Сварка, виды сварки, история сварки
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. Сваркой получают изделия из металла и неметаллических материалов (стекла, керамики, пластмасс и др.). Изменяя режимы сварки, можно наплавлять слои металла различной толщины и различного состава.
На специальном оборудовании в определенных условиях можно осуществлять процессы, противоположные по своей сущности процессу соединения, например огневую, или термическую, резку металлов.
Историческая справка
Простейшие приёмы сварки были известны в 8-7-м тыс. до н. э. В основном сваривались изделия из меди, которые предварительно подогревались, а затем сдавливались. При изготовлении изделий из меди, бронзы, свинца, благородных металлов применялась т. н. литейная сварка. Соединяемые детали заформовывали, подогревали и место соединения заливали заранее приготовленным расплавленным металлом.
Изделия из железа и его сплавов получали их нагревом до «сварочного жара» в кузнечных горнах с последующей проковкой. Этот способ известен под названием горновая, или кузнечная, сварка. Только эти два способа сварки были распространены вплоть до конца 19 в. Толчком к появлению принципиально новых способов соединения металлов явилось открытие в 1802 дугового разряда В. В. Петровым. В 1882 Н. Н. Бенардос и в 1890 Н. Г. Славянов предложили первые практически пригодные способы сварки с использованием электрической дуги. В начале 20 в. дуговая электросварка постепенно стала ведущим промышленным способом соединения металлов. К началу 20 в. относятся и первые попытки применения для сварки и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную сварочную горелку сконструировал французский инженер Э. Фуше, который получил на неё патент в Германии в 1903. В России этот способ стал известен предположительно к 1905, получил распространение к 1911. Процесс дуговой сварки совершенствовался, появились её разновидности: под флюсом, в среде защитных газов и др.
Классификация
Современные способы сварки. металлов можно разделить на две большие группы: сварка плавлением, или сварка в жидкой фазе, и сварка давлением, или сварка в твёрдой фазе. При сварке плавлением расплавленный металл соединяемых частей самопроизвольно, без приложения внешних сил соединяется в одно целое в результате расплавления и смачивания в зоне сварки и взаимного растворения материала. При сварке давлением для соединения частей без расплавления необходимо значительное давление. Граница между этими группами не всегда достаточно чёткая, например возможна сварка с частичным оплавлением деталей и последующим сдавливанием их (контактная электросварка). В предлагаемой классификации в каждую группу входит несколько способов. К сварке плавлением относятся: дуговая, плазменная, электрошлаковая, газовая, лучевая и др.
Сварка плавлением
Простейший способ сварки — ручная дуговая сварки — основан на использовании электрической дуги. К одному полюсу источника тока гибким проводом присоединяется держатель, к другому — свариваемое изделие. В держатель вставляется угольный или металлический электрод. При коротком прикосновении электрода к изделию зажигается дуга, которая плавит основной металл и стержень электрода (при металлическом электроде), образуя сварочную ванну, дающую при затвердевании сварной шов. Температура сварочной дуги 6000-10000 С (при стальном электроде).
При дуговой сварке кислород и азот атмосферного воздуха активно взаимодействуют с расплавленным металлом, образуют окислы и нитриды, снижающие прочность и пластичность сварного соединения. Существуют внутренние и внешние способы защиты места сварки введение различных веществ в материал электрода и электродного покрытия (внутренняя защита), введение в зону сварки инертных газов и окиси углерода, покрытие места сварки сварочными флюсами (внешняя защита). При отсутствии внешних средств защиты сварочная дуга называется открытой, при наличии их — защищенной или погруженной. Наибольшее практическое значение имеет электросварка открытой дугой покрытым плавящимся электродом. Высокое качество сварного соединения позволяет использовать этот способ при изготовлении ответственных изделий. Одной из важнейших проблем сварочной техники является механизация и автоматизация дуговой сварки . При изготовлении изделий сложной формы часто более рациональной оказывается полуавтоматическая дуговая сварки , при которой механизирована подача электродной проволоки в держатель сварочного полуавтомата.
При механизированных способах сварки применяют газовую защиту — сварка в защитных газах, или газоэлектрическая сварка. Идея этого способа принадлежит Н. Н. Бенардосу (конец 19 в.). Сварка осуществляется сварочной горелкой или в камерах, заполненных газом. Газы непрерывно подаются в дугу и обеспечивают высокое качество соединения.
К электрическим способам сварки плавлением относится электрошлаковая сварка, при которой процесс начинается, как при дуговой сварке плавящимся электродом — зажиганием дуги, а продолжается без дугового разряда. При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
При этом значительное количество шлака закрывает сварочную ванну. Источником нагрева металла служит тепло, выделяющееся при прохождении электрического тока через шлак. Способ разработан в институте электросварки им. Е. О. Патона и получил промышленное применение (в конце 50-х гг.). Возможна электрошлаковая сварка металлов толщиной до 200 мм (одним электродом), до 2000 мм (одновременно работающими несколькими электродами). Она целесообразна и экономически выгодна при толщине основного металла более 30 мм. Электрошлаковым способом можно выполнять ремонтные работы, производить наплавку, когда требуется значительная толщина наплавляемого слоя. Способ нашёл применение в производстве паровых котлов, станин прессов, прокатных станов, строительных металлоконструкций и т. п.
Осуществление дуговой электросварки возможно также в воде (пресной и морской). Первый практически пригодный способ сварки под водой был создан в СССР в Московском электромеханическом институте инженеров ж.-д. транспорта в 1932 под руководством К. К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие воды компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (до 30% толщины электрода) водонепроницаемым покрытием. Качество сварки несколько ниже, чем на воздухе, металл шва недостаточно пластичен. В 70-е гг. в СССР в институте электросварки им. Е. О. Патона осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использована т. н. порошковая проволока (тонкая стальная трубка, набитая смесью порошков), непрерывно подаваемая в дугу. Порошок является флюсом. Подводная сварка ведётся на глубине до 100 м, получила распространение в судоремонтных и аварийно-спасательных работах.
Один из перспективных способов сварки — плазменная сварка — производится плазменной горелкой. Сущность этого способа сварки состоит в том, что дуга горит между вольфрамовым электродом и изделием и продувается потоком газа, в результате чего образуется плазма, используемая для высокотемпературного нагрева металла. Перспективная разновидность плазменной сварки — сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Перспективная разновидность плазменной сварки — сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
Газовая сварка
Газовая сварка относится к способам сварка плавлением с использованием энергии газового пламени, применяется для соединения различных металлов обычно небольшой толщины — до 10 мм. Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др.).
Газовое пламя с такой температурой получается при сжигании различных горючих в кислороде (водородно-кислородная, бензино-кислородная, ацетилено-кислородная сварка и др.).
Промышленное применение получила ацетилено-кислородная газовая сварка. Существенное отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла, Это обстоятельство определяет применение газовой сварки для соединения металлов малых толщин, требующих подогрева в процессе сварки (например, чугун и некоторые специальные стали), замедленного охлаждения (например, инструментальные стали) и т. д. Благодаря универсальности, сравнительной простоте и портативности оборудования газовая сварка целесообразна при выполнении ремонтных работ. Промышленное применение имеет также газопрессовая сварка стальных труб и рельсов, заключающаяся в равномерном нагреве ацетилено-кислородным пламенем металла в месте стыка до пластического состояния и последующей осадке с прессованием или проковкой.
Перспективными являются появившиеся в 60-е гг. способы лучевой сварки , также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения.
способы лучевой сварки , также осуществляемые без применения давления. Электроннолучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа — большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки — фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Этих недостатков лишён др. способ лучевой сварки — фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Для создания светового луча может служить не только искусственный источник света, но и естественный — Солнце. Этот способ сварки , называется гелиосваркой, применяется в условиях значительной солнечной радиации, Для сварки используется также излучение оптических квантовых генераторов — лазеров, Лазерная сварка занимает видное место в лазерной технологии.
Сварка давлением
Способы сварки в твёрдой фазе дают сварное соединение, прочность которого иногда превышает прочность основного металла. Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Кроме того, в большинстве случаев при сварке давлением не происходит значительных изменений в химическом составе металла, т. к. металл либо не нагревается, либо нагревается незначительно. Это делает способы сварки давлением незаменимыми в ряде отраслей промышленности (электротехнической, электронной, космической и др.).
Холодная сварка выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определённого значения, характерного для данного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путём, например вращающимися проволочными щётками). Этот способ сварки достаточно универсален, пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т. п.). Перспективно применение холодной сварки в космосе.
Перспективно применение холодной сварки в космосе.
Для сварки можно использовать механическую энергию трения. Сварка трением осуществляется на машине, внешне напоминающей токарный станок. Детали зажимаются в патронах и сдвигаются до соприкосновения торцами. Одна из деталей приводится во вращение от электродвигателя. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается и производится осадка деталей, сварка высокопроизводительна, экономична, применяется, например, для присоединения режущей части металлорежущего инструмента к державке.
Ультразвуковая сварка основана на использовании механических колебаний частотой 20 кгц. Колебания создаются магнитострикционным преобразователем, превращающим электромагнитные колебания в механические. На сердечник, изготовленный из магнитострикционного материала, намотана обмотка. При питании обмотки токами ВЧ из электрической сети в сердечнике возникают продольные механические колебания. Металлический наконечник, соединённый с сердечником, служит сварочным инструментом. Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация.
Если наконечник с некоторым усилием прижать к свариваемым деталям, то через несколько секунд они оказываются сваренными в месте давления инструмента. В результате колебаний сердечника поверхности очищаются и немного разогреваются, что способствует образованию прочного сварного соединения. Этот способ сварки металлов малых толщин (от нескольких мкм до1,5 мм) и некоторых пластмасс нашёл применение в электротехнической, электронной, радиотехнической промышленности. В начале 70-х гг. этот вид сварки использован в медицине (работы коллектива сотрудников Московского высшего технического училища им. Н. Э. Баумана под руководством Г. А. Николаева в содружестве с медиками) для соединения, наплавки, резки живых тканей. При сварке и наплавке костных тканей, например отломков берцовых костей, рёбер и пр., конгломерат из жидкого мономера циакрина и твёрдых добавок (костной стружки и разных наполнителей и упрочнителей) наносится на поврежденное место и уплотняется ультразвуковым инструментом, в результате чего ускоряется полимеризация. Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Эффективно применение ультразвуковой резки в хирургии. Сварочный инструмент ультразвукового аппарата заменяется пилой, скальпелем или ножом. Значительно сокращаются время операции, потеря крови и болевые ощущения.
Одним из способов электрической сварки является контактная сварка, или сварка сопротивлением (в этом случае электрический ток пропускают через место сварки , оказывающее омическое сопротивление прохождению тока). Разогретые и обычно оплавленные детали сдавливаются или осаживаются, т. о. контактная сварка по методу осадки относится к способам сварки давлением (см. Контактная электросварка). Этот способ отличается высокой степенью механизации и автоматизации и получает всё большее распространение в массовом и серийном производстве (например, соединение деталей автомобилей, самолётов, электронной и радиотехнической аппаратуры), а также применяется для стыковки труб больших диаметров, рельсов и т. п.
Наплавка
От наиболее распространённой соединительной сварки отличается наплавка, применяемая для наращения на поверхность детали слоя материала, несколько увеличивающего массу и размеры детали. Наплавкой можно осуществлять восстановление размеров детали, уменьшенных износом, и облицовку поверхностного слоя. Восстановительная наплавка имеет высокую экономическую эффективность, т. к. таким способом восстанавливают сложные дорогие детали; распространена при ремонте на транспорте, в сельском хозяйстве, строительстве, горной промышленности и т. д. Облицовочная наплавка применяется для создания на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, износостойкостью и т. д. не только при ремонте, но и при производстве новых изделий. Для этого вида наплавки изготовляют наплавочные материалы с особыми свойствами (например, износостойкий сплав сормайт). Наплавочные работы ведут различными способами сварки дуговой, газовой, плазменной, электронной и т. п. Процесс наплавки может быть механизирован и автоматизирован. Выпускаются специальные наплавочные установки с автоматизацией основных операций.
Наплавкой можно осуществлять восстановление размеров детали, уменьшенных износом, и облицовку поверхностного слоя. Восстановительная наплавка имеет высокую экономическую эффективность, т. к. таким способом восстанавливают сложные дорогие детали; распространена при ремонте на транспорте, в сельском хозяйстве, строительстве, горной промышленности и т. д. Облицовочная наплавка применяется для создания на поверхности детали слоя материала с особыми свойствами — высокой твёрдостью, износостойкостью и т. д. не только при ремонте, но и при производстве новых изделий. Для этого вида наплавки изготовляют наплавочные материалы с особыми свойствами (например, износостойкий сплав сормайт). Наплавочные работы ведут различными способами сварки дуговой, газовой, плазменной, электронной и т. п. Процесс наплавки может быть механизирован и автоматизирован. Выпускаются специальные наплавочные установки с автоматизацией основных операций.
Термическая резка
Резка технологически отлична от сварки и противоположна ей по смыслу, но оборудование, материалы, приёмы выполнения операций близки к применяемым в сварочной технике. Под термической, или огневой, резкой подразумевают процессы, при которых металл в зоне резки нагревается до высокой температуры и самопроизвольно вытекает или удаляется в виде размягченных шлаков и окислов, а также может выталкиваться механическим действием (струей газа, электродом и т. п.). Резка выполняется несколькими способами. Наиболее важный и практически распространённый способ — кислородная резка, основанная на способности железа сгорать в кислороде, применяется обычно для резки сталей толщиной от 5 до 100 мм, возможно разделение материала толщиной до 2000 мм. Кислородной резкой выполняют также операции, аналогичные обработке режущим инструментом, — строжку, обточку, зачистку и т. п. Резку некоторых легированных сталей, чугуна, цветных металлов, для которых обычный способ малопригоден, осуществляют кислородно-флюсовым способом. Кислородная обработка нашла применение на металлургических и машиностроительных заводах, ремонтных предприятиях и т. п.
Под термической, или огневой, резкой подразумевают процессы, при которых металл в зоне резки нагревается до высокой температуры и самопроизвольно вытекает или удаляется в виде размягченных шлаков и окислов, а также может выталкиваться механическим действием (струей газа, электродом и т. п.). Резка выполняется несколькими способами. Наиболее важный и практически распространённый способ — кислородная резка, основанная на способности железа сгорать в кислороде, применяется обычно для резки сталей толщиной от 5 до 100 мм, возможно разделение материала толщиной до 2000 мм. Кислородной резкой выполняют также операции, аналогичные обработке режущим инструментом, — строжку, обточку, зачистку и т. п. Резку некоторых легированных сталей, чугуна, цветных металлов, для которых обычный способ малопригоден, осуществляют кислородно-флюсовым способом. Кислородная обработка нашла применение на металлургических и машиностроительных заводах, ремонтных предприятиях и т. п.
Дуговая резка, выполняемая как угольным, так и металлическим электродами, применяется при монтажных и ремонтных работах (например, в судостроении). Для поверхностной обработки и строжки металлов используют воздушно-дуговую резку, при которой металл из реза выдувается струей воздуха, что позволяет существенно улучшить качество резки.
Для поверхностной обработки и строжки металлов используют воздушно-дуговую резку, при которой металл из реза выдувается струей воздуха, что позволяет существенно улучшить качество резки.
Резку можно выполнять высокотемпературной плазменной струей. Для резки и прожигания отверстий перспективно применение светового луча, струи фтора, лазерного излучения. Дальнейшее развитие и совершенствование методов сварки и резки связано с внедрением и расширением сферы применения новых видов обработки — плазменной, электронной, лазерной, с разработкой совершенных технологических приёмов и улучшением конструкции оборудования. Возможно значительное расширение использования сварки и резки для подводных работ и в космосе. Направление прогресса в области сварочной техники характеризуется дальнейшей механизацией и автоматизацией основных сварочных работ и всех вспомогательных работ, предшествующих сварке и следующих за ней (применение манипуляторов, кантователей, роботов). Актуальной является проблема улучшения контроля качества С.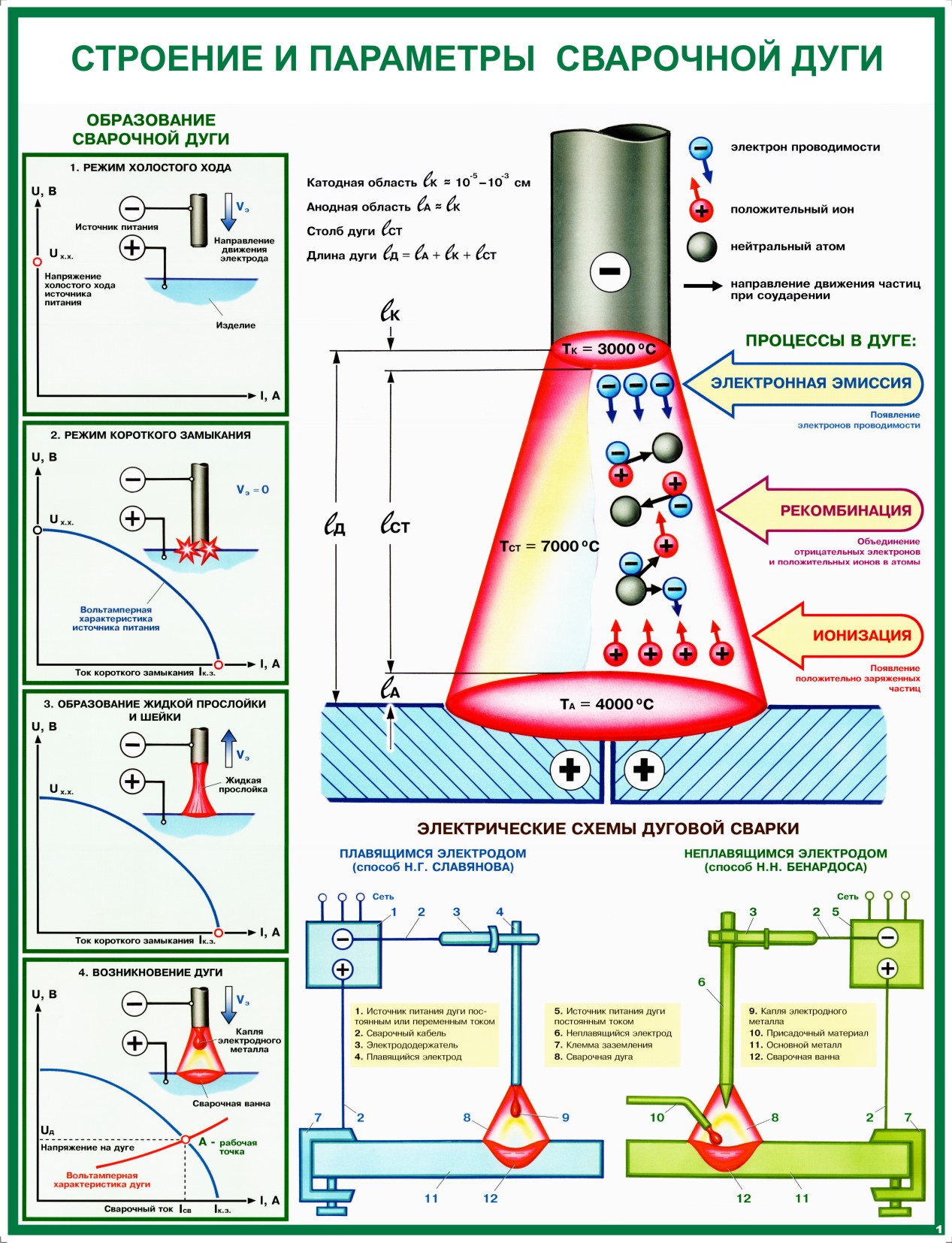 , в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов.
, в том числе применение аппаратов с обратной связью, способных регулировать в автоматическом режиме работу сварочных автоматов.
Виды сварки
Несмотря на кажущую сложность и специфичность сварочных работ, при желании научиться варить «для себя» может каждый. Правда, для этого потребуются определенные знания и навыки. Предлагаем вам начать с ознакомления видов сварки.
Ручная дуговая сварка плавящимся электродом (MMA)
К наиболее популярным видам сварочных работ относится ручная дуговая сварка. В качестве электрода в этом случае используется проволока, покрытая обмазкой, которая в процессе плавления соединяет свариваемые детали, а обмазка в свою очередь выступает защитой сварочной ванны от воздействия кислорода. Обмазка (шлак) также улучшает характеристики дуги и качество шва. Как правило, подобным образом сваривают черные металлы и некоторые виды цветных, а также чугун. Однако при сварке цветных металлов и ставов добиться хорошего соединения достаточно трудно, поскольку легкоплавкие компоненты сплавов выгорают, отрицательно влияя на качество соединения. Здесь работает следующее правило ― чем тоньше детали сварки, тем тоньше электрод.
Здесь работает следующее правило ― чем тоньше детали сварки, тем тоньше электрод.
Полуавтоматическая сварка (MIG/MAG/FLUX)
При этом процессе сварки электродная проволока подается в зону сварки с определенной скоростью ― постоянной или переменной. В это же самое время в зону поступает активный или инертный газ либо газовые смеси, обеспечивая защиту металлов от вредного воздействия окружающего воздуха. Электроды, чей диаметр тоньше 2 мм, выпускаются редко. Это обусловлено тем, что они слишком быстро расходуются. По этой причине в качестве электрода выступает автоматически подающаяся сварочная проволока, которая продается в смотанном виде на катушке. Проволока может играть роль присадки, если предстоит сварка неплавящимся электродом. Для использования в быту оптимальным вариантом будет проволока диаметром 0,6 — 1,2 мм. Данный метод называется полуавтоматическим, поскольку аппарат в процессе сварки перемещают вручную. А вот в производственных условиях перемещение нередко механизируют. Сварочные работы ведутся постоянным либо импульсным током. В настоящее время принято различать сварку в среде инертных (MIG, аргоновые смеси) или активных (MAG, углекислота) защитных газов, а также сварку порошковой проволокой, без газа (FLUX или No Gaz). Область применения полуавтоматов — работа с тонкими листами, цветными металлами, высоколегированными сталями, промышленное использование.
Сварочные работы ведутся постоянным либо импульсным током. В настоящее время принято различать сварку в среде инертных (MIG, аргоновые смеси) или активных (MAG, углекислота) защитных газов, а также сварку порошковой проволокой, без газа (FLUX или No Gaz). Область применения полуавтоматов — работа с тонкими листами, цветными металлами, высоколегированными сталями, промышленное использование.
Ручная сварка в среде защитных газов (TIG)
Этот вид сварки в просторечии получил название «сварка аргоном», как производная от наиболее часто используемого газа. Сварка TIG осуществляется путем применения неплавящегося вольфрамового или графитового электрода, при этом металл в виде присадочного прутка подается вручную. Помимо основного газа, в его состав входит небольшой процент кислорода, что необходимо для выжигания грязи и окислы в производственном процессе. Надо заметить, что подобный метод позволяет значительно улучшить качество шва, легирующие добавки и легкоплавкие компоненты сплавов почти не выгорают, да и сварочная ванна надежно защищена от вредного воздействия кислорода воздуха, образование шлака минимально. Практически всегда сваривание проводится на постоянном токе прямой полярности, и лишь для алюминия оптимальным будет переменный ток или обратная полярность, которые способствуют лучшему разрушению оксидной пленки. И хотя упомянутый способ достаточно затратный, как по времени, так и стоимости, он иногда просто незаменим при малых объемах работ для сварки практически любых металлов. Помимо этого ручная сварка TIG придет на помощь, когда автоматизировать процесс по тем или иным причинам не удается.
Практически всегда сваривание проводится на постоянном токе прямой полярности, и лишь для алюминия оптимальным будет переменный ток или обратная полярность, которые способствуют лучшему разрушению оксидной пленки. И хотя упомянутый способ достаточно затратный, как по времени, так и стоимости, он иногда просто незаменим при малых объемах работ для сварки практически любых металлов. Помимо этого ручная сварка TIG придет на помощь, когда автоматизировать процесс по тем или иным причинам не удается.
Плазменная резка (CUT)
Все виды сварочных работ, в особенности MMA-сварка, могут применяться для грубой резки металлов, а также подгонки деталей «по месту»: при высоком токе металл «прожигается». Кроме того, резка приходит на выручку и при раскрое, и демонтаже металлоконструкций. В настоящий момент для резки выпускается довольно большой ассортимент инструментов, преимущественно механических. Среди них вы не найдете универсальных образцов, поскольку все зависит от таких специфических факторов, как требуемое качество реза, толщина и форма деталей. Для плазменной резки используется оборудование, более всего схожее с «аргоновым»: внутри горелки расположен не плавящийся электрод, между ним и деталью создается дуга. В сопло горелки подастся обычный сжатый воздух от встроенного в аппарат либо выносного компрессора. Удобство данного способа заключается в том, что предоставляется возможность работать со сложными деталями в условиях ограниченного доступа. В отличие от механических приспособлений наподобие УШМ, качество реза здесь хуже, но во многих случаях оно вполне приемлемое.
