в ванне не должно быть ничего неметаллического, что привело бы к образованию брака. Даже относительно небольшие остатки лишних вещей приводят к образованию пор, появлению трещин, созданию напряжений в металле и так далее. Благодаря всему этому, надежность сварочного соединения резко снижается.
Подготовка металла под сварку предполагает обработку кромок, особенно, при работе с толстыми заготовками. В итоге, они должны обрести определенную геометрическую форму, которая будет способствовать более надежному соединению. Подготовка включает в себя обработку угла разделки, ширины зазора, создания притупления, регулировку длины скоса и так далее. Кромки не обрабатываются, если толщина составляет менее 3 мм. При слишком большой толщине без обработки металл может не провариться полностью. Особенно актуально это, если у свариваемых деталей различная толщина. Правильный скос обеспечит плавность перехода между деталями, что снимет напряжение нагрузки при эксплуатации детали. После правильно подобранных параметров нужно еще обеспечить надежную фиксацию.
Особенно актуально это, если у свариваемых деталей различная толщина. Правильный скос обеспечит плавность перехода между деталями, что снимет напряжение нагрузки при эксплуатации детали. После правильно подобранных параметров нужно еще обеспечить надежную фиксацию.
Гибка
Еще одним процессом, который включает в себя подготовка металла под сварку, является гибка. Полосы и листы пропускают через листогибочные машины, которые имеют от трех до четырех валов в своем составе. Если кромки заготовки уже подготовлены, то можно применять холодную гибку. Профильные детали сгибаются под специальными прессами. Толщина листа определяет ограничения, на какой угол можно согнуть металл, если превысить этот показатель, то могут появиться трещины и нежелательные деформации.
Для малого радиуса сгиба, или же при высокой толщине листа, используют горячий метод, который применяют кузнецы. При повышении температуры материал становится более податливым и для его сгибания требуется меньшее количество усилий. Большие отверстия желательно делать уже после сгибания.
Большие отверстия желательно делать уже после сгибания.
Когда идет подготовка сборка металла под сварку, то отдельные детали требуется зафиксировать, чтобы после сварки они имели правильное положение. Порой недостаточно их просто рядом положить или применить дополнительные инструменты для фиксации. Здесь требуется сделать точечную приварку одной детали к другой, к примеру, в начале и в конце будущего шва. Это поможет зафиксировать деталь по всей плоскости, чтобы она ни как не съехала. Также это помогает избежать деформации при сваривании, когда листы загибаются. Соединение получается не настолько надежным, чтобы выдерживать сильные нагрузки, на теперь заготовку уже можно будет переносить и менять ее положение на любое удобное, к примеру, чтобы сделать горизонтальный шов.
Основные требования к сборке металлоконструкций перед сваркой
Когда совершена подготовка металла под сварку, можно приступать к сборке конструкции. Чтобы все было выполнено правильно, следует придерживаться следующих правил:
- К каждому месту соединения заготовок необходимо обеспечить свободный и удобный доступ;
- Все заготовки нужно закреплять максимально жестко, при этом придерживаясь заданной точности размеров и геометрии положения, чтобы во время сварки не возникли другие деформации и отклонения;
- Все изменения положения в пространстве перед сваркой и во время нее должны отнестись к минимуму, чтобы не было смещений и перекосов;
- Сборка должна проходить таким образом, чтобы она не затрудняла последующие операции, так что нужно все заранее спланировать.

Термическая обработка металла до и после сварки
Подогрев металла перед сваркой является обязательной процедурой для материалов, которые чувствительны к перепадам температур, а также просто для подстраховки, чтобы избежать деформации. Для таких процедур используют газовую горелку, что очень удобно, если сам газ используется в процессе сваривания, как при .
После сваривания подогрев нужен для того, чтобы снять напряжения, которые могут образоваться из-за повышенного содержания водорода. Подогрева выпаривает остатки газа, оставляя только чистый металл.
К атегория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264-80 («Ручная дуговая сварка. Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса кромки а — острый угол между плоскостью скоса кромки и плоскостью торца. При скосе обеих кромок установлен в пределах а=25±2°. При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
Угол разделки кромок ((3) образуется скошенными поверхностями двух соединяемых частей изделия. Угол разделки кромок выполняется при толщине металла более 3 мм. Отсутствие угла разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла.
Рис. 1. Элементы подготовки кромок под сварку:
а — угол скоса кромки; Р — угол разделки кромок; с — притупление кромки; в — зазор между стыкуемыми кромками; s — толщина листа (детали)-
При сварке толстого металла угол разделки кромок позволяет вести сварку отдельными слоями, что улучшает структуру сварного шва и уменьшает сварочные напряжения и деформации.
Притупление кромки (с) — нескошенная часть торца кромки, подлежащей сварке. Выполняется для обеспечения устойчивого процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Зазор между стыкуемыми кромками (в) обеспечивает полный провар по сечению сварного шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к непровару корня шва и способствовать увеличению сварочных напряжений. Большое значение для качества сварки имеет равномерность величины зазора по всей длине шва, т. е. соблюдение параллельности свариваемых кромок. Величина зазора чаще всего принимается равной 2±1 мм.
Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разности в толщине свариваемых деталей свыше значений, указанных в таблице, на детали большей толщины должен быть сделан скос с одной или двух сторон до толщины тонкой детали.
Рис. 2. Сварка и подготовка кромок листов неодинаковой толщины:
а — наклонное расположение поверхности шва; б — односторонний скос листа; в — двусторонний скос листа; г — скос листа с последующей разделкой кромок
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Скос кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, уменьшая напряжения в сварной конструкции.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между стыкуемыми кромками (в) до 4 мм с одновременным уменьшением значения угла скоса кромок (а) на 3°.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
но не более 3 мм — для деталей толщиной 10-100 мм.
- Правка металла и нарезка деталей
- Зачистка деталей: нюансы
- Подготовка кромок под сварку
- Гибка металла: рекомендации
- Основные требования к сборке конструкции перед сваркой деталей
Прежде чем сваривать металлические поверхности, их нужно хорошо зачистить. Подготовка металла под сварку — это наиболее важный этап, качественное выполнение которого позволит получить прочный, надежный шов.
Во избежание дефектов шва, металлические предметы перед сваркой необходимо тщательно очищать от ржавчины и грязи.
При соприкосновении с воздухом металл реагирует с кислородом, образуя окислы. Появляется ржавчина и другие загрязнения, которые приводят к образованию различных дефектов шва. Попадание масла, окалины, влаги на место сварки также нежелательно. Кроме того, для плотного соприкосновения листов металла их нужно предварительно выправить, если это требуется. Наконец, необходима разметка деталей, нарезка и подготовка кромок листа под последующую сварку закладных деталей и других соединений.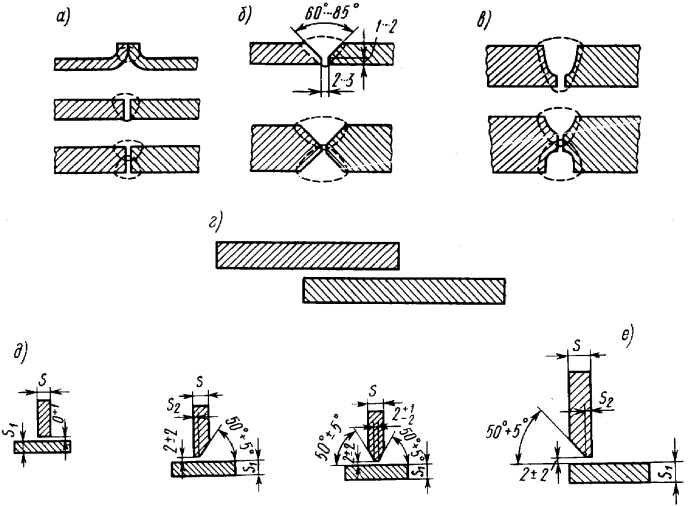
Правка металла и нарезка деталей
Править металл можно с применением специальных валов, предназначенных для этого, либо вручную. Для ручной правки необходима кувалда или пресс. Она выполняется на правильных плитах из чугуна или стали. На прессах же выравниваются швеллеры, двутавры и угловая сталь.
В результате проведения разметки и последующей нарезки определяется будущая конфигурация готовой детали. Разметка или наметка требуют предварительного грунтования поверхности металлического листа. Их отличие состоит в том, что разметка имеет отношение к индивидуальному производству, а наметка — к промышленному. Для подготовки к массовой нарезке листов используется шаблон из фанеры или металла. Применение шаблона при разметке называется наметкой.
Механически операция производится в случае необходимости получения прямолинейных резов. В основном такая резка осуществляется ножницами, если нужен прямолинейный рез, а листы по толщине не превышают 20 мм. Для промышленных масштабов производства устанавливаются гильотинные ножницы, имеющие длину ножей 1-3 м или пресс-ножницы с ножами до 70 см.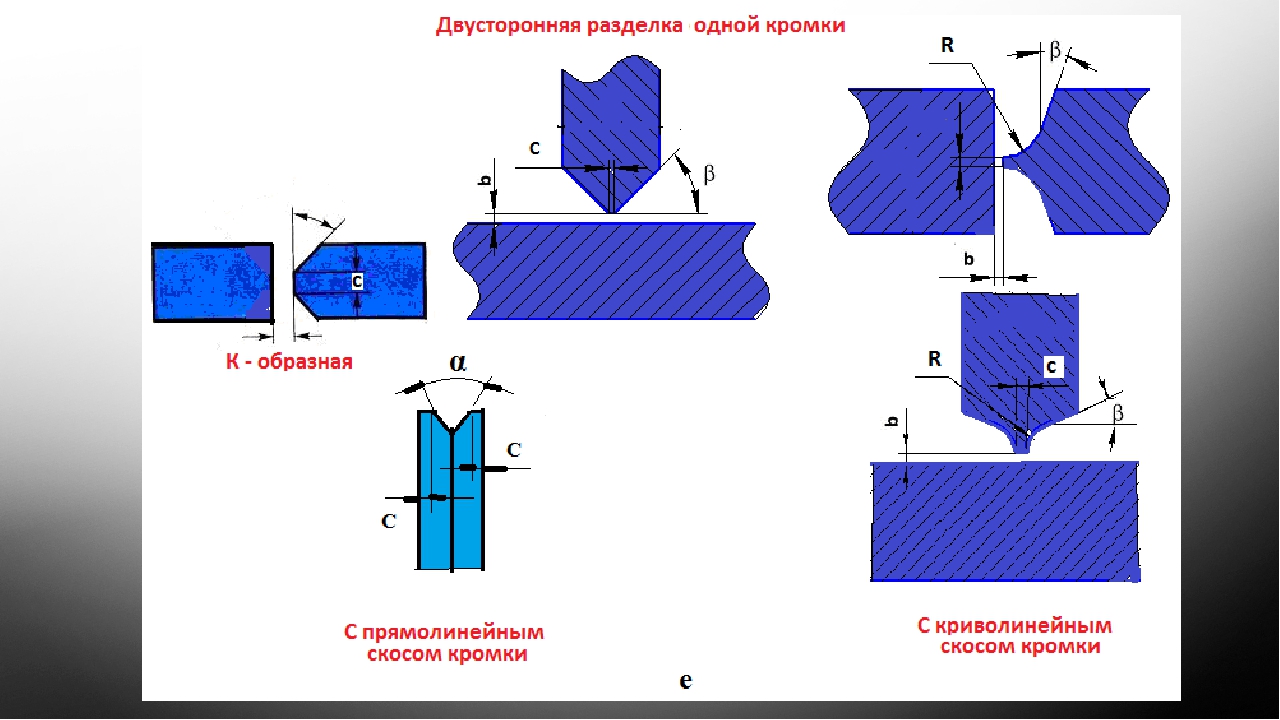 По изогнутым линиям лист толщиной меньше 6 мм можно разрезать роликовыми ножницами, для них же применяется газокислородная или плазменно-дуговая резка, которая используется и с легированной сталью, и с цветными металлами. В отношении них может использоваться газофлюсовая резка. Холодная резка стержней любого сечения производится круглыми зубчатыми или фрикционными пилами.
По изогнутым линиям лист толщиной меньше 6 мм можно разрезать роликовыми ножницами, для них же применяется газокислородная или плазменно-дуговая резка, которая используется и с легированной сталью, и с цветными металлами. В отношении них может использоваться газофлюсовая резка. Холодная резка стержней любого сечения производится круглыми зубчатыми или фрикционными пилами.
Вернуться к оглавлению
Зачистка деталей: нюансы
Поверхности основного и присадочного металлов с особой тщательностью очищаются от маслянистых жирных пятен, следов влаги, ржавчины, окалин и всяческих загрязнений неметаллического происхождения. Подготовка металла под сварку не может обойтись без этого важного этапа.
Малейшие остатки таких явлений провоцируют появление пор в швах, включений шлака. Трещины, которые могут образовываться в результате этого, снижают надежность сварки, ее прочность и плотность.
Вернуться к оглавлению
Подготовка кромок под сварку
Для достижения наиболее прочного сварного шва следует подготовить и кромки деталей. Они должны иметь определенную геометрическую форму, в которую входит угол разделки, притупление, зазор, длина скоса, если листы имеют разную толщину.
Они должны иметь определенную геометрическую форму, в которую входит угол разделки, притупление, зазор, длина скоса, если листы имеют разную толщину.
Разделка кромок под сварку под углом должна производиться, если металлический лист имеет толщину свыше 3 мм.
В противном случае шов может не провариться полностью по всему сечению даже при сварке мелких деталей. Кроме того, при попытке достать дальние слои уже сваренный металл будет перегреваться и пережжется.
Если разделка кромок отсутствует, то сила сварочного тока должна быть увеличена. При ее наличии сварка деталей ведется послойно, с небольшим сечением, благодаря чему соединение получает качественную структуру, минимизируются деформации и напряжения в металле.
Грамотно подобранный зазор обеспечивает полноценный провар металла в соединении.