Для плазменной резки используется оборудование, более всего схожее с «аргоновым»: внутри горелки расположен не плавящийся электрод, между ним и деталью создается дуга. В сопло горелки подастся обычный сжатый воздух от встроенного в аппарат либо выносного компрессора. Удобство данного способа заключается в том, что предоставляется возможность работать со сложными деталями в условиях ограниченного доступа. В отличие от механических приспособлений наподобие УШМ, качество реза здесь хуже, но во многих случаях оно вполне приемлемое.
Также рекомендуем к прочтению следующие статьи:
Выбор способа резки металлов
Как выбрать сварочный защитный газ?
Источники сварочного тока
Основные виды дуговой сварки, степень автоматизации, род тока и электроды
Электродуговая сварка пользуется сегодня необычайно высокой популярностью и активно используется при проведении сварочных работ на самых разных объектах и для самых разных материалов. . Эта технология предусматривает получение неразъемного соединения путем частичного расплавления металла изделий за счет горения электрической дуги. Поскольку металлы при сильном нагреве активно реагируют с окружающим воздухом, обязательным условием обеспечения качественной сварки является создание защитной газовой среды в зоне горения дуги и вокруг сварочного шва. .
. Эта технология предусматривает получение неразъемного соединения путем частичного расплавления металла изделий за счет горения электрической дуги. Поскольку металлы при сильном нагреве активно реагируют с окружающим воздухом, обязательным условием обеспечения качественной сварки является создание защитной газовой среды в зоне горения дуги и вокруг сварочного шва. .
Существует несколько разновидностей дуговой сварки, а ее классификация включает в себя ряд характерных параметров и способов формирования дуги, создания защитной атмосферы в зоне горения дуги. Разберем основные виды дуговой сварки и поговорим об особенностях каждого из них чуть более подробно.
Устойчивость электрода
Под воздействием температуры используемые для сварки электроды нагреваются до температур в несколько тысяч градусов. В зависимости от используемого материала электродов сварку разделяют на 2 вида — Обычно металл электрода — вольфрам. Присадочный материал подается в зону сварки извне.
Обычно металл электрода — вольфрам. Присадочный материал подается в зону сварки извне.Степень автоматизации
В зависимости от уровня автоматизации рабочего процесса технология сварки металла дуговым методом подразделяется на следующие виды:
- Ручная — поддержание необходимого зазора в дуге, подача присадочного материала и перемещение электрода вдоль сварного шва обеспечивает сам сварщик. Он же при необходимости проводит замену использованных электродов;
- Полуавтоматическая — в этом случае имеет место частичная автоматизация процесса. Роль электрода играет сварочная проволока, которая автоматически подается в зону сварки. Сварщик обеспечивает лишь необходимое перемещение горелки вдоль заготовки.;
- Автоматическая — для такой разновидности сварки характерен полностью автоматизированный рабочий процесс, включая и поддержание горения дуги, и подачу присадочного материала в зону сварки, и перемещение горелки вдоль сварного шва по заданной траектории.
 Оператору остается лишь контролировать качество формируемого при этом шва и при необходимости регулировать настройки процесса сварки..
Оператору остается лишь контролировать качество формируемого при этом шва и при необходимости регулировать настройки процесса сварки..
 Оператору остается лишь контролировать качество формируемого при этом шва и при необходимости регулировать настройки процесса сварки..
Оператору остается лишь контролировать качество формируемого при этом шва и при необходимости регулировать настройки процесса сварки..Тип электрического тока
Тип электрического тока, используемый для электродуговой сварки, также различается. Он может быть постоянным, переменным или импульсным.Работа на постоянном токе обеспечивает стабильную дугу и отличное управление процессом сварки для обеспечения необходимого проплавления заготовок и формирования необходимого размера и профиля сварного шва.
Использование переменного тока, позволяет значительно упростить конструкцию и стоимость сварочного оборудования, но в ущерб геометрии сварного шва. В частности на переменном токе затруднительно работать с тонкими изделиями. Чаще всего переменный ток используется для сварки алюминия, где он способствует разрушению поверхностной оксидной пленки.
Применение импульсного тока позволяет снизить тепловложение в зону сварки, что актуально при сварке тонких деталей. Наиболее эффективно применение импульсного тока при сварке плавящимся электродом с синхронизацией подачи импульсного тока и подачи сварочной проволоки.При этом минимизируется разбрызгивание сварочной проволоки и значительно снижается перегрев свариваемых деталей.
Наиболее эффективно применение импульсного тока при сварке плавящимся электродом с синхронизацией подачи импульсного тока и подачи сварочной проволоки.При этом минимизируется разбрызгивание сварочной проволоки и значительно снижается перегрев свариваемых деталей.
Защита сварочной ванны от воздействия воздуха
Как отмечалось, для обеспечения процесса сварки необходимо удалить из зоны сварки все активные газов, содержащихся в воздухе. Наиболее вредно для сварки воздействие азота, который реагируя с металлом образует многочисленные окислы, нитриты и нитраты. В итоге влияние азота даже в ничтожных количествах приводит к образованию пор и нарушает структуру металла в сварочной ванне.Воздействие кислорода при реакции с расплавленным металлом приводит к значительному угару металла, изменению состава высоколегированных сталей и выделению газообразных окислов, увеличивающих образование пор.
Для обеспечения защиты сварочной ванны и околошовной зоны от воздуха используются разные методы и материалы:
- Сварка покрытым электродом — горение дуги обеспечивается с помощью сменных электродов, которые покрыты сверху специальной обмазкой. Под воздействием температуры материал обмазки плавится и испаряется, создавая тем самым зону защиты вокруг сварочной ванны. Преимуществом такой сварки является низкая стоимость оборудования и используемых электродов. Недостатком является низкая производительность сварочных работ и невысокое качество сварки. Длина электродов обычно составляет 300-500 мм и их приходится часто менять. Кроме этого недостатком электродной сварки является большое выделение вредных испарений и аэрозолей.
- Сварка под флюсом — горение электрической дуги обеспечивается под слоем порошкового флюса, который расплавляется под влиянием высокой температуры, и препятствует проникновению воздуха в зону сварки. После сварки сварочная ванна сплошь покрыта затвердевшим флюсом (шлаком). Применение такого метода возможно только горизонтальных швов (сварка в нижнем положении).Удаление флюса и шлака после сварки также представляет определенную проблему.
- В среде защитного газа — околошовная зона защищается посредством газовой струи, которая непрерывно подается в зону дуги и вытесняет оттуда вредный воздух. В качестве защитного газа возможно применение инертных газов, углекислоты или их комбинации. Сварка в среде защитного газа (TIG, MIG, MAG) позволяет обеспечить высокое качество и надежность в широком спектре используемых материалов, конфигураций и толщин заготовок, пространственных положений (включая вертикальное, потолочное, кольцевое), толщин и размеров заготовок;
- С помощью порошковой проволоки – когда порошковый флюс находится внутри сварочной проволоки. При ее расплавлении флюс испаряется и создает необходимую зону защиты вокруг сварочной ванны. Возможно применение порошковой проволоки с большим содержанием флюса и тогда защита зоны сварки может быть обеспечена без дополнительных мер. Но толщина такой самозащитной проволоки получается большой (от 3 мм) и она неудобна для сварки мелких деталей. Поэтому чаще порошковую проволоку используют в сочетании с подачей защитного газа в зону сварки. Недостатком такого способа защиты является очень высокая стоимость сварочной проволоки.
 Под воздействием температуры материал обмазки плавится и испаряется, создавая тем самым зону защиты вокруг сварочной ванны. Преимуществом такой сварки является низкая стоимость оборудования и используемых электродов. Недостатком является низкая производительность сварочных работ и невысокое качество сварки. Длина электродов обычно составляет 300-500 мм и их приходится часто менять. Кроме этого недостатком электродной сварки является большое выделение вредных испарений и аэрозолей.
Под воздействием температуры материал обмазки плавится и испаряется, создавая тем самым зону защиты вокруг сварочной ванны. Преимуществом такой сварки является низкая стоимость оборудования и используемых электродов. Недостатком является низкая производительность сварочных работ и невысокое качество сварки. Длина электродов обычно составляет 300-500 мм и их приходится часто менять. Кроме этого недостатком электродной сварки является большое выделение вредных испарений и аэрозолей.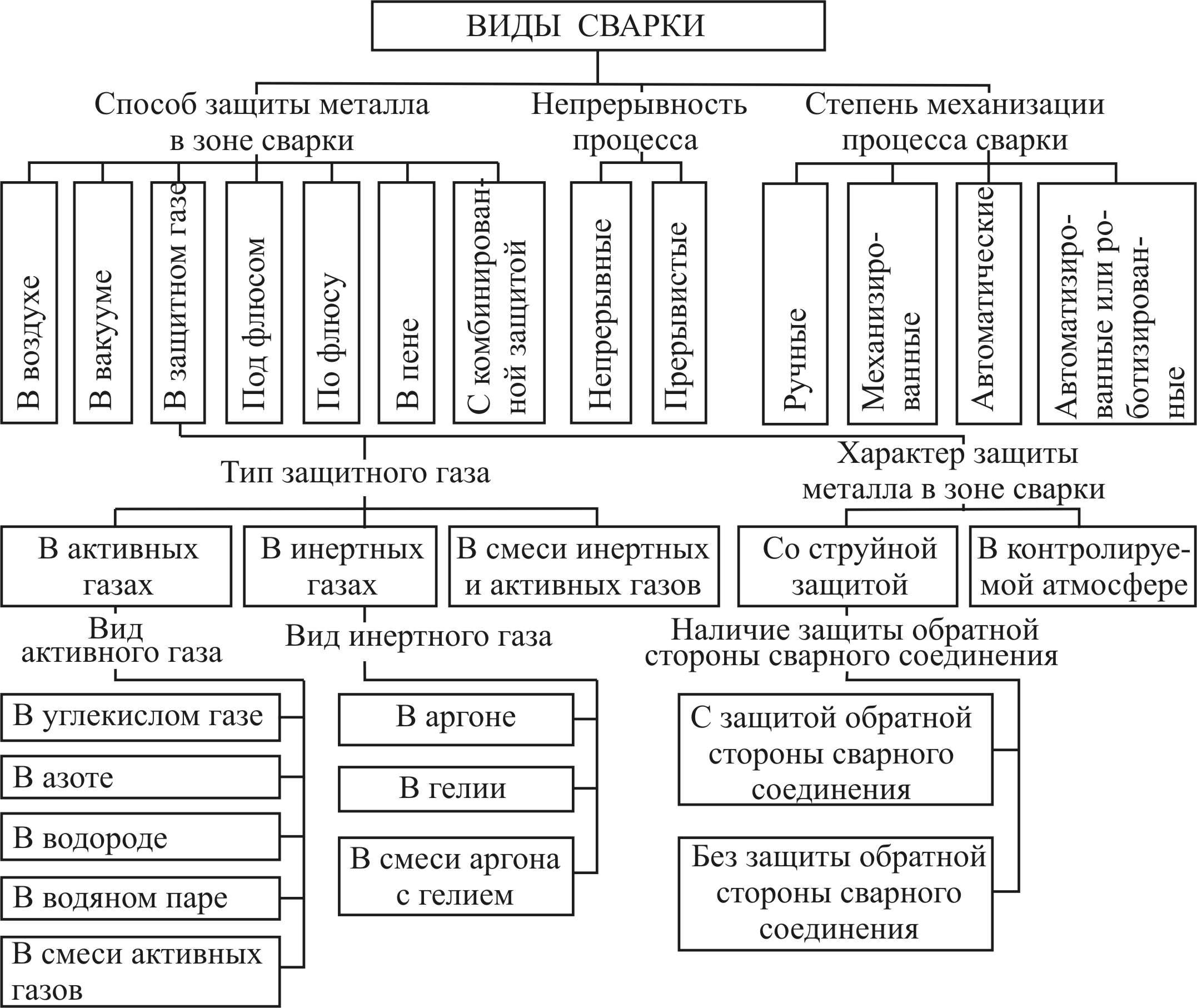 В качестве защитного газа возможно применение инертных газов, углекислоты или их комбинации. Сварка в среде защитного газа (TIG, MIG, MAG) позволяет обеспечить высокое качество и надежность в широком спектре используемых материалов, конфигураций и толщин заготовок, пространственных положений (включая вертикальное, потолочное, кольцевое), толщин и размеров заготовок;
В качестве защитного газа возможно применение инертных газов, углекислоты или их комбинации. Сварка в среде защитного газа (TIG, MIG, MAG) позволяет обеспечить высокое качество и надежность в широком спектре используемых материалов, конфигураций и толщин заготовок, пространственных положений (включая вертикальное, потолочное, кольцевое), толщин и размеров заготовок;
Разнообразие методов и технологий сварки позволяет для каждой производственной ситуации подобрать наиболее оптимальный способ выполнения работ. Это дает возможность проводить все мероприятия не только с наибольшей эффективностью, но и с максимальным уровнем безопасности для объекта и самого работника.
Разновидности дуговой сварки
Дуговая сварка самая популярный вид сварки в мире.
Дуговая сварка бывает:
-
Ручная дуговая сварка штучным электродом MMA
-
Полуавтоматическая дуговая сварка в защитном газе MIG/MAG
-
Аргонодуговая сварка в инертном газе TIG
-
Дуговая сварка под флюсом
Сварка с использованием штучных покрытых электродов:
-
Стальные
-
Алюминиевые
-
Медные
Это самые ходовые.
Они бывают различного диаметра:
-
2 мм
-
2,5 мм
-
3 мм
-
4 мм
-
5 мм
Самые популярные — это стальные электроды с рутиловым покрытием.
Такой способ дуговой сварки самый распространённый. Его отличает в первую очередь простота и универсальность. Зарекомендован в случаях, когда необходимо работать:
-
В горизонтальном, вертикальном положении или вести сварочные работы под углом
-
В местах, куда бывает трудно обеспечить нормальный доступ.
Недостатки:
-
Малую производительность этого вида дуговой сварки,
-
Прямую зависимость результатов труда от профессионализма специалиста, выполняющего данную работу.

Дуга естественным плавлением обрабатывает электрод и поверхность детали. При этом электрод образует отдельными каплями материал для смешивания с расплавляемой поверхностью детали. Глубина проплавления регулируется сварщиком и зависит от того, каковыми являются:
-
Сила подаваемого тока
-
Диаметр используемого электрода
-
Положение (вертикальное, угловое или горизонтальное) сварки
-
Скорость перемещения сварочной дуги по обрабатываемой площади предполагаемого шва
-
Вид соединения (одинарный, двойной и так далее)
-
Форма и размеры обрабатываемой кромки детали
Полуавтоматическая сварка:
Это по своей сути дуговая сварка, которая подается при помощи проволочного электрода в защитной газовой среде.
На первом месте находится полуавтоматическая сварка, осуществляемая в углекислом газе, этот вид сварки широко используют на машиностроительных предприятиях.
Отличительные черты:
-
Экономичность
-
Довольно высокие показатели качества сварочных швов при сваривании сталей с низким содержанием углерода.
В отличие от ручной дуговой сварки она не требует высокой квалификации мастера и может выполняться в любых положениях свариваемых объектах в пространстве. Выходящий из сопла защитный газ вытесняет воздух. Сварочная проволока под воздействием роликов вращающихся двигателем механизма подачи подается вниз, и через скользящий контакт подводится сварочный ток к проволоке. Но нужно также помнить, что из-за активности защитного газа он может вступать во взаимодействие с плавящимся металлом.
Кроме всего прочего полуавтоматические системы различаются и по способу охлаждения горелки и по методике подачи проволоки. Благодаря этому виду сварки можно добраться до всех труднодоступных мест. В связи с этим наибольший процент сварочных работ выполняется при помощи полуавтоматов.
Благодаря этому виду сварки можно добраться до всех труднодоступных мест. В связи с этим наибольший процент сварочных работ выполняется при помощи полуавтоматов.
Аргонодуговая сварка:
Аргонодуговая сварка – дуговая сварка в среде аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Электрод расположен в горелке, через сопло которой пропускается аргон, для более качественного шва добавляют немного кислорода. Присадочный материал подается в зону сварщиком, называется присадочный пруток.
Область применения:
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия.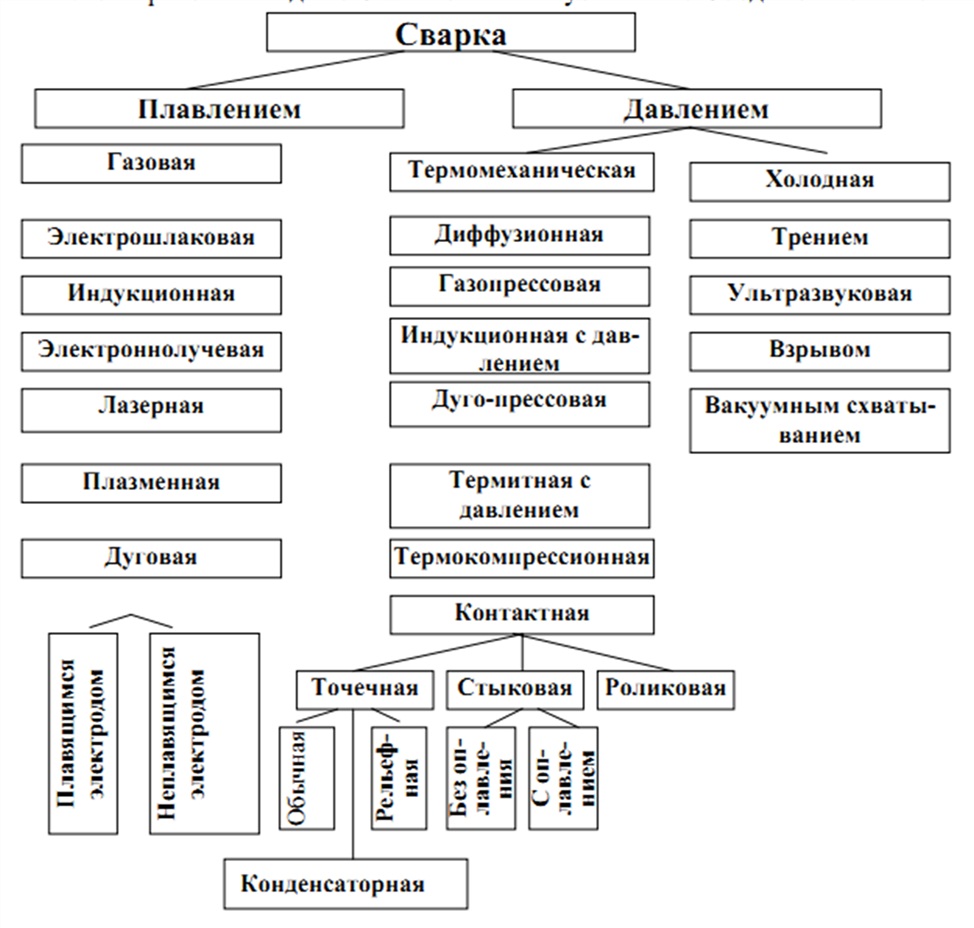 Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Дуговая сварка под флюсом:
В углекислом газе предполагается наличие смесей с инертными/активными газами, для создания максимальной эффективности горения дуги. Недостатком (и весьма существенным) данного способа специалисты считают ограниченность положений для ведения работ. Поскольку отклонение от горизонтального даже на 10 градусов приводит к стеканию флюса и металла, сварочный процесс можно осуществлять только в положении снизу.
При этом способе происходит горение сварочной дуги между подаваемой проволокой (играющей роль электрода) и деталью (свариваемой поверхностью), которая находится под слоем флюса. Постепенным плавлением флюса, в образуемом при этом газе происходит образование полости (так называемый газовый пузырь), где и обеспечивается горение дуговой сварки.
Этот вид сварки возможен, как в режиме переменного тока, так и при постоянном токе. Иногда используется двухдуговая или многодуговая сварка, при этом аппарат для подачи питания может быть один или несколько.
Иногда используется двухдуговая или многодуговая сварка, при этом аппарат для подачи питания может быть один или несколько.
Преимущества:
-
Высокопроизводительный
-
Отличается отменным качеством работ и стабильным соединением свариваемых поверхностей
-
Заметно улучшает условия трудового процесса
-
Значительно меньше расходует эл энергии и материалов для сварки.
Основные виды и типы сварки металлов
Основные виды и типы сварки металлов
Процесс сварки направлен на создание неразъемного соединения двух элементов, изготовленных из металла. Полученный тип сварного соединения зависит от вида сварки. Он может подразумевать нагрев деталей до нужной температуры или же обработку холодных элементов путем механического усилия.
Виды сварки, их характеристика и применение
Современные высокопроизводительные способы сварки предполагают обработку с использованием сосредоточенных или сконцентрированных потоков энергии.
Вне зависимости от используемой методики, на результат во многом влияет то, насколько качественно были подготовлены поверхности. В обязательном порядке с них должны быть удалены загрязнения, а также окислы.
Многих интересует вопрос о том, чем и как можно сваривать металлы. При классификации основных способов сварки ориентируются на тип используемой энергии. Наиболее распространенными считаются следующие виды сварки: электрическая и газовая.
- Контактный электрический способ позволяет создать шов, который характеризуется долговечностью и прочностью. Использование данной методики особенно актуально в строительстве: с ее помощью часто сваривается встык арматура 12 мм, элементы трубопроводов и т. д. Важнейшим преимуществом является то, что данный способ один из самых экономичных. Электрическая сварка может быть стыковой, точечной и шовной.
- Газовая сварка – это обработка методом плавления. В качестве рабочего инструмента выступает сварочная горелка. Работу проводят непосредственно в месте соприкосновения деталей. Для создания соединения требуется присадочный металл. Необходимо с помощью пламени горелки нагреть область, добавить присадочный металл и выдерживать до тех пор, пока не образуется общая сварочная ванна. После охлаждения и затвердевания на поверхности изделия появится жесткий сварочный шов. Важным преимуществом способа является его простота, а также отсутствие необходимости в покупке дорогостоящего оборудования. Для сварки этим методом подходят детали из тонколистовой стали, заготовки из бронзы и чугуна, алюминия, меди.
 Электрическая сварка может быть стыковой, точечной и шовной.
Электрическая сварка может быть стыковой, точечной и шовной.Виды сварки и применяемое оборудование
Виды сварки и применяемое оборудование
Различают два способа сварки пластмасс — прутковую, при которой соединяемые детали сваривают присадочным прутком, и беспрутковую (контактную сварку), при которой соединяемые детали нагревают выше температуры текучести и сваривают путем сжатия нагретых поверхностей.
При прутковой сварке свариваемые кромки и присадочный пруток нагреваются теплоносителем, в качестве которого чаще всего используют горячий воздух.
Для сварки пластических масс нагретым газом применяют в основном два различных типа нагревателя — электрический и газовый, условно называемые сварочными горелками. В электрических сварочных горелках (рис. 88, а) воздух или инертные газы подогреваются за счет прохождения газов или воздуха через электрические нагревательные элементы горелок. В газовых сварочных горелках (рис. 88,6) воздух или инертные газы подогреваются за счет пламени водорода, которое нагревает проходящие по змеевику инертные газы или воздух. Довольно широкое распространение получили также газовые горелки косвенного нагрева (рис. 88, в). Такие горелки изготовляют из обычных сварочных горелок с дополнением змеевика из нержавеющей стали. В этих горелках горючая смесь при выходе из смесительного устройства сгорает, и за счет этого тепла нагревает змеевик, по которому пропускается газ — теплоноситель.![]()
Рис. 88. Горелки для сварки пластмассовых труб:
а — электрическая, б — газовая ГТП-1-56, в — газовая косвенного нагрева;
1 — электрический шнур, 2 — рукоятка, 3 — нагревательная спираль, 4 — сопло, 5 — мундштук,
6 — змеевик, 7 — горелка
При контактной сварке свариваемые детали располагают на некотором расстоянии друг от друга и между ними, вплотную к ним, помещают нагревательный элемент. При непосредственном соприкосновении нагревательного элемента со свариваемыми деталями достаточно быстро происходит местный разогрев последних выше температуры текучести материала. После достижения этой температуры нагревательный элемент извлекают, а поверхность свариваемых деталей сжимают под небольшим давлением и охлаждают.