Наличие скоса позволяет осуществить плавный переход от одной детали к другой, если они имеют разную толщину. Его длина при этом влияет на возникающее напряжение в конструкции или его отсутствие.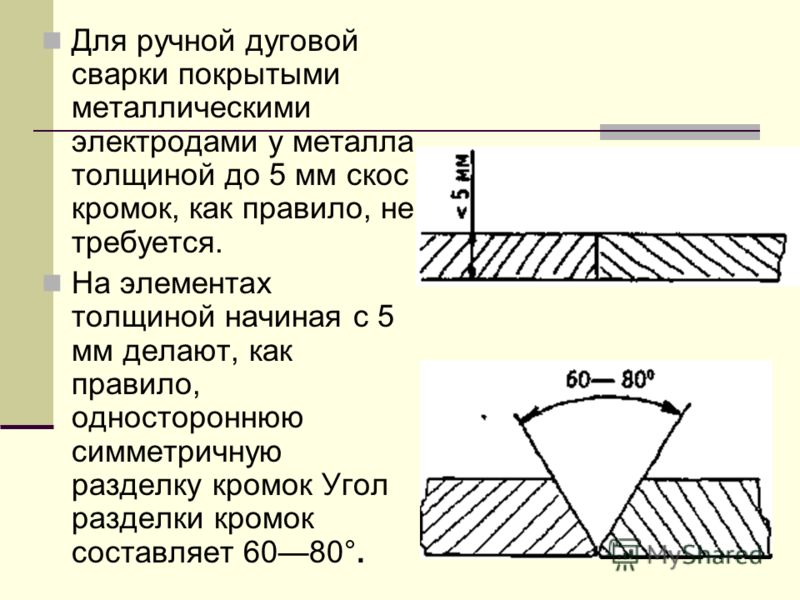
Острые кромки при проварке образуют неустойчивую конструкцию, из-за чего детали могут съезжать относительно друг друга, образуются прожоги, шов деформируется, возникает дополнительное напряжение, сварное соединение становится менее прочным.
Чтобы этого избежать и обеспечить более комфортные условия работы в процессе образования корневого шва, кромки притупляют. При стыковых соединениях и внахлест производится смещение, кромкам придают наиболее подходящую геометрическую форму сечения в соответствии с ГОСТами или техническим регламентом. Особенно это важно, когда производят сварку закладных деталей.
Кромки под сварку обрабатываются механически, с использованием фрезерных, продольнострогательных и кромкострогательных станков, газокислородным пламенем. Горючим для получения пламени может быть пропан, ацетилен и другие. Если работы немного, то бывает достаточно пневматического зубила. Кроме того, на этом этапе работают на токарных станках (для подготовки кромки с торца трубы).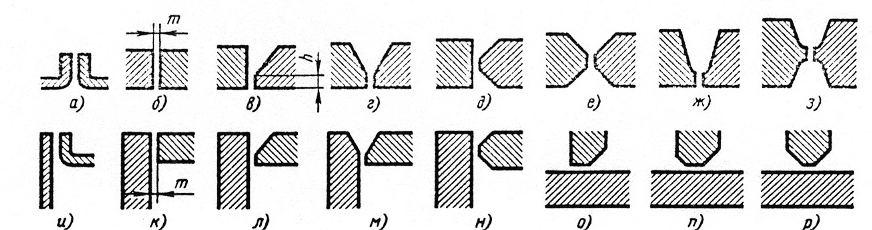 Для работы с цветными металлами или нержавеющей сталью используется плазменная резка.
Для работы с цветными металлами или нержавеющей сталью используется плазменная резка.
После газокислородной резки в завершение проводится механическая обработка, особенно если шов должен быть отменного качества. Таким образом удается избежать попадания мелких крупинок, которые провоцируют образование микротрещин, попадание воздуха и другие дефекты, приводящие к разрушению шва. В конструкциях, возводимых на ответственных участках строительства, это недопустимо.
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Формы подготовки кромок под сварку различают V, K, X – образные
При ручной
электродуговой сварке основными видами
сварных соединений являются стыковые,
угловые, тавровые и соединения внахлестку.
Стыковые соединения в зависимости от
толщины свариваемых листов делятся на
несколько типов. При толщине листов от
1 до 3 мм применяются стыковые соединения
с отбортовкой кромок.
Листы толщиною от 1 до 8 мм свариваются в стык без подготовки кромок. Для листов толщиною от 1 до 6 мм применяется односторонняя сварка иногда с остающимися или съемными подкладками; листы толщиною от 3-3,5 мм до 8 мм свариваются с двух сторон. Предельная толщина металла в этом случае определяется возможностью проплавления всего сечения с одной или с двух сторон. Для обеспечения провара всего сечения при сварке листов большей толщины делается скос кромок, называемый разделкой кромок.
Для металла толщиной от 3 до 26 мм предусматривается так называемый V-образный односторонний или двусторонний скос кромок. При этих соединениях также могут применяться остающиеся или съемные подкладки. Металл толщиною от 12 до 40 мм может свариваться К-образным соединением, при котором производится двусторонний скос одной только кромки. Для толщин от 20 до 60 мм с целью экономии наплавленного металла может применяться U-образное соединение с криволинейным скосом одной или двух кромок.
Для металла
толщиной от 12 до 60 мм делается Х-образная
подготовка крсмок, при которой производится
двусторонний скос каждой кромки. При
Х-образном стыковом соединении для
толщин металла от 30 до 60 мм может
применяться также двусторонний
криволинейный скос двух кромок. Основными
конструктивными элементами разделки
являются: угол разделки кромок, притупление
и зазор в стыке. Угол разделки кромок
для V- и Х-образных соединений берут
равным 60°, а для V-образного соединения
со скосом одной кромки так же, как и для
К-образного соединения, равным 50°.
При
Х-образном стыковом соединении для
толщин металла от 30 до 60 мм может
применяться также двусторонний
криволинейный скос двух кромок. Основными
конструктивными элементами разделки
являются: угол разделки кромок, притупление
и зазор в стыке. Угол разделки кромок
для V- и Х-образных соединений берут
равным 60°, а для V-образного соединения
со скосом одной кромки так же, как и для
К-образного соединения, равным 50°.
Величина нескошениой части или так называемое притупление составляет 1-2 мм, а величина зазора принимается равной 2 мм. Угловые соединения при толщине металла не более 3 мм могут выполняться с отбортовкой кромок. При больших толщинах, в зависимости от вида углового соединения и толщины свариваемых листов, сварка производится без скоса, а также с односторонним или двусторонним скосом кромок вертикального листа.
Тавровые соединения,
применяемые для толщин металла от 2 до
60 мм, также выполняются без скоса или
со скосом кромок вертикального листа.
Соединения без скоса кромок применяются
для толщин от 2 до 30 мм. Такие соединения
свариваются как односторонними, так и
двусторонними швами. При этом величина
зазора может составлять от 0 до 4 мм.
Величина катета выбирается в зависимости
от толщины листов и условий работы.
Такие соединения
свариваются как односторонними, так и
двусторонними швами. При этом величина
зазора может составлять от 0 до 4 мм.
Величина катета выбирается в зависимости
от толщины листов и условий работы.
Соединения с односторонним скосом кромок выполняются при толщине листов от 4 до 26 мм и двусторонним скосом для толщин металла от 12 до 60 мм. Угол разделки кромок берут равным 50°, а притупление от 1 до 2 мм, величина зазора обычно составляет около 2 мм. Соединения внахлестку выполняются одно- или двусторонние. Швы накладываются сплошные или прерывистые. Соединения внахлестку могут выполняться также с круглыми или удлиненными отверстиям.
РАЗДЕЛКА КРОМОК ПОД СВАРКУ
Разделка кромок — придание кромкам, подлежащим сварке, необходимой формы.
Разделка кромок под сварку выполняется с целью обеспечения:
Провара по всей толщине свариваемых элементов;
Доступа сварочного инструмента к корню шва.
По форме разделки
кромок под сварку различают сварные
соединения без разделки кромок, с
отбортовкой и с разделкой кромок под
сварку. Кроме того, сварные соединения
с разделкой кромок подразделяются на
сварные соединения с односторонним
скосом одной или двух кромок (односторонняя
разделка одной или двух кромок) и сварные
соединения с двусторонним скосом одной
или двух кромок (двусторонняя разделка
одной или двух кромок).
Кроме того, сварные соединения
с разделкой кромок подразделяются на
сварные соединения с односторонним
скосом одной или двух кромок (односторонняя
разделка одной или двух кромок) и сварные
соединения с двусторонним скосом одной
или двух кромок (двусторонняя разделка
одной или двух кромок).
При выборе формы разделки кромки следует учитывать, что наиболее экономичным является сварное соединение без скоса кромок. В случае выполнения разделки кромок более простой в исполнении по сравнению с U – образной является разделка кромок с прямолинейным скосом кромок (V, К, Х – образные). В сравнении с односторонней разделкой кромок более технологичными являются К- и Х-образные двусторонние. Однако К- и Х-образные двусторонние могут быть реализованы при возможности доступа сварочного инструмента к обеим сторонам изделия.
Конструктивные элементы формы разделки кромок.
Конструктивные
элементы формы разделки кромок зависят
от конструктивных особенностей
свариваемых элементов, а также от
диаметра электродного материала (размеры
разделки кромок должны обеспечивать
доступ электрода или сварочной проволоки
к корню шва).
Форма разделки кромок характеризуются следующими основными конструктивными элементами: зазор b, притупление С, угол скоса кромки β и угол разделки кромок α.
Угол скоса кромки β.
Скос кромки — прямолинейный срез кромки, подлежащей сварке.
Угол скоса кромки — острый угол между плоскостью скоса кромки и плоскостью торца.
Угол скоса кромки β изменяется в пределах от 30 ± 5 до 10 ± 5 градусов. При разделке одной кромки угол скоса кромки может составлять 45 градусов.
Угол разделки кромок — угол между скошенными кромками свариваемых частей. Угол разделки кромок α= 2 β. Угол разделки кромок выполняется для обеспечения доступа электрода к основанию шва.
Притупление
кромки —
нескошенная часть торца кромки, подлежащей
сварке.
Назначение притупления — обеспечить
правильное формирование сварного шва
и предотвратить прожоги в корне шва.
Притупление кромок С обычно
составляет 2 мм ± 1 мм. Иногда, в связи с
конструктивными особенностями сварного
соединения, значение притупления может
приниматься равным нулю (С=0).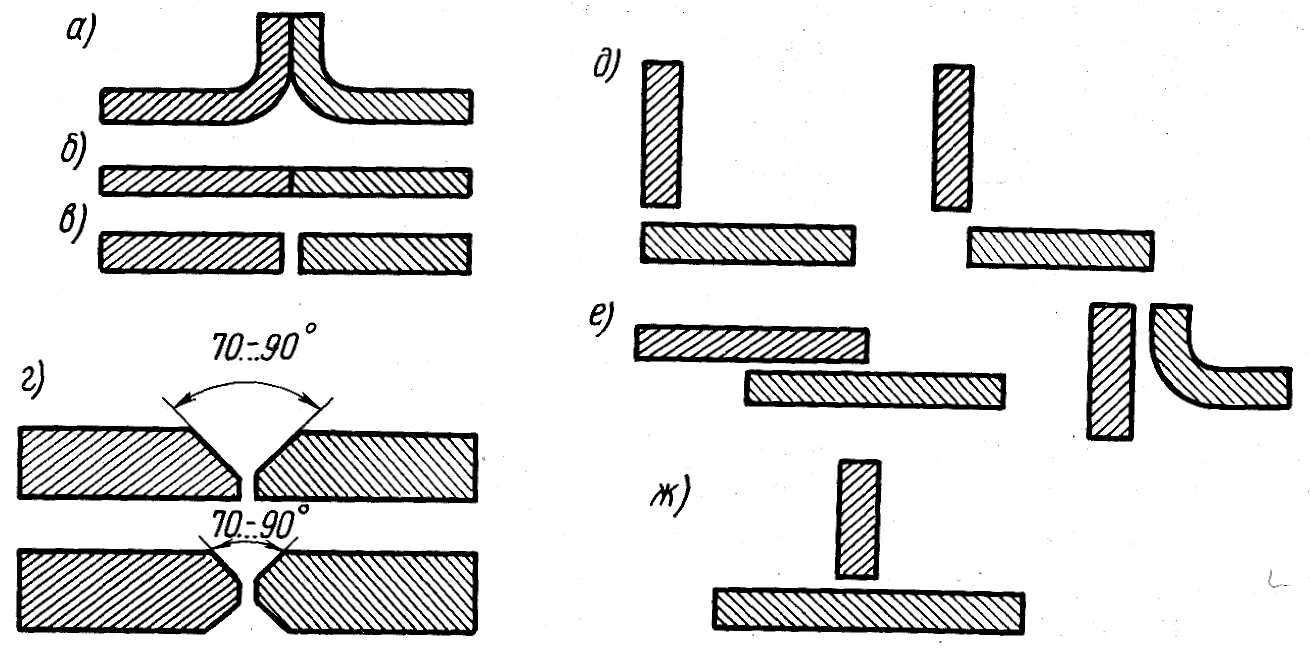 В этом
случае необходимо предусматривать
технологические мероприятия, исключающие
появление прожога (сварка на подкладке,
сварка на флюсовой подушке, укладка
подварочного шва, применение замкового
соединения).
В этом
случае необходимо предусматривать
технологические мероприятия, исключающие
появление прожога (сварка на подкладке,
сварка на флюсовой подушке, укладка
подварочного шва, применение замкового
соединения).
Зазор — кратчайшее расстояние между кромками собранных для сварки деталей. Зазор b обычно равен 1,0 — 3 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара корня шва, но в отдельных случаях, при той или иной технологии, зазор может быть равным нулю или достигать 8-10 мм и более. Если зазор b = 0, выполняемая сварка называется сваркой без зазора, если b ≠ 0 –сваркой с зазором (или по зазору).
БЕЗ РАЗДЕЛКИ КРОМОК I – образная (без скоса кромок) | С ОТБОРТОВКОЙ КРОМОК (без скоса кромок) |
Односторонняя разделка Односторонняя разделка с прямолинейным скосом с прямолинейным скосом одной кромки двух кромок | |
Форма разделки кромок | |
Разделка кромок под сварку — Энциклопедия по машиностроению XXL
На рис. 125 показано влияние силы сварочного тока и скорости сварки на долю участия основного металла в образовании шва. Доля участия уо растет с увеличением силы тока и скорости сварки. Для уменьшения Yq сварку следует проводить на минимально возможных силах тока и скоростях сварки, обеспечивающих получение швов заданных размеров и формы. Кроме того, для уменьшения уо следует отдавать предпочтение разделке кромок под сварку.
[c.253]
125 показано влияние силы сварочного тока и скорости сварки на долю участия основного металла в образовании шва. Доля участия уо растет с увеличением силы тока и скорости сварки. Для уменьшения Yq сварку следует проводить на минимально возможных силах тока и скоростях сварки, обеспечивающих получение швов заданных размеров и формы. Кроме того, для уменьшения уо следует отдавать предпочтение разделке кромок под сварку.
[c.253]
Сварные соединения относятся к наиболее сложным объектам контроля. Это связано прежде всего со сложной геометрией соединения, разнородностью металла в контролируемом объеме, наличием мешающих контролю конструктивных элементов. Ломаный контур разделки кромок под сварку, отличие свойств наплавленного и основного металла, выступающие за пределы контро- [c.315]
В настоящее время сварные соединения можно образовывать двумя принципиально разными способами действием тепла при температурах плавления металлов или использованием явления схватывания металлов (ультразвук, холодная сварка и др. ). Большие перспективы открывают возникшие в последнее время новые виды сварки — концентрированным потоком электронов в вакууме (электронно-лучевая сварка) и когерентным лучом (лазеры). При этих видах сварки можно проплавлять металл узким кинжальным швом, вследствие чего не требуется разделки кромок под сварку, снижаются термические деформации и повышается стойкость швов к образованию горячих трещин. Использование новых высококонцентрированных источников нагрева с предельно малым термическим воздействием, т. е. оказывающим наименьшее отрицательное влияние на изменение свойств основного металла (что является одной из важных задач технологии сварки новых материалов, в особенности высокопрочных и стойких против коррозии), приведет к значительному уменьшению объемов доводимого до расплавления
[c.143]
). Большие перспективы открывают возникшие в последнее время новые виды сварки — концентрированным потоком электронов в вакууме (электронно-лучевая сварка) и когерентным лучом (лазеры). При этих видах сварки можно проплавлять металл узким кинжальным швом, вследствие чего не требуется разделки кромок под сварку, снижаются термические деформации и повышается стойкость швов к образованию горячих трещин. Использование новых высококонцентрированных источников нагрева с предельно малым термическим воздействием, т. е. оказывающим наименьшее отрицательное влияние на изменение свойств основного металла (что является одной из важных задач технологии сварки новых материалов, в особенности высокопрочных и стойких против коррозии), приведет к значительному уменьшению объемов доводимого до расплавления
[c.143]
ДО 88,5 т, т. е. уменьшился по сравнению с литой на 26,5 т. Резко сократился цикл изготовления станины — с 5—6 до 2—3 мес. При этом, однако, увеличился объем механической обработки при разделке кромок под сварку и обработку отдельных элементов конструкции. Объем сварочных работ был также значительным, так как пришлось наплавить свыше 3000 кг металла в швах толщиной до 100 мм.
[c.434]
Объем сварочных работ был также значительным, так как пришлось наплавить свыше 3000 кг металла в швах толщиной до 100 мм.
[c.434]
Расположение сварных швов в подогревателе высокого давления показано на рис. 4.4. Разделка кромок под сварку, размер катетов и усиление шва при заварке должны соответствовать требованиям конструкторской документации ПО Красный котельщик , приведенным в табл. 4.3 и 4.4. Сварное соединение корпуса с трубной системой подогревателя высокого давления в бесфланцевом исполнении выполняют по типу С16 ГОСТ 5264—80. Толщина стенки в местах повреждений после наплавки должна соответствовать номинальной, указанной в паспорте подогревателя. [c.385]
При разделке кромок под сварку со скосами на шаблоне проводят черную линию параллельно обрабатываемой кромке и вычерчивают поперечный разрез кромки. [c.407]
Разделки кромок под сварку, являющиеся типовыми для композитных дисков, показаны на фиг. 79. Обычно для кольцевого шва между ободом и центральной частью используется -образная разделка.
[c.129]
79. Обычно для кольцевого шва между ободом и центральной частью используется -образная разделка.
[c.129]
| Фиг. 79. Разделки кромок под сварку композитного диска, показанного на фиг. 78 |
 276]
276]Основными в элементах каркасов котлов являются стыковые и угловые сварные швы. В зависимости от толщины свариваемых кромок и метода сварки выбирается форма разделки кромок под сварку без фаски, с односторонней фаской, с двусторонней фаской. [c.238]
Разделка кромок под сварку зависит от типа сварного соединения, а тип соединения — от взаимного расположения свариваемых деталей. [c.101]
Как сделать кислородной резкой разделку кромок под сварку [c.322]
| Рис. 104. Разделка кромок под сварку моделей роторов а — стык с остающимся подкладным кольцом (образцы ЗА и 2Б ) б — стык с присадочной плавящейся вставкой (образец 2Б) |
 182]
182]Подготовка и сборка деталей под сварку включает следующие операции очистку свариваемых кромок, разделку кромок под сварку и наложение прихваток для соединения свариваемых листов или деталей. [c.61]
Проверка правильности подготовки и сборки деталей, разделки кромок под сварку, величины притупления п зазора Наличие поверхностных дефектов (закатов, непроваров, подрезов) Соответствие геометрических размеров сварных швов требованиям чертежей и ТУ Выявление сквозных пор и трещин размером от 0,1 мм и выше по наличию желтых жирных пятен на поверхности шва, покрытого меловым раствором, после обильного смачивания обратной стороны шва керосином [c.83]
Резка по направляющей или по окружности разделка кромок под сварку с У-образным скосом 100 [c.180]
Машины обоих типов пригодны для индивидуального и серийного производства. Посредством смены навешиваемых агрегатов могут выполняться кислородная, плазменная и лазерная резка, резка без скосов кромок, разделки кромок под сварку, разметка. [c.21]
[c.21]
Робот-перегружатель деталей 10, снабженный магнитной плитой, снимает с раскроечной рамы все находящиеся на ней детали, а также деловые и неделовые отходы для последующей их сортировки. При помощи ро-бота-сортировщика крупные и средние детали в зависимости от технологического маршрута обработки могут направляться на комплектацию, разделку кромок под сварку, правку или гибку. Мелкие детали в контейнерах могут поступать на комплектацию или на дополнительные операции — разделку кромок и гибку фланцев. [c.187]
Новые каркасы или их элементы изготовляют по чертежам, на которых приведены марки сталей, способы разделки кромок под сварку, размеры сварных швов и др. Размеры выдерживают в пределах допусков, приведенных в справочниках. [c.224]
Заготовительные операции разрезка листов, разделка кромок под сварку одним или одновременно несколькими резаками (без последующей механической обработки)
[c. 429]
429]
Известно, что для сварных стыковых соединений угол разделки кромок под сварку р, как правило, делается равным 90°, тогда угол 1 = 45°. Для этих условий из выражения (2.3) следует [c.62]
Шаблоны для проверки разделки кромок под сварку [c.299]
Газовую сварку применяют для устранения литейных дефектов и при выполнении сложных ремонтных работ на ответственных изделиях. Разделку кромок под сварку выполняют пламенем сварочной горелки. Механическим воздействием чугунного прутка и газовым дутьем пламени выбирают фаску вдоль трещины, глубина которой определяется толщиной стенок. [c.497]
Следует иметь в виду, что размер катета для угловых швов (в угловых, тавровых и нахлесточных соединениях) указывается в обозначении шва после буквенно-цифрового обозначения только в том случае, если свариваемые детали не имеют разделки кромок под сварку, например, швы У5— С ,4, Т1 — Ь .2, Т2—Ю, ТЗ— 5, Т4 — 5, Т5— 1 8, Н1 — Ь. 4, Н2 — МО, НЗ— Ь 2 (ГОСТ 5264—69).
[c.401]
4, Н2 — МО, НЗ— Ь 2 (ГОСТ 5264—69).
[c.401]
Газовую сварку применяют для устранения литейных дефектов и при ремонте деталей небольшого веса, а также при выполнении сложных ремонтных работ на ответственных изделиях. Разделка кромок под сварку производится пламенем сварочной горелки. Механическим воздействием чугунного прутка и газовым дутьем пламени выбирается фаска вдоль трещины, глубина которой определяется толщиной стенок. Такой способ удобен и прост в исполнении. В процессе выплавки дефекта происходит подогрев кромок, замедляющий охлаждение чугуна и устраняющий возможность отбеливания. [c.291]
Кислородная резка применяется для вырезки деталей из листа, обрезки труб, подготовки разделки кромок под сварку и удаления дефектных мест. При подготовке кромок под сварку газовой резкой на деталя.х из малоуглеродистых и низколегированных котельных сталей необходимо зачистить поверхность до металлического блеска. Последующая механическая обработка для снятия подкаленного слоя не обязательна, так как этот слой не сказывается на качестве сварного соединения. [c.134]
[c.134]
Воздушно-дуговая резка угольным электродом может эффективно использоваться при обрезке прибылей литья, разделке кромок под сварку, удалении дефектных мест сварных швов, плен и неметаллических включений, особенно при обработке высоколегирован- [c.210]
Заготовительные операции по обрезке листов разделка кромок под сварку и т. д. разделка металлолома [c.29]
Чистовая обработка кромок для фасонной разделки кромок под сварку или для обеспечения точности и придания кромкам необходимой формы при плотной пригонке [c.459]
Современные газорезательные машины обычно являются многорезако-выми и позводяют за один проход выполнять не только прямые резы, но и осуществлять требуемую разделку кромок под сварку. С помощью газовой резки могут быть получены V- и Х-образные разделки кромок как при прямолинейном, так и при фасонном характере линий реза. [c.84]
На рис. 7.8 показано влияние сварочного тока и скорости сварки на долю участия основного металла в образовании шва. Доля участия Уо растет с увеличением тока и скорости сварки. Для уменьшения Уо сварку следует проводить на минимально возможных силах тока и скоростях сварки, обеспечивающих получение швов заданных размеров и формы. Кроме того, для уменьшения Уо следует отдавать предпочтение разделке кромок под сварку. При использовании для сварки низкоуглеродистых проволок в полной мере можно реализовать преимущество сварки под флюсом получать швы с глубоким проплавлением, повышая при однопроходной сварке стыковых соединений без разделки кромок сварочный ток и скорость сварки. Необходимый состав металла шва будет обеспечиваться повышением доли основного металла в шве.
[c.314]
7.8 показано влияние сварочного тока и скорости сварки на долю участия основного металла в образовании шва. Доля участия Уо растет с увеличением тока и скорости сварки. Для уменьшения Уо сварку следует проводить на минимально возможных силах тока и скоростях сварки, обеспечивающих получение швов заданных размеров и формы. Кроме того, для уменьшения Уо следует отдавать предпочтение разделке кромок под сварку. При использовании для сварки низкоуглеродистых проволок в полной мере можно реализовать преимущество сварки под флюсом получать швы с глубоким проплавлением, повышая при однопроходной сварке стыковых соединений без разделки кромок сварочный ток и скорость сварки. Необходимый состав металла шва будет обеспечиваться повышением доли основного металла в шве.
[c.314]
В работе [90] по данным исследования сварных стыков стали Х18Н12Т, вырезанных из стационарного паропровода, установлены закономерности развития трещины в зависимости от угла разделки кромок под сварку и длительности испытания. Испытания вырезанных из этих стыков образцов по методике ЦКТИ показало удовлетворительное совпадение опыта эксплуатации с результатами лабораторного исследования. Стыки, показавшие высокую. склонность к трещинообразоваиию в эксплуатации, имели
[c.151]
Испытания вырезанных из этих стыков образцов по методике ЦКТИ показало удовлетворительное совпадение опыта эксплуатации с результатами лабораторного исследования. Стыки, показавшие высокую. склонность к трещинообразоваиию в эксплуатации, имели
[c.151]
Исследование характеристик трещиностойкости сварных соединений осуществляли на образцах, приведенных на рис. 2.4. Для изготовления образцов использовали пластины толщиной 1 = 10 мм с Х-образной разделкой кромок под сварку. Сварку выполняли механизированным способом в среде углекислого газа проволокой Св08Г2С диаметром 1,6 мм. Применяли следующий режим сварки сила сварочного тока I = 300… 350 А напряжение на дуге и = 22.. .24 В. Образцы для определения характеристик механических свойств и трещино- [c.25]
На прямоугольных деталях толщиной до 150 мм для разделки кромок под сварку типа V, X, Y используется трехрезаковый поворотный блок. [c.21]
Резка переносными газорезательными машинами широко используется для вырезки деталей прямоугольной формы, для разделки кромок под сварку и для снятия фасок. Резка выполняется по разметке после зрительной установки резака и направляющих машины по линии разметки. Исследовалась точность резки по разметке, выполненной фотопроек-ционным способом. Чтобы выделить влияние погрешностей разметки из общей совокупности погрешностей, вносимых разметкой машиной и технологическим процессом, замеры фактических размеров производились дважды. Сначала диаметры осуществлялись между линиями разметки по длине и ширине размеченной детали, а затем в тех же точках определялись фактические размеры детали после ее вырезки. Кроме замеров по длине и ширине, у готовой детали замерялись отклонения кромок от прямолинейности. Зная (после статистической обработки полученных данных) значения параметров нормального закона распределения отклонений размеров после разметки А с.р и Стр, а также соответствующие Jщpaмeтpы Ас.д и Од для детали после ее вырезки, значения параметров Хс.м.т и Ом.т закона распределения отклонений, возникающих вследствие погрешностей, которые вносятся машиной и технологическим процессом, определялись из выражений
[c.
Резка выполняется по разметке после зрительной установки резака и направляющих машины по линии разметки. Исследовалась точность резки по разметке, выполненной фотопроек-ционным способом. Чтобы выделить влияние погрешностей разметки из общей совокупности погрешностей, вносимых разметкой машиной и технологическим процессом, замеры фактических размеров производились дважды. Сначала диаметры осуществлялись между линиями разметки по длине и ширине размеченной детали, а затем в тех же точках определялись фактические размеры детали после ее вырезки. Кроме замеров по длине и ширине, у готовой детали замерялись отклонения кромок от прямолинейности. Зная (после статистической обработки полученных данных) значения параметров нормального закона распределения отклонений размеров после разметки А с.р и Стр, а также соответствующие Jщpaмeтpы Ас.д и Од для детали после ее вырезки, значения параметров Хс.м.т и Ом.т закона распределения отклонений, возникающих вследствие погрешностей, которые вносятся машиной и технологическим процессом, определялись из выражений
[c. 127]
127]
При заварке трещин, разрывов, отколов и других механических повреждений следует произвести сборку и подготовку изделий к сварке. Разбитые части предварительно скрепляются при помощи хомутов, стяжек и других приспособлений. Собранные детали закрепляются прихватками. Разделка кромок под сварку производится в нагретом или холодном состоянии при помощи 1азовой горелки пламенем с избытком кислорода. [c.331]
Элементы подготовки кромок под сварку
Элементы подготовки кромок под сварку
Категория:
Сварка металлов
Элементы подготовки кромок под сварку
ГОСТ 5264—80 («Ручная дуговая сварка. Соединения сварные») устанавливает основные элементы геометрической формы подготовки кромок под сварку. Рассмотрим эти элементы на примере стыкового соединения.
Угол скоса кромки а — острый угол между плоскостью скоса кромки и плоскостью торца. При скосе обеих кромок установлен в пределах а=25±2°. При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
При скосе обеих кромок установлен в пределах а=25±2°. При скосе одной кромки угол скоса принимают равным а=45±2°. Скос кромок может быть односторонний и двусторонний, прямолинейный и криволинейный.
Угол разделки кромок ((3) образуется скошенными поверхностями двух соединяемых частей изделия. Угол разделки кромок выполняется при толщине металла более 3 мм. Отсутствие угла разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла.