Преимущество способа контактной сварки перед способом прутковой сварки заключается в большей прочности сварного шва, а также более высокой производительности процесса сварки.
Для контактной сварки труб применяют нагревательный инструмент с плоскими поверхностями (рис. 89). Инструмент можно нагревать газовой горелкой, а также электрическим элементом, помещенным внутри инструмента. Поверхность инструмента должна быть тщательно очищена. Для соединения труб различного диаметра достаточно иметь один нагревательный инструмент. На прочность сварного шва влияют температура нагревательного инструмента, продолжительность нагрева, усилие прижима торцов.
Рис. 89. Нагреватель для контактной сварки труб:
1 — диск, 2 — ручка, 3 — биметаллический термометр
1. Какие способы сварки применяют для трубопроводов из полимерных материалов?
2. Какое оборудование используют для нагрева пластмасс при сварке?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
Сварка, разновидности сварки
Сварка, разновидности сварки
Сварка является определённого рода искусством.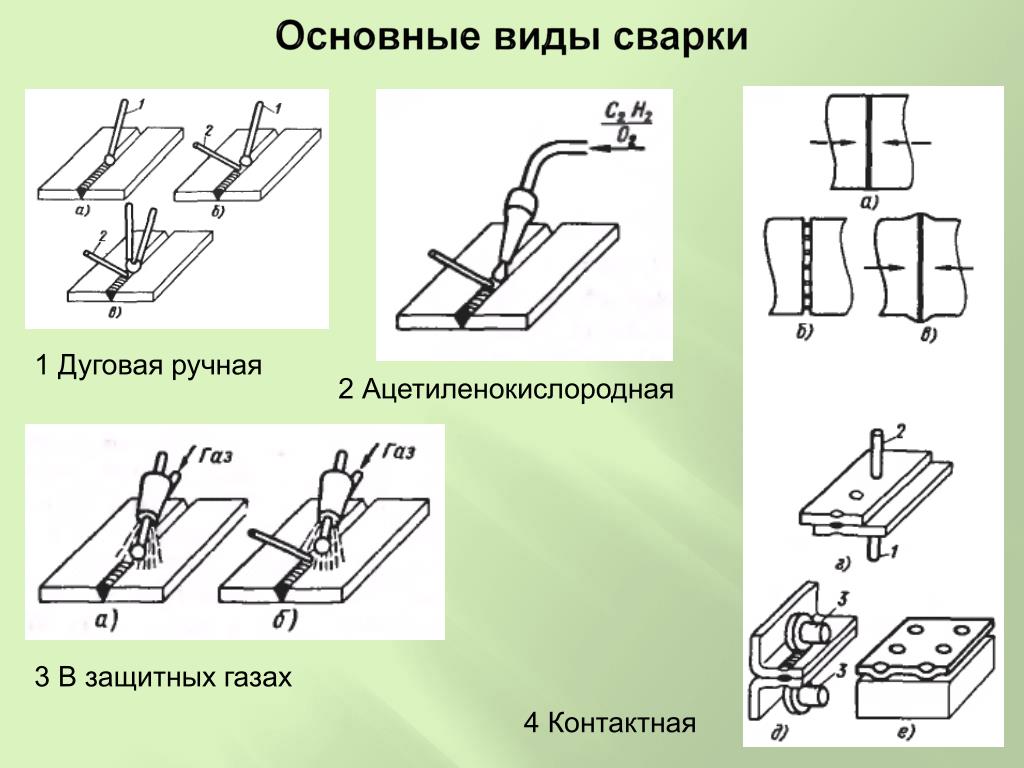 Также
она является способом быстрого соединения двух кусков металла. Кроме этого,
она является чистой и эффективной технологией. И если вы всё делаете
самостоятельно, то газовая сварка является относительно недорогой. Для
автолюбителя лучшими методами сварки в домашних условиях являются газовая и
электрическая (дуговая) сварка. Если вы должны сделать выбор между двумя
этими методами, то мы рекомендуем газовую сварку. Она является более
универсальной. Конечно, если вы можете позволить себе дуговую сварку, то
пользуйтесь ей. Если вы решили серьёзно заняться кузовными работами и
планируете производить дорогостоящий ремонт, то электросварка вам потребуется
для приваривания таких деталей как опоры двигателя, детали рамы и элементы из
толстой стали, используемые для шасси и ходовой части. Хотя это можно сделать
и с помощью газовой сварки, она всё же лучше подходит для сварки кузовных
деталей из тонколистового металла.
Также
она является способом быстрого соединения двух кусков металла. Кроме этого,
она является чистой и эффективной технологией. И если вы всё делаете
самостоятельно, то газовая сварка является относительно недорогой. Для
автолюбителя лучшими методами сварки в домашних условиях являются газовая и
электрическая (дуговая) сварка. Если вы должны сделать выбор между двумя
этими методами, то мы рекомендуем газовую сварку. Она является более
универсальной. Конечно, если вы можете позволить себе дуговую сварку, то
пользуйтесь ей. Если вы решили серьёзно заняться кузовными работами и
планируете производить дорогостоящий ремонт, то электросварка вам потребуется
для приваривания таких деталей как опоры двигателя, детали рамы и элементы из
толстой стали, используемые для шасси и ходовой части. Хотя это можно сделать
и с помощью газовой сварки, она всё же лучше подходит для сварки кузовных
деталей из тонколистового металла.
Газовая сварка
С газовой сваркой обычно ассоциируются два типа газов: кислород и ацетилен. Ацетилен является горючим веществом, “топливом”, которое на самом деле сгорает. Кислород требуется для поддержания процесса горения ацетилена в процессе сварки или резки металла. Оборудование для газовой сварки включает в себя следующие детали: баллоны с кислородом и ацетиленом. В верхней части каждого баллона имеется регулятор давления или редуктор. К редуктору для кислорода подсоединяется шланг зелёного или чёрного цвета; к редуктору для ацетилена подсоединяется шланг красного цвета. Противоположные концы этих шлангов подсоединяются к горелке с наконечником для сварки или резки. Теперь рассмотрим указанные детали подробнее.
Оборудование для газовой сварки
Баллоны
Кислородные баллоны больше ацетиленовых, так как при
сварке и резке металла, особенно при резке, используется больше кислорода,
чем ацетилена. В верхней части каждого баллона имеется клапан отсечки. К
нижней части каждого клапана подсоединяется регулятор давления (редуктор).
Редуктор (регулятор) давления требуется для уменьшения давления из баллона
или регулировки давления на определённом уровне в процессе резки или сварки.
В верхней части каждого баллона имеется клапан отсечки. К
нижней части каждого клапана подсоединяется регулятор давления (редуктор).
Редуктор (регулятор) давления требуется для уменьшения давления из баллона
или регулировки давления на определённом уровне в процессе резки или сварки.
Внимание: никогда не используйте кислород и ацетилен под высоким давлением.
Детали кислородного редуктора:
1 – входной штуцер редуктора
2 – винт регулировки давления
3 – манометр высокого давления
4 – манометр низкого давления
5 – выходной штуцер редуктора
6 – манометр низкого давления
7 – манометр высокого давления
8 – винт регулировки давления
9 – входное соединение
10 – выходное соединение.
Внимательно изучите эти детали “живьём” и
определите, как ими пользоваться для целей безопасности.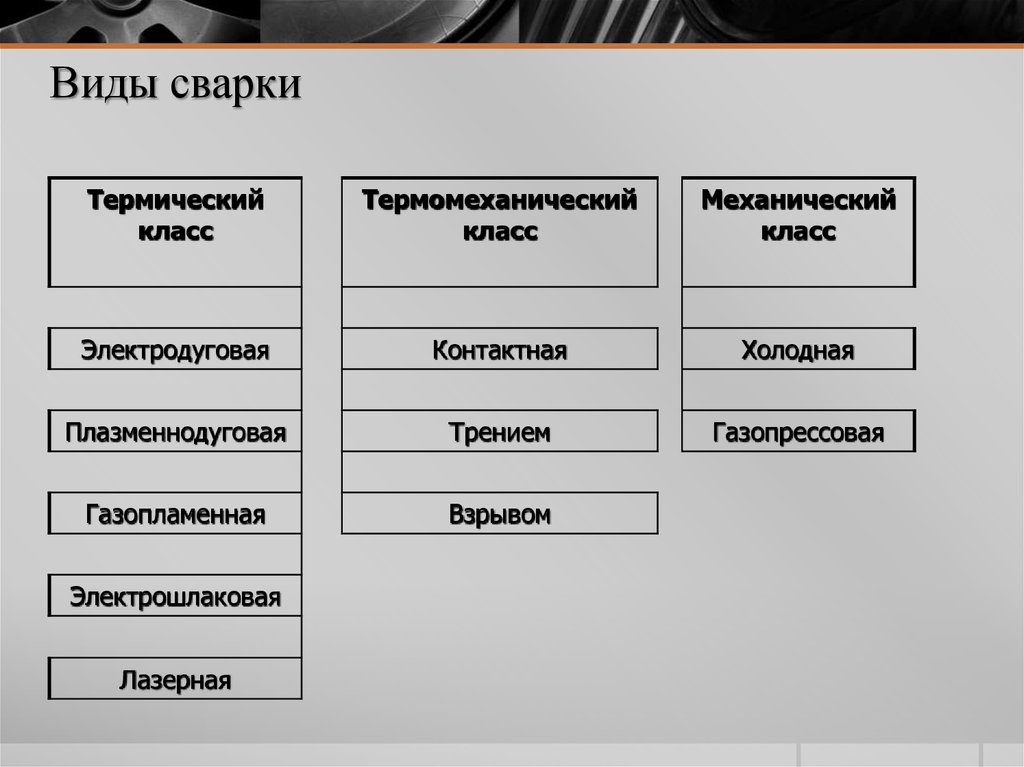 Соединения на
ацетиленовом редукторе и на шлангах имеют левую резьбу; кислородные
соединения имеют правую резьбу. Гайки на соединениях для ацетилена также
имеют V-образную канавку вокруг центра плоского участка для идентификации. К
каждому редуктору подсоединены два манометра. Они являются точными приборами
и с ними нужно обращаться осторожно. Манометр с более высокими значениями
является манометром высокого давления ; он калибруется в килограмм-силах на
квадратный сантиметр (кгс/см2). Манометр с небольшими значениями является
манометром низкого давления и калибруется в тех же еденицах. Хотя давление в
баллоне снижается с уменьшением объёма газа, редуктор поддерживает линейное
давление в определённых пределах. Когда давление в баллоне снижается сильно,
линейное давление также спадает. Затем его нужно отрегулировать заново.
Соединения на
ацетиленовом редукторе и на шлангах имеют левую резьбу; кислородные
соединения имеют правую резьбу. Гайки на соединениях для ацетилена также
имеют V-образную канавку вокруг центра плоского участка для идентификации. К
каждому редуктору подсоединены два манометра. Они являются точными приборами
и с ними нужно обращаться осторожно. Манометр с более высокими значениями
является манометром высокого давления ; он калибруется в килограмм-силах на
квадратный сантиметр (кгс/см2). Манометр с небольшими значениями является
манометром низкого давления и калибруется в тех же еденицах. Хотя давление в
баллоне снижается с уменьшением объёма газа, редуктор поддерживает линейное
давление в определённых пределах. Когда давление в баллоне снижается сильно,
линейное давление также спадает. Затем его нужно отрегулировать заново.
Винт регулировки давления
Регулировочные винты редуктора управляют линейным
давлением в шлангах для кислорода и ацетилена и в горелке.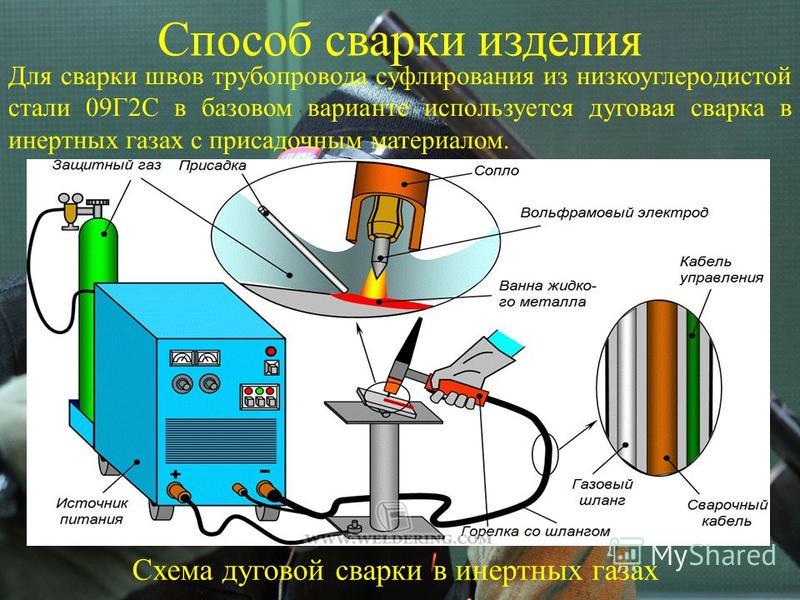 При повороте по
часовой стрелке редуктор увеличивает давление и, соответственно, потоки
кислорода и ацетилена через шланги к горелке. Конечно, это предполагает, что
клапан на баллоне открыт и газ поступает к редуктору.
При повороте по
часовой стрелке редуктор увеличивает давление и, соответственно, потоки
кислорода и ацетилена через шланги к горелке. Конечно, это предполагает, что
клапан на баллоне открыт и газ поступает к редуктору.
Выходные соединения
Сварочные шланги подсоединяются к выходным штуцерам редуктора. Мы рекомендуем использовать пламегаситель между редуктором и шлангами для предотвращения возможности проникновения пламени обратно по шлангу в баллон, что может привести к взрыву. Повторим, что на соединениях для кислорода – правая резьба.
Никогда не смазывайте выходные соединения редуктора или любые детали сварочного оборудования! Эти соединения должны постоянно поддерживаться чистыми.
Шланги
Шланги подводят газы под низким давлением от
редукторов к горелке. Они связываются вместе для удобства пользования.
Как указано выше, сварочные шланги кодируются разными цветами: красным для ацетилена и зелёным или чёрным для кислорода. Сварочные шланги изготовлены из чередующихся слоёв резины и оплёток. Центр шланга сделан из резины, окружённой прорезиненной тканью, которая затем покрывается провулканезированным резиновым защитным слоем. Большинство сварочных шлангов являются огнеупорными. Они все же могут гореть, но самостоятельно гаснут, если источник тепла удалён.
Правила обращения со шлангами
Если со шлангами правильно обращаться, то они будут долго и надёжно служить. Руководствуйтесь нижеперечисленными правилами обращения со шлангами:
Выдуйте защитный тальк из нового шланга перед его использованием для сварки или резки металла.
Держите сварочные шланги подальше от открытого пламени, падающих искр или капель металла.
Не ходите и ничего не кладите на шланги.
Заменяйте разрезанные, потрескавшиеся и перетёртые участки шлангов с помощью муфт правильного размера.
Никогда не путайте ацетиленовые и кислородные шланги.
Заменяйте сварочные шланги, если на них много соединительных муфт или если они сильно растресканы или изношены.
Корпус сварочной горелки
Сварочная горелка представляет собой пару трубок с управляющими клапанами. Один клапан с трубкой управляют подачей ацетилена, другой – подачей кислорода. Корпус сварочной горелки не предназначен для смешивания газов. Это достигается с помощью сварочного или отрезного наконечника, который подсоединяется к корпусу горелки. Корпус служит в качестве ручки и для управления подачей газов к наконечнику.
Два уплотнительных кольца уплотняют сварочный
наконечник на корпусе горелки. Маленькое уплотнительное кольцо уплотняет
канал подачи ацетилена; большое кольцо — канал подачи кислорода.
Клапаны управления
В корпусе горелки есть два управляющих клапана у выходных концов шлангов, один — для ацетилена, другой — для кислорода. Кроме этого, специальные гайки могут потребовать небольшого подтягивания, но никогда не смазывайте их. Убирайте грязь и пыль чистой тряпкой.
Цилиндр
Цилиндр (ручка) горелки является просто коллектором, который по отдельности подает кислород и ацетилен к сварочному наконечнику. Кислород подается через трубку в центре цилиндра; ацетилен подается через несколько отверстий, расположенных концентрично вокруг центральной трубы.
Наконечник
Сварочный или отрезной наконечник или головка
накручивается на цилиндр горелки. Кислород из цилиндра направляется через
центральный канал для кислорода в наконечнике; ацетилен поступает в отверстия
вокруг канала для кислорода.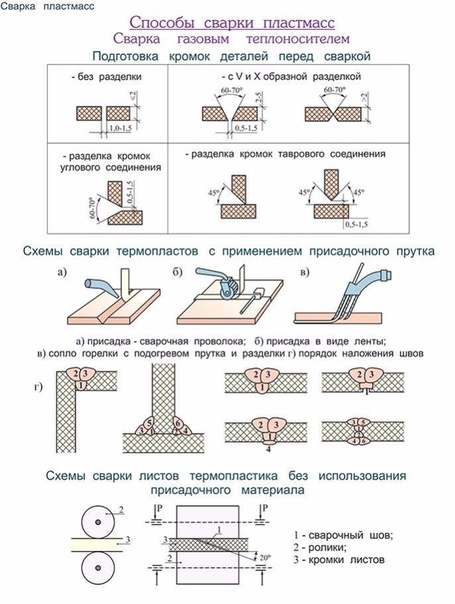 Конусная поверхность внутри головки уплотнена
кольцом для создания плотного соединения. Наружная резьба и внутренний конус
могут быть восстановлены при повреждениях. Пыль и грязь убираются чистой
тряпкой.
Конусная поверхность внутри головки уплотнена
кольцом для создания плотного соединения. Наружная резьба и внутренний конус
могут быть восстановлены при повреждениях. Пыль и грязь убираются чистой
тряпкой.
Запуск (зажигание) горелки
Предположим, что вам необходимо сварить листовой металл толщиной 0,8 мм. Руководство, прилагаемое к вашему сварочному аппарату, рекомендует использование наконечника № 0 при линейном давлении кислорода и ацетилена 0,2 кгс/см2.
Начните с открывания клапанов баллонов, но с закрытыми клапанами горелки. Отрегулируйте давление редуктора до величины примерно 0,35 кгс/см2. Если вы решите заменить размер наконечника в процессе работы, то вы должны будете также отрегулировать линейные давления.
Теперь можно зажигать горелку. Всегда начинайте с
надевания защитных очков. Откройте клапан для ацетилена на горелке примерно
на ? оборота, клапан для кислорода — примерно на ? оборота. С помощью
специальной зажигалки зажгите горелку. Не пользуйтесь спичками, прикуривателем
ли другим источником открытого пламени. Направляйте горелку в сторону
от людей, животных и от баллонов с газами. Открывайте клапан для кислорода до
тех пор, пока не исчезнет черный дым или сажа. Теперь отрегулируйте редукторы
до рекомендуемого давления (в нашем случае 0,2 кгс/см2).
С помощью
специальной зажигалки зажгите горелку. Не пользуйтесь спичками, прикуривателем
ли другим источником открытого пламени. Направляйте горелку в сторону
от людей, животных и от баллонов с газами. Открывайте клапан для кислорода до
тех пор, пока не исчезнет черный дым или сажа. Теперь отрегулируйте редукторы
до рекомендуемого давления (в нашем случае 0,2 кгс/см2).
Когда изменяется линейное давление, подрегулируйте горелку так, чтобы пламя было нейтральным.
Каждый из четырёх типов сварочного пламени имеет специфическую цель. Нейтральное пламя используется чаще всего – оно предназначено для сварки.
Отрегулируйте клапаны горелки так, чтобы в пламени был яркий, светло-голубой конус. Когда “перистые” края пламени исчезают, виден острый внутренний конус и нет шипящего звука, то горелка отрегулирована правильно.
Отрегулируйте пламя, пока вы не будете уверены в
том, что ваше пламя нейтральное. Если подаётся слишком много кислорода, то
получится окисленное пламя. Этот тип пламени сопровождается громким шипящим
звуком. Вместо расплавления металла окисленное пламя будет сжигать его.
Если подаётся слишком много кислорода, то
получится окисленное пламя. Этот тип пламени сопровождается громким шипящим
звуком. Вместо расплавления металла окисленное пламя будет сжигать его.
Пламя, обогащённое ацетиленом, будет науглероженным пламенем, которое определяется по длинному, оранжевому, грубо “оперенному” концу. Науглероженное пламя вводит в металл избыточный углерод. Вместо этого пламя должно быть светло-голубым с чётко определённым ярко-голубым внутренним конусом. При получении хорошего нейтрального пламени можно начинать сварку.
Методы сварки
При кислородно-ацетиленовой сварке используются два способа: на себя и от себя.
Метод «на себя» используется для сварки стали
толщиной менее 3 мм. Это метод, который используется для кузовных работ.
Смысл использования состоит в прогреве металла перед сваркой, но не в
перегреве расплавляемого металла, что приведет к образованию отверстия.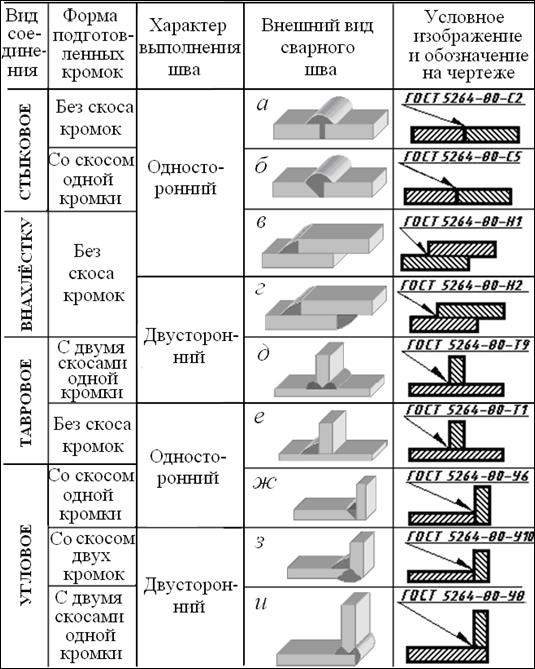
Сварка «на себя»
Производится, когда горелка направляется под углом 450 к металлу и в направлении, в котором вы хотите создать шов; сварочный электрод движется перед местом сварки вместе с расплавленным пятном. Наконечник горелки движется, совершая круговые и полукруговые движения, вдоль сварочного шва или соединения.
Электрод движется внутрь/ наружу в расплавленной точке. При этом тепло распределяется для формирования равномерного и прочного шва.
Сварка «от себя»
В основном производится так же, как и в методе «на себя», за исключением направления сварки (стрелка).
Горелка движется перед расплавленным пятном и перед
электродом, образуя шов. Пламя идет за расплавленным пятном, поддерживая
горячим его и базовый металл, т е. материал свариваемых частей. Это
необходимо для качественного проникновения сварки при сварке толстой стали. Такое проникновение представляет собой полное совместное расплавление
свариваемого металла и электрода или «заполняемого» металла при сварке. В
противном случае качество шва будет плохим.
Такое проникновение представляет собой полное совместное расплавление
свариваемого металла и электрода или «заполняемого» металла при сварке. В
противном случае качество шва будет плохим.
При газовой сварке располагайте горелку и электрод под углом 45° к поверхности металла. Meжду электродом и горелкой будет угол 900. Двигайте горелку внутрь и наружу для контроля прогрева. “Смазывайте” электрод в расплавленном пятне для заполнения шва.
Хорошее проникновение или пенетрация является одним из многих факторов, которые обеспечивают качество сварки. Сварка, которая имеет плохое проникновение может выглядеть хорошо, но она будет слабой. С другой стороны неаккуратная сварка с хорошей пенетрацией будет крепкой. Хорошая сварка начинается с хорошего соединения. Следовательно, будьте особенно внимательны при установке свариваемых деталей. В них не должно быть зазоров.
Для того, чтобы быть уверенным в том, что при сварке
не будет щелей, “прихватите” предварительно детали. “Прихватывание”
представляет собой несколько коротких сварных швов или точек. Такое
“прихватывание” не только удерживает детали вместе, но и предварительно
прогревает металл для получения равномерного и аккуратного окончательного
шва.
“Прихватывание”
представляет собой несколько коротких сварных швов или точек. Такое
“прихватывание” не только удерживает детали вместе, но и предварительно
прогревает металл для получения равномерного и аккуратного окончательного
шва.