Рис. 1. Элементы подготовки кромок под сварку:
а — угол скоса кромки; Р — угол разделки кромок; с — притупление кромки; в — зазор между стыкуемыми кромками; s — толщина листа (детали)
При сварке толстого металла угол разделки кромок позволяет вести сварку отдельными слоями, что улучшает структуру сварного шва и уменьшает сварочные напряжения и деформации.
Притупление кромки (с) — нескошенная часть торца кромки, подлежащей сварке. Выполняется для обеспечения устойчивого процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2±1 мм.
Зазор между стыкуемыми кромками (в) обеспечивает полный провар по сечению сварного шва при наложении первого (корневого) слоя шва. Отсутствие зазора может привести к непровару корня шва и способствовать увеличению сварочных напряжений. Большое значение для качества сварки имеет равномерность величины зазора по всей длине шва, т. е. соблюдение параллельности свариваемых кромок. Величина зазора чаще всего принимается равной 2±1 мм.
Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.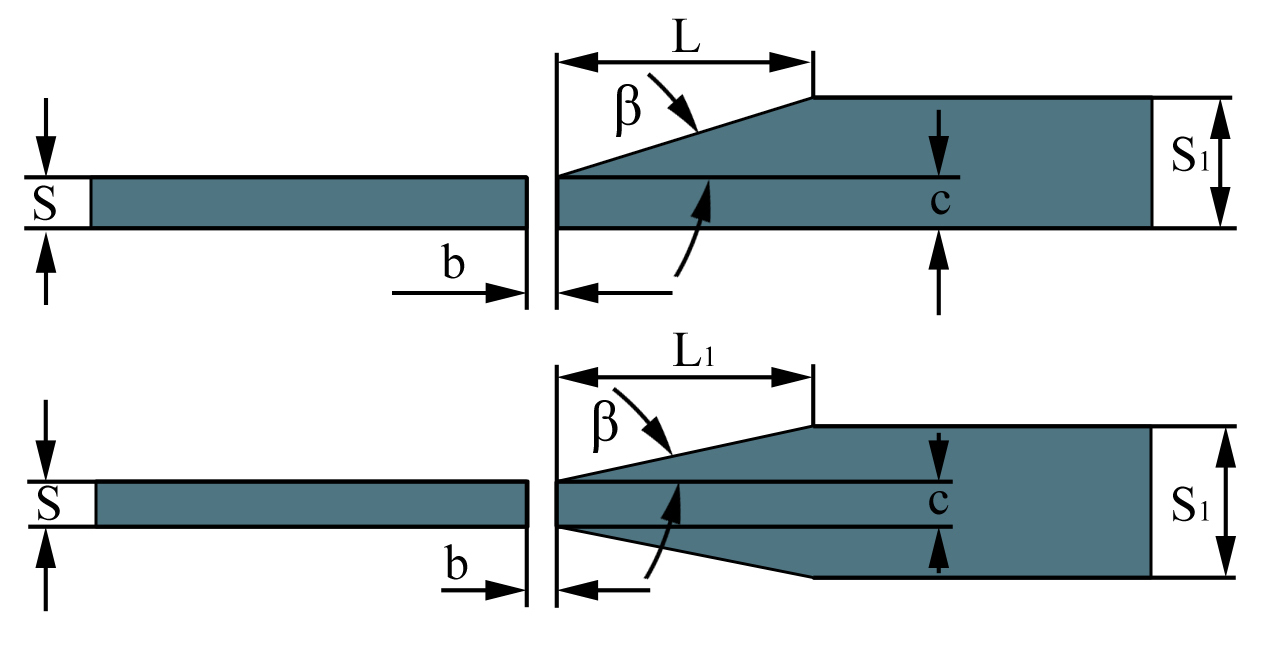
При разности в толщине свариваемых деталей свыше значений, указанных в таблице, на детали большей толщины должен быть сделан скос с одной или двух сторон до толщины тонкой детали.
Рис. 2. Сварка и подготовка кромок листов неодинаковой толщины:
а — наклонное расположение поверхности шва; б — односторонний скос листа; в — двусторонний скос листа; г — скос листа с последующей разделкой кромок
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Скос кромки (листа) регулирует плавный переход от толстой свариваемой детали к тонкой, уменьшая напряжения в сварной конструкции.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполненных в монтажных условиях, допускается увеличение зазора между стыкуемыми кромками (в) до 4 мм с одновременным уменьшением значения угла скоса кромок (а) на 3°.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4—10 мм;
но не более 3 мм — для деталей толщиной 10—100 мм.
Реклама:
Читать далее:
Швы сварных соединений
Статьи по теме:
%d1%80%d0%b0%d0%b7%d0%b4%d0%b5%d0%bb%d0%ba%d0%b0%20%d0%ba%d1%80%d0%be%d0%bc%d0%be%d0%ba — со всех языков на все языки
Все языкиРусскийАнглийскийИспанский────────Айнский языкАканАлбанскийАлтайскийАрабскийАрагонскийАрмянскийАрумынскийАстурийскийАфрикаансБагобоБаскскийБашкирскийБелорусскийБолгарскийБурятскийВаллийскийВарайскийВенгерскийВепсскийВерхнелужицкийВьетнамскийГаитянскийГреческийГрузинскийГуараниГэльскийДатскийДолганскийДревнерусский языкИвритИдишИнгушскийИндонезийскийИнупиакИрландскийИсландскийИтальянскийЙорубаКазахскийКарачаевскийКаталанскийКвеньяКечуаКиргизскийКитайскийКлингонскийКомиКомиКорейскийКриКрымскотатарскийКумыкскийКурдскийКхмерскийЛатинскийЛатышскийЛингалаЛитовскийЛюксембургскийМайяМакедонскийМалайскийМаньчжурскийМаориМарийскийМикенскийМокшанскийМонгольскийНауатльНемецкийНидерландскийНогайскийНорвежскийОрокскийОсетинскийОсманскийПалиПапьяментоПенджабскийПерсидскийПольскийПортугальскийРумынский, МолдавскийСанскритСеверносаамскийСербскийСефардскийСилезскийСловацкийСловенскийСуахилиТагальскийТаджикскийТайскийТатарскийТвиТибетскийТофаларскийТувинскийТурецкийТуркменскийУдмуртскийУзбекскийУйгурскийУкраинскийУрдуУрумскийФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧеркесскийЧерокиЧеченскийЧешскийЧувашскийШайенскогоШведскийШорскийШумерскийЭвенкийскийЭльзасскийЭрзянскийЭсперантоЭстонскийЮпийскийЯкутскийЯпонский
Все языкиРусскийАнглийскийИспанский────────АймараАйнский языкАлбанскийАлтайскийАрабскийАрмянскийАфрикаансБаскскийБашкирскийБелорусскийБолгарскийВенгерскийВепсскийВодскийВьетнамскийГаитянскийГалисийскийГреческийГрузинскийДатскийДревнерусский языкИвритИдишИжорскийИнгушскийИндонезийскийИрландскийИсландскийИтальянскийЙорубаКазахскийКарачаевскийКаталанскийКвеньяКечуаКитайскийКлингонскийКорейскийКрымскотатарскийКумыкскийКурдскийКхмерскийЛатинскийЛатышскийЛингалаЛитовскийЛожбанМайяМакедонскийМалайскийМальтийскийМаориМарийскийМокшанскийМонгольскийНемецкийНидерландскийНорвежскийОсетинскийПалиПапьяментоПенджабскийПерсидскийПольскийПортугальскийПуштуРумынский, МолдавскийСербскийСловацкийСловенскийСуахилиТагальскийТаджикскийТайскийТамильскийТатарскийТурецкийТуркменскийУдмуртскийУзбекскийУйгурскийУкраинскийУрдуУрумскийФарерскийФинскийФранцузскийХиндиХорватскийЦерковнославянский (Старославянский)ЧаморроЧерокиЧеченскийЧешскийЧувашскийШведскийШорскийЭвенкийскийЭльзасскийЭрзянскийЭсперантоЭстонскийЯкутскийЯпонский
Подготовка и разделка кромок под сварку
1.
 Подготовка и разделка кромок под сварку Выполнил преподаватель
Подготовка и разделка кромок под сварку Выполнил преподавательКузнецова О.А.
2. Цель подготовки (зачистки) кромок под сварку-получение качественного сварного шва.
Подготовка (зачистка) кромок подсварку означает полное удаление
включений и дефектов до
появления характерного
металлического блеска.
Зачистка кромок производится с двух сторон
шириной не менее 20 мм.
При подготовке кромок под сварку обратите
особое внимание на тщательную зачистку
торцов, скосов и притуплений соединяемых
деталей.
Запомните! После сборки деталей в узел,
подготовка кромок бесполезна.
.
4. Способы подготовки кромок под сварку
вручную с помощьюметаллической щетки,
напильника, наждачной
бумаги, химической
обработкой
механизированным
способом, с помощью
шлифовальной
машины.
5. Контрольные вопросы
1. Цель подготовки (зачистки) кромок подсварку:
а) получение характерного металлического
блеска;
б)получение качественного сварного шва;
в)получение заданных геометрических
размеров кромки.

2. Подготовка (зачистка) кромок под сварку
включает:
а) удаление различных включений и
дефектов до появления характерного
металлического блеска;
б)установку и закрепление деталей для
выполнения сварки;
в)химическую обработку поверхности
пластин.
3. Зачистка кромок под сварку
производится:
а)с одной стороны шириной 20 мм;
б)
только по торцу и скосу
кромки;
в)
с двух сторон шириной 20 мм,
по торцу и скосу кромки.
8. Разделка кромок под сварку
Разделка кромок на деталях делается дляулучшения условий сварки и получения
гарантированного провара по всему сечению
сварного шва свариваемых деталей, толщина
которых, как правило, составляет 5 мм и более.
9. Разделка кромок
придание кромкам,подлежащих сварке,
необходимой формы.
10. В зависимости от формы разделки различают кромки:
с прямолинейнымодносторонним
скосом;
с криволинейным
скосом;
с прямолинейным
двусторонним
скосом
с прямолинейным
двусторонним
симметричным
скосом;
с комбинированным
прямолинейным
двусторонним скосом.
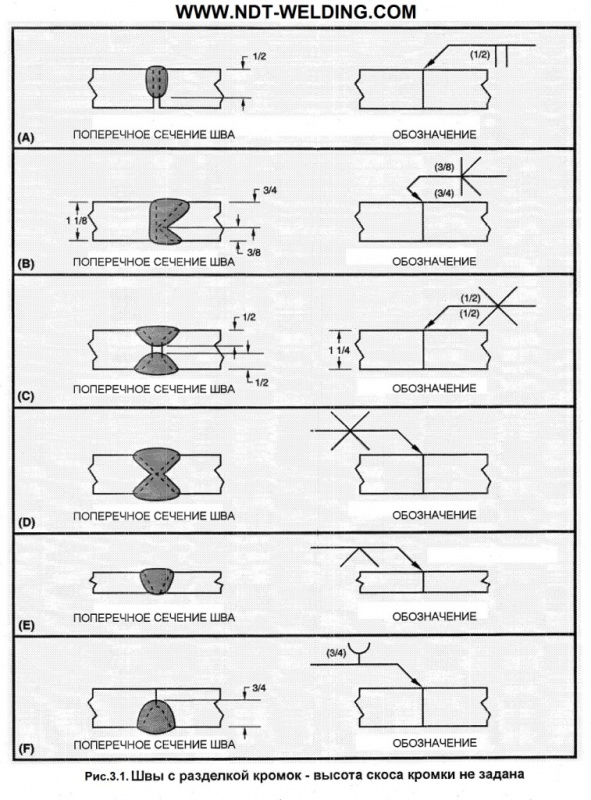
с комбинированным
(криволинейным с
прямолинейным)
скосом «усом».
13. Сущность подготовки разделки кромок под сварку
По стыкуемому торцупластины снимается часть
металла под определенным
углом (углом скоса ).
Скос кромки —
прямолинейный наклонный
срез кромки, подлежащий
сварке.
Угол скоса кромки (в) —
острый угол между
плоскостью скоса кромки и
плоскостью торца.
При снятии металла с торца
пластины обязательно надо
оставить притупление. Оно
необходимо для того, чтобы
при прихватке и сварке
быстро расплавляющиеся
острые кромки не создавали
широкую щель, которую
трудно заваривать. Отсутствие
притупления приводит к
образованию прожогов при
сварке по стыку сварного
соединения.
Притупление кромки — нескошенная
часть торца kрoмkи подлежащая сварке
16. Форма разделки кромок
характеризуетсяуглом их скоса, размером притупления и
зазором между свариваемыми кромками.

Она зависит от типа сварного
соединения (стыковое, угловое, тавровое,
нахлесточное, торцевое), толщины
свариваемых элементов.
Для ручной дуговой
сварки покрытыми
металлическими
электродами у металла
толщиной до 5 мм скос
кромок, как правило, не
требуется.
На элементах толщиной
начиная с 5 мм делают,
как правило,
одностороннюю
симметричную разделку
кромок Угол разделки
кромок составляет 60—
80°.
19. Величина притупления
во всех случаях должнасоставлять от 1 до 3 мм, в
зависимости от толщины
свариваемых деталей.
при толщине более 20 мм
применяют двустороннюю
разделку кромок.
При этом притупление
составляет от 1 до 3 мм, в
зависимости от толщины
свариваемых деталей.
20. Способы разделки кромок под сварку:
Газовая резка с последующей механической или ручнойдоработкой.
Механическая резка на ножницах с последующей
механической или ручной доработкой.
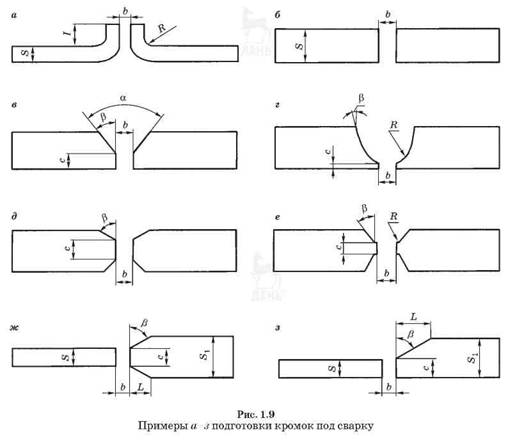
Механическая обработка:
для тел вращения — токарная или карусельная
обработка, обработка на расточном станке;
для прямолинейных элементов — механическая
строжка, фрезерная обработка, обработка
пневмошлифовкой.
Ручная обработка:
— рубка зубилом и доработка напильником.
Глава 3: Кромки, соединения и подготовка кромок
Глава 3
Чем оригинальнее открытие, тем более очевидным оно кажется впоследствии.