Как и любое другое дело, сварка требует большого опыта и практики. При работе старайтесь добиться того, чтобы ваши сварные швы были аккуратными. Чтобы достичь этого требуется практика, практика и ещё раз практика. Практика даст возможность вам делать швы различного типа – как внутренние, так и наружные. Когда вы будете считать, что ваша работа является как красивой, так и качественной, можете начинать сварные работы на кузове автомобиля.
Сварка с флюсом (пайка)
Теперь, когда вы уже думаете, что стали
квалифицированным сварщиком, т.е. можете варить сверху вниз, изнутри наружу и
сзади вперёд, то вы можете перейти к более лёгкому виду сварки. Это сварка с
использованием флюса, которую можно также считать пайкой твёрдым припоем.
Это сварка с
использованием флюса, которую можно также считать пайкой твёрдым припоем.
При такой сварке (пайке) используется электрод не такой, который применяется при сварке с расплавлением – сделан из другого металла. В этих случаях используется латунный или бронзовый электрод.
При такой сварке электрод заполняет стык, подобный V-образной канавке для образования шва, соединяющего две детали. Как и при “чистой” пайке, расплавленный электрод затекает в шов благодаря капиллярным эффектам. Тонкая плёнка материала электрода соединяет две детали из-за диффузии, что обеспечивает очень прочное соединение.
Флюс очищает свариваемый металл, позволяя материалу электрода затекать в шов и соединять детали. V-образная канавка заполняется материалом электрода.
Диффузия для пайки является тем же, чем является
проникновение (пенетрация) для сварки. Металлы электрода и свариваемого
металла диффундируют, т. е. проникают друг в друга в поверхностных слоях,
соединяя их друг с другом. Образуемый сплав, т.е. смесь металлов иногда
бывает даже прочнее, чем исходные металлы, особенно при использовании прочных
электродов.
е. проникают друг в друга в поверхностных слоях,
соединяя их друг с другом. Образуемый сплав, т.е. смесь металлов иногда
бывает даже прочнее, чем исходные металлы, особенно при использовании прочных
электродов.
Указанный метод может использоваться вместо обычной газовой сварки. К примеру, он используется для соединения друг с другом двух различных металлов, таких как сталь и медь или двух различных типов стали. Кроме этого, такая сварка производится при более низких температурах, чем сварка с плавлением металла, соответственно, при температурах порядка 4500C и 13000C, что обеспечивает меньшую деформацию. Это достаточно важно при проведении кузовных работ. Пониженные температуры являются преимуществом при работе с термочувствительными сталями.
Теперь, когда вы знаете о преимуществах пайки
твёрдым припоем, вам нужно знать о том, в каких областях нельзя использовать
сварку с флюсом (пайку). В частности, не используйте эту технологию для
соединения тех деталей, которые сильно нагружены, такие как детали подвески,
элементы рамы, несущие детали кузова и детали ходовой части. Для сварки этих
деталей используйте электросварку.
В частности, не используйте эту технологию для
соединения тех деталей, которые сильно нагружены, такие как детали подвески,
элементы рамы, несущие детали кузова и детали ходовой части. Для сварки этих
деталей используйте электросварку.
При подобной сварке критичной является одна вещь: соединяемые поверхности должны быть абсолютно чистыми и не иметь загрязнений. В противном случае припой (электрод) и свариваемые металлы не будут диффундировать. Тщательно очищайте детали механическим способом.
Легче всего очистить металл для пайки – использовать специальный состав – флюс или очищающее средство на основе бора. Однако, это может создать дополнительные проблемы. После использования флюса могут образоваться трудно удаляемые остатки. Для уменьшения вероятности их образования используйте комбинацию двух методов: механическая очистка соединения и нанесения флюса, не оставляющего следов.
Флюс может существовать в трёх основных формах:
порошок, паста или как покрытие на электродах (припое). При использовании
порошкового или пастообразного флюса вам нужно нагреть электрод на 5-7 см от конца, а затем окунуть его во флюс. При этом электрод покроется флюсом. По мере расходования
электрода эту процедуру нужно повторять на следующих 5-7 см. В продаже имеются электроды, уже покрытые флюсом, но они намного дороже.
При использовании
порошкового или пастообразного флюса вам нужно нагреть электрод на 5-7 см от конца, а затем окунуть его во флюс. При этом электрод покроется флюсом. По мере расходования
электрода эту процедуру нужно повторять на следующих 5-7 см. В продаже имеются электроды, уже покрытые флюсом, но они намного дороже.
Хорошо пропаянное соединение должно быть ровным и блестящим, с краями, входящими в основной металл. Поверхность с раковинами или с пузырями или с краями, которые заходят на основной металл, свидетельствует о некачественной работе. Обычной ошибкой при такой сварке является перегрев металла. Его следы проявляются как мелкий белый рыхлый порошок по обоим краям соединения.
Сварка внахлёст с использованием покрытого флюсом
сварочного электрода (припоя). Подобная сварка, как и обычная пайка, работает
благодаря капиллярным эффектам. Она действует подобно клею и не зависит от
проникновения (пенетрации) в месте соединения.
Газовая сварка металлических сплавов
Да, вы сможете выполнить качественную газовую сварку сплавов из цветных металлов или “белых” металлов. Это сплавы на основе цинка, которые используются для крыльев или некоторых других кузовных деталей. Для газовой сварки сплавов вам потребуется электрод (припой) без флюса. Стоимость одного электрода – примерно 1 доллар.
Например повреждённый ободок фары можно отремонтировать с помощью сварки с использованием твёрдого припоя.
Температура плавления сплава составляет примерно 3900 C, как и для электрода. Ни электрод, ни сам свариваемый металл не разу переходят при нагревании
из твёрдого в жидкое состояние. Вместо этого оба материала имеют пастообразную
переходную фазу в близкой температурной области. Припой для автомобильных
кузовов реагирует подобным образом, по диапазонам температур для сварки
находится в этой пастообразной фазе, т. е. между точкой (температурой), в
которой металл начинает размягчаться и точкой жидкой фазы. Этот разброс
невелик и контроль температуры является определяющим параметром.
е. между точкой (температурой), в
которой металл начинает размягчаться и точкой жидкой фазы. Этот разброс
невелик и контроль температуры является определяющим параметром.
Очистка детали
Как практикуется для любого вида сварки, и в этом случае нужно механически зачистить детали из белого металла. Если деталь имеет трещину, то сделайте это напильником или отрезной машинкой V-образную канавку в нижней части трещины. Если деталь повреждена, то сделайте косую фаску на повреждённых краях. Убедитесь, что свариваемые края чистые до блеска. Даже электрод нужно зачистить.
Кроме этого, удалите механически весь хром с области, в которой будет производиться сварка, с помощью приспособления для зачистки. После сварки деталь придётся хромировать повторно.
Из-за пор в металле проверьте наличие влаги в
области трещины. Для сушки детали поместите её в духовку плиты примерно на
час. Начните с температур порядка 1000C и постепенно повышайте температуру примерно до 2000C. Не нагревайте деталь слишком быстро, иначе на поверхности
могут появиться трещины.
Начните с температур порядка 1000C и постепенно повышайте температуру примерно до 2000C. Не нагревайте деталь слишком быстро, иначе на поверхности
могут появиться трещины.
Крепление детали
Деталь нужно подпереть или надёжно закрепить в том месте, где будет производиться сварка. В противном случае при нагреве до температуры сварки рабочая область может провиснуть или сместиться. Чтобы этого не случилось, воспользуйтесь опорой. В качестве опоры можно воспользоваться любым материалом, который не плавится, не загорается и не разлагается при нагревании до температуры порядка 4000C.
Контроль температуры
Отрегулируйте горелку на минимально возможное пламя.
Отрегулируйте пламя так, что примерно за 10 сек. На расстоянии примерно 5 см под его действием металл начал размягчаться. Более горячее пламя контролировать намного сложнее.
Вы должны нагревать электрод (припой) и основной металл одновременно. Прижмите конец электрода непосредственно к той области, где производится сварка. Направляйте пламя и на свариваемую область, и на электрод. При прогреве прикладывайте электрод к поверхности основного металла так, чтобы вы знали, когда электрод начнёт размягчаться и это будет соответствовать правильной рабочей температуре.
На поверхности основного металла будут появляться маленькие блестки или небольшие провалы при приближении к нужной температуре сварки. Как только вы увидите их, вы должны быть готовы вставить размягчённый конец электрода (припоя) в ремонтируемую область, соединяя детали вместе. Держите горелку близко к рабочей области. Когда электрод и основной металл начнут плавиться, вы должны отвести горелку назад – оставьте пламя, чтобы оно было направлено непосредственно на место работы.
Если горелка находится слишком близко, то металл
будет перегреваться и всё закончится вспучиванием металла. Не направляйте
пламя от места работы, а затем не возвращайте его назад. Это станет причиной
того, что ремонтируемая область будет переходить из слишком горячего в слишком
холодное состояние. С помощью отведения пламени вертикально назад и оставив
его направленным на место сварки вы сможете контролировать нагрев более
точно. Когда оба металла перейдут в пастообразное состояние, добавляйте
электрод до тех пор, пока не образуется небольшой излишек заполнения шва.
Не направляйте
пламя от места работы, а затем не возвращайте его назад. Это станет причиной
того, что ремонтируемая область будет переходить из слишком горячего в слишком
холодное состояние. С помощью отведения пламени вертикально назад и оставив
его направленным на место сварки вы сможете контролировать нагрев более
точно. Когда оба металла перейдут в пастообразное состояние, добавляйте
электрод до тех пор, пока не образуется небольшой излишек заполнения шва.
Используйте низкое давление газов для сварки сплава. Избыточное давление может просто сдуть сварной шов.
Хотя место сварки выглядит и не очень красиво, проникновение составляет 100 %.
После окончания сварки деталей обработайте отремонтированное место механически так, чтобы оно не выступало за уровень окружающих деталей. Окончательная обработка производится с помощью мелкой наждачной шкурки.
Сварной шов зачищен. Шпаклёвка, грунтовка и окраска
восстановят вид ободка фары до уровня практически новой детали.
Шпаклёвка, грунтовка и окраска
восстановят вид ободка фары до уровня практически новой детали.
После этого деталь можно хромировать или покрасить и в конце концов она будет выглядеть не хуже новой.
Газовая сварка алюминия
Газовая сварка алюминия является более трудной, чем сварка стали или даже сплавов, так как требует более деликатного обращения. И в этом случае единственным путём улучшения уровня мастерства является практическая работа.
Выберите куски алюминия. Тщательно зачистите свариваемые области с помощью наждачной шкурки или проволочной щётки. Затем подберите специальный флюс для сварки алюминия.
Смешайте флюс с водой в соотношении 3 части флюса к одной части воды. Теперь нанесите раствор на свариваемую область. Лучше наносить его на обе стороны поверхности основного металла.
Когда флюс высохнет, вырежьте полоски из того же
металла, который будет свариваться, шириной 6мм и длинной 20-25 см.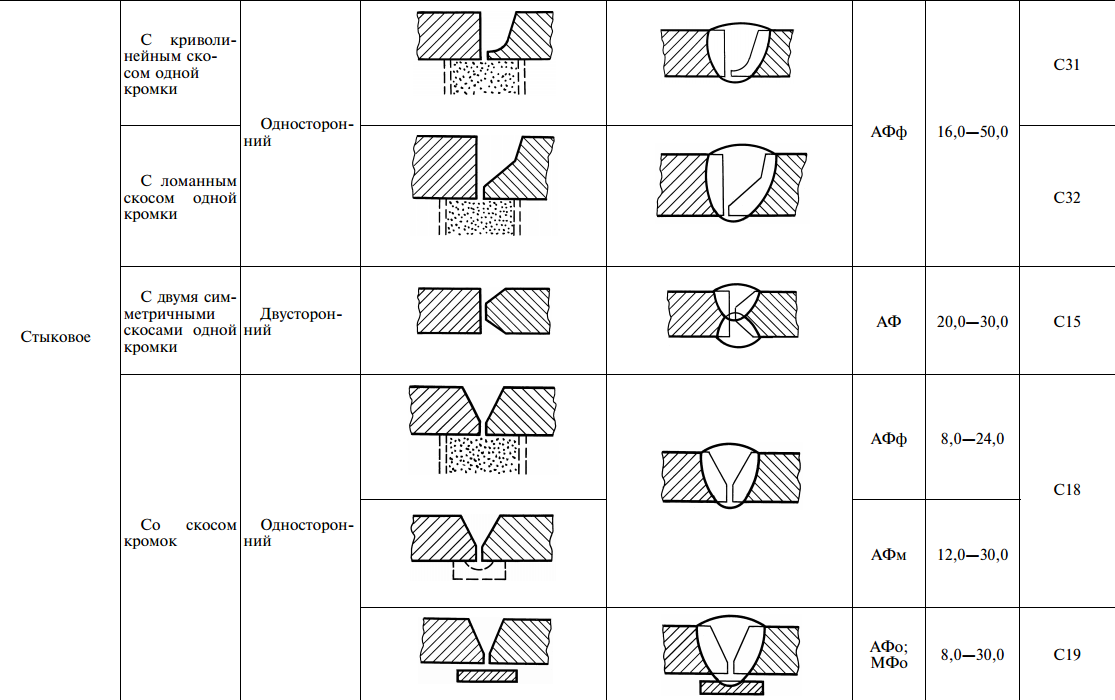 Он будет использоваться в качестве электрода (припоя). Конечно, можно купить электрод отдельно,
но вы должны быть уверены в том, что оба материала плавятся при одинаковой
температуре.
Он будет использоваться в качестве электрода (припоя). Конечно, можно купить электрод отдельно,
но вы должны быть уверены в том, что оба материала плавятся при одинаковой
температуре.
Теперь переходите к регулировке горелки. И в этом случае пользуйтесь нейтральным пламенем. Это очень важно, так как алюминий легко окисляется. Установите линейное давление низким – примерно от 0,15 кгс/см2 до 0,30 кгс/см2. Для более тонкого материала линейное давление должно быть ниже для предотвращения прожигания отверстий в основном материале.
Подобно сплавам, алюминий имеет узкий диапазон температур сварки. Этот диапазон температур немного шире, чем у сплавов, но небольшая практика легко покажет, что из этого диапазона довольно легко выйти.
Начните с предварительного “прихватывания”. Это
уменьшит деформации, которые приводят к появлению щелей, а прогревание металла
сделает окончательную сварку легче.
Соблюдая осторожность и при отсутствии зазоров, шов при сварке алюминия можно сделать без использования электрода (припоя).
Использование светофильтров при сварке алюминия
В отличие от расплавленной стали, которая имеет вишнёво-красный цвет, расплавленный алюминий в сочетании с флюсом дают интенсивное жёлтое свечение. Из-за этого сложно видеть сварной шов. Поэтому при сварке алюминия нужно использовать специальные светофильтры.
Мы настоятельно рекомендуем использовать светофильтры кобальтово-голубого цвета для защиты глаз и для лучшей видимости. Такие светофильтры продаются в магазинах сварочных пренадлежностей. Когда у вас есть нужные светофильтры, изготовленный самостоятельно сварочный электрод, горелка с установленным давлением газов 0,15-0,30 кгс/см2 и флюс на алюминии высох, можно начинать сварку.
Пользуйтесь таким же методом сварки, который был
описан для “белого” металла. Однако, перед началом сварки предварительно
прогрейте основной металл. Это хорошая практика для сварки любого металла, но
рекомендуется особенно для алюминия из-за его теплопроводности.
Однако, перед началом сварки предварительно
прогрейте основной металл. Это хорошая практика для сварки любого металла, но
рекомендуется особенно для алюминия из-за его теплопроводности.
Нагрейте металл в том месте, где вы хотите начать сварку. Поддерживайте металл в пастообразном состоянии путём перемещения пламени рядом с участком металла. Одновременно нагревайте и свариваемый металл и электрод, но имейте в виду, что нагревание первым основного металла может привести к тому, что он будет вытекать ещё до того, как электрод перейдёт в расплавленное состояние.
Резка пламенем
Резка пламенем газовой горелки, вероятно, является самым быстрым способом резки металлов. Металл нагревается до расплавленного состояния газовой горелкой, а затем он выдувается, т.е. отрезается потоком кислорода.
Резка пламенем производится тем же самым
оборудованием, которое используется для газовой сварки, за исключением того,
что сварочный наконечник заменяется отрезным. Снимите сварочный наконечник с
газовой горелки и на его место закрутите наконечник для резки. Некоторые
газовые горелки для отрезания имеют встроенные корпуса. В этом случае шланги
отсоединяются от корпуса сварочной горелки и подсоединяются к отрезной
горелке.
Снимите сварочный наконечник с
газовой горелки и на его место закрутите наконечник для резки. Некоторые
газовые горелки для отрезания имеют встроенные корпуса. В этом случае шланги
отсоединяются от корпуса сварочной горелки и подсоединяются к отрезной
горелке.
Практическая резка пламенем
Прежде всего нужно нанести линию отрезания на металл. Это можно сделать с помощью мела. Когда линия разреза проведена, то переключите своё внимание на подготовку оборудования. После сборки отрезной горелки полностью откройте клапан кислорода на горелке, если отрезная насадка отделена от корпуса горелки. Затем откройте клапан управления кислородом для предварительного нагрева на горелке и отрегулируйте редуктор для кислорода на давление около 1,75 кгс/см2. После этого закройте клапан.
И в этот раз начинайте работу с надевания защитных
очков. Даже если пламя при резке не кажется таким ярким, как при сварке, всё
равно есть опасность повреждения глаз. На короткое время нажмите рычаг подачи
кислорода для очистки отверстия для кислорода. Слегка откройте клапан
управления подачей кислорода – примерно на 1/8 оборота. Затем откройте клапан
подачи ацетилена на ручке горелки примерно на ? оборота и подожгите ацетилен.
Увеличьте подачу ацетилена на ручке горелки, пока основание пламени не
отойдёт от конца наконечника примерно на 3 мм. Уменьшите подачу ацетилена для возврата пламени на наконечник. Теперь отрегулируйте нейтральное пламя.
На короткое время нажмите рычаг подачи
кислорода для очистки отверстия для кислорода. Слегка откройте клапан
управления подачей кислорода – примерно на 1/8 оборота. Затем откройте клапан
подачи ацетилена на ручке горелки примерно на ? оборота и подожгите ацетилен.
Увеличьте подачу ацетилена на ручке горелки, пока основание пламени не
отойдёт от конца наконечника примерно на 3 мм. Уменьшите подачу ацетилена для возврата пламени на наконечник. Теперь отрегулируйте нейтральное пламя.
Делайте это, медленно открывая клапан подачи
кислорода для предварительного нагрева, пока внутренний конус пламени не
станет острым. Это обеспечит желаемое нейтральное пламя. Прижмите рычаг
кислорода. Обратите внимание на то, что пламя предварительного нагрева слегка
изменится в сторону науглероженного пламени. Продолжайте нажимать рычаг и
открывайте клапан кислорода для предварительного нагрева до тех пор, пока
пламя для предварительного нагрева не станет нейтральным. Теперь вы готовы к
процессу резки.
Теперь вы готовы к
процессу резки.
Удобно возьмите отрезную горелку в одну руку для стабилизации отрезного наконечника. Оставьте другую руку свободной для работы с рычагом подачи кислорода.
Теперь сконцентрируйте пламя для предварительного нагрева в том месте, где должен начинаться разрез. Доведите разрезаемый металл до яркого вишнево-красного цвета.
Поверните наконечник в вертикальное положение.
Если разрез идёт по краю металла, то начинайте там. Когда появится красное пятно, слегка нажмите клапан (рычаг) подачи кислорода, и когда разрез начнётся, слегка поверните наконечник назад.
Теперь поверните наконечник в вертикальное положение, не перемещая его вперёд.
Поверните наконечник сильнее для небольшого наклона в направлении разреза.
Продвигайтесь вперёд с такой скоростью, чтобы обеспечить качественное резание.
При слишком медленном перемещении края разреза могут
сплавиться обратно. Слишком быстрое перемещение препятствует достаточному
прогреву и разреза не будет. При этом вы также получите сноп искр в лицо и на
колени. Держите рычаг подачи кислорода прижатым до конца линии разреза.
Слишком быстрое перемещение препятствует достаточному
прогреву и разреза не будет. При этом вы также получите сноп искр в лицо и на
колени. Держите рычаг подачи кислорода прижатым до конца линии разреза.
Не дергайте горелку резко, поддерживайте небольшой угол в направлении разреза.
Замедлите ход, позволяя линии разреза сделать острый край внизу.
Продолжайте движение вперёд, пока наконечник не окажется в пустом пространстве.
Повторите описанные операции несколько раз до получения удовлетворительного результата. Как и при сварке, ключом к качественной работе является практика. Первые разрезы будут выглядеть очень непривлекательно, но со временем вы сможете уверенно получать чистый и ровный разрез. Для удаления небольших следов оплавленного металла понадобится небольшая механическая обработка места разреза.
Дуговая сварка
Может показаться, что газовая (электрическая) сварка
никак не связаны друг с другом, но основная разница между ними состоит в
источниках нагрева для них. При электросварке для создания и поддержания
пятна расплавленного металла используется электрическая дуга, а не сгорающие
газы. В связи с этим, если вы освоили газовую сварку, то в течение короткого
времени сможете работать с электросваркой. Основное отличие состоит в
оборудовании.
При электросварке для создания и поддержания
пятна расплавленного металла используется электрическая дуга, а не сгорающие
газы. В связи с этим, если вы освоили газовую сварку, то в течение короткого
времени сможете работать с электросваркой. Основное отличие состоит в
оборудовании.
Существует много типов электрических сварочных аппаратов, но мы рекомендуем использовать аппараты на сварочный ток 225-230 А. Вы можете приобрести аппарат на ток в 180 или даже 100 А, однако аппарат, рассчитанный на ток 225-230 А, будет лучше, тем более что разница в цене не очень большая.
Хотя сварочный аппарат и рассчитан на ток до 235 А,
но маловероятно, что при работе будет использоваться такой большой ток. Сталь
толщиной до 13 мм можно варить током 180 А, сталь толщиной 6 мм – током 130-145 А, а для сварки стали толщиной порядка 3 мм достаточно тока в 75 А. В связи с этим возникает вопрос: “Зачем нужен аппарат с током в 225-230 А ?” Ответ будет
таким же, как и при приобретении автомобиля с двигателем мощностью 300 л. с. – для дополнительного резерва. Даже если такая мощность никогда и не понадобится, то
сварочный аппарат не будет перегружаться.
с. – для дополнительного резерва. Даже если такая мощность никогда и не понадобится, то
сварочный аппарат не будет перегружаться.
Проконсультируйтесь относительно ваших требований к сварочному аппарату при его приобретении с учётом своих материальных возможностей. Продавец или консультант даст вам необходимые советы по приобретению. Помните, что вы покупаете аппарат для себя, а не для продавца.
Сварочный аппарат должен быть полностью готов к включению в бытовую электросеть напряжением 220 В, защищённую предохранителем на ток 50-60 А или автоматическим предохранителем. Не пользуйтесь розеткой для электрической кухонной плиты.
Мы рекомендуем приобретать аппарат отдельно, а не в
комплекте с маской, электрододержателем и с зажимами, а также с набором
электродов для сварки. Скорее всего, вам придётся выбросить прилагаемые к
аппарату дополнительные аксессуары и купить другие, специального назначения. Но может случиться и так, что прилагаемые аксессуары могут подойти вам –
попробуйте. Имейте в виду, что в магазинах имеется широкий выбор аксессуаров
различного качества и назначения.
Но может случиться и так, что прилагаемые аксессуары могут подойти вам –
попробуйте. Имейте в виду, что в магазинах имеется широкий выбор аксессуаров
различного качества и назначения.
Провод питания вставляется в отверстие, соответствующее наименьшему значению необходимого сварочного тока для достаточного проникновения в шве. Слишком большой сварочный ток даёт слишком большой перегрев и прожжёт металл насквозь.
Электроды
Электрод поддерживает электрическую дугу. Он также подаёт металл электрода для сварочного соединения и флюс для защиты места сварки от загрязнения. Электроды для электросварки покрыты флюсом. Это расплавленное покрытие защищает свежую сварку, замедляя скорость охлаждения.
Для сварки различных типов стали имеются различные
электроды. Не покупайте больше электродов, чем вам нужно. Покрытие электрода
разрушается под действием влаги, поэтому нужно держать электроды в сухом
месте. При покупке электродов имеет смысл проконсультироваться со
специалистом.
При покупке электродов имеет смысл проконсультироваться со
специалистом.
Предварительные замечания
Практически всего в электросварке можно достичь практикой, в том числе подбор правильного электрода и установки правильного значения сварочного тока для конкретного металла, который вы собираетесь сваривать. Обратитесь к инструкциям, которые прилагаются к сварочному аппарату. На вопросы относительно скорости движения электрода, под каким углом его держать и т. д. можно дать надёжный ответ только в результате практической работы.
Перед тем как включить вилку сварочного аппарата в
сеть напряжением 220 В, отключите основной рубильник. Проверьте, что
заземление подсоединено к заземляющему проводу сварочного аппарата. Убедитесь
также, что плавкий или автоматический предохранитель способен выдержать то
50-60 А при работе сварочного аппарата.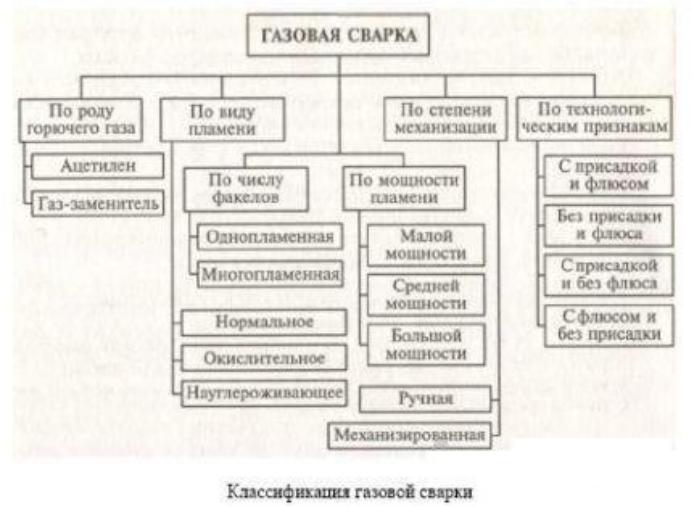 Если предохранитель не рассчитан на
такой ток, то он перегорит или отключится и аппарат не сможет работать
некоторое время. И наоборот, если предохранитель рассчитан на слишком большой
ток, то изоляция проводов может загореться.
Если предохранитель не рассчитан на
такой ток, то он перегорит или отключится и аппарат не сможет работать
некоторое время. И наоборот, если предохранитель рассчитан на слишком большой
ток, то изоляция проводов может загореться.
В предположении, что указанные условия выполнены, включите сварочный аппарат в сеть и подсоедините заземляющий зажим к стальному рабочему столу или к свариваемой детали. Проверьте качество соединения.
Вообще говоря, большой и толстый кусок металла
требует электрода большего диаметра и большего значения сварочного тока для
большего тепловыделения. В инструкции к сварочному аппарату должны
приводиться данные по диаметрам электродов и значениям сварочного тока. Но
из-за того, что технические условия изменяются от аппарата к аппарату и для
различных фирм-изготовителей, нет определённых универсальных правил для
установки значений тока. Практика и эксперимент подскажут вам, правильно ли
вы устанавливаете значение тока.
При избыточном тепле в тонком или легкоплавком материале могут образовываться отверстия и шов будет плоским и пористым. Также шов будет проплавлять края металла. Такое проплавление имеет место, когда основной металл по бокам шва выплавляется и становится ниже по сравнению с “нормальной” поверхностью базового материала.
При недостаточном тепле шов выглядит так, что он просто наложен поверх места сварки – проникновение шва недостаточное. Шов будет нерегулярным и вам будет трудно поддерживать дугу. В заключение, если ток будет установлен слишком низким, то у вас возникнут сложности с дугой. Электрод будет стремиться “залипать” или же вам будет сложно поддерживать горение дуги.
При правильной установке величины тока дуга
загорается относительно легко, образуя ровный шов без рваных краёв. Вы
получите хорошее проникновение и без подплавления или прожигания отверстий.
Со временем вы по звукам при сварке сможете определить, правильно ли вы
варите.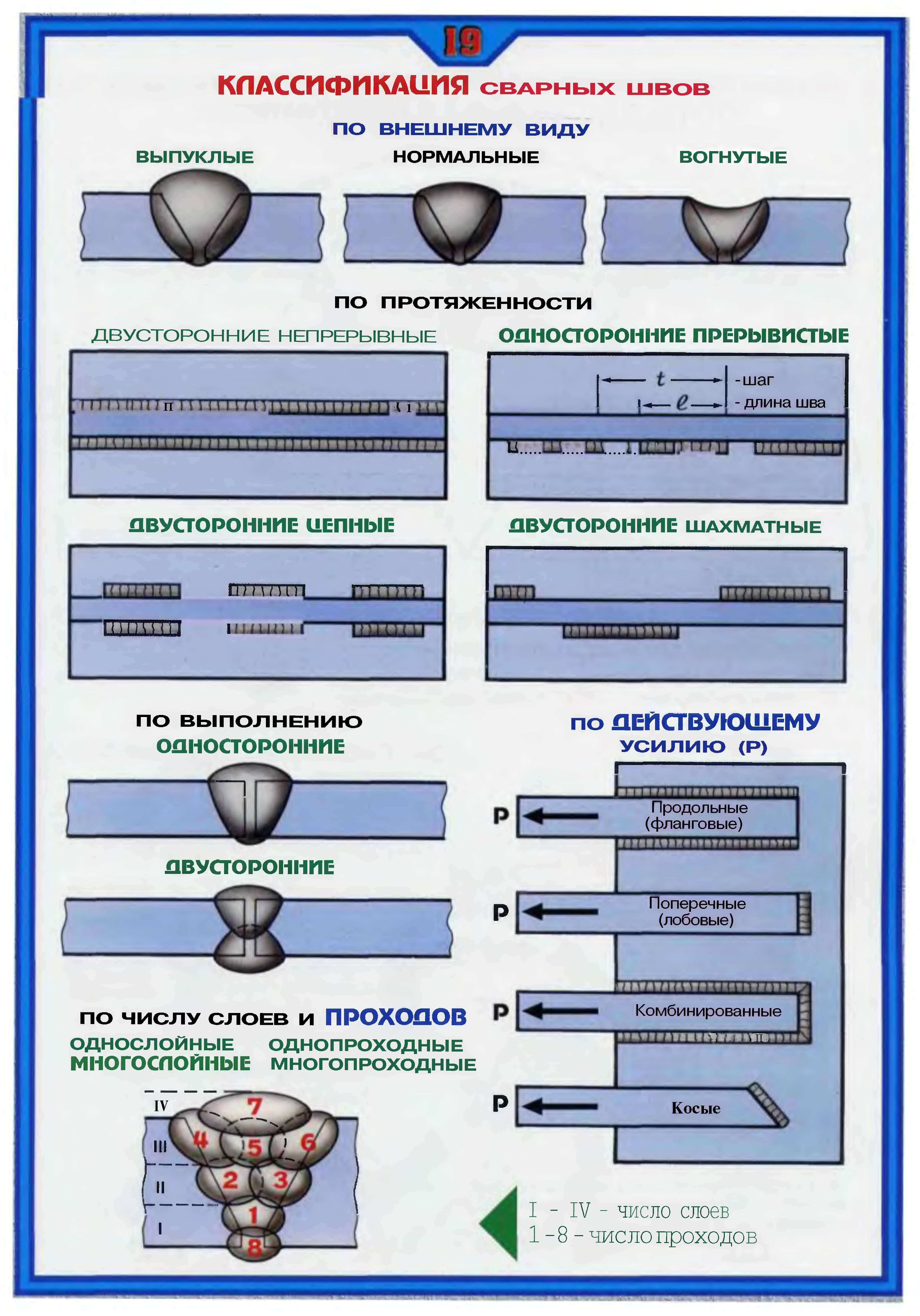 Звук при электросварке должен чем-то напоминать звук в процессе жарки
мяса на сковороде.
Звук при электросварке должен чем-то напоминать звук в процессе жарки
мяса на сковороде.
Скорость, с которой вы ведёте шов, также будет влиять на процесс проникновения. При слишком быстром движении проникновение будет плохим. Дуга должна двигаться медленно, используя волнообразное движение или движение, описанное далее для обеспечения хорошего проникновения и качества шва.
Внимание: Вы должны надевать маску перед зажиганием дуги. Защитная сварочная маска не только защитит ваши глаза от интенсивного свечения, но и защитит вас от радиации (излучения), летящих искр, капель расплавленного металла и дымов.
Защитная одежда
Перчатки защищают руки от ожогов. Плотная длинная куртка
защищает верхнюю часть тела. Сварка с оголёнными руками за пару часов
равносильна нахождению на открытом солнце в течении полудня. Для работы
необходимы длинные прочные брюки, лучше всего из материала типа брезента с
пропиткой. Для защиты от кусков расплавленного металла нужны плотно
закрывающиеся ботинки, внутрь которых не должны попадать искры и другие
посторонние предметы.
Для работы
необходимы длинные прочные брюки, лучше всего из материала типа брезента с
пропиткой. Для защиты от кусков расплавленного металла нужны плотно
закрывающиеся ботинки, внутрь которых не должны попадать искры и другие
посторонние предметы.
Зажигание дуги и создание шва
Теперь, когда вы знакомы с принципами работы дуговой сварки, обсудим, как нужно действовать на практике.
Начало сварки
Когда вы надели маску, защитную одежду и перчатки, возьмите электрододержатель в ту руку, которой вы обычно работаете.
Расположите конец электрода примерно в 2,5 см от того места, где вы хотите начать сварку. Откиньте вниз защитную маску. Качающим движением
поднесите электрод к металлу для зажигания дуги. Сразу же после этого
поднимите электрод на расстояние примерно в 3 мм от рабочей поверхности. Если этого не сделать, то электрод “залипнет”.
Если этого не сделать, то электрод “залипнет”.
Если это всё же произошло, то качните электрододержатель из стороны в сторону, чтобы оторвать электрод. Если электрод не отрывается после нескольких качаний, то освободите его из держателя. Дайте электроду остыть перед повторной попыткой освобождения, так как он может быть раскалён докрасна. Ни в коем случае не беритесь за электрод голыми руками!
Зажигание дуги на практике с различными металлами и с разным сварочным током требует определённой практики. Повторяйте попытки до тех пор, пока не сможете успешно зажигать дугу и поддерживать её. Затем можно приступать к созданию шва.
После зажигания дуги подержите её примерно секунду
перед движением электрода, чтобы образовалось расплавленное пятно. Имейте в
виду, что сварочный электрод расходуется при работе – он расплавляется, как
только вы коснётесь им места сварки. Для поддержания дуги и создания шва вы
должны двигать электрод в направлении пятна расплавленного металла и
одновременно из стороны в сторону перекрёстными движениями. Концентрируйте
взгляд в той точке, где электрод касается металла, заполняйте её и
одновременно перемещайтесь.
Концентрируйте
взгляд в той точке, где электрод касается металла, заполняйте её и
одновременно перемещайтесь.
Ровный шов
Легче всего создается ровный шов. Он делается одним непрерывным движением электрода без качающих и колебательных движений. Сварщик-правша двигает электрод слева направо, сварщик-левша – справа налево. В обоих случаях необходимо наклонять электрод под углом около 15 градусов. Средний шов от электрода диаметром 3 мм будет примерно 3 мм в высоту и примерно 6 мм в ширину. Попрактикуйтесь в изготовлении ровных швов, пока не сможете делать равномерные швы постоянной ширины и высоты с равномерно расположенными “волнами”.
Качающийся шов
Другим обычно используемым швом является “качающийся” шов. Этот тип швов используется для заполнения зазора между двумя кусками металла.
Качающийся шов выполняется путём перемещения
электрода в форме цифры 8 или буквы Z из стороны в сторону при одновременном
движении вдоль шва.
Моментальные колебания с каждой стороны обеспечивают одинаковое количество тепла по краям и в середине шва. Эти швы являются наиболее распространёнными, но какие есть ещё? Далее приведены ещё несколько распространённых швов:
Стыковой шов
Когда два куска металла соединяются краем к краю и свариваются, то это будет стыковой шов. Если металл толще 5 мм, то каждый край нужно скосить для обеспечения правильного проникновения. Углы скосов должны составлять примерно 45 градусов. Если материал толстый, для заполнения V-образной канавки, образованной от скошенных краёв может потребоваться сделать более одного прохода.
Внимание: Наши рассуждения относительно
процесса сварки являются сводными. На эту тему написаны сотни книг.
Специалистов по сварке готовят в различных учебных заведениях, во многих
странах существуют различные научно-исследовательские учреждения, занимающиеся
вопросами сварки. Ясно, что мы не сможем научить вас сварке. Мы можем только
вкратце описать суть процесса. Для настоящего обучения сварке вам нужна
большая практика, нужно читать книги и ещё раз практиковаться. Конечно, нет
нужды посвящать изучению тонкостей процесса сварки много времени, но вы
должны понимать, что сварка есть нечто большее, чем просто расплавление
электродов. Информация, приведённая в данной главе, поможет вам начать
изучение сварки и обеспечить основы знаний, необходимых для того, чтобы стать
хорошим сварщиком.
Ясно, что мы не сможем научить вас сварке. Мы можем только
вкратце описать суть процесса. Для настоящего обучения сварке вам нужна
большая практика, нужно читать книги и ещё раз практиковаться. Конечно, нет
нужды посвящать изучению тонкостей процесса сварки много времени, но вы
должны понимать, что сварка есть нечто большее, чем просто расплавление
электродов. Информация, приведённая в данной главе, поможет вам начать
изучение сварки и обеспечить основы знаний, необходимых для того, чтобы стать
хорошим сварщиком.
Ремонт панелей из высокопрочной стали
В конце 70-х – начале 80-х годов производители
автомобилей начали использовать новый тип материалов, которые были названы
высокопрочной сталью. Такая сталь благодаря своему повышенному соотношению
прочности и веса может быть прокатана до более тонкого состояния, чем
использованные ранее низкоуглеродистые мягкие стали, т. е. толщина составляет
примерно от 0,6 до 2,5 мм. Высокопрочная сталь может использоваться более
тонкой и сохраняет такую же абсолютную прочность, как и более толстая мягкая
сталь. Результатом были более лёгкие автомобили с такой же прочностью. Теперь
рассмотрим более подробно этот вид стали.
е. толщина составляет
примерно от 0,6 до 2,5 мм. Высокопрочная сталь может использоваться более
тонкой и сохраняет такую же абсолютную прочность, как и более толстая мягкая
сталь. Результатом были более лёгкие автомобили с такой же прочностью. Теперь
рассмотрим более подробно этот вид стали.
В соответствии с прогнозами мировых автопроизводителей мы можем предсказать более широкое использование высокопрочных сталей. В конце 70-х – начале 80-х годов фирмы “Форд” и “Крайслер” ограничивали использование этих материалов в структурах кузова, усилительных элементах, косынках, кронштейнах и опорах. Большинство наружных панелей из листового металла продолжали выпускаться из мягкой стали. Однако, некоторые японские производители, особенно “Тойота”, начали использовать высокопрочную сталь в кузовных деталях и для наружных панелей.
В чём состоит здесь проблема? Она в следующем: из-за
высокого содержания углерода высокопрочная сталь не может свариваться с
использованием обычных методов, особенно с использованием газовой сварки. Некоторые стали могут нагреваться всего лишь до 370 – 380 градусов по
Цельсию. У других для предотвращения деформаций необходимо принимать
специальные меры. А мартенситная сталь вообще не может свариваться или
нагреваться. Кристаллическая структура зёрен стали окисляется и разрушается
под действием высокой температуры. Если она используется, то панель из такой
стали может стать причиной опасного повреждения.
Некоторые стали могут нагреваться всего лишь до 370 – 380 градусов по
Цельсию. У других для предотвращения деформаций необходимо принимать
специальные меры. А мартенситная сталь вообще не может свариваться или
нагреваться. Кристаллическая структура зёрен стали окисляется и разрушается
под действием высокой температуры. Если она используется, то панель из такой
стали может стать причиной опасного повреждения.
Возможно, вы когда-нибудь видели старые кости, которые долго лежали. Эти кости, которые обычно очень плотные и твёрдые, со временем становятся пористыми и хрупкими. Наступите ногой на такую кость и она сразу же треснет. Это является результатом окисления, воздействия ультрафиолетовых лучей и других проблем. Этот пример иллюстрирует процессы, которые происходят в высокопрочной стали после воздействия температуры. Что же можно сделать для решения данной проблемы?
Снятие панелей
Для снятия панелей из высокопрочной стали или
отсоединения других панелей от панелей из этого материала высверлите места
точечной сварки или отрежьте сварные швы с помощью отрезной машинки. Не
производите резку с помощью газовой горелки. Для подсоединения панелей
прижмите новые панели на то место, где они должны быть и подсоедините деталь
с помощью сварки в атмосфере инертного газа с использованием сварочной
проволоки, если это возможно. В противном случае воспользуйтесь дуговой
сваркой.
Не
производите резку с помощью газовой горелки. Для подсоединения панелей
прижмите новые панели на то место, где они должны быть и подсоедините деталь
с помощью сварки в атмосфере инертного газа с использованием сварочной
проволоки, если это возможно. В противном случае воспользуйтесь дуговой
сваркой.
Сварка высокопрочной стали
Первым решением является использование сварки металлов в атмосфере инертного газа. Сварка с инертным газом также известна как дуговая сварка металлов в атмосфере газа или аргоновая сварка.
Сварка в атмосфере инертного газа концентрирует
тепло в очень малой области. Путём использования ряда точечных стыков
(подобных обычной точечной сварке) вы сможете заменить деталь из
высокопрочной стали без нарушения её структурной целостности. Если сварка в
атмосфере газа не подходит, то можно использовать обычную дуговую сварку с
учётом приводимых далее указаний.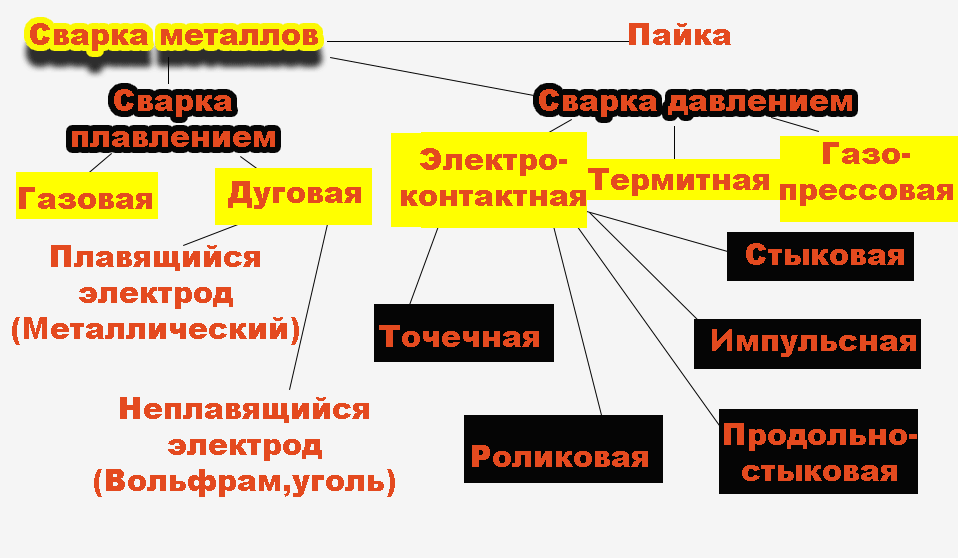 Повторим, что газовая сварка не подходит
для сварки высокопрочной стали.
Повторим, что газовая сварка не подходит
для сварки высокопрочной стали.
Сварка в атмосфере газа – предпочтительный метод
Сварка в атмосфере газа, называемая также сваркой с применением сварочной проволоки подобна дуговой сварке. Отличительной особенностью является использование “щита” из инертного газа, который защищает расплавленный металл от атмосферных загрязнений. Зажигается дуга и образуется пятно из расплавленного металла. Одновременно поток газа окутывает место сварки. В качестве газа обычно используется двуокись углерода. Часто используются такие инертные газы, как аргон или гелий. Газ не только защищает место сварки, но и помогает стабилизировать дугу.
Вместо использования покрытого флюсом электрода в
аргоновой сварке используется специальная проволока, которая автоматически
подаётся к сварочному шву с определённой скоростью. Хотя в этом методе сварки
используется проволока различных размеров, для сварки высокопрочной стали
используется проволока диаметра 0,7-0,9 мм.
Основными преимуществами аргоновой сварки является следующее:
Сварка происходит быстро.
Повреждение тонких листов металла минимизируется благодаря использованию небольшого тока; для сварки листа толщиной около 6 мм требуется напряжение менее 20 В.
Аргоновой сварке довольно легко научиться.
Зазоры легко заполняются с помощью нескольких швов, которые накладываются один поверх другого.
Сварка с перехлестом или вертикальная сварка производится относительно легко.
Металл различной толщины можно варить проволокой одинакового диаметра.
Металлы всех типов можно варить одним общим типом проволоки.
Таким образом, если вы имеете доступ к аргоновой сварке, то используйте ее для сварки высокопрочных сталей.
Дуговая сварка высокопрочной стали
Успешное использование дуговой сварки для
высокопрочной стали возможно при выполнении следующих правил: Пользуйтесь
только электродами диаметром 2,4 мм, которые специально предназначены для
сварки высокопрочной стали.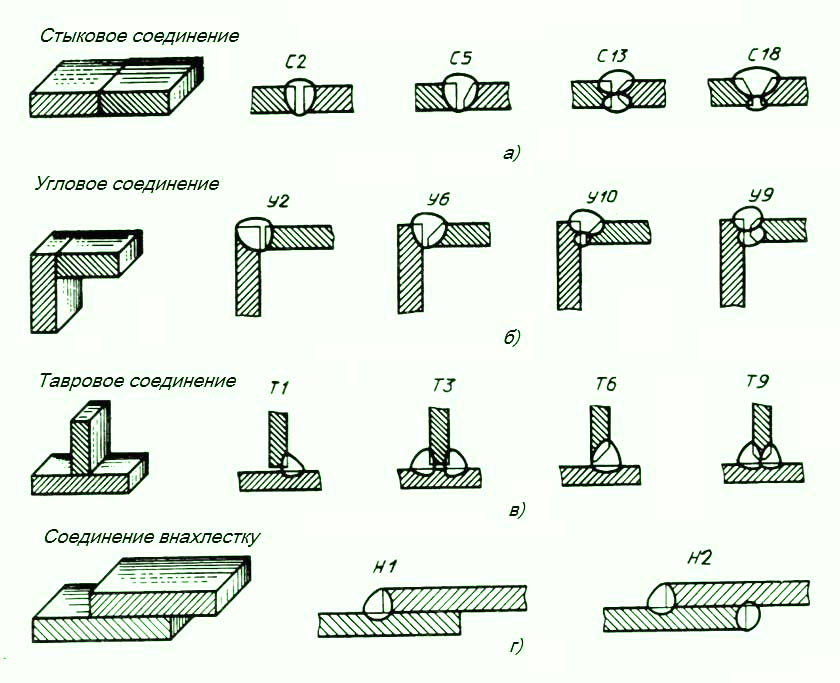 При покупке электродов консультируйтесь в
магазине. Вместо непрерывных швов для соединения панелей воспользуйтесь
сваркой в нескольких местах. Это некое подобие точечной сварки. В тех местах,
где две панели перекрываются для соединения, сверлятся отверстия диаметром 6 мм через одну панель при перекрытии через каждые 2,5-5 см. Затем эти отверстия “заполняются”
материалом сварочного электрода при сварке. Это предотвращает нагрев от
выполнения непрерывного шва, что становится причиной ослабления соединения в
панели из высокопрочной стали.
При покупке электродов консультируйтесь в
магазине. Вместо непрерывных швов для соединения панелей воспользуйтесь
сваркой в нескольких местах. Это некое подобие точечной сварки. В тех местах,
где две панели перекрываются для соединения, сверлятся отверстия диаметром 6 мм через одну панель при перекрытии через каждые 2,5-5 см. Затем эти отверстия “заполняются”
материалом сварочного электрода при сварке. Это предотвращает нагрев от
выполнения непрерывного шва, что становится причиной ослабления соединения в
панели из высокопрочной стали.
(Данная статья взята из практического руководства «Ремонт, окраска кузовов автомобилей. Подготовка к покраске, сварка, рихтовка и многое другое». Под редакцией С. Афонина)
◄Вернуться в раздел статьи
Типы сварки
Газовая сварка
Газовая сварка осуществляется путем нагрева концов или кромок металлических деталей до расплавленного состояния с помощью высокотемпературного пламени. Кислородно-ацетиленовое пламя с температурой около 6300 ° по Фаренгейту (F) создается горелкой, сжигающей ацетилен и смешивающей его с чистым кислородом. При сварке алюминия вместо ацетилена можно использовать водород, но тепловая мощность снижается примерно до 4800 ° F. Газовая сварка была методом, наиболее часто используемым при производстве авиационных материалов толщиной менее 3⁄16 дюйма до середины 1950-х годов, когда она была заменена электросваркой по экономическим (не инженерным) причинам.Газовая сварка продолжает оставаться очень популярным и проверенным методом ремонтных работ.