Артур Кестлер
Условия сварного шва
- Части сварного шва – Двумя наиболее распространенными сварными швами являются паз и угловой сварной шов . На рис. 3-1 показаны части этих сварных швов.
Рис. 3-1. Части разделочного шва (вверху) и углового шва (внизу).
- Шлак, , хотя технически он не является частью сварного шва, образуется вместе с валиком сварного шва. Шлак осаждается сварочным электродом для защиты металла шва во время его охлаждения. Шлак должен быть полностью удален между проходами, так как он образует включения внутри металла шва и ослабляет сварной шов. Шлак обычно удаляют шлаковым молотком и проволочной щеткой, а иногда и проволочным кругом. Некоторые сварщики предпочитают отбойный молоток вместо шлакового молотка. При сварке труб между каждым проходом сварки используются шлифовальные машины и приводные колеса, чтобы обеспечить отсутствие шлака на поверхности для следующего прохода.
 Шлак должен быть полностью удален между проходами, так как он образует включения внутри металла шва и ослабляет сварной шов. Шлак обычно удаляют шлаковым молотком и проволочной щеткой, а иногда и проволочным кругом. Некоторые сварщики предпочитают отбойный молоток вместо шлакового молотка. При сварке труб между каждым проходом сварки используются шлифовальные машины и приводные колеса, чтобы обеспечить отсутствие шлака на поверхности для следующего прохода.
Шлак должен быть полностью удален между проходами, так как он образует включения внутри металла шва и ослабляет сварной шов. Шлак обычно удаляют шлаковым молотком и проволочной щеткой, а иногда и проволочным кругом. Некоторые сварщики предпочитают отбойный молоток вместо шлакового молотка. При сварке труб между каждым проходом сварки используются шлифовальные машины и приводные колеса, чтобы обеспечить отсутствие шлака на поверхности для следующего прохода.Ось сварки и углы сварки
- Ось сварного шва представляет собой воображаемую линию, проведенную параллельно сварному шву через центр сварного шва. Углы сварки измеряются от оси сварки.
- Угол перемещения — наименьший угол между осью электрода и осью сварки. См. Рисунок 3-2 (вверху).
- Рабочий угол — это угол менее 90º между линией, перпендикулярной основной поверхности заготовки, и плоскостью, определяемой осью электрода и осью сварного шва. См. рис. 3-2 (внизу).
 См. рис. 3-2 (внизу).
См. рис. 3-2 (внизу).Рис. 3-2. Угол перемещения, рабочий угол, углы толкания и перетаскивания для разделочных и угловых сварных швов.
- Угол проталкивания для сварки спереди — это угол перемещения при сварке проталкиванием, когда электрод направлен в направлении направления сварки.
- Скорость перемещения — это скорость электродного стержня или проволоки при движении вдоль оси перемещения. Скорость движения обычно измеряется в дюймах в минуту.
- Угол сопротивления при сварке слева — это угол перемещения во время сварки, когда электрод направлен в сторону от направления сварки.
Типы сварных швов
- Стрингерный валик представляет собой сварной шов, который наплавляется, когда путь электрода прямой и параллельный оси сварного шва.
- Наплыв плетения создается, когда сварочный стержень или электрод используются в движении из стороны в сторону для выполнения сварного шва. См. рис. 3-3, где показаны схемы плетения бисера. Плетение подает тепло непосредственно к краям сварочной ванны. Это гарантирует, что лужа полностью смачивает края стыка, и снижает вероятность холодного стыка. Сила дуги попеременно направлена к сторонам сварного шва, потому что ось электрода направлена из стороны в сторону соединения по мере продвижения плетения. Эта сила дуги взбалтывает сварочную ванну и приносит мусор на поверхность сварки, что является желаемым эффектом.
 См. рис. 3-3, где показаны схемы плетения бисера. Плетение подает тепло непосредственно к краям сварочной ванны. Это гарантирует, что лужа полностью смачивает края стыка, и снижает вероятность холодного стыка. Сила дуги попеременно направлена к сторонам сварного шва, потому что ось электрода направлена из стороны в сторону соединения по мере продвижения плетения. Эта сила дуги взбалтывает сварочную ванну и приносит мусор на поверхность сварки, что является желаемым эффектом.
См. рис. 3-3, где показаны схемы плетения бисера. Плетение подает тепло непосредственно к краям сварочной ванны. Это гарантирует, что лужа полностью смачивает края стыка, и снижает вероятность холодного стыка. Сила дуги попеременно направлена к сторонам сварного шва, потому что ось электрода направлена из стороны в сторону соединения по мере продвижения плетения. Эта сила дуги взбалтывает сварочную ванну и приносит мусор на поверхность сварки, что является желаемым эффектом. Рис. 3-3.Сплести узоры из бисера. Точками обозначены точки паузы, в которых применяется дополнительный нагрев и металл
на краю валика, где это наиболее необходимо.
Как правило, ширина плетения не должна превышать удвоенный диаметр электрода. Ткачество делает сварной шов шире, а зона термического влияния больше, чем у стрингерного валика. Плетение также уменьшает высоту сварного шва за счет «расширения», что позволяет металлу остывать быстрее, чем если бы тепло концентрировалось в прямолинейном стрингерном валике.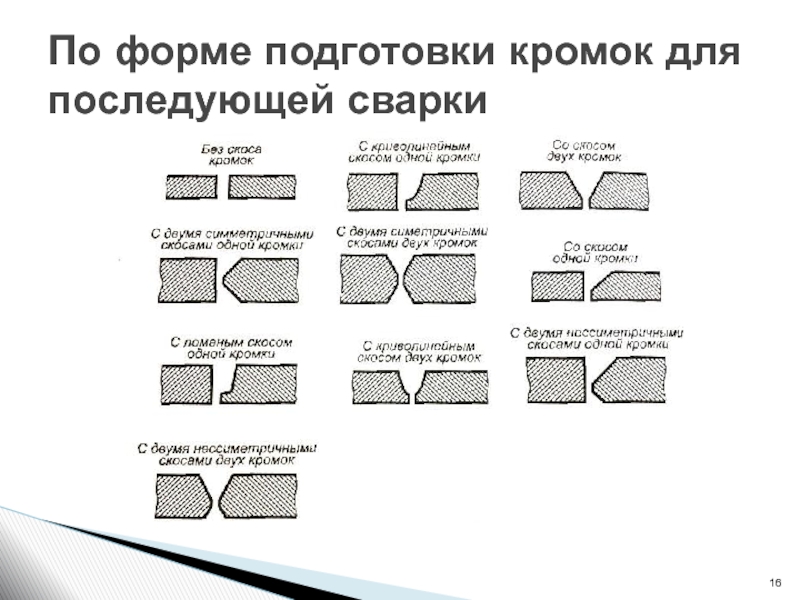 Если дуга остается в середине сварочной ванны, как в случае со стрингерными валиками, все тепло сварки должно пройти через расплавленный металл сварного шва до нагрева основного металла. Растекание валиков плетения особенно полезно при сварке в неправильном положении, когда слишком большая сварочная ванна может провиснуть под действием силы тяжести.
Если дуга остается в середине сварочной ванны, как в случае со стрингерными валиками, все тепло сварки должно пройти через расплавленный металл сварного шва до нагрева основного металла. Растекание валиков плетения особенно полезно при сварке в неправильном положении, когда слишком большая сварочная ванна может провиснуть под действием силы тяжести.
Точки в схемах переплетения на рис. 3-3 представляют собой задержки или точки паузы, которые нагревают края ванны там, где это необходимо. В центре лужи задержка не требуется, потому что она уже горячая и не требует дополнительного подвода тепла.
Переплетение часто используется на последнем или защитном проходе сварного шва. На рис. 3-4 показано, как можно расширить валик защитного шва на сварном шве трубы, чтобы он полностью проходил через соединение.
Рис. 3-4. Четыре прохода, необходимые для завершения этого сварного соединения труб. Покровный проход представляет собой плетение из бисера.
Подробнее о сварке труб в Глава 16 – Трубы и трубки.
Некоторые ткацкие приложения:
- Однопроходная сварка – Сетчатый валик можно использовать для завершения соединения за один проход, когда имеющийся электрод слишком мал для нанесения достаточного количества присадочного металла за один проход со стрингерным валиком.Это может произойти из-за того, что доступный источник сварочного тока слишком мал для работы с большим электродом, который мог бы сделать валик за один проход, и потребуется несколько проходов с меньшим стержнем или электродом. На SMAW плетение не только увеличивает ширину отложения присадочного металла, плетение уменьшает перекрытие и способствует образованию шлака.
- Сварка с открытым корневым швом – Вращение необходимо, чтобы натянуть сварочную ванну на обе стороны открытого корня и приложить достаточно тепла для полного сплавления или «смачивания».
Подготовка и выравнивание кромок для сварки труб из следующих рекомендуемых методов:
Подготовка и выравнивание кромок
- Углеродистая сталь: Должны использоваться методы газовой резки, механической обработки или шлифовки. После газовой резки оксиды должны быть удалены скалыванием или шлифованием.
- Низколегированные стали (содержащие до 5% хрома): Должны использоваться методы газовой резки, механической обработки или шлифования. После газовой резки поверхность реза должна быть обработана
или шлифована. - Высоколегированная сталь (> 5% хрома) и нержавеющие стали, никелевые сплавы: Должны использоваться методы плазменной резки, механической обработки или шлифования. После плазменной резки поверхности реза должны быть обработаны или отшлифованы.
 После газовой резки оксиды должны быть удалены скалыванием или шлифованием.
После газовой резки оксиды должны быть удалены скалыванием или шлифованием.Очистка
Свариваемые концы должны быть должным образом очищены от краски, масла, смазки, ржавчины, оксидов, песка, земли и других посторонних веществ. Концы должны быть полностью сухими до начала сварки.
Использование шлифовальных машин для очистки кромок
Использование карандашной шлифовальной машины для очистки внутренних кромок
Снятие фасок с концов труб
Концы труб должны быть скошены в соответствии с применимым стандартом с помощью машины для снятия фасок с труб. Размеры фаски должны быть правильно измерены.
Размеры фаски должны быть правильно измерены.
Измерение размеров фаски
Измерение толщины фаски
Проверка намагниченности концов трубы
Магнетизм может отрицательно сказаться на качестве сварного шва трубы. После снятия фаски на конце трубы необходимо проверить остаточный магнетизм на конце трубы. При обнаружении трубу необходимо размагнитить.
Проверка магнитного поля конца трубы
Выравнивание и расстояние
Свариваемые компоненты должны быть выровнены и расположены на расстоянии в соответствии с требованиями, изложенными в применимых нормах.Необходимо соблюдать особую осторожность, чтобы обеспечить правильную установку и выравнивание, когда сварка выполняется методом GT AW. Нагрев пламенем для регулировки и исправления концов не допускается, если это специально не одобрено ответственным инженером.
Внутренние хомуты для выравнивания труб
Проволочная прокладка подходящего диаметра может использоваться для поддержания раскрытия корня шва во время прихватки, но ее необходимо удалить после прихватки и перед укладкой корневого валика.
Для труб с толщиной стенки 5 мм и более концы, подлежащие сварке, должны быть закреплены на месте с помощью хомутов, хомутов и С-образных зажимов для обеспечения идеального выравнивания.Хомуты должны быть отсоединены после завершения сварки, не вызывая каких-либо неровностей поверхности. Любые неровности, возникшие на поверхности трубы, должны быть надлежащим образом отремонтированы к удовлетворению Главного инженера.
Инструмент для внутреннего выравнивания фланцев
Прихватка
Прихватка для поддержания выравнивания соединений труб должна выполняться только квалифицированными сварщиками с использованием утвержденных Технических условий сварки. Поскольку прихваточные швы становятся частью окончательного сварного соединения, они должны быть выполнены тщательно и не должны иметь дефектов.Дефектные прихваточные швы должны быть удалены до фактической сварки соединений.
- 3 прихватки – для диаметра 2 1/2″ и меньше. трубы.
- 4 кнопки – для диаметра от 3 до 12 дюймов. трубы.
- 6 прихваток – для диам. 14″ и больше. трубы.
 трубы.
трубы. Сварочные работы должны начинаться только после утверждения монтажных работ Главным инженером.
Нравится:
Нравится Загрузка…
Подготовка кромок под сварку в котлах больших и малых размеров
Новостная статья изначально написана на испанском языке.Он был автоматически переведен для вашего удобства. Были предприняты разумные усилия, чтобы обеспечить точный перевод, однако автоматический перевод не идеален и не предназначен для замены человека-переводчика. Оригинал статьи на испанском языке можно посмотреть на сайте Preparacin de bordes para soldadura en calderera de pequeas y grandes DimensionsПри толщине от 6 мм важно подготовить кромку к сварке, но при толщине выше этой подготовки становится жизненно важной
9 июня, 2011
С самого начала использования сварки при изготовлении металлических конструкций и компонентов необходимость подготовки кромок и отделки, которые предстоит сваривать, всегда была процессом, необходимым и очень важным для получения оптимальных результатов работы. спаянного соединения.
спаянного соединения.
В настоящее время системы сварки позволяют упростить подготовку кромок, и даже при небольшой толщине (менее 6 мм) может не потребоваться выполнение какой-либо подготовки.
Как правило, от 6 мм важно подготовить свариваемую кромку, но при толщине более этой степени подготовка становится жизненно важной.
Безель с безелем K и X.
Существуют различные правила, регулирующие типы углов скоса, пяток или прямых частей, или количество сторон безеля.
Чтобы кратко суммировать наиболее распространенные типы фасок, приведем следующие 4 типа:
1.-Скос для фонда. Безель этого типа имеет одну поверхность и проходит с одинаковым наклоном от верхней поверхности пластины к нижней за один проход, также именуемый типом «V».
Углы, наиболее часто встречающиеся в этом типе фаски, обычно составляют от 20 до 50°. Обычно он часто используется для сварки листов средней и малой толщины, а наиболее востребованными секторами являются производители судостроения, трубопроводов и железнодорожных компонентов. Почти обязательно использовать этот тип безеля, когда с одной стороны это может быть только деталь.По сей день выполнение этого типа фасок обычно выполняется с помощью систем запуска стружки или систем термической резки.
Почти обязательно использовать этот тип безеля, когда с одной стороны это может быть только деталь.По сей день выполнение этого типа фасок обычно выполняется с помощью систем запуска стружки или систем термической резки.
Системы термической резки и тройной газовой резки Tecoi.
Имея малую толщину, трехпламенная резка и плазменные системы выделяют слишком много тепла на поверхность и изменяют состав и стабильность материала, что приводит к проблемам при последующей сварке.
Поэтому для данного вида фаски и толщин до 12 мм лучшими системами по производительности, скорости, точности и результатам сварки являются лазерные 5-ти осевые станки.