Кислородно-ацетиленовое пламя с температурой около 6300 ° по Фаренгейту (F) создается горелкой, сжигающей ацетилен и смешивающей его с чистым кислородом. При сварке алюминия вместо ацетилена можно использовать водород, но тепловая мощность снижается примерно до 4800 ° F. Газовая сварка была методом, наиболее часто используемым при производстве авиационных материалов толщиной менее 3⁄16 дюйма до середины 1950-х годов, когда она была заменена электросваркой по экономическим (не инженерным) причинам.Газовая сварка продолжает оставаться очень популярным и проверенным методом ремонтных работ.
Практически вся газовая сварка при производстве самолетов выполняется с помощью оборудования для кислородно-ацетиленовой сварки, состоящего из:
- Два баллона, ацетилен и кислород.
- Регуляторы давления ацетилена и кислорода и манометры в баллонах.
- Два отрезка цветного шланга (красный для ацетилена и зеленый для кислорода) с переходными соединениями для регуляторов и горелки.
- Сварочная горелка с внутренней смесительной головкой, наконечниками различного размера и шланговыми соединениями.
- Сварочные очки с линзами соответствующего цвета.
- Кремневая или искровая зажигалка.
- При необходимости специальный ключ для клапана баллона с ацетиленом.
- Огнетушитель соответствующего класса.

Оборудование может быть стационарным в цехе, но большинство сварочного оборудования переносного типа. [Рисунок 5-1] Рисунок 5-1. Аппарат переносной ацетилено-кислородной сварки.
Электродуговая сварка
Электродуговая сварка широко используется в авиационной промышленности как при производстве, так и при ремонте самолетов.Его можно удовлетворительно использовать для соединения всех свариваемых металлов при условии использования надлежащих процессов и материалов. В следующих параграфах рассматриваются четыре типа электродуговой сварки.
Дуговая сварка защищенным металлом (SMAW)
Дуговая сварка защищенным металлом (SMAW) является наиболее распространенным типом сварки и обычно называется сваркой «палкой». Оборудование состоит из металлической катанки, покрытой сварочным флюсом, которая зажата в держателе электрода, который подключен тяжелым электрическим кабелем к низкому напряжению и сильному току переменного (AC) или постоянного (DC) тока, в зависимости от от типа выполняемой сварки.Между стержнем и деталью зажигается дуга, в результате чего выделяется тепло, превышающее 10 000 ° F, в результате чего плавятся и материал, и стержень. Сварочная схема состоит из сварочного аппарата, двух выводов, электрододержателя, электрода и свариваемого изделия. [Рисунок 5-2] Рисунок 5-2. Типовая схема дуговой сварки. [щелкните изображение, чтобы увеличить] Когда электрод касается свариваемого металла, цепь замыкается, и ток течет. Затем электрод вынимают из металла примерно на 1⁄4 дюйма, чтобы образовался воздушный зазор между металлом и электродом.Если сохраняется правильный зазор, ток перекрывает зазор, образуя устойчивую электрическую искру, называемую дугой. Это действие плавит электрод и покрытие из флюса.
Оборудование состоит из металлической катанки, покрытой сварочным флюсом, которая зажата в держателе электрода, который подключен тяжелым электрическим кабелем к низкому напряжению и сильному току переменного (AC) или постоянного (DC) тока, в зависимости от от типа выполняемой сварки.Между стержнем и деталью зажигается дуга, в результате чего выделяется тепло, превышающее 10 000 ° F, в результате чего плавятся и материал, и стержень. Сварочная схема состоит из сварочного аппарата, двух выводов, электрододержателя, электрода и свариваемого изделия. [Рисунок 5-2] Рисунок 5-2. Типовая схема дуговой сварки. [щелкните изображение, чтобы увеличить] Когда электрод касается свариваемого металла, цепь замыкается, и ток течет. Затем электрод вынимают из металла примерно на 1⁄4 дюйма, чтобы образовался воздушный зазор между металлом и электродом.Если сохраняется правильный зазор, ток перекрывает зазор, образуя устойчивую электрическую искру, называемую дугой. Это действие плавит электрод и покрытие из флюса.
Когда флюс плавится, он выделяет инертный газ, который защищает расплавленную лужу от кислорода в воздухе, чтобы предотвратить окисление. Расплавленный флюс покрывает сварной шов и затвердевает до воздухонепроницаемого шлака, который защищает сварной шов при его охлаждении. Некоторые производители самолетов, такие как Stinson, использовали этот процесс для сварки 4130 стальных конструкций фюзеляжа.После этого была проведена термообработка в печи для снятия напряжений и нормализации структуры. На Рис. 5-3 показан типичный аппарат для дуговой сварки с кабелями, зажимом заземления и держателем электрода.
Рисунок 5-3. Сварочный аппарат для дуговой сварки экранированных металлов (SMAW).Дуговая сварка металла в газе (GMAW)
Дуговая сварка металла в газе (GMAW) раньше называлась сваркой в среде инертного газа (MIG). Это улучшение по сравнению со сваркой штучной сваркой, поскольку проволочный электрод без покрытия подается в горелку и через нее, а инертный газ, такой как аргон, гелий или углекислый газ, выходит вокруг проволоки, чтобы защитить лужу от кислорода. Источник питания подключен к горелке и изделию, и дуга производит интенсивное тепло, необходимое для расплавления изделия и электрода. [Рисунок 5-4] Рисунок 5-4. Процесс сварки металла в среде инертного газа (MIG). [щелкните изображение, чтобы увеличить]
Источник питания подключен к горелке и изделию, и дуга производит интенсивное тепло, необходимое для расплавления изделия и электрода. [Рисунок 5-4] Рисунок 5-4. Процесс сварки металла в среде инертного газа (MIG). [щелкните изображение, чтобы увеличить]
Низковольтная сильноточная сварка постоянного тока обычно используется при сварке GMAW. На Рис. 5-5 показано оборудование, необходимое для типичной сварочной установки MIG.
Рисунок 5-5. Сварочное оборудование MIG. [щелкните изображение, чтобы увеличить] Этот метод сварки может использоваться для больших объемов производства и производственных работ; он не подходит для ремонтных работ, потому что качество сварного шва не может быть легко определено без разрушающего контроля.На Рисунке 5-6 показан типичный источник питания, используемый для сварки MIG. Рисунок 5-6. Сварщик МИГ – газо-дуговой сварщик (GMAW).Газовая дуговая сварка вольфрамом (GTAW)
Газовая дуговая сварка вольфрамом (GTAW) — это метод электродуговой сварки, который удовлетворяет большинство потребностей при техническом обслуживании и ремонте самолетов при использовании надлежащих процедур и материалов. Это предпочтительный метод для обработки нержавеющей стали, магния и большинства форм толстого алюминия. Это более широко известно как сварка вольфрамовым инертным газом (TIG) и под торговыми названиями Heliarc или Heliweld.Эти названия произошли от первоначально использовавшегося инертного газа гелия.
Это предпочтительный метод для обработки нержавеющей стали, магния и большинства форм толстого алюминия. Это более широко известно как сварка вольфрамовым инертным газом (TIG) и под торговыми названиями Heliarc или Heliweld.Эти названия произошли от первоначально использовавшегося инертного газа гелия.
В первых двух рассмотренных методах электродуговой сварки использовался плавящийся электрод, который создавал присадку для сварного шва. При сварке TIG электрод представляет собой вольфрамовый стержень, который образует путь для дуги высокой силы тока между ним и работой по плавлению металла при температуре более 5400 ° F. Электрод не расходуется и используется в качестве наполнителя, поэтому присадочный стержень вручную подается в ванну с расплавом почти так же, как при использовании кислородно-ацетиленовой горелки.Поток инертного газа, такого как аргон или гелий, течет вокруг электрода и охватывает дугу, предотвращая образование оксидов в расплавленной ванне. [Рисунок 5-7] Рисунок 5-7.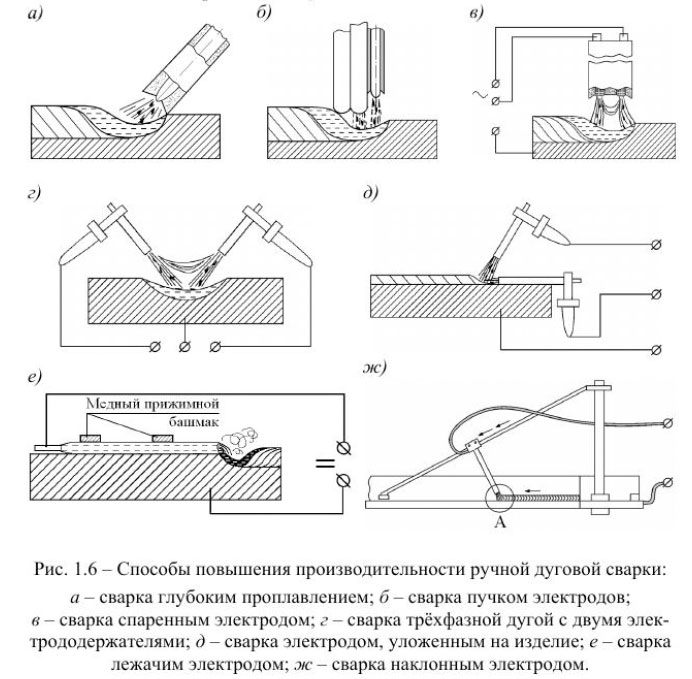 Процесс сварки вольфрамовым электродом в среде инертного газа (TIG).
Процесс сварки вольфрамовым электродом в среде инертного газа (TIG).
Универсальность сварочного аппарата TIG повышается за счет выбора используемого источника питания. Может использоваться постоянный ток любой полярности или переменный ток. [Рисунок 5-8]
- Либо выберите настройку сварщика на прямую полярность постоянного тока (работа будет положительной, а горелка — отрицательной) при сварке низкоуглеродистой, нержавеющей стали и титана; или
- Выберите переменный ток для сварки алюминия и магния.
Электросварка сопротивлением
Электросварка сопротивлением, точечная сварка или сварка швом, обычно используется для соединения деталей из тонкого листового металла в процессе производства.
Точечная сварка
Два медных электрода удерживаются в губках аппарата для точечной сварки, а свариваемый материал зажимается между ними. Прикладывается давление, чтобы электроды плотно прижимались друг к другу, и электрический ток течет через электроды и материал. Сопротивление свариваемого материала настолько выше, чем у медных электродов, что выделяется достаточно тепла, чтобы расплавить металл. Давление на электроды заставляет расплавленные пятна на двух кусках металла объединиться, и это давление сохраняется после того, как ток перестанет течь достаточно долго, чтобы металл затвердел.Сила тока, давление и время выдержки тщательно контролируются и подбираются в зависимости от типа материала и толщины для получения правильных точечных швов. [Рисунок 5-10] Рисунок 5-10. Точечная сварка тонколистового металла.
Шовная сварка
Вместо того, чтобы снимать электроды и перемещать материал для образования серии точечных сварных швов, сварочный аппарат используется для изготовления топливных баков и других компонентов, где требуется непрерывная сварка.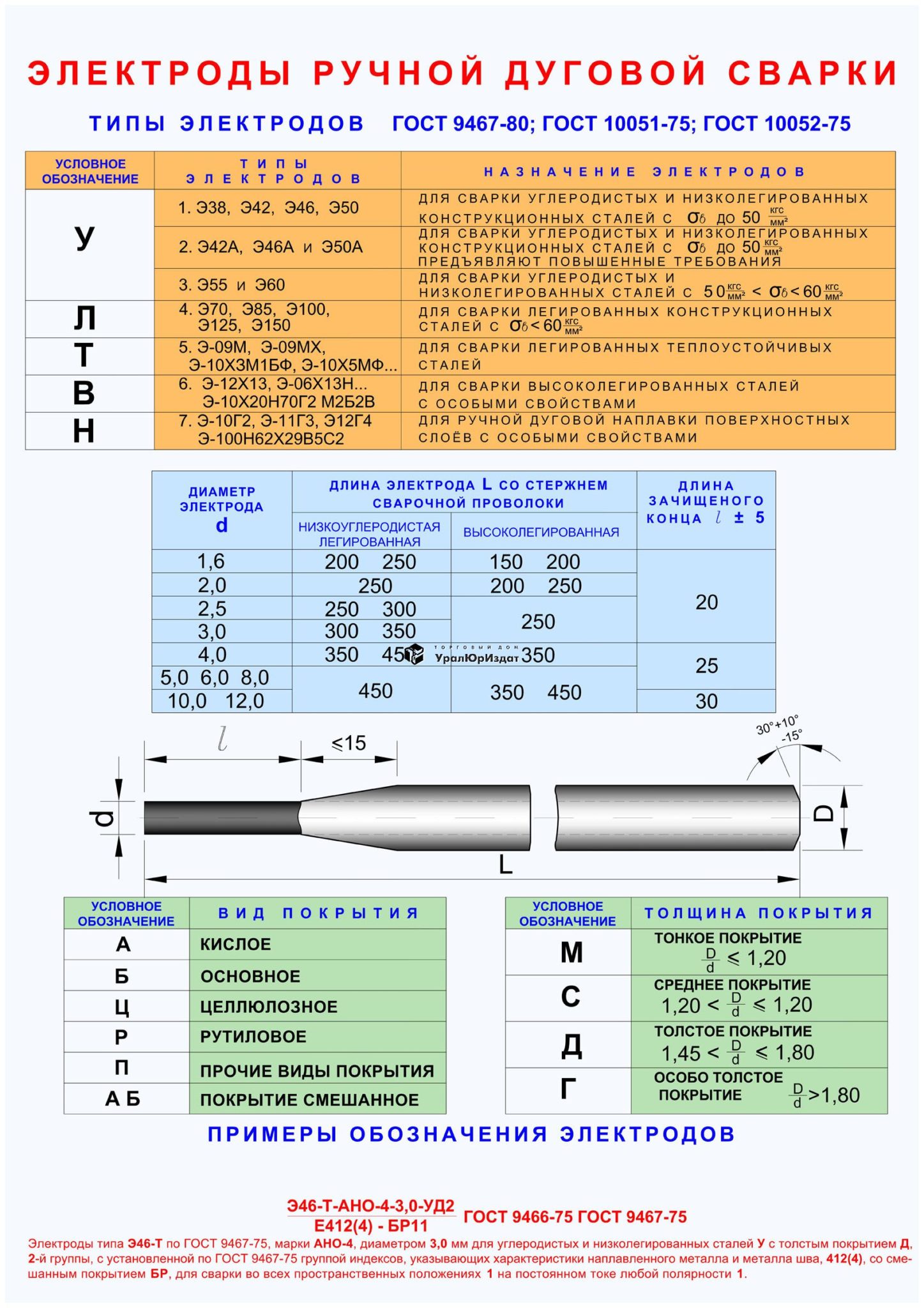 Два медных колеса заменяют стержневые электроды.Свариваемый металл перемещается между ними, и электрические импульсы создают пятна расплавленного металла, которые перекрываются, образуя непрерывный шов.
Два медных колеса заменяют стержневые электроды.Свариваемый металл перемещается между ними, и электрические импульсы создают пятна расплавленного металла, которые перекрываются, образуя непрерывный шов.
Плазменно-дуговая сварка (PAW)
Плазменная дуговая сварка (PAW) была разработана в 1964 году как метод улучшения управления процессом дуговой сварки. PAW обеспечивает продвинутый уровень контроля и точности с использованием автоматизированного оборудования для получения высококачественных сварных швов в миниатюрных и высокоточных приложениях. Кроме того, PAW одинаково подходит для ручного управления и может выполняться человеком, обладающим навыками, аналогичными навыкам GTAW.
В горелке для плазменной сварки неплавящийся вольфрамовый электрод расположен внутри медного сопла с мелким отверстием. Между электродом горелки и наконечником сопла зажигается вспомогательная дуга. Затем эта дуга передается на свариваемый металл. [Рисунок 5-11] Рисунок 5-11. Процесс плазменной сварки.
Процесс плазменной сварки.
Пропуская плазменный газ и дугу через суженное отверстие, резак передает высокую концентрацию тепла на небольшую площадь. Плазменный процесс обеспечивает исключительно высокое качество сварных швов.[Рисунок 5-12.] Рисунок 5-12. Плазменная дуга.
Плазменный газ — это обычно аргон. В горелке также используется вторичный газ, такой как аргон / гелий или аргон / азот, который помогает защитить расплавленную сварочную ванну и минимизировать окисление сварного шва.
Как и GTAW, процесс PAW можно использовать для сварки большинства промышленных металлов, а также для сварки металлов различной толщины. На тонких материалах, от фольги до 1⁄8 дюйма, процесс желателен из-за низкого тепловложения. Процесс обеспечивает относительно постоянный подвод тепла, поскольку изменение длины дуги не очень критично.При толщине материала более 1⁄8 дюйма и использовании автоматизированного оборудования часто используется метод замочной скважины для выполнения однопроходных сварных швов с полным проплавлением.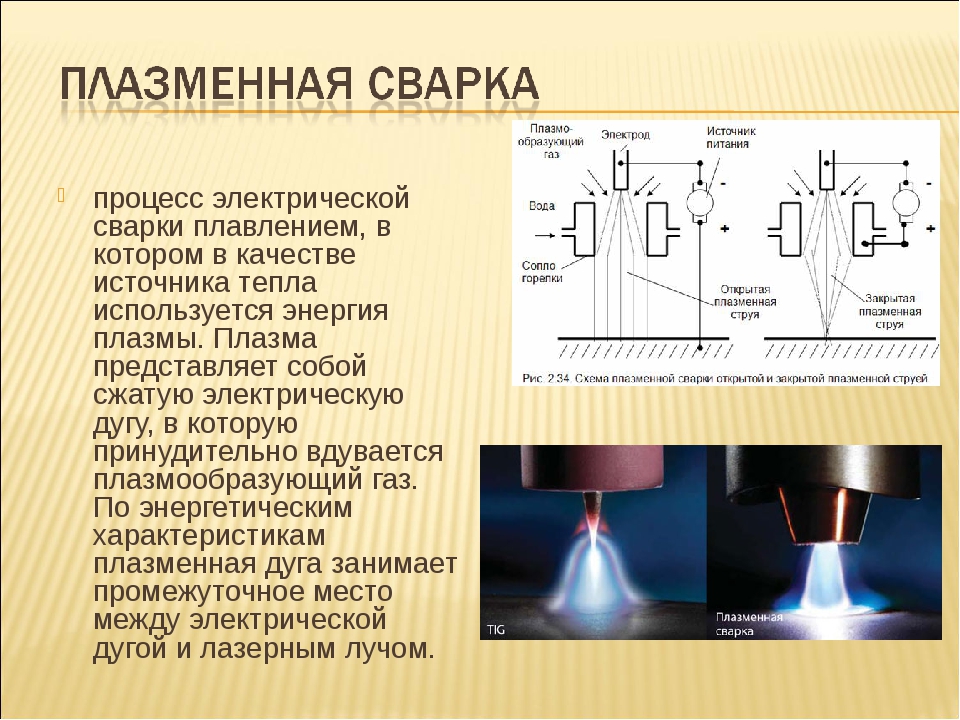 В технике замочной скважины плазма полностью проникает в заготовку. Расплавленный металл сварного шва течет к задней части замочной скважины и затвердевает по мере продвижения горелки. Полученные высококачественные сварные швы характеризуются глубоким узким проваром и небольшой поверхностью сварного шва.
В технике замочной скважины плазма полностью проникает в заготовку. Расплавленный металл сварного шва течет к задней части замочной скважины и затвердевает по мере продвижения горелки. Полученные высококачественные сварные швы характеризуются глубоким узким проваром и небольшой поверхностью сварного шва.
Когда PAW выполняется вручную, процесс требует высоких навыков сварки, аналогичных тем, которые требуются для GTAW.Однако оборудование более сложное и требует высоких знаний для настройки и использования. Оборудование, необходимое для плазменно-дуговой сварки, включает сварочный аппарат, специальную систему управления плазменной дугой, горелку для плазменной сварки (с водяным охлаждением), источник плазмы и защитный газ и, при необходимости, присадочный материал. Из-за стоимости, связанной с этим оборудованием, этот процесс очень ограничен за пределами производственных мощностей.
Плазменно-дуговая резка
Когда используется плазменный резак, обычно используется сжатый воздух. Машина плазменной резки работает, сужая электрическую дугу в сопле и пропуская через нее ионизированный газ. Это нагревает газ, плавящий металл, уносимый давлением воздуха. Увеличивая давление воздуха и усиливая дугу с более высоким напряжением, резак способен обрабатывать более толстые металлы и сдувать шлак с минимальной очисткой.
Машина плазменной резки работает, сужая электрическую дугу в сопле и пропуская через нее ионизированный газ. Это нагревает газ, плавящий металл, уносимый давлением воздуха. Увеличивая давление воздуха и усиливая дугу с более высоким напряжением, резак способен обрабатывать более толстые металлы и сдувать шлак с минимальной очисткой.
Плазменно-дуговые системы могут резать все электропроводящие металлы, включая алюминий и нержавеющую сталь. Эти два металла нельзя резать кислородно-топливными системами резки, потому что они имеют оксидный слой, предотвращающий окисление.Плазменная резка хорошо работает с тонкими металлами и позволяет резать латунь и медь толщиной более двух дюймов.
Машины для плазменной резки могут быстро и точно разрезать, долбить или протыкать любой электропроводящий металл без предварительного нагрева. Плазменный резак обеспечивает точную ширину пропила (реза) и небольшую зону термического влияния (HAZ), которая предотвращает коробление и повреждение.
Летный механик рекомендует
Типы сварки, используемые для алюминия
Типы сварки, используемые для алюминия Теперь, когда вы знаете о некоторых проблемах, с которыми вы можете столкнуться при сварке алюминия, вот некоторые из лучших типов способов сварки, которые можно использовать при работе с алюминием. Обычно методы сварки аналогичны технологиям, используемым для сварки стальных листов, с умеренными изменениями, учитывающими химические свойства алюминия.
Обычно методы сварки аналогичны технологиям, используемым для сварки стальных листов, с умеренными изменениями, учитывающими химические свойства алюминия.
Это наиболее распространенный метод сварки алюминия. Это также известно как сварка вольфрамовым электродом в среде инертного газа. Этот метод не требует механической подачи проволоки, что избавляет вас от проблем, связанных с подачей проволоки. Используя этот метод, вы будете рукой подавать наполнитель в лужу.Одна из причин, по которой этот метод очень предпочтителен, заключается в том, что он дает новый и чистый сварной шов. Это также предотвращает загрязнение рабочей зоны атмосферой.
Газовая дуговая сварка металла / MIG При сварке MIG для проволоки используется электрод, который непрерывно подается в основание сварного шва. Провод защищен инертным газом и в некоторых случаях газовой смесью для предотвращения поглощения водорода. Этот метод часто бывает беспорядочным из-за следов крошечных металлических шариков, которые остаются после использования метода переноса распылением.
Этот метод часто бывает беспорядочным из-за следов крошечных металлических шариков, которые остаются после использования метода переноса распылением.
Для опытных сварщиков этот метод более управляем и дает более чистый результат. Но чаще всего вам придется выделить время, чтобы очистить сварной шов.
Дуговая сваркаДуговая сварка — это самый первый метод сварки, который когда-либо был открыт. В этом методе используется источник питания для плавления и соединения алюминиевого листа. Хотя это самый экономичный вид сварки алюминия, его должен выполнять только опытный сварщик.
Сварка сопротивлениемСварка сопротивлением также возможна при работе с алюминием.Но это не без проблем, в основном из-за свойств теплопроводности алюминия. Для успешного завершения сварки вам потребуется использовать специальные насадки, сварочное оборудование и потратить время на разработку параметров.
Электронно-лучевая сварка и лазерно-лучевая сварка Лучевая сварка обеспечивает высокую плотность мощности, которая превосходна, поскольку предотвращает холодный пуск.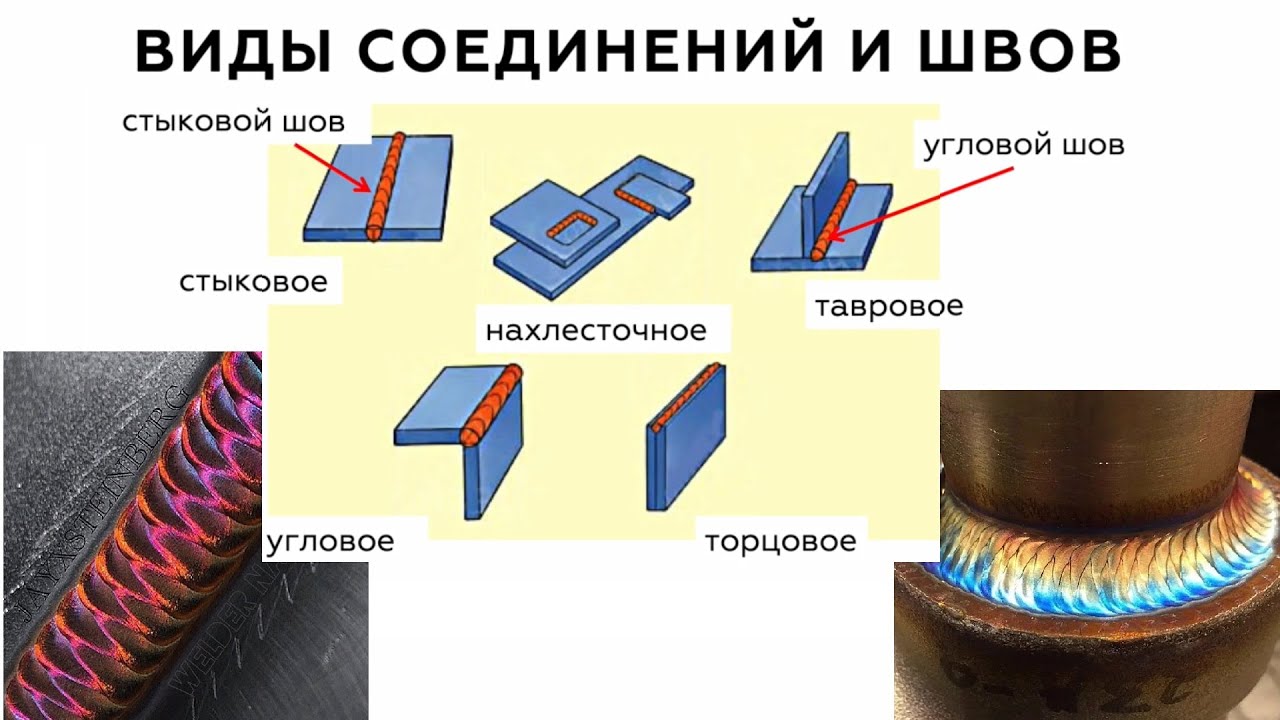 Но методы лазерной и электронно-лучевой сварки не лишены проблем. При лазерной сварке первоочередное внимание уделяется отражательной способности света.Пористость также вызывает беспокойство, но с правильной оптимизацией защитного газа вы можете предотвратить это.
Но методы лазерной и электронно-лучевой сварки не лишены проблем. При лазерной сварке первоочередное внимание уделяется отражательной способности света.Пористость также вызывает беспокойство, но с правильной оптимизацией защитного газа вы можете предотвратить это.
Электронно-лучевая сварка более управляема. Это делается в вакууме, поэтому вам не нужно беспокоиться о пористости и не использовать свет в качестве энергетической среды.
Современные методы сварки — Изготовление конических глаз
Сварка имеет древние корни, свидетельствующие о том, что сваренные объекты относятся к средневековью. Но в то время как концепции сварки остаются прежними, новые инструменты, химикаты, способы применения и стандарты безопасности отражают современные технологии и методы.
Современные методы сварки эволюционировали, чтобы обеспечить лучшую производительность, отчасти благодаря современным методам контроля, которые улучшились до такой степени, что мельчайшие дефекты и включения теперь могут быть легко обнаружены задолго до того, как резервуар когда-либо будет введен в эксплуатацию.
Виды сварочных технологий:
Дуговая сварка защищенного металла (SMAW)
В этом процессе, также известном как ручная дуговая сварка металлическим электродом или сварка стержнем, используется плавящийся электрод, покрытый флюсом.Электрический ток используется для образования электрической дуги между электродом и соединяемыми металлами. Заготовка и расходуемый электрод плавятся, и при остывании образуется соединение. По мере укладки сварного шва флюс распадается и выделяет пары, которые служат защитным газом и создают слой шлака, который защищает сварное соединение от атмосферного загрязнения.
Для дуговой сварки в экранированном металле сварщики должны обладать большим опытом и навыками, так как при неправильной работе могут возникать дефекты.
Дуговая сварка под флюсом (SAW)
Обычный процесс дуговой сварки, сварка под флюсом, требует непрерывной подачи плавящегося твердого или трубчатого электрода с металлической сердцевиной.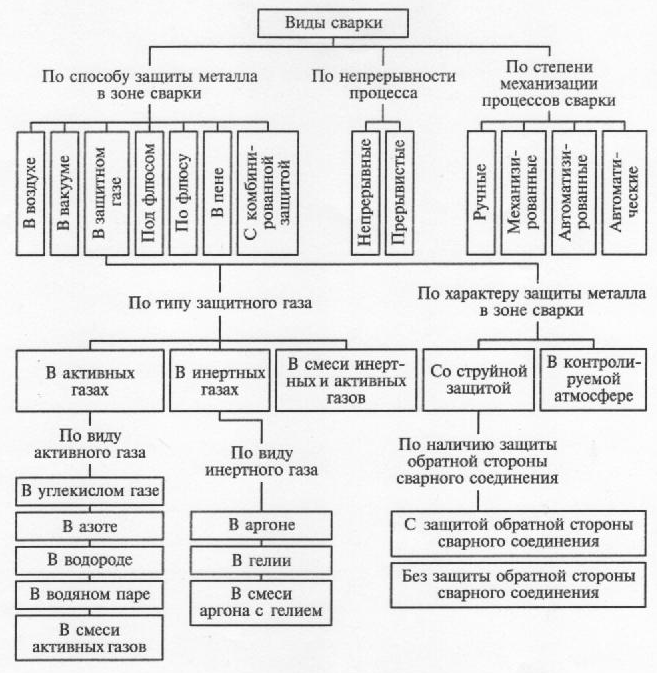 Гранулированный флюс защищает расплавленный сварной шов и зону дуги от атмосферного загрязнения. Толстый слой флюса подавляет ультрафиолетовое излучение и пары, присутствующие при дуговой сварке защищенным металлом.
Гранулированный флюс защищает расплавленный сварной шов и зону дуги от атмосферного загрязнения. Толстый слой флюса подавляет ультрафиолетовое излучение и пары, присутствующие при дуговой сварке защищенным металлом.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Вольфрамовый инертный газ — еще один процесс дуговой сварки. Он использует инертный защитный газ и присадочный металл для защиты сварного шва, который создается с помощью неплавящегося вольфрамового электрода.
Процесс TIG позволяет лучше контролировать сварку, чем SMAW или SAW, и создает более прочное и качественное соединение. Однако это более сложный процесс, требующий наличия высококвалифицированного сварщика.
Сварка металлов в инертном газе (МИГ)
В этом процессе между расходуемым проволочным электродом и металлом заготовки образуется электрическая дуга, которая нагревает металлы заготовки, заставляя их плавиться и соединяться.
Сварочная инспекция
Сварка критически важного оборудования должна соответствовать техническим условиям на сварку, подготовленным опытным и квалифицированным инженером. Опытный инженер определит метод сварки, материал присадочного прутка, размер сварного шва, количество проходов и методы контроля. Все они будут рассмотрены и утверждены инспектором по качеству (QI).
Опытный инженер определит метод сварки, материал присадочного прутка, размер сварного шва, количество проходов и методы контроля. Все они будут рассмотрены и утверждены инспектором по качеству (QI).
Традиционно сварные швы проверялись визуально, при этом определенный процент сварных швов проверялся с помощью рентгенограммы. Нет ничего необычного в том, что требуется 100-процентный контроль сварных швов, который потребует полного радиографического контроля. Альтернативой рентгенологическому контролю является ультразвуковой контроль.При использовании дифракции ультразвукового звука, дополненной методами эхо-импульса, точность ультразвукового контроля почти так же надежна, как и при рентгенографии.
Требуются сертификаты
Американское сварочное общество (AWS) и ASME предоставляют рекомендации по сертификации сварщиков. В общих чертах, сварщики имеют код для выполнения определенных работ, основанный на сочетании практического опыта, квалификации и способности сваривать образцы купонов, как указано в рабочих спецификациях. Как правило, сварщик имеет код для выполнения только определенных типов сварки, и этот код необходимо регулярно обновлять.Помимо AWS и ASME, сторонние уполномоченные инспекционные агентства могут быть аккредитованы для проведения инспекций и разрешений на сварку.
Как правило, сварщик имеет код для выполнения только определенных типов сварки, и этот код необходимо регулярно обновлять.Помимо AWS и ASME, сторонние уполномоченные инспекционные агентства могут быть аккредитованы для проведения инспекций и разрешений на сварку.
видов сварочных процессов | Nuclear-power.com
Типы сварочных процессов
Основные категории сварки кратко представлены в следующих разделах.
Дуговая сварка
Дуговая сварка Процессы используют источник сварочного тока для создания и поддержания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки.Сильный нагрев, производимый дугой, быстро расплавляет часть основного металла, что приводит к образованию сварного шва. Эта электрическая дуга имеет температуру около 3590 ° C в центре. Присадочный металл добавляется в большинство сварочных процессов для увеличения объема и прочности сварного соединения. Рядом с кончиком электрода образуется ванна расплавленного металла, состоящая из основного и присадочного металла. При перемещении электрода по стыку расплавленный металл затвердевает.
Рядом с кончиком электрода образуется ванна расплавленного металла, состоящая из основного и присадочного металла. При перемещении электрода по стыку расплавленный металл затвердевает.
В сварочном источнике питания может использоваться постоянный ток (DC) или переменный ток (AC), а также расходные материалы или неплавящиеся электроды .Область сварки иногда защищают инертным или полуинертным газом определенного типа , известным как защитный газ . При дуговой сварке длина дуги напрямую связана с напряжением, а количество подводимого тепла связано с током. Напряжение, подаваемое энергетическими компаниями для промышленных целей — 120 В (В), 230 В, 380 В или 480 В — слишком высокое для использования при дуговой сварке. Следовательно, первая функция источника питания для дуговой сварки заключается в снижении высокого входного или линейного напряжения до подходящего диапазона выходного напряжения, от 20 В до 80 В .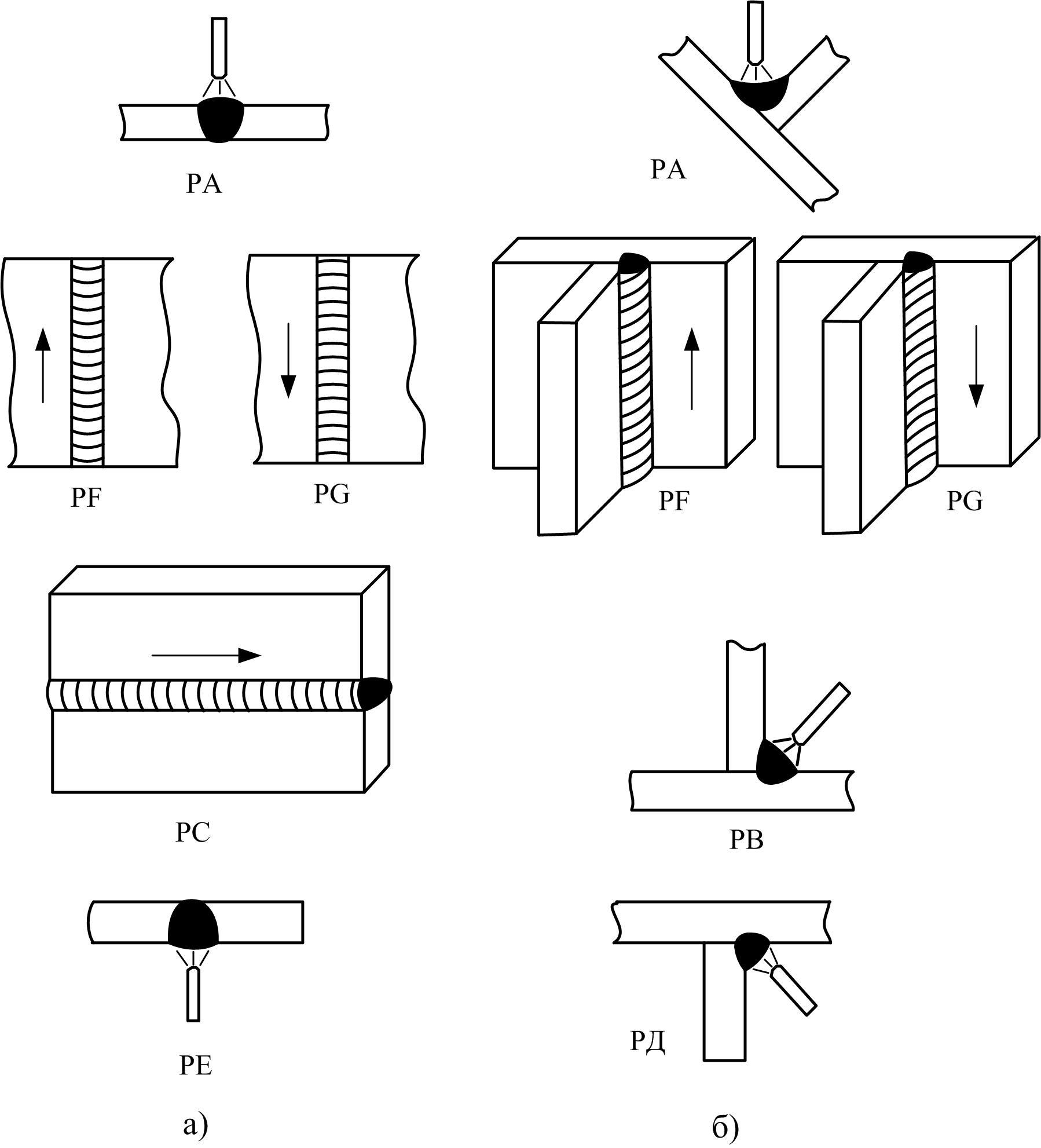 Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться.
Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться.
Расходные материалы — неплавящийся электрод
Стержень электрода может быть расходуемым или нерасходуемым.Если электрод сделан из углеродного или вольфрамового стержня, его единственная цель — пропускать ток, чтобы поддерживать электрическую дугу между его наконечником и заготовкой. Если используется неплавящийся электрод и если соединение требует добавления присадочного металла, то этот металл должен подаваться отдельно нанесенным стержнем или проволокой из присадочного металла. Что касается расходуемого электрода, дуга может поддерживаться электродом, который не только проводит ток для поддержания дуги, но также плавит и подает присадочный металл в соединение.
Дуговая сварка защищенным металлом — SMAW
Источник: wikipedia.org Лицензия: Public DomainДуговая сварка защищенным металлом (SMAW) — один из наиболее распространенных типов дуговой сварки. Она также известна как ручная дуговая сварка металлом (MMAW) или сварка стержнем. Для дуговой сварки защищенным металлом (SMAW) используется электрод, состоящий из присадочного металлического стержня , покрытого флюсом , который защищает зону сварки от окисления и загрязнения, выделяя в процессе сварки диоксида углерода (CO2) .Присадочный металл, используемый в стержнях, должен быть совместим с свариваемым металлом, состав обычно близок к составу основного металла. Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода.
Процесс SMAW является наиболее простым с точки зрения требований к оборудованию. Он также универсален и может выполняться с использованием относительно недорогого оборудования, что делает его хорошо подходящим для работы в магазинах и полевых работ. Оператор может стать достаточно опытным, пройдя скромное обучение, и может достичь мастерства с опытом.Большинство начинающих сварщиков начинают с « сварщиков штанги » и развивают необходимые навыки благодаря обучению и опыту. Время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки.
Оператор может стать достаточно опытным, пройдя скромное обучение, и может достичь мастерства с опытом.Большинство начинающих сварщиков начинают с « сварщиков штанги » и развивают необходимые навыки благодаря обучению и опыту. Время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки.
Дуговая сварка металлическим электродом в газовой среде — GMAW
Дуговая сварка металлическим электродом в газовой среде (GMAW) , также известная как сварка в среде инертного газа или MIG, представляет собой процесс дуговой сварки, при котором электрод представляет собой расходную неизолированную проволоку, а экранирование осуществляется заливкой дуга с инертным газом.Сварка в среде инертного газа (MIG) отличается от процесса SMAW тем, что его электрод представляет собой неизолированную сплошную проволоку, которая непрерывно подается в зону сварки и становится присадочным металлом по мере его расходования. Напротив, электроды SMAW должны быть выброшены, когда они достигают минимальной длины. Газовая дуговая сварка металла широко применяется в полуавтоматическом, машинном и автоматическом режимах. Газовый экран должен обеспечивать полную защиту, потому что даже небольшое количество увлеченного воздуха может загрязнить сварочный налет. Первоначально для защиты использовались только инертные газы, такие как аргон и гелий .Сегодня также используется диоксид углерода , который может смешиваться с инертными газами. Поскольку GMAW непрерывно подается проволокой, электрод не нужно заменять через регулярные промежутки времени, как в случае SMAW, что делает этот процесс подходящим для автоматизированной сварки.
Напротив, электроды SMAW должны быть выброшены, когда они достигают минимальной длины. Газовая дуговая сварка металла широко применяется в полуавтоматическом, машинном и автоматическом режимах. Газовый экран должен обеспечивать полную защиту, потому что даже небольшое количество увлеченного воздуха может загрязнить сварочный налет. Первоначально для защиты использовались только инертные газы, такие как аргон и гелий .Сегодня также используется диоксид углерода , который может смешиваться с инертными газами. Поскольку GMAW непрерывно подается проволокой, электрод не нужно заменять через регулярные промежутки времени, как в случае SMAW, что делает этот процесс подходящим для автоматизированной сварки.
В родственном процессе, дуговой сварке порошковой проволокой (FCAW), используется аналогичное оборудование, но с использованием проволоки, состоящей из стального электрода, окружающего порошковый наполнитель. Эта порошковая проволока более дорогая, чем стандартная сплошная проволока, и может выделять дым и / или шлак, но она обеспечивает еще более высокую скорость сварки и большее проникновение металла.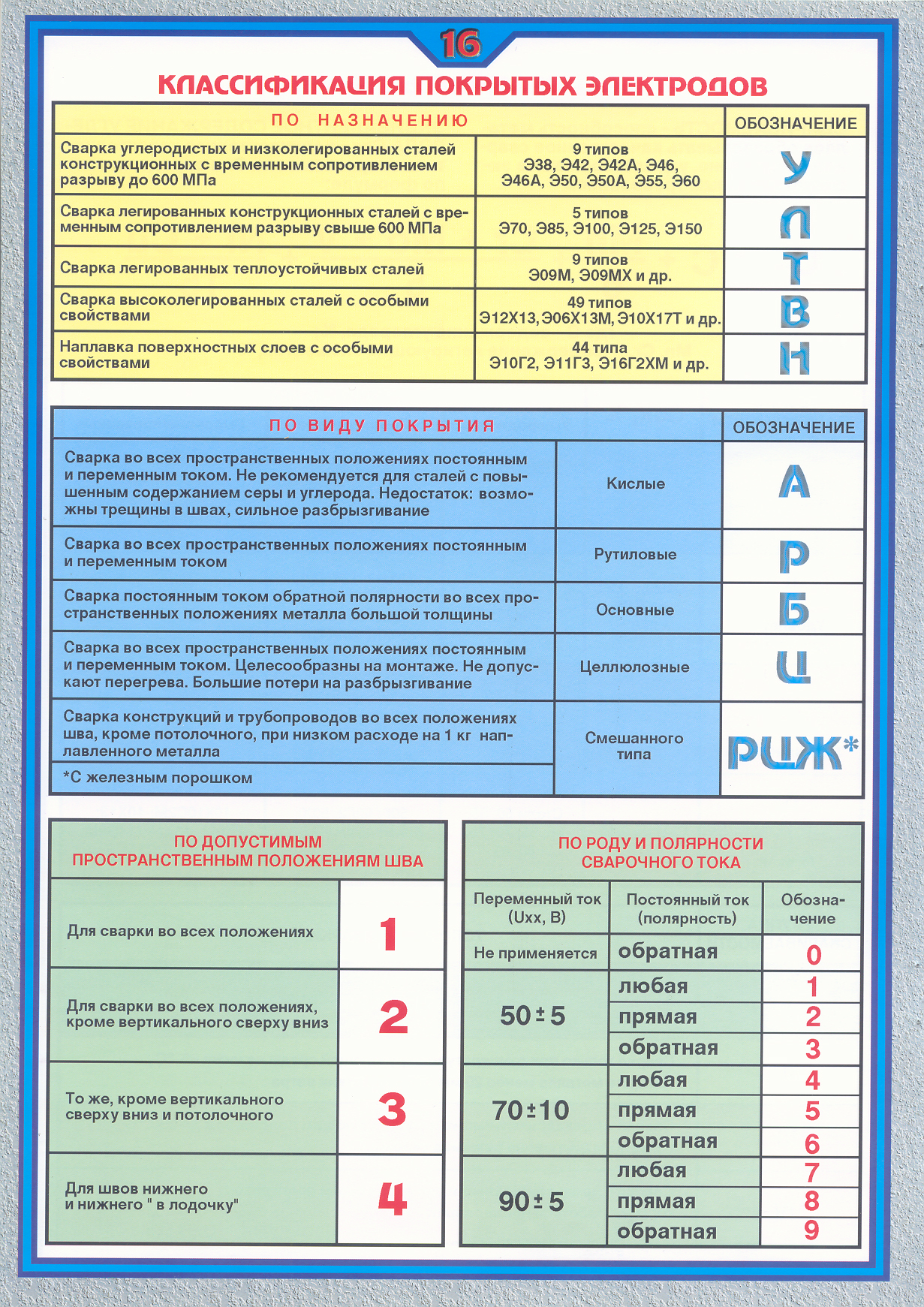
Газовая вольфрамовая дуговая сварка — Сварка TIG
Газовая дуговая сварка вольфрамом , также известная как сварка вольфрамовым электродом в среде инертного газа (TIG) , представляет собой процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод и инертный газ для дуги. экранирование. GTAW может быть выполнен с присадочным металлом или без него. Когда используется присадочный металл, он добавляется в сварочную ванну из отдельного прутка или проволоки. Обычно в качестве защитных газов используются аргон, гелий или смесь этих газов. Сварка TIG особенно полезна для сварки тонких материалов, этот метод характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях.Поскольку процесс GTAW представляет собой очень чистый процесс сварки, его можно использовать для сварки химически активных металлов, таких как титан и цирконий, алюминий и магний.
Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) — это высококачественный метод сварки, который включает погружение сварочной дуги под насыпь из гранулированных частиц флюса (состоящих из извести, кремнезема, оксида марганца, фторида кальция ) при зажигании дуги. Дополнительный флюс постоянно добавляется перед электродом по мере продвижения сварного шва.Флюс защищает дугу и расплавленный металл шва от воздействия окружающей атмосферы, предотвращая тем самым образование оксидов. Присадочный металл получают в основном из электродной проволоки, которая непрерывно подается через слой флюса в дугу и ванну с расплавленным флюсом. Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Расплавленный флюс становится шлаком, который является отходом и должен быть удален после сварки. В процессе сварки под флюсом не весь флюс превращается в шлак.В зависимости от процесса сварки от 50% до 90% флюса можно использовать повторно.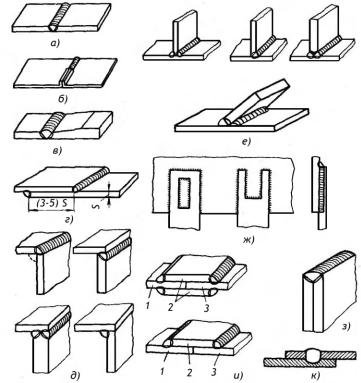
Сварка под флюсом обычно выполняется в автоматическом или механизированном режиме. Сварка под флюсом идеально подходит для любых применений, связанных с длинными непрерывными сварными швами. Возможность легко сваривать толстые листы, иногда с простыми конфигурациями стыков, делает SAW методом выбора для сварки компонентов больших и толстых конструктивных узлов. Например, сосуд высокого давления реактора представляет собой цилиндрический сосуд с полусферической нижней головкой и верхней крышкой с фланцами и прокладками.Нижняя головка приварена к цилиндрической оболочке, состоящей из нескольких колец, сваренных между собой дуговой сваркой под флюсом с узким зазором. Сварка в узкий зазор дает два основных преимущества. Это экономичная конфигурация соединения с меньшим объемом сварного шва для заполнения по сравнению с другими конфигурациями соединений, а сварное соединение, удобное для автоматизации, с умеренными параметрами ограничивает дефекты сварного шва и обеспечивает высокое качество сварки.