При использовании лазера зона термического влияния практически незначительна, а окончательные результаты сварки очень правильные. Чип
в этих корпусах загрузочных систем представляет собой сложные приспособления и фиксацию заготовок к биселям, учитывая, что речь идет о малых толщинах. В дополнение к станкам для обработки загрузкой нам нужен процесс и обработка детали.
2.-Скос и пятка. Этот тип обычно называют типом «И». Используется в листах тонкой и средней толщины, обычно до 18 мм.Наиболее распространенными секторами, в которых он используется, являются ветроэнергетика, военно-морское строительство и машиностроение.
Для такой толщины и такого типа подготовки наиболее часто используемыми системами в настоящее время являются плазменные 5-осевые головки, которые заменили классические прядильные машины, которым требовались большие петли на углах деталей с последующей потерей материала.
5-осевые системы быстрее, точнее и производительнее.
Начиная с толщины 15 мм стали использовать специальные станки для снятия фаски путем обработки инструментами типа «Диаболо» с желаемой геометрией, как, например, модель TRF компании Tecoi.
Головка обрабатывающего станка Tecoi TRF.
Это лучшая система для обеспечения окончательных результатов сварки с точки зрения точности и отделки от края. Резка тройным пламенем представляет собой систему, которая все чаще используется из-за неудобств, ранее упоминавшихся как агрессивные тепловые воздействия в этом диапазоне толщин.
3.-Двойной скос или V-образный . Этот тип очень используется в основном в ветростроении и машиностроении. Толщина в этом типе колеблется от 15 до 35 мм.
Этот тип подготовки становится наиболее подходящим для конкретных машин, таких как TRF компании Tecoi, исходя из производительности и качества. Также данный тип фаски выполняется однопроходным инструментом на скоростях до 850 мм в минуту, что значительно отстает от трехкратного по скорости и качеству, а технологии плазменной резки требуют двухпроходной и средней точности.
TRF Портик с двойной головкой обработки.
4. Двойной безель с пяткой или типа «К» .Используется в основном в ветряных конструкциях и основных компонентах котлов. Наиболее распространенная толщина составляет от 25 до 120 мм.
Применение плазменной головки в этом сегменте реализации исключено из-за требуемой толщины.
В этих случаях компании, которые реализуют эти фаски, делают ставку в основном на системы обработки стружечных ботинок на точность скорости и потому, что это устраняет любые переменные в подготовке кромки для хорошего выполнения последующей сварки.
Особенно в секторе строительства ветряных электростанций, где качество сварки имеет решающее значение, основные производители заменяют устаревшие вращающиеся тройные кислородные системы на специальные системы механической обработки.
В дополнение к этому сектору, станки TRF компании Tecoi имеют две независимые головки по оси и позволяют одновременно делать фаску на двух длинных сторонах усеченных наконечников благодаря технологии, разработанной Tecoi Inn. Эти машины могут изготавливать сложные безели толщиной до 5 карат (biseles_de_transicin) одновременно, за один проход и толщиной до 110 мм.Эти системы представляют собой до и после реализации этой работы, устраняя многие проблемы, связанные со старыми системами в таких требовательных приложениях.
Подводя итоги, можно сказать, что основные отрасли, требующие проведения работ по подготовке кромок, делают ставку на технологии, которые обеспечивают большую производительность и качество, обеспечивают данный вид работ и уходят от своих старых систем ротационной плазменной или кислородной резки к включать в свои производственные системы пятиосевые станки для плазменной резки или специальные станки для обработки фаски.
Связанные компании или организации
Подготовка шва – обзор
6.7 Ограничения
Если корневой шов был проварен самозащитной проволокой, лучше всего использовать самозащитную сварку на всем протяжении, от корня до крышки. Это связано с тем, что при смешанных или «гибридных» процедурах сварки (19) возникают проблемы с ударной вязкостью, когда корень сваривается самозащитной проволокой, а оставшаяся часть шва заполняется каким-либо другим процессом дуговой сварки.
Например, при дуговой сварке под флюсом обычно используют электрод, покрытый флюсом, или сварку в среде защитного газа для корневого прохода перед завершением соединения с помощью процесса SAW. Естественно, что часть металла из корневого шва растворяется в пломбировочных швах.
Испытания показали (19), что металл, полученный при дуговой сварке под флюсом, может выдерживать растворение, и его ударная вязкость не ухудшается, когда он наносится поверх корня, выполненного покрытым флюсом электродом E7016.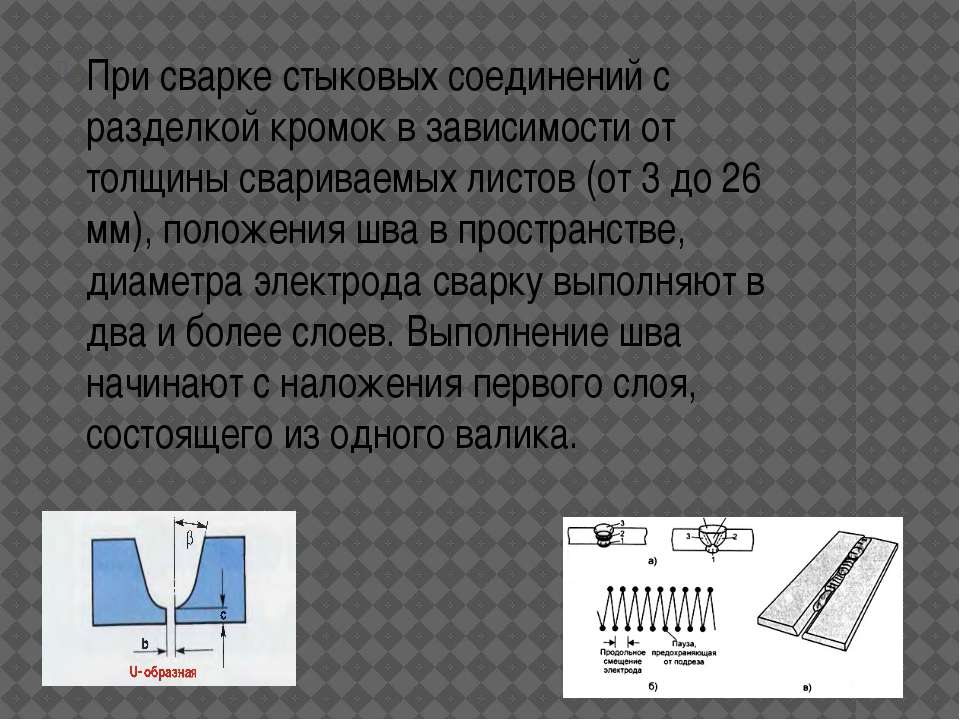 Но это не так там, где корень был приварен самозащитной проволокой.
Но это не так там, где корень был приварен самозащитной проволокой.
На рис. 6.14 показана подготовка шва и некоторые детали «гибридной» процедуры сварки, при которой был выполнен корневой проход (проход № 1):-
рис. 6.14. Процедура сварки, используемая для проверки влияния разбавления от различных корневых проходов на ударную вязкость сварных швов под флюсом )
- —
либо с электродом E7016,
- —
, либо с самоэкранирующим проводом E61T8-K6 (Lincoln INNERSHIELD NR-203Ni-C).
После заданного корневого прохода V-образная подготовка каждого испытательного шва была заполнена комбинацией проволоки Oerlikon SD3/флюса OP121TT, а затем двухпроходным обратным швом (проходы № 22-23 на рис. 6.14). было изготовлено:-
6.14). было изготовлено:-
- —
либо с комбинацией проволоки SD3/флюса OP121TT,
- —
, либо с комбинацией проволоки Tibor 22/флюс OP121TT.
Всего было произведено четыре тестовых сварных шва. / 0P121TT
Шарпи и CT3 и 6.4. В тестовых сварных швах (i) и (ii), независимо от расходуемого материала, используемого для корневого прохода, ударная вязкость по Шарпи по центральной линии крышки не изменилась (таблица 6.3), поскольку даже при самозащитном наплавлении в корне влияние разбавления не мог простираться так далеко. Однако в испытательном сварном шве (ii) с наплавленным валиком E61T8-K6 в корне вязкость по Шарпи по центральной линии корня составляла лишь около ⅓ от полученной для испытательного сварного шва (i), содержащего наварной валик E7016 в корне.
Таблица 6.3. Сравнение вязкости шва под флюсом в БС толщиной 50 мм.Пластина из стали 4360 марки 50D (см. процедуру на рис. 6.14), когда корневые швы выполнены самозащитной порошковой проволокой и электродом E7016. Задний сварной шов SD3.
| тест сварки | Root расходные | Charpy-V в среднем на -25 ° C | |||||
|---|---|---|---|---|---|---|---|
| Cap Center-Line | корневой центр | ||||||
| (I) | E7016 | 120 | 100 J | ||||
| (II) | |||||||
| E61T8-K6 | 120 | 35 J | 35 J | ||||
| CTOD при -10 ° C на 2b × B Образцы | |||||||
| (I) | E7016 | 0.92, 0,49, 0,71 мм | |||||
| (II) | (II) | E61T8-K6 | Тест 1: 0. 12, 0,17, 0,13 мм * 12, 0,17, 0,13 мм * | ||||
| Тест 2: 0,03, 0,04, 0,05 мм | |||||||
Таблица 6.4. Сравнение вязкости сварного шва под флюсом стального листа марки 50D толщиной 50 мм BS.4360 (процедуру см. на рис. 6.14), когда корневые швы выполнены самозащитной порошковой проволокой и электродом E7016. TIBOR 22 с обратным швом.
| Испытательный сварной шов | Корневой шов | CTOD при −10°C в образцах 2B × B | |
|---|---|---|---|
| (iii) | 094, 0.58, 0.39 мм * * | ||
| (IV) | (IV) | E61T8-K6 | 0,49, 0,36, 0,31 мм |
для каждого типа задней сварки, полная толщина пластины CTOD Таблицы 6.3 и 6.4) была ниже с E61T8-K6, чем с E7016 в корне. Однако задний сварной шов Tibor 22/OP121TT [Испытательный сварной шов (iv)] был менее подвержен ухудшению ударной вязкости (Таблица 6. 4), чем задний сварной шов SD3/OP121TT [Испытательный сварной шов (ii) в Таблице 6.3], и его значения CTOD выше. 0.25 мм.
4), чем задний сварной шов SD3/OP121TT [Испытательный сварной шов (ii) в Таблице 6.3], и его значения CTOD выше. 0.25 мм.
Хотя требуется осторожность, это показывает, что иногда для других процессов дуговой сварки можно найти некоторые сварочные материалы, которые могут быть достаточно устойчивыми к разбавлению самозащитным металлом сварного шва. Например, локальный ремонт в некоторых самозащитных сварных швах выполнялся с помощью правильно подобранных покрытых флюсом электродов. Выемки были заполнены с использованием электродов E7018-G, наплавляющих металл сварного шва из 1% никелевой стали, который обычно очень прочный. Несмотря на то, что его ударная вязкость была снижена почти вдвое из-за разбавления, минимальные технические требования были превышены с большим отрывом.
Прочность наплавленных материалов MMA/SMAW и SAW чувствительна к изменению содержания алюминия, и это неизбежно происходит, когда эти наплавки наносятся поверх самозащитного металла сварного шва. Однако, кроме того, нельзя игнорировать возможный вредный эффект высокого содержания азота, попадающего из самозащитного металла шва (рис. 2.2) в другие металлы шва.
2.2) в другие металлы шва.
Самозащитный наплавленный металл можно наносить поверх любого другого наплавленного металла без металлургических проблем, так же как его можно использовать для сварки любой низкоуглеродистой стали или стали C-Mn.Тем не менее, всегда следует помнить, что ударная вязкость других металлов сварного шва может ухудшиться из-за разбавления самозащитного металла сварного шва, и поэтому должны быть проведены соответствующие испытания, чтобы установить степень и приемлемость любого ухудшения. Самозащитную проволоку нельзя использовать без разбора ни для корневого шва, ни для сварки прихватками, где должны следовать другие процессы, если и где требуется высокая ударная вязкость.
Если прихваточная сварка покрытыми флюсом электродами должна выполняться перед самозащитной сваркой, следует использовать основные электроды с низким содержанием водорода.Прихваточные швы, выполненные покрытыми флюсом электродами с рутиловым покрытием, имеют тенденцию нарушать процесс удаления шлака с некоторых самозащитных отложений.
Подготовка сварного шва
Правильная подготовка сварного шва считается очень важной частью сварки сплавов HASTELLOY® и HAYNES®. Для начальной подготовки сварного соединения доступны различные методы механической и термической резки. Процесс плазменно-дуговой резки обычно используется для резки пластин из сплава в желаемые формы и подготовки углов сварки.Допускается также гидроабразивная резка и резка лазерным лучом. Подготовка кромок может быть выполнена с использованием методов механической обработки и шлифования, применимых к сплавам на основе никеля и кобальта. Воздушно-дуговая резка и строжка разрешены, но, как правило, не рекомендуются из-за весьма вероятной возможности нагара на угольном электроде. Неполное удаление углеродистых загрязнений с поверхности может привести к металлургическим проблемам при последующей сварке или обработке. Кроме того, высокое тепловложение во время дуговой строжки может способствовать чрезмерному росту зерен и снижению пластичности материала. Таким образом, плазменно-дуговая резка, как правило, является лучшей альтернативой воздушно-дуговой резке и строжке, поскольку она не приводит к загрязнению углеродом повторно затвердевшего слоя и требует минимального кондиционирования после резки. Использование кислородно-ацетиленовой сварки и резки не рекомендуется из-за выделения углерода из пламени.
Таким образом, плазменно-дуговая резка, как правило, является лучшей альтернативой воздушно-дуговой резке и строжке, поскольку она не приводит к загрязнению углеродом повторно затвердевшего слоя и требует минимального кондиционирования после резки. Использование кислородно-ацетиленовой сварки и резки не рекомендуется из-за выделения углерода из пламени.
Перед сваркой необходимо привести все кромки реза в состояние блестящего и блестящего металла. В дополнение к углу сварки, как правило, полоса шириной 1 дюйм (25 мм) на верхней и нижней (лицевой и корневой) поверхности зоны сварки должна быть обработана до блестящего металла с помощью откидного круга или диска с зернистостью 80 или 120.Цель состоит в том, чтобы поверхность сварного соединения была свободна от оксидов, окалины и посторонних загрязнений. Использование абразива с меньшим размером зерна может быть желательным, хотя следует понимать, что крупные абразивные царапины могут затруднить выявление мелких поверхностных трещин во время осмотра сварного соединения. Использование более крупных размеров зерна обеспечивает более качественную обработку поверхности. Контроль с помощью проникающих жидкостей/красителей может быть более трудным или недействительным при чистовой обработке поверхности с меньшим размером зерна, поскольку более крупные царапины с большей вероятностью задержат пенетрант.
Использование более крупных размеров зерна обеспечивает более качественную обработку поверхности. Контроль с помощью проникающих жидкостей/красителей может быть более трудным или недействительным при чистовой обработке поверхности с меньшим размером зерна, поскольку более крупные царапины с большей вероятностью задержат пенетрант.
Чистота считается чрезвычайно важным аспектом подготовки сварного соединения на основе Ni/Co. Перед любой сварочной операцией поверхность сварки и прилегающие области должны быть тщательно очищены подходящим растворителем, таким как ацетон, или подходящим щелочным очистителем. Все смазки, смазочно-охлаждающие жидкости, следы карандаша, растворы для механической обработки, продукты коррозии, краски, окалина, растворы проникающих красителей и другие посторонние вещества должны быть полностью удалены. Любые остатки очистки также должны быть удалены перед сваркой.Загрязнение зоны сварки свинцом, серой, фосфором и другими легкоплавкими элементами может привести к сильному охрупчиванию или растрескиванию.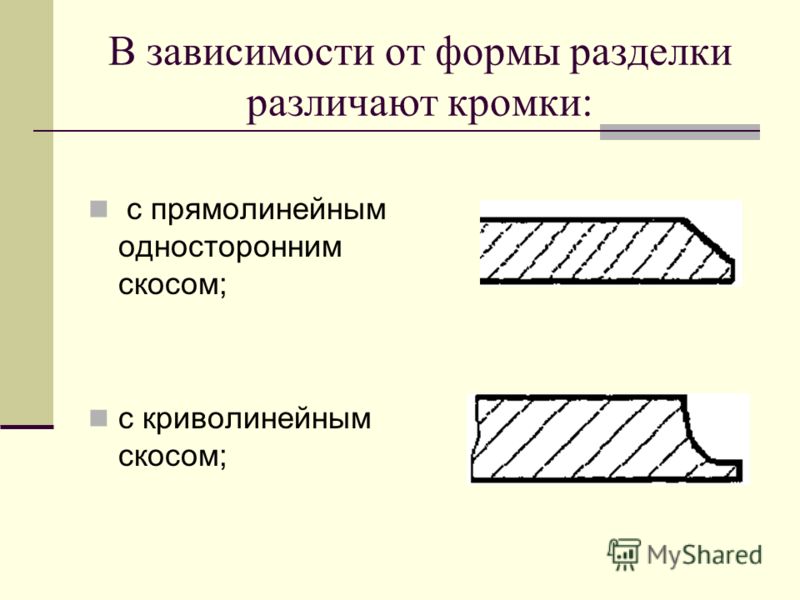 Для сплавов на основе Co и Fe следует избегать поверхностного контакта с медью или медьсодержащими материалами в зоне сварки. Даже следовые количества меди на поверхности могут привести к растрескиванию от загрязнения медью, форме охрупчивания жидким металлом, в зоне термического влияния сварного шва.
Для сплавов на основе Co и Fe следует избегать поверхностного контакта с медью или медьсодержащими материалами в зоне сварки. Даже следовые количества меди на поверхности могут привести к растрескиванию от загрязнения медью, форме охрупчивания жидким металлом, в зоне термического влияния сварного шва.
Загрязнение поверхности железом в результате контакта с углеродистой сталью может привести к появлению пятен ржавчины, но это не считается серьезной проблемой, и поэтому, как правило, нет необходимости удалять такие пятна ржавчины перед эксплуатацией.Кроме того, плавление небольших количеств такого поверхностного загрязнения железом в сварочную ванну, как ожидается, не окажет существенного влияния на коррозионную стойкость металла сварного шва. Хотя такое загрязнение не считается серьезной проблемой, если принять разумные меры для предотвращения этой проблемы, перед обслуживанием не требуется никаких специальных корректирующих мер.
Особенно важно, чтобы поверхностные оксиды удалялись между проходами сварки или слоями при многопроходной сварке. Поскольку температура плавления поверхностных оксидов намного выше, чем у свариваемых основных металлов, они с большей вероятностью останутся твердыми во время сварки и захватываются в сварочной ванне, образуя включения и дефекты непровара.Проволочной щеткой из нержавеющей стали часто бывает достаточно для очистки поверхности между проходами, хотя для удаления толстых оксидных слоев может потребоваться легкая шлифовка. Проволочные щетки, которые используются во время сварки, должны использоваться только для сплавов на основе никеля и кобальта и не должны использоваться для углеродистой или нержавеющей стали. При использовании определенных сплавов и процессов сварки будет наблюдаться более сильная тенденция к образованию поверхностных оксидов, и во время последовательных проходов многопроходной сварки могут образовываться более толстые оксидные слои.Шлифовка пусков и остановок рекомендуется для всех процессов дуговой сварки. Удаление шлака во время SMAW потребует скалывания и шлифования с последующей чисткой проволочной щеткой.
Поскольку температура плавления поверхностных оксидов намного выше, чем у свариваемых основных металлов, они с большей вероятностью останутся твердыми во время сварки и захватываются в сварочной ванне, образуя включения и дефекты непровара.Проволочной щеткой из нержавеющей стали часто бывает достаточно для очистки поверхности между проходами, хотя для удаления толстых оксидных слоев может потребоваться легкая шлифовка. Проволочные щетки, которые используются во время сварки, должны использоваться только для сплавов на основе никеля и кобальта и не должны использоваться для углеродистой или нержавеющей стали. При использовании определенных сплавов и процессов сварки будет наблюдаться более сильная тенденция к образованию поверхностных оксидов, и во время последовательных проходов многопроходной сварки могут образовываться более толстые оксидные слои.Шлифовка пусков и остановок рекомендуется для всех процессов дуговой сварки. Удаление шлака во время SMAW потребует скалывания и шлифования с последующей чисткой проволочной щеткой.
Что такое подготовка поверхности для соединения?
Подготовку поверхности можно определить как этапы и/или процедуры, которым необходимо следовать перед сваркой, направленные на обеспечение (в сочетании со всеми элементами аттестованной процедуры сварки) качественных сварных швов.
Подготовка поверхности состоит из двух основных этапов:
A) Геометрия соединения, которая включает три различных аспекта:
- Тип соединения: встык, тавр, внахлест, ребро.
- Подготовка кромок: U, J, V и т. д.
- Размеры соединения.
B) Очистка поверхностей
Подготовка поверхностей перед соединением является критической операцией для обеспечения целостности соединения. Необходимо следить за тем, чтобы поверхности внутри и вокруг стыка были чистыми, свободными от окалины и других тяжелых оксидных покрытий, сухими и свободными от органических материалов. Степень и объем очистки поверхности будут зависеть от соединяемых материалов и используемого процесса соединения. Например, при сварке алюминия и его сплавов очень важна подготовка поверхности, так как этот материал чрезвычайно чувствителен к поглощению водорода (из жира или влаги), что приводит к пористости сварного шва; аустенитная нержавеющая сталь очень чувствительна к растрескиванию при затвердевании, возникающему среди других факторов из-за загрязнений в смазке.
Например, при сварке алюминия и его сплавов очень важна подготовка поверхности, так как этот материал чрезвычайно чувствителен к поглощению водорода (из жира или влаги), что приводит к пористости сварного шва; аустенитная нержавеющая сталь очень чувствительна к растрескиванию при затвердевании, возникающему среди других факторов из-за загрязнений в смазке.
Процессы, которые являются автогенными (т.е. без добавления присадочного металла), например, электронно-лучевая сварка, TIG или плазменная сварка, должны быть свободны от поверхностных покрытий, которые будут выделять газ или загрязнять сварочную ванну.Эти процессы, как правило, имеют небольшие или глубокие и узкие сварочные ванны, которые быстро замерзают и более чувствительны к загрязнению по сравнению со сварными швами с открытой подготовкой, для которых требуются присадочные металлы.
Важно помнить, что наполнители также имеют поверхности, которые могут быть загрязнены. Поэтому важна чистота поверхности сварочных материалов, которые будут включены в сварочную ванну.
Стандарты или руководящие документы, используемые в качестве основы для изготовления компонента или конструкции, часто содержат рекомендации по требованиям к подготовке поверхности.Конкретные требования к подготовке поверхности и присадочной проволоки должны быть указаны в процедурах сварки или рабочих инструкциях, которые требуются в большинстве технических условий для сварки.
Дополнительная информация
Подготовка поверхности контактной точечной сварки.
Подготовка поверхности для склеивания.
Очистка алюминия.
Для получения дополнительных рекомендаций по подготовке поверхности для соединения различных материалов обратитесь к соответствующим источникам информации.
6 [РГ11]
6 [РГ11]Предыдущая | Далее | Содержание
ESDEP WG 11
КОНСТРУКЦИЯ СОЕДИНЕНИЯ: СТАТИЧЕСКАЯ НАГРУЗКА
ЦЕЛЬ/ОБЛАСТЬ ПРИМЕНЕНИЯ:
Описать различные типы структурных сварных швов и дать основную информацию о подготовке к сварке и качестве сварки.
ПРЕДПОСЫЛКИ
Лекции 1B.5: Введение в проектирование зданий
Лекция 2.1: Характеристики железоуглеродистых сплавов
Лекции 2.3: Технические свойства сталей
Лекции 3.2: Монтаж
Лекция 3.5: Изготовление/монтаж зданий
Лекция 3.6: Проверка/обеспечение качества
Лекция 11.1.2: Введение в проектирование соединений
СВЯЗАННЫЕ ЛЕКЦИИ:
Лекция 2.4: Марки стали и качества
Лекция 2.6: Свариваемость конструкционных сталей
Лекция 3.3: Принципы сварки
Лекция 3.4: Сварочные процессы
Лекции 11.2: Сварные соединения
Лекции 11.4: Анализ связей
ОБЗОР:
Описаны механические и геометрические характеристики сварных швов. Приведены основные принципы подготовки кромок, подгонки и качества сварных швов.
ОБОЗНАЧЕНИЕ
A s % Удлинение стали при разрушении
a Толщина сварных швов [мм]
f y Номинальный предел текучести основного металла [МПа]
f u Номинальное предельное напряжение основного металла [МПа]
При благоприятных условиях работы сварка является наиболее экономичным способом создания прочных соединений. Поэтому заводские соединения обычно сварные. Там, где необходимы соединения на месте (монтаж), они обычно выполняются болтовыми, но соединения часто готовятся в мастерской с помощью сварных пластин и т. д., необходимых для болтового соединения.
Поэтому заводские соединения обычно сварные. Там, где необходимы соединения на месте (монтаж), они обычно выполняются болтовыми, но соединения часто готовятся в мастерской с помощью сварных пластин и т. д., необходимых для болтового соединения.
На рисунках 1-3 показаны некоторые примеры сварных соединений и то, как они воспринимают внешние нагрузки.
В сварных конструкциях зданий около 80 % швов составляют угловые швы, а 15 % — стыковые швы.Остальные 5% составляют штекерные, щелевые и точечные сварные швы.
2.1 Стыковые сварные швы
Сварной шов встык выполняется в пределах поперечного сечения примыкающих пластин в стыковом или тавровом соединении. Обычно перед сваркой края пластин должны быть подготовлены, см. Рисунок 4б. В некоторых случаях, если толщина листа составляет менее 5 мм, можно обойтись без подготовки кромок, см. рис. 4а.
Скошенные кромки пластин в стыковом сварном шве могут иметь различную геометрическую форму, см.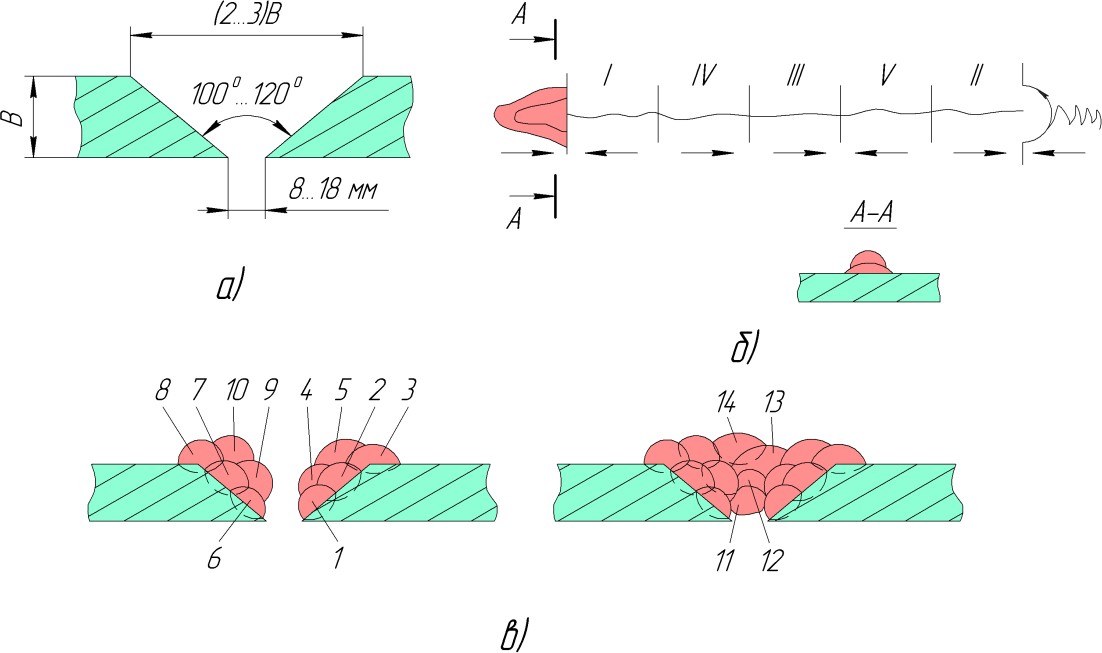 рисунок 5.
рисунок 5.
Для стыковых швов различают:
- стыковой шов с полным проплавлением, при котором происходит полное проплавление и сплавление сварного шва и основного металла по всей толщине соединения, см. рисунок 4.
- стыковой шов с частичным проплавлением, при котором проплавление меньше полной толщины соединения, см. рисунок 6.
2.2 Угловые сварные швы
Угловой шов представляет собой сварной шов приблизительно треугольного сечения, нанесенный на профиль поверхности пластин.Подготовка края не требуется. Поэтому угловые сварные швы обычно дешевле, чем стыковые. В зависимости от взаимного расположения свариваемых деталей существует три типа угловых сварных швов:
- соединение внахлестку, при котором свариваемые детали находятся в параллельных плоскостях, см. рисунок 7а.
- тавровое или крестообразное соединение, в котором свариваемые детали расположены более или менее перпендикулярно друг к другу, см. рис. 7б.