Сварка сопротивлением
Сварка сопротивлением (ERW) — это процесс сварки, при котором выделяется тепло в результате прохождения электрического тока через соединяемые детали.Небольшие лужи расплавленного металла образуются в зоне сварного шва, когда через металл пропускается большой ток (1000–100 000 А). Сварка сопротивлением широко используется, например, при производстве стальных труб и при сборке кузовов автомобилей. В автомобилестроении, среди прочего, процессы сопротивления широко используются в приложениях, в которых конструкция продукта определяет толщину притирки. Для многих из этих приложений используются полностью автоматические и роботизированные системы.
Обычно применяемые процессы контактной сварки:
- точечная контактная сварка (RSW),
- контактная сварка швом (RSEW),
- контактная сварка с выступом (RPW)
- контактная сварка шпильками.
Основными параметрами процесса, связанными с этими процессами контактной сварки, являются сварочный ток, время сварки, сила или давление электрода, материал электрода и конфигурация наконечника. Сварка сопротивлением (RW) была изобретена в 1886 году профессором Элиху Томсоном и является одним из простейших и наиболее распространенных процессов сварки плавлением.
Точечная сварка сопротивлением — RSW
Точечная сварка сопротивлением или точечная сварка — это процесс сварки, используемый для соединения двух или более перекрывающихся металлических листов, шпилек, выступов или других близко прилегающих поверхностей в одной или нескольких точках. В этом методе соединение создается за счет тепла, выделяемого из-за сопротивления заготовок потоку тока и приложению давления. Сварка ограничена точками на перекрывающихся заготовках и, следовательно, не сплошная. Заостренные медные электроды проводят сварочный ток к рабочему месту, а также служат для приложения давления для образования прочного соединения.Эти контактирующие поверхности нагреваются кратковременным импульсом низковольтного тока высокой силы тока, чтобы сформировать сплавленный кусок металла шва. Небольшие лужи расплавленного металла образуются в зоне сварного шва, когда через металл пропускается большой ток (1000–100 000 А). Когда ток прекращается, давление электрода сохраняется, в то время как металл шва быстро охлаждается и затвердевает. Электроды изготовлены из осажденно-упрочненного медно-хромового и / или циркониевого сплава и подлежат замене после определенного количества сварных швов.
Преимущества метода включают эффективное использование энергии, ограниченную деформацию заготовки, высокую производительность, простую автоматизацию и отсутствие необходимых присадочных материалов. Основным недостатком является необходимость обеспечения доступа к обеим сторонам детали, в отличие от возможности выполнять сварку только с одной стороны. Наиболее часто используемые методы сварки в автомобилях включают точечную контактную сварку (RSW). В автомобилестроении, среди прочего, процессы сопротивления широко используются в приложениях, в которых конструкция продукта определяет толщину притирки.Для многих из этих приложений используются полностью автоматические и роботизированные системы. Обычный стальной кузов автомобиля в среднем содержит 4500 сварных точек.
Сварка контактным швом — RSEW
Сварка контактным швом — это процесс, аналогичный процессу точечной сварки, но вместо заостренных электродов электроды в форме колеса катятся вдоль и часто подают заготовку, что делает это возможным для изготовления длинных сплошных швов. В результате получается сварной шов на стыковых поверхностях двух одинаковых металлов.Электроды часто имеют форму диска и вращаются по мере прохождения материала между ними. Шов может представлять собой стыковое соединение или соединение внахлест и обычно представляет собой автоматизированный процесс. Соединение обычно является газонепроницаемым или водонепроницаемым. Выполняется серия сварных швов без втягивания электродных колес или ослабления электродного усилия между точками, но колеса могут двигаться либо прерывисто, либо непрерывно.
Подобно точечной сварке, шовная сварка основана на использовании двух электродов, обычно сделанных из меди, для приложения давления и тока.Шовная сварка обеспечивает чрезвычайно прочный сварной шов, потому что соединение ковано под воздействием тепла и давления. Шовная сварка обычно используется при производстве стальных труб круглого или прямоугольного сечения.
Сварка лазерным лучом
Сварка лазерным лучом — это один из процессов сварки с высокой плотностью мощности (порядка 1 МВт / см 2 ), которые используют очень высокую мощность подводимого тепла. Эти процессы обычно требуют автоматизации и имеют отличный потенциал для высокоскоростного производства.Лазерная сварка использует эффекты сварки плавлением материалов с теплом, поступающим от лазерного луча, который падает на соединение. Лазер — это устройство, которое излучает свет посредством процесса оптического усиления, основанного на вынужденном излучении электромагнитного излучения. Для целей сварки лазерный луч представляет собой когерентный монохроматический свет в инфракрасной или ультрафиолетовой части спектра электромагнитного излучения. Поэтому луч невидим. Коммерческие лазеры на углекислом газе (CO2) могут излучать многие сотни ватт в одном пространственном режиме, который может быть сконцентрирован в крошечном пятне.Это излучение находится в тепловом инфракрасном диапазоне при 10,6 мкм; такие лазеры регулярно используются в промышленности для резки и сварки. Минимально расходящийся необработанный луч фокусируется в маленькое пятно для получения максимальной плотности мощности.
Лазерная сварка — преимущества и недостатки
Основные преимущества включают хорошую гибкость, повышенную производительность при значительной экономии на обслуживании и затратах на электроэнергию при получении прочного сварного шва. Металлические листы толщиной в пределах 0.От 2 до 6 мм можно легко сварить лазером. В большинстве автомобилестроительных предприятий используются системы лазеров на углекислом газе с поперечным потоком в диапазоне мощности от 3 до 5 кВт. Особое внимание следует уделять личной безопасности. Защитный кожух является обязательным для защиты от рассеянного излучения. Необходимо использовать соответствующие защитные очки и одежду для данного типа лазера. Лазерное оборудование очень сложное и дорогое, поэтому для его установки и настройки параметров требуется квалифицированный персонал. Поэтому этот процесс требует автоматизации и имеет отличный потенциал для высокоскоростного производства.
Газовая сварка на кислородном топливе
Газовая сварка использует тепло, выделяемое газовым пламенем, для плавления присадочного металла, если он используется, и основного металла, тем самым создавая сварной шов. Газовая сварка — один из старейших и наиболее универсальных сварочных процессов, но в последние годы он стал менее популярным в промышленности. Его до сих пор широко используют для сварки труб и трубок, а также при ремонтных работах. Аналогичный процесс, обычно называемый кислородной резкой, используется для резки металлов.
Наиболее распространенным процессом газовой сварки является кислородно-ацетиленовая сварка . Это относительно недорогое и простое оборудование, обычно использующее сжигание ацетилена в кислороде для получения температуры сварочного пламени около 3100 ° C. Чистый кислород вместо воздуха используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала заготовки. Температура, при которой он горит, зависит от количества кислорода, присутствующего в газовой смеси.
Газы для кислородной сварки
Общие газы:
- Ацетилен — кислород.По сравнению с другими горючими газами оксиацетилен может производить самое горячее и концентрированное пламя. Пламя оксиацетилена также выделяет углекислый газ, который служит защитным газом. Оксиацетиленовое пламя горит примерно при 3773 К (3500 ° C; 6332 ° F). Основным недостатком ацетилена как топлива по сравнению с другими видами топлива является высокая стоимость.
- Стабилизированный метилацетилен-пропадиен (MPS) имеет характеристики хранения и транспортировки сжиженного нефтяного газа и имеет теплотворную способность немного ниже, чем у ацетилена.MPS рекомендуется, в частности, для резки, а не для сварки.
- Водород — кислород. Водород имеет чистое пламя и подходит для обработки алюминия. Его можно использовать при более высоком давлении, чем у ацетилена, поэтому его можно использовать для подводной сварки и резки. Это хороший тип пламени для нагрева большого количества материала. Водород не используется для сварки сталей и других черных металлов, поскольку он вызывает водородное охрупчивание. Пламя кислородного водорода горит при 3073 К (2800 ° C; 5072 ° F).
Окисление — Нейтральное — Уменьшение пламени Горелка Бунзена: крайняя левая: редуцирующее пламя, крайняя правая: окислительное пламя Источник: wikipedia.org Лицензия: CC-BY SA 3.0
Температура, при которой она горит, зависит от количества кислород, присутствующий в газовой смеси. На рисунке показаны три типа пламени, которые могут быть получены при использовании смесей оксиацетилена. Сварка, как правило, выполняется с использованием нейтрального пламени с равным количеством кислорода и ацетилена.
- Уменьшение пламени . Восстановительное пламя — это пламя с низким содержанием кислорода и избытком ацетилена. У пламени есть вторичное перо, выходящее из внутреннего конуса. Это вторичное перо возникает из-за избытка ацетилена в пламенной смеси, который изменяет химический состав сварочной ванны за счет уменьшения оксида железа (восстанавливающий эффект) и добавления углерода (эффект науглероживания). Он имеет желтый или желтоватый цвет из-за углерода или углеводородов.
- Нейтральное пламя .Нейтральное пламя — это пламя, в котором количества кислорода ровно достаточно для горения, и при этом не происходит ни окисления, ни восстановления. Пламя считается нейтральным, поскольку оно не добавляет значительных элементов в сварочную ванну и не удаляет их. Пламя с хорошим балансом кислорода ярко-синего цвета.
- Окислительное пламя . Окислительное пламя — это пламя, возникающее из-за чрезмерного количества кислорода. Когда количество кислорода увеличивается, пламя укорачивается, его цвет темнеет, он шипит и рычит.Поскольку, как следует из названия, оно окисляет поверхность металла, это пламя пагубно влияет на свойства сплавов черных металлов. За некоторыми исключениями (например, пайка платины в ювелирных изделиях) окислительное пламя обычно нежелательно для сварки и пайки.
Сварка трением
Сварка трением — это форма твердотельной сварки, при которой тепло получается за счет механически вызванного скользящего движения между свариваемыми деталями. При сварке в твердом состоянии соединение создается приложением давления без значительного плавления какой-либо из рабочих частей.Поскольку плавления не происходит, сварка трением не является процессом сварки плавлением в традиционном смысле этого слова. Детали сварного шва удерживаются вместе под давлением. Как правило, тепло от трения возникает при вращении одной части относительно другой. При достижении определенной температуры вращательное движение прекращается, и прилагаемое давление сваривает детали вместе. Процесс связывания основан либо на деформации, либо на диффузии и ограниченной деформации, так что движение атомов (диффузия) создает новые связи между атомами двух поверхностей.Время, необходимое для создания сварных швов трением, измеряется в секундах.
Сварка трением — преимущества и недостатки
Комбинация быстрого времени соединения (порядка нескольких секунд) и непосредственного тепловложения на границе раздела сварного шва дает относительно небольшие зоны термического влияния. Если установлены автоматические загрузочно-разгрузочные устройства, машины полностью автоматические. Защитный газ, флюс и присадочный металл использовать не нужно. Этот процесс успешно соединяет широкий спектр схожих материалов, а также ряд разнородных металлов, в том числе алюминий и сталь.Это особенно полезно в аэрокосмической отрасли, где используется для соединения легкой алюминиевой заготовки с высокопрочной сталью.
С другой стороны, размер детали ограничен. FRW ограничен в основном для круглых прутков с аналогичным поперечным сечением, куски других форм все еще можно использовать, но это намного сложнее. Для сварки трением обычно используются специальные роторные машины, которые требуют более высоких капитальных затрат.
Сварка взрывом
Сварка взрывом включает соединение материалов путем их сдвигания вместе под чрезвычайно высоким давлением, которое создается контролируемой детонацией.Энергия удара пластифицирует материалы, образуя сварной шов, хотя выделяется лишь ограниченное количество тепла. Металлы с высокой пластичностью, которые имеют гранецентрированное кубическое расположение атомов и не затвердевают быстро, лучше всего подходят для этого процесса. К ним относятся алюминий и медь, нержавеющая сталь, золото, серебро и платина. Типичные геометрические формы включают пластины, трубки и трубные решетки. Этот процесс обычно используется для сварки разнородных материалов, включая соединение алюминия с углеродистой сталью в корпусах судов и нержавеющей стали или титана с углеродистой сталью в нефтехимических резервуарах высокого давления.Недостатком этого метода является то, что необходимы обширные знания о взрывчатых веществах, прежде чем можно будет попытаться безопасно выполнить процедуру.
5 видов сварочных работ для промышленных предприятий
Сварка в промышленном масштабе, как и другие виды сварки, в принципе является простым процессом. По сути, он включает комбинацию высоких температур, давления и иногда наполнителя, чтобы сделать два отдельных компонента непрерывными друг с другом. Это позволяет подрядчикам обеспечивать безопасность узлов трубопроводов, ремонтировать теплообменники и выполнять несколько других проектов по установке и ремонту.
Хотя сварка в принципе проста, возникает несколько проблем. В связи с этими проблемами сварки — одним из ярких примеров является загрязнение — было разработано несколько методов сварки, каждый со своей целью, оптимальными условиями и идеальной сварочной поверхностью. Чтобы узнать больше об этих типах сварочных услуг для промышленного производства, прочтите наше руководство по пяти различным типам сварочных услуг и сварочному процессу в целом.
Дуговая сварка защищенного металла
Дуговая сварка экранированного металла (SMAW), или сварка электродом, как многие ее называют, является довольно распространенным и традиционным вариантом промышленной сварки.«Палочка» в данном случае представляет собой электрод, который проводит электричество в основной материал, плавя металл и соединяя два компонента вместе. Электрод имеет флюсовое покрытие вокруг него, и как электрод, так и флюсовое покрытие постепенно плавятся, поскольку они нагреваются во время использования. Это покрытие из флюса обеспечивает защиту, на которую намекает название: при плавлении оно становится защитным газом, который задерживает окружающие загрязнения. Этот стабильно плавящийся электрод и флюс обеспечивают постоянную защиту от загрязнения, поэтому ваш проект никогда не подвергнется риску загрязнения.
Сваркапалкой особенно полезна для ржавых металлов или участков, которые вы не очищали заранее. Кроме того, хотя это гибкий метод, пригодный для многих промышленных применений и материалов, он также идеально подходит для толстых и прочных металлов и не предназначен для сварки более тонких металлов.
Газовая дуговая сварка металла
Между тем, дуговая сварка в газовой среде (GMAW) является альтернативой, имеющей основные сходства с сваркой штучной сваркой с некоторыми заметными отличиями. Как и при сварке штучной сваркой, при газовой дуговой сварке металла (также называемой сваркой MIG в среде инертного газа) используется электрод, который постепенно плавится на основном материале во время использования.
В отличие от сварки штучной сваркой электрод GMAW не имеет защитного флюсового покрытия. Чтобы компенсировать это отсутствие защиты, сварщики закачивают внешний защитный газ, часто инертный гелий или аргон. Очень похоже на сварку GMAW / MIG, насосы для сварки металлоактивным газом (MAG) во внешнем газе, но они представляют собой смесь кислорода, углекислого газа и аргона.
Этот метод сварки лучше всего подходит для сварки более тонких металлических деталей, состоящих из листового металла или труб. Кроме того, GMAW лучше всего подходит для внутренней сварки и требует тщательной очистки базовой поверхности перед работой.
Газовая вольфрамовая дуговая сварка
Еще один вид сварочных услуг для промышленного производства , сложный и трудный для освоения, — это газовая дуговая сварка вольфрамом, или TIG, что означает инертный газ вольфрама. Как и GMAW, сварка вольфрамом требует внешнего защитного газа и тщательной превентивной очистки для предотвращения загрязнения.
В отличие от большинства методов сварки, сварка TIG не требует постоянного использования присадочного материала. Для объединения более крупных металлических компонентов сварщики включают сварочную горелку и вручную подают другой рукой присадочный стержень, соответствующий материалу основной поверхности.Если они работают с более тонкими и чувствительными металлами, они могут отказаться от наполнителя. Кроме того, в отличие от других методов, сварочный электрод TIG не плавится во время сварки из-за чрезвычайно высокой температуры плавления вольфрама.
В целом, сварка TIG требует навыков и практики, но при освоении дает полированные и точные сварные швы. Внесение наполнителя вручную дает эксперту гораздо больше контроля, как и более короткий вольфрамовый электрод, что делает его идеальным методом сварки для внешних поверхностей, которые должны выглядеть безупречно.
Дуговая сварка порошковой проволокой
Дуговая сварка порошковой проволокой (FCAW) — еще один метод сварки. FCAW представляет собой эволюцию методов MIG и SMAW. Вместо использования наполнителя с флюсовым покрытием, как это делает SMAW, при дуговой сварке порошковой проволокой используется наполнитель с трубкой из флюсового материала в своей сердцевине, отсюда и название.
Существует два варианта FCAW: самозащитная порошковая сварка (FCAW-S) и дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G). FCAW-S не нуждается в экранировании, кроме защиты, обеспечиваемой сердечником из флюса, поскольку он плавится и образует барьер.Между тем, FCAW-G включает в себя как флюсовую, так и внешнюю газовую защиту.
Хотя этот процесс обычно более дорогостоящий, он представляет собой гораздо более быстрый вариант сварки, чем MIG и SMAW. Кроме того, он более регулярный и надежный и не теряет эффективности при изменении условий окружающей среды. Рассмотрите возможность выбора FCAW, особенно если у вас толстый металл, который требует значительного проплавления для адекватной коалесценции.
Дуговая сварка под флюсом
В отличие от многих стратегий сварки, сварка под флюсом (SAW), например, является механизированным, а не ручным процессом.Инженеры устанавливают параметры сварного шва и позволяют ему запускаться автоматически, что требует максимальной точности перед запуском.
Причина, по которой дуговая сварка под флюсом считается «погруженной», заключается в том, что перед тем, как проволочный электрод встретится с какой-либо точкой сварного шва, система покрывает поверхность гранулированным слоем флюса. В этом процессе вы не увидите, как электрод сплавляет металлические компоненты, потому что этот гранулированный флюс покрывает всю поверхность. Назначение этого флюса — надежная защита от загрязнений.Поскольку покров из флюса ограничивает попадание посторонних веществ, профессионалам не нужно вводить защитный газ, как при других методах сварки.
Преимущества SAW включают быстрое, равномерное напыление и небольшую способность к ошибкам, связанным с человеческим фактором, при правильном программировании. Хотя его механизация в целом является плюсом, она ограничивает возможные возможные положения сварного шва. Благодаря своей механической природе, SAW является подходящим решением для регулируемых кольцевых сварных швов вокруг трубы или другого цилиндрического компонента, а также для прямолинейных сварных швов.
Преимущества найма подрядчика по сварке
Вместо того, чтобы тратить время и деньги на сварку компонентов самостоятельно, наймите подрядчика по сварке. Профессионалы в области сварки имеют значительный опыт в области промышленных сварных швов и имеют доступ к инструментам для использования многих типов сварки, выбирая правильный метод, исходя из того, что лучше всего соответствует вашим потребностям.
Если вы являетесь партнером SVI Dynamics, мы предлагаем комплексные услуги по сварке на месте в дополнение к проектированию и установке труб, индивидуальной обработке, ремонту клапанов и ряду других услуг.По мере того, как наша команда занимается вашим предприятием с течением времени, они узнают, как лучше всего реагировать, когда что-то идет не так, в то время как внешнему подрядчику не хватает таких полезных внутренних знаний. Это упрощает выбор такого подрядчика, как мы. Мы также предлагаем помощь с выхлопной системой вашей газовой турбины или любыми другими решениями для газовых трактов, если вам это также необходимо.
типов сварочных стержней — USESI
Сварочные стержни используются в процессе сварки для добавления присадочного металла к свариваемой области. Его также можно использовать в качестве электрода в некоторых методах дуговой сварки.Читайте дальше, чтобы узнать больше о различных типах сварочных стержней и их функциях в процессе сварки.
Что такое сварочный стержень?
Сварочные прутки обычно изготавливаются из тех же материалов, из которых сделаны основные металлы. Они удерживаются вместе электрододержателем, который используется для изоляции сварщика от электрического тока, который присутствует во время процесса сварки.
Во многих процессах дуговой сварки сварочный стержень может также действовать как электрод, направляя дугу в зону сварки.Сварочные стержни, которые также можно использовать в качестве электрода, помечены префиксом E. Если выполняемая дуговая сварка не требует использования защитного газа, рекомендуется использовать сварочный стержень с флюсовым покрытием. Это покрытие будет испаряться при воздействии высокой температуры и создавать газ, который действует как щит, удерживая воздух и другие загрязнения вдали от области сварного шва, что может помочь человеку, выполняющему сварку, создать чистый сварной шов.
Типы сварочных стержней
Существуют различные типы сварочных стержней, которые различаются по материалам, из которых они сделаны.Это следующие:
Стальные сварочные стержни: Это наиболее распространенные типы, используемые сегодня, поскольку большинство свариваемых материалов изготавливаются из стали. Они бывают из различных стальных сплавов, таких как низкоуглеродистая сталь, низколегированная сталь и нержавеющая сталь, которые могут использоваться в различных областях. Они доступны с флюсовым покрытием или без него.
Алюминиевые сварочные стержни: Они используются для сварки деталей из алюминия, включая алюминиевые сплавы, которые не похожи друг на друга по своей природе.Их можно использовать со стандартным оборудованием для дуговой сварки и сварки MIG, а также с методами сварки TIG.
Бронзовые сварочные стержни: Эти типы сварочных стержней используются, когда необходимо выполнить пайку для соединения меди с другими металлами. Он также может восстанавливать поврежденные бронзовые детали. При пайке используются бронзовые сварочные стержни из-за их высокой устойчивости к коррозии в соленой воде.
Композитные сварочные стержни: Они состоят из двух или более слоев материала, которые в сочетании друг с другом обеспечивают более высокое качество сварки.Сварочные стержни с сердечником из флюса, используемые в этих применениях, имеют флюс, расположенный в центре сварочного стержня, а не во внешнем слое стержня. Это позволяет использовать флюс таким образом, который ранее было невозможно, а также предотвращает износ флюса при обращении с ним или хранении.
Важно знать различные типы сварочных стержней, чтобы знать, какой из них нужен для успешного выполнения поставленной задачи. Если вы не уверены, какой тип удилища покупать, лучше всего проконсультироваться с коллегой или другим специалистом или обратиться к руководству для получения этой информации.Сварка — важная часть производственного процесса. Удачи в ваших усилиях!
Различные типы сварных швов
Различные типы сварки играют важную роль в производстве металла. Знание распространенных типов сварных швов позволяет профессионалам создавать изделия из металла, которые выглядят замечательно и имеют долгий срок службы.
Сварка TIG
СваркаTIG (вольфрамовый инертный газ) позволяет производителям полностью контролировать свою работу.Сварка TIG работает настолько хорошо, что ее используют почти исключительно в авиакосмической отрасли.
При сварке TIG выделяется тепло от электрического тока. В результате металлические детали надежно скрепляются.
Сварка МИГ
MIG (металлический инертный газ) создает гладкие поверхности, подходящие для потребительских товаров. Если вам нужен цельный и прочный шов между нержавеющей сталью, алюминием и другими популярными металлами, сварка MIG справится с этой задачей.
Плазменно-дуговая сварка
Большинство профессионалов считают, что плазменная дуговая сварка требует большего опыта, чем другие виды сварки.Сложный процесс немного замедляет сварку. Однако это приводит к высоконадежной связи, которую часто предпочитают медицинские, электронные и автомобильные компании.
Хотя плазменная сварка создает прочную связь между металлическими деталями, высокая температура процесса может снизить механические свойства продукта.
Точечная сварка
Точечная сварка — один из самых популярных видов сварки, поскольку он находит широкое применение при производстве листового металла, штамповке и сборке металла.
Как следует из названия техники, она включает сварку определенных участков, точек или металла. Выбирая точечную сварку, компании должны учитывать количество точечных сварных швов на фут. Правильное количество сварных швов может создать прочную связь между материалами. Однако слишком мало сварных точек может создать слабые места в соединении.
Сварка швов
Шовная сварка — это выполнение непрерывного шва вдоль стыка, например, там, где встречаются два куска листового металла.
Шовная сварка считается разновидностью точечной сварки. Однако шовная сварка обеспечивает более прочное соединение, поскольку соединяет такие большие площади поверхности.
Blackstone Advanced Technologies использует различные методы сварки, чтобы дать клиентам необходимую прочность и эстетический вид.