- угловое соединение, в котором детали также более или менее перпендикулярны друг другу, см. рис. 7с.Для повышения прочности и жесткости соединения внешний угол обычно приваривается встык, см. рис. 8.
 рис. 7б.
рис. 7б.Угловые швы, которые можно выполнять за один проход, особенно экономичны; в мастерской часто возможны сварные швы толщиной 8 мм, но если используется сварка на месте, этот показатель может быть уменьшен, т.е. до 6мм.
2.3 Пробковые и щелевые сварные швы
Сварные швы с прорезями и пробками, см. рис. 9, редко используются в строительных конструкциях. Они в основном предотвращают коробление или разделение притертых пластин.
2.4 Точечная сварка
Точечная сварка редко используется в строительных конструкциях. Соединяемые детали, которые должны быть тонкими, зажимаются вместе двумя электродами, см. рис. 10. Ток, проходящий через электроды, локально расплавляет детали, а давление зажима сжимает их вместе, образуя расплавленное пятно. Ряд таких пятен образует сустав.
Ряд таких пятен образует сустав.
В этой главе определены некоторые термины, часто используемые при проектировании сварных швов.
- Основной металл или основной металл представляет собой свариваемый стальной материал.
- Присадочный металл или наплавленный металл представляет собой электродный материал, используемый в процессе сварки.
На рис. 11 показана терминология, используемая для описания различных частей сварного шва:
- Корень — это точка линии соединения, достигаемая проникновением присадочного металла.
- Поверхность — это внешняя поверхность сварного шва.
- Носок — это линия на поверхности сварного шва между присадочным металлом и основным металлом.
- Зона термического влияния представляет собой часть основного металла, не расплавленную с присадочным металлом, но подвергающуюся быстрому нагреву и охлаждению во время прохождения сварочной дуги. В этой зоне основной металл подвергается закалке и вследствие этого может стать хрупким.
 В этой зоне основной металл подвергается закалке и вследствие этого может стать хрупким.
В этой зоне основной металл подвергается закалке и вследствие этого может стать хрупким.Форма поперечного сечения углового сварного шва может быть выпуклой или вогнутой, см. Рисунок 12.
Для проектирования используются два геометрических параметра сварки:
- Толщина шва , и — это минимальное расстояние от корня до поверхности сварного шва без учета выпуклой зоны. На рис. 13 показана толщина шва а стыкового и углового сварных швов.
- Длина — это продольный размер сварного шва в направлении смещения сварочной дуги.На рис. 13 показаны сварные швы, для которых длина l равна полной длине пластин; для соединения внахлест на рис. 2 l будет суммой удвоенной длины внахлест плюс ширина меньшей пластины.
4.1 Основной металл
Основной металл должен иметь свойства свариваемости, определяемые качеством стали каждой марки стали. Свариваемость стали зависит от ее химического состава и металлургических характеристик.Эти аспекты описаны в лекции 2.6.
Свариваемость стали зависит от ее химического состава и металлургических характеристик.Эти аспекты описаны в лекции 2.6.
В соответствии с Еврокодом 3 [1] и EN 10025 [2] горячекатаная сталь марок S235, S275 и S355 качества B, C или D подходит для всех процессов сварки.
В расчетах приняты следующие механические характеристики: предел текучести f y и предел прочности при растяжении f u . Кроме того, в случае пластического анализа сталь должна иметь предельную деформацию, по крайней мере, в 20 раз превышающую деформацию текучести, и иметь минимальное удлинение A s при разрушении не менее 15%.Значения этих характеристик приведены в таблице 1.
Номинальная марка стали | Толщина т | |||||
т < 40 мм | 40 мм < t < 100 мм | |||||
ж г МПа | f u МПа | А с % | f y МПа | f u МПа | А с % | |
Fe 360 Fe 430 Fe 510 | 235 275 355 | 360 430 510 | 26 22 22 | 215 255 335 | 340 410 490 | 24 20 20 |
Таблица 1 — Механические свойства горячекатаных сталей
Качество стали B, C или D отражает сопротивление удару, определяемое испытанием на удар по Шарпи-V, в котором измеряется энергия удара, необходимая для разрушения образца с V-образным надрезом при определенной температуре. Класс качества указывает, подходит ли сталь для применения. Например, марка стали В, соответствующая испытанию на удар при +20С, применяется для конструкций с нормальными условиями эксплуатации. Качество стали D (испытание на удар при -20°C) подходит, когда присутствуют такие факторы, как, например, низкая рабочая температура конструкции, толстый стальной материал и/или ударная нагрузка.
Класс качества указывает, подходит ли сталь для применения. Например, марка стали В, соответствующая испытанию на удар при +20С, применяется для конструкций с нормальными условиями эксплуатации. Качество стали D (испытание на удар при -20°C) подходит, когда присутствуют такие факторы, как, например, низкая рабочая температура конструкции, толстый стальной материал и/или ударная нагрузка.
4.2 Присадочный металл
В соответствии с Еврокодом 3 присадочный металл должен иметь механические свойства (предел текучести, предел прочности при растяжении, относительное удлинение при разрушении и минимальное значение энергии для V-образного надреза по Шарпи), равные или лучше, чем значения, указанные для свариваемой марки стали.
Выбор сварочных материалов в значительной степени определяется процессом сварки, см. лекции 3.3 и 3.4. Основные принципы:
- Сварочные материалы должны соответствовать используемому процессу сварки, свариваемому основному металлу и принятой процедуре сварки.
- Сварочные материалы необходимо хранить и обращаться с ними осторожно и в соответствии с рекомендациями производителя.
- Электроды для ручной дуговой сварки должны храниться в оригинальной упаковке в сухом и теплом месте, надежно защищенном от неблагоприятного воздействия погодных условий. Флюс
- следует хранить и транспортировать в контейнерах, предохраняющих его от впитывания влаги.
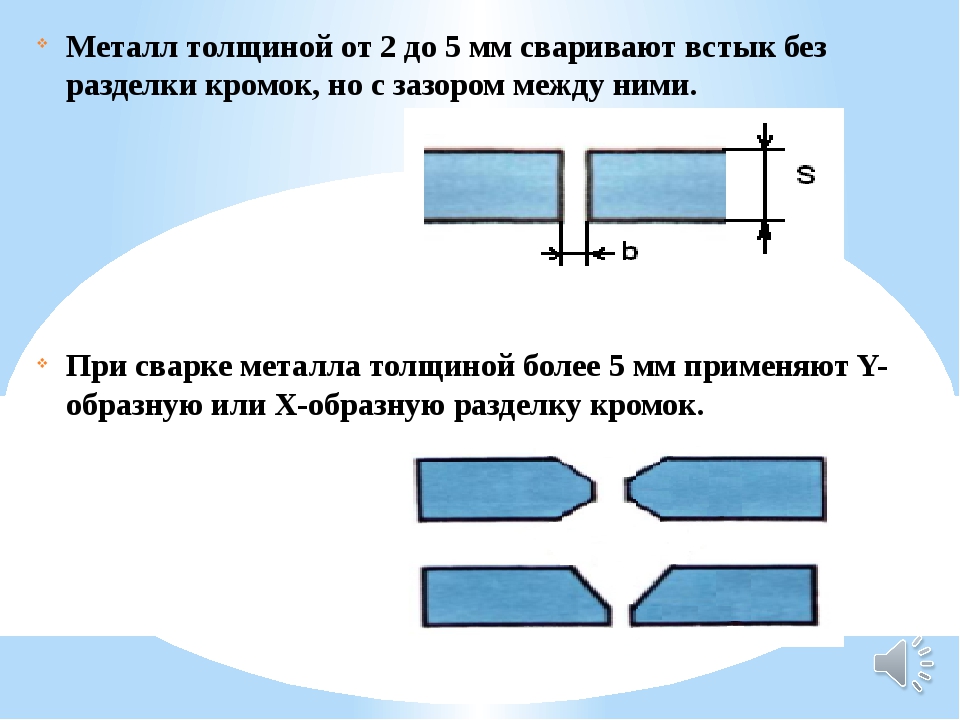
Некоторые важные аспекты, подробно описанные в лекциях 3.3, 3.4 и 3.5, приведены здесь.
Может использоваться один из следующих процессов дуговой сварки:
- дуговая сварка металлов покрытыми электродами
- дуговая сварка порошковой проволокой
- дуговая сварка под флюсом
- Сварка MIG (металл в среде инертного газа)
- Сварка MAG (металл активным газом).
Все эти процессы можно использовать в мастерской. Обычно на этапе монтажа на строительной площадке используется только болтовое крепление или дуговая сварка металлическим электродом с покрытыми электродами. С помощью дуговой сварки металлическим электродом сварные швы можно выполнять во всех положениях. Различные положения сварки показаны на рис. 14, где стрелки указывают направление дуги во время операции сварки. Понятно, что сварка в горизонтальном положении выполняется легко, что обеспечивает большую скорость осаждения металла, чем в других положениях; при сварке в этом благоприятном положении можно получить максимальный размер сварного шва.При использовании обычных сварочных материалов и благоприятных условий сварки угловой шов с толщиной шва 6 мм может быть выполнен всего за один проход. Для сварных швов большей толщины необходимо более одного прохода. В этом случае необходимо тщательно спланировать последовательность сварки, см. рис. 15.
С помощью дуговой сварки металлическим электродом сварные швы можно выполнять во всех положениях. Различные положения сварки показаны на рис. 14, где стрелки указывают направление дуги во время операции сварки. Понятно, что сварка в горизонтальном положении выполняется легко, что обеспечивает большую скорость осаждения металла, чем в других положениях; при сварке в этом благоприятном положении можно получить максимальный размер сварного шва.При использовании обычных сварочных материалов и благоприятных условий сварки угловой шов с толщиной шва 6 мм может быть выполнен всего за один проход. Для сварных швов большей толщины необходимо более одного прохода. В этом случае необходимо тщательно спланировать последовательность сварки, см. рис. 15.
Условия сварки, в частности текущие ограничения сварочного оборудования, являются ограничением глубины проникновения в основной лист.Например, если закрытое стыковое соединение (без зазора между двумя пластинами) сваривать по одному проходу с каждой стороны, то провар может быть неполным и центральная часть стыка останется непроплавленной (рис. 16а). При наличии зазора между двумя частями соединения можно добиться полного проплавления одним и тем же сварочным оборудованием. Затем ограничение устанавливается толщиной соединяемых пластин. На практике ограничением для стыковых швов с прямыми кромками, т. е. без подготовки, является толщина листа 10 мм с зазором 5 мм.Когда толщина листа превышает это значение, скошенные кромки обеспечивают полное проплавление за несколько проходов, см. рис. 16b.
16а). При наличии зазора между двумя частями соединения можно добиться полного проплавления одним и тем же сварочным оборудованием. Затем ограничение устанавливается толщиной соединяемых пластин. На практике ограничением для стыковых швов с прямыми кромками, т. е. без подготовки, является толщина листа 10 мм с зазором 5 мм.Когда толщина листа превышает это значение, скошенные кромки обеспечивают полное проплавление за несколько проходов, см. рис. 16b.
Подготовка кромок состоит в основном из резки и снятия фаски с кромок листов, подлежащих сварке. Эти операции могут выполняться термической резкой, механической обработкой, зачисткой или шлифованием. Полученные поверхности скошенных кромок должны быть гладкими, однородными, без трещин и ржавчины. Если используется термическая резка или другой процесс, упрочняющий материал, утвержденная процедура сварки должна учитывать этот процесс подготовки сварного шва.Различные геометрические формы фаски показаны на рисунке 3. Практические рекомендации, например, Еврокод 3, Приложение W (1), дают некоторые значения допусков для различных типов сварных швов. Наконец, перед сваркой поверхности и кромки, прилегающие к месту сварки, должны быть очищены от масла, жира, краски или любых других загрязнений, которые могут повлиять на качество сварного шва и его прочность.
Практические рекомендации, например, Еврокод 3, Приложение W (1), дают некоторые значения допусков для различных типов сварных швов. Наконец, перед сваркой поверхности и кромки, прилегающие к месту сварки, должны быть очищены от масла, жира, краски или любых других загрязнений, которые могут повлиять на качество сварного шва и его прочность.
Соответствующий метод и процедура сварки определяются в спецификации проекта, предоставленной проектировщиком, см. лекцию 11.5.
Контроль качества в течение некоторого времени был важной частью производственной деятельности. Термин «качество» включает в себя все характеристики продукта, влияющие на его способность служить своему назначению. В лекциях Рабочей группы 3 и особенно в лекции 3.4 внимание обращается на контроль качества, применяемый при сварке, включая квалификацию фирм и аттестацию процедур сварочных испытаний.
Обычно все сварные конструкции проходят проверку сварных швов.Тип и объем контроля, а также выбор контролируемых сварных швов выбираются в соответствии со спецификацией проекта.
Основной целью контроля сварных швов является выявление возможных дефектов сварных швов. Примеры дефектов сварки, см. рис. 17:
.- Подрез. Толщина основного металла уменьшается вблизи носка сварного шва.
- Пористость или газовые включения. Пузырьки воздуха или газа внедряются в расплавленный металл, где они остаются после охлаждения.
- Недостаточное горло. Толщина горловины меньше проектной толщины. Сопротивление сустава может быть недостаточным.
- Неполное проникновение. Толщина горловины меньше проектной толщины. Сопротивление сустава может быть недостаточным.
Все эти дефекты можно измерить. Своды правил определяют допустимые допуски для каждого дефекта, см., например, Еврокод 3, Приложение W [1].
- Обеспечение надлежащих условий в отношении сварки, особенно угловой сварки — обычно представляет собой наиболее экономичный способ соединения двух кусков стали.
- Широко используются два типа конструкционных сварных швов — угловые швы и стыковые швы. По возможности следует использовать угловые сварные швы.
- Применительно к сварным швам используется ряд стандартных терминов. Толщина и длина горловины являются двумя наиболее важными параметрами для определения грузоподъемности.
- Металл сварного шва (электроды) и основной металл (соединяемые детали) должны быть надлежащим образом подобраны с точки зрения их физических свойств.
- Для стыковых сварных швов обычно требуется соответствующая подготовка кромок.
- Сварные швы должны быть проверены на наличие возможных дефектов, чтобы обеспечить адекватные структурные характеристики.
 По возможности следует использовать угловые сварные швы.
По возможности следует использовать угловые сварные швы.[1] Еврокод 3: «Проектирование стальных конструкций»: ENV 1993-1-1: Общие нормы и правила для зданий, CEN, 1992.
[2] EN 10025: Европейский стандарт 10025, Горячекатаные изделия из нелегированных конструкционных сталей — технические условия поставки.
- Bludgett, O.W., Сварные соединения Глава 3.3 Проектирование металлоконструкций: международное руководство, 1992.
